Трескается шов — Ручная дуговая сварка — ММA
#1 Yar777
Отправлено 02 April 2014 18:21
Здравствуйте, помогите советом. Недавно стал варить. Возникла проблема — трескается посередине сварочный шов после сварки.
Вероятно, задаю глупый вопрос, постараюсь полно описать мою ситуацию:
1. Варю трубу профильную, нестандартную где-то 25Х45, толщина 1,5. Труба окрашенная, вначале зачищал, потом и так прожигает.
2. Сварочник – инвертор, варю на обратной полярности, чтобы не прожечь. Силу тока в начале ставил 45-50 –прожигает, потом поставил 35-40, вроде нормально.
3. Электроды лосиноостровские МР3 d2, пробовал ОК46, тот же «результат».
4. Движения электродом были по кругу, да читал про елочку, зигзаг…., но мне это показалось проще.
5. Стыки в основном были горизонтальные, трубу к трубе варил перпендикулярно.
Мои вероятные причины:
1. Так как варил в начале с одной, потом с другой стороны может возникли внутренние напряжения, хотя мало вероятно – трескается шов и с одной стороны.
2. Не сбивал шлак, просто варил поверх
3. Может был непровар, т.к. боялся прожечь, движения были по кругу, медленно на одном месте не стоял
Подскажите пожалуйста с советом.
- Наверх
- Вставить ник
#2 Nub
Отправлено 02 April 2014 18:32
Покажите результат, я встречался только с обрывом металла по границе шва, но эта партия профиля была просто фуфло, у стенки 1.5мм не шватит мощи порвать сварочный шов (если это шов, а не куча катышков со шлаком)
Сообщение отредактировал Nub: 02 April 2014 18:32
- Наверх
- Вставить ник
#3 Сусанин
Отправлено 02 April 2014 18:35
покажите фотографии, может в вашем случае шов это не шов, а шлак и он трескается, а наплавляется металл на одну из поверхностей
Горе от ума. Меньше знаешь — легче работается.
Меньше знаешь — легче работается.
- Наверх
- Вставить ник
#4 morgmail
Отправлено 02 April 2014 22:49
Nub, Сусанин, человек просто варить не умеет, чем вы ему поможете?
Такими темами уже пол форума засрали.
- Наверх
- Вставить ник
#5 di4
Отправлено 03 April 2014 16:02
ИМХО: Я думаю у Вас зашлаковка зазора, из-за этого не провар по центру. Попробуйте без зазора сварить. Ток побольше. Прожигаете скорее всего из-за зазора. По мне лучше Уони 13/55 ф 3 мм от них шлака поменьше и он ток не проводит нежели МР3. Постоянный ток обратной полярности. Короткой дугой без поперечных колебаний. Есть тема Видео уроки сварки может поможет, только там толстый металл варят. Удачи.) (надеюсь труба низкоуглеродистая)
Постоянный ток обратной полярности. Короткой дугой без поперечных колебаний. Есть тема Видео уроки сварки может поможет, только там толстый металл варят. Удачи.) (надеюсь труба низкоуглеродистая)
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#6 Yar777
Отправлено 03 April 2014 17:23
Да шлака много — буду пробовать по другому, Спасибо большое за ответы !!!
- Наверх
- Вставить ник
#7 Симфер
Отправлено 03 April 2014 18:42
присоединяюсь к вопросам заданным вам выше покажите на фото или схематично рисунком, что именно вы свариваете, доводится из профильной трубы собирать много, не разу ничего, а особенно шов не порвало
- Наверх
- Вставить ник
#8 Max77
Отправлено 06 April 2014 22:55
Yar777,Лучше конечно один раз увидеть как варят в смысле ,если есть сварщик с опытом. Лучше его попросить ,чтобы показал на практике процесс.Ну а так на такой толщине желательно избегать зазоров и варить можно вообще без колебательных движений.Просто вести по стыку электрод на правильно подобранном токе 35-40, если для двойки чистой то в принципе нормально.
Лучше его попросить ,чтобы показал на практике процесс.Ну а так на такой толщине желательно избегать зазоров и варить можно вообще без колебательных движений.Просто вести по стыку электрод на правильно подобранном токе 35-40, если для двойки чистой то в принципе нормально.
- Наверх
- Вставить ник
#9 svarnoi69
Отправлено 07 April 2014 18:33
залетный..
Прикрепленные изображения
- Наверх
- Вставить ник
#10 Max77
Отправлено 07 April 2014 19:17
залетный..
 .
.Да Бог с ним все мы тут залетные по началу.
- Наверх
- Вставить ник
#11 Александр Козлов
Отправлено
Попробуйте так: обратная полярность, эл.2мм, ток 40А, зажгите электрод и практически положите его на шов(угол 10°), водить электродом не надо. По мере плавления будет валик. Никакого зазора не надо. А вообще как уже сказали нужно фото и будет Вам счастье.
- Наверх
- Вставить ник
#12 Yar777
Отправлено 24 April 2014 18:53
Получилось!!! Взял ОК46 тройку ток ставил 50 все нормально. У меня был сплошной шлак, когда стал отбивать увидел разрозненные не связанные капли. Ничего, все с опытом приходит, спасибо за советы!
У меня был сплошной шлак, когда стал отбивать увидел разрозненные не связанные капли. Ничего, все с опытом приходит, спасибо за советы!
- Наверх
- Вставить ник
#13 Elektro_D
Отправлено 24 April 2014 19:03
Взял ОК46 тройку ток ставил 50
Для тройки 50А маловато будет.
- Наверх
- Вставить ник
#14 Симфер
Отправлено 24 April 2014 20:22
варится эта профильная труба на токах порядка 90А нормально без прожигов и эстетично, 50А для электрода 3-ки как по мне мало ,очень хочу увидеть что получается визуально
Сообщение отредактировал Симфер: 24 April 2014 20:26
- Наверх
- Вставить ник
#15 Ленька
Отправлено 17 November 2014 09:22
так бывает при вибрации.
- Наверх
- Вставить ник
#16 Ramilz72
Отправлено 17 November 2014 10:47
Ничё себе! 1,5 «двойкой» на 35-40 А… Не знаю, может дисплей инвертора меня обманывает (аппарату 2 г., варю мало), но при таких материале и расходнике, ток выше 24-25 А сразу прожиг. Варю (ОК46) в отрыв без движений.
«А чё это, вы, здесь делаете? А?» (С).
- Наверх
- Вставить ник
#17 welderman
Отправлено 29 November 2014 21:35
Для тройки 50А маловато будет-реальных А,мало, спору нет, но верить показометру аппарата-вещь сомнительная. . у меня тройка ОЗС-4 на 50 А по индикатору аппарата горела( ТИГ 315 АС/DC) за милую душу ,….чем повергала меня периодически в когнитивный диссонанс.. ..
. у меня тройка ОЗС-4 на 50 А по индикатору аппарата горела( ТИГ 315 АС/DC) за милую душу ,….чем повергала меня периодически в когнитивный диссонанс.. ..
- Наверх
#18 Гефест
Отправлено 30 November 2014 06:47
Для тройки и 30А нормально для профтруб, дело в технике, иногда бояться прожечь зазор не умея заплавлять отрывом — можно 30 мм отверстие электродом заварить, такова тренировка для 3йки, при безотрыве главной является траектория — наложение проваром (пробивка) и наложение обваром (наплавка) — те кто не умеют ее комбинировать и получают иногда трещины, но это скорее всего либо грязь либо поганый металл — красноломкость причем посередине это не косяк, невозможно как ни стараться получить трещины посередине — это просто таков материал, можно сделать тест — полусфера прихватка и по ней машкой — должна лопнуть по ЗТВ — 1 мм от края шва, если лопнула посередине — то это не металл а химический композит который не переживает термообработку.
Показать на чертеже технику заплавления в отрыв электродом зазора на 0.8 мм при Д=3мм графически невозможно — это только видео, у меня нет ни камеры ни обрезков, заплавка возможна Д=3мм от 30А (легко но непровары) до 400А — трудно и прожеги (просто лабораторный обмер половым органом, чисто для прикола). Те кто напишет что на 400А невозможно сварить тонкий металл — да невозможно (дико поведет) — но шов фиктивный получить можно, просто руки надо тренировать (для этого кстати сия задумка и была сделана).
Если плохо с безотрвом пробуйте учиться через присадку — она радиатор\рассекатель дуги, но надо будет ловить момент ее провара, поначалу будет приваривать электрод, но потом даже лучше чем одним будет получаться, капля — ее нагревом размазать и ждать когда мениск станет вогнутым (вогнутость показатель пред прожегового состояния). Потом повтор, с присадкой дольше, но тренирует обе руки, спасает при неумении зигзагом и спиралькой на безотрыве (там главное движением вверх охлаждать металл и затем резко приближать делая провар, это как бы полу-отрывная техника).
Еще тренировка — внаглую очень быстро на 200А по всему шву — сначала просто сопли, потом эти сопли чуть помедленнее забиваются наложением, потом еще медленнее — уже почти провар, потом уже в отрыв 2й слой много проходного шва, не надо бояться времени потерять, надо бояться постоянно останавливаться на среднем варианте.
Сообщение отредактировал Гефест: 30 November 2014 06:56
- Наверх
- Вставить ник
#19 Гефест
Отправлено 30 November 2014 07:36
Здравствуйте, помогите советом. Недавно стал варить. Возникла проблема — трескается посередине сварочный шов после сварки.
Вероятно, задаю глупый вопрос, постараюсь полно описать мою ситуацию:
1.
 Варю трубу профильную, нестандартную где-то 25Х45, толщина 1,5. Труба окрашенная, вначале зачищал, потом и так прожигает.
