Подварочный шов — это… Что такое Подварочный шов?
- Подварочный шов
- Back weld — Подварочный шов.
Подварка с обратной стороны сварного соединения, выполненного с односторонней разделкой кромок.
(Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО «Профессионал», НПО «Мир и семья»; Санкт-Петербург, 2003 г.)
.
Смотреть что такое «Подварочный шов» в других словарях:
подварочный шов — Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС… … Справочник технического переводчика
подварочный шов (св.) — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN backup … Справочник технического переводчика
Подварочный шов — 76. Подварочный шов Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения… … Словарь-справочник терминов нормативно-технической документации
Шов подварочный — – меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное… … Энциклопедия терминов, определений и пояснений строительных материалов
ШОВ ПОДВАРОЧНЫЙ — [sealing bead] меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва … Металлургический словарь
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Back weld — Back weld. См. Подварочный шов. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
Шов подварочный — это… Что такое Шов подварочный?
Шов подварочный – меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва.[ГОСТ 2601-84]
Рубрика термина: Сварка
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, Без рубрики, Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. — Калининград. Под редакцией Ложкина В.П.. 2015-2016.
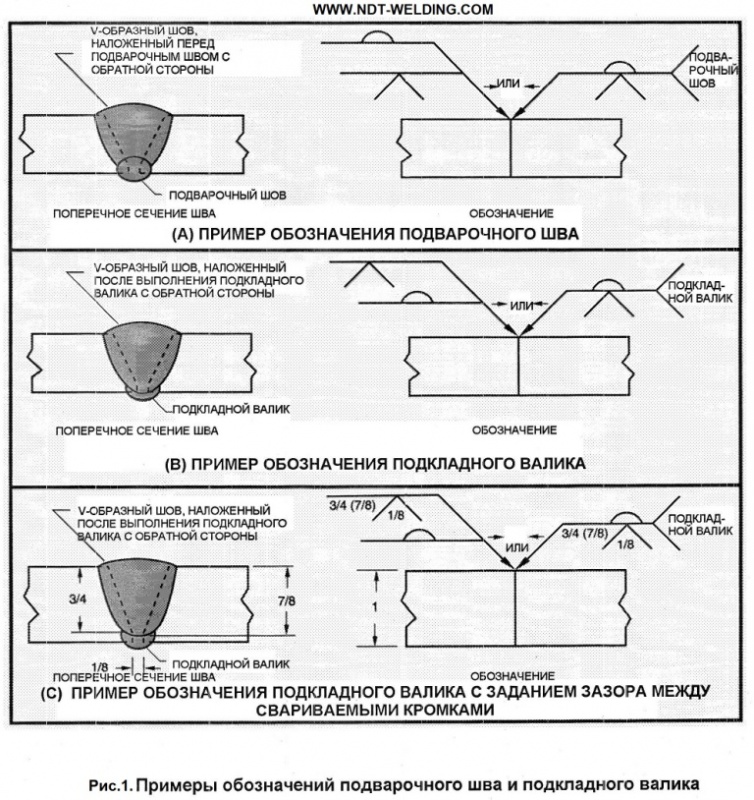
Сварные соединения. Обозначения подварочного шва и подкладного валика. |
Подварочный шов и подкладной валик обозначаются одним и тем же условным знаком. Тип шва: подварочный или подкладной валик – указывается в хвосте полки условного обозначения сварки вместе с признаком последовательности сварочных операций в случае использования в сочетании с условным знаком вида шва при единственной полке выноски.
Подкладные валики выполняются на обратной стороне канавки до наложения шва с разделкой кромок. Если знак подкладного валика проставляется в условном обозначении сварки с несколькими полками, то знак подкладного валика должен размещаться на полке, ближайшей к стрелке.
Подварочные швы накладываются после заварки канавки, обычно после выполнения операции строжки тем или иным способом, позволяющим гарантировать отсутствие пороков в корне первого шва. Если знак подварочного шва проставляется в условном обозначении сварки с несколькими полками, то знак шва размещается на полке, расположенной после полки, где указан знак шва с разделкой кромок. Знак всегда проставляется на стороне, противоположной стороне изображения шва с разделкой кромок.
