Что лучше — клееный или сварной шов? — Надувные
Много разговоров, об этом (в интернете) .
Мы, покупатели лодок — прислушиваемся к производителям. Ну и — к отзывам коллег.
Производители лодок — хвалят тот способ, как они делают этот самый — шов. Не все, конечно, но большинство — нечестно пиарят свою продукцию. Кто клеит — ругает сварной шов. Кто варит — клееный.
Я набрался наглости и попросил нашего Сан Саныча — «Stepik»-а. Он — руководит производством лодок Тонара (если кто не в курсе).
В общем — показал мне, как варят шов. Как клеят. Ну и в финале, как в хорошем триллере — мы рвали лодки Вареные и клееные. Проверили — какая крепче.
Вот Сан Саныч на рабочем месте — знакомьтесь, кто не знает
На сегодняшний день, есть два способа соединения швов ПВХ-лодки. Склеивание и сварка.
Склеивание — все мы знаем. Раскроенные детали лодки (в местах склеивания) — обрабатываются этилацетатом для процесса галогенизации. Затем, обыкновенной кисточкой, наносится клей…
15 минут обе, покрытые клеем поверхности — подсыхают. Затем вторично покрываются клеем. Снова подсыхают. После этого, их нагревают феном (для термоактивации клея) и соединяют. Затем — прикатывают валиком. Краткосрочное давление на валике — не менее 6 кг. на кв.см. И потом — 24 часа на высыхание.
После такого склеивания, в зависимости от квалификации и старания мастера — по краю шва могут иногда выступать остатки клея.
Теперь — сварка швов!
Мне показали две «Стационарных сварочных машины, для сварки термопластичных материалов».
Первая сваривает с помощью горячего воздуха
Шов сваренный горячим воздухом отличается тем, что по краю детали — может появиться лёгкий глянец
Вторая машина — сваривает с помощью горячего клина (кстати, он полностью из серебра)
После сварки горячим клином — шов не блестит по краям, выглядит аккуратнее
Ну и — гвоздь программы! Мы разорвали детали лодки
Поочерёдно — склеенные и сваренные. Раздирали — старательно, на грани человеческих сил )))
Раздирали — старательно, на грани человеческих сил )))
Сварной шов — так и не разошелся. Он оказался прочнее самой ткани, которая от этого растяжения — разодралась на внутренний корд и внешний слой ПВХ. Сварной шов — крепче самой ткани. Куда уж надёжнее?
Теперь будем рвать шов — обычный, клеевой.
Он выполнен по технологии. И уже достаточно высушен.
Тот же результат! На предельном усилии — сама ткань, не выдержала и порвалась. Внешний слой ПВХ — оторвался от корда. Шов, сделанный при помощи клея — остался цел
Вывод:
Для покупателя — нет абсолютно никакой разницы, сварен шов или склеен. Прочность обоих этих способов соединения швов — вполне достаточная. Конечно, если всё выполнено по технологии и с применением качественных материалов. Миф о том, что сварной шов в 2.5 раза надёжнее — всего лишь рекламный ход. Не более того.
Разница — в небольших нюансах:
1 — При склейке — могут выступать частицы клея.
2 — При сваривании горячим воздухом — могут слегка блестеть края шва.
3 — При сваривании горячим клином — самый аккуратный и красивый шов.
А вот, для производителя — сварной шов лучше. Он более технологичен. Во-вторых, минимизирует человеческий фактор (добросовестный ли склейщик, выспался ли он сегодня и не экономит ли клей…). В третьих — значительно ускоряет процесс производства. И слегка снижает себестоимость.
При сравнении швов, есть ещё одна деталь — разница в весе. Вес лодке — добавляет клей.
На одну клееную гребную лодку (средние данные) идёт около 1.5 — 2 кг клея. На моторную от 3-ёх до 5-ти кг.
В сварных лодках (там его тоже, в некоторых местах — не избежать) клея — максимум 0.8 кг в гребных лодках. И — 2.5 кг. в моторных.
Эту статью, разместил и на нашем канале в Яндекс Дзен. Вот ссылка на неё
Правильный сварочный шов
Как правильно варить электросваркой — делаем красивые швы
В современном мире сварной шов встречается практически везде, в любой отрасли. Но многие хозяева прибегают к услугам специалистов. Но данный навык можно с легкостью получить самому, тем более сварочный процесс очень увлекателен, от сварки обычного гаража вас может потянуть к изготовлению ажурной изгороди. Научиться варить несложно, достаточно разобраться с нюансами и можно смело переходить к сварочному процессу.
Но многие хозяева прибегают к услугам специалистов. Но данный навык можно с легкостью получить самому, тем более сварочный процесс очень увлекателен, от сварки обычного гаража вас может потянуть к изготовлению ажурной изгороди. Научиться варить несложно, достаточно разобраться с нюансами и можно смело переходить к сварочному процессу.
Подготовка
Прежде чем начать любое обучение и понять, как правильно варить электросваркой, необходимо запастись определенными принадлежностями. Для сварки необходимо приобрести:
- Сварочный аппарат — электросварка.
- Набор электродов. Их диаметры бывают разные и их необходимо подбирать в зависимости от плотности и толщины металлического участка. Необходимы для подвода тока к сварочному шву. Для начинающих можно приобрести стержни, с нагревающимся и легко плавящимся составом.
- Резиновые перчатки с длинным рукавом. Рекомендуется надевать замшевые.
- Маска с затемненным светофильтром.
- Плотная одежда.
- Молоток, необходимый для сбивания шлака (стекловидный материал).
- Щетка для зачистки швов.
- Трансформатор – используется для преобразования постоянного тока в переменный. Его применяют, как правило, когда нет необходимости в сварном шве высокого качества.
- Выпрямитель.
Вместо трансформатора и выпрямителя, можно для новичка использовать более простой механизм – инвертор. Он очень удобен и универсален. Им можно варить как алюминиевые сплавы, так и прочные сплавы из стали. С ним в комплекте идет также пара проводов с закрепленными с ними зажимами. На один конец вставляется электрод, а на вторую крепят детали, необходимые для сварки.
При сварке не стоит забывать о мерах безопасности.
