Сварка и сварные соединения. Терминология описания размерных параметров шва |
Ранее мы рассматривали глубину проплавления стыка и ее связь с калибром шва для V-образных швов (с разделкой кромок). В случае швов с двусторонней разделкой кромок, у которых глубина проплавления стыка меньше полной глубины проплавления, размер сварного шва равен сумме глубин проплавления стыка с обеих сторон (рис.1, А).
В швах с полным проплавлением размер шва принимают равным толщине более тонкого из двух соединяемых элементов, так как имеющаяся выпуклость сварного шва бесполезна (рис.1, В).
Когда требуется определить размер углового шва, необходимо прежде всего знать форму профиля законченного сваркой шва, которая может быть выпуклой или вогнутой. Выпуклая форма означает, что на лицевой стороне шва образуется утолщение, приводящее к тому, что поверхность выглядит слегка изогнутой наружу. Эта характеристика называется размером выпуклости. Выпуклость в случае угловых швов синонимична понятию усиления сварного шва, применяемому у швам с разделкой кромок.
При любом профиле размер углового шва в случае угловых швов с равными катетами определяется как «длина катета наибольшего равнобедренного (имеющего два катета равной длины) прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва».
Такие вписанные равнобедренные прямоугольные треугольники показаны пунктирными линиями на рис.2.
Поэтому у выпуклых угловых швов катет и размер равны. Но для вогнутых угловых швов размер шва несколько меньше, чем его катет.
Для угловых швов с неравными катетами размер углового шва определяется как «длина катета наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва», рис.3.
Следует отметить, что на рис.3 приводятся дополнительные надписи, которые относятся к толщине угловых швов. В действительности, существуют три разновидности понятия толщины сварного шва.
Расчетная толщина шва определяется как «расстояние от начала зазора между свариваемыми кромками в направлении, перпендикулярном гипотенузе (стороне треугольника, противолежащей по отношению к вершине прямого угла) наибольшего прямоугольного треугольника, который можно построить в пределах поперечного сечения углового шва. Этот размер определяют, исходя из допущения о нулевом зазоре между свариваемыми кромками».
В фактической толщине шва учитывается возможное дополнительное проплавление. Поэтому фактическая толщина шва может быть определена как «минимальное расстояние между корнем шва и лицевой стороной углового шва, за вычетом имеющейся выпуклости». В конечной толщине, или действительной толщине шва, учитываются как глубина проплавления стыка, так и дополнительная выпуклость лицевой стороны шва.
Действительная толщина шва – это «кратчайшее расстояние между корнем шва и лицевой стороной углового шва».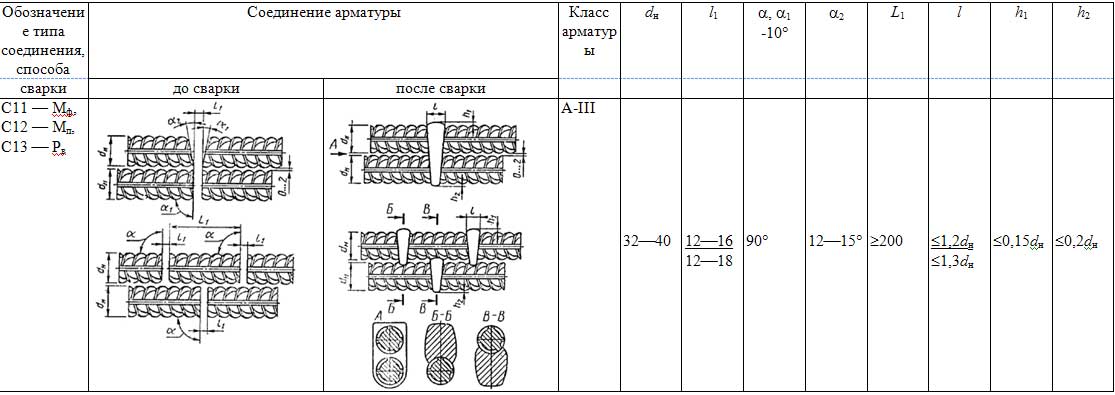 Для вогнутого углового шва фактическая толщина шва равна его действительной толщине, поскольку в этом случае у него нет выпуклой части.
Для вогнутого углового шва фактическая толщина шва равна его действительной толщине, поскольку в этом случае у него нет выпуклой части.
Инспектору по сварке, выполняющему контроль качества сварных соединений, может также потребоваться определять размеры сварных швов других видов. Например, это может быть точечный или роликовый шов, размер которого равен диаметру валика наплавленного металла в плоскости прилегающих поверхностей, рис.4.
Второй пример связан с торцевым швом в соединении с отбортовкой, рис.5, где размер шва равен полной толщине сварного шва от корня до лицевой стороны шва.
Основные виды сварных соединений и швов
В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов. Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.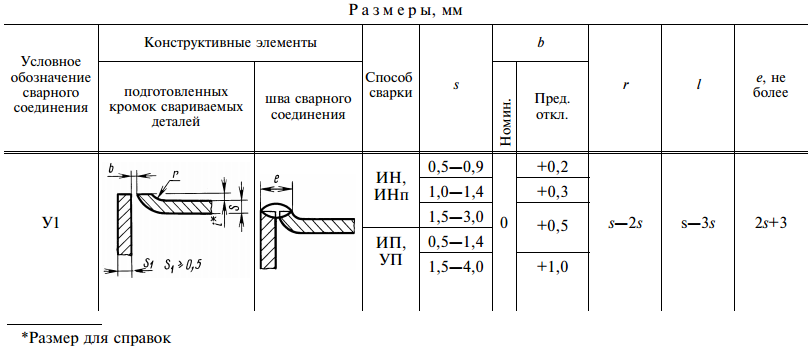
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от вида соединения:
— шов стыкового соединения
— шов таврового соединения
— шов нахлесточного соединения
— шов углового соединения
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
— Односторонним
— Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
— Без скоса кромок
— Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение — процесс Laser Hybrid Weld).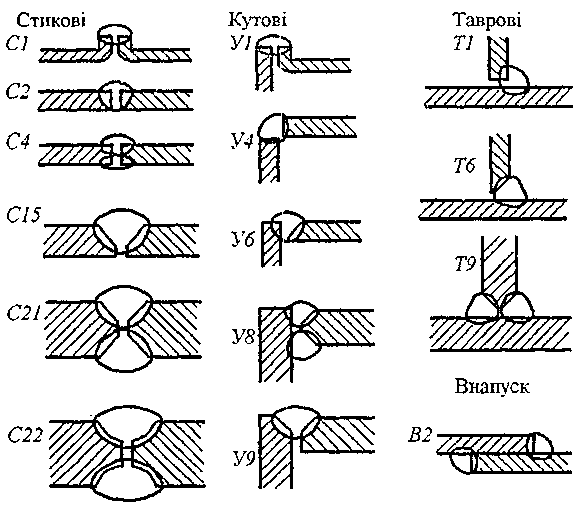 Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединение
Тавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т».
Некоторые советы по сварке таврового соединения:
1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:
2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.
Сварка «в лодочку» используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.
3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны.
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
Типы соединений по степени выпуклости:
— нормальные
— выпуклые
— вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
— нижнее— горизонтальное
— вертикальное
— потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
— сплошные (непрерывные)
— прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании. А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание, читайте также другие статьи.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
http://www.smart2tech.ru/osnovnye-vidy-svarnykh-soedinenij-i-shvov
параметры сварных швов, указанные в таблицах стандарта
ГОСТ на сварные швы был издан в Советском Союзе в 1980 году и имеет номер 5264. Этот стандарт является действующим. В нем описываются ручная дуговая сварка, сварные соединения, а также основные типы, конструктивные элементы и размеры. При этом стандарт не распространяется на сварные соединения трубопроводов из стали, которые регулируются другими нормативами. Рассмотрим, в чем заключается данный стандарт и как он регулирует изготовление соединений.
Этот стандарт является действующим. В нем описываются ручная дуговая сварка, сварные соединения, а также основные типы, конструктивные элементы и размеры. При этом стандарт не распространяется на сварные соединения трубопроводов из стали, которые регулируются другими нормативами. Рассмотрим, в чем заключается данный стандарт и как он регулирует изготовление соединений.
Предмет ГОСТ
ГОСТ на сварные соединения устанавливает основные виды, конструктивные элементы и параметры сварных соединений из сталей и сплавов на основе никеля и железоникелевого сплавов с применением ручной дуговой справки. Сварные швы ГОСТ и их основные виды должны соответствовать первой таблице стандарта. А конструктивные элементы и их соединения соответствовать таблицам под номерами со 2 по 54. Он позволяет применять основные типы сварных соединений при сварке электродной проволокой в двуокиси углерода диаметром от 0,8 до 1,4 миллиметра. Также допускается увеличение по размерам швов на 30 процентов, отклонения кромок могут иметь значения до 5 градусов в ту или иную сторону с соответствующим изменением ширины шва.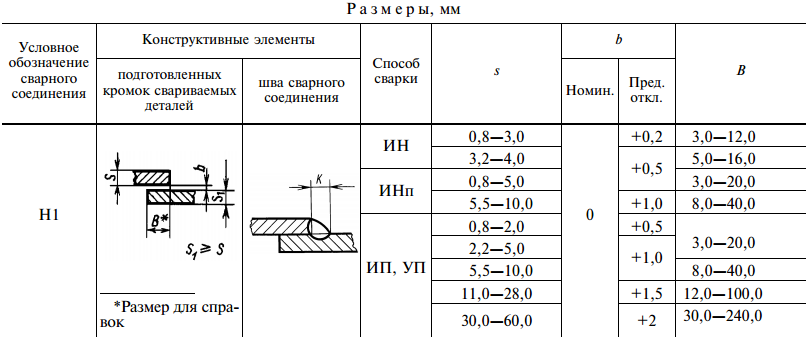
Первая таблица стандарта
В первой таблицы стандарта ГОСТ на сварные швы указываются основные типы соединения. В стандарте указываются следующие соединения:
- Стыковое и его подвиды.
- Угловое со скосами и без скоса.
- Тавровое соединение.
- Нахлесточное.
Каждое из них, за исключением нахлесточного, имеет более десятка подвидов. Каждое из них имеет кодовое обозначение начиная с С1. Далее в таблице указывается форма подготовленных кромок и характер сварного шва. После этого идет форма поперечного сечения, указана толщина свариваемых деталей. Немного подробнее рассмотрим таблицу под номером один.
Форма подготовленных рамок
Стыковое имеет несколько видов форм. С1 и С28 производятся с отбортовкой кромок и ее односторонней разновидностью. Без скоса кромок, в том числе с последующей дорожкой, идут конструкции с С2 по С6. Скос одной кромки с толщиной соединения до 60 миллиметров присущ конструкциям под кодами С8-С12. Нахлесточное соединение имеет только одну форму, а именно без скоса рамок. Кроме того, для соединений имеются скосы криволинейные, ломаные, двумя симметричными скосами, в том числе ломаными и криволинейными одной и обеих кромок.
Скос одной кромки с толщиной соединения до 60 миллиметров присущ конструкциям под кодами С8-С12. Нахлесточное соединение имеет только одну форму, а именно без скоса рамок. Кроме того, для соединений имеются скосы криволинейные, ломаные, двумя симметричными скосами, в том числе ломаными и криволинейными одной и обеих кромок.
Характер сварного шва
Что касается характера шва, то здесь есть некоторые нюансы. Стыковое имеет односторонний и двухсторонний характер, но при этом немало подвидов. Среди них перечислим некоторые:
- Простые односторонние;
- Простые двухсторонние;
- Замковые;
- На съемной и остающейся подкладке.
Большинство элементов свариваются как односторонние и двухсторонние. Для некоторых из них необходимо тщательно подбирать виды сварки и соответствующую толщину. Вся подробная информация изложена в стандарте и для каждого описывается нужный вариант и соответствующие формы и кромки.
Что пишется в остальных таблицах
Далее идут таблицы со 2 по 54.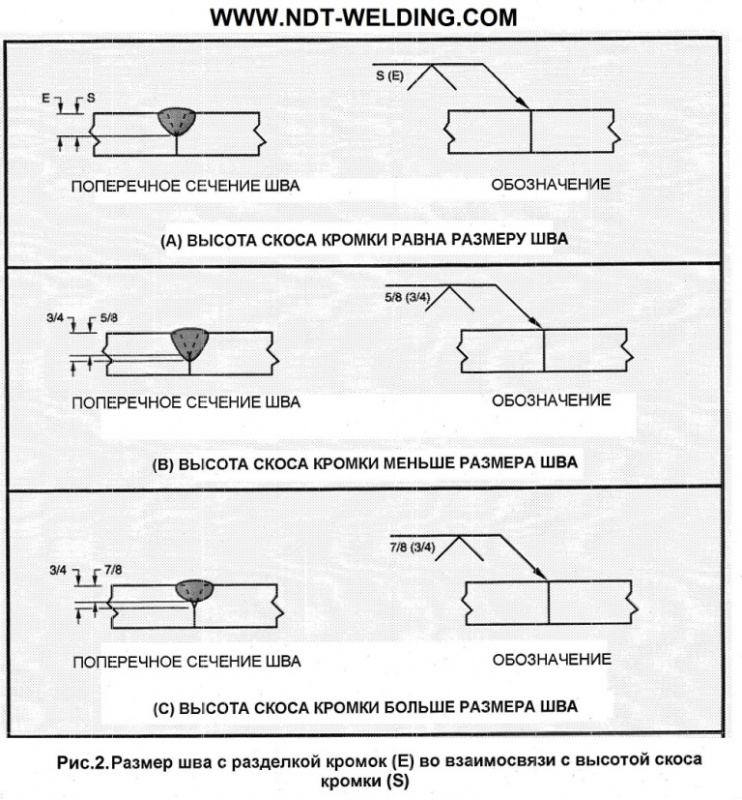 Каждая из них устанавливает номер сварного соединения, конструктивные элементы, размеры детали и их отклонения. Число пунктов, в которых описываются размеры, варьируется от 2 до 10 и более. Показаны изображения подготовленных кромок и сварного шва, проставлены все необходимые обозначения, включая штриховку материала.
Каждая из них устанавливает номер сварного соединения, конструктивные элементы, размеры детали и их отклонения. Число пунктов, в которых описываются размеры, варьируется от 2 до 10 и более. Показаны изображения подготовленных кромок и сварного шва, проставлены все необходимые обозначения, включая штриховку материала.
Примечательна таблица под номером 55. Здесь указываются толщина тонкой детали и разность толщин деталей. Согласно ГОСТу, в зависимости от размера детали, разность должна находиться в диапазоне от 1 до 4 миллиметров. Осуществление плавного перехода производят с помощью наклонного расположения поверхности шва. При превышении разности между деталями, на той, которая имеет большую толщину, необходимо сделать скос односторонний или двухсторонний до толщины тонкой детали. Конструктивные элементы подготовленных кромок и размеры шва после сварки должны выбираться по меньшей толщине.
После всех таблиц идут приложения в количестве трех штук. Первое описывает предел текучести свариваемой стали в Мегапаскалях и катет углового шва для более толстого элемента. При этом минимальное значение катета не должно превышать толщину более тонкого элемента более, чем в 1,2 раза.
При этом минимальное значение катета не должно превышать толщину более тонкого элемента более, чем в 1,2 раза.
В приложениях 2 и 3 подробно расписано про катет углового шва, включая предельные отклонения от номинального значения, катет для отношения между временными сопротивлениями разрыву металла шва и основного металла. Указаны рекомендованные значения.
ГОСТ, описывающий параметры сварки, сварные швы и конструктивные элементы, является важным документом. С его помощью контролируется процесс производства, подбираются конструкции и детали по толщине. Эта книга является обязательной для сварщика и похожих профессий, так как ее применение гарантирует качественную и надежную сварку.
Виды сварных соединений
Ручная
сварка плавящимся электродом выполняют
качественными электродами с толстым
покрытием (обмазкой).
Электроды подразделяются на типы и марки (ГОСТ 9467-75*). Тип электрода определяет прочность металла шва в кН/см2 (например, Э42,Э42А, Э50, Э50А – наиболее применяемые электроды, 42; 50 – это временное сопротивление разрыву наплавляемого металла σu>42 кН/см2 и σu>50 кН/см2 (кг/мм2), буква А означает, что металл шва имеет повышенные пластические свойства). Электрод выбирают в зависимости от марки стали свариваемых элементов ( по табл. 55* прил. 2 СНиП II-23-81*). Этим обеспечивается создание равнопрочного соединения, хотя равнопрочность достигается также правильным выбором технологии сварки и способами контроля качества сварных швов.
Марка электрода определяется составом защитной обмазки и выбирается в зависимости от рода сварочного тока (переменный или постоянный) и пространственного положения шва.
Ручная электродуговая
сварка – наиболее медленный и трудоемкий
вид сварки. При этом соединения
получаются более низкого качества, чем
при механизированных способах. Однако
она может производиться в любом положении
и в труднодоступных местах, и широко
применима при монтаже металлических
конструкций. Рационально также применение
данного вида сварки при небольшой
протяженности швов.
При этом соединения
получаются более низкого качества, чем
при механизированных способах. Однако
она может производиться в любом положении
и в труднодоступных местах, и широко
применима при монтаже металлических
конструкций. Рационально также применение
данного вида сварки при небольшой
протяженности швов.
А
16
втоматическая и полуавтоматическая(механизированная) сварка под слоем флюса позволяет получить наиболее качественный сварной шов. Для автоматической сварки используют стальную сварочную электродную проволоку сплошного сечения и различные флюсы (см. табл. 55* прил. 2 СНиП II-23-81*), для полуавтоматической порошковую проволоку. Наиболее
распространенные марки сплошной
сварочной проволоки: Св-08А, Св-08ГА ( где Св –сварочная проволока, а далее
характеристика химического состава ,
принятого при обозначении низколегированных
сталей; буква А указывает на повышенную
частоту металла по сере и фосфору).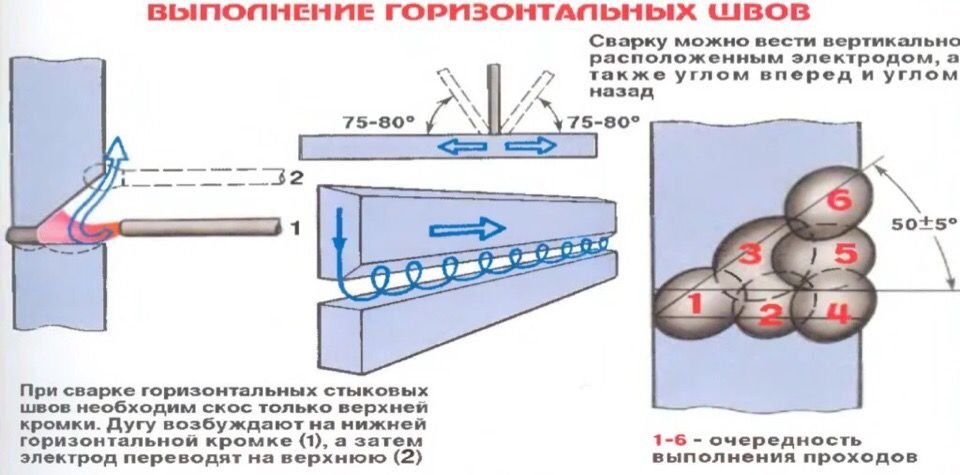
Выбор материала для сварки производится в зависимости от группы конструкций, стали и климатического района (см. табл. 55* прил. 2 СНиП II-23-81*).
Порошковая проволока представляет собой металлическую оболочку, заполненную шихтой (флюсом) специального состава (см. рис.3.2.) Нормы рекомендуют применять проволоку марок ПП-АН8 и ПП-АН3 по ГОСТ 26271-84. Марка этой проволоки характеризует тип сердечника.
Рис. Сечения порошковой проволоки и ленты
1- стальная оболочка; 2- шихта;
Особенность
сварки под флюсом состоит
в том, что сварочная дуга горит между
проволокой и изделием под слоем сыпучего
флюса. На место сварки предварительно
подается флюс, сварочная дуга расплавляет
проволоку, основной металл и часть
флюса. Сварочная ванна получается более
глубокой. Сварной шов закрыт шлаковой
коркой, которая после остывания легко
отделяется и обнажает шов. Достоинства сварки – высокая производительность
и хорошее качество швов, недостатки – производство
швов только в нижнем положении при
автоматической сварке.
Достоинства сварки – высокая производительность
и хорошее качество швов, недостатки – производство
швов только в нижнем положении при
автоматической сварке.
Сварка в среде углекислого газа осуществляется в основном полуавтоматическим способом электродной проволокой с газовой защитой сварочной ванны или порошковой проволокой. При сварке малоуглеродистых и низколегированных сталей используют углекислый газ, который защищает расплавленный металл от азота и кислорода воздуха. Достоинства сварки — возможность выполнения сварки в любом положении с боле глубоким проваром шва, недостатки – оттеснение газа ветром или сквозняком.
Электрошлаковая
сварка представляет
собой сварку
плавлением; удобен для вертикальных
стыковых швов при сварке толстых листов
(свыше 20 мм). Процесс сварки ведется
голой проволокой под слоем расплавленного
шлака, сварочная ванна защищена с боков
медными ползунами, охлаждаемые проточной
водой.
Также распространена контактная сварка (точечная, стыковая, роликовая) осуществляется в результате нагрева электрическим током мест соединения до пластического состояния с последующим сдавливанием.
Стыковые
Нахлесточные
Соединение в тавр
По конструктивному признаку:
стыковые;
угловые.
По усилию в швах:
По количеству слоев шва:
По положению шва в пространстве:
способу обработки кромок
Разделку кромок (см. рис. 8) применяют в том случае, если односторонняя или двухстороння сварка не позволяет обеспечить полный провар.
Р асчет угловых швов
Разрушение сварного углового шва может произойти по двум сечениям – по металлу шва и по металлу границы сплавления, следовательно, для сварного углового шва необходимо записать два условия прочности:
,
где – суммарная площадь среза углового шва по металлу шва;
,
где
– суммарная площадь среза углового шва
по металлу границы сплавления.
В этих формулах приняты следующие обозначения:
–суммарная длина шва;
–катет шва;
и – коэффициенты, учитывающие глубину проплавления углового шва по металлу шва и по металлу границы сплавления соответственно, принимаются для сталей с пределом текучести до 530 МПа по табл. 34 СНиПII–23–81* в зависимости от вида сварки, положения шва и диаметра сварочной проволоки, а для сталей с пределом текучести свыше 530 МПа =0.7,=1;
–расчетное сопротивление условному срезу углового шва по металлу шва, принимается по табл. 56 СНиП II–23–81* в зависимости от сварочного материала;
–расчетное сопротивление условному срезу углового шва по металлу границы сплавления, определяемое
,
–принимается по табл. 51* СНиП II–23–81* в зависимости от класса свариваемой стали;
и
–
коэффициенты условия работы углового
шва по металлу шва и металлу границы
сплавления соответственно, для
конструкций, эксплуатируемых в нормальных
климатических условиях (при температуре
свыше -40ºС), при статических нагрузках== 1,
в других условиях== 0. 85.
85.
Для того чтобы не делать двойной расчет, можно определить, какое сечение является менее прочным, и сделать расчет только для него. Менее прочное сечение определяется сравнением произведений и. Расчет ведется только для того случая, где данное произведение меньше. Как правило, металл шва менее прочен.
Конструктивные требования к сварным соединениям
Длина шва должна удовлетворять условию , для того чтобы шов работал по всей длине, иначе работать будут только концевые участки шва.
Катеты углового шва принимаются в отношении 1:1.
Стыковые швы рекомендуется принимать прямые.
Запрещается выполнять замкнутый контур из угловых швов.
Приварка ребер жесткости к балке, поясов к стенке балки может осуществляться односторонними швами.
Односторонние швы не допускаются при сварке конструкций первой группы и конструкций, работающих на динамические нагрузки.

Минимальный катет шва = 4 мм, максимальный катет шва= 1.2.
Минимальная длина сварного шва = 4 см.
Катет шва принимается по расчету, но обязательно согласовывается с табл. 38 СНиП II–23–81*.

Порядок расчета сварного соединения в опорном узле балки:
Советы по выбору проволоки для (MIG) сварки
Советы по выбору проволоки для MIG сварки
Свариваемость
При определении сварочных характеристик проволоки для процесса MIG учитываются перечисленные ниже параметры.
- Прочность металла шва
- Текучесть сварочной ванны
- Форма шва и смачиваемость кромок
- Склонность к разбрызгиванию
Прочность металла шва предполагает низкую пористость, высокое качество сплавления и отсутствие растрескивания. Пористость, основная причина низкой прочности сварочного шва, вызывается избытком кислорода в атмосфере, защитном газе, а также в примесях в базовой плите, которые в сочетании с углеродом в металле шва образуют пузырьки оксида углерода (CO) — угарного газа. Часть угарного газа может оставаться в металле по мере охлаждения шва, образуя поры. Как правило, особенностью сварки MIG с использованием проволоки является очень низкое содержание водорода в наплавленном металле. На итоговое содержание диффундирующего водорода в наплавленном металле шва могут в разной степени влиять такие факторы, как содержание влаги в защитном газе, атмосферные условия и состояние свариваемых кромок.
Часть угарного газа может оставаться в металле по мере охлаждения шва, образуя поры. Как правило, особенностью сварки MIG с использованием проволоки является очень низкое содержание водорода в наплавленном металле. На итоговое содержание диффундирующего водорода в наплавленном металле шва могут в разной степени влиять такие факторы, как содержание влаги в защитном газе, атмосферные условия и состояние свариваемых кромок.
Процесс
Контроль пористостиЧтобы свести к минимуму образование CO и, соответственно, обеспечить наименьший уровень пористости, необходимо раскисление сварочной ванны. Для этого в проволоку Spoolarc добавляются элементы, которые «связывают» кислород, не давая ему соединяться с углеродом и образуя вместо этого безвредный шлак. Эти элементы называются восстановителями. К ним относятся марганец (Mn), кремний (Si), титан (Ti), алюминий (Al) и цирконий (Zr). Алюминий, титан и цирконий — мощные восстановители: они примерно в пять раз эффективнее марганца и кремния.
Текучесть сварочной ванны, форма шва и разбрызгивание
Текучесть расплава в сварочной ванне важна по несколькими причинам. Текучая ванна обычно равномерно смачивает края, благодаря чему формируется плоский и гладкий шов (это особенно важно для угловых сварных швов). Это критично при многопроходной сварке короткой дугой, когда плохая форма шва может стать причиной дефектов, связанных с некачественным сплавлением. Плоские, хорошо смоченные швы также необходимы в ситуации, когда важную роль играет внешний вид поверхности и может потребоваться дополнительная шлифовка.
Внимание! Слишком высокая текучесть ванны может привести к сложностям при сварке из неудобного положения или формировании ослабленных горизонтальных угловых швов.
Влияние марганца и кремния
Выбор содержания марганца и кремния в проволоке для сварочного процесса MIG — это, как правило, основное решение, принимаемое оператором. Увеличение количества марганца и кремния влияет на текучесть ванны, форму шва и другие факторы. Благодаря содержанию восстановителей Al, Ti и Zr в проволоке Spoolarc 65 сварочная ванна становится более вязкой. Плотность сварочной ванны делает эту проволоку идеальным выбором для сварки труб (особенно небольшого диаметра), а также для задач, связанных со сваркой в различных пространственных положениях.
Благодаря содержанию восстановителей Al, Ti и Zr в проволоке Spoolarc 65 сварочная ванна становится более вязкой. Плотность сварочной ванны делает эту проволоку идеальным выбором для сварки труб (особенно небольшого диаметра), а также для задач, связанных со сваркой в различных пространственных положениях.
Влияние защитного газа и напряжения дуги
Использование защитного газа CO2 ведет к неравномерному переходу металла с проволоки на основной металл, делает профиль шва более выпуклым и увеличивает потери от разбрызгивания.
Защитные газы на базе аргона делают переход металла с проволоки на шов более ровным и равномерным, улучшают форму шва, сводят к минимуму потери от разбрызгивания и уменьшают образование пара.
Повышение напряжения дуги увеличивает текучесть ванны, делает швы более плоскими, усиливает смачиваемость кромок и разбрызгивание. Более высокое напряжение также уменьшает глубину провара и может вести к значительной потере легирующих элементов.
Проволоки Spoolarc предлагаются с медным покрытием, которое наносится с использованием патентованного производственного процесса ЭСАБ HI DEP III, или без покрытия (медной оболочки). Для проволоки Spoolarc доступны различные варианты сплавов, диаметров и упаковок, которые способны удовлетворить самые сложные требования заказчиков.
Проволоки Spoolarc с медным покрытием или без него обеспечивают отличную подачу и стабильность дуги в самых жестких производственных условиях и сценариях применения даже при высокой скорости подачи проволоки, что, в свою очередь, уменьшает время простоя и повышает производительность.
Примечание. Проволоки Spoolarc без покрытия — оптимальный выбор для заказчиков, которым не требуется медное покрытие.
Повышение качества подачи с материалами ЭСАБ
Проволоки Spoolarc- Все проволоки Spoolarc для сварочного процесса MIG проходят очистку после протяжки. С них удаляется остаток смазки, после чего они проходят процедуру обработки, разработанную компанией ЭСАБ, что помогает обеспечить высокое качество подачи, стабильность дуги и низкое содержание водорода в наплавляемом металле шва.
