Сварные детали — Скругленные сварные швы — 2012
|
Из соображений быстродействия и дополнительных усовершенствований рекомендуется использовать инструмент Сварной шов вместо параметра Скругленный шов для вставки сварных швов. Можно добавлять скругленные сварные швы во всю длину, прерывистые и смещенные швы между любыми пересекающимися сварными объектами, например, элементами конструкции, рамными сварными изделиями или угловыми соединениями. Чтобы добавить угловые сварные швы:
|
Сторона стрелки
Тип шва:
Во всю длину |
| |
|
Перемежающийся |
| |
|
Прерывистый |
Сторона стрелки |
Другая сторона |
Размер скругления . Длина опоры скругленного сварного шва.
Длина опоры скругленного сварного шва.
Длины шва (для Перемежающегося или Прерывистого). Длина каждого сегмента шва.
Шаг (для Перемежающегося или Прерывистого). Расстояние между началом каждой точки шва.
|
При вставке сварного шва в зазор: |
|
Линии перехода:
|
Выбраны |
Не выбран |
Набора граней1 , как показано на рисунке. Выберите одну или несколько плоских граней.
Выберите одну или несколько плоских граней.
Набор граней2 . Выберите одну или несколько плоских граней, которые пересекают первый набор граней.
Пересекающиеся кромки. Высвечивает кромки, где Набор граней1 и Набор граней2 пересекаются. Можно нажать правой кнопкой мыши на кромку и выбрать Удалить, чтобы удалить ее из шва.
Другая сторона
Выберите Другую сторону, чтобы применить дополнительные параметры для типов шва Во всю длину и Перемежающийся. Если вы выбрали Прерывистый в качестве Типа шва, Другая сторона уже отображена. Сделайте выбор, как описано для Сторона стрелки.
Связанные разделы
Обзор сварных деталей
Сварные швы и болты металлоконструкций
Согласно действующим нормам и стандартам, чертежи металлических конструкций выполняются с применением разнообразных графических обозначений. Они необходимы для того, чтобы отображать условные либо упрощенные изображения крепежа, различных конструктивных особенностей строений и пр. Графические обозначения наносятся на чертежи в соответствии с определенными правилами.
Графические обозначения наносятся на чертежи в соответствии с определенными правилами.
Когда проектировщики выполняют чертежи различных металлических конструкций
, то для изображения на них сварных швов используют условные изображения, предусмотренные ГОСТ 2.312 – 72. Однако из этого правила есть свое исключение, и состоит оно в том, что в соответствии с теми стандартами, которые приняты на предприятиях, занимающихся изготовлением металлических конструкций, на чертежах марки КМ можно указывать изображения швов сварных соединений, которые приведены в следующей таблице.Металлические конструкции
Сфера применения металлических конструкций чрезвычайно широка. Они используются практически во всех зданиях гражданского и промышленного назначения, для возведения инженерных сооружений. Без них не обойтись тогда, когда нужно соорудить большие пролеты на значительной высоте и испытывающие немалые нагрузки. Чаще всего металлические конструкции применяются в производственных зданиях, при строительстве эстакад, мостов, мачт и башен. Их также активно используют для создания каркасов многоэтажных зданий, а также в разнообразных листовых конструкциях.
Чаще всего металлические конструкции применяются в производственных зданиях, при строительстве эстакад, мостов, мачт и башен. Их также активно используют для создания каркасов многоэтажных зданий, а также в разнообразных листовых конструкциях.
У металлических конструкций есть множество достоинств, благодаря которым их можно столь широко и успешно применять в строительстве.
Ключевым фактором, который обеспечивает высокую степень надежности металлоконструкций, является то, что реальные значения такой их важнейшей характеристики, как распределение напряжений и деформаций, практически совпадают с расчетными. Сталь и алюминиевые сплавы различных марок, из которых изготавливают металлические конструкции, очень однородны по своей структуре. Кроме того, они также имеют очень близкие к расчетным показатели упругопластической и упругой работе этих материалов.
Изготовлением разнообразных металлических конструкций, используемых при строительстве, занимается немало промышленных предприятий.
Проектирование металлических конструкций осуществляется с учетом предъявляемых к ним технологических требований и требований, касающихся монтажа. Кроме того, оно производится с использованием самых современных и эффективных методик, которые обеспечивают минимизацию трудоемкости этого процесса.
После того как металлические конструкции, предназначенные для использования в качестве элементов каких-либо строительных объектов, изготовлены на предприятии, их необходимо доставить непосредственно на место монтажа или же целиком, или же по частям (так называемыми отправочными элементами). Для этого используют специализированные транспортные средства.
Долговечность металлических конструкций определяется сроками их морального и физического износа. Длительность последнего связана, прежде всего, с процессами электрохимической коррозии. Для того чтобы обеспечить защиту металла от нее, сейчас используют самые передовые технологии обработки, а также новейшие лакокрасочные и полимерные покрытия.
Длительность последнего связана, прежде всего, с процессами электрохимической коррозии. Для того чтобы обеспечить защиту металла от нее, сейчас используют самые передовые технологии обработки, а также новейшие лакокрасочные и полимерные покрытия.
Вне зависимости от того, для чего именно предназначена та или иная металлическая конструкция и в какой именно степени она загружена и функциональна, она должна обладать гармоничными (с точки зрения эстетики) формами. Это требование является наиболее существенным для тех металлоконструкций, которые используются при строительстве различных общественных зданий и сооружений.
BMJ Best Practice
Практические приемы наложения швов – анимационные примеры
Необходимое оборудование
Стерильные перчатки
Стерильная антисептическая подготовка кожи (повидон-йод или хлоргексидин)
Стерильный физиологический раствор
Хирургическая простыня
Хирургические тампоны, марля
Стерильные шприцы и иголки
Местные анестетики
Шовные материалы
Иглодержатель
Щипцы
Кровоостанавливающее средство
Ножницы
Скальпель
Повязка на рану.


Противопоказания
В целом нет абсолютных противопоказаний для наложения швов, но отсроченное закрытие может быть лучшим вариантом для зараженных ран или же в случае, если с момента травмы прошло некоторое время.
Прерванный шов – для закрытия кожных покровов, прерывистый шов подходит только в тех местах, где края раны находятся под низким натяжением. Если ткани находятся под более высоким натяжением и требуется дополнительная прочность, вам нужно будет нанести более глубокий слой рассасывающихся швов на дерму. После того, как вы закрыли рану, используя этот метод, вы можете использовать прерванные швы, чтобы закрыть кожу.
Вертикальный матрацный шов, по сравнению с простым прерывистым, является более прочным и с меньшей вероятностью протянет или вызовет ишемию краев раны. Тем не менее, некроз края кожного покрова все равно будет возникать в случае избыточного натяжения, и тогда могут потребоваться другие техники, такие как рассасывающийся глубокий шов и/или подгибание края кожи.
Выбор основывается на клинических размышлениях. Обратитесь за помощью, если не уверены.Горизонтальный матрасный шов – избегайте его применения в более эстетически важных областях. Подходит для ран при небольшом натяжении, но некроз на краях кожи все равно будет происходить, если натяжение будет повышенным, и тогда могут потребоваться другие техники, такие как рассасывающийся глубокий шов и/или подгибание края кожи. Выбор основывается на клинических размышлениях. Обратитесь за помощью, если не уверены.
Непрерывный подкожный шов – непрерывное подкожное ушивание не показано для травматических ран, где края кожи нерегулярные, неодинаковой длины, рваные или травмированные. Его не используют при значительном риске раневой инфекции (например, когда рана загрязнена), поскольку наложение непрерывной нити означает, что инфекция приведет к полному зиянию раны.
Непрерывный шов – не используйте для закрытия кожи (используют для закрытия соединительной ткани) или при наличии риска раневой инфекции.
 Выбор основывается на клинических размышлениях. Обратитесь за помощью, если не уверены.
Выбор основывается на клинических размышлениях. Обратитесь за помощью, если не уверены.
Показания
Восстановление функциональной целостности кожи или других тканей
Минимизация образования рубцов
Контроль кровотечения.
Прерванный шов:
Предназначен для простого закрытия раны, когда края раны находятся под низким натяжением. В операционной их также используют для объединения более глубоких тканей, таких как мышечные слои, брыжейка и фасция. Если ткани находятся под более высоким натяжением, требуется дополнительная прочность, тогда вам нужно будет нанести более глубокий слой рассасывающихся швов на дерму. После того, как вы закрыли рану, используя этот метод, вы можете использовать прерванные швы, чтобы закрыть кожу.
Вертикальный матрасный шов:
Используют для простого закрытия ран, в том числе загрязненных ран после травмы. Они особенно полезны, когда рана требует большего натяжения, чтобы соединить края кожи либо для тонкой кожи, где этот метод помогает эффективно вывести край кожи. В операционной их также можно использовать для анастомозов кишечника, сшитых вручную. По сравнению с простым прерывистым швом вертикальный матрацный шов более прочен и менее подвержен растяжению, и реже вызывает ишемию краев раны.
В операционной их также можно использовать для анастомозов кишечника, сшитых вручную. По сравнению с простым прерывистым швом вертикальный матрацный шов более прочен и менее подвержен растяжению, и реже вызывает ишемию краев раны.
Горизонтальный матрасный шов:
Горизонтальные матрасные швы особенно полезны, когда рана находится под некоторым натяжением и в области, которая считается относительно менее важной с эстетической точки зрения. Эта техника рассеивает натяжение на каждом шве и обеспечивает надежное выворачивание края раны, что способствует заживлению.
Непрерывный подкожный шов:
Непрерывный подкожный шов используют для восстановления прямой, чистой раны, которая может быть закрыта без натяжения. Его основное использование – для оперированных ран, где не было никакого загрязнения. В случае правильного выполнения этот метод приводит к превосходному косметическому результату, поскольку сохраняется целостность кожи, а шов скрыт и невидим под кожей.