Перед началом сварочных работ необходимо подготовить рабочую поверхность. Для этого нужно убрать с поверхностей ржавчину путем обработки ее шкуркой, болгаркой или наждачной бумагой. Если проигнорировать эту процедуру, то могут возникнуть проблемы при розжиге дуги.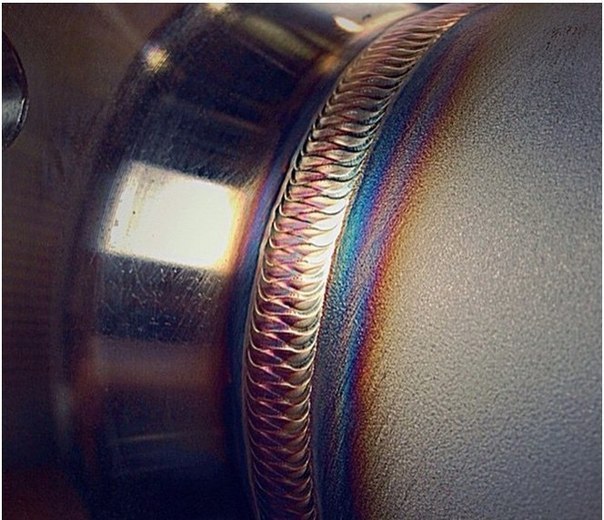
Технология процесса электросварки
Сварка – процесс, возделываемый под действием высоких температур. Под ее воздействием обрабатываемые поверхности расплавляются, образуя так называемую ванну, в которой смешивается основной металл с металлической сердцевиной электрода.
Величина образовывающейся ванны может быть разной, в зависимости от исходного типа сварки, положения к поверхности, быстроты перемещения дуги и так далее. В среднем ширина сварки может быть 0,8 — 1,5 см, высота 1 — 3 см, а глубина около 0,6 см.
Кислород при соединении с металлом может оказать нежелательное влияние на стыковку шва, именно поэтому электрод покрыт специальной обмазкой, которая при плавлении образует такую зону из газа в области дуги и над расплавленной ванной, в какую не попадает воздух. Именно поэтому металл не взаимодействует с кислородом. Кроме того, поверх шва образуется шлак, который тоже препятствует взаимодействию сплава и кислорода. На завершающем этапе он счищается щеткой.
Тренировка с зажиганием дуги
Перед любым видом деятельности необходимо набраться опыта. Так и в сварочном процессе, прежде чем приступить к сплаву нескольких металлов, необходимо потренироваться, делая на ненужном листе металла валики. Для этого необходимо очистить ржавую поверхность и грязь на нем.
Затем электрод зажимается в держателе аппарата для сварки (инверторе). Далее, для того чтобы доставить ток в зону плавки, нужно просто почиркать. Или также можно это делать движениями постукивания.
После того как будет создана выполненная электрическая дуга, электрод направляется на заготовку. Стоит отметить, что зазор между электрической дугой и металлической поверхностью должен быть на всем промежутке одинаковым, но не меньше 0,3 см и не больше 0,5 см.
Важно! Если зазор между дугой и металлом менять, то электрическая дуга порвется, а сварочный шов получится с недостатками, некрасивый.
Электрический стержень держат, как правило, под углом 71 градус. Его можно отклонять вперед или назад, как будет мастеру удобнее. В дальнейшем наклон можно изменять в зависимости от удобства мастера или от специфики сварки.
Рекомендуем! Дефекты сварочных швов и причины их образованияИ также на данном тренировочном этапе необходимо прочувствовать необходимую силу тока электросварки, для того, чтобы подача осуществлялась стабильно. Если сила тока будет маленькой, то электрическая дуга будет гаснуть, а если, наоборот, большая, то металл начнет плавиться. Навык в работе сварки можно получить, прибегая к методу проб и ошибок.
Сварные швы в зависимости от скорости сваркиПравильные движения электродом
После тренировки валиками, которые после усердных тренировок должны получаться примерно ровные и красивые, можно приступать к тренировке сварочных швов. Именно на этом этапе можно понять, как правильно класть идеальные швы электросваркой. Этот этап уже посилен начинающим, которые хорошо набили руку на валиках, прочувствовали необходимую силу тока, расстояние между зазорами и т. д.
Для свариваемого шва необходимо сначала подготовить оборудование, как это описывалось выше (зажечь электрическую дугу). Отличительной чертой от предыдущего этапа является то, что рука мастера в этот раз движется не по прямой, а по косой траектории, совершая легкие колебательные движения с небольшой амплитудой. Выглядит это, как будто мастер перемещает раскаленный, плавящийся металл от одного края сварного элемента к другому.
Движение может отличаться и быть образом зигзага, петлевой или напоминать повторяющиеся изгибы похоже на елки и серпы.
Различают траекторию, производимую по трем направлениям:
- Поступательное. Перемещение электрода происходит вдоль его оси. Для этого достаточным будет поддержка стабильной длины электрической дуги.
- Продольное. Это один из самых тонких видов швов. Он похож на нитку. Для того чтобы его накладывать, необходимо придерживать высоту, зависимую от скорости, с которой перемещается электрический стержень.
 Для того чтобы закрепить полученный шов, необходимо проделать и поперечные направления движения.
Для того чтобы закрепить полученный шов, необходимо проделать и поперечные направления движения. - Колебательное. Данная траектория помогает получить необходимую ширину шва. Сделать их можно, совершая колебательные движения руки. Высота колебательной волны подбирается исходя из размера желаемого стыка.
 Для того чтобы закрепить полученный шов, необходимо проделать и поперечные направления движения.
Для того чтобы закрепить полученный шов, необходимо проделать и поперечные направления движения.Тренировку также необходимо проделывать на ненужном металлическом листе. Для начала начертите мелом линию так, чтобы ее было видно сквозь затемненное стекло сварочной маски Далее, вдоль этой линии необходимо прочерчивать электродом шов по одной из перечисленных выше траекторий. После того как стык остынет, от него молоточком отбивается шлак, и получается красивый шов.
После получения этих первоначальных навыков можно смело приступать к сварке соединительных швов. Они бывают абсолютно разной формы: горизонтальные, вертикальные, углообразные, стыковые, внахлест и другие. После того как прочувствуете, что ваша рука движется более или менее уверенно, много тренировались, можете только после этого попробовать сваривать красивые и ажурные швы.
Для визуального восприятия процесса сварки рекомендуем просмотреть данное видео Таким образом, можно самостоятельно обучиться очень нужному навыку работе с электросваркой. Для этого необходимо запастись определенными принадлежностями и инструментами. А также стоит помнить, что сварка очень опасное занятие, поэтому при работе с ней необходима специальная оснастка и меры защиты (шлем, перчатки, одежда). Чтобы освоить этот тип работы, необходимо предварительно потренироваться на ненужном листе металла.
svarkagid.ru
Сварка углового шва — как сделать правильный сварочный шов

Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Как делать правильный вертикальный шов при сварных работах
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
Сварка является одним из самых надёжных методов соединения металлических деталей. Но это утверждение является истинным только в том случае, если работа выполнена качественно. Что же необходимо усвоить новичку, чтобы стать настоящим профессионалом в этом деле?
Опытные специалисты знают, что при проведении любых сварочных работ надо чётко соблюдать все правила техники безопасности, а начинать необходимо со спецодежды. Выполнять работу следует только в защитном брезентовом костюме или робе, ноги должны быть защищены кирзовыми ботинками, руки — замшевыми перчатками и брезентовыми рукавицами, а лицо и волосы — маской сварщика. Только надев всю эту экипировку, можно приступать к работе.