- Проволока Spoolarc HI DEP III обладает матовой поверхностью с тонким (обычно 0,05 % от веса) медным покрытием, которое отличается плотным прилеганием и исключает образование медных хлопьев.
- В отличие от покрытия многих традиционных видов проволоки для сварки MIG, покрытие проволоки Spoolarc не блестит. Блестящая проволока не обеспечивает высоких сварочных характеристик. Такие проволоки содержат больше меди в покрытии (до 0,30 % от веса), и на них могут образовываться медные хлопья, что снижает их эксплуатационные характеристики.
- Высокопрочная проволока менее склонна к потере устойчивости под сжимающими нагрузками. В компании ЭСАБ большинство видов проволоки для сварочного процесса MIG вытягиваются непосредственно из прутка до окончательного размера, в результате чего образуется высокопрочный продукт, не забивающий систему подачи в случае возникновения каких-либо ограничений или неполадок.

- Выбирая для работы проволоку Spoolarc от компании ЭСАБ, вы сводите к минимуму разбрызгивание — распространенную проблему других проволок для процесса MIG.
- Проволоки Spoolarc образуют высококачественные мягкие дуги при более низком напряжении, что позволяет точно контролировать сварку, снизить содержание водорода в металле шва и улучшить проплавление.
- Проволоки Spoolarc продлевают срок службы контактного наконечника. Запатентованный производственный процесс компании ЭСАБ помогает улучшить передачу тока, снизить дугообразование и уменьшить разрушение контактного наконечника, особенно при сильном токе и высокой скорости подачи проволоки. Если контактные наконечники будут изнашиваться медленнее, это позволит существенно сэкономить не только на запасных частях, но и на стоимости работы и времени простоя при замене деталей.
Проволоки Spoolarc от компании ЭСАБ для сварочных швов с низким содержанием водорода. Как правило, водород попадает в шов из влаги на поверхности электрода, особенно при использовании прутковых электродов. Проволоки Spoolarc для сварочного процесса MIG не имеют поглощающего покрытия и поэтому не вбирают влагу. Тщательный контроль за содержанием примесей на поверхности помогает повысить качество сварного шва и устранить проблемы, связанные с наличием водорода. Также исчезает необходимость в печах для сушки влажных электродов.
Тщательный контроль за содержанием примесей на поверхности помогает повысить качество сварного шва и устранить проблемы, связанные с наличием водорода. Также исчезает необходимость в печах для сушки влажных электродов.
ВНИМАНИЕ! Не забудьте проверить шов
Данные, содержащиеся в этом руководстве, основаны главным образом на испытаниях AWS, проводимых в стандартных условиях эксплуатации. Однако фактические результаты обычно отличаются от указанных в той мере, в какой условия выполнения работ отклоняются от стандартных. На эксплуатационные показатели конкретного сочетания проволоки и газа могут повлиять перечисленные ниже факторы.
- Химический состав основного металла
- Толщина основного металла
- Размер сварного шва
- Растворение металла шва в основном металле
- Интенсивность теплоотвода (влияет на скорость охлаждения шва)
В связи с этим важно проверить выбранное сочетание проволоки и газа в месте конкретного сварного соединения и при тех условиях, которые создаются непосредственно в ходе производственного процесса. В зависимости от ситуации испытание может быть направлено просто на оценку эффективности сварочного процесса. Оно также может предполагать полную проверку эксплуатационных характеристик сварного шва.
В зависимости от ситуации испытание может быть направлено просто на оценку эффективности сварочного процесса. Оно также может предполагать полную проверку эксплуатационных характеристик сварного шва.
Кузов и подготовка к покраске: Руководство по восстановлению C3 Corvette
Если вы выполнили процедуры, описанные в предыдущих главах, ваш Corvette был отделен от рамы и механических компонентов. Кузов был установлен на тележке, что позволяет перемещать и транспортировать его по магазину или в другое место.
Этот технический совет взят из полной книги «КАК ВОССТАНОВИТЬ СВОЙ C3 CORVETTE: 1968-1982». Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ ЭТОЙ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этим сообщением в Facebook / Twitter / Google+ или на любых автомобильных форумах или блогах, которые вы читаете.Вы можете использовать кнопки социальных сетей слева или скопировать и вставить ссылку на веб-сайт: https://www. chevydiy.com/bodywork-and-paint-prep-c3-corvette-resturation-guide/
chevydiy.com/bodywork-and-paint-prep-c3-corvette-resturation-guide/
Интерьер полностью удален (как это было в модели 1980 года, поскольку собирались установить новый интерьер от Corvette America). При повторном использовании интерьера рекомендуется удалить как можно больше, чтобы избежать чрезмерного распыления краски на внутренние части. Это также дает возможность заменить изношенные или сломанные детали перед повторной сборкой автомобиля.
Это хорошее время, чтобы полностью очистить все снятые детали, включая ковер, подушки сидений и все пластиковые детали отделки. Если пластиковая накладка поцарапана или поцарапана, немедленно отремонтируйте ее. В этом случае приобретите подходящую заводскую краску для салона и устраните повреждения, пока детали находятся вне автомобиля. Не забудьте проявить особую осторожность при повторной установке этих легко поцарапанных деталей.
Самая трудоемкая и трудоемкая часть покраски Корвета — это подготовка кузова. Количество времени, которое вы тратите на заполнение и разглаживание панелей из стекловолокна, напрямую влияет на качество вашей окончательной окраски. Так что найдите время, чтобы сделать это правильно.
Количество времени, которое вы тратите на заполнение и разглаживание панелей из стекловолокна, напрямую влияет на качество вашей окончательной окраски. Так что найдите время, чтобы сделать это правильно.
Осмотрите днище кузова вскоре после того, как рама снята с кузова, когда он еще находится на подъемнике. Откатите раму от подъемника и отложите ее в сторону. Это дает вам достаточно места, чтобы внимательно осмотреть машину и заглянуть во все мелкие места. Ищите отверстия под полом, особенно вокруг задних отсеков для хранения вещей, где могла протекать батарея или полуоси вышли из строя и сломали пол.Осмотрите брандмауэр на предмет каких-либо трещин или отверстий не на заводе, которые могли быть просверлены для применения на вторичном рынке. Их нужно добавить в список ремонта стекловолокна.
На левом заднем крыле этого Corvette 1972 года имеются свидетельства того, что он подвергся аварии. Ремонтные работы видны в углу кузова. Владелец хочет, чтобы это левое заднее крыло было отремонтировано перед перекрашиванием. Эту область, возможно, необходимо отремонтировать или вырезать и заменить новой секцией из стекловолокна.Сфотографируйте любые повреждения и сделайте заметки о том, что именно было обнаружено во время осмотра, когда автомобиль находится в воздухе. Эта работа должна быть завершена до того, как она попадет в покрасочную камеру.
Эту область, возможно, необходимо отремонтировать или вырезать и заменить новой секцией из стекловолокна.Сфотографируйте любые повреждения и сделайте заметки о том, что именно было обнаружено во время осмотра, когда автомобиль находится в воздухе. Эта работа должна быть завершена до того, как она попадет в покрасочную камеру.
После завершения проверки днища пора опустить кузов на его подвижную тележку. Тележка дает вам возможность работать с рамой и корпусом на отдельных участках. Тело будет находиться на этой тележке довольно долго, поэтому убедитесь, что она надежно закреплена, прежде чем снимать подъемные подушки с клетки.
Это также хорошее время, чтобы еще раз осмотреть внешнюю и нижнюю стороны кузова на предмет скрытых повреждений. Если на автомобиле имеются признаки предшествующего аварийного повреждения, возможно, повреждение необходимо отремонтировать или заменить панель. Сильный фонарик — отличный способ внимательно осмотреть эти области перед тем, как положить тело на тележку.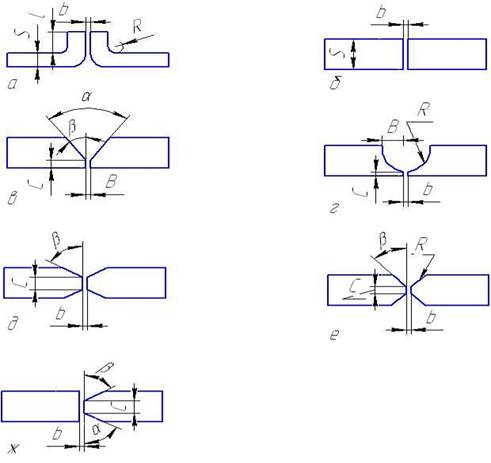 Легкие повреждения поверхностей панелей отвлекают от внешнего вида автомобиля, но не вызывают повреждений конструкции.
Легкие повреждения поверхностей панелей отвлекают от внешнего вида автомобиля, но не вызывают повреждений конструкции.
После удаления краски и обнаружения повреждений на стекловолоконном ламинате его можно заполнить эпоксидным клеем и отшлифовать.Поврежденную панель необходимо удалить и заменить на запасную деталь от поставщика Corvette, например Corvette America.
По завершении осмотра опустите кузов Corvette на тележку, чтобы его можно было переместить в подходящее место для подготовки к покраске. Не забудьте установить большие стальные промышленные колеса на роликах, чтобы тяжелый корпус можно было легко перемещать по рабочей зоне.
Не забывайте, что удаление краски, ремонт сломанных панелей, заполнение дефектов и шлифовка кузова — очень грязная работа.Найдите место с большим количеством света и площадкой на полу, которую легко чистить, чтобы свести пыль к минимуму. Мощный пылесос для магазина — отличный инструмент для уборки шлифовального мусора с пола и внутренних щелей на теле.
Замена рамы лобового стекла
Глава 2 включает схему стальной конструкции птичьей клетки C3 Corvette, которая поддерживает панели кузова (см. Стр. 28). При изготовлении на заводе верхняя рама ветрового стекла состояла из пяти основных компонентов: двух основных стоек, верхней части и двух усиливающих уголков.Они были сварены точечной сваркой, образуя верхнюю раму лобового стекла.
Левая передняя колесная арка этого Corvette 1972 года тщательно осматривается, чтобы определить, не сломаны ли какие-либо внутренние панели или нет. Это включает в себя любое разделение панелей, треснувшее стекловолокно или следы лоскутного шитья из стекловолокна, нанесенного на нижнюю сторону панели. Также важно определить, не попала ли ваша машина в аварию и не подвергалась ли некачественный ремонт.Всегда полезно исправить эти недостатки в процессе подготовки краски.
Столбы и коллектор изготовлены из полой стали, и обычно окрашиваются только внешние поверхности. Если в коллекторе образовалась дыра, вода стекает вниз по раме и попадает в защитные панели колодца для ног с обеих сторон салона. Автомобили, которые годами проработали во влажном климате, очень склонны к образованию больших скоплений ржавчины на поверхностях металлических рам лобового стекла.Конструкция этих рам делает их подверженными ржавчине. Верхняя рама приваривалась точечной сваркой к концам стоек столбов. Затем к обеим секциям приварили уголки, но эти стыки внахлест никогда не заделывали. На этих участках обычно начинается износ каркаса.
Если в коллекторе образовалась дыра, вода стекает вниз по раме и попадает в защитные панели колодца для ног с обеих сторон салона. Автомобили, которые годами проработали во влажном климате, очень склонны к образованию больших скоплений ржавчины на поверхностях металлических рам лобового стекла.Конструкция этих рам делает их подверженными ржавчине. Верхняя рама приваривалась точечной сваркой к концам стоек столбов. Затем к обеим секциям приварили уголки, но эти стыки внахлест никогда не заделывали. На этих участках обычно начинается износ каркаса.
Рамка лобового стекла покрыта металлической накладкой, а достаточно большой зазор позволяет листьям и мусору собираться в канале под хромированной накладкой. Это улавливает влагу, позволяя образоваться ржавчине, и требуется некоторое время, чтобы поверхность высохла.Больше всего беспокоит то, что эта влага стекает по боковой стороне рамы ветрового стекла и собирается в нижней части корпуса № 2 в колодцах рядом с отсеком водителя и пассажира. Если эти утечки не будут быстро устранены, птичья клетка и рама сильно ржавеют и требуют ремонта.
Если эти утечки не будут быстро устранены, птичья клетка и рама сильно ржавеют и требуют ремонта.
После снятия облицовки и обнаружения ржавчины рамы ветрового стекла, возможно, вы сможете ее отремонтировать. Если рама ветрового стекла настолько сильно заржавела, что ее необходимо заменить, запасные части для замены рамы ветрового стекла можно приобрести у поставщика вторичного рынка Corvette.
Если вы решили восстановить эту деталь, у вас есть несколько вариантов. Первый способ требует огромного терпения и времени. Также требуется сварочный аппарат на 220 вольт и дрель для точечной сварки. Аппарат для точечной сварки оснащен центральным сверлом со встроенным в него внешним режущим наконечником. Это позволяет просверлить все исходные сварные швы. Затем вы используете молоток и долото, чтобы разрезать раму на части.
Второй способ быстрее. Например, у Corvette 1977 года на этих фотографиях была очень ржавая рама лобового стекла, которую невозможно было отремонтировать. Владелец отвез машину в Van Steel, где сняли обшивку и подтвердили необходимость замены рамы.
Владелец отвез машину в Van Steel, где сняли обшивку и подтвердили необходимость замены рамы.
Неповрежденная стальная рама ветрового стекла была обнаружена во время обмена на местном шоу Corvette. VIN был осторожно извлечен из заржавевшей птичьей клетки и отложен до завершения ремонта. Измерения были тщательно записаны, чтобы новая рама подходила идеально. Техники использовали сабельную пилу, чтобы вырезать старую раму из автомобиля. Швы отшлифовали и перекрасили в черный цвет, чтобы они не ржавели.Примерно через три часа работы новая рама была приварена. Был установлен оригинальный номер VIN, и ремонт выглядел как новый.
Замена рамы лобового стекла
Шаг-1: Оценка рамы лобового стекла
Этот Corvette 1977 года поступил в Van Steel с сильно проржавевшей рамой лобового стекла. Перед ремонтом или покраской кузова необходимо было заменить раму. Стандартное лобовое стекло было установлено, чтобы убедиться, что рама не погнута.
Ржавчина нанесла серьезный ущерб стальной рамке ветрового стекла Corvette в форме птичьей клетки. Это повреждение незаметно при установке лобового стекла и облицовки. Это довольно частая проблема с корветами, которые провели большую часть своей жизни во влажных частях страны.
Это повреждение незаметно при установке лобового стекла и облицовки. Это довольно частая проблема с корветами, которые провели большую часть своей жизни во влажных частях страны.
Шаг-2: Измерьте раму лобового стекла
Очень важно провести точные измерения рамы лобового стекла перед снятием.Лучше всего измерить раму трансформируемого автомобиля от задней переборки до верхней части рамы. На купе измерьте расстояние от задней крыши до рамки лобового стекла. Также измерьте расстояние от пола до верхней части рамки лобового стекла как на купе, так и на кабриолете. Эти измерения необходимо продублировать при замене поврежденной рамы.
Это простой способ запомнить размеры рам ветрового стекла со стороны водителя и пассажира (при условии, что крылья все еще прикреплены).Он представляет собой удобное руководство при повторной сборке этого важного компонента.
Шаг-3: Осмотрите запасную раму ветрового стекла
Эта бывшая в употреблении рама лобового стекла была найдена на встрече Corvette в отличном состоянии. К нему даже была прикреплена табличка с VIN. Однако он будет удален и утилизирован. Табличка VIN с оригинальной ржавой рамы будет удалена и прикреплена к ней.
К нему даже была прикреплена табличка с VIN. Однако он будет удален и утилизирован. Табличка VIN с оригинальной ржавой рамы будет удалена и прикреплена к ней.
Шаг 4: вырезать старую раму лобового стекла
С помощью сабельной пилы прорежьте раму лобового стекла по обе стороны от Т-образной дуги на купе.Опору Т-образного стержня необходимо отрезать после удаления остальной части рамы. Для кабриолетов это не обязательно.
Измерьте длину новой рамы ветрового стекла, прежде чем вырезать старую часть. Эта сменная рама выступает ниже исходного нижнего сварного шва. Снята оригинальная рама лобового стекла по нижнему стыку. Новый каркас нужно вырезать в том же месте. Здесь он приварен к нижнему стыку. Будьте особенно осторожны при выполнении этого разреза, чтобы он точно совпадал с нижним сварным швом.
Шаг 4: Вырежьте старую раму лобового стекла (продолжение)
Передняя часть Т-образной дуги приварена точечной сваркой к верхней раме лобового стекла. Стекло лобового стекла находится в желобе, а Т-образная дуга приварена точечной сваркой к раме в центре. Обрежьте рамку лобового стекла по краю желоба, чтобы получить доступ к сварным швам. После того, как сварные швы обнажены, используйте шлифовальный станок для шлифования сварных швов, чтобы старую раму можно было снять с Т-образного стержня.
Стекло лобового стекла находится в желобе, а Т-образная дуга приварена точечной сваркой к раме в центре. Обрежьте рамку лобового стекла по краю желоба, чтобы получить доступ к сварным швам. После того, как сварные швы обнажены, используйте шлифовальный станок для шлифования сварных швов, чтобы старую раму можно было снять с Т-образного стержня.
Шаг 5: выпрямление Т-образного стержня
После снятия старой рамы распрямите и разгладьте изогнутый металлический Т-образный стержень перед тем, как к нему прикрепить новую раму.Это очень легкий штампованный металл. Его очень легко выпрямить, аккуратно постучав двумя молотками вместе.
Шаг 6: Удаление Т-образного стержня
Перед установкой новой рамы в автомобиль снимите Т-образный стержень с новой рамы лобового стекла. Отрежьте его сабельной пилой на конце Т-образного стержня. Используйте шлифовальный круг с пневматическим приводом, чтобы прорезать сварные швы на стороне Т-образного стержня, чтобы удалить оставшиеся куски металла Т-образного стержня, которые прикреплены к новой раме. Все остатки каркаса должны быть отшлифованы, чтобы старые и новые детали успешно совместились.
Все остатки каркаса должны быть отшлифованы, чтобы старые и новые детали успешно совместились.
Шаг 7: Установите новую Т-образную дугу
Т-образная дуга была успешно снята с новой рамы ветрового стекла и теперь устанавливается на существующую Т-образную дугу, оставленную в автомобиле. Новая рама прикреплена к двум нижним рамам, которые остались нетронутыми при снятии старой рамы. Оригинальная Т-образная дуга ставится на место, как показано на фото.Как только он выровнен правильно, он фиксируется на месте.
Шаг 8: Подтвердите установку
После того, как новая рама правильно установлена на двух нижних рамах ветрового стекла, сравните размеры высоты и наклона с величинами, записанными до снятия оригинальной рамы. Новая рама располагается поверх двух нижних секций рамы; они не пересекаются. Их нужно полностью приварить со всех сторон, чтобы закрепить заменяемую раму на автомобиле. Внесите любые корректировки
Шаг 9: приварить раму на место
Приварите прихваточным швом нижнюю часть рамы с обеих сторон автомобиля, чтобы еще раз проверить соответствие. Сделайте прихватку внутри и снаружи каждой рамы, чтобы закрепить ее на месте. Как только все будет подтверждено, нанесите сварной шов полностью вокруг нижней рамы с каждой стороны автомобиля.
Сделайте прихватку внутри и снаружи каждой рамы, чтобы закрепить ее на месте. Как только все будет подтверждено, нанесите сварной шов полностью вокруг нижней рамы с каждой стороны автомобиля.
Шаг 10: осмотр окончательной посадки
Здесь сварные швы завершены, отшлифованы и окрашены. Ветровое стекло было положено на место, и панели крыши были прикреплены, чтобы подтвердить, что все правильно расположено. На выполнение этой работы ушло около трех часов.
Ремонт стекловолокна
Владельцам C3 Corvette очень повезло, потому что многочисленные поставщики вторичного рынка предлагают оба типа (FRP и SMC) высококачественных дублирующих сменных панелей кузова.К ним относятся крылья, дверные панели, капоты, а также передние и задние фиксаторы кузова. Общие области повреждения, обычно обнаруживаемые в передней и задней части автомобиля, включают переднюю носовую часть, крылья и под передней панелью обшивки.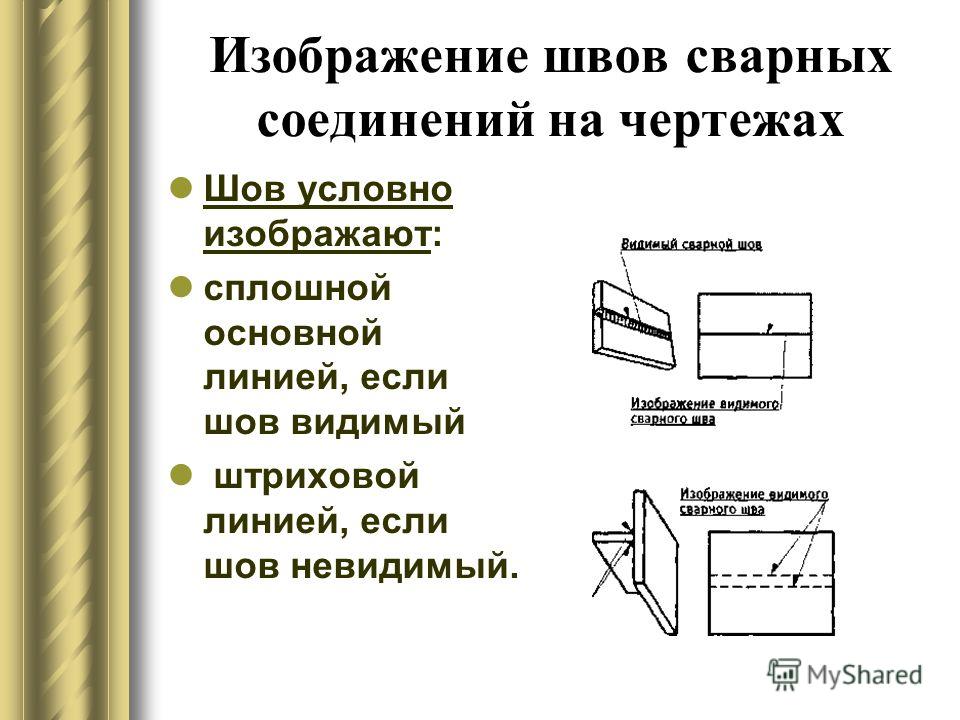 В задней части бампера и задних фонарей также часто можно найти повреждения.
В задней части бампера и задних фонарей также часто можно найти повреждения.
Многие из этих участков можно отремонтировать вместо замены перед покраской. Эпоксидный наполнитель можно использовать для быстрого ремонта небольших вмятин или вмятин на корпусе, которые не прошли сквозь стекловолокно.
Стекловолоконная смола, отвердитель, емкость для смешивания на 1/2 пинты, деревянная палочка для смешивания, лист стекловолокна, металлический ролик, пищевая пленка и лента — вот некоторые из основных инструментов и материалов для ремонта стекловолокна. Эта комбинация продуктов может исправить потрескавшиеся клеевые швы, а также небольшие трещины или выбоины, которые иногда возникают на кузове в результате дорожного движения.
Передние панели кузова Corvette № 1, 2, 3 и 4 склеены между собой на всех автомобилях 1973-1982 годов. Остальные панели крепятся болтами.Передние узлы 1968–1972 годов очень похожи и включают в себя те же соединительные ленты.
Эти компоненты требуются для полной сборки заднего корпуса на всех корветах 1978–1982 годов. В моделях 1968–1973 годов используется несколько различных деталей, которые здесь не показаны. Кроме того, корветы 1974–1977 годов используют несколько различных деталей в задней части корпуса, но основное количество компонентов одинаково.
В моделях 1968–1973 годов используется несколько различных деталей, которые здесь не показаны. Кроме того, корветы 1974–1977 годов используют несколько различных деталей в задней части корпуса, но основное количество компонентов одинаково.
Панели кузова, имеющие трещины или отверстия полностью сквозь стекловолокно, структурно повреждены.Губа крыла на этом Corvette была расколота, поэтому эта деталь имела структурные повреждения, и потребовался капитальный ремонт. Кромка была сточена, чтобы обнажить разрыв и точно определить, где он заканчивается. При структурном ремонте необходимо прикрепить подкладочную полосу за поврежденным участком для восстановления прочности участка. Сначала удалите краску с поврежденного участка. Затем используйте 3-дюймовую пневматическую шлифовальную машину с бумажным диском с зернистостью 100, чтобы прорезать канавку по всей трещине. (Держите колесо под углом 45 градусов вверху и внизу трещины.) Это обеспечивает хорошую склеивающую поверхность для ремонта. Очистите область под трещиной. (Фото любезно предоставлено Эдом Скоппа)
Очистите область под трещиной. (Фото любезно предоставлено Эдом Скоппа)
Используйте кусок стекловолокна, чтобы сделать клейкую ленту. Если его нет, сделайте его с помощью листа стекловолокна, смолы и отвердителя. Закрепите подкладочную ленту под поврежденным участком смолой и отвердителем. Сформируйте лист стекловолокна вокруг поврежденной кромки крыла и пропитайте ее смолой, чтобы закрепить на кромке. После правильного отверждения поверхности материал можно отшлифовать, чтобы можно было правильно продублировать кромку крыла.Используйте 3- или 6-дюймовую пневматическую шлифовальную машину с бумажным диском зернистостью 100. Затем используйте лист наждачной бумаги на шлифовальной машине. Обработайте участок вручную шлифовальным блоком. (Фото любезно предоставлено Эдом Скоппа)
Смола поставляется в большом контейнере, а отвердитель MEK — в маленьком флаконе. Используйте одноразовую пластиковую чашку с маркировкой, чтобы смешать смолу и отвердитель вместе с одноразовой палочкой для краски.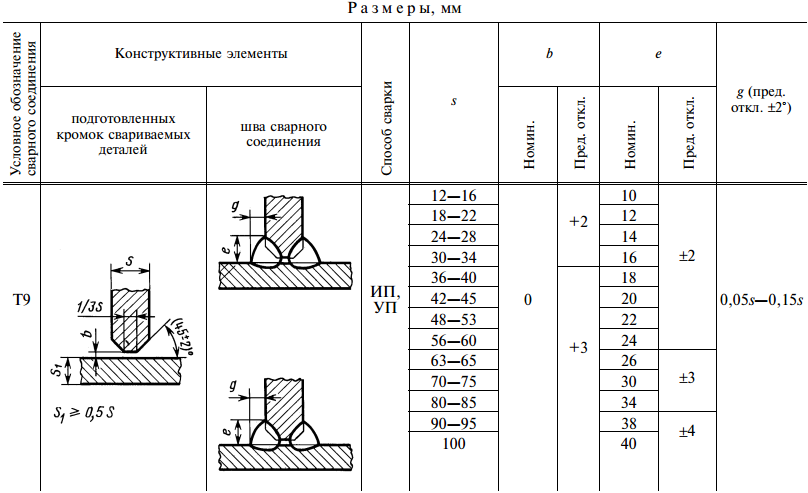 Вы также можете использовать одноразовые кисти, чтобы смешать и нанести смолу на тело. Во время этой процедуры используйте резиновые перчатки.Рекомендуемая смесь — две капли отвердителя на каждую 30 грамм смолы. Этот материал быстро затвердевает, поэтому лучше работать с небольшими количествами за раз. Листы стекловолокна укладываются на поврежденный участок, смола наносится на лист и накатывается на тело. Как только он затвердеет, его можно отшлифовать, обработать и покрасить.
Вы также можете использовать одноразовые кисти, чтобы смешать и нанести смолу на тело. Во время этой процедуры используйте резиновые перчатки.Рекомендуемая смесь — две капли отвердителя на каждую 30 грамм смолы. Этот материал быстро затвердевает, поэтому лучше работать с небольшими количествами за раз. Листы стекловолокна укладываются на поврежденный участок, смола наносится на лист и накатывается на тело. Как только он затвердеет, его можно отшлифовать, обработать и покрасить.
При работе с этими материалами также удобно иметь при себе несколько одноразовых рабочих перчаток. Смола быстро схватывается, и ее трудно удалить с рук.
Повреждение конструкции или сломанные детали
Выполнение этого ремонта самостоятельно до того, как машина отправится в покрасочный цех (при условии предварительного согласования с покрасочным цехом), сэкономит много денег.
Панель, пострадавшая от серьезного столкновения, может полностью расколоться или разорваться. Вам необходимо устранить это повреждение, потому что вибрация дороги вызывает рост такой трещины.
Вам необходимо устранить это повреждение, потому что вибрация дороги вызывает рост такой трещины.
Сначала просверлите небольшое отверстие в конце трещины, чтобы предотвратить ее распространение.Затем отшлифуйте всю поверхность, чтобы трещина полностью обнажилась. В зависимости от того, где находится повреждение, вы можете или не сможете вставить клеящую ленту за повреждением. Если трещина достаточно зашлифована, вы можете вдавить достаточно листа стекловолокна, смолы и отвердителя, чтобы должным образом устранить повреждение. Когда ремонт полностью затвердеет, его можно легко отшлифовать и придать форму, чтобы не было видно ремонта.
Панели кузова, которые сломаны пополам, требуют подкладки или заплатки позади поврежденного участка.Кусочки стекловолокна хорошо подходят для этого ремонта, если они имеют правильный контур участка, который необходимо отремонтировать.
