Проектирование сварных конструкций в SolidWorks
Артем Аведьян, Игорь Щекин
Введение
Автоматизация проектирования сварных соединений
Сварные швы в контексте сборки
Сварные швы в контексте детали
Проектирование рамных и ферменных сварных конструкций
Заключение
Введение
За прошедшие несколько десятилетий сварка стала одним из основных видов неразъемных соединений, используемых в большинстве отраслей отечественной промышленности. Многообразие способов сварки, большой практический опыт ее применения, высокие эксплуатационные характеристики сварных швов — все это аргументы в пользу выбора этого вида соединения при проектировании новых изделий.
Современные тенденции развития сварки в машиностроении и строительстве предъявляют
новые, повышенные требования не только к сварочным материалам и технологиям,
но и к методологии проектирования и качеству проработки элементов сварных конструкций. Поэтому сегодня невозможно обойтись без современных технологий автоматизированного
проектирования: использование САПР позволяет еще на этапе рабочего проектирования
оценить те или иные конструктивные решения с точки зрения наиболее важных потребительских
качеств будущего изделия. В этой статье мы расскажем о том, какие технологии
проектирования сварных соединений предлагает SolidWorks и каким образом следует
использовать этот функционал, чтобы выполнять работу с минимальными трудозатратами
и максимальным качеством.
Поэтому сегодня невозможно обойтись без современных технологий автоматизированного
проектирования: использование САПР позволяет еще на этапе рабочего проектирования
оценить те или иные конструктивные решения с точки зрения наиболее важных потребительских
качеств будущего изделия. В этой статье мы расскажем о том, какие технологии
проектирования сварных соединений предлагает SolidWorks и каким образом следует
использовать этот функционал, чтобы выполнять работу с минимальными трудозатратами
и максимальным качеством.
Автоматизация проектирования сварных соединений
Сварное соединение представляет собой участок конструкции или изделия, на котором
сваркой соединены его элементы, выполненные из однородного или разнородных материалов.
Сварка относится к неподвижным неразъемным соединениям с жесткой механической
связью, обеспечивающей неизменность взаимного положения элементов конструкции
под нагрузкой. Применение того или иного вида сварки обусловлено требованиями
изготовления, сборки, эксплуатации машин или сооружений, а также экономическими
соображениями.
Применение того или иного вида сварки обусловлено требованиями
изготовления, сборки, эксплуатации машин или сооружений, а также экономическими
соображениями.
По взаимному расположению соединяемых элементов различают стыковые, тавровые, нахлесточные и угловые сварные соединения. Каждое из них имеет свои специфические признаки в зависимости от выбранного способа сварки — дуговой, роликовой и т.д.
Сварной шов это участок сварного соединения, непосредственно связывающий свариваемые
элементы и образовавшийся в результате кристаллизации расплавленного металла
или пластической деформации при сварке давлением или в результате сочетания
кристаллизации и деформации. Основные виды сварных соединений, конструктивные
элементы кромок и швов, предельные отклонения и рациональные диапазоны толщин
соединяемых элементов для швов всех типов регламентированы государственными
стандартами и отраслевыми нормативами: для ручной электродуговой сварки углеродистых
и низколегированных сталей ГОСТ 5264-80, для дуговой сварки в защитном газе
ГОСТ 14771-76; для дуговой сварки алюминия и алюминиевых сплавов в инертных
газах ГОСТ 14806-80; для соединений сварных стальных трубопроводов ГОСТ
1607-80 и т.
Именно поэтому, прежде чем приступать к созданию модели сварного соединения в SolidWorks, проектировщику необходимо в полной мере владеть теоретическими основами сварки, четко представлять себе классификацию сварных швов и соединений и руководствоваться требованиями стандартов, регламентирующих правила проектирования сварных деталей и оформления конструкторской документации.
В SolidWorks сварные швы могут создаваться как в контексте сборки, так и в
деталях, причем проектировать сварные соединения можно как минимум тремя различными
способами. Технологии проектирования различаются в зависимости от того, проектируется
сварная конструкция (например, ферменная) или просто деталь. Конструктору также
необходимо знать, для чего будет использоваться создаваемая им D-модель: если
она нужна только для оформления чертежа, сварные швы в твердом теле создавать
не потребуется — в этом случае достаточно будет нанести на чертеж их условные
обозначения.
Сварные швы в контексте сборки
Проектирование сварных соединений в контексте сборки является одной из классических
функций SolidWorks, появившихся еще в 1995 году. Безусловно, с тех пор эта функция
претерпела целый ряд изменений и дополнений, однако общая методология проектирования
сварки в сборке осталась неизменной. Используя эту функцию, можно создавать
различные типы сварных швов в сборке, каждый из которых
формируется как новый компонент сборки с привязкой к окружающей геометрии (свариваемым
деталям). Рассмотрим процесс проектирования сварной детали в контексте сборки
SolidWorks на примере создания модели кронштейна.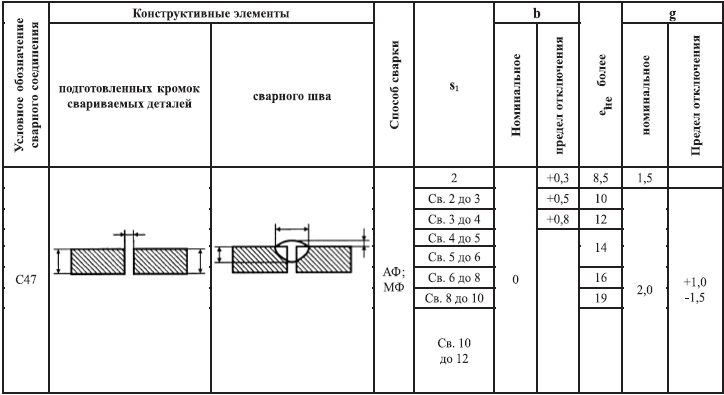
Создадим новую сборку и поместим в нее свариваемые детали, из которых будет состоять проектируемый кронштейн. Поскольку форму разделки кромок и их сборку под сварку характеризуют такие конструктивные элементы, как зазор, притупление кромок и угол скоса кромки, значения этих параметров необходимо задать в SolidWorks на этапе создания свариваемых деталей. Тип и угол разделки кромок определяют количество необходимого электродного металла для заполнения разделки, а значит, и производительность сварки. К примеру, X-образная разделка кромок, по сравнению с V-образной, позволяет уменьшить объем наплавленного металла в полтора раза. В нашем случае кронштейн будет свариваться из семи пластин, выполненных из листовой стали толщиной 5 мм, три из которых имеют разделку кромок под стыковой V-образный шов, а четыре привариваются внахлестку (рис. 1).
В меню сборки выберем команду Вставка->Элемент сборки-> Сварка,
вызывающую специальный интерактивный Мастер сварных швов (рис.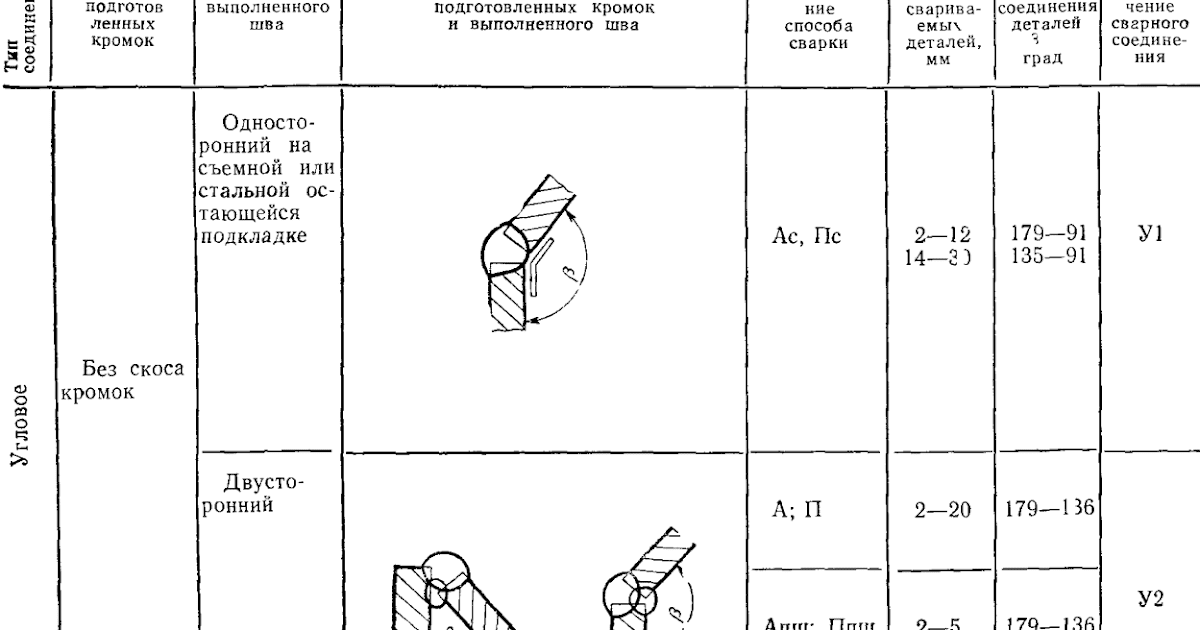 2). Мастер позволяет: выбрать нужный тип сварного шва из списка, задать
параметры поперечного сечения шва, указать свариваемые грани. Кроме того, Мастер
сварных швов позволяет редактировать ранее созданные швы. В таблице показаны
виды швов, которые предлагает нам SolidWorks в контексте сборки, и необходимая
форма разделки кромок соединяемых элементов для обеспечения качественного соединения
при автоматизированной и ручной сварке.
2). Мастер позволяет: выбрать нужный тип сварного шва из списка, задать
параметры поперечного сечения шва, указать свариваемые грани. Кроме того, Мастер
сварных швов позволяет редактировать ранее созданные швы. В таблице показаны
виды швов, которые предлагает нам SolidWorks в контексте сборки, и необходимая
форма разделки кромок соединяемых элементов для обеспечения качественного соединения
при автоматизированной и ручной сварке.
Шов сварного соединения может быть обычным, усиленным или облегченным и характеризуется
следующими основными конструктивными элементами в соответствии с ГОСТ 2601-84:
ширина (или радиус), выпуклость, глубина проплавления (для стыкового шва) и
катет для углового шва. Значения этих параметров для различных видов сварных
швов также можно задать в Мастере сварных швов SolidWorks. При создании нового
элемента «Сварной шов» SolidWorks автоматически наносит на него обозначение
сварного шва, а от проектировщика требуется скорректировать это обозначение
(вписать необходимый текст) в соответствии с требованием стандарта.
Создав таким образом все необходимые сварные швы, мы получили сборку, состоящую из совокупности деталей и сварных швов, связанных между собой параметрическими взаимосвязями. Однако нашей конечной целью является проектирование не сборки, а детали. Поэтому воспользуемся функцией объединения, позволяющей слить воедино все компоненты сборки и получить деталь, состоящую из одного твердого тела (рис. 3).
Важным свойством детали, созданной таким образом, является ее стопроцентная ассоциативная связь со всеми компонентами сборки, на основе которых она создавалась. То есть при модификации какого-либо из компонентов сборки изменения автоматически отразятся и в детали. В то же время полученную в результате объединения деталь можно доработать, добавив недостающие отверстия (рис. 4). В итоге мы получим готовый кронштейн.
Поскольку в результате объединения мы получили твердотельную деталь, ее можно
проанализировать на прочность с помощью функции COSMOSXpress, входящей в базовую
поставку SolidWorks и предназначенной для проведения экспресс-анализа прочности
(получения качественной картины результатов нагружения). В инженерной практике
применяют два метода расчета сварных соединений на прочность при статическом
нагружении: по допускаемым напряжениям (в машиностроении) и по предельному состоянию
(в строительных конструкциях). Для сварных соединений из сталей различной прочности
расчетные сопротивления на растяжение, сжатие, срез в стыковых и угловых швах,
а также допускаемые напряжения на растяжение, сжатие и срез установлены отраслевыми
правилами и нормами проектирования конструкций.
В инженерной практике
применяют два метода расчета сварных соединений на прочность при статическом
нагружении: по допускаемым напряжениям (в машиностроении) и по предельному состоянию
(в строительных конструкциях). Для сварных соединений из сталей различной прочности
расчетные сопротивления на растяжение, сжатие, срез в стыковых и угловых швах,
а также допускаемые напряжения на растяжение, сжатие и срез установлены отраслевыми
правилами и нормами проектирования конструкций.
Проведем статический экспресс-анализ прочности созданного нами кронштейна по
допускаемым напряжениям. Прежде чем приступить к расчету, необходимо в Мастере
COSMOSXpress задать граничные условия (закрепить кронштейн) и приложить расчетную
нагрузку к проушинам. Физические свойства материала (модуль упругости, коэффициент
Пуассона и т.д.) задавать не нужно, так как они берутся из твердотельной модели.
Это возможно благодаря использованию единой библиотеки материалов, применяемой
в SolidWorks и COSMOSXpress. После того как все исходные данные введены, остается
только запустить расчет на выполнение, дождаться его окончания и просмотреть
результаты (рис. 5).
После того как все исходные данные введены, остается
только запустить расчет на выполнение, дождаться его окончания и просмотреть
результаты (рис. 5).
Если результаты анализа покажут, что по прочностным характеристикам сварная деталь не удовлетворяет заданным требованиям, необходимо будет изменить (усилить или ослабить) соответствующие конструктивные элементы и повторить расчет. Более точный прочностной анализ можно выполнить с помощью специального модуля COSMOSWorks.
Проведенные расчеты и практический опыт показывают, что при статических нагрузках
лучше работают соединения, образованные выпуклыми швами. Однако чрезмерный наплыв
приводит к лишнему расходу электродного металла, и потому выпуклые швы неэкономичны.
Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках,
так как нет резкого перехода от основного металла к сварному шву. В противном
случае создается концентрация напряжений, от которых может начаться разрушение
сварного соединения.
Сварные швы в контексте детали
Начиная с версии SolidWorks 2004, которая была выпущена в сентябре прошлого года, появилась возможность проектировать сварные швы не только в сборке, но и в контексте многотельной детали, где каждый шов формируется как отдельное твердое тело с привязкой к окружающей геометрии. Рассмотрим процесс проектирования сварной детали в контексте детали SolidWorks на примере создания такого же кронштейна, как и тот, что мы рассматривали в предыдущей главе.
На этот раз мы создадим новую деталь, используя стандартные приемы твердотельного моделирования: построение бобышек и вырезов, базирующихся на 2D-эскизах, зеркальное отражение (рис. 6а, б, в, г). В результате мы получим D-модель, состоящую из одного твердого тела.
Прежде чем приступить к созданию сварных швов, необходимо разделить твердое
тело на несколько частей, которые будут символизировать свариваемые конструктивные
элементы. Воспользуемся для этого специальной командой Разделить,
которая доступна в контексте детали (рис. 7). В результате
разделения модель будет состоять из семи твердых тел, между которыми теперь
можно будет накладывать сварные швы.
