Сварка ацетиленом
Сварка ацетиленом — это проверенная временем технология, которая позволяет выполнять красивые, качественные и надежные соединения металлических элементов. Ацетилен — это горючий газ, который получают из воды, кислорода и карбида кальция. Данная технология отличается универсальностью, что позволяет применять ее для работы с различными по своим показателям тугоплавкости металлами. Оборудование для выполнения такой сварки ацетиленом включает соответствующие баллоны с кислородом, который в процессе работы смешивается с карбидом, что и позволяет получать на выходе качественный горючий ацетилен.
Используемое оборудование
В недавнем прошлом обеспечить качественное соединение при помощи ацетилена было затруднительно, что объяснялось несовершенством используемых технологий. Однако сегодня появилось высококачественное оборудование, которое позволяет получать на выходе пламя с ровными параметрами, а сварщик имеет возможность с легкостью регулировать интенсивность и температуру горения пламени горелки.
Также возможно использование вместо кислорода и генератора сразу же баллона, заправленного ацетиленом, что позволяет существенно упростить выполнение сварочных работ. Тем самым снижаются трудозатраты и повышается производительность выполнения такой сварки. Однако необходимо учитывать, что использование уже заправленных ацетиленовых баллонов приводит к некоторому увеличению себестоимости выполняемой сварки металлических элементов.
Газовая сварка ацетиленом металлических изделий
Одним из несомненных преимуществ этой технологии сварки является ее простота. Для такой работы потребуются специальные горелки для работы с ацетиленом. Такие горелки промаркированы индексами от 0 до 5.
Залогом качественного выполнения такой сварки ацетиленом станет правильный выбор горелки и ее грамотная регулировка. Необходимо также учитывать, что номер используемых электродов должен соответствовать маркировке горелки. В целом же, выбор электродов не представляет сложности. По параметрам они должны соответствовать показателям тугоплавкости металлов и быть приближены к нему своим сплавом.
Горелку продувают горючим газом из генератора и лишь после появления характерного запаха ацетилена можно поджигать горелку и добавлять небольшое количество кислорода из баллона. Регулируя вентиль на баллоне с кислородом, сварщик может регулировать интенсивность пламени, его температуру и насыщенность. Давление редуктора должно составлять приблизительно 2 атмосферы для кислородного баллона и от 2 до 4 атмосферы для генератора.
Поверхности металлических элементов для сварки ацетиленом должны быть очищены от краски и других загрязнений. Их подгоняют максимально близко друг к другу. Далее необходимо пламя горелки направлять на шов соединения, а присадочный материал должен перемещаться вслед за горелкой. Подобная технология работы позволит обеспечить эластичность и прочность соединения. Также можно использовать технологию сварки, когда пламя от горелки направлено в сторону от получающегося шва. При этом присадочный материал вносится в высокотемпературную сварочную ванну, расплавляется и стекает в получаемый соединительный шов. Недостатком подобной технологии является увеличение зоны нагрева, что может привести к короблению металлических элементов и изменению структуры металла.
Сварка ацетиленом и кислородом: преимущества и недостатки данной технологии
Если же говорить о преимуществах и недостатках данной технологии можно отметить следующее:
Преимущества:
- Низкая себестоимость работы.

- Качественное пламя горелки.
- Высокая температура сварки.
- Качество соединения.

Недостатки:
- Необходимость использования сложного оборудования.
- Строгие требования по технике безопасности.
- Сложность выполнения сварки в помещении.
- Определенные сложности при работе с тонкими материалами.
Имеющиеся преимущества и недостатки необходимо учитывать при выборе данной технологии сварки, а также обязательно следовать правилам безопасности, что и позволит выполнить качественное соединение металлических элементов.
Заключение
Ацетиленокислородная сварка сегодня широко используется при проведении промышленных работ. С помощью данной технологии можно сваривать различные металлические элементы, которые отличаются своими показателями тугоплавкости. Данная технология позволяет существенно снизить расходы на работу с металлом, при этом отсутствуют какие-либо сложности при выполнении такой сварки. Необходимо лиши использовать высококачественное надежное оборудование и следовать требованиям правил безопасности.
Необходимо лиши использовать высококачественное надежное оборудование и следовать требованиям правил безопасности.
применение при сварке, техника безопасности, хранение баллонов с этим газом
Ацетилен – это быстродействующий горючий газ, при сгорании которого образуется температура около 3000°C. Для получения данного вещества используется природный газ. Смесь самого ацетилена кислородом часто задействуют при газовой сварке. Благодаря данному варианту удается эффективно выполнять и резку металлов.Что стоит знать об ацетилене?
Ацетилен представляет собой ненасыщенный углеводород. Такой бесцветный газ открыл англичанин Э. Деви в начале XIX столетия. Синтезированием вещества занялся француз М. Бертло уже в конце XIX столетия. Согласно последним данным этот углеводород был обнаружен на Нептуне и Уране.Стоит отметить, что при определенных условиях ацетилен становится взрывоопасным:
- температура более 450°C и давление около 200 кПа;
- длительный контакт с медью либо серебром приводит к взрыву при ударе или небольшом повышении температуры.

Известно, что при взрыве 1 кг вещества количество выделяемого тепла превышает в 1,5–2 раза количество тепла, которое бы возникло при использовании тротила или нитроглицерина.
Применение ацетилена
Как уже упоминалось ранее, такое соединение имеет повышенную реакционную способность. Соответственно с его помощью выполняется синтез различных материалов. Это может быть каучук, этиловый спирт, технический углерод и т. д. Также ацетилен задействуют в процессе производства взрывчатых веществ, ракетных двигателей и световой техники.Ранее уже упоминался тот факт, что при сжигании вещества образуется значительное количество тепла. Именно по этой причине ацетилен нередко используют в процессе резки и сварки различных металлов. Главным конкурентом ацетилена в этой области выступает пропан-бутан. Последняя разновидность газа стоит дешевле, но она выдает незначительную температуру горения.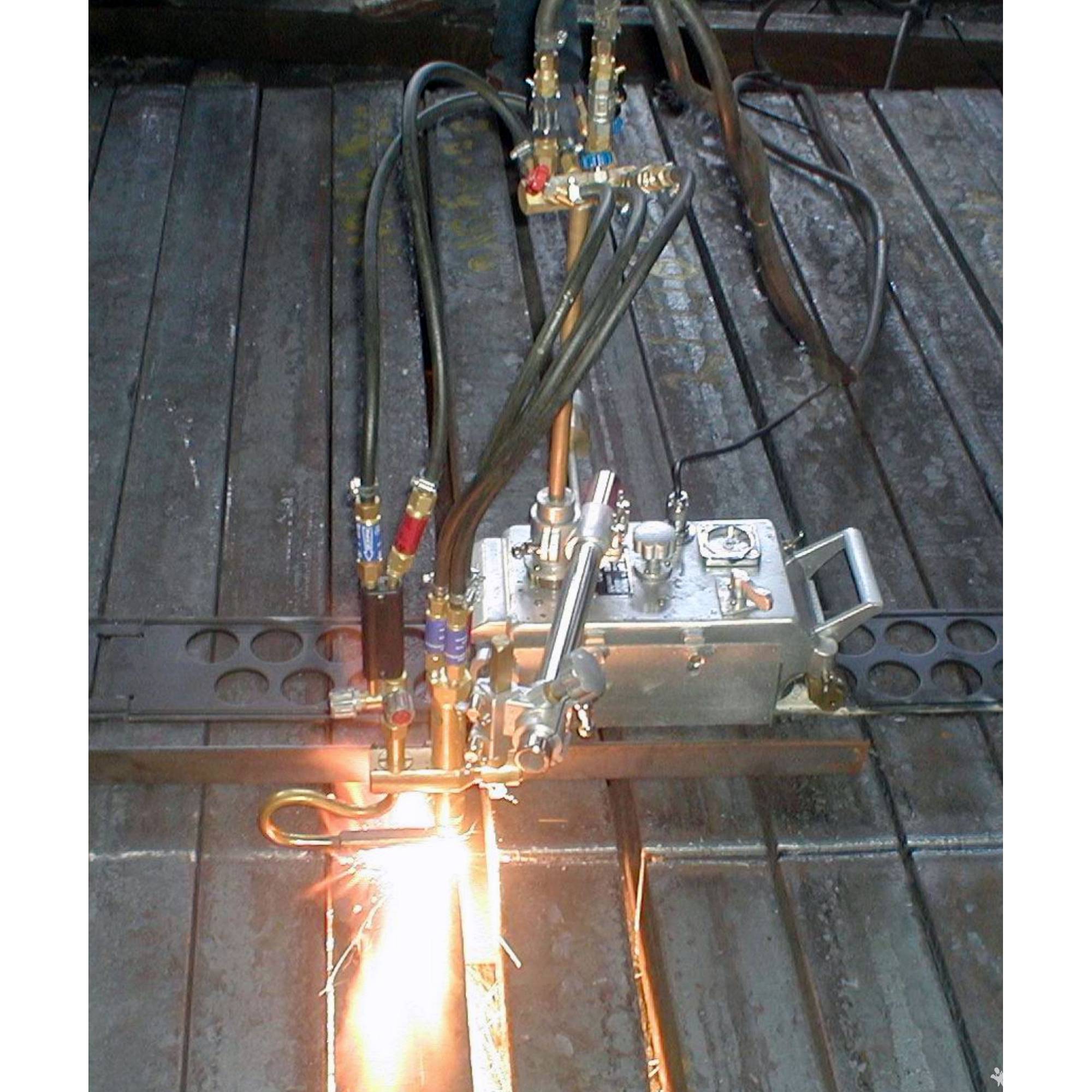
Для снабжения газом в процессе сварки могут использоваться баллоны или генераторы. Более предпочтительным считается первый вариант. Оптимальным изделием признаны стандартные баллоны, рассчитанные на 40 л. Они выкрашены в белый цвет. При этом на поверхности красным цветом написано «Ацетилен».
Стоит отметить, что для газопламенной обработки подойдет только растворенный и газообразный технический ацетилен. Сам баллон внутри заполнен особой пористой массой, предварительно пропитанной ацетоном. Подобный слой выполняет 2 важные функции.- Повышение безопасности в процессе выполнения работ. Так, вероятность распространения горения и взрыва на значительную площадь уменьшается.
- Повышение количества ацетилена и ускорение процесса его выделения. Это возможно благодаря обеспечению значительной поверхности контактирования газа с ацетоном.
В роли пористой массы обычно выступает активированный уголь и волокнистый асбест. Также допускается применение пемзы.
Техника безопасности
Чтобы использование этого горючего газа не привело к печальным последствиям, необходимо помнить о мерах безопасности.
- Важно постоянно отслеживать содержание ацетилена в воздухе. Максимально допустимая концентрация составляет 0,46%.
- Если во время сварки используются ацетиленовые баллоны, необходимо избегать их размещения поблизости с отопительной системой или пламенем. Также нельзя работать с неисправными баллонами или оборудованием, расположенным горизонтально.
- При обнаружении утечки газа следует быстро закрыть вентиль. Для этой цели подойдет только специальный ключ, не вызывающий образование искр.
- При пожаре важно убрать холодные баллоны, а все остальные изделия стоит охлаждать соответствующими составами или водой.
- Если началось возгорание газа, следует использовать огнетушители, содержащие 70% азота и 57% диоксида углерода. Также необходимо надеть специальные огнезащитные костюмы и противогазы.

Использование и хранение ацетиленовых баллонов
Для хранения и транспортировки ацетилена подойдут не все баллоны. Такое оборудование должно иметь специальный слой пористой массы, а все детали и вентили должны быть стойкими к влиянию горючего газа.
