Прерывистый шов — Большая Энциклопедия Нефти и Газа, статья, страница 4
Cтраница 4
Расположение шва называется цепным, если участки шва расположены с двух сторон привариваемой детали, друг против друга. Шахматное расположение прерывистого шва отличается тем, что в нем за каждым участком шва с одной стороны детали следует участок шва с другой стороны. [46]
| Типы швов по положению в пространстве. [47] |
Прерывистые швы чаще всего применяются как швы конструктивные. Расстояния между участками прерывистого шва ( шпонками должны быть в сжатых элементах не более 16 8, а в растянутых — не больше 30 8, где 8 — толщина листа. [48]
| Классификация сварных швов. [49] |
Такие швы делают в целях экономии материалов и электроэнергии. Длину / провариваемых участков прерывистого шва принимают равной 50 — 150 мм, а промежутки между ними делают примерно вдвое больше.
При точечной сварке соединение образуется не по всей поверхности стыка, а лишь в отдельных точках, к которым подводят электроды сварочной машины. При шовной сварке узкий непрерывный или прерывистый шов расположен вдоль стыка деталей. Эту сварку выполняют с помощью электродов, имеющих форму дисков, которые катятся в направлении сварки. В отличие от точечной шовная сварка образует герметичное соединение. [51]
| Тонколистовые панели с гофрированным листом ( а и со стрингерами ( б. [52] |
Наиболее значительны и трудноустранимы продольные и диагональные деформации. Усадка сварных точек приводит к сокращению — прерывистого шва по длине. [53]
При многопроходной сварке зоны пластических деформаций от следующих проходов частично перекрывают предыдущие, поэтому каждый проход дает дополнительную силу РуС порядка 15 % от возникающей после первого прохода.
Детали, привариваемые к корпусу аппарата, должны быть установлены в аппарате до проведения гидро — и пневмоиспытаний. Приварка может быть осуществлена любым из описанных выше способов с наложением сплошного или прерывистого шва. Сварные швы должны быть тщательно зачищены от брызг и шлака. [55]
Под тарелками укрепляются ребра для придания необходимой жесткости тарелке. Они укрепляются на расстоянии 400 — 500 мм друг от друга с помощью прерывистого шва. В некоторых конструкциях ребра изготовляются в виде колесников, которые крепятся к корпусу колонны, и на них свободно кладутся тарелки или привинчиваются к ребрам шпильками. [56]
Дефекты и повреждения тормозных конструкций, которые представляют собой трещины в швах крепления тормозного настила к крановым балкам, необходимо зачистить и заварить вновь. Одновременно в этих же зонах следует приварить тормозной настил к верхним поясам крановых балок снизу потолочными швами на участках трещин, а также на расстоянии 1 — 1 5 м от опор балок, в прочих местах допускается прерывистый шов. [57]
[57]
Шов, соединяющий детали в стыковом соединении, называют стыковым, а в тавровом и нахлесточном соединениях — угловым. Прерывистый шов выполняют отдельными отрезками — — шпонками или отдельными точками. При нахлесточном соединении применяют так называемый прорезной шов. Сплошной прорезной шов характерен для электроннолучевой, шпоночный и электрозаклепочный — для дуговой сварки. При дуговой сварке шпоночный и электрозаклепочный швы можно выполнять ( в зависимости от толщины верхнего листа) с образованием отверстия перед сваркой или без него. [58]
В фланговом шве действующее усилие направлено параллельно оси шва, в лобовом-перпендикулярно, в косом — под углом. По протяженности различают непрерывные и прерывистые швы. Длина отдельного отрезка прерывистого шва 50 — 150 мм, а расстояние между ними составляет 1 5 — 2 5 длины шва. Однако не следует думать, что усиленные швы имеют большую прочность по сравнению с нормальными. У усиленных швов нельзя обеспечить плавный переход от наплавленного металла к основному, и в этих местах концентрируются напряжения, которые могут привести к разрушению сварного изделия.
[59]
У усиленных швов нельзя обеспечить плавный переход от наплавленного металла к основному, и в этих местах концентрируются напряжения, которые могут привести к разрушению сварного изделия.
[59]
Как правило, все швы выполняются непрерывными. Прерывистые швы применяются в качестве связующих и в случае сварки лестниц, площадок и других слабонагруженных конструкций и элементов с напряжением менее 0 4 расчетного сопротивления. Обычно длина участка
Страницы: 1 2 3 4 5
Прерывистый шов — определение термина
Термин и определение
сварной шов с промежутками по длине.
Еще термины по предмету «Энергетическое машиностроение»
Антиокислительная присадка
присадка, препятствующая, ограничивающая или задерживающая окисление смазочного материала.
Гибридный термоядерный реактор
термоядерный реактор, бланкет которого содержит делящиеся нуклиды.
Дуговая сварка под флюсом
дуговая сварка, при которой дуга горит под слоем сварочного флюса.Похожие
- Цепной прерывистый шов
- Шахматный прерывистый шов
- Цепной прерывистый угловой шов
- Прерывистое выделение, прерывистый распад
- Прерывистое охлаждение
- Прерывистость шва
- Прерывистая закалка
- Прерывистая сварка
- Прерывистая текучесть
- Прерывистое выделение
- Аффикс прерывистый
- Шов деформационный
- Температурный шов
- Шов в кладке
- Клеевой шов
- Рабочий шов
- Шов от формы
- Альбрехта шов
- Вормиев шов
Смотреть больше терминов
Научные статьи на тему «Прерывистый шов»
Приведены результаты изучения вещественного состава рудных микрочастиц, извлеченных из золотосодержащих концентратов эксплуатируемой кварцевой жилы № 30 Ирокиндинского месторождения.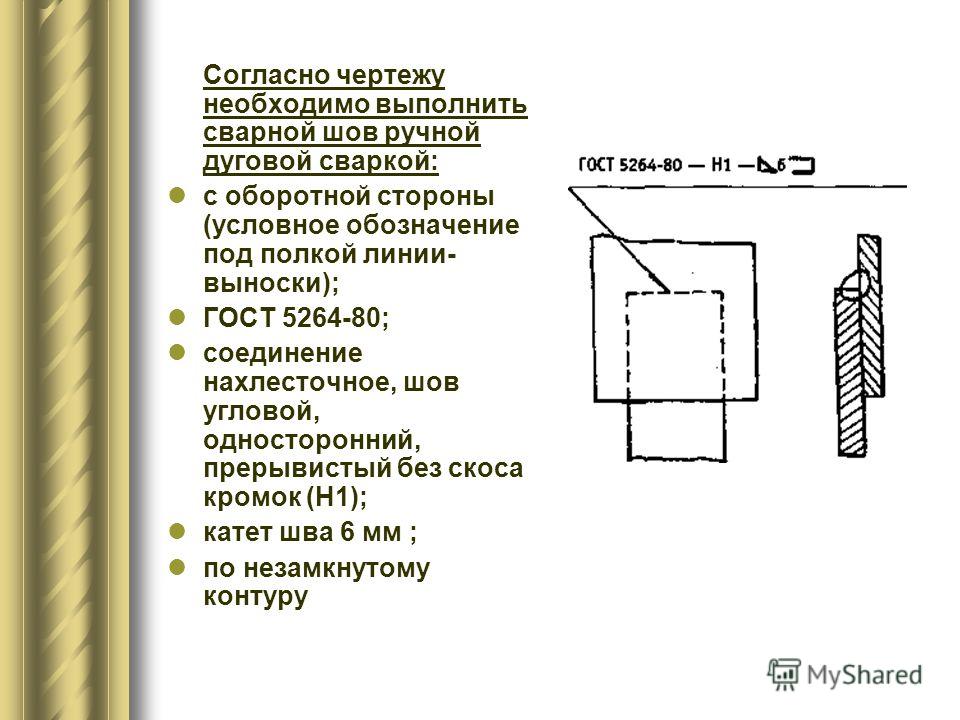 Авторы попытались рассмотреть их происхождение в связи с опубликованными ранее результатами исследований структурно-геологических особенностей формирования рудного поля, а также тектонофизических условий образования многих золоторудных кварцевых жил, включая и жилу № 30, дополненных нашими наблюдениями. Золоторуд…
Авторы попытались рассмотреть их происхождение в связи с опубликованными ранее результатами исследований структурно-геологических особенностей формирования рудного поля, а также тектонофизических условий образования многих золоторудных кварцевых жил, включая и жилу № 30, дополненных нашими наблюдениями. Золоторуд…
Научный журнал
Creative Commons
Повышай знания с онлайн-тренажером от Автор24!
- 📝 Напиши термин
- 🤝 Тренажер от Автор24 поможет тебе выучить термины, с помощью удобных и приятных карточек
Возможность создать свои термины в разработке
Еще чуть-чуть и ты сможешь писать определения на платформе Автор24. Укажи почту и мы пришлем уведомление с обновлением ☺️
Ограничения длины сварного шва — КиберПедия
Для стыкового соединения и углового шва в поле Ограничения (Limits) можно указать положения Начала (Start) и Конца (End) сварного шва.