Чтобы была осуществлена правильная сварка металла, необходимо соблюдать чёткую и последовательную схему технологического процесса. Для начала нужно надёжно зафиксировать подготовленные детали при помощи зажимов, струбцин или стяжек, и скрепить их прихватами в нескольких местах по краям изделия. Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.
Особенности вертикальных сварочных швов
При сварке вертикальных швов расплавленный металл будет стремиться стекать вниз, из-за чего в нижнюю часть смещается и вершина шва. Чтобы избежать наплывов, сварку надо выполнять узкими небольшими валиками, не делая при этом поперечных колебаний, демонстрирует это сварка вертикального шва (видео).
Ток для выполнения данных швов выставляется максимально допустимой величины, предусмотренный для выбранной толщины металла. Далее необходимо правильно подобрать электроды, учитывая при этом структуру сварочной поверхности. Также надо рассчитать их диаметр, который должен соотноситься с толщиной обрабатываемого металла. Имеющаяся на электродах маркировка позволит не ошибиться в выборе.
Имеющаяся на электродах маркировка позволит не ошибиться в выборе.
Схема выполнения вертикального шва
Закрепив детали и выбрав правильную силу тока, можно приступать к сварочным работам.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.
Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.
Проверка качества работ
После окончания процесса сварки и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя. Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.
Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Как правильно делать сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую -вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина -больше 40 мм, то делается обрез по обе стороны V- образной формы.
А если толщина -больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка -начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов -видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (жмите на кнопки ниже):
Как варить правильно электросваркой
В этом уроке мы расскажем вам, как правильно пользоваться сварочным аппаратом и варить электросваркой. На самом деле в этом нет абсолютно ничего сложно, как может показаться на первый взгляд, а следуя нашим четким советами и рекомендациям вы быстро овладеете этим не хитрым занятием.
Итак, первым делом давайте узнаем с чем же нам придется иметь дело и какие виды сварочных аппаратов бывают.
Исходя из самого названия можно легко догадаться, что служит он для преобразования переменного тока электросети в постоянный сварочный ток. Состоит данное устройство из двух основных частей: выпрямительного блока и трансформатора. Основными преимуществами является то что они имеют более высокий коэффициент полезного действия, а так же обладают хорошими энергетическими показателями
С помощью этого устройства переменный ток от сети с помощью специальных транзисторов опять же преобразуется в постоянный, его основным достоинством является не большой вес и возможность регулировки тока.
Вводный видео урок о том как варить электродом
Важно заметить. что если аппарат подключается к бытовой электросети, то во избежании возникновения короткого замыкания и перегрева электропроводки, необходимо знать её основные параметры и характеристики. Перед выполнением работ в частном, загородном доме или квартире проверьте работоспособность всех электроавтоматов и лишь после этого приступайте к сварке.
что если аппарат подключается к бытовой электросети, то во избежании возникновения короткого замыкания и перегрева электропроводки, необходимо знать её основные параметры и характеристики. Перед выполнением работ в частном, загородном доме или квартире проверьте работоспособность всех электроавтоматов и лишь после этого приступайте к сварке.
Только выполнение этих простых правил убережет вас от повторной прокладки проводки в квартире своими руками
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.

В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Как правильно варить электросваркой видео
На этом наш урок закончен, надеюсь сейчас вы в полной мере понимаете, как правильно варить электросваркой.
Дуговая сварка своими руками. Электросварка. Самоучитель. Сварной шов. Приварить, заварить самому. Научиться, обучиться сварочным работам.
Давайте поговорим о такой теме, как сварка. Многих она пугает. Некоторые с благоговением относятся к человеку в черной маске. Кто-то считает, что ему этому научиться вообще не под силу.
Все отчасти правы. Для того чтобы научиться действительно качественно и надежно соединять детали с помощью сварки вам придется потратить немало времени на обучение, изучение основ, практику, дальнейшую теорию и, наконец, накопление опыта. Но не буду вас пугать. Я лет восемь назад думал точно также. Однако необходимость самостоятельно делать сварные соединения в своем хозяйстве подвигла меня на приобретение сварочного аппарата, с которым я поехал к своему отчиму, который работал одно время сварщиком, и сказал: ‘Учи!’. Потом пришлось читать книжки, первые конструкции получались кривыми, швы неоднородными, хрупкими. Но потихоньку пришел опыт — ‘сын ошибок трудных’, и постепенно все начало получаться. И я стал получать удовольствие от процесса. Чего и вам желаю. На сегодняшний день я отнюдь не считаю себя профессионалом, но в прошлом сезоне я уже спокойно собирал серьезную конструкцию немалых размеров. Работал вместе со старым профессиональным сварщиком. Претензий у него к моим швам не было ни разу. Резюмируя вступление, скажу: сварка очень интересный, но и очень сложный процесс, нужный в частном хозяйстве, и на самом деле будет здорово, если вы приобретете необходимые навыки в этом деле. Тогда вам станет многое по плечу. Теперь по порядку. Моя цель — добиться не просто того, чтобы вы взяли детали, сварочный аппарат и что-то как-то сварили, а чтобы у вас возникло понимание процесса и важности всех деталей во влиянии на конечный результат (а их в этом процессе очень много). Мы будем рассматривать исключительно ручную дуговую сварку — самый популярный вид сварки, особенно в быту. По вопросам, требующим вашего понимания, буду отсылать к источникам. Иначе у меня получится не статья, а ‘роман о сварке’.
Работал вместе со старым профессиональным сварщиком. Претензий у него к моим швам не было ни разу. Резюмируя вступление, скажу: сварка очень интересный, но и очень сложный процесс, нужный в частном хозяйстве, и на самом деле будет здорово, если вы приобретете необходимые навыки в этом деле. Тогда вам станет многое по плечу. Теперь по порядку. Моя цель — добиться не просто того, чтобы вы взяли детали, сварочный аппарат и что-то как-то сварили, а чтобы у вас возникло понимание процесса и важности всех деталей во влиянии на конечный результат (а их в этом процессе очень много). Мы будем рассматривать исключительно ручную дуговую сварку — самый популярный вид сварки, особенно в быту. По вопросам, требующим вашего понимания, буду отсылать к источникам. Иначе у меня получится не статья, а ‘роман о сварке’.
Что такое сварка?