Воспользуемся для этого специальной командой Разделить,
которая доступна в контексте детали (рис. 7). В результате
разделения модель будет состоять из семи твердых тел, между которыми теперь
можно будет накладывать сварные швы.
Добавление сварных швов в контексте детали выполняется с помощью команд меню SolidWorks или специальной панели инструментов Сварные детали. Результат этой операции показан на рис. 8. Процесс создания сварных швов в контексте детали будет детально рассмотрен в следующей главе.
По окончании проектирования в D-пространстве создается чертеж на сварную деталь, причем решается эта задача стандартными средствами чертежного редактора SolidWorks. Обозначения сварных швов автоматически отображаются на чертеже. Сварной шов на чертеже условно изображают сплошной основной линией по ГОСТ 2.12-72 (рис. 9).
Проектирование рамных и ферменных сварных конструкций
Рамные и ферменные сварные конструкции находят широкое применение в среднем
и тяжелом машиностроении, аэрокосмической промышленности, автомобилестроении,
а также в промышленном и гражданском строительстве. Сварные фермы используются
в силовых конструкциях подъемно-транспортной техники, радиобашен и мачт, в перекрытиях
цехов и ангаров и т.п. Фермы, по сравнению со сплошными балками, экономичны
по расходу металла, им можно легко придать любые очертания, требуемые условиями
технологии, работы под нагрузкой или архитектуры; они относительно просты в
изготовлении. Фермы применяют при самых разнообразных нагрузках и, в зависимости
от назначения, придают различную конструктивную форму — от легких прутковых
конструкций до тяжелых, стержни которых могут компоноваться из нескольких элементов
крупных профилей или листов. К примеру, в строительстве наибольшее распространение
имеют разрезные балочные фермы как самые простые в изготовлении и монтаже.
Сварные фермы используются
в силовых конструкциях подъемно-транспортной техники, радиобашен и мачт, в перекрытиях
цехов и ангаров и т.п. Фермы, по сравнению со сплошными балками, экономичны
по расходу металла, им можно легко придать любые очертания, требуемые условиями
технологии, работы под нагрузкой или архитектуры; они относительно просты в
изготовлении. Фермы применяют при самых разнообразных нагрузках и, в зависимости
от назначения, придают различную конструктивную форму — от легких прутковых
конструкций до тяжелых, стержни которых могут компоноваться из нескольких элементов
крупных профилей или листов. К примеру, в строительстве наибольшее распространение
имеют разрезные балочные фермы как самые простые в изготовлении и монтаже.
Постоянный рост требований к качеству выполнения проектно-конструкторских работ,
а также необходимость точного расчета массовых и прочностных характеристик сварных
конструкций на этапе проектирования являются важными факторами, заставляющими
проектировщиков применять в повседневной практике различные средства автоматизации. Этот вопрос особенно актуален, например, для высоконагруженных авиационных конструкций,
для ферм подвижных крановых установок и покрытий больших пролетов строительных
сооружений, где уменьшение веса дает большой экономический эффект.
Этот вопрос особенно актуален, например, для высоконагруженных авиационных конструкций,
для ферм подвижных крановых установок и покрытий больших пролетов строительных
сооружений, где уменьшение веса дает большой экономический эффект.
Все эти факторы обусловили появление в 200 году в базовой конфигурации САПР
SolidWorks специальной функциональности по работе со сварными конструкциями.
Используя панель инструментов Сварные детали, можно быстро
создать практически любую рамную или ферменную конструкцию. Создание сварной
конструкции проводится по любому набору плоских или трехмерных эскизов в файле
детали. Такой подход позволяет использовать для детального проектирования компоновочные
эскизы без сложной прорисовки конструктивно-силовой схемы. Любой профиль определяется
параметрами Стандарт (ГОСТ, ISO или ANSI), Тип
и Размер. Каждый тип профиля включает несколько типоразмеров. Указав в графической области тот или иной эскиз и выбрав нужный профиль из списка,
можно несколькими движениями мыши сформировать основание рамы (рис.
10).
Указав в графической области тот или иной эскиз и выбрав нужный профиль из списка,
можно несколькими движениями мыши сформировать основание рамы (рис.
10).
К сварным элементам в SolidWorks относятся: сортамент (уголки, швеллеры, двутавры, трубы круглого, квадратного, прямоугольного сечений и т.д.), элементы разделки под сварку, концевые заглушки, косынки и элементы сварного шва. База данных профилей настраивается под конкретный набор типоразмеров профилей, используемых в производстве, и может быть пополнена пользователем. В настоящее время компания SolidWorks-Russia поставляет лицензионным пользователям SolidWorks 2004 номенклатуру сортамента по ГОСТ, приведенную ниже:
Черные металлы
• Двутавры ГОСТ 829-89
• Профили корытные ГОСТ 828-77 кипящая и полуспокойная сталь
• Профили корытные ГОСТ 828-77 спокойная сталь
• Профили С-образные ГОСТ 8282-8
• Профили стальные гнутые корытные равнопрочные ГОСТ 828-77 из углеродистой кипящей и полуспокойной стали и углеродистой качественной стали ув<460 Н/мм2
• Профили стальные гнутые корытные равнопрочные ГОСТ 828-77 из углеродистой спокойной стали и углеродистой качественной стали ув>460 Н/мм2
• Уголки ГОСТ 19771-74 кипящая и полуспокойная сталь
• Уголки ГОСТ 19771-74 спокойная сталь
• Уголки ГОСТ 19772-74 кипящая и полуспокойная сталь
• Уголки ГОСТ 19772-74 спокойная сталь
• Уголки ГОСТ 8509-86
• Уголки ГОСТ 8510-86
• Уголки равнополочные ГОСТ 19771-74
• Швеллеры ГОСТ 8240-89
• Швеллеры ГОСТ 8240-89 без уклона
• Швеллеры ГОСТ 8240-89 с уклоном
• Швеллеры ГОСТ 8278-8 кипящая и полуспокойная сталь
• Швеллеры ГОСТ 8278-8 спокойная сталь
• Швеллеры ГОСТ 8281-80 кипящая и полуспокойная сталь
• Швеллеры ГОСТ 8281-80 спокойная сталь
• Швеллеры равнополочные стальные ГОСТ 8278-8
• Швеллеры равнополочные стальные ГОСТ 8278-8 из углеродистой кипящей и полуспокойной стали
• Швеллеры равнополочные стальные ГОСТ 8278-8 из углеродистой спокойной из низколегированной стали
• Уголок неравнобокий
• Уголок равнобокий
Цветные металлы
• Двутавры Al и Mg ГОСТ 1621-90
• Зет Al и Mg ГОСТ 1620-90
• Зет равнополочный из Al и Mg ГОСТ 1620-90
• Профили прямоугольные отбортованные Al и Mg ГОСТ 1624-90
• Тавры Al и Mg ГОСТ 1622-91
• Уголки Al и Mg ГОСТ 1618-81
• Уголки Al и Mg ГОСТ 177-90
• Уголки Al и Mg ГОСТ 178-91
• Швеллеры Al и Mg ГОСТ 1624-90
• Швеллеры Al и Mg ГОСТ 162-90
При вставке в сварную конструкцию из библиотеки очередного профиля пользователь
может выбрать любую характерную точку поперечного сечения профиля для базирования
относительно линии каркаса (эскиза) сварной конструкции. При формировании конструкции
пользователь может выбрать тот или иной тип совместной разделки элементов конструкции
для сварки или, иными словами, различные варианты стыковки профилей. Можно выбрать
Т-образное соединение, угловое соединение или оставить выбор на усмотрение системы
(рис. 11).
При формировании конструкции
пользователь может выбрать тот или иной тип совместной разделки элементов конструкции
для сварки или, иными словами, различные варианты стыковки профилей. Можно выбрать
Т-образное соединение, угловое соединение или оставить выбор на усмотрение системы
(рис. 11).
Сварная конструкция может состоять как из отдельных профилей, так и из набора
узлов (рис. 12), что делает работу с моделью более удобной.
Вновь создаваемые профили привязываются к линиям каркаса сварной конструкции
и к уже существующим элементам рамы, причем возможны различные варианты взаимного
сопряжения (обрезки или удлинения) профилей. Существуют как минимум два варианта
обрезки профиля: с помощью плоских граней и с помощью твердых тел (рис.
13) — и неограниченное количество способов удлинения: с помощью вытягивания,
элемента по траектории и т.п. Таким образом, режим проектирования сварной конструкции
не исключает других, стандартных для SolidWorks построений. Это позволяет достраивать
сварную конструкцию с помощью всех существующих в SolidWorks твердотельных и
поверхностных элементов (рис. 14).
Это позволяет достраивать
сварную конструкцию с помощью всех существующих в SolidWorks твердотельных и
поверхностных элементов (рис. 14).
К расширенным возможностям SolidWorks по работе со сварными соединениями можно отнести добавление дополнительных конструктивных элементов, таких как заглушки (торцевые пробки — рис. 15) и косынки (рис. 16). Каждый из этих элементов имеет свой набор параметров, которые настраиваются в соответствии с видом сварной конструкции. К примеру, можно использовать два типа косынок: с треугольным и многоугольным профилем (рис. 17).
Завершающим этапом создания D-модели сварной конструкции является добавление сварных швов (рис. 18). Швы могут быть рабочими или связующими, сплошными или прерывистыми (рис. 19). Сварному шву для улучшения зрительного восприятия автоматически присваивается текстура.
При оформлении чертежа на спроектированную сварную конструкцию (рис. 20) SolidWorks позволяет проставлять позиции на составляющие элементы (несмотря
на то что проектирование идет в файле детали) и формировать спецификацию на
составляющие конструкции.
20) SolidWorks позволяет проставлять позиции на составляющие элементы (несмотря
на то что проектирование идет в файле детали) и формировать спецификацию на
составляющие конструкции.
Кроме того, в чертеж может быть добавлена специальная таблица вырезов с указанием наименования и длины обрезаемых профилей (рис. 21). Элементы таблицы вырезов наследуют свойства пользователя от эскиза профиля и элемента сварной конструкции. Можно назначать новые свойства или изменять существующие. Например, можно добавить свойство Масса и связать его с массовыми характеристиками модели. Создание связи между этими двумя свойствами позволит программе SolidWorks рассчитать массу твердого тела и отобразить ее в таблице вырезов. Система также автоматически выполнит расчет свойства Длина и отобразит его в таблице вырезов.
Таким образом, мы создали D-модель сварной рамной конструкции и оформили на
нее конструкторскую документацию.
Заключение
Современные тенденции развития сварки предъявляют новые, повышенные требования к методологии проектирования сварных соединений в изделиях машиностроения и строительных конструкциях. В этой статье было рассмотрено несколько способов проектирования сварных изделий, которые предлагает своим пользователям САПР SolidWorks. Естественно, в рамках статьи невозможно рассказать о них во всех подробностях, однако будем надеяться, что и этого краткого описания вполне достаточно для того, чтобы составить общее представление о проектировании сварных изделий в SolidWorks. За более подробной информацией обращайтесь в компанию SolidWorks-Russia.
«САПР и графика» 2’2004
полезная информация | Атлант
- Арматура рифленая – ГОСТ 5781-82
- Балка (двутавр) – СТО АСЧМ 20-93 или ГОСТ 8239-89
- Квадрат – ГОСТ 2591-88
- Круг – ГОСТ 2590-88
- Уголок горячекатаный равнополочный – ГОСТ 8509-93
- Уголок горячекатаный неравнополочный – ГОСТ 8510-93
- Уголок гнутый равнополочный – ГОСТ 19771-93
- Уголок гнутый неравнополочный – ГОСТ 19772-93
- Труба круглая бесшовная – ГОСТ 8732-78 или ГОСТ 8734-75
- Труба круглая водогазопроводная ВГП – ГОСТ 3262-75
- Труба круглая электросварная прямошовная – ГОСТ 10704-91
- Труба квадратная – ГОСТ 8639-82 или ГОСТ 30245-94
- Труба прямоугольная – ГОСТ 8645-68 или ГОСТ 30245-94
- Швеллер горячекатанный – ГОСТ 8240-97
- Швеллер гнутый неравнополочный – ГОСТ 8281-80
- Швеллер гнутый равнополочный – ГОСТ 8278-83
- Шестигранник горячекатаный – ГОСТ 2879-88
- Лист стальной горячекатаный и холоднокатаный – ГОСТ 19903-90 и ГОСТ 19904-90
- Лист стальной рифленый – ГОСТ 8568-77
- Лист стальной оцинкованный – ГОСТ 14918-80
- Лист профилированный ПРОФНАСТИЛ – ГОСТ 24095-94 или ТУ 14-116-16-92
- Лист просечно-вытяжной ПРОСЕЧКА – ГОСТ 8706-78 или ТУ 36.
 26.11-5-8
26.11-5-8
 26.11-5-8
26.11-5-8- Полоса горячекатаная – ГОСТ 103-76
- Проволока сварочная – ГОСТ 2246-70
- Сетка плетеная РАБИЦА – ГОСТ 5336-80
Сварные швы неоднородны по своей структуре и включают следующие зоны: зона основного металла, сварного шва, сплавления и термического влияния. См. рис.1.
Рис. 1. Зоны сварного соединения: 1 — сварной шов, 2 — зона сплавления, 3 — зона термического влияния, 4 — зона основного металла.
Различают следующие виды сварочных соединений (см. Рис.2):
Рис. 2. Виды сварных соединений: а — стыковое, б — тавровое, в — угловое, г — нахлесточное, д — прорезное, ж — с накладками (1,2,3 — основной металл, 2 – накладка), з — с электрозаклепками.
a) Стыковые.
Это наиболее распространенный вид соединений для различных методов сварки, обладающий некоторым рядом преимуществ, по сравнению с другими: высокая производительность сварки, минимизация расхода свариваемого и наплавляемого металла, высокая прочность при правильном соблюдении технологии сварки, отсутствие собственных конструктивных напряжений. При этом такие соединения требуют тщательной подготовки кромок и точности взаимного расположения кромок деталей при сборке под сварку.
При большой толщине кромок применяется чашеобразная разделка, для толщины 20…50 мм — односторонняя, свыше 50 мм — двусторонняя. Стыковые соединения широко применяются при сварке листов, труб, сортового металлопроката.
б) Тавровые.
Вертикальный элемент таврового соединения должен иметь обрезную кромку. Скос рекомендуется делать с обеих сторон, при невозможности провара — только с одной стороны. При этом должен быть обеспечен зазор между вертикальной и горизонтальной деталью для проваривания на всю толщину листа. Тавр используется для соединения листовых заготовок.
Тавр используется для соединения листовых заготовок.