Стоит отметить, что баллоны необходимо периодически проверять:
- при получении и перед началом сварки стоит тщательно осмотреть изделие;
- раз в 2 года выполняется проверка специальной компанией, благодаря тщательному осмотру специалистов удастся убедиться в том, что пористая масса находится в хорошем состоянии;
- все баллоны подвергаются испытаниям на прочность и плотность раз в 5 лет.

Поскольку конструкции, наполненные ацетиленом, очень чувствительны к нагреву, необходимо ответственно подходить к их хранению и перевозке.
- Все изделия должны располагаться только горизонтально. При этом важно убедиться в том, что вентили расположены выше основания.
- Между складом и ближайшим отопительным прибором должно быть расстояние минимум в 1 м.
- Для хранения используются клетки, где помещается всего 20 штук баллонов.
- При перевозке всю продукцию накрывают материалом, не пропускающим солнечные лучи.
- В процессе сварки можно использовать для подачи газа только стальной трубопровод либо соответствующий шланг. Медные трубы применять категорически запрещено.
Хотя ацетилен считается довольно дорогим и потенциально опасным, он незаменим во время сварки. Это объясняется тем, что в процессе горения вещества происходит образование пламени, температура которого достигает 3000°C. Чтобы это не привело к негативным последствиям, важно правильно хранить ацетиленовые баллоны и придерживаться основных мер безопасности.
Газовая сварка ацетиленом и кислородом. Сварка газовой горелкой в Москве
При обработке металлических заготовок востребована автоматизированная либо ручная газовая сварка ацетиленом и кислородом, а также другими газовыми смесями. Услугу заказывают в Москве для одиночных и серийных, для промышленных и частных заказов. Мы используем эту методику для соединения заготовок из сплавов, чёрного и цветного металлопроката.
Основные материалы и газы для сварки металлов
Разные смеси задействуются в разных ситуациях:
- Кислород обычно используется вместе с пропаном, чтобы получать лёгкое и быстрое воспламенение.
- Ацетилен обеспечивает повышенную температуру по сравнению с имеющимися аналогами.
Благодаря проволоке и флюсу сварщик получает прочный, надёжный, долговечный шов. Все перечисленные расходники используются только опытными мастерами, поскольку требуют соблюдения техники безопасности.
Для каких металлов мы применяем газовую сварку?
С помощью горючих смесей мы свариваем чугун (с небольшим пламенем), углеродистые стали, бронзу (с идентичной по свойствам проволокой), медь (без зазора) и многое другое.
Для некоторых металлов и сплавов данная технология не используется, поскольку шов получается слишком зернистым, непрочным, недолговечным. Это обусловлено химической реакцией между горящей смесью и соответствующими химическими элементами.
Плюсы газовой сварки
Данная технология делает сварщика независимым от мощных источников энергии, позволяет пользоваться высокотехнологичным, но сравнительно лёгким оборудованием и регулировать процесс по мере надобности. Метод обеспечивает относительную свободу действий, чтобы можно было получать в том числе швы сложной формы. При применении многих других способов это не представляется возможным.
Цена сварки металлов газом
Когда проводится сварка газовой горелкой, учитывают затраты применяемых расходников, свойства заготовки и протяжённость шва. Расчёт стоимости услуги ведётся заранее — выяснить примерные расценки можно в ходе предварительной консультации, до подписания договора.
Расчёт стоимости услуги ведётся заранее — выяснить примерные расценки можно в ходе предварительной консультации, до подписания договора.
цены и фото от Гефест
Газовая сварка – это процесс соединения двух частей металла путем нагрева горелкой соединяемых поверхностей до момента, когда материал перейдет в жидкое состояние. Для этого используется струя кислорода и горючее топливо, которое при выходе дает высокую температуру. В качестве расходного материала наибольшее применение получил ацетилен, при сгорании которого температура достигает около 3000 градусов по Цельсию.
Подобный ненасыщенный углеводород добывается из природного газа и образуется в особых аппаратах-генераторах, в которых карбид кальция под действием воды разлагается на ацетилен и гашеную известь. При работе с таким сварочным топливом важно быть максимально осторожным, ведь возможны загазованность помещения или возникновение дефектов в виде пережога или перегрева тонких металлов.
Продажа горючего топлива для сварочных работ
Для проведения сварочных работ нужно подобрать соответствующий размер грелки и отрегулировать ее для оптимальной обработки. Они используются по номерам от 0 до 5 в зависимости от толщины свариваемых деталей. Чем больше номер, тем больше расход газа и шире получаемый шов. Пламя может регулироваться. Оно должно быть нейтральным, так как избыток кислорода вызывает окисление шва, а избыток ацетилена — его науглероживание. И то, и другое отражается на качестве сварки.
Они используются по номерам от 0 до 5 в зависимости от толщины свариваемых деталей. Чем больше номер, тем больше расход газа и шире получаемый шов. Пламя может регулироваться. Оно должно быть нейтральным, так как избыток кислорода вызывает окисление шва, а избыток ацетилена — его науглероживание. И то, и другое отражается на качестве сварки.
При газовой сварке в качестве горючего топлива чаще всего используют ацетилен, но из-за ряда причин его также можно заменить другими газами, например, МАФ. Это достаточно эффективный, безопасный, экономичный заменитель, который подходит практически во всех процессах. При этом он в несколько раз дешевле ацетилена, но более стабильный в работе.
МАФ занимает промежуточную позицию между пропаном и ацетиленом. Его температура в 1,5 раза выше чистого газа для сварки, и он не склонен к быстрому воспламенению. Ведь основным негативным фактором ацетилена является его нестабильность, усиливающаяся под давлением. Он может взрываться, когда давление повышается, а также при приведении его в жидкое состояние, при сжатии, нагревании или смешивании с воздухом.
МАФ (метилацетилен-алленовая фракция) является стабильной смесью. Для его снабжения используются баллоны или генераторы. Более удобным и практичным считается первый вариант. Стандартные емкости: стальные или композитные (фото представлены на сайте) рассчитаны на объем от 5 до 120 литров. Мы же совершаем поставки при минимальном заказе двух штук на 50 литров. Газ в баллонах можно купить для работ по пайке, сварке, резке, напылению, нагреванию.
Стоимость доставки сырья и специального оборудования
На нашем сайте можно купить баллоны газа для сварки с заключением договора, согласно которому будут осуществляться регулярные поставки и их обмен с последующим обслуживанием. Если Вы решили заменить ацетилен на МАФ, мы поможем в переоснащении производства. Дополнительно мы проводим обучение сварщиков в Москве и Санкт-Петербурге в течение одного дня.
Доставка горючего топлива осуществляется либо в баллонах, либо в автоцистерне. Стоимость зависит от объема и удаленности Вашего объекта. Цена транспортировки оптового заказа по Санкт-Петербургу бесплатная, а в регионы Российской Федерации договорная. При этом требуется дополнительная упаковка баллонов.
Стоимость зависит от объема и удаленности Вашего объекта. Цена транспортировки оптового заказа по Санкт-Петербургу бесплатная, а в регионы Российской Федерации договорная. При этом требуется дополнительная упаковка баллонов.
Готовая продукция достаточно дешевая для применения в любых сферах. Она опережает импортные аналоги по качеству и всегда есть в наличии на нашем складе. Если у Вас остались вопросы или интересуют условия сотрудничества, позвоните нам по номеру телефона +7 (812) 925 58 51.
Технология газовой сварки горелкой ацетиленом и кислородом
При газовой сварке используется главным образом ацетилен (С2Н2) или бензин и бензол. Ацетилен доставляют на место работ в герметических баллонах под давлением около 16 ати, растворенным в ацетоне, или получают в ацетиленовых генераторах из карбида кальция, при помощи воды.
Кислород для горения ацетилена поступает на стройки в герметических баллонах, под давлением до 150 ати. Ацетилен и кислород подводят в горелку, смешиваются и по выходе из наконечника горелки зажигаются.
Перед тем как поступить в горелку, ацетилен проходит через очистительные приборы и предохранительный водяной затвор, препятствующий обратному удару пламени из горелки в ацетиленовый генератор. Кислород из баллона перед поступлением в горелку пропускают через редуктор, для снижения и автоматического поддержания давления кислорода, независимо от изменения давления в баллоне.
При работе с генераторным ацетиленом применяют горелки инжекторного типа, работающие по принципу засасывания ацетилена кислородной струей.
При хорошем пламени горелки соотношение между объемами кислорода и ацетилена составляет 1,15 : 1. При большем количестве кислорода пламя становится окислительным и может вызвать при сварке пережог (окисление) металла; при большем количестве ацетилена пламя становится науглероживающим.
Поверхность свариваемого металла должна находиться на расстоянии около 5 мм от блестящего ядра пламени, так как в этом месте температура наиболее высока (около 3000°).
В качестве присадочного металла используют проволоку или прутки металла, по возможности такого же состава, как и свариваемый металл. Сваривая чугун и цветные металлы применяется, кроме того, введение флюсов.
Сваривая чугун и цветные металлы применяется, кроме того, введение флюсов.
Газовая сварка используется для цветных металлов, чугунных изделий и для сталей малых толщин (1,5 мм и ниже).
В строительстве газовая сварка применяется крайне мало из-за малой ее производительности и большей стоимости по сравнению с дуговой.
За последние годы в России при постройке магистральных нефте- и газопроводов получила широкое распространение полуавтоматическая газопрессовая сварка, которая заключается в разогреве стыка свариваемых деталей при помощи многопламенной ацетиленокислородной горелки до пластического состояния или до оплавления с последующим осаживанием стыка под большим давлением. Этим способом хорошо сваривают (встык) детали сплошного и трубчатого сечения. Имеется станок для газопрессовой сварки стержней диаметром до 75 мм с максимальным усилием осадки 14 т.
Рис. 1. Ацетилено-кислородная горелка для газопрессовой сварки и термической обработки круглых сечений.
На рис. 1 представлена кольцевая горелка в разомкнутом положении для газопрессовой сварки круглых сечений. Металл разогревается до t=1200—1250°, а давление осадки достигает 2—2,5 кг/мм2 площади поперечного сечения свариваемых деталей.
Газопрессовая сварка, является высокопроизводительным процессом и дает прочный стык при сварке низко- и среднеуглеродистых сталей (при С <0,5%). Наиболее освоена газопрессовая сварка трубопроводов. Для сварки магистральных трубопроводов большого протяжения служит самоходный агрегат-комбайн, который передвигается вдоль трубопровода и за 8 часов работы производит сварку стыков трубопровода на протяжении до двух километров.
