Сварочные швы, часть 1 — Страница 7 — Фотогалерея
#121 митька51
Отправлено 08 October 2010 22:52
Поразило то что снаружи шов соломенно-фиолетовый, по краям цвета побежалости, а вот внутри по краям шва теже цвета побежалости-по центру шов блестящий, практически зеркальный.
Дядьку TIG ну все же скажи почему нержавейка-одни швы блестят а другие темные.Это обработка химией или особенность нержавейки то есть она разная?Сварка тиг.Просто я не могу добится блеска шва и изнанка шва хромает- рыхлая и черная.Ответь пожалуйста.
- Наверх
- Вставить ник
#122 tig
Отправлено 08 October 2010 23:57
митька51,племяш(сам меня дядькой назвал) , попробую обьяснить. наружный шов будет в лучшем случае соломенного цвета, с оттенком фиолетового. зависит от тока и количества аргона. при сварке рамки дверцы(см. фото) ток 130-140 ампер, расход аргона 12л/мин. полоса 30х5 мм, провар примерно на половину толщины полосы, время сварки не более 2 сек. Нержавейка не успевает нагрется до температуры когда начинает выгорать лигатура(хром и никель). Но если уменьшить ток и вести сварку более медленно, то шов будет более темным и возможно выгорание лигатуры(с обратной стороны будет рыхлость)-в этом месте все компоненты которые придают нержавейке «нержавеючесть» (во как загнул, самому стало смешно) выгорают и в будущем будут источниками корозии-нержавейка будет ржаветь…
наружный шов будет в лучшем случае соломенного цвета, с оттенком фиолетового. зависит от тока и количества аргона. при сварке рамки дверцы(см. фото) ток 130-140 ампер, расход аргона 12л/мин. полоса 30х5 мм, провар примерно на половину толщины полосы, время сварки не более 2 сек. Нержавейка не успевает нагрется до температуры когда начинает выгорать лигатура(хром и никель). Но если уменьшить ток и вести сварку более медленно, то шов будет более темным и возможно выгорание лигатуры(с обратной стороны будет рыхлость)-в этом месте все компоненты которые придают нержавейке «нержавеючесть» (во как загнул, самому стало смешно) выгорают и в будущем будут источниками корозии-нержавейка будет ржаветь…
Все апараты отличаются друг от друга(даже одной марки и типа) поэтому не придерживайся точных параметров.
 Они только ориентир при подборе своих параметров для своего апарата. Удачи в экспериментах.
Они только ориентир при подборе своих параметров для своего апарата. Удачи в экспериментах. пс. Ты вроде не очень далеко от Полтавы живеш. Думаю к концу месяца я уже дома буду. Захочеш-увидимся. Мне показать легче чем «клаву топтать».
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#123 vnuk
Отправлено
Вид стыка трубы 219 (нержавейка) изнутри, 12мм толщ., сварка производилась с нагнетанием газа аргон.(поддув)
Прикрепленные изображения
- Наверх
- Вставить ник
#124 vnuk
Отправлено 09 October 2010 17:06
Популярное сообщение!
Газопровод четырех сотая
Прикрепленные изображения
- Наверх
- Вставить ник
#125 vnuk
Отправлено 09 October 2010 17:08
Популярное сообщение!
Электрод. 6 лет профессионально не варил им, все на аргоно дуговой и вот результат без тренировки.
6 лет профессионально не варил им, все на аргоно дуговой и вот результат без тренировки.
Прикрепленные изображения
- Наверх
- Вставить ник
#126 vnuk
Отправлено 09 October 2010 17:10
Трех сотки.
Прикрепленные изображения
- Наверх
- Вставить ник
#127 vnuk
Отправлено 09 October 2010 17:14
Черная и нержавейка(взгляд изнутри)
Прикрепленные изображения
- Наверх
- Вставить ник
#128 vnuk
Отправлено 09 October 2010 17:19
Популярное сообщение!
Горизонт
Прикрепленные изображения
- Наверх
- Вставить ник
#129 vnuk
Отправлено 09 October 2010 17:34
Популярное сообщение!
3 разных способа, первый дальний без колебательных движений, второй лодочка(в право в лева)третий бабочка или как еще называют «восьмерка»
Прикрепленные изображения
- Наверх
- Вставить ник
#130 vnuk
Отправлено 09 October 2010 18:40
500.
2.Стык аргонодуговой.
3.Полуавтомат в чистом аргоне с сплющенным соплом для более лучшей защиты для угловых соединений. Экономно .
Фишку плющить придумал сам, сопла изготавливал токарь на выходе внутренний диаметр 22мм., когда стандарт идет 15. Одно
Прикрепленные изображения
- Наверх
- Вставить ник
#131 BelaZZ
Отправлено 09 October 2010 19:49
Красиво.Облицовка-«перекатывание» сопла?Пробовал,но сдвигов никаких,без проф.постановки сложновато овладеть.Хотя раньше так о корне думал,сейчас его влёт варю.
- Наверх
- Вставить ник
#132 vnuk
Отправлено 09 October 2010 19:50
Популярное сообщение!
Сплошной литой шов в потолочном исполнении 1,5 мм. толщина пластины, вторая чешуйчатая в вертикальном исполнении, способ-скачки(полумесяц), для того, что бы не было перегрева металла, 2мм. толщина пластины.
И 70 труба пищевка 2мм.
Прикрепленные изображения
- Наверх
- Вставить ник
#133 Evgen
Отправлено 09 October 2010 19:59
Стыки четкие! Даже очень! Единственное, при поперечно-колебательных насколько я знаю. нужно чтобы чешуйки ложились не двумя рядами. Ну я думаю, Вы поняли о чем это я
нужно чтобы чешуйки ложились не двумя рядами. Ну я думаю, Вы поняли о чем это я
И вопрос: подскажите режимы шва на П/А, и как потом зачищаются швы на танках, вручную электроинструментом?
- Наверх
- Вставить ник
#134 vnuk
Отправлено 09 October 2010 20:01
Красиво.Облицовка-«перекатывание» сопла?Пробовал,но сдвигов никаких,без проф.постановки сложновато овладеть.Хотя раньше так о корне думал,сейчас его влёт варю.»Чернуха»,судя по стыку,более капризнее нержи.
Да, на сопло оказываешь не большое давление и словно им шагаешь в перед.
- Наверх
- Вставить ник
#135 vnuk
Отправлено 09 October 2010 20:10
Стыки четкие! Даже очень! Единственное, при поперечно-колебательных насколько я знаю.
нужно чтобы чешуйки ложились не двумя рядами. Ну я думаю, Вы поняли о чем это я
И вопрос: подскажите режимы шва на П/А, и как потом зачищаются швы на танках, вручную электроинструментом?

Режим подбираю вручную, ток и подачу проволоки на тренировочной пластине прежде, подачу проволоки минимально сначала, что бы не прилипала к выходу из мундштука, далее смотришь по расплавленному металлу ток, проволока должна вливатья, сгорая в дуге и держа ее, причем когда все подобрано правильно и ток и подача, треска нет совсем и брызг. Подгон детальный на разные виды соединений. Швы чистят либо кислотой, держа в ней не менее часа либо механическим путем.
- Наверх
- Вставить ник
#136 alek956
Отправлено 09 October 2010 20:23
Да , супер , а какой ПА ?
- Наверх
- Вставить ник
#137 Evgen
Отправлено 09 October 2010 20:29
На П/А я тоже так подбираю, мне циферки интересны были
А почему так долго в кислоте травите? там минут 20 вроде как.
На катушке кратер пробитый на замке
И кажись швы на катушечках немного выдутые поддувом, хотя мениск не виден внутри снимочки не очень четкие. Варено своим телом?
Извиняюсь за излишнюю придирчивось
- Наверх
- Вставить ник
#138 vnuk
Отправлено 09 October 2010 20:49
На П/А я тоже так подбираю, мне циферки интересны были
А почему так долго в кислоте травите? там минут 20 вроде как.
На катушке кратер пробитый на замке
И кажись швы на катушечках немного выдутые поддувом, хотя мениск не виден внутри снимочки не очень четкие. Варено своим телом?
Извиняюсь за излишнюю придирчивось
Кратер не пробит, это шлак, как бы грязь, когда не много перегреешь на концовке, такое бывает, что эта грязь пережженая, которая плавает в ванночке переходит во внутрь, а обычно изнутри. Да и это далеко не идеал мой, первый из образца для немца, ему этого хватило. Что касается швов, они не выдутые, при сварке стягивается металл и образуется не большой валик и снаружи и изнутри, если правильно подобраны все режимы. Верно, своим!
Да и это далеко не идеал мой, первый из образца для немца, ему этого хватило. Что касается швов, они не выдутые, при сварке стягивается металл и образуется не большой валик и снаружи и изнутри, если правильно подобраны все режимы. Верно, своим!
20 минут согласен, только более времени необходимо для стыков с полуавтомата, бывает повторное требуется вмешательство кислоты.
- Наверх
- Вставить ник
#139 vnuk
Отправлено 09 October 2010 21:02
Да , супер , а какой ПА ?
Американец, честно, названия не запоминаю, еще Фин был. Ссу Пир вещи, круть
- Наверх
- Вставить ник
#140 Evgen
Отправлено 09 October 2010 21:31
Что касается швов, они не выдутые, при сварке стягивается металл и образуется не большой валик и снаружи и изнутри, если правильно подобраны все режимы.
Да ладно. я сам такие варил когда-то там либо наружу, либо внутрь, по-другому не было. ну все равно швы классные! Заметил кстати особенность. на чернухе наружное формирование шва получается гораздо симпатичнее с присадкой. чем на нерже.
- Наверх
- Вставить ник
что это такое, где применяется, характеристики и особенности выполнения
Время на чтение: 2 мин
574
Люди освоили разные варианты сварочных процессов. Их можно перечислять до бесконечности.
Они классифицируются например: по типу сварочного аппарата, материала, который используют в работе, типу полученного шва.
Каким он будет, зависит от приема ведения сварного кабеля. В нашей статье мы подробно охарактеризуем вертикальную сварку.
Вертикальная сварка не проста в применении. Есть один нюанс, который нужно уметь обходить.
Самый трудный этап – это капли расплавленного металла, которые мгновенно сбегают вниз. Они могут испортить качество формирующегося шва.
Они могут испортить качество формирующегося шва.
Варка поверх сформировавшейся капли будет невозможна из-за наличия электродного шлака.
Ручную дуговую сварку ведут на короткой дуге. Используют минимальный или средний ток.
Такой ток предотвращает растекание плавящегося металла, а короткая дуга создает устойчивую сварку. Данный процесс проходит движениями снизу вверх.
Электрод чуть отодвигают в бок, чтобы оплавившийся металл застыл. Но при этом должна сохраниться искра.
Каждый мастер работает на хороший результат. Для этого нужно соблюдать определенные правила техники.
При таком процессе на переменном токе движения выполняются снизу вверх . Раковина сварного шва заполняется расплавленным металлом так, что образует валик.
Он служит опорой для раскаленных капель расположенных выше. Это и есть принцип вертикального шва.
При работе электродом есть свои нюансы. Нужно чтобы быстро застывал материал ,который находится в раковине шва.
Поэтому, расплавленный металл нужно формировать в маленькие капли, уменьшив дугу.
Не каждый новичок знает, как создать устойчивый и аккуратный вертикальный шов. Мы подскажем Вам, как получить достойный результат:
- во время поджога электрод должен находиться перпендикулярно деталям;
- дуга должна быть максимально короткой . Это позволит скорее застыть расплавленному металлу. Минимизирует наплывы портящие шов;
- во время создания шва электрод нужно держать под углом. Это не даст каплям попасть вниз.
- если случилось так ,что оплавленный металл все-таки потек ,необходимо силу тока повысить, а шов сделать шире. Это увеличит время застывания металла.
Этим способом создавать шов намного удобнее ,но качество работы будет слабее.
Но существуют детали, которые поддаются сварке только способом сверху. Сварку таким способом нужно осуществлять плавно, внимательно и аккуратно.
Только так можно избежать стекания раскаленных капель, что испортит внешний вид готового предмета.
Если рабочий материал слишком тонок, необходимо предпринять такие шаги:
- детали, используемые для работы, добросовестно очистить от налета грязи и всех других частиц
- шов создавать точечно, чтобы минимизировать стекание капель и не прожечь рабочий материал.
Содержание статьиПоказать
- Технология вертикальной сварки
- Шов электродом
- Сварной шов полуавтоматом
Технология вертикальной сварки
Технология создания вертикальных швов зависит от следующих причин:
- характеристики металла, который будет использован в работе;
- вида сварки, который будет использован
- квалификации мастера
- специфики и класса сварочного аппарата
Выполняют сварочные швы снизу вверх без отрыва дуги и с отрывом дуги; сверху вниз с отрывом дуги и без отрыва.
Шов электродом
При выполнении вертикальной сварки, необходимо приложить максимум усердия. Это обусловлено стеканием капель расплавленного металла.
Для новичков легче работать способом сварки с отрывом дуги, при котором капли затвердевают быстро.
Чтобы было легче, сварной кратер можно использовать в качестве опоры для электрода.
Процесс может происходить как без отрыва дуги, например полумесяцем, движениями вверх-вниз, так и с отрывом дуги.
Сварка сверху вниз проводится максимально короткой дугой. Сначала придется попрактиковаться, чтобы раскаленные капли не стекали вниз, снижая качество работы.
Главный «фокус» — это правильное положение электрода. Он должен быть перпендикулярен краям кратера.
При формировании валика, электрод следует слегка наклонить (под углом 45 градусов).
Желательно использовать электрод диаметром 4-5 мм, а сила тока не должна превышать 170 А.
Посмотрите этот видео урок и изучите, как создать безотрывный вертикальный шов.
Сварной шов полуавтоматом
Различают несколько вариантов работы полуавтоматом:
- Елочка — этот способ наиболее применяем при сваривании автоматом промежутков 2-3 мм. Электрод ведут определенными движениями, и тогда шов будет выглядеть как елочка . Стартуя с одной стороны, направляем и двигаем электрод по стенке кромки к себе. Когда металл оплавится, опускаем электрод и оплавляем вещь с которой работаем. Это действие выполняем с обеих сторон. Доходим до самого верха по всей длине шва. Основной момент -избежать появления потеков раскаленного металла. Рекомендуем Вам посмотреть видео, как без ошибок проводить сварку.
- Треугольник — это способ работы с толщиной металла не более 2 мм, выполняется движениями снизу вверх.
 Капли металла, которые затвердели, превратившись в валик, не дают вновь расплавленному металлу расплываться по сварному шву. При работе инвертором нужно перемещать проводник в определенном ракурсе, чтобы сварочная ванна была под углом. Поэтому, такая сварка и называется треугольником. Настоящие асы советуют использовать при работе треугольником электрод 3 мм диаметром и ток в 100 А.
Капли металла, которые затвердели, превратившись в валик, не дают вновь расплавленному металлу расплываться по сварному шву. При работе инвертором нужно перемещать проводник в определенном ракурсе, чтобы сварочная ванна была под углом. Поэтому, такая сварка и называется треугольником. Настоящие асы советуют использовать при работе треугольником электрод 3 мм диаметром и ток в 100 А. - Лестница — это способ, который применяют, когда между сварными деталями получается очень большой промежуток. Суть этого вида сварки заключается в том, чтобы перешагивания от кромки к кромке происходили практически без подъема электрода. Самый удобный метод достижения этого — снизу вверх без отрыва дуги . По итогу, капли застывают не ровно, а получаются остроконечными. Лестница — один из самых простых способов.
 Капли металла, которые затвердели, превратившись в валик, не дают вновь расплавленному металлу расплываться по сварному шву. При работе инвертором нужно перемещать проводник в определенном ракурсе, чтобы сварочная ванна была под углом. Поэтому, такая сварка и называется треугольником. Настоящие асы советуют использовать при работе треугольником электрод 3 мм диаметром и ток в 100 А.
Капли металла, которые затвердели, превратившись в валик, не дают вновь расплавленному металлу расплываться по сварному шву. При работе инвертором нужно перемещать проводник в определенном ракурсе, чтобы сварочная ванна была под углом. Поэтому, такая сварка и называется треугольником. Настоящие асы советуют использовать при работе треугольником электрод 3 мм диаметром и ток в 100 А.Давайте подведем итоги: вертикальная сварка сложная, требует определенных навыков. Запомните, раскаленные капли, скатываясь вниз, испортив результат работы.
Чтобы этого не произошло, применяйте технологические процессы, позволяющие работать сваркой вертикально. Используйте в работе полуавтоматический или ручной вид сварки.
Используйте в работе полуавтоматический или ручной вид сварки.
Любая из применяемых методик сварочных работ имеет свои плюсы и минусы. Но мы остановились на самых доступных и хороших способах, особенно для новичков.
Поэтому, если Вы внимательно прочитаете нашу статью, изучите все рекомендации, посмотрите видео, то выполните все это технически правильно.
Тогда у Вас получится аккуратный и прочный сварной шов.
Разварка дисков — Статьи | Uremont
Разварка дисков — увеличение ширины диска за счет разрезания болгаркой двух дисков, и соединением их вместе при помощи сварочных работ. Это довольно спорный вид тюнинга, который вызывает множество вопросов, а иногда даже споров. Сначала непонятно какой смысл в увеличении ширины, а также неизвестно на сколько данная переделка безопасна для водителя и его пассажиров.
Совсем недавно были популярны заниженные подвески, и это довольно опасный и бесполезный способ «улучшить» свой автомобиль. Теперь не совсем понятно, насколько безопасна езда с увеличенной шириной диска. У многих водителей сложилось впечатление, что сваренный диск — это бомба замедленного действия, так как не знаешь, когда диск снова развалиться, поэтому от него как можно быстрее избавляются. Возникает логичный вопрос: на сколько безопасно ездить на варенных дисках?
У многих водителей сложилось впечатление, что сваренный диск — это бомба замедленного действия, так как не знаешь, когда диск снова развалиться, поэтому от него как можно быстрее избавляются. Возникает логичный вопрос: на сколько безопасно ездить на варенных дисках?
Следующий вопрос: на что влияет ширина диска? Многим, кто задумывался над тем чтобы разварить свои диски, интересно как именно ширина покрышек повлияет на вождение. В частности, будет полезно знать, как именно разваренные диски будут влиять на скоростные характеристики, устойчивость автомобиля, а также на способность хорошо заворачивать.
И наконец, производиться ли разварка в домашних условиях, или придется искать ближайший автосервис? Так как колесо, а значит и диск, поддается сильной нагрузке, особенно на больших скоростях, важно знать, что диски не подведут. Нужно быть уверенным, что такая работа безопасна, и точно не принесет вреда.
Из этой статьи можно узнать ответы на данные вопросы. Также, можно окончательно определиться, стоит ли идти за большинством. Прочитав статью, можно узнать о всех плюсах и минусах разварки дисков. Также можно понять, стоит ли вообще заниматься таким делом, или ездить как раньше.
Прочитав статью, можно узнать о всех плюсах и минусах разварки дисков. Также можно понять, стоит ли вообще заниматься таким делом, или ездить как раньше.
Безопасность передвижения
Первое что должно волновать любого адекватного водителя по разварке дисков — это вопрос безопасности передвижения. Есть стереотип — если диски были сварены, то от большого трения во время езды, сварка нагревается и раскалывается, а колесо разваливается. Такое действительно возможно, но только в одном случае. Сварка разрушиться только от некачественно проделанной работы. Если шов имеет много шлаковых примесей, он недостаточно проварен или есть небольшие трещины и зазоры, то при больших нагрузках шов развалиться.
Потерять колесо на полном ходу мало кого прельщает. Но если шов выполнен по технологии установленной ГОСТом, все будет хорошо. Такой шов будет довольно прочным и не развалиться от больших нагрузок. Хорошая сварка хорошо переносит высокие температуры, и удары и нагрузки весом. Если брать на разрыв или излом, то метал может поломаться в другом месте, но не на шве. Это объясняется тем, что метал сварки намного крепче. Как определить качественный шов?
Если брать на разрыв или излом, то метал может поломаться в другом месте, но не на шве. Это объясняется тем, что метал сварки намного крепче. Как определить качественный шов?
Хороший шов видно по следующим признакам:
Нет шлаковых примесей Повторяется точный рисунок «чешуек» Шов немного утопленный, или выступает на 1-2 мм Шлаковая корка отпадает сама по себе
Данные параметры означают хороший провар соединения, а также прочную структуру шва. Если диски сварены подобным швом, можно не переживать за сохранность колеса.