Варю трубу профильную, нестандартную где-то 25Х45, толщина 1,5. Труба окрашенная, вначале зачищал, потом и так прожигает.Очень редко но бывает подстава — в краске фосфор и сера в высоком проценте — смешавшись с металлом это делает его переходным составом, а уже не металлом — сурик доказано раскиляется МР3, вообще не мешает, а вот некоторые эмали созданы для резки металла — вмешав ее в шов можно разбить это молотком.
Сообщение отредактировал Гефест: 30 November 2014 07:37
- Наверх
- Вставить ник
#20 Юнат
Отправлено 30 November 2014 15:16
Гефест, Как вы себе представляете краску, которая тяжелее металла и не вытесняется из сварочной ванны? Может свинцовая? Да и то надо узнать какова плотность свинца относительно плотности металла (т. н. черный металл) при температуре возникающей в сварочной ванне.
н. черный металл) при температуре возникающей в сварочной ванне.
- Наверх
- Вставить ник
Сварка горизонтальных швов
Сеть профессиональных контактов специалистов сварки
Сварка горизонтальных швов : сварка одиночных валиков на вертикальной поверхности.
При выполнении данной операции жидкий металл стремится вниз, что приводит к смещению вершины шва в нижнюю часть. Во избежание наплывов сварка производится узкими валиками, без поперечных колебаний. Рекомендуемая ширина валика — 1-2 диаметра с покрытием — достигается определенной скоростью сварки. Сварочный ток необходимо подобрать максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва. Наклон электрода по отношению к вертикальной плоскости необходимо выдерживать 80°-90° (рис. 1 а).
При этом дуга горит с максимальной глубиной проплавления основного металла. Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°. Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис. 1б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».
Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис. 1б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».
Рисунок 1. Сварка горизонтальных швов : необходимый угол наклона.
Наплавка на вертикальной плоскости.
Каждый выполненный валик при наплавке является как бы полочкой для последующего. Центром дуги (электрода) следует проходить по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине или чуть не доходила до вершины предыдущего валика (рис. 2 а).
Рисунок 2.
Наплавка ведется снизу вверх. Последний валик (рис. 2 б) рекомендуется варить на сварочном токе ниже на 10-20 А при том же диаметре электрода или использовать электрод меньшего диаметра, подобрав соответствующий сварочный ток.
Наплавка на вертикальной плоскости позволяет применять производительный метод «сварка по шлаку», но требует высокой квалификации и большого опыта сварщика.
Сварка стыковых соединений в горизонтальном положении 1-й — корневой валик выполняется без поперечных колебательных движений короткой дугой. Угол наклона электрода необходимо выдерживать 80°±5° (рис.3) в зависимости от проплавления верхней кромки разделки. Угол наклона электрода по отношению к направлению сварки все в той же зависимости. Шлак частично стекает вниз, а часть в зазор, что и позволяет варить под прямым углом. В зависимости от проплавления в зазор, выдерживать сварку «углом вперед» — когда необходимо уменьшить проплав, и «углом назад» — когда необходимо большее проплавление корня шва. Сварочный ток минимальный или средний. При замене электрода необходимо следовать рекомендациям, описанным для сварки в нижнем положении. Длина дуги — в зависимости от зазора. Короткой дугой можно пользоваться в случаях, необходимых для большего проплавления. Средней дугой — когда зазор достаточный для хорошего проплавления обратной стороны корня шва. Зажигание на застывшем кратере горизонтальных швов производить сверху по диагонали кратера вниз («в зазор») (рис. 4). Соединение чешуйки в таком случае получается ровным или с минимальным переладом. Скорость прохода от начала зажигания и до зазора должна быть чуть быстрее, чем скорость сварки. Скорость сварки выдерживать такой, чтобы валик формировался «нормальным» без подреза в верхней части и без наплыва в нижней его части.
Средней дугой — когда зазор достаточный для хорошего проплавления обратной стороны корня шва. Зажигание на застывшем кратере горизонтальных швов производить сверху по диагонали кратера вниз («в зазор») (рис. 4). Соединение чешуйки в таком случае получается ровным или с минимальным переладом. Скорость прохода от начала зажигания и до зазора должна быть чуть быстрее, чем скорость сварки. Скорость сварки выдерживать такой, чтобы валик формировался «нормальным» без подреза в верхней части и без наплыва в нижней его части.
| Рисунок 3. | Рисунок 4. |
Второй слой выполняется в один проход, на более высоком токе (среднем) и, если позволяет ширина первого валика, применить электрод большего диаметра. Сварку производить «углом назад». Скорость сварки выбрать такой, чтобы сварочная ванна оплавляла и соединяла электродным металлом обе кромки.
Следующий слой, 3-й, выполняется по двум вариантам:
1) (рис. 5а), если второй валик сформирован с площадкой, то 3-м валиком лучше заполнить «лодочку» между верхней кромкой разделки и вторым валиком. Сварку производить «углом назад»;
2) (рис. 5б), если второй валик «нормальный», то третий слой необходимо выполнить в два валика. 3-ий валик выполнить с усилением между нижней кромкой разделки и вторым валиком таким образом, чтобы расстояние между верхней кромкой и выполняемым валиком оставалось не менее диаметра электрода с покрытием (рис. 5в). Четвертый валик выполнить в зависимости от полноты третьего валика и от расстояния между верхней кромкой и вершиной третьего валика.
Рисунок 5.
: выполнение третьего слоя.
При S = диаметру электрода с покрытием сварку производить без манипулирования (рис. 6а).
Рисунок 6. Сварка горизонтальных швов : поперечное манипулирование электродом.
При S > диаметра электрода с покрытием сварку производить с поперечным манипулированием электродом, как показано на рис. 6б, Поперечные колебательные движения между верхней кромкой и третьим валиком позволяют сформировать нормальный валик. Это единственный случай при горизонтальной сварке, когда возможно производить поперечные колебания. Поверхностные силы натяжения верхней кромки удерживают жидкий металл шва от отекания вниз, что позволяет варить более широкий валик. В обоих случаях скорость сварки выбрать такой, чтобы нижняя часть жидкой ванны соединялась с вершиной третьего валика без нависания, а в верхней части не было подреза на кромке разделки.
6б, Поперечные колебательные движения между верхней кромкой и третьим валиком позволяют сформировать нормальный валик. Это единственный случай при горизонтальной сварке, когда возможно производить поперечные колебания. Поверхностные силы натяжения верхней кромки удерживают жидкий металл шва от отекания вниз, что позволяет варить более широкий валик. В обоих случаях скорость сварки выбрать такой, чтобы нижняя часть жидкой ванны соединялась с вершиной третьего валика без нависания, а в верхней части не было подреза на кромке разделки.
Последующие слои выполнять с той же техникой сварки, что и третий слой, используя нижнюю кромку разделки как площадку, что позволяет вести сварку на среднем и максимальном сварочном токе.
Рисунок 7.
Заполняя разделку, особое внимание необходимо обратить на верхнюю кромку, где более всего возможно образование дефектов. Перед сваркой последнего верхнего валика в каждом слое нужна тщательная зачистка от брызг, шлака, нагара. Наклон электрода при сварке последнего валика показан на рис. 6в. При заполнении разделки нижняя кромка заполняется быстрей, верх отстает. Чтобы подровнять заполнение разделки, следует валик (20) (рис. 7) выполнить так, чтобы оставить площадку на нижнем валике (19) для последующего слоя, который начинается валиком 23. Облицовочный слой варится узкими валиками, в виде наплавки. Последний верхний валик (27) выполняется на сварочном токе на 10-20 А меньше, чем предыдущие валики. При Х-образной разделке при подготовке и сварке обратной стороны использовать все приемы, описанные выше.
6в. При заполнении разделки нижняя кромка заполняется быстрей, верх отстает. Чтобы подровнять заполнение разделки, следует валик (20) (рис. 7) выполнить так, чтобы оставить площадку на нижнем валике (19) для последующего слоя, который начинается валиком 23. Облицовочный слой варится узкими валиками, в виде наплавки. Последний верхний валик (27) выполняется на сварочном токе на 10-20 А меньше, чем предыдущие валики. При Х-образной разделке при подготовке и сварке обратной стороны использовать все приемы, описанные выше.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Сварочные швы: разновидности и особенности
В сварке, как и в любом другом технологическом процессе, важен не только конечный результат, но и все те нюансы, от которых и зависит конечное качество работы. В нашем случае эквивалентом качества становится сварочный шов, поскольку от него напрямую зависит прочность (а значит и долговечность) металлической конструкции.
Для сварки мастеру нужны не только качественные комплектующие и оборудование, но и бесценный опыт. Чтобы его накопить, необходимо постоянно обучаться и практиковаться. Насчет практики придется позаботиться самостоятельно, а вот с теорией мы вам поможем. В этой статье мы подробно расскажем, какие существуют виды сварных швов и какие особенности нужно учесть, чтобы выполнить работу качественно.
Содержание статьи
- Общая информация
- Виды швов
- Особенности
- Завершение работ
- Вместо заключения
Общая информация
Прежде чем узнать, какие есть виды сварных соединений и швов, нужно определиться с понятием свойств сварного соединения. Свойства — это, по сути, характеристики шва, от которых зависит его качество. К свойствам относится прочность, вязкость, относительное удлинение и сужение. Но чем определяются свойства сварного соединения? Свойства сварного шва зависят от металла, метода сварки, комплектующих и многих косвенных факторов (например, от усталости сварщика).
Так же важно знать, какую нагрузку выдерживает сварной шов. В интернете ходит много споров по этому поводу. Каждый мастер считает, что именно он знает, сколько выдерживает сварной шов. Мы скажем лишь одно: не существует единого ответа на этот вопрос. Для каждого типа металла это отдельное значение, поскольку разные виды швов имеют свой предел прочности.
Виды швов
Вот основные виды сварных соединений и швов:
- стыковой
- внахлест
- угловой
- тавровый
В этой статье мы подробно разбирали каждый вид сварного соединения.
