Идеальный сварочный шов — какой он? Как варить швы?
Идеальный сварочный шов — какой он? Как варить швы?Сегодня мы рассмотрим процесс получения идеального сварочного шва, качеству которого позавидует даже опытный сварщик. Однако статья была написана специально с тем учётом, чтобы помочь новичкам в электросварке.
В отличие от прошлых статей, эта написана немного в другом стиле. Здесь я старался избегать длинных предисловий и долгого расписывания самих процессов сварки. Надеюсь, что статье будет полезна всем начинающим сварщикам, и они смогут узнать из неё что-то новое для себя.
Идеальный сварочный шов — какой он?
Если вам нужно получить красивый и качественный шов, купите современные электроды. Да, да, оставьте «дедовскую» проволоку, на которой уже почти не осталось обмазки. Используйте новые и сухие электроды согласно инструкции производителя. Найдите на упаковке с электродами ток, при котором надо варить, а также полярность, то есть + и — подключения.
Если на электродах указана обратная полярность, то подключаем к держателю электрода плюс от инвертора. Если нужно варить на прямой полярности, то плюс должен идти в качестве массы, то есть, подсоединяться к свариваемому металлу.
Итак, подсоединяем кабеля к инвертору и вставляем электрод в электрододержатель. Выставляем на инверторе требуемый сварочный ток и включаем аппарат в работу. Электрод должен держаться в держателе строго под углом в 90 градусов и никак иначе.
Поджог дуги электродом
Для того чтобы зажечь дугу необходимо поднести электрод к металлу и легонько стукнуть о поверхность, сразу же отведя его вверх. Слишком далеко отводить электрод не нужно, поскольку дуга непременно погаснет. Достаточно отвести на 2-3 мм.
Также можно зажечь электрод чирканьем его конца о поверхность металла. Просто берём, и как бы ведём электрод коротким движением по металлу, пока не загорится сварочная дуга.
Как вести электрод во время сварки
Существует много схем ведения электрода при сварке.
Итак, наиболее простой способ для новичка, это ведение электрода небольшими круговыми движениями, а если быть точнее, то точечными. Ставим первую каплю металла электродом, затем вторую, которая должна слегка заходить на первую, и т. д. Электрод по отношению к свариваемой заготовке держим под углом в 30 градусов.
Электрод ведём на себя, строго соблюдая указанный угол наклона. Почему это важно? Просто, таким образом, весь шлак, образуемый при сварке, будет выходить наружу, и выбрасываться из сварочной ванны.
В итоге, капли должны как бы пересекаться друг с другом, что и образует сплошной сварочный шов. В данном случае начинающему сварщику нет необходимости выполнять сложные движения электродом, типа «ёлочкой», «зигзагом», «треугольником» и т. д.
Сам процесс выглядит так:
- Нажали электродом, поставили точку и отпустили;
- Затем немного зайдя на первую точку, нажали электродом и отпустили;
- Процесс повторяется до тех пор, пока не будет заварено всё соединение.


На первых порах это позволит получить достаточно качественный и ровный сварочный шов, а также хорошо углубить корень шва. Существуют и другие способы вести электрод во время сварки, о которых я обязательно расскажу в следующих статьях.
Поделиться в соцсетях
Как красиво зачистить сварочный шов на профильной трубе. | Ручная дуговая сварка
Привет подписчикам и гостям канала!
Вверху 2 фотографии сварочного шва на профильной трубы. На одной сварной шов без обработки, а вторая- этот шов зачищен. После зачистки он получился выпуклым и монолитным.
Если вам приходится сваривать конструкции из профильных труб и хотите чтобы все швы в готовом изделии имели красивый монолитный вид, то читайте информацию ниже.
Сварил 2 куска профильной трубы под произвольным углом. Для разнообразия первое фото-сварка углом вперёд, второе-углом назад. Профтруба 1.5 мм, варил электродом 3 мм с отрывом.
Шлифовать, естественно, будем маленькой болгаркой. У меня маленькая болгарка на 125 диск. Первая мысль-шлифуем зачистным кругом, нет мы не будем им шлифовать. А чем тогда? Смотрите.
Отличный материал для тонкой эстетичной зачистки швов на профильной трубе это отрезной диск. Точнее сточенный отрезной диск от большой болгарки. Его толщина должна быть 2-2.5 мм.
Не выбрасываем такие сточенные диски, они очень хорошо и быстро выводят тонкие сварные швы до монолитного вида. Как раз швы на профтрубе идеально правятся такими минидисками!
Сначала проходим вершину сварочного шва. Делаем ровную горизонтальную поверхность, то есть убираем разные по высоте бугорки сварного шва. На диск не нажимаем, он сам всё быстро счищает-как шпателем раствор!
Затем проходим шов с обоих боков, двигаем диском снизу верх по шву. Как бы поднимаемся в горку, так быстро формируется гладкая овальная поверхность со всех сторон. Также не делаем никаких усилий на диск, всё происходит легко и без физических напряжений.
Также не делаем никаких усилий на диск, всё происходит легко и без физических напряжений.
Вот и всё, швы зашлифованы. Теперь они имеют монолитный выпуклый вид. Если покрасить готовое изделие, то они будут выделяться, будет смотреться симпатично.
Вот такая небольшая хитрость, забирайте в свой технический арсенал. Чем больше знаешь вариантов, тем проще будет в работе.
Почти каждую статью на канале я дублирую подробным видео. Видео также есть на канале.
Кто ставит лайк статье, тому чаще показывают наши материалы в Дзене. И наоборот, дизлайк-наши материалы не покажут больше. Прочитавший также напрямую своей оценкой влияет на развитие канала. Не оставляй статью без оценки.
Как сделать красивый сварочный шов
Кто только начинает заниматься сварочным делом рекомендую не сваривать сразу сложные стыки. Для начало надо научится контролировать электрод со сваркой ММА, на всех других видах будет в разы проще. Когда зажжете электрод он будет плавится, нужно будет опускать с равномерной скоростью к сварочной ванне. При этом выдерживать угол наклона по отношению к плоскости. Я когда начинал заниматься сваркой, сперва учился варить в нижнем положении. С начало на сборочном столе в кабинке сварщика. Это еще в училище было. Высота стола удобная по росту. Если держать электрод 3 мм вертикально относительно заготовки то рука при этом не устает. Важный момент удобство при сварке должно присутствовать везде.
Когда зажжете электрод он будет плавится, нужно будет опускать с равномерной скоростью к сварочной ванне. При этом выдерживать угол наклона по отношению к плоскости. Я когда начинал заниматься сваркой, сперва учился варить в нижнем положении. С начало на сборочном столе в кабинке сварщика. Это еще в училище было. Высота стола удобная по росту. Если держать электрод 3 мм вертикально относительно заготовки то рука при этом не устает. Важный момент удобство при сварке должно присутствовать везде.
Лучше всего на куске железяки с очищенной поверхностью и рутиловыми электродами. Они не прихотливые к ржавчине. Можете воспользоваться доступными марками МР-3 . Их кто только не выпускает. Поджигаются хорошо в любом положении. Можно варить на длинной дуге пока не научитесь ее держать. Не прихотливые к чистоте сварочного места. Единственное на больших токах разбрызгивает металл. Для начало научится на самой поверхности вести электрод. Лучше начинать вести на себя без колебательных движений, ровно и аккуратно.
В самом процессе нужно научится отличать шлак от горячего металла. Когда образуется общая горячая субстанция металл ярко желтого цвета оседает а на поверхностности расплавленный шлак переливается линиями. Его цвет немного темнее и температура остывания намного ниже чем у металла. Сквозь шлак можно видеть как формируется сварочный шов. От этого процесса зависит скорость сварки. Влияет еще и угол наклона электрода. Есть понятие делать проход углом вперед и углом назад. Когда ведете электрод, острым углом вперед, метал проплавляется хорошо оставляет за собой широкий валик гладкий. Сварка увеличивается по скорости. Если вести углом назад то сплавление металла происходит слабо образуется высокий валик с шероховатой поверхностью. Сварочная дуга плавит сам наплавленный металл и немного основной.
Сварочные швы отличаются по видам. Основной коренной шов и облицовочный.
От простого перейдем к сложному. Нужно научится водить электродом различные каракули. У них есть своя форма которой нужно придерживаться. На фотографии я покажу как водить электродом.
- Усиленное плавление краев в стык без разделки кромок.
- Плавление одного края используется при сварке горизонтального шва. Помогает поднимать с нижней кромки расплавленный металл к верхней кромки.
- Плавит центр сварного шва. Используется с разделкой кромок в один проход. Редко когда используют для коренного шва. В исключительных случаях если очень большой зазор.
- Используют для наплавки металла на поверхность.
Коренной шов проходят как при учебе в одну линию без колебательных движений. Единственное допускается движение вперед и назад.
Единственное допускается движение вперед и назад.
Ручкой плохо получается водить эти каракули а их еще нужно научится электродом описывать. В помощь можно использовать вторую руку. Держась за электрод, руку прислонить к основному металлу. На малом токе потихоньку рисуем каракули на ровной плоскости. Здесь нужна выдержка и терпение. Добиваться синхронности работы рук. Обучатся придется долго и потратите не одна пачку электродов. После добавляется другая сложность при сварке в стык с разделкой кромок. Что касается металла толщиной от 5 мм. Сложность уже при обводе контура кромок и сварочной ванны вместе. Не забываем дуга должна находится на равном удалении от сварочной ванны и металла.
Вот так и учатся варить красивые сварные швы. При использовании различных марок электродов с разнообразной обмазкой меняется и стиль сварки. С основным и целлюлозным покрытием придется научится выдерживать короткую дугу. Рутиловые электроды хорошо держат дугу. Кислые только в нижнем положении. Они обычно спец электрод для сварки алюминия. Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
Они обычно спец электрод для сварки алюминия. Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
Если вы научились варить сварочный шов на плоскости то получится подбирать нужный угол и к другим электродам. Концентрировать свое внимание уже будете только на сварочную ванну. Руки на автомате будут совершать все движения. А потом уже на полуавтомате научитесь варить супер сварочный шов. На таком оборудовании шлака на шве практически нету. Виден сам металл плавящийся. На TIG сварке плавят присадочный материал. Плазма дуги расплавляет и толкает жидкий металл. Ювелирная работа контролировать сам процесс. Сварка происходит медленно и в основном применяют для сварки цветных металлов.
Я попытался на доступном языке по этапом объяснить как научится правильно и красиво варить швы.
Защита сварных швов от коррозии
Несмотря на то, что сварочное соединение одно из самых прочных, сам процесс сварки закладывает основу для ускоренного разрушения шва от коррозии.