Ширина диска
Итак, для начала нужно знать, что есть стандартный вид ширины покрышки размером 6,5J. Такой размер самый распространенный, а вот найти шире, например, 10J довольно проблематично. Придется покупать с рук, или заказывать из-за рубежа. Такой вид тюнинга довольно дорогой и трудоемкий. Зачем делать такую работу, и есть ли преимущество на дороге?
Если говорить о преимуществе на обычной трассе, то пользы в широкой покрышке практически никакой, так как она не несет никакой смысловой нагрузки. Если говорить о заездах на Формуле1, то польза в широких покрышках есть. Проще говоря, широкая покрышка дает больше сцепления, и позволяет очень легкой машине удержаться на асфальте.
Если говорить о заездах на Формуле1, то польза в широких покрышках есть. Проще говоря, широкая покрышка дает больше сцепления, и позволяет очень легкой машине удержаться на асфальте.
Обычно, переделывают в основном отечественные автомобили, и смысла в дополнительном сцеплении практически никакого. Автомобиль, сам по себе тяжелый, а широкая покрышка, только ухудшит скоростные параметры, качество поворота, а также увеличится расход топлива. Из положительных качеств — хорошее торможение.
Плюсы и минусы разварки дисков
В данном «улучшении» довольно мало положительных сторон, и достаточно отрицательных. Поэтому, перед тем как выполнять такую реконструкцию, нужно хорошо взвесить все за и против. Итак, начнем с положительных качеств, а закончим рядом отрицательных характеристик.
К плюсам можно отнести оригинальный внешний вид. Если заниженных машин ездит очень много, и этим практически не удивишь, то машину с разваркой встретить довольно сложно, и смотрится данное решение оригинально. Это дешевый способ (речь идет о дисках, а не о резине) модернизировать авто. Все что нужно, найти подходящую стальную полосу, или четыре Б/У диска. И последний плюс — хорошая проходимость на бездорожье, за счет хорошего сцепления.
Это дешевый способ (речь идет о дисках, а не о резине) модернизировать авто. Все что нужно, найти подходящую стальную полосу, или четыре Б/У диска. И последний плюс — хорошая проходимость на бездорожье, за счет хорошего сцепления.
Из минусов, первым бросается в глаза редкие покрышки, которые не так легко достать, и при этом, они потребуют больших денежных затрат. Большой расход топлива, быстрый износ подшипников, трудности с монтажом и потеря в скорости сильно снижают необходимость в разварке. Также не стоит забывать что варить диски опасное занятие, так как некачественный шов может лопнуть, что довольно опасно на большой скорости.
Разварка дисков своими руками
Можно ли выполнить работу самостоятельно? Есть три способа выполнения данной работы. В каждом способе для работы понадобиться угловая шлифовальная машина с отрезным и зачистным диском, сварочный аппарат (желательно автомат или полуавтомат), проволока или электроды диаметром 2-3 мм для сварочного аппарата.
Основные способы разварки дисков:
Разрезание двух дисков с разной шириной, а потом их соединение с помощью сварки. Разрезание диска напополам, и вставка металлической пластины. Совмещенный способ, разрезается два диска, а посередине вставляется пластина.
Большую популярность имеют первые два способа, так как выполнить работу намного проще чем в последнем способе. И наоборот, в третьем случае довольно сложно рассчитать точные пропорции пластины из металла и ступицы диска. В общем, работу самому сделать реально, но без должного опыта и сноровки качественная работа практически невозможна. Нужна точные расчеты и тонкая работа. Если диск будет неровным, образуется «восьмерка». Неровный диск при движении будет сильно изнашивать ходовую часть машины, что повлечет за собой дорогостоящий ремонт. Поэтому самостоятельная разварка двух дисков или с использованием пластины, не рекомендуется.
Итак, для хорошо проделанной работы, лучше обратиться в специализированный автосервис. В таком сервисе есть все необходимое оборудование для качественной работы, а также рабочие, которые имеют большой опыт и сноровку. Так, обратившись к специалистам, вы снижаете риск попасть в аварию. Для того чтобы найти качественное обслуживание, лучше воспользоваться сервисом Uremont.com. Просто оставьте заявку на разварку дисков, и выберете подходящий автосервис. Быстро, качественно и дешево выполняйте работы с нашим сервисом!
В таком сервисе есть все необходимое оборудование для качественной работы, а также рабочие, которые имеют большой опыт и сноровку. Так, обратившись к специалистам, вы снижаете риск попасть в аварию. Для того чтобы найти качественное обслуживание, лучше воспользоваться сервисом Uremont.com. Просто оставьте заявку на разварку дисков, и выберете подходящий автосервис. Быстро, качественно и дешево выполняйте работы с нашим сервисом!
Как работает Uremont?
01
Создаете заявку
с кратким описанием работ и желаемой датой ремонта. Потратите не более 3 минут
02
Получаете предложения
от специализированных автосервисов в личном кабинете
03
Сравниваете ответы
наиболее подходящие по стоимости, отзывам, местоположению и другим параметрам
04
Подтверждаете запись
а также все условия ремонта и можно смело ехать в автосервис
Создание заявки абсолютно бесплатно и займет у вас не более 5 минут
Создать заявку
Мастерство высшей пробы
В ООО «Газпром ПХГ» подвели итоги фестиваля профессионального мастерства на звание «Лучший по профессии — 2022».
Конкурс проводился в Саратовской области на производственных площадках филиалов «Елшанское УПХГ» и «Саратовское УАВР и КРС» по четырем номинациям: «Лучший оператор по добыче нефти и газа», «Лучший специалист противокоррозионной защиты», «Лучший электрогазосварщик» и «Лучший водитель».
Участники конкурса сварщиков
Всего в состязании за право называться лучшим профессионалом компании приняли участие более 70 рабочих и специалистов, представляющих 23 филиала ООО «Газпром ПХГ». В каждой конкурсной номинации соревнования проходили в несколько этапов, в рамках которых претенденты на победу демонстрировали теоретические знания в своей профессии и практические навыки. Мастерство коллег беспристрастно оценивали конкурсные комиссии под председательством начальника Управления ПХГ и КС Сергея Беленко («Лучший оператор по добыче нефти и газа»), начальника Производственного отдела защиты от коррозии Евгения Кириллова («Лучший специалист противокоррозионной защиты»), начальника отдела по эксплуатации механического оборудования и сварочных технологий Энерго-механического управления Льва Ештокина («Лучший электрогазосварщик»), начальника Транспортной службы Александра Новицкого («Лучший водитель»).
«Гонка» за звание «Лучший водитель»
Настоящая «гонка» за звание «Лучший водитель» ООО «Газпром ПХГ» развернулась на саратовском тренировочном автодроме. Профессия водителя оказалась на конкурсе самой представительной: здесь за победу боролись 23 претендента. В первый день конкурсанты решали экзаменационные билеты по правилам дорожного движения и охране труда, а затем выполняли задания по скоростному маневрированию на автотранспортных средствах категории «В» и «С» на газобаллонном оборудовании. Сначала на автомобиле «УАЗ Патриот», а затем на «КАМАЗе» мастера вождения на скорость выполняли упражнения «Змейка», «Разворот», «Эстакада», «Тоннельные ворота» «Восьмерка» и другие фигуры.
На трассе конкурса
В конкурсе «Лучший оператор по добыче нефти и газа» теоретическая часть предполагала не только ответы на 20 вопросов теста по профессии и промышленной безопасности, но и собеседование с комиссией о регламенте проведения работ повышенной опасности, работе с опасными веществами, знании теоретической части работы технологического оборудования и ведения технологического процесса.
Теоретическая часть конкурса «Лучший оператор по добыче нефти и газа»
В рамках практики каждый из 17 конкурсантов должен был также выполнить два задания: проверить техническое состояние газопромыслового оборудования и описать мероприятия для пуска сепаратора в работу в правильной технологической последовательности, с указанием мер по безопасности проведения работ.
Члены комиссии внимательно следили за выполнением заданий конкурсантами
Разнообразными были и конкурсные задания в номинации «Лучший специалист противокоррозионной защиты». Специалисты ЭХЗ отвечали на наибольшее количество теоретических вопросов (их в тесте для этой специальности было 60), а также выполняли четыре практических задания — проверку технического состояния станции катодной защиты и восстановление ее работоспособности, техническое обслуживание установки дренажной защиты, контроль качества нанесенного изоляционного покрытия и защитного (лакокрасочного) покрытия.
Практический этап конкурса «Лучший специалист противокоррозионной защиты»
Кроме того, в рамках практической части мероприятия конкурсанты ознакомились с виртуальным обучающим комплексом специалиста защиты от коррозии. VR-симулятор работы с оборудованием позволяет в виртуальной реальности отработать различные сценарии выполнения технологических операций на объектах ПХГ в рамках их компетенций.
VR-симулятор работы с оборудованием позволяет в виртуальной реальности отработать различные сценарии выполнения технологических операций на объектах ПХГ в рамках их компетенций.
Во время решения виртуальной задачи
Общий и специальный теоретические экзамены сдавали и конкурсанты в номинации «Лучший электрогазосварщик». 15 вопросов теста проверяли, насколько хорошо финалисты конкурса знают СТО Газпром, 10 вопросов — другие теоретические тонкости профессии сварщика. Остальные баллы можно было заработать за безупречное выполнение ручной дуговой сварки контрольных сварных соединений труб, под углом 45 градусов. При этом качество сварного шва на наличие внутренних дефектов проверяли как визуально-измерительным методом, так и рентгеном.
Сварочный шов должен быть без внутренних дефектов
В заключительный день фестиваля победителей и призеров конкурса профмастерства чествовали заместитель начальника управления Департамента ПАО «Газпром» Олег Макарьев, который отметил высокий уровень подготовки мероприятия, председатель ОППО «Газпром ПХГ профсоюз» Виктор Поладько, поблагодаривший каждого участника за прекрасные результаты, и заместитель генерального директора ООО «Газпром ПХГ» по общим вопросам Роман Хомяков.
Награды победителям вручает Олег Макарьев (в центре) и Роман Хомяков (справа)
«Тех, кому сегодня не улыбнулась удача и кто не завоевал призовое место, я призываю не расстраиваться, смело смотреть в перспективу, совершенствоваться и развиваться. А победителям желаю держать марку и тот высокий уровень, которого в год своего 15-летия уже достигло наше Общество», — подчеркнул в своем поздравлении Роман Хомяков.
Победителями фестиваля «Лучший по профессии — 2022» в своих номинациях стали Сергей Щербинин (Песчано-Уметское УПХГ), Иван Павленко (Калужское УПХГ), Андрей Максимов (Ставропольское УАВР и КРС) и Александр Кириллов (Невское УПХГ). В сентябре они представят ООО «Газпром ПХГ» на корпоративном фестивале труда ПАО «Газпром».
Победители и призеры фестиваля профессионального мастерства «Лучший по профессии — 2022»
«Лучший оператор по добыче нефти и газа»
- 1 место: Сергей Щербинин, Песчано-Уметское УПХГ
- 2 место: Сергей Захаров, Ставропольское УПХГ
- 3 место: Владимир Коцарев, Краснодарское УПХГ
Лучшие операторы по добыче нефти и газа (слева направо): Владимир Коцарев, Сергей Щербинин, Сергей Захаров
«Лучший специалист противокоррозионной защиты»
- 1 место: Иван Павленко, Калужское УПХГ
- 2 место: Максим Капитанов, Ставропольское УПХГ
- 3 место: Евгений Сидоров, Волгоградское УПХГ
Лучшие специалисты противокоррозионной защиты (слева направо): Максим Капитанов, Евгений Сидоров, Евгений Кириллов (председатель конкурсной комиссии), Иван Павленко
«Лучший электрогазосварщик»
- 1 место: Андрей Максимов, Ставропольское УАВР и КРС
- 2 место: Алексей Ястребов, Песчано-Умётское УПХГ
- 3 место: Евгений Веприцкий, Саратовское УАВР и КРС
Лучшие электрогазосварщики (слева направо): Алексей Ястребов, Евгений Веприцкий, Андрей Максимов
«Лучший водитель»
- 1 место: Александр Кириллов, Невское УПХГ
- 2 место: Алексей Гадченко, Совхозное УПХГ
- 3 место: Сергей Марушко, Башкирское УАВР и КРС
Лучшие водители (слева направо): Алексей Гадченко, Александр Кириллов, Сергей Марушко
Справка
Фестивали профессионального мастерства «Лучший по профессии» организуются в ООО «Газпром ПХГ» с 2011 года. Основные цели мероприятия — совершенствование профессионального мастерства, выявление и распространения передовых методов труда. За эти годы фестиваль проводился по 13 специальностям, победителями и призерами конкурса становилось более 130 рабочих и специалистов.
Основные цели мероприятия — совершенствование профессионального мастерства, выявление и распространения передовых методов труда. За эти годы фестиваль проводился по 13 специальностям, победителями и призерами конкурса становилось более 130 рабочих и специалистов.
В год 15-летия компании фестиваль профессионального мастерства проводился в ООО «Газпром ПХГ» юбилейный, 10-й раз.
Как научиться варить. Советы профессионального сварщика — RMNT — 29 июля — 43831665492
Это небольшой мастер-класс по ручной дуговой сварке. В статье мы постарались уделить внимание самым распространённым проблемам и вопросам, с которыми сталкивается начинающий сварщик.
Подумывая о приобретении сварочного аппарата «для дома, для дачи», многие обыватели отказываются от этой затеи, так как сомневаются в том, что смогут самостоятельно освоить премудрости электродуговой сварки. Все знают, что высококвалифицированные сварщики — это творцы, отдельная каста мастеровых. Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.
При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.
Лучший способ научиться варить — это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться.
Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье «Как выбрать сварочный аппарат». Далее мы поведём разговор о самом распространённом типе сварки — ручной электродуговой (ММА), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.
Подготовка к сварке
Чем нужно укомплектоваться
Экипировка
Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Начать нужно с одежды. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т.п. Отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное — защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги). Многие мастера очень полюбили маски со светофильтрами типа «хамелеон». Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.
Высоковольтные провода
Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления). Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока — чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 А, длиной 2,5–4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно.
Переноска
Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 А, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2,5 мм2. Её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с бобины, чтобы он не перегревался.
В любом случае удлинитель необходимо полностью размотать с бобины, чтобы он не перегревался.
Вспомогательный инструмент
При сварочных работах всегда пригождается УШМ («болгарка»), лучше и «большая» и «маленькая». В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали «на столе».
Электроды
Классификация электродов для сварки ММА весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер — это «двойка» и несколько реже — «тройка». Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.
Что касается диаметра стержня, то наш размер — это «двойка» и несколько реже — «тройка». Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.
Ориентировочно, для металла толщиной от 1,5 до 3 мм нужно взять электрод диаметром 2–2,5 мм. Тройкой варят металл до 5 мм по толщине — и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 А, а нагрузка приближается к 5 кВт — выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.
Как подготовить детали
Обработка шва
Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска). Если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Ориентирование деталей
Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка «в нижнем положении»). При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать «на месте».
Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз — так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну «протягивают» перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой.
А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну «протягивают» перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой.
Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.
Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется «почти прямым» электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали «в лодочку» (сечение в виде V), тогда обе кромки хорошо проварятся.
Именно поэтому есть смысл расположить детали «в лодочку» (сечение в виде V), тогда обе кромки хорошо проварятся.
Какой ток выставить
Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70–80 и более ампер (чем выше, тем скорее сгорит электрод). Для тройки подойдёт ток от 100 до 140 А, четвёрка — 160 А. Для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
С какой полярностью подключить держатель электрода и массу
Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать «плюс» или «минус». Если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) — то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.
Если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) — то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.
Работа со сварочной дугой
Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом — сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это — важный момент, на который следует обратить внимание.
1. Поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов).
Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов).
2. Контроль дуги, формирование сварочной ванны. Как только дуга разгорелась — подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2–3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто-оранжевого пятна, на котором виднеется рябь — это расплавился металл.
3. Положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25–40 градусов). Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок.
4. Формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2–3 секунды, и мы должны переместить электрод на один-два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
5. Положение, тип движения электрода при формировании шва.
Во-первых, нужно всегда держать корректный наклон. Если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: «макать» в сварочную ванну. Если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.
Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.
Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае — с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые «чешуйки», которые перекрывают друг друга где-то наполовину. Лучший шов — с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.
Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки — непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации — увеличивайте ток и применяйте более толстый электрод.
Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации — увеличивайте ток и применяйте более толстый электрод.
6. Контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина — от 0,8 до 1,5 диаметра электрода) с минимумом дефектов (ГОСТ 30242–97). В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок — хорошо; шарик на ножке — малая сила тока; прожиг и кратеры — высокая сила тока, медленное ведение электрода по заданной траектории.
7. Как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.
Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится.
Антон Турищев, рмнт.ру
Исправление вмятины на диске — Altarena.ru — технологии и ответы на вопросы
Содержание
- Можно ли ремонтировать литые диски?
- Прокатка литья
- Сварка литого диска
- Рихтовка дисков
- Выводы
- Колесные диски: ремонтировать или менять?
- Покраска
- порошковая окраска дисков
- покраска диска
- Прокатка
- Ремонт дисков
- Реставрация дисков — главная специализация центров РЛД
- Вы повредили диск?
- Не отчаивайтесь! Практически любой диск можно восстановить. Это утверждение мы доказываем с 1998 года.
- ДИСК ДО ВОССТАНОВЛЕНИЯ
- ДИСК ПОСЛЕ ВОССТАНОВЛЕНИЯ
- Рассчитайте ориентировочную стоимость работ
- услуги группы РЛД по ремонту дисков
- Восстановление геометрии диска
- Устранение трещин и сколов
- Наращивание отсутствующих частей
- Восстановление внешнего вида
- Возникли вопросы?
- ПОЧЕМУ ВЫБИРАЮТ ИМЕННО НАС
- СТОИМОСТЬ РЕМОНТА ДИСКОВ В ЦЕНТРАХ РЛД
- Рассчитайте ориентировочную стоимость работ
- Видеосюжет о ГК РЛД в программе АвтоВести (канал Россия)
- ПРИМЕЧАНИЕ
- Реставрация дисков от «Группы РЛД» выполняется без нарушения структуры металла, так как не применяется метод точечного нагрева и прокатки дисков роликами.
- Ремонт литых дисков
- Цены на ремонт литых и штампованных дисков
- Исправление повреждения диска «восьмерка»
- Фото дисков до и после ремонта
- Ремонт литых дисков самостоятельно?
- В каких случаях не рекомендуется ремонт дисков?
- Основные способы правки диска
- Прокатка дисков с правильными роликами
- Ручная правка диска с предварительным прогревом
- Правка диска с применением гидравлических домкратов
- Молоток и кувалда
- Ремонт кованных дисков
- Ремонт при незначительных вмятинах
- Видео
 Это утверждение мы доказываем с 1998 года.
Это утверждение мы доказываем с 1998 года.Можно ли ремонтировать литые диски?
Свойство автомобильных дисков гнуться и ломаться часто является одной из больших проблем для владельца. Это характерно и для литых дисков, которые изначально являются более надежными на фоне своих аналогов, так как характеризуются малым весом и отличной балансировкой. Диск может треснуть или погнуться, от него может отвалиться определенный элемент или отколоться кусок. Эти повреждения первое время могут быть и незаметными, но со временем деформация увеличивается, из-за чего потребуется ремонт. И тут встает вопрос, можно ли ремонтировать литые диски?
Это характерно и для литых дисков, которые изначально являются более надежными на фоне своих аналогов, так как характеризуются малым весом и отличной балансировкой. Диск может треснуть или погнуться, от него может отвалиться определенный элемент или отколоться кусок. Эти повреждения первое время могут быть и незаметными, но со временем деформация увеличивается, из-за чего потребуется ремонт. И тут встает вопрос, можно ли ремонтировать литые диски?
Восстановление или рихтовка литых дисков может потребоваться в разных ситуациях, для этого необязательно ездить по некачественному дорожному покрытию, можно просто попасть в выбоину на повышенной скорости, что приводит к значительным повреждениям, а также неудачно припарковаться, ударив диск о бордюр. Это только краткий обзор возможных событий, которые могут стать причиной повреждения.