Особенности
У швов есть свои дополнительные особенности, которые нужно знать. Прежде всего, это форма соединения. Она может быть выступающей, впалой или плоской. Выбор формы зависит от конкретных задач, которые нужно выполнить.
Так, например, выступающий (или просто выпуклый) шов применяется при сварке металлоконструкций, к которым предъявлены повышенные требования по нагрузке. Впалые (или вогнутые) швы без проблем переносят различного рода динамические нагрузки. Но в большинстве случаев вы встретите плоские швы, поскольку их характеристики наиболее универсальны и примени к большинству видов работ.
Но в большинстве случаев вы встретите плоские швы, поскольку их характеристики наиболее универсальны и примени к большинству видов работ.
Также швы могут быть протяженными и прерывистыми. Протяженные (или сплошные) — это швы, которые выполняются за один подход, не имеют интервалов. Прерывистые, соответственно, наоборот выполняются с интервалами. Для выполнения большинства работ вам будет достаточно прерывистых сварочных швов и соединений. Сплошные швы применяются при сварке усиленных металлоконструкций.
Наиболее технологичный и качественный способ сделать соединение прерывистого типа — это контактная сварка. Ее выполняют с помощью вращающихся дисковых электродов. В домашней сварке этот метод скорее бесполезен, зато на крупных производствах ему нет равных. С помощью контактной сварки можно за короткие сроки выполнить большой объем работ, при это качество соединений не пострадает, а только улучшится.
Также есть роликовая сварка, с помощью которой можно выполнить качественный сплошной шов. Получаемый сварочный шов отличается прочностью, герметичностью и долговечностью. В большинстве случаев роликовая сварка подойдет для промышленной сварки (например, труб или модулей, требующих повышенной герметичности).
Получаемый сварочный шов отличается прочностью, герметичностью и долговечностью. В большинстве случаев роликовая сварка подойдет для промышленной сварки (например, труб или модулей, требующих повышенной герметичности).
Теперь поговорим о слоях. Сварные соединения могут быть однослойными и двухслойными. Если шов был сделан за один подход, то он называется однослойным. Если металл очень толстый или соединение должно получится очень прочным, то применяют двухслойный метод, когда шов формируется в несколько подходов, буквально по слоям. Нельзя однозначно говорить, какой шов лучше поскольку это зависит от того, какие задачи стоят перед вами.
Зная все это вас не должно удивлять то, что сами швы могут иметь различную пространственную ориентацию, которая так же зависит от задач, которые нужно выполнить. Соединение может быть нижним, верхним (или потолочным), вертикальным или горизонтальным.
При сварке вертикального шва электрод нужно вести снизу-вверх, при этом существует множество способов траектории движения электрода. Мы не будем перечислять их в рамках этой статьи, просто посоветуем новичкам метод «полумесяца». Более опытные мастера перемещают электрод «елочкой». Чтобы металл не стекал вниз, установите маленькую мощность на своем аппарате. Так вы сможете контролировать скорость плавления металла.
Мы не будем перечислять их в рамках этой статьи, просто посоветуем новичкам метод «полумесяца». Более опытные мастера перемещают электрод «елочкой». Чтобы металл не стекал вниз, установите маленькую мощность на своем аппарате. Так вы сможете контролировать скорость плавления металла.
Если нужно сварить нижний шов, то ведите дугу под углом в 45 градусов, это позволит добиться хорошего результата. Так же рекомендуем использовать метод несимметричной «лодочки», если предстоит сварка в труднодоступном месте.
Сварка потолочного шва наиболее трудоемкая, поскольку здесь металл охотно стекает вниз под действием силы притяжения. Мы не рекомендуем выполнять потолочный шов, если у вас в целом недостаточно опыта. Но если вы все же решитесь, то используйте короткую дугу и существенно уменьшите силу тока.
От пространственной ориентации зависит положение, в котором будет двигаться электрод. Для выполнения большинства работ (например, сварки вертикальных, горизонтальных и потолочных швов) держите электрод углом вперед. А при сварке стыкового или углового шва направьте стержень углом назад. Если нужно сварить труднодоступное место, то подойдет прямой угол.
А при сварке стыкового или углового шва направьте стержень углом назад. Если нужно сварить труднодоступное место, то подойдет прямой угол.
Завершение работ
Виды сварочных соединений важны, но без правильных завершающих работ вы не сможете назвать шов по-настоящему качественным. Завершающие работы не менее важны, чем подготовительные, поэтому отнеситесь к этому серьезно. Следуйте нашим простым рекомендациям, и вы сможете существенно улучшить качество работ.
У всех начинающих и опытных сварщиков при сварке образуется шлак. Это абсолютно нормально. Но нужно следить, чтобы шлак не попал в шов, иначе это негативно повлияет на качество соединения. Вы можете использовать флюс, но если такой возможности нет, то после сварки тщательно зачистите швы. Мы подробнее расскажем, как это сделать.
Если вы формируете шов в несколько подходов, то зачистка швов выполняется после каждого подхода. Можно использовать любой удобный для вас способ. Но мы расскажем об универсальном. Для начала сбейте молотком излишки шлака и зачистите шов жесткой металлической щеткой. Это можно выполнить вручную.
Для начала сбейте молотком излишки шлака и зачистите шов жесткой металлической щеткой. Это можно выполнить вручную.
Затем рекомендуем выполнить механическую зачистку с помощью металлического жесткого круга. Если шов слишком крупный, то его нужно зачистить на специальном станке. Затем сварное соединение нужно тщательно отполировать. Для этого так же можно использовать шлифовальную машину, но заменить жесткий металлический круг на шлифовальный. Такое оборудование хорошо подойдет для быстрой шлифовки.
Вместо заключения
Особенности и типы сварных соединений постоянно меняются из-за технического прогресса. Сварочное дело не стоит на месте и неустанно развивается. Появляются не только новые материалы, но и методы сварки и обработки металла. Не игнорируйте эти изменения, обучайтесь новому. Так вы сможете повысить свой профессиональный уровень. Мы подробно рассказали вам, какие существуют виды сварочных швов и способы нанесения.
Что такое отслеживание швов и почему это не требуется сварочным коботам
За последние два десятилетия технология сварки прошла долгий путь. Сегодня автоматические сварочные роботы работают как на производственных линиях крупных промышленных предприятий, так и в небольших механических мастерских. Однако поддержание точности этих систем с машинным управлением может зависеть от отслеживания сварного шва, в котором используется сенсорная технология для отслеживания сварного шва и автоматизации операции сварки.
Сегодня автоматические сварочные роботы работают как на производственных линиях крупных промышленных предприятий, так и в небольших механических мастерских. Однако поддержание точности этих систем с машинным управлением может зависеть от отслеживания сварного шва, в котором используется сенсорная технология для отслеживания сварного шва и автоматизации операции сварки.
Идеальная сварка соединения — это навык, для совершенствования которого требуются годы обучения у профессиональных сварщиков. Автоматизация этой функции возможна, но вам необходимо оценить различные подходы, методологии и связанные с ними технологии, прежде чем принимать решение. Вот все, что вам нужно знать об отслеживании сварных швов, чтобы помочь вам справиться с новейшими возможностями.
Что такое отслеживание сварного шва?
Отслеживание швов или отслеживание сварных соединений использует автоматизированную систему, которая обеспечивает обнаружение в реальном времени и адаптивное управление при выполнении операции роботизированной сварки. На рынке доступны различные решения, которые позволяют автоматизированным сварочным операциям отслеживать сварочный шов в режиме реального времени и контролировать процесс с помощью 3D-лазеров, камер, слайдов, контроллеров и обучающих подвесок.
На рынке доступны различные решения, которые позволяют автоматизированным сварочным операциям отслеживать сварочный шов в режиме реального времени и контролировать процесс с помощью 3D-лазеров, камер, слайдов, контроллеров и обучающих подвесок.
Выбор правильной технологии зависит от ваших текущих требований к рабочему процессу сварки, поскольку эти системы могут контролировать напряжение, скорость перемещения, подачу проволоки и формирование наплавленного валика.
Различные типы решений для отслеживания сварных швов
Системы отслеживания швов различаются у разных поставщиков и интеграторов, но используют одни и те же базовые технологии для достижения требуемой функции контроля. Решения в области машинного зрения и датчиков обеспечивают высококачественное, проверенное в промышленности отслеживание швов, контроль сварки и точное управление технологическим процессом за одну операцию.
(источник: Binzel Abicor)
Различные технологии отслеживания сварного шва:
- Touch Sensing
- Отслеживание шва сквозной дугой
- Тактильное отслеживание швов
- Системы 2D Vision
- Трехмерное лазерное отслеживание швов
Отслеживание сварного шва — сложный процесс!
Автоматизировать отслеживание сварного шва в роботизированном процессе непросто. Каждая заготовка, приспособление и сварочная система должны работать вместе, чтобы поддерживать целостность каждого соединения. Кроме того, внедрение этих решений усложняет работу, требуя тщательного проектирования для совершенствования.
Каждая заготовка, приспособление и сварочная система должны работать вместе, чтобы поддерживать целостность каждого соединения. Кроме того, внедрение этих решений усложняет работу, требуя тщательного проектирования для совершенствования.
Для реализации этих решений потребуются:
- Расширенное программирование системы, для которого потребуются квалифицированные сотрудники
- Увеличение времени выполнения заказов при приеме на работу для обеспечения работы автоматизации в соответствии со спецификацией
- Сварочные программисты, которых нелегко найти, а это означает, что работа часто будет стоить дороже, особенно при большом количестве заказов и малых объемах.
По этим причинам вам следует рассмотреть возможность автоматизации сварочных операций без систем отслеживания сварных швов. С хорошей конструкцией приспособления или повторяемыми приспособлениями вы можете избавиться от необходимости добавлять сложные технологии в свои сварочные ячейки.
Что такое сварочный кобот?