Профили подварочных швов или подкладных валиков, которые образуются в результате сварки, должны быть на лицевой стороне относительна гладкими или выпуклыми. Если задается чистовая обработка шва после сварки (по поверхности, сформированной после сварки), то соответствующее буквенное обозначение помещается над символом профиля. Оно указывает на технические приемы, применяемые для получения нужного профиля, но не задает степень отделки. Степень отделки указывается в примечании на чертеже, или в детализации. Примеры использования обозначений подварочного шва и подкладного валика приведены на рис.1.

Подварочный шов — это… Что такое Подварочный шов?
- Подварочный шов
76. Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или выполняемая в последнюю очередь в корне шва после его зачистки (выборки)
Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или выполняемая в последнюю очередь в корне шва после его зачистки (выборки)
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- подварочный слой корневого слоя шва
- подведенная энергия
Смотреть что такое «Подварочный шов» в других словарях:
подварочный шов — Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС… … Справочник технического переводчика
подварочный шов (св.) — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN backup … Справочник технического переводчика
Подварочный шов — Back weld Подварочный шов. Подварка с обратной стороны сварного соединения, выполненного с односторонней разделкой кромок. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт… … Словарь металлургических терминов
Шов подварочный — – меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное… … Энциклопедия терминов, определений и пояснений строительных материалов
ШОВ ПОДВАРОЧНЫЙ — [sealing bead] меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва … Металлургический словарь
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Back weld — Back weld. См. Подварочный шов. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
Прихваточные, подварочные и монтажные швы — Студопедия
По назначению швы разделяются на основные, монтажные, подварочные, прихваточные.
Основные швы выполняются в цехе или мастерской в удобном для сваршика положении по нужной технологии.
Монтажные швы выполняются при монтаже конструкции в рабочем положении детали.
Подварочные швы выполняются с обратной стороны детали в двух случаях: при непроваре корня шва или при сварке под флюсом от вытекания расплавленного металла.
Прихваточные швы выполняются для фиксации двух деталей перед сваркой. Это короткие цепные швы, выполняемые по определенным правилам.
Требования, предъявляемые к источникам питания.
1. Напряжение холостого хода для каждого ИП разное:
—60-80 в –для трансформатора,
—80-100 в –для выпрямителя,
—90-120 в –для инвертора.
2. ИП должен выдерживать напряжение холостого хода в 2-3 раза выше рабочего.
3. ИП должен выдерживать ток короткого замыкания в 1,5-2 раза превышающий номинальный сварочный ток.
4. И.П. должен быть включенным в работу в соответствии с паспортным ПВ
Выбор режима газовой сварки металла.
Параметрами режима сварки являются:
— мощность пламени,
—диаметр присадочной проволоки,
—состав пламени.
Мощность пламени и диаметр присадочной проволоки зависит от толщины свариваемого металла. А состав пламени зависит от химсостава металла.
Причины образования пор и подрезов в сварных швах.
Дефект «подрез» — это образование канавок вдоль шва. Причинами являются: -большой сварочный ток, -длинная дуга, -при сварке угловых швов смещение электрода в сторону вертикальной стенки.
Дефект «поры» — это газовые полости, образовавшиеся в расплаве вследствие перенасыщения газами.
Причины: — сварка по неочищенным кромкам, —непросушенные сварочные материалы, —высокая скорость сварки.
Первая помощь от поражения электротоком.
От поражения электротоком сварщик должен соблюдать следующие правила:
· Корпуса оборудования и аппаратуры, к которым подведен электроток, должны быть надежно заземлены.
· Все электропровода должны быть надежно изолированы и защищены от механических повреждений,
· Запрещается использовать контур заземления в качестве обратного провода сварочной цепи.
· При выполнении сварочных работ внутри замкнутых сосудов следует применять изолирующие щиты, резиновые коврики, перчатки, галоши и осветительные приборы должны работать от сети 12В.