Рисунок 2.29 — Поле «Ограничения»
Задание ограничения:
− длина дуги (Arc Length) – определяет местоположение по расстоянию вдоль кривой,
− через точку (Trough Point) – определяет местоположение как заданную точку.
Для стыкового соединения можно изменять углы начала и конца шва. Предлагается три Метода уклона (Taper Method):
— без уклона;
— из верхней грани (From Top Face) – угол наклона измеряется от верхней грани;
— из конечной грани – угол наклона измеряется от кромок
Задание параметров ограничения длины шва
Рисунок 2.30 — Стыковое соединение с ограничением по длине.
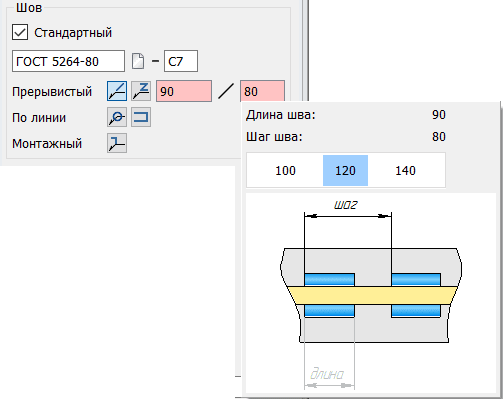
Прерывистый шов
Прерывистый шов – сварной шов с промежутками по длине.
Прерывистый шов бывает двух видов: цепной и шахматный.Цепной прерывистый шов – двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого. Шахматный прерывистый шов – двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
Шахматный прерывистый шов – двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
| а) | б) |
| Рисунок 2.31 — Цепной (а) и шахматный (б) прерывистые швы |
Прерывистые швычаще всего применяются в качестве конструктивных швов. Расстояния между участками прерывистого шва должны быть в сжатых элементах не более 16δ, а в растянутых – не больше 30δ, где δ – толщина листа [Шинкевич Н.И. «Справочное пособие по сварным, резьбовым и заклепочным соединениям»]. [2]
Раздел Параметры прерывистого швы присутствует только в окнах Стыкового соединения и Углового шва.
Для создания прерывистого шва необходимо в разделе Параметры прерывистого шва (Skip Weld Parameters) поставить галочку в опции Создать прерывистый шов (Create Skip Welds), после появятся задаваемые параметры шва.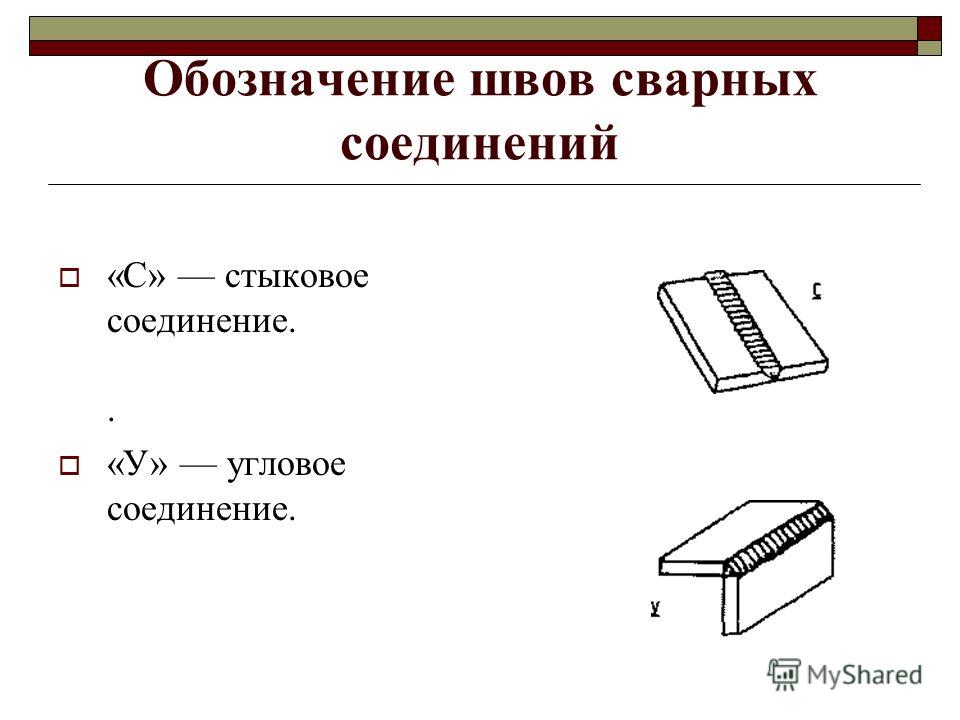
Рисунок 2.32 — Поле «Параметры прерывистого шва»
Методы построения прерывистого шва:
− число, длина (Number, Length) – заданное число участков сварного шва определенной длины равномерно распеределяются по линии соединения, размер пустого интервала устанавливается автоматически;
− число, интервал (Number, Spacing) – заданное число участков сварного шва раплолагаются строго через заданное значение пустого участка, длина сварных швов устанавливается автоматически;
− интервал, длина (Spacing, Length) – участки сварного шва определенной длины располагаются на определенном расстоянии друг от друга, количетво участков сварного шва устанавливается автоматически.
Задание параметров прерывистого шва
Рисунок 2. — Прерывистый шов
.
Сварка электрозаклепками
Пробочный шов (электрозаклепка) – это сварная точка, при точечном сварном соединении металла, выполняемом точечной дуговой сваркой. Электрозаклепки, рсиунок 2. выполняются по ГОСТ 14776-79 «Дуговая сварка. Соединения сварные точечные».
Электрозаклепки, рсиунок 2. выполняются по ГОСТ 14776-79 «Дуговая сварка. Соединения сварные точечные».
Рисунок 2. — Пробочные швы с круглым отверстием в верхней детали
Для образования электрозаклепки требуется полное проплавление одного из соединяемых элементов. В случае если толщина детали, которую необходимо проплавить довольно приличная, то в ней можно высверлить отверстие, которое и будет впоследствии заполнено жидким электродным металлом.
Прорезной шов – сварной шов, образуемый в результате заполнения жидким металлом плавящегося электрода прорези, предварительно подготовленной в одном из соединяемых элементов, рисунок 2. .
Рисунок 2. — Прорезной шов
Пробочный/прорезной шов (Plug/Slot Weld) применяется для создания нахлесточных соединений.
С помощью команды Пробочный шов соединение создается в NX, только используя существующее отверстие или паз для сварки (соединение типа Н5). Отверстие или паз может частично или полностью заполнено сварочным материалом.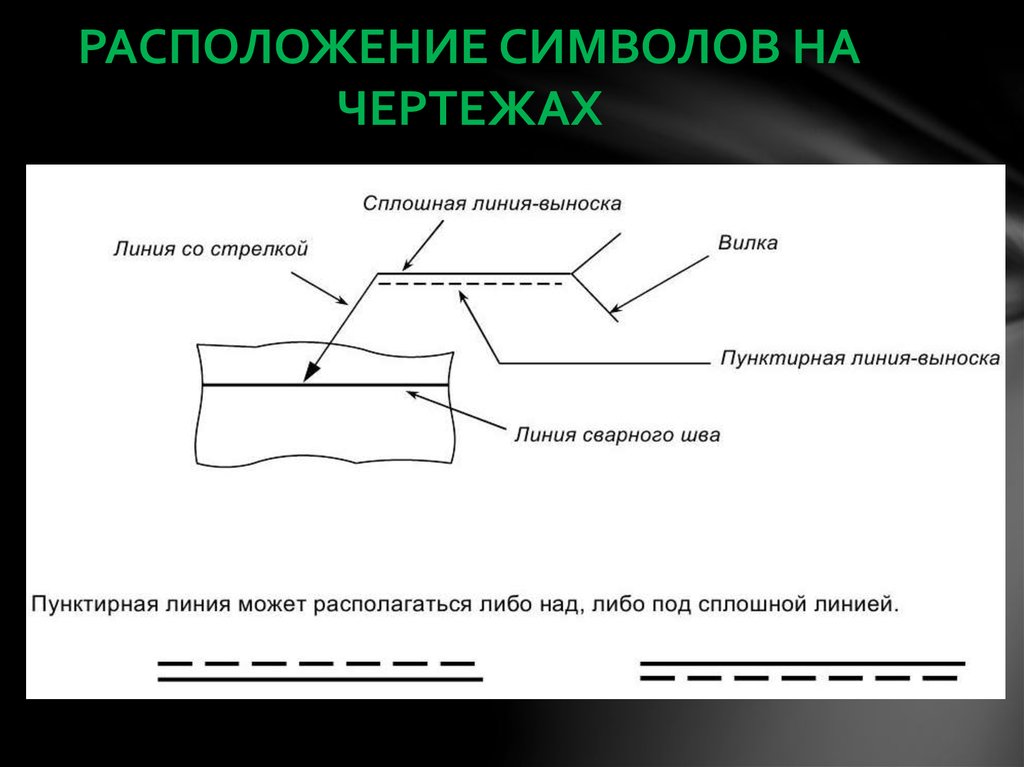
Расположение команды: вкладка Мастер сварки (Weld Assistant) – группа Сварка твердых тел (Solid Weld) – команда Пробочный шов (Plug/Slot).