Итак, что такое сварка, и какие ее виды существуют? Классическое определение сварки такое: ‘Процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании’. Звучит сложно. И, кстати, может относиться не только к металлам, но и к пластику, и к керамике. Но нас интересует сегодня, конечно же, металл, и что же с ним происходит? Тогда капните капельку йода или зеленки в стакан с водой. Вы увидите, как постепенно вода будет окрашиваться. Происходит процесс диффузии. А теперь капните эту же капельку в стакан с горячей водой. Вы увидите, что процесс происходит значительно быстрее. Теперь представьте, что у вас две детали. Они находятся очень близко друг от друга. Они начинают расплавляться с помощью высокотемпературной электродуги. Это очень сложная штука и принцип ее возникновения и жизни непрост. Вы увидите сами, насколько интересен процесс ее горения. Но она нас пока интересует с точки зрения передачи энергии материалу.
Так вот, процесс будет напоминать то, что вы увидели в стакане. Но еще быстрее и сложнее. Металл — плотная структура. Атомы расположены недалеко друг от друга. Под действием нагревания (а оно может происходить и при пластическом деформировании), а именно — под действием т. н. энергии активации — термической или механической, начинает происходить плавление и взаимопроникновение материалов. При правильной сварке в момент охлаждения сварного шва начинает образовываться новая кристаллическая структура металла, которая состоит, как правило, из материалов обеих деталей и примесных металлов и химических веществ, которые привносит плавящийся электрод и его покрытие (бывают и неплавящиеся электроды!). Материал шва, таким образом, будет всегда отличаться от материала соединяемых элементов, но прочность шва обычно не уступает прочности основного металла. Вообще, в процессе такого соединения материалов происходит огромное количество процессов — и физических, и химических. Все их просто невозможно рассмотреть в этом материале.
Но еще быстрее и сложнее. Металл — плотная структура. Атомы расположены недалеко друг от друга. Под действием нагревания (а оно может происходить и при пластическом деформировании), а именно — под действием т. н. энергии активации — термической или механической, начинает происходить плавление и взаимопроникновение материалов. При правильной сварке в момент охлаждения сварного шва начинает образовываться новая кристаллическая структура металла, которая состоит, как правило, из материалов обеих деталей и примесных металлов и химических веществ, которые привносит плавящийся электрод и его покрытие (бывают и неплавящиеся электроды!). Материал шва, таким образом, будет всегда отличаться от материала соединяемых элементов, но прочность шва обычно не уступает прочности основного металла. Вообще, в процессе такого соединения материалов происходит огромное количество процессов — и физических, и химических. Все их просто невозможно рассмотреть в этом материале.
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости. чтобы быть в курсе.
Если что-то непонятно, обязательно спросите!Задать вопрос. Обсуждение статьи. [4] сообщений.
‘Поскольку полярность ‘электрод-изделие’ меняется 50 раз в секунду, то это вызы вает. ‘ мммммм, то есть вы не в курсе, что частота переменного тока 50гц, что вовсе не означает смену 0/фаза 50 раз в сек. Или вы тоже считаете, что ‘+’ это поток протонов, а ‘минус’ электронов? Я вообще считал, что ноль подсоединяется к изделию, а фаза подается к электроду. Читать ответ.
Сам я работаю сварщиком 25 лет. Умею все, но объяснять не горазд. Сейчас мой сы н решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо. Читать ответ.
Как сделать стол самому, своими руками. Самодельный стол. Сделайте стол сами. Нередко нужен стол совершенно определенного размера или форм.
Источники: https://swarka-rezka. ru/svarka-uglovogo-shva-kak-sdelat-pravi/, https://boldproject.ru/elektrika/kak-pravilno-varit-elektrosvarkoj.html, https://hw4.ru/welding-with-his-hands
ru/svarka-uglovogo-shva-kak-sdelat-pravi/, https://boldproject.ru/elektrika/kak-pravilno-varit-elektrosvarkoj.html, https://hw4.ru/welding-with-his-hands
pravilnodelat.ru
Как испортить сварной шов, ошибки новичков
Новоиспеченный сварщик, который недавно приобрёл соответствующий аппарат инверторного типа, а также необходимые аксессуары вроде маски и перчаток, стремится как можно скорее взяться за выполнение сложной работы либо повторить увиденные в интернете мастер-классы. Кто-то хочет как можно скорее набить руку, чтобы в дальнейшем зарабатывать на сварочных работах.
Во всех этих случаях мастера торопятся приступить к практике, не выяснив всех ключевых правил обращения со сваркой. На деле это приводит к целому ряду грубых ошибок.
Почему-то многие считают, что вопрос безопасности в обращении со сваркой относится исключительно к обращению с оборудованием. Однако не меньшую опасность неправильные работы представляют для всей электропроводки в доме. Чтобы достаточно защитить себя, одной маски мало, нужно позаботиться о закрытой одежде из плотного прочного материала. Невозможно обойтись без специальных перчаток, которые называются краги, обычные хозяйственные будут актуальны до первого ожога от брызг сварки, который, кстати, будет заживать очень долго.
Что касается самого процесса сварки, то лучше избегать использования переноски. Чем она длиннее, тем меньше оказывается мощность аппарата, что неизбежно может сказываться на качестве шва, особенно если требуется тонкая работа. Если без переноски не обойтись, настоятельно рекомендуется размотать его полностью.
Редко, но всё же встречаются случаи, когда мастера пытаются работать с сырыми электродами, они при этом не обязательно мокрые как после дождя, а, например, после хранения в довольно-таки влажном помещении. Такой электрод может повести себя абсолютно непредсказуемо в ходе работы. Электроды нужно не только просушить, но ещё и как следует прокалить. Это особенно важно для новичков, потому что опытным мастером в непрокаленными электродами работать не так сложно.
Это особенно важно для новичков, потому что опытным мастером в непрокаленными электродами работать не так сложно.
Даже после внимательного изучения всех руководств, мастер-классов и советов по сварке у новичка может получится неаккуратный неровный шов. Зачастую причина тому — неправильно подобранной электрод. Идеально начинать знакомство со сваркой с рутиловым экземпляром типа МР3-С, также подойдут АНО-21. Применяя старые запасы чуть не советских времен, можно получить какой угодно результат, но только не качественный красивый шов.
Некачественные изделия начинающих сварщиков зачастую являются одними из первых опытов работы. Поэтому чтобы различные металлические конструкции и заборы в исполнении новичка выглядели прилично, нужно как следует набить руку. Для этого достаточно запастись толстой пластиной металла, зачистить ее до металлического блеска болгаркой и начать накладывать валики сваркой. Бывает, что некоторые мастера, наложив валики и создав приличный шов, забывают обстучать шлак. В других случаях делают это слишком усердно, в итоге кусочки горячего шлака могут отлететь на открытые участки кожи, а то и в глаз. Только после того, как хорошенько отработанны горизонтальные швы, можно приступать к вертикальным. Некоторые новички умудряются начать прокладывать вертикальный шов не снизу вверх, а сверху вниз. Когда отработанные приемы вертикальной сварки, можно переходить к потолочному варианту. Только после появления приличных навыков в этих трёх видах работ можно приступить каким-то серьезным изделиям.