Коботы-сварщики переопределяют возможности, доступные малым и средним предприятиям, которые работают с разнообразными заказами небольшого объема. Он обеспечивает стабильные, воспроизводимые результаты, сочетая простоту программирования, точное выполнение и проверенную надежность.
Сварочные коботы позволяют настраивать операцию сварки, наблюдать за процессом и взаимодействовать с рабочей ячейкой. Сварочные системы Cobot не нуждаются в отслеживании сварного шва, чтобы сварить вашу деталь с высокой повторяемостью и обеспечить высокую рентабельность инвестиций. На самом деле, отсутствие необходимости отслеживания сквозного дугового шва с помощью вашего кобота помогает снизить сложность и снизить стоимость владения сварочной ячейкой.
Сварочные коботы, как правило, проще программировать, чем традиционные сварочные роботы, что позволяет быстро приступить к работе, не полагаясь на сложные навыки программирования. Эти инструменты для сварочных коботов позволят вам расширить возможности своих сварщиков, не имея предварительных знаний в области робототехники. Это отличное решение для удовлетворения ваших потребностей в сварщиках.
Это отличное решение для удовлетворения ваших потребностей в сварщиках.
Таким образом, решение усложнить систему помешает автоматизации с помощью простых в использовании решений.
Почему сварочным коботам не нужно отслеживать швы
При необходимости автоматизации сварочных операций коллаборативным сварочным роботам не нужны дорогие сложные решения для отслеживания сварных швов для получения качественных сварных швов.
Вот несколько причин, по которым сварочным коботам не нужны технологии отслеживания швов:
- Сложность и потребность в высококвалифицированных специалистах по программированию сводят на нет в первую очередь цель сварочного кобота, которая состоит в том, чтобы использовать уже имеющихся сварщиков. должны научить нового робота.
- Внедрение и программирование этих технологий занимает много времени и требует больших затрат. Они не позволяют производителю начать производство раньше и быстрее окупаются. Кроме того, автоматические системы обнаружения и отслеживания сварного шва увеличивают время цикла на три-пять секунд для каждой операции обнаружения.
- Упрощение сварочной камеры с помощью повторяющихся шаблонов устраняет необходимость в передовых технологиях. Благодаря точной конструкции приспособлений и опытному персоналу по сварке вы можете максимально увеличить производительность и сократить время цикла для каждого рабочего процесса сварки.
- Кроме того, некоторые сварочные коботы поставляются с облачными уведомлениями, если робот сталкивается с проблемой. Это поможет вам контролировать, является ли причиной повторяемость ваших деталей.
- Наконец, предположим, что ваши детали настолько разнообразны, что робот не может следовать за суставами. В этом случае вам следует оценить свое предшествующее производство, чтобы решить проблему в источнике, вместо того, чтобы сваривать потенциально бракованные детали.
 Кроме того, автоматические системы обнаружения и отслеживания сварного шва увеличивают время цикла на три-пять секунд для каждой операции обнаружения.
Кроме того, автоматические системы обнаружения и отслеживания сварного шва увеличивают время цикла на три-пять секунд для каждой операции обнаружения. Сварочный кобот уже представляет собой простое решение для автоматизации сварочных операций и удовлетворения потребности в дополнительных сварщиках. Они требуют, чтобы оператор, который может быть вашим сварщиком, один раз настроил рабочий процесс сварки и вмешался только в том случае, если что-то пойдет не так. В заключение, вам не нужно добавлять сложные технологии отслеживания швов, чтобы повысить производительность и рентабельность этих коботов.
Они требуют, чтобы оператор, который может быть вашим сварщиком, один раз настроил рабочий процесс сварки и вмешался только в том случае, если что-то пойдет не так. В заключение, вам не нужно добавлять сложные технологии отслеживания швов, чтобы повысить производительность и рентабельность этих коботов.
Почему сварочные коботы работают лучше без систем слежения за сварным швом
Системы слежения за сварным швом требуют сложной технологии и тщательного обслуживания. Напротив, сварочный кобот снижает сложность автоматизации и позволяет операторам контролировать каждый рабочий процесс сварки. Таким образом, вам не понадобятся дорогие программисты. Вместо этого вы сможете быстро запустить производство и дать возможность своим нынешним сварщикам управлять роботами. Затем, благодаря автоматизированным и воспроизводимым результатам, вы можете увеличить производительность, сократить время цикла и обеспечить постоянное качество сварных швов для каждой мелкосерийной работы с большим количеством компонентов, которую вы принимаете.
Чтобы получить более подробную информацию о наших сварочных роботах и обсудить воспроизводимые результаты, которые они могут принести БЕЗ добавления сложных технологий, свяжитесь с Hirebotics сегодня.
Теги:
Мэтт — соучредитель и главный операционный директор Hirebotics. Hirebotics — производитель оборудования для автоматизации, базирующийся в Нэшвилле, штат Теннесси. Наша миссия состоит в том, чтобы ВСЕ ваши сварщики могли воспользоваться преимуществами автоматизации с помощью нашего сварочного аппарата Cobot, работающего на базе Beacon.
Комментарии
Сварка швов o f 6 90труба efd-induction.com efd-induction.com | Солдадура л на гитудинал д е ту бо с. efd-induction.com efd-induction.com |
Продольная в а л шовная сварка о ф т […] трубы с наружным диаметром от 3/8″-26″/10 мм до 660 мм efd-induction.com efd-induction.com | Soldadura lon git udina l de tubes y Conductos […] с наружным диаметром от 10 мм до 660 мм (3/8″-26″) efd-induction.com efd-induction.com |
Monitor t h e welding seam : welding b ea d / seam t h ic уменьшение кнесса (деталь G). leister.com leister.com | Supervisa r la costura de soldadura: redu cc in del esp es or del c or dn/ costura de soldadura (Deta ll е G). leister.com leister.com |
Трубка костюма аб л е Сварка швов f l ui d (это […] необходимо только при наличии швов) beauflor.de beauflor.de | Un Tubo de lquido p ar a Soldar j un tas Werner Muller […] TIPO T (en caso de existir juntas) beauflor.de beauflor.de |
Там, где это невозможно […] to heat we l d seams , c he mical weld all seams using TechDesign commer ci a l seam welding . techdesignfloors.com techdesignfloors.com | 2. techdesignfloors.com techdesignfloors.com |
Предварительный нагрев полосы […] кромки для подсл уе н т шов сварки . inductiondemexico.com.mx inductiondemexico.com.mx | Пре-калентамьенто-дель-борде-де- […] banda p ara sucesi va s soldaduras . inductiondemexico.com.mx inductiondemexico.com.mx |
Мы спроектировали и разработали станки большого калибра ig h t шовной сварки p i 7 pe 90. haokunchina.com haokunchina. | La maqui na ria para tub er as soldad as de costura rec ta son utilizada s para fabricar tube r as solda da s de costura rect a . haokunchina.es haokunchina.es |
Тип e o f шов Сварные швы a r e производятся в соответствии с 2 […] часть I и БАМ. leister.com leister.com | Ti po de costura Se pr odu ce n costur как де сольдадура де ac uerdo c на DVS […] 2225 Часть I и БАМ. leister.com leister. |
Изготовлено с использованием: одно- или двухигольного шитья […] машинная и высокочастотная en c y шовная сварка o n т Швы сферические купола. ареакубика.com ареакубика.com | Confeccin : mquina de coser de […] UNA O D OS A Guja S Y Soldadura D E ALTA FRE CU E NC 7.1116 7.1116 7.1116 7.1116 7.1116 7.1116 7.1116 7.1116. . esfrica cpula. areacubica.com areacubica.com |
Welding seam p r ep aration of the tube Welding edge form 21 according to DIN 2559 doc. doc.voss.de | PREPARAC I N DE LA SOLDADURA DE L TUB O Forma del CH AF LN D E Soldadura 2 LN D E Soldadura 2 .0117 1 сегмент n DIN 2559. doc.voss.de doc.voss.de |
С уменьшением толщины шов в диапазоне от 0,2 до 0,8 мм, T H E Сварная шва G E OM ETRIS в пределах 22 -й. ..] II, БАМ). ldmleister.com.mx ldmleister.com.mx | En caso de un recorrido de la unin de 0,2 — 0,8 mm, se значительно el recorrido de la unin (D VS 2225 Parte II, BAM). ldmleister.com.mx ldmleister.com.mx |