В самом лучшем случае можно увидеть царапину на поверхности диска либо вмятину обода, которая не очень заметна. Насчет этого можно даже не особо тревожиться.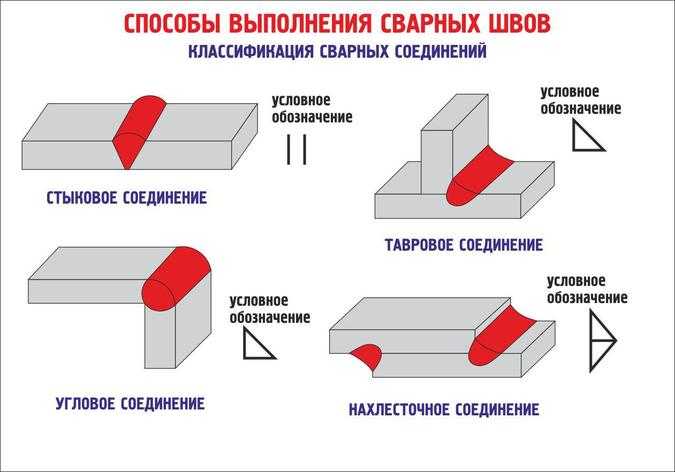 Однако иногда наступает неприятный момент, когда визит на станцию шиномонтажа заканчивается тем, что мастера обнаруживают сильное биение по оси. Особо сложные случаи сопровождаются тем, что диски лопаются на ободе или в лучах, иногда даже видны сколы цельных кусков металла. Можно сказать, что в случае поломки литого диска выходов из сложившегося положения всего два: либо просто заменить их на новые, либо ремонтировать. Если встает вопрос, можно ли ремонтировать литые диски, то тут можно сказать о существовании двух основных видах процедуры.
Однако иногда наступает неприятный момент, когда визит на станцию шиномонтажа заканчивается тем, что мастера обнаруживают сильное биение по оси. Особо сложные случаи сопровождаются тем, что диски лопаются на ободе или в лучах, иногда даже видны сколы цельных кусков металла. Можно сказать, что в случае поломки литого диска выходов из сложившегося положения всего два: либо просто заменить их на новые, либо ремонтировать. Если встает вопрос, можно ли ремонтировать литые диски, то тут можно сказать о существовании двух основных видах процедуры.
Прокатка литья
Когда повреждение не сильно заметно невооруженному глазу, можно отдать литой диск на прокатку, чтобы ему придали прежнюю точную геометрию. Это делается с применением того же оборудования, что и для обработки стальных дисков. Происходит вытягивание и прокатка посредством специального гидравлического пресса, оснащенного роликового профиля. Геометрия контролируется либо посредством маркировки поверхности, либо с помощью лазерного измерителя.
Если обод погнулся не слишком сильно, а повреждение напоминает о себе только показаниями на балансировке, то поверхность колеса будет восстановлена именно посредством холодной прокатки. Если вмятина достаточно велика, то длительность прокатки составит часа полтора часа либо более. Иногда мастера не хотят возиться длительное время с одним колесом, поэтому применяют нагрев диска сваркой либо паяльной лампой, чтобы ускорить процесс. Этого делать нельзя, так как колесо в таком случае придет в негодность.
Особенность литого легкосплавного диска состоит в том, что он обладает цельной кристаллической структурой металла. Если нагревание до высокой температуры будет производиться в одном месте, то происходит безнадежное разрушение все структуры, что приводит к появлению напряжения в месте нагрева. С учетом того, с какой скоростью тяжелый диск вращается на оси во время движения автомобиля можно говорить о том, что при малейшем ударе точка напряжения может пострадать настолько, что в колесе появится раскол. Это очень опасно, так как в этот момент скорость движения вашего автомобиля может оказаться достаточно велика.
Это очень опасно, так как в этот момент скорость движения вашего автомобиля может оказаться достаточно велика.
Сварка литого диска
Эта мера из всех является самой крайней, поэтому идти на нее не стоит. С технической точки зрения можно починить диск, имеющий любые повреждения, даже тот, что развалился на несколько кусков. Нет такой проблемы, которую невозможно решить, это только вопрос времени и денег. Существуют современные аппараты дуговой сварки в среде инертных газов, которые позволяют устранить трещины, имеющиеся в ободе диска, сварить лопнувшие лучи, а также наварить фрагмент обода, который по тем или иным причинам отсутствует.
Поврежденный участок диска или трещина прогревается на всю глубину, проваривается в двух сторон, а потом трещина заполняется металлом полностью. Далее требуется отшлифовать сварочный шов, а потом отполировать его. По завершению этой процедуры производиться балансировка колеса, которое потом вручается владельцу.
Такое восстановление дает определенный эффект, но важно помнить, чем чреват нагрев диска, а сварка в этом случае наносит ему еще больший урон. Процесс сварки, используемая сварочная проволока – это все уже не то. Невозможно восстановить внутреннюю структуру диска. И балансировка даже с самой высокой степенью точности никак не способна исправить положение. После термической обработки металл приобретает определенное внутреннее напряжение. В этом случае никто не способен дать гарантию, что литой диск после сварки окажется способен выдержать 800-1000 оборотов в минуту, и при этом еще справляться с воздействием нагрузки в треть тонны. Тут ситуация такова, что разрушение может случиться через полгода, а может и на следующий день, сложно предсказать исход.
Процесс сварки, используемая сварочная проволока – это все уже не то. Невозможно восстановить внутреннюю структуру диска. И балансировка даже с самой высокой степенью точности никак не способна исправить положение. После термической обработки металл приобретает определенное внутреннее напряжение. В этом случае никто не способен дать гарантию, что литой диск после сварки окажется способен выдержать 800-1000 оборотов в минуту, и при этом еще справляться с воздействием нагрузки в треть тонны. Тут ситуация такова, что разрушение может случиться через полгода, а может и на следующий день, сложно предсказать исход.
Если по каким-либо причинам легкосплавный диск лопнул или от него откололся кусок, то не стоит рисковать, а следует купить новый.
Рихтовка дисков
Рихтовка требуется при появлении вмятин на автомобильном диске. В процессе обработки используется молоток, если речь идет о мелких повреждениях, либо кувалда, если повреждения более крупные. Сначала с помощью молотка исправляются деформации, а потом начинается основной процесс рихтования. Литые диски могут сильно пострадать от ударов, чем они и отличаются от прочих. Это требует особой осторожности и аккуратности в процессе работы. Для этих целей используется специальный молоток. Сильные повреждения устраняются на специальном станке, где имеется центровка, гидравлика, а также иные насадки. Весь процесс рихтовки сводится к нанесению ударов по изогнутой поверхности с целью ее выровнять. Новичок не должен этим заниматься, так как при неправильных действиях можно просто сломать диск. При правильном проведении ремонтного процесса можно реализовать всю работу за максимально короткие сроки, при этом избежать каких-либо неприятных последствий.
Литые диски могут сильно пострадать от ударов, чем они и отличаются от прочих. Это требует особой осторожности и аккуратности в процессе работы. Для этих целей используется специальный молоток. Сильные повреждения устраняются на специальном станке, где имеется центровка, гидравлика, а также иные насадки. Весь процесс рихтовки сводится к нанесению ударов по изогнутой поверхности с целью ее выровнять. Новичок не должен этим заниматься, так как при неправильных действиях можно просто сломать диск. При правильном проведении ремонтного процесса можно реализовать всю работу за максимально короткие сроки, при этом избежать каких-либо неприятных последствий.
Выводы
Следует максимально внимательно относиться к приобретению литых дисков, которые уже были в употреблении. Некоторые умельцы ремонтируют сломанные диски, восстанавливают покрытие посредством покраски, а потом реализуют их. Алюминиевый диск покрывается порошковой краской, чтобы скрыть следы сварки, шлифовки и полировки. Все следы нагрева металла скрываются этими средствами, а выявить их можно только при помощи дефектоскопа.
Все следы нагрева металла скрываются этими средствами, а выявить их можно только при помощи дефектоскопа.
Источник
Колесные диски: ремонтировать или менять?
Не только от неожиданных встреч с ямами или ухабами на дороге страдают колесные диски. Их легко повредить, прижавшись, например, к высокому бордюру. Да и реагенты, которыми поливают столичные дороги, не щадят лакокрасочное покрытие. Но косметические изъяны — это не страшно. Да, неприятно и некрасиво, но с этим можно ездить. В крайнем случае, диск отдают на перекраску. А вот если влетите на скорости в яму с острыми краями, последствия могут быть куда трагичнее. Вы не только «приговорите» шину, но и спишете диск. Особенно если он литой. Ведь такой диск имеет цельную структуру металла, и в случае повреждения восстановить ее полностью невозможно. Но обо всем по порядку.
Покраска
Начнем с наименьшего из зол — потери привлекательного внешнего вида дисков. Вернуть былое состояние может порошковая покраска. Перед процедурой диски моют абразивным чистящим средством и просушивают. Затем наждачной бумагой снимают прежнее покрытие. Спецраствором обезжиривают поверхность. Краску наносят пистолетом с электростатическим эффектом: частички краски прилипают к диску за счет статического заряда. Затем диск помещают в специальную печь, где выдерживают при температуре до 200 °C для достижения полимеризации краски. Процесс занимает около 15 минут.
Перед процедурой диски моют абразивным чистящим средством и просушивают. Затем наждачной бумагой снимают прежнее покрытие. Спецраствором обезжиривают поверхность. Краску наносят пистолетом с электростатическим эффектом: частички краски прилипают к диску за счет статического заряда. Затем диск помещают в специальную печь, где выдерживают при температуре до 200 °C для достижения полимеризации краски. Процесс занимает около 15 минут.
Диски можно покрасить и акриловой краской. В отличие от порошковой, которая основана на сухом концентрате, акриловая — жидкая. И это существенно упрощает процесс. Плюс, если порошковой краской покрывают диски целиком, то акрилом можно окрасить часть поверхности, нанести определенный рисунок, к примеру. Для этого не обязательно обращаться к профессионалам. Краски продают в аэрозольных баллончиках, это позволяет работать в гаражных условиях.
порошковая окраска дисков
покраска диска
Покраска штампованных дисков почти ничем не отличается от окраски кузова. Поверхность очищают от грязи, моют, обезжиривают и высушивают. Затем грунтуют, красят и наносят лак.
Поверхность очищают от грязи, моют, обезжиривают и высушивают. Затем грунтуют, красят и наносят лак.
Прокатка
Если повреждения диска незначительные, его можно отдать на прокатку, причем как литой, так и стальной. Оборудование для прокатки дисков одно и то же — будут различаться лишь цены. Стальной диск ремонтопригоднее, и восстановить его дешевле. Сталь более податлива, так что прокаткой можно убрать осевое биение, вмятины на ободе и другие деформации. К слову, если на ободе образовалась настолько крупная вмятина, что нарушилась герметичность колеса, то в случае со стальным диском погнутый край можно выправить кувалдой даже в полевых условиях. А вот с литым диском такой фокус, увы, не пройдет.
Процедура следующая: диск прокатывают и вытягивают гидравлическим прессом с роликовыми профилями. Контроль геометрии поверхности диска ведется с помощью лазерного измерителя.
Источник
Ремонт дисков
Реставрация дисков — главная специализация центров РЛД
Вы повредили диск?
Не отчаивайтесь! Практически любой диск можно восстановить.
 Это утверждение мы доказываем с 1998 года.
Это утверждение мы доказываем с 1998 года.В центрах РЛД вы можете отремонтировать литые, легкосплавные, кованые и разборные диски.
ДИСК ДО ВОССТАНОВЛЕНИЯ
ДИСК ПОСЛЕ ВОССТАНОВЛЕНИЯ
Рассчитайте ориентировочную стоимость работ
услуги группы РЛД по ремонту дисков
Восстановление геометрии диска
Возможно устранение радиального, осевого и комбинированного смещения.
Устранение трещин и сколов
Полное устранение трещин, сколов царапин (в том числе глубоких) и ржавчины.
Наращивание отсутствующих частей
Наплавка поврежденного борта, устранение “бордюрной болезни”.
Восстановление внешнего вида
Восстановление лакокрасочного покрытия: локально или полностью.
Возникли вопросы?
Позвоните нам и мы ответим на любой интересующий вопрос и найдем решение вашей проблемы!
ПОЧЕМУ ВЫБИРАЮТ ИМЕННО НАС
Сейчас существует большое количество компаний, которые заявляют, что они могут выполнить любой ремонт. Интернет пестрит объявлениями типа «восстановление колес любой сложности», «новая жизнь ваших колес», «реставрация дисков» или «прокатка дисков». Правда заключается в том, что многие из этих компаний имеют примитивные инструменты для реставрации (кувалда и грелка), а сам ремонт основан на принципе «повезет, не повезет».
Интернет пестрит объявлениями типа «восстановление колес любой сложности», «новая жизнь ваших колес», «реставрация дисков» или «прокатка дисков». Правда заключается в том, что многие из этих компаний имеют примитивные инструменты для реставрации (кувалда и грелка), а сам ремонт основан на принципе «повезет, не повезет».
Во многих случаях, после обращения в такой «сервис», диски становятся небезопасными для эксплуатации, так как оказываемое давление на диск является непостоянным, а точечный нагрев разрушает саму структуру диска. Кроме того, такая прокатка дисков создает дополнительное напряжение в сплаве диска, что также сказывается на безопасности эксплуатации диска. Так называемая прокатка дисков нарушает молекулярную структуру металла, что влечет за собой ослабление литых и кованых дисков, делая их безопасную эксплуатацию в дальнейшем практически невозможной.
СТОИМОСТЬ РЕМОНТА ДИСКОВ В ЦЕНТРАХ РЛД
И все же, из всего этого не следует, что ремонт литых дисков вовсе невозможен. Предлагаемый нами метод восстановления геометрии дисков исключает точечный нагрев и прокатку диска роликами, что в значительной степени улучшает качество ремонта, а так же не нарушает структуру металла диска
Предлагаемый нами метод восстановления геометрии дисков исключает точечный нагрев и прокатку диска роликами, что в значительной степени улучшает качество ремонта, а так же не нарушает структуру металла диска
Группа РЛД использует собственное запатентованное оборудование по ремонту, которое гарантированно сохраняет заводские свойства поврежденного диска. Так как Ваша безопасность является нашим главным приоритетом, мы никогда не возьмемся за ремонт литых дисков, последующая эксплуатация которых будет небезопасна.
Благодаря современному оборудованию и многолетнему опыту работы, ремонт литых дисков от «Группы РЛД» является быстрым, эффективным, надежным и профессиональным.
При ремонте литых дисков наша компания использует только высококачественные расходные материалы и проверенные временем методы ремонта, которые гарантируют качественный результат.
Реставрация дисков требует индивидуальный подход, и сочетает в себе комбинацию различных технологии, применение которых зависит от вида повреждения диска.
Ремонт дисков является комплексной процедурой. При обращении в нашу компанию, квалифицированные специалисты на имеющемся у нас современном оборудовании, бесплатно произведут диагностику дефекта Вашего диска.
На основании диагностики Вам будет предложен соответствующий ремонт и стоимость данных работ. В ремонт принимаются литые, кованые и стальные (штампованные) диски, всех типов и размеров, в любом состоянии.
Рассчитайте ориентировочную стоимость работ
На сегодняшний день, литые диски завоевали высокую популярность среди автолюбителей. Благодаря многообразию выбора литые диски могут улучшить внешний вид автомобиля и выделить его среди остальных.
Безусловно, литые диски выигрывают по всем статьям у стальных, но качество дорожного покрытия или различные внештатные ситуации могут привести к таким обстоятельствам, когда один или сразу несколько автомобильных дисков могут выйти из строя.
Видеосюжет о ГК РЛД в программе АвтоВести (канал Россия)
 youtube.com/embed/heKsUY6i7U0?feature=oembed»>
youtube.com/embed/heKsUY6i7U0?feature=oembed»> Покупка нового диска у дилера может стать дорогой затеей, прибавьте к этому срок ожидания поступления диска, если его нет в наличии. Именно поэтому реставрация дисков является отличным выходом из сложившейся ситуации.
Устранение осевого смещения является одним из самых трудоемких процессов при восстановлении геометрии диска. Кроме того, осевое смещение может быть обманчивым. За незначительными повреждениями, которые видно невооруженным взглядом, могут скрываться серьезные нарушения, которые существенно осложнят восстановление геометрии дисков. Выявление таких повреждений возможно только после проверки колеса на специальном стенде.
Следующим этапом осмотра является проверка диска на наличие царапин и трещин. Для их устранения применяется аргоно-дуговая сварка, узнать о которой можно в разделе посвященном СВАРКЕ ДИСКОВ. Данный вид повреждения имеет особое значение для качественного ремонта.
В случае отсутствия фрагмента поврежденного диска, во время ремонта наши специалисты на основе спектрального анализа подбирают соответствующие присадки и в полном объёме восстанавливают диск.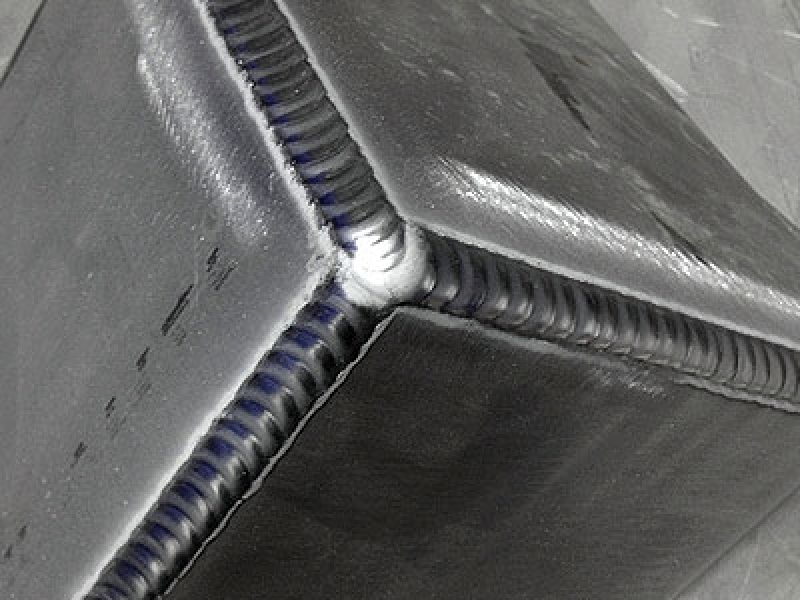
Последней стадией проверки перед началом ремонта является оценка состояния лакокрасочного покрытия.
После полной проверки диска специалисты «Группа РЛД» озвучивают окончательную стоимость восстановления дисков, и после получения согласия клиента диски принимаются в ремонт.
Высококачественный ремонт легкосплавных дисков от «Группы РЛД» обусловлен использованием специального оборудования и строгим соблюдением технологического процесса ремонта, который основан на рекомендациях производителей дисков. Во время восстановления, диск по «холодному» вытягивают на специальном стенде (диск именно вытягивается, а не прокатывается), придавая диску первоначальную форму. Кроме того, при шиномонтаже используется профессиональное оборудование фирмы HOFMANN, благодаря чему нанесение повреждения диску или резине в процессе шиномонтажа исключено. Ознакомится с нашими шиномонтажными услугами можно в разделе ШИНОМОНТАЖ.
Солидная репутация и многолетний опыт работы компании «Группа РЛД» гарантирует безукоризненное выполнение самых сложных и срочных заказов по восстановлению дисков.
ПРИМЕЧАНИЕ
Реставрация дисков от «Группы РЛД» выполняется без нарушения структуры металла, так как не применяется метод точечного нагрева и прокатки дисков роликами.
Восстановление геометрии дисков осуществляется на уникальном cтенде для правки колесных дисков автомобилей, который был разработан специалистами компании «Группа РЛД», и используется только в наших центрах. Данная разработка подтверждена соответствующим патентом.
Мы даем гарантию 100% восстановления геометрии диска!
Источник
Ремонт литых дисков
Качественный и недорогой ремонт дисков в Москве на специальном оборудовании.
Если произошла беда на дороге: вы попали в яму, наехали на бордюр или какую-то иную неровность, и с ужасом обнаружили, что погнули диск — не спешите его выбрасывать и покупать новый. Позвоните нам, мы проконсультируем по ремонту литого или штампованого диска. В 95% случаев ваш диск можно отремонтировать и вернуть к жизни, даже если вам кажется, что это невозможно.