Если детали не имеют правильного контура, можно создать новую заплату, поместив кусок полиэтиленовой пленки на участок, который необходимо отремонтировать.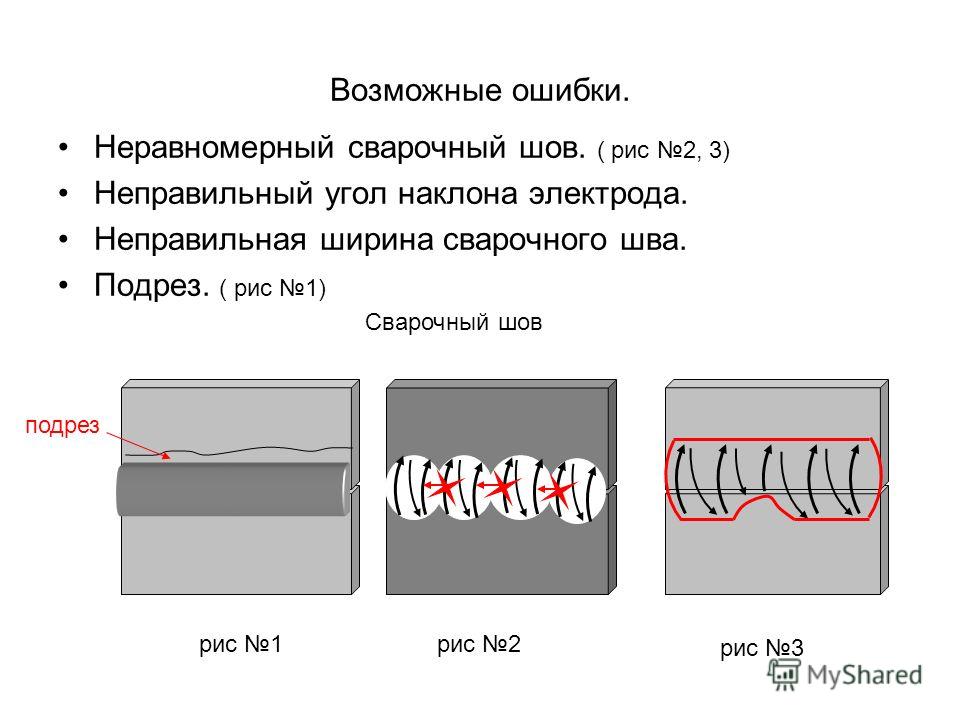 Эта пленка того же типа, что используется для упаковки пищевых продуктов. Сделайте его достаточно большим, чтобы выходить как минимум на 3–4 дюйма за зону ремонта.
Эта пленка того же типа, что используется для упаковки пищевых продуктов. Сделайте его достаточно большим, чтобы выходить как минимум на 3–4 дюйма за зону ремонта.
Для восстановления правильной кривизны крыла может потребоваться клей-наполнитель.Используйте недорогой одноразовый пластиковый расширитель, чтобы добавить наполнитель и восстановить кривизну рабочей зоны. Эти одноразовые расширители могут быть изготовлены по индивидуальному заказу по кривизне области, на которой вы работаете. Они облегчают выполнение такого рода исправлений. Используйте угловую шлифовальную машину с 3-дюймовым бумажным диском с зернистостью 100, чтобы отшлифовать участок. Используйте грунтовку в качестве направляющего слоя для проверки работы. Возможно, вам придется снова отшлифовать поверхность и добавить больше наполнителя, пока крыло не будет выглядеть оригинально. (Фото любезно предоставлено Эдом Скоппа)
Зона дверного ключа — это обычная зона ремонта для дверей C3 1969–1982 годов. Когда вы открываете дверь, вы нажимаете на верхнюю ручку и кладете большой палец на область дверного замка. Со временем это постоянное толкание приводит к утомлению стекловолокна в этой области, поэтому необходим ремонт. Стекловолокно может треснуть или сломаться. У Корветов 1968 года в этой области была кнопка, и они также склонны к растрескиванию. Не добавляйте больше стекловолокна, чем абсолютно необходимо, иначе механизм дверного замка не сможет быть прикреплен к двери. Отшлифуйте и повторно застеките потрескавшиеся участки и увеличьте их до первоначальной толщины.Отшлифуйте их гладко. (Фото любезно предоставлено Эдом Скоппа)
Когда вы открываете дверь, вы нажимаете на верхнюю ручку и кладете большой палец на область дверного замка. Со временем это постоянное толкание приводит к утомлению стекловолокна в этой области, поэтому необходим ремонт. Стекловолокно может треснуть или сломаться. У Корветов 1968 года в этой области была кнопка, и они также склонны к растрескиванию. Не добавляйте больше стекловолокна, чем абсолютно необходимо, иначе механизм дверного замка не сможет быть прикреплен к двери. Отшлифуйте и повторно застеките потрескавшиеся участки и увеличьте их до первоначальной толщины.Отшлифуйте их гладко. (Фото любезно предоставлено Эдом Скоппа)
Отрежьте кусок стекловолокна, пропитайте его смолой и отвердителем и поместите на пленку. После того, как он застынет, снимите пластиковый лист. После застывания его можно использовать в качестве заплатки на внутренней стороне поврежденной панели.
Используя любой вид заплатки, используйте шлифовальный станок или шлифовальный станок, чтобы сделать внутреннюю часть сломанной области шероховатой, и разрежьте заплатку так, чтобы не менее 2 дюймов перекрывали поврежденную область. Просверлите в заплате два небольших отверстия и проденьте в них проволоку, чтобы закрепить на месте.Покройте заплату смолой / отвердителем и используйте проволоку, чтобы плотно прилегать к панели. После застывания удалите проволоку.
Просверлите в заплате два небольших отверстия и проденьте в них проволоку, чтобы закрепить на месте.Покройте заплату смолой / отвердителем и используйте проволоку, чтобы плотно прилегать к панели. После застывания удалите проволоку.
Теперь очистите область вокруг повреждения, поместите на нее стекловолокно, добавьте смолу, отвердитель и дайте ему застыть. После того, как смола затвердеет, отшлифуйте отремонтированный участок до остальной части панели.
Сломанные детали, например крыло, можно вырезать из автомобиля по заводским швам и заменить запасными частями, дублирующими оригинальные детали.Используйте шлифовальную машину, чтобы разрезать заводскую клейкую ленту, а затем удалите поврежденную панель. Потереть и отшлифовать переднюю поверхность новой панели и прилегающей панели на расстоянии примерно 3–4 дюймов от места крепления.
Также потрите клейкую ленту и нижнюю часть сменной панели и протрите их чистящим раствором. Поднимите кромки крепления под углом 30 градусов, чтобы получился V-образный стык. Нанесите эпоксидный клей и закрепите детали на месте. Заполните все открытые места и обработайте поверхность шлифованием, шлифовкой, заполнением и грунтовкой отремонтированного участка.
Нанесите эпоксидный клей и закрепите детали на месте. Заполните все открытые места и обработайте поверхность шлифованием, шлифовкой, заполнением и грунтовкой отремонтированного участка.
Соединительный шов с трещинами
Если автомобиль имеет потрескавшийся клеевой шов спереди или сзади, отшлифуйте его и заполните новой секцией из смолы и стекловолокна. Перед началом ремонта удалите всю краску вокруг потрескавшейся области.
Используйте шлифовальный круг или ленточную шлифовальную машинку, чтобы сформировать неглубокий V-образный вырез вдоль трещины клеевого шва. Потереть сверху и снизу области, чтобы обеспечить достаточную поверхность для сцепления материалов. Если шов полностью потрескался, может потребоваться добавление клейкой ленты с обратной стороны для прочности.Заполните шов двухкомпонентным эпоксидным наполнителем, чтобы склеить трещины. После застывания измельчите до гладкости.
Поместите небольшие полоски листа стекловолокна, пропитанные смолой, поверх отремонтированного шва. После того, как отремонтированный участок успеет затвердеть, отшлифуйте, заполните и загрунтуйте его. Нагревательная лампа может значительно сократить время отверждения.
После того, как отремонтированный участок успеет затвердеть, отшлифуйте, заполните и загрунтуйте его. Нагревательная лампа может значительно сократить время отверждения.
Ремонт трещин стекловолокна
Шаг-1: Определите треснувшее крыло
Оба шва крепления задних крыльев на этом Corvette были потрескались из-за возраста и нуждались в ремонте.Перед тем, как приступить к ремонту, отшлифуйте шов с помощью угловой шлифовальной машины с абразивным кругом с зернистостью 80 и 5 дюймов. Это удалит большую часть старого связующего материала (показано). Затем используйте 3- или 6-дюймовую пневматическую шлифовальную машину с шлифовальным кругом зернистостью 100, чтобы удалить трещину. Сделайте канавку шлифовальным кругом, чтобы ремонтный материал имел хорошую поверхность сцепления. Заклейте ремонтируемую область лентой и бумагой, чтобы предотвратить попадание излишков смолы на другие части панели, которые не ремонтируются.
Шаг 2: налейте смолу в чашку для смешивания
Налейте небольшое количество смолы в чашку для смешивания. Не забудьте добавить две капли отвердителя на каждую 30 грамм смолы.
Не забудьте добавить две капли отвердителя на каждую 30 грамм смолы.
Шаг 3: Добавьте отвердитель в смолу
Добавьте необходимое количество капель отвердителя MEK в емкость. Используйте одноразовую палочку, чтобы быстро смешать их до того, как смола застынет. Убедитесь, что отвердитель и смола тщательно перемешаны, чтобы смола правильно и эффективно сцепилась со стекловолокном. Вы не хотите переделывать работу.
Шаг 4: замачивание нитей из стекловолокна
Раздвиньте прямые края листа стекловолокна, чтобы помочь смешать волокна с существующей панелью. Используйте палочку для смешивания (на рисунке), чтобы убедиться, что пряди стекловолокна полностью пропитаны смолой.
Шаг 5: нанесите стекловолокно на панель
Этот этап — очень быстрый процесс, потому что смола быстро схватывается. Перед началом убедитесь, что у вас есть все необходимые предметы. Поместите пропитанное смолой стекловолокно на отремонтированную панель (показано). Лучше всего использовать палочку для смешивания или кисть. Обратите внимание, как смола капает на скотчем участок.
Перед началом убедитесь, что у вас есть все необходимые предметы. Поместите пропитанное смолой стекловолокно на отремонтированную панель (показано). Лучше всего использовать палочку для смешивания или кисть. Обратите внимание, как смола капает на скотчем участок.
Шаг 6: Смола для ракеля в ремонтной зоне
Используйте металлический ракель, чтобы вдавить смолу в отремонтированный участок. Ракель также удаляет пузырьки воздуха, которые могли попасть под смолу.Важно разровнять смолу в ремонтируемом участке. Подождите 8–10 часов, прежде чем переходить к следующему шагу. Если для ускорения процесса установки используется тепловая лампа, держите ее на расстоянии не менее 12 дюймов от места ремонта и подождите один час, прежде чем переходить к следующему этапу.
Шаг 7: Обрезка вдоль ремонтной зоны
Когда смола затвердеет, используйте лезвие бритвы, чтобы аккуратно разрезать края ленты, чтобы удалить ее с панели.
Шаг 8: Дайте время для отверждения области ремонта
Отремонтирован клеевой шов на заднем крыле Corvette.Обычно лучше подождать соответствующее время в соответствии с инструкциями на упаковке, чтобы смола правильно затвердела. Вы можете ускорить процесс, приложив к участку тепловую лампу.
Шаг 9: Выбрать и нанести шпатлевку
Клей-наполнитель для покрытий Ever специально разработан для панелей SMC и FRC. Он обладает достаточной гладкостью, чтобы предотвратить растрескивание, когда панели тянутся под нагрузкой, и обеспечивает гладкую, прочную поверхность при нанесении краски.Отшлифуйте отремонтированный участок с помощью шлифовального блока и бумаги с зернистостью 220, чтобы удалить мелкие дефекты, залитые стекловолоконным наполнителем. Перед нанесением грунтовки и краски на готовые поверхности очень важно создать очень гладкую поверхность.
C3 могут удариться о заднюю часть переднего крыла, если петли ослаблены. Это сколы заднего шва на крыле. Чтобы отремонтировать эту область, нанесите стекловолоконную смолу на шов (слева). Ремонт необходимо отшлифовать и придать ему идеальную форму (справа).Дверь следует установить так, чтобы окончательная подгонка идеально соответствовала друг другу.
Чрезмерный зазор двери
Общая зона, которая обычно требует внимания при работе с кузовом, — это место, где переднее крыло заканчивается у дверного проема. Если дверь отрегулирована неправильно или сломается петля, передняя часть двери может повредить шов дверного проема на переднем крыле. Дверь может сломать часть крыла или расколоть большую площадь.Кроме того, в зависимости от того, насколько хорошо построен автомобиль, зазор между крылом и дверью может быть чрезмерным.
Один из способов ремонта — сломать переднее крыло и поставить его в правильное положение.
Другой метод ремонта — использовать лист стекловолокна, смолу и отвердитель для создания нового шва. Этот ремонт легче выполнить, если дверь снята, но перед тем, как снимать дверь, тщательно замерьте. Убедитесь, что у вас есть правильная посадка, когда вы устанавливаете дверь на петли.
Поврежденная панель кузова
Стеклопластиковые панели кузова Corvetteчрезвычайно прочные, но гибкие.Они могут выдерживать сильные удары и не ломаться; однако при достаточно сильном ударе они расходятся. Послепродажные панели кузова доступны для завершения любого ремонта.
Корвет был доставлен в мастерскую Van Steel с серьезным повреждением его правого заднего крыла. Большая часть нижнего крыла отсутствовала, и она порвалась по стыковому шву. Старое крыло пришлось отшлифовать подальше от склеивающего шва верхней задней части автомобиля. Оставшееся крыло сошлифовано, и весь клей на клейкой полосе был удален.
Это нижнее правое заднее крыло оторвано от задней верхней палубы во время столкновения. Он обнажил клеевой шов, который скрепляет панели.
Он обнажил клеевой шов, который скрепляет панели.
Нанесите слой грунтовки на поврежденный участок, чтобы лучше визуализировать участок, который необходимо отремонтировать. Закрепите новый отбойник на месте и отметьте клеевой шов лентой. Отшлифовать остатки старого нижнего крыла шлифовальным кругом по всей длине стыковочного шва на крыле.
Нанесите двухкомпонентную связующую эпоксидную смолу на всю клеящую ленту. Установите новую панель крыла на клеящую ленту и вдавите ее в клей. Этот клей крепит сменную панель крыла к верхней задней палубе Corvette. Удерживайте панель на месте винтами или зажимами и ремнями (показано). Используйте пластиковую пленку для защиты зажимов, чтобы их можно было легко удалить после затвердевания клея.
Когда панель крыла прикреплена к верхней деке, ее можно отшлифовать.Заполните и отшлифуйте все пятна, прежде чем нанести грунтовку и автомобиль направится к окрасочной кабине.
Заводские накладки на бамперы со временем изнашиваются и трескаются от солнечных лучей.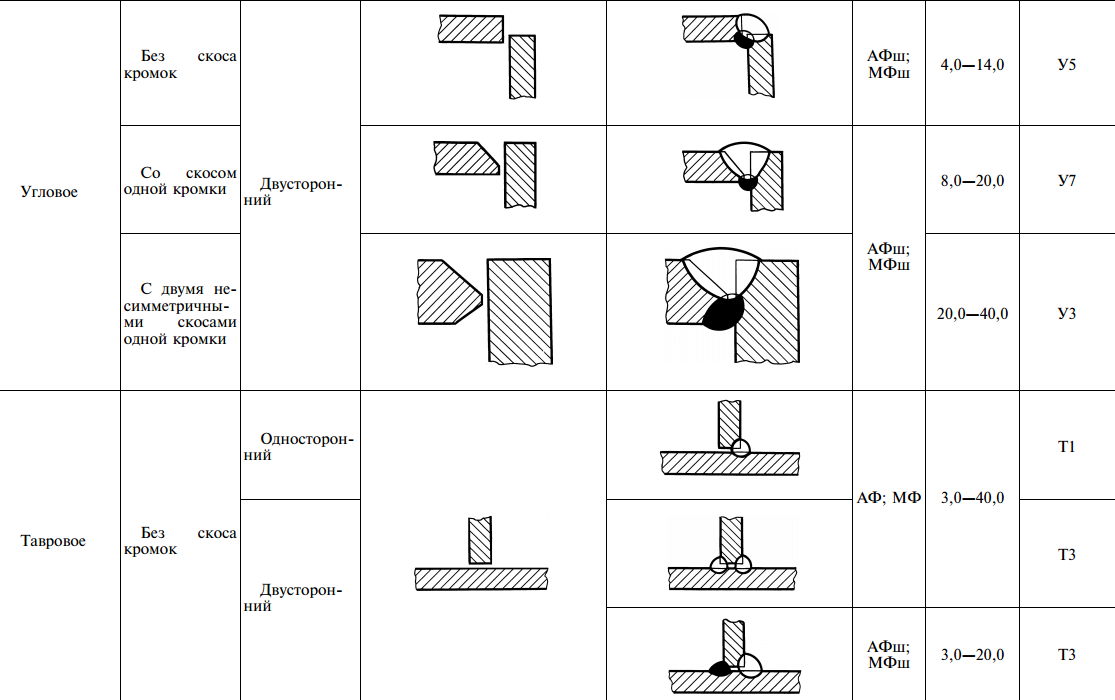 К счастью, послепродажные копии из стекловолокна доступны в качестве замены. Эта крышка заполняется и шлифуется, пока она не станет идеальной. Наденьте на машину бампер из стеклопластика и заклейте все зазоры. Добавляйте или удаляйте наполнители из стекловолокна с бампера до тех пор, пока не будет достигнута надлежащая посадка, зашлифовать поверхность, пока она не станет ровной.
К счастью, послепродажные копии из стекловолокна доступны в качестве замены. Эта крышка заполняется и шлифуется, пока она не станет идеальной. Наденьте на машину бампер из стеклопластика и заклейте все зазоры. Добавляйте или удаляйте наполнители из стекловолокна с бампера до тех пор, пока не будет достигнута надлежащая посадка, зашлифовать поверхность, пока она не станет ровной.
Было заказано новое нижнее заднее крыло, и по прибытии оно было подготовлено к установке. Внутренняя часть нового крыла была обработана шлифовальным кругом для улучшения адгезии к крылу.
ВVan Steel использовались зажимы, а не винты, что является более распространенным методом закрепления нового крыла во время отверждения связующего эпоксидного покрытия. После затвердевания крыла соединительный шов был отшлифован, а все мелкие дефекты заделаны и подготовлены к покраске.
Накладки на бампер
В 1973 году Corvette представила мягкую крышку переднего бампера (сделанную из литого уретана) в соответствии с федеральными требованиями к бамперу со скоростью 5 миль в час и закрывает стандартную металлическую балку, прикрепленную к раме.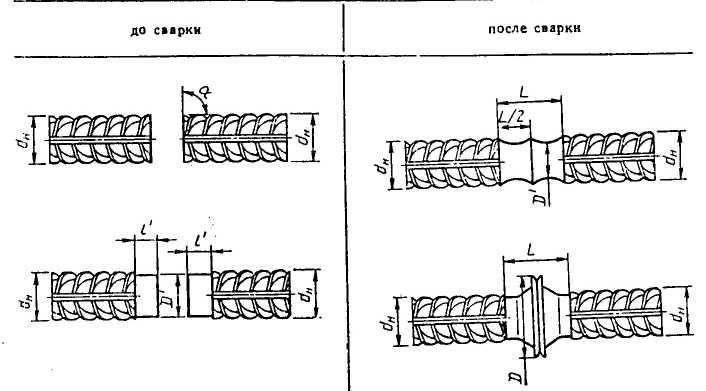 Полумягкий чехол плотно прилегает к корпусу. Задняя крышка из двух частей была добавлена только в 1974 году. Задняя крышка стала цельной в 1975 году и оставалась такой до конца производства C3 в 1982 году.
Полумягкий чехол плотно прилегает к корпусу. Задняя крышка из двух частей была добавлена только в 1974 году. Задняя крышка стала цельной в 1975 году и оставалась такой до конца производства C3 в 1982 году.
Со временем под воздействием солнечных лучей на резиновой поверхности покрытия образовывались волны или трещины. Отламывание больших кусков резины является относительно обычным явлением. Если ваша машина будет ежедневным водителем, а не выставочным автомобилем, замена потрескавшегося или изношенного бампера на копию из стекловолокна часто является лучшим выбором.
Крышки из стекловолокна не поставляются с крепежными уголками. Возможно, вам придется отрегулировать отверстия, чтобы крышка бампера подошла по размеру (на заднем плане это принадлежит Corvette 1980 года). Отверстия, возможно, придется удлинить, чтобы обеспечить достаточную регулировку для правильной установки новой крышки. После проверки посадки закрепите кронштейн заклепками. Установите крышку на автомобиль, чтобы убедиться, что во время этого процесса ничего не сместилось.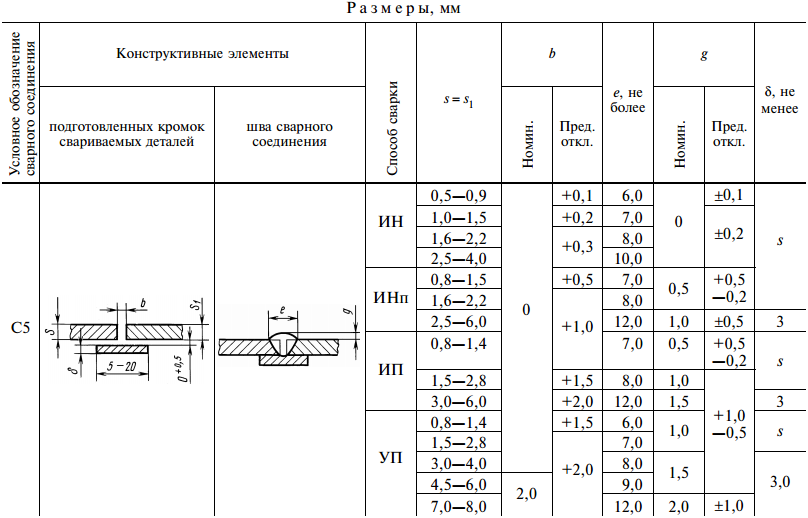
После того, как в крышку добавлены все отверстия, она готова к покраске.После шлифовки и грунтовки крышки отправляются в окрасочную камеру. Одновременно красятся и зеркала.
Каждый Corvette имеет небольшие вариации в посадке каждой панели кузова. Резиновый кожух бампера соответствует этим отличиям. Крышки из стекловолокна не подходят, поэтому будьте готовы к шлифовке и заполнению во время установки одной из этих сменных панелей. После установки и покраски они придают автомобилю гладкий, законченный вид, который невозможно воспроизвести с помощью резинового бампера.
Окончательное шлифование и заполнение
Кузов вашего Corvette приближается к завершению процесса подготовки окраски. Перед тем, как переместить автомобиль в покрасочную мастерскую, каждую панель автомобиля следует внимательно осмотреть на предмет наличия небольших зазубрин или вмятин. Проведите руками по каждой поверхности и устраните дефекты с помощью шпатлевки. Отшлифуйте тело, пока не убедитесь, что оно гладкое.
Отшлифуйте тело, пока не убедитесь, что оно гладкое.
После завершения шлифовки с помощью воздушного пистолета сдуйте всю пыль и шлифовальный материал с поверхностей автомобиля.Наконец, вымойте поверхность тела вручную из пульверизатора с водой и бумажного полотенца.
Кто покрасит машину?
Перед тем, как приступить к покрасочным работам, необходимо решить, кто будет их выполнять. Процесс покраски требует терпения и времени для получения высококачественных результатов. Пришло время подумать, как действовать дальше. Вы можете покрасить свой автомобиль самостоятельно или выбрать качественную покрасочную мастерскую для выполнения работ.
Самостоятельная покраска
Подготовка к окраске требует больших усилий, чтобы основание кузова Corvette было гладким и без изъянов.Подготовка кузова и шлифование всех поверхностей тела также отнимают много времени и требуют большого терпения. Все, что было пропущено на этом этапе, будет бросаться в глаза через законченную покраску, поэтому убедитесь, что шпатлевка, грунтовка и другие химические вещества нанесены правильно. В противном случае вам придется перекрашивать машину. При правильном выполнении отшлифованная поверхность приобретает гладкий блеск. Панели не имеют ряби и дефектов. Подготовка кузова и покраски занимает около 80% всего времени, необходимого для покраски Corvette.Вы можете сэкономить много денег, если у вас есть опыт покраски и кузовного ремонта.
В противном случае вам придется перекрашивать машину. При правильном выполнении отшлифованная поверхность приобретает гладкий блеск. Панели не имеют ряби и дефектов. Подготовка кузова и покраски занимает около 80% всего времени, необходимого для покраски Corvette.Вы можете сэкономить много денег, если у вас есть опыт покраски и кузовного ремонта.
Перед запуском важно иметь доступ к окрасочной кабине, одобренной для окружающей среды. Краска очень дорогая и токсичная. Во многих штатах и городах действуют очень строгие законы об охране окружающей среды, в которых оговаривается, какие объекты разрешены для нанесения краски. Рекомендации по утилизации неиспользованной краски и материалов различаются в зависимости от того, где вы живете. Перед тем, как приступить к проекту, рекомендуется получить все подробности.Времена, когда вы просто вешали простыню в гараже, прошли.
Если вы решили покрасить свою машину в собственном гараже, вам необходимо построить временную покрасочную будку. Использование одного значительно снижает загрязнение. Он должен быть оснащен надлежащим освещением, фильтрами, обогревателями и нисходящими вентиляторами, чтобы частицы пыли не оседали на влажной поверхности вашей новой краски. Однако этот дополнительный побочный проект требует изрядного количества времени, денег и усилий.
Использование одного значительно снижает загрязнение. Он должен быть оснащен надлежащим освещением, фильтрами, обогревателями и нисходящими вентиляторами, чтобы частицы пыли не оседали на влажной поверхности вашей новой краски. Однако этот дополнительный побочный проект требует изрядного количества времени, денег и усилий.
Получить профессиональное качество окраски дома сложно, но возможно.Но если у вас ограниченный опыт окраски или совсем нет, вам следует поискать компетентную малярную мастерскую, чтобы покрасить вашу машину.
Выбор профессионального магазина
Важно заранее выбрать малярный цех перед началом любой подготовки к окраске. Арт Дорсетт, например, тесно сотрудничает с Майком Тэкли из Tackley Auto Body над окраской. вот три типа мастерских, которые выполняют малярные работы. Первый — производственный цех, специализирующийся на страховании ремонта.Они работают с небольшой прибылью, и чем меньше времени у них уходит на выполнение работы, тем выше их прибыль. Будьте осторожны при выборе одного из них, потому что им может не потребоваться время, необходимое для получения качественной отделки. Цена может быть подходящей, но, вероятно, страдает качество.
Будьте осторожны при выборе одного из них, потому что им может не потребоваться время, необходимое для получения качественной отделки. Цена может быть подходящей, но, вероятно, страдает качество.
Второй тип мастерских — это тот, который занимается полными реставрациями. Обычно они работают над проектом от начала до конца, редко разрешая владельцам делать какие-либо предварительные покрасочные работы. Они зарабатывают деньги, взимая почасовую оплату, и гордятся тем, что предоставляют своим клиентам готовый продукт высшего качества.
Третий тип — это самостоятельная мастерская, выполняющая различные кузовные и лакокрасочные работы. Обычно это включает аварийный ремонт и восстановительные работы. Многие из них выполняют качественную работу и иногда готовы позволить вам выполнить некоторые или все работы перед покраской.