· Ремонтные работы должны производить электромонтеры.
Билет №21
подварочный шов — это… Что такое подварочный шов?
- подварочный шов
подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва.
[ГОСТ 2601-84]
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
- сварка, резка, пайка
EN
DE
FR
- cordon support
- cordon à l’envers
- soudure de reprise
Справочник технического переводчика. – Интент. 2009-2013.
- подварка
- рудная скважинная геофизика
Смотреть что такое «подварочный шов» в других словарях:
подварочный шов (св.) — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN backup … Справочник технического переводчика
Подварочный шов — 76. Подварочный шов Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения… … Словарь-справочник терминов нормативно-технической документации
Подварочный шов — Back weld Подварочный шов. Подварка с обратной стороны сварного соединения, выполненного с односторонней разделкой кромок. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт… … Словарь металлургических терминов
Шов подварочный — – меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное… … Энциклопедия терминов, определений и пояснений строительных материалов
ШОВ ПОДВАРОЧНЫЙ — [sealing bead] меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва … Металлургический словарь
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Back weld — Back weld. См. Подварочный шов. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
Сварка на остающейся стальной подкладке
Стальные подкладки применяются при односторонней сварке, когда нельзя производить сварку на флюсовой подушке. Стальные подкладки обеспечивают полный провар швов, выполненных автоматами без разделки кромок при толщине металла до 10 мм и с Х-образной разделкой — до 30 мм.
При сварке на остающейся стальной подкладке необходимо прихватывать сварными швами подкладки к свариваемым кромкам деталей. Зазор между подкладкой и кромками не должен превышать 0,5—0,8 мм.
При двухсторонней сварке автоматами первый (подварочный) шов выполняется вручную полуавтоматами в среде СО2, автоматами или полуавтоматами под слоем флюса. Применение ручной подварки допускается в случаях, когда невозможна двухсторонняя автоматическая сварка. Подварочный шов, флюсовая подушка, стальная подкладка препятствуют вытеснению через за юры между свариваемыми деталями жидкого металла, находящегося в сварочной ванне в процессе автоматической сварки. При сварке встык деталей большой толщины приходится накладывать многослойные швы, поверхность которых следует тщательно очищать от шлака стальными щетками перед наложением каждого последующего шва.
Сварку встык деталей из листовой стали следует выполнять в процессе заготовки деталей, а не после сборки конструкций. Предварительная стыковка и сварка листовой стали с последующим роспуском состыкованных листов на полосы и детали нужных размеров должна производиться на специальном участке. Это обеспечивает высокое качество заготовок и сварных соединений с применением автоматической сварки, а также значительно снижает трудоемкость работ.
Сварку угловых швов обычно производят «в лодочку», или в нижнем положении, без сплавления корней шва и с полным проваром-сплавлением корней шва. Сварка «в лодочку» обеспечивает наилучшие условия сварки (глубокий провар металла, сварку на больших скоростях, хороший внешний вид шва), однако требует дополнительной кантовки конструкций. Угловые швы, заваренные под слоем флюса «в лодочку», имеют вогнутый профиль и плавный переход к основному металлу.
Сварка угловых швов в тавровых и нахлесточных соединениях в нижнем положении допускается, если невозможно уложить элемент «в лодочку».
При сварке без сплавления корней шва, «в лодочку» за один проход ручной и полуавтоматической сварки можно получить угловые швы с катетом до 10 мм, а автоматической — до 16 мм включительно. Швы больших размеров выполняются многослойными.
Сварные валики — Введение
> Сварочные валики <
Как и при зашивании шва, есть несколько способов пропустить сварной шов вдоль стыка. Однако, в отличие от портных, сварщикам часто приходится выполнять свою работу в неудобном положении. Гравитация также играет роль в том, как расплавленный металл осаждается между металлическими пластинами или секциями труб. Например, если вы свариваете над головой, вам нужно двигаться быстро, иначе металл шва окажется на вашем лицевом щитке, а не в стыке.После подготовки стыка к сварке, выбора подходящего стержня (в случае сварки штангой) и выбора правильных настроек машины сварщик должен использовать определенный вид хода руки (и правильную скорость), чтобы правильно опустить валик.
