Ограничения длины сварного шва — КиберПедия
Для стыкового соединения и углового шва в поле Ограничения (Limits) можно указать положения Начала (Start) и Конца (End) сварного шва.
Рисунок 2.29 — Поле «Ограничения»
Задание ограничения:
− длина дуги (Arc Length) – определяет местоположение по расстоянию вдоль кривой,
− через точку (Trough Point) – определяет местоположение как заданную точку.
Для стыкового соединения можно изменять углы начала и конца шва. Предлагается три Метода уклона (Taper Method):
— без уклона;
— из верхней грани (From Top Face) – угол наклона измеряется от верхней грани;
— из конечной грани – угол наклона измеряется от кромок
Задание параметров ограничения длины шва
Рисунок 2.30 — Стыковое соединение с ограничением по длине.
Прерывистый шов
Прерывистый шов – сварной шов с промежутками по длине.
Прерывистый шов бывает двух видов: цепной и шахматный.Цепной прерывистый шов – двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого. Шахматный прерывистый шов – двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
| а) | б) |
| Рисунок 2.31 — Цепной (а) и шахматный (б) прерывистые швы |
Прерывистые швычаще всего применяются в качестве конструктивных швов. Расстояния между участками прерывистого шва должны быть в сжатых элементах не более 16δ, а в растянутых – не больше 30δ, где δ – толщина листа [Шинкевич Н.И. «Справочное пособие по сварным, резьбовым и заклепочным соединениям»]. [2]
Раздел Параметры прерывистого швы присутствует только в окнах Стыкового соединения и Углового шва.
Для создания прерывистого шва необходимо в разделе Параметры прерывистого шва (Skip Weld Parameters) поставить галочку в опции Создать прерывистый шов (Create Skip Welds), после появятся задаваемые параметры шва.
Рисунок 2.32 — Поле «Параметры прерывистого шва»
Методы построения прерывистого шва:
− число, длина (Number, Length) – заданное число участков сварного шва определенной длины равномерно распеределяются по линии соединения, размер пустого интервала устанавливается автоматически;
− число, интервал (Number, Spacing) – заданное число участков сварного шва раплолагаются строго через заданное значение пустого участка, длина сварных швов устанавливается автоматически;
− интервал, длина (Spacing, Length) – участки сварного шва определенной длины располагаются на определенном расстоянии друг от друга, количетво участков сварного шва устанавливается автоматически.
Задание параметров прерывистого шва
Рисунок 2. — Прерывистый шов
.
Сварка электрозаклепками
Пробочный шов (электрозаклепка) – это сварная точка, при точечном сварном соединении металла, выполняемом точечной дуговой сваркой. Электрозаклепки, рсиунок 2. выполняются по ГОСТ 14776-79 «Дуговая сварка. Соединения сварные точечные».
Рисунок 2. — Пробочные швы с круглым отверстием в верхней детали
Для образования электрозаклепки требуется полное проплавление одного из соединяемых элементов. В случае если толщина детали, которую необходимо проплавить довольно приличная, то в ней можно высверлить отверстие, которое и будет впоследствии заполнено жидким электродным металлом.
Прорезной шов – сварной шов, образуемый в результате заполнения жидким металлом плавящегося электрода прорези, предварительно подготовленной в одном из соединяемых элементов, рисунок 2. .
Рисунок 2. — Прорезной шов
Пробочный/прорезной шов (Plug/Slot Weld) применяется для создания нахлесточных соединений.
С помощью команды Пробочный шов соединение создается в NX, только используя существующее отверстие или паз для сварки (соединение типа Н5). Отверстие или паз может частично или полностью заполнено сварочным материалом.
Расположение команды: вкладка Мастер сварки (Weld Assistant) – группа Сварка твердых тел (Solid Weld) – команда Пробочный шов (Plug/Slot).
Все параметры пробочного шва задаются в открывшемся окне Пробочный шов, рисунок 2. .
Примечание: нахлесточные соединения типа Н1-Н4 создаются с помощью команд
Рисунок 2. — Окно «Пробочный шов»
В разделе Грани (Faces) функции Выбрать верхнюю/нижнюю грань (Select Top/Bottom Face Set) позволяет выбрать соответственно верхнюю и нижнюю грани построения пробочного шва.