 Чтобы этому противодействовать, применяют разные способы для предотвращения ржавления металла. Давайте разберемся, что это за способы и какие из них наиболее доступны в бытовых и производственных условиях.
Чтобы этому противодействовать, применяют разные способы для предотвращения ржавления металла. Давайте разберемся, что это за способы и какие из них наиболее доступны в бытовых и производственных условиях.
В этой статье:
Причины коррозии сварочных швов
Сварочные швы начинают ржаветь быстрее основного металла. Это можно заметить на следующий день, осмотрев конструкцию, над которой трудились вчера. Коррозия возникает на соединениях, созданных любым методом сварки (MMA, TIG, MIG) и не зависит от аппарата и его цены.
Образование ржавчины на швах обусловлено следующими причинами:

Виды коррозии сварочных швов
После сварки процесс коррозии бывает наружный, внутренний или объединенный, что по-своему влияет на внешний вид соединения и ухудшение его характеристик. По типу коррозии существует:

Методы предотвращения коррозии
Защита сварочного шва от коррозии выполняется при помощи химических, термических и механических процессов. Рассмотрев технологию, необходимые средства для каждого метода, получится выбрать подходящий для своих условий работы.
Отжиг
Чтобы убрать температурные напряжения в конструкции после сварки, изделие отжигают. Это происходит путем нагрева детали до 800 градусов. Затем его помещают в водный раствор натрий-хрома (3%), содержащий ингибиторы коррозии. Благодаря такой обработке напряжения сглаживаются, шов «впитывает» молекулы хрома. Это продлевает срок службы сварочного соединения и защищает от ржавчины.
Благодаря такой обработке напряжения сглаживаются, шов «впитывает» молекулы хрома. Это продлевает срок службы сварочного соединения и защищает от ржавчины.
Но для такого метода нужно оборудование и условия для нагрева изделия до 800 градусов. Это можно сделать при помощи газовой горелки или в крупной печи. Затем требуется большая емкость, куда окунается деталь со сварочными швами. Следовательно, крупные конструкции в бытовых условиях обработать сложно. Процесс по отжигу (нагреву и последующему охлаждению) занимает время, что сказывается на производительности при большой партии одинаковой продукции.
Анодирование
Электрохимический процесс, при котором защита сварных швов от возникновения коррозии достигается путем создания на поверхности особо прочной пленки. Процесс происходит в такой последовательности:
- Швы предварительно травят, обрабатывая азотной кислотой. Остальную поверхность просто обезжиривают растворителями (уайт-спирит, ацетон, бензин).
- В ванну на дно укладывают свинцовые листы. К ним присоединяют контакты с напряжением, чтобы проводник стал катодом.
- Емкость наполняют серной или хромовой кислотой. Чаще используют серную среду, поскольку процесс требует меньшего расхода электроэнергии. Хромовый ангидрид более дорогостоящий.
- К изделию подключают второй полюс, чтобы оно играло роль анода.
- Деталь погружается в ванну и подается напряжение. Происходит анодирование, создается устойчивый особо прочный верхний слой.
- Изделие извлекается и промывается горячей водой для удаления кислоты. Горячая вода содействует уменьшению пор в металле и уплотнению защитной пленки.
- Затем деталь сушат.

Для анодирования необходимо электричество, химические растворы и емкость, способная вместить конструкцию со сварочными швами. Следовательно, создать условия для такого метода защиты можно только на производстве. В быту получится организовать анодирование только для небольших изделий.
Лужение
Лужение сварочного шва — это наплавление на его поверхность другого материала, служащего защитой. Чаще всего используют олово или его сплавы, поскольку у них относительно невысокая температура плавления. Сварочный шов обрабатывают механически до нужного вида, толщины, формы. Затем газовой горелкой или паяльной лампой разогревают поверхность соединения. Второй рукой подают в нагреваемую зону припой — оловянный стержень. Он постепенно плавится и олово растекается по поверхности основного металла. Когда припой остывает, образуется прочная защитная пленка, устойчивая не только к образованию коррозии, но и механическому воздействию.
Метод можно реализовать в домашних условиях, в гараже или мастерской. Понадобится олово и паяльная лампа. Но сам процесс лужения долгий по времени, требует аккуратности и терпения. Работа на вертикальных поверхностях осложняется законами гравитации — расплавленное олово скапывает вниз. Поэтому способ защиты сварочного шва подойдет только как разовый, а для серийного применения нужно искать другой метод.
Шпаклевание, грунтование
Техника защиты часто используется в автомастерских для защиты швов при замене арок, порогов, других частей кузова автомобилей. После сварки швы зачищаются и шпаклюются, чтобы вывести ровную плоскость, скрыть следы сварочных работ. Затем поверхность грунтуют, красят и покрывают лаком. Процесс очень кропотливый, требует большого опыта, навыка, иначе сварочный шов будет виден. Если не качественно удалить ржавчину в околошовной зоне, коррозия продолжится под ЛКП и вскоре краску вспучит, потребуется все переделывать.
Подбор присадки и проволоки
При сварке нержавеющей стали часть легирующих элементов выгорает под действием высоких температур. Чтобы компенсировать потери, выбирают проволоку с увеличенным содержанием хрома, благодаря чему шов остается максимально приближенным по составу к основному металлу. Но такая технология защиты шва от коррозии применима только с легированными металлами. Для малоуглеродистой и углеродистой конструкционной стали аналогов нет.
Возможности сварочной химии
Наиболее простой способ защиты всех видов сварных соединений — применение сварочной химии. Это специальные средства, наносимые на швы после сварки, которые надежно защищают металл от ржавчины. Их можно использовать на любой поверхности (горизонтальной, вертикальной, потолочной). По консистенции сварочная химия бывает в виде пасты или спрея.
Пасты для защиты сварочных швов имеют разный принцип действия, что зависит от состава. Есть травильные пасты, применяющиеся для легированных сталей. Они восстанавливают коррозионностойкие свойства за счет серной, плавиковой и азотной кислот, находящихся в составе.
Другие пасты состоят из смеси синтетических масел. Они образуют на поверхности сварочного шва защитную пленку, устойчивую к:

Еще одни виды паст состоят из алкидной смолы. Они выполнены с металлическим блеском, напоминающим цинковое покрытие. Смола устойчива к солям, температурам от -50 до +240 градусов. Надежно изолирует шов от контакта с воздухом и водой.
Все виды защитных антикоррозионных паст не содержат вредных компонентов, поэтому безопасны для сварщика. Имеют желеобразную консистенцию, легко наносятся на вертикальные и потолочные поверхности, не стекают вниз. Пасты с маслами обеспечивают дополнительную смазку, чтобы контактирующие со швом детали не стачивали верхний слой соединения. Нанесение пасты занимает минимум времени, поэтому не сказывается на производительности.
Спреи для защиты шва от коррозии изготавливаются на основе акриловой смолы, синтетического воска и пигментов нержавеющей стали. Бывают прозрачные, с серебристым или латунным оттенком, придающим изделию красивый вид. По применению они еще проще, чем пасты.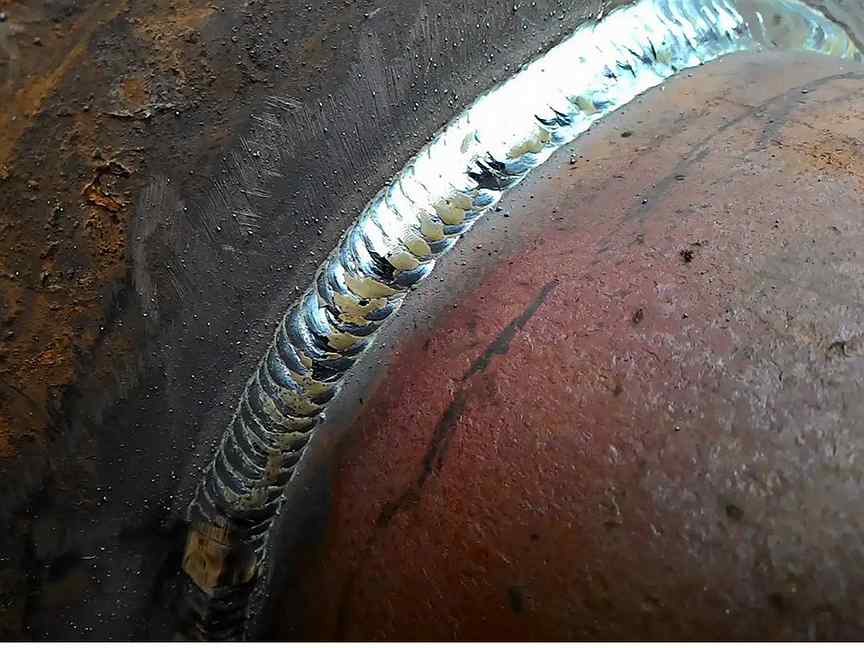 После сварки требуется распылить средство по шву и окружающей поверхности.
После сварки требуется распылить средство по шву и окружающей поверхности.
Спреи и пасты для защиты швов могут наносить даже новички — особых знаний не нужно. Удобство работы во всех пространственных положениях с большими и малыми конструкциями делает их лучшим способом защиты от ржавчины.
Ответы на вопросы: защита сварных швов от коррозии Как долго спрей защищает сварочный шов от ржавчины? СкрытьПодробнее
Это зависит от состава. Срок защиты производитель указывает в характеристиках. Например, спреи на восковой основе, образующие прозрачную пленку, защищают в течение 3 месяцев. Этого достаточно, чтобы полностью собрать крупную конструкцию, транспортировать ее в другое место и там уже окрасить.
Можно ли удалить защитную пленку от спрея? СкрытьПодробнее
Да, перед окрашиванием или необходимостью в дальнейшей сварке пленка стирается очистителями, продающимися в специализированных магазинах.
Большинство спреев выдерживают температуру до 200 градусов. Некоторые товары способны кратковременно переносить до 300 градусов. Пасты на основе синтетических масел сохраняют свои свойства при 1200 градусах.
Как наносить спрей на сварочный шов? СкрытьПодробнееНеобходимо дождаться остывания соединения. Нанесение проводят при комнатной температуре с расстояния 25 см до поверхности. Предварительно шов обрабатывают очистителем.
Как быстро высыхает антикоррозионная защита? СкрытьПодробнееБольшинство спреев на отлип высыхает спустя 10 минут. За деталь уже можно браться, переставлять ее. Полное отвердение наступает спустя 4-6 часов.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Сварочные швы — Страница 44 — Фотогалерея
Vovka123, аппарат — Аврора inter pro 200, ничего необычного, рядовой китайский инвертор, вроде даже не врет по току (хотя я не измерял, клещей нет). Вад11, вы совершенно правы, по сути дела — это не шов, а просто наплавка на вертикальную поверхность (в которой проточено длинное углубление, 2-3мм глубиной и 5-6мм шириной), ну и толщина пластины — около сантиметра. Я просто пробовал как можно ровнее сымитировать облицовочный проход, с переплавлением кромок. Ещё недавно, получалось более криво .
