Соединение со скосами — Энциклопедия по машиностроению XXL
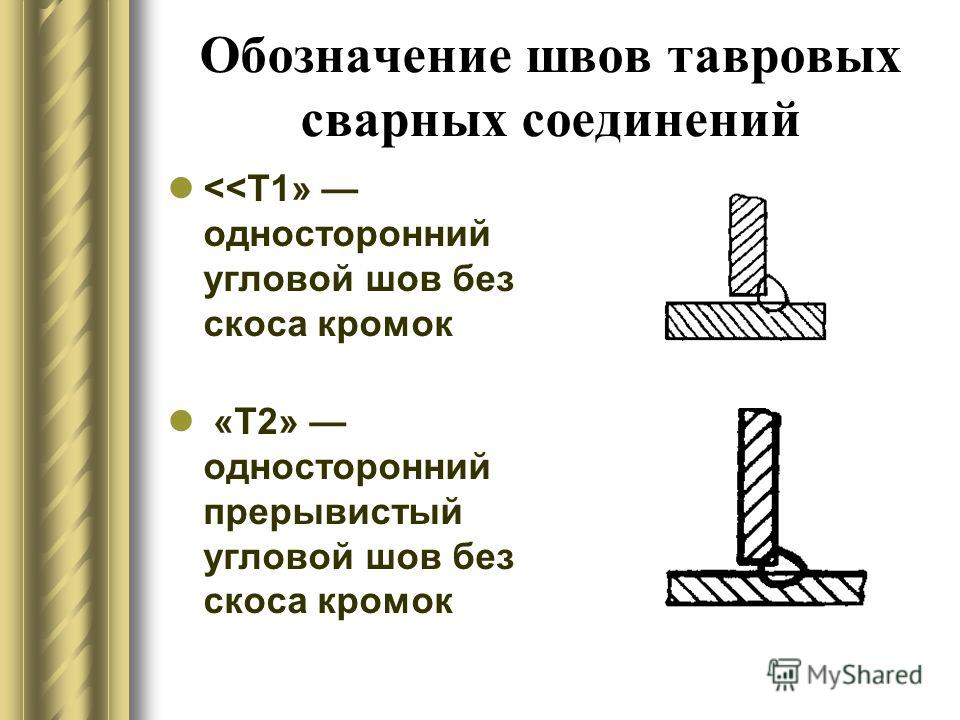
Последовательность расчета режима сварки швов стыковых соединений со скосом кромок аналогична предыдущему. [c.194]У2 — угловое соединение, со скосом кромок, шов односторонний (это записано в ГОСТ 15164—69) ШЭ — электрошлаковая сварка -2 — катет шва 12 мм нет букв А или П — значит сварка выполнена ручным способом [c.200]
Шов углового соединения со скосом кромок, выполняемый электрошлаковой сваркой проволочным электродом по замкнутой лннии. Катет шва 22 мм. [c.305]
Шов таврового соединения без скоса кромок, односторонний, выполняемый электродуговой ручной сваркой по замкнутому контуру. Катет шва 5 мм Шов углового соединения со скосом одной кромки, двусторонний с предварительным наложением под-варочного шва, выполняемый автоматической сваркой под флюсом по замкнутой линии Шов нахлесточного соеди-кения, трехрядный с шахматным расположением точек, выполняемый контактной точечной электросваркой.

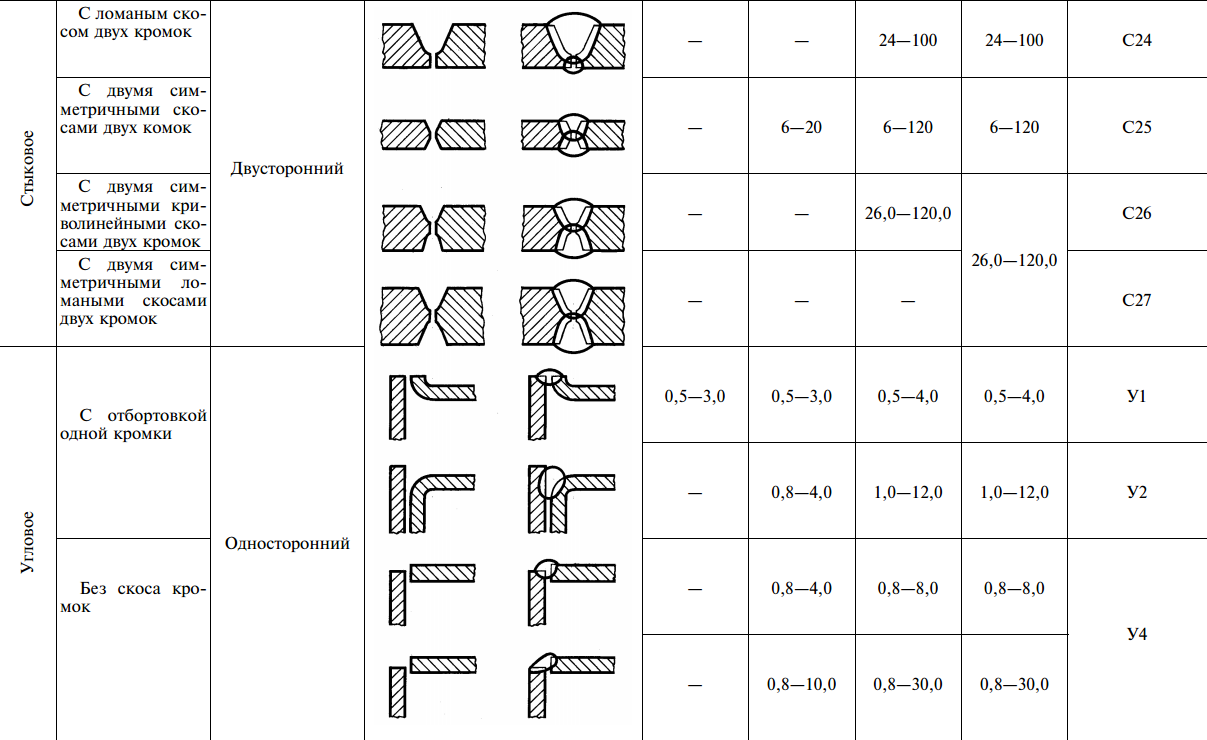
На чертежах к буквенному обозначению добавляют цифровое С1, С2, СЗ, /У/, И2, ИЗ, У/, У2, УЗ, Т1, Т2, ТЗ, характеризующее вид подготовки кромок и интервал толщин свариваемых деталей, например (рис. 8.95, а—з) а — стыковое соединение с отбортовкой кромок, толщина сваривае мых листов 1…4 мм — С/ б — то же, со скосом обеих кромок, толщина 3… 60 мм — С7 в — нахлесточное соединение без скоса кромок, толщина 2.. 60 мм, шов односторонний — И , г — нахлесточное соединение с такими же условиями, но шов двусторонний — Н2 д — угловое соединение без скоса кромок, толщина листов 1… 30 мм — У4 е — угловое соединение со скосом одной кромки, толщина листов 3…60 мм — У7 ж — тавровое соединение, шов односторонний, без скоса кромок, толщина листов 2.. 30 мм — Т1 3 — тавровое соединение, шов двусторонний с двумя скосами одной кромки, толщина листов 12…100 мм — Т9. (Более подробные сведения см. в ГОСТ 5264—80.)
[c. 273]
273]
Примеры обозначений (рис. 8.101) а — шов стыкового соединения со скосом одной кромки, двусторонний, со снятием выпуклости с обеих сторон, с требуемой шероховатостью обработанных поверхностей, выполняемый ручной [c.275]
Чаще всего применяют стыковое соединение со скосом кромок под углом 45° (вид 1). Значительно сложнее соединения с вязкой угла в цшп, [c.187]
Чаще всего применяют стыковое соединение со скосом полок под углом 45° (вид 7), обычно в сочетании с усиливающими косынками (вид 8). [c.187]
При вязке трубчатых рам чаще всего применяют стыковое соединение со скосом торцов под углом 45° (рис. 196,1). [c.191]
Большое значение имеет конструкция швов. Например, прочность при переменных нагрузках тавровых соединений со скосами кромок в связи с меньшей концентрацией напряжений в 1,5 раза выше, чем без разделки кромок. От постановки [c.66]
Тавровые соединения со скосом одной кромки
[c. 409]
409]
Тавровое соединение со скосом одной кромки. Сварка в лодочку по ручной подварке корня шва [c.318]
Стыковые соединения со скосом одной или двух кромок сваривают одно- или многослойными стыковыми швами. Корень шва выполняют электродом диаметром не более 4 мм, а последующие валики наплавляют, используя электроды большего диаметра. Толщина отдельного слоя не должна превышать 5 мм. [c.201]
Сварку угловых соединений выполняют с наклоном электрода или в лодочку . При сварке без разделки кромок угол наклона электрода к полке должен составлять 40..,50°. В соединениях со скосом кромки электрод направляют в угол разделки. Швы с катетом более 8 мм сваривают в лодочку для улучшения формирования шва и повышения скорости сварки. [c.213]
Стыковые соединения со скосом кромок. Детали толщиной до 8. им можно сваривать за один проход. Детали большей толщины, а также детали ответственного назначения нужно сваривать много
[c. 41]
41]
Несмотря на эти недостатки, нахлесточное соединение применяют довольно часто. Иногда применяют специальную форму нахлесточного соединения — со скосом кромок листов (фиг. 6,6). [c.258]
Швы тавровых и угловых соединений без скоса кромок могут выполняться как в положении в лодочку>. гак и в положении, указанном в табл. 50 iTI — Т7). Данные табл. 5 (выполненные швы Т8, ТЮ и ТП) относятся к случаю выполнения швов тавровых соединений со скосом кромок в лодочку>.
Рекомендуемые схемы создания сварочного давления и закрепления материала на различных этапах технологического процесса при сварке фторопласта-4 толщиной 3-10 мм встык со скосом кромок с подачей давления на шов приведены в табл. 3.9, без подачи давления на шов-в табл. 3.10, при сварке фторопласта-4 толщиной 10-20 мм-табл. 3.11. При сварке нахлесточных соединений следует применять те же схемы, что и при сварке стыковых соединений со скосом кромок, однако прижимные устройства в этом случае должны закреплять материал не по длине шва, а с его торцов. [c.41]
[c.41]
Шов углового соединения со скосом одной кромки, двусторонний с предварительным наложением подварочного шва, выполняемый автоматической сваркой под флюсом по замкнутой линии (рис. 358, г). [c.313]
В соединениях со скосом кромок последние притупляют, чтобы предотвратить сквозное проплавление (прожоги) металла (причем для автоматической сварки под флюсом притупление кромок должно быть значительно большим, чем для ручной сварки). Зазор между свариваемыми кромками оставляют для увеличения глубины провара. Этот зазор, а также размер разделки кромок по длине соединения должны быть по возможности равномерными. Соединения выполняют с одно- и двусторонним скосами кромок. [c.98]
Швы угловых соединений со скосом одной кромки, двусторонние (-С ручной подваркой корня шва) Ар-У11 и Пр-У11 [c.106]
Длина прихватки зависит от толщины свариваемого металла и составляет от 20 до 80 мм. Расстояние между прих ватками по длине соединения должно быть не больше 500 мм, особенно в соединениях из толстолистового металла. Высота усиления прихватки не должна превышать 3 мм. При сборке стыковых соединений со скосом кромок прихватки по длине стыка ставить не рекомендуется, так как в противном случае в соединении при сварке могут
Высота усиления прихватки не должна превышать 3 мм. При сборке стыковых соединений со скосом кромок прихватки по длине стыка ставить не рекомендуется, так как в противном случае в соединении при сварке могут
Шов углового соединения со скосом кромок, осуществляемый электрошлаковой сваркой плавящимся мундштуком. Катет шза 48 мм [c.50]
Движения, способствующие усиленному прогреву кромок и корня шва. Используются прн сварке стыковых соединений со скосом двух кромок и угловых соединений в нижнем и вертикальном положениях [c.275]
Стыковые соединения со скосом одной кромки (размеры в мм) [c.87]
Стыковое соединение со скосом двух кромок односторонним [c.88]
Угловое соединение со скосом одной кромки и двусторонним швом [c.89]
Таблица 24. Режимы автоматической сварки под флюсом стыковых соединений со скосом двух кромок [c. 62]
62]Конструктивные элементы основных типов швов сварных соединений из углеродистых или низколегированных сталей, свариваемых автоматической или полуавтоматической сваркой под слоем флюса, приведены в табл. 284. Указанные в ней размеры на ширину швов являются рекомендуемыми. Величина катета к углового шва и диаметр точки точечного шва выбираются по наименьшей толщине свариваемых деталей. Швы тавровых и угловых соединений без скоса кромок можно выполнить как в положении в лодочку , так и в положении, указанном для ш в А-Т1, П-Т1, А-Т4, П-Т4, Ар-Т1, Пр-Т1, П-Т2, П-ТЗ, П-Т5, П-Т6 и П-Т7. Данные для швов Ар-Т8, Пр-Т8, А-Т10, П-ТЮ, Ар-ТИ и Пр-ТП относятся к случаю выполнения швов тавровых соединений со скосом кромок в лодочку .
Швы тавровых соединений со скосом одной кромки, двусторонние, с ручной подваркой Ар-Т8 и Пр-Т8 [c.524]
Рис. 5. Примеры обозначений а — днустороНЕШЙ шов стыкового соединения со скосом одной кромки, выполняемый электроду говой ручной сваркой при монтаже 6 — односторонний шов стыкового соединения без скоса кромок, на остающейся подкладке, выполняемый сваркой нагретым газом с присадкой (для изделий из винипласта или полиэтилена) в — двусторонний шов таврового соединения без скоса кромок, прерывистый с шахматным расположением, выполняемый плектродуговой сваркой в защитных газах по замкнутой линии катет шва 6, / 50, t = 100 мм г — двусторонний шов углового соединения без скоса кромок, выполняемый автоматической сваркой под флюсом по замкнутой линии д — односторонний шов внахлестку, выполняемый дуговой сваркой алюминия по незамкнутой линии катет [пва 5 мм е — шов, выполняемый контактной роликовой электросваркой шаг шва 6 мм ж — шов соединения внахлестку с двумя электрозаклепками диаметром 11 мм. 5. Примеры обозначений а — днустороНЕШЙ шов стыкового соединения со скосом одной кромки, выполняемый электроду говой ручной сваркой при монтаже 6 — односторонний шов стыкового соединения без скоса кромок, на остающейся подкладке, выполняемый сваркой нагретым газом с присадкой (для изделий из винипласта или полиэтилена) в — двусторонний шов таврового соединения без скоса кромок, прерывистый с шахматным расположением, выполняемый плектродуговой сваркой в защитных газах по замкнутой линии катет шва 6, / 50, t = 100 мм г — двусторонний шов углового соединения без скоса кромок, выполняемый автоматической сваркой под флюсом по замкнутой линии д — односторонний шов внахлестку, выполняемый дуговой сваркой алюминия по незамкнутой линии катет [пва 5 мм е — шов, выполняемый контактной роликовой электросваркой шаг шва 6 мм ж — шов соединения внахлестку с двумя электрозаклепками диаметром 11 мм.
|

Согласно данным табл. 1 основными конструктивными элементами разделки являются угол разделки кролюк, притупление и зазор в стыке. Угол разделки кромок для V-и X-образных соединений берут равным 60°, а для У-образного соединения со скосом одной кромки так же, как и для К-образного соединения, равным 50°. [c.245]
Угловые соединения со скосом кромок 1 учная электродуговая сварка (ГОСТ 5264—56) [c.278]
Шов стыкового соединения со скосом двух кромок, двусторонний, выполняемый электродуговой ручной сваркой при моптаже изделия. Усиление снято с лицевой стороны. Шероховатость лицевой поверх- [c.50]
Стыковые соединения толщиной до 1,5 мм свариваются без зазора, соединенпя толщиной от 2 до 6 м. и — с зазором 1,5—2,0 м.и без скоса кромок, выше 6,0 мм — со скосом. Тавровые соединения со скосом кромок применяются при толщинах более 3 м.и. Углы скоса кромок должны быть не менее 45°.