Цены на ремонт литых и штампованных дисков
| R13 | R14 | R15 | R16 | R17 | R18 | R19 | R20 | R21 | R22 | R23 | R24 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ШТАМПОВАННЫЙ | 400 | 500 | 600 | 700 | 800 | 900 | 1 000 | ||||
| ЛИТОЙ | 1 000 | 1 300 | 1 500 | 1 600 | 1 700 | 1 800 | 1 900 | 2 000 | 2 500 | 3 000 |
Исправление повреждения диска «восьмерка»
| R13 | R14 | R15 | R16 | R17 | R18 | R19 | R20 | R21 | R22 | R23 | R24 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ЛИТОЙ | 1 400 | 1 400 | 1 800 | 1 900 | 2 200 | 2 500 | 2 700 | 3 000 | 3 500 | 4 000 |
Ремонт литых дисков — одна из наиболее частых услуг, оказываемых нашим шиномонтажом. Наши пункты ремонта находятся в удобных местах, работает шиномонтажка в Марьино.
Наши пункты ремонта находятся в удобных местах, работает шиномонтажка в Марьино.
У нас большой опыт в обслуживании машин, исправляем даже самые сложные и запущенные случаи. Для восстановления автомобильных дисков используем высокоточное оборудование и широкая техническая база. В нашем шиномонтаже используются только качественные и правильно подобранные расходные материалы. Такая, казалось бы, мелочь на деле играет серьезную роль в конечном результате.
Чтобы получить объективную картину проблемы, наши мастера работают по плану:
К ремонту и покраске дисков мы всегда подходим комплексно, что позволяет в кратчайшие сроки получить достойный результат, которым могут гордиться наши мастера.
Рассмотрим основные этапы правки (восстановление геометрии) автомобильного диска:
Установка диска на правочный станок
Правка внутреннего борта диска
Правка диска гидравлическим прессом
Исправление радиального биения диска
Как правило, сильные деформации при ударе сопровождаются образованием микротрещин, которые могут проявить себя в процессе ремонта литого диска (правки диска), в результате чего необходима аргонная сварка.
Процесс ремонта, восстановления и диагностики дисков включает в себя:
Исправление деформации геометрии диска в результате наезда колеса на неровность:
Установка поврежденного диска на станок
Правка внутреннего борта диска
Правка геометрии диска гидравлическим прессом
Заключительный процесс точной правки литого диска
Фото дисков до и после ремонта
Ремонт литых дисков самостоятельно?
Не пробуйте сами ремонтировать колесные диски — это трудоемкий процесс, требующий не только профессионального оборудования для правки и восстановления автомобильных дисков, но и большого опыта мастера, который берется за дело со всей ответственностью.
Для тех, кто хочет больше узнать о ремонте дисков — мы специально написали статью.
Видео процесса правки диска:
Видео прокатки диска на специальном оборудовании роликами:
 youtube.com/embed/ARefsNjYi3s»>
youtube.com/embed/ARefsNjYi3s»> Правка диска. Повреждение типа «восьмерка».
Диск устанавливается на станок для правки диска. Геометрия диска выравнивается за счет гидравлического поршня усилием 10 тонн.
Правка диска. Повреждение типа «восьмерка».
Токарная обработка диска. Окончательное выравнивание геометрии диска за счет токарной группы. Доработка мелких неровностей, которые невозможно убрать при работе с гидравлическим поршнем.
Правка наружнего борта диска
Правка наружнего борта диска, а также вытягивание небольшой «восмерки» с последующей обработкой при помощи токарной группы.
Источник
Многие владельцы автомобилей часто сталкиваются с дилеммой, которая заключается в решении дальнейшей судьбы поврежденных автодисков – ремонт (прокатка, сварка и пр. ) либо покупка б/у дисков или новых?
) либо покупка б/у дисков или новых?
Если Вы приняли решение восстановить диски и эксплуатировать их в будущем, следует принять во внимание нюансы, приведенные ниже.
В каких случаях не рекомендуется ремонт дисков?
Ремонт дисков нельзя производить при наличии трещин:
При таких повреждениях диск абсолютно точно является непригодным. Вам никто не даст гарантию и вряд ли вообще кто-то возьмется за восстановление, поскольку дальнейшее использование является небезопасным.
Ремонтировать на дисках повреждения, которые появились в центральной части или же на ободе не рекомендуется путем добавления или снятия части металла, а также при помощи сварки или с использованием нагрева. Данные методы приводят к высокой концентрации нагрузки в самых слабых частях диска. Такой ремонт опасен при дальнейшей эксплуатации диска в условиях разбитых дорог, поскольку восстановленный одним из указанных способов автодиск может на ухабах и ямах просто разрушиться. Экономия на ремонте колесного диска, в большей степени вероятности, приведет в дальнейшем к значительным затратам на ремонт авто и к риску для жизни.
Есть некоторые умельцы, соглашающиеся произвести восстановление диска при условии, что его лицевая часть не повреждена. Ремонт такого диска они проводят путем заимствования задней части с диска-донора и ее вваривания к задней части диску-реципиенту. Но, что может произойти с таким диском при дальнейшей эксплуатации – представить сложно. Восстановленный таким образом диск можно использовать разве что для музейных экспонатов и автомобилей, уже не предназначенных для езды.
Основные способы правки диска
Прокатка дисков с правильными роликами
Самым распространенный способ ремонта, причем данный способ является достаточно дешевым и отлично подходит для восстановления геометрии штампованных дисков. Данный способ не применяется для восстановления легкосплавных (литых), тем более кованных дисков, поскольку контроль давления рабочих роликов станка на диск достаточно сложен, поэтому существует вероятность повреждения поверхности литого диска.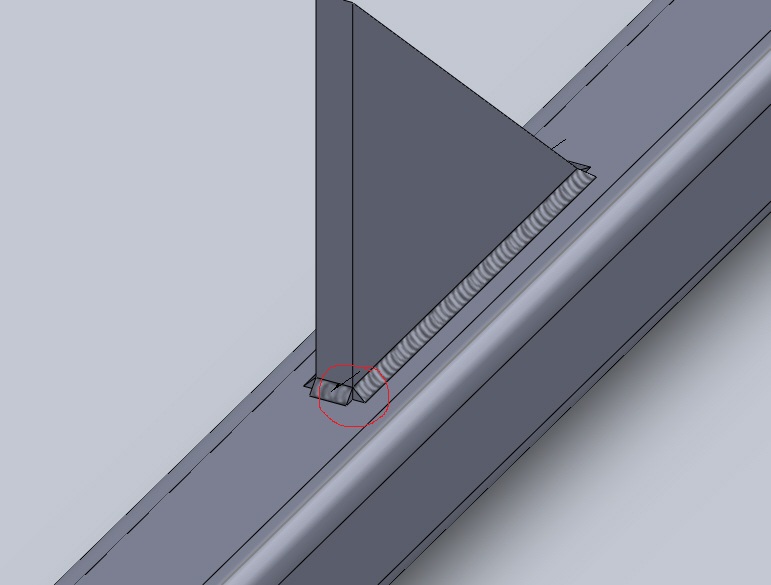
Ручная правка диска с предварительным прогревом
Негативно сказывается на его прочности. Данное восстановление может создать лишнее напряжение в структуре сплава, что отразится на безопасности при дальнейшей эксплуатации диска после восстановления.
Правка диска с применением гидравлических домкратов
Идеальный вариант как для литых дисков, так и для кованных. Использование такого оборудования дает возможность эффективно удалять с поверхности диска вмятины, а также точечно воздействовать на поврежденную часть диска, вне зависимости от ее расположения.
Благодаря применению целой системы упоров, которыми оборудован станок, мастер в силах не только удалить имеющиеся на диске вмятины, но также и восстанавливать достаточно сложные деформации диска, например, «восьмерку» диска. При этом станок с гидродомкратами и измерительной иглой постоянно контролирует геометрию диска для достижения идеального результата. Применяя данный метод, на структуру сплава и саму поверхность диска оказывается минимальное влияние, что обеспечивается плавным нарастанием давления, регулировкой которого управляет специалист.
Молоток и кувалда
Последний вариант при ремонте автомобильных дисков. Конечно, можно попытаться придать правильную геометрию диску при помощи молотков, но получить нормальный результат вряд ли получится, а вот испортить диск – запросто.
Ремонт кованных дисков
Такой диск после ремонта может выглядеть как новый, но былая прочность будет потеряна. Примерно такой же эффект будет наблюдаться и с литыми дисками, но с той лишь разницей, что они не так восприимчивы к деформациям. Их тоже не желательно подвергать нагреву, поэтому оптимальный способ – это холодная сварка.
Ремонт при незначительных вмятинах
Напоследок несколько слов о таких работах, как полировка дисков с последующей покраской. Данные операции практически никакого влияния на прочность диска не оказывают, а значит, стать причиной повреждения диска попросту не могут. Такая реставрация больше относится к декоративному ремонту. Но если Вы любитель «почесать» диски авто бровками колес, то шлифовка и полировка диска рекомендована для Вас.
Источник
Видео
ПОГНУЛ ЛИТОЙ ДИСК ЧТО ДЕЛАТЬ
Как удалить вмятины на литых дисках. Результат превзошел мои ожидания.
Как отремонтировать литой диск с помощью SUPER ATTAK? Ремонт бордюрки за 30 минут.
Как отрихтовать(выровнять) диск колеса после удара самостоятельно в домашних условиях
Попал в яму, погнул диск, правим деревяшкой!! хорошая резина Dunlop / polo sedan
Удаление вмятин без покраски по технологии PDR
Как убрать бордюрку и царапины с диска | Реставрация колесных дисков
Как убрать вмятину на кузове автомобиля подручными средствами
Правка литых дисков своими руками
Правка литых дисков.
Как решить 10 распространенных проблем при сварке ВИГ [Руководство]Performance Racing Industry
Узнайте о распространенных ошибках при сварке ВИГ, а также основные советы по предотвращению этих ошибок.
Плохое покрытие газом приводит к загрязнению
Этот сварной шов показывает загрязнение, вызванное отсутствием защитного газа, которое может произойти, когда газ не включен, слишком мало или слишком много газа защитного газа или газ сдувается .
- Чтобы устранить проблемы, связанные с загрязнением газа, проверьте этикетку баллона, чтобы убедиться, что вы используете правильный газ для сварки TIG, обычно это 100% аргон. Попытка сварки смесью аргона и углекислого газа (обычно для сварки MIG) приведет к загрязнению.
- Установите правильный расход газа, рекомендуемый от 15 до 20 кубических футов в час (куб. футов в час). Сварщики обычно предполагают, что более высокий расход газа обеспечивает лучшую защиту. Фактически, избыточный поток газа создает турбулентность, которая втягивает нежелательные загрязнения (и может вызвать блуждание дуги).
- Проверьте все фитинги и шланги на наличие утечек, которые могут привести к загрязнению сварного шва. Протрите шланг и фитинги мыльной водой. Если образуются пузыри, у вас есть утечка и следует заменить неисправные компоненты.
- Если у вас полный баллон, правильный тип газа и нет утечек, возможно, ваш бак загрязнен влагой. Загрязнение баллона с защитным газом происходит нечасто, но возможно.
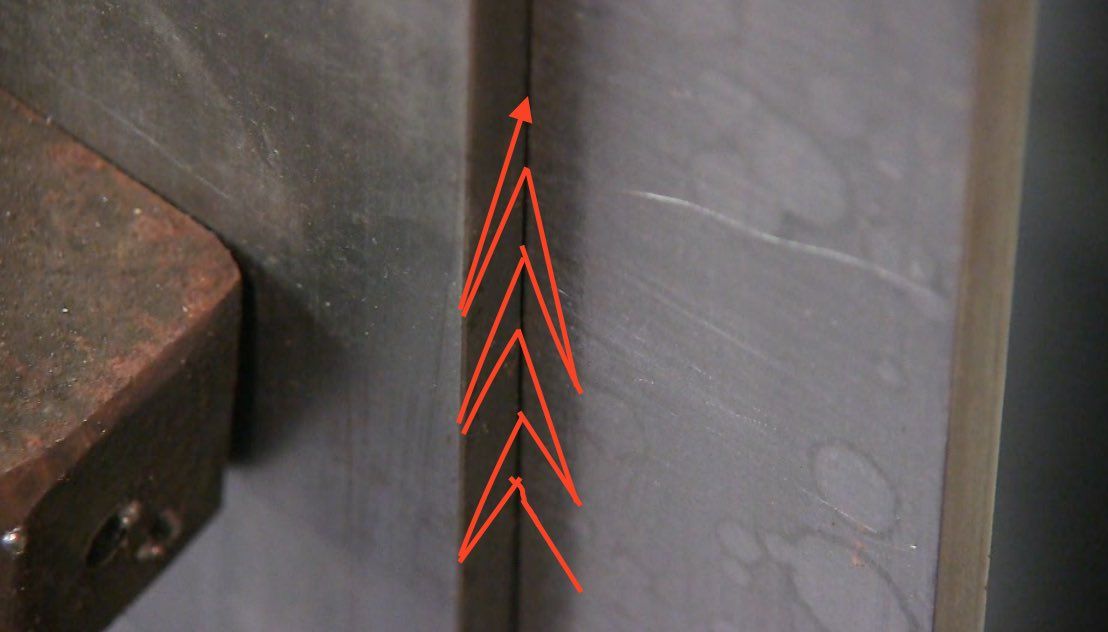
Сварка алюминия с неправильной полярностью/регулировка баланса
Этот сварной шов TIG (рис. 2A) был выполнен с установкой полярности аппарата на отрицательном электроде постоянного тока (DCEN). Сварной шов не прорвал слой оксида алюминия. Чтобы избежать этого, всегда сваривайте алюминий методом TIG с полярностью, установленной на переменный ток (AC).
Сварка ВИГ на переменном токе позволяет положительному электроду (EP) часть цикла выдувать оксид алюминия, в то время как отрицательный электрод (EN) плавит основной металл. Функция, называемая контролем баланса переменного тока, позволяет операторам настраивать соотношение EP/EN. Если вы заметили коричневатое окисление или хлопья, похожие на черный перец, в сварочной ванне (рис. 2B), увеличьте действие очистки. Однако обратите внимание, что слишком много EP вызывает чрезмерное слипание вольфрама (рис. 2C) и обеспечивает слишком сильное травление. Наконец, при сварке алюминия методом TIG не начинайте сварку, пока лужа не станет похожа на блестящую точку. Это указывает на то, что оксид был удален, и можно безопасно добавлять наполнитель.
Это указывает на то, что оксид был удален, и можно безопасно добавлять наполнитель.
Зернистость сварного шва
На рис. Например, алюминиевый присадочный стержень 4043 одного производителя может иметь другие свойства, чем стержень 4043 другого производителя. Сварщику может потребоваться соответствующим образом скорректировать марку наполнителя. Стержень также может быть бракованным (слишком много определенного ингредиента). Сварщик может даже иметь неправильный тип стержня, например, присадку 4043 вместо присадки 5356.
Перед сваркой всегда проверяйте тип присадочного металла и удаляйте всю смазку, масло и влагу, чтобы предотвратить загрязнение.
Рис. 3 Непровар в основании Т-образного или углового шва может быть вызван несколькими факторами, в том числе неправильной подгонкой, расположением горелки слишком далеко от стыка и неправильной подачей наполнителя. стержень. Эта проблема может быть более характерной для машины на основе трансформатора, поскольку дуга имеет тенденцию блуждать между сторонами соединения, поскольку она ищет путь наименьшего сопротивления. В этом случае уменьшение длины дуги обеспечивает лучший контроль направления и помогает увеличить проникновение. Также важно избегать недозаполнения шва или слишком быстрой сварки.
стержень. Эта проблема может быть более характерной для машины на основе трансформатора, поскольку дуга имеет тенденцию блуждать между сторонами соединения, поскольку она ищет путь наименьшего сопротивления. В этом случае уменьшение длины дуги обеспечивает лучший контроль направления и помогает увеличить проникновение. Также важно избегать недозаполнения шва или слишком быстрой сварки.
Машины с инвертором (особенно те, которые имеют расширенные средства управления выходом, такие как регулируемая частота и управление пульсацией) обеспечивают более эффективное управление дугой. Более сфокусированный конус дуги обеспечивает лучший контроль направления сварочной ванны и более глубокое проплавление.
Кратеры
Кратеры, подобные показанному на рис. 4А, обычно образуются в конце сварного шва и часто приводят к растрескиванию. Причины включают мгновенное снижение мощности сварки (что приводит к слишком быстрому охлаждению сварочной ванны) и слишком быстрое удаление присадочного стержня в конце сварного шва. Вы можете легко устранить растрескивание кратера, продолжая подавать присадочный стержень, медленно уменьшая ток в конце сварки, чтобы получить красивый сварной шов, как показано на рисунке 4B.
Вы можете легко устранить растрескивание кратера, продолжая подавать присадочный стержень, медленно уменьшая ток в конце сварки, чтобы получить красивый сварной шов, как показано на рисунке 4B.
Грязная основа и/или присадочный металл
Важно очистить материалы перед сваркой. На Рисунке 5 показано, что происходит, когда прокатная окалина не удаляется с горячекатаной низкоуглеродистой стали. Все основные и присадочные металлы должны быть очищены, независимо от того, являются ли загрязнения прокатной окалиной, оксидом алюминия или грязью и жиром. Отшлифуйте, почистите и сотрите все возможные загрязнения. Для очистки алюминия используйте щетку из нержавеющей стали, предназначенную для предотвращения загрязнения другими металлами.
Рис. 5Плохой цвет на нержавеющей стали
На рис. 6 показано обесцвечивание сварного шва нержавеющей стали, вызванное перегревом, который влияет на цвет материала и снижает его коррозионную стойкость и прочность. К сожалению, ничего нельзя сделать, чтобы исправить эту ошибку после ее совершения. Чтобы предотвратить перегрев, уменьшите силу тока, немного увеличьте скорость перемещения или сократите длину дуги. Если ваше сварочное оборудование оснащено импульсным генератором, узнайте, как им пользоваться. Импульсный режим снижает тепловложение и обеспечивает превосходный контроль лужи.
К сожалению, ничего нельзя сделать, чтобы исправить эту ошибку после ее совершения. Чтобы предотвратить перегрев, уменьшите силу тока, немного увеличьте скорость перемещения или сократите длину дуги. Если ваше сварочное оборудование оснащено импульсным генератором, узнайте, как им пользоваться. Импульсный режим снижает тепловложение и обеспечивает превосходный контроль лужи.
Засахаривание нержавеющей стали
На рис. 7 показано засахаривание обратной стороны сварного шва нержавеющей стали. Засахаривание происходит, когда сварной шов подвергается воздействию кислорода воздуха. Лучший способ предотвратить засахаривание – это обратная продувка сварного шва защитным газом аргоном или снижение силы сварочного тока.
Рисунок 7Слишком большая сила тока на алюминии
На рисунке 8 показан сварной шов алюминия со слишком высокой силой тока. Это создает более широкий профиль и плохо очерченный валик, что потенциально может привести к прожогу. Чтобы решить эту проблему, уменьшите силу тока и/или увеличьте скорость перемещения.
Чтобы решить эту проблему, уменьшите силу тока и/или увеличьте скорость перемещения.
Правильный контроль длины дуги
Изменение цвета в середине этого алюминиевого валика сварного шва (рис. 9) произошло в результате увеличения длины дуги (расстояния между электродом и основным металлом). Слишком длительное удержание дуги увеличивает тепловложение и возможность деформации, расширяет валик сварного шва, уменьшая проплавление и внешний вид валика. Попрактикуйтесь в поддержании постоянной длины дуги, чтобы улучшить контроль тепловложения и качество сварного шва.
Рисунок 9Для получения дополнительной информации посетите веб-сайт MillerWelds.com.
Типы сварных швов, узоры и методы
Однако наложение первого красивого шва может быть самым приятным ощущением для новичка. Давайте объясним сварочные валики, как они формируются и наиболее распространенные узоры сварочных валиков.
Быстрая навигация
- Что такое сварочные швы и как они формируются?
- Различные типы сварочных швов
- Stringer Weld Bead
- Wave Bead Patterns
- MIG Swarding Bead
- TIG Сварка. ?
Сварной валик представляет собой отложение сварного шва, сформированное в ходе одной операции в процессе сварки .
Вы создаете сварочные швы, помещая присадочный металл в стык между двумя кусками металла. Как только присадочный металл расплавится, движение горелки влияет на то, как расплавленный металл или лужа продвигается вперед в зависимости от типа валика, который вы создаете.
Имейте в виду, что хороший сварной шов легко заметить . Качественные сварные швы прямые и ровные, без шлака, трещин и отверстий . Он не должен быть слишком тонким, в рисунках валиков не должно быть ямок и кратеров .