Вад11, вы совершенно правы, по сути дела — это не шов, а просто наплавка на вертикальную поверхность (в которой проточено длинное углубление, 2-3мм глубиной и 5-6мм шириной), ну и толщина пластины — около сантиметра. Я просто пробовал как можно ровнее сымитировать облицовочный проход, с переплавлением кромок. Ещё недавно, получалось более криво .
Глобул, спасибо, что помогаете советами, я сам стараюсь замечать недостатки на своих швах, но мнение профессионала всегда очень полезно новичку. Про вертикал — правильно ли я понял, что нужно расплавить ванну до нормального размера прямо по готовому шву, и вести дальше (или лучше стартовать непосредственно на «кратере» в конце шва)?
На нижнем — спешишь. Завышенный ток, это когда зазора нет. А в зазор варить можно и током поменьше.
Вы про последнее фото? Если да — то там тавровое соединение, нижняя по снимку пластина зажата в тиски, верхняя — стоит вертикально, толщина пластин — около 8-мм (Фото, похоже, не особо информативное получилось. Я заметил, если в кадр попадает окружение, телефон переносит фокус со шва, на задний план. Видимо по тому что там цветов больше , вот и лезу камерой к самому шву. Нужно будет что-нибудь придумать). По середине шва, просто отверстие от центрового болта рессоры, которое я не стал заплавлять (оно около 14-мм в диаметре, просто не рискнул). Собственно, к тавровому шву решил вернуться ещё и по тому, что основными электродами, он у меня получался не слишком хорошо. Или вы, в замечании по нижнему, что-то другое имели в виду?
Я заметил, если в кадр попадает окружение, телефон переносит фокус со шва, на задний план. Видимо по тому что там цветов больше , вот и лезу камерой к самому шву. Нужно будет что-нибудь придумать). По середине шва, просто отверстие от центрового болта рессоры, которое я не стал заплавлять (оно около 14-мм в диаметре, просто не рискнул). Собственно, к тавровому шву решил вернуться ещё и по тому, что основными электродами, он у меня получался не слишком хорошо. Или вы, в замечании по нижнему, что-то другое имели в виду?
Ну и немного о сегодняшних неудачах. Это «корень», он ОЧЕНЬ страшный (я сам его боюсь ), зазор — на холодную 2-мм (потом стягивает, прихватки кажется хиловатые), притупление — тоже 2-мм, ток по «показометру» — 80/90/100 А, положение — нижнее, электроды — УОНИИ-13/55 3-мм (плюс на электроде), пластины — 8-мм.
Итак, четыре пластинки, сваренные тремя страшноватыми корневыми швами (от меньшего тока, к большему):
Дуга горит на одну кромку, при попытке расплавить обе кромки — прожег. Убегаю вперед от прожженного окна, возвращаюсь, и так далее… результат плачевен, нужно больше практики, или я что-то не так делаю?
Убегаю вперед от прожженного окна, возвращаюсь, и так далее… результат плачевен, нужно больше практики, или я что-то не так делаю?
По корню — это не первые попытки, до этого были ещё (около десятка таких-же шовчиков). Результат непредсказуемый, то лучше, то хуже. От приемлемых (но плоских, без усиления), до жутких — сплошные, оплавленные дыры.
P.S. И не говорите, что я — не новичок . Мне еще учиться и учиться.
Техника ручной дуговой сварки | Строительный справочник | материалы — конструкции
Траектория движения электрода
Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях.
Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва.
Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки
Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва.
Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2.
При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
| Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой | Рис. 3. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной |
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок.
Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев.
При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
«Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки.
Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
| Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок | Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной. |
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести.
Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва.
Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться.
При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна.
Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов.
Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
Использованы репродукции http://welding.su/gallery/
Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
Array
(
[TAGS] => Сварка
[~TAGS] => Сварка
[ID] => 113331
[~ID] => 113331
[NAME] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[~NAME] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 2004
[~IBLOCK_SECTION_ID] => 2004
[DETAIL_TEXT] =>
[~DETAIL_TEXT] =>
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[~PREVIEW_TEXT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 08.02.2021 08:10:45
[~TIMESTAMP_X] => 08.02.2021 08:10:45
[ACTIVE_FROM] => 08.02.2021
[~ACTIVE_FROM] => 08.02.2021
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/113331/
[~DETAIL_PAGE_URL] => /news/2004/113331/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kachestvo_svarochnoy_provoloki_ravno_krasivyy_svarochnyy_shov_rse_er_70s_6_video
[~CODE] => kachestvo_svarochnoy_provoloki_ravno_krasivyy_svarochnyy_shov_rse_er_70s_6_video
[EXTERNAL_ID] => 113331
[~EXTERNAL_ID] => 113331
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 08. 02.2021
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_META_KEYWORDS] => качество сварочной проволоки равно красивый сварочный шов. rse er 70s-6 (видео)
[SECTION_META_DESCRIPTION] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_PAGE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_META_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_META_KEYWORDS] => качество сварочной проволоки равно красивый сварочный шов. rse er 70s-6 (видео)
[ELEMENT_META_DESCRIPTION] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_PAGE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)
Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 08.02.2021 08:10:45
[~TIMESTAMP_X] => 08.02.2021 08:10:45
[ACTIVE_FROM] => 08.02.2021
[~ACTIVE_FROM] => 08.02.2021
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/113331/
[~DETAIL_PAGE_URL] => /news/2004/113331/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kachestvo_svarochnoy_provoloki_ravno_krasivyy_svarochnyy_shov_rse_er_70s_6_video
[~CODE] => kachestvo_svarochnoy_provoloki_ravno_krasivyy_svarochnyy_shov_rse_er_70s_6_video
[EXTERNAL_ID] => 113331
[~EXTERNAL_ID] => 113331
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 08.
RSE ER 70S-6 (Видео)
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 08.02.2021 08:10:45
[~TIMESTAMP_X] => 08.02.2021 08:10:45
[ACTIVE_FROM] => 08.02.2021
[~ACTIVE_FROM] => 08.02.2021
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/113331/
[~DETAIL_PAGE_URL] => /news/2004/113331/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kachestvo_svarochnoy_provoloki_ravno_krasivyy_svarochnyy_shov_rse_er_70s_6_video
[~CODE] => kachestvo_svarochnoy_provoloki_ravno_krasivyy_svarochnyy_shov_rse_er_70s_6_video
[EXTERNAL_ID] => 113331
[~EXTERNAL_ID] => 113331
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 08. 02.2021
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_META_KEYWORDS] => качество сварочной проволоки равно красивый сварочный шов. rse er 70s-6 (видео)
[SECTION_META_DESCRIPTION] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_PAGE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_META_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_META_KEYWORDS] => качество сварочной проволоки равно красивый сварочный шов. rse er 70s-6 (видео)
[ELEMENT_META_DESCRIPTION] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_PAGE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов.
02.2021
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_META_KEYWORDS] => качество сварочной проволоки равно красивый сварочный шов. rse er 70s-6 (видео)
[SECTION_META_DESCRIPTION] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_PAGE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_META_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_META_KEYWORDS] => качество сварочной проволоки равно красивый сварочный шов. rse er 70s-6 (видео)
[ELEMENT_META_DESCRIPTION] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_PAGE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов.
RSE ER 70S-6 (Видео)
[SECTION_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Качество сварочной проволоки равно красивый сварочный шов. RSE ER 70S-6 (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
RSE ER 70S-6 (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)
 RSE ER 70S-6 (Видео)
RSE ER 70S-6 (Видео)08.02.2021
Просмотров: 622
Fab Times | Нужны абсолютно красивые сварные швы? Внимательно посмотрите на
Сварка TIG — это процесс сварки в среде защитных газов, при котором производятся сварные швы с использованием неплавящегося вольфрамового электрода. Если требуется сварка высокой чистоты, предпочтительным методом является TIG.
Точный характер сварки TIG требует сложного обучения. Сам процесс медленный по сравнению с MIG, но дает более чистые и точные сварные швы.
Развитие
Этот метод сварки происходит от английского термина «вольфрамовый инертный газ», но иногда можно встретить термин WIG, сварка , от немецкого термина «вольфрамовый инертный газ». Вольфрам и вольфрам — названия одного и того же металла.
Вольфрам и вольфрам — названия одного и того же металла.
Сварка TIG стал популярным в начале Второй мировой войны из-за его способности соединять алюминий и магний. Сварочный процесс превратился в достойную замену ручной и газовой дуговой сварке металлическим электродом, поскольку использование инертного защитного газа от загрязнения окружающей среды вместо шлака привело к получению более чистых и качественных сварных швов.
Рассел Мередит , который работал в Northrop Aircraft Co, запатентовал процесс под названием « Heli-Arc Welding », который считается предшественником сегодняшнего процесса сварки TIG / GAW.Компания Linde, которая приобрела патент, продолжила разработку этого процесса сварки, в первую очередь из-за использования инертных газов, и развитие продолжалось за счет создания и применения различных горелок, форсунок и исследований потока защитного газа.
Процесс
Посмотрите следующее видео с обзором процесса сварки TIG:
 youtube.com/embed/gCCdiksvXMU»/>
youtube.com/embed/gCCdiksvXMU»/>
Для использования метода сварки TIG необходимы три вещи: защита, присадочный материал и нагрев.
Защита сварного шва TIG — это работа инертных газов, таких как аргон и гелий. В качестве присадочного материала используется проволока, оплавленная дугой. Электричество, проходящее через вольфрамовый электрод, создает дугу, которая обеспечивает необходимое тепло.
Трудность в обучении сварке TIG возникла из-за координации между двумя руками сварщика. Одна рука подает присадочный металл, а другая держит электрод.
Источник питания
Источник постоянного или переменного тока необходим для сварки TIG .
СваркаTIG должна выполняться с падающим источником постоянного тока — постоянного или переменного тока. Источник постоянного тока необходим для предотвращения чрезмерно высоких токов, возникающих при коротком замыкании электрода на поверхности детали. Это могло произойти либо намеренно во время зажигания дуги, либо случайно во время сварки.
 Если, как при сварке MIG, используется источник питания с плоской характеристикой, любой контакт с поверхностью заготовки приведет к повреждению наконечника электрода или расплавлению электрода на поверхности заготовки.При постоянном токе, поскольку он распределяет тепло дуги примерно на одну треть на катоде (отрицательный) и две трети на аноде (положительный), электрод всегда имеет отрицательную полярность, чтобы предотвратить перегрев и плавление. Однако альтернативное подключение источника питания с положительной полярностью электрода постоянного тока имеет преимущество в том, что когда катод находится на заготовке; поверхность очищается от оксидных загрязнений. По этой причине переменный ток используется при сварке материалов с прочной оксидной пленкой на поверхности, таких как алюминий.