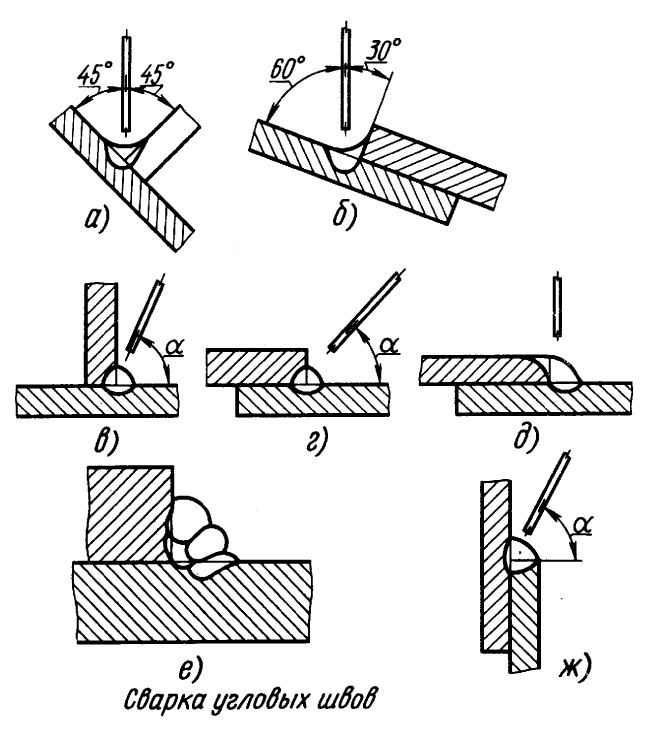
в) Угловые.
Примеры угловых соединений показаны на рис. 2, в. Они могут быть односторонними или двусторонними для увеличения прочности. Применяются также при сварке листовых, фасонных и трубных заготовок. Угол наклона заготовок может быть различным, требуется предварительная разделка кромок.
г) Нахлесточные.
Такие соединения в основном используются при точечной и контактной сварке, т. к. в остальных случаях неоправданно увеличивается расход основного и электродного металла. В случае нахлесточного соединения разделка кромок под углом не требуется, но они должны быть обрезными. Для исключения коррозии между листами рекомендуется проваривать соединение с обеих сторон.
д) Прорезные.
Они применяются тогда, когда необходимо усилить нахлесточное соединение. Прорезь делают в открытом или закрытом варианте.
ж) С накладками (в т.ч. торцевые).
Такие соединения тоже используют как вариант усиления стыковых или нахлесточных соединений. Примером может являться применение укрепляющих колец на внутренней поверхности при сборке-сварке обечаек емкостей.
Примером может являться применение укрепляющих колец на внутренней поверхности при сборке-сварке обечаек емкостей.
Торцевые — В этом варианте листы накладывают друг на друга в виде «сэндвича» и сваривают по общим торцам.
8) С электрозаклепками.
Для таких соединений применяется специальное оборудование и специальные расходные материалы (заклепки).
Разделка кромок может быть различной, ее примеры указаны в таблице 1.
Углерод (С) – увеличивает твёрдость, упругость и прочность стали, но снижает пластичность и вязкость. Так же с увеличением углерода ухудшается обрабатываемость стали и её свариваемость.
Фосфор (P) – вредная примесь увеличивающая хладноломкость стали (хрупкость при низкой температуре), но немного улучшающая обрабатываемость.
Сера (S) – вредная примесь увеличивающая красноломкость стали (хрупкость при высокой температуре). Сера увеличивает истираемость стали и уменьшает коррозионную стойкость.
Сера увеличивает истираемость стали и уменьшает коррозионную стойкость.
Марганец (Mn) – полезная примесь, не оказывающая влияния на свойства стали. Марганец является раскислителем и уменьшает вредное влияние серы.
Кремний (Si) – полезная примесь, являющаяся активным раскислителем. Особого влияния на свойства стали не оказывает.
Марганец (Mn) – увеличивает твёрдость, ударостойкость и износоустойчивость, не уменьшая пластичность стали.
Кремний (Si) — увеличивает прочность, кислотостойкость, пластичность и упругость. Является основным легирующим элементом для пружинной стали.
Хром (Cr) – наиболее распространённый элемент, улучшающий твёрдость, прочность и коррозионностойкость. Большое количество хрома в стали (более 12%) делает её нержавеющей.
Никель (Ni) – увеличивает прочность, пластичность и коррозионностойкость стали. Дорогой металл. При содержании никеля более 10% сталь становится жаропрочной.
Алюминий (Al) – улучшает жаропрочность и ударную вязкость стали. Нейтрализует вредное влияние фосфора.
Вольфрам (W) – соединения вольфрама (карбиды) значительно увеличивают твёрдость и красностойкость стали, а хрупкость уменьшают. Дорогой и дефицитный металл.
Молибден (Mo) – увеличивает упругость и стойкость на растяжение. Препятствует образованию коррозии и увеличивает сопротивление окислению при высоких температурах.
Титан (Ti) – увеличивает прочность и плотность стали, а также коррозионностойкость. Улучшает обрабатываемость стали.
Улучшает обрабатываемость стали.
Медь (Сu) – увеличивает коррозионную стойкость. Применяется в основном в строительных сталях.
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Таблица 1 — Обозначения типов сварных соединений и способов их сварки
|
Тип сварного соединения |
Способ и технологические особенности сварки |
|||
|
Наименование |
Обозначение, номер |
Наименование |
Обозначение |
Положение стержней при сварке |
|
1 |
2 |
3 |
4 |
5 |
|
Крестообразное |
К1 |
Контактная точечная |
Кт |
Любое |
|
К3 |
Дуговая ручная или механизированная* прихватками |
Рп |
||
|
Мп |
||||
|
Стыковое |
С1 |
Контактная стыковая |
Ко |
Горизонтальное |
|
С5 |
Ванная механизированная под флюсом в инвентарной форме |
Мф |
||
|
С7 |
Ванная одноэлектродная в инвентарной форме |
Рв |
||
|
С8 |
Ванная механизированная под флюсом в инвентарной форме |
Мф |
Вертикальное |
|
|
С10 |
Ванная одноэлектродная в инвентарной форме |
Рв |
||
|
С14 |
Дуговая механизированная порошковой проволокой на стальной скобе-накладке |
Мп |
Горизонтальное |
|
|
С15 |
Ванно-шовная на стальной скобе-накладке |
Рс |
||
|
С17 |
Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке |
Мп |
Вертикальное |
|
|
С19 |
Дуговая ручная многослойными швами на стальной скобе-накладке |
Рм |
||
|
С21 |
Дуговая ручная или механизированная* швами с накладками из стержней |
Рн |
Любое |
|
|
Мн |
||||
|
С23 |
Дуговая ручная или механизированная* швами внахлестку |
Рэ |
||
|
Мэ |
||||
|
Нахлесточное |
Н1 |
Дуговая ручная или механизированная* швами в среде |
Рш |
Любое |
|
Мш |
||||
|
Н2 |
Контактная по одному рельефу на пластине |
Кр |
Горизонтальное |
|
|
Н3 |
Контактная по двум рельефам на пластине |
Кр |
||
|
Тавровое |
Т1 |
Дуговая механизированная под флюсом без присадочного металла |
Мф |
Вертикальное |
|
Т2 |
Дуговая ручная с малой механизацией под флюсом без присадочного металла |
Рф |
||
|
Т11 |
Дуговая механизированная швами в среде в цекованное или раззенкованное отверстие |
Мз |
||
|
Т12 |
Дуговая ручная валиковыми швами в раззенкованное отверстие |
Рз |
||
|
* Допускается применение любого из перечисленных видов механизированной сварки: в среде либо CO2+Ar, порошковой проволокой, либо порошковой проволокой в среде . |
||||

{:ru}Виды и способы соединений сварных деталей{:}{:uk}Види і способи з’єднань зварних деталей, оброблення їх швів та кромок{:}
- 1 Способы разделки швов стыковых сварных соединений
- 2 Способы разделки швов тавровых сварных соединений
- 3 Способы разделки швов сварных соединений внахлест
- 4 Способы разделки швов угловых сварных соединений
Самое элементарное, что нужно знать начинающему сварщику, это то, как соприкасаются между собой сварные детали. В зависимости от проектного положения, по правилам ГОСТ и СНиП существуют разные виды сварных соединений, как показано на рисунке ниже. Это касается не только пластин, но и уголков, швеллеров, труб, квадратов и других прокатных изделий.
Ни одно более-менее серьезное строительное производство не обходится без применения ручной электродуговой сваркой низкой и средней мощности. В меньшем количестве случаев (когда нет доступа к электричеству) виды сварных швов выполняются газопламенной ручной сваркой, которая менее распространена по причине ее большей громоздкости.
В меньшем количестве случаев (когда нет доступа к электричеству) виды сварных швов выполняются газопламенной ручной сваркой, которая менее распространена по причине ее большей громоздкости.
В любом случае, мало знать и уметь пользоваться сварочным аппаратом для того, чтобы сварить те или иные детали. Важно знать, какие бывают виды сварного шва, то есть, как производить обработку кромок деталей для их состыковки, фиксации в том или ином пространственном положении и дальнейшей их сварки.
Как правило, тот или иной вид шва сварного соединения формируется при помощи электроинструмента – болгарка с двумя типами кругов: отрезной по металлу и угловой шлифовальный. Первый предназначен для обрезки детали под тем или иным углом, второй – для обработки, их отрезных поверхностей, шлифованию, чтобы они ровно прилегали друг к другу. Кроме того, сам сварочный аппарат способен работать в режиме резки.
Способы разделки швов стыковых сварных соединений
В данном случае обе детали соединяются торцами, которые заранее специальным образом обрабатывают, либо оставляют необработанными. Это зависит от толщины металла деталей, стыковое соединение которых предполагается выполнить.
Это зависит от толщины металла деталей, стыковое соединение которых предполагается выполнить.
Также стоит обратить внимание (рис) на то, что может быть обработан торец только одной детали, что позволяет уменьшить расход металла, сварочной проволоки при солидной толщине деталей. Кроме этого, виды стыковых соединений могут быть обработаны с одной стороны – для односторонней сварки и с двух сторон – для двусторонней сварки.
Соединение без разделки не обрабатывается каким-либо образом, только возможно убираются зазубрины, неровности и шероховатости, чтобы совершить состыковку с зазором не более 2 мм, как положено по ГОСТ. Бывает односторонним и двухсторонним, соответственно рассчитано на сварные стыковые соединения деталей, толщина металла которых не превышает 4 мм и 8 мм соответственно.
Соединение со скосом торцов выполняется во многих вариациях, как показано на рис. Это может быть и односторонний ровный/овальный скос кромки, и двусторонняя разделка, так называемый V-образный, U-образный скос.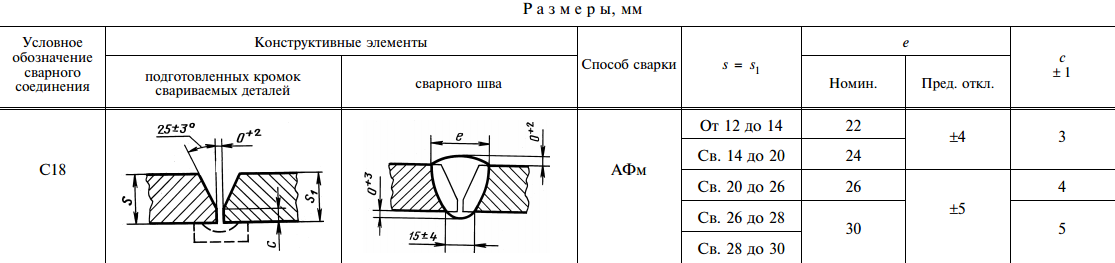 Применяются все эти типы стыковых соединений для деталей с толщиной металла 4-25 мм с зазором 1-2 мм.
Применяются все эти типы стыковых соединений для деталей с толщиной металла 4-25 мм с зазором 1-2 мм.
Соединение с двусторонней разделкой имеет смысл выполнять при толщине свариваемой детали от 12 мм, так как именно с этой величины начиная можно заметить снижение расхода материала для сварки, металла. При этом и сама сварка стыковых соединений происходит быстрее, чем в случае с односторонней разделкой кромок по V-образному или U-образному способу, а расход сварочных материалов уменьшается в два раза как минимум.
Способы разделки швов тавровых сварных соединений
Как можно заметить, детали имеют положение, напоминающее букву «Т», отсюда именуется как тавровое соединение, при котором одна деталь находится перпендикулярно относительно второй. Таким образом, сваркой соединяется поверхность кромки одной детали с плоскостной поверхностью второй. Соответственно, обрабатываться разделкой может лишь одна деталь, как на рисунке ниже.
Соединение без разделки сваривается с двух сторон и применяется для деталей одинаковой толщины металла, не превышающей 10 мм. Никакой особой обработки кромки перпендикулярно расположенной детали не применяется, лишь шлифование при необходимости для плотного прилегания кромки к плоскости (до 2 мм зазор). Важно учесть, что сварка тавровых соединений без разделки отличается в случае, если перпендикулярно расположенная (вертикально стоящая) деталь имеет меньшую толщину, чем вторая, горизонтально примыкающая. Просто электрод ставят под углом 60 градусов к более толстой детали, что способствует большему ее плавлению.
Соединение с разделкой выполняется в случае, если требуется особо прочный шов и тавровое сварное соединение имеет перпендикулярно размещающуюся (вертикально стоящую) деталь, толщина металла которой больше, чем 10 мм (как минимум — 8 мм). Это может быть и одностороння и двусторонняя разделка, при этом кромку обрезают прямолинейно, под углом 45 градусов. Так, сварка большой толщины деталей происходит в несколько слоев, пока не заполнится все около разделочное пространство.
Так, сварка большой толщины деталей происходит в несколько слоев, пока не заполнится все около разделочное пространство.
Способы разделки швов сварных соединений внахлест
В случае, когда производится соединение внахлест, одна деталь располагается на другой, сварка происходит по кромкам обеих деталей. При этом разделки кромок не предусматривается технологически, лишь подготовка для плотного прилегания одной плоскости ко второй. Соединяются детали двумя сварными швами, которые связывают кромки с ближе лежащими плоскостными поверхностями.
Соединение без усиления целесообразнее всего производить при соединение внахлестку деталей, имеющих толщину не более 10 мм. Двойной шов в этом случае выполняют из соображений по герметизации, то есть для того чтобы влага не попадала между нахлестом и не происходил усиленный процесс коррозии. Сам способ соединения называется «соединение внахлестку с лобовыми швами».
Соединение с усилением выполняется при особых требованиях к прочности, а также при большой толщине металла свариваемых изделий. На рисунке показано сварное соединение внахлест с дополнительными сварными креплениями, которые получают путем прогревания нижней и проплавления верхней детали, а также те, которые заранее пропиливают в месте сварного соединения. Кроме вспомогательных креплений, в редких случаях они могут также выполняться без лобовых швов при небольшой толщине изделий, но в таком случае на особую прочность не стоит рассчитывать.
Способы разделки швов угловых сварных соединений
Данное соединение отчасти похоже на тавровое из-за перпендикулярно размещенных сварных деталей. Подобно тавровому, угловое соединение обрабатывается лишь одной стороной кромки, вторая также участвует в сварном процессе, но разделке не подвергается, лишь ровной обрезке строго под 90 градусов и шлифовке от заусениц, зазубрин и т. д., остальных деффектов.