Внешний вид сварного шва может варьироваться в зависимости от многих факторов . Самое важное, как вы можете догадаться, это движений факела . Несмотря на то, что то, как вы двигаете горелку, наиболее существенно повлияет на рисунок бусинок, вы не должны игнорировать сила тяжести, параметры сварки, выбор присадочной проволоки или скорость .
Это может повлиять на то, как затвердевает металл сварного шва и как он выглядит в конечном итоге.Различные типы сварных швов
Когда дело доходит до наложения сварочных швов, вы можете использовать различные движения горелки и методы для получения разных результатов. Вообще говоря, существует два основных метода и узора сварных швов:
- стрингерные валики
- плетеные валики
и отличаются от прямого сварного шва.
Стрингерный сварной шов
Стрингерный шов легко получить, потянув или протолкнув горелку поперек сварного шва практически без бокового перемещения. Как показывает опыт, техника перетаскивания пистолета дает вам немного больше проникновения и более узкую мушку. Техника толкающего пистолета обеспечит вам немного меньшее проникновение и более широкий шов.
Итак, если вы свариваете более толстые материалы , вам следует выбрать технику перетаскивания , где вы наклоняете электрод и перемещаете валик стрингера вперед в направлении сварки.
Это приведет к надежному сварному шву, но вы можете быть уверены, что он прослужит долго.Между тем, вы должны отодвинуть горелку от ванны при работе с более тонкими материалами . Таким образом, вы предотвратите прожоги, а также сможете толкать горелку при вертикальной сварке, когда сила тяжести естественным образом тянет ее вниз.
Стрингеры также используются при наплавке . Например, это операция по наплавке, которая помогает продлить срок службы ковшей, кранцев, плугов и других наружных металлических деталей.
Волнистые узоры
Как следует из названия, плетение включает в себя перемещение горелки по крест-накрест или тканому узору . Бусины с переплетением выгодны, когда вам нужно сварить более широкое соединение, так как они приведут к хорошему широкому валику.
Техника плетения заключается не только в движении вверх и вниз. Например, вы можете использовать подход для управления теплом вокруг сварочной ванны.
Вы также можете сделать небольшую паузу, чтобы обеспечить хорошую врезку и предотвратить такие дефекты, как подрезы.Как и в случае с шитьем, существуют различные варианты волнистого узора из бисера. Они могут отличаться при перемещении факела, влияя на внешний вид и характеристики бусины. Давайте посмотрим на некоторые распространенные вариации.
Выпуклый плетеный валик
Выпуклый плетеный валик создается путем перемещения горелки из стороны в сторону перпендикулярно направлению сварного шва и направлению движения. Бортик должен быть слегка изогнут, как плавник акулы или зуб циркулярной пилы.
Выпуклая форма плетения удобна при работе с более широкой бусиной. Чтобы избежать образования выпуклости в середине бусины, вам нужно будет перемещать резак немного быстрее, чем обычно.
Вогнутый плетеный валик
Вогнутый плетеный валик очень похож на выпуклый плетеный валик, но наиболее существенное отличие заключается в обратном выпуклом плетении и закругленном крае, обращенном в сторону от направления движения резака.
Этот узор используется при заполнении более широких бусин, как и выпуклых бусин, и вам также нужно избегать создания высокой макушки. Из-за характеристик и внешнего вида вогнутый рисунок часто используется вместе с толкающим движением резака.
Бусинка кругового переплетения
Круглое переплетение , по сути, сочетает в себе характеристики вогнутого и выпуклого узоров бусин .
Практика этого рисунка включает в себя рисование ряда овалов с помощью факела. Тем не менее, вы должны быть осторожны, когда вам нужно сваривать вертикально, так как лужа получится довольно широкой и горячей, что приведет к каплям.
Зигзагообразное переплетение
Зигзагообразное переплетение очень просто освоить. Он включает в себя перемещение горелки по диагонали в двух направлениях. Первое движение должно иметь более крутой угол, в то время как втягивающее движение должно иметь немного меньший угол.
Бусина треугольного плетения
Как следует из названия, треугольное плетение создается путем рисования ряда соединенных треугольников с помощью факела.
Имейте в виду, что вершина треугольника должна быть направлена в сторону движения резака.Треугольное плетение особенно удобно при сварке вертикально вверх, поскольку оно помогает избежать падения расплавленного металла на пол под действием силы тяжести.
Прямая ступенчатая бусина
Прямоступенчатые валики плетения применяются при выполнении многопроходных швов, но их также можно использовать при сварке корневого прохода. Если вы используете прямой ступенчатый сварной шов при первом проходе шва с отверстием в корне, будьте осторожны, чтобы не потерять ванну. Если вы сделаете слишком крутой угол, втягивающее движение и расплавленный металл не смогут оставаться достаточно затвердевшими, чтобы не провалиться в корневое отверстие.
Лестничная волнистая бусина
Лестничная бусина имеет номер ряд прямоугольников , по сути похожих на лестницу, сделанных путем перемещения факела. Штрихи вверх и вниз должны быть слегка изогнутыми.
В верхней и нижней части этих штрихов движение факела создает более короткие концы прямоугольника.Зазубренный плетеный валик
Зазубренный плетеный валик очень похож на лестничный плетеный валик. Однако большая разница проявляется на меньших концах прямоугольника, где зазубренные концы выглядят как зубья ножовочного полотна. Этот рисунок обеспечивает прочную врезку по краям соединения.
Как мы упоминали в начале, сварочные швы могут быть разными при использовании различных методов сварки. Итак, давайте посмотрим на различия.
Переплетение «восьмерка»
Изготовление рисунка переплетения номер восемь кажется одним из самых простых способов сварки бусин. Ведь это число ты писал своей рукой тысячи раз в своей жизни на бумаге. Итак, вы должны быть в состоянии повторить движение с закрытыми глазами. Верно?
Ну, не совсем так. Это «знаменитое» движение, которое могут выполнять только лучшие сварщики. Если вы подойдете к сварочной фирме, постучите в дверь и без долгих разговоров вытащите сварщика ММА и стальной лист и сделаете идеальные «восьмерки», они уже будут готовить документы, чтобы нанять вас.
Эти валики также называются осциллирующими валиками, они повышают точность сварного валика и качество сварки в целом.
Сварочный валик MIG
Сварка MIG — один из самых простых процессов для освоения, и многие начинающие сварщики выбирают этот метод для создания своих первых рисунков валика.
Одним из наиболее значительных преимуществ является то, что существует множество методов создания качественного сварного шва.
Тем не менее, бесконечные споры в Интернете — это техника толкания или вытягивания . Некоторые считают, что проталкивание делает сварные швы более прочными, в то время как некоторые сварщики думают совсем наоборот.
Так как сварка MIG не требует покрытия флюсом, вам не нужно рисовать их лужу, так как нет опасения загрязнения.
Когда дело доходит до укладки настоящего валика, сварочные аппараты MIG с жесткой проволокой позволяют легко наложить красивый и прямой валик стрингера. Однако, если вы имеете дело с вертикальным швом или широким горизонтальным сварным швом, может быть выгоднее наложить валик с рисунком плетения вместо стрингера.
В определенных ситуациях, при использовании правильных настроек MIG, шарики MIG также могут получить эстетический вид стопки десятицентовиков. Несмотря на то, что они не такие прочные, как обычные сварные швы или прямые валики, они оставляют чистое впечатление сварного шва.
Сварочный шов TIG
Сварка GTAW может быть сложнее в выполнении и освоении, но сварные швы TIG являются одними из самых красивых в отрасли . Помимо чистоты, сварка TIG часто используется, когда требуется эстетика, и наиболее распространенный внешний вид, который вы, возможно, заметили, — это сложенные десять центов.
Сварные швы образуются, когда вы равномерно добавляете присадочный стержень другой рукой, когда дуга TIG движется основной рукой. Каждая капля расплавленного металла выглядит как монетка, и по мере продвижения вперед они складываются друг в друга. Например, чем быстрее вы едете, тем плотнее складываются десятицентовые монеты, но вы не хотите переусердствовать.
Еще один метод сварки TIG, о котором вы, возможно, слышали, будучи новичком, — это с прохождением чашки . Этот метод в основном используется для сварки труб , но есть несколько других применений, где возможность ходить по чашке может улучшить внешний вид сварного шва .
В этом подходе присадочная проволока ложится на свариваемую деталь, когда сварщик перемещает чашу горелки TIG вперед и назад, когда она движется вперед в сварном шве. Чашка может располагаться внутри паза или с двух сторон Т-образного соединения, снаружи трубы или на плоской поверхности. Рисунок переплетения при ходьбе по чаше выглядит впечатляюще, а сварной шов выглядит так, будто вы накладываете чешуйки на правильный сварной шов TIG.
Сварочные валики
Присадочные стержни, используемые при сварке стержнем , могут быть довольно универсальными и создавать различные узоры сварочных валиков в зависимости от используемой техники.
Таким образом, мы говорим о разных результатах сварочной ванны со сварочными электродами.
При горизонтальной сварке металла на плоской поверхности можно легко перетащить отдельный присадочный стержень, чтобы наложить стрингер.
Этот метод позволяет получить плоский, относительно прямой и узкий валик.
Если вы свариваете что-либо с вертикальным швом, с помощью электрода-стержня вы можете легко наложить валик плетения, используя технику правой руки.
Вам необходимо правильно настроить сварочный аппарат и выбрать подходящие электроды.
Методы сварки с флюсовым покрытием
При сварке флюсовой сердцевиной вы можете относительно быстро укладывать партию проволоки с механической подачей в сварной шов. В большинстве случаев сварщики используют стрингерные валики для создания сплошного сварного шва, что довольно часто встречается в MIG.
Но, как и при сварке проволокой, когда вы что-то свариваете вертикально, вы можете вместо этого выбрать узор плетения.
Таким образом, вы избежите капель, которые могут появиться, когда лужа станет слишком горячей.кружево или ткань
02-10-2011 #1
кружево против плетения
Я слышал, что многие называют ткацкие швы кружевными швами и наоборот, но я считаю, что это два слишком разных метода. Может ли кто-нибудь объяснить своими словами или дать технические определения, объясняющие разницу между двумя методами. Также приложенные или связанные фотографии были бы велики.
Кроме того, каковы преимущества и недостатки одного метода по сравнению с другим и когда один из них будет использоваться чаще, чем другой (GTAW)
Спасибо.
Ответить с цитатой
02-10-2011 #2
Re: кружево против плетения
С точки зрения металлургии и целостности сварного шва ни кружево, ни плетение не имеют преимуществ. Наилучшую структуру зерна и целостность сварного шва обеспечивают стрингерные валики.
Ворсовые швы имеют большее тепловложение, более крупное зерно и могут улавливать шлак, что может привести к сбою ударных испытаний при сертификации или нарушению целостности сварного шва в процессе эксплуатации.По этой причине большинство спецификаций на сварку ограничивают переплетение. Однако от сварщика, который вынужден работать в реальном мире, требуется некоторая осторожность, потому что осознается, что переплетение может быть необходимо для заполнения корневых зазоров и по другим причинам. Спецификации, с которыми я работаю каждый день, ограничивают переплетение 3-кратным диаметром электрода или 10 мм, что составляет менее 1/2 дюйма. И мы часто ограничиваем критические сварные швы только валиком стрингера.
Если я не ошибаюсь, кружево — это просто большое переплетение, которое идет из стороны в сторону и вверх и вниз. Не знаю, что это значит на жаргоне сварщиков, но, кажется, я это видел. Это выглядит ужасно.
Ответить с цитатой
02-10-2011 #3
Re: кружево против плетения
Я предпочитаю сварку с переплетением для большинства вертикальных применений, если переплетение не становится слишком широким.
Для некоторых спецификаций требуются только стрингеры. Говорят, что стрингеры делают сварку более прочной, но я думаю, что они оба одинаковы, если оба сделаны правильно. Для меня плетение проще и быстрее, и с меньшей вероятностью задерживает шлак или перемычки. Кружево может быть таким же, как на восьмерке. Я видел пару хороших сварных швов, но не работал ни с одним, кто так сваривает. В основном переплетение представляет собой короткие непрерывные маленькие горизонтальные сварные швы, постоянно движущиеся вверх. Плывите по течению и выполняйте сварку, как указано в спецификациях.Ответить с цитатой
02-10-2011 #4
Re: кружево против плетения
Первоначально Послано obewan
Не уверен, что это означает на сленге сварщиков, но я думаю, что видел это.
Это выглядит ужасно.
Только потому, что те, кто когда-либо это делал, не знают, что они делают.Я называю это сварным швом.
И если все сделано правильно, это выглядит потрясающе.…зап!
Я не совсем сумасшедший..
Некоторые детали отсутствуютПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
11.02.2011 #5
Re: кружево против плетения
Я называю это «стежковым» сварным швом.
.
И если все сделано правильно, это выглядит потрясающе.Покупайте американское или не нойте, когда окажетесь в очереди за хлебом.
Ответить с цитатой
11.02.2011 #6
Re: кружево против плетения
Плетение или кружево, кажется, дают больше возможностей для улавливания шлака с помощью SMAW (судя по шлаковому покрытию, которое я вижу на сварном шве).
Я предполагаю, что их лучше всего использовать с процессами, защищенными газом (OA, TIG и т. д.)Можете ли вы высказать свое мнение о качестве плетения с использованием SMAW?
Хобарт LX235
Кислородно-ацетиленовая установка Victor 250 (сварка и резка)
Бобкэт 773
F-350, 1999, 4×4, 16′ 10K# прицеп
Уличная дровяная горелка — 10 шнуров в годОтветить с цитатой
11.02.2011 #7
Re: кружево против плетения
Я думаю, что большинство людей использовали бы технику плетения с ММА (SMAW), если бы у них был выбор, так как это быстрее и менее хлопотно, но я думаю, это зависит от того, что вы делаете (и WPS).
Вероятно, лучше не плести слишком много (более чем в 3 раза больше диаметра электрода), особенно с Lo/hys, так как это немного повышает пористость, но даже в этом случае вы всегда можете просто сделать разрезную крышку вместо стрингеров.По общему признанию, я далеко не лучшая рука с палкой в мире, но вот фото …2,5 мм E6013 70amps 6 мм низкоуглеродистая сталь, верт вверх. Старт/стоп мог бы быть аккуратнее, шлак не счищался между сварными швами, а просто поджаривался.
Последний отредактированный Baila La Pinza; 11.02.2011 в 09:35.
Ответить с цитатой
11.02.2011 #8
Re: кружево против плетения
Согласен с ZAPSTER,
Неважно, как кто его называет.Вы не увидите эту технику ни в одном учебнике по сварке.
Очень широкое плетение только сделает ЗТВ еще больше, а весь этот нагрев приведет к еще большему ухудшению ЗТВ.
Также имеется шаг назад и переплетение в виде восьмерки.
Но очень широкое плетение заставляет меня думать, что посадка была очень плохой.Ширина сварного шва SMAW должна быть примерно в два раза больше диаметра двух расположенных рядом сварочных стержней.
Также помните о профиле вершины сварного шва в коэффициенте прочности.
Последний раз редактировалось Дональдом Бранскомом; 11.02.2011 в 10:18.
Сертифицированный инспектор по сварке AWS
Сертифицированный сварщик AWSОтветить с цитатой
11.
02.2011
#9Re: кружево против плетения
Не по теме
Я люблю разговоры CWI и CWE….
Резка O/A также изменяет структуру зерна, но как можно разрезать тяжелую двутавровую балку высотой 2 фута 0 в полевых условиях?Классический 1D 200
САЕ 300
86 СА 200
Гипертем 45
Дженси Мэг Форс
О/А Виктор-Госс
Кабельный пульт
2-12-дюймовые станки для снятия фасок Mathey Dearman
ЛН 25
Миллер Авто Набор 211
Блинчик Венди / Трубопровод Джексона
Новая Голландия LS 180
Отличная история, чувак… расскажи еще раз!Ответить с цитатой
11.
02.2011
#10Re: кружево против плетения
Так чем же отличается техасское кружево (на фото) от любого другого кружева? География?
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
11.
02.2011
#11Re: кружево против плетения
Первоначально написал Huckxc
Не по теме
Мне нравится класть широкополочную балку вниз. Разрежьте два фланца от нижнего края вверх, затем разрежьте поперек стенки, чтобы разделить их. Металл меняется только на поверхности реза… не глубже шестнадцатой. На самом деле кромка, обрезанная пламенем, лучше, чем кромка, обрезанная кромкой.
Я люблю разговоры CWI и CWE….
Резка O/A также изменяет структуру зерна, но как можно разрезать тяжелую двутавровую балку высотой 2 фута 0 в полевых условиях? Кромка спила идеальна, но не всегда возможна или доступна.Ответить с цитатой
11.02.2011 #12
Re: кружево против плетения
Я предпочитаю использовать тканый колпачок там, где это разрешено, что позволяет мне убедиться, что я вымываю весь шлак, и когда все готово, получается хороший гладкий профиль.
Я всегда использовал «техасское» плетение как уничижительный термин для описания глупых больших сварных швов.
Мы все сошли с ума?
Ответить с цитатой
27.03.2011 №13
Re: кружево против плетения
Мне кажется, шнурок — это быстрое переплетение из стороны в сторону, позволяя стержню на секунду пропитаться, а затем быстро перемещаясь на другую сторону и т. Д. Это почти делает его похожим на холодную притирку, но я видел это раньше.
В прежние времена с 5p кружево использовалось для заполнения и крышки, но теперь с 7018 предпочтительнее переплетение.Ответить с цитатой
27.03.2011 №14
Re: кружево против плетения
Я слышал и использовал кружево и плетение взаимозаменяемо. Я слышал и использовал «Техасское кружево» как переплетение / кружево в виде восьмерки. Меня научили всем различным переплетениям, чтобы я мог попробовать подобрать их в своем ремонте.
**!Однако я был горд тем, что мой сын взял книгу, изучил и узнал что-то новое. Конечно, ему пришлось бы годами учиться у квалифицированного инструктора, чтобы действительно овладеть кюсё-вадза, и то же самое со сваркой. Вы не можете научиться сварке, просто прочитав книгу. Чтобы освоить хорошую технику, нужно взяться за дело и сжечь удочку.
Моим старшеклассникам не нравится это слышать. Они хотят сразу перейти к строительным проектам. Они очень устают слушать, как я повторяю свои клише:
«Вы должны гореть, чтобы учиться», — мягко кричу я.
«Чем больше сгоришь, тем больше узнаешь», — успокаивающе кричу я.
«И чем больше вы узнаете, тем больше вы заработаете!» Я кричу снова и снова.Чтобы стать хорошим сварщиком, нужно практиковаться. Нет никакого способа обойти это.
Обучение сварке
Любой может научиться сварке. Я знаю, потому что я научил всех, от гангстеров, до пилотов и инженеров, почетных студентов. Когда я говорю, что научил их, я имею в виду, что я им ПОКАЗАЛ.
Подобно проводнику по рыбалке, который ведет кого-то туда, где водится вся хорошая рыба, я показываю людям, как сваривать, а затем смотрю и критикую, пока они не узнают. В начале я могу взять их за руки и показать, как манипулировать
жезл и лужа, но после этого все самообучается.У некоторых людей есть природный талант к сварке. Подхватывают жало, и как будто сварились навеки. Все, что мне нужно сделать, это показать им основы, и они сразу же производят качественные, красивые сварные швы. Большинству людей приходится довольно долго практиковаться, прежде чем они станут опытными. А некоторым людям приходится практиковаться, кажется, целую вечность, прежде чем они, наконец, сработают. Но нажмите на это будет, если ученик достаточно настойчив.
Одна из лучших частей моей работы — видеть, как ученик старшей школы, который был настолько расстроен, что бил стены, наконец попал в зону. ( зона это та точка, в которой ты становишься единым целым со сварным швом, Кузнечик.
) По улыбке ученика я могу сказать, что он или она научился сваривать без подрезов, или разгладил валики, или правильно вяжет . Студент
находится в зоне.Практика, практика, практика
Теперь вернемся к тем, у кого есть природный талант. Дважды у меня были ученики, которые выглядели так, будто они годами занимаются сваркой, когда впервые взяли в руки жало. Они оба выиграли соревнования, но оба провалили свои самые важные соревнования. Как это могло случиться? Они оба бросили практиковать, полагая, что слишком хороши для практики или учебы. Их расчет стоил им большого времени. Мне все равно как бы ты ни был хорош, тебе все равно нужно практиковаться, чтобы оставаться на вершине игры. Сварка – это единственная профессия, в которой мастера и женщины должны проявить себя, даже если они занимаются сваркой уже 50 лет.