Красивая сварка
Требуется хорошая сварка Швы одинаковой высоты, меньше шлака
Так как паять припой хороший и качественный как показано на картинке?
1. Выберите подходящий тип сварочного стержня подходящего размера
Выбор стержня подходящего размера — это первый элемент, который нужно припаять. Тип сварочного стержня должен соответствовать сварочным материалам, типу покрытия и т. Д. Чтобы выбрать подходящий сварочный стержень на основе сварочных материалов, проконсультируйтесь с производителем сварочных материалов, поставщиками.устройство…
Д. Чтобы выбрать подходящий сварочный стержень на основе сварочных материалов, проконсультируйтесь с производителем сварочных материалов, поставщиками.устройство…
В зависимости от толщины сварного шва мы используем сварочный стержень разного размера.
2. Правильно установите сварочный ток
В зависимости от типа используемых электродов устройство должно быть настроено на положительный, реверсивный или переменный ток. Перед сваркой убедитесь, что у вас есть правильные настройки.
Сбой сварки из-за слишком высокого сварочного тока. Широкие, плоские и прерывистые швы
Сбой сварки из-за малых сварочных токов. Швы высокие, не глазурованные
3.Длина дуги разумная
Обычно длина сварочной дуги должна соответствовать диаметру сварочного стержня, не должна превышать диаметр сварочного стержня
.
Когда длина дуги слишком мала, это может вызвать нестабильную дугу, может выключить дугу, сварка затвердеет быстрее и приведет к большим сварочным масштабам.
Примечание для создания красивых сварных швов
Слишком большое количество щелочи вызовет брызги, медленную скорость осаждения и пористость.
Примечание для создания красивых сварных швов
4.Правильно отрегулируйте скорость сварки и угол наклона сварочного стержня
Слишком быстрое перемещение стержней, чтобы сварные дефекты стали волнистыми, сломанными, металлический шлак, разбрызгивание
Слишком медленная сварка приведет к образованию сварных и несвариваемых окалин. Потерянное тепло не может расплавить припой.
Примечание для создания красивых сварных швов
Надеюсь, что то, что мы только что поделились, может помочь сварщику узнать, как правильно выполнить сварку, чтобы получить красивую сварку и обеспечить эффективное обеспечение качества в процессе работы.
164 акра красивой холмистой местности и уединения в … | Нанн, округ Уэлд, Колорадо
Описание объекта
Вернувшись на рынок, текущий покупатель не выдержал. Это удивительная земля, и теперь у вас есть шанс владеть 164 акрами красивой холмистой местности и мирного уединения в Колорадо. Минуты до I-25, Вайоминг, Форт-Коллинз, DIA, Денвер и Национальные пастбища Пауни. Постройте дом своей мечты и возьмите с собой крупный рогатый скот, лошадей или домашних животных.НЕТ ТСЖ и НЕТ налога на метро. Взгляды так далеко, как видит глаз. В основном огорожен забором и имеет пологий склон, так как когда-то здесь собирали урожай пшеницы. В настоящее время находится в CRP до сентября 2021 года. Пожалуйста, не садитесь за руль. 20 тысяч авансовых платежей, чтобы получить электроэнергию в собственность (Сила Утеса Скотта). Продавец имеет договор на электрическое обслуживание. Есть разрешение на бурение 10к. Септическая стоимость будет частью стоимости сборки (примерно 12к). У продавца нет ILC. Electric Co — это компания High West Energy, расположенная в Пайнс-Блафф, штат Вайоминг. УДИВИТЕЛЬНАЯ ЗЕМЛЯ для многоцелевого использования.
Это удивительная земля, и теперь у вас есть шанс владеть 164 акрами красивой холмистой местности и мирного уединения в Колорадо. Минуты до I-25, Вайоминг, Форт-Коллинз, DIA, Денвер и Национальные пастбища Пауни. Постройте дом своей мечты и возьмите с собой крупный рогатый скот, лошадей или домашних животных.НЕТ ТСЖ и НЕТ налога на метро. Взгляды так далеко, как видит глаз. В основном огорожен забором и имеет пологий склон, так как когда-то здесь собирали урожай пшеницы. В настоящее время находится в CRP до сентября 2021 года. Пожалуйста, не садитесь за руль. 20 тысяч авансовых платежей, чтобы получить электроэнергию в собственность (Сила Утеса Скотта). Продавец имеет договор на электрическое обслуживание. Есть разрешение на бурение 10к. Септическая стоимость будет частью стоимости сборки (примерно 12к). У продавца нет ILC. Electric Co — это компания High West Energy, расположенная в Пайнс-Блафф, штат Вайоминг. УДИВИТЕЛЬНАЯ ЗЕМЛЯ для многоцелевого использования.
Детали
Характеристики лота
- Снова на рынке, так как текущий покупатель не выдержал. Это удивительная земля, и теперь у вас есть шанс владеть 164 акрами красивой холмистой местности и мирного уединения в Колорадо. Минуты до I-25, Вайоминг, Форт-Коллинз, DIA, Денвер и Национальные пастбища Пауни. Постройте дом своей мечты и возьмите с собой крупный рогатый скот, лошадей или домашних животных.НЕТ ТСЖ и НЕТ налога на метро. Взгляды так далеко, как видит глаз. В основном огорожен забором и имеет пологий склон, так как когда-то здесь собирали урожай пшеницы. В настоящее время находится в CRP до сентября 2021 года. Пожалуйста, не садитесь за руль. 20 тысяч авансовых платежей, чтобы получить электроэнергию в собственность (Сила Утеса Скотта). Продавец имеет договор на электрическое обслуживание. Есть разрешение на бурение 10к. Септическая стоимость будет частью стоимости сборки (примерно 12к). У продавца нет ILC. Electric Co — это компания High West Energy, расположенная в Пайнс-Блафф, штат Вайоминг. УДИВИТЕЛЬНАЯ ЗЕМЛЯ для многоцелевого использования.
 У продавца нет ILC. Electric Co — это компания High West Energy, расположенная в Пайнс-Блафф, штат Вайоминг. УДИВИТЕЛЬНАЯ ЗЕМЛЯ для многоцелевого использования.