Все параметры пробочного шва задаются в открывшемся окне Пробочный шов, рисунок 2. .
Примечание: нахлесточные соединения типа Н1-Н4 создаются с помощью команд Точечной сварки (Weld Point).
Рисунок 2. — Окно «Пробочный шов»
В разделе Грани (Faces) функции Выбрать верхнюю/нижнюю грань (Select Top/Bottom Face Set) позволяет выбрать соответственно верхнюю и нижнюю грани построения пробочного шва.
В поле Отверстие/паз (Hole/Slot) функцией Выбрать ребро (Select Edge) необходимо выбрать ребро отверстия или паза для формирования пробочного шва.
Контур шва (Contour):
− нет – позволяет создать пробочный шов с не указанной окончательной сварочной операцией,
− выпуклый (Convex),
− плоский (Flush),
− вогнутый (Concave).
Параметры сечения пробочного шва (Cross Section):
− отклонение вершины (Contour Height) – высота усиления;
− глубина заливки (Depth of Filling) – глубина проплавления листов.
В поле Характеристики сварки (Weld Characteristics) – приведен список дополнительных атрибутов, которые можно назначить пользовательской сварке.
Выбрать объект для наследования (Select Inherit Object) – позволяет выбрать объект, от которого будут наследоваться атрибуты проточки под сварку.
Настройки (Settings):
— создать объект ТУ (Assign Weld PMI) – открытие диалогового окна Символ сварки, в котором можно создать комментарии для сварки,
— заполнение шва (Field Weld) – позволяет задавать атрибут Заполнение шва для сварочного объекта.
а)
б)
Выбор свариваемых плоскостей
Выбор ребра для сварки и задание размеров пробочного шва
Готовое соединение электрозаклепка (Н5)
Нестандартные сварные швы
Используйте эту команду для задания твердого тела как пользовательской сварки. Это полезно, когда нужно задать пользовательскую сварку, которую нельзя получить стандартными методами элемента Сварка.
Это полезно, когда нужно задать пользовательскую сварку, которую нельзя получить стандартными методами элемента Сварка.
Пользовательская сварка имеет те же свойства, что и другие элементы типа Сварка.
Можно выполнить следующее:
Использовать любую допустимую технику моделирования для моделирования формы сварного шва.
Назначить атрибуты твердому телу для идентификации его как сварного шва.
Твердое тело отображается как элемент Сварка в Навигаторе модели и используется в расчетах длины и объема сварного шва.
Создать символ ТУ для сварки в то же время, когда создаете пользовательскую сварку.
Открыть пользовательскую сварку в диалоговом окне Фильтр атрибутов сварки.
Пользовательская сварка также отображается в диалоговом окне Уточненная фильтрация, когда для фильтра выбора задается значение Объекты сварки.
Публиковать пользовательские сварки в Teamcenter как отдельные сварные объекты.
Задайте атрибуты свойств пользовательской сварки с помощью диалогового окна Настройки по умолчанию.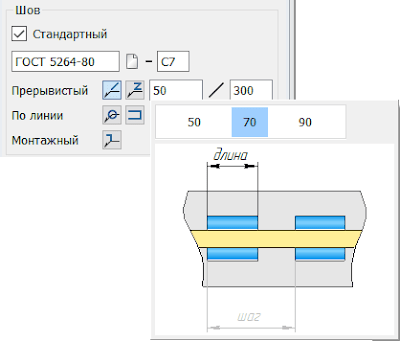 Можно включить получение значений из списка, задать атрибуты как обязательные и задать значения по умолчанию для атрибутов.
Можно включить получение значений из списка, задать атрибуты как обязательные и задать значения по умолчанию для атрибутов.
Удалить из сборки файл детали, которая выбрана как соединенная деталь.
В результате элемент Сварка станет удержанным и будет обозначен значком удержания в Навигаторе модели. Можно сделать элемент Сварка допустимым вновь, выбрав новый компонентов в сборке.
Расположение команды: вкладка Мастер сварки (Weld Assistant) – группа Сварка ствердых тел (Solid Weld) – команда Задаваемый пользователем (User Defined).
Рисунок 2. — Окно «Пользовательская сварка»
.
SVARKA-INFO.COM — виртуальный справочник сварщика
Главная » Сварочные технологии
Альтернативные источники энергии
2022-09-26
…
Владимир Будянов. Альтернативные технологии, Россия и Новый мировой порядок.
2022-09-20
Доктора наук Сергей Салль, Анатолий Конев, Валерий Дудышев (акад. Российской экологической академии) и ряд других учёных работают над созданием эффективных технологий, направленных на решение ключевых проблем человечества. Но на их пути стоит Всемирное мировое правительство… Передовые русские учёные обоснованно связывают современную мировую политику, направленную на установление Нового мирового порядка на основе всесилия «золотого тельца», с повсеместным обязательным подавлением новых технологий, в первую очередь энергетических и…
Альтернативная энергия своими руками: обзор лучших возобновляемых источников электричества
2017-12-21
Сегодня всем известно, что запасы углеводородов на Земле имеют свой предел. С каждым годом все труднее становится добывать нефть и газ из недр. Кроме того, их сжигание наносит непоправимый ущерб экологии нашей планеты. Несмотря на то, что технологии производства возобновляемой энергии сегодня очень эффективны, государства не спешат отказываться от сжигания топлива. При этом, цены на энергоносители растут с каждым годом, заставляя простых граждан все больше и больше раскошеливаться.
В связи с этим, производство альтернативной энергии сегодня…
При этом, цены на энергоносители растут с каждым годом, заставляя простых граждан все больше и больше раскошеливаться.
В связи с этим, производство альтернативной энергии сегодня…
Альтернативные виды энергии. Обзор источников электичесива
2017-12-21
Ограниченные запасы ископаемого топлива и глобальное загрязнение окружающей среды заставило человечество искать возобновляемые альтернативные источники такой энергии, чтобы вред от ее переработки был минимальным при приемлемых показателях себестоимости производства, переработки и транспортировки энергоресурсов. Современные технологии позволяют использовать имеющиеся альтернативные энергетические ресурсы, как в масштабе целой планеты, так и в пределах энергосети квартиры или частного дома. Буйное развитие жизни на протяжении нескольких…
Альтернативные технологии — Россия и Новый мировой порядок.
2017-12-21
http://www. dal.by/news/89/28-08-12-25/
Альтернативные технологии, Россия и Новый мировой порядок
Доктора наук Сергей Салль, Анатолий Конев, Валерий Дудышев (акад. Российской экологической академии) и ряд других учёных работают над созданием эффективных технологий, направленных на решение ключевых проблем человечества. Но на их пути стоит Всемирное мировое правительство…
Передовые русские учёные обоснованно связывают современную мировую политику, направленную на установление Нового мирового порядка на основе всесилия «золотого…
dal.by/news/89/28-08-12-25/
Альтернативные технологии, Россия и Новый мировой порядок
Доктора наук Сергей Салль, Анатолий Конев, Валерий Дудышев (акад. Российской экологической академии) и ряд других учёных работают над созданием эффективных технологий, направленных на решение ключевых проблем человечества. Но на их пути стоит Всемирное мировое правительство…
Передовые русские учёные обоснованно связывают современную мировую политику, направленную на установление Нового мирового порядка на основе всесилия «золотого…
Аккумуляторы для солнечных батарей
2017-12-21
Аккумуляторы для солнечных батарей — это буфер, обеспечивающий накопление энергии посредством обратимых химических реакций, благодаря чему гарантируется работа в циклическом режиме.
В солнечных системах используются аккумуляторные батареи герметичные и малообслуживаемые , а также Никель-солевые накопители энергии которые обладают большим ресурсом и предназначены специально для циклической работы. В настоящий момент самые востребованные свинцово-кислотные аккумуляторы для солнечных батарей , т.к это самый доступный класс накопителей…
В настоящий момент самые востребованные свинцово-кислотные аккумуляторы для солнечных батарей , т.к это самый доступный класс накопителей…
Аккумуляторы для рынка возобновляемых источников энергии
2017-12-21
Журнал РАДИОЛОЦМАН, июнь 2014 Bruce Dorminey Renewable Energy World Magazine Как развивающиеся, так и развитые страны мира имеют веские основания задуматься об использовании аккумуляторных технологий. И вот почему. С тех дней, когда ваш дедушка вынужден был периодически открывать капот, чтобы добавить воды в свинцово-кислотную батарею, технология аккумуляторов прошла долгий путь. Всего десять лет назад идея, что блоки аккумуляторов скоро будут «сглаживать потоки энергии», текущей от ветряных и солнечных ферм в электрические сети, казалась почти фантастической….