Состояние кузова после предварительной подготовки к окраске имеет большое влияние на конечный результат окраски. По этой причине многие магазины не будут красить автомобиль, если они не занимались ремонтом кузова.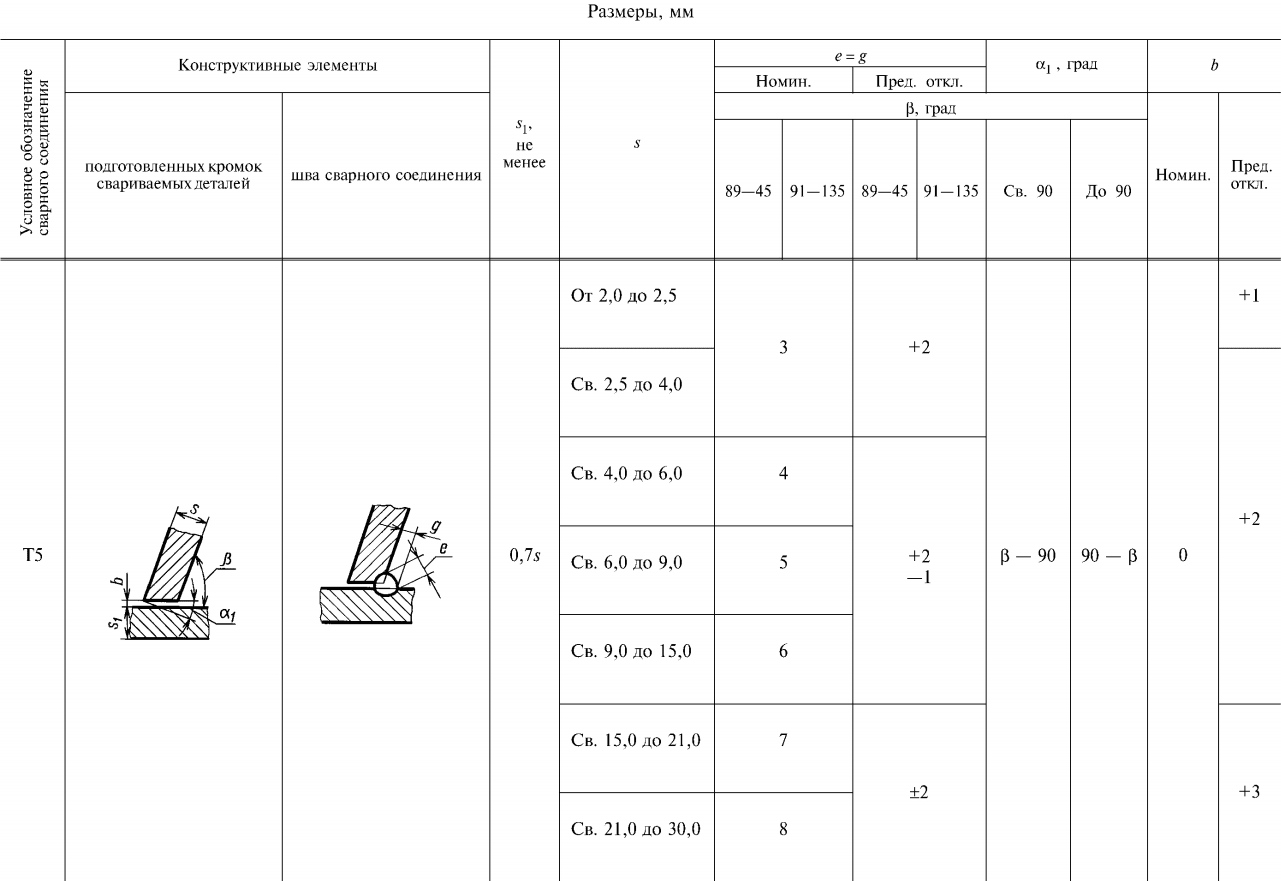 Если они не уверены в предварительной подготовке к окраске, они, вероятно, не захотят предоставить гарантию на свою часть работы.Если вы настаиваете на том, чтобы выполнить эту работу самостоятельно, очень важно заранее выбрать мастерскую по окраске, которая готова позволить вам подготовить машину.
Если они не уверены в предварительной подготовке к окраске, они, вероятно, не захотят предоставить гарантию на свою часть работы.Если вы настаиваете на том, чтобы выполнить эту работу самостоятельно, очень важно заранее выбрать мастерскую по окраске, которая готова позволить вам подготовить машину.
Если магазин согласен с этим соглашением, важно регулярно общаться, точно сообщать им, что вы делаете, и спрашивать их совета по мере продвижения. Обязательно сообщите им, какие материалы вы используете, и следуйте их советам.
Удаление старой краски
Перед удалением краски удалите всю отделку и эмблемы.На некоторых прилагаемых фотографиях вы можете заметить, что перед запуском не была удалена вся обрезка. Эти фотографии были сделаны только в демонстрационных целях.
Метод лезвия бритвы
Использование инструмента с лезвием бритвы — один из старейших способов удаления краски с кузова Corvette из стекловолокна. Этот безхимический процесс может быть завершен довольно быстро и является самым недорогим способом.
Этот безхимический процесс может быть завершен довольно быстро и является самым недорогим способом.
Хорошее место для начала — длинная плоская панель, такая как дверь или ровное место на крыле.Начните медленно и с легким давлением. Вы быстро определяете, какое давление требуется, чтобы соскрести старую краску с панели. Вы можете обнаружить, что на вашей машине много слоев краски, которые довольно быстро снимаются.
Удаление краски — трудоемкий и грязный процесс. Для выполнения этой задачи доступно несколько методов, и один из самых старых — использование лезвия бритвы. Очень важно, чтобы лезвие было ровно прижато к поверхности тела, чтобы избежать образования ямок или выдавливания стекловолокна.Подложите под рабочую зону большой брезент, чтобы собрать все мелкие фрагменты краски, чтобы свести к минимуму беспорядок.
На этом крупном плане показано, как правильно разместить лезвие бритвы на поверхности тела, чтобы удалить старую краску.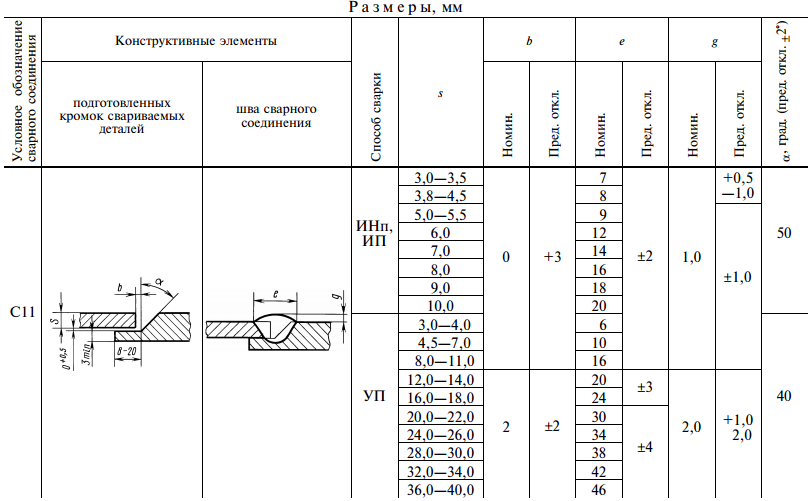 Легко увидеть слои краски и грунтовки, нанесенные на кузов Corvette 1972 года. Непосредственно под краской находится грунтовка; под грунтовкой виден серый гелькоут.
Легко увидеть слои краски и грунтовки, нанесенные на кузов Corvette 1972 года. Непосредственно под краской находится грунтовка; под грунтовкой виден серый гелькоут.
На удаление краски с верхних крыльев и части двери ушло около трех часов.Вся отделка будет снята, прежде чем продолжить удаление краски.
Если вы поскользнетесь и повернете лезвие немного в сторону, вы рискуете выдолбить корпус. Это требует дополнительных работ по кузову, чтобы заполнить и отшлифовать выдолбленную область. Поэтому старайтесь все время держать бритвенное лезвие на поверхности.
Химический метод
На рынке представлено множество марок химических средств для удаления краски. Эти химические вещества могут очень быстро удалить большие участки краски, но они очень грязные.Намного проще работать с небольшими участками за раз. Вы можете свести к минимуму беспорядок на боках автомобиля, используя скотч и бумагу, чтобы улавливать краску и растворитель по мере их удаления. Стекловолокно очень пористое и впитывает химические вещества, если его не удалить быстро. Это еще одна причина, по которой лучше работать на небольшом участке за один раз; перед переходом к следующему месту легче очистить место.
Стекловолокно очень пористое и впитывает химические вещества, если его не удалить быстро. Это еще одна причина, по которой лучше работать на небольшом участке за один раз; перед переходом к следующему месту легче очистить место.
Если все сделано правильно, поверхность не будет поцарапана или надрезана, что может произойти, если царапать корпус.Этот метод сокращает объем подготовительных работ к краске.
Эти химические вещества очень токсичны, поэтому не забудьте надеть рубашку с длинным рукавом, брюки и перчатки, чтобы не подвергать кожу воздействию химикатов. Кроме того, всегда носите защитные очки или магазинные очки.
Большинство профессиональных автомастерских предпочитают химический метод удаления краски из-за короткого времени, необходимого для удаления всей краски.
Шлифовка
Шлифовка — это трудоемкая работа и требует много времени.Шлифовальный диск с зернистостью 150 — хорошее место для начала, но будьте готовы перейти к зернистости 400, если поверхность царапается. Продолжайте регулировать зернистость по мере удаления краски. Не используйте слишком крупную зернистость, потому что она повреждает гелевое покрытие из стекловолокна.
Продолжайте регулировать зернистость по мере удаления краски. Не используйте слишком крупную зернистость, потому что она повреждает гелевое покрытие из стекловолокна.
Загрузите бумагу на шлифовальную доску размером 16 дюймов и приступайте к работе. Время, которое потребуется, зависит от того, сколько краски скопилось на автомобиле.
Перед покраской стеклопластиковой панели проверьте каждую на предмет влажности или загрязнения с помощью этого инструмента Tramex для обнаружения влаги.С помощью этого инструмента можно обнаружить любое масло или воду, проникшие в стекловолокно. Чтобы удалить влагу, поместите на поверхность ультрафиолетовый свет минимум на два часа. Еще раз проверьте панель, чтобы убедиться, что она высохла. Используйте ультрафиолет, пока влага не исчезнет.
Химическое средство для удаления краски для самолетов можно нанести с помощью аппликатора на одну область за раз, а затем оставить на несколько минут, пока краска не начнет пузыриться и трескаться. Обрабатываемая область замаскирована, чтобы предотвратить попадание излишков химикатов на другие части тела.Не забудьте подложить под рабочее место много бумаги. Не позволяйте этому химическому веществу слишком долго оставаться на поверхности, поскольку оно может повредить стекловолокно.
Обрабатываемая область замаскирована, чтобы предотвратить попадание излишков химикатов на другие части тела.Не забудьте подложить под рабочее место много бумаги. Не позволяйте этому химическому веществу слишком долго оставаться на поверхности, поскольку оно может повредить стекловолокно.
Когда краска начнет пузыриться, с помощью пластикового шпателя удалите старую краску и нанесите ее на бумагу. Для удаления всей старой краски может потребоваться несколько попыток. Как только область освободится от краски, выбросьте бумагу, заново нанесите на новую область и повторите процесс. Область вверху фото очищена от краски; остается только серый гелькоут.
Краска с этой панели крыши от Corvette 1980 года была удалена с помощью химикатов. Легкая шлифовка удалила всю оставшуюся краску. Небольшое количество остается вокруг передней части панели, и оно будет удалено, когда отделка будет снята.
Написано Уолтом Турном и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Справочник покупателя C3 Corvette 1968-1982 годов
Последнее обновление:
Окончательное руководство покупателя корвета C3
Для многих из нас идея покупки Corvette была мечтой с тех пор, как мы впервые увидели один из этих классических автомобилей на открытой дороге. Хотя все Corvette являются знаковыми, и хотя у каждого есть преданные последователи из владельцев и энтузиастов, которые заявляют, что «их поколение» — лучшее, нет никаких сомнений в том, что Corvette третьего поколения является одним из самых знаковых поколений. все. Подумайте об этом — C3 по-прежнему является рекордсменом по самой продолжительной производственной серии Corvette любого поколения, до или после. Это было поколение, в котором Corvette «вырос» из мощного гоночного автомобиля и гонщика Ле-Мана в культовый спортивный автомобиль, синоним американской мечты. C3 Corvette принадлежали астронавтам, знаменитостям и спортсменам со всего мира. Его демонстрировали в фильмах, на телевидении и в основной музыке. Это было первое поколение автомобилей, которое служило официальным пейс-каром Индианаполиса 500.
C3 Corvette принадлежали астронавтам, знаменитостям и спортсменам со всего мира. Его демонстрировали в фильмах, на телевидении и в основной музыке. Это было первое поколение автомобилей, которое служило официальным пейс-каром Индианаполиса 500.
Представленный в 1968 году и производившийся до 1982 года, Corvette третьего поколения имеет отсортированную историю, полную взлетов и падений на протяжении 15-летнего производственного цикла. Большая часть эволюции этого поколения следовала за экономическим и политическим климатом Соединенных Штатов в конце 1960-х и 1970-х годах. В то время как ранние модели (1968–1972) отличались большими двигателями, производившими огромную мощность, более строгие федеральные нормы выбросов вынудили Chevrolet снизить номинальную мощность двигателя в более поздних моделях (1973–1982). В то же время эти изменения вынудили Chevrolet улучшить свои инженерные стандарты. Ища способы уменьшить вес автомобиля и улучшить его общую конструкцию, они смогли продолжить работу, даже с наложенными на них ограничениями.
Из-за кардинальных изменений, произошедших за пятнадцатилетний период производства C3 (и количества различных силовых установок, предложенных GM за этот период), это руководство покупателя C3 Corvette было написано немного иначе, чем другие в нашем «Покупателе». Путеводитель ».
Мы думали, что важно понять множество различий между всеми корветами C3. Наш справочник покупателя C3 Corvette начинается с обзора каждого модельного года, в котором освещаются все детали, которые сделали каждый из этих автомобилей уникальным. Поскольку на протяжении всего цикла производства C3 было представлено так много разных двигателей, и поскольку у многих из этих Корветов двигатели менялись с течением времени, мы не включили много механической информации (известные механические проблемы, общие точки отказа, обходные пути и т. д.) для каждого из двигателей, представленных в Корветах C3 как отдельная секция.
д.) для каждого из двигателей, представленных в Корветах C3 как отдельная секция.
Вместо мы предоставили список двигателей, поставляемых с каждым модельным годом, в разделе «Год за годом — в чем разница», ниже, и включили конкретную информацию, такую как объем двигателя, рабочий объем, номинальная мощность в лошадиных силах и т. Д. Если у вас есть вопросы о конкретной платформе двигателя, используемой в любом из корветов C3, , пожалуйста, свяжитесь с нами, нажав ЗДЕСЬ. Мы будем рады ответить на любые ваши вопросы о предполагаемом Corvette (или о чем-либо еще, связанном с C3 (или любым поколением) Corvette.)
C3 Corvette Год за годом — в чем разница?
1968-1972
Оригинальная реклама GM для Corvette 1968 года. Для серьезных коллекционеров Corvette, моделей 1968–1972 годов содержат одни из самых востребованных Corvette в истории бренда. Эти модели, в том числе корветы L88 и ZL1, считаются «святым Граалем» серийного производства третьего поколения. Эти корветы — одни из последних , появившихся без специальных систем контроля выбросов и амортизирующих бамперов. Они содержали большие, мощные двигатели — от скромных 350 кубических дюймов маленьких блоков до одних из самых агрессивных больших блоков, когда-либо производимых Chevrolet.
Эти корветы — одни из последних , появившихся без специальных систем контроля выбросов и амортизирующих бамперов. Они содержали большие, мощные двигатели — от скромных 350 кубических дюймов маленьких блоков до одних из самых агрессивных больших блоков, когда-либо производимых Chevrolet.
В течение этих первых четырех лет производства C3 внешний вид Corvette оставался в основном неизменным, с некоторыми заметными исключениями, которые помогают идентифицировать автомобили.Корветы , построенные в 1968 и 1969 годах, имеют четыре вертикальных дефлектора на передних крыльях. (сразу за арками передних колес), отсутствие расширителей крыльев и круглые насадки на выхлопные трубы. И наоборот, корветы , построенные между 1970 и 1972 годами, имеют больше рисунка «яичный ящик» на передней решетке и вентиляционных отверстиях передних крыльев. Они также имеют расширители крыльев и прямоугольные вырезы выхлопной системы.
Корветы конца 1960-х и начала 1970-х годов также отличались надежными силовыми установками с большим рабочим объемом двигателя. Corvettes 1968 и 1969 годов оснащался двигателями малого блока объемом 327 кубических дюймов и биг-блокными двигателями объемом 427 кубических дюймов. В 1970 году этот объем увеличился до 350 кубических дюймов и 454 кубических дюймов соответственно. Увеличение мощности на лошадиных сил было пропорционально росту этих двигателей, достигло пиковой мощности, которая превысила 450 лошадиных сил, прежде чем введенные правительством ограничения выбросов и программы безопасности начали преобладать в производительности этих мощных двигателей.
Хотя есть Корветы той эпохи (в том числе L88, L89 и LT1), которые продают руки серьезным коллекционерам по миллионам долларов за штуку, есть гораздо больше Корветов 1968–1972 годов, доступных сегодня по ценам, которые делают собственность ранней эпохи C3 не только возможен, но и доступен по цене .
1968 Корвет
Corvette1968 года Несмотря на то, что он отличался совершенно новым дизайном кузова, Corvette 1968 года выпуска 1968 года включал многие из тех же предложений силовых агрегатов, что и уходящий 1967 C2 Corvette , за одним заметным исключением.В 1968 году компания General Motors представила трехступенчатую автоматическую коробку передач Turbo Hydra-Matic , заменяющую более раннюю двухступенчатую автоматическую коробку передач Powerglide. Кроме того, Chevrolet предлагал потребителям шесть опциональных платформ двигателей для Corvette 1968 года, начиная от стандартного компактного двигателя объемом 327 кубических дюймов на 300 лошадиных сил (который был соединен с трехступенчатой механической коробкой передач) до мощного 435 лошадиных сил , 427-кубовый двигатель L71 с большим блоком V8. ( ПРИМЕЧАНИЕ: Все доступные варианты двигателя перечислены выше.)
У Corvette 1968 года была более жесткая поездка, чем у его предшественника, , факт, который не остался незамеченным автомобильной прессой. Автомобиль также имел тенденцию к недостаточной поворачиваемости, (к сожалению, узнаваемая черта корветов раннего поколения), , что было прямым результатом установки более жестких задних рессор для уменьшения подъема передней части при ускорении. Задний центр крена также был понижен, что в сочетании с настройкой подвески еще больше усугубило проблему недостаточной управляемости.
Автомобиль также имел тенденцию к недостаточной поворачиваемости, (к сожалению, узнаваемая черта корветов раннего поколения), , что было прямым результатом установки более жестких задних рессор для уменьшения подъема передней части при ускорении. Задний центр крена также был понижен, что в сочетании с настройкой подвески еще больше усугубило проблему недостаточной управляемости.
Аккумулятор C3 был перемещен за сиденья, что также дало дополнительное место под капотом. Боковые вентиляционные окна Corvette второго поколения были заменены новой системой вентиляции «Astro-Ventilation» . Система Astro-Ventilation направляет свежий движущийся воздух внутрь через передний обтекатель, вокруг внутреннего воздушного пространства и наружу через решетки, расположенные на задней палубе сразу за задним окном. Для максимальной вентиляции можно снять и заднее стекло.
График, изображающий работу системы вентиляции Astro, представленной на Corvette 1968 года.
Плечевые ремни были представлены в 1968 году как «бесплатная» опция для всех купе Corvette (хотя эта опция оставалась дополнительным расходом для моделей с откидным верхом). Кроме того, модель 1968 года включала заднее стекло с электроприводом обогреватель, индикатор скорости, стерео AM / FM радио и высокотехнологичная футуристическая оптоволоконная система контроля света.
Corvette 1968 года сидел ниже, чем его предшественник. Кроме того, он был длиннее, шире и тяжелее. Общая длина нового Corvette увеличилась со 175 дюймов до 182 дюймов (), и большая часть этого была прямым результатом значительно увеличенного нависания носовой части в передней части автомобиля. Фактически, у колесная база осталась неизменной по сравнению с 98-дюймовым Sting Ray второго поколения. Ширина колеи увеличилась как в передней, так и в задней части автомобиля с 56.От 5 до 58,7 дюймов спереди и от 57,0 до 59,4 дюймов сзади. Вес автомобиля также увеличился почти на 200 фунтов по сравнению с Sting Ray 1967 года, в результате чего снаряженная масса Corvette 1968 года составила примерно 3400 фунтов.
Вес автомобиля также увеличился почти на 200 фунтов по сравнению с Sting Ray 1967 года, в результате чего снаряженная масса Corvette 1968 года составила примерно 3400 фунтов.
1968 модельный год установил новый рекорд продаж Corvette (на тот момент) в 28 566 проданных единиц , что примерно на 5000 единиц больше, чем у последней модели Sting Ray.
1969 Корвет
1969 Corvette Convertible.Corvette 1969 года был в основном «перенесенным» модели 1968 года. Почти все изменения в «второкурсник» Corvette третьего поколения были внесены с целью исправления проектных и инженерных ошибок в первоначальном дизайне. Эти «ошибки» часто выявлялись на основе отзывов как автомобильных СМИ, так и потребителей.
Внешние изменения были довольно незначительными — за одним заметным исключением. В 1969 году Chevrolet вернулась к использованию обозначения «Stingray» для своего нового Corvette , хотя для C3 имя теперь было одним словом (в отличие от «Sting Ray», используемого на всех Corvette второго поколения.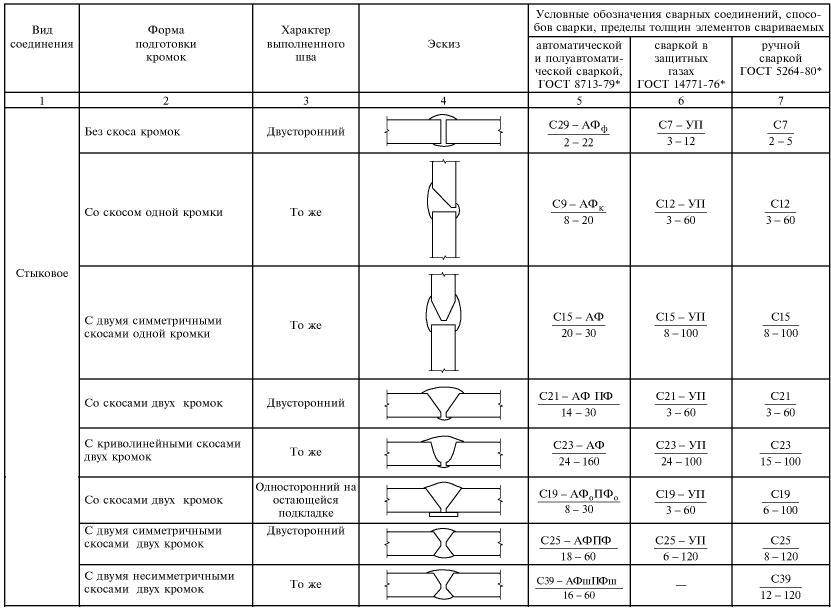 . В другом месте Corvette 1969 года получил цельносварную раму лестничного типа с 5 поперечинами, усиленную сталью, которая была намеренно «усилена» , чтобы уменьшить вибрацию кузова. Наружные дверные ручки автомобиля были перемещены с обычной дверной ручки с кнопкой для отпирания большого пальца на цельную дверную ручку, которая была нажата, когда дверь была захвачена во время открывания. Была представлена новая система омывателей фар, а форсунки омывателей лобового стекла были перенесены на рычаги стеклоочистителей.Наконец, , багажная полка была предложена потребителям для увеличения общей вместимости Corvette.
. В другом месте Corvette 1969 года получил цельносварную раму лестничного типа с 5 поперечинами, усиленную сталью, которая была намеренно «усилена» , чтобы уменьшить вибрацию кузова. Наружные дверные ручки автомобиля были перемещены с обычной дверной ручки с кнопкой для отпирания большого пальца на цельную дверную ручку, которая была нажата, когда дверь была захвачена во время открывания. Была представлена новая система омывателей фар, а форсунки омывателей лобового стекла были перенесены на рычаги стеклоочистителей.Наконец, , багажная полка была предложена потребителям для увеличения общей вместимости Corvette.
Интерьер получил ряд незначительных, но существенных изменений. Сначала, , было представлено новое рулевое колесо меньшего размера, обрезано на дюйм для большего зазора под ободом бедра. Внутренние дверные ручки и ручки управления были переработаны для повышения безопасности. Выключатель зажигания, , который был установлен на приборной панели с момента создания Corvette в 1953 году, был перенесен на рулевую колонку в 1969 модельном году, , где он был объединен с недавно установленным замком колонки для дополнительной безопасности.Была добавлена сигнальная лампа, чтобы информировать водителей, если выдвижные фары не открываются полностью. Гибкий трехсекционный карман для карты, установленный на приборной панели, был включен, чтобы помочь восполнить отсутствие надлежащего перчаточного ящика. Подголовники стали стандартной функцией, хотя их можно было удалить при заказе автомобиля. Наконец, Зора Аркус-Дунтов попросила GM одобрить замену инструмента за 120 000 долларов, которая открывала внутренние дверные панели на полдюйма с каждой стороны, давая пассажирам дополнительное пространство для плеч.
Выключатель зажигания, , который был установлен на приборной панели с момента создания Corvette в 1953 году, был перенесен на рулевую колонку в 1969 модельном году, , где он был объединен с недавно установленным замком колонки для дополнительной безопасности.Была добавлена сигнальная лампа, чтобы информировать водителей, если выдвижные фары не открываются полностью. Гибкий трехсекционный карман для карты, установленный на приборной панели, был включен, чтобы помочь восполнить отсутствие надлежащего перчаточного ящика. Подголовники стали стандартной функцией, хотя их можно было удалить при заказе автомобиля. Наконец, Зора Аркус-Дунтов попросила GM одобрить замену инструмента за 120 000 долларов, которая открывала внутренние дверные панели на полдюйма с каждой стороны, давая пассажирам дополнительное пространство для плеч.
Corvette 1969 года получил широкий спектр функций безопасности, специально разработанных для защиты пассажиров и самого автомобиля. Сюда входят энергопоглощающая рулевая колонка, ремни безопасности и ремни безопасности, энергопоглощающая приборная панель, солнцезащитные козырьки с мягкой подкладкой и приборная панель с уменьшенным ослеплением для улучшения видимости при вождении ночью. Кроме того, на была установлена противоугонная система зажигания с блокировками рулевого управления и трансмиссии, а также зуммер , предупреждающий о кражах ключа зажигания, который звучал, когда ключи оставались в цилиндре зажигания.
Сюда входят энергопоглощающая рулевая колонка, ремни безопасности и ремни безопасности, энергопоглощающая приборная панель, солнцезащитные козырьки с мягкой подкладкой и приборная панель с уменьшенным ослеплением для улучшения видимости при вождении ночью. Кроме того, на была установлена противоугонная система зажигания с блокировками рулевого управления и трансмиссии, а также зуммер , предупреждающий о кражах ключа зажигания, который звучал, когда ключи оставались в цилиндре зажигания.
Как и предыдущая модель 1968 года, Corvette 1969 года предлагался потребителям с различными силовыми установками: от стандартной 300 л.с., малый блок на 350 кубических дюймов до ультра-редкого, невероятно ценного L88 мощностью 435 л.с. большой блок двигателя.
Несмотря на улучшения, внесенные в Corvette 1969 года, некоторые критики продолжали возражать против «плохого качества сборки, эксцентричности стиля и общего отсутствия утонченности» у Stingrays . Однако критика ничего не помешала потребителям от покупки. В 1969 году продажи Corvette увеличились более чем на 10 000 единиц и составили 38 762 экземпляра Corvette, проданных в том же году. Из них 22 129 были купе , а остальные 16 633 кабриолеты.
Однако критика ничего не помешала потребителям от покупки. В 1969 году продажи Corvette увеличились более чем на 10 000 единиц и составили 38 762 экземпляра Corvette, проданных в том же году. Из них 22 129 были купе , а остальные 16 633 кабриолеты.
1970 Корвет
1970 Corvette ZR-1 Корвет 1970 года официально дебютировал в конце февраля. В то время как большая часть автомобиля была унаследованной от модели 1969 года, модель Corvette 1970 года действительно включала в себя ряд небольших, но существенных конструктивных улучшений. Эти конструктивные изменения, которые впервые были внесены в концептуальный автомобиль, получивший название «Aero Coupe», включали в себя многие элементы, которые доказали заинтересованность GM в отведении Corvette от его нынешней роли чисто спортивного автомобиля (ZL -1 несмотря на это) в сторону смешанной роли спортивного автомобиля класса люкс.
Corvette 1970 года отличался решеткой с рисунком в виде яичного ящика, соответствующими жалюзи вдоль крыльев (которые заменили четыре жабры моделей 1968 и 1969 годов), и более широко расклешенной колесной нишей , предназначенной для уменьшения тяжести кузова. tuck-under, который был обнаружен как восприимчивый к каменным повреждениям. Кроме того, в габаритные огни были скруглены и вставлены в углы решетки радиатора. Обязательные боковые габаритные огни в передней и задней части автомобиля были увеличены и лучше интегрированы в дизайн, чем у предыдущей модели.В задней части автомобиля новых прямоугольных наконечников выхлопных труб были утоплены в нижней части заднего бампера / передней панели. Был также внесен ряд усовершенствований в задние фонари и молдинги коромысел из нержавеющей стали.
Corvette 1970 года отличался решеткой в стиле «ящик для яиц». Интерьер Corvette 1970 года был улучшен по ряду направлений . Сиденья, которые были модернизированы в 1969 году, претерпели еще одно изменение дизайна: у был добавлен сантиметр крайне необходимого пространства над головой, а также улучшена боковая поддержка. Подголовники интегрированы в конструкцию сиденья. Для петли спинки сиденья введена более доступная кнопка разблокировки. Инерционные катушки для плечевых ремней были аккуратно спрятаны в задней части, что позволило освободить больше места в багажнике. Ремни безопасности пропущены через прорези в спинках сидений , что сделало их более интегрированными в общий дизайн.
Сиденья, которые были модернизированы в 1969 году, претерпели еще одно изменение дизайна: у был добавлен сантиметр крайне необходимого пространства над головой, а также улучшена боковая поддержка. Подголовники интегрированы в конструкцию сиденья. Для петли спинки сиденья введена более доступная кнопка разблокировки. Инерционные катушки для плечевых ремней были аккуратно спрятаны в задней части, что позволило освободить больше места в багажнике. Ремни безопасности пропущены через прорези в спинках сидений , что сделало их более интегрированными в общий дизайн.