Я занимаюсь сваркой 25 лет и прошел множество испытаний. (Я также выбился из пары, но мы не будем вдаваться в это!) Если бы мне сейчас нужно было пройти тест на тарелке, я бы тренировался на тарелке за тарелкой за тарелкой, прежде чем почувствую себя компетентным для тестирования.
Я дал такой совет своему приятелю. Он решил, что ему не нужно практиковаться, прежде чем он сдаст тест на сертификацию некоторых структурных работ GMAW. Он понял
неправильно и потерял 450 долларов на плате за тестирование, когда он потерпел неудачу. Пара его сварных швов не проварилась. Он, вероятно, сдал бы экзамен, если бы прогнал несколько тренировочных пластин и проанализировал, что он делал на каждой из них, прежде чем сдавать тест. Хотя это было трудно сделать, я был очень вежлив и не сказал: «Я же говорил». (Кроме того, он примерно на сто фунтов больше меня!)Я научился сварке у двух лучших специалистов. Фил Ньюэлл кричал мне в ухо, говоря, что я никогда не стану сварщиком, потому что я недостаточно тренируюсь – напугал меня до чертиков. Майк Уолдроп был непринужденным, покладистым парнем, который всегда любил выпить пива со мной после уроков. Я научился всевозможным ухищрениям от них обоих и навсегда благодарен им. У них было другое учение стилей, но оба преподавали основы:
РАССЛАБЬТЕ РУКУ
СМОТРЕТЬ ЛУЖУ
Правильный угол штока
Правильная скорость движения
Правильные усилители
ПРАКТИКА, ПРАКТИКА, ПРАКТИКА!За пределами основ
Конечно, существует множество переменных, таких как длина дуги, размер и тип электрода, которые связаны с основами.
Давайте рассмотрим несколько простых приемов, используемых при сварке валиков на плоском стержне с помощью стержня 6010 или 6011. 6010 и 6011 очень похожи. Единственные различия заключаются в составе флюса и в том, что 6011 может работать на переменном/постоянном токе, а 6010 — только на постоянном токе.
6010 содержит целлюлозу натрия, а 6011 содержит целлюлозу калия во флюсе. (Хотел бы я рассказать вам, что это значит, но мы сейчас слишком глубоко для моего поверхностного ума. Помните, я сварщик конструкций, а не инженер!) — характеристики заморозки. Быстрая заморозка означает, что лужа быстро затвердевает — она снова превращается в твердую сталь, или в расплавленный металл, или в жидкость.
С 6010 и 6011 лужа снова становится твердой почти сразу после удаления стержня. Поэтому очень важно, чтобы стержень был помещен непосредственно обратно в ванну, иначе в буртике останется пространство без присадочного металла. Пространство представляет собой слабое место (дефект), подверженное растрескиванию или разрыву под действием напряжения.
Это также относится к перезапускам. Перезапуски происходят, когда стержень израсходован и борт останавливается. Затем бусинка возобновляется другим стержнем. Теперь мы должны не только убедиться, что мы поместили удочку обратно в лужу, мы также должны убедиться, что мы привязываемся к ней. Слегка замешкайтесь в начале кратера, затем вернитесь назад и мягко толкните в вершину кратера. (Воронка — это место, где сварка была остановлена. Сталь была проплавлена, но присадочный металл не отложился, поэтому осталась воронка.) Таким образом, мы предварительно нагреваем предыдущий сварной шов, снова расплавляем его, а затем соединяем ) Это.
Круги, плети и многое другое
И здесь вступает в игру техника — мы должны использовать хорошую технику, чтобы убедиться, что валик непрерывный и однородный. Накатывать плоскую бусину на тарелку можно с помощью нескольких различных техник, включая хлыст, круг, восьмерку, полумесяц, j и z. Все, что я когда-либо видел или использовал в полевых условиях, это круги и хлыст.
Сначала выучил круги, потом хлыст. Некоторые инструкторы скажут вам, что хлыст — это только способ, в то время как другие выступают за круги или и то, и другое. Существует множество различных методов сварки, и, как я уже говорил, меня не волнует, свариваете ли вы стоя на голове или полощите горло фиолетовым арахисовым маслом, главное, чтобы сварной шов был качественным.
По кругу стержень вращается против часовой стрелки, вдавливается обратно в лужу, вращается вперед, затем снова вдавливается обратно в лужу.
В хлысте стержень выбивается (выводится быстрым движением) из лужи в любом месте от » до 1″. (Расстояние субъективно. Оно может быть больше или меньше.) Затем удилище сразу же отбрасывается обратно в лужу.
При правильном выполнении круг и хлыст производят бусины, которые выглядят как десятицентовики, лежащие внахлест друг на друга.
Практическая демонстрация
Описывая технику круга и хлыста, я сказал, что вы перемещаете удочку обратно в лужу.
Это является важным элементом этих методов. Теперь давайте проведем очень сложную практическую физическую демонстрацию.Сначала сделайте левой рукой знак мира или победы во Второй мировой войне.
Теперь кончиком правого указательного пальца нажмите на паутину (внизу буквы V) вашего знака мира или победы.
V — это сварной шов, а указательный палец правой руки — сварочный пруток. Эта демонстрация иллюстрирует помещение сварочного стержня в ванну. Когда вы делаете это, вы толкаете ванну внутрь, а внешние края вытесняются наружу, что приводит к эффекту растекания, который равномерно привязывает ванну к основному металлу.
И в этом суть техники сварки. Получение качественного, прочного, бездефектного, приятного глазу шва. В зоне!
Что такое сварочный шов и его различные типы с использованием?
Сварной валик Значение и определение
Большинство людей видели сварочный валик, тогда как другие понятия не имеют, что это такое. Сварочный валик — это просто результат нанесения присадочного материала во время сварки, чтобы создать сварочную ванну и заполнить сварной шов.
Сварные валики обычно наносятся на три отдельные части для создания сварного соединения:
- корневой проход,
- заполняющий проход и
- закрывающий проход.
Типы сварного валика
Внешний вид сварочного валика в основном зависит от сварочного тока, типа и угла наклона электрода, движения сварочного электрода, положения сварки и скорости перемещения, в основном.
При этом существует два основных типа сварочного валика, которые обычно используются в зависимости от желаемого внешнего вида. Это:
1). Стрингерные валики: Этот тип сварки часто используется для сварки тонких металлов. Сварщик перемещает горелку по прямой линии вдоль свариваемого металла.
2). Сплетенные валики: Сплетенные валики часто используются для сварки более толстых металлов. Сварщик перемещает горелку вперед и назад по ширине свариваемого металла.
Стрингерный валик и сварной валикЧто означает стрингерный валик?
Когда дело доходит до сварки, значение стрингерного валика довольно простое. Это валик, сваренный по прямой линии практически без движения электрода. Этот тип валика обычно придает хороший косметический вид. Это первый шаг к практике сварки для новых студентов-сварщиков.
Стрингерный валик создается путем нанесения присадочного металла на основной металл линейным способом без заметного переплетения, создавая валик, который выглядит как нить.
Стрингерный валик очень удобен, особенно при сварке тонких материалов, так как слишком сильное движение электрода может привести к чрезмерному распространению тепла и потенциальному повреждению материала. В этих случаях стрингерный сварной шов может помочь предотвратить распространение тепла за пределы желаемой области.
Техника толкания и перетаскивания со стрингером
Техника перетаскивания лучше всего подходит для сварки толстых материалов, так как для сплавления металлов требуется большое давление.
Разница между сварочным проходом, мы…
Включите JavaScript
Разница между сварочным проходом, наплавленным валиком и сварочным слоем
Техника проталкивания лучше подходит для сварки тонких материалов, так как она использует меньшее давление и может создать более точный сварной шов.
Знание того, какой метод сварки использовать, важно для получения наилучших возможных результатов. Если вы работаете с толстыми материалами, метод перетаскивания обычно является лучшим вариантом. Если вы работаете с тонкими материалами, лучше всего подойдет метод проталкивания.
Преимущества стрингеров
- Стрингер увеличивает скорость перемещения.
- Стрингерный валик обеспечивает низкое тепловложение при сварке.
- Эти бусины обеспечивают хороший эстетический вид.
- Стрингерные валики используются для сварки корневого шва, поскольку они обеспечивают более глубокое проплавление шва в открытом корне.
Что такое плетение/плетение валика в сварке?
При ткацкой сварке горелка или электрод колеблются поперек направления сварки по мере продвижения по траектории сварки.
Вращение при сварке — это метод, при котором сварщик перемещает горелку из стороны в сторону, одновременно перемещая горелку вперед.
Техника сварного плетения (буква 8), примерСоздает перекрестный узор, который помогает равномерно распределять тепло и обеспечивает хорошее проплавление и сплавление сварного шва. Ширина плетения, как правило, ограничивается максимум 3-кратным диаметром электрода при сварке электродом (SMAW) или 5/8 дюймов (15 мм) при сварке TIG, MIG и FCAW для контроля подвода тепла при сварке.
Существуют различные техники плетения, и сварщики используют их по своему усмотрению. Наиболее распространенными методами плетения являются:
- V- тип плетения: Для вертикальной и плоской сварки.
- Перевернутая V- техника плетения: Для вертикальной и плоской сварки.
- Круговой – метод плетения типа: Для плоского положения и наплавки.
- C – тип техники плетения: Подходит для плоской и вертикальной сварки.
- Квадрат- техника плетения: Для вертикальной сварки
- J- техника плетения: Для сварки плоских, горизонтальных и вертикальных соединений внахлестку.
- Зигзаг – тип техники плетения: Защитный проход в плоском и вертикальном положениях сварки
- T – тип техники плетения: Для угловых швов в вертикальном и потолочном положениях.
- Прямая ступенчатая – Типовая техника плетения: Для корневого прохода, стрингерных валиков и многопроходных швов.
- Рисунок 8 – техника типового плетения: Защитный проход в плоском и вертикальном положениях сварки .
Стрингерный валик и плетеный валик
Существует два основных типа сварки валиком: стрингер и переплетение . Сварка стрингерным валиком — это когда сварщик укладывает непрерывный валик линейным способом.
Сварка плетением валиком – это когда сварщик укладывает ряд перекрывающихся валиков, которые напоминают узор плетения.
Итак, в чем разница между ними? Во-первых, стрингерные сварные швы обычно имеют низкое тепловложение и подходят для сварки корневого шва, сварки тонколистового металла и многопроходной наплавки.
Сварные швы с плетением более эстетичны, так как они имеют более ровный вид с более широкой рябью. Они хороши для проходов заполнения , а также прохода покрытия/заглушки. Наплавляемые валики не используются для сварки с открытым корневым швом , так как это может привести к прожогу и непровару.
Сварка стрингерным валиком лучше всего подходит для тонких материалов , в то время как сварка плетеным валиком лучше подходит для более толстых материалов. В конечном счете, выбор метода зависит от личных предпочтений и типа сварки, над которой вы работаете.
Как выглядит хороший сварной шов?
Хороший сварной шов должен быть равномерным по расположению волнистости сварки и иметь гладкий, равномерный внешний вид. Сварной валик не должен иметь дефектов сварки , таких как поры или трещины, а также не должно быть избыточной или недостаточной сварки.
Края валика должны быть четко очерчены, на поверхности не должно быть брызг и шлака. Правильно сваренный валик будет иметь блестящий металлический вид. Он также должен быть хорошо приклеен к основному металлу, что обеспечивает низкий угол усиления сварного шва.
Хороший сварной шов должен иметь округлое поперечное сечение и слегка вогнутую форму. Ширина валика сварного шва должна составлять примерно половину толщины основного металла, как правило.
Приведенные выше рекомендации — лишь некоторые из множества факторов, которые необходимо учитывать при оценке качества сварного шва. Однако, если наплавленный валик соответствует всем этим критериям, он, скорее всего, будет прочным и долговечным.
Символ сварного шва
Символ сварного шва — нестандартный термин, используемый для символы сварки . Сварной валик может быть размещен на любом типе сварного соединения, и для символа сварки решающим фактором является тип соединения.
Таким образом, символ сварки не является правильным термином, и вместо этого его следует называть символом сварного соединения в зависимости от типа соединения. Например, , обозначение углового сварного шва или , обозначение сварного шва с разделкой кромок .
Размер сварочного валика – ширина, длина и высота
На размер, ширину и высоту сварочного валика влияет изменение параметров сварки.
Сварочный валик – ширина, высота, глубина провара Включение более высокого напряжения и плетения увеличивает ширину валика. Увеличение сварочного тока или WFS увеличит глубину проплавления и высоту валика.Как правило, основными параметрами сварки, влияющими на размер, форму, ширину и высоту валика, а также глубину проплавления, являются:
a. Полярность электродной сварки.
б. Сварочный ток.
в. Диаметр сварочного стержня.
д. Сварочное напряжение.
эл. Скорость путешествия.
ф. Расширение электрода.
г. Угол электрода.Сварной валик и сварной шов
Сварной валик представляет собой непрерывное локализованное отложение металла шва, образующееся во время сварки. А сварочный проход представляет собой слой металла шва, наплавляемый за один проход сварочной горелки.
Связанные материалы: Разница между сварочным проходом, сварным швом и сварочным слоем
Основное различие между сварным швом и сварным швом заключается в том, что сварной шов получается при сварке в несколько проходов, а сварной шов получается при сварке за один проход ( один сварочный проход может состоять из нескольких сварных швов).
Разница между сварочной ванной и сварным швом
Когда дело доходит до сварки, существует большая разница между сварочной ванной и сварочным валиком. Сварочная ванна представляет собой зону расплава , где присадочный материал и основной металл встречаются из-за тепла, создаваемого сварочной дугой.
Сварной валик представляет собой охлажденную и закаленную область, которая образуется после завершения процесса сварки.
Размер сварочной ванны зависит от нескольких факторов, включая тип используемого процесса сварки, размер электрода и величину используемого тока. Размер сварного шва также будет зависеть от этих же факторов. Однако в целом сварочная ванна будет намного больше, чем сварочный валик (поскольку расплавленный металл занимает больший объем, чем твердый металл).
Сварочная ванна предназначена для обеспечения пространства для затекания присадочного материала и образования связи и сплавления с основным металлом. Сварной шов, с другой стороны, служит усилением для этого соединения.
Примеры сварочного валика
При сварке электродом электрод представляет собой длинный тонкий металлический стержень с флюсовым покрытием. Флюс сгорает по мере износа электрода, оставляя каплю расплавленного металла. Сварщик должен поддерживать постоянную длину дуги и скорость сварки, чтобы получить гладкий ровный валик.
Шнур или линейный валик, пожалуй, самый распространенный тип валика для сварки палочкой. Это достигается за счет поддержания постоянной длины дуги и скорости сварки. Этот тип шарика хорошо подходит для большинства приложений общего назначения.
Существует четыре основных типа положения для наплавки электродов:
- Плоское,
- Горизонтальное,
- Вертикальное.
- Накладные.
Сварочный валик MIG Пример
Наплавленный валик MIG образуется в результате сплавления присадочного металла и основного металла с образованием прочной связи.
Ширина, глубина и форма валика определяются техникой сварщика.Существует три основных типа сварных швов MIG: струнные, наборные и плетеные.
Бусы из нити формируются путем перемещения пистолета по прямой линии с постоянной скоростью. Сложенные бусины создаются путем перекрытия бусинок.
Бусины переплетения получаются путем перемещения пистолета из стороны в сторону, а также вперед и назад.
Примеры сварочных валиков TIG
Хорошо выполненный валик для сварки TIG должен быть гладким и иметь одинаковую ширину по всей длине. Буртик также должен располагаться в центре стыка, что может быть сложно сделать, если у вас нет опыта сварки.
Если вы только начинаете заниматься сваркой TIG, потренируйтесь на металлоломе, прежде чем пытаться сварить валик в проекте. Обратите внимание на скорость движения и угол наклона электрода, так как это повлияет на внешний вид вашей бусины.
Независимо от того, сварщик вы или нет, вы, вероятно, видели сварочный шов TIG.
Это та линия сварного шва, которая выглядит так, как будто она сплетена вместе.И, в некотором смысле, это так. Этот процесс называется ткачеством, и он выполняется путем перемещения сварочной горелки из стороны в сторону при подаче присадочного металла в сварной шов.
Плетение часто используется в косметических целях, чтобы придать шву красивый законченный вид.
Похожие сообщения:
- Советы и техника потолочной сварки для дуговой сварки и сварки MIG
- Обратная строжка при сварке: что это такое и ее символ
- Разница между сварочным проходом, наплавленным валиком и сварочным слоем
- Что такое сварка влево и вправо?
Анализ влияния тепловложения и размера наплавленного валика на сварочную деформацию для GTAW и GMAW-P
10 мая 2022 г.
НАЗВАНИЕ ПРОЕКТА Анализ влияния подводимого тепла и размера наплавленного валика на сварочную деформацию для GTAW и GMAW-P
СТЕПЕНЬ Магистр наук в области сварки (не диссертация)
СВАРКА КУПОНОВ Тони Мейерс – сварщик
НАПИСАЛ Кристиан Халлингстад
КУРС №. СВАРКА 7193.02
ТЕХНИЧЕСКАЯ КОНСУЛЬТАЦИЯ Джон Эдвардс ЧП – Машиностроение
Пэт Люси – мастер завода
СОВЕТНИК Доктор Дэвид Филлипс
№. ИЗ СТРАНИЦ 16
СПОНСОРЫ ПРОЕКТА Джейсон Томас – Президент IHT
Пол Нельсон – вице-президент IHT
ДОПОЛНИТЕЛЬНЫЙ ЧЛЕН КОМИТЕТА Доктор Ави Бенатар КРЕДИТ-ЧАСОВ 3
ПЕРЕСМОТР Ред. ОПИСАНИЕ ПО ДАТА УТВЕРЖДЕНО – Создание и выпуск исходного документа. CJH 27.12.2021 А Добавлены заголовки к рисункам, добавлены сведения о методах и размерах измерения образцов сварного шва, изменен заголовок отчета, обновлены графики и диаграммы для ясности. Пример экономии труда добавлен на страницу 13.CJH 03.01.2022 Б Добавлены начальные значения для x-переменных на странице 4 CJH 05.01.2022 Hallingstad Weldeng 7193.02 P A G E | 1
СОДЕРЖАНИЕ РЕФЕРАТ 3 ВВЕДЕНИЕ 3 МЕТОД ЭКСПЕРИМЕНТА 4 РЕЗУЛЬТАТЫ 6 GMAW-P 6 GTAW 9 GTAW VS. GMAW-P 10 ВЫВОДЫ 12 ПРОДОЛЖЕНИЕ ПРОЕКТА 13 ССЫЛКИ 16 Hallingstad Weldeng 7193.02 P A G E | 2
РЕЗЮМЕ
Industrial Heat Transfer, Inc. (IHT) уже три десятилетия производит сборные сосуды под давлением для различных отраслей промышленности. Поскольку компания IHT занимается сваркой в течение длительного периода времени, она имеет большой опыт работы с более ранними версиями сварочных процессов. Благодаря достижениям в технологиях сварки могут использоваться новые методы и стратегии сварки для улучшения общего процесса сварки, а также конструкции и функциональности конечного сварного соединения.
Целью данной статьи является сравнение влияния размера наплавленного валика (горловины разделочного шва) и процесса сварки (дуговая сварка металлическим электродом в режиме импульсного переноса струи (GMAW-P) по сравнению с дуговой сваркой вольфрамовым электродом (GTAW)) и как они влияют на деформацию сварного шва.ВВЕДЕНИЕ
GTAW — это надежный процесс сварки, который позволяет сварщику максимально контролировать параметры сварки. Этот процесс сварки особенно полезен для обеспечения надлежащего проникновения в корневой шов сварного соединения. Корневой проход, возможно, является наиболее важным проходом сварки, потому что он является первой линией защиты для создания надлежащего водонепроницаемого, воздухонепроницаемого или другого герметичного уплотнения, а также для удержания давления на другой стороне сварного соединения. Если этот сварочный проход не будет выполнен сварщиком должным образом, может возникнуть несколько неблагоприятных последствий, которые могут возникнуть из-за неправильного сплавления основных металлов, таких как концентрация напряжения на стороне, находящейся под давлением, сварного соединения, что может привести к образованию трещины.