Если, как при сварке MIG, используется источник питания с плоской характеристикой, любой контакт с поверхностью заготовки приведет к повреждению наконечника электрода или расплавлению электрода на поверхности заготовки.При постоянном токе, поскольку он распределяет тепло дуги примерно на одну треть на катоде (отрицательный) и две трети на аноде (положительный), электрод всегда имеет отрицательную полярность, чтобы предотвратить перегрев и плавление. Однако альтернативное подключение источника питания с положительной полярностью электрода постоянного тока имеет преимущество в том, что когда катод находится на заготовке; поверхность очищается от оксидных загрязнений. По этой причине переменный ток используется при сварке материалов с прочной оксидной пленкой на поверхности, таких как алюминий.Запуск дуги
Использование высокой частоты (HF) является наиболее распространенным методом зажигания дуги от внешнего источника. Искры высокого напряжения, вызванные высокочастотными помехами, длятся несколько микросекунд и разрушают зазор детали. Ток от источника питания течет из сформированного электронно-ионного облака.
Ток от источника питания течет из сформированного электронно-ионного облака.
Вольфрамовые электроды
Вольфрам — хрупкий, слаборадиоактивный и твердый металл. Вы обнаружите, что он используется в нагревательных элементах, ракетных двигателях и лампочках — приложениях, использующих чрезвычайно высокие температуры.Поскольку для сварки TIG используется либо переменный, либо постоянный ток , существует два типа вольфрамовых электродов.
Электрод работает при более высоких температурах при сварке на переменном токе. Из-за этих более высоких температур в вольфрам добавляется диоксид циркония, что снижает эрозию электрода.
Электроды, используемые при сварке постоянным током, содержат от 1% до 4% тория, добавленного к чистому вольфраму. Добавки тория улучшают зажигание дуги. Другими добавками, используемыми в качестве альтернативы торию, являются оксид церия и оксид лантана, которые могут обеспечить выдающиеся характеристики в отношении более низкого расхода электрода и зажигания дуги.
Вольфрам имеет наивысшую температуру плавления из всех металлов Периодической таблицы Менделеева, что помогает, когда температура достигает более 6000 ºF. Поскольку электрод не расходный, нет необходимости балансировать подвод тепла.
Защитные газы
Критически важным элементом для получения качественных сварных швов TIG является использование надлежащего покрытия защитным газом. Как мы уже говорили ранее, инертные защитные газы защищают сварные швы от атмосферного загрязнения.
Три наиболее распространенных газовых варианта , используемых при сварке TIG, — это аргон, гелий и их смесь.
100% аргон. Argon в основном используется для GTAW из-за его доступности, стоимости и характеристик зажигания дуги. Аргон создает стабильную высокочастотную дугу из-за своего более низкого потенциала ионизации и создает более стабильную дугу, чем гелий.
100% гелий. Поскольку он имеет более высокую теплопроводность, чем аргон, гелий может использоваться для GTAW для получения более высоких тепловложений.
Аргон / гелий. Смесь аргона и гелия обычно используется для достижения более высоких тепловложений гелия при сохранении превосходной дуги, обеспечиваемой аргоном. Эти смеси обычно содержат от 25 до 75 процентов гелия. По мере увеличения содержания гелия дуга становится более горячей, но характеристики и стабильность высокочастотного зажигания дуги снижаются.
 Эти более высокие тепловложения приводят к более высокой скорости движения и более высокому соотношению глубины к ширине и подходят для сварки более толстых материалов.Гелий действительно имеет более высокий потенциал ионизации, что приводит к нестабильному зажиганию дуги.
Эти более высокие тепловложения приводят к более высокой скорости движения и более высокому соотношению глубины к ширине и подходят для сварки более толстых материалов.Гелий действительно имеет более высокий потенциал ионизации, что приводит к нестабильному зажиганию дуги.Преимущества сварки TIG
Есть несколько основных преимуществ использования метода сварки TIG:
Точность .Возможность контролировать температуру снижает количество разбрызгивания. Это уменьшенное количество брызг и четкая видимость позволяют сварщику контролировать электрод и работать в сварочной ванне. Все это позволяет получать красивые и качественные сварные швы.
Все это позволяет получать красивые и качественные сварные швы.
Прочность . Защитный газ предотвращает проникновение воздуха в ванну расплава, предотвращая окисление. В результате сварочные швы TIG становятся более прочными, коррозионно-стойкими и пластичными.
Универсальность . Сварка TIG — это универсальный инструмент в мире сварки.Возможны материалы, положения, размеры, размеры, формы, а также ограниченные и узкие пространства. TIG позволяет сваривать цветные, цветные и разнородные металлы.
Сложность . Материалы с высокой термостойкостью, такие как тантал, имеют высокие температуры плавления. Тепло, выделяемое дугой TIG, позволяет сваривать молибден, ниобий, титан и вольфрам. Материалы, с которыми не справляются другие методы сварки.
Неплавящийся электрод .Отсутствие необходимости в частой замене электрода дает сварщику возможность создавать почти идеальные соединения.
Чистота . С меньшим количеством искр и брызг происходит меньшая очистка — точность и контроль сварки TIG приводят к завершенным сварным швам, требующим меньшего ремонта.
Недостатки сварки TIG
Время . TIG требует много времени и более медленных скоростей сварки из-за медленной обработки.
Кривая обучения .Сочетание сложного оборудования и необходимости ловкого прикосновения ускоряет процесс обучения. Научиться пользоваться обеими руками и зажигать дугу сложно.
Толщина . Природа TIG обычно означает, что для более толстых листов металла требуются другие методы сварки.
Стоимость . Сварка TIG не из дешевых. Это один из самых дорогих способов сварки. Сварочные аппараты и сменные инертные газы имеют высокие цены. Стоимость рабочей силы также увеличивается при сварке TIG.Поскольку это специализированный процесс, опытные сварщики увеличивают зарплату или затраты на обучение.
Окружающая среда . Любой ветерок рядом с местом сварки TIG нарушает защиту, обеспечиваемую защитным газом. Эти нарушения приводят к загрязнению вольфрама и пористости сварного шва.
Безопасность . Интенсивная яркость дуги более значительна, чем при использовании других методов сварки, из-за отсутствия дыма и дыма. Образование оксидов азота и озона увеличивает количество УФ-лучей, попадающих в дугу.
Интенсивная яркость дуги более значительна, чем при использовании других методов сварки, из-за отсутствия дыма и дыма. Образование оксидов азота и озона увеличивает количество УФ-лучей, попадающих в дугу.
Чистота . Да, это тоже недостаток. Как и при сварке MIG, рабочая поверхность свариваемого металла должна быть безупречной.
В сумме
Поговорка времен Римской империи гласит: «Медленно — гладко, гладко — быстро». Его использование спецназом США напрямую связано со сваркой TIG. Смысл этой поговорки состоит в том, чтобы тренироваться для работы медленно, оттачивая технику. Это звучит противоречиво, но осознанное и осознанное движение ускоряет процесс, т.е.е. делать правильно с первого раза.
Может показаться обманом, применяя эту поговорку к сварке TIG, но правильное использование этого метода при более низкой производственной скорости приводит к получению более качественных и прочных сварных швов.
Вот это великолепный сварной шов!
Одним из отличительных признаков системы ограждений на заказ является качественная сварка. Как правило, у перил, изготовленных на заказ, отсутствуют защелкивающиеся детали; все соединения между компонентами системы сварные.
Как правило, у перил, изготовленных на заказ, отсутствуют защелкивающиеся детали; все соединения между компонентами системы сварные.
Несмотря на то, что при производстве систем ограждения используется ряд металлов, ни один из них не может сравниться с неподвластной времени красотой и простотой ухода за нержавеющей сталью.
Создание системы ограждений из нержавеющей стали требует сварки TIG, а в AGS Stainless все сварочные работы TIG выполняются вручную. Это позволяет мастерству наших мастеров по изготовлению металла проявиться в каждом компоненте нашей системы ограждений. Хотите узнать больше о нашем процессе сварки?
Ниже приводится недавнее интервью, проведенное с одним из ремесленных производителей металла AGS.Патрик обладает более чем 20-летним опытом работы в области металлообработки и обладает обширной информацией по этой теме.
Кевин: Патрик, чем сварка TIG отличается от других видов сварки?
Patrick: TIG-сварка по своей природе более хирургическая, более точная… от производителя требуется больше опыта, чем при MIG-сварке.
Кевин: У вас есть предпочтения, сборные конструкции или на месте? Есть ли преимущества у одного перед другим?
Патрик: Я предпочитаю сборные.Предварительное изготовление создает превосходный продукт.
Кевин: Почему вы так говорите?
Патрик: Есть ряд причин. Во-первых, наши перила не требуют доработки в полевых условиях.
Кевин: Вы можете объяснить, что такое модификации полей?
Patrick: Большинство производителей металла строят свои перила в своих цехах, а затем вносят корректировки на месте, известные как полевые модификации, для реального «дозвона» проекта.Я сам много работал. Однако здесь, в AGS, усилия, которые мы вкладываем в процесс проектирования… до изготовления… действительно делают наш продукт превосходным.
В AGS мы уделяем время проектированию всей системы ограждений в САПР, и только после того, как мы буквально сначала построим всю систему ограждений на бумаге, мы переходим к процессу изготовления. Такое внимание к деталям в нашем процессе проектирования гарантирует, что наши перила точно соответствуют проекту, и по этой причине абсолютно не требуются никакие модификации наших перил (резка или сварка на месте).
Такое внимание к деталям в нашем процессе проектирования гарантирует, что наши перила точно соответствуют проекту, и по этой причине абсолютно не требуются никакие модификации наших перил (резка или сварка на месте).
Патрик: Затем окружающая среда. На нашем заводе у меня чистая среда для работы. Это снижает вероятность заражения.
Кевин: Загрязнение?
Patrick: Перекрестное загрязнение металлов, которое может привести к коррозии. На стройплощадке присутствует много разных металлов. При сварке на месте вероятность перекрестного загрязнения намного выше.
Патрик: Кроме того, с помощью сборных конструкций логистика лучше.
Кевин: Логистика? Вы имеете в виду перемещение оборудования? Как это улучшилось?
Патрик: Здесь, на нашем заводе, у меня есть все, что мне нужно: подходящие инструменты, подходящие столы, подходящий сварщик, подходящие материалы. Когда вы проводите полевые модификации, нередко обнаруживается, что вам нужен определенный инструмент или часть оборудования, которых у вас нет с собой.Это означает, что вы можете бегать туда и обратно в магазин, чтобы купить его, и это снижает вашу эффективность.