Вообще говоря, манипуляции с горелкой во многом одинаковы, независимо от того, подаете ли вы сварочную ванну с помощью отдельного присадочного прутка или с помощью подающего или стержневого электрода. (Если вы еще не знакомы со сварочными процессами, щелкните здесь для обзора.) Ниже вы найдете описание четырех наиболее распространенных типов бусинок, используемых как в магазине, так и на поле:
Бусины косы
Это простой валик, в котором вы либо «тянете» (тянете), либо проталкиваете резак поперек стыка с минимальным (если есть) движением из стороны в сторону. Перетаскивание означает, что электрод направлен назад к луже, ведя ее. Это обеспечивает максимальное проплавление и надежный сварной шов.
— MillerWelds.com
Для термочувствительных или тонких металлов или при сварке в вертикальном положении вверх сварщики «толкают» горелку, что означает направление электрода вперед. (См. Фото выше.) При сварке вертикально вверх расплавленный металл стремится упасть вниз, поэтому направление тепла от лужи позволяет сварному шву быстро затвердеть. Недостатком толкания является то, что проникновение в основной металл намного меньше, чем при перетаскивании (вытягивании) резака.
Инженер-сварщик.com
Стрингеры обычно не очень широкие и могут использоваться в любом положении при сварке. Даже если вы двигаетесь по прямой линии, все же важно убедиться, что вы «затянули» концы сварного шва с обеих сторон. Помните, цель сварки — не просто заполнить стык новым металлом. Очень важно добиться плавления сварного шва и основного металла. Иногда достаточно медленно перемещать горелку, чтобы сварочная лужа текла по обеим сторонам стыка, — это все, что нужно для достижения хорошего сплавления.В других случаях необходимы небольшие манипуляции из стороны в сторону, как показано ниже:
TheFabricator.com
Опять же, манипуляции из стороны в сторону незначительны. Если переместиться слишком далеко из стороны в сторону, получится плетение бусинки. (См. Ниже.) Бусины стрингера также используются при наплавке твердым покрытием — операции наплавки, которая помогает продлить срок службы совков, кранцев, плугов и других внешних металлических деталей промышленного оборудования. Однако здесь бусинки предназначены не для сплавления с основным металлом, а для создания защитной поверхности над ним.
Бусины плетеные
Для более широких сварных швов можно плести из стороны в сторону вдоль стыка. Для толстого шва плетение — самый быстрый способ скинуть сварочное задание. Это особенно актуально для сварных швов с разделкой кромок на толстой заготовке. На угловых швах также часто встречаются переплетения.
— —
Существуют, конечно, разные виды переплетений, и у каждого сварщика есть свои любимые. Ваша рука может выполнять зигзагообразные, серповидные или фигурные движения.Помимо обеспечения более широкого валика, плетение используется для контроля нагрева сварочной ванны. Кроме того, вам обычно нужно делать паузы с каждой стороны сварного шва, чтобы добиться хорошего соединения и предотвратить подрезку кромок. Однако когда вы двигаетесь через центр сустава, вам нужно поторопиться. В противном случае вы можете получить высокую коронку (т.е. выпуклость посередине). При плетении лучше иметь плоскую или слегка выпуклую поверхность шва.
Треугольное переплетение полезно, когда вам нужно заполнить крутой карман.Например, при сварке вертикально вверх, эта техника переплетения позволяет вам построить своего рода полку позади лужи, которая не дает расплавленному металлу скользить вниз.
Чтобы лужа не перегревалась или не расширялась, вы можете попробовать плетение в форме полукруга, при котором центральная точка или гребок пересекает перед лужей (или прямо перед ней). Если вы хотите, чтобы в лужу было больше тепла, проденьте полукруг (или полумесяц) обратно через лужу, как показано на предыдущем рисунке.