В поле Отверстие/паз (Hole/Slot) функцией Выбрать ребро (Select Edge) необходимо выбрать ребро отверстия или паза для формирования пробочного шва.
Контур шва (Contour):
− нет – позволяет создать пробочный шов с не указанной окончательной сварочной операцией,
− выпуклый (Convex),
− плоский (Flush),
− вогнутый (Concave).
Параметры сечения пробочного шва (Cross Section):
− отклонение вершины (Contour Height
) – высота усиления;− глубина заливки (Depth of Filling) – глубина проплавления листов.
В поле Характеристики сварки (Weld Characteristics) – приведен список дополнительных атрибутов, которые можно назначить пользовательской сварке.
Выбрать объект для наследования (Select Inherit Object) – позволяет выбрать объект, от которого будут наследоваться атрибуты проточки под сварку.
Настройки (Settings):
— создать объект ТУ (Assign Weld PMI) – открытие диалогового окна Символ сварки, в котором можно создать комментарии для сварки,
— заполнение шва (Field Weld) – позволяет задавать атрибут Заполнение шва для сварочного объекта.
а)
б)
Выбор свариваемых плоскостей
Выбор ребра для сварки и задание размеров пробочного шва
Готовое соединение электрозаклепка (Н5)
Нестандартные сварные швы
Используйте эту команду для задания твердого тела как пользовательской сварки. Это полезно, когда нужно задать пользовательскую сварку, которую нельзя получить стандартными методами элемента Сварка.
Пользовательская сварка имеет те же свойства, что и другие элементы типа Сварка.
Можно выполнить следующее:
Использовать любую допустимую технику моделирования для моделирования формы сварного шва.
Назначить атрибуты твердому телу для идентификации его как сварного шва.
Твердое тело отображается как элемент Сварка в Навигаторе модели и используется в расчетах длины и объема сварного шва.
Создать символ ТУ для сварки в то же время, когда создаете пользовательскую сварку.
Открыть пользовательскую сварку в диалоговом окне Фильтр атрибутов сварки.
Пользовательская сварка также отображается в диалоговом окне Уточненная фильтрация, когда для фильтра выбора задается значение Объекты сварки.
Публиковать пользовательские сварки в Teamcenter как отдельные сварные объекты.
Задайте атрибуты свойств пользовательской сварки с помощью диалогового окна Настройки по умолчанию. Можно включить получение значений из списка, задать атрибуты как обязательные и задать значения по умолчанию для атрибутов.
Удалить из сборки файл детали, которая выбрана как соединенная деталь.
В результате элемент Сварка станет удержанным и будет обозначен значком удержания в Навигаторе модели. Можно сделать элемент Сварка допустимым вновь, выбрав новый компонентов в сборке.
Расположение команды: вкладка Мастер сварки (Weld Assistant) – группа Сварка ствердых тел (Solid Weld) – команда Задаваемый пользователем (User Defined).
Рисунок 2. — Окно «Пользовательская сварка»
.
Прерывистый шов — Большая Энциклопедия Нефти и Газа, статья, страница 4
Прерывистый шов
Cтраница 4
Расположение шва называется цепным, если участки шва расположены с двух сторон привариваемой детали, друг против друга. Шахматное расположение прерывистого шва отличается тем, что в нем за каждым участком шва с одной стороны детали следует участок шва с другой стороны. [46]
Прерывистые швы чаще всего применяются как швы конструктивные. Расстояния между участками прерывистого шва ( шпонками должны быть в сжатых элементах не более 16 8, а в растянутых — не больше 30 8, где 8 — толщина листа. [48]
Такие швы делают в целях экономии материалов и электроэнергии. Длину / провариваемых участков прерывистого шва принимают равной 50 — 150 мм, а промежутки между ними делают примерно вдвое больше. [50]