Непрерывный шов:
Непрерывный шов обычно используют для закрытия слоев соединительной ткани.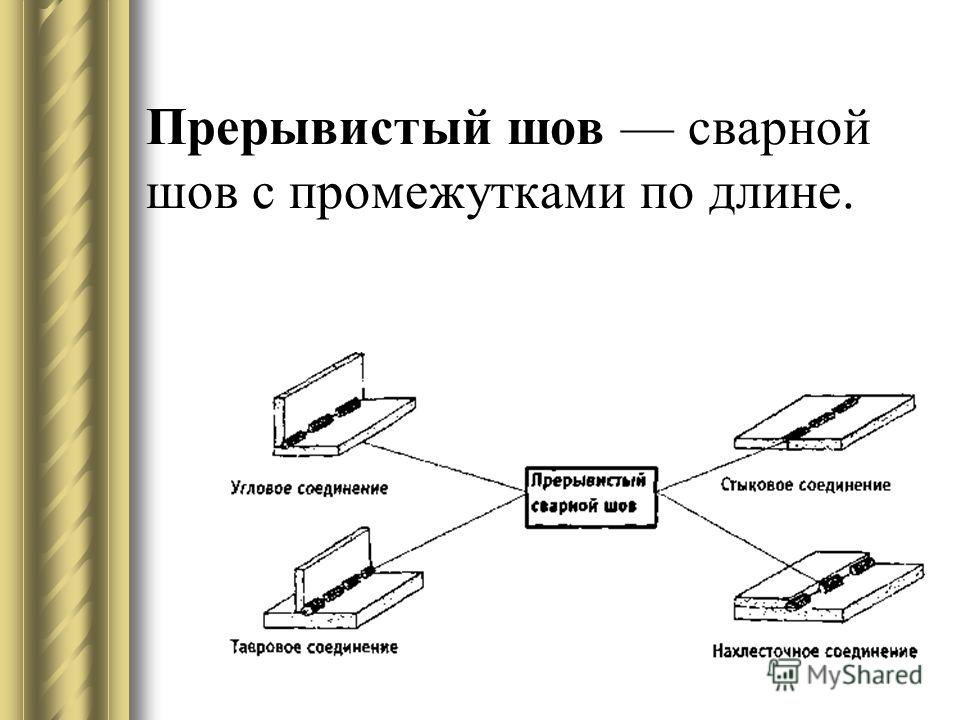 Наложить его быстро и легко, и он позволяет распределить напряжение равномерно. Примерами использования непрерывного шва являются закрытие белой линии живота после лапаротомии или закрытие наружного косого апоневроза при восстановлении грыжи или открытой аппендэктомии. Тонкие сосудистые анастомозы также сконструированы с использованием техники непрерывного шва.
Наложить его быстро и легко, и он позволяет распределить напряжение равномерно. Примерами использования непрерывного шва являются закрытие белой линии живота после лапаротомии или закрытие наружного косого апоневроза при восстановлении грыжи или открытой аппендэктомии. Тонкие сосудистые анастомозы также сконструированы с использованием техники непрерывного шва.
Осложнения
Инфекция
Гематома
Зияние раны
Рубцы.
Последующий уход
Снятие швов:
Не рассасывающиеся швы снимают через:
Лицо и кожа головы – 5 дней
Конечности – 7–10 дней
Туловище и спина – 10–14 дней.
Когда при заживлении возникает дополнительное натяжение из-за отеков или потери кожи, матрасные швы следует оставить чуть большее время, пока не произойдет адекватное заживление.
прерывистый шов
- прерывистый шов
-
interrupted weld
сварной шов воспринимающий нагрузку — load-transmitting weld
сварное соединение с одним угловым швом — single-fillet weld
зачищать сварной шов шлифованием — dress a weld by grinding
выглаживать сварной шов — dress a weld to a smooth profile
сварной шов, выполняемый в заводских условиях — shop weld
Русско-английский новый политехнический словарь. 2005.
2005.
- прерывистое скольжение
- преселективно
Look at other dictionaries:
Прерывистый шов — Сварной шов с промежутками подлине Источник: РД 03 606 03: Инструкция по визуальному и измерительному контролю Прерывистый шов Сварной шов с промежутками по длине Источник … Словарь-справочник терминов нормативно-технической документации
прерывистый шов — Сварной шов с промежутками по длине [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN intermittent weldinterrupted weld DE unterbrochene Naht FR soudure… … Справочник технического переводчика
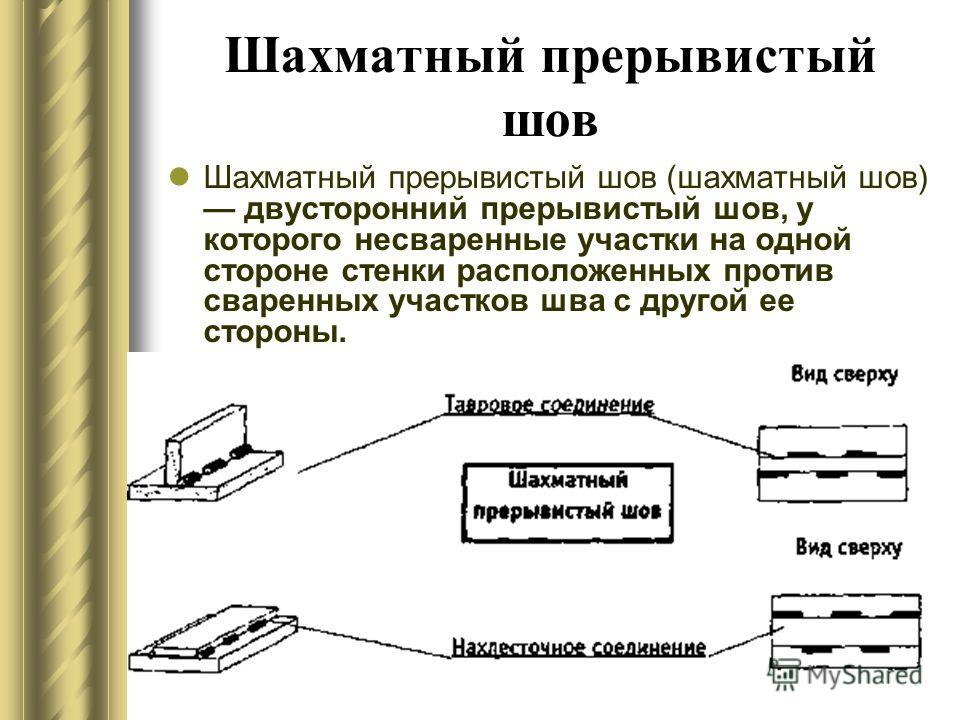
Шахматный прерывистый шов — Цепной шов 74. Шахматный прерывистый шов Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны Источник: ГОСТ 2601 84: Сварка металлов.
Термины и определения… … Словарь-справочник терминов нормативно-технической документацииЦепной прерывистый шов — 73. Цепной прерывистый шов Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
шов прерывистый цепной — Двухсторонний прерывистый шов таврового соединения, у которого промежутки расположены по обеим сторонам стенки один против другого [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN… … Справочник технического переводчика
шов прерывистый шахматный — Двухсторонний прерывистый шов таврового соединения, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой её стороны [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]… … Справочник технического переводчика
Шов цепной прерывистый
Шов шахматный прерывистый — – двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы,… … Энциклопедия терминов, определений и пояснений строительных материалов
ШОВ ПРЕРЫВИСТЫЙ ЦЕПНОЙ — двухсторонний прерывистый шов таврового соединения, у которого промежутки расположены по обеим сторонам стенки один против другого (Болгарский язык; Български) верижен прекъснат шев (Чешский язык; Čeština) protilehlý přerušovaný svar (Немецкий… … Строительный словарь
ШОВ ПРЕРЫВИСТЫЙ ШАХМАТНЫЙ — двухсторонний прерывистый шов таврового соединения, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой её стороны (Болгарский язык; Български) шахматен прекъснат шев (Чешский язык; Čeština) vystřídaný … Строительный словарь
Шов прерывистый — – сварной шов с промежутками по длине.
[ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
 Термины и определения… … Словарь-справочник терминов нормативно-технической документации
Термины и определения… … Словарь-справочник терминов нормативно-технической документации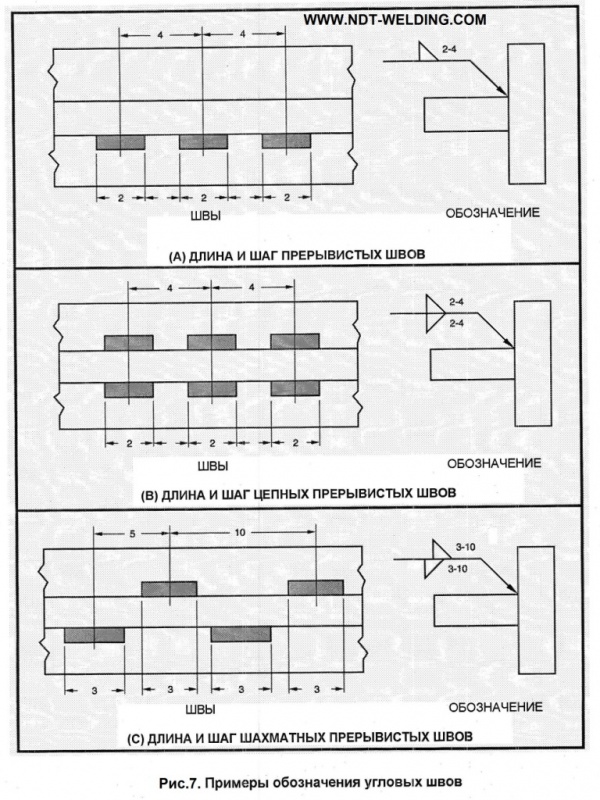 [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
[ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
[ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов3.1. Сварные соединения и швы / КонсультантПлюс
3.1. Сварные соединения и швы
3.1.1. Термины и определения сварных соединений принимать в соответствии с нормативными документами на сварку.
3.1.1.1. Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями.
3.1.1.2. Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте их примыкания.
3.1.1.3. Нахлесточное соединение — сварное соединение двух элементов, расположенных параллельно и частично перекрывающих друг друга.
3.1.1.4. Тавровое соединение — сварное соединение, в котором торец одного элемента приварен под прямым углом к боковой поверхности другого элемента.
3. 1.2. Термины и определения сварных швов.
1.2. Термины и определения сварных швов.
3.1.2.1. Стыковой шов — сварной шов стыкового соединения с различной разделкой кромок: прямоугольной, Х-образной, К-образной, V-образной.
3.1.2.2. Угловой шов — сварной шов углового, нахлесточного или таврового соединения.
3.1.2.3. Типы сварных швов:
непрерывный шов — сварной шов без промежутков по длине;
прерывистый шов — сварной шов с промежутками по длине, участки шва должны быть не менее 50 мм;
прихватки, выполняемые для фиксации взаимного расположения свариваемых элементов.
3.1.3. Конструктивные элементы сварных соединений и швов, как правило, должны соответствовать требованиям стандартов на применяемый вид сварки:
для ручной дуговой сварки;
для автоматической и полуавтоматической сварки под флюсом;
для дуговой сварки в среде защитных газов.
3.1.4. Общие требования к сварным соединениям.
3.1.4.1. Сварные швы соединений должны быть плотнопрочными и соответствовать основному металлу по показателям стандартных механических свойств металла шва: пределу текучести, временному сопротивлению, относительному удлинению, ударной вязкости, углу загиба.