[c.483]
и — с зазором 1,5—2,0 м.и без скоса кромок, выше 6,0 мм — со скосом. Тавровые соединения со скосом кромок применяются при толщинах более 3 м.и. Углы скоса кромок должны быть не менее 45°.
[c.483]
низкие цены и гибкие условия оплаты
Строительство металлоконструкций не обходится без свариваемых балок-двутавров. Из них создают каркасы зданий различного назначения: административных, сельскохозяйственных, производственных, коммерческих, жилых.
Процесс производства изделий имеет несколько этапов:
- Металл кроится на детали нужного размера.
- Кромки разделываются на специализированном станке.
- Полосы собираются на сборочном агрегате.
- На сварочном стане металлические детали соединяются сваркой.
Качество крепления и отсутствие пропусков контролируются лазером. После сварки детали правят на специальном оборудовании, фрезеруют и сверлят на 3-мерных аппаратах с ЧПУ. Готовая конструкция очищается под покраску дробеструйной установкой — разнонаправленным воздействием дробь удаляет с поверхности металлоизделия ржавчину, грязь, жир.
Преимущества для строительства и реконструкции зданий
- Сокращение веса деталей без потери их прочности.
- Возможность строить опоры экономичной конфигурации, сделать конструкцию легче, а ее фундамент — дешевле.
- Легкость в эксплуатации — пригодность для объектов с различной архитектурой.
- Доступная стоимость строений на каркасе из сварного двутавра.
Применение на объектах промышленного назначения
Двутавры выпускаются на конвейере, где автоматически режутся, собираются и свариваются под флюсом. Производственный процесс обеспечивает балкам полный провар, точные геометрические параметры и превосходный вид. Сварочный шов деталей контролируется ультразвуком.
Катаные балки 60Б — это катаные изделия максимальных габаритов, которые выпускаются на промышленном производстве. Поэтому для создания конструкций с более высокой несущей способностью и жесткостью, чем у прокатных изделий, сваривают стандартные. Сократить стоимость металлоизделий позволяют:
Сократить стоимость металлоизделий позволяют:
- комбинирование стали разных марок — из более прочной выполняются более напряженные узлы, из металлоулеродистой — менее;
- использование в сечении разнотипной стали для стенок и полок;
- выполнение переменного сечения — сокращение веса до 10% и увеличение рентабельности проектов;
- изготовление изделий с разрезами, перфорацией, отверстиями.
Номенклатура
Двутавровые балки различны по типоразмерам:
- параллельнополочные;
- широкополочные;
- нормальные;
- для подвесных конструкций;
- скошеннополочные;
- колонные;
- усиливающие шахты.
Изделия стандартных типоразмеров с нормальными, широкими и колонными полками выпускаются из сталей С245, С255 с содержанием углерода и С345 (09Г2С) с низким легированием. Балочные швы регламентируются ГОСТ 23118-99 и СП 53-101-98, по типологии маркируются как С12(15/21) — согласно ГОСТ 8713-79.
По ГОСТ 26020-83 свариваются поясные швы у типовых прокатных изделий величиной 30-150, по ГОСТ 23118-99и СП 53-101-98 — у рядовых двутавровых, которые используются как колонны или при невысоких нагрузках. Типология шва в таких случаях соответствует ГОСТ 8713-79.
Типология шва в таких случаях соответствует ГОСТ 8713-79.
Стандартные прокатные балки величиной 30-150 регламентируются СТО АСЧМ 20-93.
При выполнении тавровых швов у усиленных, крановых, металлоизделий фаски разделываются, основание шва зачищается, и шов полностью проваривается согласно ГОСТ 23118-99, СП 53-101-98. В данном случае типология шва Т8 отвечает ГОСТ 8713-79.
Балки иных конструкций изготавливаются по ГОСТ 26020-83 и ТУ 0925-001-81769030-2007 для аналогичных модификаций, для не аналогов — по ГОСТ 23118-78 и СП 53-101.
Цены на двутавры
На весь листовой прокат по требованию клиентов мы предоставляем сертификат соответствия и качества продукции. Стоимость тонны балок-двутавров варьируется из-за переменных расценок на сырье и складывается из стоимости изготовления металлоизделий и самого металла.
Индивидуально определяется стоимость изготовления профиля с усечением, фланцевыми соединениями, перфорацией, из биметалла, с ребрами жесткости. Под заказ обрабатываются торцы балок, производится их дробеструйное очищение, грунтование.
Под заказ обрабатываются торцы балок, производится их дробеструйное очищение, грунтование.
Сортамент сварного двутавра
Приобрести сварные двутавры любого типоразмера вы можете в ООО «ТД «МегаСталь», обратившись по телефону +7 (800) 200-01-82 или отправив сообщение в форме обратной связи.
Оставить заявку:
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
СВАРКА, П А ЙКА
И ТЕ РМ ИЧЕСКА Я
РЕЗКА МЕ ТА ЛЛОВ
ЧАСТ Ь 2
ГОСТ 11534 -75
И здательство СТАНДАРТОВ
Москва 1991
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
РУЧН А Я
ДУГОВАЯ СВАРКА. СОЕДИН Е НИЯ
СВА РНЫЕ ПОД ОСТРЫМИ Основные типы,
конструктивные Hand arc welding . Acute and blunt |
ГОСТ |

Дата введе н ия 01 .01 .77
1 .
Настоящий стандарт устанавливает основные типы, конструктивные элементы и
размеры сварных соединен ий конструкций из
углеродистых и низколегированных сталей, выполняемых ручной дуговой сваркой
плавящимся электродом во всех пространственных положениях при толщине
свариваемого металла до 60 мм включительно с
расположением свариваемых деталей под острыми и тупыми углами.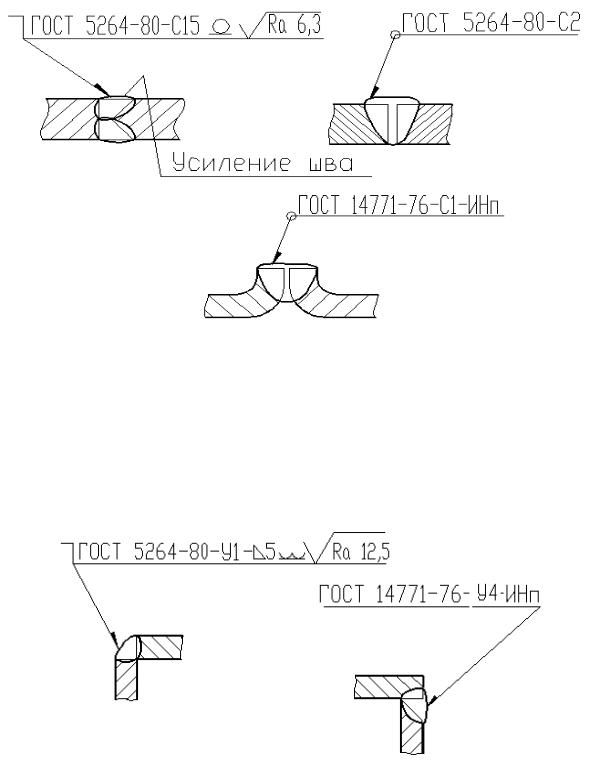
Стандарт не устанавливает типы, конструктивные элементы и размеры сварных соединений трубопроводов и сварных швов, выполняемых сваркой с глубоким проплавлением.
Требования настоящего стандарта являются обязательными.
(И змененная редакция, Изм. № 1 ).
2 . Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Таблица 1
|
Т и п соедин ения |
Форма подготовленных кромок |
Характер выполненного шва |
Форма поперечного сечения подготовленных кромок и выполненного шва |
Толщина свариваемых деталей, мм |
Угол соединения деталей β, град |
Условное обозначение сварного соединения |
|
Угловое |
Без скоса кромок |
Односторонний |
1 — 6 |
179 — 91 ; 89 — 5 |
У 1 |
|
|
7 — 30 |
135 — 91 ; 89 — 5 |
|||||
|
Односторонний на стальной съемной или остающейся подкладке |
1 — 6 |
179 — 136 |
У 2 |
|||
|
7 — 26 |
135 — 91 |
|||||
|
Двусторонний |
2 — 8 |
179 — 91 |
У 3 |
|||
|
2 — 30 |
135 — 91 |
|||||
|
9 — 30 |
89 — 45 |
|||||
|
Со скосом одной кромки |
Односторонний |
4 — 26 |
179 — 136; 89 — 46 |
У 4 |
||
|
Двусторонний |
4 — 60 |
179 — 136 ; 89 — 45 |
У5 |
|||
|
С двумя скосами одной кромки |
Двусторонний |
12 — 60 |
179 — 165 ; 89 — 75 |
У6 |
||
|
С двумя несимметричными скосами одной кромки |
Двусторонний |
12 — 60 |
89 — 75 ; 179 — 165 |
У 7 |
||
|
С двумя скосами одной кромки и одним скосом второй кромки |
Двусторонний |
12 — 60 |
179 — 136 |
У 8 |
||
|
Тавровое |
Без скоса кромок |
Односторонний |
1 — 30 |
91 — 175 |
Т 1 |
|
|
Двусторонний |
1 — 60 |
91 — 135 |
Т2 |
|||
|
С одним скосом одной кромки |
Односторонний |
4 — 26 |
91 — 134 |
Т 3 |
||
|
Двусторонний |
4 — 60 |
91 — 134 |
Т 4 |
|||
|
Со скосом одной кромки |
Односторонний |
2 — 30 |
89 — 45 ; 91 — 135 |
Т 5 |
||
|
Двусторонний |
2 — 60 |
89 — 45 ; 91 — 135 |
T6 |
|||
|
С двумя скосами одной кромки |
Двусторонний |
12 — 60 |
91 — 100 ; 89 — 80 |
Т7 |
||
|
С двумя несимметричными скосами одной кромки |
Двусторонний |
12 — 60 |
101 — 110 ; 79 — 70 |
Т8 |
3 .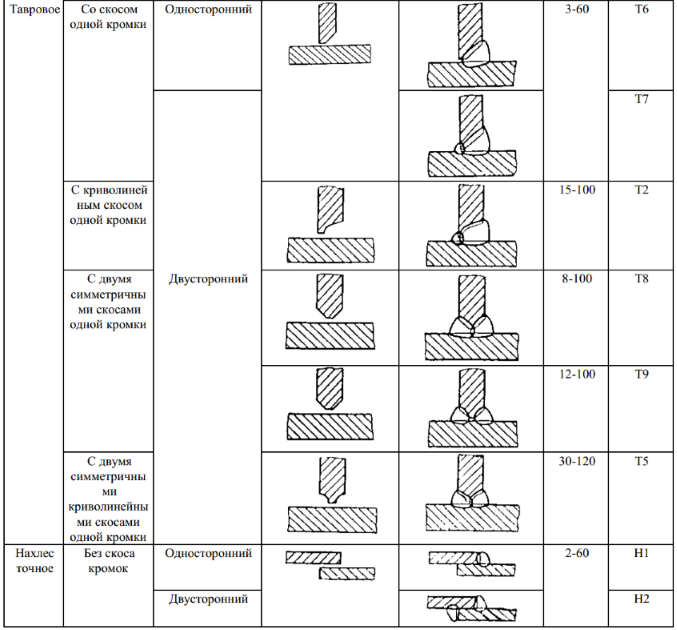 Конструктивные элементы сварных соединений, их размеры и предельные отклонения
по ним должны соответствовать указанным в табл. 2 — 17.
Конструктивные элементы сварных соединений, их размеры и предельные отклонения
по ним должны соответствовать указанным в табл. 2 — 17.