Безтопливные генераторы — уже реальность (+видео) — Форум Izhcommunal.ru
2017-06-30
Гидроэнергоблок для безплотинных ГЭС Изобретатель Ленёв Николай Иванович. Патент №2166664
В изобретении предлагается оригинальный, ранее не использовавшийся ни в одной из существующих конструкций, способ использования энергии как водного потока любого вида (рек, ручьёв, приливов, морской волны и т.д.) так и движения воздушных масс. При этом используется естественный поток, без предварительного преобразования (строительства дамб, каналов, напорных труб).
Данный способ отъёма мощности водного потока является наиболее выгодным и с экологической…
Патент №2166664
В изобретении предлагается оригинальный, ранее не использовавшийся ни в одной из существующих конструкций, способ использования энергии как водного потока любого вида (рек, ручьёв, приливов, морской волны и т.д.) так и движения воздушных масс. При этом используется естественный поток, без предварительного преобразования (строительства дамб, каналов, напорных труб).
Данный способ отъёма мощности водного потока является наиболее выгодным и с экологической…
Альтернативная энергетика
2017-06-22
содержание презентации «Альтернативная энергетика.ppt»
№
Слайд
Текст
1
Альтернативная энергия
в помощь Экологии и Энергосбережению Псков 2010г.
Автономная некоммерческая организация Cоциально-консультационный центр «ПсковРегионИнфо» Альтернативная Энергия
2
Возобновляемые источники энергии
Автономная некоммерческая организация Cоциально-консультационный центр «ПсковРегионИнфо» Альтернативная Энергия. Возобновляемые источники энергии – это не альтернатива существующей энергетике, а ее будущее, и вопрос лишь в том, когда…
Возобновляемые источники энергии – это не альтернатива существующей энергетике, а ее будущее, и вопрос лишь в том, когда…
Схема выполнения швов со знаком Z — Технологии и документации
#1 saimonvik
Отправлено 03 March 2014 07:36
Всем привет, вот столкнулся с расчётом длины шва с обозначением 15Z45. Никак не врублюсь как посчитать длину этого шва для расчёта сварочных материалов! Растолкуйте плиз!
Заранее спасибо!
- Наверх
- Вставить ник
#2 Васо_29
Отправлено 03 March 2014 08:01
saimonvik, ————— ————— —————
Примерно так, т. е. 15 мм шва затем 45 мм от начала 1-го шва до начала второго шва, потом с обратной стороны привариваемой детали, далее опять с другой стороны и т.д. (обычно так обозначают сварку тавровых соединений). В шахматном порядке.
е. 15 мм шва затем 45 мм от начала 1-го шва до начала второго шва, потом с обратной стороны привариваемой детали, далее опять с другой стороны и т.д. (обычно так обозначают сварку тавровых соединений). В шахматном порядке.
Путём интегрального исчисления и дифференцирования получаем на 1000 мм конструкции 333,33 мм шва с одной стороны и столько же с другой
Сообщение отредактировал Васо_29: 03 March 2014 13:27
- Наверх
- Вставить ник
#3 saimonvik
Отправлено 03 March 2014 08:35
saimonvik, ————— ————— —————
Примерно так, т.
е. 15 мм шва затем 45 мм от начала 1-го шва до начала второго шва, только уже с обратной стороны привариваемой детали, далее опять с другой стороны и т.д. (обычно так обозначают сварку тавровых соединений). В шахматном порядке.
Путём интегрального исчисления и дифференцирования получаем на 1000 мм конструкции 333,33 мм шва
 е. 15 мм шва затем 45 мм от начала 1-го шва до начала второго шва, только уже с обратной стороны привариваемой детали, далее опять с другой стороны и т.д. (обычно так обозначают сварку тавровых соединений). В шахматном порядке.
е. 15 мм шва затем 45 мм от начала 1-го шва до начала второго шва, только уже с обратной стороны привариваемой детали, далее опять с другой стороны и т.д. (обычно так обозначают сварку тавровых соединений). В шахматном порядке. т.е. фактически сварка шва идёт через каждые 30мм?! т.е. аналогично обозначение шву 15/30 правильно?
- Наверх
- Вставить ник
#4 Менгон
Отправлено 03 March 2014 08:44
saimonvik,
Сообщение отредактировал Менгон: 03 March 2014 09:04
- Наверх
- Вставить ник
#5 saimonvik
Отправлено 03 March 2014 08:55
Я вообще в замешательстве. …
…
Ладно, тогда прошу посчитать длину швов Т1-15Z45! Длинна свариваемых деталей 42000мм.
- Наверх
- Вставить ник
#6 Васо_29
Отправлено 03 March 2014 09:35
saimonvik Т1-15Z45! Факториал???
Я же посчитал! Подумайте чуть-чуть.
Ладно, продифференцирую эшо раз Ваш факториал…
333,33 х 42 х 2=27999,72 мм. Если округлить чуть-чуть, то получается на 42 метра изделия 28 метров сварки.
Кстати, затраты св. мат-ов будет зависить и от величины катета!
Сообщение отредактировал Васо_29: 09 March 2014 10:48
- Наверх
- Вставить ник
#7 Ferio
Отправлено 03 March 2014 14:06
как посчитать длину этого шва для расчёта сварочных материалов! Растолкуйте плиз!
Простите за оффтоп, но в теме: «Технология сварки в судостроении» вы легко определяли задачи для главного сварщика, я надеялся что вы, хотя бы начинаюший специалист.
- Наверх
- Вставить ник
#8 saimonvik
Отправлено 03 March 2014 14:22
Ferio, просто иногда с чем то сталкиваешься впервые… и данный тип шва мне никогда не попадался в моей практике!
- Наверх
- Вставить ник
#9 Корабел
Отправлено 03 March 2014 20:48
Если не ошибаюсь, так обозначают прерывистые швы. Есть цепные, шахматные… Небольшие толщины так варятся…
- Наверх
- Вставить ник
#10 saimonvik
Отправлено 04 March 2014 07:51
Корабел,это прерывистый шов с шахматным расположением. Привариваются планки направляющие толщиной 2мм к трубе, общая длинна планок 42м. Вот думаю к лету начнут варить тогда и увижу, пока технологическая подготовка идёт. Для расчёта сварочных материалов этот шов ввёл меня в ступор и посчитать общую длину шва оказалась проблемотичной. Надеюсь Васо_29, путём интегрального исчисления и дифференцирования, рассчитал верно))) Хотя изделие большое и расход на этот шов не критичен если на 5-10 метром ошибусь, но вот трудоёмкость….!
- Наверх
- Вставить ник
#11 Корабел
Отправлено 04 March 2014 20:03
Последнее время приходилось варить такие швы довольно часто. Для меня, например, трудоёмкость заключается в правильном расположении и длине швов и интервалов. Даже, скорее, во втором. А у Вас?
- Наверх
- Вставить ник
#12 saimonvik
Отправлено 17 March 2014 23:17
Ну расположение размечается уже на изделии, по месту. длина шва понятно.. а вот интервал — это и есть самое интересное, из-за него и весь сыр бор! А насчёт этого интервала и сумарная длинна швов может отличаться, соответсвенно и трудоёмкость сварщика другая, вы правы, интервал-это важный показатель.
- Наверх
- Вставить ник
Перевод в англо-немецком словаре LEO
Реклама
Похоже, вы используете блокировщик рекламы.
Хотите поддержать LEO?
Отключите блокировщик рекламы для LEO или сделайте пожертвование.
LEO Pur
Уважаемый пользователь,
Мы вложили много любви и сил в наш проект. Ваш вклад поддерживает нас в поддержании и развитии наших услуг.
Спасибо, что поддержали LEO, сделав пожертвование.
Пожертвовать банковским переводом
LEO GmbH
Mühlweg 2b
82054 Sauerlach
IBAN: DE41 7019 0000 0000 2930 32
BIC: GENODEF1M01
Пожертвовать через PayPal
Обратите внимание: взносы в LEO GmbH не облагаются налогом.
«> Search in both directions. Поиск с английского на немецкий. Поиск с немецкого на английский.
Форумы Тренажер Грамматика
Введите текст в текстовое поле и выделите одно или несколько слов с помощью мыши, чтобы найти перевод.
Поиск в текстеПоиск отдельного слова
Форумы
Нужна языковая консультация? Получите помощь от других пользователей на наших форумах.
©
Тренажер словарного запаса
Расширьте свой словарный запас с помощью нашего бесплатного тренажера словарного запаса.
©
Языковые курсы
Изучайте новый язык с LEO.
©
Грамматика
Используйте справочники LEO, чтобы расширить свои знания английской и немецкой грамматики с тысячами полезных примеров.