проявляются и распространяются через сварной шов, что приводит к катастрофическому отказу сосуда высокого давления. GTAW также является превосходным процессом, когда присутствуют ограничения по пространству. GTAW позволяет использовать несколько различных конструкций горелок, что позволяет сварщику изменять профили, обеспечивающие более плотную сварку.0010участков сварки. Разнообразие конструкций резаков GTAW выгодно по сравнению с GMAW-P, потому что традиционно GMAW-резаки более громоздки и менее динамичны. Однако, хотя GTAW позволяет сварщику лучше контролировать сварку, это также более утомительный и медленный процесс, который снижает производительность и увеличивает трудозатраты. Есть несколько переменных параметров сварки, которые усложняют GTAW. На мой взгляд, это делает процесс GTAW наиболее требующим навыков процессом сварки. IHT использует несколько режимов переноса процесса GMAW, таких как распыление или короткое замыкание, но с ростом популярности импульсного распыления и достижений в синергетических инверторных сварочных аппаратах инженеры IHT изначально намеревались определить жизнеспособность использования GMAW-P в области, где традиционно применялась GTAW, или области, где нельзя было использовать GMAW-Spray из-за подвода тепла или положения сварки.
Первоначально считалось, что GMAW-P представляет собой гибридную смесь управления, подобного GTAW, с большей свободой в выборе положения сварки, чем GMAW-Spray, меньшим тепловложением, чем GMAW-Spray, профилем проникновения GMAW-Spray и меньшим разбрызгиванием при сварке, чем GMAW-Spray. GMAW-SC (короткое замыкание).Несколько причин, по которым IHT изначально добавила GMAW-P в свой сварочный репертуар, заключались в том, чтобы найти замену GMAW-SC на нержавеющей стали, чтобы уменьшить или полностью предотвратить образование брызг при сварке, которые требовали ненужной шлифовки и дополнительных трудозатрат. Еще одно приложение должно было иметь скорость перемещения и производительность GMAW, но со сложностью GTAW при сварке продольного шва встык на разъемном коллекторе трубы. Когда конструкция жатки становится длиннее нескольких футов, GTAW становится очень трудоемким процессом, который замедляет производство и снижает пропускную способность.
Традиционно считалось, что GTAW должен, по крайней мере, использоваться на корневом проходе сварного соединения, чтобы обеспечить герметичное соединение.
Тогда, еслиHallingstad Weldeng 7193.02 P A G E | 3
желательно, для последующих проходов можно использовать другие процессы сварки. Существует также мнение, что GTAW вызывает наименьшую деформацию при сварке по сравнению с другими процессами сварки, используемыми в IHT. Этот эксперимент не утверждает, что GMAW-P можно использовать в качестве прямой замены GTAW во всех сценариях, но он сравнивает два процесса, чтобы подчеркнуть, что GTAW — не единственный процесс сварки, который может обеспечить качественный корневой проход, или единственный процесс. что может смягчить сварочную деформацию. Еще одна причина выбора варианта GMAW-P заключается в повышении производительности не только за счет увеличения скорости перемещения во время дуги, но и за счет сведения к минимуму количества настроек и переменных, которые должен учитывать сварщик. Это сократит время настройки машины и уменьшит общее время сварки, что поможет снизить трудозатраты и повысить общую производительность цеха. МЕТОД ЭКСПЕРИМЕНТА
В этом эксперименте будет использоваться сварное соединение разделки встык, сваренное в положении 1G, которое соединяет две детали, каждая толщиной 1/2 дюйма, из стального пруткового проката ASTM A36. Каждый кусок стали имеет длину пять дюймов (длина сварного шва) и ширину 6 дюймов. Была использована резервная полоса толщиной 1/4 дюйма, поскольку сварной шов выполнялся только с одной стороны. Обе части прутка, использованные в сборке образца для сварки, были скошены под углом 45 градусов кромкой ножа, чтобы способствовать лучшему сплавлению и корневому зазору 1/8 дюйма. Каждая сборка купонов была механически отштампована либо буквой «G» для GMAW-P, либо буквой «T» для GTAW, а также числовым обозначением для отслеживания каждого образца. Репрезентативная модель сборки образца сварного шва, использованная в этом эксперименте, представлена на рис. 1.9.0010
В этом эксперименте общий размер сварного шва не учитывается, поскольку он определяется требованиями ASME Раздела VIII, Раздела 1 Кодекса или другими применимыми спецификациями, и поэтому не принимается во внимание. Размер отдельного сварного шва, который составляет весь размер сварного шва, рассматривается в этом эксперименте и используется в качестве сравнения, чтобы увидеть его влияние на деформацию сварного шва.Каждый образец сварного шва был помечен пуансоном в трех точках с каждой стороны пути сварки. Эти места были расположены на равном расстоянии друг от друга в направлении x (направление пути сварки) и в направлении y (перпендикулярно пути сварки). Эскиз меток и их расположение можно увидеть на рис. 2. Первоначально расстояния между метками (A1, A2 и A3) были равны y0, что равнялось двум дюймам, а значения y1, y2, y3 , и y4 были равны значению 0,75 дюйма. Кроме того, x0, x1 и x2 имели одинаковые начальные значения 1,50 дюйма.
Hallingstad Weldeng 7193.02 P A G E | 4
Все образцы сварных швов были промаркированы одинаково и измерены после прихватки комплектов образцов сварного шва, но до укладки проходов сварки. Эти метки будут измерены после сварки, чтобы определить величину деформации сварки в продольном направлении (вдоль пути сварки) и в поперечном направлении (перпендикулярно пути сварки) путем измерения значений «А» и «х» после сварки. Эти окончательные значения были вычтены из исходных значений для получения окончательного искажения 9.0626кДж на дюйм, кДж/дюйм). Уравнение 1 показывает, как рассчитывалась скорость движения. Время сварки каждого прохода измеряли с помощью секундомера мобильного телефона. Уравнение 2 показывает, как подводится тепло для каждого прохода сварки. Это уравнение было взято из раздела IX ASME, часть QW409.1; «P» — это мощность, измеряемая в киловаттах (кВт) (Американское общество инженеров-механиков, 2021 г.). Аналогичным образом, после прихватки сварных образцов в сборе, они были помещены на гранитный стол на нижней поверхности опорной полосы. Были измерены высоты в различных местах на верхней поверхности каждого куска стержня. Эти измерения были повторно измерены после сварки, чтобы определить величину угловой деформации. Верньемер был использован для измерения верхней кромки деталей в месте, параллельном линии, соединяющей метки пробивки A3, затем это значение было вычтено из исходного измеренного значения, чтобы получить искажение. См. рисунок 3 для справки.После измерения и записи этих переменных была записана диаграмма каждого прохода сварки, чтобы приблизительно показать размер и расположение каждого валика сварного шва. Пример диаграммы прохода сварного шва можно увидеть на рисунке 4, который представляет собой диаграмму для сварного шва диаметром 3/8 дюйма для процесса GMAW-P .Для сравнения влияния размера валика сварного шва, который определяет количество проходов на сварной шов, а также процесса сварки во время каждого прохода для каждой сборки сварного образца, значения силы тока, напряжения и времени дуги (время сварки) были измерены и записаны. Исходя из этих значений, скорость перемещения (S, единицы дюймов в минуту, дюйм/мин) и подводимая теплота (HI, единицы Настройки сварочного аппарата также записывались для каждого процесса сварки и каждого размера наплавленного валика. . Эти настройки можно увидеть в таблице 1. Сила тока (А) и напряжение (В) не равныHallingstad Weldeng 7193.02 P A G E | 5
настройки сварочного аппарата GMAW-P. Сварочный аппарат GMAW-P, использованный в этом эксперименте, представлял собой Miller Millermatic 255. Поскольку это синергетический аппарат инверторного типа, единственными настройками, которые устанавливал сварщик, были длина дуги и скорость подачи проволоки. Остальные настройки настраиваются автоматически в процессе сварки. был использован. Размер присадочного металла, используемого для каждого размера наплавленного валика и процесса сварки, также указан выше в Таблице 1. Тип используемого присадочного металла был ER70S-6 в соответствии со спецификацией ASME SFA-5.18. Между каждым последующим проходом сварки края сварных швов механически шлифовались, чтобы обеспечить надлежащее сплавление между новым сварным швом и ранее уложенным металлом сварного шва. После шлифовки сварные швы очистили стальной проволочной щеткой, затем очистили ацетоном, чтобы подготовить зарождающуюся поверхность для предотвращения загрязнения сварных швов любыми посторонними предметами (FOD).В цеху, где производилась сварка, температура окружающей среды поддерживалась на уровне 70°F, поэтому предварительный нагрев стального материала перед сваркой этих купонов не применялся. Конкретная межпроходная температура не измерялась, но межпроходная температура никогда не превышала 350°F; это было проверено с помощью температурного карандаша. Купоны также были приварены без ограничений, что, как считается, снижает остаточное напряжение в образце, но чтобы знать наверняка, это можно измерить с помощью метода сверления отверстий (Group, 2010).
РЕЗУЛЬТАТЫ
После того, как все сварные швы между тремя размерами наплавленного валика для обоих процессов сварки были завершены, данные были проанализированы и представлены в виде нескольких различных графиков.
GMAW-P
Было построено одно сравнение, показывающее влияние скорости движения на подводимое тепло. На рис. 5 все размеры сварных швов имеют тенденцию к уменьшению, что означает, что чем выше скорость перемещения, тем ниже тепловыделение
ТАБЛИЦА 1 ПРИМЕЧАНИЯ: 1. A и V для размеров сварных швов GTAW представляют собой средние зарегистрированные значения.
2. Настройка длины дуги на станке безразмерна.
Тип защитного газа, который использовался для GMAW-P, представлял собой 95 % аргона — 5 % CO2 с расходом 35 кубических футов в минуту (куб. футов в минуту) с использованием шкалы расхода аргона. Тип защитного газа, используемого для GTAW, представляет собой 100% аргон с расходом 20 кубических футов в минуту с использованием шкалы расхода аргона. В GTAW использовался вольфрамовый электрод с 2% содержанием тория (EWTh-2) в соответствии с ASME SFA-5. 12, а тип тока был постоянным током прямой полярности (DCSP, отрицательный электрод). Размер газового баллона для GTAW составлял 1/2 дюйма в диаметре. Для GTAW, IHT WPS использовалась спецификация процедуры сварки (WPS) P1GT Rev. 2, а для GMAW, IHT WPS P1GMP Rev. 01 50 — заводская установка. При увеличении длины дуги увеличивается ток, что увеличивает скорость плавления, что требует более высокой скорости подачи проволоки (Руководство по импульсной сварке MIG в производстве, nd).
Hallingstad Weldeng 7193.02 P A G E | 6
ввод. Это соответствует первоначальной гипотезе, поэтому такие результаты были ожидаемы. Первоначальная гипотеза заключалась в том, что GMAW-P обеспечивает более высокую скорость перемещения, что приводит к меньшему подводу тепла и, следовательно, к меньшим сварочным деформациям. Кроме того, IHT будет иметь более высокую производительность из-за меньшего времени дуги, что снизит затраты на рабочую силу.
Таблица 2 представляет собой комплексное среднее значение различных типов измеренных искажений2 для каждого размера сварного шва и образца. Как показано, даже несмотря на то, что скорость перемещения намного выше, например, между 1/8-дюймовыми и 3/8-дюймовыми сварными швами, это привело бы к меньшему подводу тепла, поскольку в общей сложности было выполнено на 10 больше сварочных проходов для Размер валика сварного шва 1/8 дюйма привел к большему искажению образцов сварного шва. Наиболее значительным искажением является угловое искажение; продольная деформация может считаться незначительной для GMAW-P, а поперечная деформация согласуется между размерами сварного шва. На рис. 6 показано графическое сравнение различных типов деформации и влияние на них количества проходов сварки. Этот график показывает, в среднем, чем меньше количество проходов сварки в сварном соединении, тем меньше деформации. Существуют и другие переменные, которые следует принимать во внимание в отношении искажения по сравнению с проходами сварки, но эти дополнительные эксперименты будут проводиться в будущих проектах. 2 Среднее угловое искажение равно y 3 и y 4 от Рисунок 3 . Среднее продольное искажение составляет x 1 и x 2 от
Рисунок 2 . Средняя поперечная деформация равна A 1 , A 2 и A 3 из Рис. 2. HALLINGSTAD 3.02 Стр. 7
Таблица 2 ПРИМЕЧАНИЯ:
1. Среднее угловое искажение равно y 3 и y 4 от Рисунок 3 . Среднее продольное искажение составляет x1 и x2 от Рисунок 2 . Среднее поперечное искажение равно A 1 , A 2 и A 3 из Рисунок 2 .
Скорость перемещения — еще одна переменная, которая играет большую роль в искажении сварки и производительности сварки. Согласно уравнению 2 из раздела IX ASME, если скорость движения увеличивается, подводимая теплота уменьшается. На рис. 7 показано сравнение количества проходов и их влияния на скорость перемещения. Количество проходов также напрямую связано с размером сварного шва. Таким образом, чем больше число проходов, тем меньше размер отдельного сварного шва.
Таким образом, за счет уменьшения размеров отдельных сварных швов за один проход наносится меньше присадочного металла, и горелка может перемещаться быстрее по траектории сварки. Однако, несмотря на то, что скорость перемещения увеличивается для каждого сварного шва, количество сварных швов также увеличивается, что в конечном итоге требует больше времени. На рис. 8 показано общее время дуги в зависимости от того, сколько проходов сварки требуется для образца. Как видно, чем меньше проходов сварки требуется для соединения, тем меньше общее время дуги испытывает образец.
Как видно из рис. 5, чем меньше количество проходов сварки, тем больше подводимая теплота. Это происходит из-за большего количества теплового потока (энергии на единицу площади), необходимого для создания большей сварочной ванны и расплавления присадочного металла, выходящего из горелки, с более высокой скоростью подачи. Но поскольку сварных проходов меньше, образец испытал меньшую общую деформацию сварного шва после охлаждения. Если пренебречь временем, затрачиваемым на охлаждение между отдельными проходами сварки, это может быть связано с количеством общего времени дуги/энергии, которое испытывает образец сварного шва. Так как купон испытывает более длительные периоды теплового потока от Hallingstad Weldeng 7193.02 P A G E | 8
больше проходов сварки, дополнительный нагрев оказывает значительное влияние на деформацию этого образца. В целом, данные показывают, что больший размер наплавленного валика, приводящий к меньшему количеству проходов, способствует уменьшению деформации при сварке, а также повышает производительность цеха. GTAW
Аналогично анализу GMAW-P, сравнение влияния скорости движения на подводимое тепло можно увидеть на рис. 9 для GTAW. Результаты испытаний показывают, что все размеры сварных швов имеют тенденцию к уменьшению (за исключением некоторых выбросов), а это означает, что чем выше скорость перемещения, тем ниже погонная энергия. Это соответствует первоначальной гипотезе и имеет ту же тенденцию, которая наблюдалась для всех размеров наплавленного валика GMAW-P.
Таблица 3 представляет собой комплексное среднее значение различных типов измеренных искажений для каждого размера сварного шва и образца. Образец сварного шва размером 1/8 дюйма не был выполнен из-за нехватки времени из-за количества проходов сварки, которое потребовалось бы, и может быть рассмотрен для будущих проектов. Испытания показали, что даже при том, что скорость перемещения намного выше, например, между 1/4-дюймовыми и 3/8-дюймовыми сварными швами, что привело бы к более низкому подводу тепла, поскольку в общей сложности было выполнено восемь дополнительных проходов для сварки 1.
/ 4-дюймовый размер сварного шва, это привело к большему искажению сварных образцов. Наиболее значительным искажением является угловое искажение; продольное искажение и поперечное искажение, хотя все еще относительно малы по сравнению с угловым искажением, также были больше, чем по сравнению с GMAW-P. Различные типы искажений, связанные с проходами сварки, можно увидеть на рис. 10.9.0010Hallingstad Weldeng 7193.02 P A G E | 9
Таблица 3 ПРИМЕЧАНИЯ:
1. Среднее угловое искажение равно y3 и y4 из рисунка 3. Среднее продольное искажение равно x1 и x2 из рисунка
.2. Средняя поперечная деформация A1, A2 и A3 из рис. 2.
Средние скорости перемещения в среде GTAWв зависимости от количества проходов сварки показаны на рис. 11. Как и в случае с GMAW-P, меньшее количество проходов сварки приводило к увеличению размера валика сварного шва и снижению скорости перемещения.
Частично это связано с эффективностью осаждения металла между двумя процессами. В GTAW используется неплавящийся электрод, состоящий из вольфрама с 2% содержанием тория, который пропускает сварочную дугу через него к заготовке. Затем присадочный металл проталкивается в дугу и опосредованно расплавляется сварочной дугой. Как указано в «Принципах систем дуговой сварки» из конспекта лекций WELDENG 7001, «для DCEN, работающего с вольфрамовой дугой, эта потеря тепла составляет порядка 10–20 процентов» (Richardson & Farson, 2006). В то время как GMAW использует дугу с плавящимся электродом, потому что присадочный металл, проходящий через сварочный провод и горелку, действует как электрод. Это намного эффективнее, потому что электрод плавится и перемещается по мере его потребления, поэтому это процесс с более высокой производительностью. Визуальное представление обоих типов электродов можно увидеть на Рис. 12.
Если сравнить скорости перемещения и результирующие тепловложения между GTAW и GMAW-P для двух размеров наплавленного валика (1/4 дюйма и 3/8 дюйма), становится ясно, насколько быстрее процесс сварки GMAW-P и более низкие тепловложения, которые он производит. Рисунок 13 показывает это сравнение. На рис. 14 показано сравнение различных типов искажений для размера валика сварного шва 3/8 дюйма как для GTAW, так и для GMAW-P.HALLINGSTAD 3.02 Стр. 10
Продольное искажение одинаково для обоих процессов и достаточно мало, чтобы им можно было пренебречь. Поперечные искажения в GMAW-P немного выше, чем в GTAW, но угловые искажения значительно выше в GTAW, чем в GMAW-P. Поскольку числовое значение поперечного искажения составляет около 1/16 дюйма, мы можем сосредоточиться на угловом искажении из-за его большей величины. В процентном отношении образцы GMAW-P диаметром 3/8 дюйма показали в среднем на 27 % более низкие значения угловой деформации, но в среднем на 45 % более высокие значения поперечной деформации по сравнению с процессом GTAW. При размере наплавленного валика 1/4 дюйма образцы GMAW-P показали в среднем на 43 % меньшее угловое искажение и на 26 % меньшее поперечное искажение по сравнению с образцами GTAW.Для сварных швов размером 1/4 дюйма и 3/8 дюйма как для GTAW, так и для GMAW-P, Рисунок 15
по сравнению с рис. 14 показывает несоответствие углового искажения, которое имеет место, когда количество проходов сварки различается. По мере увеличения разницы в количестве сварных проходов увеличивается и разница в деформации. Вот почему предполагается, что 1/8-дюймовые сварные швы приведут к еще большей разнице в деформации сварного шва между GMAW-P и GTAW. Hallingstad Weldeng 7193.02 P A G E | 11
Наконец, два образца сварных швов, G5 и T5, были разрезаны пополам с помощью ленточной пилы, затем отполированы с помощью наждачной бумаги с зернистостью 60, затем наждачной бумагой с зернистостью 80 и, наконец, протравлены с помощью 2 % раствор нитала. Результаты этого травления можно увидеть на рис. 16: 1/4-дюймовое травление GTAW и рис. 17: 1/4-дюймовое травление GMAW-P. Этот процесс травления является очень элементарным, он показывает только линию сплавления в обоих образцах и несколько отдельных проходов сварки в образце GMAW-P. Что можно увидеть, так это хорошее проплавление по краям пластин со скошенными углами (стык сварки) для обоих процессов, а также хорошее проплавление корня для обоих процессов. Похоже, что процесс GMAW-P в этом случае имел несколько меньшее проникновение корневого прохода в резервную полосу, чем процесс GTAW. Более высокое тепловложение от GTAW, которое является результатом гораздо более высокой силы тока, позволило получить лучший профиль проникновения, чем GMAW-P. В этом случае входная мощность может быть отрегулирована для процесса сварки, чтобы указать более высокую силу тока для корневого прохода (ов) сварного соединения, а затем отрегулировать параметры для последующих проходов защитного слоя вместо того, чтобы сохранять одни и те же настройки машины для всех проходы сваркиМеньшее проникновение при корневом проходе GMAW-P может быть связано с высокой скоростью перемещения без более высокой потребляемой мощности.