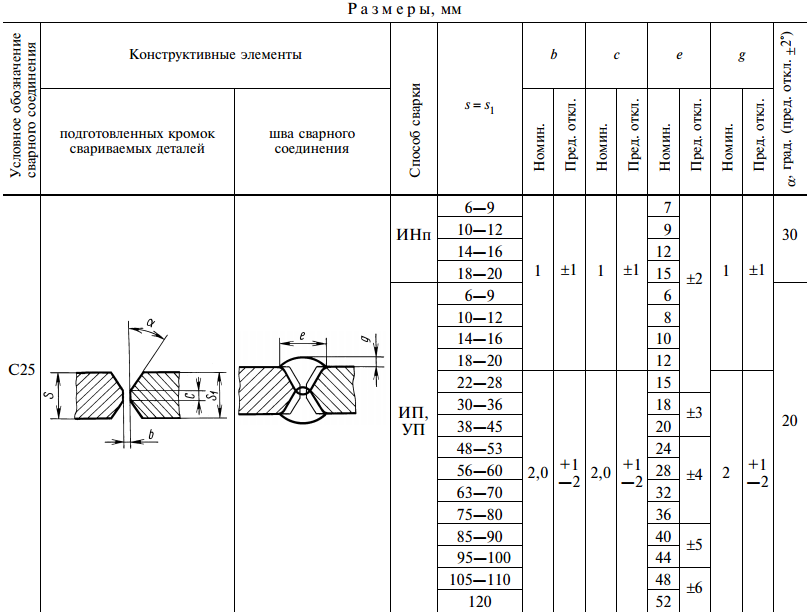
Таблица 2
Размер ы, мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
α , град |
b |
g |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||
|
179 — 160 |
159 — 136 |
135 — 91 |
89 — 61 |
60 — 46 |
45 — 5 |
До 90 |
Св. 90 |
|||||||||
|
У 1 |
0 ,7 s |
От 1,0 до 1 ,5 |
6 |
7 |
s + 6 |
( s + 4 ) ± l |
1,75s + b |
2s + b |
90 — β |
180 — β |
0 |
+ 0 ,5 |
1 ,0 |
+ 0 ,5 |
||
|
Св. |
7 |
9 |
1 |
± 1 ,0 |
1 ,5 |
± 1 ,0 |
||||||||||
|
Св. 3 ,0 до 6 ,0 |
9 |
12 |
2 |
+ 1 ,0 |
2 ,0 |
+ 1 ,0 — 0 ,5 |
||||||||||
|
Св. |
— |
2 ,5 |
+ 2 ,0 — 0 ,5 |
|||||||||||||
|
Св. 10 ,0 до 26 ,0 |
+ 2,0 — 0 ,5 |
|||||||||||||||
|
Св. 26 ,0 до 30 ,0 |
-2,0 |
|||||||||||||||
 1 ,5 до 3 ,0
1 ,5 до 3 ,0 6 ,0 до 10 ,0
6 ,0 до 10 ,0Таблица 3
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
α , град |
b |
g |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
β , град |
|||||||||||||
|
179 — 160 |
159 — 136 |
135 — 91 |
|||||||||||
|
У 2 |
0 ,7 s |
От 1 ,0 до 1 ,5 |
6 |
7 |
s + 6 |
180 — β |
0 |
+ 0,5 |
1 ,0 |
±0 ,5 |
|||
|
Св. |
7 |
9 |
1 |
± 1 ,0 |
1 ,5 |
±1 ,0 |
|||||||
|
Св. 3 ,0 до 6 ,0 |
9 |
12 |
2 |
+ 1 ,0 — 0 ,5 |
2 ,0 |
||||||||
|
Св. 6,0 до 26 ,0 |
— |
||||||||||||

 1 ,5 до 3 ,0
1 ,5 до 3 ,0Таблица 4
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
e 1 |
α , град |
b |
g |
|||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||
|
179 — 160 |
159 — 136 |
135 — 91 |
89 — 61 |
60 — 45 |
135 — 91 |
89 — 45 |
Св. 90 |
До 90 |
|||||||||||
|
У 3 |
0,7 s |
От 2 до 3 |
7 |
8 |
s + 5 |
( s + 4) + b |
1 ,75 s + b |
Не более 8 |
3 (справочное) |
180 — β |
90 — β |
2 |
±1 ,0 |
1 ,5 |
± 1 ,0 |
||||
|
Св. |
8 |
10 |
s + 8 |
||||||||||||||||
|
Св. 5 до 8 |
9 |
12 |
+1 ,5 -1 ,0 |
||||||||||||||||
|
Св. 8 до 26 |
— |
Не более 10 |
+1 ,0 |
0 ,5 |
+ 2 ,0 |
||||||||||||||
|
Св. |
-2 ,0 |
— 0 ,5 |
|||||||||||||||||

 3 до 5
3 до 5 26 до 30
26 до 30Таблица 5
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Кон с труктивные элеме нты |
s 1 , не менее |
s |
е , не более |
α 1 , град |
b = c |
g |
|||||
|
подготовленных кромок с в ариваемых деталей |
шва сварного соед и нения |
β, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
179 — 136 |
89 — 46 |
Св. 90 |
До 90 |
|||||||||
|
У 4 |
0 ,7 s |
От 4 до 6 |
1,4s + 6 |
1,5s + 6 |
α — (180 — β ) |
α — (90 — β ) |
1 |
± 1 |
0 ,5 |
+ 1 ,0 — 0 ,5 |
||
|
Св. |
1 ,4 s + 8 |
2 |
+ 1 — 2 |
+ 2 ,0 — 0 ,5 |
||||||||
|
Св. 10 до 16 |
||||||||||||
|
Св. 16 до 26 |
||||||||||||

 6 до 10
6 до 10Таблица 6
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
е , не более |
е 1 |
α 1 , град. |
b = c |
g |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Номин. |
Пред. от кл . |
Номин. |
Пред. откл. |
||||||||
|
179 — 136 |
89 — 46 |
Св. |
До 90 |
Св. 90 |
До 90 |
|||||||||
|
У 5 |
0 ,7 s |
От 4 до 6 |
1 ,45 s + 8 |
1 ,5 s + 6 |
Не более 8 |
3 (справочное) |
α — (180 — β ) |
α — ( 90 — β ) |
1 |
± 1 |
0 ,5 |
+ 1 ,0 — 0 ,5 |
||
|
С в . |
2 |
+ 1 — 2 |
+ 2 ,0 — 0,5 |
|||||||||||
|
Св. 10 до 16 |
Не более 10 |
|||||||||||||
|
Св. 16 до 26 |
||||||||||||||

 90
90 6 до 10
6 до 10Таблица 7
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
h |
e = e 1 |
e |
e 1 |
α 1 |
α 2 |
α 1 |
α 2 |
g = g 1 |
g , не более |
|||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
Номи н. |
Пред. откл. |
||||||||||||||||||||
|
β , г рад |
||||||||||||||||||||||||
|
179 — 175 |
80 — 85 |
174 — 170 |
84 — 80 |
169 — 165 |
79 — 75 |
174 — 170 |
84 — 80 |
169 — 165 |
79 — 75 |
Св. |
До 90 |
Св. 90 |
До 90 |
|||||||||||
|
У 6 |
0 ,7 s |
О т 12 до 14 |
s — 1 2 |
s + 5 |
0,6s + 5 |
0 ,9s + 10 |
1,2s + 8 |
α - (180 — β |
α + (180 — β |
α - (90 — β |
α + (90 — β |
0 ,5 |
+ 2,0 — 0,5 |
1 ,0 |
||||||||||
|
Св. |
0,8s + 6 |
0,7s + 5 |
||||||||||||||||||||||
|
Св . 30 до 60 |
+ 3,0 -0 ,5 |
|||||||||||||||||||||||
 90
90 14 до 30
14 до 30Таблица 8
Раз м еры, мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
h |
e |
e 1 |
α1 |
α2 |
α1 |
α2 |
g =g1 |
g , не более |
||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
град. |
|||||||||||||||||||||
|
β, град. |
||||||||||||||||||||||||
|
179 — 175 |
89 — 85 |
174 — 170 |
84 — 80 |
169 — 165 |
79 — 75 |
179 — 175 |
89 — 85 |
174 — 170 |
84 — 80 |
169 — 105 |
79 — 75 |
Св. |
До 90 |
Св. 90 |
До 90 |
|||||||||
|
Номин. |
Пред. откл. |
|||||||||||||||||||||||
|
У7 |
0,7 s |
От 12 до 14 |
3 |
1,2s + 5 |
0,9s + 10 |
0,6s + 5 |
0,7s + 6 |
0,8s + 6 |
α — (180 - β) |
α + (180 - β) |
α — (90 - β) |
α + (90 — β ) |
0,5 |
+2,0 -0,5 |
1,0 |
|||||||||
|
Св. |
0,8s + 10 |
0,8s + 5 |
||||||||||||||||||||||
|
Св . 20 до 30 |
s + 5 |
|||||||||||||||||||||||
|
Св. 30 до 60 |
+3,0 -0,5 |
|||||||||||||||||||||||

 90
90 14 до 20
14 до 20Таблица 9
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s = s 1 |
h = h 1 |
е = е 1 , не более |
α 1 , град |
α 2 = α 3 , град |
b |
g = g1 |
||||
|
β , г рад |
||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
179 — 136 |
Номин. |
Пред. от кл . |
Номин. |
Пред. откл. |
||||||
|
У8 |
От 12 до 30 |
s — 1 2 |
0 ,7s + 4 |
α — (180 — β ) |
а/ 2 + (90 — β/2) |
2 |
+ 1 — 2 |
0 ,5 |
+ 2 ,0 — 0 ,5 |
|||
|
Св. |
+ 3,0 — 0,5 |
|||||||||||
 30 до 60
30 до 60Таблица 10
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
е , не более |
α, град. |
b |
g |
|||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
91 — 100 |
101 — 110 |
111 — 120 |
121 — 135 |
136 — 175 |
||||||||||
|
Т1 |
0 ,7 s |
От 1 ,0 до 2 ,5 |
4 |
5 |
β — 90 |
0 |
+ 1 |
3 |
+ 1 -3 |
|||||
|
Св. |
7 |
+ 3 |
||||||||||||
|
Св. 4 ,5 до 6 ,0 |
6 |
0,4 s + 5 |
0,6s + 5 |
0,9s + 5 |
1 ,1s + 3 |
|||||||||
|
Св. 6 ,0 до 9 ,0 |
7 |
|||||||||||||
|
Св. 9 ,0 до 15 ,0 |
8 |
4 |
±3 |
|||||||||||
|
Св. |
9 |
5 |
||||||||||||
|
Св. 21 ,0 до 30 ,0 |
10 |
|||||||||||||
|
Примечание . Размер е относится к нерасчетным швам. Для расчетных швов е устанавливается при п рое кти ровании . |
||||||||||||||
 2 ,5 до 4 ,5
2 ,5 до 4 ,5 15 ,0 до 21,0
15 ,0 до 21,0Таблица 11
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
e 1 +2 -1 |
α , град. |
b |
g |
||||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
||||||||||||||||||||
|
β, град. |
||||||||||||||||||||||
|
91 — 100 |
89 — 80 |
101 — 110 |
79 — 70 |
111 — 120 |
69 — 60 |
121 — 134 |
59 — 46 |
135 |
45 |
91 — 135 |
89 — 45 |
Св. |
До 90 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
Т2 |
0,7 s |
От 1,0 до 2 ,5 |
4 |
0,4s + 5 |
0,6s + 5 |
0,9s + 5 |
0,9s + 5 |
3 |
β — 90 |
90 — β |
0 |
+1 |
3 |
+1 -3 |
||||||||
|
Св. |
6 |
|||||||||||||||||||||
|
Св. 4,5 до 6 ,0 |
7 |
4 |
+2 |
|||||||||||||||||||
|
Св. 6,0 до 9,0 |
5 |
|||||||||||||||||||||
|
Св. 9,0 до 15,0 |
8 |
6 |
4 |
±3 |
||||||||||||||||||
|
Св. 15,0 до 21,0 |
9 |
7 |
+3 |
5 |
||||||||||||||||||
|
Св. |
10 |
8 |
6 |
|||||||||||||||||||
|
Св. 30,0 до 60,0 |
10 |
13 |
||||||||||||||||||||

 90
90 21,0 до 30,0
21,0 до 30,0Таблица 12
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
α 1 , град |
b |
g |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Но м ин. |
Пред. откл. |
Ном и н. |
Пред . откл. |
||||
|
91 — 134 |
||||||||||
|
Т 3 |
0 ,7 s |
От 4 до 6 |
1,2s + 5 |
α — ( β — 90 ) |
1 |
± 1 |
3 |
+ 1 -3 |
||
|
Св. |
2 |
+ 1 -2 |
||||||||
|
Св. 8 до 12 |
1 ,3 s + 6 |
4 |
± 3 |
|||||||
|
Св. 12 до 16 |
||||||||||
|
Св. 16 до 20 |
5 |
|||||||||
|
Св. 20 до 24 |
||||||||||
|
Св. 24 до 26 |
||||||||||

 6 до 8
6 до 8Таблица 13
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
α 1 , г рад |
е 1 (справочное) |
b |
g |
|||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
91 — 134 |
89 — 46 |
Св. 90 |
До 90 |
||||||||||
|
Т 4 |
0 ,7 s |
От 4 до 6 |
1 ,2s + 5 |
α — (β - 90) |
α — (90 — β ) |
3 |
1 |
1 |
± 1 |
+ 1 -3 |
|||
|
Св. |
2 |
2 |
|||||||||||
|
Св. 8 до 12 |
1 , 3 s + 6 |
||||||||||||
|
Св. 12 до 16 |
+ 1 — 2 |
± 3 |
|||||||||||
|
Св. 16 до 20 |
|||||||||||||
|
Св. 20 до 24 |
|||||||||||||
|
Св. 24 до 28 |
|||||||||||||
|
Св. 28 до 60 |
|||||||||||||
 6 до 8
6 до 8Таблица 14
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e = g |
α 1 , г р ад |
b |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номин. |
Пред . отк л. |
|||||||||
|
β , град |
Н о мин. |
Пред. откл. |
||||||||||
|
89 — 4 5 |
91 — 135 |
89 — 45 |
91 — 135 |
Св. 90 |
До 90 |
|||||||
|
Т 5 |
0 ,7 s |
От 2 ,0 до 2,5 |
3 |
+2 |
β — 90 |
90 — β |
0 |
+ 1 |
||||
|
С в . |
+ 2 |
|||||||||||
|
Св. 4 ,0 до 6 ,0 |
4 |
+ 2 -1 |
||||||||||
|
Св. 6 ,0 до 9 ,0 |
5 |
|||||||||||
|
Св. 9 ,0 до 15 ,0 |
6 |
|||||||||||
|
Св. 15 ,0 до 21 ,0 |
7 |
±2 |
+ 3 |
|||||||||
|
Св. 21 ,0 до 30 ,0 |
8 |
|||||||||||

Таблица 15
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e = g |
α 1 , град |
α , град. |
b |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Н ом ин. |
Пред . откл . |
||||||||||
|
β, град |
Номин. |
Пред. откл. |
|||||||||||
|
89 — 45 |
91 — 135 |
89 — 45 |
91 — 135 |
Св. |
До 90 |
||||||||
|
Т 6 |
0 ,7 s |
От 2 ,0 до 2 ,5 |
3 |
+2 |
β — 90 . |
90 — β |
β |
0 |
+ 1 |
||||
|
С в . |
+ 2 |
||||||||||||
|
Св. 4 ,5 до 6 ,0 |
4 |
+ 2 -1 |
|||||||||||
|
С в . 6 ,0 до 9 ,0 |
5 |
||||||||||||
|
С о . 9 ,0 до 15 ,0 |
6 |
||||||||||||
|
Св. 15 ,0 до 21 ,0 |
7 |
± 2 |
+ 3 |
||||||||||
|
Св. 21 ,0 до 30 ,0 |
8 |
||||||||||||
|
Св. |
12 |
||||||||||||

 90
90 2 ,5 до 4 ,5
2 ,5 до 4 ,5 30 ,0 до 60 ,0
30 ,0 до 60 ,0Таблица 16
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
h |
e , не более |
e 1 +2 -1 |
α 1 |
α 2 |
α 1 |
α2 |
b |
g |
|||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
град. |
||||||||||||||||
|
β, град. |
|||||||||||||||||||
|
91 — 95 |
89 — 85 |
96 — 100 |
84 — 80 |
96 — 100 |
84 — 80 |
Св. 90 |
До 90 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
Т7 |
0 ,7 s |
От 12 до 14 |
s — 1 2 |
0,9s + 5 |
s + 5 |
α — (β - 90) |
α + (β - 90) |
α — (90 - β) |
α + (90 - β) |
2 |
+1 -2 |
3 |
±3 |
||||||
|
Св. |
0,8s + 5 |
0,8s + 5 |
5 |
||||||||||||||||
|
С в . 18 до 26 |
0,8s + 5 |
6 |
|||||||||||||||||
|
Св. 26 до 38 |
9 |
||||||||||||||||||
|
Св. 38 до 46 |
1,1 s + 3 |
11 |
|||||||||||||||||
|
Св. 46 до 60 |
12 |
||||||||||||||||||

 14 до 18
14 до 18Таблица 17
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
h |
e , не более |
e 1 +2 -1 |
α 1 |
α 2 |
α 1 |
α 2 |
b |
g = g1 |
||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
град. |
|||||||||||||||||||
|
β, град. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||||||
|
101 — 105 |
7 9 - 7 5 |
10 6 — 1 1 0 |
7 4 — 7 0 |
101 — 105 |
7 9 - 7 5 |
10 6 — 1 1 0 |
7 4 — 7 0 |
Св. |
До 90 |
|||||||||||||
|
Т 8 |
0 ,7 s |
От 12 до 14 |
s — 1 3 |
0,8s + 5 |
0,6s + 5 |
0,6s + 5 |
s + 5 |
α — (β — 90) |
α + (β — 90) |
α + (90 — β) |
α — (90 — β) |
2 |
+1 -2 |
3 |
±3 |
|||||||
|
Св. |
s + 5 |
1,2s + 5 |
||||||||||||||||||||
|
С в . 18 до 2 0 |
5 |
|||||||||||||||||||||
|
Св. 2 0 до 26 |
1 , 3s + 6 |
|||||||||||||||||||||
|
Св. 26 до 34 |
6 |
|||||||||||||||||||||
|
Св. 32 до 40 |
0, 7s + 5 |
0, 5s + 5 |
9 |
|||||||||||||||||||
|
Св. |
||||||||||||||||||||||
|
Св. 46 до 54 |
11 |
|||||||||||||||||||||
|
Св. 54 до 6 0 |
13 |
|||||||||||||||||||||
 90
90 14 до 18
14 до 18 40 до 46
40 до 464 . При двусторонней сварке допускается удалять ранее наложенный корень шва до чистого металла любым способом.