Adjectives::Nouns::Examples::Related::Discussions::Examples | |||||||
|---|---|---|---|---|---|---|---|
| горячая вода была доступна только intermittently | es gab nur zeitweise heißes Wasser | ||||||
Related search terms | |
|---|---|
| sporadic, sporadical, discontinuous, прерывистый, прерывистый | |
Дискуссии на форуме, содержащие поисковый термин | |||
|---|---|---|---|
| Переязные усилия | Последний пост от 04 октября. | 0 Ответ | |
| Прерывистое покрытие.0178 | 3 Ответы | ||
| Член с прерыванием | Последний пост 01 июля 15, 18:44 | 250. | 1 Ответов |
| прерывистый энергетический ресурс | Последнее сообщение 24 сен 10, 16:01 | ||
| период… | 4 Ответ | ||
| Перекрывающийся кровотечение | Пост 18 мая 07, 17:25 | ||
| 2502025025025025025025025025025025025020250250250250250250250250250 2-й. RET… | 1 Ответ | ||
| Intervallfasten — Межобоюще такой аух… | 2 Ответ | ||
| ПЕРЕМЕНТАЛЬНЫЙ К 360 ° F | Последний пост 07 Feb 07, 08:41 | 1 Ответ | |
| Переязная велосипеда на перегрузке | Последний после 29 августа 10, 18:58 | ||
| 1 Ответы | |||
| Переязка — Zwischenzeitlich | Последний после 18 апреля, 16:29 | 1 Ответ | |
| Прерывистые моменты времени | Последний после 19 декабря 08, 15:08 | ||
| 3 Ответы | |||
Другие действия
Switch
9000.
LEO.org: Ваш онлайн-словарь англо-немецкого перевода. Предлагая форумы, словарный тренер и языковые курсы. Также доступно как приложение!
Выучите перевод слова SUCHWORT в англо-немецком словаре LEO. С таблицами существительных/глаголов для разных падежей и времен ✓ Ссылки на аудио произношения и соответствующие обсуждения на форуме ✓ Бесплатный словарный тренажер ✓
Реклама
Качество прерывистого длинного стежка/интервал? У вас может быть и проблема с энкодером. — Лонгарм-Тек
Прерывистая строчка в определенных точках рамы?
Возможно, проблема с кабелем энкодера.
Я несколько раз публиковал сообщения на странице Longarm-Tech в Facebook о проблемах с энкодером — обычно машина не может обнаружить ни движение вперед-назад (кодировщик Y), ни движение слева-направо не обнаружено (X- кодер). Проблемы, как правило, просты — от одного из энкодеров оторвалась «шина», болт, удерживающий его (ось Y), слишком затянут, не позволяя пружине вдавить его в контакт, или отсоединился кабель связи.
Недавно я столкнулся с периодически возникающей проблемой шитья, которую было очень трудно отследить — у Quilter была 12-футовая рама, использующая машину с 20-дюймовым горлом. Машина шила нормально до тех пор, пока не оставалось около 3 дюймов свободного пространства сзади, а затем были частые пропуски стежков, длинные стежки и общее уродство стежков — см. Рисунок 1.
Квилтер и я потратили около 30 минут на сшивание в различных местах, наблюдая за шиной энкодера, чтобы убедиться, что она вращается, ища ворсинки, нити или другой мусор на шине энкодера или дорожке, и все это напрасно — каждый раз, когда машину приближали. заднюю часть пространства для квилтинга он не мог точно сшить — только в другой раз я видел что-то подобное, был кодировщик оси Y, где гусеница, по которой он ехал, была немного горбатой посередине, а пружина была слишком тугой — когда машина была близко к передней или задней шине энкодера не вращалась, но в этом случае в каждом проверенном нами положении шина вращалась.
Следующий шаг — встроенная диагностика….
На рисунке 2 показан экран диагностики — они есть на большинстве машин — в конце поста я включу ссылку на одну популярную машину — поиск в Интернете, несомненно, найдет местоположение вашей конкретной машины .
При тестировании энкодера (в данном случае оси X) машина издает медленные звуковые сигналы при обнаружении движения, но — вы 𝘮𝘶𝘴𝘵 работаете медленно — слишком быстро издает непрерывный звуковой сигнал. Когда я начал перемещать машину слева направо, я начал с передней части области квилтинга и сдвинулся на дюйм назад после получения хороших тонов примерно на фут или около того — о чудо — когда машина приблизилась к задней части — движение остановилось. быть обнаруженным — ПОЧЕМУ?????
Я заставил Quilter выполнить ту же операцию, пока я наблюдал за энкодером сзади — я не мог видеть ничего неправильного, но заметил, что кабель, соединяющий энкодер с машиной, изгибался по-разному, в зависимости от того, где находится машина. был спереди назад. Я заставил Quilter переместить машину вперед — проверенное движение энкодера было обнаружено, а затем я согнул кабель в ориентации, которая обычно находилась в задней части области квилтинга — и — движение перестало обнаруживаться — так что теперь мы знаем, что, но не почему.
На рисунках 3 и 4 показаны вид сверху и вид сбоку на точку ввода кодирующего устройства для кабеля связи.
На фото 5 видно, что обнаружил тщательный осмотр энкодера — частично вытянута втулка, крепящая провод связи к корпусу энкодера, также частично вытянут провод из втулки — что-то явно «дернуло» провод энкодера (подозрение — энергичный хвост золотой лабрадора, но «Бумер» не подтверждает и не опровергает никаких сведений о таком инциденте..), но до сих пор нет очевидных повреждений, которые могли бы вызвать прерывистое обнаружение движения в определенных положениях вагона.
Виновник, наконец, был обнаружен, когда корпус энкодера был разобран, и втулка была сдвинута назад на кабеле — обнаружилось, что один из 4 проводов был оборван — оболочка на кабеле удерживала сломанные части в контакте, когда каретка была впереди или в середине области выстегивания, но ориентация изгиба сзади привела к тому, что секции проволоки потеряли контакт и, следовательно, не смогли сообщить машине об обнаружении движения – Рисунок 6.
Поскольку этот Quilter занимается бизнесом, и стеганые одеяла были сложены для доставки до Рождества, я отремонтировал кодировщик на своем верстаке, чтобы вернуть его в работу в тот же день, когда был заказан новый кодировщик (к счастью, на гарантии), а через несколько дней я вернулся и установил замену.
Квилтер спросила меня — если энкодер нельзя было временно отремонтировать, могла ли она продолжать выпускать проекты либо в фри-моушн, либо в Pro-Stitcher, и ответ «да», но с оговоркой — она могла квилтинговать в ручном режиме, так как энкодеры не нужны, но тогда Quilter становится «регулятором стежков» — так что вы можете на всякий случай попрактиковаться в ручном режиме. (Моя жена любит ручной режим для более простых рисунков, так как машина работает намного мягче и тише без ускорения и замедления скорости иглы при регулировке стежков).
Обратите внимание, я не назвал марку или машину — эти кодировщики используются на нескольких разных машинах нескольких марок, и проблема не зависит от поставщика.
Это вторая проблема с поврежденным кабелем энкодера в точке входа в энкодер или рядом с ней, с которой я столкнулся лишь на небольшом количестве машин. Я связался с производителем, который сообщил мне, что знает об этой проблеме и внесли инженерное изменение, которое, как мы надеемся, предотвратит ситуацию в машинах, произведенных после его реализации.
Надеюсь, вы не столкнетесь с этой проблемой, но если вы все же столкнетесь, теперь в вашем колчане есть новая стрела, которая поможет устранить неполадки и решить проблему быстрее.
Полезная ссылка: HQ Avante Diagnostics video
У вас есть вопросы по этой теме или предложения по другой интересующей вас теме?
Свяжитесь с нами
Поиск и устранение неисправностей лонжерона Кит Хейс
0 лайковОбъем рынка шовных сварочных аппаратов, доля, статистика, анализ тенденций и отчет о прогнозах, 2020 г.
Объем рынка машин для шовной сварки в 2027 году должен достигнуть x миллионов долларов США, а среднегодовой темп роста в течение прогнозируемого периода с 2020 по 2027 год составит 6,3%. станок — устройство, предназначенное для скрепления заготовок из разнородных или сходных материалов по непрерывному шву. Машина для шовной сварки состоит из двух электродов дисковой формы. Свариваемые вещества проходят между двумя дискообразными электродами и поверхностями тока тепла, что создает однородный сварной узел при сжатии. 9Машины для шовной сварки 0021 широко используются в металлообрабатывающих производствах для непрерывной сварки металла. Машины для шовной сварки используются в автомобильных изделиях, компонентах из листового металла, барабанах, бочках, контейнерах, трансформаторных радиаторах, потребительских товарах длительного пользования, зданиях и инфраструктуре, в промышленности по обработке полосы, в транспортной отрасли и т. д.
Существует два основных режима шовной сварки: и это сварка с прерывистым швом и сварка с непрерывным швом. Непрерывный режим является герметичным, так как точечные сварные швы расширяются. С другой стороны, точечные швы в прерывистом режиме разнесены, что делает их негерметичными.
Машины для шовной сварки Рост рынка и тенденции
Драйверы:
• Машина для шовной сварки используется для соединения заготовок из одинаковых или разнородных материалов вдоль непрерывного шва. Для одного и того же применяются два метода: (1) шовная сварка трением и (2) шовная сварка сопротивлением.