д., остальных деффектов.
Соединение без разделки кромки, как показано на рис, производится со смещением детали из-под заподлицо второй кромки. При этом сварочный шов соединяет оба торца с наружной стороны, но угловые сварные соединения могут также быть дополнительно усилены и вторым швом, выполненным с внутренней стороны угла. При этом второй шов сваривает внутренние плоскости деталей, при этом увеличивается расход материала для сварки и время сварки, но получается крепчайшее сварное соединение.
Соединения с разделкой кромки применяются в случае большой толщины деталей, как и при тавровых соединениях. Односторонняя или двусторонняя разделка кромки нужна в случае, если выполняется сварка угловых соединений деталей с толщиной от 8 мм до 25 мм. При односторонней разделке выходит очень глубокий шов, в связи с этим сварку производят в 2-3-4 слоя. Двусторонняя V-образная сварка куда более экономичная и быстрая в производстве во многих случаях.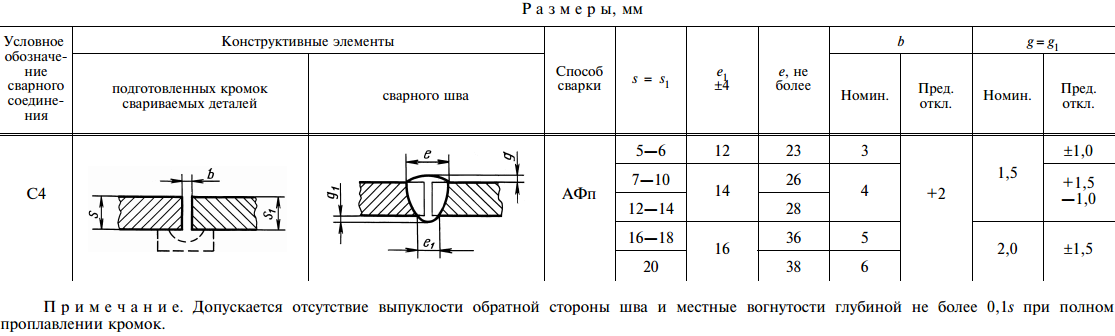
Это была статья про подготовку и состыковку сварных соединений под ручную сварку – малейшая крупинка в познании процессов сварочного производства. Отдельной темой является то, как виды сварных соединений и швов, описанных ранее, произвести тем или иным типом сварки.
углов? диагональные и прямые резы
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Углы? диагональные и прямые резы
20-12-2010 #1
Углы? диагональные и прямые разрезы
Во-первых, я начинающий сварщик.
Я надеюсь, что налоговый инспектор вернет мне немного денег, чтобы я мог получить МиГ. Я просматривал фотографии проекта, столы, тележки и тому подобное.Есть ли разница при резке стали для углов, по диагонали и по прямой? Каковы плюсы и минусы каждого? Сварить сложнее?
Ответить с цитатой
20-12-2010 #2
Re: Углы? диагональные и прямые разрезы
Мне кажется диагональ лучше.
У них большая длина сварного шва, чем у углов с прямым срезом, и, возможно, по прочности ваши сварные швы могут оказаться прочнее или слабее, чем стыковое соединение. Я уверен, что кто-то с большим опытом сможет прокомментировать.Ответить с цитатой
20-12-2010 #3
Re: Углы? диагональные и прямые разрезы
Вы можете справиться с углом также с некоторыми секциями, такими как швеллер и угол.
Прикрепленные изображения Скошенный угол позволит немного отрегулировать угол по сравнению со скошенным углом. Со скошенным углом, если вы не получите идеальный угол, вам придется заполнить зазор, а с более тонкой сталью это может быть проблемой. Кроме того, обработанный угол даст вам большую площадь сварного шва и распределит нагрузку по большей площади. Это может помочь с менее совершенными сварными швами. Вот обрезанный угол, который кто-то здесь выложил некоторое время назад. Вы можете видеть, как надрезан угол, поэтому он плотно прилегает. У вас не будет перехлеста, который был бы, если бы вы просто обрезали угол под прямым углом..
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
20-12-2010 #4
Re: Углы? диагональные и прямые разрезы
Хорошо, это будет сильнее, чем хорошо подогнанная митра?
Можно ли сваривать обе стороны этого соединения?
Спасибо DSW
Ответить с цитатой
20-12-2010 #5
Re: Углы? диагональные и прямые разрезы
Первоначально Послано Робертом Холлом
Хорошо, это будет сильнее, чем хорошо подогнанная митра?
Зависит. Предполагая, что оба сварных шва выполнены одинаково хорошо … Существует заданное количество силы, которую сварной шов будет поддерживать на линейный дюйм для данной толщины металла. Поскольку длина сварного шва с наплавленным соединением больше, каждый дюйм сварного шва должен выдерживать меньшую нагрузку, прежде чем он вырвется из основного материала при той же нагрузке. Как правило, если вы не свариваете тяжелые детали с высоким напряжением, это никогда не вступает в игру. Это было бы, если бы вы сварили, скажем, структурную балку. Так что в этом отношении справляющийся сустав будет «сильнее», а в повседневном любительском использовании они будут равны. Теперь, если учесть, что большинство любителей не смогут сделать идеальный сварной шов, то менее вероятно, что сварное соединение выйдет из строя даже с несколькими незначительными дефектами, просто потому, что напряжение меньше на дюйм сварного шва. Таким образом, это делает устойчивый сустав «сильнее», если это имеет смысл.Первоначально Написал Роберт Холл
Можно ли сваривать обе стороны этого соединения?
С небольшими вещами не имеет значения, если вы сварите обе стороны или нет, если вы сделаете хороший сварной шов. Лучше всего оставить небольшой зазор, чтобы сварной шов проварился на 100% при сварке с одной стороны. Что-либо еще с этого момента — пустая трата времени. Обратите внимание, что очень трудно отшлифовать внутренний сварной шов до гладкости, например, если вы хотите вставить кусок стали внутрь рамы, показанной выше. Это означает, что вам нужно отшлифовать пластину, где все сварные швы должны быть хорошо подогнаны. Какая ПИТА. Если вы приварите только внешнюю сторону, вы сможете отшлифовать ее заподлицо, если это необходимо, намного проще, и, вероятно, вам вообще не придется шлифовать, если вы хорошо поработаете.Последний раз редактировалось DSW; 20-12-2010 в 18:25.
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
20-12-2010 #6
Re: Углы? диагональные и прямые разрезы
Отличные ответы.
Спасибо.
Ответить с цитатой
23-12-2010 #7
Re: Углы? диагональные и прямые разрезы
Мне нравится угол в угол, а не острый. Может быть выполнен как с плоским стержнем, так и со скошенным углом.
Ответить с цитатой
23-12-2010 #8
Re: Углы? диагональные и прямые разрезы
я предпочитаю скошенные суставы.
они прочнее, чем стыковые соединения, но их легче резать, чем резать.Династия 200DX
Passport Plus с насадкой на катушку 100
victor 315c oxy/(акт и реквизит)
Миллер цифровая элита
Электроинструменты МилуокиОтветить с цитатой
23-12-2010 #9
Re: Углы? диагональные и прямые разрезы
Я делаю углы в обоих направлениях, скошенные и прямые разрезы в зависимости от работы. Иногда мне нужно иметь плоскую поверхность по всему периметру, чтобы установить что-то, используя нижнюю плоскость на углу в качестве опорной поверхности.
Затем срезаю углы и свариваю снаружи. Если ничего не входит внутрь или не опирается на раму, я могу просто использовать прямые разрезы.Том Хинтц, издатель
www.newmetalworker.com
Линкольн Про Миг 180
Линкольн AC 255
ОпределениеОтветить с цитатой
24.12.2010 #10
Re: Углы? диагональные и прямые разрезы
А как насчет теплового искажения двух методов.
Насколько я понимаю, копинг менее чувствителен, чем митра?Ответить с цитатой
25-12-2010 #11
Re: Углы? диагональные и прямые разрезы
Я чувствую, что это вопрос выбора вашего яда в отношении искажения. Диагональная усадка, стягивающая весь беспорядок, или деформация плоской усадочной сварки ………… Все сводится к деформации и тому, как она влияет на то, что вы строите
Мы можем говорить, пока коровы не вернутся домой по поводу разных конфигураций шва, но похоже дело в прочности основного материала.
Это касается только правильного сварного шва, а не плохо выполненного сварного шва. Мне кажется, все сводится к тому, можно ли создать единую массу……..преемственность основного материала. И после этого вы живете со слабостью/силой основного металла. Сталь А36 есть сталь А36, как ни сваривай. Он имеет врожденные слабости.Я действительно считаю, что проектирование избыточности (sp?) в сварном шве и хорошая общая конструкция являются ключевыми факторами. Самый прочный сварной шов не компенсирует плохую конструкцию, а сталь… ну…. сталь
«Каждый день над землей — хороший день»
http://www. farmamm.com/
Ответить с цитатой
 Я надеюсь, что налоговый инспектор вернет мне немного денег, чтобы я мог получить МиГ. Я просматривал фотографии проекта, столы, тележки и тому подобное.
Я надеюсь, что налоговый инспектор вернет мне немного денег, чтобы я мог получить МиГ. Я просматривал фотографии проекта, столы, тележки и тому подобное. У них большая длина сварного шва, чем у углов с прямым срезом, и, возможно, по прочности ваши сварные швы могут оказаться прочнее или слабее, чем стыковое соединение. Я уверен, что кто-то с большим опытом сможет прокомментировать.
У них большая длина сварного шва, чем у углов с прямым срезом, и, возможно, по прочности ваши сварные швы могут оказаться прочнее или слабее, чем стыковое соединение. Я уверен, что кто-то с большим опытом сможет прокомментировать.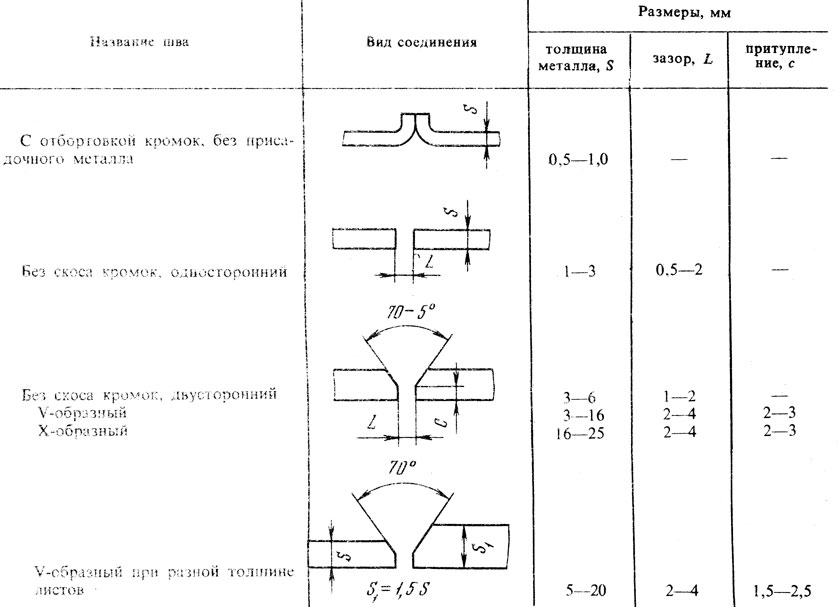 Скошенный угол позволит немного отрегулировать угол по сравнению со скошенным углом. Со скошенным углом, если вы не получите идеальный угол, вам придется заполнить зазор, а с более тонкой сталью это может быть проблемой. Кроме того, обработанный угол даст вам большую площадь сварного шва и распределит нагрузку по большей площади. Это может помочь с менее совершенными сварными швами. Вот обрезанный угол, который кто-то здесь выложил некоторое время назад. Вы можете видеть, как надрезан угол, поэтому он плотно прилегает. У вас не будет перехлеста, который был бы, если бы вы просто обрезали угол под прямым углом.
Скошенный угол позволит немного отрегулировать угол по сравнению со скошенным углом. Со скошенным углом, если вы не получите идеальный угол, вам придется заполнить зазор, а с более тонкой сталью это может быть проблемой. Кроме того, обработанный угол даст вам большую площадь сварного шва и распределит нагрузку по большей площади. Это может помочь с менее совершенными сварными швами. Вот обрезанный угол, который кто-то здесь выложил некоторое время назад. Вы можете видеть, как надрезан угол, поэтому он плотно прилегает. У вас не будет перехлеста, который был бы, если бы вы просто обрезали угол под прямым углом. Предполагая, что оба сварных шва выполнены одинаково хорошо … Существует заданное количество силы, которую сварной шов будет поддерживать на линейный дюйм для данной толщины металла. Поскольку длина сварного шва с наплавленным соединением больше, каждый дюйм сварного шва должен выдерживать меньшую нагрузку, прежде чем он вырвется из основного материала при той же нагрузке. Как правило, если вы не свариваете тяжелые детали с высоким напряжением, это никогда не вступает в игру. Это было бы, если бы вы сварили, скажем, структурную балку. Так что в этом отношении справляющийся сустав будет «сильнее», а в повседневном любительском использовании они будут равны. Теперь, если учесть, что большинство любителей не смогут сделать идеальный сварной шов, то менее вероятно, что сварное соединение выйдет из строя даже с несколькими незначительными дефектами, просто потому, что напряжение меньше на дюйм сварного шва. Таким образом, это делает устойчивый сустав «сильнее», если это имеет смысл.