Видео газовой горелки
Сварка, ацетиленовая — Справочник химика 21
Этим пользуются ДЛЯ сварки ( ацетиленовая сварка ) и резки металлов. [c.81]Алкины образуют еще один ряд ненасыщенных углеводородов. В молекулах этих соединений имеется одна или несколько тройных углерод-углеродных связей. Простые алкины имеют общую эмпирическую формулу С Н2 2- Простейший представитель ряда алкинов, ацетилен, обладает высокой реакционной способностью. При горении ацетилена в токе кислорода в так называемой кислородно-ацетиленовой горелке образуется пламя с очень высокой температурой, приблизительно 3200 К (см. разд. 21.4). Кислородно-ацетиленовые горелки широко используются при сварке, где требуются высокие температуры. Алкины вообще очень реакционноспособные вещества. Вследствие этого они не столь широко распространены в природе, как алкены, однако являются важными промежуточными продуктами во многих промышленных процессах. [c.416]
Рекомендуемый сортамент электродной и сварочной проволоки для дуговой и ацетиленовой сварки цветных металлов и сплавов [c.90]
Ацетилен применяют для сварки и резки металлов. Температура пламени ацетиленовой горелки 3500°С. [c.336]
Все эти эффекты интенсивно исследуют. Результаты исследований служат фундаментом для создания большого количества новых высокоэффективных технологических процессов. Речь идет прежде всего о сверлении тонких отверстий, пайке и плавлении некоторых непрозрачных для лазерного излучения тугоплавких материалов, обработка которых обычными способами (газовая и дуговая сварка, кислородное и ацетиленовое пламя, электронный и ионный пучок) затруднена или невозможна. [c.439]
А. применяют для сварки и резки металлов (максимальная температура кислородно-ацетиленового пламени 3150° С), лроизводства каучука, винилхлорида, ацетальдегида, акрилонитрила, простых и сложных виниловых эфиров, различных растворителей, ароматических углеводородов и др. [c.36]
Кислород применяется для резки и сварки металлов (ацетиленово-кислородные и водородо-кислородные горелки) для плавления кварца и получения искусственных драгоценных камней и др. Кислород, или обогащенный кислородом воздух, находит большое применение в черной и цветной металлургии, в доменном процессе, в сталеплавильном производстве, в газогенераторах. Благодаря увеличению концентрации кислорода химические процессы протекают с большими скоростями, что приводит к интенсификации различных производств, потребляющих кислород. [c.560]
При горении ацетилена в токе кислорода развивается очень высокая температура (около 3000 °Q, что широко используют для так называемой ацетиленовой сварки. [c.308]
Применение кислорода. Получаемый в промышленности кислород часто применяют для сжигания в нем различных газов, например ацетилена и водорода (в специальной горелке, состоящей из двух трубок, вставленных одна в другую). Температура ацетиленово-кислородного пламени достигает 3000 °С, в нем плавится железо это пламя применяют для автогенной сварки, резания и сверления металлов. [c.377]
Кислородно-ацетиленовые горелки используются при резке и сварке металлов. Благодаря своей ненасыщенности ацетилен используется как исходное вещество при получении различных органических соединений. Однако здесь ацетилен вытесняется более дешевым этиленом. В промышленности ацетилен получают из природного газа. Главным продуктом неполного сгорания метана, основного компонента природного газа, является ацетилен [c.594]
При газосварочных работах переносные ацетиленовые генераторы для работы следует устанавливать на открытых площадках на расстоянии не ближе 10 м от места сварки, от открытого огня и т. д. Временно их можно устанавливать в хорошо проветриваемых помеш,ениях. [c.265]
Ацетилен — бесцветный газ (т. кип. —84 °С) с характерным чесночным запахом. Чистый ацетилен при сжатии может взрываться, и поэтому его хранят в виде раствора в ацетоне под давлением. Его используют в качестве горючего при автогенной сварке и в ацетиленовых (карбидных) лампах, а также как исходное сырье при получении ряда химических продуктов . [c.190]
Кислородно-ацетиленовую сварку можно производить двумя методами методом левой сварки (фиг. 29, а) и методом правой сварки (фиг. 29, 6), которые различаются направлением движения горелки вдоль раз- [c.620]Для газопрессовой сварки труб применяется установка с многопламенной кольцевой кислородно-ацетиленовой горелкой. Трубы толщиной стенки А,Ъ мм и меньше свариваются без скоса кромок. Трубы зажимаются в губки станка и стыкуются без зазора и без смещения по вертикали. Посте сварки производят нормализацию стыка. [c.631]
При сооружении первых магистральных нефте- и продуктопроводов в СССР в 1926— ШЗб гг. в основном применялась газовая (кислородно-ацетиленовая) сварка, которая до середины 40-х годов еще использовалась при сооружении некоторых магистральных трубопроводов. Основными недостатками газовой сварки, ограничивающими ее использование, являются небольшая производительность и сравнительно низкое качество свар- [c.102]
Рекомендуемые электроды для ручной электродуговой сварки Рекомендуемые сварочные материалы для автоматической сварки под слоем флюса Рекомендуемые сварочные материалы для ацетиленовой сварки [c.91]
Ацетиленовая сварка сталей применяется в химическом аппаратостроении ограниченно в силу присущих ей недостатков. Значительный разогрев основного металла, обусловливаемый более длительным воздействием источника тепла, вызывает повышенную деформацию свариваемых узлов и способствует перегреву и росту зерна в сварном соединении. По сравнению с другими сварочными процессами ацетиленовая сварка является малопроизводительным и неэкономичным процессом. Она применяется лишь при отсутствии источников тока и в других случаях, обусловленных конструктивными соображениями или технологией изготовления. [c.122]
При сварке в стык листов разной толщины подготовка кромок должна производиться согласно п. 7 ГОСТ 8713—58 в случае применения автоматической сварки и п. 4 ГОСТ 5264—58—в случае ручной электродуговой или ацетиленовой сварки. Для двухслойных сталей скос кромки в этом случае осуществляется со стороны основного слоя углеродистой стали. [c.122]
Марки сталей, свариваемых автоматической и полуавтоматической сваркой под слоем флюса, ручной электродуговой и ацетиленовой сваркой, приведены в табл. 2. 1, электрошлаковой сваркой — в табл. 6. 5, автоматической сваркой в среде углекислого газа, автоматической, ручной и механизированной аргоно-дуговой сваркой — в табл. 6. 6. Марки сварочной проволоки и флюсов при автоматической сварке и типы электродов при ручной электродуговой сварке сталей приведены в гл. 6. [c.122]
АЦЕТИЛЕНОВАЯ СВАРКА СТАЛЕЙ [c.144]
Основными недостатками ацетиленовой сварки алюминия являются [c.146]
Наиболее проста ручная наплавка электродами вибродуго-вой или кислородно-ацетиленовой сваркой. Способ наплавки, присадочный материал, скорость наплавки устанавливают в зависимости от раз.меров детали, толщины наплавляемого слоя и т. д. Необходимая толщина может быть достигнута наплавкой в несколько слоев. Наплавленный слой должен обладать требуемыми механическими свойствами. Часто наплавку проводят с целью упрочнения поверхностных слоев детали в этом случае присадочный материал должен быть из твердых сплавов. [c.266]
Швы стыковых соединений листовой стали У-образные, со скосом двух кромок, односторонние, выполняемые ацетиленовой сваркой [31] [c.144]
Ацетиленовая сварка до недавнего времени являлась основным технологическим процессом для сварки алюминия, но в силу существенных недостатков она в настоящее время почти повсеместно вытеснена другими, более совершенными и производительными, сварочными процессами. [c.145]
Ацетиленовую сварку применяют лишь при отсутствии оборудования для других видов сварки, а также при ремонте и монтаже аппаратуры и трубопроводов на химических комбинатах. [c.145]Ацетиленовая сварка алюминия производится на медных или стальных подкладках, плотно прилегающих к шву. Сварка листового алюминия толщиной, более 6 мм производится с предварительным подогревом металла до 300—350° С. [c.146]
При ручной электродуговой и ацетиленовой сварке в стык листового алюминия разной толщины подготовку кромок рекомендуется производить согласно п. 4 ГОСТ 5264—58, при автоматической сварке — согласно п. 7 ГОСТ 8713—58. [c.146]
Сварку проводят ацетилеиокислородиым пламенем с добавлением присадочного материала. Для получения ацетилена используют генераторы различных типов, основные данные кото-ры. приведены в табл. 3.9, или баллоны с ацетиленом и другими горючими газами (водородом, пропап-бутановой смесью и др.). Ацетиленовые генераторы выпускаются производительностью 0,5—320 м ч ацетилена. Генераторы могут быть передвижные п стационарные. Передвижные генераторы имеют производительность до 3 м /ч. Генераторы по давлению делятся на три группы низкого (до 0,01 МПа), среднего (0,01 — 0,15 МПа) и высокого давления (более 0,15 МПа). Кислород доставляют в специальных баллонах под давлением 15 МПа. Для сварки применяют горелки типов Москва , ГС-3 и другие, которые могут работать с горючими газами, имеющими различный расход в зависимости от номера применяемого наконечника от 50 до 2800 л/ч и с кислородом, имеющим расход соответствеино от 55 до 3100 л/ч. Горелки Москва и ГС-3 имеют семь сменных наконечников. Это позволяет проводить сварку металла различных толщин вплоть до 30 мм одной и той же горелкой. [c.101]
Тонкостенные детали сваривают газовой сваркой с помощью газовых горелок. Однопламенные универсальные горелки применяют для кислородно-ацетиленовой сварки, пайки и подогрева (ГОСТ 1077—79Е), горелки звездочка (ГОСТ 5.1919— 73)—для тех же целей, горелки типа ГТГМ-66 (ГОСТ [c.264]
Важный параметр, характеризующий способность различных газов к быстрому нагреву, — объемная напряженность горения, которая определяется как произведение теплоты сгорания топливокислородной смеси и скорости горения. При стехиометрической газовоздушной смеси объемная напряженность горения [в (кДж/м ) (см/с)] водорода равна 840 165, ацетилена — 644 683, природного газа — 141 848, пропана— 169 439, бутана— 183 758, городского газа — 352 794. Из приведенных данных видно, что ацетилен является прекрасным топливом для осуществления газовой сварки. При использовании пропана скорость нагрева можно повысить за счет добавки ускоряющих компонентов (пропадиена, изопропилэфира, метилацетилена или окиси пропилена). Для высокоскоростной огневой резки применяют специальные газовые смеси, которые при прочих равных условиях делают кислородно-пропановую сварку конкурентоспособной с кислородно-ацетиленовой и даже электрической сваркой. [c.323]
При сгорании алкинов выдел тоя колоссальное количество г я-ла. Так, температура кислородно-ацетиленового пламени достигает 3000 С, что исполмуется для резки и сварки мегаллов. [c.121]
Кислород-третий по использованию в промышленности химикат, уступающий только серной кислоте и негашеной извести СаО. Ежегодный расход этого элемента достигает 14 млрд. кг. Он широко используется в качестве окислителя. Приблизительно половина производимого кислорода расходуется в сталеплавильной промышленности, главным образом для удаления примесей из стали (см. разд. 22.6). Кислород применяется в медицине с целью ускорения процессов окисления, необходимых для поддержания жизни. Он используется совместно с ацетиленом С2Н2 для кислородноацетиленовой сварки. Последнее применение основано на высокой экзотермичности реакции между С Н и Oj, при которой развиваются температуры, превышающие 3000°С. Реакция горения кислородно-ацетиленовой смеси описывается уравнением [c.304]