• Машины для сварки швов используются в автомобильных изделиях, компонентах из листового металла, барабанах, бочонках, контейнерах, радиаторах трансформаторов, производстве полосы и т. д.
• Прогнозируется, что мировой рынок машин для шовной сварки будет расти быстрыми темпами в течение прогнозируемого периода из-за увеличения спроса на машины для шовной сварки в автомобильной и металлообрабатывающей промышленности.
• Ожидается, что переход конечных пользователей от ручных машин для шовной сварки к автоматическим машинам для шовной сварки будет способствовать развитию рынка машин для шовной сварки в будущем.
• Строгие правительственные постановления в отношении безопасности на рабочем месте вместе с растущим спросом со стороны конечных пользователей (потребительские товары длительного пользования, здания и инфраструктура и транспортная отрасль), вероятно, повысят спрос на машины для шовной сварки в течение прогнозируемого периода
• Растущий спрос на сокращение времени работы и увеличение производственных мощностей, а также растущая потребность в повышении надежности и стабильности оборудования в различных местах являются одними из основных факторов, которые, по прогнозам, будут способствовать росту мирового рынка машин для шовной сварки в ближайшие несколько лет.
• Растущее внимание производителей к разработке машин для шовной сварки, соответствующих требуемым промышленным стандартам, является основным фактором, стимулирующим использование машин для шовной сварки. Предполагается, что этот фактор будет стимулировать рынок в течение прогнозируемого периода.
• Глобальный рынок машин для шовной сварки, в соответствии с режимом: сварка прерывистым швом и непрерывная шовная сварка
• Глобальный рынок машин для шовной сварки, с точки зрения эксплуатации: машина для ручной шовной сварки, полуавтоматическая машина для шовной сварки, автоматическая машина для шовной сварки
• Глобальный Рынок машин для шовной сварки с разбивкой по отраслям: металлообработка, строительство / строительные материалы, автомобилестроение, нефть и газ, строительство, производство и другие
• Ключевые игроки, работающие на мировом рынке машин для шовной сварки, — Branson Ultrasonics, Cantec, Dahching Electric Industrial, Franzan , Jet Line Engineering, Koike Aronson, Inc. , Leister Technologies, Miller Weldmaster, SchnelldorferMaschinenbau и Spiro International
Ограничения:
• Вспышка COVID-19 привела к упадку отраслей с введением карантина в различных странах. Прекращение работы в различных отраслях повлияло на производство и негативно повлияло на мировую экономику, что привело к замедлению экономического роста.
• Из-за частых отмен или отсрочек в обрабатывающей промышленности из-за пандемии COVID-19 это будет препятствовать развитию мирового рынка машин для шовной сварки.
Региональный анализ рынка машин для шовной сварки
Северная Америка и Азиатско-Тихоокеанский регион приносят очень большой доход и вносят огромный вклад в рынок из-за растущего спроса. Он также множится в странах Ближнего Востока, таких как Южная Африка и Северная Африка, из-за расширения горнодобывающих работ и участков в регионе. Такие страны, как Великобритания, Германия, Испания, Италия и Польша, также расширяются из-за увеличения государственных инвестиций в автомобильный сектор и развития региональной инфраструктуры. Такие страны, как Филиппины, Корея, Мексика, Япония, Индия, Бразилия и Новая Зеландия, быстро растут из-за очень быстрой урбанизации, индустриализации и увеличения инвестиций со стороны государственного и частного секторов.
Доля рынка машин для шовной сварки и конкуренция
Ключевые компании, работающие в этой отрасли: Branson Ultrasonics, Cantec, Dahching Electric Industrial, Franzan, Jet Line Engineering, Koike Aronson, Inc., Leister Technologies, Miller Weldmaster, Schnelldorfer Maschinenbau и Спиро Интернэшнл. Аналогичные отрасли в этой области, которые растут с высоким среднегодовым темпом роста, включают рынок лазерной сварки и рынок машин для стыковой сварки.
Отчет об исследовании рынка машин для шовной сварки Анализ основных моментов
• Исторические данные доступны (по запросу)
• Оценка/прогнозы/прогноз выручки и продаж (2020 – 2027)
• Разбивка данных по каждому сегменту рынка (2020 – 2027)
• Анализ валовой прибыли и прибыльности компаний
• Анализ цен каждого типа продукта
• Анализ тенденций развития и расширения бизнеса
• Анализ импорта и экспорта
• Анализ конкуренции/рыночной доли
• Анализ цепочки поставок
• Список клиентов и тематические исследования
• Стратегия выхода на рынок
сегментация отрасли и разбивка выручки
Анализ режима (доход, млн. Долларов США, 2020–2027)
• Прерывистый сварка шва
• Непрерывная сварка шва
Анализ операционного анализа (доход, USD Million, 2020-2027) Анализ (доход, 2020–2027) . Анализ отрасли (выручка, млн долларов США, 2020–2027) Анализ регионов (выручка, млн долларов США, 2020–2027 гг.) Компании рынка машин для шовной сварки Доступные версии: — Чтобы понять, какую пользу организму приносит голодание, мы должны сначала немного разобраться в еде как энергии. Когда мы едим, наши клетки расщепляют пищу на молекулы, которые затем используются в качестве энергии или откладываются для последующего использования — в виде жира. Глюкоза и жирные кислоты являются двумя основными источниками топлива для наших клеток. Глюкоза легко используется в качестве немедленной энергии, тогда как жирные кислоты сохраняются для последующего использования в качестве энергии. Однако, если мы постоянно пополняем организм новой глюкозой и жиром (как мы часто делаем в нашей культуре), то мы никогда не используем запасы жира. Во время голодания организм должен использовать свои жировые запасы за счет расщепления жирных кислот до кетоновых тел. Это гораздо более эффективное производство энергии для организма. Кроме того, кетоновые тела сигнализируют другим молекулам и белкам. И эти другие молекулы и белки, как известно, благотворно влияют на здоровье и старение. На сегодняшний день многочисленные исследования на крысах, мышах и людях подтверждают одни и те же преимущества прерывистого голодания: снижение веса, снижение уровня холестерина, уменьшение воспаления, улучшение чувствительности к инсулину и улучшение здоровья сердца. https://www.nia.nih.gov/news/research-intermittent-fasting-shows-health-benefits Существует три широко изученных режима прерывистого голодания: меньше через день. 5:2 – после ограничения потребления калорий 2 дня в неделю. Голодание 5:2 предполагает регулярное питание 5 дней в неделю с голоданием на 500 калорий 2 дня в неделю. Важно отметить, что для всех постов очень важно соблюдать здоровую общую диету в разгрузочные и неразгрузочные дни. Этот график 5:2 оказался не более полезным, чем другие голодания, однако он обеспечивает большую гибкость, поскольку ограничение калорий составляет всего 2 дня в неделю. Кормление с ограничением по времени — чаще всего 18 часов голодания с 6 часами кормления. Этот тип голодания широко используется и состоит из запланированного времени кормления 6 часов с 18-часовым голоданием. Для каждого из моих пациентов я выбрал программу, которая лучше всего соответствует их образу жизни. Я лично придерживаюсь ограниченного по времени питания 5-7 дней в неделю для получения ежедневной пользы энергии и улучшения когнитивных функций, которые я нахожу при ежедневном снижении калорий. Кроме того, пациенты часто должны пройти свой путь до каждой из этих программ. Для 500-калорийных дней требуется медленное постепенное еженедельное снижение калорийности, чтобы достичь 500-калорийного дня. То же самое и с кормлением с ограничением по времени, поскольку часто требуется несколько недель медленного увеличения временных рамок голодания, чтобы достичь 16- или 18-часового голодания. Интервальное голодание снижает клеточный стресс. В периоды голодания организм способен уменьшать воспаление, защищаться от окислительного стресса и участвовать в восстановлении и обновлении клеток. Это, в свою очередь, снижает частоту других болезненных состояний и увеличивает продолжительность жизни. Я стараюсь рассказать всем своим пациентам о многочисленных преимуществах прерывистого голодания и рекомендую сделать это привычкой, а не средством кратковременного похудения. Карли Кассити — практикующая семейная медсестра с большим опытом работы в области комплексного здравоохранения. Практикуя профилактическую, естественную медицину, йогу и медитацию в своей личной жизни в течение многих лет, она осознает важность включения альтернативных и дополнительных практик в западную медицину. На своей нынешней должности в VitaLife MD Карли работает вместе с хорошо зарекомендовавшим себя французским врачом из Лос-Анджелеса, который лечит пациентов на протяжении всей жизни, уделяя особое внимание профилактике и борьбе со старением. В VitaLife MD Карли использует травяные добавки, заместительную гормональную терапию и пептидную терапию, чтобы помочь пациентам пройти через процесс старения. Она также признает важность духовного и эмоционального здоровья и работает в сотрудничестве с иглотерапевтами, терапевтами и целителями, чтобы включить медитацию, работу с дыханием и психотерапию в план лечения. Проф. Винод Кумар Манглик, Кохли Сахил, Умат Никул, Бхавсар Киртан Профессор автомобильного факультета Инжиниринг, Индский институт технологии и инженерии, Ахмадабад, Гуджарат, Индия. UG Студент факультета машиностроения Индского технологического и инженерного института, Ахмадабад, Гуджарат, Индия. Реферат: Целью проекта является разработка машины контактной шовной сварки; Контактная шовная сварка — это процесс, при котором сваривается соприкасающаяся поверхность двух одинаковых металлов. Шов может быть встык или внахлест, и обычно это автоматизированный процесс. Он отличается от стыковой сварки тем, что при стыковой сварке обычно сваривается весь стык сразу, а шовная сварка формирует сварной шов постепенно, начиная с одного конца. Как и точечная сварка, шовная сварка основана на использовании двух электродов, обычно изготовленных из меди, для приложения давления и тока. Электроды имеют форму диска и вращаются, когда материал проходит между ними. Это позволяет электродам оставаться в постоянном контакте с материалом для выполнения длинных непрерывных сварных швов. Электроды также могут перемещать или способствовать движению материала. Трансформатор подает энергию