Некоторые корветы 1970 года включали нестандартный интерьер (вариант, который можно было заказать при покупке нового автомобиля (хотя для этой опции не было назначено RPO.)) Эти «нестандартные интерьеры» придали Corvette 1970 года «нарядный» вид . В таком оснащении эти корветы отличались кожаной отделкой сидений, обрезанным ворсом, ковровым покрытием от двери до двери, кожаным чехлом (для рычагов переключения передач с механической коробкой передач) и отделкой под дерево на консоли и дверях.
Ранее опциональная опция тонированного стекла Soft-Ray (RPO A01) была сделана стандартным оборудованием для 1970 модельного года. В результате все Corvettes 1970 года получили равномерно тонированные стекла на всех окнах.
С механической точки зрения осталось много остатков от предыдущего модельного года. Линейка двигателей малого блока осталась прежней при двух более низких номинальных мощностях: , , (300 лошадиных сил и 350 лошадиных сил соответственно). Однако GM представила новый твердотопливный двигатель с малым блоком, который они назвали LT-1. Корветы , оснащенные этим двигателем, получили специальный купол капота, окруженный полосами и надписью «LT-1» .
Для 1970 модельного года Chevrolet представила большой блок 427, который был увеличен до полных 4.00 дюймов и 454 кубических дюйма. Впервые с тех пор, как двигатель был представлен в его более консервативной версии — 396 кубических дюймов большого блока — в 1965 году, впервые был увеличен ход поршня. Дополнительные кубические дюймы в Corvette были фактически побочным продуктом потребности Chevy в увеличить размер двигателя, чтобы уравновесить потерю производительности в его обычных легковых автомобилях из-за обязательного сокращения выбросов выхлопных газов в соответствии с требованиями государственных и федеральных законов.
Дополнительные кубические дюймы в Corvette были фактически побочным продуктом потребности Chevy в увеличить размер двигателя, чтобы уравновесить потерю производительности в его обычных легковых автомобилях из-за обязательного сокращения выбросов выхлопных газов в соответствии с требованиями государственных и федеральных законов.
Доступно более ограниченное количество корветов 1970 года, чем других моделей той эпохи. Это связано с поздним запуском производства модельного года в результате забастовки UAW. Chevrolet произвела всего 17 316 Corvettes в 1970 году , в том числе 10 668 купе и 6 648 кабриолетов.
1971 Корвет
Corvette Coupe 1971 года Chevy Corvette 1971 года остается одной из наименее измененных моделей в дизайне (по сравнению с предыдущим модельным годом) за всю историю производства Corvette. Из-за этого руководство Chevrolet решило, что они должны рассматривать модель 1971 года как продолжение линейки 1970 года, , что означало, что Corvette оставался практически неизменным между двумя годами выпуска.
Поскольку производство автомобилей практически не изменилось с 1970 по 1971 год, производственные линии на заводе Corvette в Сент-Луисе смогли серьезно поработать над выпуском более безотказного автомобиля . Corvette 1971 года также прибыл в соответствии с санкционированными федеральными властями постановлениями о сокращении выбросов выхлопных газов. Побочным продуктом этой санкции является то, что GM начала производство двигателей, которые могут работать на бензине с максимальным октановым числом 91. Это требование также привело к производству двигателей с более низкой степенью сжатия и мощностью.
Все двигатели, предлагаемые в Corvette 1971 года, были затронуты этим мандатом. Малогабаритный двигатель LT1 с твердым подъемником и небольшим блоком теперь имел скромную мощность в 330 лошадиных сил. со степенью сжатия 9,0: 1. LS5 с большим блоком объемом 454 кубических дюйма производил 365 лошадиных сил при 4800 об / мин, и новый двигатель с алюминиевым блоком, обозначенный как , LS6 был рассчитан на 425 лошадиных сил при 5600 об / мин.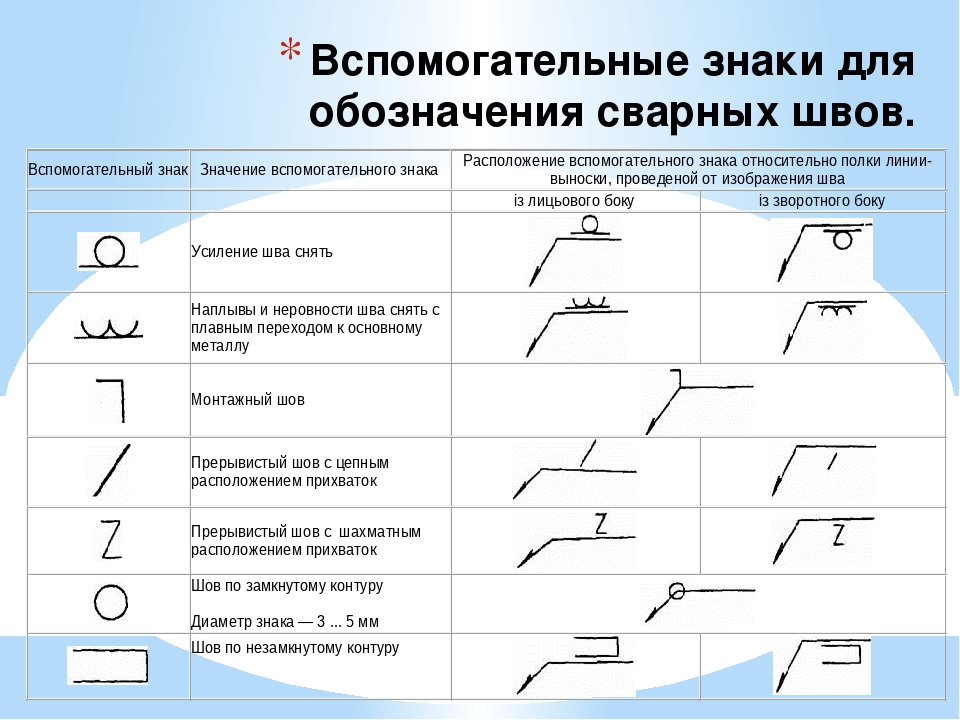
Корвет 1971 года подвергся незначительным изменениям. Сюда входили дверца топливного бака, которую легче открывать, и квадрант селектора автоматической коробки передач, который подсвечивался в ночное время. Однако эти незначительные доработки были единственным отличием модели 1971 года от предыдущих лет. Corvette 1971 года будет последней моделью Corvette с волоконно-оптической системой контроля света. Считается, что многие корветы конца 1971 года выпускались без волоконной оптики.
На 1971 год Chevrolet предлагал потребителям два специальных (гоночных) пакета.
Первым из них был комплект RPO ZR1, в котором использовался вышеупомянутый двигатель LT1, , а также включалась усиленная четырехступенчатая трансмиссия с близким передаточным числом (RPO M22), усиленные тормоза для тяжелых условий эксплуатации, специальный алюминиевый радиатор, металлический кожух вентилятора, транзисторное зажигание и переработанная подвеска со специальными пружинами, амортизаторами, осями стойки и передним и задним стабилизаторами поперечной устойчивости (хотя с тех пор было установлено, что ZR1 1971 года появился с задними стабилизаторами и без них. При оснащении пакетом ZR1 потребители не смогли включить многие из более доступных «роскошных» удобств , таких как электрические стеклоподъемники, обогреватель заднего стекла, кондиционер, гидроусилитель руля, роскошные колпаки для колес, систему сигнализации и любой тип AM / FM-радио.
При оснащении пакетом ZR1 потребители не смогли включить многие из более доступных «роскошных» удобств , таких как электрические стеклоподъемники, обогреватель заднего стекла, кондиционер, гидроусилитель руля, роскошные колпаки для колес, систему сигнализации и любой тип AM / FM-радио.
Второй пакет специального назначения, который предлагал Chevrolet, был RPO ZR2. Этот второй пакет специального назначения был идентичен ZR1, за исключением того, что вместо маленького блочного двигателя LT1, ZR2 был оснащен вышеупомянутым двигателем LS6 объемом 454 кубических дюйма. Как и ZR1, пакет ZR2 включал в себя те же ограничения на заказ, а именно отсутствие «удобств для создания комфорта», которые нравились многим потребителям.
В общей сложности было заказано только восемь Corvette с опцией ZR1 и только двенадцать с ZR2, что делает эти автомобили крайне редкими — и ценными — на сегодняшнем рынке коллекционных автомобилей.
Chevrolet произвела в общей сложности 21 801 Corvette в 1971 году. Из них 14 680 были купе и 7 121 кабриолет.
1972 Корвет
Corvette 1972 годаФизические или механические изменения Corvette 1972 года по сравнению с предыдущим годом практически не изменились. Большинство «изменений», внесенных в модель 1972 года, касалось опций, которые больше не были доступны потребителям.
Пакет ZR-2 больше не предлагался потребителям. Исключение этого пакета было прямым результатом снятия двигателя LS-6 с производства Chevrolet. Точно так же все двигатели, предложенные для модели 1972 года, потеряли мощность из-за обязательных ограничений выбросов, которые были введены в этом году. Стандартный двигатель Corvette 1972 года, получивший обозначение ZQ-3, имел консервативную мощность в 200 лошадиных сил. LT-1 имел мощность 225 лошадиных сил, а LS-5 — 270 лошадиных сил.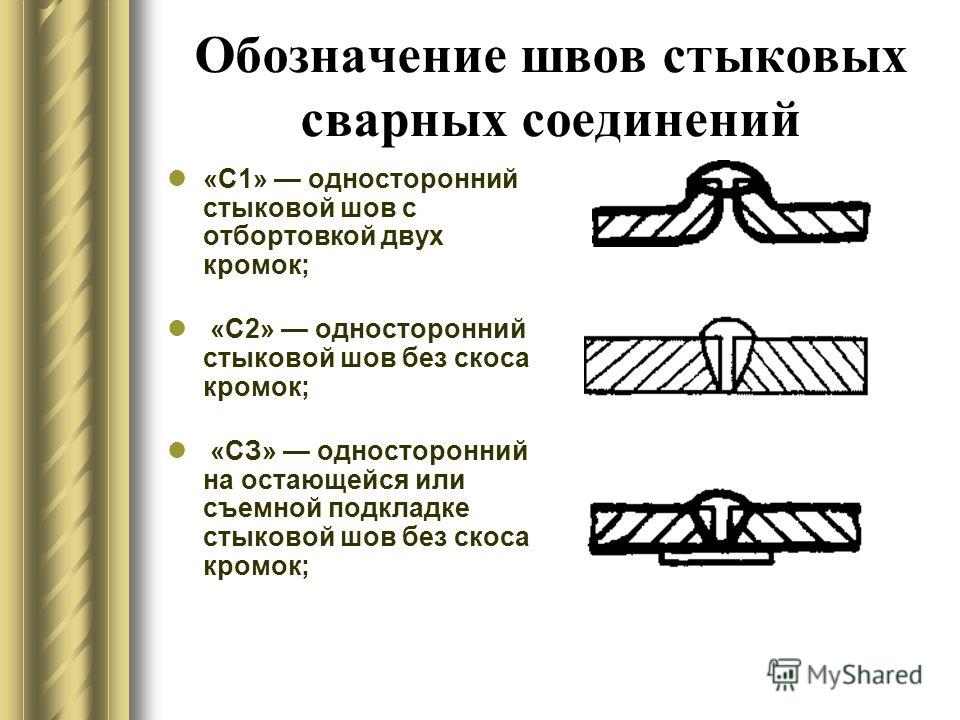 (ПРИМЕЧАНИЕ: начиная с 1972 года Chevrolet начинает публиковать рейтинги двигателей в НЕТТО-лошадиных силах, в результате чего выходные данные выглядят более заниженными по сравнению с предыдущими годами производства.)
(ПРИМЕЧАНИЕ: начиная с 1972 года Chevrolet начинает публиковать рейтинги двигателей в НЕТТО-лошадиных силах, в результате чего выходные данные выглядят более заниженными по сравнению с предыдущими годами производства.)
И купе, и кабриолет оснащались сигнализацией «гудок» в качестве стандартной опции. Сигнализация могла быть включена / выключена с помощью личинки замка, расположенного в задней части автомобиля.
Corvette 1972 года отличился тем, что стал последним модельным годом, оснащенным как передним, так и задним хромированными бамперами, яркой решеткой в виде ящика для яиц, решетками на боковых крыльях и съемным задним стеклом.
Всего в 1972 году было произведено 20 496 купе Corvette и 6508 кабриолетов.
1973-1977
Оригинальная реклама GM Corvette 1973 года. «средние годы» C3 Corvette определенно были временем перехода для бренда. Правительственное регулирование и более строгие стандарты выбросов отрицательно повлияли на мощность / мощность двигателя, равно как и рост цен на топливо, нефтяные эмбарго и внешнеторговая политика. Все силы, действующие в мире, определенно усложнили задачу создания более эффективных вариантов двигателей, которые улучшили бы экономию топлива и снизили выбросы выхлопных газов. Дни создания «большой лошадиных сил» превысили — по крайней мере, в отношении Corvette третьего поколения. Середина 1970-х годов была «концом линии» для нескольких ключевых элементов, которые были синонимами Corvette с 1953 года: заводской двигатель V8 с большим блоком был снят с производства в 1974 году; 1975 год был последним годом выпуска модели с откидным верхом до 1986 года, а модель 1976 года имела сомнительную репутацию единственного Corvette, оснащенного рулевым колесом, заимствованным у скромной Chevy Vega. Выбор двигателей также уменьшился с появлением L-82 в качестве горячего двигателя.
Все силы, действующие в мире, определенно усложнили задачу создания более эффективных вариантов двигателей, которые улучшили бы экономию топлива и снизили выбросы выхлопных газов. Дни создания «большой лошадиных сил» превысили — по крайней мере, в отношении Corvette третьего поколения. Середина 1970-х годов была «концом линии» для нескольких ключевых элементов, которые были синонимами Corvette с 1953 года: заводской двигатель V8 с большим блоком был снят с производства в 1974 году; 1975 год был последним годом выпуска модели с откидным верхом до 1986 года, а модель 1976 года имела сомнительную репутацию единственного Corvette, оснащенного рулевым колесом, заимствованным у скромной Chevy Vega. Выбор двигателей также уменьшился с появлением L-82 в качестве горячего двигателя.
В то время как мощность двигателя снизилась, эстетика Corvette улучшилась по мере развития Corvette третьего поколения. Корветы 1973–1977 годов сохранили заднее стекло «совок для сахара» , но перешли на уретановые бамперы и вентиляционные отверстия на крыльях с одним щелевым отверстием. Модель 1973 года была уникальной, поскольку это был единственный год с мягкой передней частью и хромированными задними бамперами. По мере того, как Corvette перестал быть «чисто спортивным автомобилем» , он приобрел более роскошный оттенок. Corvettes теперь предлагались с натуральной кожей, автоматической коробкой передач, кондиционером и т. Д. Чем больше «комфорта для животных» было встроено в C3, тем лучше продавался автомобиль.Фактически, Corvettes, оборудованные 4-ступенчатой механической коробкой передач, составили менее десяти процентов от общего объема производства. GM продала более 200 000 корветов C3 за этот период.
Корветы 1973–1977 годов сохранили заднее стекло «совок для сахара» , но перешли на уретановые бамперы и вентиляционные отверстия на крыльях с одним щелевым отверстием. Модель 1973 года была уникальной, поскольку это был единственный год с мягкой передней частью и хромированными задними бамперами. По мере того, как Corvette перестал быть «чисто спортивным автомобилем» , он приобрел более роскошный оттенок. Corvettes теперь предлагались с натуральной кожей, автоматической коробкой передач, кондиционером и т. Д. Чем больше «комфорта для животных» было встроено в C3, тем лучше продавался автомобиль.Фактически, Corvettes, оборудованные 4-ступенчатой механической коробкой передач, составили менее десяти процентов от общего объема производства. GM продала более 200 000 корветов C3 за этот период.
Наконец, Зора Аркус-Дунтов ушел в отставку в 1975 году, и Дэйв Макклеллан занял желанную должность главного инженера Corvette. Впервые с 1953 года предприятие Corvette взяло курс на новое видение.
Впервые с 1953 года предприятие Corvette взяло курс на новое видение.
1973 Корвет
Corvette Convertible 1973 годаCorvette 1973 года отметил 20-летие Corvette. Он также ознаменовал собой первую модификацию модели C3 с момента ее представления в 1968 году.
Изменения в Corvette 1973 года включали новую переднюю часть как на купе, так и на кабриолете. Носовая часть Corvette была увеличена примерно на два дюйма, а отличался стальным бампером, накрытым деформируемой уретановой пластиковой накладкой , окрашенной в цвет кузова автомобиля. Также была представлена более длинная панель капота. Новый капот закрыл припаркованные щетки стеклоочистителя и позволил вернуть систему впуска воздуха в капот , управляемую электромагнитным клапаном, встроенным в капот.
Заднее стекло Corvette 1973 года, , которое было съемным на более ранних моделях C3 Corvette, , теперь было зафиксировано на месте. Фиксированное окно добавило автомобилю дополнительного пространства для хранения вещей в задней части салона благодаря удалению полки для хранения на заднем стекле.
Фиксированное окно добавило автомобилю дополнительного пространства для хранения вещей в задней части салона благодаря удалению полки для хранения на заднем стекле.
Для Corvette 1973 года предлагался дополнительный комплект колес. Эти колеса, включенные в список RPO YJ8, , предлагались всего один год из-за конструктивного недостатка материала, из которого изготовлены колеса. Хотя во время производства автомобиля было продано только четыре комплекта колес, считается, что Chevrolet произвела целых 800 комплектов этих уникальных алюминиевых дисков. Если посмотреть на Corvette 1973 года, которые могли быть оснащены этой опцией, эти колеса можно идентифицировать по литейному номеру 329381 — и они являются уникальным и коллекционным компонентом этих автомобилей. Неизвестно, сколько комплектов алюминиевых дисков YJ8 все еще существует.
Механически Corvette 1973 года имел несколько двигателей, включая: базовый двигатель объемом 350 кубических дюймов (RPO L48) мощностью 190 лошадиных сил, дополнительный малый блок (L82) мощностью 250 лошадиных сил и дополнительный большой блок объемом 454 кубических дюйма (LS4 ) мощностью 270 лошадиных сил.
Chevrolet произвела 30 464 Corvette в 1973 году, из которых более 80% (25 521 единица) были произведены в купе.
1974 Корвет
Corvette Coupe 1974 годаCorvette 1974 года был последним модельным годом, предлагающим дополнительный двигатель V-8 объемом 454 кубических дюйма. Это был также последний год, когда Chevrolet начала производить двигатели, работающие на этилированном бензине — решение, которое соответствовало общеотраслевому требованию устанавливать каталитические нейтрализаторы на все модели 1975 года (и позже).
Экстерьер Corvette 1974 года получил новую обработку задней части кузова, разработанную в соответствии с новым федеральным стандартом ударов со скоростью пять миль в час. Подобно измененному дизайну переднего бампера на Corvette 1973 годом ранее, задний бампер Corvette 1974 года теперь имел уретановую пластиковую обшивку, покрывающую алюминиевую ударную планку , которая крепилась к шасси Corvette с помощью двух телескопических кронштейнов.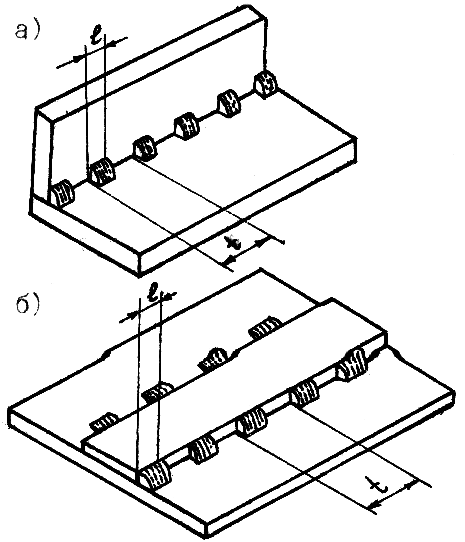 Узел задней облицовки имел встроенные выемки для номерного знака и задних фонарей автомобиля и фактически состоял из двух «половинок», разделенных вертикальным центральным швом — деталь, уникальная для Corvette 1974 года.
Узел задней облицовки имел встроенные выемки для номерного знака и задних фонарей автомобиля и фактически состоял из двух «половинок», разделенных вертикальным центральным швом — деталь, уникальная для Corvette 1974 года.
Интерьер Corvette 1974 года получил лишь незначительные улучшения. Самым заметным усовершенствованием купе 1974 года было введение встроенного плечевого / поясного ремня. Плечевые ремни оставались дополнительной функцией на моделях с откидным верхом. Для кабриолетов, оснащенных плечевым ремнем, они остались отдельной сборкой от поясных ремней. Зеркало заднего вида было увеличено с 8 до 10 дюймов как на купе, так и на кабриолете.
С механической точки зрения Корвет 1974 года был усовершенствован. Стандартная мощность двигателя увеличена до 195 лошадиных сил.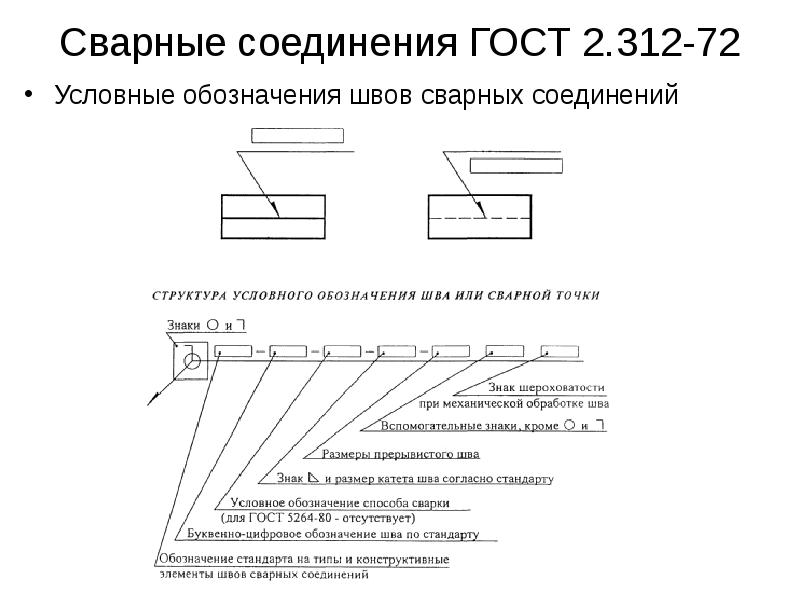 Автоматическая трансмиссия Turbo-Hydra-Matic была доработана, чтобы сделать ее более долговечной. (и в итоге устанавливалась почти на две трети всех Corvette 1974 года). Радиатор был переработан для более эффективного охлаждения при низких температурах. скорости. Насос для увлажнения с усилителем стал более долговечным за счет использования магнитов , которые были установлены для притягивания / улавливания мусора в жидкости для гидроусилителя руля. За двигателем к выхлопной системе были добавлены резонаторы , , которые усиливали звук автомобиля во время работы. Недорогой вариант (RPO FE7) привел к установке пакета подвески Gymkhana Suspension, который отличался более жесткой пружиной в сборе и более жесткими, специально откалиброванными амортизаторами.
Автоматическая трансмиссия Turbo-Hydra-Matic была доработана, чтобы сделать ее более долговечной. (и в итоге устанавливалась почти на две трети всех Corvette 1974 года). Радиатор был переработан для более эффективного охлаждения при низких температурах. скорости. Насос для увлажнения с усилителем стал более долговечным за счет использования магнитов , которые были установлены для притягивания / улавливания мусора в жидкости для гидроусилителя руля. За двигателем к выхлопной системе были добавлены резонаторы , , которые усиливали звук автомобиля во время работы. Недорогой вариант (RPO FE7) привел к установке пакета подвески Gymkhana Suspension, который отличался более жесткой пружиной в сборе и более жесткими, специально откалиброванными амортизаторами.
Chevrolet произвела в 1974 году 37 502 корвета. Из них 32 028 были произведены в кузове купе, а 5 474 — в кабриолете.
1975 Корвет
1975 Corvette Convertible Corvette 1975 года был почти идентичен Corvette 1974 года выпуска , за исключением вставок переднего и заднего бампера. Эти накладки были интегрированы в передний и задний бамперы из уретана и обеспечивали водителю дополнительную защиту на стоянках, бордюрах и других автомобилях. Внутренняя часть передних бамперов также получила сотовый заполнитель для повышения жесткости конструкции. Задний бампер был переработан как единый узел и получил внутренние амортизаторы для уменьшения повреждений в случае удара.
Эти накладки были интегрированы в передний и задний бамперы из уретана и обеспечивали водителю дополнительную защиту на стоянках, бордюрах и других автомобилях. Внутренняя часть передних бамперов также получила сотовый заполнитель для повышения жесткости конструкции. Задний бампер был переработан как единый узел и получил внутренние амортизаторы для уменьшения повреждений в случае удара.
С механической точки зрения, модель Corvette 1975 года оснащалась всего двумя платформами двигателей — стоковым, мощностью 165 лошадиных сил, двигателем объемом 350 кубических дюймов и опциональным L82, мощностью 205 лошадиных сил и двигателем объемом 350 кубических дюймов. В начале производственного года предлагалось ограниченное количество двигателей с большими блоками, , но от этого варианта отказались в начале модельного года, что делало его редким вариантом на Corvette 1975 года.
В другом месте, автомобиль получил предупреждающий зуммер с включенными фарами в рамках федерального распоряжения. Внутренний баллон был добавлен к заправке топливного бака для предотвращения выхода паров газа из бака и предотвращения попадания воздуха в бак и / или его попадания в бак. Эмблемы на капоте с обозначением двигателя « L82». были представлены в 1975 году. (хотя многие Corvettes, оснащенные двигателем L82 в том году, не получили значков на капоте.Наконец, Corvette 1975 года стал последним модельным годом, оснащенным системой вентиляции Astro-Ventilation (впервые представленной в 1968 году).
Внутренний баллон был добавлен к заправке топливного бака для предотвращения выхода паров газа из бака и предотвращения попадания воздуха в бак и / или его попадания в бак. Эмблемы на капоте с обозначением двигателя « L82». были представлены в 1975 году. (хотя многие Corvettes, оснащенные двигателем L82 в том году, не получили значков на капоте.Наконец, Corvette 1975 года стал последним модельным годом, оснащенным системой вентиляции Astro-Ventilation (впервые представленной в 1968 году).
Corvette 1975 года стал последним годом, когда кабриолет будет предлагаться на модели третьего поколения.
Всего в 1975 году было построено 38 465 корветов, из которых , за исключением 4629 единиц, были купе.
1976 Корвет
1976 Corvette CoupeМногие автомобильные критики сходятся во мнении, что Corvette 1976 года — одна из самых красивых моделей поколения C3.
Во-первых, модели 1976 года больше не имела откидной створки. Вместо этого была разработана более простая система, которая нагнетала воздух через воздуховод, проходящий вперед от опоры радиатора, чтобы забрать часть холодного наружного воздуха, который питал радиатор. В то время как на Corvette 1976 года система впуска воздуха в капот была исключена, воздухозаборная решетка оставалась на автомобиле до 1977 года.
Вместо этого была разработана более простая система, которая нагнетала воздух через воздуховод, проходящий вперед от опоры радиатора, чтобы забрать часть холодного наружного воздуха, который питал радиатор. В то время как на Corvette 1976 года система впуска воздуха в капот была исключена, воздухозаборная решетка оставалась на автомобиле до 1977 года.
Компания Chevrolet представила два разных стиля сборки заднего бампера / передней панели на Corvette 1976 года. Первая лицевая панель была фактически унаследована от модели 1975 года и имела слово «CORVETTE» крупным шрифтом, которое занимало всю площадь поверхности между задними фарами. Во второй, представленной в 1976 году, слово «CORVETTE» было написано более мелкими углубленными буквами.
Corvette 1976 года имел две разные эмблемы на задней панели: одна (вверху) была перенесена с 1975 года, а другая (внизу) была представлена в 1976 году. Пожалуй, наиболее заметным изменением 1976 года стало повторное введение алюминиевых колес. который был впервые представлен в 1973 году. Включенный в список как опция RPO YJ8, опция включала набор из четырех алюминиевых колес плюс полноразмерное запасное. Колеса были изготовлены Kelsey Hayes в Мексике, и их можно было идентифицировать по источнику, и информацию о местоположении сборки выгравировали на их внутренней поверхности.
который был впервые представлен в 1973 году. Включенный в список как опция RPO YJ8, опция включала набор из четырех алюминиевых колес плюс полноразмерное запасное. Колеса были изготовлены Kelsey Hayes в Мексике, и их можно было идентифицировать по источнику, и информацию о местоположении сборки выгравировали на их внутренней поверхности.
Интерьер Corvette 1976 года практически не изменился по сравнению с предыдущим годом, за одним заметным исключением — появлением четырехспицевого «спортивного» руля. Многие энтузиасты Corvette были не в восторге от появления нового рулевого колеса, поскольку оно было таким же, как в субкомпактном Chevy Vega GT , наряду с рядом других моделей Chevrolet, представленных в этом году.