При точечной сварке соединение образуется не по всей поверхности стыка, а лишь в отдельных точках, к которым подводят электроды сварочной машины. При шовной сварке узкий непрерывный или прерывистый шов расположен вдоль стыка деталей. Эту сварку выполняют с помощью электродов, имеющих форму дисков, которые катятся в направлении сварки. В отличие от точечной шовная сварка образует герметичное соединение. [51]
Наиболее значительны и трудноустранимы продольные и диагональные деформации. Усадка сварных точек приводит к сокращению — прерывистого шва по длине. [53]
При многопроходной сварке зоны пластических деформаций от следующих проходов частично перекрывают предыдущие, поэтому каждый проход дает дополнительную силу РуС порядка 15 % от возникающей после первого прохода. Для прерывистого шва Рус пропорциональна отношению длины участка шва к шагу прерывистого шва. [54]
Детали, привариваемые к корпусу аппарата, должны быть установлены в аппарате до проведения гидро — и пневмоиспытаний. Приварка может быть осуществлена любым из описанных выше способов с наложением сплошного или прерывистого шва. Сварные швы должны быть тщательно зачищены от брызг и шлака. [55]
Под тарелками укрепляются ребра для придания необходимой жесткости тарелке. Они укрепляются на расстоянии 400 — 500 мм друг от друга с помощью прерывистого шва. В некоторых конструкциях ребра изготовляются в виде колесников, которые крепятся к корпусу колонны, и на них свободно кладутся тарелки или привинчиваются к ребрам шпильками. [56]
Дефекты и повреждения тормозных конструкций, которые представляют собой трещины в швах крепления тормозного настила к крановым балкам, необходимо зачистить и заварить вновь. Одновременно в этих же зонах следует приварить тормозной настил к верхним поясам крановых балок снизу потолочными швами на участках трещин, а также на расстоянии 1 — 1 5 м от опор балок, в прочих местах допускается прерывистый шов. [57]
Шов, соединяющий детали в стыковом соединении, называют стыковым, а в тавровом и нахлесточном соединениях — угловым. Прерывистый шов выполняют отдельными отрезками — — шпонками или отдельными точками. При нахлесточном соединении применяют так называемый прорезной шов. Сплошной прорезной шов характерен для электроннолучевой, шпоночный и электрозаклепочный — для дуговой сварки. При дуговой сварке шпоночный и электрозаклепочный швы можно выполнять ( в зависимости от толщины верхнего листа) с образованием отверстия перед сваркой или без него. [58]
В фланговом шве действующее усилие направлено параллельно оси шва, в лобовом-перпендикулярно, в косом — под углом. По протяженности различают непрерывные и прерывистые швы. Длина
Сварка и сварные соединения. Терминология описания наложения сварных швов. |
Так как дополнительные термины, связанные с фактическим наложением швов часто используются в описаниях технологии сварки, инспектора по сварке должны быть знакомы с их смыслом. Прежде всего, следует различать понятия: проход при сварке, наплавленный валик и наплавленный слой. Проход при сварке – это однократное перемещение источника тепла в одном направлении вдоль стыка. Наплавленный валик – это слой металла, наплавленный за один проход. Наплавленный слой – это одиночный слой наплавленного металла в многопроходном шве. Наплавленный слой металла может состоять из одного или нескольких валиков рис.1.
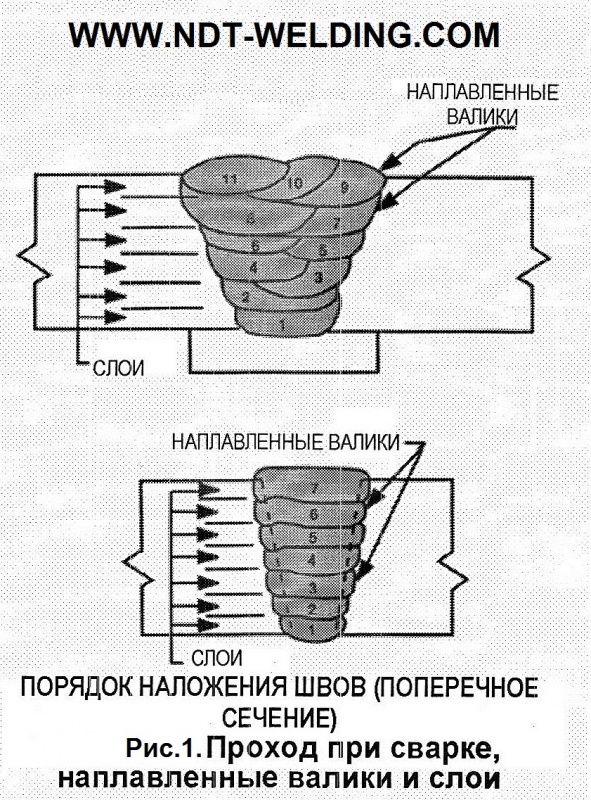
В процессе наложения валика его наименование может зависеть от способа, применяемого сварщиком. Если сварщик ведет шов вдоль стыка с небольшими колебаниями в поперечном направлении или без таких колебаний, то полученный наплавленный валик называется ниточным валиком. Когда сварщик ведет электрод вдоль шва с колебаниями в поперечном направлении, образуется уширенный валик, который обычно шире ниточного валика. Из-за поперечных колебаний скорость перемещения, измеряемая вдоль продольной оси сварного шва, меньше, чем при наложении ниточного валика. Примеры этих валиков приведены на рис.2.