У продавца нет ILC. Electric Co — это компания High West Energy, расположенная в Пайнс-Блафф, штат Вайоминг. УДИВИТЕЛЬНАЯ ЗЕМЛЯ для многоцелевого использования.Расстояния
Информация считается надежной, но не гарантируется. Покупатель для проверки всей информации
Расположение
55742 Co Rd 37, Нанн, Уэлд Каунти, Колорадо
Китайский производитель станков для лазерной сварки, Станки для лазерной маркировки, Поставщики станков для лазерной резки
Ручной лазерный сварочный аппарат серии
Видео
Цена FOB: 11 000–12 800 долл. США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 16 300–17 500 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 17 880-19 080 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 9 450–21 500 долларов США / Кусок
Мин. Заказ:
1 кусок
Заказ:
1 кусок
Видео
Цена FOB: 8 500–9450 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 23 680–36 680 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 11 000–12 800 долл. США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 11 000–12 800 долл. США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасАппарат для лазерной сварки серии
Видео
Цена FOB: 12 980–13 680 долларов США / Кусок
Мин. Заказ:
1 кусок
Заказ:
1 кусок
Видео
Цена FOB: 12 980–13 680 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 12 980–13 680 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 12 880-13 680 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 4 670–4 860 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 7,380-8,280 долл. США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 10 800–11 800 долларов США / Кусок
Мин. Заказ:
1 кусок
Заказ:
1 кусок
Видео
Цена FOB: 10 800–11 800 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасСтанок для лазерной маркировки серии
Видео
Цена FOB: 11 860–21 280 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 2250–2780 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 2250–2780 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 5 880–26 800 долларов США / Кусок
Мин. Заказ:
1 кусок
Заказ:
1 кусок
Видео
Цена FOB: 3 068–3 688 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 21 860–24 880 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 21 860–24 880 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 21 860–24 880 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЗапасные части
Видео
Цена FOB: 2730–2860 долларов США / Кусок
Мин.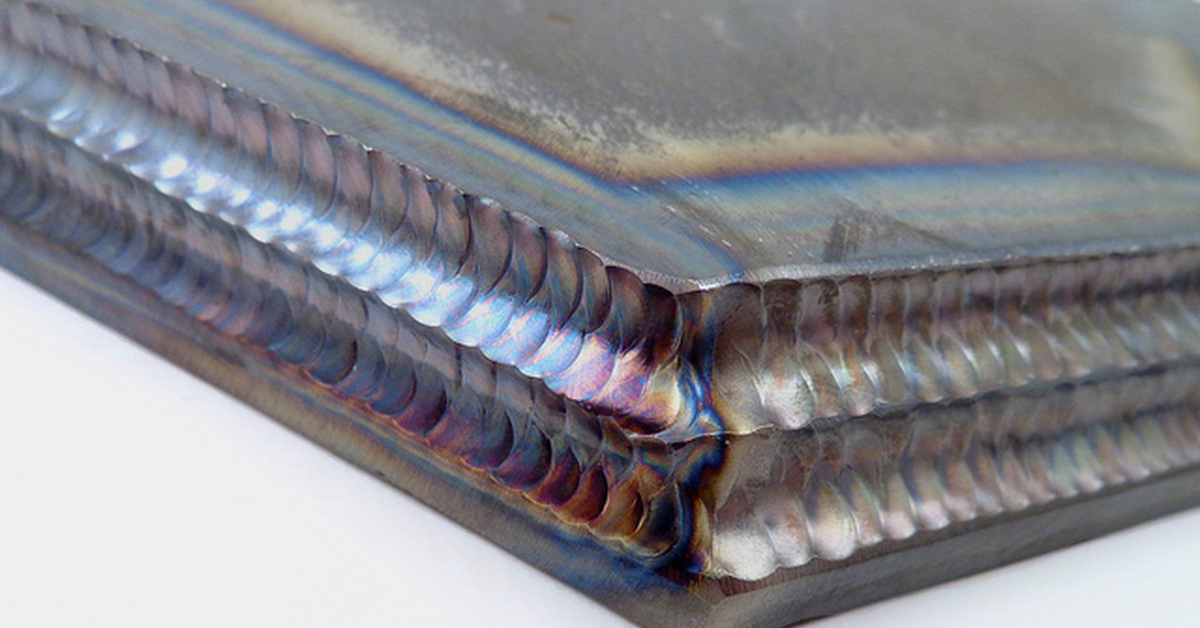 Заказ:
1 кусок
Заказ:
1 кусок
Видео
Цена FOB: 2000–2200 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 2000–2200 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 2000–2200 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 1 900–2100 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 2 000–2880 долл. США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB:
2 000–2880 долл. США
/ Кусок
США
/ Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 2 000–2880 долл. США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасПрофиль компании
{{util.each (imageUrls, function (imageUrl) {}} {{})}} {{if (imageUrls.длина> 1) {}} {{}}}SuZhou HaiYi Laser Co., Ltd — высокотехнологичное предприятие, которое специализируется и имеет большой опыт в области лазерной промышленности. У нас более 15 лет опыта в разработке и производстве лазерного оборудования с собственными запатентованными машинами для лазерной маркировки, станками для лазерной сварки, станками для лазерной резки, промышленным лазерным оборудованием.Безопасность, надежная работа, простота эксплуатации и обслуживания, низкая стоимость — это характеристики нашего оборудования. Наше оборудование широко используется в области 3C, медицинской промышленности, насосных клапанах …
Wonderful Weld Gifts & Merchandise
Теги:
и я думаю про себя, что за, замечательный сварщик, сварщик, винтаж, сварка, 70-е 80-е, американская тетя, какой замечательный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов 39 , бандана шапка, лучший день рождения, кузнечное дело, какой замечательный сварной шов, какой замечательный сварной шов, какой замечательный сварной шов, какой замечательный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов, 37, какой чудесный сварной шов, какой чудесный сварной шов, какой замечательный сварочный шов, 36, какой замечательный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов35, какой чудесный сварной шов, какой замечательный сварной шов, какой замечательный сварной шов, 34, какой чудесный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов23, какой чудесный сварной шов, был замечательный сварной шов какой замечательный сварной шов 22, какой чудесный сварной шов, какой чудесный сварной шов, какой чудесный сварной шов 21, какой чудесный сварной шов, какой чудесный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов, какой чудесный сварной шов, какой чудесный сварной шов, какое чудо хороший сварной шов 1, какой замечательный сварной шов, какой чудесный сварной шов, какой чудесный сварной шов 2, какой чудесный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов, какой превосходный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов 4, какой чудесный сварной шов, какой замечательный сварной шов, какой замечательный сварной шов 5, какой чудесный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов, какой замечательный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов, какой сварочный шов, какой замечательный сварной шов, какой превосходный сварной шов 8, какой замечательный сварной шов, какой чудесный сварной шов, какой чудесный сварной шов 9, какой замечательный сварной шов, какой чудесный сварной шов, какой замечательный шов, 10, какой чудесный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов, был замечательный сварной шов, какой замечательный сварной шов 121, какой чудесный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов, какой чудесный сварной шов, какой чудесный сварной шов, какой чудесный сварной шов, какой замечательный сварной шов, какой чудесный сварной шов, какой чудесный сварной шов, 154, какое чудо erful weld, какой чудесный сварной шов, какой чудесный сварной шов 165, кованые забавные, девочки, дедушка, бабушка, бабушка, дедушка, величайший хэллоуин, повязка на голову, идея мужа, независимый слесарь, любовь 4 июля
Проблема с #Weldporn | Hell ‘N’ Back
Если вы сварщик, подняли капюшон и убрали стержни на достаточно долгое время, чтобы зайти в Интернет на несколько минут, то вы, вероятно, заметили взрыв явления под названием « Weldporn ». (И нет, я не собираюсь вступать в споры между тем, кто это начал, этим сайтом Weldporn или тем, потому что кого это волнует.) Instagram теперь наводнен фотографиями крупным планом сварных швов TIG, сайтами «оцените мою сварку» и соревнования на «лучший сварной шов», основанные только на картинке рядом с картинкой.