Ширина т ч е сварной шов р е ма ins переменная [. благодаря выбору подходящего сварочного наконечника. prolas.net prolas.net | La j unta de soldadura variara d epend ie ndo del […] материал элегидо. prolas.net prolas.net |
EFD Induction of fe r s seam a n ne aling of tu b e welds a n d full body annealing […] как магнитных, так и немагнитных трубных изделий. efd-induction.com efd-induction.com | EFD Induction cu bre el rec oc ido de co rd de сольдадура en тубо s y el r ecocido [. completo de productos tubeulares magnticos o no. efd-induction.com efd-induction.com |
Изготовление t h e бесшовная сварка o n или ур приостановление […] Стальные рамы (не из нержавеющей стали!) требуют высочайшего мастерства. steelform.com steelform.com | L as проданные безупречные де нуэ ст […] acero cromado (y no de acero inoxidable !) Требуется точная инструкция по работе. steelform.com steelform.com |
Сварной шов р р эп рация Чистота […] детали, соединяемые сваркой, и сама нагревательная плита имеют первостепенное значение [. Значение при сварке горячей пластиной. simona-de.com simona-de.com | Ла-Лимпьеса-де-лас […] пьезы q ue se фургон a солдат y de la p la ca caliente […] en s, tambin es el requisito main en la soldadura por placas calientes. simona-de.com simona-de.com |
Взяв сверхтонкий лист нержавеющей стали, он свернул его в крошечный конический цилиндр, […] затем запечатанный i t б у сварка т з е шов . wipo.int wipo.int | Том una lmina extremadamente fina de acero inoxidable, la enroll formando un cilindro sumamente […]
estrecho y lo cerr soldando l a juntura . wipo.int wipo.int |
Is t h e сварочный шов c l os ed и выдерживает […] запрошенные силы отслаивания, растяжения и сдвига? leister.com leister.com | E l co rdn d e soldadura e st bi en s el ладо […] puede soportar las fuerzas de separacin, de traccin y de cizalla? leister.com leister.com |
Революционная технология MiniTec […] , потому что он соединяет трубы абсорбера с пластиной абсорбера […]
без виз ib l e сварной шов a n d до [.. 300 Н/см на поверхности. minitec.de minitec.de | Технологии MiniTec, которые считаются инновационными, например, […] los Tubes Absorbores de Hasta 300 N/cm se unen en la superficiie con la chapa […] Absorbo ra sin jun ta de soldadura vi сиб ле . minitec.de minitec.de |
Ведите сварочный автомат вдоль нахлеста за направляющую рукоятку […] (1) или ручка (3) вдоль t h e сварного шва . leister.com leister.com | Guiar la mquina automtica de Soldar con la Barra de gua (1) o con el mango (3) […]
a lo la rgo de l a costura de soldadura . leister.com leister.com |
Гофрированная труба из нержавеющей стали представляет собой параллельную гофрированную трубу из нержавеющей стали […] трубка снабжена продольным в а l сварным швом . foerch.co.uk foerch.co.uk | El tubo ondulado de acero inoxidable est ondulado en […] paralelo c on un c ord n de soldadura lo ngi tudinal . foerch.es foerch.es |
Бесступенчатая регулировка […] регулируемая скорость для hi g h сварной шов q u al ity ldmleister.com.mx 3xleister | Velocidad регулируемый грех [. LDMLEIST |
Is t h e шов сварной c l os ed и […] выдерживает требуемые силы отслаивания, растяжения и сдвига? ldmleister.com.mx ldmleister.com.mx | Ла сольдадура эст б иен р эа лизада […] y puede soportar las fuerzas de estiramiento, traccin y cizallamiento? ldmleister.com.mx ldmleister.com.mx |
Здесь a si mp l e сварочный шов w a s достаточно. leister.com leister.com | Водяное топливо [. leister.com leister.com |
DIFFE RE N T Сварка W I DT Взвешивание всего 6,1 килограммы, x84 также используются на высоких уровнях; Благодаря мощному приводу X84 преодолевает любые уклоны с неизменной скоростью и качеством сварки. ldmleister.com.mx ldmleister.com.mx | Con un peso de slo 6,1 кг, la X84 tambin puede utilizarse en tejados muy inclinados; la X84, gracias a su potencia, supera todas las pendientes con velocidad Constante y calidad de soldadura. ldmleister.com.mx ldmleister.com.mx |
Позиционирование инструмента […]
на препаровку ar e d сварной шов a n d активировать [. Переключатель подачи стержня (14). leister.com leister.com | Колокар эль-аппарато […] sobre la z on a de Soldar preparada y a ct ivar el […] conmutador de avance (14). leister.com leister.com |
Доступны три различных сопла предварительного нагрева (9) […] по заявке ir e d шов сварной w i dt h. leister.com leister.com | Dispone de tres toberas de precalentamiento (9) distintas segn […] эль ch o de la costura de soldadura . leister.com leister.com |
Сварной шов с м оо вещь для поддержания покрытия [. на задних стойках, боковых панелях и т. д. после замены запасных пластин foerch.co.uk foerch.co.uk | Nivelacin de l os cor done s de soldadura pa ra man tene 90 r […] en pilares posteriores, chapas laterales и т. д. despus […] de cambiar las chapas de repuesto foerch.es foerch.es |
4 мм т привет с k сварной шов w a s производится […] Ручной инструмент DIODE S от Leister. leister.com leister.com | L a costura de soldadura con un esp es или de […] 4 мм факел изготовлен с ручным управлением DIODE S de Leister. leister.com leister.com |
Процесс t h e сварной шов a n d дно дверей или планок не должно быть запасным выходом с холодным цинкованием; допускаются только пороги полукруглой формы высотой до 5 мм. teckentrup.biz teckentrup.biz | Las puertas que sirven de salida de emergencia no deben estar provistas de topes inferiores o umbrales; se allowen solamente umbrales semiredondos con un corte transversal en forma de segmento de crculo con hasta 5mm de altura. teckentrup.biz teckentrup.biz |


 Cuando no sea posible el Soldar las ju ntas, использование Солдатура Qu Слюда de TechDesign.
Cuando no sea posible el Soldar las ju ntas, использование Солдатура Qu Слюда de TechDesign. com
com com
com voss.de
voss.de ..]
..] ..]
..] ..]
..]

 ..]
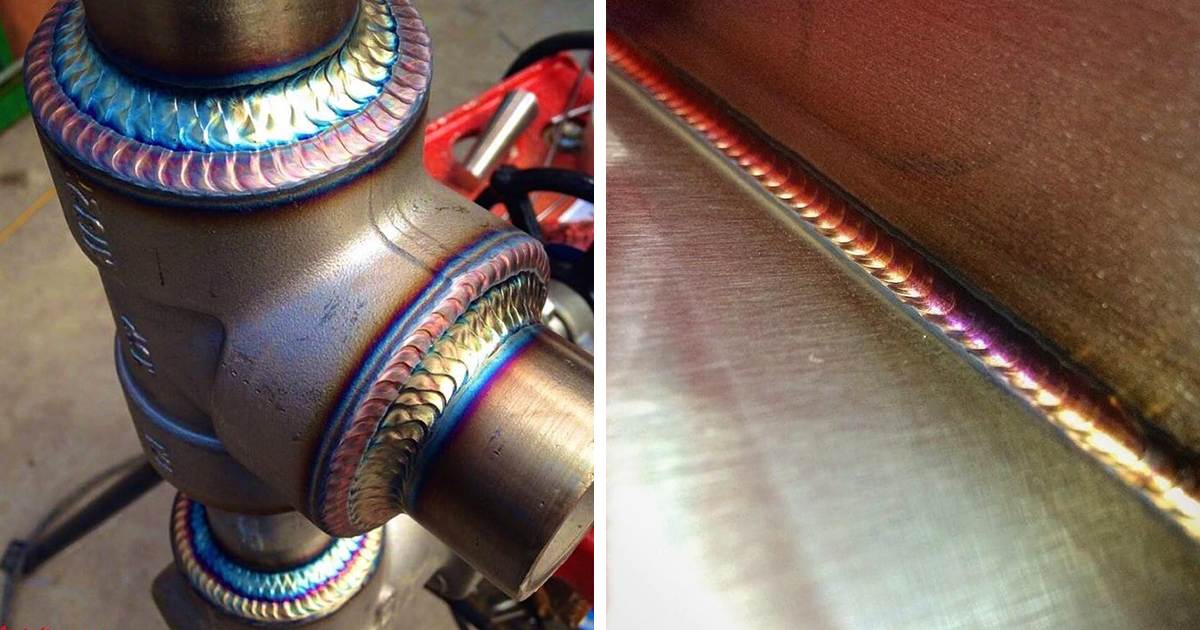
Escalas PA RA COND ONE S D E SOLDADURA D E GRAN CALI DA D
..]
Escalas PA RA COND ONE S D E SOLDADURA D E GRAN CALI DA D ..]
достаточно un a si mple costura de soldadura .
..]
достаточно un a si mple costura de soldadura . ..]
..] ..]
..]
Проверка сварных швов компонентов оси
Меню
Безопасность вместо отзыва
Безупречные оси благодаря автоматизированному контролю сварных швов
Контроль сварных швов компонентов оси
Свяжитесь с нами
- 0% напоминает
Повышение безопасности при производстве мостов
Балки мостов и поперечные рычаги являются важными элементами безопасного подрамника шасси. Их качество имеет решающее значение для долгосрочной безопасности пассажиров автомобиля. Автоматическая проверка сварного шва выявляет каждый дефект сварного шва. В результате на дальнейшие этапы обработки попадают только бездефектные компоненты осей.
Их качество имеет решающее значение для долгосрочной безопасности пассажиров автомобиля. Автоматическая проверка сварного шва выявляет каждый дефект сварного шва. В результате на дальнейшие этапы обработки попадают только бездефектные компоненты осей.
Решение для контроля сварных швов VIRO WSI выявляет мельчайшие дефекты сразу после сварки. Это предотвращает отправку дефектных компонентов оси на дальнейшую обработку, что, в свою очередь, исключает ненужные затраты и использование материалов. Серийные дефекты также выявляются на ранней стадии, а накопление дефектов предотвращается быстрым вмешательством в производственный процесс.
- 0% проскальзывание
В современных передовых технологиях используется автоматизированная сварка. Качество повышается еще больше, когда контроль сварных швов также автоматизирован. Это связано с тем, что автоматизированный контроль сварных швов всегда надежен, независимо от окружающей среды. Кроме того, он автоматически документирует качество продукции.
Кроме того, он автоматически документирует качество продукции.
- 24/7 Максимальная доступность
- 100% задача
Данные проверки наглядно представляются соответствующим операторам производственной линии на интерактивных станциях визуализации. В результате в процесс могут быть интегрированы станции ручной доработки. Также возможна интеграция автоматизированной доработки. VIRO WSI назначает дефектные компоненты для повторной сварки и, благодаря специально разработанным программным алгоритмам, передает данные для обеспечения точной доработки.