5 .
Допускается увеличение предельных отклонений усиления шва сварного соединения ( g ) и ширины шва ( e ), выполняемого в
вертикальном, горизонтальном и потолочном положениях и на монтаже на 1
мм для s не более 26
мм и на 2 мм для s более 26
мм.
6 . Если свариваемые кромки деталей имеют неодинаковую толщину, то разность толщин ( s 1 — s ) необходимо выбирать по меньшей толщине ( s ) в соответствии с требованиями табл. 18.
В этом случае подготовку кромок следует производить так же, как для кромок одинаковой толщины, конструктивные элементы подготовленных кромок и размеры выполненного шва необходимо выбирать по большей толщине ( s 1 ).
Таблица 18
мм
|
Толщи на кромки, s |
Разность толщины s 1 — s , не более |
|
До 3 |
0 ,7s |
|
4 — 8 |
0 ,6s |
|
9 — 11 |
0 ,4s |
|
12 — 25 |
5 |
|
Свыше 25 |
7 |
При разности толщин
кромок ( s 1 — s ), свариваемых под
углом β = 179 — 160 °, превышающей пределы, указанные
в табл. 18, на кромке, имеющей
большую толщину, должен быть сделан скос с одной или с двух сторон длиной l , равной 5 ( s 1 — s ) при
одностороннем превышении кромок и 2 ,5 ( s 1 — s ) при двустороннем превышен и и
кромок до толщин тонкой кромки ( s ), как указано на черт. 1, 2.
18, на кромке, имеющей
большую толщину, должен быть сделан скос с одной или с двух сторон длиной l , равной 5 ( s 1 — s ) при
одностороннем превышении кромок и 2 ,5 ( s 1 — s ) при двустороннем превышен и и
кромок до толщин тонкой кромки ( s ), как указано на черт. 1, 2.
Ч ер т. 1
Черт. 2
7 . Допускается смещение свариваемых кромок относительн о друг друга не более:
0 ,5 мм — для кромок толщи ной до 4 мм;
1 ,0 мм — д ля кромок толщиной 4 — 10 мм;
0 ,1 s , но не более 3 мм — д ля кромок толщин ой более 10 мм.
8 . При переменном угле сопряжения деталей шов дели тся на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 .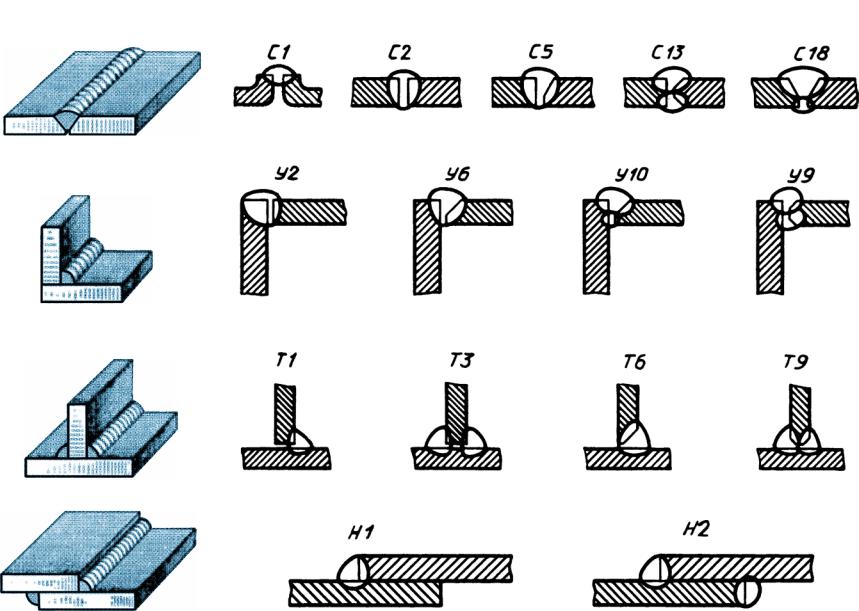 РАЗРАБОТАН И ВНЕСЕН Министерством судостроительн ой
промышленности СССР
РАЗРАБОТАН И ВНЕСЕН Министерством судостроительн ой
промышленности СССР
РАЗРАБОТЧИКИ В. А. Попо в а (руководи тель темы), Л. П. Аряшева, С. Л. Яковлева
2 . УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 .12 .75 № 3881
3 . Срок проверки — 1996 г.
Периодичность проверки — 5 лет.
4 . ВЗА МЕН ГОСТ 11534-65
5 . ПЕ РЕИЗДАНИЕ с Изменением № 1, утв ержден ным в мае 1991 г . (ИУ С 8-91)
6 . Ограничени е срока действия снято (П остан овление Государственного комитета СССР по управлен ию каче ством продукции и стандартам от 16 .05 .91 № 696 ).
Расценки на сварочные работы и металлоконструкции. Прайс-лист на услуги сварщика.
Услуги по изготовлению металлоконструкций методом сварки, мелкие сварочные работы в Краснодаре можно заказать в компании Митист Групп. Наши специалисты профессионально выполнят заказы любой сложности. Предприятие принимает заказы на изготовление сварных изделий из черных и цветных металлов, предлагает выгодные расценки на сварку. На все услуги предоставляется официальная гарантия.
Наши специалисты профессионально выполнят заказы любой сложности. Предприятие принимает заказы на изготовление сварных изделий из черных и цветных металлов, предлагает выгодные расценки на сварку. На все услуги предоставляется официальная гарантия.
Митист Групп — изготовитель металлоконструкций любых типов. У нас вы можете заказать:
- рекламно-презентационное оборудование;
- стеллажи, шкафы, другие виды корпусной мебели из металла;
- лестничные и балконные ограждения, пандусы, заборы, ворота и калитки, декоративные решетки на окна;
- изделия из перфорированного листового металла
- комплектующие для техники и оборудования.
Митист Групп выпускает типовые сварные изделия и принимает заявки на производство конструкций по эскизам заказчика.
Изготовление сварных металлических конструкций на производстве
Изучая объявления, легко убедиться, насколько востребованы услуги газосварщика. К данному специалисту обращаются крупные предприятия и организации для изготовления различных металлоконструкций, комплектующих для техники, торгового и выставочного оборудования. При заказе большого объема сварочных работ цена за тонну готового металлопроката договорная. Прайс лист на сварку металлоконструкций с оптовыми расценками для предприятий можно запросить по электронной почте Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.. Ориентировочные розничные цены представлены ниже.
При заказе большого объема сварочных работ цена за тонну готового металлопроката договорная. Прайс лист на сварку металлоконструкций с оптовыми расценками для предприятий можно запросить по электронной почте Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.. Ориентировочные розничные цены представлены ниже.
Типовые металлоконструкции
| Сварные решетки на окна | от 360 руб/пог.м. | |
| Торгово-складское оборудование (стеллажи, стойки) | от 1050 руб/пог.м. | |
| Бытовка (каркас) | от 3600 руб/шт. | |
| Беседка закрытая | от 5940 руб/шт. | |
| Беседка из профнастила | от 5940 руб/шт. | |
| Беседка открытая | от 4740 руб/шт. | |
| Забор из профнастила | ||
| Забор из рабицы | от 355 руб/пог.м. | |
| Установка забора | от 715 руб/пог.м. | |
| Калитка из листового железа | от 4740 руб/шт. | |
| Калитка из профнастила | от 4740 руб/шт. |
|
| Обычный мангал | от 2340 руб/шт. |
 org/Offer» itemprop=»offers»>
org/Offer» itemprop=»offers»>
 org/Offer» itemprop=»offers»>от 475 руб/пог.м.
org/Offer» itemprop=»offers»>от 475 руб/пог.м.
Изготовление заборов
| Простой металлический | от 480 руб/кв.м. | |
| Сварной | от 890 руб/пог.м. | |
| Из сетки-рабицы | от 890 руб/пог. м. м. |
Сварка решеток
| Простые сварные | от 1200 руб/кв.м. | |
| Распашные | от 2400 руб/кв.м. | |
| Дутые | от 1800 руб/кв.м. |
Сварка ограждений
| Простые сварные | ||
| Декоративные | от 1800 руб/кв.м. | |
| Простые переносные | от 780 руб/кв.м. |
 org/Offer» itemprop=»offers»>от 900 руб/кв.м.
org/Offer» itemprop=»offers»>от 900 руб/кв.м.
Услуги для частных клиентов
Найти сварщика может потребоваться владельцам частных домов и коттеджей для заказа различных строительных конструкций. Это могут быть козырьки из металла, заборы и ограждения, лестницы, декоративные решетки и другие изделия. Стоимость сварки профильной трубы интересует тех, кто ведет на своем участке строительство на металлокаркасе. Он используется при возведении козырьков и навесов из поликарбоната, теплиц, ангаров, металлических беседок, дровниц, скамеек, вольеров. Цена сварки каркаса у нас умеренная, а качество гарантировано высокой квалификацией специалистов. Работы могут выполняться в нашем сварочном цехе или на объекте заказчика.
Цена сварки каркаса у нас умеренная, а качество гарантировано высокой квалификацией специалистов. Работы могут выполняться в нашем сварочном цехе или на объекте заказчика.
Сколько стоит сварка металла и от чего она зависит
При заказе работ клиентов в первую очередь интересует, какова цена на сантиметр сварочного шва. Эта цифра зависит от многих факторов. Как уже было сказано, при оптовой заявке на сварочные работы цена за метр уменьшается. Еще один нюанс – методика соединения металлических деталей. Например, на частных объектах чаще применяют газовую сварку, а на производстве – дуговой метод. Исходя из этого определяется стоимость сварки стыка.
В зависимости от толщины металла:
- Толщина от 1 до 3 мм — от 19 руб/см.
- Толщина от 4 до 6 мм — от 25 руб/см.
- Толщина от 7 до 10 мм — от 35 руб/см.
- Толщина от 10 до 14 мм — от 48 руб/см.
- Толщина от 15 до 20 мм — от 63 руб/см.
В зависимости от сечения профильной трубы (стенка 2 мм):
- Профиль 15*15 — от 160 руб/стык;
- Профиль 20*20 — от 210 руб/стык;
- Профиль 30*20 — от 260 руб/стык;
- Профиль 40*20 — от 310 руб/стык;
- Профиль 50*30 — от 410 руб/стык;
- Профиль 60*30 — от 460 руб/стык;
- Профиль 60*40 — от 590 руб/стык;
- Профиль 60*60 — от 780 руб/стык;
Еще один метод – точечная сварка, которая применяется на производстве и в частном строительстве, при ремонте автомобилей, для изготовления изделий из листового металла, проволоки. Такого рода сварочные работы отличаются высокой сложностью, а цена за точку зависит от особенностей процесса (одноточечный или многоточечный).
Такого рода сварочные работы отличаются высокой сложностью, а цена за точку зависит от особенностей процесса (одноточечный или многоточечный).
Преимущество точечной сварки заключается в отсутствии прожогов при работе с тонкими деталями, возможности получения ровных и аккуратных швов, которые не нуждаются в дополнительной обработке.
Консультацию по вопросам сотрудничества можно получить по многоканальному телефону: 8 (800) 250-81-71. Заявку на предварительный расчет можно отправить на электронную почту Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript..
Сварная балка
- Главная
- Сварная балка
Сварная балка
Изготавливаемая двутавровая балка представляет собой сварную конструкцию из стальных листов с техническими параметрами не ниже, чем у горячекатаной по ГОСТ 26020-83 или по СТО АСЧМ 20-93.
Преимущества использования сварной балки:
- Снижение массы конструкций до 10% по сравнению с горячекатаными, за счет оптимального подбора составного сечения.
- Возможность применения в сечении балки разных типов сталей для полок и стенок.
- Возможность изготовления несимметричных сечений.
- Минимизация отходов за счет изготовления балки требуемой длины.
Изготовитель гарантирует расчетные механические свойства сварной балки не хуже, чем у соответствующего размера горячекатаной по разработанному «ЧЗСБ» сортаментом сварной балки на основе СТО АСЧМ 20-93, в котором определены площади поперечного сечения, справочные значения для осей, масса 1 метра двутавра с учетом массы наплавленного металла тавровых (поясных) швов, минимальное значение катета шва. Предельные отклонения по размерам и форме поперечного сечения соответствуют СТО АСЧМ 20-93 или ГОСТ26020-83.
ООО «ЧЗСБ» выпускает балку длиной от 3000 мм до 16000 мм, высотой вертикальной стенки от 135 мм до 1500 мм, с шириной полки от 90 мм до 600мм. С целью снижения затрат на строительство и экономии материалов сварные двутавры могут быть изготовлены длиной как 12,0м+0,5%, так и любой желаемой длины. Так же изготавливаются специальные балки по чертежам заказчика, по требованию которого сварные двутавры могут быть изготовлены и поставлены Заказчику с оформлением в соответствии с требованиями чертежа. К двутаврам могут быть приварены опорные столики, ребра усиления, торцевые пластины, подпятники, косынки, просверлены различные отверстия и другие виды оформления.
С целью снижения затрат на строительство и экономии материалов сварные двутавры могут быть изготовлены длиной как 12,0м+0,5%, так и любой желаемой длины. Так же изготавливаются специальные балки по чертежам заказчика, по требованию которого сварные двутавры могут быть изготовлены и поставлены Заказчику с оформлением в соответствии с требованиями чертежа. К двутаврам могут быть приварены опорные столики, ребра усиления, торцевые пластины, подпятники, косынки, просверлены различные отверстия и другие виды оформления.
Сварная балка ЧЗСБ — гарантии качества
Для производства балочной продукции используется только сертифицированный металлопрокат. Качество выпускаемой продукции подтверждается документом о качестве стальных строительных конструкций по ТУ 1031-09, ГОСТ 23118-78 и СП 53-101-98. При отгрузке продукции предоставляется сертификат качества, сертификаты качества на листовой прокат и на все применяемые при производстве материалы.
Для рядовых двутавров, используемых в качестве колонн, а также малонагруженных балок и балок с постоянными нагрузками поясные (тавровые) сварные швы выполняются по 2 категории в соответствии с ГОСТ 23118-2012, и СП 53-101-98. Тип шва Т3 по ГОСТ 8713-79.
Тип шва Т3 по ГОСТ 8713-79.
Для высоконагруженных балок, а также балок с циклическими и переменными нагрузками, подкрановых балок поясные (тавровые) сварные швы выполняются с полным проваром с толщиной стенки до 12 мм, с толщиной выше 12 мм для достижения полного провара со стенки снимается фаска (тип шва Т8 по ГОСТ 8713-79) по 1 и 2 категориям в соответствии с ГОСТ 23118-2012, и СП 53-101-98. Стыковые швы для всех типов сварных двутавров выполняются с разделкой фасок и с полным проваром по 1 и 2 категориям в соответствии с ГОСТ 23118-2012, и СП 53-101-98. Типы швов С12, С15, С21 по ГОСТ 8713-79.
По требованию заказчика осуществляется УЗК (Ультразвуковой контроль) стыковочных и T-образного швов аттестованной лабораторией неразрушающего контроля с последующей выдачей документов. По согласованию с заказчиком возможна доставка готовой продукции.
Изготовление сварной балки
Изготовление сварной балки
ООО «ЗМК «ВММ» изготавливает двутавровую балку, представляющую собой сварную конструкцию из стальных листов с техническими параметрами не ниже, чем у горячекатаной по ГОСТ 26020-83 или по СТО АСЧМ 20-93.
Преимущества использования сварной балки:
- Снижение массы конструкций до 15% по сравнению с горячекатаными, за счет оптимального подбора составного сечения.