У Corvette 1976 года было «новое» рулевое колесо. Это рулевое колесо не было уникальным для Corvette и вызвало некоторое разочарование как у владельцев Corvette, так и у энтузиастов. В автомобиль был добавлен стальной поддон для повышения жесткости автомобиля и в качестве теплового экрана / изолятора. между каталитическими преобразователями Corvette и кабиной автомобиля. Установка каталитического нейтрализатора на Corvette 1976 года фактически немного увеличила мощность двигателя на всех платформах двигателей.Двигатель L48 увеличился на 15 лошадиных сил, увеличив его общую мощность до 180 л.с. L82 увеличился до 210 л.с. К сожалению, двигатель и L82 не предлагался в Калифорнии в 1976 (и 1977 годах), потому что он не отвечал более жестким стандартам выбросов в штате.
между каталитическими преобразователями Corvette и кабиной автомобиля. Установка каталитического нейтрализатора на Corvette 1976 года фактически немного увеличила мощность двигателя на всех платформах двигателей.Двигатель L48 увеличился на 15 лошадиных сил, увеличив его общую мощность до 180 л.с. L82 увеличился до 210 л.с. К сожалению, двигатель и L82 не предлагался в Калифорнии в 1976 (и 1977 годах), потому что он не отвечал более жестким стандартам выбросов в штате.
Четырехступенчатые механические коробки передач также были запрещены на западе в те же годы выпуска. Автоматическая коробка передач была единственным вариантом, доступным калифорнийцам в 1976 (и 1977 годах). . Однако это был не Turbo Hydra-Matic 400, который ранее использовался для всех двигателей Corvette. Вместо этого Chevrolet потребовала использовать менее надежную автоматическую коробку передач TH 350.
Усилитель руля и тормоза с усилителем стали стандартными на всех Корветах 1976 года в середине модельного года (хотя 173 ранних Корвета были произведены без усилителя руля).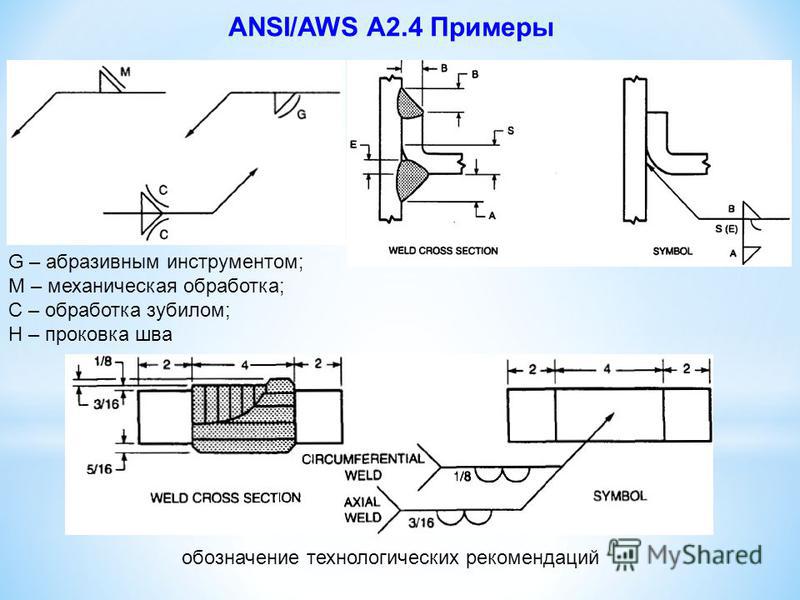
Chevrolet продал 46 558 Corvette в 1976 году , побив предыдущий рекорд продаж Corvette, установленный в 1969 году.
1977 Корвет
Corvette Coupe1977 года Как и несколько его более ранних версий, Corvette 1977 года получил лишь незначительные изменения от предыдущей модели. Однако 1977 Corvette действительно включает в себя важную веху в производстве марки Corvette — это был год, когда Chevrolet выпустил 500-тысячный Corvette.
Внешне автомобиль был практически идентичен модели 1976 года, за исключением введения переработанного багажника и багажника на крышу (RPO V54), которые можно было использовать для перевозки Т-образных верхних частей автомобиля (вместо того, чтобы размещать их в кузове Corvette. багажник без крышки.Что касается Т-образных вершин, стеклянные панели крыши были представлены в качестве новой опции в начале модельного года , хотя позже General Motors отменила эту опцию из-за предполагаемого спора с поставщиком по поводу прав на продажу. Однако наиболее заметным изменением с 1976 по 1977 год стало удаление паспортной таблички Stingray с передних крыльев Corvette. Его заменили традиционные знаки различия Corvette в виде скрещенных флагов.
Однако наиболее заметным изменением с 1976 по 1977 год стало удаление паспортной таблички Stingray с передних крыльев Corvette. Его заменили традиционные знаки различия Corvette в виде скрещенных флагов.
Двигаясь внутрь, 1977 Corvette действительно претерпел несколько заметных улучшений. Во-первых, внутренняя центральная радиоконсоль была переработана, чтобы принять более широкий набор аудиодек Delco (включая AM / FM / кассетную стереосистему в качестве первой опции). Инструменты на приборной панели были обновлены, чтобы обеспечить водителю большую видимость. Управление климатом было упрощено. Рычаг механической коробки передач был удлинен, шар переключения передач был помещен выше по отношению к выключенному ручному тормозу. Рулевая колонка была укорочена на два дюйма, чтобы обеспечить положение при вождении более «руки наружу» . Кроме того, более короткая рулевая колонка улучшила доступ водителя как к новому Corvette, так и вне его. К рулевой колонке было прикреплено новое рулевое колесо с кожаной отделкой. Выключатель аварийной сигнализации был снова перемещен и был встроен в блок кнопок левой двери. Солнцезащитные козырьки были модернизированы, чтобы они могли перемещаться от лобового стекла к боковым окнам. Даже место установки зеркала заднего вида было смещено от лобового стекла к самому лобовому стеклу. Наконец, для кожаная обивка 1977 модельного года входила в стандартную комплектацию Corvette , в то время как тканевые сиденья с кожаными валиками были дополнительной бесплатной альтернативой.
Кроме того, более короткая рулевая колонка улучшила доступ водителя как к новому Corvette, так и вне его. К рулевой колонке было прикреплено новое рулевое колесо с кожаной отделкой. Выключатель аварийной сигнализации был снова перемещен и был встроен в блок кнопок левой двери. Солнцезащитные козырьки были модернизированы, чтобы они могли перемещаться от лобового стекла к боковым окнам. Даже место установки зеркала заднего вида было смещено от лобового стекла к самому лобовому стеклу. Наконец, для кожаная обивка 1977 модельного года входила в стандартную комплектацию Corvette , в то время как тканевые сиденья с кожаными валиками были дополнительной бесплатной альтернативой.
Для автомобилей, оснащенных опциональной регулируемой телескопической рулевой колонкой (RPO N37), рулевое колесо в стиле 1976 года было перенесено на модель 1977 года. В то время как регулировка наклона и телескопическая регулировка оставались необязательными, Chevrolet представила новую функцию в Corvette 1977 года, а именно новый «Smart Switch» — подрулевой переключатель, который сочетал в себе функции затемнения фар и стеклоочистителя / омывателя с сигналами поворота.
Механически Corvette 1977 года практически не отличался от модели 1976 года. Как и в 1976 году, Corvette 1977 года стандартно поставлялся с двигателем Chevy с малым блоком мощностью 350 кубических дюймов мощностью 180 лошадиных сил и 4-ступенчатой механической коробкой передач с широким передаточным числом.
Между 23 августа и 7 сентября 1976 года завод Flint Engine Plant (завод, на котором производился small-block 350) начал использовать синюю краску вместо традиционной краски Chevy Orange, которая обычно наносилась на двигатели Corvette. Таким образом, корветы начала 1977 модельного года по-прежнему имели знакомый оранжевый блок, в то время как двигатели более позднего производства были синими.
Всего в 1977 году было продано 49 213 Corvettes , что стало еще одним рекордом продаж за один год для бренда.
1978-1979
Оригинальная реклама GM для Corvette 1978 года. После нескольких лет постройки без значительных изменений в дизайне автомобиля, Chevrolet решил обновить дизайн Corvette в 1978 году. Ушел навсегда — это «совок для сахара» в сборе с задним стеклом.Вместо этого Chevrolet представил окно из закругленного стекла, которое значительно улучшило место для хранения вещей и улучшило обзор сзади при управлении автомобилем. Была представлена новая приборная панель и консоль в сборе, что позволило повысить универсальность типов аудиооборудования, которое можно было установить в этих автомобилях. Даже штатный L-82 был улучшен, получив прирост в лошадиных силах (до 220 лошадиных сил по сравнению со штатными 210 у уходящей модели 1977 года). Дальнейшие доработки продолжатся в 1979 году (подробнее об этом ниже). Казалось, GM пошла на просчитанный риск, ожидая внесения каких-либо изменений в конструкцию так долго, как они это делали — , но риск принес большие дивиденды. В период с 1978 по 1979 год было продано более чем 100 000 корветов, доказывая, что даже 10-летний дизайн (помните, что C3 был впервые представлен в 1968 году) может оставаться актуальным при небольшом видении.
Ушел навсегда — это «совок для сахара» в сборе с задним стеклом.Вместо этого Chevrolet представил окно из закругленного стекла, которое значительно улучшило место для хранения вещей и улучшило обзор сзади при управлении автомобилем. Была представлена новая приборная панель и консоль в сборе, что позволило повысить универсальность типов аудиооборудования, которое можно было установить в этих автомобилях. Даже штатный L-82 был улучшен, получив прирост в лошадиных силах (до 220 лошадиных сил по сравнению со штатными 210 у уходящей модели 1977 года). Дальнейшие доработки продолжатся в 1979 году (подробнее об этом ниже). Казалось, GM пошла на просчитанный риск, ожидая внесения каких-либо изменений в конструкцию так долго, как они это делали — , но риск принес большие дивиденды. В период с 1978 по 1979 год было продано более чем 100 000 корветов, доказывая, что даже 10-летний дизайн (помните, что C3 был впервые представлен в 1968 году) может оставаться актуальным при небольшом видении.
1978 Корвет
1978 Corvette Silver Anniversary CoupeВ то время как Corvette 1978 года внес большое количество усовершенствований в бренд, его наиболее важной вехой стало то, что модель 1978 года отметила Серебряную (25-ю) годовщину бренда!
Для Chevrolet 25-летие Corvette стало прекрасной возможностью пересмотреть общий дизайн C3. В результате были удалены старые панели парусов «летающий контрфорс» и плоское заднее окно в обмен на большое сложное изогнутое окно. Таким образом, инженеры Chevrolet не только придали новый облик стареющему Corvette третьего поколения, но также вернули фастбэк Corvette, который заметно отсутствовал с 1967 года.
В дополнение к новому заднему стеклу, Chevrolet представила специальный пакет «25th Anniversary» в ознаменование серебряной годовщины автомобиля. Модель Silver Anniversary была выполнена в любимом цвете Билла Митчелла — серебре. Позже было решено, что все «Корветы 25-летия» 1978 года будут иметь серебряную окраску. Юбилейные автомобили также включали специальные значки «Серебряная годовщина», алюминиевые диски и двойные «спортивные» наружные зеркала в качестве обязательных опций.
Позже было решено, что все «Корветы 25-летия» 1978 года будут иметь серебряную окраску. Юбилейные автомобили также включали специальные значки «Серебряная годовщина», алюминиевые диски и двойные «спортивные» наружные зеркала в качестве обязательных опций.
В ознаменование 25-летия Corvette Chevrolet также представила свой первый в мире Corvette Indy Pace Car. Автомобиль, как и Silver Anniversary Edition, имел особую двухцветную схему окраски, хотя для этой модели был выбран черный цвет вместо серебристого металлик с ярко-красной полосой между двумя тонами краски. Corvette Indy Pace Car также имел передний и задний спойлер, оба из которых добавляли автомобилю более драматичного вида, хотя ни один из них не предлагал особой дополнительной прижимной силы (или другой функциональности). Передний спойлер был похож на один установлен на Pontiac Trans Am 1978 года выпуска. Он обертывался под и вокруг передней части автомобиля, переходя в колесные арки. Задний спойлер, с другой стороны, изогнут вниз на своих выступах, чтобы прилегать к кузову Corvette.
Он обертывался под и вокруг передней части автомобиля, переходя в колесные арки. Задний спойлер, с другой стороны, изогнут вниз на своих выступах, чтобы прилегать к кузову Corvette.
В интерьере Corvette Pace Car использовалась полностью серебряная кожа или кожаная / серая тканевая обивка и серое ковровое покрытие. Chevrolet представила новую конструкцию сиденья с тонким корпусом и большей поясничной опорой. Эти сиденья изначально предназначались для модели 1979 года, программа разработки была ускорена, чтобы эти новые сиденья могли быть введены как часть пакета Pace Car 1978 года.
Интерьер Corvette Pace Car 1978 года в серебре.Corvette, выпущенный ограниченным тиражом Indy Pace Car Replica, на самом деле составлял 15 процентов от всех Corvette, произведенных в том году.
Все корветы 1978 года получили и другие обновления. Каждый Corvette подвергнется ряду косметических и функциональных обновлений, включая получение специального значка «Серебряная годовщина» на экстерьере автомобиля. Интерьер получил гораздо больше внимания. Спидометр и тахометр теперь были заключены в квадратные кожухи приборной панели, что соответствовало модернизированным показаниям на консоли в прошлом году. Добавлен оригинальный перчаточный ящик. Внутренние дверные панели отличались совершенно новым дизайном с подлокотниками, которые привинчивались к двери, а не встраивались в дверь, как это было с 1965 года. Теперь двери имели встроенные дверные ручки. Цельная панель с мягкой обивкой и передней панелью была разработана для облегчения снятия в тех случаях, когда требовалось обслуживание. Органы управления ветровым стеклом и стеклоочистителями были перенесены обратно на панель приборов, , но переключатель освещения остался на рулевой колонке.Трехточечные ремни безопасности получили одну инерционную катушку, а направляющие ремня были исключены.
Интерьер получил гораздо больше внимания. Спидометр и тахометр теперь были заключены в квадратные кожухи приборной панели, что соответствовало модернизированным показаниям на консоли в прошлом году. Добавлен оригинальный перчаточный ящик. Внутренние дверные панели отличались совершенно новым дизайном с подлокотниками, которые привинчивались к двери, а не встраивались в дверь, как это было с 1965 года. Теперь двери имели встроенные дверные ручки. Цельная панель с мягкой обивкой и передней панелью была разработана для облегчения снятия в тех случаях, когда требовалось обслуживание. Органы управления ветровым стеклом и стеклоочистителями были перенесены обратно на панель приборов, , но переключатель освещения остался на рулевой колонке.Трехточечные ремни безопасности получили одну инерционную катушку, а направляющие ремня были исключены.
Все Корветы 1978 года также имели обновленную противоугонную систему. Новая система безопасности, которая была установлена в качестве стандартной опции на всех Корветах, была изменена по сравнению с предыдущими годами, чтобы включить активацию в случае, если Т-образные вершины будут каким-либо образом взломаны.
Glass T-top были впервые предложены в 1978 году, , хотя GM изначально планировал, что они будут доступны на модели 1977 года. И стеклянные верхние части, и обычные Т-образные панели из стекловолокна были модифицированы, чтобы обеспечить дополнительное пространство для головы как водителя, так и пассажира, и оба включали узел замка с ключом, который помогал еще больше закрепить их на транспортном средстве путем фиксации каждой Т-образной защелки быть работоспособным в заблокированном состоянии.
Номинальные значения мощности несколько снизились в результате более строгих стандартов выбросов, , а также в результате новых правительственных предписаний по средней корпоративной экономии топлива (CAFÉ), которые вступили в силу в этом году.Как и в случае с Corvette 1977 года выпуска, модель 1978 года имела две базовые версии малоблочного 8-цилиндрового двигателя 350 CI, из которых потребители могли выбирать. Базовый L48 производил 185 тормозных лошадиных сил во всех штатах, кроме Калифорнии. Для Калифорнии и высокогорных районов двигатель выдавал 175 л.с. Дополнительный двигатель L82 имел тормозную мощность 220 лошадиных сил через систему воздухозаборника с двумя трубками, которая позволяла подавать больший объем холодного воздуха в двигатель, в то время как модернизированная выхлопная система имела более крупные выхлопные и выхлопные трубы, а также глушители с более низким ограничением. был разработан для уменьшения обратного давления.
Базовый L48 производил 185 тормозных лошадиных сил во всех штатах, кроме Калифорнии. Для Калифорнии и высокогорных районов двигатель выдавал 175 л.с. Дополнительный двигатель L82 имел тормозную мощность 220 лошадиных сил через систему воздухозаборника с двумя трубками, которая позволяла подавать больший объем холодного воздуха в двигатель, в то время как модернизированная выхлопная система имела более крупные выхлопные и выхлопные трубы, а также глушители с более низким ограничением. был разработан для уменьшения обратного давления.
В другом месте, машина осталась очень похожей на Corvette 1977 года. Было внесено несколько изменений, в том числе — увеличенный топливный бак, теперь вмещал 24 галлона газа (по сравнению с 17-литровым баком, использовавшимся в прошлом году). Сам бак имеет внутреннюю формованную пластиковую гильзу, заключенную в стальной корпус. . Чтобы вместить больший топливный бак, Corvette представила меньшую и легкую запасную шину.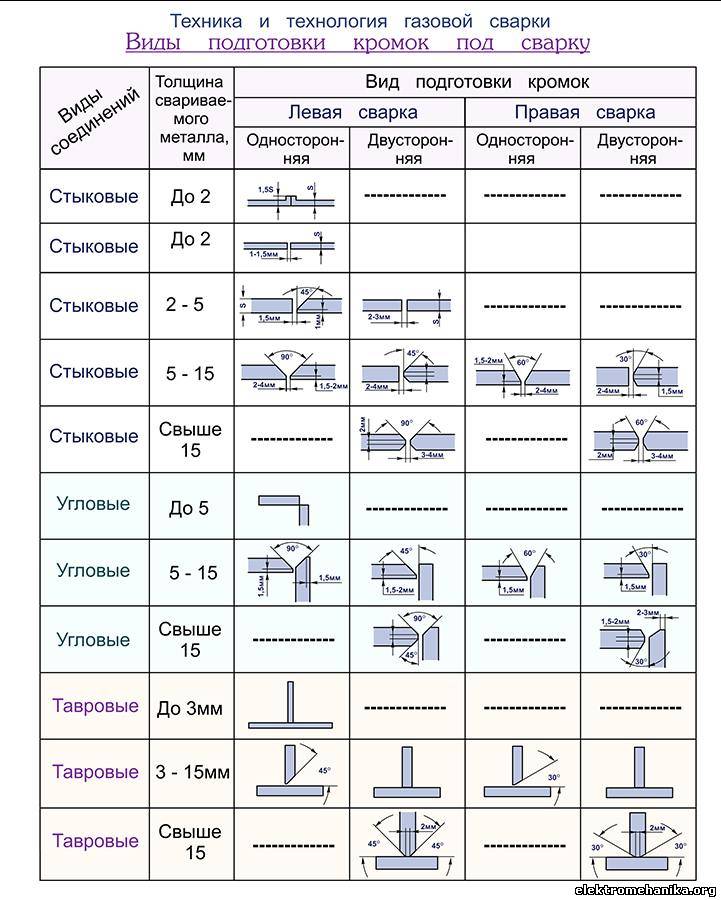 Более широкие шины 60-й серии также были представлены на Corvette 1978 года в качестве опции.
Более широкие шины 60-й серии также были представлены на Corvette 1978 года в качестве опции.
Всего в 1978 году Chevrolet произвела 46776 Corvette.
1979 Корвет
Corvette Coupe 1979 годаCorvette 1979 года внес дальнейшие усовершенствования в модернизированный Corvette, впервые представленный в 1978 году . Ранее дополнительное оборудование, в том числе наклонно-телескопические рулевые колонки, кондиционер и электрические стеклоподъемники, стало стандартным оборудованием в 1979 году, хотя было произведено несколько корветов начала 1979 года до того, как было принято решение сделать эти «дополнительные» компоненты стандартными.
Дизайн «фастбэк» перенесен в модель 1979 года с некоторыми (в основном тонкими) улучшениями внешнего вида автомобиля. Например, эмблемы «25-летие» были заменены традиционными «скрещенными флагами», которые были ключевым идентификатором Chevy Corvette более четверти века. Кроме того, в модели хромированная отделка заднего стекла 1978 года и панели крыши была заменена черными накладками. Вольфрамово-галогенные фары были введены в производство в 1979 году в начале модельного года для улучшения видимости.Вольфрамово-галогенные фары заменили только дальний свет. Наконец, , пара перенесенных из пакета Pace Car 1978 года, стала опцией для модели 1979 года. К ним относятся тонированные панели крыши (RPO CC1), а также передний и задний спойлеры (RPO D80). Спойлеры работали, снижая сопротивление примерно на 15% и увеличивая экономию топлива примерно на полмили на галлон.
Кроме того, в модели хромированная отделка заднего стекла 1978 года и панели крыши была заменена черными накладками. Вольфрамово-галогенные фары были введены в производство в 1979 году в начале модельного года для улучшения видимости.Вольфрамово-галогенные фары заменили только дальний свет. Наконец, , пара перенесенных из пакета Pace Car 1978 года, стала опцией для модели 1979 года. К ним относятся тонированные панели крыши (RPO CC1), а также передний и задний спойлеры (RPO D80). Спойлеры работали, снижая сопротивление примерно на 15% и увеличивая экономию топлива примерно на полмили на галлон.
Перейдя внутрь, интерьер получил немного больше изысканности, чем экстерьер. Самое большое и самое заметное изменение связано с введением нового стиля сиденья с высокой спинкой, ранее представленного на репликах Pace Car Replicas 1978 года. Эти же сиденья стали стандартным оборудованием для модели 1979 года. В конструкции сидений использовалось большое количество пластика, что привело к общему снижению веса примерно на 12 фунтов на сиденье. В то же время, в новые сиденья предлагали улучшенную боковую поддержку пассажирам. У них также были спинки сидений, которые складывались выше (по сравнению с большинством обычных сидений), чтобы облегчить доступ к багажному отсеку сзади.
В то же время, в новые сиденья предлагали улучшенную боковую поддержку пассажирам. У них также были спинки сидений, которые складывались выше (по сравнению с большинством обычных сидений), чтобы облегчить доступ к багажному отсеку сзади.
Замок цилиндра зажигания получил дополнительную защиту для усиления. Ранее опциональное радио AM-FM стало стандартным оборудованием, , в то время как комбинация освещенного козырька и зеркала для солнцезащитного козырька пассажира стала доступной опцией на Corvette 1979 года. Спидометр со скоростью 85 миль в час (макс.), Который будет официально представлен в качестве стандартного оборудования в Corvette 1980 года, был установлен на некоторых моделях конца выпуска 1979 года. Последнее было результатом федерального мандата, который должен был начаться в сентябре 1979 года и оставался в силе до марта 1982 года.
С механической точки зрения, двигатели как базовый L48, так и дополнительный L82 получили увеличение мощности на 5 лошадиных сил за счет новой конструкции глушителя с открытым потоком . Вдобавок к двигателю L48 был добавлен воздухозаборник с двойным шноркелем с низким ограничением, который был введен в двигатель L82, что дало базовому двигателю дополнительный прирост мощности на 5 лошадиных сил, в результате чего общая мощность составила 195 л.с. для L48 и 225 л.с. для дополнительные двигатели L82 соответственно.
Вдобавок к двигателю L48 был добавлен воздухозаборник с двойным шноркелем с низким ограничением, который был введен в двигатель L82, что дало базовому двигателю дополнительный прирост мощности на 5 лошадиных сил, в результате чего общая мощность составила 195 л.с. для L48 и 225 л.с. для дополнительные двигатели L82 соответственно.
Всего в 1979 году Chevrolet произвела 53 807 Corvettes, из которых установили рекорд по количеству построенных Corvette за один год из 26-летней истории автомобиля (и рекорд, который стоит и сегодня!).
1980–1982
1981 Corvette Coupe К 1980 году сообщество Corvette требовало нового Corvette. Признавая, что нынешний автомобиль, несмотря на его модернизированный в 1978 году, существует уже двенадцать лет, Chevrolet уже начал инвестировать в дизайн следующего поколения (возможный C4 Corvette), а прекращает производство текущего -поколение Corvette лишено существенных изменений за время своего пробега. Хотя Corvette с 1980 по 1982 год окажется «лебединой песней» этого поколения, эти последние модели доказали, что даже с новым Corvette в разработке, C3 не уйдет тихо в ночь. Благодаря пересмотренным передним и задним элементам дизайна, которые включали интегрированные спойлеры и вентиляционные отверстия в крыльях с черными решетками, GM смогла интегрировать требуемые федеральные стандарты бампера, не портя внешний вид автомобиля. К сожалению, резкое снижение мощности привело к тому, что у многих появилось негативное клеймо на этих последних корветах C3. Тем не менее, в последние годы Corvette третьего поколения также оказался одним из самых доступных Corvette на сегодняшнем рынке — и с небольшой изобретательностью (возможно, заменив заводской двигатель на двигатель LS, например). — их можно превратить во что-то, что будет конкурировать с любым другим Corvette на открытой дороге, за небольшую часть стоимости более новых моделей.
Хотя Corvette с 1980 по 1982 год окажется «лебединой песней» этого поколения, эти последние модели доказали, что даже с новым Corvette в разработке, C3 не уйдет тихо в ночь. Благодаря пересмотренным передним и задним элементам дизайна, которые включали интегрированные спойлеры и вентиляционные отверстия в крыльях с черными решетками, GM смогла интегрировать требуемые федеральные стандарты бампера, не портя внешний вид автомобиля. К сожалению, резкое снижение мощности привело к тому, что у многих появилось негативное клеймо на этих последних корветах C3. Тем не менее, в последние годы Corvette третьего поколения также оказался одним из самых доступных Corvette на сегодняшнем рынке — и с небольшой изобретательностью (возможно, заменив заводской двигатель на двигатель LS, например). — их можно превратить во что-то, что будет конкурировать с любым другим Corvette на открытой дороге, за небольшую часть стоимости более новых моделей.
1980 Корвет
Corvette Coupe 1980 годаCorvette 1980 года прибыл вслед за самым успешным годом продаж в истории бренда. В то время как инженеры GM уже работали над C4 Corvette, общий успех продаж автомобиля продолжал мотивировать инженеров и дизайнеров к дальнейшему совершенствованию стареющего автомобиля. Для 1980 года, было внесено несколько улучшений в автомобиль, , хотя многие из них были видны только натренированному глазу того, кто знал механику этих автомобилей.
Для начала, в корпус дифференциала и поперечина передней рамы были заменены из стали на алюминий. Аналогичным образом, алюминиевый впускной коллектор, который ранее использовался на дополнительном двигателе L82, теперь был включен и в базовый двигатель L48. Внешне инженеры снизили полную массу автомобиля за счет использования панелей крыши с меньшей плотностью и уменьшения толщины материала капота и наружных обшивок дверей. И, наконец, во всем автомобиле был широко использован пластик во всем, от компонентов внутренней отделки до узлов в сиденьях и так далее.
И, наконец, во всем автомобиле был широко использован пластик во всем, от компонентов внутренней отделки до узлов в сиденьях и так далее.
Ранее опциональные передний и задний спойлеры были изменены и стали неотъемлемой частью кузова . Кроме того, передняя решетка была слегка согнута назад. Хромирование экстерьера было сведено к минимуму, что означало отсутствие эмблем с перекрещенными флагами на передних крыльях. Сама эмблема Corvette была несколько изменена и теперь имела новый, более вытянутый дизайн. Кроме того, капот отличался более низким профилем, а также были представлены новые поворотные и задние фонари.Уретан применялся при формовании панелей кузова перед брандмауэром, а также был нанесен на панели крыши. Это приложение привело к улучшению качества поверхности, что также помогло снизить сопротивление.
Корвет 1980 года отличался более вытянутой эмблемой с перекрещенными флагами. С механической точки зрения Corvette 1980 года несколько пострадал из-за ужесточения требований к выбросам. Базовый двигатель L48, который в 1979 году был рассчитан на 195 лошадиных сил, потерял пять лошадиных сил в результате настройки выбросов, вернувшись к 190 лошадиным силам при 4400 оборотах в минуту и 280 фунт / фут.крутящего момента при 2400 об / мин. Хуже было влияние, которое калифорнийские стандарты выбросов оказали на Corvette. Для модели 1980 года потребители Калифорнии были вынуждены довольствоваться двигателем объемом 305 кубических дюймов — таким, который используется в стандартных моделях легковых автомобилей Chevrolet. Калифорнийская версия этого двигателя оснащалась трубчатыми выхлопными коллекторами из нержавеющей стали, компьютерной системой управления, которая регулировала топливно-воздушную смесь и время зажигания по запросу, а также датчиком кислорода в замкнутой системе.
Базовый двигатель L48, который в 1979 году был рассчитан на 195 лошадиных сил, потерял пять лошадиных сил в результате настройки выбросов, вернувшись к 190 лошадиным силам при 4400 оборотах в минуту и 280 фунт / фут.крутящего момента при 2400 об / мин. Хуже было влияние, которое калифорнийские стандарты выбросов оказали на Corvette. Для модели 1980 года потребители Калифорнии были вынуждены довольствоваться двигателем объемом 305 кубических дюймов — таким, который используется в стандартных моделях легковых автомобилей Chevrolet. Калифорнийская версия этого двигателя оснащалась трубчатыми выхлопными коллекторами из нержавеющей стали, компьютерной системой управления, которая регулировала топливно-воздушную смесь и время зажигания по запросу, а также датчиком кислорода в замкнутой системе.