Каан Фидан
Менеджер по продажам
- Телефон
- +49 611 71527381
- Электронная почта
- kaan. [email protected]

Следуй за мной
VIRO WSI: автоматизированный контроль сварных швов компонентов оси
Коротко
- Максимальная безопасность продукта
- Снижение затрат в течение жизненного цикла
- Надежный контроль в режиме 24/7
- Оптимизация процессов посредством анализа данных
Связаться с нами
Для вывоза и передачи
Брошюра VIRO WSI: брошюра
- Größe
- 2мб
- Тип
- ПДФ
Датей херунтерладен Датей Тейлен
Подписаться на рассылку новостей
Адрес электронной почты
люди машинного зрения
Будь то автоматизация или организация дорожного движения: с нашими системами наши клиенты видят больше. Сочетание аппаратного обеспечения, данных и интеллектуальной оценки делает возможными приложения и анализы, которые до недавнего времени были немыслимы. Ранее скрытый мир становится видимым и доступным для использования.
Сочетание аппаратного обеспечения, данных и интеллектуальной оценки делает возможными приложения и анализы, которые до недавнего времени были немыслимы. Ранее скрытый мир становится видимым и доступным для использования.
Предложения по
- Кандидаты
- Журналисты
- Поставщики
Промышленность
- 3D сканирование тела
- Автомобильный
- Здравоохранение
- Логистика
- Фотовольтаика
- Технология трафика
Обслуживание и поддержка
- +49 611 7152 7777
- Запрос запасных частей
- г. Тренинги
 Тренинги
ТренингиАктуальные темы
- 35 лет ВИТРОНИК
- Визионер — Блог о будущем
Холодный перенос металла: шовная сварка
Товары И Услуги
Protocase производит полностью готовые электронные корпуса и связанные с ними детали из самых разных материалов и компонентов за 2-3 дня без минимального заказа. Protocase также предоставляет квалифицированные и доступные услуги по проектированию корпусов.
Шовная сварка
Protocase обеспечивает сварку швов в качестве стандартного процесса. Шовная сварка полезна для непрерывного соединения двух или более кусков листового металла, чтобы они выглядели бесшовными. Для шовной сварки детали надежно зажимаются и свариваются, а затем шлифованием удаляется лишний металл. Получающиеся в результате непрерывные швы полезны для защиты от атмосферных воздействий, уменьшения утечки электромагнитных помех и для достижения бесшовного внешнего вида, когда это необходимо.
Получающиеся в результате непрерывные швы полезны для защиты от атмосферных воздействий, уменьшения утечки электромагнитных помех и для достижения бесшовного внешнего вида, когда это необходимо.
Холодный перенос металла: революционная технология сварки
Protocase использует сварку CMT в качестве стандарта для шовной сварки. CMT — это недавно разработанная технология, которая намного превосходит обычную сварку TIG и MIG для соединения тонколистового металла. До CMT сварка тонколистового металла всегда была скорее искусством, чем инженерным производственным процессом. MIG и TIG создают чрезмерное количество тепла, которое может вызвать обратное расплавление и коробление, часто разрушая заготовки и вызывая высокий процент внутреннего брака. Это увеличило не только наши внутренние расходы, но и вероятность того, что вы опоздаете на работу. Напротив, CMT генерирует только одну десятую тепла сварки MIG, а коробление и обратное расплавление практически исключены. Это устанавливает новые стандарты сварки тонколистового металла, особенно там, где существуют строгие требования к внешнему виду сварного шва. СМТ дает вам:
СМТ дает вам:
- Качественная сварка всех металлов, которые мы храним для изготовления. (Ранее мы не могли сваривать некоторые тонколистовые материалы.) Подробную информацию о металлах, которые мы храним, см. на наших страницах, посвященных холоднокатаной стали, гальваническому отжигу, нержавеющей стали, алюминию и меди. (медь обычно припаивается)
- Снижение затрат за счет сокращения времени сварки и снижения количества брака.
- Большой выбор материалов для ваших корпусов. Все, что мы можем изготовить, теперь мы можем сварить.
Как работает сварка CMT
Процесс CMT физически напоминает сварку MIG с подачей проволоки в том смысле, что сварочная проволока и защитный газ подаются через сварочную горелку, а между сварочной проволокой и поверхностью сварки возникает электрическая дуга, в результате чего кончик сварочной проволоки разжижается и наносится. к поверхности сварки. Но CMT использует автоматическое включение и выключение нагревательной дуги, чтобы систематически нагревать и охлаждать сварочную проволоку, при этом проволока входит в контакт со сварочной ванной и выходит из нее много раз в секунду. Поскольку при сварке CMT используется импульсное действие вместо непрерывного потока мощности, выделяется только одна десятая часть тепла, выделяемого при сварке MIG. Это снижение тепловыделения является самым большим преимуществом CMT, поэтому его называют «холодным» переносом металла.
Поскольку при сварке CMT используется импульсное действие вместо непрерывного потока мощности, выделяется только одна десятая часть тепла, выделяемого при сварке MIG. Это снижение тепловыделения является самым большим преимуществом CMT, поэтому его называют «холодным» переносом металла.
| Во время горения дуги присадочный металл перемещается к сварочной ванне. | Когда присадочный металл погружается в сварочную ванну, дуга гаснет. Сварочный ток снижается. | Движение проволоки назад способствует отделению капель во время короткого замыкания. Ток короткого замыкания поддерживается небольшим. | Движение проволоки меняется на противоположное, и процесс начинается сначала. |
Коробление и геометрия сварного шва при шовной сварке CMT
Угловые швы (см. схему А) геометрически стабильны. Напряжению от изменения температуры и затвердевания противостоит опора, обеспечиваемая обоими краями соединения. Большинство геометрических углов могут быть полностью сварены швом без коробления с помощью сварки CMT. Это верно для всех металлов, которые мы храним.
схему А) геометрически стабильны. Напряжению от изменения температуры и затвердевания противостоит опора, обеспечиваемая обоими краями соединения. Большинство геометрических углов могут быть полностью сварены швом без коробления с помощью сварки CMT. Это верно для всех металлов, которые мы храним.
Т-образные соединения (см. схему Б) Швы, соединяющие край детали с плоской поверхностью, подвержены короблению, так как отсутствует геометрическая опора для противодействия напряжениям от температуры и затвердевания основного металла. Таким образом, даже при сварке СМТ, если сделать длинный шов поперек детали, возможно, что плоская поверхность после сварки уже не будет плоской. Особенно это касается нержавеющей стали и алюминия. Одно решение, которое может работать в определенных ситуациях, состоит в том, чтобы соединить путем сварки нескольких коротких сегментов, а не делать непрерывный шов. Это может оставить достаточное количество немодифицированного основного металла, чтобы придать детали достаточную целостность для сохранения плоскостности. Если вам требуется геометрия Т-образного шва, наш технический персонал может помочь вам с проектированием.
Если вам требуется геометрия Т-образного шва, наш технический персонал может помочь вам с проектированием.
Другие геометрические формы сварных швов необходимо решать в каждом конкретном случае. Свяжитесь с нашим техническим персоналом.
Плюсы и минусы роботизированного поиска швов и отслеживания швов
Исторически, если вы хотели автоматизировать сварку детали, вам нужно было два ключевых фактора: отсутствие зазоров в стыке и согласованность для обеспечения повторяемости. Однако в некоторых ситуациях может быть невозможно иметь один или оба этих ингредиента.
В сочетании с соответствующим программным обеспечением адаптивные датчики сварки могут значительно улучшить качество и согласованность деталей, а также сократить время простоя, вызванное регулировкой крепления и/или программированием робота. Датчики, используемые специально для роботизированной сварки, обычно делятся на четыре категории: сенсорные, дуговые, лазерные и визуальные. Точно так же у них есть три основные функции: обнаружение швов, отслеживание швов и/или сканирование деталей, которые часто также можно использовать для проверки. Каждая функция обладает уникальными преимуществами в зависимости от части и ожидаемого результата, и большинство технологий можно комбинировать и сочетать там, где использование не является избыточным.
Каждая функция обладает уникальными преимуществами в зависимости от части и ожидаемого результата, и большинство технологий можно комбинировать и сочетать там, где использование не является избыточным.
«В чем разница между поиском швов и отслеживанием швов?» и «Как узнать, когда лучше использовать поиск швов, а когда — отслеживание швов?» Это общие вопросы, которые часто задают нашим экспертам по роботизированной сварке. Имея это в виду, вот несколько вещей, которые следует учитывать при принятии решения о том, как продолжить процесс роботизированной сварки:
Поиск шва Чтобы робот точно определил место сварки до начала сварки, высокоскоростной поиск шва или соединения рекомендуется найти. Заготовки неизбежно будут иметь некоторый диапазон вариаций, но ваша цель — свести к минимуму эти вариации с помощью указанных деталей и креплений и находиться в пределах половины ширины сварочной проволоки в стыковом шве. Этот процесс может быть выполнен несколькими способами с использованием различных технологий, позволяющих роботу находить сварное соединение.
Этот процесс может быть выполнен несколькими способами с использованием различных технологий, позволяющих роботу находить сварное соединение.
После обнаружения шва путем нахождения, как правило, двух или более известных точек на детали, программный путь смещается роботом для завершения сварки. Требуемый тип нахождения шва определяется двумя основными факторами: ожидаемой продолжительностью цикла и типом шва.
Поиск шва — одна из самых популярных функций сварки, которая часто достигается с помощью следующих тактильных опций:
Touch Sensing — идеально подходит для определения ориентации деталей с простыми соединениями и геометрией, этот метод, также известный как « касание проволоки» включает в себя физическое прикосновение сварочной проволоки к концу горелки для обнаружения проводящей поверхности детали, подлежащей сварке. Низкая скорость робота и возможное прикосновение замыкают цепь с низким напряжением, подаваемым по проводу. В некоторых сценариях это также можно сделать с помощью сопла горелки. Дополненные встроенными функциями сварочного источника питания, предназначенного для автоматизации, такие системы, как пакет Touch Sense от Yaskawa, используют цепь низкого напряжения во время поиска на низкой скорости для определения наилучшего положения для сварного соединения.
Дополненные встроенными функциями сварочного источника питания, предназначенного для автоматизации, такие системы, как пакет Touch Sense от Yaskawa, используют цепь низкого напряжения во время поиска на низкой скорости для определения наилучшего положения для сварного соединения.