- Возможность применения в сечении балки разных типов сталей для полок и стенок.
- Возможность изготовления несимметричных сечений.
- Минимизация отходов за счет изготовления балки требуемой длины.
В производстве мы используем только качественные расходные материалы и листовой прокат, имеющий соответствующие сертификаты. При отгрузке по мимо сертификата качества на сварную балку мы предоставляем полный комплект сертификатов качества на все используемые в производстве материалы.
Характеристики производства:
- Объем выпускаемой продукции – 700 тонн в месяц.
- Возможность отгрузки в любой день недели.
- Параметры выпускаемой балки – высота стенки от 200 до 1850 мм. и ширина полки от 100 до 800 мм.
 , длина балки от 2000 до 24000 мм.
, длина балки от 2000 до 24000 мм. - Возможность нанесения антикоррозионного и лакокрасочного покрытия.
- Проведение при необходимости УЗК контроля.
- Изготовление сварных балок с полным проваром (тип шва Т8 по ГОСТ 8713-79)
- Выполнение нестандартных проектов согласно чертежей заказчиков.
 , длина балки от 2000 до 24000 мм.
, длина балки от 2000 до 24000 мм.Виды сварных двутавровых балок по СТО АСЧМ 20-93 и ГОСТ 26020-83:
Серия Б — балки нормальные.
Перечень выпускаемых типо-размеров:
40Б1, 40Б2, 45Б1, 45Б2, 50Б1, 50Б2, 55Б1, 55Б2, 60Б1, 60Б2, 70Б1, 70Б2
Серия Ш — балки широкополочные.
Перечень выпускаемых типо-размеров:
30Ш2, 35Ш1, 35Ш2, 40Ш1, 40Ш2, 45Ш1, 45Ш2, 50Ш1, 50Ш2, 50Ш3, 50Ш4, 60Ш1, 60Ш2, 60Ш3, 60Ш4, 70Ш1, 70Ш2, 70Ш3, 80Ш1, 80Ш2, 90Ш1, 90Ш2, 100Ш1, 100Ш2, 100Ш3, 100Ш4
Серия К — балки колонные.
Перечень выпускаемых типо-размеров:
25К2, 25К3, 30К1, 30К2, 30К3, 30К4, 35К1, 35К2, 40К1, 40К2, 40К3, 40К4, 40К5
Для более точного и подробного расчета обратитесь к нашим специалистам
8 (351) 21-74-999
zmk@zmkvmm.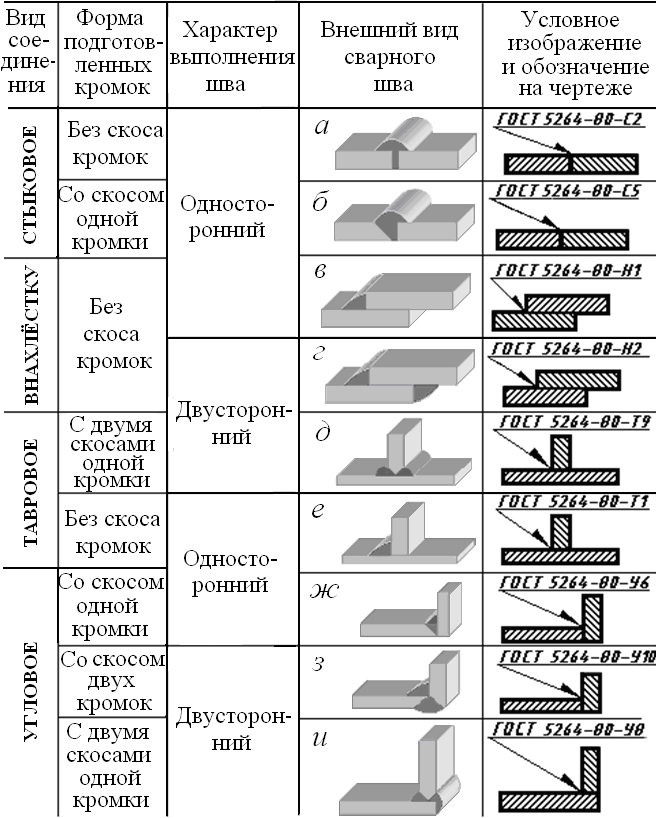 ru
ru
Аквариум Аква Плюс Lux П100 / 96л прямой выбеленный дуб (70*30*56)+Крышка, светильник Т8 2*18Вт, стекло 6/6
В избранном Удалить Добавить в избранное
Товара нет в наличии.
Мы можем прислать вам письмо, когда этот товар поступит в продажу.
Пришлите мне письмо, когда товар Аквариум Аква Плюс Lux П100 / 96л прямой выбеленный дуб (70*30*56)+Крышка, светильник Т8 2*18Вт, стекло 6/6 станет дешевле!
Сообщите мне о появлении товара в продаже
Основные параметры
Вес:
23. 00 кг
00 кг
Объем: 96.0 л
Габариты: 70х30х56см
Форма: прямоугольный
Цвет: беленый дуб
К подробному описаниюАквариумы LUX П100
Все характеристики
Аквариум, имеющий классическую прямоугольную форму LUX П100 имеет конструкцию цвета «выбеленный дуб” и оснащение в виде осветительной системы.
- Страна производитель: АкваПлюс
- Толщина стекол: 6 мм
- Цвет: выбеленный дуб
- Объем: 96 литров
- Размер: 70х30х56 см
- Освещение: 2 люминесцентных лампы Т8 мощностью 18 Ватт
- Все швы проклеены специальным герметиком, сохраняющим герметичность в течение многих лет!
- Тумба продается отдельно.
- Конструктивные особенности верхней крышки позволяют проводить все необходимые манипуляции (кормление, уход).
- В аквариуме установлена система освещения, включающая две лампы мощностью 18 Ватт каждая.
Аквариумы классической формы идеально подойдут для воплощения Ваших идей, как в минималистичном стиле, так и густонаселенных флорой и фауной аквариумных биосистем. Современные технологии позволяют создать прочный и надёжный аквариум, который много лет будет радовать Вас своим видом.
С этим товаром покупают
Обзор передач | Коммандос Т8 | Нижнее белье для бега против натирания
от Никки и Чейза Парнелл — 7 декабря 2019 г.
Никки здесь! Пару выходных назад я пробежал 20 миль с подругами. Пока мы бегали и петляли по красивой речной тропе в Бенде, штат Орегон, я начала замечать некоторый дискомфорт в нижнем белье. Потирание во всех неправильных местах, если вы понимаете, о чем я! Я всегда бегаю в нижнем белье, потому что чувствую себя неуверенно, незащищенно и думаю, что если я этого не сделаю, все будет раздражать.Но на этот раз мои трусы выдавали меня и не обеспечивали защиты, необходимой бегуну. Когда я вернулся домой, я обнаружил, что нижнее белье было буквально почти полностью разорвано и почти разорвано пополам вдоль шва, который должен был соединять переднюю часть нижнего белья со спиной. Измельченный!! Я знаю, не спрашивайте, я тоже не знаю, как я это сделал. Излишне говорить, что я заново осознал важность того, чтобы ваше снаряжение гармонировало с вашим телом, особенно в чувствительных областях!
Излишне говорить, что я заново осознал важность того, чтобы ваше снаряжение гармонировало с вашим телом, особенно в чувствительных областях!
Нижнее белье для ультрамарафонцев
Эта история подводит нас к нашему самому первому обзору снаряжения! С нами связалась T8, беговая компания из Гонконга, которая разрабатывает ультра беговую экипировку.Они спросили, не сделаем ли мы обзор их флагманского продукта, T8 Commandos, который представляет собой нижнее белье для бега, предотвращающее натирание.
Примечание : нам не платят за этот обзор, но мы получили пару пар коммандос для тестирования. Наша цель здесь — предоставить непредвзятую и информативную обратную связь всем вам, кому может понадобиться решение в этом отделе.
Характеристики:
- Вес – до 35 грамм (35 грамм – это 1. 23 унции).
- Гарантия отсутствия натирания! Если вы испытываете натирание и отправляете T8 фотографию натирания (да), вы получите 100% возврат средств.
- Без внутреннего бедренного шва.
- Эластичный.
- Высокая воздухопроницаемость.
- Проклеенные швы на штанинах для предотвращения задирания.
- Итальянская смесовая ткань (90% полиамид, 10% эластан) – на бирке написано: 78% нейлон, 22% спандекс.
- Все швы обратные, так что гладкая сторона прилегает к коже.
В тестировании:
Первоначальные мысли Чейза : «Им хорошо на моей попке.«Мы проводим слишком много времени с нашим четырехлетним ребенком, поэтому используем такие слова, как «бомж» и «попа». Жаль не жаль.
Мысли Чейза во время бега : После первого пробежки в них я понял, что не замечал их все время, и я думаю, именно так и должно быть с нижним бельем во время бега! Они разработаны для Южной Азии, для жарких и влажных условий, где влага и пот становятся настоящей проблемой, но они также отлично подходят для ношения под тайтсами для бега в холодную погоду. Я обычно ношу шорты для бега под колготками (для поддержки), но всегда ненавидел то, как они скатывались. Только с коммандос под моими колготками я определенно чувствовал себя более гладким и ценил дополнительный комфорт. Кроме того, заменив коммандос, я могу продлить жизнь своим шортам, не надев их на каждую пробежку в течение зимы.
Я обычно ношу шорты для бега под колготками (для поддержки), но всегда ненавидел то, как они скатывались. Только с коммандос под моими колготками я определенно чувствовал себя более гладким и ценил дополнительный комфорт. Кроме того, заменив коммандос, я могу продлить жизнь своим шортам, не надев их на каждую пробежку в течение зимы.
Первоначальные мысли Никки : Меня заинтриговала ткань на ощупь – очень легкая, прозрачная, шелковистая и эластичная. Я заметил, что женские коммандос, на мой взгляд, кажутся немного симпатичнее мужских – пояс немного шире, а «швы на ногах» (резинки внизу нижнего белья для предотвращения наездов) более гладкие. на женское нижнее белье.Я заметил эти вещи, Чейз, кажется, не заметил, так что, может быть, именно поэтому существует разница между гендерными стилями. Следующее, что я заметил, это то, что я немного не знал, как их носить. Поскольку они имеют более длинный дизайн «шорты для мальчиков», чтобы уменьшить натирание внутренней поверхности бедер, они также длиннее, чем шорты, в которых я обычно бегаю (шорты Oiselle Roga). Поэтому, чтобы не выглядеть так, будто под шортами я надел шорты, я надел более длинные узкие шорты (старая пара шорт Oiselle «Flyte» или «Long Flyte»).Это было волшебное сочетание — такое удобное и никакого риска того, что кто-то посмотрит на меня дважды, потому что мое нижнее белье торчало. Я также примеряла поверх них обычные длинные тайтсы для бега, и они тоже работают, хотя я должен упомянуть, что «проклеенные швы на ногах» придают моим бедрам небольшую вмятину/выпуклость, и вы можете увидеть эту складку, когда носите леггинсы… так что я не уверен, что мне будет удобно носить их так часто. Я думаю, что нижнее белье мне отлично подходит, может быть, мои бедра слишком велики, чтобы с ними справиться? Я тестировал маленький размер, может быть больше среднего?
Поэтому, чтобы не выглядеть так, будто под шортами я надел шорты, я надел более длинные узкие шорты (старая пара шорт Oiselle «Flyte» или «Long Flyte»).Это было волшебное сочетание — такое удобное и никакого риска того, что кто-то посмотрит на меня дважды, потому что мое нижнее белье торчало. Я также примеряла поверх них обычные длинные тайтсы для бега, и они тоже работают, хотя я должен упомянуть, что «проклеенные швы на ногах» придают моим бедрам небольшую вмятину/выпуклость, и вы можете увидеть эту складку, когда носите леггинсы… так что я не уверен, что мне будет удобно носить их так часто. Я думаю, что нижнее белье мне отлично подходит, может быть, мои бедра слишком велики, чтобы с ними справиться? Я тестировал маленький размер, может быть больше среднего?
Мысли Никки во время пробежки : Они действительно были гладкими, без намека на натирание.Я тестировал их только на пробегах до 10 миль, но я не почувствовал каких-либо проблемных областей!
Плюсы:
- Легкий, впитывающий влагу, не надоедливый, не рвется во время бега (по крайней мере, пока!).
- Отличная цена. Коммандос очень доступны по цене. Если вы воспользуетесь кодом скидки внизу этого поста, пара коммандос обойдется вам всего в 13 долларов. И есть БЕСПЛАТНАЯ глобальная доставка. Не ошибитесь при оформлении заказа, так как цена может отображаться в гонконгских долларах.
- 1% всех продаж поступает в Гонконгскую ассоциацию трейлраннинга, которая занимается популяризацией, обучением и устойчивостью ультрамарафонцев в Гонконге. Очень круто!

Минусы:
- Немного сложно знать, как их носить. Если вы привыкли носить шорты со встроенным нижним бельем (мужское и женское), то такое белье немного неудобно. Вам придется сменить шорты, с которыми вы их носите.
- Они могут создать выпуклость в области бедер, хотя мы немного больше исследовали и обнаружили, что T8 использует азиатские размеры, поэтому они предлагают округлить размер, если у вас большие квадрицепсы или вы хотите более удобную посадку.Все еще не уверен, что штаны Никки слишком малы в бедрах, или коммандос таковы — в остальном они подходят хорошо!
Вердикт:
- Нам нравится!
- Мы хотим попробовать их шорты Sherpa — это шорты со встроенным беговым ремнем, в которых можно носить воду/питание/телефон/ключи с минимальным отскоком. Они также были бы отличной вещью для ношения поверх коммандос как для мужчин, так и для женщин. И 1% всех продаж Sherpa Short поступает в Himalayan Trust Nepal, помогающую в здравоохранении, образовании и восстановлении после землетрясения в районе Солукхумбу — нам нравится, что T8, кажется, вовлечен и стремится делать добрые дела в своем регионе мира!
 Они также были бы отличной вещью для ношения поверх коммандос как для мужчин, так и для женщин. И 1% всех продаж Sherpa Short поступает в Himalayan Trust Nepal, помогающую в здравоохранении, образовании и восстановлении после землетрясения в районе Солукхумбу — нам нравится, что T8, кажется, вовлечен и стремится делать добрые дела в своем регионе мира!
Они также были бы отличной вещью для ношения поверх коммандос как для мужчин, так и для женщин. И 1% всех продаж Sherpa Short поступает в Himalayan Trust Nepal, помогающую в здравоохранении, образовании и восстановлении после землетрясения в районе Солукхумбу — нам нравится, что T8, кажется, вовлечен и стремится делать добрые дела в своем регионе мира!Вот оно! И опять же, мы не зарабатываем деньги, если вы покупаете пару, но если вы находитесь на рынке, вы можете отправиться в T8 Running и присмотреться.Обычно нижнее белье стоит 19 долларов, но только для читателей Treeline Journal примените следующий код скидки, чтобы получить дополнительную скидку 6 долларов!
Код скидки: 50-TREELINE#20
*Код действителен в течение шести месяцев.
Дайте нам знать, если этот обзор снаряжения был вам полезен. Мы как бы сомневаемся в том, насколько большую роль будут играть обзоры снаряжения в журнале Treeline. Мы больше склоняемся к тому, чтобы вдохновлять, а не к техническим знаниям, но мы хотим, чтобы этот сайт был полезен для самых разных людей. Дайте нам знать!
Дайте нам знать!