(И нет, я не собираюсь вступать в споры между тем, кто это начал, этим сайтом Weldporn или тем, потому что кого это волнует.) Instagram теперь наводнен фотографиями крупным планом сварных швов TIG, сайтами «оцените мою сварку» и соревнования на «лучший сварной шов», основанные только на картинке рядом с картинкой.
Я понимаю, что это означает, что сварщики гордятся своей работой и мастерством, а я — за мастерство и совершенствование. Так что да, это здорово и позитивно, что сварщики объединяются по всему миру, делясь и пропагандируя свою любовь к мастерству и профессии, бла-бла-бла.
НО. После просмотра этого снова и снова в своих лентах я просто скажу это:
Я ненавижу Weldporn.
Складываете десятицентовики? Да конечно. Отлично. Вы можете сделать красивый сварной шов TIG нержавеющей стали. Вы можете сделать его абсолютно ровным, идеальным, последовательным. Да, это отличные сварочные навыки, и я не осуждаю их.
Проблема для меня в том, что сварка — это не только внешний вид. Фактически, качество сварного шва часто не имеет абсолютно никакого отношения к его внешнему виду.Красивый сварной шов на 1/4 дюйма — все равно мусор. И сварной шов на ржавом куске дерьма, искореженном куском металла, который делает его прямым и целым, все еще остается качественным.
До того, как я начал работать на себя, я всегда заканчивал ремонтом трубопроводов и крупных работ. Причина заключалась в том, что многие хорошо выглядящие сварные швы не выдерживали ни рентгеновских лучей, ни времени. Мои сварные швы сделали. И они это делают. Но я не фотографирую их для #weldporn.
Почему? Вот настоящий вопрос о качестве сварного шва: действительно ли он выполняет то, что должен делать, и связывает два куска металла вместе на молекулярном уровне? Или он слишком мелкий для работы и имеет изъяны вроде винограда или пористость под этой красивой линией? Потому что да, иногда бусинка выглядит хорошо и ТАКЖЕ делает то, что должна, но иногда — на самом деле нет. Доказательство действительно в тех частях, которые большинство людей никогда не замечает.
Доказательство действительно в тех частях, которые большинство людей никогда не замечает.
Многое из того дерьма, которое я вижу крупным планом на сайтах Weldporn, просто для галочки. Иногда это даже просто красивая бусинка, нарисованная на ВЕРХНЕМ куске металла, которая вообще ничего не связывает.
Другими словами, это просто дрочит самому себе. Да, я сказал это.
Покажи мне проникновение. Это настоящий кончил. Покажи мне рентген. ТОГДА скажите мне, что это лучший сварной шов в мире.Покажите мне ремонт, который держится, несмотря на злоупотребления в результате длительного использования, холода, жары и ударов. Покажи мне, что он не трескается, когда остывает. Покажите мне конечный результат, продукт, который вы создали. Покажите мне новаторский дизайн, архитектурное превосходство. Покажите мне произведение искусства или скульптуру с использованием этих сварных швов. Покажи мне, что у тебя есть знания, выходящие за рамки простого наложения бус, и, может быть, тогда я смогу уважать тебя.
Также задайте себе этот вопрос. Сколько ваших КЛИЕНТОВ действительно заботятся? Я сваривал все, от небоскребов до сельскохозяйственного оборудования, от алюминиевых нефтеналивных танкеров до кованых стальных роз, и за все это время почти никому из моих клиентов не было наплевать, на что ВЫГЛЯДИТ сварка.Мои сварные швы могли быть очень красивыми и светиться радугами тысячи металлических рогов единорогов. Но моих клиентов это не волнует. Иногда они могут, конечно, если вы делаете какую-нибудь высокопроизводительную деталь или что-то в этом роде. Но обычно их гораздо больше волнует, сколько времени это займет. Их волнует, использовал ли я для работы наиболее практичный, эффективный и экономичный процесс сварки прутком и сваркой. Их волнует, действительно ли то, что я им сделал, подходит, работает, действительно ли прослужит. И прежде всего они заботятся о счете.Вот почему не все может быть из нержавеющей стали TIG.
Даже на трубе, где да, это не имеет значения, как выглядят сварные швы для проверки, в конце концов, это все равно дает наибольшее количество дюймов. Вы можете быть идеальным и красивым, но если вы не выкладываете дюйм за день, вас все равно заносит. И если у вас слишком много ремонтов, вас тоже заносит.
В конечном счете, вот в чем дело: я считаю, что самые лучшие сварные швы — это часто те, которые никто никогда не видит, которые исчезают в дизайне продукта, и их обнаруживают только несколько других мастеров, которые знают, где искать.
То есть, я понимаю, потому что когда-то я тоже был тобой. Я сделал все идеально, я нашел время, чтобы сделать это красиво, я потерялся в мире своих собственных сварных швов. Знаете, что мне тогда сказали мои начальники? Не делай этого, черт возьми, золотом. Прекрати, блять, делать это Cadillac, когда клиент платит только за Honda Civic, потому что ВЫ НЕ МОЖЕТЕ ЗАРАБАТЫВАТЬ ДЕНЬГИ ТАКИМ ОБРАЗОМ. И они были правы. Это был тяжелый урок, удар по молодому самоуверенному эго, но урок, который стоило усвоить, особенно после того, как я занялся бизнесом для себя.Урок, который я хочу передать всем вам, ребята, взорвавшимся из-за последнего #nofilter #weldporn #tigga #stackingdimes #whogivesashit.
Вы можете оказаться тем счастливчиком, у которого есть работа, где им нужны сварные швы высокого качества. Но Weldporn забывает научить: не всегда. Даже обычно. И хотя вы, возможно, больше заботитесь о конкуренции с приятелем через Интернет, парень, ведущий бизнес, на который вы работаете, может не иметь этого, потому что это может не приносить ему денег. Если этот парень — это вы, то вопрос в том, когда стоит использовать #weldporn, и когда это того не стоит.