на сварной шов в виде низковольтного сильноточного переменного тока. Ключевые слова Сварка, проектирование, разработка, сопротивление ВВЕДЕНИЕ Процесс шовной сварки представляет собой адаптацию точечной сварки сопротивлением и включает в себя выполнение серии точечных сварных швов внахлест с помощью вращающихся дисковых электродов из медного сплава для образования непрерывного герметичного соединения. шва. Электроды также могут перемещать или способствовать движению материала. Трансформатор подает энергию на сварной шов в виде низковольтного сильноточного переменного тока. Соединение заготовки имеет высокое электрическое сопротивление по отношению к остальной части цепи и нагревается током до точки плавления. Полурасплавленные поверхности прижимаются друг к другу давлением сварки, которое создает соединение плавлением, в результате чего получается однородная сварная конструкция. Большинство шовных сварщиков используют водяное охлаждение через узлы электрода, трансформатора и контроллера из-за выделяемого тепла. Шовная сварка обеспечивает чрезвычайно прочный сварной шов, поскольку соединение проковывается под воздействием тепла и давления. Правильно сваренное соединение, образованное контактной сваркой, легко может быть прочнее материала, из которого оно выполнено. ПРИНЦИП ШВОВОЙ СВАРКИ Сварка контактным швом (RSW) представляет собой процесс сварки контактным швом, при котором происходит коалесценция на стыковых поверхностях тепла, полученного в результате сопротивления электрическому току через рабочие детали, удерживаемые вместе под давлением электродами, или тип непрерывного сварного шва, выполняемого между металлическими частями или внахлестку . Полученный сварной шов представляет собой серию точечных сварных швов с сопротивлением внахлест, которые последовательно выполняются вдоль стыка путем вращения электродов. Сварка контактным швом — еще один вариант контактной точечной сварки. При контактной шовной сварке сварочные электроды представляют собой колеса с приводом от двигателя, а не неподвижные колпачки. Это приводит к сварке сопротивлением качению или сварному шву. Существует два режима шовной сварки: прерывистый и непрерывный. При сварке прерывистым швом колеса перемещаются в желаемое положение и останавливаются для выполнения каждого сварного шва. ТЕХНИЧЕСКИЙ ВИД Фактически используемый метод представляет собой непрерывный процесс точечной сварки, при котором ток регулируется таймером машины. Шовная сварка состоит из непрерывного сварного шва на двух перекрывающихся кусках листового металла, которые удерживаются вместе под давлением между двумя круглыми электродами. Коалесценция производится за счет тепла, полученного от сопротивления потока тока, который проходит через перекрывающиеся листы. При высокоскоростной шовной сварке непрерывным током частота тока действует как прерыватель. Тепло на контактных поверхностях электродов сводится к минимуму за счет использования электродов из медного сплава и рассеивается за счет заливки электродов и зоны сварки водой. Тепло, выделяемое на границе контактным сопротивлением, увеличивается за счет уменьшения электрода 9. силы. Другой переменной, влияющей на величину тепла, является время сварки, которое при шовной сварке определяется скоростью вращения электродов. Количество выделяемого тепла уменьшается с увеличением скорости сварки. A. УРАВНЕНИЯ НАГРЕВАНИЯ Н = I2RT H = выделяемое тепло в джоулях I = ток в амперах R = рабочее сопротивление в омах T = время протекания тока в секундах ОПЕРАЦИЯ ШВОВОЙ СВАРКИ Две соединяемые детали очищаются от грязи, жира и других окислов химическим или механическим способом для получения качественного сварного шва. Заготовки укладываются внахлест и прочно помещаются между двумя электродами из медного сплава в форме колес, которые, в свою очередь, подключаются к вторичной цепи понижающего трансформатора. Электродные колеса приводятся в движение механически в противоположных направлениях с прохождением между ними заготовок, при этом сохраняется давление на соединение. Перекрытие заготовки при ее сравнительно высоком электрическом сопротивлении интенсивно нагревается током. Рис. 1: Настройка шовной сварки ШВОВАЯ СВАРКА Под давлением постоянно вращающихся электродов и тока, протекающего через них, последовательно вдоль соединения выполняется серия точечных сварных швов внахлест. Полурасплавленные поверхности перекрытия прижимаются друг к другу давлением сварки, что заставляет их склеиваться в однородную сварную структуру после охлаждения. Таким образом, соединяемые детали проходят через пространство между двумя дисками, и под давлением дисков и протекающим через них током образуется сплошной сварной шов. ДЕТАЛИ ИСПОЛЬЗУЕМЫЕ ТАБЛИЦА I. Трансформатор Шестерня Стержень Ручка Рама Держатель заготовки Подача для сварки Колеса ЗАКЛЮЧЕНИЕ После завершения проекта можно сделать вывод, что наш проект прост по конструкции и компактен в использовании. ССЫЛКИ ISO 4063: «Сварка и родственные процессы. Номенклатура процессов и справочные номера» (1998) «Справочник по контролю за сваркой», 3-е издание, Американское общество сварщиков, ISBN 0-87171-560-0, Майами, Флорида, стр. 10-11 (2000) Кэри, Ховард Б. и Скотт С. Хелцер (2005). Современные технологии сварки. Река Аппер-Сэдл, Нью-Джерси: Pearson Education. ISBN 0-13-113029-3. Линкольн Электрик (1994). Справочник по процедурам дуговой сварки. Кливленд: Линкольн Электрик. ISBN 99949-25-82-2. Наука и технология сварки, доктор Ибрагим Хан Производственная наука Гоша и Малика Современный процесс обработки, Пандей и Шан. Автоматическая машина для шовной сварки, также известная как автомат для шовной сварки, представляет собой тип сварочного оборудования, позволяющего исключить время ожидания для загрузки и выгрузки свариваемых деталей. Автомат для шовной сварки, также известный как автомат для шовной сварки, представляет собой тип сварочного оборудования, способного исключить время ожидания для загрузки и выгрузки свариваемых деталей. Как следует из названия, автомат для сварки швов можно запрограммировать, чтобы включить автоматизированную систему обработки, способную выполнять большие объемы сварки продольных швов. Автоматические сварочные аппараты обычно работают с полнофункциональным контроллером последовательности. Автоматические машины для сварки швов поставляются с станиной закаточной машины размером от одного до трех футов. Процесс шовной сварки, также известный как контактная шовная сварка, заключается в соединении двух одинаковых металлов на их стыковых поверхностях с помощью электрического тока и давления. Шов может быть соединением внахлест или встык и часто представляет собой автоматизированный процесс, отсюда и название оборудования. Сварка контактным швом обычно выполняется на металлах из-за их электропроводности и способности выдерживать относительно высокие давления. На самом деле шовная сварка возможна из-за контактного сопротивления, возникающего между двумя металлами. Когда ток проходит через эти металлы, в небольшом зазоре выделяется тепло; электроды обеспечивают поддержание и контроль потока электричества. :: Подробнее: Почему шовных сварщиков недооценивают В основном существует три типа контактной шовной сварки: шовная сварка с прерывистым движением, шовная сварка с непрерывным движением и лазерная шовная сварка. В этом типе процесса сварки подача электрического тока и ролики остаются активными до тех пор, пока не будет получено положение сварки. Это относится к сварке на непрерывной линии, а не на определенной области или месте. Шовная сварка с прерывистым движением идеально подходит для сварки более толстых металлов, где в противном случае возможен непрерывный шов. Два основных типа шовной сварки с прерывистым движением включают точечную сварку и сварку внахлестку. В этом типе шовной сварки возможен непрерывный шов, отсюда и название. Одинаковые металлы соединяются друг с другом при прохождении через электроды, в то время как ролик движется с постоянной скоростью. Лазерная шовная сварка часто является взаимозаменяемым названием контактной шовной сварки. Однако существует еще один процесс лазерной шовной сварки, который отличается от шовной сварки сопротивлением. Лазерная шовная сварка очень похожа на лазерную точечную сварку, где плавление и сварка выполняются путем направления высокоинтенсивного лазера на желаемое место. Но в случае лазерной шовной сварки головка лазерного инструмента неподвижна; лазерные лучи вдоль стороны производят постоянный сварной шов. Этот тип сварки обычно используется для сварки датчиков, инсулиновых помп, корпусов батарей, компонентов радаров и корпусов миротворцев. Шовная сварка имеет ряд преимуществ, которые позволяют ей преобладать во многих отраслях промышленности: Одним из основных преимуществ процесса непрерывной сварки является возможность создания воздухонепроницаемых и водонепроницаемых швов. Это особенно важно, когда вам нужно создать металлические конструкции, требующие максимальной защиты от утечки воздуха или воды, например, непроницаемые для воздуха или жидкости сосуды. Шовная сварка с использованием автоматических машин для шовной сварки может выполняться на высоких скоростях. Поскольку весь процесс в большинстве случаев автоматизирован, контактная шовная сварка выполняется намного быстрее по сравнению с другими альтернативами, такими как точечная сварка. Процесс контактной шовной сварки возможен без использования флюса или присадочного материала. Процесс шовной сварки имеет определенные недостатки: Поскольку машина для шовной сварки содержит ролики, возможны только прямые сварные швы или сварные швы с равномерной криволинейной линией. Шовная сварка не особенно подходит для сварки металлических листов экспоненциальной толщины. Поэтому часто существует ограничение, по которому должен быть листовой металл – обычно менее 3 мм. Основное применение автоматической машины для шовной сварки заключается в сборке топливных баков, поскольку он подходит для сварки непроницаемых для жидкости деталей. Сварочные аппараты также используются для сварки деталей сосудов, которые должны быть полностью водонепроницаемыми или воздухонепроницаемыми. Хотя другие типы сварочных процессов также способны создавать воздухонепроницаемые и водонепроницаемые швы, но не в большей степени, чем шовная сварка, поскольку иногда они не могут обеспечить чистоту сварных швов.