%PDF-1.7 % 26 0 объект > эндообъект внешняя ссылка 26 105 0000000016 00000 н 0000002887 00000 н 0000015546 00000 н 0000015772 00000 н 0000016720 00000 н 0000016864 00000 н 0000017051 00000 н 0000017236 00000 н 0000017423 00000 н 0000017610 00000 н 0000017796 00000 н 0000018042 00000 н 0000018212 00000 н 0000018445 00000 н 0000018614 00000 н 0000018837 00000 н 0000019006 00000 н 0000019239 00000 н 0000019408 00000 н 0000019633 00000 н 0000019802 00000 н 0000020028 00000 н 0000020196 00000 н 0000020427 00000 н 0000020596 00000 н 0000020835 00000 н 0000021004 00000 н 0000021227 00000 н 0000021396 00000 н 0000021624 00000 н 0000021790 00000 н 0000022014 00000 н 0000022180 00000 н 0000022408 00000 н 0000022577 00000 н 0000022798 00000 н 0000022967 00000 н 0000023041 00000 н 0000024374 00000 н 0000026553 00000 н 0000028858 00000 н 0000031023 00000 н 0000032804 00000 н 0000034050 00000 н 0000035979 00000 н 0000037051 00000 н 0000039700 00000 н 0000039735 00000 н 0000039848 00000 н 0000039959 00000 н 0000040072 00000 н 0000041260 00000 н 0000041581 00000 н 0000041807 00000 н 0000046069 00000 н 0000046582 00000 н 0000046935 00000 н 0000047415 00000 н 0000047700 00000 н 0000048004 00000 н 0000048186 00000 н 0000048480 00000 н 0000049441 00000 н 0000049755 00000 н 0000050090 00000 н 0000050390 00000 н 0000050977 00000 н 0000051530 00000 н 0000051618 00000 н 0000056386 00000 н 0000056982 00000 н 0000057632 00000 н 0000058333 00000 н 0000058417 00000 н 0000061793 00000 н 0000062236 00000 н 0000062763 00000 н 0000063216 00000 н 0000063776 00000 н 0000067531 00000 н 0000068024 00000 н 0000068548 00000 н 0000069889 00000 н 0000070221 00000 н 0000070596 00000 н 0000071054 00000 н 0000080826 00000 н 0000080865 00000 н 0000128241 00000 н 0000128280 00000 н 0000133813 00000 н 0000133852 00000 н 0000181867 00000 н 0000181906 00000 н 0000189828 00000 н 0000189867 00000 н 0000195522 00000 н 0000203128 00000 н 0000203256 00000 н 0000203384 00000 н 0000203512 00000 н 0000203640 00000 н 0000203768 00000 н 0000203843 00000 н 0000002396 00000 н трейлер ]/предыдущая 287151>> startxref 0 %%EOF 130 0 объект >поток hвязьQK(Q=y~L!b0(6RD
,S(LW,;YɣY9ιɽϾ`
Сегмент T8 Определение | Law Insider
Связанный с
Сегментом T8 Сегмент 3 означает часть Ссуды 900 или все вышеперечисленное), в отношении которых применяется (или предлагается) конкретная процентная ставка.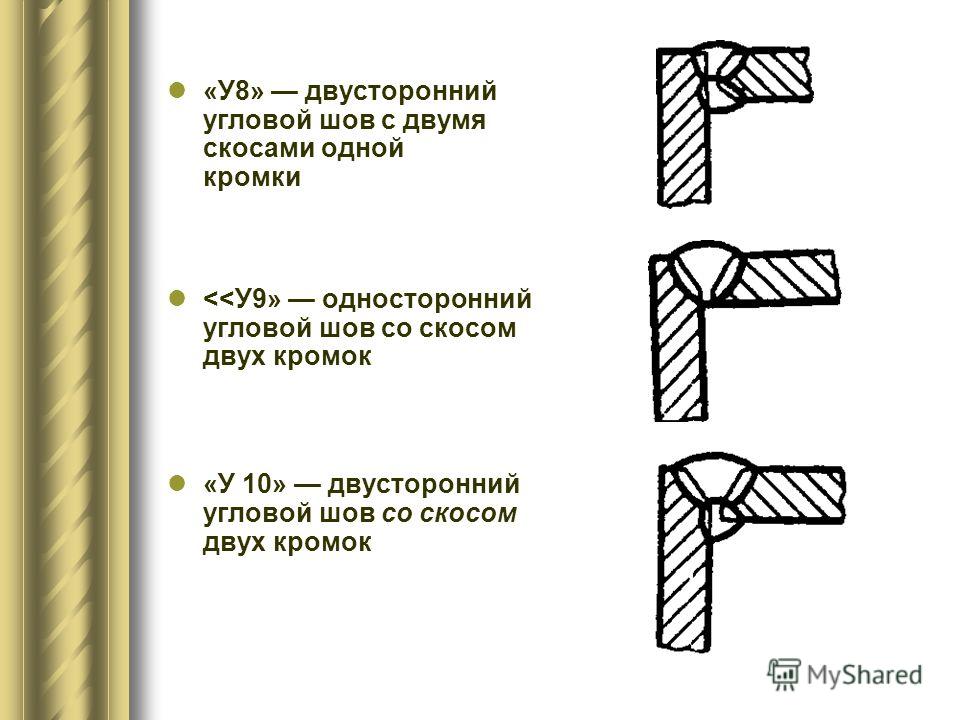
Рабочий день для расчета курса означает день (кроме субботы и воскресенья), в который коммерческие банки открыты для обычных операций (включая операции с иностранной валютой) в Гонконге и Нью-Йорке;
Зона сухого хранения означает комнату или зону, предназначенную для хранения упакованных или упакованных в контейнеры сыпучих пищевых продуктов, которые не являются потенциально опасными, и сухих товаров, таких как одноразовые товары.
Сегменты означают различные части вашей Учетной записи, которые мы можем установить, на которые распространяются уникальные годовые процентные ставки, цены или другие условия.Мы создаем эти части вашей Учетной записи для таких вещей, как ваши покупки, переводы баланса, денежные авансы и специальные переводы.
Трехмесячная вторичная ставка депозитного сертификата означает для любого дня ставку вторичного рынка для трехмесячных депозитных сертификатов, действующую в такой день (или, если такой день не является рабочим днем, следующий предшествующий день). Рабочий день) Советом директоров по телефонной линии Федерального резервного банка Нью-Йорка (эта ставка будет опубликована в Статистическом бюллетене Федеральной резервной системы H.15(519) в течение недели, следующей за таким днем), или, если такая ставка не сообщается в такой день или следующий за ним Рабочий день, среднее значение котировок вторичного рынка для трехмесячных депозитных сертификатов крупных банков денежного центра в Город Нью-Йорк получил примерно в 10:00 по времени Нью-Йорка в такой день (или, если такой день не является рабочим днем, то в ближайший предшествующий рабочий день) Административным агентом от трех оборотных сертификатов депозитных дилеров признано выбранным им положением.
Рабочий день) Советом директоров по телефонной линии Федерального резервного банка Нью-Йорка (эта ставка будет опубликована в Статистическом бюллетене Федеральной резервной системы H.15(519) в течение недели, следующей за таким днем), или, если такая ставка не сообщается в такой день или следующий за ним Рабочий день, среднее значение котировок вторичного рынка для трехмесячных депозитных сертификатов крупных банков денежного центра в Город Нью-Йорк получил примерно в 10:00 по времени Нью-Йорка в такой день (или, если такой день не является рабочим днем, то в ближайший предшествующий рабочий день) Административным агентом от трех оборотных сертификатов депозитных дилеров признано выбранным им положением.
Фиксированное местонахождение означает постоянное место ведения бизнеса в этом штате, такое как офис, склад, магазин или подобное место, принадлежащее или контролируемое работодателем.
Газовый год означает период из 365 или 366 газовых дней, в зависимости от обстоятельств, начинающийся 1 октября в 06:00 (по бельгийскому времени) и заканчивающийся 30 сентября в 06:00 (по бельгийскому времени) Следующий год.
Полугодовой период означает каждый из следующих периодов: период, начинающийся 1 января включительно и заканчивающийся 30 июня включительно; и период, начинающийся 1 июля включительно и заканчивающийся 31 декабря включительно.
Колодец общественного водоснабжения означает любой колодец, подключенный к общественной системе водоснабжения, как определено в разделе (А) раздела 6109.01 Пересмотренного Кодекса.
Нефтеперерабатывающий завод означает объект, используемый для производства моторного топлива из сырой нефти, недоработанных масел, сжиженного природного газа или других углеводородов, из которого моторное топливо может удаляться по трубопроводу, морским судном или на эстакаде.
Герметик для швов пола означает любой продукт, предназначенный и маркированный исключительно для склеивания, сплавления или герметизации (покрытия) швов между соседними рулонами установленных гибких листов напольного покрытия.
Базовая концентрация означает тот уровень концентрации в окружающем воздухе, который существует в районе исходного уровня на момент применимой даты исходного уровня для второстепенного источника. Базовая концентрация определяется для каждого загрязняющего вещества, для которого установлена базовая дата второстепенного источника, и должна включать:
Рабочий день оценки означает, по отношению к каждой Базовой валюте, любой день, кроме субботы или воскресенья, который не является ни официальный выходной день или день, в который коммерческие банки уполномочены или обязаны по закону, постановлению или распоряжению закрыться (в том числе для операций с иностранной валютой в соответствии с практикой валютного рынка) в городе или юрисдикции, указанных в таблице ниже:
Тест общей стоимости ресурсов или «Тест TRC» означает стандарт, который соблюдается, если для инвестиций в энергоэффективность или меры реагирования на спрос соотношение выгод и затрат больше единицы. Соотношение выгод и затрат представляет собой отношение чистой приведенной стоимости общих выгод программы к чистой приведенной стоимости общих затрат, рассчитанных на протяжении срока действия мер. Тест общей стоимости ресурсов сравнивает сумму предотвращенных затрат на электроэнергию, представляющую выгоды, которые получает система и участник реализации этих мер по повышению эффективности, а также другие поддающиеся количественной оценке социальные выгоды, включая предотвращение затрат на коммунальные услуги, связанные с природным газом, с сумма всех дополнительных затрат на меры конечного использования, которые реализуются в связи с программой (включая взносы как полезности, так и участников), плюс затраты на администрирование, реализацию и оценку каждой программы со стороны спроса, чтобы количественно определить чистую экономию, полученную за счет замены программа спроса на ресурсы предложения.При расчете предотвращенных затрат на мощность и энергию, которые в противном случае пришлось бы приобретать электроэнергетическому предприятию, должны быть включены разумные оценки финансовых затрат, которые, вероятно, будут наложены будущими нормами и законодательством о выбросах парниковых газов.
Соотношение выгод и затрат представляет собой отношение чистой приведенной стоимости общих выгод программы к чистой приведенной стоимости общих затрат, рассчитанных на протяжении срока действия мер. Тест общей стоимости ресурсов сравнивает сумму предотвращенных затрат на электроэнергию, представляющую выгоды, которые получает система и участник реализации этих мер по повышению эффективности, а также другие поддающиеся количественной оценке социальные выгоды, включая предотвращение затрат на коммунальные услуги, связанные с природным газом, с сумма всех дополнительных затрат на меры конечного использования, которые реализуются в связи с программой (включая взносы как полезности, так и участников), плюс затраты на администрирование, реализацию и оценку каждой программы со стороны спроса, чтобы количественно определить чистую экономию, полученную за счет замены программа спроса на ресурсы предложения.При расчете предотвращенных затрат на мощность и энергию, которые в противном случае пришлось бы приобретать электроэнергетическому предприятию, должны быть включены разумные оценки финансовых затрат, которые, вероятно, будут наложены будущими нормами и законодательством о выбросах парниковых газов.
Озоновый сезон означает период времени, начинающийся 1 мая года и заканчивающийся 30 сентября того же года включительно.
Нефтеперерабатывающий завод означает любое лицо, которое владеет, арендует, эксплуатирует, контролирует или наблюдает за нефтеперерабатывающим заводом.
Жидкостное уплотнение означает первичное уплотнение, установленное в постоянном контакте с жидкостью между стенкой резервуара и плавающей крышей по окружности резервуара.
Герметичный контейнер означает контейнер, который спроектирован и предназначен для защиты от проникновения микроорганизмов и, в случае низкокислотных консервов, для сохранения коммерческой стерильности его содержимого после обработки.
общая система означает систему передачи и систему распределения Совета вместе взятые;
Полугодовая дата распределения означает «Даты распределения», указанные в разделе «Краткая основная финансовая информация — Расчетные распределения — Полугодовые распределения» в Части I Проспекта Траста.
Продукт от клещей домашней пыли означает продукт, на этикетке, упаковке или сопроводительной документации которого указано, что продукт подходит для использования против клещей домашней пыли, но не указано, что продукт подходит для использования против муравьев, тараканов или других домашние ползающие членистоногие.
Полугодовая (2 раза в год) частота отбора проб означает, что отбор проб должен производиться в течение июня и декабря, если специально не указано иное.
Дата коммерческой эксплуатации (COD) означает дату, как определено в пункте №.17, Раздел-II, Инструкции для участников торгов (ITB) RfS;
Платежи за объем производства означает обязательства по оплате производства, учитываемые как доходы будущих периодов в соответствии с ОПБУ, вместе со всеми обязательствами и обязательствами, связанными с ними.
Система коммунального водоснабжения означает систему снабжения населения водопроводной водой для потребления человеком, если система имеет не менее пятнадцати соединений или регулярно обслуживает не менее двадцати пяти человек. Этот термин включает любой источник воды и любые сооружения для сбора, обработки, хранения и распределения, находящиеся под контролем оператора системы и используемые в основном в связи с системой, а также любые сооружения для сбора или предварительной обработки, не находящиеся под таким контролем, которые используются в основном в связи с системой.
Этот термин включает любой источник воды и любые сооружения для сбора, обработки, хранения и распределения, находящиеся под контролем оператора системы и используемые в основном в связи с системой, а также любые сооружения для сбора или предварительной обработки, не находящиеся под таким контролем, которые используются в основном в связи с системой.
Базальная площадь означает эффективную площадь поверхности, доступную для передачи очищенных сточных вод из фильтрующего материала в системе насыпи в принимающие почвы на месте.Периметр измеряется на границе импортируемого насыпного материала и местного грунта. На участках с уклоном в этот расчет может быть включена только площадь, расположенная вниз по склону от восходящего края распределительной среды.
Прогноз температур предварительного нагрева для высокопрочной стали S690QL с использованием МКЭ-моделирования для лазерной сварки высокой мощности
Методология проверки
Основная идея заключается в использовании современных инструментов МКЭ-моделирования для прогнозирования свойств в зависимости от температур предварительного нагрева. На практике проверка температурного поля в процессе может быть утомительным процессом. Следовательно, в этом исследовании утверждается, что калибровки ширины и глубины ванны расплава только при комнатной температуре достаточно, чтобы получить разумные результаты от модели, определяющей свойства при более высоких температурах предварительного нагрева. Из результатов одного эксперимента вычитали ширину и глубину сварного шва. Это использовалось для моделирования источника тепла в расчете FEM. Методология данного исследования делится на две части.Сначала делается фактический метод прогнозирования температуры предварительного нагрева. Второй частью исследования является валидация метода. Поэтому результаты расчета метода сравниваются с экспериментальными измерениями. Эта проверка не является частью фактического метода прогнозирования и была сделана только для того, чтобы показать производительность модели.