Плюсы:
Низкая сложность; Встроенные подвесные команды
Работает со всеми токопроводящими материалами
Простота обучения с помощью макросов
Не препятствует совместному доступу
Для робота
не требуется внешнее оборудованиеВыполняет многократный поиск одним разрезом провода
Находит большинство типов соединений внахлестку и угловых соединений; также может использоваться с V-образными стыковыми соединениями
Предлагает более дешевый вариант
Минусы:
Требуются кусачки/тормоз проволоки (дополнительно)
Ограничено толщиной соединения внахлестку (>3 мм)
Медленнее по сравнению с лазером или камерой
Ограниченная возможность обнаружения зазора в стыке
Не удается найти квадратные стыковые соединения
Датчик провода — Аналогично датчику касания, когда провод от резака вступает в тактильный контакт с деталью, в этом варианте используется серводвигатель в резаке для быстрого перемещения провода вверх и вниз, пока робот перемещается по детали. Это позволяет легко находить соединения внахлестку и измерять такие параметры, как высота материала и зазоры. Программное обеспечение Fronius Wire Sense, предлагаемое компанией Fronius, обеспечивает высокую эффективность.
Это позволяет легко находить соединения внахлестку и измерять такие параметры, как высота материала и зазоры. Программное обеспечение Fronius Wire Sense, предлагаемое компанией Fronius, обеспечивает высокую эффективность.
Плюсы:
Может обнаруживать соединения, такие как стыковые соединения, которые трудно обнаружить с помощью традиционной статической проволоки или датчика касания сопла
Может использоваться для соединений внахлест менее 3 мм
Возможность измерения смещения высоты детали, ширины и глубины зазора
Минусы:
Требуется специальная лицензия на аппаратное и программное обеспечение от Fronius
Медленнее по сравнению с лазером или камерой
Доступно не для всех марок сварочных источников питания
Лазерное точечное распознавание — в два-пять раз быстрее, чем сенсорное считывание, использование базового лазерного точечного датчика (устанавливаемого на сварочную горелку) определяет местоположение и ориентацию детали почти так же быстро, как срабатывает лазер. , обеспечивая быстрое и точное нахождение шва. Решение для бесконтактного лазерного обнаружения Yaskawa AccuFast™, способное работать с любым источником сварочного тока, представляет собой экономичный вариант между тактильным и визуальным датчиками.
, обеспечивая быстрое и точное нахождение шва. Решение для бесконтактного лазерного обнаружения Yaskawa AccuFast™, способное работать с любым источником сварочного тока, представляет собой экономичный вариант между тактильным и визуальным датчиками.
Плюсы:
Низкая и средняя сложность; Требуется некоторое обучение работе со встроенными командами
Подходит для большинства материалов
Простота обучения с помощью макросов
Использует бесконтактный датчик
Более высокая скорость поиска и распознавание касаний
Устраняет необходимость в кусачках
Обнаруживает большинство типов соединений, обнаруживая соединения внахлест толщиной до 1/16 дюйма
Минусы:
Блок датчиков устанавливается рядом с горелкой
Монтажный кронштейн для горелки типа
Ограничение по толщине соединения внахлестку (>1,5 мм)
Ограниченная возможность обнаружения зазора в стыке
Не удается найти квадратные стыковые соединения
Материал с высокой отражающей способностью требует оценки
Лазерное обнаружение швов – Способность регистрировать больше характеристик за одно сканирование лазерным точечным датчиком, использование интерфейса лазерного профиля, такого как Yaskawa MotoEye™ SF, обеспечивает чрезвычайно быстрое измерение швов. Это решение хорошо работает с чувствительным устройством, которое использует трехмерную мультилазерную визуализацию оптики, чтобы предоставить роботу необходимые измерения / данные о зазорах стыков до начала сварки. Опции от SERVO-ROBOT i-CUBE™, ABICOR BINZEL/Scansonic и Wenglor работают с подвесным интерфейсом Yaskawa MotoEye SF.
Это решение хорошо работает с чувствительным устройством, которое использует трехмерную мультилазерную визуализацию оптики, чтобы предоставить роботу необходимые измерения / данные о зазорах стыков до начала сварки. Опции от SERVO-ROBOT i-CUBE™, ABICOR BINZEL/Scansonic и Wenglor работают с подвесным интерфейсом Yaskawa MotoEye SF.
Плюсы:
Работает с разными материалами при любом освещении
Простота обучения с помощью макросов
Предоставляет данные о зазорах
Большое фокусное расстояние; монтировать подальше от дуги
Находит 2.5D; смещение и глубина
Компактный и автономный
Интерфейс ввода-вывода может быть дооснащен более старыми элементами управления
Минусы:
Уровень сложности от среднего до высокого; Обучение работе с системой зрения рекомендуется
Может ограничить доступ к детали/инструменту
Поле зрения 40 мм может потребовать многократных поисков больших выносов
Часто упрощающая программирование, эта опция использует инновационную технологию для оснащения робота для отслеживания положения сварки в режиме реального времени во время процесса сварки. Отслеживание шва популярно в тех случаях, когда при сварке детали или тяжелых литых деталях может возникнуть деформация, и обычно выполняется с использованием следующих методов:
Отслеживание шва популярно в тех случаях, когда при сварке детали или тяжелых литых деталях может возникнуть деформация, и обычно выполняется с использованием следующих методов:
Отслеживание швов по дуге — Лучше всего подходит для деталей с длинными или криволинейными швами, которые варьируются от детали к детали. датчик, установленный рядом с источником сварочного тока, для активного измерения характеристик дуги во время последовательности сварки. Это определяет различия между заданным роботом путем и фактическим путем шва.
Плюсы:
Низкая сложность
- г.
Надежный датчик и простота поддержки
Пасхальная функция ограничивает ошибку датчика
Фазовая компенсация калибрует сварочный контур
Может отслеживать соединения внахлест толщиной 1/8 дюйма или 3 мм
Поддерживает двойных роботов и координированное движение
Предлагает более дешевый вариант
Минусы:
Требуется ткань и более толстый материал
Ограничено физикой дуги/сварки
Требуется предварительный поиск сварного шва
Лазерное слежение за швом — рекомендуется для тонкого материала с различными швами, требующими максимально короткого времени цикла. Этот метод сочетает в себе высокопроизводительный лазер с высокоскоростным идет сварка. Специальная программа компенсирует траекторию, а также адаптируется к параметрам сварки для определения местоположения и изменения шва. MotoEye LT от Yaskawa или продукты DIGI-I/Power-cam от SERVO-ROBOT хорошо подходят для этого.
Этот метод сочетает в себе высокопроизводительный лазер с высокоскоростным идет сварка. Специальная программа компенсирует траекторию, а также адаптируется к параметрам сварки для определения местоположения и изменения шва. MotoEye LT от Yaskawa или продукты DIGI-I/Power-cam от SERVO-ROBOT хорошо подходят для этого.
Плюсы:
Надежно отслеживает тонкое соединение внахлестку
Поддерживает высокие скорости движения (>100 дюймов в минуту)
Плетение с возможным отслеживанием
Отслеживание не зависит от настроек сварки
Поддерживает скоординированное движение
- Доступен интерфейс Ethernet
Камера, закаленная от сварочной дуги
Функция адаптивной сварки; настройки скорости и сварки
Минусы:
Высокая сложность и часто высокая стоимость; Требуется обучение работе с системой технического зрения
Установленный на горелке датчик ограничивает доступ к суставу
Радиусы отслеживания ограничены 40-60 мм
Ограничено двумя роботами в одной системе
Двойное лазерное отслеживание швов . Иногда для оптимизации времени цикла два робота оснащаются технологией отслеживания швов для совместной работы. Он использует тот же интерфейс и технологию, упомянутые ранее, но может вдвое сократить время цикла и охватить больше сварных швов на более крупных или сложных деталях, чем один робот.
Иногда для оптимизации времени цикла два робота оснащаются технологией отслеживания швов для совместной работы. Он использует тот же интерфейс и технологию, упомянутые ранее, но может вдвое сократить время цикла и охватить больше сварных швов на более крупных или сложных деталях, чем один робот.
Сенсорная технология помогает производителям справляться с разнообразными современными задачами, особенно когда речь идет о роботизированной сварке. Как вы понимаете, толщина материала, скорость перемещения, тип соединения и т. д. сильно влияют на выбор метода. Как только правильный вариант приобретен и введен в действие, окупаемость инвестиций обычно достигается быстро.
Чтобы поговорить со специалистом по сварке о том, как оптимизировать ваше приложение с помощью обнаружения шва или отслеживания шва, обратитесь к местному поставщику роботов или интегратору.
Джош Лит — старший менеджер по продукции
Подключиться:
Лазерные датчики слежения за швом GarLine для автоматизированной сварки
Новые доступные высокопроизводительные лазерные датчики слежения за швом
для автоматической сварки
В мире, наполненном более или менее одинаковыми датчиками, наша цель состоит в том, чтобы придумывать свежие и совершенно новые идеи, а не только новые продукты.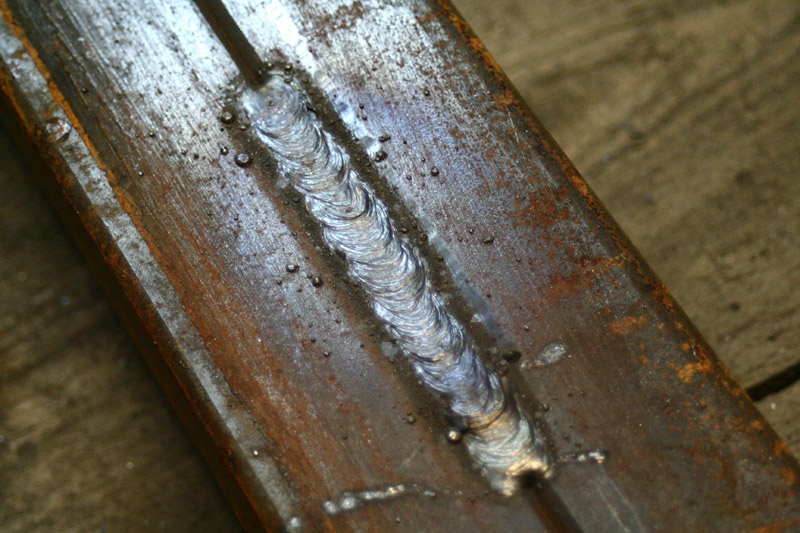 Полезные, надежные и функциональные, но технически совершенные датчики для автоматизированной сварки.