Предполагая, что оба сварных шва выполнены одинаково хорошо … Существует заданное количество силы, которую сварной шов будет поддерживать на линейный дюйм для данной толщины металла. Поскольку длина сварного шва с наплавленным соединением больше, каждый дюйм сварного шва должен выдерживать меньшую нагрузку, прежде чем он вырвется из основного материала при той же нагрузке. Как правило, если вы не свариваете тяжелые детали с высоким напряжением, это никогда не вступает в игру. Это было бы, если бы вы сварили, скажем, структурную балку. Так что в этом отношении справляющийся сустав будет «сильнее», а в повседневном любительском использовании они будут равны. Теперь, если учесть, что большинство любителей не смогут сделать идеальный сварной шов, то менее вероятно, что сварное соединение выйдет из строя даже с несколькими незначительными дефектами, просто потому, что напряжение меньше на дюйм сварного шва. Таким образом, это делает устойчивый сустав «сильнее», если это имеет смысл.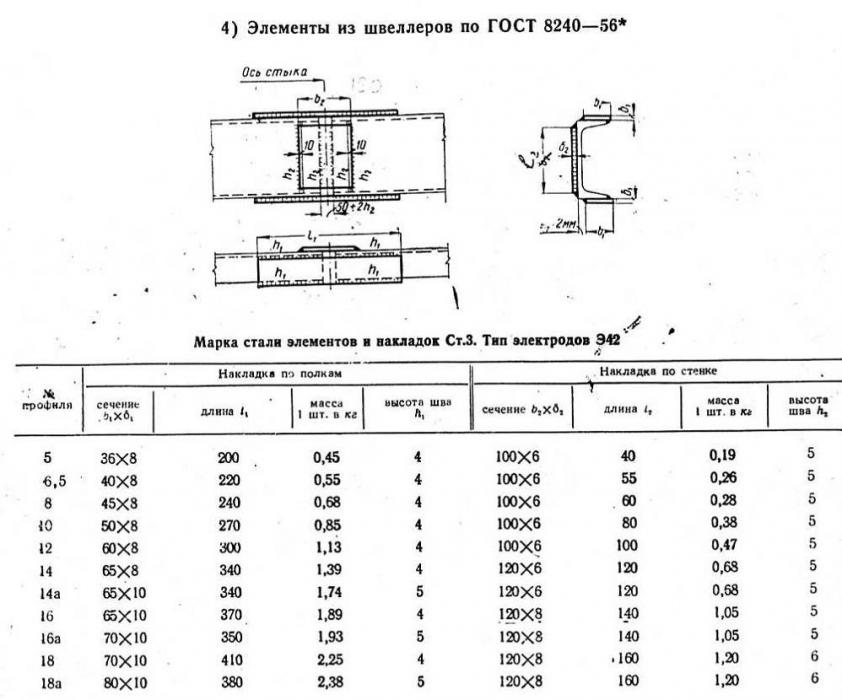 Лучше всего оставить небольшой зазор, чтобы сварной шов проварился на 100% при сварке с одной стороны. Что-либо еще с этого момента — пустая трата времени. Обратите внимание, что очень трудно отшлифовать внутренний сварной шов до гладкости, например, если вы хотите вставить кусок стали внутрь рамы, показанной выше. Это означает, что вам нужно отшлифовать пластину, где все сварные швы должны быть хорошо подогнаны. Какая ПИТА. Если вы приварите только внешнюю сторону, вы сможете отшлифовать ее заподлицо, если это необходимо, намного проще, и, вероятно, вам вообще не придется шлифовать, если вы хорошо поработаете.
Лучше всего оставить небольшой зазор, чтобы сварной шов проварился на 100% при сварке с одной стороны. Что-либо еще с этого момента — пустая трата времени. Обратите внимание, что очень трудно отшлифовать внутренний сварной шов до гладкости, например, если вы хотите вставить кусок стали внутрь рамы, показанной выше. Это означает, что вам нужно отшлифовать пластину, где все сварные швы должны быть хорошо подогнаны. Какая ПИТА. Если вы приварите только внешнюю сторону, вы сможете отшлифовать ее заподлицо, если это необходимо, намного проще, и, вероятно, вам вообще не придется шлифовать, если вы хорошо поработаете.
 они прочнее, чем стыковые соединения, но их легче резать, чем резать.
они прочнее, чем стыковые соединения, но их легче резать, чем резать.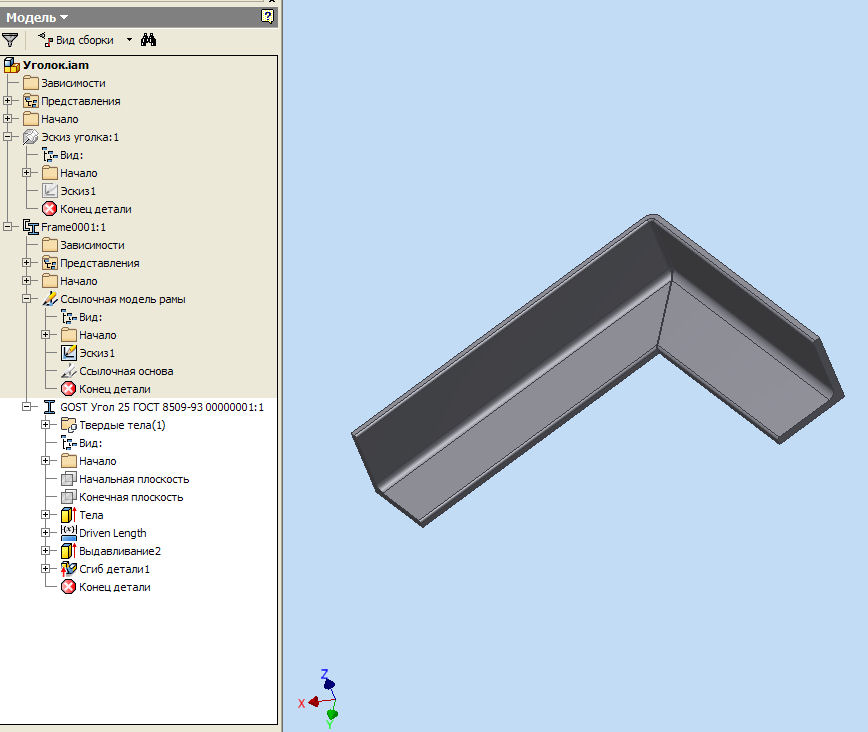 Затем срезаю углы и свариваю снаружи. Если ничего не входит внутрь или не опирается на раму, я могу просто использовать прямые разрезы.
Затем срезаю углы и свариваю снаружи. Если ничего не входит внутрь или не опирается на раму, я могу просто использовать прямые разрезы. Насколько я понимаю, копинг менее чувствителен, чем митра?
Насколько я понимаю, копинг менее чувствителен, чем митра? Это касается только правильного сварного шва, а не плохо выполненного сварного шва. Мне кажется, все сводится к тому, можно ли создать единую массу……..преемственность основного материала. И после этого вы живете со слабостью/силой основного металла. Сталь А36 есть сталь А36, как ни сваривай. Он имеет врожденные слабости.
Это касается только правильного сварного шва, а не плохо выполненного сварного шва. Мне кажется, все сводится к тому, можно ли создать единую массу……..преемственность основного материала. И после этого вы живете со слабостью/силой основного металла. Сталь А36 есть сталь А36, как ни сваривай. Он имеет врожденные слабости.« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Как лучше всего разрезать квадратную трубу на уголки?
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Как лучше всего разрезать квадратную трубу на уголки?
01-04-2012 #1
Лучший способ разрезать квадратную трубу на уголки?
Вопрос новичка.
Только научился сваривать, первым проектом будет изготовление стола. Мой план состоял в том, чтобы использовать квадратную трубку и просто наклонить трубку на 45 градусов на концах, но я не совсем уверен, как лучше всего это сделать. В настоящее время у меня есть сабельная пила, O/A горелка или шлифовальная машина, которые можно использовать для резки по длине. У меня также есть небольшой 6-дюймовый настольный шлифовальный станок, но у него нет стола/поверхности вдоль плоской стороны, чтобы шлифовать до плоской поверхности. Я не против купить другой инструмент, скажем, пилу по металлу или лучше гриндером, но я просто ищу совета, какой из этих (или других) способов лучше (если вообще есть разница).0017 В качестве альтернативы, мне вообще нужно наклонять углы на 45 градусов? Будет ли какая-либо разница в прочности сварного шва или что-то еще между соединением двух угловых деталей и соединением одного открытого конца с поверхностью другого? Если бы я выбрал последний подход и использовал трубку с внутренним диаметром 2 дюйма и просто оставил концы открытыми, я думаю, я мог бы использовать ее в качестве приемника для тисков/шлифовального станка/и т. д.?Спасибо!
— ЯнОтветить с цитатой
01-04-2012 #2
Re: Как правильно разрезать квадратную трубу на угол?
Я использовал один из них в течение многих лет, очень удобный инструмент.
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
01-04-2012 #3
Re: Как правильно разрезать квадратную трубу на угол?
Вообще говоря, вы не хотите делать косые пропилы для углов.
Просто, но один конец в сторону другой части.Стандартная 2-дюймовая квадратная труба создаст проблемы при использовании в качестве приемника сцепки из-за линии сварки, проходящей вдоль внутренней стороны одной из четырех стенок.
Ответить с цитатой
01-04-2012 #4
Re: Как правильно разрезать квадратную трубу на угол?
Первоначально Послано Джеком Олсеном
Вообще говоря, вы не хотите делать разрезы под углом для углов.
Просто, но один конец в сторону другой части.Стандартные 2-дюймовые квадратные трубы создадут проблемы при использовании в качестве приемника сцепки из-за линии сварки, проходящей вдоль внутренней стороны одной из четырех стенок. слабее или просто больше работы, которую вам на самом деле не нужно делать?0017 Что касается приемника сцепки, можно ли просто стачивать внутреннюю линию сварки? Они продают трубки, которые «готовы к приемнику», или мне придется выбрасывать приемник из тягово-сцепного устройства?
Ответить с цитатой
01-04-2012 #5
Re: Как правильно разрезать квадратную трубу на угол?
Пила для сухой резки.
Делает порезы похожими на машинную обработку.Укороченный MGB и расширенная подвеска 11-дюймового C4 Corvette и LT1 Chevrolet power & 6 spd. Фотографии здесь:
Часть 1
http://forum.britishv8.org/read.php?13,7581
Часть 2
http://forum.britishv8.org/read.php?13,22422Ответить с цитатой
01-04-2012 #6
Re: Как правильно разрезать квадратную трубу на угол?
Первоначально Послано ian1386
возможно ли просто стачивать внутреннюю линию сварки?
Да можно, но это настоящая ПИТА! Мне пришлось сделать это один раз с коробчатой трубой длиной около 4 футов. Я использовал всю резьбу стержня и двигатель дрели.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
01-04-2012 #7
Re: Как правильно разрезать квадратную трубу на угол?
Справились сильнее всего, просто бодаться дальше, а митра последняя в моей книге.
Все, что у вас есть, если вы умеете обращаться с этим, сослужит свою службу. Я использовал фонарик в течение многих лет. Затем я купил дешевую ленточнопильный станок. Теперь у меня есть еще и пилорама, и переноска. Это можно сделать ножовкой и хорошими тисками.
Дэвид
Реальная сварка.
Когда я вырасту, я хочу стать сварщиком.
Ответить с цитатой
01-04-2012 #8
Re: Как правильно разрезать квадратную трубу на угол?
Господи, это просто сварочный стол, подрежьте углы, если хотите, к
, но, поскольку это всего лишь сварочный стол, вам не нужно делать дополнительную работу для себя — отрежьте трубку по длине и сварите ее.
«Best Way» относится к вашему банковскому счету
Эд Конли
http://www.screamingbroccoli.com/
ММ252
MM211 (Продано)
Паспорт плюс и пистолет-пулемет
Lincoln SP135 Plus- (Ушел в хороший дом)
Клатч 120В Плазменный резак
Гибочный станок SO 2020
Пиво в холодильникеОтветить с цитатой
01-04-2012 #9
Re: Как правильно разрезать квадратную трубу на угол?
[QUOTE=ian1386;627951]Есть ли причина не делать угловые срезы под углом? Это слабее или просто больше работы, которую вам на самом деле не нужно делать?
Что касается приемника сцепки, можно ли просто стачивать внутреннюю линию сварки? Они продают трубки, которые «готовы к ресиверу», или мне придется выбрасывать ресивер из тягово-сцепного устройства?[/QUOTE\\
привет, я купил 18-дюймовую ресиверную трубку, готовую в порту, примерно за 10 долларов.
Это было давно. Убедитесь, что вы используете купон на скидку 20%. Дешевле, чем Northern Tool.http://www.harborfreight .com/catalog…=ресивер+трубка
Ответить с цитатой
01-04-2012 #10
Re: Как правильно разрезать квадратную трубу на угол?
Вы также можете получить дешевую пилу по металлу в «The Freight», чтобы резать углы. Он у меня уже 7 лет, и хотя я вижу, что он не выдержит производственной работы, он отлично подходит для моих хобби-проектов.
Я думаю, что 45-е будут хорошо смотреться, и, учитывая, что это всего лишь стол, а не сцепка для прицепа или еще один проект «жизнь или смерть», прочность не должна быть проблемой.Ответить с цитатой
01-05-2012 #11
Re: Как правильно разрезать квадратную трубу на угол?
Лично я большую часть времени сглаживаю углы, потому что мне не нравится, как выглядит открытая трубка, если только она не служит определенной цели, например, для ресивера.
Обычно я использую пилу для сухого реза, но если нужно, я могу получить довольно хорошие пропилы с помощью угольника для плотов и угловой шлифовальной машины с отрезным кругом.
Ответить с цитатой
01-05-2012 #12
Re: Как правильно разрезать квадратную трубу на угол?
Я пользуюсь лобзиком, работает отлично! Теперь он не готов к установке на космический шаттл, но отлично подходит для того, чем я занимаюсь.
Это быстро легко и дешево.Ответить с цитатой
01-05-2012 №13
Re: Как правильно разрезать квадратную трубу на угол?
Это мой личный и «хобби» ответ: приемники
— отличная идея, я всегда их включал. Я проверил один стенд для ремонта велосипеда
, который я купил несколько лет назад, и в нем используется 2-миллиметровая стенка трубки с внутренней трубкой
Н. Д. на 1 мм меньше внешнего внутреннего диаметра. + пара винтов для затяжки — так что просто
разработайте что-нибудь близкое, и вы добавите винты / гайки с Т-образной ручкой, и все будет работать.
Если у вас есть тугие трубки, у вас есть варианты, описанные выше, или как я видел
на YouTube, если толщина стенки трубки позволяет, слегка ударьте внутреннюю трубку
по внешней, чтобы получить передачу местоположения. линии сварки на внутренней трубе, отметьте линию сварки
по длине внутренней трубы и слегка шлифуйте вдоль этой линии до тех пор, пока линия сварки
не перестанет создавать заедания.Что касается резки, то я потратился на плазму, которую использую для фигурной резки
, но для чего-то трехмерного, если вы хотите быть точным и быстрым, я бы использовал
что-то, что прорезает весь профиль сразу. То, что вы должны использовать
, зависит от того, сколько у вас места, денег и потребностей, а также от того, какой процесс сварки вы будете использовать. контролируемая / точная резка, так как я ненавижу грубый
, который делают машины типа шлифовального станка.Ответить с цитатой
01-05-2012 №14
Re: Как правильно разрезать квадратную трубу на угол?
Я бы сказал рубил пилой. А для углов срезы под углом выглядят лучше и не оставляют открытой трубы, в которую могут заползти пауки.
Ответить с цитатой
01-05-2012 №15
Re: Как правильно разрезать квадратную трубу на угол?
Если боднуть их лучше кроме эстетики, то я так и сделаю.
Прикрепленные изображения Это просто рабочий стол, он не обязан хорошо выглядеть. При этом, однако, я действительно хочу, чтобы он не развалился. Итак, я превращаю это в пост «критика моих сварных швов». На днях я сделал тренировочный квадрат из трубы диаметром 1 дюйм, используя соединения встык, и это была бы точно такая же конструкция, которую я использовал для стола (за исключением, вероятно, трубы 2 дюйма вместо 1 дюйма). Кто-нибудь видит? какие-либо явные проблемы с этими сварными швами, которые могут повлиять на прочность? Возможно, мне нужно немного больше наполнителя в том углу, который выглядит утопленным? Я также сделал несколько стыковых соединений вдоль другой 1-дюймовой трубы, так как я фактически собираюсь повторно использовать часть существующей стол, который мне нужно укоротить, вырезав около фута из 1-дюймовой трубы и сварив ее вместе. Спасибо!Ответить с цитатой
01-05-2012 №16
Re: Как правильно разрезать квадратную трубу на угол?