3.1.4.2. Для улучшения коррозионной стойкости металл шва и основной металл по химическому составу должны быть близки друг к другу.
3.1.4.3. Технологию сварки следует выбирать таким образом, чтобы избежать возникновения значительных сварочных деформаций и перемещений элементов конструкций.
3.1.5. Ограничения на сварные соединения и швы.
3.1.5.1. Прихватки не рассчитываются на силовые воздействия.
3.1.5.2. Стыковые соединения деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 3.1, могут выполняться так же, как и деталей одинаковой толщины; конструктивные элементы разделки кромок и размеры сварочного шва следует выбирать по большей толщине.
Открыть полный текст документа
Символы шва и точечной сварки с сопротивлением
Символ точечной сварки сопротивлением
Символы точечной сварки сопротивлением сами по себе не имеют стрелочного или другого бокового значения, хотя дополнительные символы, используемые в сочетании с ними, могут иметь такое значение. Символы точечной сварки сопротивлением должны располагаться по центру контрольной линии. Размеры могут быть указаны по обе стороны от базовой линии.
Символы точечной сварки сопротивлением должны располагаться по центру контрольной линии. Размеры могут быть указаны по обе стороны от базовой линии.
Размер сварного шва
Символы контактной точечной сварки имеют размеры по размеру или прочности следующим образом:
Размер контактной точечной сварки обозначается как диаметр сварного шва, выраженный в долях или десятичных дробях в сотых долях дюйма, и должен быть указан с отметками в дюймах или без них слева от символа сварки (рис.3-60).
Обозначение размера точечной сварки сопротивлением
Прочность контактной точечной сварки определяется как минимально допустимая прочность на сдвиг в фунтах на точку и должна быть указана слева от символа сварки (рис. 3-61).
Символ сопротивления точечной сварки
Шаг сварки
Шаг контактных точечных швов указывается справа от условного обозначения сварного шва (рис. 3-62).
Расстояние между сварными швами
Шаг контактной точечной сварки должен быть указан справа от символа сварки (рис. 3-62).
3-62).
Обозначение расстояния между контактными точечными сварными швами
Количество сварных швов
Если в определенном соединении требуется определенное количество сварных швов, это число должно быть указано в скобках над или под символом сварного шва (рис. 3-64).
Обозначение количества точечных сварных швов сопротивлением
Соединения точечной сварки заподлицо сопротивлением
Если открытая поверхность одного элемента контактной точечной сварки должна быть заподлицо, эта поверхность должна быть обозначена добавлением символа контура заподлицо к символу сварного шва (рис.3-65) в соответствии со спецификациями места.
Символ контура точечной сварки сопротивлением
Символ сварного шва сопротивлением
Символы шовной сварки сопротивлением сами по себе не имеют стрелочного или другого бокового значения, хотя дополнительные символы, используемые в сочетании с ними, могут иметь такое значение.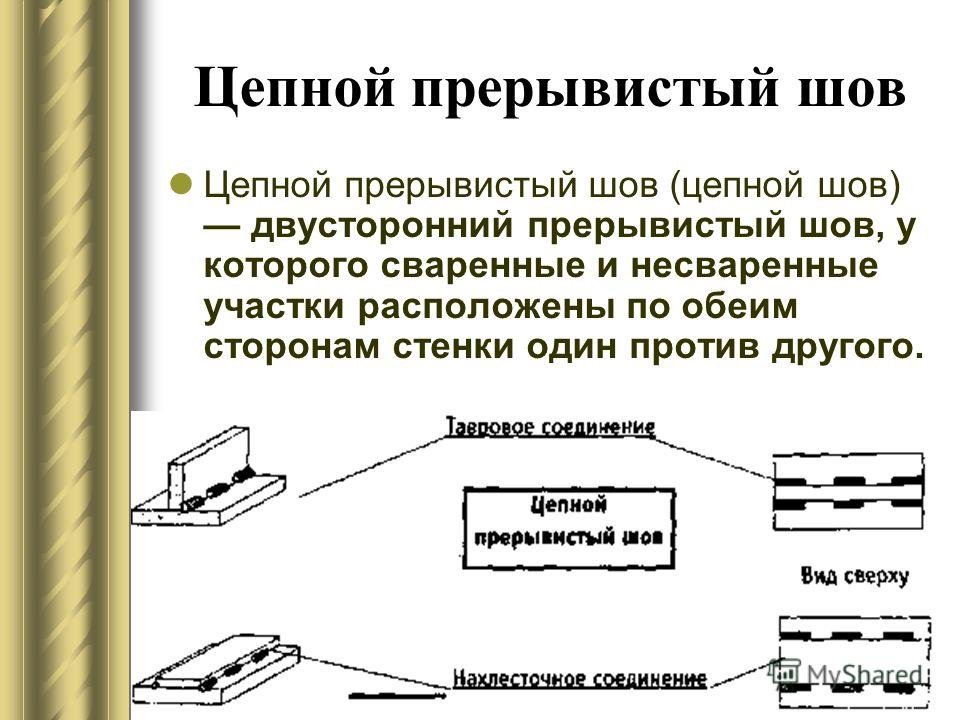 Символы сварки контактным швом должны располагаться по центру базовой линии.
Символы сварки контактным швом должны располагаться по центру базовой линии.
Размеры контактных швов могут быть указаны по обе стороны от базовой линии.
б. Размер сварных швов сопротивлением. Сварные швы сопротивления должны быть рассчитаны по размеру или прочности следующим образом:
Размер сварных швов сопротивлением должен быть обозначен как ширина сварного шва, выраженная в долях или десятичных дробях в сотых долях дюйма, и должен быть показан с отметками в дюймах или без них слева от условного обозначения сварного шва (рис. 3- 66).
Символы сварных швов сопротивлением, указывающие размер
Прочность контактных швов должна быть обозначена как минимально допустимая прочность на сдвиг в фунтах на линейный дюйм и должна быть указана слева от символа сварки (рис.3-67).
Символы сварного шва сопротивлением, указывающие на прочность
Длина сварных швов сопротивлением
Длина контактного шва, если она указана на символе сварки, должна быть указана справа от символа сварки (рис. 3-68).
3-68).
Обозначения сварных швов сопротивлением, указывающие длину
Когда контактная шовная сварка распространяется на полное расстояние между резкими изменениями направления сварки, на символе сварки нет необходимости указывать размер длины.
Если контактная шовная сварка распространяется меньше, чем расстояние между резкими изменениями направления сварки, или меньше, чем полная длина соединения, необходимо определить размеры (рис. 3-69).
Обозначения сварных швов сопротивлением, указывающие протяженность
Шаг
Шаг прерывистой контактной шовной сварки обозначается как расстояние между центрами приращений шва и должен быть указан справа от размера длины (рис.3-70).
Обозначения размеров шовных сварных швов с прерывистым сопротивлением
Прекращение сварки прерывистым контактным швом
При самостоятельной сварке прерывистым контактным швом символ указывает на то, что приращения расположены на концах размерной длины. При использовании между непрерывной шовной сваркой сопротивлением символ указывает, что на концах размерной длины оставляются промежутки, равные шагу за вычетом длины одного приращения.Отдельные символы должны использоваться для прерывистой и непрерывной шовной сварки сопротивлением, когда они объединены.
При использовании между непрерывной шовной сваркой сопротивлением символ указывает, что на концах размерной длины оставляются промежутки, равные шагу за вычетом длины одного приращения.Отдельные символы должны использоваться для прерывистой и непрерывной шовной сварки сопротивлением, когда они объединены.
Сварные соединения заподлицо с выступом
Когда открытая поверхность одного элемента выступающего сварного соединения должна быть выполнена заподлицо, эта поверхность должна быть указана путем добавления символа контура заподлицо к символу сварного шва, соблюдая обычное значение местоположения (рис. 3-79).
Символы, обозначающие контур выступающих сварных швов
Связанные : Что такое точечная сварка?
Распознавание траектории сварного шва для автоматизированной скиповой сварки Наведение пространственно-прерывистого сварного шва на основе датчика лазерного зрения
Для решения проблем низкой эффективности обучения программированию и слабой гибкости при роботизированной сварке сложных коробчатых балочных конструкций был предложен метод распознавания траектории шва, основанный на лазерном сканировании, для автоматизированного наведения сварочной горелки при скиповой сварке пространственно-прерывистой конструкции. сварочный шов.Во-первых, разработана система обнаружения смещения с лазерным сканированием для адаптивного измерения углов для обнаружения угловых элементов сложных конструкций. Во-вторых, предлагается алгоритм распознавания траектории сварного шва, основанный на различении евклидовых расстояний. Алгоритм извлекает элементы формы путем построения характеристического треугольника траектории сварного шва, а затем обрабатывает набор элементов формы с помощью дискретного анализа Фурье для решения вектора признаков, используемого для описания формы. Наконец, на основе евклидова расстояния между вектором признаков тестового образца и библиотекой сопоставления классов определяется класс, к которому принадлежит образец, для определения траектории сварки.Результаты экспериментов показывают, что точность классификации четырех типичных пространственных разрывных сварных швов в сложной коробчатой балочной конструкции составляет 100 %. Общее время обработки для обнаружения и классификации траектории сварного шва не превышает 65 мс.
сварочный шов.Во-первых, разработана система обнаружения смещения с лазерным сканированием для адаптивного измерения углов для обнаружения угловых элементов сложных конструкций. Во-вторых, предлагается алгоритм распознавания траектории сварного шва, основанный на различении евклидовых расстояний. Алгоритм извлекает элементы формы путем построения характеристического треугольника траектории сварного шва, а затем обрабатывает набор элементов формы с помощью дискретного анализа Фурье для решения вектора признаков, используемого для описания формы. Наконец, на основе евклидова расстояния между вектором признаков тестового образца и библиотекой сопоставления классов определяется класс, к которому принадлежит образец, для определения траектории сварки.Результаты экспериментов показывают, что точность классификации четырех типичных пространственных разрывных сварных швов в сложной коробчатой балочной конструкции составляет 100 %. Общее время обработки для обнаружения и классификации траектории сварного шва не превышает 65 мс. На основе этого метода были проведены полевые испытания линии по производству складных специальных контейнеров. Результаты показывают, что система, предложенная в этой статье, может точно идентифицировать прерывистые сварные швы во время высокоскоростной дуговой сварки металлом в активном газе (MAG) со скоростью сварки 1.2 м/мин, и направляйте сварочную горелку для автоматического завершения сварки скипов, что значительно повышает эффективность сварочного производства и стабильность качества при обработке сложных компонентов коробчатых балок. Данный метод не требует трудоемкого предсварочного обучения программированию и калибровки системы визуального контроля, а также обеспечивает новый технический подход к высокопроизводительному и гибкому сварочному производству прерывистых сварных швов сложных конструкций, который предполагается применять на сварочных работах. производство основных компонентов в тяжелой и крупной промышленности, таких как портовые краны, крупногабаритное логистическое транспортное оборудование и железнодорожный транспорт.