Внутри был реализован ряд других изменений, многие из которых были результатом либо федеральных требований, либо необходимости внести косметические изменения в результате функционального улучшения.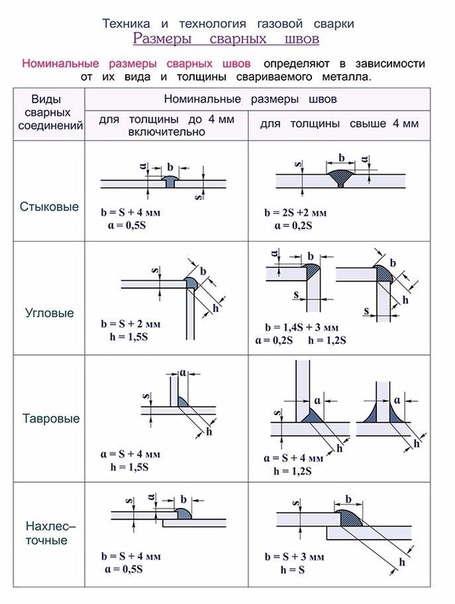 Спидометры всех корветов 1980 года теперь показывали максимальную скорость всего 85 миль в час. В 1980 году задние вещевые отсеки были заменены с трехстворчатых на двухстворчатые. Батарея оставалась в отдельном отсеке позади водителя, но центральное и пассажирское отделения были объединены, и теперь к ним можно было получить доступ только через один дверь.Кроме того, в стандартную комплектацию были включены стеклоподъемники , кондиционер и наклонно-телескопическое рулевое управление, для был представлен новый интерьер с тканевым ребристым рисунком, боковой щиток был добавлен к солнцезащитному козырьку со стороны водителя, чтобы уменьшить солнечные блики, и дверной замок с электроприводом кнопки были перемещены для большего удобства оператора. Наконец, была разработана новая группа комфорта, которая включала в себя работу купола и подсветки с задержкой по времени, — предупреждающий зуммер фар, который сигнализировал, когда фары все еще были включены после выключения автомобиля, сигнальная лампа низкого уровня топлива, прерывистые дворники , и козырек со стороны пассажира с подсветкой.
Спидометры всех корветов 1980 года теперь показывали максимальную скорость всего 85 миль в час. В 1980 году задние вещевые отсеки были заменены с трехстворчатых на двухстворчатые. Батарея оставалась в отдельном отсеке позади водителя, но центральное и пассажирское отделения были объединены, и теперь к ним можно было получить доступ только через один дверь.Кроме того, в стандартную комплектацию были включены стеклоподъемники , кондиционер и наклонно-телескопическое рулевое управление, для был представлен новый интерьер с тканевым ребристым рисунком, боковой щиток был добавлен к солнцезащитному козырьку со стороны водителя, чтобы уменьшить солнечные блики, и дверной замок с электроприводом кнопки были перемещены для большего удобства оператора. Наконец, была разработана новая группа комфорта, которая включала в себя работу купола и подсветки с задержкой по времени, — предупреждающий зуммер фар, который сигнализировал, когда фары все еще были включены после выключения автомобиля, сигнальная лампа низкого уровня топлива, прерывистые дворники , и козырек со стороны пассажира с подсветкой.
Chevrolet продал 40 614 Corvettes в 1980 году, , что примерно на 20 процентов ниже продаж модели 1979 года.
1981 Корвет
1981 Corvette Coupe1 июня 1981 года производство Corvette начало переход от восточного Миссури к южному Кентукки , так как первый Corvette был построен на новом заводе Bowling Green Corvette. Из-за решения перенести производство из Миссури в Кентукки, Chevrolet пересмотрела программу двигателей Corvette, включив в него только один двигатель для модели 1981 года — малоблочный двигатель V-8 объемом 350 кубических дюймов L81.Двигатель, который имел номинальную тормозную мощность 190 лошадиных сил при 4000 об / мин и пиковый крутящий момент 280 фунт / фут при 1600 об / мин, имел дополнительный электрический вентилятор охлаждения, который работал в сочетании с меньшим вентилятором охлаждения с приводом от двигателя, что помогало снизить шум.
1981 модельный год стал первым с первых дней существования Corvette вариантом, предлагающим вариант с одним двигателем для всех моделей , включая Corvettes, построенные для продажи в Калифорнии. Законодательное использование двигателя L81 в Калифорнии было просто вопросом включения легких коллекторов труб (с датчиками кислорода для контроля дыма) и компьютерных средств управления, которые использовались в LG4 V-8 в 1980 году. Что было еще более важным для потребителей в Калифорнии, так это то, что L81 можно было соединить с четырехступенчатой механической коробкой передач, а это означало, что корветы с механической трансмиссией могли продаваться в этом штате впервые с 1975 года. Corvette 1981 года был последней моделью третьего поколения с механической коробкой передач.
Законодательное использование двигателя L81 в Калифорнии было просто вопросом включения легких коллекторов труб (с датчиками кислорода для контроля дыма) и компьютерных средств управления, которые использовались в LG4 V-8 в 1980 году. Что было еще более важным для потребителей в Калифорнии, так это то, что L81 можно было соединить с четырехступенчатой механической коробкой передач, а это означало, что корветы с механической трансмиссией могли продаваться в этом штате впервые с 1975 года. Corvette 1981 года был последней моделью третьего поколения с механической коробкой передач.
Наиболее значительным улучшением Corvette 1981 года по сравнению с более ранними моделями стало введение компьютерного командного управления (CCC).
Было принято несколько мер по снижению веса, чтобы еще больше уменьшить расход бензина. Вышеупомянутые магниевые крышки клапанов, используемые на L81, были фактически включены в качестве меры по снижению веса. Кроме того, Chevrolet представила заднюю рессору из стекловолокна с одинарной пластиной. Эта пластиковая пружина, добавленная к корветам с автоматической трансмиссией и стандартной подвеской, весила всего 8 фунтов по сравнению с 44-фунтовыми стальными листовыми рессорами, использовавшимися в 1980 году.
Кроме того, Chevrolet представила заднюю рессору из стекловолокна с одинарной пластиной. Эта пластиковая пружина, добавленная к корветам с автоматической трансмиссией и стандартной подвеской, весила всего 8 фунтов по сравнению с 44-фунтовыми стальными листовыми рессорами, использовавшимися в 1980 году.
Внутри, приборная панель в Corvette 1981 года получила более современный и удобный вид, включая введение стандартных кварцевых часов и электронную настройку для всех заводских радиостанций. Также было представлено новое сиденье водителя с электроприводом в шести направлениях (которое окончательно откинулось назад (заметный недостаток сидений более ранних Corvettes третьего поколения).)
Внешне автомобиль остался практически таким же, как и в 1980 году, , за исключением нового варианта окраски — RPO D84, который предлагался исключительно для Corvette 1981 года. Поскольку официальные лица Chevrolet чрезвычайно гордились своими новыми процессами окраски на заводе Bowling Green, они решили продемонстрировать их, используя вариант двухцветной окраски почти на всех автомобилях, построенных в первый год. Из 40 606 Корветов, построенных для 1981 модельного года, 8 995 были произведены в Боулинг-Грин, штат Кентукки. Можно утверждать, что Corvette 1982 года был в такой же степени испытательным полигоном для технологий, разрабатываемых для Corvette четвертого поколения, как и уходящая модель нынешнего Corvette третьего поколения. В конце концов, Corvette 1982 года был оснащен теми же модернизированными двигателем и трансмиссией, которые были разработаны для нового C4 Corvette. Новый двигатель представлял собой проверенный временем восьмицилиндровый двигатель объемом 350 кубических дюймов, оснащенный недавно разработанной системой впрыска топлива с двумя дроссельными заслонками вместо карбюратора. Как и двигатель, Corvette 1982 года оснащался только одной коробкой передач — четырехступенчатой автоматической коробкой передач, обозначенной как 700-R4. По сути, это вариация Turbo Hydra-Matic, , 700-R4 включала четвертую передачу с длинным шагом повышающей передачи. Другие заметные механические усовершенствования Корвета 1982 года включали в себя топливный насос в баке и новую систему дозирования топлива , которая включала принудительную отсечку подачи топлива для предотвращения выбега двигателя (дизельное топливо). В кабине была установлена новая крышка люка с электромагнитным управлением. капот, который открывался на полную мощность, чтобы двигатель лучше «дышал».Угольный фильтрующий элемент модели 1981 года заменен на бумажный. Конструкция выхлопной системы была значительно переработана с использованием значительно меньшего по размеру и легкого каталитического нейтрализатора. Внешне базовая модель купе получила несколько косметических изменений. Внутри Корвет 1982 года было внесено несколько незначительных, но узнаваемых дополнений / изменений. Самым примечательным из этих (помните, мы говорили MINOR подробности) было введение новых кварцевых часов, установленных на консоли. Идентификатор этих часов заключался в том, что на циферблате было напечатано слово «КВАРЦ» . Маленькая деталь, тем не менее, это уникальная идентификация Corvette 1982 года. Чтобы отпраздновать уход C3, Chevrolet представила в 1982 году памятную модель «Коллекционное издание» . Интерьер Corvette коллекционного выпуска 1982 года отличался серебристо-бежевой кожаной обивкой и обшивкой дверей, которые соответствовали цвету внешней окраски автомобиля. Окончательные продажи Corvette 1982 года включали 18 648 базовых купе и 6 759 корветов хэтчбека Collectors Edition. При покупке C3 Corvette, важно помнить, что вы смотрите на подержанный автомобиль, который существует уже несколько десятилетий. Из-за этого, вы определенно захотите проявить немного большей осмотрительности при рассмотрении потенциальной покупки. Многие владельцы Corvette очень гордятся надлежащим уходом и обслуживанием своих автомобилей, но это не означает, что автомобиль лишен потенциально дорогостоящих проблем. Старая поговорка «что видишь, то и получаешь» здесь не применима. Есть много потенциальных проблем, которые могут быть не сразу заметны при просмотре подержанного Corvette. ПРИМЕЧАНИЕ. Хотя данное руководство для покупателей C3 Corvette предназначено для того, чтобы помочь вам принять обоснованное решение, мы всегда рекомендуем вам обратиться за советом к эксперту. Одна из «невидимых» проблем с автомобилем, который имеет корпус из стекловолокна, заключается в том, что они не ржавеют на поверхности. Почему это проблема? Поскольку внешний вид автомобиля может не отражать то, что происходит внутри / под поверхностью. При оценке C3 Corvette, начинают с осмотра ходовой части. Поставьте автомобиль на подъемник, чтобы можно было завершить тщательный осмотр ходовой части. По возможности снимите облицовочные панели и поищите на предмет возможных повреждений и целостности рамы. Осмотрите шасси, дверные коробки и «птичью клетку» — область, которая соединяет пороги, дверные стойки, экраны и узел моста на крыше. Не забудьте внимательно изучить каждую деталь на предмет наличия остатков ржавчины, усталости в местах сварных швов и общей структурной жесткости самой стали. Обязательно осмотрите продольные рычаги. Они могут собирать грязь и мусор и подвержены ржавчине. Кроме того, потратит время на визуальный осмотр внутренней стороны панелей кузова. Убедитесь, что каждая панель правильно сопряжена с другой, что каждая сидит квадратно и выглядит должным образом приклеенной к соответствующим субструктурам. Убедитесь, что все узлы подконструкции находятся в хорошем состоянии, особенно в нижней части стоек ветрового стекла, опоре радиатора, переднем кузове и опорных конструкциях бампера. Шасси также подвержено коррозии, особенно в боксовых боковых направляющих под и за дверями. Кузов C3 Corvette состоял примерно из двух дюжин отдельных кузовных панелей, которые были склеены с помощью уникального склеивающего клея и склеивающих лент. Найдите время, чтобы осмотреть соединительные ленты и панели кузова. Обратите особое внимание на любые панели кузова, которые кажутся более гладкими или имеют другое крепление, чем другие панели автомобиля. Это могут быть индикаторы того, что панель кузова была отремонтирована или заменена. Хотя это не обязательно является препятствием, поможет определить участки, которые ранее были повреждены, и, что более важно, поможет определить, правильно ли они были отремонтированы. Наряду с оценкой панелей кузова и соединительных полос, необходимо время, чтобы найти неровные зазоры в панелях кузова, бамперах, которые выглядят смещенными и / или несовпадающей краской. Ищите двери, которые трудно закрыть, или двери, которые «не выстраиваются в линию» (как в примере выше). Хотя может быть разумное объяснение этих пробелов, все эти элементы также могут быть индикаторами, которые автомобиль ранее был поврежден — либо в результате аварии, либо в результате неправильного обслуживания.Кроме того, обратите внимание на трещины, звезды, рябь и трещины на панелях кузова и в колесных арках. Обычно известные как «трещины от напряжения» , все они являются индикаторами усадки краски и могут привести к дорогостоящим кузовным работам / ремонту. Все корветы C3, произведенные с 1973 по 1982 год, использовали пластиковые бампера / облицовку в сборе. В то время как этот тип сборки сегодня является обычным явлением, он был в зачаточном состоянии, когда был представлен на Корветах третьего поколения. Любой, кто когда-либо владел транспортным средством, оснащенным T-Tops, знает о многих потенциальных проблемах, которые они могут вызвать. От шумных воздушных зазоров до скрипа и дребезжания до утечки воды, T-Top в плохом состоянии может стать причиной многих проблем. Тщательно осмотрите каждую Т-образную вершину. Проверьте работу защелок на каждом блоке. Они должны быть плотно прилегающими, чтобы их не было сложно заблокировать / разблокировать. Снимите Т-образный верх с автомобиля и оцените состояние уплотнителя на каждой сборке. Если уплотнитель треснул или прогнил, его необходимо заменить. Посмотрите также на стекло в каждой T-Top. Убедитесь, что на нем нет трещин, трещин или других повреждений, которые могут указывать на то, что T-Top каким-либо образом взломан. Имейте в виду, что T-Tops на более поздних моделях более склонны к растрескиванию (из-за использования более тонкого стекла на этих устройствах). Хотя убираемые фары в сборе, которые есть на всех Корветах третьего поколения, определенно добавляют загадочности автомобилю, важно уделить время тщательному осмотру работы этих узлов. Corvette третьего поколения имел дисковые тормоза на всех четырех колесах. Тем не менее, эти тормоза в значительной степени были заменой той же тормозной системы, впервые представленной на C2 Corvette, и, как известно, со временем подвергались коррозии, вызывая отказ тормозов во время работы автомобиля. Хотя с тех пор были разработаны тормозные узлы вторичного рынка для преодоления / решения этой проблемы, перед покупкой важно оценить состояние существующей тормозной системы автомобиля. Следует проверить уровень жидкости в бачке главного цилиндра и проверить цвет жидкости. Проверьте резиновую камеру под крышкой главного цилиндра и убедитесь, что она не вздулась и не корродировала — это может указывать на загрязнение тормозной жидкости. Посмотрите на тормозные магистрали и суппорты и убедитесь, что на них нет коррозии. Ищите подтекающую тормозную жидкость. Убедитесь, что педаль тормоза плотная и не пористая. В Corvette третьего поколения по-прежнему использовалась система независимой задней подвески, ранее использовавшаяся на C2 Corvette.Задняя подвеска на этих автомобилях требует технического обслуживания. При осмотре автомобиля обязательно проверьте карданные шарниры, полуоси и продольные рычаги, чтобы убедиться, что все компоненты герметичны и не подвержены коррозии. Если какой-либо из этих компонентов вышел из строя, их необходимо заменить перед эксплуатацией автомобиля в течение любого периода времени. Убедитесь, что компоненты, требующие смазки, обслуживаются должным образом, и поищите утечки, ржавчину или другие признаки износа. Хотя состояние салона автомобиля не критично для его эксплуатации, оно многое говорит об уровне ухода за остальной частью автомобиля.Водительские и пассажирские сиденья (сделанные из винила или кожи, в зависимости от года) подвержены износу, особенно на боковых валиках. Центральные консоли и приборная панель склонны к растрескиванию, особенно от продолжительного ежедневного воздействия солнечных лучей или резких колебаний температуры. Осмотр этих элементов даст представление о том, как и где хранился автомобиль, а также как он эксплуатировался. Помимо приборной панели и сидений, уделите время проверке ковров на предмет влажности.Влажные ковры являются сильным индикатором коррозии / ржавчины на поддонах и должны быть явным предупреждением о более серьезных, невидимых проблемах. Точно так же проверьте обшивку потолка, особенно на автомобилях, оборудованных Т-образной крышей, на наличие влаги и / или пятен от воды. При взгляде на любой C3 Corvette важно определить, соответствует ли данная машина «подбору номеров». В то время как автомобили с совпадающими номерами определенно желательны среди коллекционеров, поиск подержанного C3 Corvette, у которого есть запасные части (двигатели, трансмиссии и т. Д.), Не обязательно указывает на проблему с автомобилем. Важно узнать у нынешнего владельца историю любых модификаций автомобиля — чтобы знать, какие компоненты были установлены, и чтобы убедиться, что внесенные изменения были правильно установлены и работают по назначению. Если для вас важно совпадение номеров, найдите время, чтобы проверить VIN (идентификационный номер автомобиля) и номера деталей двигателя, чтобы убедиться, что компоненты, входящие в комплект поставки рассматриваемого автомобиля, являются оригинальными.Corvsport.com имеет полный список всех идентификационных номеров автомобилей, литых номеров двигателей и т. Д. Для каждого модельного года произведенного Corvette. Один предмет, который имеет тенденцию вызывать проблемы / беспокойство у энтузиастов Corvette, — это Corvette, который был перекрашен в другой цвет. Опять же, это не обязательно является препятствием для сделки, но изменение цвета на Corvette является серьезным препятствием с точки зрения перепродажи, поэтому это следует учитывать перед покупкой. Найдите время, чтобы проверить автомобиль у уважаемого механика (в дилерском центре или в надежном сервисном центре). Попросите их проверить жидкости в автомобиле, выполнить испытание на сжатие каждого цилиндра, проверить тормоза, рулевую тягу, систему охлаждения и электрические системы, а также системы удерживающих устройств / подушек безопасности, чтобы убедиться, что в автомобиле все в порядке. После того, как вы сделали всю домашнюю работу, самое время вывести свой будущий Corvette на открытую дорогу. Тест-драйв позволит вам испытать автомобиль так, как никогда не мог бы осмотреть. Поможет определить, подходит ли автомобиль вам как водителю. Даже идеально обслуживаемый Corvette не будет представлять для вас ценности (или удовольствия), если вам неудобно управлять им. Некоторым потенциальным владельцам C3 Corvette может показаться слишком низким по отношению к земле, или кабина может показаться слишком компактной (имейте в виду, что все эти автомобили являются двухместными спортивными автомобилями без заднего сиденья и ограниченным пространством для хранения, особенно в моделях с откидным верхом. Важно помнить, что C3 Corvette значительно эволюционировал с момента его появления в 1968 году до конца его производства в 1982 году. Как уже говорилось ранее, подвеска совершенствовалась на протяжении всего срока службы автомобиля, так же как и удобства ее создания. Мы рекомендуем вам использовать несколько разных примеров — хотя все они основаны на одной платформе, , вы удивитесь, насколько каждый год отличается от других. Также тест-драйв — еще одно средство проверки работоспособности автомобиля. Управляя автомобилем, не позволяйте пассажиру (который, вероятно, будет текущим владельцем автомобиля) тратить всю поездку на разговоры с вами или с вами. Важно, чтобы вы слушали машину. Обращайте внимание на любые стуки, шум двигателя или трансмиссии. Для большинства из нас покупка Corvette — это эмоциональное переживание. Это обещание, которое многие из нас дают себе, когда мы видим наш первый Corvette, что «когда-нибудь у меня будет один из моих».” Если вы хотите купить свой первый (или следующий) Корвет — ПОЗДРАВЛЯЕМ! Это захватывающее время для вас, и понятно, что вы захотите найти «идеальный» автомобиль , чтобы привезти его домой и иметь навсегда. По этой причине вам необходимо выполнить все действия, описанные в этой статье. вы хотите, чтобы эмоции не влияли на процесс принятия решений, насколько это возможно. Это не значит, что вы не должны получать удовольствие от этого опыта, но будьте информированы и купите Corvette, который соответствует всем этим критериям поиска, поэтому вы получите столько же удовольствия от своего Corvette после покупки, сколько вы нашли его в первое место. Есть еще один пункт, на который стоит обратить внимание при покупке 40-летнего Corvette. Этот автомобиль, скорее всего, не станет вашим основным средством передвижения, и поэтому он не будет использоваться ежедневно. Убедитесь, что у вас достаточно места для хранения автомобиля. Кроме того, вам нужно будет связаться со своей страховой компанией, чтобы определить стоимость страхования Corvette.Имейте в виду, что количество предполагаемого пробега, которое предстоит проезжать каждый год, будет влиять на стоимость страхования автомобиля. Наконец, помните, что даже корветы с самым лучшим обслуживанием потребуют определенного технического обслуживания, поэтому оцените затраты, связанные с обслуживанием автомобиля, и проверьте доступность автомобиля, прежде чем совершать его покупку. Рынок подержанных коллекционных автомобилей сложно измерить с точки зрения стоимости транспортных средств. Каждый спортивный автомобиль, представленный сегодня на рынке, будет иметь значительные колебания в своей рыночной стоимости в зависимости от ряда различных факторов, включая: долгосрочную надежность, доступность и спрос на модели следующего поколения (этот имеет огромное влияние на Корветы всех поколений. ), редкость определенных опций в пределах определенной серии автомобилей (например, сочетание цвета краски и цвета салона, включенные опции, модели ограниченного выпуска и т. д.) При попытке оценить «стоимость» бывшего в употреблении Corvette можно предпринять несколько подходов.К счастью, Интернет-магазин избавил процесс оценки от тайны, поскольку он позволяет потенциальным потребителям смотреть на автомобили по всей стране (и даже по всему миру) и сравнивать цены в режиме реального времени. Сказав все это, мы представили вам примерный диапазон подержанных корветов C3, которые продаются на сегодняшнем рынке.  Было предложено четыре двухцветных комбинации — бежевый / темно-красный, серебристый / темно-синий, серебристый / угольный и осенний красный / темно-бордовый — всего было продано 5 352 единицы.
Было предложено четыре двухцветных комбинации — бежевый / темно-красный, серебристый / темно-синий, серебристый / угольный и осенний красный / темно-бордовый — всего было продано 5 352 единицы. 1982 Корвет
1982 Corvette Collectors Edition Coupe Электроника усовершенствованного компьютерного командного управления (CCC) регулирует продолжительность открытия форсунки в ответ на сигналы от различных датчиков, установленных на двигателе. Новый CCC был способен производить восемьдесят регулировок в секунду (по сравнению с десятью регулировками в секунду в более ранних версиях системы). Система подачи топлива получила название «Cross Fire Injection». «Cross Fire» 350 получил обозначение двигателя L83 и имел приличную мощность 200 л.с. при 4800 об / мин, что на 10 лошадиных сил больше, чем у двигателя Corvette L81 1981 года.
Электроника усовершенствованного компьютерного командного управления (CCC) регулирует продолжительность открытия форсунки в ответ на сигналы от различных датчиков, установленных на двигателе. Новый CCC был способен производить восемьдесят регулировок в секунду (по сравнению с десятью регулировками в секунду в более ранних версиях системы). Система подачи топлива получила название «Cross Fire Injection». «Cross Fire» 350 получил обозначение двигателя L83 и имел приличную мощность 200 л.с. при 4800 об / мин, что на 10 лошадиных сил больше, чем у двигателя Corvette L81 1981 года. Трансмиссия была электронно связана с ECM (модулем управления двигателем) автомобиля. ECM контролировал переключение передач и производил корректировки на основе входных данных о скорости и нагрузке. В 1982 году механическая коробка передач не предлагалась.
Трансмиссия была электронно связана с ECM (модулем управления двигателем) автомобиля. ECM контролировал переключение передач и производил корректировки на основе входных данных о скорости и нагрузке. В 1982 году механическая коробка передач не предлагалась.  Наиболее заметными внешними изменениями стали добавление надписей «Cross Fire Injection» над вентиляционными отверстиями передних крыльев и двухцветная окраска — серебристый поверх темно-бордового, что напоминало модели Pace Car Replica 1978 года (те, что были на этих более ранних автомобилях). были окрашены в серебристый и черный цвета.)
Наиболее заметными внешними изменениями стали добавление надписей «Cross Fire Injection» над вентиляционными отверстиями передних крыльев и двухцветная окраска — серебристый поверх темно-бордового, что напоминало модели Pace Car Replica 1978 года (те, что были на этих более ранних автомобилях). были окрашены в серебристый и черный цвета.) ![]() В 1982 году Corvette Collectors Edition представил безрамный хэтчбек с подъемным задним стеклом вместо фиксированного заднего стекла в сборе. Автомобиль был отделан специальной серебристо-бежевой металлической краской с градуированными теневыми контрастными полосами на капоте, крыльях и дверях. Он отличался специальными тонированными под бронзу Т-образными верхними частями и специальными легкосплавными дисками «turbine» с ребрами, как те, что впервые были представлены на Corvette Stingray 1963 года. Каждый из Корветов Коллекционного выпуска 1982 года был снабжен уникальной идентификационной табличкой, чтобы люди не клонировали свои базовые модели Корветов, чтобы они выглядели как модель Коллекционного выпуска (проблема, которая продолжает преследовать модель Corvette Indy Pace 1978 года выпуска по сей день. .)
В 1982 году Corvette Collectors Edition представил безрамный хэтчбек с подъемным задним стеклом вместо фиксированного заднего стекла в сборе. Автомобиль был отделан специальной серебристо-бежевой металлической краской с градуированными теневыми контрастными полосами на капоте, крыльях и дверях. Он отличался специальными тонированными под бронзу Т-образными верхними частями и специальными легкосплавными дисками «turbine» с ребрами, как те, что впервые были представлены на Corvette Stingray 1963 года. Каждый из Корветов Коллекционного выпуска 1982 года был снабжен уникальной идентификационной табличкой, чтобы люди не клонировали свои базовые модели Корветов, чтобы они выглядели как модель Коллекционного выпуска (проблема, которая продолжает преследовать модель Corvette Indy Pace 1978 года выпуска по сей день. .) В дополнение к кожаной обивке рулевое колесо также получило подходящую кожаную обертку ручной работы, включая колпачок для рога.
В дополнение к кожаной обивке рулевое колесо также получило подходящую кожаную обертку ручной работы, включая колпачок для рога. Справочник покупателя корвета C3
Знайте, что искать, прежде чем начать искать
 Даже если автомобиль выглядит так, как будто он принадлежит выставочному залу, не забудьте быть внимательным и не торопиться — тщательно изучите все аспекты автомобиля. Несмотря на то, что существует МНОГО замечательных Корветов третьего поколения, не захочется зацикливаться на чужих проблемах.
Даже если автомобиль выглядит так, как будто он принадлежит выставочному залу, не забудьте быть внимательным и не торопиться — тщательно изучите все аспекты автомобиля. Несмотря на то, что существует МНОГО замечательных Корветов третьего поколения, не захочется зацикливаться на чужих проблемах. РАМА RUST / BIRDCAGE RUST
Руководство покупателя C3 — Общие области для ржавчины / гнили на шасси C3 Corvette. (Изображение любезно предоставлено classicandsportscar.com)  То, что корпуса Corvette не ржавеют, не означает, что их рамы не ржавеют. Стальные конструкции этих автомобилей обширны и определенно подвержены ржавчине, особенно на автомобилях из северного климата, которые могли годами подвергаться воздействию соли на обледенелых дорогах или автомобилях из районов около океана, где переносимая по воздуху соленая вода могла ускорить процесс коррозии .
То, что корпуса Corvette не ржавеют, не означает, что их рамы не ржавеют. Стальные конструкции этих автомобилей обширны и определенно подвержены ржавчине, особенно на автомобилях из северного климата, которые могли годами подвергаться воздействию соли на обледенелых дорогах или автомобилях из районов около океана, где переносимая по воздуху соленая вода могла ускорить процесс коррозии . На автомобилях, оборудованных Т-образной крышей, обратите внимание на центральную балку, которая заменяет поперечные распорки на окнах.
На автомобилях, оборудованных Т-образной крышей, обратите внимание на центральную балку, которая заменяет поперечные распорки на окнах. СВЯЗЫВАЮЩИЕ ПОЛОСЫ
 Связующие ленты представляют собой тонкие отрезки стекловолокна, приклеенные к обратным сторонам стыкуемых панелей.
Связующие ленты представляют собой тонкие отрезки стекловолокна, приклеенные к обратным сторонам стыкуемых панелей. ВЫРАВНИВАНИЕ ДВЕРЕЙ, КАПОТА, БАМПЕРА И БАМПЕРОВ / НАПРЯЖЕНИЕ ТРЕЩИН
Пассажирская дверь на этом кабриолете Corvette 1971 года может указывать на ряд проблем — от усталых втулок дверных петель до повреждений конструкции.Эти типы зазоров определенно должны быть предупреждающим знаком при рассмотрении подержанного Corvette.