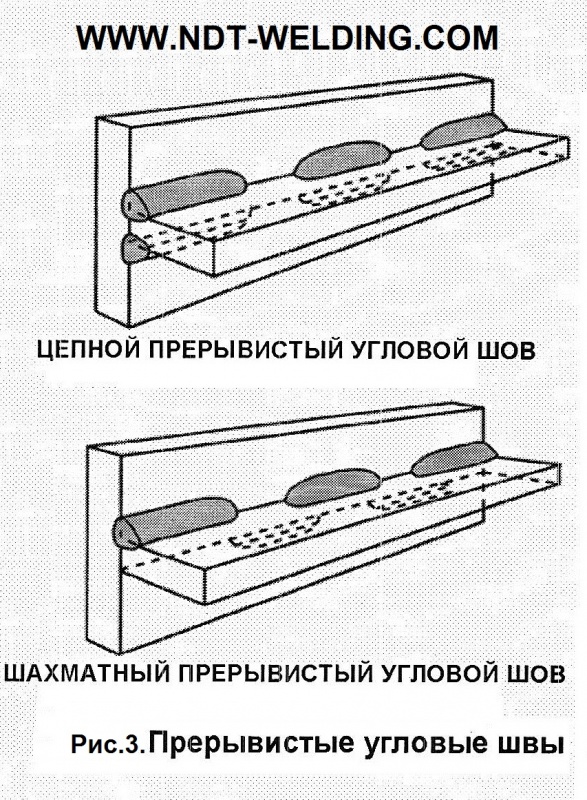
Если требуются угловые швы, могут быть ситуации, когда нецелесообразно использовать непрерывные швы в данной конструкции. Поэтому конструктор может выбрать прерывистые угловые швы. Если прерывистые угловые швы наложены с обеих сторон данного стыка, они могут быть заданы как цепные или шахматные прерывистые швы. В цепном прерывистом шве участки сварки по обеим сторонам стыка расположены один напротив другого. Шахматный прерывистый шов – это прерывистый угловой шов по обе стороны стыка, у которого участки сварки на одной стороне расположены напротив промежутков на другой стороне. Оба варианта прерывистых угловых швов показаны на рис.3.
Другим понятием, связанным с реальными сварочными работами, является «обварка конца детали по периметру» (обычно называется обварка по периметру). Обварка по периметру – это «наложение дополнительного углового шва за угловой частью элемента как продолжение основного шва», рис.4.

Наконец, есть несколько терминов, которыми описывается фактические порядок, в котором должна выполняться сварка. Обычно это делается для снижения величины деформаций, вызываемых сваркой. К основным техническим решениям этой задачи относятся обратноступенчатая сварка, сварка блоками и сварка каскадам, рис.5.
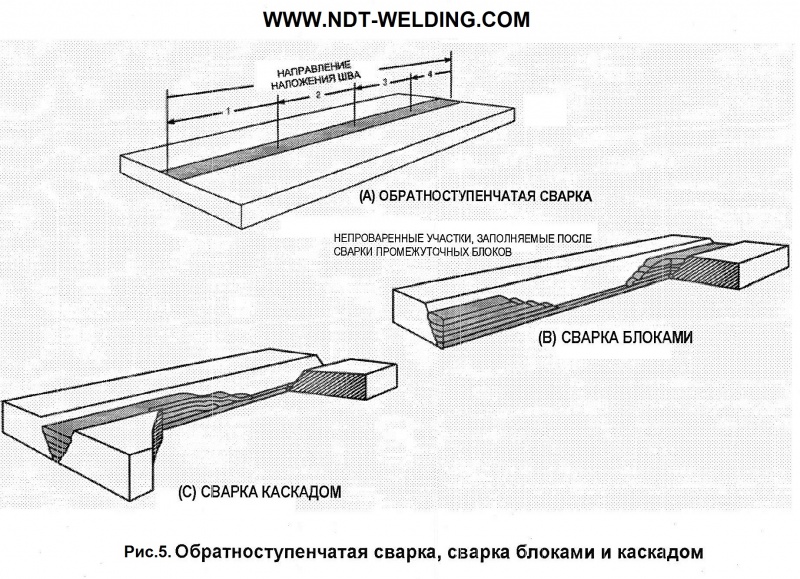
Обратноступенчатая сварка – это способ выполнения сварного шва следующими один за другим участками в направлении, обратном общему приращению длины шва.