А. с водой в присутствии солей ртути и других катализаторов образует уксусный альдегид (реакция Кучерова). При сжигании А. выделяется большое количество теплоты. А. может полимеризироваться в бензол и другие органические соединения. В промышленности А. получают действием воды на карбид кальция (Ф. Велер, 1862 г.), а также при крекинге метана. А. используют для сварки и резки металлов, для получения уксусной кислоты, этилового спирта, растворителей, пластических масс, каучука, ароматических углеводородов. Ацетиленовые углеводороды (алкины) СлНгл—2 — непредельные углеводородное открытой цепью, в молекулах которых между атомами углерода имеется одна тройная связь. [c.22]
При сгорании алкинов вьщеляется колоссальное количество тепла. Так, температура кислородно-ацетиленового пламаш достигает 3000 °С, что используется для резки и сварки металлов. [c.121]
Значительный практический интерес представляет триметилборат — как исходное сырье для синтеза различных соединений бора (боргидриды натрия и калия, триметоксибороксол и др.) и в качестве флюса при ацетиленовой сварке металлов. Отметим также возможность использования низших триалкилборатов при очистке спиртов, а триэтаноламинобората — как катализатора отверждения эпоксидных полимеров. [c.377]
Генераторы системы вода на карбид более компактны расход воды в таких генераторах значительно меньше, чем в генераторах системы карбид в воду . Они очень удобны для получения ацетилена непосредственно на месте»выполнения сварочных работ (автогенная сварка). На химических заводах обычно применяются ацетиленовые генераторы системы карбид в воду производительностью до 500 м ч ацетилена и так называемые сухие пли бесшламовые генераторы производительностью 2000 ацетилена. [c.139]
Кислородно-ацетиленовая сварка — Энциклопедия по машиностроению XXL
Качество соединения ниже, чем при электроду-говой сварке. Кислородно-ацетиленовую сварку используют преимущественно для соединения деталей из углеродистых сталей в мелкосерийном производстве, а также в полевых условиях. [c.163]При электродуговой сварке ниобий в виде порошкообразного феррониобия вводят во флюсующие обмазки и при сварке он переходит в наплавленный металл. При кислородно-ацетиленовой сварке особенно тонких листов пламя должно быть нейтральным или слегка восстановительным во избежание, с одной стороны, выгорания ниобия, а с другой, — при избытке ацетилена — науглероживания сварного шва. Избыток ацетилена крайне вреден при сварке, так как приводит к связыванию ниобия в карбиды и не устраняет склонности стали к межкристаллитной коррозии [c.352]
Газовая сварка. Кислородно-ацетиленовую сварку применяют для сварки изделий и тонких листов (толщиной до 1,3 мм), поперечных швов труб и для подварки сварочных и других дефектов. Горелки при этой сварке берут на номер меньше, чем при сварке углеродистой стали (табл. 230). [c.728]
Кислородно-ацетиленовая сварка алюминия [c.149]
Наиболее распространенным способом газовой сварки является кислородно-ацетиленовая сварка. Ацетилен для сварки получают на месте работы разложением карбида кальция водой или доставляют в баллонах. Ацетиленовые баллоны заполняются пористой массой (активированным углем, пемзой или инфузорной землей), пропитанной ацетоном, хорошо растворяющим ацетилен. В таком виде ацетилен взрывобезопасен при хранении и употреблении. Кислород для сварки поставляется в баллонах под давлением 150 кгс/см . [c.156]
Структурные изменения в зоне термического влияния в значительной степени зависят от вида сварки. При кислородно-ацетиленовой сварке зона термического влияния составляет 30… 32 мм, электродуговой — 10… 12 мм, аргонно-дуговой 3. .. 4 мм. В известной степени снижение прочностных характеристик металла в зоне термического влияния сварного щва может быть снято или ослаблено до безопасного за счет сопутствующей или последующей термической обработки. [c.166]
Арматура (лазы, люки, смотровые окна, штуцеры) приваривается к корпусу и крышке аппаратов кислородно-ацетиленовой сваркой. [c.127]
В процессе изготовления конструкции с использованием сварки плавлением источник теплоты в большинстве случаев передвигается вдоль свариваемого изделия, что позволяет сваривать объекты с неограниченными размерами. Сварку плавлением, в том числе и электрическую, ранее называли автогенной — самопроизвольной сваркой. Затем этот термин начал применяться для обозначения кислородно-ацетиленовой сварки. Сейчас он почти не применяется. [c.12]
При сварке трубопроводов применяют ручную электродуговую сварку, а для труб диаметром до 76 мм — комбинированную (аргонодуговую и электродуговую) или газовую (кислородно-ацетиленовую) сварку. [c.198]
Дуговая сварка плавящимся электродом а) электроды с органикой в покрытии (ЦМ-7) б) электроды без органики (ЦУ-1), влажность покрытия 0.1%………… в) то же влажность покрытия 4,25%. . . Дуговая сварка в углекислом газе. …. Автоматическая сварка под флюсом. …. Газовая (кислородно-ацетиленовая) сварка . . 15,00 2,15 6,17 0,04 4,40 5,00 [c.220]
Кислородно-ацетиленовая сварка успешно применяется для ремонта (заварки) трещин в чугунных картерах. В одном случае трещина была тщательно разделана и в подшипники была установлена старая ось, обработанная до нужного размера для поддержания параллельности. Затем картер был окружен отражательными печами и предварительно нагрет пламенем древесного угля. После этого началась сварка и продолжалась до окончания работы, затем деталь была вновь нагрета, чтобы устранить слишком быстрое остывание. [c.284]
Сварку труб систем смазки, как правило, производят кислородно-ацетиленовым пламенем. Трубы сваривают встык, подготовку кромок под сварку выполняют на специальных станках или (при небольшом объеме работ) вручную напильником. [c.240]
По технике сварки газопрессовые станки близки к стыковым электросварочным машинам, но обладают следующими преимуществами а) независимостью от источников питания электроэнергией б) при небольшом весе большой мощностью, которую развивает кислородно-ацетиленовая установка в) простотой технологического процесса и обслуживания г) простыми зажимными устройствами, не требующими подвода тока и очистки поверхности детали. [c.204]
Химическая сварка в свою очередь делится на газовую (кислородную — ацетиленовую), термитную (алюминиевый и магниевый термит) и сварку водяным газом. К последнему виду сварки относится также резка и сварка металла, основанная на применении паров жидкого горючего (бензорезами, керосинорезами). [c.51]
Газовая сварка. При газовой сварке нагревание свариваемых деталей производится пламенем горящей смеси газов ацетилена и кислорода, выходящих из специальной сварочной горелки, в которой происходит также смешение этих газов. На фиг. 3-12 приведена схема устройства сварочной горелки. Температура кислородно-ацетиленового пламени достигает 3 100—3 200° С, поэтому этим пламенем свободно можно сваривать и резать сталь, бронзу и прочие металлы. [c.33]
Подогрев может производиться паяльной лампой, газовой (кислородно-ацетиленовой и др.) горелкой, резаком или в печи любого типа, при условии последующего поддержания температуры во время сварки. [c.628]
Для крупных деталей иногда применяется процесс пайки, называемый сварка бронзой . В этом случае припоем служат латунные стержни, нагрев изделия производится кислородно-ацетиленовой горелкой. Сначала сю подогре- [c.115]
Повышенная склонность сварочных швов алюминиевых сплавов к пористости обусловлена значительной разницей в растворимости водорода в жидком и твердом алюминии. Эффективным методом предотвращения развития пористости в швах из сплавов типа магналий, легированных >4% Mg, является введение в них ок. 0,01—0,005% Бе. Высокие а и А, алюминиевых сплавов способствуют большой склонности их к короблению при сварке, особенно в кислородно-ацетиленовом пламени. [c.143]
Сварка и наплавка деталей из чугуна. При восстановлении чугунных деталей (а также деталей из углеродистых сталей толщиной менее 3 мм) применяется главным образом газовая сварка. Сварочный шов получают, используя присадочный материал в виде прутков или проволоки. Сварка чугуна ведется кислородно-ацетиленовым пламенем с небольшим избытком ацетилена (пламя получается восстановительное). Чтобы предохранить расплавленный металл шва от окисления, применяют флюсы. [c.82]
Установка торцевых заглушек. Если заливная труба не выполнена как единое целое с торцевой заглушкой, то сначала производится ее сварка с заглушкой. Торцевые заглушки с заливной трубой или без нее обычно привариваются к концам тепловой трубы. Необходимо обеспечить соединение при высоком качестве сварного шва, так как наличие пор или раковин в шве может привести к утечкам теплоносителя. Для минимизации возможностей такого дефекта необходимо провести проверку качества шва и убедиться в герметичности соединения. Применяется несколько методов сварки. Однако обычно не рекомендуется применять газовую сварку, в частности кислородно-ацетиленовую, из-за необходимости использования флюса. Кислород и сварочные (наплавные) металлы могут снова загрязнить очищенные части. Было установлено, что наиболее подходящими видами сварки является сварка вольфрамовым электродом в атмосфере инертного газа [c.173]
Техника выполнения аргоно-ду-говой сварки имеет много общего с кислородно-ацетиленовой. [c.549]
Нагрев кислородно-газовым пламенем, преимущественно кислородно-ацетиленовым, широко применяется для твёрдой пайки главным образом узлов деталей с местными соединениями. Для пайки используются обычные сварочные горелки (типа СУ или СГМ, см. Газовая сварка стр. 538) или специальные горелки с расширенным мягким факелом пламени. В последнее время выпущены горелки для пайки, работающие на кислородно-керосиновой смеси. Кислородно-газовый нагрев удобен своей универсальностью, простотой приёмов, производительностью и возможностью автоматизации. [c.558]
Обрабатываемость режущим инструменто.м хорошая. Сплав МЛ2 хорошо> сваривается кислородно-ацетиленовой сваркой под флюсом ВФ 15В, содержащим—25% Мв р2 33% Вар2 12% aFj 19% LiF 5% Na.iAloF и 3% MgO. Хорошо-поддается точечной электросварке и аргоно-дуговой сварке. [c.143]
Линейная усадка 1,2—1,3%. Объемная усадка от температуры 800 до температуры солпдуса 5,45%. То же от температуры солидуса до температуры ликвидуса 3,77%. Склонность к образопанию микрорыхлоты 2 условных единицы. Минимальная толщина стенок при лптье о песчаные формы 4 лш. Обрабатываемость сплава режущим инструментом отличная. Аргоно-дуговой сваркой и кислородно-ацетиленовой сваркой сплав сваривается удовлетворительно. [c.150]
Объемная усадка от температуры 800° до температуры солидуса 4,71%. То же от температуры солидуса до температуры ликвидуса 3,6%. Склонность к образованию микрорыхлоты 3 условных единицы. Минимальная толщина стенки при литье в песчаные формы 3 мм. Обрабатываемость сплава режущим инструментом отличная. Аргоно-дуговой и кислородно-ацетиленовой сваркой сплав сваривается удовлетворительно. [c.152]
Возможно введение циркония при помощи шлак-лигатуры магния с цирконием. Температура литья 730—760° С. Жидкотекучесть по длине прутка 290 мм. Гррячеломкость по ширине кольца 20,0 мм. Линейная усадка 1,2—1,3%. Минимальная толщина стенок при литье в песчаные формы 4 мм. Обрабатываемость режущим инструментом отличная. Сплав удовлетворительно сваривается ар-гоно-дуговой и несколько хуже кислородно-ацетиленовой сваркой. Сравнительно со сплавом МЛ5 свариваемость сплава МЛ 11 худшая. [c.155]
При кислородно-ацетиленовой сварке сталь типа 18-8 с Nb показывает лучшие результаты. Присутствие ферритной составляющей уменьшает склонность хромоникелевых сталей к растрескиванию, но ее количество должно быть порядка 5—15%. В этом случае отливк и сварные детали наряду с хорошей прочностью в сварных швах и отсутствием трещин обладают хорошими сопротивлением коррозии и высокой вязкостью. [c.353]
Отметим, что в местах кислородно-ацетиленовой сварки листов магния мы заменяли флюс на основе хлоридов, которые являлись источником коррозии, флюсом на основе фторидов, имеющих удовлетворительные капиллярные свойства, плотность, плавкость и обладающих эффектом замедления коррозии. Состав был следующий 55% LiF, 15% Mgp2, 15% AIF3, 15% (мол.) Srp2. Температура плавления была 550° С. Места сварки, за исключением включений, были неповрежденными и обладали хорошими механическими свойствами. [c.51]