Когда вы проводите полевые модификации, нередко обнаруживается, что вам нужен определенный инструмент или часть оборудования, которых у вас нет с собой.Это означает, что вы можете бегать туда и обратно в магазин, чтобы купить его, и это снижает вашу эффективность.
Кроме того, что касается оборудования, я знаю много очень талантливых производителей, у которых нет портативного сварочного оборудования, им приходится брать его в аренду. Эти люди построят для вас что угодно. Система вытяжки для вашей газовой плиты, декоративный стол, специальная фурнитура для ваших дверей и окон и т. Д. В отрасли мы называем их мастерскими, и большинство из этих предметов можно полностью построить в их мастерских.
Многие производители просто не производят каждый год достаточно рельсов, чтобы оправдать затраты на владение переносным сварочным оборудованием. Поэтому, когда им нужно такое оборудование, они обычно его арендуют. И это при условии, что на объекте есть подходящий источник питания для портативного сварочного аппарата. Часто это не так, и это оборудование также нужно брать напрокат. Эти дополнительные расходы всегда перекладываются на покупателя.
Часто это не так, и это оборудование также нужно брать напрокат. Эти дополнительные расходы всегда перекладываются на покупателя.
Кевин: Это действительно интересно.
Кевин: Патрик, давайте поговорим о самом процессе сварки. Какой тип сварного шва вы и другие изготовители AGS используете для соединения материала стойки с опорной пластиной при создании наших стоек для верхнего крепления? Он просто великолепен, и я получил столько комплиментов от профессионалов строительной индустрии.
Патрик: Спасибо. Вы видите «угловой» шов. Это сварной шов, образующийся на пересечении под углом 90 градусов.В AGS мы обучаем наших сварщиков делать то, что в отрасли называют «копейками».
Угловой шов фактически добавляет материал сварному шву. В дополнение к тому, что вся внутренняя прочность стойки и опорной плиты из нержавеющей стали работает на вас, добавив дополнительную нержавеющую сталь в сварной шов, мы можем сделать соединение между двумя компонентами еще более прочным.
Если подумать, соединение между стойкой и опорной пластиной должно выдерживать все боковые силы, создаваемые людьми, толкающими верхнюю направляющую на расстоянии 3 или более футов.Это может быть значительный прогиб, и поэтому мы используем этот сварной шов, он обеспечивает дополнительную прочность. Еще одним преимуществом изготовления перил из заводского изготовления является превосходное качество отделки, когда с ней обращаются в контролируемой среде.
Кевин: Что ж, Патрик, это определенно было информативным. Выступая от имени меня и всех клиентов AGS, чьи красивые перила вы и ваши коллеги кропотливо создавали на протяжении последних 27 лет — СПАСИБО!
Цвета радуги при сварке нержавеющей стали
Мы получаем несколько звонков по поводу сварки нержавеющей стали и красивых цветов радуги или их отсутствия на сварных швах и зонах термического влияния.Тонировка — показатель качества? Эти цвета приемлемы? Показывают ли они, что у сварного шва было достаточно тепла, чтобы проникнуть внутрь? Почему их нужно чистить? Вопросы бесконечны.
Если вы один из тысяч, которые основывают свои стандарты качества на публикациях в Instagram, пожалуйста, остановитесь прямо сейчас. Все красивые изображения сварных швов из нержавеющей стали подчеркивают красоту цветов радуги в сварных швах GTAW и GMAW. Это создает ложное ожидание и впечатление, что тонировка хорошая.В некоторых случаях это может быть неплохо, но никогда не бывает хорошо. Сварной шов — это нечто большее, чем то, как он выглядит снаружи.
Например, посмотрите на сварной шов ниже:
Это красивый сварной шов GTAW. Скорее всего, качество отличное. Цвета тоже красивые. Но знаете ли вы, что часто требуется, чтобы эти цвета были удалены с поверхности? Этот оттенок — не что иное, как оксидирование . Но мы называем это «цветами радуги», поэтому оно кажется желанным.
Возможно, вы слышали, что желтый и соломенный цвета подходят, а синий и фиолетовый — нет. Цвет зависит от температуры сварного шва и зоны термического влияния. На это также влияет тепловложение, которое определяет скорость охлаждения. И, наконец, на него влияют загрязнения из атмосферы (даже при 100% инертном газе) и поверхностные загрязнения.
На это также влияет тепловложение, которое определяет скорость охлаждения. И, наконец, на него влияют загрязнения из атмосферы (даже при 100% инертном газе) и поверхностные загрязнения.
Коррозионная стойкость снижается за счет окисления. Это более распространено при наличии высокотемпературных оксидов на поверхности.Это происходит из-за обеднения хрома как в оксиде, так и в подложке из нижележащего сплава.
Так что, если ваш сварной шов выглядит не так красиво, как указано выше, не волнуйтесь. GTAW имеет очень низкую скорость движения, что даже при низких значениях силы тока приводит к чрезвычайно высокому тепловложению. В сочетании с очень низкой температуропроводностью нержавеющей стали вы получаете широкий спектр цветов (уровни поверхностного окисления). Хорошая новость в том, что вы можете удалить его. Вы очищаете сварной шов травильной пастой или другими методами, и проблема решается — по крайней мере, вызванная окислением поверхности.
Поверхностные оксиды легко очищаются, но при сварке аустенитной нержавеющей стали, такой как AISI 304L, необходимо следить за тепловложением. Чем больше подводимое тепло, тем медленнее скорость охлаждения. Чем медленнее скорость охлаждения, тем выше вероятность сенсибилизации, которая вызывает межкристаллитную коррозию (что не очень хорошо). Сенсибилизация подробно описана в разделе Как избежать сенсибилизации при сварке нержавеющих сталей.
Чем больше подводимое тепло, тем медленнее скорость охлаждения. Чем медленнее скорость охлаждения, тем выше вероятность сенсибилизации, которая вызывает межкристаллитную коррозию (что не очень хорошо). Сенсибилизация подробно описана в разделе Как избежать сенсибилизации при сварке нержавеющих сталей.
Итак, не беспокойтесь, если ваши сварные швы из нержавеющей стали не будут отображать все эти красивые радужные цвета.Их отсутствие может быть хорошо. Важно разработать процедуру сварки, обеспечивающую качество как с точки зрения конструкции, так и с точки зрения коррозионной стойкости. После уточнения процедуры следуйте ей и не отклоняйтесь.
Посмотрите на сварной шов ниже.
Это был сварной шов методом MIG (GMAW), выполненный со скоростью около 35 дюймов в минуту. Процедура сварки была 0,045 дюйма ER308LSi при 400 дюйм / мин и 26,7 В с защитным газом 98/2 (аргон / двуокись углерода).В результате подводимая теплота составила 10,6 кДж / дюйм, что является относительно низким показателем. Вы почти не видите обесцвечивания на поверхности и практически без изменения цвета в ЗТВ, за исключением края верхней части.
Вы почти не видите обесцвечивания на поверхности и практически без изменения цвета в ЗТВ, за исключением края верхней части.
Ежедневно мы подчеркиваем важность квалификационных процедур, независимо от того, свариваете ли вы углеродистую сталь, алюминий или нержавеющую сталь. Нам не обязательно быть экспертами в области металлургии сварки, но мы должны понимать, что, отклоняясь от квалифицированного WPS, мы можем напугать проблемы. Большая проблема с ошибками, ведущими к преждевременной коррозии, заключается в том, что мы не видим коррозии материала в цехе.Он преждевременно разъедает. Это означает, что он может подвергнуться коррозии через 6 месяцев, а не за 3 года. Мы не видим этого, если мы являемся производителем (если это не возвращается в качестве гарантии), поэтому у нас нет отзывов о качестве нашей процедуры сварки. Таким образом, важность квалификации.
Ссылка: Сварка, металлургия и свариваемость, автор Джон К. Липпольд
Красивые национальные луга Пауни Откройте для себя Weld
Опубликовано 01 сентября 2020 г.
Рассказ Бейкер Гейст, фото Дженнифер Финч
Национальные пастбища Пауни, расположенные на северо-востоке округа Уэлд, открыты 24-7 365 дней в году, предоставляя возможность посетителям любого типа открыть для себя низкотравные прерии, оценить красоту открытого пространства и свободу видеть и открывать для себя новые открытия. новинки недоступны в городских условиях.Хотя пастбища расположены в удаленном районе округа, это не значит, что посещение необходимо проводить в походах по пересеченной местности или в походах по ней на природе. Здесь есть множество развлечений, которые понравятся не только туристам и спортсменам, но и туристам, предпочитающим неторопливую поездку на автомобиле и легкие прогулки.
Национальный тур по пастбищам Пауни — это уникальное мероприятие, которым могут насладиться посетители пастбищ. Тур дает возможность увидеть самых разных птиц в разных местах обитания. Пастбища посещают до 300 различных видов птиц, в том числе жаворонок (птица штата Колорадо), сорокопуты-логгерхеды, горный ржанок, а также различные хищники и ястребы. Тропа, открытая круглый год, включает 12 остановок в разных местах для просмотра (каждая с описательными указателями, чтобы помочь посетителям замечать птиц) и может занять от двух до трех часов на машине.
Тропа, открытая круглый год, включает 12 остановок в разных местах для просмотра (каждая с описательными указателями, чтобы помочь посетителям замечать птиц) и может занять от двух до трех часов на машине.
Поскольку Пауни находится в отдаленной местности, а тропа для наблюдения за птицами включает грунтовые дороги, посетителей просят иметь полный бак бензина и быть в курсе меняющихся погодных условий, которые могут затруднить передвижение по тропам. В некоторых случаях, в зависимости от погоды, лучше использовать полноприводный автомобиль.Из уважения к птицам держитесь на безопасном расстоянии от мест гнездования и не оставляйте мусор.
В дополнение к тропам для наблюдения за птицами, многие другие птицы могут быть замечены в зоне отдыха в Вороньей долине, в кемпинге в Вороньей долине. В этом районе проложена дополнительная пешеходная тропа, по которой можно увидеть других птиц. «Он очень популярен среди орнитологов, — сказал Кертис Янгман, районный смотритель Национального пастбища Пауни. «В долине Ворона много деревьев, поэтому посетители не видят птиц на пастбищах.”
«В долине Ворона много деревьев, поэтому посетители не видят птиц на пастбищах.”
Низкотравная прерия Пауни также дает возможность выращивать в летние месяцы множество различных видов полевых цветов. Начиная с апреля и до конца сентября, посетители могут внимательно изучить различные виды полевых цветов, которые растут на многих дорогах среди пастбищ, или прогуляться пешком.