Я не уверен, почему люди зациклены на открытом конце.
Все, что вам нужно сделать, это закрыть трубку. Делайте правильные замеры и вычтите толщину колпачков из длины трубки, и колпачки не будут заметны.Если вместо этого вы справитесь, ваши колпачки уже будут встроены. В любом случае, нет причин иметь открытые трубы, из-за которых рама выглядит так, как будто она была построена халтурщиком.
Мои 0,02 доллара!
Последний раз редактировалось tbone550; 05.01.2012 в 16:30. Причина: исправить опечатку
Ответить с цитатой
01-05-2012 # 17
Re: Как правильно разрезать квадратную трубу на угол?
Первоначально написал Broccoli1
«Лучший способ» относится к вашему банковскому счету
И доступное время, и инструменты, и опыт, и. …Ответить с цитатой
01-05-2012 # 18
Re: Как правильно разрезать квадратную трубу на угол?
Я бы сказал, просто бодаться. это сварочный стол, и, как ты сам сказал, он не обязан хорошо выглядеть. просто функция.
Они делают ствольную коробку. по сути то же самое, за исключением того, что шов находится в углу, а не посередине одной стороны.
Вы можете купить его разной длины у местного поставщика металла. наличие концов ствольной коробки на столе очень функционально, что позволяет вам иметь убираемые насадки для инструментов. шлифовальный станок, тиски, отрезная пила, и этот список можно продолжить. это очень полезно, если у вас ограниченное пространство или вы просто не хотите, чтобы 10 разных подставок удерживали все ваши инструменты.сварные швы выглядят нормально для этой цели, хотя рекомендуется не заканчивать валик на углу/крае. попробуйте обернуть сварной шов вокруг угла на 1/2–3/4 дюйма или около того.
Проблем нет. Есть только решения. Это ваша обязанность определить правильный.
Хобарт Хендлер 210
Airco 225 Amp MSM StingerОтветить с цитатой
01-05-2012 # 19
Re: Как правильно разрезать квадратную трубу на угол?
Первоначально Послано Malave16
Я бы сказал рубил пилой.
Отрезные пилы подходят, но имейте в виду, что лезвие изгибается, особенно при резке под углом. Вероятно, это не имеет большого значения для квадратных труб, но имеет большое значение для любой другой формы. А для углов срезы под углом выглядят лучше и не оставляют открытой трубы, в которую могут заползти пауки.Также отрезные пилы плавятся насквозь — это означает, что чем больше давление, тем шире расплав — тем шире пропил. Очень сложно сделать идеальный срез. Всегда нуждается в некоторой очистке, если вы хотите идеальную посадку.
Отрезные пилы известной марки можно купить менее чем за 200 долларов в новом виде. Обычно они выглядят довольно грубо после нескольких использований, поэтому использованные выглядят изношенными. Б/у значительно дешевле.
Пилы для сухой резки обычно намного дороже. Не пила, а лезвие делает его дорогим. Если вы можете найти дешевый нож без лезвия, лезвия можно купить всего за 50 долларов. Пилы для сухого реза вращаются со скоростью примерно 1/2 оборотов в минуту, чем пилы для резки, и они обычно имеют положительный привод (имеется в виду квадратный привод по сравнению с круглым и тугим зажимом).
Для сухой резки нужен хороший зажим — согните лезвие за 50 долларов слишком сильно, и случится что-то очень плохое — надеюсь, просто поджарьте лезвие за 50 долларов.Я получил новый нож для сухой стрижки Milwaukee, без лезвия, чуть более чем за 200 долларов. Включая алюминиевое лезвие и запасное стальное лезвие, я думаю, вложили 400 долларов. У меня около 100 порезов по алюминию — лезвие все еще в порядке и около 3 порезов по стали.
Con Fuse!
Miller Dynasty 350
Millermatic 350P
-Spoolmatic 30A
Miller Multimatic 200
Hypertherm PowerMax 1000G3
Miller Maxstar 200DXОтветить с цитатой
01-05-2012 #20
Re: Как правильно разрезать квадратную трубу на угол?
У меня есть отрезная пила Makita, и, как я уже сказал, я использую быстрый квадрат, чтобы установить 90 * или 45 *.
Для всего, что находится между ними, я использую свой скользящий Т-образный скос. При резке под любым углом, кроме 90*, я прижимаю трубу или угол к неподвижному упору с помощью моего С-образного зажима. Это удерживает утюг от смещения в сторону во время резки.
МайкСтарый Камнелом
«Опыт — это имя, которое все дают своим ошибкам»
Хобарт G-213 портативный
Миллер 175 миг
Стик переменного/постоянного тока Miller Thunderbolt
Настройка Виктора О/А
Отрезная пила MakitaОтветить с цитатой
 Только научился сваривать, первым проектом будет изготовление стола. Мой план состоял в том, чтобы использовать квадратную трубку и просто наклонить трубку на 45 градусов на концах, но я не совсем уверен, как лучше всего это сделать. В настоящее время у меня есть сабельная пила, O/A горелка или шлифовальная машина, которые можно использовать для резки по длине. У меня также есть небольшой 6-дюймовый настольный шлифовальный станок, но у него нет стола/поверхности вдоль плоской стороны, чтобы шлифовать до плоской поверхности. Я не против купить другой инструмент, скажем, пилу по металлу или лучше гриндером, но я просто ищу совета, какой из этих (или других) способов лучше (если вообще есть разница).0017 В качестве альтернативы, мне вообще нужно наклонять углы на 45 градусов? Будет ли какая-либо разница в прочности сварного шва или что-то еще между соединением двух угловых деталей и соединением одного открытого конца с поверхностью другого? Если бы я выбрал последний подход и использовал трубку с внутренним диаметром 2 дюйма и просто оставил концы открытыми, я думаю, я мог бы использовать ее в качестве приемника для тисков/шлифовального станка/и т.
Только научился сваривать, первым проектом будет изготовление стола. Мой план состоял в том, чтобы использовать квадратную трубку и просто наклонить трубку на 45 градусов на концах, но я не совсем уверен, как лучше всего это сделать. В настоящее время у меня есть сабельная пила, O/A горелка или шлифовальная машина, которые можно использовать для резки по длине. У меня также есть небольшой 6-дюймовый настольный шлифовальный станок, но у него нет стола/поверхности вдоль плоской стороны, чтобы шлифовать до плоской поверхности. Я не против купить другой инструмент, скажем, пилу по металлу или лучше гриндером, но я просто ищу совета, какой из этих (или других) способов лучше (если вообще есть разница).0017 В качестве альтернативы, мне вообще нужно наклонять углы на 45 градусов? Будет ли какая-либо разница в прочности сварного шва или что-то еще между соединением двух угловых деталей и соединением одного открытого конца с поверхностью другого? Если бы я выбрал последний подход и использовал трубку с внутренним диаметром 2 дюйма и просто оставил концы открытыми, я думаю, я мог бы использовать ее в качестве приемника для тисков/шлифовального станка/и т. д.?
д.? Просто, но один конец в сторону другой части.
Просто, но один конец в сторону другой части. Просто, но один конец в сторону другой части.
Просто, но один конец в сторону другой части.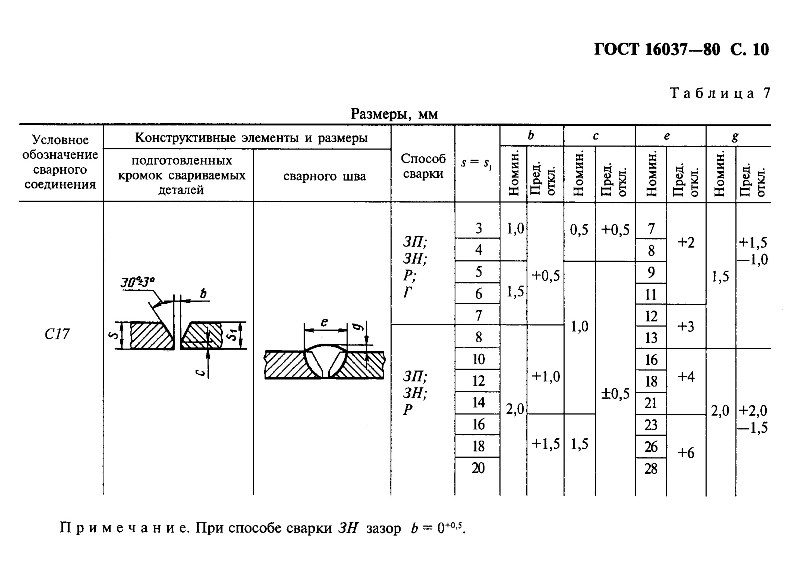 Делает порезы похожими на машинную обработку.
Делает порезы похожими на машинную обработку. Я использовал всю резьбу стержня и двигатель дрели.
Я использовал всю резьбу стержня и двигатель дрели.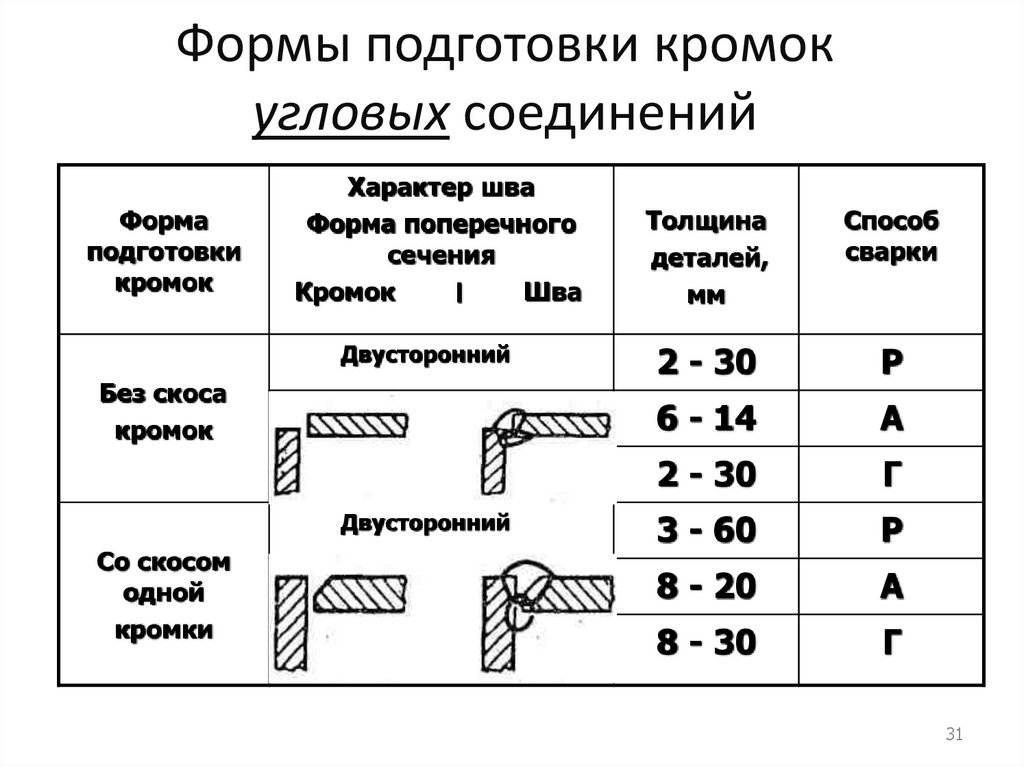

 Это было давно. Убедитесь, что вы используете купон на скидку 20%. Дешевле, чем Northern Tool.
Это было давно. Убедитесь, что вы используете купон на скидку 20%. Дешевле, чем Northern Tool. Я думаю, что 45-е будут хорошо смотреться, и, учитывая, что это всего лишь стол, а не сцепка для прицепа или еще один проект «жизнь или смерть», прочность не должна быть проблемой.
Я думаю, что 45-е будут хорошо смотреться, и, учитывая, что это всего лишь стол, а не сцепка для прицепа или еще один проект «жизнь или смерть», прочность не должна быть проблемой.
 Это быстро легко и дешево.
Это быстро легко и дешево.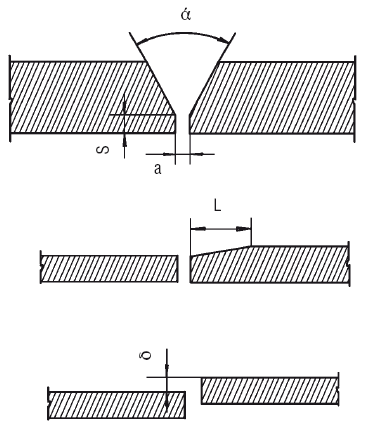 Д. на 1 мм меньше внешнего внутреннего диаметра. + пара винтов для затяжки — так что просто
Д. на 1 мм меньше внешнего внутреннего диаметра. + пара винтов для затяжки — так что просто  контролируемая / точная резка, так как я ненавижу грубый
контролируемая / точная резка, так как я ненавижу грубый  Это просто рабочий стол, он не обязан хорошо выглядеть. При этом, однако, я действительно хочу, чтобы он не развалился. Итак, я превращаю это в пост «критика моих сварных швов». На днях я сделал тренировочный квадрат из трубы диаметром 1 дюйм, используя соединения встык, и это была бы точно такая же конструкция, которую я использовал для стола (за исключением, вероятно, трубы 2 дюйма вместо 1 дюйма). Кто-нибудь видит? какие-либо явные проблемы с этими сварными швами, которые могут повлиять на прочность? Возможно, мне нужно немного больше наполнителя в том углу, который выглядит утопленным? Я также сделал несколько стыковых соединений вдоль другой 1-дюймовой трубы, так как я фактически собираюсь повторно использовать часть существующей стол, который мне нужно укоротить, вырезав около фута из 1-дюймовой трубы и сварив ее вместе. Спасибо!