Кислородно-ацетиленовая сварка 136 Жишечная палочка 52 Клапан всасывающий 36, обратный 111 приемный 58 Коагулянт 158 Коагуляция в )ды 155 Ковш, ковшевые водозаборы 37 Колебания расхода воды 213 Коли-тест 152 Коли-титр 132 Коллектор 277 Колодцы береговые 30 [c.287]
При сварке трубопроводов применяют ручную элек-тродуговую сварку, а для труб диаметром дд 76 мм — газовую (кислородно-ацетиленовую) сварку. [c.150]
Этот способ применяют при сварке никеля, медноникелевых сплавов и (ограниченно) других сплавов никеля. При кислородно-ацетиленовой сварке нпкеля и меднонпкелевых сплавов необходимо поддерживать нормальное пламя, так как избыток кислорода вызывает окисление расплавленного металла и хрупкость допускается применять пламя с небольшим избытком ацетилена. Однако значительный избыток ацетилена может явиться причиной появления пористости и хрупкости металла шва. При сварке сплавов, содержащих хром, пламя должно быть более восстановительным, но не настолько, чтобы науглероживать наплавленный металл, насыщать его водородом, закисью углерода и другими газами. [c.183]
Атомпо-вояородная сварка представляет собой электрохимический вариант сварки плаллением На фиг. 134 представлена схема процесса сварки. Расплавление основного и присадочного металла происходит главым образом аа счет тепла электрической дуги и рекомбинации водорода, предварительно диссоциированного вблизи столба независимой дуги между двумя вольфрамовыми электродами. Дополнительный тепловой эффект сгорания молекулярного водорода в наружной зоне пламени и тепловое излучение дуги по сравнению с термическим эффектом рекомбинации незначительны. Температура веерообразного атомно-водородного пламени составляет около 3700° С. По степени концентрации тепла атомно-водородная сварка занимает промежуточное положение между кислородно-ацетиленовой сваркой и сваркой вольфрамовым электродом в среде инертных газов. [c.473]
Кислородно- ацетиленовым пламенем Электродуго-вая сварка угольным электродом Электродуго-вая сварка металлическим электродом твердым прппоем МЯГКИМ припоем [c.207]
Газопламенную сварку алюминия ведут кислородно-ацетиленовым пламенем при соотношении O2/G2h3 = 1,1…1,2. По отношению к алюминию все зоны пламени имеют окислительный характер. Для защиты от окисления и для удаления окисной пленки применяют флюсы на основе хлоридов и фторидов натрия, калия и лития, например флюс АФ-4А. Флюс разводят в воде непосредственно перед сваркой, а затем наносят в виде пасты на кромки детали и на конец присадочного прутка. Мощность пламени (л/ч) выбирают в зависимости от толщины S (мм) свариваемого металла М = (100… 150)5. [c.198]
СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ. Алюминий и его сплавы соединяются раз-.чичными способами сварки плавлением — алектродуговой, кислородно-ацетиленовой, а также электроконтактной. На поверхности алюминиевых сплавов всегда имеется тонкая пленка тугоплавкого плотного окисла AI2O3 I г°д=2050 ]. Она затрудняет возбуждение дуги, препятствует сплавлению кромок, адсорбирует влагу, способствует образованию пористости и уменьшению герметичности соединений. Сварку плавлением производят в среде инертных газов, а окисную пленку перед сваркой тщательно удаляют с поверхности соединяемых кромок и присадочного материала. Кислородно-ацетиленовая С. а. с. производится с применением флюсов, а дуговая сварка — с применением обмазанных электродов. Однако соединения, выполпенные с применением флюсов и обмазок, содержащих хлористые соли щелочных металлов, имеют пониженную коррозионную стойкость. [c.143]
Высокая активность магния по отношению к О2 (при наг])еве до темп-ры плавления пли близкой к ней возможно загорание) вызывает необходимость защиты инертными газами зоны нагреваемого при сварке металла, особенно в жидком состоянии. Осн. способы С. м. с. сварка плавлением (гл. обр. дуговая сварка вольфрамовым электродом в аргоне, а также плавящимся электродо.м, реже газовая — кислородно-ацетиленовая), различные виды контактной сварки. [c.147]
Кислородно-ацетиленовая сварка 101
Сварка — это фундаментальный навык, необходимый для многих модификаций и ремонта грузовиков. Как только человек сможет резать металл и соединять детали сваркой, перед вами откроется целая вселенная возможностей. Это начало серии из четырех частей, в которых дается обзор наиболее популярных процессов резки и сварки.
Начнем с газовой сварки по ряду причин. Во-первых, газовая сварка — самый доступный способ начать сварку. Есть оборудование, доступное за несколько сотен долларов, которое отлично подходит для изучения основ сварки, и вы обнаружите, что наличие оборудования для газовой сварки также имеет много других преимуществ.Он позволяет резать стальной лист, пруток и пластину и необходим для множества задач нагрева — от освобождения застывших гаек и болтов до нагрева тяжелой заготовки для гибки. Оборудование для газовой сварки может выполнять множество других процессов, таких как мягкая пайка, серебряная пайка, пайка и пайка кузовов (часто называемая «ведущей»).
Кузнечная сварка была самым первым процессом сварки. Первые мастера по металлу обнаружили, что если два куска металла нагреть до тех пор, пока они не станут красными, их можно будет сколотить вместе, образуя прочное соединение.Хотя этот процесс до сих пор используется кузнецами для проектов по производству автомобилей и грузовиков, гораздо проще нагреть деталь, чем доставить детали в кузницу.
В газовой сварке используются резервуары со сжатым кислородом и топливом, чаще всего ацетиленом, которые подают эти газы по шлангам в ручную горелку, создавая чрезвычайно горячее и легко контролируемое пламя. Впервые этот процесс получил широкое распространение в начале 20 века. В течение многих лет это был наиболее реальный способ сварки металлов, пока электросварка не была усовершенствована, о чем мы расскажем в следующих статьях.
При газовой сварке существует несколько потенциальных угроз безопасности, а это означает, что соблюдение правильных процедур безопасности является важным. У нас нет места, чтобы перечислить их все здесь, но новое сварочное оборудование поставляется с инструкциями по безопасности, а информация доступна в Интернете и в библиотеках. Обязательно ознакомьтесь с информацией перед началом работы, чтобы безопасно выполнять сварку на всю жизнь.
Посмотреть все 26 фото Для этой статьи мы будем использовать одежду «размером с пинту» от Miller Electric Manufacturing Company, которая обеспечивает отличную портативность.См. Все 26 фотоЕсли вы много занимаетесь резкой и сваркой, вы можете подумать о более крупном оборудовании на колесной тележке. См. Все 26 фото. Регуляторы используются для преобразования газа высокого давления в резервуарах в более безопасный и легко контролируемый уровень. фотографии При работе с горючими газами всегда стоит беспокоиться о безопасности. Пламегасители Flashback обеспечивают хорошую дешевую страховку и настоятельно рекомендуются! Посмотреть все 26 фото Корпуса Torch бывают разных размеров. Если вы не планируете сваривать железнодорожные пути или бронеплиты, горелки меньшего размера намного удобнее и маневреннее.Посмотреть все 26 фото Есть сменные сварочные насадки, которые помещаются в корпус горелки. Важно выбрать правильный размер для материала, который вы свариваете. См. Все 26 фото. Для нашей первой демонстрации мы будем сваривать листовой металл 18-го калибра. В комплекте резака Miller рекомендуется использовать наконечник AW 201. Номер проштампован на каждом наконечнике, что упрощает выбор нужного. См. Все 26 фотографий Для такой легкой сварки давление 5 фунтов на квадратный дюйм является хорошей отправной точкой для кислорода и ацетилена. См. Все 26 фотографий Чтобы зажечь пламя, откройте ацетилен. клапан на корпусе резака примерно на 1/4 оборота и воспользуйтесь ударником, чтобы зажечь пламя.Посмотреть все 26 фото Если вы используете недостаточное количество ацетилена, вы получите очень дымное, копотное пламя, которое создаст большой беспорядок в зоне сварки. Увеличивайте газ до тех пор, пока не получите пламя без сажи. См. Все 26 фото. Если между пламенем и наконечником образуется зазор, значит, вы пропускаете больше ацетилена, чем рассчитано на наконечник. Уменьшайте поток до тех пор, пока пламя не обратится к кончику. См. Все 26 фотографий. Как только у вас появится необходимое количество ацетилена, начните добавлять немного кислорода. Это изменит цвет пламени с желтого на синий.Просмотреть все 26 фотографий По мере того, как вы продолжаете добавлять кислород, вы увидите три отчетливых конуса пламени: широкий перистый внешний конус; средний синий средний конус; и короткий яркий внутренний конус. См. все 26 фото. Добавляйте кислород до тех пор, пока средний конус не исчезнет во внутреннем конусе. Это нейтральное пламя, единственный тип, который рекомендуется для сварки. См. Все 26 фото. Если добавить слишком много кислорода, шипение пламени станет громче, а внутренний конус станет короче, ярче и острее. Это окислительное пламя — очень плохо для сварки.Посмотреть все 26 фото Чтобы погасить пламя, сначала выключите ацетилен, а затем кислород. При этом горелка может «лопнуть», но это не вредно. Посмотрите все 26 фотографий Как только вы научитесь правильно настраивать пламя горелки, вы можете начать практиковаться в сварке. Отличный способ развить свои навыки — просто подержать фонарик рядом с куском металла и удерживать его до тех пор, пока не начнет формироваться лужа. Смотрите все 26 фото. Как только лужа достигнет оптимального размера, вы можете начать перемещать фонарик и лужа тоже двинется.Попробуйте лужи разного размера и разную скорость движения, пока не найдете комбинацию, которая работает лучше всего. Смотрите все 26 фото Угол, под которым вы держите фонарь, — еще одна важная переменная. Начните с удерживания резака под углом 45 градусов к металлу и поэкспериментируйте, чтобы увидеть, как изменение этого угла влияет на лужу. См. Все 26 фотографий Как только вы достаточно попрактикуетесь, чтобы перемещать лужу по панели; сохраняя одинаковую ширину и обеспечивая полное проплавление, вы можете начать добавлять сварочный стержень. См. все 26 фото. При подаче сварочного стержня кончик стержня едва касается переднего края лужи, что приведет к затягиванию небольшого количества сварочного стержня. стержень, а затем стержень втягивается.С практикой вы разовьете ритм своих движений. Смотрите все 26 фото. Освоив перемещение лужи и добавление стержня, вы можете попробовать сварить соединение. Приваривайте соединение прихваточным швом каждые дюйм или около того, и зажимы помогут выровнять детали для прихваток. См. Все 26 фото Ожидайте много практики, прежде чем овладеть этим процессом, но чем больше вы практикуетесь, тем быстрее вы будете развиваться. Опытный газосварщик может сделать очень красивый, прочный и однородный сварной шов. См. Все 26 фото. Тяжелые металлы тоже можно сваривать газом.Здесь я использовал наконечник AW 206 для сварки стального листа толщиной 1/8 дюйма. См. Все 26 фотографий. Алюминий тоже можно сваривать газом, но это сложный процесс, требующий специального флюса и специальной сварочной линзы. Ожидайте много практики, прежде чем вы освоите газовую сварку алюминия! Просмотреть все 26 фотоКак сваривать кислородно-ацетиленовый
Обновлено 7 декабря 2019 г. на твердых металлических конструкциях: например, на балках зданий и мостов, а также на стали, используемой в подвижных элементах, таких как самолеты и автомобили.Но хотя мощь и абсолютная прочность стали и других тяжелых металлов может быть очевидна, задумывались ли вы когда-нибудь о том, как металл соединяется вместе?