На основе этого метода были проведены полевые испытания линии по производству складных специальных контейнеров. Результаты показывают, что система, предложенная в этой статье, может точно идентифицировать прерывистые сварные швы во время высокоскоростной дуговой сварки металлом в активном газе (MAG) со скоростью сварки 1.2 м/мин, и направляйте сварочную горелку для автоматического завершения сварки скипов, что значительно повышает эффективность сварочного производства и стабильность качества при обработке сложных компонентов коробчатых балок. Данный метод не требует трудоемкого предсварочного обучения программированию и калибровки системы визуального контроля, а также обеспечивает новый технический подход к высокопроизводительному и гибкому сварочному производству прерывистых сварных швов сложных конструкций, который предполагается применять на сварочных работах. производство основных компонентов в тяжелой и крупной промышленности, таких как портовые краны, крупногабаритное логистическое транспортное оборудование и железнодорожный транспорт.
Ключевые слова: дискриминация по евклидову расстоянию; автоматизированная сварка скипов; сложные коробчатые балочные конструкции; лазерный сканирующий датчик смещения; пространственно-прерывистый сварочный шов.
Различия между шовной сваркой и сваркой стежками
14 февраля 2018 г.Шовная сварка и стежковая сварка, они звучат как методы пошива, а не методы сплавления металла промышленного класса.Оба подхода нагревают металлические детали, сплавляют и соединяют их, создавая превосходные соединения. Тем не менее, между двумя системами сварки есть несколько ключевых различий, и мы здесь, чтобы указать на эти несоответствия. Давайте начнем со сварки швом, подхода к соединению металлов, который также получил другое название.
Разборка системы прерывистой сварки
Правильно, «сварка стежком» также известна как процесс прерывистого плавления.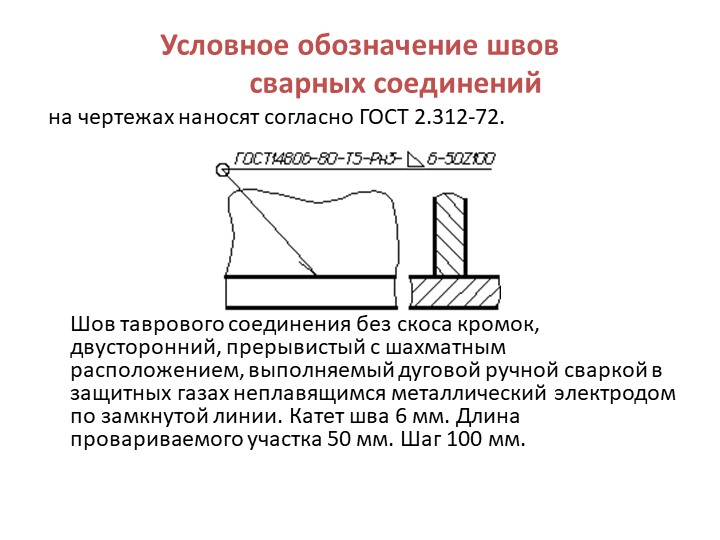 Избегая коннотаций пошива, прерывистый подход сваривает соединение заданной длины, оставляет зазор, а затем продолжает, применяя сварной шов идентичного размера.Подобно тому, как стежки проходят по шву одежды, эффект тире к тире распространяется по всей длине соприкасающихся поверхностей. Но почему используется этот режим прерывистой сварки? Представьте себе более мягкий металл или сплав, который не распределяет тепло при воздействии. Этот сплав деформировался бы и даже расплавился бы, если бы использовался метод непрерывной сварки. В конструкционных применениях шовная сварка используется, когда возникают проблемы с экстремальными температурами, а сварной шов не действует как уплотнение.
Избегая коннотаций пошива, прерывистый подход сваривает соединение заданной длины, оставляет зазор, а затем продолжает, применяя сварной шов идентичного размера.Подобно тому, как стежки проходят по шву одежды, эффект тире к тире распространяется по всей длине соприкасающихся поверхностей. Но почему используется этот режим прерывистой сварки? Представьте себе более мягкий металл или сплав, который не распределяет тепло при воздействии. Этот сплав деформировался бы и даже расплавился бы, если бы использовался метод непрерывной сварки. В конструкционных применениях шовная сварка используется, когда возникают проблемы с экстремальными температурами, а сварной шов не действует как уплотнение.
Создание непрерывного процесса сварки
Как любой читатель может догадаться из названия, которое мы используем здесь, в методах «шовной сварки» не используется метод «старт-стоп», показанный в приведенном выше фрагменте текста.Вместо этого повторяющегося шаблона используется непрерывный сварной шов. Он покрывает весь шов, включая углы и изгибы, формирующие траекторию краев. Представьте себе непрерывный шов по линиям краев двух труб. Помимо функции соединения, сварной шов герметизирует круглое соединение, создавая таким образом соединение без утечек, канал, который может быть покрыт выбранной текучей средой, будь то вода или дизельное топливо. Не заблуждайтесь, шовные соединения создают превосходную герметизацию, а окончательные сварные швы получаются более прочными, чем при сварке стыковым швом.Учитывая устойчивость непрерывного шва, зачем кому-либо использовать решение для прерывистого шва?
Он покрывает весь шов, включая углы и изгибы, формирующие траекторию краев. Представьте себе непрерывный шов по линиям краев двух труб. Помимо функции соединения, сварной шов герметизирует круглое соединение, создавая таким образом соединение без утечек, канал, который может быть покрыт выбранной текучей средой, будь то вода или дизельное топливо. Не заблуждайтесь, шовные соединения создают превосходную герметизацию, а окончательные сварные швы получаются более прочными, чем при сварке стыковым швом.Учитывая устойчивость непрерывного шва, зачем кому-либо использовать решение для прерывистого шва?
Если говорить вкратце, шовная сварка менее требовательна к материалу, чем альтернатива. Это также менее дорогая техника шовной сварки, которая также работает на углах и плоских поверхностях. Конечно, система с непрерывным швом обеспечивает тонкое уплотнение, которое останавливает все жидкости и атмосферные загрязнители, но эта конкретная функция не всегда указывается в заказе на поставку. Если есть сомнения, не является ли это трубой или потенциальным сценарием деформации материала, предложение не следует предоставлять до тех пор, пока клиент не будет осведомлен об обоих методах сварки.
Если есть сомнения, не является ли это трубой или потенциальным сценарием деформации материала, предложение не следует предоставлять до тех пор, пока клиент не будет осведомлен об обоих методах сварки.
Оптимизировано: Netwizard SEO
Вакуумная закаточная машина круглой формы с прерывистым движением
Применение
Эта машина применима для круглая моция с вакуумированием и промывками азота / процессы газов, подробное описание в следующей таблице:
| Выпуск | Приложение Описание | 9016
| Применимо Контейнер s A Крышки | Круглые банки, изготовленные из твердых материалов, таких как алюминий, белая жесть или другие виды .Ментальные крышки, такие как белая жесть, алюминий |
| Применимо Продукты | Различные порошкообразные материалы, такие как сухое молоко, протеиновый порошок, кофейный порошок, медицинские товары Порошок требует вакуума и заполнения азотом для достижения минимального содержания кислорода остаток в контейнерах |
Рабочий процесс
Рабочий процесс включает в себя: Подачу контейнера с помощью линейного зажима, и машина предварительно закрывает крышку на банке, подлежащей закатке. Банка перемещается в камеру вакуумирования и промывки азотом, после вакуумирования азот или другой газ будет впрыскиваться в камеру до нормального давления, а механизм закатки автоматически закроет банку.
Банка перемещается в камеру вакуумирования и промывки азотом, после вакуумирования азот или другой газ будет впрыскиваться в камеру до нормального давления, а механизм закатки автоматически закроет банку.
Характеристики
Стандартные характеристики
1) Применяются для круглых жестяных банок, алюминиевых банок или банок из ПЭТ, свариваемых с вакуумированием и заполнением азотом
2) Нержавеющая сталь 304 для ключевых структур, щитов и других
3) Нанесите силиконовый гель для системы вакуумной герметизации
4) Конфигурация с помощью ПЛК и системы управления с сенсорным экраном, параметры можно настроить удобно
5) Настроенный вакуумный насос и вакуумная камера для формирования отдельной вакуумной среды и достижения высокого вакуума
6) Конфигурированная конвейерная лента для подачи и вывода банок
7) Двойные закаточные ролики для надежной закатки
8) Вставной стержневой механизм для разрушения арочного моста, образованного порошком перед торцевой крышкой
9) Конфигурация с подачей банок и блокировка крышки, без подачи банки без крышки
10) Оснащен высокоточным датчиком для определения вакуума
Техническая спецификация
| 9015 | |||||||||||||||||||||||||||||||||||||||||||||||||||
| каталог 2W-XXXXX | FGZK-B | FGZK- A | |||||||||||||||||||||||||||||||||||||||||||||||||
| тип ** 1) | Контейнер Не вращающийся | Контейнер без вращающихся | |||||||||||||||||||||||||||||||||||||||||||||||||
| | 1 | 1 | 1 | Крышка Предварительный кабин | Руководство | Автоматический | Автомобильный путь | 156 Автомобили | 9015 Скорость регулируемая | Нерегулируемый | Нерегулируемый | Метод движения контейнера | Линейный конвейер с CAM | Линейный конвейер с CAM | Высота контейнера | 80–190 мм | 80–190 мм | Диаметр Caps | 70-127 мм | 70-127 мм | | ||||||||||||||||||||||||||||||
| 5-6 банок / мин | 6-7 банок / мин | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Требование питания (V / HZ) | AC 380 V 3P + N + E 50HZ | AC 380 В 3P + N + E 50HZ | 9016|||||||||||||||||||||||||||||||||||||||||||||||||
3. 3 3 | 4.0 | ||||||||||||||||||||||||||||||||||||||||||||||||||
| | 157 | | |||||||||||||||||||||||||||||||||||||||||||||||||
| Требование компрессора | 60L / Min-0,6-0,8MPA | 80L / Min-0,6-0,8MPA | |||||||||||||||||||||||||||||||||||||||||||||||||
| азот / GAS Требование | 50L / Min-0,4-0,6MPA | 50L / Min-0,4-0157 | |||||||||||||||||||||||||||||||||||||||||||||||||
| Приблизительный вес (Net) (KG) | 350 кг | 500KG | |||||||||||||||||||||||||||||||||||||||||||||||||
| Размер (мм) 7 800 (L) × 700 (W) × 1850 (H) | 2000 (L) × 800 (W) × 1850 (H) |
Преимущества
Ссылки по теме
Ниже приведена ссылка на соответствующее видео на нашем сайте Youtube
Для получения дополнительной информации, пожалуйста, оставьте нам сообщение или напишите нам по адресу cs@gloex. com.cn
com.cn
(PDF) Распознавание траектории сварного шва для автоматизированной сварки с пропуском Руководство по пространственно-прерывистому сварному шву на основе on Laser Vision Sensor
Sensors 2020, 20, 3657 18 из 19
Конфликт интересов: Авторы заявляют об отсутствии конфликта интересов.