На практике проверка температурного поля в процессе может быть утомительным процессом. Следовательно, в этом исследовании утверждается, что калибровки ширины и глубины ванны расплава только при комнатной температуре достаточно, чтобы получить разумные результаты от модели, определяющей свойства при более высоких температурах предварительного нагрева. Из результатов одного эксперимента вычитали ширину и глубину сварного шва. Это использовалось для моделирования источника тепла в расчете FEM. Методология данного исследования делится на две части.Сначала делается фактический метод прогнозирования температуры предварительного нагрева. Второй частью исследования является валидация метода. Поэтому результаты расчета метода сравниваются с экспериментальными измерениями. Эта проверка не является частью фактического метода прогнозирования и была сделана только для того, чтобы показать производительность модели.
Для прогнозного метода изготавливается образец сварки при комнатной температуре (20 °C).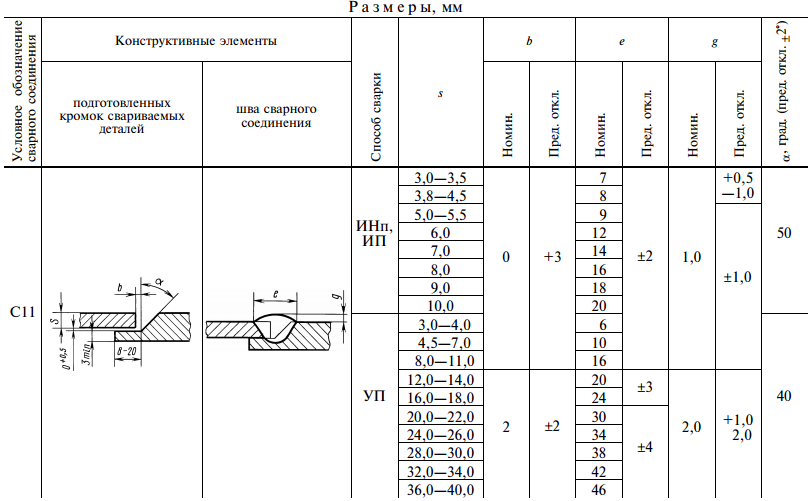 Металлографический анализ дает размеры поперечного сечения.Поэтому измеряют глубину и ширину вверху и внизу сварного шва. Источник тепла в модели FEM калибруется в соответствии с этим измерением. Кроме того, в модель интегрированы скорость сварки и мощность лазера. Расчет МКЭ выполняется для различных температур предварительного нагрева. Полученные значения времени t8/5 для определенных элементов внутри сварного шва экспортируются в модель расчета твердости. Также химический состав сварочного образца определяется энергодисперсионным рентгеноструктурным анализом.Твердость можно рассчитать в соответствии с определенной температурой предварительного нагрева.
Металлографический анализ дает размеры поперечного сечения.Поэтому измеряют глубину и ширину вверху и внизу сварного шва. Источник тепла в модели FEM калибруется в соответствии с этим измерением. Кроме того, в модель интегрированы скорость сварки и мощность лазера. Расчет МКЭ выполняется для различных температур предварительного нагрева. Полученные значения времени t8/5 для определенных элементов внутри сварного шва экспортируются в модель расчета твердости. Также химический состав сварочного образца определяется энергодисперсионным рентгеноструктурным анализом.Твердость можно рассчитать в соответствии с определенной температурой предварительного нагрева.
Для валидации прогнозного метода сварки образцы изготавливают при различных температурах предварительного нагрева. Твердость измеряется в сварном шве. Эти измерения сравниваются с расчетными значениями для конкретных температур предварительного нагрева.
Следующая блок-схема описывает метод прогнозирования температуры предварительного нагрева и проверку самого метода. См. рис. 1.
См. рис. 1.
Метод и блок-схема проверки для прогнозирования температуры предварительного нагрева
Материал
Для экспериментов использовались металлические листы из S690QL. Толщина металлического листа 6 мм. Пластины имеют длину 200 мм и ширину 50 мм. Химический состав основного материала и сварного шва был определен с помощью энергодисперсионного рентгеновского анализа (EDXA). Этот анализ был выполнен с ускоряющим напряжением 20 кВ. Результаты представлены в таблице 1.Из-за недостаточной обнаруживаемости углерода значение было установлено равным 0,16% масс. согласно [17]. Это относится к составу материала в МКЭ-модели. Абсолютная ошибка была установлена на уровне + − 0,04 % масс. Различия между химическим составом основного материала и сварного шва пренебрежимо малы. В соответствии с этим следующие расчеты основаны на химическом составе основного материала.
Таблица 1 Химический состав S690QL по данным EDXA при ускоряющем напряжении 20 кВЭкспериментальная процедура
Две пластины были зажаты внахлестку. Длина сварного шва 150 мм и 25 мм с каждой стороны. Источником лазера является IPG YLS-10000. Этот лазер представляет собой волоконный лазер с максимальной выходной мощностью 10 кВт. Диаметр волокна составляет 200 мкм. Использовались коллиматорная линза 160 мм и фокусирующая линза 300 мм. Фокус был установлен на 4 мм ниже поверхности верхнего металлического листа. Используемая мощность лазера составляла 6 кВт, а скорость перемещения – 1 м/мин. Экспериментальная установка представлена на рис. 2.
Длина сварного шва 150 мм и 25 мм с каждой стороны. Источником лазера является IPG YLS-10000. Этот лазер представляет собой волоконный лазер с максимальной выходной мощностью 10 кВт. Диаметр волокна составляет 200 мкм. Использовались коллиматорная линза 160 мм и фокусирующая линза 300 мм. Фокус был установлен на 4 мм ниже поверхности верхнего металлического листа. Используемая мощность лазера составляла 6 кВт, а скорость перемещения – 1 м/мин. Экспериментальная установка представлена на рис. 2.
Экспериментальная установка: волоконный лазер IPG YLS-10000 мощностью 10 кВт с коллиматорной линзой 160 мм, поверхностной линзой 300 мм
Для исследования точности валидации результатов модели сравнивались с измерениями экспериментальных сварных швов.Доказательством модели является соответствие проверенных и измеренных значений.
Для этого были проведены сварочные эксперименты с предварительным подогревом и без него. Для предварительного нагрева образец помещали в печь. После процесса нагрева образцы помещали в сварочную установку. Температуру измеряли тактильным термометром. Процесс сварки выполняли после того, как пластины достигли нужной температуры. Эксперименты проводились при комнатной температуре и при 100°C, 150°C и 200°C соответственно.
После процесса нагрева образцы помещали в сварочную установку. Температуру измеряли тактильным термометром. Процесс сварки выполняли после того, как пластины достигли нужной температуры. Эксперименты проводились при комнатной температуре и при 100°C, 150°C и 200°C соответственно.
Образцы исследованы методом металлографического контроля. Измерения твердости проводились в сварных швах на глубине 3 мм от поверхности. Твердость по Виккерсу измеряли с нагрузкой 10 кг.
Модель FEM-Model
Модель сварки FEM была настроена с помощью программного обеспечения Simufact Welding. Модель показана на рис. 4. О Simufact в промышленных приложениях уже сообщалось [18]. Температурно-зависимые теплофизические и механические свойства вещества были предоставлены программой [17, 19, 20].Геометрия сетки модели была разработана с помощью программного обеспечения Abaqus FEA. Сетка содержит 339 936 шестигранных элементов в объемной модели. Кроме того, сетка была уточнена в направлении сварного шва. На рис. 3 и 4 показана установка сварочной конструкции.
На рис. 3 и 4 показана установка сварочной конструкции.
Установка для сварки конструкции
Рис. 4Сетчатая объемная модель МКЭ, содержащая 339 936 шестигранных элементов
Геометрия источника тепла была адаптирована с учетом параметров лазерного луча и площади поперечного сечения.Ширина и глубина сварочной ванны взяты из эксперимента без предварительного подогрева. Также учитываются технологические параметры эксперимента. См. Таблицу 2. Конфигурация источника тепла откалибрована с измеренной глубиной и шириной поперечного сечения сварного шва для комнатной температуры. См. Таблицу 3. Эффективность была установлена на типичное значение общего поглощения для процессов сварки с глубоким проплавлением [21].
Таблица 2 Параметры процесса сварки в МКЭ-модели Таблица 3 Конфигурация источника тепла в МКЭ-модели с измеренными шириной и глубинойРасчет твердости
Модель описывает расчет максимальной твердости в ЗТВ для сварных швов. Адаптация этого метода используется для расчета твердости сварных швов. Согласно этому методу твердость связана с временем t8/5 посредством функции арктангенса. Необходимо рассчитать максимальную твердость и время t8/5 полной мартенситной и полной бейнитной структур. Они основаны на конкретных углеродных эквивалентах. Окончательное уравнение описывается следующим образом, уравнения. 1 и 2. Конкретные расчеты по [12].
Адаптация этого метода используется для расчета твердости сварных швов. Согласно этому методу твердость связана с временем t8/5 посредством функции арктангенса. Необходимо рассчитать максимальную твердость и время t8/5 полной мартенситной и полной бейнитной структур. Они основаны на конкретных углеродных эквивалентах. Окончательное уравнение описывается следующим образом, уравнения. 1 и 2. Конкретные расчеты по [12].
$$ {H}_V=\frac{\left({H}_M+{H}_B\right)}{2}-\frac{\left({H}_M+{H}_B\right)\ast \arctan (X)}{2.2} $$
(1)
$$ X=\frac{4\ast \log\left(\frac{\tau}{\tau_M}\right)}{\log\left(\frac{\tau_B}{\tau_M}\right)- 2} $$
(2)
С помощью этого уравнения можно рассчитать максимальную твердость определенного времени t8/5. Они даны моделированием FEM в этом исследовании.
Телескопический флагшток Изготовлен из алюминия серии 7000-T8
Превосходная прочность и коррозионная стойкость Алюминиевые телескопические и секционные флагштоки серии 7000-T8.
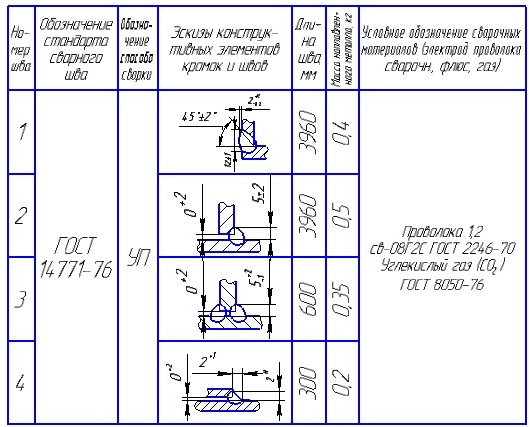
Впервые за 80 лет
На протяжении более 80 лет в производстве алюминиевых мачт используются алюминиевые трубы посредственной прочности серии 6000, ошибочно и вводящие в заблуждение, называемые «авиационным алюминием».
Эти различные типы алюминия серии 6000 используются во многих продуктах, таких как двери, окна, кондиционеры, раковины и туалеты, создавая ложное впечатление, что фюзеляж и крылья самолета изготовлены из таких материалов. Они не!
Детали самолетов изготовлены из БЕСШОВНЫХ труб, а не из того, что они рекламируют как «авиационный алюминий».
Можете ли вы представить себе полет на высоте 35 000 футов, когда алюминиевые детали начинают разваливаться по швам?
Но не стоит беспокоиться, потому что они наверняка сначала развалятся на взлете при тяге двигателя в 100 000 фунтов!
Компания Telepole Mfg Inc. впервые с гордостью представляет флагштоки гораздо более высокого качества и прочности, изготовленные из холоднотянутого алюминия серии 7000-T8.
Наши телескопические флагштоки имеют двойную толщину стенки (10 калибров) и прочность на разрыв по сравнению с трубами.Мы увеличили диаметр основания с 2,4 до 3,50 дюймов, а на разной высоте — с 16 до 40 футов.
Конечно, флагшток у всех остальных — «Самый сильный, лучший и т.д. и т.п.», ибо я никогда не видел и нигде не читал рекламы, что их флагшток «худший» — или «Пожалуйста, купите мой флагшток. Хуже всего в США!»….
Лучший! Но почему?
Процесс!
Первые два этапа изготовления наших трубок серии 7000 аналогичны другим алюминиевым трубкам.
1. Алюминиевый материал нагревается до 400 с лишним градусов и проталкивается через «матрицу», которая принимает заданную форму.
2. Затем он растягивается, охлаждается и в конечном итоге нарезается до нужных размеров.
НО это НЕ конец производства алюминиевых туб 7000-T8.
3.Теперь трубы будут ПРОТЯГИВАТЬСЯ ХОЛОДНОЙ ПРОТЯЖКОЙ через другую дорогую «матрицу», которая устранит дефекты, значительно повысит прочность и придаст гладкой, привлекательной поверхности.
4. Будет искусственно состарено и, наконец,
5. Через 18 часов и более при очень высоких температурах затвердеет до дополнительной прочности T8 (T8=состояние = прочность)
Это очень медленный и дорогой процесс вот почему другие компании не используют алюминий 7000 T-8. Вы знаете, как это происходит…Низкая стоимость, более высокая прибыль.
И последнее, но не менее важное: алюминиевые трубы проходят электрохимический процесс, называемый анодированием.
В среднем, в процессе анодирования на заводе будет использоваться от 2,5 до 5,0 микрон по сравнению с нашими 13 микронами или на 300 % больше микрон для покрытия поверхности трубы, что делает ее более устойчивой к царапинам и обесцвечиванию.
Этот долгий, дорогой и гораздо более дорогостоящий процесс, а также химический состав (ингредиенты) алюминия серии 7000-T8 даст вам самый прочный (даже прочнее, чем мягкая сталь), самый гладкий, с очень низкой коррозионной активностью и красивый алюминиевый флагшток. завидует большинство и восхищается всеми.
завидует большинство и восхищается всеми.
Флагшток, который прослужит вам очень-очень долго и имеет 15-летнюю гарантию на любую погоду.
Мы знаем, что ваши соседи будут завидовать вашему Telepole и его красоте. Флагшток, сделанный американцами и для американцев.
Действительно отличный продукт, который вы заслуживаете иметь для себя и/или своих близких!
Хорошо….позвоните нам по телефону 570-546 3699 и/или закажите прямо через наш сайт https://tele-pole.com
Да благословит Бог Америку и всех ваших близких!
И НАКОНЕЦ – «Если это не Telepole – это не самое лучшее!»The Sweetheart Tree
FactoidsОтветы на часто задаваемые вопросы
ИСПРАВЛЕНИЯ
Исправления перечислены вместе с образцом — если вы работаете над дизайном и подозреваете, что может быть ошибка или упущение, пожалуйста, проверьте, что название продукта для исправлений.
СКОЛЬКО ТКАНИ ПОТРЕБУЕТСЯ ДЛЯ ВЫШИВАНИЯ ДИЗАЙНА?
Сшиватели, распечатайте это и держите рядом со своим швейным оборудованием, и вы никогда не
придется побеспокоиться об этом снова. …
…
Во-первых, начните с размера вашего дизайна — в этом примере дизайн 80 ширина х 220 высота.
Во-вторых, Вы хотите сшить его на ткани плотностью 32 каунта.
Чтобы определить, сколько ткани вам нужно, возьмите размер дизайна и разделите размер дизайна по количеству стежков.
Начните с количества ткани, равного 32 нитям на дюйм, и разделите 32 на 2.
= 16
(Это означает, что лен 32 каунта такой же, как Аида 16 каунта, но вы знали
правильно?)
Теперь возьмем ширину дизайна…..80 и разделить 80 на 16 = 5 (ширина сшитого дизайна будет 5 дюймов)
Сделайте то же самое с высотой дизайна ….. 220 и разделите 220 на 16 =
13.75
(вышитый дизайн будет иметь высоту 13 3/4 дюйма)
Таким образом, размер строчки составляет 5 дюймов в ширину и 13,75 дюймов в высоту.