Помимо шурупов, которыми можно закрепить повседневные металлические предметы, необходимы другие методы для фактического соединения металлов, то есть преобразование их в форму, которая фактически делает их одним и тем же объектом, с соединением, которое включает в себя физические и химические свойства. обоих объектов (если они сделаны из разных материалов в месте соединения).
Сварка включает соединение металлических предметов путем их нагрева обоих в месте соединения до тех пор, пока каждый из них не расплавится, и плавление между ними происходит, когда смесь охлаждается и повторно -упрочняет. Кислородно-ацетиленовая сварка , или просто кислородно-ацетиленовая сварка , является знаменитым примером процесса сварки.
- Вы, наверное, слышали о пайке , которая также включает связывание металлов посредством нагрева. Однако в случае пайки нагревается только металл, используемый в качестве соединения, а соединенные металлы — нет. В этом смысле пайка больше похожа на использование жевательной резинки, чем на «соединение».
Краткая история сварки
Сварка насчитывает не менее 3000 лет.Свидетельства сварки в бронзовом веке обнаружены в виде круглых золотых коробок возрастом 2000 лет, скрепленных сильным нагревом. Еще до этого средиземноморские культуры научились сваривать железо и изготавливать инструменты с помощью этого процесса, некоторые из которых относятся к 1000 году до нашей эры.
В 1836 году Эдмунд Дэви открыл ацетилен, хотя его использование в сварке не получило широкого распространения в ближайшие 70 лет или около того. Появление электрического генератора в середине и во второй половине 19 века проложило путь к дуговой сварке , использующей электрическую искру, а также к технике сварки и резки с использованием газа.
В 1880-х годах первые патенты на дуговую сварку, особенно на угольную дуговую сварку, были получены в Соединенных Штатах, и в течение следующих нескольких десятилетий это была популярная форма сварочной промышленности. В начале 1900-х годов произошел быстрый прогресс в технологии электродов, используемых при дуговой сварке, наряду с развитием области контактной сварки .
В 1920-е годы появились сварочные автоматы. Десять лет спустя была представлена техника приварки шпилек, которая быстро нашла прочный якорь в судостроительной отрасли, которая в то время процветала.С тех пор в сварке используется все больше и больше газов, а плазменная сварка стала более популярной в начале 21 века.
Что такое кислородно-ацетиленовый эфир?
«Кислородно-ацетиленовый» на самом деле представляет собой смесь, а не химическое соединение само по себе. То есть вы не увидите тару с «оксиацетиленом». Термин относится к летучей смеси, созданной для определенной цели (перегрев) из комбинации чистого газообразного кислорода (O 2 ) и газообразного ацетилена (C 2 H 2 ).
Ацетилен , который состоит из двух атомов углерода, тройно связанных друг с другом и с одним атомом водорода каждый, также известен как этин . Это бесцветный газ и может иметь приятный запах. При нагревании он легко распадается на углерод и водород, но это может вызвать взрывы, а чистый ацетилен, подвергнутый достаточному давлению (15 фунтов на квадратный дюйм или около того, чуть выше атмосферного давления), может взорваться неспровоцированно.
Смеси воздуха и ацетилена взрывоопасны в разной степени, в зависимости от процентного содержания воздуха.Но при правильном использовании и модулировании это горение может производить не только тепло, но и свет, и уже давно использовалось для этой цели в буях и тому подобном. В аппарате для кислородно-ацетиленовой сварки ацетилен объединяется не с воздухом (который содержит около 20 процентов кислорода), а с чистым кислородом, что приводит к сильному тепловыделению.
Физика сварки
В 1980-х годах профессор Массачусетского технологического института (MIT) очень подробно исследовал физику и химию сварки.К тому времени кислородно-ацетиленовая сварка применялась уже более 80 лет. Было известно, что максимальная температура, достигаемая при сгорании чистого ацетилена, значительно превышала 3000 градусов по Цельсию, или около 6000 градусов по Фаренгейту. Как оказалось, это наивысшая из известных температур, которая может быть достигнута при сжигании любого газа с кислородом.
В документе MIT подчеркиваются практические ограничения сварки как таковой, поэтому, несмотря на дату публикации, некоторые из его результатов остаются вне времени.Одним из таких практических ограничений является поверхность свариваемых материалов; их можно сделать привлекательными для склеивания и освободить от загрязняющих веществ только до определенной степени.
Кроме того, хотя абсолютная температура имеет жизненно важное значение, время воздействия максимального тепла может заменить более низкие температуры потолка. Таким образом, в то время как при кислородно-ацетиленовой сварке температура поднимается до 3480 ° C, дуговая сварка более эффективна, поскольку до 50 процентов выделяемого тепла теоретически доступно для сварки, по сравнению с только 10 процентами при кислородно-ацетиленовой сварке.
В документе изложены другие важные соображения физического и химического характера, которые не обязательно предполагают, что какой-либо один процесс превосходит другой, но могут помочь предсказать поведение новых внедренных технологий. К ним относятся скорость движения искры, выбор удельной площади поверхности и стоимость оборудования.
Оборудование для кислородно-ацетиленовой сварки
Изобретатель по имени Томас в 1903 году произвел первую кислородно-ацетиленовую горелку. Однако этим Томасом был не Эдисон, который в то время занимался изобретением всего остального, а Уилсон.Томас Уилсон использовал смесь «чистого» кислорода (на самом деле, 99,5% кислорода, настолько хорошее, насколько он мог генерировать в то время), чтобы создать пламя с температурой, достаточно высокой для обжига стали. По сей день оксиацетилен остается единственной газовой смесью с такой способностью, и ее можно использовать даже под водой.
На практике оксиацетилен бывает в разных смесях, не только в самых сильнодействующих. Оператор может отрегулировать это значение на ходу, так как кислород и ацетилен по очевидным причинам хранятся в различных резервуарах .В так называемой нейтральной настройке , наиболее часто используемой для сварки, смесь содержит примерно равные части кислорода и ацетилена. В так называемой установке окисления , используемой для резки, выход газа O 2 в смесь увеличивается, а в установке науглероживания увеличивается поток ацетилена.
Несмотря на опасность, связанную с хранением этих двух газов близко друг к другу, и с независимыми опасностями, связанными с хранением ацетилена (опасности которого были описаны ранее) и кислорода (взрывоопасен при воздействии пламени), хранение и транспортировка ацетилена сварочное оборудование простое.В конце концов, ацетилен — это небольшое и легкое соединение, и его опасности хорошо задокументированы и, следовательно, находятся под контролем в любой профессиональной и контролируемой среде.
Само оборудование имеет два стальных баллона, по одному для каждого газа и оба под давлением. Они оснащены шлангами и регулирующими клапанами, а трубопровод в конечном итоге ведет к той части устройства, о которой вы больше всего думаете, когда думаете о сварке, — к выдувной трубе. Несколько предохранительных устройств предотвращают обратную отдачу в направлении оператора.
Сварка ацетилена
Одним из наиболее часто используемых применений ацетиленового газа является кислородно-ацетиленовая сварка, кислородная сварка или газовая сварка. В процессе кислородно-ацетиленовой сварки используется комбинация газа кислорода и ацетилена в утвержденном соотношении для создания высокотемпературного пламени. Фактически, этот процесс использует горючие газы и кислород для сварки и резки металлов соответственно.
Кислородно-ацетиленовая сварка была разработана французскими инженерами Эдмоном Фушем и Шарлем Пикарденом в 1903 году.Чистый кислород вместо воздуха используется для повышения температуры пламени, чтобы обеспечить локальное плавление материала заготовки (например, стали) в помещении. Пламя ацетилена / кислорода горит примерно при 3500 ° C (6330 ° F).
| Процесс кислородно-ацетиленовой сварки |
Преимущества кислородно-ацетиленовой сварки
- Простота обучения и исполнения, низкая стоимость
- Необходимое оборудование дешевле других видов сварочного оборудования
- Оборудование более портативное, чем большинство других видов сварочного оборудования
- Оборудование для кислородно-ацетиленовой резки также можно использовать для резки больших кусков материала.
- Универсальность — легко применяется в различных областях применения и имеет широкий выбор электродов
- Относительная простота и портативность оборудования
- Подходит для ограниченного пространства и удаленных мест
- Подходит для сварки в нерабочем положении
Материалы, подходящие для кислородно-ацетиленовой сварки
- Мягкая сталь
- Пайка может выполняться на многих других материалах, таких как алюминий, нержавеющая сталь, медь и латунь.
ВИДЫ ГАЗОВОГО ПЛАМЕНИ
Окислительное пламя:
Когда объем газообразного кислорода превышает объем ацетилена, смешанного с горелкой.Это пламя используется для сварки латуни, а также для резки металлов.
Пламя цементации:
Когда объем смешанного ацетилена превышает объем кислорода, образуется пламя науглероживания. Это пламя используется для сварки никеля, монеля и т. Д.
Нейтральное пламя:
Он известен как сбалансированное пламя. Кислородный и ацетиленовый газы смешиваются в равных объемах. Нейтральное пламя используется для нормальной сварки стали, чугуна и т. Д.,
МЕТОДЫ ГАЗОВОЙ СВАРКИ
Сварка влево:
При этой сварке наконечник горелки удерживается на расстоянии 600-700 ° к пластинам.А присадочный стержень наклонен на 300-400 в противоположную сторону. В этом методе края пластины нагреваются сразу после расплавленного металла. Наконечник резака и присадочный стержень медленно перемещаются в направлении влево.
Сварка вправо:
При сварке в правой части горелка поддерживается на 400-500 градусов по отношению к свариваемой работе. Факел перемещается вправо. Сварка правой стороны выполняется для тяжелых участков.
Вертикальная сварка:
Это метод, с помощью которого можно сваривать металл любой толщины.Если толщина листа меньше, то сварка с одной стороны будет достаточной, но для более толстых листов сварка должна выполняться с обеих сторон. Подготовка кромок под сварку не требуется. В этом случае сварка начинается снизу и продвигается вверх, а сварочная выдувная труба следует за присадочным стержнем. Наклон выдувной трубы составляет 30-80 градусов, тогда как присадочный стержень наклонен под углом 30.
Оборудование для кислородно-ацетиленовой сварки
Для процедуры необходим ряд оборудования, в том числе:
Сварочная горелка:
Сварочная горелка — это жизненно важное устройство, используемое для объединения газов — топлива или ацетилена и кислорода — для создания горячего и достаточно сильного пламени для резки металлов.Он был спроектирован и разработан таким образом, чтобы оператор мог контролировать как форму пламени, так и его интенсивность с помощью пары клапанных ручек, расположенных ближе к концу ручки. Эти игольчатые клапаны изменяют поток кислорода и топлива. по мере необходимости.
Газовые шланги:
Шланги специально разработаны для сварки и резки металлов. Два шланга соединены вместе и имеют цветовую маркировку для визуальной идентификации. Кроме того, резьбовые соединители предназначены для предотвращения случайного неправильного подключения: кислород, как обычно, правосторонний, для топливных газов используется левосторонняя резьба.
Регуляторы газа:
Регуляторы газа также являются жизненно важным оборудованием, основная функция которого — регулирование давления газа. Он регулирует высокое давление хранящегося в баллоне газа до рабочего давления горелки и поддерживает его во время процесса сварки. Регуляторы газа имеют два отдельных манометра: манометр высокого давления предназначен для определения остатка газа в баллоне, а манометр низкого давления — для определения давление газа, подаваемого в горелку.
Примечание: Ацетилен заправляется в баллоны под давлением около 15 бар, в то время как процесс сварки выполняется с давлением газа горелки, как правило, до 2 бар.