Сварка блоками определяется как «комбинированное выполнение многослойного сварного шва отдельными продольными и поперечными валиками с полным или частичным заполнением каждого из них и последующим соединением переходных участков». При выполнении сварки блоками важно делать каждый последующий слой немного короче предыдущего, чтобы на конечном участке блока имелся слабый уклон. Это должно создать наилучшие условия для получения достаточного сплавления в том случае, когда позже заполняется соседний блок.
Сварка каскадом определяется как «комбинированное выполнение многослойного сварного шва продольными и поперечными валиками, при котором каждый последующий участок многослойного шва перекрывает предыдущий участок». Этот технический прием отличается от сварки блоками тем, что каждый последующий проход длиннее предыдущего.
прерывистый сварной шов — это… Что такое прерывистый сварной шов?
- прерывистый сварной шов
прерывистый сварной шов
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
Справочник технического переводчика. – Интент. 2009-2013.
- прерывистый режим полупроводникового преобразователя
- скважинный ускоритель (нейтронов)
Смотреть что такое «прерывистый сварной шов» в других словарях:
СВАРНОЙ ШОВ — участок сварного соединения, непосредственно связывающий свариваемые элементы. При сварке плавлением (дуговой, электрошлаковой и др.) шов образуется в результате кристаллизации сварочной ванны, при сварке давлением (контактной, диффузионной и… … Большой энциклопедический политехнический словарь
Шов прерывистый — – сварной шов с промежутками по длине. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
Прерывистый шов — Сварной шов с промежутками подлине Источник: РД 03 606 03: Инструкция по визуальному и измерительному контролю Прерывистый шов Сварной шов с промежутками по длине Источник … Словарь-справочник терминов нормативно-технической документации
прерывистый шов — Сварной шов с промежутками по длине [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN intermittent weldinterrupted weld DE unterbrochene Naht FR soudure… … Справочник технического переводчика
ШОВ ПРЕРЫВИСТЫЙ — сварной шов с промежутками по длине (Болгарский язык; Български) прекъснат шев (Чешский язык; Čeština) stehový [přerušovaný] svar (Немецкий язык; Deutsch) unterbrochene Naht (Венгерский язык; Magyar) szakaszos varrat (Монгольский язык) тасалданги … Строительный словарь
ШОВ ПРЕРЫВИСТЫЙ — [interrupted weld; intermittent weld] сварной шов с промежутками по длине … Металлургический словарь
Прихватывание, прихваточный шов — Tack welds Прихватывание, прихваточный шов. (1) Небольшие рассредоточенные сварные швы, сделанные для удержания свариваемых частей в ровном положении во время окончательной сварки. (2) Прерывистый сварной шов, сделанный для обеспечения надежности … Словарь металлургических терминов
прихваточный шов — 4.18 прихваточный шов: Прерывистый или непрерывный сварной шов, используемый для выравнивания примыкающих кромок до момента выполнения окончательного сварного шва. Источник: ГОСТ Р 53580 2009: Трубы стальные для промысловых трубопроводов.… … Словарь-справочник терминов нормативно-технической документации
Ндп. Сплошной шов — 72. Прерывистый шов Сварной шов с промежутками по длине Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
технологический шов — 4.34 технологический шов (tack weld): Прерывистый или непрерывный сварной шов, используемый для выравнивания соединяемых кромок до момента выполнения окончательного сварного соединения. Источник: ГОСТ Р ИСО 3183 2009: Трубы стальные для… … Словарь-справочник терминов нормативно-технической документации