Ссылки
1. Krausche, T.; Лонерт, Б.; Пастернак, Х. Исследование по прогнозированию эффектов сварки в стальных балках коробчатого сечения.
В материалах Европейской конференции по стальным и композитным конструкциям (Eurosteel), Копенгаген,
Дания, 13–15 сентября 2017 г.
2. Saad-Eldeen, S.; Гарбатов Ю.; Соареш, К.Г. Экспериментальная оценка коррозионно-коррозионных стальных коробчатых балок, подвергнутых
равномерному изгибу. Корабли оффшорной конструкции. 2013, 8, 653–662.
3. Коллер Р.Е.; Стоклин, И.; Вайссе, Б.; Терраси, Г.P. Упрочнение критических по усталости сварных швов стальной балки коробчатого сечения.
англ. Потерпеть неудачу. Анальный. 2012, 25, 329–345.
Потерпеть неудачу. Анальный. 2012, 25, 329–345.
4. Больмшо, Г.; Олссон, М.; Cederberg, P. Роботизированная дуговая сварка. Тенденции и разработки для повышения автономности
. Индивидуальный Робот Инт. Дж. 2002, 29, 98–104.
5. Лю З.; Бу, В .; Тан, Дж. Навигация движения для роботов для дуговой сварки на основе отображения характеристик в среде моделирования
. Робот. вычисл. интегр. Произв. 2010, 26, 137–144.
6.Чен, С.Б.; Лв, Н. Эволюция исследований интеллектуальных технологий для процесса дуговой сварки. Дж. Мануф.
Процесс. 2014, 16, 109–122.
7. Мун, С.Б.; Хван, С.Х.; Шон, WH; Ли, Х.Г.; О, Ю.Т. Портативный роботизированный комплекс для сварки стальных двутавровых балок.
Индивидуальный робот 2003, 30, 258–264.
8. Таварес П.; Коста, CM; Роча, Л.; Малака, П.; Коста, П.; Морейра, А.П.; Соуза, А .; Veiga, G. Collaborative
Сварочная система, использующая BIM для перепрограммирования роботов и пространственной дополненной реальности.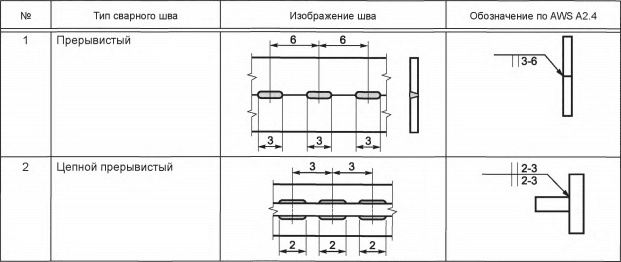 автомат. Констр. 2019,
автомат. Констр. 2019,
106, 102825, doi:10.1016/j.autcon.2019.04.020.
9. Нето П.; Мендес, Н. Прямое автономное программирование роботов с помощью обычного пакета САПР. Робот. Автон. Сист. 2013,
61, 896–910.
10. Байзид К.; Чукович, С .; Икбал, Дж.; Юснадж, А .; Челлали, Р .; Меддахи, А .; Деведжич, Г.; Гионеа, И. Иросим:
Платформа планирования и оптимизации моделирования промышленной робототехники на основе технологий САПР и
информационных технологий.Робот. вычисл. интегр. Произв. 2016, 42, 121–134.
11. Сюй Ю.; Лв, Н.; Фанг, Г.; Ду, С .; Чжао, В .; Е, З .; Чен, С. Отслеживание сварочного шва при роботизированной дуговой сварке металлическим газом
. Дж. Матер. Обработать. Технол. 2017, 248, 18–30.
12. Раут А.; Дипак, B.B.V.L.; Бисвал, Б. Б. Достижения в методах отслеживания сварных швов для роботизированной сварки: обзор
. Робот. вычисл. интегр. Произв. 2019, 56, 12–37.
13. Сюй Ю.; Фанг, Г.; Лв, Н. ; Чен, С .; Цзоу, Дж.Дж.Технология компьютерного зрения для отслеживания швов в роботах gtaw
; Чен, С .; Цзоу, Дж.Дж.Технология компьютерного зрения для отслеживания швов в роботах gtaw
и gmaw. Робот. вычисл. интегр. Произв. 2015, 32, 25–36.
14. Соареш Л.Б.; Вайс, А.А.; Родригес, Р. Н.; Дрюс, PLJ, -младший; Гутерреш, Б.; Ботельо, SSC; Filho, ND Seam
анализ отслеживания и геометрии сварочного валика для автономного сварочного робота. В материалах Латиноамериканского симпозиума по робототехнике IEEE
, Куритиба, Бразилия, 8–11 ноября 2017 г.
15. Идробо-Пизо, Г.А.; Мотта, Дж.МСТ; Сампайо, Р.К. Метод калибровки лазерного триангуляционного сканера
, установленного на манипуляторе робота для картирования поверхности. Sensors 2019, 19, 1783.
16. Liu, Y.; Чжан, Ю. К сварочному роботу с человеческими знаниями: подход с дистанционным управлением. IEEE
Trans. автомат. науч. англ. 2014, 12, 769–774.
17. Лю, Ю.; Чжан, Ю. Итеративное локальное моделирование интеллекта человека-сварщика на основе ANFIS и контроль в трубе
Процесс GTAW: подход, управляемый данными. IEEE/ASME Trans. Мехатрон. 2014, 20, 1079–1088.
IEEE/ASME Trans. Мехатрон. 2014, 20, 1079–1088.
18. Лю, Ю.К.; Чжан, Ю.М. Упреждающий контроль проплавления шва на основе моделей при дуговой сварке вольфрамовым электродом в среде защитного газа.
IEEE Trans. Система управления Технол. 2013, 22, 955–966.
19. Чжан, К.; Чен, Ю .; Гуй, Х .; Ли, Д.; Ли, З. Идентификация отклонения отслеживания шва и крестовины сварного шва типа
для удаления ржавчины с корпусов кораблей с использованием робота для скалолазания на основе трехлинейного лазерного структурного света.
Дж.Произв. Обработать. 2018, 35, 295–306.
20. Сюэ, Б.; Чанг, Б .; Пэн, Г .; Гао, Ю.; Тиан, З .; Ду, Д .; Ван, Г. Метод обнаружения узких
стыковых соединений на основе зрения и роботизированная система отслеживания шва. Sensors 2019, 19, 1144.
21. Liu, W.; Ли, Л .; Хонг, Ю.; Юэ, Дж. Линейная математическая модель отслеживания шва с помощью датчика дуги в процессах P-GMAW
. Sensors 2017, 17, 591.
22. Мохд Шах, Х.Н.; Сулейман, М.; Шукор, А.З. Автономное обнаружение и идентификация траектории сварного шва
Мохд Шах, Х.Н.; Сулейман, М.; Шукор, А.З. Автономное обнаружение и идентификация траектории сварного шва
положения формы.Междунар. Дж. Адв. Произв. Технол. 2017, 92, 3739–3747.
Экологически устойчивая добыча полезных ископаемых: тематическое исследование прерывистой добычи с закладкой под песчаными водоносными горизонтами
Эволюция напряжения и проверка полевыми измерениями в угольной шахте Тайпин, которая является примером, используемым в этой исследовательской работе. Есть 6 широких полос, каждая шириной 27,2 м, а широкие полосы разделены каждая на 8 узких полос шириной 3 м.4 м. Таким образом, всего циклов добычи 8, и для каждого шага был вынут и заложен угольный целик шириной 3,4 м. Эксплуатировалась узкая полоса на расстоянии 27,2 м от предыдущей узкой полосы, которая одновременно была засыпана. Тогда вновь выработанная узкая полоса не нарушила бы предыдущую закладку, чтобы было время для прерывистой закладки, чтобы закладка сохраняла самоустойчивость. Стабильные угольные целики рядом с закладкой вдоль панели в направлении продвижения обеспечивают значительное боковое ограничение обратной закладки, а угольные целики и закладка совместно поддерживают давление вскрышных пород во время процесса добычи.

Эволюция напряжения при прерывистой выемке с закладкой из численного моделирования
При прерывистой выемке с закладкой напряжение вскрышных пород совместно поддерживается угольными целиками и обратной закладкой. Размер угольных столбов и закладок варьируется в процессе прерывистой добычи с закладкой. Следовательно, в процессе добычи будет происходить взаимодействие между угольными целиками и закладкой, а именно: (1) закладка становится частью геологической формации и интегрируется с формацией; вертикальное сжатие и горизонтальное расширение производятся за счет давления вышележащих пластов.Затем засыпка вызывает боковое закрепление угольных целиков; (2) вертикально сжатые угольные столбы в результате давления вышележащих пластов могут сдерживать боковую деформацию засыпки; и (3) взаимодействие между угольными целиками и обратной закладкой снизит концентрацию напряжений в угольных целиках и стенках из-за трансформации напряжений угольных целиков в засыпку.
Выемку прерывистым способом с закладкой горной мощностью 2,2 м проводили во втором пласте после проходки лавой горных работ первого пласта горной мощностью 1 м.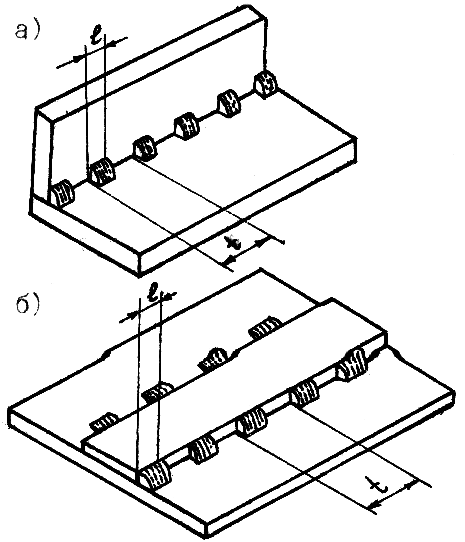 8 м. На рис. 10 показано изменение напряжения в угольных столбах и закладке из численного моделирования во время прерывистого процесса разработки второго слоя с закладкой. Напряжения концентрировались на двух сторонах панели после нарушения горных работ первого слоя с коэффициентом 4,5. Однако это явление не усугубляется в процессе добычи второго среза. Напряжения в первой полосе минимальны, так что закладка в выработанном пространстве несет небольшую нагрузку от вскрышных пластов и концентрацию напряжений в угольных целиках с коэффициентом 1.36. Нагрузка на засыпку увеличивается медленно, и максимальный коэффициент концентрации напряжений 1,48 приходится на центр панели во время седьмого цикла добычи. Однако угольные целики все еще сохраняют устойчивость за счет поперечного ограничения обратной засыпки.