Сварочная горелка:
Головка сварочной горелки предназначена для сварки металлов. Есть только одна или две трубы, идущие к соплу, и нет спускового механизма подачи кислорода, а также две ручки клапана в нижней части рукоятки, позволяющие оператору регулировать поток кислорода и топлива. Это также одно из жизненно важных средств.
Резак:
Головка резака используется для резки материалов, как и сварочная горелка. Но факел можно идентифицировать по спусковому крючку или рычагу продувки кислородом.Как только желаемая температура достигнута, кислород подается к нагретым деталям путем нажатия на «спусковой крючок кислородного дутья». Подаваемый кислород вступает в реакцию с металлом, образуя оксид железа и выделяя тепло. Это тепло используется в процессе резки.
Поток:
Химические вещества, которые раскисляют поверхность металла и создают инертную атмосферу вокруг расплавленного металла, известны как флюсы.
Функция:
- Для предотвращения окисления горячих поверхностей.
- Для снижения вязкости жидкого металла.
- Поддерживает устойчивую дугу при дуговой сварке.
Флюсы бывают жидкими, порошковыми, пастообразными и газовыми. На свариваемые поверхности разбрызгивают порошковый флюс или погружают присадочный стержень в порошок. На свариваемые поверхности распыляются жидкие и пастообразные флюсы. Газовые потоки используются для создания инертной атмосферы вокруг свариваемого стыка.
НАПОЛНИТЕЛЬ:
Пруток, который обеспечивает дополнительный металл при завершении сварки, известен как присадочный материал.Состав присадочного металла должен быть таким же, как и у свариваемого металла.
Наконечники горелки:
Для разных видов работ используются разные насадки. Размер наконечника определяется диаметром выходного отверстия. В наконечниках также предусмотрено более одного отверстия. Наконечник привинчивается или устанавливается на передний конец резака.
Очки:
Газовое пламя производит световые и тепловые лучи высокой интенсивности, которые вредны для невооруженного глаза.Чтобы защитить глаза от этих лучей, используются защитные очки. Очки также защищают глаза от разлетающихся искр.
Зажигалка:
Для зажигания пламени искра должна подаваться от зажигалки. Запрещается использовать спички, так как есть риск обжечь руки.
Огнетушитель:
Огнетушители используются для предотвращения случайного возгорания.Ведра с песком и закрытые цилиндры всегда готовы к таким авариям.
Процесс кислородно-ацетиленовой сварки
На главную> Металл Советы и факты по производству> Кислородно-ацетиленовый Сварка
Advantage Fabricated Metals выполняет ряд сварочных работ процессы . Два наиболее распространенных сварочных процесса, которые мы используем, включают: TIG, аббревиатура от Tungsten Inert Gas сварка и MIG, аббревиатура от Metal Inert Газовая сварка.TIG также называют GTAW (газо-вольфрамовая дуговая сварка). и Heliarc®. MIG также называется GMAW (газовая дуговая сварка металла). Мы также обеспечиваем кислородно-ацетиленовую сварку.
Кислородно-ацетиленовая сварка — очень распространенный процесс сварки. Использование кислорода а ацетилен в качестве сварочных газов появился в 1890-х годах. Комбинация кислорода и ацетилена дает температуру пламени более 6000 градусов По Фаренгейту он идеально подходит для сварки и резки.
Характеристики процесса кислородно-ацетиленовой сварки
Характеристики процесса кислородно-ацетиленовой сварки включают:
- Использование двойных кислородных и ацетиленовых газов, хранящихся под давлением в стальные баллоны,
- Его способность быстро переключаться на процесс резки путем изменения приварной наконечник к режущему наконечнику,
- Высокая температура газовой смеси,
- Использование регуляторов для регулирования расхода газа и снижения давления на обоих кислородный и ацетиленовый баллоны,
- Применение двойных резиновых шлангов для отвода газа из резервуаров. к факелу,
- Плавление свариваемых материалов,
- Возможность регулирования температуры путем регулировки расхода газа.
На следующем рисунке показан типичный оксиацетиленовый сварочный процесс. Сварочный наконечник устанавливается на конце рукоятки горелки. через него проходит горючая и газовая смесь, питающая пламя. Советы по сварке имеют только одно отверстие, в то время как режущие наконечники имеют центральное отверстие с ряд меньших отверстий, расположенных вокруг него по кругу. В течение резки, кислород поступает из центрального отверстия, и пламя предварительного нагрева исходят из отверстий вокруг центрального отверстия.
При кислородно-ацетиленовой сварке пламя, создаваемое комбинацией газы плавят металлические поверхности соединяемых деталей, вызывая их сливаться вместе. Обычно добавляют присадочный металл, а иногда использоваться для предотвращения окисления и облегчения соединения металла.
Расплавленный металл имеет тенденцию лопаться и разбрызгиваться при воздействии тепла. и кислород вступает в реакцию с перегретым металлом.Очень важно, чтобы операторы при использовании кислородно-ацетиленовой сварки или резки наденьте соответствующие перчатки. и используйте одобренные защитные очки или маску для лица. Очки и / или лицо щиток защищает глаза от искр и разлетающихся частиц горячего металла. В защитные очки или маска для лица используйте специальные линзы для защиты глаз от света повреждать. В зависимости от типа сварки используются различные линзы. или резка, которую необходимо выполнить, тип материала и толщина материала.Если не использовать защитную маску для глаз, могут возникнуть болезненные ожоги. может возникнуть на поверхности глаза и привести к необратимому повреждению.
Посмотреть обзор наших сварочных услуг любой процессов обработки металлов давлением, предлагаемых Преимущество готовых металлов.
Для получения дополнительной информации о Advantage Fabricated Metals и металле услуги по изготовлению и сварке, которые мы предоставляем, пожалуйста, заполните наши контактные данные форму или позвоните нам по телефону 1-815-323-1310 .
Сопутствующие услуги по изготовлению и сварке металлов, советы и факты:
О компании Advantage Fabricated Metals
| Услуги по обработке металлов давлением
Материалы | Преимущества
| FAQs | Глоссарий по сварке и формовке металлов
Советы и факты | Ссылки
И ресурсы | Карта сайта
Связаться с нами | Дом
Advantage Fabricated Metals
подразделение Corrugated Metals, Inc.
Мы инвестируем в наших клиентов ™
3575 Morreim Drive • Бельвидер, Иллинойс 61008
Телефон: 1-815-323-1310 • Факс: 1-815-323-1317
Эл. Почта: [email protected]
Copyright © 2003-2009 Advantage Fabricated Metals, Inc.
Все права защищены.
План урока по технике безопасности в сельском хозяйстве: безопасность при кислородно-ацетиленовой сварке
Определить и соблюдайте правила техники безопасности при сварке. с кислородно-ацетиленовым газом.
Кислород баллон, баллон ацетиленовый, регулятор, клапаны, горелка, сварка насадки, защитные очки, зажигалка, очиститель наконечников, личная безопасность оборудование
- Износ средства индивидуальной защиты. Надеть сварочные перчатки, шлем, кожаный фартук, сварочные насадки, кожаная обувь, сварка очки и другие средства индивидуальной защиты, чтобы помочь предотвратить ожоги и травмы при сварке.Убедитесь, что сварочные очки или лицевой щиток имеет по крайней мере линзу с фильтром №4. Не при сварке носить одежду из синтетических волокон.
- Закрепить цилиндры надежно. Не обращайтесь с цилиндрами грубо. Цепь цилиндров в вертикальном положении к стене или тележке. Когда регуляторы не находятся на цилиндрах, держите предохранительные колпачки в место.Колпачки предотвратят повреждение клапанов баллона.
- Никогда использовать масло на сварочном оборудовании. Масло и смазка могут воспламениться самопроизвольно, при контакте с кислородом.
- Открыть клапаны цилиндра правильно. Открыть вентиль на ацетилен цилиндр не более трех четвертей оборота, чтобы он мог Быстро закрыть в случае аварии.Откройте клапан на кислородный баллон полностью. Во время сварки или резки оставьте гаечный ключ клапана в нужном положении.
- Сохранить кончик был направлен в сторону от вашего тела. Не насыщать вашу одежду кислородом или ацетиленом. До и пока зажигая пламя, держите кончик подальше от вашего тело.
- Свет пламя с одобренной зажигалкой. Использование совпадений для зажечь фонарик слишком близко подносит пальцы к кончику.
- Набор рабочее давление осторожно. Никогда не используйте ацетилен при давлении более 15 фунтов на квадратный дюйм. Следуйте рекомендациям производителя для правильного рабочего давления металла сварной и для используемого размера наконечника.
- До не курить и не позволять кому-либо курить рядом с кислородным топливом газосварщик. Если топливный газ вытекает из агрегата, Курение может вызвать возгорание и вызвать пожар или взрыв.
- Лечить пламя с уважением. Держите подальше от пламени и тепла от цилиндра, шлангов и людей.Никогда не кладите зажженный факел. Перед тем, как положить факел, убедитесь, что пламя погасло. Никогда не ходите с зажженным фонарем.
- Управление воспоминания и обратные вспышки. Убедитесь, что обратный обратные клапаны и пламегасители устанавливаются на кислородные и ацетиленовые трубопроводы.
- До не покидайте рабочую зону, пока клапаны баллона не закроются. Убедитесь, что клапаны баллона закрыты и давление сброшено. из шлангов перед тем, как покинуть рабочую зону.
- Никогда стоять перед регулятором, открывая резервуар клапан.
- До не сваривать и не резать контейнеры, содержащие легковоспламеняющиеся материалы.
- Удалить регуляторов и замените защитные колпачки перед транспортировкой цилиндры.
- Магазин кислородные баллоны подальше от баллонов с ацетиленом. А негорючий стена высотой не менее 5 футов должна использоваться для разделения цилиндров.
- Ручка горячий металл плоскогубцами или щипцами. Не оставляйте горячий металл на сварочном столе, потому что ничего не подозревающие люди могут коснуться это и сгореть.
- Проверить соединения для утечки газов. Для предотвращения пожаров и взрывов, используйте мыльную воду для проверки герметичности соединений.
Канзас Служба сотрудничества государственного университета, Манхэттен, Канзас.
В Кооперативная консультативная служба КГУ предоставляет практические, основанные на исследованиях информационные и образовательные программы по решению критических проблем сталкиваются с отдельными лицами, семьями, фермами, предприятиями и сообществами.
Информация об отказе от ответственности и воспроизведении: информация в NASD не представляет политику NIOSH. Информация включена в NASD появляется с разрешения автора и / или правообладателя. Более
Стэнфордская лаборатория по реализации продукции | Кислородно-ацетиленовая сварка и пайка
Меню- О
- Команда
- Классы
- Витрина
- Ресурсы
- Начало работы
- Материалы
- Поставщики
- Дополнительно
- Видео
- Процессы
- Обработка
- Сварка и формовка
- Кастинг
- Деревообработка
- Пластмассы
- Чистовая
- Лазерная резка
- Аддитивное производство
- 3D сканирование
- Резка винила
- Шитье
- Электроника
- Контакт
- События
- Новости
- Делаем подарок
- О
- Команда
- Классы
- Витрина
- Ресурсы
- Начиная Для новых пользователей PRL
- Материалы Вещи, которые можно купить в PRL
- Поставщики Материалы и услуги
- Дополнительно Другие полезные ресурсы
- Видео Учебники и вдохновение
Процессы
Машины, методы и учебные пособия- Обработка
- Сварка и формовка
- Кастинг
- Деревообработка
- Пластмассы
- Чистовая
- Лазерная резка
- Аддитивное производство
- 3D сканирование
- Резка винила
- Шитье
- Электроника
- Контакт
- События
- Новости
- Делаем подарок
- Интернет-магазин
- Кислородно-ацетиленовая сварка и пайка
- Сварка TIG
- Сварка МИГ
- Листовая формовка
- Формовка труб
Оборудование
- 5-кратные горелки
- 2 резака на тележке-цистерне
Обучающее видео
Условия эксплуатации • Жалобы на нарушение авторских прав Хорошие продукты • LinkedInонлайн-курсов PDH.PDH для профессиональных инженеров. ПДХ Инжиниринг.