Ткачество в верхнем положении может быть проблемой, поскольку сила тяжести имеет тенденцию вытягивать расплавленный металл из сварного шва. Даже с практикой уложить бусину верхнего переплетения полдюйма или шире может быть непростой задачей. Но сварщики учатся это делать, так как плетение экономит время по сравнению с бусинами косынки.
Кнут движения
При сварке с открытыми канавками сварщик палкой обычно выполняет взбивающее движение запястьем на корневом проходе, что является первой выполненной операцией сварки.Здесь цель состоит в том, чтобы соединить рабочие пластины вместе внизу с помощью плоского валика сварочного металла. Наиболее распространенными стержневыми электродами для корневых проходов на низкоуглеродистой стали являются стержни E6010 и 6011 «быстрозамороженные».
— — —
Схема сварного шва с канавкой (слева) — соединение труб с замочной скважиной, образованное сваркой (предположительно) сверху вниз.
Сварщик перемещает электрод вверх через зазор и вдоль него. Это важно для достижения полного проникновения.Вы увидите замочную скважину, появившуюся в отверстии в начале лужи. (См. Фото справа вверху.) Это один из самых сложных приемов, которым учатся сварщики. Помимо наблюдения за лужей, вы также должны поддерживать размер замочной скважины. Если он станет слишком большим (то есть более чем в два раза больше диаметра стержня), вы не сможете соединить стороны вместе. Вот почему во время корневого прохода очень важно контролировать тепло.
В дополнение к правильной конструкции соединения и настройкам сварочного аппарата, вы можете контролировать размер ключевого отверстия с помощью частоты движений плеткой.Прежде чем замочная скважина расширится бесконтрольно, вы подбросите стержень немного вверх и впереди сварного шва. Это действие охлаждает все и сохраняет размер замочной скважины неизменным. Это также позволяет затвердеть бусинке в задней части лужи. В этот момент вы возвращаетесь к расплавленной луже, и еще одна капля сварочного металла должна упасть с вашего стержня (если вы выполняете сварку клещами), создавая следующую копейку.
Все это происходит довольно быстро. Скорость взбивания определяется уровнем нагрева, который вы наблюдаете в сварном шве.Например, когда вы впервые начинаете сварку, возможно, вы вообще не будете взбивать, потому что еще недостаточно тепла. Однако к тому времени, когда вы дойдете до конца сварного шва, вы можете щелкнуть запястьем на устойчивом зажиме из-за сильного нагрева, протекающего через основной металл. На следующем видео показана техника:
Вариант хлыстового движения называется J-образным переплетением. Это комбинация серповидных и хлыстовых движений, и используется на втором ( или «горячем») проходе соединения с V-образной канавкой.Здесь вы перемещаете E6010 или другой электрод с быстрым замораживанием с одного пальца ноги на другой, ненадолго останавливаясь с каждой стороны, а затем на мгновение крутите стержень вперед и вверх вдоль одной стороны сустава. Для этой задачи полезна дуга большей длины. И так же, как при корневом проходе, после прохождения вперед вы вернетесь к следующему открытому участку на левом (или правом) носке сварного шва и повторите удар.
«Ходьба по кубку»
На корневом проходе трубы сварщики часто используют горелку TIG для получения более точного шва, чем при сварке стержнем.Этот процесс обычно включает в себя особый удар рукой, известный как «ходьба по чашке». В данном случае чаша представляет собой керамический изолятор, окружающий наконечник горелки, и сварщик перемещает его взад и вперед по основному металлу с обеих сторон от стыка. В видео ниже описывается техника:
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Далее: Параметры сварки
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Если у вас есть предложения или проблемы с веб-сайтом, напишите сварщику [at] thecityedition [dot] com.