Это просто рабочий стол, он не обязан хорошо выглядеть. При этом, однако, я действительно хочу, чтобы он не развалился. Итак, я превращаю это в пост «критика моих сварных швов». На днях я сделал тренировочный квадрат из трубы диаметром 1 дюйм, используя соединения встык, и это была бы точно такая же конструкция, которую я использовал для стола (за исключением, вероятно, трубы 2 дюйма вместо 1 дюйма). Кто-нибудь видит? какие-либо явные проблемы с этими сварными швами, которые могут повлиять на прочность? Возможно, мне нужно немного больше наполнителя в том углу, который выглядит утопленным? Я также сделал несколько стыковых соединений вдоль другой 1-дюймовой трубы, так как я фактически собираюсь повторно использовать часть существующей стол, который мне нужно укоротить, вырезав около фута из 1-дюймовой трубы и сварив ее вместе. Спасибо!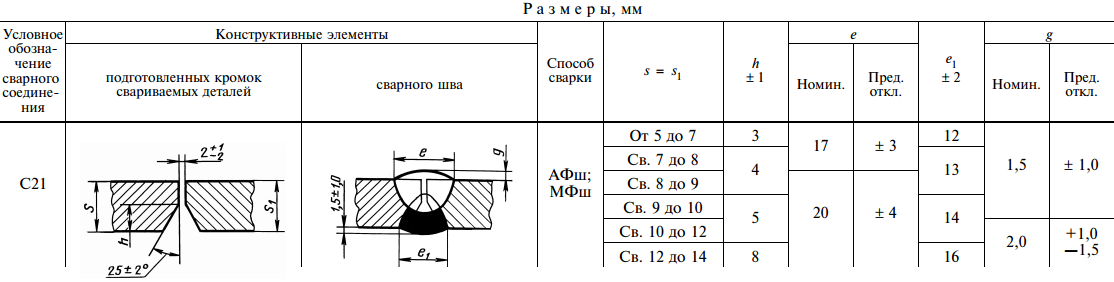 Все, что вам нужно сделать, это закрыть трубку. Делайте правильные замеры и вычтите толщину колпачков из длины трубки, и колпачки не будут заметны.
Все, что вам нужно сделать, это закрыть трубку. Делайте правильные замеры и вычтите толщину колпачков из длины трубки, и колпачки не будут заметны. …
… Вы можете купить его разной длины у местного поставщика металла. наличие концов ствольной коробки на столе очень функционально, что позволяет вам иметь убираемые насадки для инструментов. шлифовальный станок, тиски, отрезная пила, и этот список можно продолжить. это очень полезно, если у вас ограниченное пространство или вы просто не хотите, чтобы 10 разных подставок удерживали все ваши инструменты.
Вы можете купить его разной длины у местного поставщика металла. наличие концов ствольной коробки на столе очень функционально, что позволяет вам иметь убираемые насадки для инструментов. шлифовальный станок, тиски, отрезная пила, и этот список можно продолжить. это очень полезно, если у вас ограниченное пространство или вы просто не хотите, чтобы 10 разных подставок удерживали все ваши инструменты. А для углов срезы под углом выглядят лучше и не оставляют открытой трубы, в которую могут заползти пауки.
А для углов срезы под углом выглядят лучше и не оставляют открытой трубы, в которую могут заползти пауки. Для сухой резки нужен хороший зажим — согните лезвие за 50 долларов слишком сильно, и случится что-то очень плохое — надеюсь, просто поджарьте лезвие за 50 долларов.
Для сухой резки нужен хороший зажим — согните лезвие за 50 долларов слишком сильно, и случится что-то очень плохое — надеюсь, просто поджарьте лезвие за 50 долларов.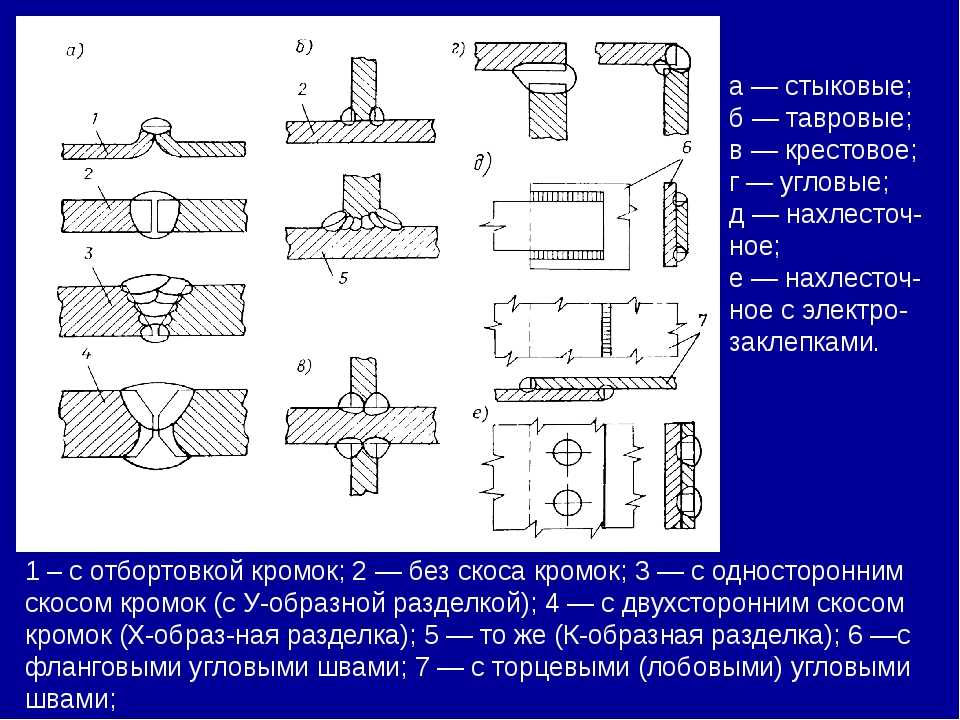 Для всего, что находится между ними, я использую свой скользящий Т-образный скос. При резке под любым углом, кроме 90*, я прижимаю трубу или угол к неподвижному упору с помощью моего С-образного зажима. Это удерживает утюг от смещения в сторону во время резки.
Для всего, что находится между ними, я использую свой скользящий Т-образный скос. При резке под любым углом, кроме 90*, я прижимаю трубу или угол к неподвижному упору с помощью моего С-образного зажима. Это удерживает утюг от смещения в сторону во время резки. « Предыдущая тема | Следующая тема »
Разрешения на публикацию
Кто-нибудь отрезал край своего квадратного угольника?
- Форум
- Сварочные веб-дисциплины
- Машины – инструменты и методы резки
- Кто-нибудь отрезал край своего квадратного угольника?
17.
11.2014
#1Кто-нибудь отрезал край от угла своего рамочного квадрата?
Я думал о том, чтобы сделать это, чтобы квадрат можно было использовать после того, как угловой сварной шов будет мешать. Есть ли причина не делать этого? Я собирался просто отпилить 1/4-1/2 дюйма внешнего угла.
www.FirehouseFabricators.com
Зак
Миллерматик 255
Линкольн SW200
Hypertherm Powermax 45xp
Плазменный стол с ЧПУ 2×4.Ответить с цитатой
17.
11.2014
#2Re: Кто-нибудь обрезал край квадратной рамки?
У меня есть один, у которого я отшлифовал угол по этой причине.
1982 Weldanpower 225 AC/DC Briggs
1957 Idealarc 180 ACHobart Handler 140
Thermal Arc Dragster 85
Ответить с цитатой
17.11.2014 #3
Re: Кто-нибудь обрезал край квадратной рамки?
Вы также можете использовать дополнительный квадрат между двумя частями или лезвие из комбинированного квадрата.
Установите обрамляющий угольник горизонтально и отодвиньте его от прихватки так, чтобы другой угольник или линейка попали между ними, или просто измерьте расстояние.Ответить с цитатой
17.11.2014 #4
Re: Кто-нибудь обрезал край квадратной рамки?
У нас есть стальные столярные угольники в каждом рабочем отсеке с обрезанными внешними углами.
Ответить с цитатой
17.
11.2014
#5Re: Кто-нибудь обрезал край квадратной рамки?
Я срезал углы со всех своих ленточным шлифовальным станком по той же причине…
…зап!
Я не совсем сумасшедший..
Отсутствуют некоторые деталиПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
17.
11.2014
#6Re: Кто-нибудь обрезал край квадратной рамки?
Если квадрат больше не читается как «квадрат» после надреза внешнего угла, зафиксируйте его парой ударов молотком и центральным ударом по лезвию … возле внутреннего глотки, если квадрат читается меньше 90, и рядом снаружи край, если более 90 градусов.
Lincoln PrecisionTig 275
Миллер 251
Миллер DialArc 250
Мельница Бриджпорта
Гибочный станок Хоссфельда и штампы
Логан формирователь
Токарный станок Jet 14 X 40
Саут-Бенд 9 дюймов «C»
Гипертерм 900
Ленточнопильный станок Ellis 3000
21-дюймовый Ройерсфорд Эксельсиор
Два магазина, все еще слишком много инструментов.Ответить с цитатой
17.11.2014 #7
Re: Кто-нибудь обрезал край квадратной рамки?
Ага. Я тоже один вырезал!
Гравий
Разница между теорией и практикой в том, что в теории разницы нет.
Ответить с цитатой
17.
11.2014
#8Re: Кто-нибудь обрезал край квадратной рамки?
Первоначально Послано BrooklynBravest
Я думал о том, чтобы сделать это так, чтобы квадрат все еще можно было использовать после того, как угловой сварной шов будет на пути. Есть ли причина не делать этого? Я собирался просто отпилить 1/4-1/2 дюйма внешнего угла.
Думал сделать то же самое.Отправлено с моего iPhone с помощью Tapatalk
Lincoln Pro Mig 180
ВЧ сварочный аппарат Stick/Tig инвертор
Lincoln AC225sОтветить с цитатой
17.
11.2014
#9Re: Кто-нибудь обрезал край квадратной рамки?
Следует использовать квадрат только для мелких деталей или дать приблизительное представление о том, сколько у вас осталось после сварки или подгонки.
Используйте ленту, чтобы узнать, насколько далеко вы отклонились от нормы. Деформация от сварки делает квадраты почти бесполезными для действительно качественной работы на вещах среднего размера.
«Любой день над землей — хороший день»
http://www.farmersamm.com/
Ответить с цитатой
17.
11.2014
#10Re: Кто-нибудь обрезал край квадратной рамки?
Консультативный совет по квадратному каркасу позволяет отшлифовать этот угол.
и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, ФлоридаОтветить с цитатой
17.11.2014 #11
Re: Кто-нибудь обрезал край квадратной рамки?
Вот как вы говорите нам об этих типах плотников!
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
17.
11.2014
#12Re: Кто-нибудь обрезал край квадратной рамки?
Поскольку вы собираетесь это сделать, самое время нарезать резьбу во внутреннем отверстии, насколько я помню, 3/8 дюйма, а также добавить резьбовые отверстия на каждом конце. Затем вставьте болт 3/8 дюйма, 1 /2 дюйма в каждом отверстии. Это дает вам 1/4 дюйма с одной стороны и около 7/16 дюйма с другой. закругленный край.
Ответить с цитатой
17.
11.2014
№13Re: Кто-нибудь обрезал край квадратной рамки?
Я срезал угол в течение многих лет, выпрямление с помощью перфоратора также отлично работает, не слышал о трюке с болтом, но похоже, что-то, что нужно попробовать хотя бы на одном из моих квадратов. Также никогда не помешает иметь больше, чем ??? Квадраты, у меня есть одна установка с этими латунными уголками, которые используют плотники 🙂
Ответить с цитатой
17.
11.2014
№14Re: Кто-нибудь обрезал край квадратной рамки?
Первоначально Послано farmamm
Следует использовать только квадрат на мелких вещах или дать приблизительное представление о том, сколько у вас осталось после сварки или подгонки.
Используйте ленту, чтобы действительно узнать, насколько вы неправы. Деформация от сварки делает квадраты почти бесполезными для действительно качественной работы на вещах среднего размера.
3-4-5, 3-4-5, 3-4-530+ yrs Army Infantry & Field Artillery, 25 yrs ago
Miller 350LX Tig Runner
TA 210, spool gun
Lincoln 250/250 IdealArc
ESAB PCM 500i Plasma
Kazoo 30″ vert BS
Kazoo 9×16 horiz BS
Токарный станок Clausing 12×24
Пневматический пресс 20TОтветить с цитатой
17.
11.2014
№15Re: Кто-нибудь обрезал край квадратной рамки?
Да и мою порезал. работает отлично. Сейчас займусь краном.
Ответить с цитатой
17.11.2014 №16
Re: Кто-нибудь обрезал край квадратной рамки?
Теперь мне нужны фотографии латунных уголков.
Картинки или этого не было.
Lincoln Power МиГ 210MP МиГ
Lincoln Power Mig 350MP — MIG и двухтактный
Линкольн ТИГ 300-300
Lincoln Hobby-Weld 110v Спасибо JLAMES
CK TIG TORCH, газовый диффузор, чаша из пирекса
Мастер резки по термодинамике 101
Мой мозгОтветить с цитатой
18.11.2014 # 17
Re: Кто-нибудь обрезал край квадратной рамки?
Вы, ребята, используете квадраты? Обычно я использую угол любого листового металла, который находится ближе всего ко мне.
Батарея 12 В, соединительные кабели и 6013.
У меня есть только страница в фейсбуке. https://www.facebook.com/pages/VPT/244788508917829Ответить с цитатой
18.11.2014 # 18
Re: Кто-нибудь обрезал край квадратной рамки?
У меня нет картинки, но вот ссылка, они также называются кнопками srair некоторыми
http://www.
amazon.com/Johnson-Level-…/dp/B00002NBKHОтветить с цитатой
18.11.2014 # 19
Re: Кто-нибудь обрезал край квадратной рамки?
Лестничные датчики, у Старрет тоже есть.
Ответить с цитатой
11-19-2014 #20
Re: Кто-нибудь обрезал край квадратной рамки?
Спасибо за идеи.
Я буду делать некоторые модификации.Делаю все возможное с тем, что у меня есть
Ответить с цитатой
23.11.2014 # 21
Re: Кто-нибудь обрезал край квадратной рамки?
Купить два квадрата, один с, один без….решено.
Пара сварочных аппаратов, большие молотки, шлифовальные машины и горелки.
Работа освободит вас.
Люди в грязных джинсах построили эту страну, а люди в чистых костюмах ее разрушили.
Трамп/Карсон 2016-2024Ответить с цитатой
23.11.2014 # 22
Re: Кто-нибудь обрезал край квадратной рамки?
Первоначально Послано AKweldshop
Купить два квадрата, один с, один без.
Только 2, мне нужно 6. 3 с 3 без, тогда, может быть, я смогу найти 1. …решено.Ответить с цитатой
23.11.2014 # 23
Re: Кто-нибудь обрезал край квадратной рамки?
Я стачиваю углы, я также стачиваю зазоры на квадратах скорости, чтобы плазменный резак очищал
.Миллерматик 252
миллерматик 175
Миллер 300 Тандерболт
Линкольн Рейнджер 250
кузнечные факелы
много парней
Если он не подходит, купите молоток большего размераОтветить с цитатой
30.11.2014 # 24
Re: Кто-нибудь обрезал край квадратной рамки?
вот идея получше
http://forum.longevity-inc.com/showt…le-weld-square
Ответить с цитатой
30.
 11.2014
#1
11.2014
#1 11.2014
#2
11.2014
#2 Установите обрамляющий угольник горизонтально и отодвиньте его от прихватки так, чтобы другой угольник или линейка попали между ними, или просто измерьте расстояние.