«Мне нравится широта ваших курсов по HVAC; не только экологичность или экономия энергии.
курсов. «
Russell Bailey, P.E.
Нью-Йорк
«Это укрепило мои текущие знания и научило меня еще нескольким новым вещам.
, чтобы познакомить меня с новыми источниками
информации.»
Стивен Дедак, П.Е.
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они были
.очень быстро отвечает на вопросы.
Это было на высшем уровне. Будет использовать
снова. Спасибо. «
Blair Hayward, P.E.
Альберта, Канада
«Простой в использовании сайт.Хорошо организовано. Я действительно буду снова пользоваться вашими услугами.
проеду по вашей компании
имя другим на работе «
Roy Pfleiderer, P.E.
Нью-Йорк
«Справочные материалы были превосходными, и курс был очень информативным, особенно потому, что я думал, что уже знаком с
с деталями Канзас
Городская авария Хаятт.»
Майкл Морган, P.E.
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится просматривать текст перед покупкой. Я нашел класс
.информативно и полезно
в моей работе ».
Вильям Сенкевич, П.Е.
Флорида
«У вас большой выбор курсов, а статьи очень информативны.Вы
— лучшее, что я нашел ».
Russell Smith, P.E.
Пенсильвания
«Я считаю, что такой подход позволяет работающему инженеру легко зарабатывать PDH, давая время на просмотр
материал «
Jesus Sierra, P.E.
Калифорния
«Спасибо, что разрешили просмотреть неправильные ответы.На самом деле
человек учится
от отказов »
John Scondras, P.E.
Пенсильвания
«Курс составлен хорошо, и использование тематических исследований является эффективным
способ обучения »
Джек Лундберг, P.E.
Висконсин
«Я очень впечатлен тем, как вы представляете курсы; i.е., позволяя
студент для ознакомления с курсом
материалов до оплаты и
получение викторины. «
Арвин Свангер, П.Е.
Вирджиния
«Спасибо за то, что вы предложили все эти замечательные курсы. Я определенно выучил и
очень понравился. «
Мехди Рахими, П.Е.
Нью-Йорк
«Я очень доволен предлагаемыми курсами, качеством материалов и простотой поиска.
на связи
курсов.»
Уильям Валериоти, P.E.
Техас
«Этот материал во многом оправдал мои ожидания. По курсу было легко следовать. Фотографии в основном обеспечивали хорошее наглядное представление о
.обсуждаемые темы »
Майкл Райан, P.E.
Пенсильвания
«Именно то, что я искал. Потребовался 1 балл по этике, и я нашел его здесь.»
Джеральд Нотт, П.Е.
Нью-Джерси
«Это был мой первый онлайн-опыт получения необходимых мне кредитов PDH. Это было
информативно, выгодно и экономично.
Я очень рекомендую
всем инженерам »
Джеймс Шурелл, П.Е.
Огайо
«Я понимаю, что вопросы относятся к« реальному миру »и имеют отношение к моей практике, и
не на основе какой-то непонятной раздел
законов, которые не применяются
по «нормальная» практика.»
Марк Каноник, П.Е.
Нью-Йорк
«Отличный опыт! Я многому научился, чтобы перенести его на свой медицинский прибор.
организация «
Иван Харлан, П.Е.
Теннесси
«Материалы курса содержали хорошее, не слишком математическое, с хорошим акцентом на практическое применение технологий».
Юджин Бойль, П.E.
Калифорния
«Это был очень приятный опыт. Тема была интересной и хорошо изложенной,
а онлайн формат был очень
Доступно и просто
использовать. Большое спасибо. «
Патрисия Адамс, P.E.
Канзас
«Превосходный способ добиться соответствия требованиям PE Continuing Education в рамках ограничений по времени лицензиата.»
Joseph Frissora, P.E.
Нью-Джерси
«Должен признаться, я действительно многому научился. Помогает иметь распечатанный тест во время
Обзор текстового материала. Я
также оценил просмотр
фактических случаев предоставлено.
Жаклин Брукс, П.Е.
Флорида
«Документ» Общие ошибки ADA в проектировании объектов «очень полезен.
испытание действительно потребовало исследования в
документ но ответы были
в наличии »
Гарольд Катлер, П.Е.
Массачусетс
«Я эффективно использовал свое время. Спасибо за широкий выбор вариантов.
в транспортной инженерии, что мне нужно
для выполнения требований
Сертификат ВОМ.»
Джозеф Гилрой, P.E.
Иллинойс
«Очень удобный и доступный способ заработать CEU для моих требований PG в Делавэре».
Ричард Роудс, P.E.
Мэриленд
«Я многому научился с защитным заземлением. Пока все курсы, которые я прошел, были отличными.
Надеюсь увидеть больше 40%
курсов со скидкой.»
Кристина Николас, П.Е.
Нью-Йорк
«Только что сдал экзамен по радиологическим стандартам и с нетерпением жду возможности сдать дополнительный
курсов. Процесс прост, и
намного эффективнее, чем
в пути «.
Деннис Мейер, P.E.
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для Professional
Инженеры получат блоки PDH
в любое время.Очень удобно ».
Пол Абелла, P.E.
Аризона
«Пока все отлично! Поскольку я постоянно работаю матерью двоих детей, у меня мало
пора искать где
получить мои кредиты от. «
Кристен Фаррелл, P.E.
Висконсин
«Это было очень познавательно и познавательно.Легко для понимания с иллюстрациями
и графики; определенно делает это
проще поглотить все
теорий »
Виктор Окампо, P.Eng.
Альберта, Канада
«Хороший обзор принципов работы с полупроводниками. Мне понравилось пройти курс по
.мой собственный темп во время моего утро
на метро
на работу.»
Клиффорд Гринблатт, П.Е.
Мэриленд
«Просто найти интересные курсы, скачать документы и взять
викторина. Я бы очень рекомендовал
вам на любой PE нужно
CE единиц. «
Марк Хардкасл, П.Е.
Миссури
«Очень хороший выбор тем из многих областей техники.»
Randall Dreiling, P.E.
Миссури
«Я заново узнал то, что забыл. Я также рад оказать финансовую помощь
по ваш промо-адрес электронной почты который
сниженная цена
на 40% «
Конрадо Казем, П.E.
Теннесси
«Отличный курс по разумной цене. Воспользуюсь вашими услугами в будущем».
Charles Fleischer, P.E.
Нью-Йорк
«Это был хороший тест и фактически подтвердил, что я прочитал профессиональную этику
Кодыи Нью-Мексико
правил. «
Брун Гильберт, П.E.
Калифорния
«Мне очень понравились занятия. Они стоили потраченного времени и усилий».
Дэвид Рейнольдс, P.E.
Канзас
«Очень доволен качеством тестовых документов. Буду использовать CEDengineerng
.при необходимости дополнительно
сертификация. «
Томас Каппеллин, П.E.
Иллинойс
«У меня истек срок действия курса, но вы все же выполнили свое обязательство и дали
мне то, за что я заплатил — много
оценено! »
Джефф Ханслик, P.E.
Оклахома
«CEDengineering предлагает удобные, экономичные и актуальные курсы.
для инженера »
Майк Зайдл, П.E.
Небраска
«Курс был по разумной цене, материал был кратким, а
в хорошем состоянии ».
Glen Schwartz, P.E.
Нью-Джерси
«Вопросы подходили для уроков, а материал урока —
.хороший справочный материал
для деревянного дизайна. «
Брайан Адамс, П.E.
Миннесота
«Отлично, я смог получить полезные рекомендации по простому телефонному звонку».
Роберт Велнер, П.Е.
Нью-Йорк
«У меня был большой опыт работы в прибрежном строительстве — проектирование
Building курс и
очень рекомендую.»
Денис Солано, P.E.
Флорида
«Очень понятный, хорошо организованный веб-сайт. Материалы курса этики Нью-Джерси были очень хорошими
хорошо подготовлен. «
Юджин Брэкбилл, P.E.
Коннектикут
«Очень хороший опыт. Мне нравится возможность загружать учебные материалы на
.обзор везде и
всякий раз, когда.»
Тим Чиддикс, P.E.
Колорадо
«Отлично! Сохраняю широкий выбор тем на выбор».
Уильям Бараттино, P.E.
Вирджиния
«Процесс прямой, никакой ерунды. Хороший опыт».
Тайрон Бааш, П.E.
Иллинойс
«Вопросы на экзамене были зондирующими и демонстрировали понимание
материала. Тщательно
и комплексное ».
Майкл Тобин, P.E.
Аризона
«Это мой второй курс, и мне понравилось то, что мне предложили курс
поможет по моей линии
работ.»
Рики Хефлин, P.E.
Оклахома
«Очень быстро и легко ориентироваться. Я определенно буду использовать этот сайт снова».
Анджела Уотсон, П.Е.
Монтана
«Легко выполнить. Нет путаницы при подходе к сдаче теста или записи сертификата».
Кеннет Пейдж, П.E.
Мэриленд
«Это был отличный источник информации о солнечном нагреве воды. Информативный
и отличный освежитель ».
Луан Мане, П.Е.
Conneticut
«Мне нравится, когда я подписываюсь и могу читать материалы в автономном режиме, а затем
Вернуться, чтобы пройти викторину «
Алекс Млсна, П.E.
Индиана
«Я оценил объем информации, предоставленной для класса. Я знаю
это вся информация, которую я могу
использование в реальных жизненных ситуациях. »
Натали Дерингер, P.E.
Южная Дакота
«Материалы обзора и образец теста были достаточно подробными, чтобы позволить мне
успешно завершено
конечно.»
Ира Бродский П.Е.
Нью-Джерси
«Веб-сайтом легко пользоваться, вы можете скачать материал для изучения, а потом вернуться
и пройдите викторину. Очень
удобно а на моем
собственный график «
Майкл Глэдд, P.E.
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.»
Деннис Фундзак, П.Е.
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать PDH
Сертификат. Спасибо за создание
процесс простой ».
Фред Шейбе, P.E.
Висконсин
«Опыт положительный.Быстро нашел курс, который соответствовал моим потребностям, и закончил
один час PDH в
один час. «
Стив Торкильдсон, P.E.
Южная Каролина
«Мне понравилось загружать документы для проверки содержания
и пригодность, до
имея платить за
материал .»
Ричард Вимеленберг, P.E.
Мэриленд
«Это хорошее напоминание об EE для инженеров, не являющихся электротехниками».
Дуглас Стаффорд, P.E.
Техас
«Всегда есть возможности для улучшения, но я ничего не могу придумать в вашем
.процесс, который требует
улучшение.»
Thomas Stalcup, P.E.
Арканзас
«Мне очень нравится удобство участия в онлайн-викторине и немедленного получения
Сертификат. «
Марлен Делани, П.Е.
Иллинойс
«Учебные модули CEDengineering — это очень удобный способ доступа к информации по номеру
.много разные технические зоны за пределами
своя специализация без
надо ехать.»
Гектор Герреро, P.E.
Грузия
.