• Ручная машина для шовной сварки
• Полуавтоматическая машина для шовной сварки
• Автоматическая машина для шовной сварки
• Металлообработка
• Строительство/ строительные материалы
• Автомобильная промышленность
• Нефть и газ
• Строительство
• Производство
• Прочее
• США
• Мексика2 • Франция
• Германия
• Италия
• Испания
• Великобритания
• Россия
• Китай
• Индия
• Филиппины
• Малайзия
• Австралия
• Австрия
• Южная Корея
• Ближний Восток
• Япония
• Африка
• Остальной мир
• Branson Ultrasonics
• Cantec
• Dahching Electric Industrial
• Franzan
• Jet Line Engineering
• Le Koike 90ister0, Inc. Technologies
• Miller Weldmaster
• Schnelldorfer Maschinenbau
• Spiro International
Отчет об исследовании рынка машин для шовной сварки в США
Отчет об исследовании рынка машин для шовной сварки в Европе
Отчет об исследовании рынка машин для шовной сварки в Азиатско-Тихоокеанском регионе
Отчет об исследовании рынка машин для шовной сварки в Индии когда они входят в наш офис. Я обнаружил, что большинство моих клиентов используют прерывистое голодание для похудения, но не знают о его преимуществах для сердечно-сосудистой, когнитивной, профилактической и омолаживающей деятельности. Общие рекомендации для этого типа голодания заключаются в том, что человек следует диете на 500 калорий через день с регулярными днями приема пищи между ними. Исследования показали снижение массы тела на 3-8% с помощью этого типа голодания, но не обнаружили, что это лучше, чем ежедневное ограничение калорий. Тем не менее, некоторые считают этот тип голодания через день более устойчивым. Часто модифицированная версия для женщин 16/8 – 16 часов голодания и 8 часов кормления. Это состоит в том, чтобы не потреблять калорий в период голодания, с нормальным питанием в 6-8-часовом окне. Этот тип голодания показывает снижение жировых отложений на 1,3-4%, снижение уровня холестерина и уровня глюкозы натощак. Также следует отметить, что испытания на людях показали меньшую вариабельность гнева, спутанности сознания, усталости, депрессии и напряжения при таком типе голодания. Некоторые варианты ограничения калорий или продолжительности голодания могут быть изменены для женщин, пожилых людей или людей с особыми заболеваниями, но все это зависит от индивидуального состояния здоровья человека. Проектирование и разработка шовной сварки различных сплавов – IJERT
Проектирование и разработка шовной сварки различных сплавов
Соединение заготовки имеет высокое электрическое сопротивление по отношению к остальной части цепи и нагревается током до точки плавления. Полурасплавленные поверхности прижимаются друг к другу давлением сварки, что создает соединение плавлением, в результате чего получается однородная сварная конструкция. Большинство шовных сварщиков используют водяное охлаждение через узлы электрода, трансформатора и контроллера из-за выделяемого тепла. Сварка швов обеспечивает чрезвычайно прочный сварной шов, потому что соединение выковано из-за приложенного тепла и давления. Правильно сваренное соединение, сформированное контактной сваркой, обычно прочнее материала, из которого оно выполнено. Электроды не размыкаются между точками. Колеса электродов прилагают постоянную силу к заготовке и вращаются с контролируемой скоростью. Сварочный ток обычно пульсирует, создавая серию дискретных точек, но может быть непрерывным для некоторых высокоскоростных применений, где в противном случае между отдельными точками могли бы возникнуть промежутки. Оборудование для сварки швов обычно фиксируется, а свариваемые детали перемещаются между колесами. Сварка контактным швом — это процесс, при котором сваривается соприкасающаяся поверхность двух одинаковых металлов. Шов может быть встык или внахлест, и обычно это автоматизированный процесс. Он отличается от стыковой сварки тем, что при стыковой сварке обычно сваривается весь стык сразу, а шовная сварка формирует сварной шов постепенно, начиная с одного конца. Как и точечная сварка, шовная сварка основана на использовании двух электродов, обычно изготовленных из меди, для приложения давления и тока. Электроды часто имеют форму диска и вращаются, когда материал проходит между ними. Это позволяет электродам оставаться в постоянном контакте с материалом, обеспечивая длительную непрерывную работу.0005 Этот процесс продолжается до тех пор, пока не будет достигнута желаемая длина сварного шва. При непрерывной шовной сварке колеса продолжают вращаться по мере выполнения каждого сварного шва. 0005 Сварочный ток пропускается сериями импульсов через подшипники роликовых электродов через соответствующие промежутки времени. С каждой положительной или отрицательной полуволной тока детали нагреваются до полурасплавленного состояния, особенно на пиках тока. При прохождении тока через электроды к заготовке в воздушном зазоре в точке контакта (пятне) двух заготовок выделяется тепло. Это тепло расплавляет заготовки локально в точке контакта, образуя точечный сварной шов. Зона сварки заливается водой, чтобы во время сварки электродные диски оставались холодными. В большинстве технологий шовной сварки используется водяное охлаждение через узлы сварочных роликов из-за интенсивного выделения тепла. Но в целом шовная сварка позволяет получить более высокие скорости сварки по сравнению со многими другими методами, но может быть ограничена формой компонента и доступом к колесу. Изготовление машины простое, а стоимость машины меньше. Как видите, машина для микрошовной сварки сопротивлением представляет собой гибкую машину, которая хорошо подходит для изготовления различных мелких деталей. Он предлагает экономичный и высокопроизводительный метод соединения, который часто является надежной альтернативой TIG и лазерной сварке. Автоматическая машина для шовной сварки – процесс шовной сварки
Что такое автомат для шовной сварки?
Модель с двумя станциями идеально подходит для крупносерийной автоматической сварки деталей. Управление сваркой также позволяет операторам легко переключаться между шовной сваркой деталей разных размеров. Простой выбор сварного шва позволяет изменить управление сваркой на ПЛК сварочного аппарата, после чего автомат для сварки швов готов к обработке последующих деталей.
Как работает шовная сварка?
Типы процесса шовной сварки
● Шовная сварка с прерывистым движением:
● Шовная сварка в непрерывном движении: Поскольку заготовка находится под постоянным давлением, получается равномерный сварной шов внахлест. Тип электродов, используемых в процессе шовной сварки, зависит от свариваемых материалов. Например, если необходимо сваривать алюминий, часто не используют медные электроды. Это связано с тем, что сплавы меди с алюминием могут привести к гораздо более быстрому износу электрода.
● Лазерная шовная сварка:
Преимущества автоматической машины для шовной сварки
● Герметичные сварные швы:
● Быстрый процесс сварки:
● Не требуется наполнитель/флюс:
Ограничения автоматической машины для шовной сварки
● Ограниченные линии сварки:
● Ограничения по толщине:
Применение автоматической машины для шовной сварки