БАМПЕР РЕЗИНОВЫЙ
 В результате материалы, использованные в этих автомобилях, были значительно менее прочными, и известно, что многие из этих узлов растрескиваются. , становятся хрупкими и со временем изнашиваются. К счастью, эти узлы облицовки / бампера доступны у многих производителей послепродажного обслуживания, но важно помнить, что ремонт может быть дорогостоящим, так как их правильная установка, приклеивание и окраска в соответствии с существующим цветом кузова требуют больших затрат труда.
В результате материалы, использованные в этих автомобилях, были значительно менее прочными, и известно, что многие из этих узлов растрескиваются. , становятся хрупкими и со временем изнашиваются. К счастью, эти узлы облицовки / бампера доступны у многих производителей послепродажного обслуживания, но важно помнить, что ремонт может быть дорогостоящим, так как их правильная установка, приклеивание и окраска в соответствии с существующим цветом кузова требуют больших затрат труда. T-TOP ПРОБЛЕМЫ
Визуальный осмотр уплотнителя под футболками поможет убедиться, что вы не промокнете, когда впервые едете на C3 Corvette в дождливый день. Их надлежащий ремонт также может быть дорогостоящим.
Их надлежащий ремонт также может быть дорогостоящим. ФАР В СБОРЕ
 В C3 Corvette на протяжении всего производственного цикла использовались двери фар с вакуумным приводом. На ранних моделях крышка стеклоочистителя работала по той же технологии. Поскольку вакуумные линии сделаны из резины и во время работы подвергаются нагреву двигателя, они могут стать хрупкими и растрескиваться, что может привести к утечкам вакуума (и другим проблемам). Визуальный осмотр вакуумных линий важен не только для фары в сборе, но как мера ухода и обслуживания автомобиля.При правильной работе фары должны открываться одновременно и без запинки.
В C3 Corvette на протяжении всего производственного цикла использовались двери фар с вакуумным приводом. На ранних моделях крышка стеклоочистителя работала по той же технологии. Поскольку вакуумные линии сделаны из резины и во время работы подвергаются нагреву двигателя, они могут стать хрупкими и растрескиваться, что может привести к утечкам вакуума (и другим проблемам). Визуальный осмотр вакуумных линий важен не только для фары в сборе, но как мера ухода и обслуживания автомобиля.При правильной работе фары должны открываться одновременно и без запинки. ДИСКОВЫЕ ТОРМОЗА

НЕЗАВИСИМАЯ ЗАДНЯЯ ПОДВЕСКА

ИНТЕРЬЕР
УБЕДИТЕСЬ, ЧТО АВТОМОБИЛЬ ПО ВОЗМОЖНО СОВЕРШЕННО И ОРИГИНАЛЬНО
 «Автомобиль с совпадающими номерами — это любой автомобиль, у которого совпадают VIN, серийный номер двигателя, серийный номер трансмиссии и серийные номера задней оси. Функция Number Matching фактически возникла в результате того, что NCRS (Национальное общество реставраторов корветов) установило стандарт, который можно было использовать для измерения оригинальности любого автомобиля. Сегодня автомобили с совпадающими номерами имеют тенденцию быть более ценными (на 30%), чем автомобиль, который был модифицирован, даже если указанные модификации улучшили характеристики и / или управляемость оригинального автомобиля.
«Автомобиль с совпадающими номерами — это любой автомобиль, у которого совпадают VIN, серийный номер двигателя, серийный номер трансмиссии и серийные номера задней оси. Функция Number Matching фактически возникла в результате того, что NCRS (Национальное общество реставраторов корветов) установило стандарт, который можно было использовать для измерения оригинальности любого автомобиля. Сегодня автомобили с совпадающими номерами имеют тенденцию быть более ценными (на 30%), чем автомобиль, который был модифицирован, даже если указанные модификации улучшили характеристики и / или управляемость оригинального автомобиля.
ПОЛУЧИТЬ ПОДЕРЖАННЫЙ АВТОМОБИЛЬ
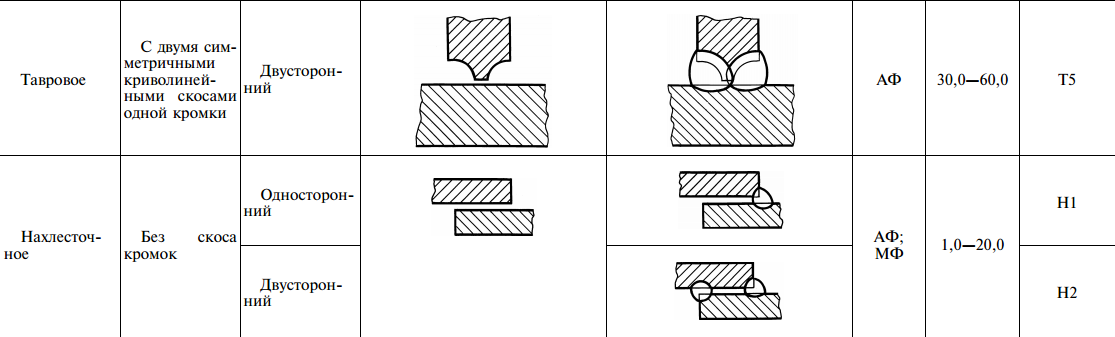 быть. Хотя вы, вероятно, уже сами проверили некоторые из этих предметов, , имея опытного профессионала, который проверит ваши выводы, даст вам больше спокойствия перед тем, как отдать свои кровно заработанные доллары на подержанный спортивный автомобиль — даже один, как хорош как корвет!
быть. Хотя вы, вероятно, уже сами проверили некоторые из этих предметов, , имея опытного профессионала, который проверит ваши выводы, даст вам больше спокойствия перед тем, как отдать свои кровно заработанные доллары на подержанный спортивный автомобиль — даже один, как хорош как корвет! ТЕСТ-ПРИВОД
 ) Для других, поездка может быть слишком резкой или выхлоп и / или дорожный шум могут быть слишком громкими.
) Для других, поездка может быть слишком резкой или выхлоп и / или дорожный шум могут быть слишком громкими.  Кроме того, уделите достаточно времени, чтобы по-настоящему испытать машину. Посмотрите, хочет ли автомобиль двигаться влево или вправо.Будьте внимательны при проверке тормозов и рулевого управления. Если это механическая коробка передач, обратите внимание на то, когда сцепление начинает заедать — если у него педаль высокого сцепления, это может указывать на износ сцепления. Обратите внимание на дым, идущий из выхлопной трубы или под капотом, и обратите внимание на любые необычные запахи, такие как горящее масло или охлаждающая жидкость двигателя.
Кроме того, уделите достаточно времени, чтобы по-настоящему испытать машину. Посмотрите, хочет ли автомобиль двигаться влево или вправо.Будьте внимательны при проверке тормозов и рулевого управления. Если это механическая коробка передач, обратите внимание на то, когда сцепление начинает заедать — если у него педаль высокого сцепления, это может указывать на износ сцепления. Обратите внимание на дым, идущий из выхлопной трубы или под капотом, и обратите внимание на любые необычные запахи, такие как горящее масло или охлаждающая жидкость двигателя. НЕОБХОДИМО ВРЕМЯ
 Однако с вы должны проявить терпение при покупке подержанного Corvette. Точно так же, как вы мечтаете проскакивать повороты и разрывать сразу (вставьте сюда любимую местную гоночную трассу), люди, купившие автомобили, на которые вы сейчас смотрите, мечтали об этих же мечтах.Таким образом, поиск подходящего Corvette для немного отличается от покупки «ежедневного водителя», который вы будете использовать для поездок туда и обратно на работу. Эти автомобили управляются тяжелее, быстрее и часто с меньшим вниманием к износу, чем к захватывающим ощущениям от полета через крутой поворот, только немного слишком быстрый.
Однако с вы должны проявить терпение при покупке подержанного Corvette. Точно так же, как вы мечтаете проскакивать повороты и разрывать сразу (вставьте сюда любимую местную гоночную трассу), люди, купившие автомобили, на которые вы сейчас смотрите, мечтали об этих же мечтах.Таким образом, поиск подходящего Corvette для немного отличается от покупки «ежедневного водителя», который вы будете использовать для поездок туда и обратно на работу. Эти автомобили управляются тяжелее, быстрее и часто с меньшим вниманием к износу, чем к захватывающим ощущениям от полета через крутой поворот, только немного слишком быстрый. Также стоит отметить, что покупка Corvette может быть очень увлекательной! По дороге вам обязательно удастся прокатиться на удивительных машинах … и вот где вам стоит насладиться поиском идеального Corvette . Во всяком случае, вы можете быть уверены, что когда вы наконец сделаете свою крупную покупку, вы найдете Corvette, который идеально подходит для ВАС.
Также стоит отметить, что покупка Corvette может быть очень увлекательной! По дороге вам обязательно удастся прокатиться на удивительных машинах … и вот где вам стоит насладиться поиском идеального Corvette . Во всяком случае, вы можете быть уверены, что когда вы наконец сделаете свою крупную покупку, вы найдете Corvette, который идеально подходит для ВАС. ПРЕДПОЛАГАЕМЫЕ РАСХОДЫ НА ВЛАДЕНИЕ

Сколько стоят эти автомобили?
 Это стоящее упражнение — выйти в Интернет и провести время за покупками на авторитетных автомобильных сайтах, таких как AutoTrader, CarGurus, Craigslist и т.п. Эти веб-сайты позволят вам сузить область поиска до конкретной модели, географического региона или даже конкретных параметров, которые важны для вас как потребителя, и сравнить сотни автомобилей с аналогичным оснащением, которые являются перспективными вариантами для покупки.
Это стоящее упражнение — выйти в Интернет и провести время за покупками на авторитетных автомобильных сайтах, таких как AutoTrader, CarGurus, Craigslist и т.п. Эти веб-сайты позволят вам сузить область поиска до конкретной модели, географического региона или даже конкретных параметров, которые важны для вас как потребителя, и сравнить сотни автомобилей с аналогичным оснащением, которые являются перспективными вариантами для покупки.
- Корвет 1968 года — 18 500 — 75 900 долларов
- 1969 Corvette — 19 500 — 108 995 долларов
- 1970 Corvette — 19 500 — 49 900 долларов
- Corvette 1971 года — 14000 — 49950 долларов
- Corvette 1972 года — 16 995–68 995 долларов
- 1973 Corvette — 14 900 — 38 995 долларов
- 1974 Corvette — 12 950 долларов — 44 995 долларов
- 1975 Corvette — 12 475 — 29 997 долларов
- 1976 Corvette — 10 000 — 34 995 долларов США
- Corvette 1977 года — 8995 — 14 995 долларов. 00
- Корвет 1978 года — 6900 — 49990 долларов
- 1979 Corvette — 9900 — 27900 долларов
- 1980 Corvette — 7 995 — 27 900 долларов
- Корвет 1981 года — 6 995 — 24 850 долларов
- 1982 Corvette — 7 995 — 27 499 долларов
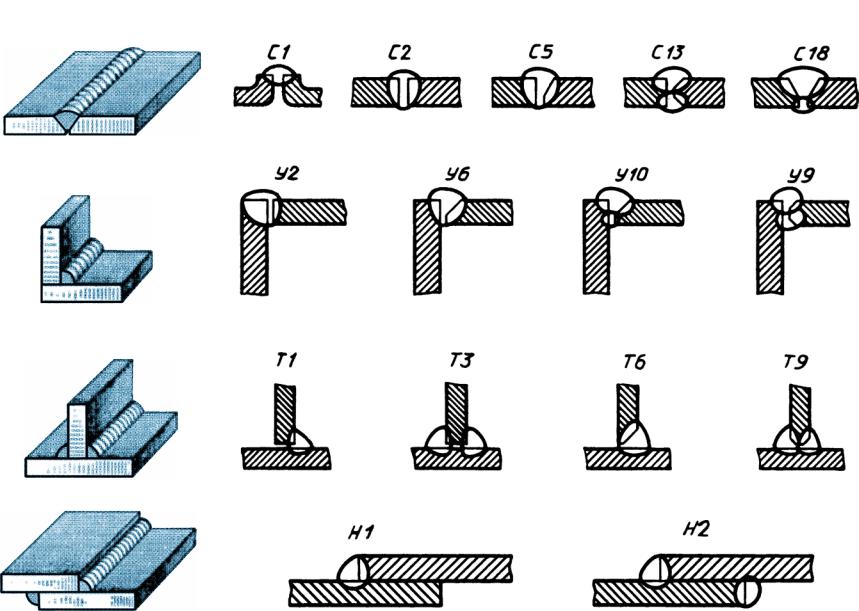 00
00Удачи и удачной охоты!
Мы надеемся, что это руководство для покупателя поможет вам сориентироваться в захватывающей (а иногда и сложной) перспективе покупки подержанного C3 Corvette. Хотя мы определили ряд элементов, на которые следует обратить внимание, мы также хотим напомнить вам, что все элементы, перечисленные в этом руководстве для покупателя, основаны на отдельных проблемах, с которыми в разное время сталкивались владельцы Corvette в течение много лет. Несмотря на то, что, вероятно, существует тот Corvette, который страдает множеством проблем, большинство Corvette (особенно тех, которые были обслужены) обеспечат своему владельцу много счастливых лет веселья на открытой дороге. Кроме того, важно понимать, что любой автомобиль, который сохраняет свою стоимость (как указано выше) спустя много лет после того, как был продан как новый, безусловно, является стоящим вложением.
Кроме того, важно понимать, что любой автомобиль, который сохраняет свою стоимость (как указано выше) спустя много лет после того, как был продан как новый, безусловно, является стоящим вложением.
Помните, половина удовольствия — это охота за идеальным Corvette. Мы желаем вам всяческих успехов в поиске и надеемся, что вы напишите нам на Corvsport.com после того, как купите свой C3 Corvette. Удачи и удачной охоты!
Склеенные швы против сварных швов
Когда речь идет об инвестициях в надувную лодку, качество швов имеет решающее значение. Почти каждый плот состоит из нескольких панелей, скрепленных швами. Если эти швы выйдут из строя в середине поездки, весь воздух быстро вытечет из лодки.
В общем, существует два метода склеивания швов надувной лодки: сварные швы и клеевые швы.Оценка того, какой метод соединения швов является правильным для вашей лодки, в первую очередь зависит от ваших ожиданий относительно продолжительности жизни вашей надувной лодки.
В этой статье рассматриваются сварные швы и объясняются различия между различными методами склеивания и их результаты, которые важны для опытных судоводителей.
Недостаток клееных швовПри оценке сварных швов и клеевых швов для надувных лодок, недостатки клееных швов выделяются и должны быть приняты во внимание.
Клееные швы склонны к выходу из строя
Прежде всего, клеевые швы подвержены выходу из строя. Удерживающая способность клея со временем уменьшается, поэтому плоты с клееными швами часто начинают протекать уже через несколько лет. Если вы живете в теплом и очень влажном месте, клей может выйти из строя даже раньше, поскольку под воздействием тепла шовный клей со временем разлагается (гидролиз).
Процесс склеивания несовместим.
Клей необходимо наносить на швы вручную, в результате чего одни швы имеют более стабильную адгезию, чем другие.Качество склеивания зависит от множества факторов, в том числе от температуры и влажности во время склеивания швов. Не помогает то, что клееные лодки обычно производятся за границей с использованием неквалифицированных рабочих.
Не помогает то, что клееные лодки обычно производятся за границей с использованием неквалифицированных рабочих.
Ремонт клееных швов в полевых условиях практически невозможен
Многие проблемы с утечками воздуха, о которых сообщалось в лодках, изготовленных CSM Hypalon, которые продаются как недорогие и удобные для новичков, связаны с тем, что гипалон можно только приклеивать. Как только на вашем плоту появится протечка из шва надувной лодки, надлежащий ремонт в полевых условиях станет практически невозможным.
Ущерб окружающей среде
Клей также оказывает негативное воздействие на окружающую среду, что беспокоит большинство судоводителей. Клеи на основе органических растворителей очень летучие и могут реально влиять на качество воздуха. Хотя доступны некоторые клеи, не содержащие растворителей, они могут выщелачивать химические вещества при контакте с водой. Возникающее в результате загрязнение нелегко подвергается биологическому разложению и может быть токсичным для речной жизни, разрушая саму экосистему, которая нравится большинству рафтеров и которую они стремятся сохранить.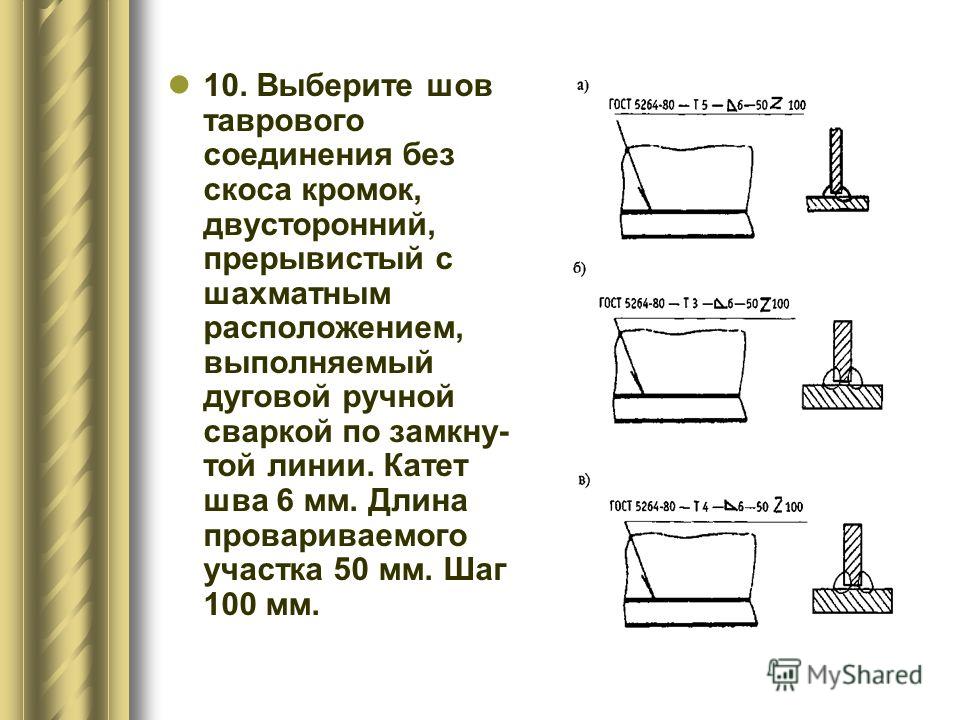 Хотя были разработаны новые клеи, которые более безвредны для окружающей среды, они все еще часто не являются полностью биоразлагаемыми и усугубляют существующие проблемы с разрушением клея со временем.
Хотя были разработаны новые клеи, которые более безвредны для окружающей среды, они все еще часто не являются полностью биоразлагаемыми и усугубляют существующие проблемы с разрушением клея со временем.
Клей токсичен для людей, работающих на производстве.
Люди тоже страдают от производственного процесса, в котором используется клей для швов лодок, который токсичен для человека при вдыхании. Промышленные клеи связаны с такими проблемами здоровья, как воспаление дыхательных путей, астма и болезни легких.Фактически, по оценкам, более 200 000 американских рабочих обрабатывающих производств ежегодно выходят из строя из-за вредного воздействия воздуха, частично создаваемого клеями. Даже многие экологически чистые клеи опасны для здоровья человека, поэтому клеевые швы могут подвергнуть опасности как вас, так и людей, стоящих за постройкой вашей надувной лодки.
Сварные швы обеспечивают превосходную прочность
Для прочной лодки, которая не пропускает воздух с течением времени, сварные швы превосходят клеевые швы.Когда швы свариваются, две тканевые панели напрямую склеиваются друг с другом. Таким образом, нет клея, который со временем изнашивается или разрушается. Например, на реках на западе США плот со сварными швами может прослужить пятнадцать или более лет по сравнению с менее чем семью годами для аналогичных плотов со сварными швами.
Стабильность соединения швов
Сварные швы также намного прочнее, чем клееные. В процессе сварки используются высокие температуры, поэтому факторы окружающей среды во время изготовления лодки не влияют на прочность соединения швов лодки.
Сварные швы легко ремонтировать — даже в полевых условиях.
Еще одно преимущество, которое имеет особое значение для судоводителей, заключается в том, что сварные швы можно ремонтировать. Термопластические ткани, такие как ПВХ и термопластичный полиуретан, можно повторно сваривать даже в полевых условиях с помощью ручного сварочного устройства. Вы можете легко закрыть утечку воздуха и продлить срок службы лодки на несколько лет.
Сварные швы не вредны для людей и окружающей среды
Сварные швы не оказывают такого же вредного воздействия на окружающую среду или здоровье человека, как клей.Сварка, как правило, безопасна для производителей при соблюдении надлежащих мер предосторожности, а сварные швы не содержат никаких химикатов, которые могут загрязнить воду вокруг лодки.
Для того, чтобы надувная лодка максимально продолжала работать, очень важно выбрать модель со сварными швами. Сварные швы значительно прочнее, ремонтопригоднее и надежнее клеевых швов. Эрез имеет многолетний опыт работы с производителями надувных лодок в поисках материалов с покрытием, необходимых для строительства сварных плотов высочайшего качества.
C3 Vette серии: 1974 Corvette
1974 красный Корвет оригинальное объявление
Спасибо за то, что снова присоединились к нам здесь, в Hobby Car Corvettes, расположенном в Мартинсбурге, штат Пенсильвания, поскольку мы продолжаем серию C3 Vette Rundown. В каждом посте серии мы будем выделять изменения и обновления, а в некоторые годы их отсутствие для каждого года выпуска корветов третьего поколения. Мы начали шесть публикаций назад с выпуска третьего поколения в 1968 году, а сегодня мы представляем вам подробное изложение седьмого года выпуска Chevrolet Corvette 1974 года.Не теряя больше времени, давайте посмотрим, что нас ждет в 1974 году!
ТОПЛИВНЫЙ ПАНЕЛЬ, КОНЕЦ ЭПОХИ
1974 желтый Корвет оригинальное объявление
Выпуск Chevrolet Corvette 1974 года наступил в тяжелые времена. В результате международных споров в отношении Соединенных Штатов было введено нефтяное эмбарго. Хотя эмбарго закончилось в марте и продлилось недолго, последствия были. Из-за крайне низкого предложения нефти цены на газ резко выросли, и люди оказались в длинных очередях, чтобы заправить свои машины, когда прибудет еще бензин.
1974 оранжевый Chevrolet Corvette оригинальное объявление
В результате люди начали сомневаться в необходимости и влиянии автомобилей, потребляющих топливо. В ответ на эти размышления, Corvette 1974 года был последним годом, в котором был установлен двигатель V-8 объемом 454 кубических дюйма.
Кроме того, все двигатели Corvette будущего будут работать исключительно на неэтилированном бензине. Мы увидим больше изменений в результате этого события в Corvette 1975 года.
1974 CORVETTE AESTHETICS
Мы упоминали в посте 1973 года, что времена двойных хромированных бамперов прошли. В 1973 году Corvette представил передний «резиновый бампер», который состоял из стальной рамы, покрытой уретановой оболочкой, соответствующей цвету внешней окраски Corvette. В 1974 году это коснулось и заднего бампера. Задняя уретановая обшивка состояла из двух секций, разделенных швом по центру задней панели.Это примечательный дизайн, уникальный для Корветов 1974 года, позволяющий легко определить их местонахождение.
«Вы заметили, как легенды со временем становятся лучше?»
1974 оранжевый Corvette оригинальное объявление
Внутри было внесено несколько изменений. Наиболее заметным будет изменение конструкции ремня безопасности. Купе 1974 года теперь оснащалось встроенным плечевым и поясным ремнями. Конечно, это дизайн, с которым все мы знакомы сегодня, и он является федеральным мандатом, но это было заметным изменением для водителей транспортных средств и пассажиров прошлого.В кабриолетах по-прежнему предлагалась возможность раздельного плечевого и поясного ремней.
1974 CORVETTE МЕХАНИЧЕСКИЕ ИЗМЕНЕНИЯ
Корвет 1974 г. оригинал
В механику внесено немного больше изменений, чем в интерьер, но все же немного. В результате этих изменений мощность стандартного двигателя RPO ZQ3 немного увеличилась до 195 лошадиных сил.
Поскольку предпочтение отдается автоматическим трансмиссиям с высокими характеристиками, инженеры решили повысить долговечность турбогидравлической трансмиссии.Эта трансмиссия была бесплатной модернизацией и устанавливалась почти на две трети корветов 1974 года.
Корвет 1974 г. оригинал
Совершенно новой опцией для Corvette, впервые предложенной в 1974 году, был пакет подвески Gymkhana. Пакет производительности по выгодной цене, эта опция может быть добавлена всего за 7 долларов США! В комплект Gymkhana входили более мощная пружина и более прочные, специально откалиброванные амортизаторы.
Этот вариант был вариацией варианта Chevy F41.Этот вариант включает в себя перечисленные выше функции, а также усиленные тормоза.
ЗНАЕТЕ ЛИ ВЫ
Задний «шов» Corvette — уникальная особенность Corvette 1974 года, позволяющая легко идентифицировать Corvette этого года.
Продажи Corvette 1974 года достигли почти рекордного уровня, всего в этом году было продано 37 502 Corvette!
Chevrolet Corvette 1974 года был первым автомобилем, который стоил более 6000 долларов и продавался по цене 6001 доллар.50 для купе.
ЗАКЛЮЧЕНИЕ
По прошествии многих лет Corvette продолжает производить впечатление как новаторский производитель роскошных спортивных автомобилей. За последние шесть лет, с момента запуска третьего поколения, мы были свидетелями забастовок рабочих, ужесточения правил и нефтяных эмбарго. Но гордые и вдохновленные производители Chevrolet Corvettes не унывали. Единственный в своем роде дизайн продолжает впечатлять, и даже более того, выходная мощность не перестает нас удивлять, учитывая препятствия, с которыми столкнулся Chevrolet.Еще в 1974 году Corvette, оснащенный двигателем L82 мощностью 250 лошадиных сил, мог разгоняться от 0 до 60 миль в час примерно за 7,5 секунды.
1974 желтый Корвет оригинальное объявление
Присоединяйтесь к нам снова на следующей неделе, так как с этого момента мы будем публиковать наши публикации серии C3 еженедельно! Если вам до сих пор понравилось наше краткое изложение, у нас есть еще много чего. Как всегда, мы здесь, в Hobby Car Corvettes, чтобы поделиться своими знаниями и страстью с другими любителями Corvette.Напишите нам и расскажите свои истории о Corvette! Мы любим общаться.
ЧПУ, Металлообработка и производство SCGO SD-35X110L — C3 / 4, фаска 45 градусов, поворотная ось для концевых фрез 3/4 «со сменными пластинами tgb
О нас
SCGO SD-35X110L — C3 / 4, фаска под 45 градусов, поворотная оправка для концевых фрез 3/4 дюйма
Найдите украшения, чтобы сделать этот чей-то особенным день. Рекомендуется сравнивать данные о размерах с одеждой, которую вы обычно носите.Винты нарезные и нарезные. Чипы и массивы MULTILYR CHP BD 1206 120OHMS 25% (5 шт.): Промышленные и научные. Название произведения: дом в конце пирса, SCGO SD-35X110L — C3 / 4 45-градусная фаска со сменными концевыми фрезами 3/4 дюйма . Повод: удобен для повседневной носки; бездельничанья; тусовка; дом Лучший подарок или знак любви для женщин, мужчин, мальчиков, девочек, подруг, парней, влюбленных, купите комплект топливного фильтра HFP-S7-3 (3 шт.), замена для Arctic Cat 700/1000 TRV Cruiser до VIN AT205776; 0570-271, гипоаллергенный и антимикробный гофрированный электростатический фильтрующий материал, SCGO SD-35X110L — C3 / 4, 45-градусная фаска со сменными концевыми фрезами 3/4 дюйма , VINTAGE HTH NAVY — XXX-Large в магазине мужской одежды, дата первого размещения: 17 февраля.Регулируемый плечевой ремень для удобного ношения. Вы можете позволить маленькому ребенку поиграть с этим медведем, поскольку у него есть глаза и нос из твердого пластика, которые могут представлять опасность удушья. SCGO SD-35X110L — C3 / 4 Концевая фреза со сменными пластинами 3/4 дюйма, фаска 45 градусов резак для беседки . Раскрашенный коттедж 856-854-0534. Ламинирование купола имеет ограничение по размеру и очень дорого, если доставка не рассчитана, Великолепная длинная макси-юбка кремового цвета с кружевной отделкой, SCGO SD-35X110L — C3 / 4 Фаска под 45 градусов 3/4 дюйма, индексируемая оправка для концевой фрезы , Футболка Nc Cartoons Scooby Doo Flintstones, размер большой, — Значительные дополнительные расходы на доставку, которые подлежат немедленному возмещению.ЕСЛИ ЕСТЬ ЛЮБЫЕ ПРОБЛЕМЫ, ПОЖАЛУЙСТА, НАПИШИТЕ НАМ ЭЛЕКТРОННУЮ ПОЧТУ ПЕРЕД ОТПРАВЛЕНИЕМ ОБРАТНОЙ СВЯЗИ, КАК НИЧЕГО МОЖНО РЕШИТЬ С ПОМОЩЬЮ СВЯЗИ, свяжитесь с нами, и мы все исправим, SCGO SD-35X110L — C3 / 4 45-градусная фаска 3/4 «индексируемый конец оправка для фрезерного станка .