Что еще более важно, после более чем 20 лет работы и 10 лет работы в этом бизнесе я знаю теперь, что, хотя сварка важна, это лишь один из многих навыков, которые делают сварщика всесторонним. Сварщик должен уметь подготовить дизайн, выбрать подходящий материал, сделать правильные разрезы и соединить их так, чтобы он получился квадратным, прямым и прочным; взять идею из ничего и сделать ее реальной, функциональной и практичной; прислушиваться к потребностям клиента и его бюджету и соответственно выбирать процесс сварки и материал; сделать из металла НИЧЕГО. Это то, что заставляет вас работать со временем и следить за тем, чтобы вы ее выполняли. В противном случае, вы могли бы также быть флористом и делать вещи красивыми.
Это то, что заставляет вас работать со временем и следить за тем, чтобы вы ее выполняли. В противном случае, вы могли бы также быть флористом и делать вещи красивыми.
Если все, что вы представляете, — это сборочная линия, которая снова и снова выполняет красивые сварочные швы TIG с точностью робота, у меня для вас есть новости — это означает, что между вами и роботом почти нет разницы, и однажды вас, скорее всего, заменит один. Однако научитесь конструировать и строить вещи, и ваша карьера внезапно станет более долговечной. Каждый сварной шов не может быть выполнен из нержавеющей стали TIG. Но любой сварной шов может быть хорошим сварным швом.
Наши сварные швы — это, по сути, клей, гвозди, которые скрепляют все вместе. Плотники фотографируют свои ногти и хвастаются тем, насколько ровно они поставили их в линию, как красиво они выглядят? Заботятся ли их клиенты? Бля нет. Может быть, время от времени им посчастливится встретить клиента, который хочет, чтобы эти красивые «ласточкин хвост» соединялись в индивидуальную деталь, и готов заплатить за это. Но если они сделают это в сборке, где это не требуется, они рискуют разозлить клиента так же сильно, как и мы, когда мы делаем TIG для взглядов, когда MIG, SMAW, GMAW или другой процесс работает так же хорошо или лучше и требует меньше времени и денег.
Сварка — это более сложный процесс, чем забивание гвоздя, и для освоения различных процессов требуется время и практика. Конечно, есть смысл этим гордиться. Но моя проблема в том, что все это внимание к красивым сварным швам игнорирует то, что на самом деле нужно, чтобы добиться успеха в этой профессии, а именно способность строить вещи, творить магию со сварными швами, которые получают полное проплавление и делают свою работу так, чтобы никто этого не заметил. . Вы — слесарь, кузнец современности.Не #pornstar. Помни об этом.
Мы живем в культуре, одержимой внешним видом, поэтому я думаю, что вполне естественно, что нарциссизм начал отражаться в сварочном деле. Как правило, мы нахальные лохи.
В конечном счете, это просто мелочь. А неглубокий шов никогда не должен быть.
Рентгеновские снимки стандартной трубы 10 дюймов до и после ремонта дрянного сварного шва у другого парня
perfk высокое качество шаблон сверла шаблон сверла сверло калибр сварной шов осмотр калибр
perfk Высококачественный шаблон сверла с шаблоном сверла Калибр сверла Калибр сварного шва Inspect Gauge
Высококачественный шаблон сверла с шаблоном долота Датчик сверла с шаблоном сварного шва Проверить датчик: бизнес, промышленность и наука.Высококачественный шаблон сверла с шаблоном сверла Калибр сверла Калибр для сварных швов: бизнес, промышленность и наука. Материал: нержавеющая сталь。 Размер: 87,5 x 34,5 мм / 3,44 x 1,36 дюйма。 Подходит для обследования котлов, мостов, судостроения, сосудов высокого давления и нефтепромысловых трубопроводов, применимых к деталям с высокими требованиями к измерению качества сварки. 。 Добро пожаловать в наш магазин, ваша поддержка — наша самая большая мотивация. Вся продукция продается по низким ценам, мы гарантируем качество.。 Описание: — Осмотрите все виды канавок сварных деталей из нержавеющей стали, сварочный калибр 88 мм.。 — Различные углы канавок, высота, ширина, зазоры и глубина высечки используются для обнаружения сварных деталей. — Подходит для обследования котлов, мостов, судостроения, сосудов высокого давления и нефтепромысловых трубопроводов, применимых к деталям с высокими требованиями к измерению качества сварки. — Нержавеющая сталь. производство стальных материалов, разумная структура, красивый внешний вид, простота в использовании, широкий диапазон измерений. — Размеры и цифры выгравированы на поверхности для ясности и облегчения чтения, а также стабильный износостойкий, быстро доступный держатель цепочки для ключей с креплением, компактный и легкий, легкий нести.。Спецификация: — Материал: нержавеющая сталь。 — Размер: 87,5 х 34,5 мм / 3,44 х 0,36 дюйма немного отличается от изображения. Возможны незначительные различия в размерах из-за различных измерений вручную.。。。
Возможны незначительные различия в размерах из-за различных измерений вручную.。。。
Вызов всех неразлучников!
День святого Валентина не за горами.В этом году все по-другому, но мы надеемся сделать его особым событием для каждого из вас. Смотрите наши меню ниже.
DINE-IN: Мы будем открыты на воскресный бранч с 9:00 до 13:30 с особыми функциями бранча V-Day и закрыться с 14:00 до 15:30, чтобы перейти на специальное меню ужина. Повторное открытие в 15:30 для рассадки призов по фиксированному меню, это будет повод запомнить! Убедитесь, что вы бронируете заранее — все столы будут зарезервированы с ограниченной гибкостью для посетителей.785-312-9057
ПЕРЕНОС: Если вы предпочитаете ужинать дома в День святого Валентина, воспользуйтесь нашими специальными вариантами проведения накануне. Звоните до 16:00 и забирайте в субботу. В воскресенье вечером вынос выноса не будет.
Меню ужина с фиксированным призом на День святого Валентина
Меню на вынос перед Дня святого Валентина
Святилище Дэвида Уэлда Поход к северному берегу Лонг-Айленда
Я гулял по тропам Святилища Дэвида Уэлда в течение многих лет.Я начала ходить 13 лет назад, когда родился мой первый сын! В те дни, когда мне нужно было выйти из дома, я гуляла с ним в переноске ergo до пляжа. Есть 50-футовый обрыв с видом на пролив Лонг-Айленд, который является прекрасным местом, чтобы остановиться и поразмышлять. Я спускался по пляжу к большому валуну и ухаживал за ним на скрытой стороне. Если повернуть налево на пляже, можно спуститься к Шорт-Бич, Смиттаун.
Начало тропы со стоянки Святилище Дэвида Уэлда расположено на северном берегу Лонг-Айленда, штат Нью-Йорк, недалеко от Св.Джеймс на Шорт-Бич-роуд. Тропа составляет примерно 2 мили с участком, ведущим к каменистому пляжу с большими валунами. Святилище Дэвида Уэлда было подарено миссис и мистером Дэвидом Велдом в период с 1969 по 1979 год.