что-то большое, как сэмплер (Примечание: вы можете обойтись 2 дюймами на каждом сбоку, если это что-то маленькое, например украшение или брелок).
Ширина 5 дюймов + 6 дюймов = 11 дюймов
Высота 13,75 + 6 дюймов = 19,75 дюймов
Таким образом, ваша ткань должна быть не менее 11 дюймов в ширину и 19,75 дюймов в высоту
Подходит для ткани ЛЮБОЙ плотности.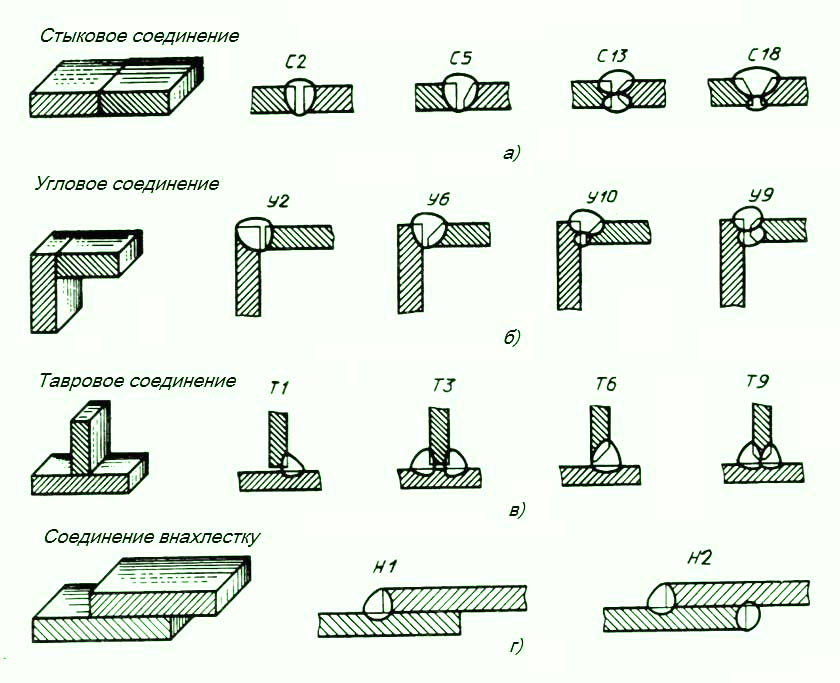 полотно разделить на 2 = 14 каунтов Aida
полотно разделить на 2 = 14 каунтов Aida
40 каунтов полотно разделить на 2 = 20 каунтов эквивалентно Aida
И т.д.
НАКОНЕЧНИКИ QUADRIELLE
| Наши Кадриели регулярно отправляются на выставки или на Trunk Show. Со временем мы обнаружили, что из-за покачивания при транспортировке или обработке они потеряли свои «четкие углы» и стали немного «нестандартными».» Таким образом, путем «проб и ошибок» мы разработали новый метод, с помощью которого кадриэль сохраняет свою форму, и в результате они становятся намного прочнее. Следуйте пошаговым инструкциям с сопровождающими фотографиями, чтобы закончить свою кадриель. Наберитесь терпения! потратьте несколько раз, прежде чем ваша внутренняя «коробка» будет идеально подходить по размеру, но мы думаем, что вы будете довольны конечным результатом! острое лезвие или нож типа канцелярского ножа (для разрезания сердцевины пенопласта) прямые булавки (предпочтительно такие, которые не ржавеют) тонкий шерстяной ватин (для внешней стороны) волокнистый наполнитель для верха и низа (а также внутри при желании) Небольшое количество белого клея | |
Шаг 1 — После того, как ваша деталь будет сшита, снимите точные мерки со стороны 1 и стороны 3. Затем с помощью канцелярского ножа отрежьте 2 квадратных куска пенопластовой сердцевины чуть меньше этих размеров. Мы будем называть их Частью №1 и Частью №2. Затем отрежьте 2 дополнительных куска пенопласта той же высоты, что и кусок 1 и кусок 2, но на 1/2 дюйма уже. Мы будем называть их кусок № 3 и кусок № 4. Затем с помощью канцелярского ножа отрежьте 2 квадратных куска пенопластовой сердцевины чуть меньше этих размеров. Мы будем называть их Частью №1 и Частью №2. Затем отрежьте 2 дополнительных куска пенопласта той же высоты, что и кусок 1 и кусок 2, но на 1/2 дюйма уже. Мы будем называть их кусок № 3 и кусок № 4. | |
| Альтернативный вид, шаг 2 | Шаг 2 — Держите Часть 1 и Часть 3 под прямым углом друг к другу. Используйте прямые штифты, чтобы соединить два куска пенопласта вместе, чтобы сформировать «угол», вставив один штифт сверху, один снизу и один в центре.Работая снаружи внутрь, вставьте прямой штифт через плоскую сторону детали № 1 и в центральную часть детали № 3. Теперь у вас есть первые 2 стороны вашей «коробки». |
Шаг 3. Чтобы собрать третью сторону «коробки», держите Деталь №3 и Деталь №2 под прямым углом друг к другу. Используйте прямые штифты, чтобы соединить два куска пенопласта вместе, чтобы сформировать следующую сторону, вставив один штифт сверху, один снизу и один в центре. Двигаясь снаружи внутрь, вставьте прямой штифт через плоскую сторону детали № 2 и в центральную часть детали № 3. Теперь у вас есть три стороны вашей «коробки»! Двигаясь снаружи внутрь, вставьте прямой штифт через плоскую сторону детали № 2 и в центральную часть детали № 3. Теперь у вас есть три стороны вашей «коробки»! | |
| Шаг 4 — Чтобы собрать четвертую сторону «коробки», вставьте деталь № 4 между деталью № 1 и деталью № 2. Используйте прямые булавки, чтобы скрепить куски пенопласта вместе, образуя четвертую «сторону» вашей коробки. Вставьте три штифта через Деталь №1 в сердцевину Детали №4 и три штифта через Деталь №3 в Деталь №4, разместив по одному штифту вверху, внизу и по центру с каждой стороны.Теперь у вас собраны все четыре стороны вашей «коробки». | |
Шаг 5 – Измерьте точные размеры отверстия сверху и снизу коробки. Затем с помощью канцелярского ножа отрежьте 2 квадратных куска пенопласта, чтобы они соответствовали этим размерам. Вставьте одну часть в нижнюю часть коробки. Держите нижний кусок пенопласта на месте. Двигаясь снаружи внутрь, вставьте прямые штифты через плоскую сторону каждой стороны и в центральную часть нижней части. Используйте по одной булавке с каждого края и по одной в центре каждой стороны, чтобы нижняя часть была надежно закреплена. Используйте по одной булавке с каждого края и по одной в центре каждой стороны, чтобы нижняя часть была надежно закреплена. | |
| Шаг 6. На этом этапе вы можете заполнить коробку фибровым наполнителем, если хотите. Затем, используя вторую квадратную деталь, вставьте ее в верхнюю часть коробки. Удерживая верхнюю часть пенопласта на месте, прикрепите ее булавками так же, как вы прикрепили нижнюю часть. Двигаясь снаружи внутрь, вставьте прямые штифты через плоскую сторону каждой стороны и в центральную часть верхней части.Используйте по одной булавке с каждого края и по одной в центре каждой стороны, чтобы верхняя часть была надежно закреплена. | |
Шаг 7. Теперь наступает самая сложная часть, и вы можете просто почувствовать, что вам нужна дополнительная пара рук! Соедините четыре верхних шва вашей квадриэли (T1-T8), но непосредственно перед последними стежками в центре «верха» (в T7 и T8) вставьте петлю для подвешивания, сделанную из самодельной скрученной тесьмы или ленты.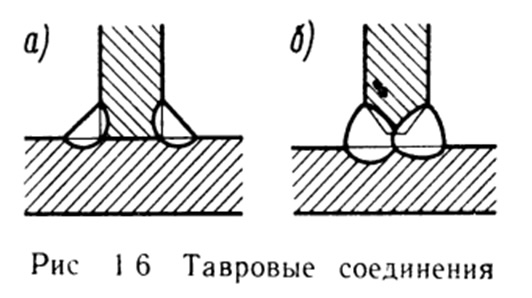 Поместите небольшое количество волокнистого наполнителя в верхнюю «пирамиду», убедившись, что соединительные швы четкие и четкие. Поместите небольшое количество волокнистого наполнителя в верхнюю «пирамиду», убедившись, что соединительные швы четкие и четкие. | |
| Альтернативный вид Шаг 8 | Шаг 8. Затем отмерьте и отрежьте 1 длинный кусок шерстяного ватина, который будет использоваться для обертывания коробки со всех четырех сторон. Вставьте коробку на место в корпусе Quadrielle, чтобы убедиться, что она подходит. Помните, что вам все равно нужно добавить шерстяной ватин со всех четырех сторон, поэтому, если коробка слишком большая, не форсируйте ее! — ваш боковой шов будет выглядеть неправильно, если вы это сделаете. Если коробка все еще немного велика, снимите ее и используйте лезвие для обрезки коробок, чтобы срезать по чуть-чуть с каждой стороны, сделав ее меньше, снова соедините стороны вместе, как вы делали раньше, и попробуйте еще раз для размера.Вы поймете, когда у вас все получится! Как только вы будете уверены, что ваша коробка поместится внутри основного корпуса вашей Quadrielle, вы можете обернуть шерстяной ватин и приклеить его на место, чтобы придать немного мягкости бокам вашей Quadrielle, в то время как коробка внутри делает ее прочной. Вставьте коробку нужного размера, обернутую шерстяным ватином, внутрь и прострочите боковой шов (пока коробка находится внутри). Вставьте коробку нужного размера, обернутую шерстяным ватином, внутрь и прострочите боковой шов (пока коробка находится внутри). |
| Шаг 9 — Наконец, начните закрывать четыре нижних соединительных шва (B1-B8).Когда вы закончите первые три соединительных шва, поместите небольшое количество волокнистого наполнителя в нижнюю «пирамиду», следя за тем, чтобы соединительные швы оставались четкими и четко очерченными. Начинайте окончательный соединительный шов снизу, но непосредственно перед тем, как сделать последние несколько стежков в центре «дна» (в точках B7 и B8), добавьте кисточку. Затем завершите закрытие последнего шва. | |
Как разобрать и разобрать контроллер Xbox One
Если вы хотите разобрать контроллер Xbox, чтобы попытаться починить застрявший джойстик или неуправляемую крестовину, вот как вы можете сделать это быстро и легко.
Примечание: Разборка контроллера Xbox аннулирует гарантию, поэтому разбирайте контроллер на свой страх и риск!
Продукты, используемые в этом руководстве
Как разобрать контроллер Xbox One
- Рассмотрите возможность работы на подносе, чтобы винты или другие детали не упали на пол или не потерялись.
- Возьмите оранжевый инструмент из набора инструментов.
Вставьте инструмент между пластиковым швом на захватах, как показано на рисунке.
- Отведите ручку от корпуса главного контроллера. Обратите внимание, что под пластиком есть клей, который удерживает его на месте, так что не бойтесь применять силу.
- Повторите это снова для обеих ручек.
Далее мы выкрутим винты. Как только винты будут удалены, ваш контроллер Xbox развалится, как бутерброд. Будьте предельно осторожны, потому что, если вы слишком сильно разорвете его, вы можете повредить кабель, соединяющий батарею с схемой.
Найдите в своем комплекте отвертку T8 и начните выкручивать пять крепежных винтов, как показано на рисунке. Обратите внимание, что один из винтов скрыт за наклейкой в корпусе аккумулятора.
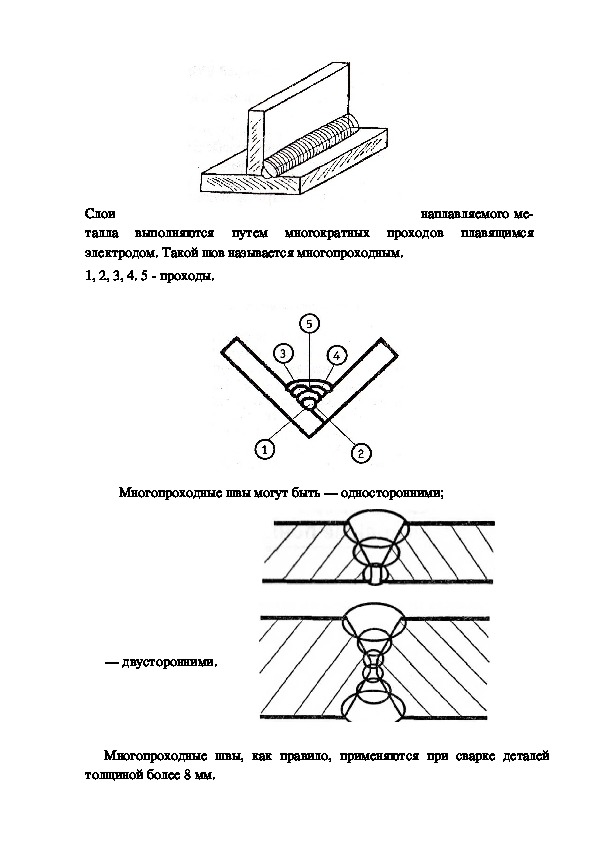
Теперь вы можете взглянуть на внутреннюю работу вашего геймпада. Будьте осторожны, чтобы не перепутать ни одну из частей!
Будьте осторожны, чтобы не перепутать ни одну из частей!
Дополнительные примечания
Отсюда контроллер разделен на три основные части.Передняя лицевая панель, корпус со схемой и задняя панель с батарейным отсеком. Будьте осторожны, чтобы не потерять детали при манипуляциях с контроллером.
При повторной сборке контроллера необходимо убедиться, что разъемы аккумулятора правильно выровнены внутри задней панели, а также что аудиоразъем под ним плотно прилегает к внешней оболочке.
Я разобрал свой контроллер, потому что, уронив его, я каким-то образом умудрился зажать джойстик в неудобном положении внутри.Разборка для изменения положения деталей в таких ситуациях может быть более дешевой или, по крайней мере, более быстрой альтернативой, чем отправка на ремонт, но будьте осторожны, поскольку некоторые детали неудобны. И, конечно же, вы можете аннулировать гарантию, сделав это.
Наше лучшее оборудование выбирает
Ремесленные инструменты
Набор отверток Vastar T6 T8 T10
Для этих надоедливых винтов безопасности
В этом наборе отверток есть все инструменты, необходимые для установки корпуса геймпада Xbox One.
Вам понадобится комплект отверток, совместимый с T8, чтобы вкрутить винты безопасности вашего контроллера Xbox, и это более чем достаточно. Он также поставляется с инструментами для извлечения ручек, что делает его универсальным для всех ваших потребностей в обслуживании контроллера.
Лучший контроллер
Контроллер Xbox One
Пожалуй, лучший геймпад всех времен.
Контроллер Xbox One совместим с ПК через USB и мобильными устройствами через Bluetooth, а также с вашей консолью Xbox
Если что-то пойдет не так во время попытки ремонта, может быть дешевле просто взять новый контроллер Xbox, чем отправить его в Microsoft для ремонта.Так что будьте особенно осторожны!
Мы можем получать комиссию за покупки по нашим ссылкам. Выучить больше.
Быстрое и простое видеоНаш лучший выбор лучших веб-камер Xbox One
Независимо от того, участвуете ли вы в видеовызове Skype или транслируете видео на тысячи людей по всему миру, это наш лучший выбор для веб-камер Xbox One.