Кроме того, те, кто интересуется короткой пешеходной тропой, могут посетить знаменитые Пауни Бьюттс на тропе Пауни Бьютт. Янгман сказал, что это легкий путь для любого, независимо от опыта.Тропа тянется на 2,1 мили, имеет несколько холмов, но не меняется по высоте.
Чтобы узнать больше о лугах пауни, холмах пауни и самостоятельном туре с птицами, нажмите здесь.
Хотите увидеть больше изображений национальных пастбищ Пауни и Пауни-Баттс? Посетите нашу доску Pinterest, полную прекрасных изображений этого удивительного места: нажмите здесь.
Красивая сварка
Требуется хорошая сварка Швы одинаковой высоты, меньше шлака
Так как паять припой хороший и качественный как показано на картинке?
1. Выберите подходящий тип сварочного прутка разумного размера
Выберите подходящий тип сварочного прутка разумного размера
Выбор стержня подходящего размера — это первый элемент, который нужно припаять. Тип сварочного стержня должен соответствовать сварочным материалам, типу покрытия и т. Д. Чтобы выбрать подходящий сварочный стержень на основе сварочных материалов, проконсультируйтесь с производителем сварочных материалов, поставщиками. устройство…
В зависимости от толщины сварного шва мы используем сварочный стержень разного размера.
2. Правильно установите сварочный ток
В зависимости от типа используемых электродов устройство должно быть настроено на положительный, реверсивный или переменный ток.Перед сваркой убедитесь, что у вас есть правильные настройки.
Сбой сварки из-за слишком высокого сварочного тока. Широкие, плоские и прерывистые швы
Сбой сварки из-за малых сварочных токов. Высокие швы, не глазурованные
3. Длина дуги приемлемая
Обычно длина сварочной дуги должна соответствовать диаметру сварочного стержня, не должна превышать диаметр сварочного стержня
. Если длина дуги слишком мала, это может вызвать нестабильную дугу, может выключить дугу, сварка затвердеет быстрее и приведет к большим сварочным масштабам.
Если длина дуги слишком мала, это может вызвать нестабильную дугу, может выключить дугу, сварка затвердеет быстрее и приведет к большим сварочным масштабам.
Примечание по созданию красивых сварных швов
Слишком большое количество щелочи вызовет брызги, медленную скорость осаждения и пористость.
Примечание для создания красивых сварных швов
4. Правильно отрегулируйте скорость сварки и угол наклона сварочного стержня
Слишком быстрое перемещение стержней, чтобы сварные дефекты стали волнистыми, сломанными, металлический шлак, брызги
Слишком медленная сварка приведет к образованию сварных и несвариваемых окалин. Потерянное тепло не может расплавить припой.
Примечание по созданию красивых сварных швов
Надеюсь, что то, что мы только что поделились, может помочь сварщику узнать, как правильно выполнить сварку, чтобы получить красивую сварку и обеспечить эффективное обеспечение качества в рабочем процессе.
Проблема с #Weldporn | Hell ‘N’ Back
Если вы сварщик, подняли капюшон и убрали стержни на достаточно долгое время, чтобы зайти в Интернет на несколько минут, то вы, вероятно, заметили взрыв явления под названием « Weldporn ». (И нет, я не собираюсь вступать в споры между тем, кто это начал, этим сайтом Weldporn или тем, потому что кого это волнует.) Instagram теперь наводнен фотографиями крупным планом сварных швов TIG, сайтами «оцените мою сварку» и соревнования на «лучший сварной шов», основанные только на картинке рядом с картинкой.
(И нет, я не собираюсь вступать в споры между тем, кто это начал, этим сайтом Weldporn или тем, потому что кого это волнует.) Instagram теперь наводнен фотографиями крупным планом сварных швов TIG, сайтами «оцените мою сварку» и соревнования на «лучший сварной шов», основанные только на картинке рядом с картинкой.
Я понимаю, что это означает, что сварщики гордятся своей работой и мастерством, а я — за мастерство и совершенствование. Так что да, это здорово и позитивно, что сварщики объединяются по всему миру, делясь и продвигая свою любовь к мастерству и профессии, бла-бла-бла.
НО. После просмотра этого снова и снова в своих лентах я просто скажу это:
Я ненавижу Weldporn.
Складываем десятицентовики? Да конечно.Отлично. Вы можете сделать красивый сварной шов TIG нержавеющей стали. Вы можете сделать его абсолютно ровным, идеальным, последовательным. Да, это отличные сварочные навыки, и я не осуждаю их.
Проблема для меня в том, что сварка — это не только внешний вид. Фактически, качество сварного шва часто не имеет абсолютно никакого отношения к его внешнему виду. Красивый сварной шов на 1/4 дюйма — все равно мусор. И сварной шов на ржавом куске дерьма, искореженном куске металла, который делает его прямым и целым, все еще остается качественным.
Фактически, качество сварного шва часто не имеет абсолютно никакого отношения к его внешнему виду. Красивый сварной шов на 1/4 дюйма — все равно мусор. И сварной шов на ржавом куске дерьма, искореженном куске металла, который делает его прямым и целым, все еще остается качественным.
До того, как я начал работать на себя, я всегда заканчивал ремонтом трубопроводов и крупных работ. Причина в том, что множество красивых сварных швов не выдерживали ни рентгеновских лучей, ни времени. Мои сварные швы сделали. И они это делают. Но я не фотографирую их для #weldporn.
Почему? Вот настоящий вопрос о качестве сварного шва: действительно ли он выполняет то, что должен делать, и связывает два куска металла вместе на молекулярном уровне? Или он слишком мелкий для работы и имеет изъяны вроде ягод винограда или пористость под этой красивой линией? Потому что да, иногда бусинка выглядит хорошо и ТАКЖЕ делает то, что должна, но иногда — на самом деле нет.Доказательство на самом деле находится в тех частях, которые большинство людей никогда не замечает.
Многое из того дерьма, которое я вижу крупным планом на сайтах Weldporn, просто для галочки. Иногда это даже просто красивая бусинка, нарисованная на ВЕРХНЕМ куске металла, которая вообще ничего не связывает.
Другими словами, это просто дрочит самому себе. Да, я сказал это.
Покажи мне проникновение. Это настоящий кончил. Покажи мне рентген. ТОГДА скажите мне, что это лучший сварной шов в мире.Покажите мне ремонт, который держится, несмотря на злоупотребления в результате длительного использования, холода, жары и ударов. Покажи мне, что он не трескается, когда остывает. Покажите мне конечный результат, продукт, который вы создали. Покажите мне новаторский дизайн, архитектурное превосходство. Покажите мне произведение искусства или скульптуру, используя эти сварные швы. Покажи мне, что у тебя есть знания, выходящие за рамки простого наложения бус, и, может быть, тогда я смогу уважать тебя.
Также задайте себе этот вопрос. Сколько ваших КЛИЕНТОВ действительно заботятся? Я сваривал все, от небоскребов до сельскохозяйственного оборудования, от алюминиевых нефтеналивных танкеров до кованых стальных роз, и за все это время почти никому из моих клиентов не было наплевать, на что ВЫГЛЯДИТ сварка.Мои сварные швы могли быть очень красивыми и светиться радугами тысячи металлических рогов единорогов. Но моих клиентов это не волнует. Иногда они могут, конечно, если вы делаете какую-нибудь высокопроизводительную деталь или что-то в этом роде. Но обычно их гораздо больше волнует, сколько времени это заняло. Их волнует, использовал ли я для работы наиболее практичный, эффективный и рентабельный процесс сварки прутком и сваркой. Их волнует, действительно ли то, что я им сделал, подходит, действительно ли работает, действительно ли прослужит. И прежде всего они заботятся о счете.Вот почему не все может быть из нержавеющей стали TIG.
Сколько ваших КЛИЕНТОВ действительно заботятся? Я сваривал все, от небоскребов до сельскохозяйственного оборудования, от алюминиевых нефтеналивных танкеров до кованых стальных роз, и за все это время почти никому из моих клиентов не было наплевать, на что ВЫГЛЯДИТ сварка.Мои сварные швы могли быть очень красивыми и светиться радугами тысячи металлических рогов единорогов. Но моих клиентов это не волнует. Иногда они могут, конечно, если вы делаете какую-нибудь высокопроизводительную деталь или что-то в этом роде. Но обычно их гораздо больше волнует, сколько времени это заняло. Их волнует, использовал ли я для работы наиболее практичный, эффективный и рентабельный процесс сварки прутком и сваркой. Их волнует, действительно ли то, что я им сделал, подходит, действительно ли работает, действительно ли прослужит. И прежде всего они заботятся о счете.Вот почему не все может быть из нержавеющей стали TIG.
Даже на трубе, где да, это не имеет значения, как выглядят сварные швы для проверки, в конце концов, это все равно дает наибольшее количество дюймов. Вы можете быть идеальным и красивым, но если вы не выкладываете дюйм за день, вас все равно заносит. И если у вас слишком много ремонтов, вас тоже заносит.
Вы можете быть идеальным и красивым, но если вы не выкладываете дюйм за день, вас все равно заносит. И если у вас слишком много ремонтов, вас тоже заносит.
В конце концов, вот в чем дело: я считаю, что самые лучшие сварные швы — это часто те, которые никто никогда не видит, которые исчезают в дизайне продукта, и их обнаруживают только несколько других мастеров, которые знают, где искать.
То есть, я понимаю, потому что когда-то я тоже был тобой. Я сделал все идеально, я нашел время, чтобы сделать это красиво, я потерялся в мире своих собственных сварных швов. Знаешь, что мне тогда сказали мои начальники? Не делай этого, черт возьми, золотом. Прекрати, блять, делать это Cadillac, когда клиент платит только за Honda Civic, потому что ВЫ НЕ МОЖЕТЕ ЗАРАБАТЫВАТЬ ДЕНЬГИ ТАКИМ ОБРАЗОМ. И они были правы. Это был тяжелый урок, удар по молодому самоуверенному эго, но урок, который стоило усвоить, особенно после того, как я занялся бизнесом для себя.Урок, который я хочу передать всем вам, ребята, взорвавшимся из-за последнего #nofilter #weldporn #tigga #stackingdimes #whogivesashit.
Вы можете оказаться тем счастливчиком, у которого есть работа, где им нужны сварные швы высокого качества. Но Weldporn забывает научить: не всегда. Даже обычно. И хотя вы, возможно, больше заботитесь о конкуренции с приятелем через Интернет, парень, ведущий бизнес, на который вы работаете, может не иметь этого, потому что это может не приносить ему никаких денег. Если этот парень — это вы, то вопрос в том, когда стоит использовать #weldporn, и когда это того не стоит.