8 м. На рис. 10 показано изменение напряжения в угольных столбах и закладке из численного моделирования во время прерывистого процесса разработки второго слоя с закладкой. Напряжения концентрировались на двух сторонах панели после нарушения горных работ первого слоя с коэффициентом 4,5. Однако это явление не усугубляется в процессе добычи второго среза. Напряжения в первой полосе минимальны, так что закладка в выработанном пространстве несет небольшую нагрузку от вскрышных пластов и концентрацию напряжений в угольных целиках с коэффициентом 1.36. Нагрузка на засыпку увеличивается медленно, и максимальный коэффициент концентрации напряжений 1,48 приходится на центр панели во время седьмого цикла добычи. Однако угольные целики все еще сохраняют устойчивость за счет поперечного ограничения обратной засыпки.
Эволюция напряжения угольных целиков и закладки
Время прерывистого заполнения будет поддерживать самоустойчивость засыпки, и тогда первое заполненное тело будет нести большую нагрузку, чем последнее заполненное тело, то есть первое заполненное тело поддерживает давление от последующего заполненного тела . В выработанном пространстве остается только обратная засыпка для поддержки вскрышных слоев после завершения добычи, а напряжение в выработанном пространстве приблизительно такое же, как и в окружающих породах. Нарушение горных работ мало влияет на вскрышные пласты, когда выработанное пространство стабильно. Кроме того, при более быстром заполнении будет большая нагрузка на засыпку, что приведет к меньшей нагрузке на столбы и стену. Это свидетельствует о том, что прерывистая закладка обеспечивает устойчивость угольных целиков в процессе добычи, что имеет большое значение для безопасности горных работ под маломощными коренными породами и песчаными водоносными горизонтами.
В выработанном пространстве остается только обратная засыпка для поддержки вскрышных слоев после завершения добычи, а напряжение в выработанном пространстве приблизительно такое же, как и в окружающих породах. Нарушение горных работ мало влияет на вскрышные пласты, когда выработанное пространство стабильно. Кроме того, при более быстром заполнении будет большая нагрузка на засыпку, что приведет к меньшей нагрузке на столбы и стену. Это свидетельствует о том, что прерывистая закладка обеспечивает устойчивость угольных целиков в процессе добычи, что имеет большое значение для безопасности горных работ под маломощными коренными породами и песчаными водоносными горизонтами.
Сравнение напряжения при различных методах добычи с помощью численного моделирования
После нарушения проходки длинными забоями в первом слое напряжение, вызванное проходкой длинным забоем, непрерывной добычей с закладкой и прерывистой добычей с закладкой во втором слое, было смоделировано в процесс численного моделирования для отображения распределения напряжений в панели. На рис. 11 показано напряжение в панели при использовании трех методов добычи. Концентрация напряжений в угольных стенках выше при выемке лавы с последующей непрерывной отсыпкой, что может привести к разрушению угольных целиков и, как следствие, к небезопасному процессу добычи.Кроме того, коэффициент концентрации напряжений при прерывистой выемке с закладкой составляет 3,9, что снижается на 23,5 и 7,1% соответственно по сравнению с 5,1 при проходке длинными забоями и 4,2 при непрерывной откладке.
На рис. 11 показано напряжение в панели при использовании трех методов добычи. Концентрация напряжений в угольных стенках выше при выемке лавы с последующей непрерывной отсыпкой, что может привести к разрушению угольных целиков и, как следствие, к небезопасному процессу добычи.Кроме того, коэффициент концентрации напряжений при прерывистой выемке с закладкой составляет 3,9, что снижается на 23,5 и 7,1% соответственно по сравнению с 5,1 при проходке длинными забоями и 4,2 при непрерывной откладке.
Распределение вертикального напряжения в панели при трех способах добычи
В процессе проходки длинным забоем происходит сброс напряжения в выработанной зоне, где напряжение намного меньше, чем в окружающей породе. Концентрация напряжений с коэффициентом 5.1 в угольных стенках с обеих сторон панели настолько серьезна, что большая площадь кровли может обрушиться из-за нарушения горных работ и даже привести к прорыву воды и песка.
При сплошной закладке в панели нагрузка на закладку постепенно увеличивается по мере ведения горных работ, при этом имеет место меньший коэффициент концентрации напряжений 4,2 в угольных стенках с обеих сторон панели . Более того, напряжение в центре панели больше, чем по обеим сторонам панели из-за выемки длинным забоем.
При прерывистой выемке с закладкой есть время для укрепления обратной закладки и оседания, вызванного деформацией кровли угольного пласта из-за прерывистой закладки. Поэтому деформация кровли угольного пласта носит постоянный и медленный характер с поступательным и небольшим возмущением. Концентрация напряжений в засыпке слабая, а скорость оседания из-за деформации кровли медленная. Тем не менее, уже есть возмущение до того, как будет проведен предыдущий раунд обратной закладки из-за непрерывной закладки, так что несущая способность обратной закладки слабее, чем при прерывистой выемке с закладкой.
На рисунке 12 показано распределение напряжения на сечении по направлению Y = 170 м по результатам 3D-моделирования после проведения горных работ. Он показывает напряжение в поперечном сечении, которое распределяется пиками и впадинами, из которых пики характеризуются большими напряжениями, а впадины — меньшими напряжениями. Разработка длинными забоями усугубила деформацию пластов, так что наиболее серьезная концентрация напряжений возникла на угольных бортах с двух сторон панели.Непрерывная добыча с заполнением позволила контролировать деформацию пластов и снизить концентрацию напряжений. Кроме того, прерывистая добыча методом «выемка и засыпка» имеет наилучший эффект контроля деформации пластов, что может смягчить разрушение и оседание вскрышных пород.
Он показывает напряжение в поперечном сечении, которое распределяется пиками и впадинами, из которых пики характеризуются большими напряжениями, а впадины — меньшими напряжениями. Разработка длинными забоями усугубила деформацию пластов, так что наиболее серьезная концентрация напряжений возникла на угольных бортах с двух сторон панели.Непрерывная добыча с заполнением позволила контролировать деформацию пластов и снизить концентрацию напряжений. Кроме того, прерывистая добыча методом «выемка и засыпка» имеет наилучший эффект контроля деформации пластов, что может смягчить разрушение и оседание вскрышных пород.
Распределение вертикального напряжения на поперечном сечении Y = 170 м в панели. a Прерывистая добыча с закладкой второго слоя; b непрерывное заполнение отработки второго среза; c Выемка лавой второго пласта
На рис. 13a–c показаны контуры максимальных главных напряжений в окружающей породе после проходки длинным забоем, непрерывной отсыпки и прерывистой добычи с закладкой. В соответствии с процессом добычи концентрация напряжений распространяется вверх и развивается с обеих сторон. Наконец, форма контура максимального главного напряжения похожа на «арку», вызванную проходкой длинными забоями, а различные полосы представляют прерывистую засыпку, но значение напряжения в угольных стенках с двух сторон панели больше, чем что в центре панели со сплошным заполнением. Кроме того, значение напряжения, вызванного прерывистой выемкой и закладкой, снижается на 28.6 и 9,1% по сравнению с проходкой лавы и непрерывной отсыпкой.
В соответствии с процессом добычи концентрация напряжений распространяется вверх и развивается с обеих сторон. Наконец, форма контура максимального главного напряжения похожа на «арку», вызванную проходкой длинными забоями, а различные полосы представляют прерывистую засыпку, но значение напряжения в угольных стенках с двух сторон панели больше, чем что в центре панели со сплошным заполнением. Кроме того, значение напряжения, вызванного прерывистой выемкой и закладкой, снижается на 28.6 и 9,1% по сравнению с проходкой лавы и непрерывной отсыпкой.
Контуры максимального и минимального главного напряжения окружающей породы. a Максимальное основное напряжение при прерывистой выемке и насыпи; b максимальное главное напряжение при непрерывном заполнении; c максимальное главное напряжение при проходке длинным забоем; d минимальное главное напряжение с прерывистой выемкой и насыпью; e минимальное главное напряжение при непрерывном заполнении; f минимальное основное напряжение при проходке длинным забоем
На рис. 13d–f показано распределение минимального главного напряжения.Перераспределение напряжений распространяется к границе панели, и величина напряжения в угольных стенках с обеих сторон панели больше, чем в центре панели. Кроме того, прерывистая выемка с закладкой вызывает наименьшее минимальное основное напряжение, которое снижается на 22,7 и 3,7% по сравнению с проходкой длинными забоями и непрерывной закладкой. Все результаты указывают на то, что прерывистая добыча методом выемки и насыпи вызывает наименьшее беспокойство, что благоприятно для безопасности горных работ.
13d–f показано распределение минимального главного напряжения.Перераспределение напряжений распространяется к границе панели, и величина напряжения в угольных стенках с обеих сторон панели больше, чем в центре панели. Кроме того, прерывистая выемка с закладкой вызывает наименьшее минимальное основное напряжение, которое снижается на 22,7 и 3,7% по сравнению с проходкой длинными забоями и непрерывной закладкой. Все результаты указывают на то, что прерывистая добыча методом выемки и насыпи вызывает наименьшее беспокойство, что благоприятно для безопасности горных работ.
Сравнение напряжения при различных методах добычи, подтвержденное полевыми измерениями
Панель S01 — первая панель в шестом районе угольной шахты Тайпин.Выполнена проходка лавы мощностью отработки 1,8 м в первом пласте и отработка пастовой закладкой при мощности отработки 2,2 м во втором пласте. В первом и втором срезах измерены давления гидравлических опор, которые могут характеризовать распределение напряжений в панели. В щитовом и воротном проездах запроектировано 20 наблюдательных пунктов с расстоянием 4 гидроопор.
В щитовом и воротном проездах запроектировано 20 наблюдательных пунктов с расстоянием 4 гидроопор.
На рис. 14 показано, что переднее и заднее опорные давления изменяются в зависимости от процесса добычи при использовании выемки длинными забоями и отсыпки.Изменения переднего и заднего опорного давления в процессе добычи практически идентичны. Засыпка пасты во втором срезе не привела к значительному увеличению опорного давления; наоборот, во втором срезе наблюдалась тенденция к снижению. Однако распределение опорного давления является более стабильным и равномерным при использовании пастовой обратной закладки, чем при проходке длинными забоями. Кроме того, пастовая засыпка создает меньшее максимальное опорное давление 29,3 МПа, чем давление, создаваемое при проходке длинными забоями при значении 32.2 МПа, что меньше влияет на горные работы и в большей степени способствует безопасности горных работ.