Установите обрамляющий угольник горизонтально и отодвиньте его от прихватки так, чтобы другой угольник или линейка попали между ними, или просто измерьте расстояние. 11.2014
#5
11.2014
#5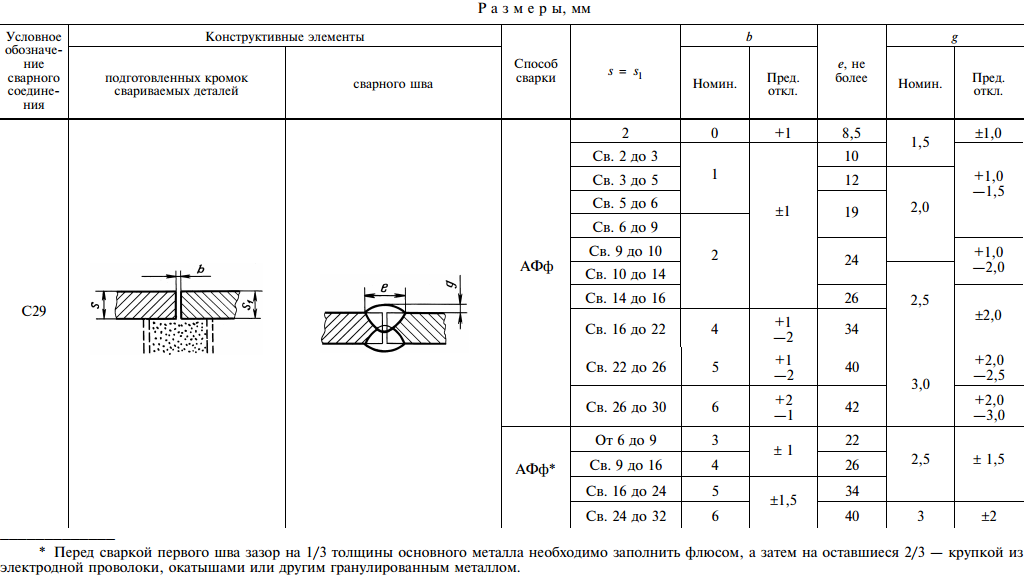 11.2014
#6
11.2014
#6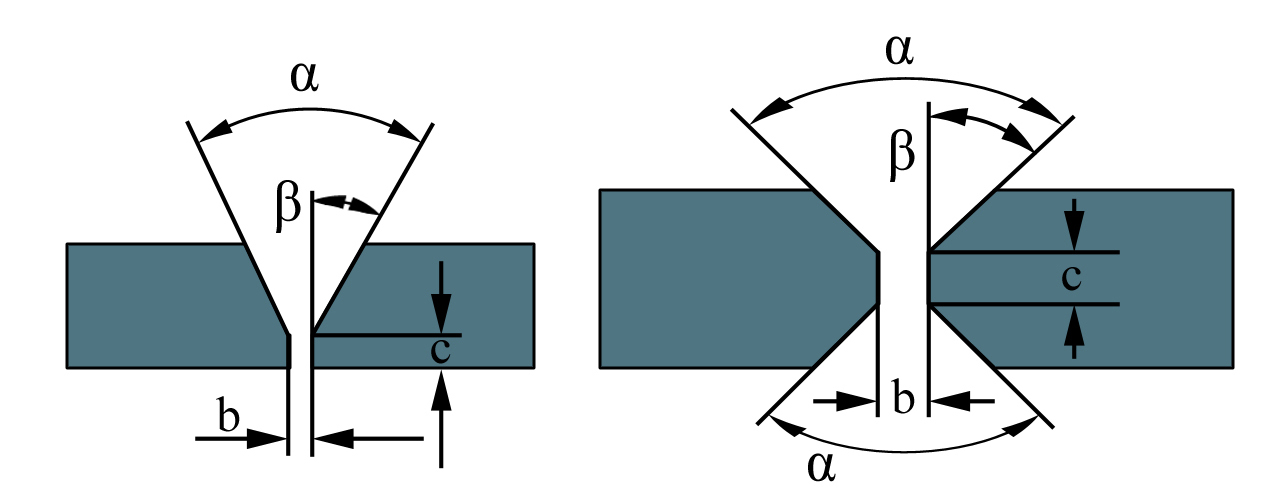
 11.2014
#8
11.2014
#8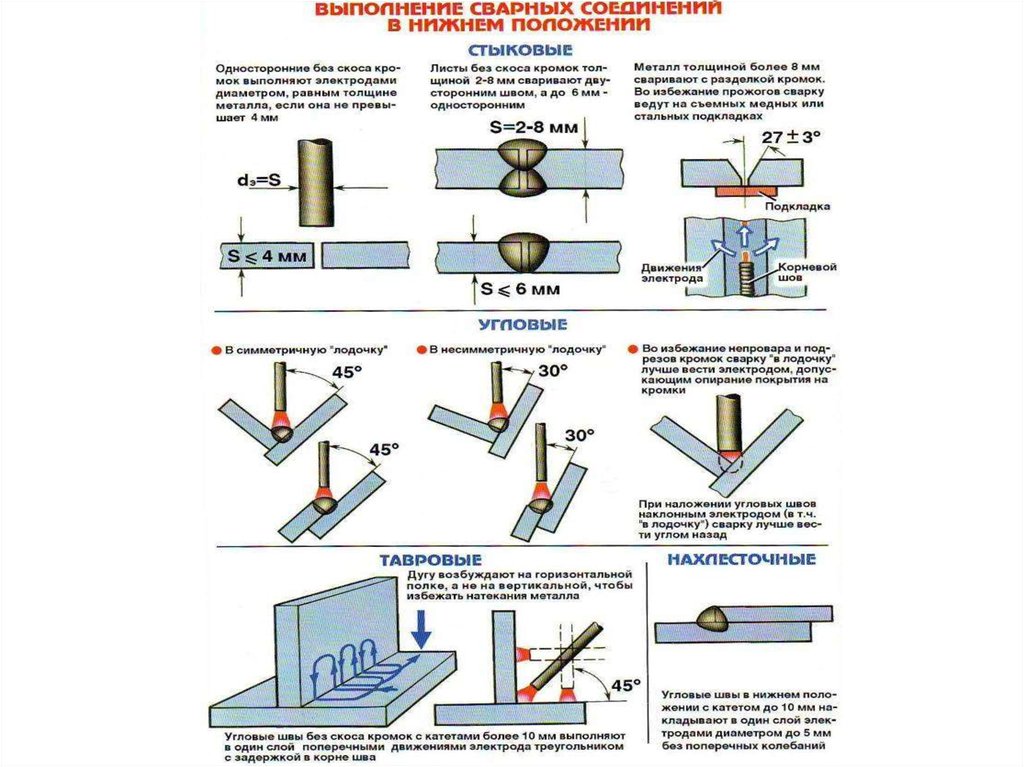 11.2014
#9
11.2014
#9 11.2014
#10
11.2014
#10 11.2014
#12
11.2014
#12 11.2014
№13
11.2014
№13 11.2014
№14
11.2014
№14 11.2014
№15
11.2014
№15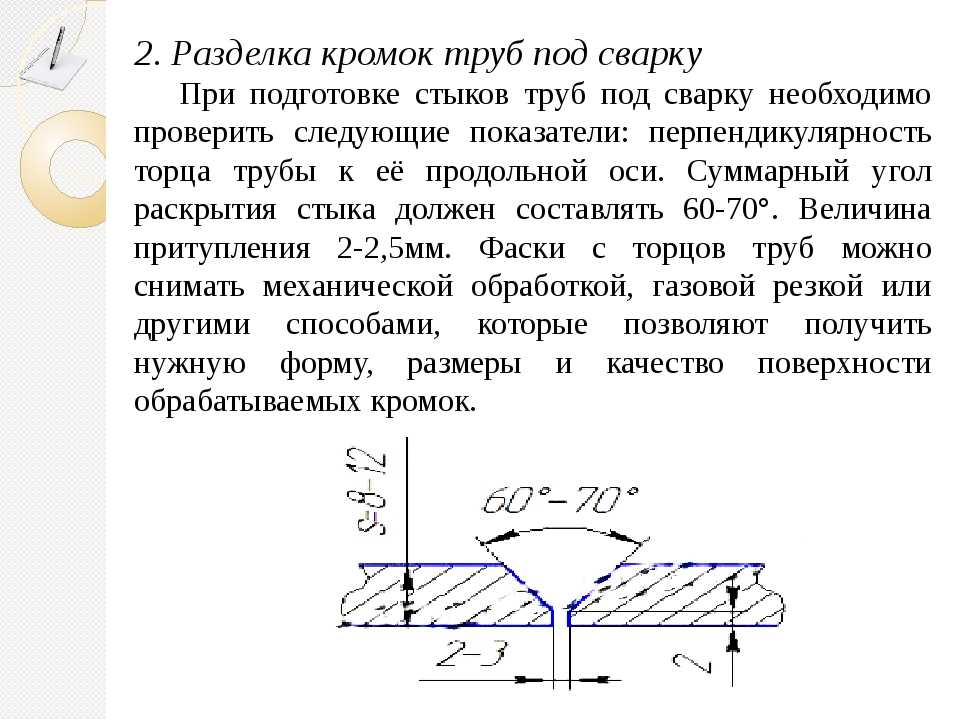
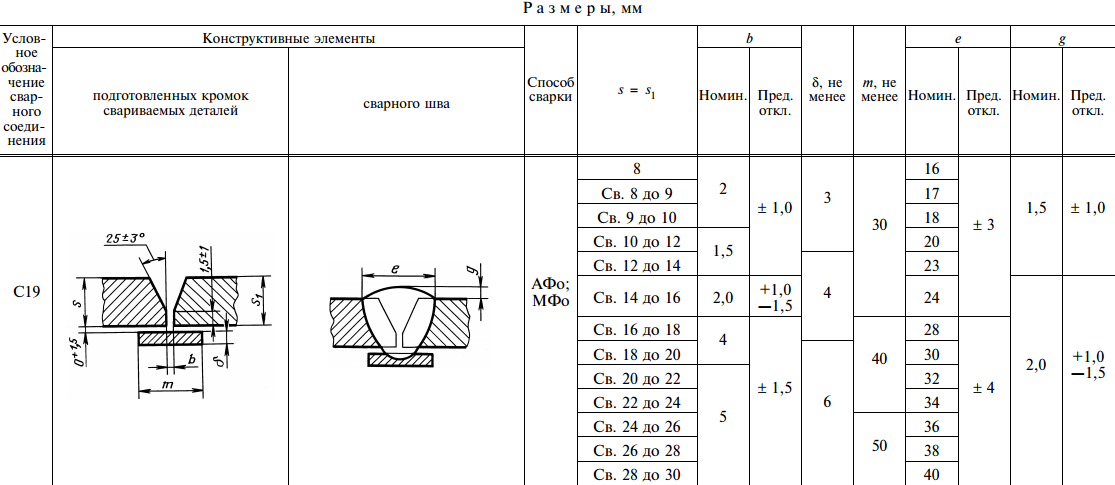
 amazon.com/Johnson-Level-…/dp/B00002NBKH
amazon.com/Johnson-Level-…/dp/B00002NBKH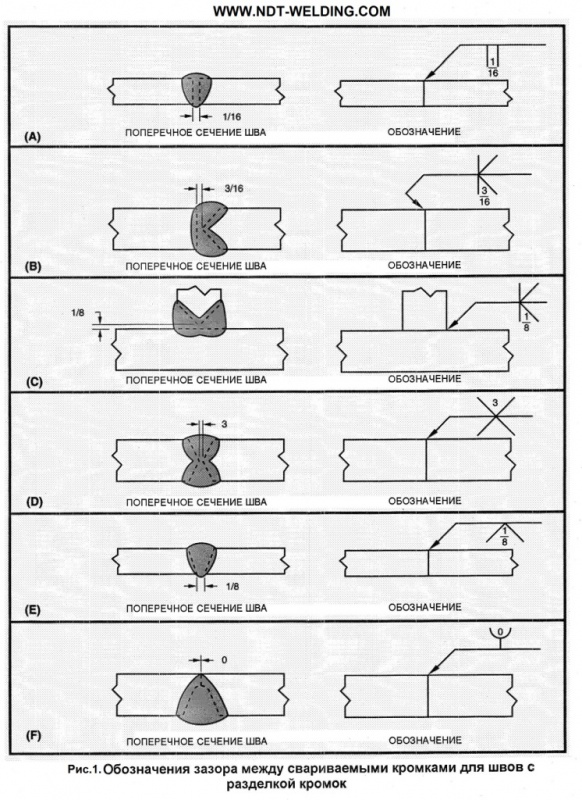 Я буду делать некоторые модификации.
Я буду делать некоторые модификации.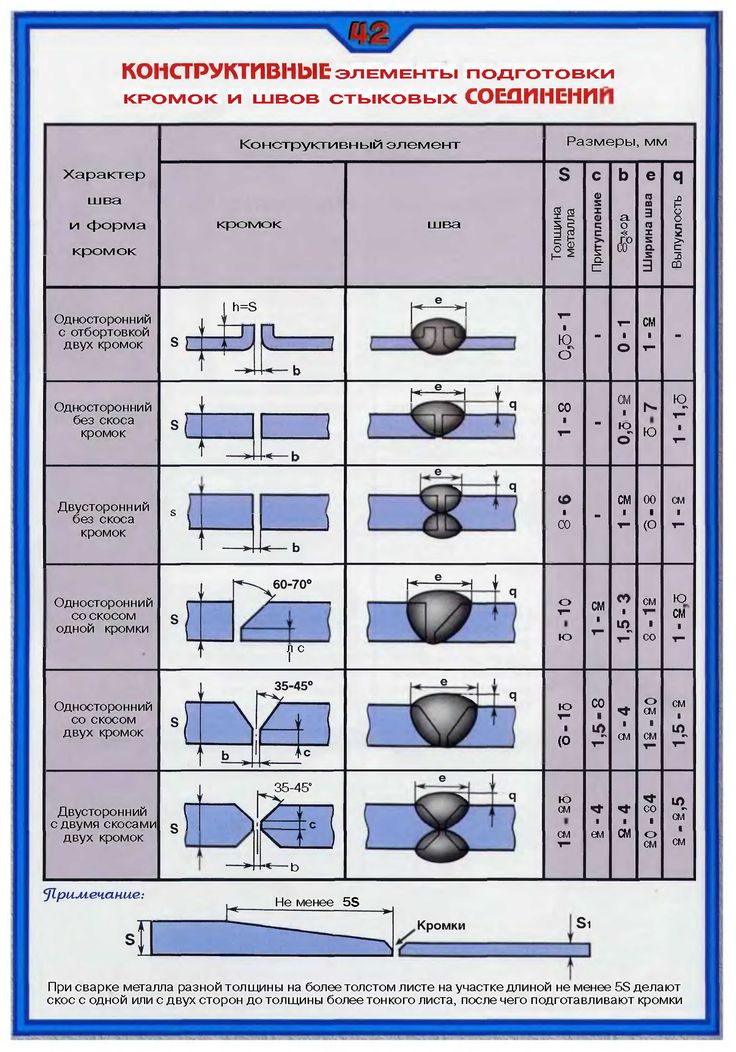
 …решено.
…решено.