Вернуться в главное меню
——————————————
Авторские права © 2012-2015 TheCityEdition.com
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Новое в The City Edition: ChemtrailSafety.com
Также обязательно оформить заказ:
TheSolarPlanner.com
Разработчик мега-катастроф
Бюджетный справочник по Европе (слайд-шоу)
.Что такое сварной шов? (с иллюстрациями)
Сварной шов или валик сварного шва — это результат сварочного прохода, при котором наносится присадочный материал. Сварка — это процесс объединения нескольких металлических частей путем их нагрева и размягчения. При сварке валиком в пространство между двумя материалами вставляется присадочный материал. Когда металлический наполнитель охлаждается, между двумя поверхностями образуется прочная связь.
Сварочные очки.Этот тип сварки — первая форма сварки, которую изучает большинство людей. Существуют разные типы сварных швов, в зависимости от того, сколько колебаний использует сварщик при нанесении присадочного материала на поверхность сварки. Когда сварщик использует больше колебаний, в результате получается валик, который является более широким применением присадочного металла. Когда сварщик использует меньшие поперечные колебания, в результате получаются более узкие сварные валики, известные как стрингеры.
Сварщики должны носить каски и перчатки для защиты.Техника сварки валиком — это базовая техника сварки, включающая нанесение присадочного материала на поверхность сварки. Как и все методы сварки, сварка валиком требует соблюдения надлежащих методов безопасности и ношения защитной одежды. Как минимум, всегда следует надевать сварочные перчатки в дополнение к надлежащей защите глаз.
Сварка — это соединение двух металлов путем их нагрева и размягчения.С точки зрения поперечного сечения сварной шов выглядит как круглый наплавленный слой.Сварщику может потребоваться создать несколько сварных валиков, чтобы полностью скрепить два основных материала вместе. Усовершенствованные методы дуговой сварки и сварки валиком позволяют получить готовый продукт, напоминающий наложенные друг на друга монеты или диски.
Сварка валиком используется во всех видах сварки, хотя техника может незначительно отличаться от одной к другой.Сварщики, использующие технику дуговой сварки, зажигают дугу, а затем выкладывают валик дуговой сварки. При дуговой сварке зажигают дугу так же, как зажигают спичку. Сварщик держит электрод под углом 45 или 90 градусов при укладке сварочных валиков.
Изучая технику сварки валиком, сварщики могут уложить сварной шов по прямой линии, более похожей на стрингер.По мере того, как сварщики совершенствуют свою технику, они могут применять поперечные колебания для создания валиков различной ширины. Круговые движения и движения в форме полумесяца обычны при создании сварных швов сваркой дуговым или электродным сварочным швом.
Сварщики могут использовать методы сварки валиком для создания сварных швов с разделкой кромок, квадратных сварных швов и сварных швов с косой кромкой.Для создания более прочного соединения между свариваемыми поверхностями можно применить несколько сварных швов. Бортовой сварной шов можно использовать для различных стыковых соединений.
В сварных швах для соединения двух металлов используется присадочный материал. .Глава 3: Термины, соединения и подготовка кромок
Глава 3
Чем оригинальнее открытие, тем очевиднее оно кажется впоследствии.
Артур Кестлер
Термины для сварных швов
- Части сварного шва — два наиболее распространенных сварных шва — это канавка и угловой сварной шов . На рис. 3-1 показаны части этих сварных швов.
Рисунок 3-1. Части сварного шва с разделкой кромок (вверху) и углового шва (внизу).
- Шлак , хотя технически не является частью сварного шва, образуется вместе с валиком сварного шва. Сварочный электрод откладывает шлак для защиты металла шва во время его охлаждения. Шлак должен быть полностью удален между проходами, потому что он образует включения в металле сварного шва и ослабит сварной шов. Шлак обычно удаляют молотком и проволочной щеткой, а иногда и проволочным колесом. Некоторые сварщики предпочитают ударный молоток вместо шлакового молотка. При сварке труб между каждым сварочным проходом используются шлифовальные станки и приводные колеса, чтобы обеспечить очищенную от шлака поверхность для следующего прохода.
Ось сварного шва и углы сварного шва
- Ось сварного шва — это воображаемая линия, проведенная параллельно сварному шву через центр сварного шва. Углы сварного шва измеряются от оси сварного шва.