Рис. 14 Поддержка изменения давления в процессе добычи. a Выработка лавы в первом слое; b пастообразная закладка горных работ во втором пласте
a Выработка лавы в первом слое; b пастообразная закладка горных работ во втором пласте
Результаты показывают, что характеристики изменения напряжения, основанные на численном моделировании, согласуются с характеристиками, полученными в результате полевых измерений в той же области, и оба результата подразумевают, что заполнение горных работ может уменьшить нарушение горных работ и концентрацию напряжений.Как указано, коэффициент концентрации напряжений является наименьшим при использовании прерывистой выемки с закладкой по сравнению с выемкой длинными забоями и непрерывной закладкой.
Разрушение вскрышных пород и проверка полевыми измерениями
Испытание масштабной модели разрушения вскрышных пород
Зона обрушения была вызвана разрывом, растрескиванием и обрушением слоев кровли во время проходки первого слоя лавой. В ходе добычи трещины прошли цикл «развитие-расширение-уплотнение-закрытие».Непосредственная кровля упала из-за удаления опоры, а затем рухнула, так как слой не выдержал перераспределения напряжения. После завершения земляных работ трещины в зоне обрушения в основном уплотнились, а затем максимальная высота зон обрушения и водопроводящей трещины составила 6,0 и 17,5 м соответственно, которые образовали седловидную форму (рис. 15а). . Это связано с концентрацией напряжений в угольных стенках с обеих сторон панели, и тогда края панели были в состоянии выдержать лишь минимальное напряжение вскрыши.Напряжение в центре панели было выше, и обрушение пластов было более серьезным, чем на краях.
После завершения земляных работ трещины в зоне обрушения в основном уплотнились, а затем максимальная высота зон обрушения и водопроводящей трещины составила 6,0 и 17,5 м соответственно, которые образовали седловидную форму (рис. 15а). . Это связано с концентрацией напряжений в угольных стенках с обеих сторон панели, и тогда края панели были в состоянии выдержать лишь минимальное напряжение вскрыши.Напряжение в центре панели было выше, и обрушение пластов было более серьезным, чем на краях.
Разрушение вскрышных пород тремя способами добычи. ч c высота зоны обрушения; ч f высота водопроводящей трещинной зоны. a Выемка длинного забоя; b непрерывное заполнение; c периодическая выемка и насыпь
Второй срез был извлечен поэтапно с расстоянием 40 м после того, как первый срез был нарисован и условия стабилизировались.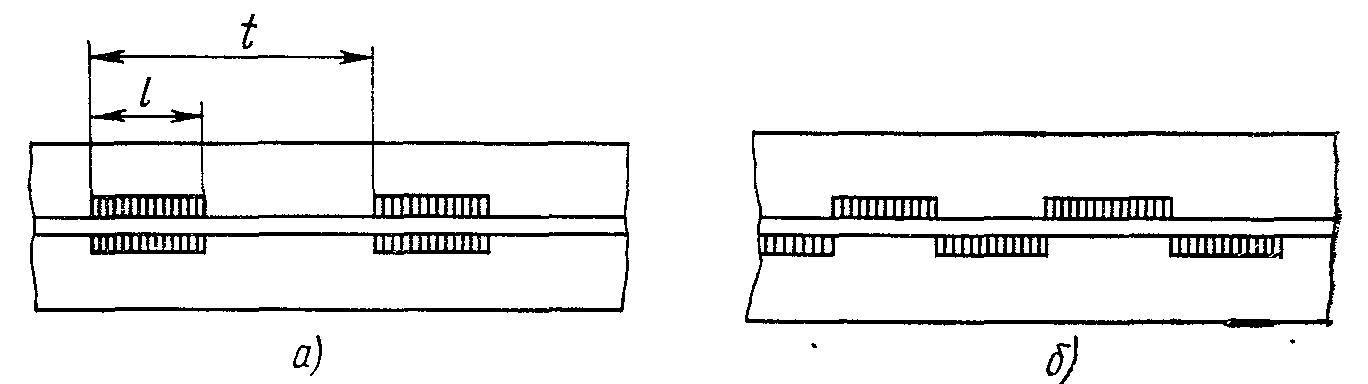 Более того, при отработке второго пласта с двумя масштабными моделями использовались прерывистая добыча методом «выемка-закладка» и непрерывная отработка. В соответствии с процессом добычи разрушение вскрышных пород в расширенной области незначительно деформируется, и уплотненные трещины не распространяются дальше, а образуются лишь единичные микротрещины, часть из которых развивается вдоль предшествующих трещин, вызванных проходкой лавы. Из-за поддержки, обеспечиваемой обратной закладкой, которая обладает самоустойчивостью в результате достаточного времени для консолидации при прерывистой выемке с закладкой, осадка этой закладки меньше, чем при непрерывной закладке.Кроме того, разрушение вскрышных пород компенсируется обратной закладкой. Высота водопроводящей зоны трещиноватости составляет 19,5 и 21,2 м соответственно при прерывистой выемке с закладкой и непрерывной откладке, что означает, что возмущение, создаваемое первым, меньше, чем второе. На рис. 15б, в видно, что водопроводящая трещинная зона несколько увеличилась и также принимает седловидную форму.
Более того, при отработке второго пласта с двумя масштабными моделями использовались прерывистая добыча методом «выемка-закладка» и непрерывная отработка. В соответствии с процессом добычи разрушение вскрышных пород в расширенной области незначительно деформируется, и уплотненные трещины не распространяются дальше, а образуются лишь единичные микротрещины, часть из которых развивается вдоль предшествующих трещин, вызванных проходкой лавы. Из-за поддержки, обеспечиваемой обратной закладкой, которая обладает самоустойчивостью в результате достаточного времени для консолидации при прерывистой выемке с закладкой, осадка этой закладки меньше, чем при непрерывной закладке.Кроме того, разрушение вскрышных пород компенсируется обратной закладкой. Высота водопроводящей зоны трещиноватости составляет 19,5 и 21,2 м соответственно при прерывистой выемке с закладкой и непрерывной откладке, что означает, что возмущение, создаваемое первым, меньше, чем второе. На рис. 15б, в видно, что водопроводящая трещинная зона несколько увеличилась и также принимает седловидную форму. Высоты минимально увеличены по сравнению с высотами, вызванными проходкой лавы.Кроме того, в расширенной зоне отсутствует зона обрушения, и зона обрушения, вызванная проходкой лавой первого пласта, не распространяется вверх. На рисунке 16 показано, что водопроводящая зона трещин немного увеличилась, но зона обрушения почти не увеличилась при прерывистой закладке и непрерывной закладке.
Высоты минимально увеличены по сравнению с высотами, вызванными проходкой лавы.Кроме того, в расширенной зоне отсутствует зона обрушения, и зона обрушения, вызванная проходкой лавой первого пласта, не распространяется вверх. На рисунке 16 показано, что водопроводящая зона трещин немного увеличилась, но зона обрушения почти не увеличилась при прерывистой закладке и непрерывной закладке.
Высота разрушения вскрышных пород после добычи
Численное моделирование разрушения вскрышных пород
На рис. 17 показано распределение зоны пластичности, вызванное выемкой длинными забоями, непрерывной закладкой и прерывистой добычей с закладкой.Пластическая зона простирается вверх вдоль бортов панели в виде седла, вызванного проходкой лавы. После нарушения проходки длинным забоем первого слоя размер зоны пластичности, вызванной непрерывной закладкой и прерывистой выемкой с закладкой второго слоя, имеет незначительное расширение, а целостность окружающей породы за счет использования прерывистой выемки и засыпки -заполнение остается лучше, чем при непрерывном заполнении. Однако окружающая порода почти полностью деформировалась и разрушилась из-за проходки длинным забоем второго слоя.Кроме того, зона пластичности имеет разрывы, в основном из-за разрушения при растяжении. Высота водопроводящей трещиноватости, вызванная отработкой второго пласта с закладкой, серьезно не увеличивается, а прерывистое возмущение при отработке методом «врезка и закладка» меньше, чем вызванное непрерывной закладкой. Имеется зона обрушения высотой 7,2 м за счет проходки длинными забоями, но при двух других способах обратной закладки зона обрушения не образуется. Однако в марте 2011 г. на первом срезе панели S01 уже была достигнута безопасная отработка, и водопроводящая трещинная зона не проникла в водоносный горизонт рыхлых слоев неогена.Все результаты показывают, что использование прерывистой выемки с закладкой для смягчения разрушения вскрышных пород является наиболее эффективным, что лучше всего подходит для добычи угля в песчаных водоносных горизонтах.
Однако окружающая порода почти полностью деформировалась и разрушилась из-за проходки длинным забоем второго слоя.Кроме того, зона пластичности имеет разрывы, в основном из-за разрушения при растяжении. Высота водопроводящей трещиноватости, вызванная отработкой второго пласта с закладкой, серьезно не увеличивается, а прерывистое возмущение при отработке методом «врезка и закладка» меньше, чем вызванное непрерывной закладкой. Имеется зона обрушения высотой 7,2 м за счет проходки длинными забоями, но при двух других способах обратной закладки зона обрушения не образуется. Однако в марте 2011 г. на первом срезе панели S01 уже была достигнута безопасная отработка, и водопроводящая трещинная зона не проникла в водоносный горизонт рыхлых слоев неогена.Все результаты показывают, что использование прерывистой выемки с закладкой для смягчения разрушения вскрышных пород является наиболее эффективным, что лучше всего подходит для добычи угля в песчаных водоносных горизонтах.
 17
17 Распределение зоны пластичности в окружающей породе. a Выемка лавой первого слоя; b проходка лавой второго пласта; c непрерывное заполнение второго ломтика; d прерывистая засыпка второго слоя
Разрушение вскрышных пород, подтвержденное полевыми измерениями
Панель 8311, примыкающая к панели S01, была выбрана для измерений разрушения вскрышных пород, вызванных закладкой пасты.Нижний слой высотой 2,2 м с применением пастовой обратной закладки на выемке 8311 обеспечен безопасной отработкой в 2008 году. Инженерно-геологические и гидрогеологические условия аналогичны условиям в выемке S01.