Полезные, надежные и функциональные, но технически совершенные датчики для автоматизированной сварки.
Суть в том, чтобы все было проще. Когда хорошие вещи приходят просто, они воспринимаются намного лучше. Вот почему новые лазерные датчики GarLine для слежения за швом практичны, надежны и доступны по цене.
Характеристики
Tough
GarLine превосходит класс изоляции IP67 и успешно работает в рабочем диапазоне от 0°C до 70°C.
Оригинальная конструкция включает в себя материалы для использования в аэрокосмической отрасли, которые обеспечивают оптимальную изоляцию от электромагнитных помех, включая процессы сварки TIG.
Smart
Его электроника, состоящая из 4 параллельных процессов с 4 ГБ оперативной памяти, вычисляет поправки со скоростью 42 изображения в секунду в полном разрешении.
Кроме того, GarLine включает в себя инновационную функцию динамической адаптации параметров сенсора и лазера между кадрами для исправления проблем с отражением в приложениях, связанных с различными состояниями поверхности материала.
Возможности подключения
Датчики GarLine отличаются наличием системы подключения, адаптированной к новой технологии IoT.
Датчик поддерживает большинство протоколов TCP/IP, а веб-интерфейс устраняет необходимость в специальном программном обеспечении.
Простая установка
Новые датчики GarLine обеспечивают простую интеграцию как с ПЛК, так и с коботами.
Впервые для полной интеграции требуется только один провод. Больше не нужны ни компьютеры, ни другие устройства. Просто инжектор коммутатора POE.
GarLine C — Пионер нового этапа
Новый лазерный датчик слежения за швом для автоматической сварки с помощью коботов
Представьте себе невообразимое
Мечты чаще всего остаются фантазиями. Тем не менее, если мы готовы нарушить правила и принять другую точку зрения, эти мечты могут сбыться, если мы будем пытаться делать это снова и снова.
Тем не менее, если мы готовы нарушить правила и принять другую точку зрения, эти мечты могут сбыться, если мы будем пытаться делать это снова и снова.
Вот почему GarLine C — это первый лазерный датчик отслеживания шва для сварки, сочетающий в себе яркую и удобную конструкцию, материалы высочайшего качества и передовые технологии по лучшей цене.
GarLine C помогает крупным и малым компаниям достичь автоматизации, поскольку датчик является безопасным и эффективным устройством для любой промышленной среды, преодолевая при этом все распространенные барьеры интеграции, стоимости и обслуживания.
Преимущества
Высокое качество
Использование кобота в сочетании с датчиком слежения за швом повышает качество сварки и свариваемых изделий. Кроме того, датчик обеспечивает не только успешное отслеживание шва, но и превосходное качество шва.
Повышение производительности
Использование кобота в сочетании с датчиком слежения за швом улучшает процесс сварки, повышает его гибкость и эффективность. Кроме того, эта комбинация кобота и датчика снижает потери и повторяемость результатов, а также значительно повышает производительность.
Кроме того, эта комбинация кобота и датчика снижает потери и повторяемость результатов, а также значительно повышает производительность.
Удобный для пользователя
Отслеживание роботом с помощью датчика слежения за швом повышает безопасность на рабочем месте и упрощает рабочий процесс благодаря доступному, вспомогательному и более простому программированию.
Повышенная гибкость
Сварка кобота в сочетании с датчиком обеспечивает полную мобильность в мастерской без необходимости связывания зажимных и опорных элементов с коботом.
ПЛК GarLine — уникальный дизайн
Новый лазерный датчик слежения за швом для автоматической сварки с ПЛК
Создание невозможного
Иногда нам приходят в голову идеи, которые на первый взгляд могут показаться немыслимыми для мира, который мы знаем.
Чтобы справиться с этой ситуацией, мы изменили первое правило промышленного производства. Вместо того, чтобы производить для дизайна, мы проектируем для производства. Только так можно привести идеи в соответствие с реальностью.
Инновационный лазерный датчик слежения за швом, созданный с использованием эксклюзивного программного обеспечения, предлагает уникальные возможности с точки зрения дизайна, прочности и технологии с целью улучшения работоспособности, уменьшения количества дефектов и повышения производительности сварочных процессов.
ПЛК GarLine — это воплощение высочайшего качества и непревзойденной функциональности.
Преимущества
Высокая прочность
Датчик предназначен для работы в неблагоприятных условиях, таких как влажность, коррозия или сварочные брызги. Датчик устойчив к магнитным полям, а его внешний корпус выдерживает удары и сильные удары.
Простая интеграция с ПЛК
Прямое подключение к ПЛК без необходимости использования дополнительного компьютера или других устройств. Датчик предлагает отслеживание швов, обнаружение швов и широкий спектр опций конфигурации. Датчик включает в себя настраиваемую настройку сварки зигзагом и предоставляет примеры интеграции, которые включают HMI и коммуникационные библиотеки.
Быстрая установка
Датчик легко устанавливается как на новые, так и на уже существующие сварочные аппараты. Кроме того, использование одного стандартного провода (для питания и данных) упрощает монтаж датчика и обеспечивает универсальное подключение.
Экономия на обслуживании
Датчик предназначен для облегчения его фиксации на монтажной плате. Это также упрощает очистку датчика. Датчик включает в себя несколько одноразовых и быстро заменяемых внутренних лобовых защитных окон. Более того, стандартный универсальный провод упрощает замену датчика в случае поломки.
Более того, стандартный универсальный провод упрощает замену датчика в случае поломки.
Свяжитесь с нами
Компания
Номер телефона
Сообщение
GarLine предназначен для различения наиболее распространенных сварочных швов. Благодаря встроенному веб-интерфейсу швы можно легко обнаружить и настроить. Вот некоторые из швов, которые обнаруживает датчик GarLine:
Наиболее распространенные швы
Швы со скосами
Швы для труб
Лазерное слежение за швом основано на принципе триангуляции, как показано на рисунке. Триангуляция — это способ извлечения геометрической информации из измерений, который имеет множество применений. GarLine использует структурированный источник света (генерируемый лазерным диодом) в сочетании с устройством формирования изображения для создания серии двухмерных срезов через сварное соединение и объединения этих срезов для создания из них трехмерной информации.
Датчик проецирует лазерную полосу на сварной шов. Затем полоса деформируется по форме сустава. Оптический фильтр, встроенный в датчик, воспринимает только свет той же длины волны, что и лазер, проецируя его в 2D-камеру (другими словами, фильтр очищает любой свет, кроме того, который проецируется лазером). Как только датчик воспринимает форму шва, внутренняя электрическая цепь обрабатывает изображение и определяет ключевые точки сварки.
Датчик GarLine включает в себя передовую электронику, которая позволяет адаптировать параметры мощности лазера и коэффициента усиления камеры для адаптации к цветовым вариациям материалов. Поскольку эта электроника встроена в датчик, адаптация между кадрами выполняется со скоростью 42 изображения в секунду.
GarLine включает ряд библиотек и примеров сварных швов, для интеграции которых не требуется профессиональный программист, базовых понятий программирования ПЛК достаточно для успешного включения GarLine в систему. Эти библиотеки включают разделы интеграции с ПЛК и примеры интеграции в HMI.
В случае интеграции с коботами Garmo Instruments предлагает интеграцию URcap для быстрого внедрения.
GarLine предлагает пользователю минимальное техническое обслуживание датчика. Благодаря фронтальному одноразовому защитному окну датчика из поликарбоната, экрану от брызг, воздушному потоку через головку датчика и простой системе монтажа и демонтажа на монтажной пластине с водяным охлаждением датчик GarLine защищен от любых возможных повреждений, которые могут быть вызваны процессом сварки. (влага, брызги, пыль и т.д.). Уход за датчиком прост – в зависимости от процесса сварки защитное поликарбонатное окно будет заменяться более или менее регулярно (процесс замены окна быстрый и простой). Для более тщательной очистки датчик можно легко снять с монтажной пластины без каких-либо дополнительных инструментов, а внешний корпус датчика можно легко очистить. Благодаря степени защиты IP67, внутреннему защитному окну из стекла Gorilla Glass и водонепроницаемому покрытию сенсора чистка и обслуживание GarLine упрощается.
GarLine использует лазер класса 3R, который оснащен передовой технологией и работает на более низкой частоте, чем другие лазерные датчики, в которых используется лазер класса 3B. Что отличает лазер 3R, так это безопасность, которую он обеспечивает на рабочем месте, поскольку, в отличие от других датчиков, лазер GarLine не вреден для зрения, даже если с датчиком работают без защитных очков.
Power over Ethernet (PoE) — это технология, позволяющая сетевым кабелям передавать электроэнергию.
Обычному датчику требуется два провода: провод питания и сетевой провод для подключения датчика к системе. Обычно эти провода соединены в один нестандартный провод со специфическими разъемами.
Тем не менее, если датчик может поддерживать PoE, требуется только один стандартный провод, обычно провод типа Cat6e или выше, поскольку по нему будет передаваться как питание, так и данные о соединении.
Power over Ethernet уменьшает количество проводов, необходимых для подключения датчика, а также количество нестандартных проводов.