Что еще более важно, после более чем 20 лет работы и 10 лет работы в бизнесе я знаю теперь, что, хотя сварка важна, это лишь один из многих навыков, которые делают сварщика всесторонним. Сварщик должен уметь подготовить дизайн, выбрать подходящий материал, сделать правильные разрезы и соединить их так, чтобы он получился квадратным, прямым и прочным; взять идею из ничего и сделать ее реальной, функциональной и практичной; прислушиваться к потребностям клиента и его бюджету и соответственно выбирать процесс сварки и материал; сделать из металла НИЧЕГО. Это то, что заставляет вас работать со временем и следить за тем, чтобы вы ее выполняли. В противном случае, вы могли бы также быть флористом и делать вещи красивыми.
Это то, что заставляет вас работать со временем и следить за тем, чтобы вы ее выполняли. В противном случае, вы могли бы также быть флористом и делать вещи красивыми.
Если все, что вы представляете, — это сборочная линия, которая снова и снова выполняет красивые сварочные швы TIG с точностью робота, у меня для вас новости — это означает, что между вами и роботом почти нет разницы, и однажды вас, скорее всего, заменит один. Однако научитесь конструировать и строить вещи, и ваша карьера внезапно обретет некоторую долговечность. Каждый сварной шов не может быть выполнен из нержавеющей стали TIG. Но любой сварной шов может быть хорошим сварным швом.
Наши сварные швы — это, по сути, клей, гвозди, которые скрепляют все вместе. Плотники фотографируют свои ногти и хвастаются тем, насколько ровно они поставили их в линию, как красиво они выглядят? Заботятся ли их клиенты? Бля нет. Может быть, время от времени им посчастливится встретить клиента, который хочет, чтобы эти красивые «ласточкин хвост» соединялись в индивидуальную деталь, и готов заплатить за это. Но если они сделают это в сборке, где это не требуется, они рискуют рассердить клиента так же сильно, как и мы, когда мы делаем TIG для взглядов, когда MIG, SMAW, GMAW или другой процесс работает так же хорошо или лучше и требует меньше времени и денег.
Но если они сделают это в сборке, где это не требуется, они рискуют рассердить клиента так же сильно, как и мы, когда мы делаем TIG для взглядов, когда MIG, SMAW, GMAW или другой процесс работает так же хорошо или лучше и требует меньше времени и денег.
Сварка — более сложный процесс, чем забивание гвоздя, и для освоения различных процессов требуется время и практика. Конечно, есть смысл этим гордиться. Но моя проблема в том, что все это внимание к красивым сварным швам игнорирует то, что на самом деле нужно, чтобы добиться успеха в этой профессии, а именно способность строить вещи, творить магию со сварными швами, которые получают полное проплавление и делают свою работу так, чтобы никто этого не заметил. . Вы — слесарь, кузнец современности.Не # порнозвезда. Помни это.
Мы живем в культуре, одержимой внешним видом, поэтому я думаю, что вполне естественно, что нарциссизм начал отражаться в сварочном деле. Как правило, мы нахальные лохи.
В конечном счете, это мелочь. А неглубокий шов никогда не должен быть.
А неглубокий шов никогда не должен быть.
Рентгеновские снимки стандартной трубы 10 дюймов до и после ремонта дрянного сварного шва у другого парня
Можно ли сваривать алюминий TIG без присадочного стержня?
Этот процесс также известен как сварка плавлением или автогенная сварка.С любой технологией, столь же универсальной, как сварка TIG, всему есть время и место — это довольно надежное эмпирическое правило. Однако большинство профессионалов TIG согласны с тем, что когда дело доходит до пропуска наполнителя, важнее знать, когда можно и нужно ли, а затем как это делать.
В следующей статье мы обсудим лучшие причины для сварки алюминия методом TIG без присадочного стержня, когда это, вероятно, будет нормально, а также каковы проблемы и недостатки отказа от присадки.
Сварка алюминия TIG без присадочного стержня — обзор Сварка плавлением на аппарате TIG — довольно распространенная практика для всех видов стали, особенно для нержавеющей. В этом методе есть несколько вещей, которые могут побудить вас использовать его и для алюминия.
В этом методе есть несколько вещей, которые могут побудить вас использовать его и для алюминия.
Обладая достаточными навыками или временем и практикой, чтобы развить свои навыки изготовления металла, вы сможете сказать, что можете сваривать алюминий TIG в широком диапазоне ситуаций. Но должны ли вы?
Работа без присадочного стержня может быть:
- быстрее
- проще
- дешевле
, чем использование присадочного материала для сварных швов.
Но сварка алюминия методом TIG без присадки чрезвычайно склонна к растрескиванию.Сварные швы с трещинами не проходят испытания. Хуже того, потрескавшиеся сварные швы, которые не прошли испытания, приводят к структурному сбою проекта.
Шарики для сварки TIG без присадочного стержня После того, как вы изучите основы техники безопасности при сварке, основы сварки TIG, настройки аппарата, основы электродов и подготовку металла, пора загореться.
Первое упражнение, которое мы собираемся сделать, — это просто приварить бусинки тигля без использования присадочного металла.
Это упражнение можно выполнить с помощью любого сварочного аппарата, способного производить DCEN около 100 ампер.
Поскольку будет использоваться несколько уровней аппаратов для сварки TIG, я не знаю, какой именно тип вы будете использовать, но назову несколько.
Самый простой аппарат — это в значительной степени сварочный аппарат постоянного тока с горелкой, подключенной к отрицательному кабелю. Все, что требуется, кроме горелки с газовым клапаном на корпусе, — это баллон с аргоном, и у вас есть базовая установка для запуска тигля с нуля. Эта простая установка также называется сухой установкой.
Чуть лучшей установкой была бы сварочная машина только на постоянном токе с функцией подъемной дуги.
Подъемную дугу немного легче запустить, не повредив кончик электрода.
Следующим по лестнице может быть сварочная машина только постоянного тока с подъемной дугой и переключателем горелки или регулятором силы тока, который позволяет гасить дугу, при этом все еще защищая лужу аргоном.
В идеале, сварочный аппарат на постоянном токе с переключателем горелки вместе с ножным педальным управлением будет работать лучше всего для этого упражнения, потому что переключатель горелки можно использовать при заранее определенной силе тока для нескольких бусинок, прежде чем вводить управление силой тока с помощью ножной педали.Почему? Потому что учить что-то одно за раз немного легче.
С помощью переключателя горелки можно установить силу тока на машине, и вы можете сосредоточиться исключительно на лужице, угле электрода, длине дуги и скорости движения.
Я знаю, что для этого упражнения будут использоваться все типы машин, поэтому я просто пытаюсь охватить большую часть основ. На этом упражнении следует обратить внимание на следующие аспекты: размер и форма лужи, угол электрода, длина дуги и скорость движения. размер лужи должен быть около 1/4 дюйма или 6 мм, и она должна иметь форму яйца или полукруглую
Какой сварочный стержень я использую для сварки нержавеющей стали с низкоуглеродистой сталью? В зависимости от типа работы, которую вы выполняете, может наступить время, когда вам придется сваривать разнородные металлы вместе. В этом выпуске мы обсуждаем сварку нержавеющей стали 304 и низкоуглеродистой стали A36 с помощью SMAW.
В этом выпуске мы обсуждаем сварку нержавеющей стали 304 и низкоуглеродистой стали A36 с помощью SMAW.
Этот процесс очень распространен в конструкциях, где стальное соединение необходимо соединить с нержавеющей сталью. Я довольно часто использовал это приложение, когда работал в Disney. Во многих аттракционах, где в качестве эффекта использовалась вода, нам приходилось делать соединения из стали с нержавеющей. Из-за содержания в воде большого количества хлора для предотвращения распространения бактерий вместо стали использовалась нержавеющая сталь, где бы она ни взаимодействовала с водой.
Для этой демонстрации мы использовали стержень E309 и процесс SMAW. Удилище работает так же, как и любое другое удилище, но рабочий ангел следует немного преувеличить. Из-за того, что нержавеющая сталь имеет более низкую теплопроводность, чем сталь, для правильного соединения требуется немного больше внимания. В видео у нас была нержавеющая сталь 304 в качестве нижней пластины и пластина из мягкой стали A36 наверху. Это типичный угловой шов с тавровым соединением. Чтобы обеспечить хорошее соединение с пластиной из нержавеющей стали, мы устанавливаем рабочий угол примерно на 65–70 °, чтобы на нержавеющую сталь поступало больше тепла.Это поможет предотвратить отсутствие плавления, а также включения шлака. Электрод работает довольно плавно, а скорость хода аналогична E7018.
Это типичный угловой шов с тавровым соединением. Чтобы обеспечить хорошее соединение с пластиной из нержавеющей стали, мы устанавливаем рабочий угол примерно на 65–70 °, чтобы на нержавеющую сталь поступало больше тепла.Это поможет предотвратить отсутствие плавления, а также включения шлака. Электрод работает довольно плавно, а скорость хода аналогична E7018.
Мы также демонстрируем, что происходит, если вы используете рабочий угол 45 °, как если бы мы использовали обычную тягу из мягкой стали, например E7018. Вы заметите, что в итоге мы получаем как отсутствие плавления, так и некоторые включения шлака. Стоит отметить, что если конфигурация была обратной, и нержавеющая сталь была сверху, а деталь из мягкой стали — снизу, тогда мы использовали бы рабочий угол 25 ° или около того и отдавали предпочтение вертикальной опоре, привязанной к нержавеющей пластине.
При наличии небольшой практики и терпения у вас не должно возникнуть проблем с использованием этого электрода. Как и при любом сварочном процессе, убедитесь, что у вас есть соответствующая вентиляция. Нержавеющая сталь содержит шестивалентный хром и потенциально может вызвать проблемы со здоровьем. Всегда ставьте безопасность на первое место в каждой работе. До следующего раза, сделайте каждый шов лучше, чем последний.
Как и при любом сварочном процессе, убедитесь, что у вас есть соответствующая вентиляция. Нержавеющая сталь содержит шестивалентный хром и потенциально может вызвать проблемы со здоровьем. Всегда ставьте безопасность на первое место в каждой работе. До следующего раза, сделайте каждый шов лучше, чем последний.
Легче всего получить качественные сварные швы плавлением алюминия, когда вы работаете с безупречными исходными материалами — чем толще, тем лучше.Серия сплава вашего алюминия также повлияет на результаты. Если этот метод работает, в стыках, которые вы свариваете, не должно быть зазоров.
Если в вашем проекте есть эти важные элементы для работы, то работа без присадочного стержня может быть хорошим вариантом. Однако во многих случаях потребуется слишком много времени и усилий, чтобы установить их, чтобы пропустить наполнитель на практике.