Вышеупомянутый метод водоотдачи был использован для измерения обрушения вскрышных пород с помощью четырех подземных скважин, одна из которых была спроектирована и пробурена до начала добычи, а остальные три — после добычи для измерения потери воды. Результаты показали, что максимальная высота водопроводящей трещинной зоны составляет 6 м. 93 м над кровлей угольного пласта и отношение высоты водопроводящей зоны трещиноватости к выемочной мощности 2,2 м составляет 3,15. Однако зона обрушения при использовании пастовой закладки не образуется. Согласно предыдущему опыту горных работ на угольной шахте Тайпин, высоты зоны обрушения и водопроводящей зоны трещиноватости при выемке лавы в первом пласте не превышали 6,0 и 17,0 м соответственно. Отношения высот зон обрушения и водопроводящей трещиноватости к мощности горных работ 1.8 м были не более 3,33 и 9,44 соответственно.
93 м над кровлей угольного пласта и отношение высоты водопроводящей зоны трещиноватости к выемочной мощности 2,2 м составляет 3,15. Однако зона обрушения при использовании пастовой закладки не образуется. Согласно предыдущему опыту горных работ на угольной шахте Тайпин, высоты зоны обрушения и водопроводящей зоны трещиноватости при выемке лавы в первом пласте не превышали 6,0 и 17,0 м соответственно. Отношения высот зон обрушения и водопроводящей трещиноватости к мощности горных работ 1.8 м были не более 3,33 и 9,44 соответственно.
В таблице 7 показаны высоты разрушения вскрышных пород из-за трех методов добычи. Кроме того, отработка пастовой закладки во втором пласте мощностью 2,2 м привела лишь к незначительному увеличению водопроводящей трещиноватости с максимальным значением 21,2 м и отсутствию расширения в зоне обрушения. Масштабная модель и численное моделирование дают разумное объяснение полевым наблюдениям и предполагают, что добыча с закладкой может смягчить разрушение вскрышных пород, а использование прерывистой добычи с закладкой является наиболее эффективным.
Проседание и подтверждение полевыми измерениями
Непосредственная кровля провалилась в выработанное пространство по мере проходки длинным забоем, при этом значение просадки кровли постоянно увеличивалось из-за обрушения в результате цикла добычи. Однако только что завершенная обратная засыпка обладает высокой сжимаемостью, так что определенное сжатие будет производиться за счет давления вскрышных пород.Кроме того, сближение кровли и пола перед обратной засыпкой и областью, которая не была засыпана, обеспечит место для оседания кровли, что снизит эффект оседания по сравнению с эффектом, вызванным выемкой длинного забоя. Кроме того, прерывистое время заполнения обеспечивает буфер для консолидации материала пасты и оседания кровли угольного пласта во время прерывистой разработки с закладкой, что вызывает непрерывное и постоянное минимальное нарушение кровли угольного пласта с медленными темпами деформации по сравнению с использование непрерывного заполнения.
На рисунке 18а показано оседание кровли при выемке длинными забоями, непрерывной закладке и прерывистой выемке с закладкой на основе испытаний масштабной модели. Кривые просадок имеют форму двусторонней симметричной параболы с наименьшим значением максимальной просадки 0,49 м с прерывистой выемкой и насыпью во втором слое в отличие от проходки лавой с максимальным значением просадки 1,37 м в первом. послойное и непрерывное заполнение с максимальным значением оседания 0.58 м во втором срезе по результатам испытаний масштабной модели. Кроме того, кривые оседания второго этапа срезки с обратной закладкой имеют плоскую форму с медленным темпом оседания. Это связано с тем, что пространство для проседания кровли, вызванное отработкой обратной засыпки, меньше, чем при выемке длинными забоями, и обратная закладка обеспечивает немедленную поддержку, а также интервал, обеспечиваемый прерывистой выемкой с закладкой, может уменьшить просадку кровли. Эти результаты показывают, что прерывистая разработка методом «выемка и засыпка» может эффективно контролировать оседание кровли по сравнению с другими методами добычи.
Кривые оседания при тестировании масштабной модели и численном моделировании. a Испытания масштабных моделей; b численное моделирование
На рис. 18b показаны кривые полного оседания двух слоев с использованием трех вышеупомянутых методов добычи. После отработки первого пласта лавой максимальная величина просадки составила 1,6 м при коэффициенте 0,89. Когда второй срез был извлечен, общее максимальное вертикальное смещение равно 2.17 м при прерывистой выемке с закладкой является наименьшей, в отличие от проходки лавой с максимальным значением вертикального смещения 3,51 м и непрерывной отработки с максимальным значением вертикального смещения 2,37 м. Кроме того, учитывается только просадка второго слоя, а максимальная просадка 0,53 м при прерывистой выемке и насыпи также является наименьшей, в отличие от сплошной отсыпки и проходки длинным забоем с максимальной просадкой 0,66 и 1,92 м соответственно. Результаты показали хорошее согласие с тестированием масштабной модели. На рисунке 19 показано вертикальное смещение внутри массива горных пород, вызванное выемкой длинными забоями, непрерывной закладкой и прерывистой добычей с закладкой, основанное на численном моделировании. Оседание вышележащих пластов показывает, что максимальное вертикальное смещение приходится на середину панели, а меньшее вертикальное смещение — на два конца панели; близость к земле приводит к меньшему вертикальному смещению.
На рисунке 19 показано вертикальное смещение внутри массива горных пород, вызванное выемкой длинными забоями, непрерывной закладкой и прерывистой добычей с закладкой, основанное на численном моделировании. Оседание вышележащих пластов показывает, что максимальное вертикальное смещение приходится на середину панели, а меньшее вертикальное смещение — на два конца панели; близость к земле приводит к меньшему вертикальному смещению.
Вертикальное смещение внутри массива горных пород. a Выемка лавой первого слоя; b проходка лавой второго пласта; c непрерывное заполнение второго ломтика; d прерывистая засыпка второго слоя
Измерения оседания выемки лавы и пастовой закладки в панели S01 были выполнены в ноябре 2011 г. и апреле 2013 г. соответственно. Результаты показали, что максимальная просадка выемки лавы и пастовой закладки составила 1,6 и 0,31 м соответственно, а коэффициенты просадки равны 0. 89 и 0,14 соответственно. Тем не менее, коэффициенты оседания при непрерывной закладке и прерывистой закладке составляют 0,22 и 0,26 соответственно на основе испытаний масштабной модели и 0,24 и 0,3 на основе численного моделирования соответственно. Кроме того, коэффициент оседания не превышал 0,34 в соответствии с опытом обратной закладки угольной шахты Тайпин, который хорошо подтвердил результаты испытаний масштабной модели и численного моделирования.
89 и 0,14 соответственно. Тем не менее, коэффициенты оседания при непрерывной закладке и прерывистой закладке составляют 0,22 и 0,26 соответственно на основе испытаний масштабной модели и 0,24 и 0,3 на основе численного моделирования соответственно. Кроме того, коэффициент оседания не превышал 0,34 в соответствии с опытом обратной закладки угольной шахты Тайпин, который хорошо подтвердил результаты испытаний масштабной модели и численного моделирования.
В Таблице 8 показаны оседания при использовании трех методов добычи на панели S01.Все результаты показывают, что горная выемка с отсыпкой может лучше контролировать оседание кровли и смягчить разрушение вскрышных пород, а периодическая выемка и засыпка является наиболее эффективным методом.
Таблица 8. Просадки в результате применения различных методов на панели S01Что такое уровни и модели дверей?
Разрешение: Уровни и модели ( включены в ANSI A250. 8 (SDI 100) «Рекомендуемые спецификации для стандартных стальных дверей и рам») – это термин SDI, помогающий в процессе выбора и спецификации стальных дверей и рам.
8 (SDI 100) «Рекомендуемые спецификации для стандартных стальных дверей и рам») – это термин SDI, помогающий в процессе выбора и спецификации стальных дверей и рам.
Уровень — описывает степень прочности, необходимую для данного коммерческого применения, и в основном обозначает толщину стального лицевого листа .
- Лицевая сторона (лицевой лист) определяется как поверхность двери, видимая в закрытом состоянии.
- 18 калибр = 0.042″ (1,06 мм)
- 16 калибр = 0,053″ (1,34 мм)
- 14 калибр = 0,067″ (1,70 мм)
- Уровень 1 – обозначает открытие двери для небольших коммерческих помещений
- 20 дверей манометра
- Минимальный размер рамы 18
Уровень 2 — обозначает дверной проем Heavy Duty Commercial
- 18 дверей
- Минимальный размер рамы 16
Уровень 3 — обозначает проем для коммерческих дверей повышенной прочности
- 16 дверей
- Минимальный размер рамы 14
Уровень 4 – обозначает максимальное проем двери коммерческого назначения
- 14 дверей
- Минимальный размер рамы 14
Модель — описывает обработку вертикальной кромки двери
- Модель 1 – сплошная кромка
- Допускается вертикальный шов на всю высоту кромки двери
Модель 2 – Бесшовная кромка (варианты указаны ниже)
Примеры обозначений уровней и моделей :
- Уровень 1, обозначение модели 1 = дверь серии L20 в раме серии DW16
- Уровень 2, обозначение модели 1 = дверь серии L18 в раме серии F16
- Уровень 3, обозначение модели 2 = дверь серии B16 в раме серии F14
- Уровень 4, обозначение модели 2 = дверь серии LW16 в раме серии F14
в примечаниях ниже.
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ:
ИНФОРМАЦИЯ, ПРЕДОСТАВЛЯЕМАЯ НА ЭТОМ САЙТЕ, ПРЕДОСТАВЛЯЕТСЯ ВАМ КАК ЕСТЬ, БЕЗ КАКИХ-ЛИБО ЯВНЫХ ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ ЛЮБОГО РОДА, И МЫ НЕ ПРЕДОСТАВЛЯЕМ НИКАКИХ ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ, ЧТО ЭТОТ САЙТ (ИЛИ ЛЮБАЯ ИНФОРМАЦИЯ, ПРЕДОСТАВЛЕННАЯ В ОТВЕТЕ НА ВАШ ЗАПРОС), БУДЕТ ТОЧНОЙ, ПОЛНОЙ, ИЛИ БЕЗ ОШИБОК.
ВЫ СОГЛАШАЕТЕСЬ С ТЕМ, ЧТО ВЫ ДОЛЖНЫ ОЦЕНИВАТЬ ВСЮ ИНФОРМАЦИЮ И ОТВЕТЫ, И ЧТО ВЫ НЕСЕТЕ ВСЕ РИСКИ, СВЯЗАННЫЕ С ИСПОЛЬЗОВАНИЕМ ЭТОГО САЙТА, ВКЛЮЧАЯ ЛЮБУЮ ТОЧНОСТЬ, ПОЛНОТУ ИЛИ ПОЛЕЗНОСТЬ ЛЮБОЙ ИНФОРМАЦИИ ИЛИ МАТЕРИАЛОВ, ДОСТУПНЫХ НА ЭТОМ САЙТЕ.
.