- Угол перемещения — это наименьший угол, образованный между осью электрода и осью сварного шва. См. Рис. 3-2 (вверху).
- Рабочий угол — это угол менее 90º между линией, перпендикулярной основной поверхности заготовки, и плоскостью, определяемой осью электрода и осью сварного шва.См. Рисунок 3-2 (внизу).
Рисунок 3-2. Угол хода, рабочий угол, углы толкания и сопротивления для канавок и угловых швов.
- Угол выталкивания для сварки вперед — это угол перемещения при сварке выталкиванием, когда электрод направлен в сторону направления сварки.
- Скорость перемещения — это скорость электродного стержня или проволоки при движении вдоль оси перемещения. Скорость движения обычно измеряется в дюймах в минуту.
- Угол сопротивления при сварке с обратной стороны — это угол перемещения во время сварки, когда электрод направлен на в сторону, от направления сварки.
Виды сварных швов
- Стрингерный борт — это сварной шов, который наносится, когда путь электрода прямой и параллельный оси сварного шва.
- Плетеный валик образуется, когда сварочный стержень или электрод используется в поперечном движении для выполнения сварного шва.См. Рисунок 3-3, где показаны образцы переплетения бусинок. При плетении тепло подается непосредственно на края сварочной ванны. Это гарантирует, что лужа полностью смачивает края стыка и снижает вероятность образования холодного стыка. Сила дуги попеременно направляется к сторонам сварного шва, потому что ось электрода направлена из стороны в сторону стыка по мере продвижения плетения. Эта дуговая сила взбивает сварочную ванну и приводит к попаданию мусора на поверхность сварного шва, что является желательным эффектом.
Рисунок 3-3.Плетем узоры из бисера. Точки обозначают точки паузы, которые применяют дополнительное тепло и металл
на краю валика, где это больше всего необходимо.
Как правило, ширина рисунка не должна превышать двойного диаметра электрода. Плетение делает валик шва шире, а зону термического влияния больше, чем у валика стрингера. Плетение также уменьшает высоту сварного шва за счет «растягивания», что позволяет металлу остывать быстрее, чем если бы тепло было сосредоточено в прямолинейном валике стрингера.Если дуга остается в середине сварочной ванны, как в случае с бортиками стрингера, все сварочное тепло должно пройти через расплавленный металл сварного шва перед нагревом основного металла. Распространение валиков переплетения особенно полезно при сварных швах в смещенном положении, когда слишком большая сварочная лужа может прогнуться под действием силы тяжести.
Точки на рисунках плетения на Рисунке 3-3 представляют паузы, или точки паузы, которые направляют тепло на края лужи там, где это необходимо. В центре лужи не нужно находиться, потому что она уже горячая и не требует дополнительных тепловложений.
Плетение часто используется на заключительном или закрывающем проходе сварного шва. На Рис. 3-4 показано, как можно расширить сварной шов покровного прохода на сварном шве трубы, чтобы полностью растянуть его по стыку.
Рисунок 3-4. Четыре прохода, необходимые для выполнения этого сварного соединения труб. Покровный проход представляет собой бусинку плетения.
Подробнее о сварке труб см. Глава 16 — Трубы и трубки.
Некоторые приложения для ткачества:
- Однопроходная сварка — Плетеный валик можно использовать для завершения соединения за один проход, когда имеющийся электрод слишком мал для нанесения достаточного количества присадочного металла за один проход с помощью стрингера.Это может происходить из-за того, что доступный источник питания для сварки слишком мал для работы с большим электродом, который мог бы сделать валик за один проход, и потребуется несколько проходов с меньшим стержнем или электродом. При SMAW плетение не только увеличивает ширину наплавленного металла, но и уменьшает перекрытие, а также способствует образованию шлака.
- Сварка в открытом корневом проходе — Плетение необходимо для нанесения сварочной ванны на с обеих сторон открытого корня и приложения тепла, достаточного для полного сплавления или «смачивания».”
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} .