Какой вид сварки используется для нержавеющей стали? При определении того, какая форма сварки лучше всего подходит для вашей проволочной корзины, ответ зависит от того, какой тип металла используется. Если ваша корзина изготовлена из нержавеющей стали, то есть определенные методы сварки нержавеющей стали, которые превосходят другие.
Если ваша корзина изготовлена из нержавеющей стали, то есть определенные методы сварки нержавеющей стали, которые превосходят другие.
Перед выбором сварного шва необходимо учитывать свойства нержавеющей стали. Например, Marlin Steel изготавливает большинство своих проволочных корзин по индивидуальному заказу из нержавеющей стали марки 304 или 316, они устойчивы к коррозии и обладают высоким пределом прочности. Хромоникелевые сплавы нержавеющей стали обладают высоким электрическим сопротивлением и быстро остывают.Поскольку сплавы нержавеющей стали склеиваются и затвердевают быстро с минимальной деформацией, контактная сварка является лучшим методом сварки нержавеющей стали.
Использование контактной сварки для сварки нержавеющей стали — более простой и плавный процесс по сравнению с другими металлами. Благодаря высокому сопротивлению току, тепло в сварном шве выделяется быстрее и легче, чем у мягкой стали.
Контактная сварка может быть выполнена невероятно быстро, поскольку контактная сварка работает, пропуская электричество через материал и выделяя тепло за счет сопротивления. Нержавеющая сталь очень быстро нагревается до температуры сварки, что позволяет производить быструю сварку. Например, сварочный аппарат IDEAL от Marlin может выполнить сварку за две миллисекунды (т. Е. 2/1000 секунды), что делает его лучшим сварочным аппаратом для нержавеющей стали.
Нержавеющая сталь очень быстро нагревается до температуры сварки, что позволяет производить быструю сварку. Например, сварочный аппарат IDEAL от Marlin может выполнить сварку за две миллисекунды (т. Е. 2/1000 секунды), что делает его лучшим сварочным аппаратом для нержавеющей стали.
Хотя контактная сварка похожа на дуговую сварку, поскольку в обоих случаях используется электрический ток, который помогает соединить два куска металла вместе, для нее не требуется присадочный материал, такой как дуговая сварка. Вместо этого контактная сварка использует давление для соединения двух свариваемых материалов.Сварка сопротивлением также является лучшим методом сварки нержавеющей стали в целом, поскольку без использования присадки значительно меньше риск появления брызг сварного шва и гораздо более чистый внешний вид продукта. Использование контактной сварки также снижает риск обесцвечивания и ожогов вокруг места сварки, поскольку сварочный аппарат для контактной нержавеющей стали работает очень быстро.
Добиться идеального сварного шва TIG не всегда просто; это столько же вопрос обучения и практики, сколько и простое терпение.
По самой своей природе сварка TIG — относительно медленный процесс. Но он также очень универсален. Фактически, с его помощью можно сваривать больше материалов, чем с помощью любого другого процесса сварки, даже экзотических и более тяжелых легированных металлов. Он также хорошо подходит для тонких материалов, так как выделяет низкое тепловложение, предотвращающее прогорание. Независимо от области применения, при правильном выполнении сварка TIG может обеспечить чрезвычайно высокое качество сварки.
Однако добиться таких положительных результатов не всегда легко — это вопрос обучения и практики, а также простого терпения.К счастью, попутно вооружившись несколькими советами, вы сможете значительно повысить эффективность процесса.
Инвертировать процесс
Использование инверторного источника питания — один из первых шагов, которые вы можете предпринять для повышения эффективности сварки TIG. Инверторы работают путем переключения переменного тока высокого напряжения с низким током (AC) в постоянный ток (DC) вперед и назад с очень высокой скоростью — до 50 000 раз в секунду. В результате получается гладкая дуга, обеспечивающая стабильные сварочные характеристики.
Инверторы работают путем переключения переменного тока высокого напряжения с низким током (AC) в постоянный ток (DC) вперед и назад с очень высокой скоростью — до 50 000 раз в секунду. В результате получается гладкая дуга, обеспечивающая стабильные сварочные характеристики.
также имеют регуляторы частоты, которые позволяют определять продолжительность времени, которое требуется устройству для завершения одного полного цикла тока (суммарное время, затрачиваемое на положительный и отрицательный электроды), и настраивать частоту в диапазоне от 20 Гц до 400 Гц. (Примечание. Источники питания на базе трансформатора выдают только выходную частоту 60 Гц, которая является той же частотой, что и настенная розетка).
Частотная характеристика инвертора помогает повысить эффективность сварки за счет сужения фокуса дуги, что, в свою очередь, создает более узкий сварной шов и минимизирует зону термического влияния.Благодаря этой функции вам понадобится меньше времени и присадочного металла для завершения сварки, а также вы сможете получить более высокие скорости движения.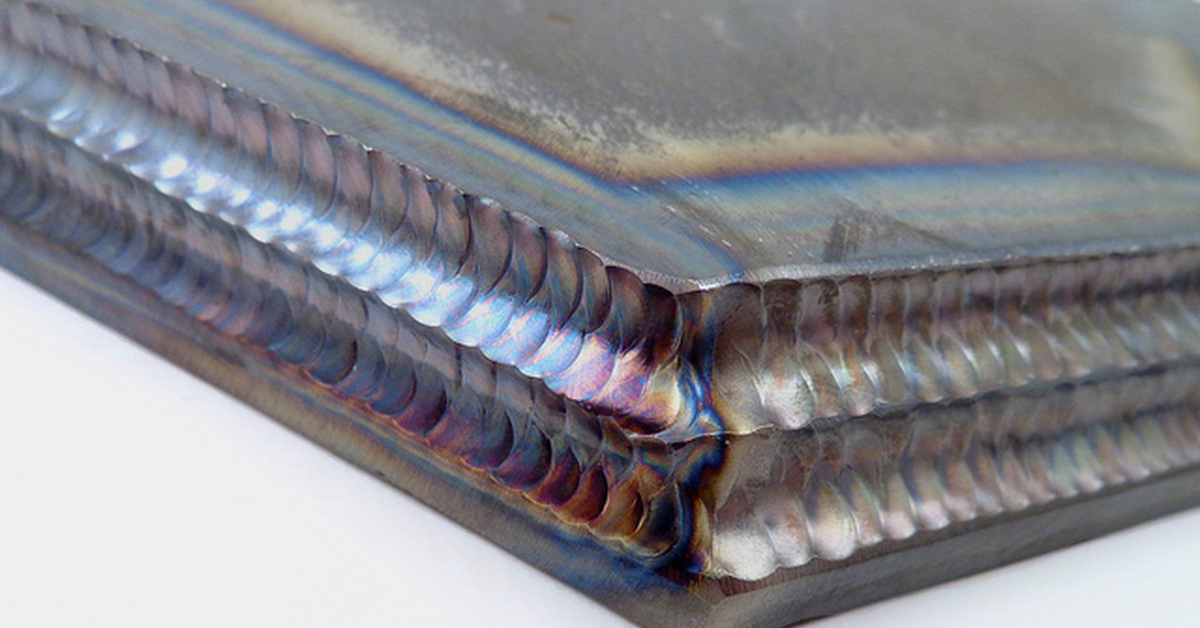 Уменьшая зону термического влияния, вы можете свести к минимуму вероятность прожога и необходимость доработки.
Уменьшая зону термического влияния, вы можете свести к минимуму вероятность прожога и необходимость доработки.
также оснащены регулятором баланса, который позволяет регулировать продолжительность тока в каждой части цикла переменного тока, что особенно полезно при сварке алюминия. Вы можете отрегулировать управление балансом в сторону положительной части цикла электрода, чтобы улучшить очищающее действие (удаление оксидного слоя), или в сторону отрицательной части электрода, чтобы добиться большего проплавления сварного шва и более высоких скоростей движения, что позволит вам закончить работу раньше.
Можно ли выполнять сварку TIG без газа? В связи со снижением стоимости и повышением качества сварочных аппаратов TIG за последние 5 лет у нас появляется намного больше начинающих рабочих, занимающихся изготовлением листового металла, которые задают вопросы о том, что можно сделать с помощью TIG и где его можно использовать. Понимание того, как работает сварочный процесс со сварочным аппаратом TIG, позволит вам понять, является ли он лучшим сварщиком для вашего цеха. Сварка TIG является предпочтительным методом среди большинства сварочных мастерских высокого класса, но у нее есть свои ограничения.
Понимание того, как работает сварочный процесс со сварочным аппаратом TIG, позволит вам понять, является ли он лучшим сварщиком для вашего цеха. Сварка TIG является предпочтительным методом среди большинства сварочных мастерских высокого класса, но у нее есть свои ограничения.
Вам нужно проводить сварку снаружи, где нельзя использовать защитный газ или вы не можете позволить себе баллон с газом? Сварка без защиты сварочной ванны невозможна при ЛЮБОМ типе сварки. Разница в том, что некоторые методы сварки (например, сварка TIG) требуют фактического сварочного газа, а другие используют флюс или покрытие на присадочной проволоке, которое выгорает, создавая защитный экран, необходимый сварочной ванне для предотвращения попадания загрязнений в расплавленный металл. При сварке с помощью сварочного аппарата TIG вы используете кусок оголенной присадочной проволоки без покрытия и вольфрам, который подает электрическую дугу на заготовку, образуя лужу.Этот метод сварки требует, чтобы каждая часть процесса была ОЧЕНЬ чистой, и в качестве защитного газа требуется 100% аргон. Без защитного газа вы сожжете вольфрам, загрязните сварной шов и не получите никакого проникновения в заготовку.
Без защитного газа вы сожжете вольфрам, загрязните сварной шов и не получите никакого проникновения в заготовку.
А теперь не теряйте надежды и мечты о приобретении сварочного аппарата TIG из-за проблем с газом! Хорошей новостью является то, что многие современные сварочные аппараты TIG представляют собой инверторные, многоцелевые аппараты, которые могут выполнять сварку TIG и сварку палкой одним щелчком переключателя и заменой пары фитингов.Процесс сварки TIG и дуговой сварки ОЧЕНЬ похож, если у вас есть провод с электрододержателем или горелкой. В любом случае вы либо касаетесь электродом детали, либо подносите ее достаточно близко, чтобы дуга подпрыгивала, и вы начинаете сварку. На этом различия заканчиваются: в дуговой сварке используется расходный материал. Он носит множество шляп, он является присадочным стержнем, создает электрическую цепь для сварки, а также покрыт покрытием, которое создает защитный газ, необходимый для защиты сварочной ванны во время сварки.При сварке TIG вы держите присадочный стержень в одной руке, а горелку / вольфрам — в другой, и вы добавляете присадочный стержень в лужу с защитным газом, текущим из горелки и над расплавленной сварочной лужей.