В то время как образец GTAW имеет более высокую потребляемую мощность при более низкой скорости движения. Следовательно, чтобы получить более глубокий профиль проходки при достижении высокой скорости перемещения, требуется более высокая мощность для корневого прохода с использованием процесса GMAW-P. Энергия на единицу длины сварного шва будет аналогична образцу GTAW. Таким образом, подводимое тепло остается относительно равным, но при этом эффективность плавления и скорость осаждения намного выше. Еще одно наблюдение по протравленным образцам — это количество угловых искажений, которые вы можете визуально увидеть между ними. Образец GTAW имеет гораздо более крутой угол пластины, чем образец GMAW-P, что согласуется с данными измерений.ВЫВОДЫ
Оба процесса сварки, сравниваемые в этом эксперименте, имеют свои плюсы и минусы в зависимости от их применения. По опыту IHT, GTAW используется для сложных конструкций сварных конструкций или сварных соединений, которые изначально имеют небольшие размеры из-за требований спецификации кода, например, изложенных в MIL-STD-22.
GMAW-P используется, когда необходимы сварка более длинных сварных швов или более крупных сварных швов. Иногда требуется дополнительное спокойствие при выполнении надежного корневого прохода GTAW на высокопрофильных критических сварных соединениях. Но когда сварной шов слишком длинный, GMAW-P, по-видимому, обладает достаточным контролем процесса и проплавлением для выполнения качественного корневого прохода.Hallingstad Weldeng 7193.02 P A G E | 12
При прямом сравнении выполнения различных сварочных проходов с указанными размерами для плоского положения сварки (1G) стыкового сварного соединения с проточкой данные показывают, что GMAW-P является лучшим вариантом для получения качественного сварного шва. искажения и более высокие показатели производительности. Например, для сварки продольного сварного шва на стандартном коллекторе трубы использование GMAW-P вместо GTAW даст примерно на 58 % более высокую эффективность, что эквивалентно примерно 10 долларам США за проход (в данном случае).
Если для сварного соединения требуется три прохода, это означает экономию в размере 30 долларов США на сварной шов или 60 долларов США на коллектор трубы и 120 долларов США на всю установку, что примерно соответствует экономии одного рабочего часа на единицу. Типичный заказ этих устройств составляет восемь единиц, что позволяет сэкономить почти 1000 долларов США при заказе всего лишь за счет переключения одного процесса сварки на другой для одного сварного соединения.На протравленных образцах, показанных на предыдущих рисунках, профили провара и линии сплавления одинаковы для обоих процессов сварки. Как указывалось ранее, если желательно улучшить профиль проходки корневого прохода образца GMAW-P, увеличение подводимой мощности пропорционально скорости перемещения приведет к такому же подводу тепла, что и образец GTAW. Таким образом, оба образца будут иметь одинаковое тепловложение, но GMAW-P по-прежнему будет иметь более высокую скорость осаждения и эффективность плавления. Однако это было бы только для корневого прохода, тогда последующие проходы покрытия можно было бы отрегулировать обратно к экспериментальным настройкам, которые обеспечили подходящие скорости перемещения и значения искажения.
Сравнение скоростей перемещения и потребляемой мощности можно увидеть на Рисунке 18: Профили проникновения для Различные потребляемые мощности взяты из WELDENG 7001.В этом примере оба образца были сварены с использованием одного и того же процесса сварки с одинаковым подводом тепла, но сварка справа имела более высокую потребляемую мощность и более высокую скорость перемещения по сравнению со сваркой слева. Таким образом, профиль проникновения был более глубоким, а сплавление — более узким, с более узкой зоной термического влияния (ЗТВ) (Richardson & Farson, 2006). По-прежнему существуют области применения IHT, в которых GTAW является превосходным процессом сварки по сравнению с GMAW-P, например, сложные сварные швы или сварные швы, выполненные в ограниченном пространстве. Однако, если сварной шов может быть выполнен в положении 1G, и сварной шов достаточно большой, GMAW-P является более благоприятным процессом сварки из-за его эффективности плавления, контроля деформации и более высокой производительности.
ПРОДОЛЖЕНИЕ ПРОЕКТА
Из-за нехватки времени размер сварного шва 1/8 дюйма для GTAW не был выполнен, поскольку для завершения соединения потребовалось бы приблизительно 30 или более проходов сварки. Было высказано предположение, что сварочная деформация была бы наибольшей для этого размера валика сварного шва из-за необходимого количества проходов, глядя на тенденции, показанные на Рисунке 10. В дополнение к этому проекту, 1/8- Образец дюймового сварного шва может быть закончен, чтобы увидеть, какова на самом деле деформация и как она сравнивается с GMAW-P и другими размерами сварного шва, полученными с использованием GTAW. Кроме того, можно было сделать большее количество выборок, чтобы получить лучшее среднее значение для всех переменных, которые были 9.0010
Hallingstad Weldeng 7193.02 P A G E | 13
измерено. Больший размер выборки сделает эти выводы более конкретными. Будущие сравнения сварочных процессов также могут быть проведены между GMAW в режиме переноса короткого замыкания, в частности, в режиме регулируемого осаждения металла Миллера (RMD) и в режиме переноса поверхностного натяжения Линкольна (STT). Благодаря дальнейшим достижениям в технологии сварочных аппаратов развитие режима передачи короткого замыкания позволило этому процессу сварки развиться из процесса GMAW начального уровня, которым он когда-то был. Эти новые версии GMAW-SC позволяют сварщику перекрывать большие корневые зазоры, чем на старых машинах, имеют лучшее проплавление и заполнение корневого шва по сравнению с предыдущими машинами GMAW-SC, сохраняя при этом высокую скорость перемещения и скорость наплавки металла. Однако для того, чтобы компания IHT могла сравнить один или оба этих новых режима GMAW-SC, необходимо будет связаться с поставщиком сварки, чтобы узнать, доступна ли демонстрационная машина для испытаний.
Еще одна переменная, которую необходимо измерить в ходе будущего эксперимента, — это посмотреть, как влияет определенная межпроходная температура на деформацию сварного шва.
Будет ли охлаждение листа до температуры окружающей среды более выгодным по сравнению с выполнением последовательных проходов или поддержанием температуры между проходами, указанной в WPS? В связи с этой идеей можно было бы провести металлургический анализ стальных образцов для сварки, чтобы сравнить микроструктуру образцов. Могут быть различия в микроструктуре, которые влияют на фазовое превращение металла, в зависимости от подвода тепла к этим образцам и степени охлаждения образцов, а также скорости их охлаждения. В зависимости от температурного градиента, которому подвергается материал во время и после сварки, а также скорости охлаждения материала, материал может иметь одну микроструктуру по сравнению с другой, напримеркак объемно-центрированная кубическая (BCC) по сравнению с гранецентрированной кубической (FCC). Рисунок 20 представляет собой пример бинарной фазовой диаграммы, которую можно использовать для предсказания фазовых превращений. На рис. 19 показано визуальное представление типа режима затвердевания материала в зависимости от градиента температуры и скорости затвердевания после сварки. Поскольку этот материал имеет толщину всего 1/2 дюйма, температурный градиент между центром детали и более горячей поверхностью детали не должен быть слишком высоким. Более высокая скорость затвердевания, такая как закалка, приведет к более мелкозернистой структуре, что повысит прочность материала.Как указано в WELDENG 7101, уменьшение размера зерна действует как барьер для движения дислокаций, что повышает прочность и ударную вязкость (Lippold, 2019). Согласно уравнению Холла-Петча, уравнение 3, предел текучести является функцией размера зерна и показывает увеличение предела текучести (σY) с уменьшением размера зерна
𝜎𝑌 = 𝜎0 + 𝑘𝑑 −1/2
Уравнение 3
HALLINGSTAD 3.02 Стр. 14
Это связано с тем, что границы зерен препятствуют движению дислокаций, так как дислокации должны менять направление при наезде на границу зерна. Следовательно, материалы с меньшим размером зерна больше ограничивают движение дислокаций (Lippold, 2019). Это ограничение движения повышает предел текучести материала, что, в свою очередь, снижает вероятность пластической деформации. Однако, если дать сварным образцам полностью остыть до комнатной температуры за счет естественной конвекции и теплопроводности, приведет ли это к сохранению более крупных зерен, подобно процессу отжига? Если это так, больший размер зерна образцов с более низкой скоростью охлаждения потенциально может иметь более низкие свойства растяжения и текучести, чем образец с другими скоростями охлаждения и межпроходными температурами. Определение наличия каких-либо изменений в микроструктуре материала может дать более полное представление о жизнеспособности определенных процессов сварки на сосудах под давлением, которые работают в различных условиях.Еще одним будущим усовершенствованием этого проекта будет использование различных размеров присадочного металла для GMAW-P в зависимости от размера сварного шва
, очень похоже на то, что использовалось в этом проекте для GTAW. Дальнейшее улучшение скорости наплавки металла и тепловложения может быть достигнуто для 3/8-дюймового наплавленного валика, если использовать присадочный металл размером 0,045 дюйма вместо 0,035 дюйма. Использование большего размера присадочного металла для GMAWP, как это было сделано для GTAW, может быть более равноценным сравнением двух процессов. Хотя скорость осаждения может увеличиться, для плавления большего количества материала, используемого в процессе GMAW-P, может потребоваться больше силы тока, что увеличит подводимую теплоту и, возможно, искажение, но насколько эти переменные изменятся, неизвестно до тех пор, пока проводится эксперимент. Наконец, можно провести еще один эксперимент, чтобы увидеть, как сборки реагируют, когда они закреплены в приспособлении. Однако это ограничение может вызвать потенциально опасные остаточные напряжения в материале, которые могут быть или не быть неблагоприятными в условиях эксплуатации. Измерение этих остаточных напряжений может быть еще одним дополнением к этому добавленному эксперименту, измеренному с помощью метода сверления отверстий, как показано Vishay Precision Group. Благодаря информации, полученной в ходе этого эксперимента, и любой информации, полученной в результате любых будущих экспериментов, связанных с этим проектом, эти результаты могут быть добавлены к внутренней программе IHT по обучению сварщиков (WWT), а также к любым стандартным техническим спецификациям IHT (SES), которые используется в производстве. Эта информация может включать в себя фактические данные о деформации сварки и о том, как влияние размера валика сварного шва, максимальной ширины валика сварного шва и его размещения влияет на соответствие размеров геометрии детали после сварки. В то время как сварщик ограничен переменными, изложенными в указанном WPS, эта информация является полезной общей информацией для сварщика, поэтому он лучше подготовлен к критическому осмыслению своих сварных швов, а не просто к соединению двух деталей вместе.Hallingstad Weldeng 7193.02 P A G E | 15
ССЫЛКИ Group, В.
 ?
? Это может повлиять на то, как затвердевает металл сварного шва и как он выглядит в конечном итоге.
Это может повлиять на то, как затвердевает металл сварного шва и как он выглядит в конечном итоге. Это приведет к надежному сварному шву, но вы можете быть уверены, что он прослужит долго.
Это приведет к надежному сварному шву, но вы можете быть уверены, что он прослужит долго. Вы также можете сделать небольшую паузу, чтобы обеспечить хорошую врезку и предотвратить такие дефекты, как подрезы.
Вы также можете сделать небольшую паузу, чтобы обеспечить хорошую врезку и предотвратить такие дефекты, как подрезы.
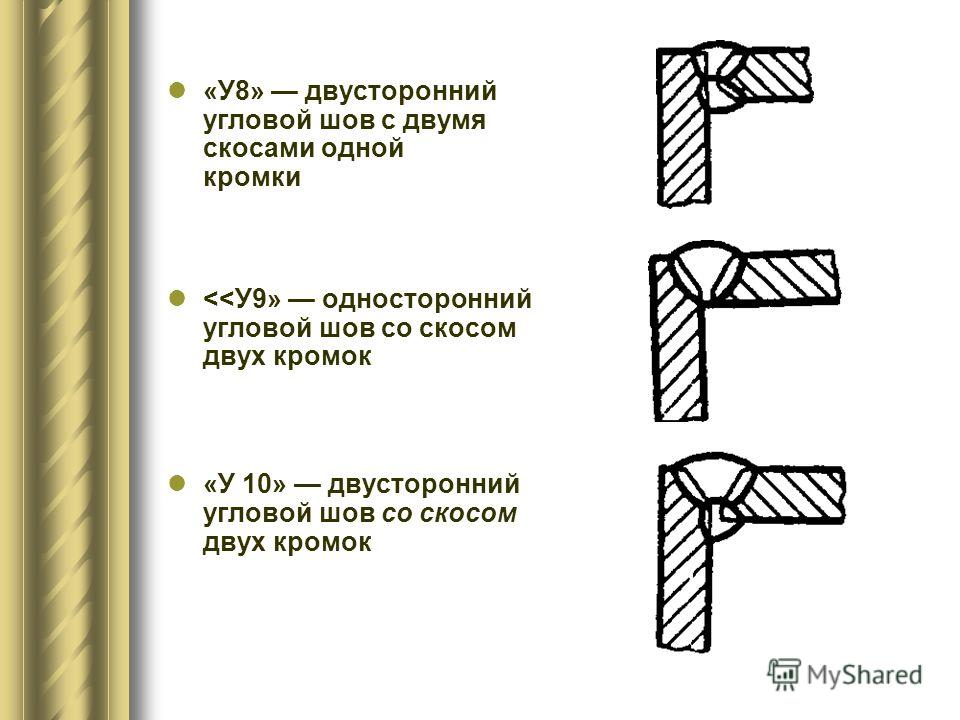 Имейте в виду, что вершина треугольника должна быть направлена в сторону движения резака.
Имейте в виду, что вершина треугольника должна быть направлена в сторону движения резака. В верхней и нижней части этих штрихов движение факела создает более короткие концы прямоугольника.
В верхней и нижней части этих штрихов движение факела создает более короткие концы прямоугольника.



 Таким образом, вы избежите капель, которые могут появиться, когда лужа станет слишком горячей.
Таким образом, вы избежите капель, которые могут появиться, когда лужа станет слишком горячей.
 Ворсовые швы имеют большее тепловложение, более крупное зерно и могут улавливать шлак, что может привести к сбою ударных испытаний при сертификации или нарушению целостности сварного шва в процессе эксплуатации.
Ворсовые швы имеют большее тепловложение, более крупное зерно и могут улавливать шлак, что может привести к сбою ударных испытаний при сертификации или нарушению целостности сварного шва в процессе эксплуатации. Для некоторых спецификаций требуются только стрингеры. Говорят, что стрингеры делают сварку более прочной, но я думаю, что они оба одинаковы, если оба сделаны правильно. Для меня плетение проще и быстрее, и с меньшей вероятностью задерживает шлак или перемычки. Кружево может быть таким же, как на восьмерке. Я видел пару хороших сварных швов, но не работал ни с одним, кто так сваривает. В основном переплетение представляет собой короткие непрерывные маленькие горизонтальные сварные швы, постоянно движущиеся вверх. Плывите по течению и выполняйте сварку, как указано в спецификациях.
Для некоторых спецификаций требуются только стрингеры. Говорят, что стрингеры делают сварку более прочной, но я думаю, что они оба одинаковы, если оба сделаны правильно. Для меня плетение проще и быстрее, и с меньшей вероятностью задерживает шлак или перемычки. Кружево может быть таким же, как на восьмерке. Я видел пару хороших сварных швов, но не работал ни с одним, кто так сваривает. В основном переплетение представляет собой короткие непрерывные маленькие горизонтальные сварные швы, постоянно движущиеся вверх. Плывите по течению и выполняйте сварку, как указано в спецификациях.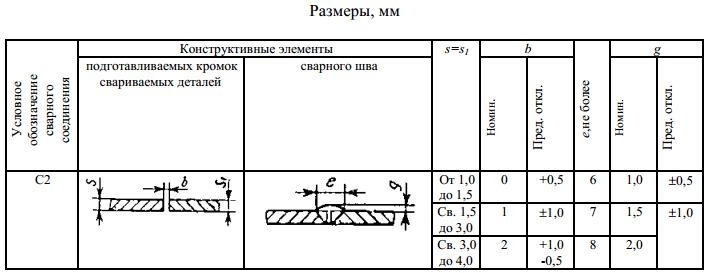 Это выглядит ужасно.
Это выглядит ужасно. .
.  Я предполагаю, что их лучше всего использовать с процессами, защищенными газом (OA, TIG и т. д.)
Я предполагаю, что их лучше всего использовать с процессами, защищенными газом (OA, TIG и т. д.) Вероятно, лучше не плести слишком много (более чем в 3 раза больше диаметра электрода), особенно с Lo/hys, так как это немного повышает пористость, но даже в этом случае вы всегда можете просто сделать разрезную крышку вместо стрингеров.
Вероятно, лучше не плести слишком много (более чем в 3 раза больше диаметра электрода), особенно с Lo/hys, так как это немного повышает пористость, но даже в этом случае вы всегда можете просто сделать разрезную крышку вместо стрингеров.
 02.2011
#9
02.2011
#9 02.2011
#10
02.2011
#10 02.2011
#11
02.2011
#11 Кромка спила идеальна, но не всегда возможна или доступна.
Кромка спила идеальна, но не всегда возможна или доступна.
 В прежние времена с 5p кружево использовалось для заполнения и крышки, но теперь с 7018 предпочтительнее переплетение.
В прежние времена с 5p кружево использовалось для заполнения и крышки, но теперь с 7018 предпочтительнее переплетение.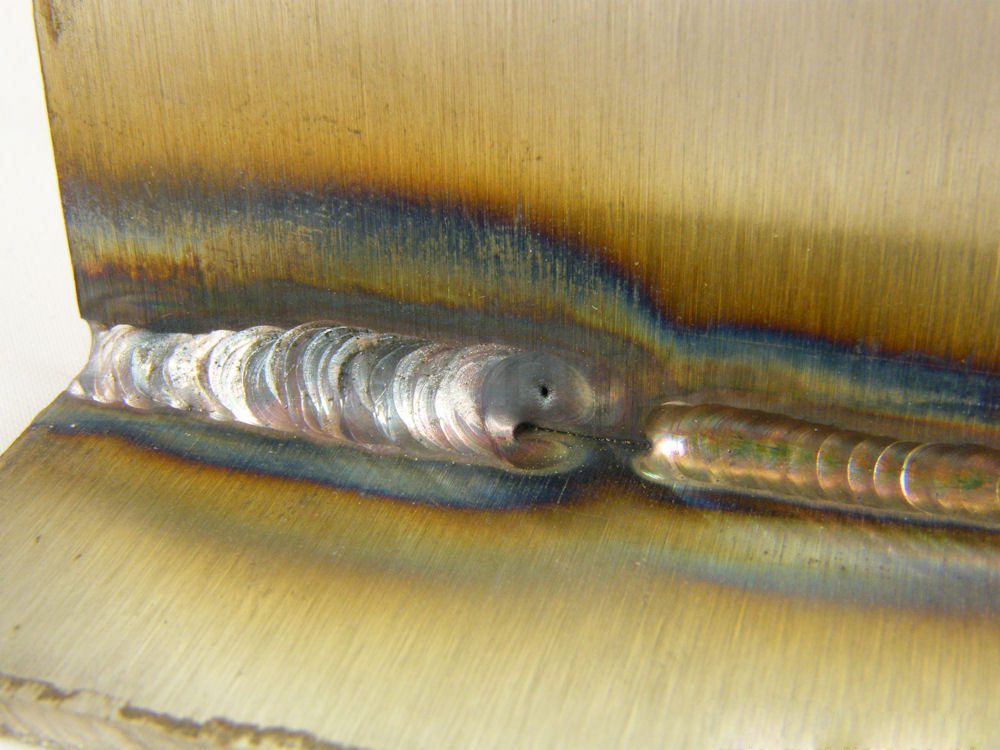 **!
**! Подобно проводнику по рыбалке, который ведет кого-то туда, где водится вся хорошая рыба, я показываю людям, как сваривать, а затем смотрю и критикую, пока они не узнают. В начале я могу взять их за руки и показать, как манипулировать
жезл и лужа, но после этого все самообучается.
Подобно проводнику по рыбалке, который ведет кого-то туда, где водится вся хорошая рыба, я показываю людям, как сваривать, а затем смотрю и критикую, пока они не узнают. В начале я могу взять их за руки и показать, как манипулировать
жезл и лужа, но после этого все самообучается. ) По улыбке ученика я могу сказать, что он или она научился сваривать без подрезов, или разгладил валики, или правильно вяжет . Студент
находится в зоне.
) По улыбке ученика я могу сказать, что он или она научился сваривать без подрезов, или разгладил валики, или правильно вяжет . Студент
находится в зоне. Я дал такой совет своему приятелю. Он решил, что ему не нужно практиковаться, прежде чем он сдаст тест на сертификацию некоторых структурных работ GMAW. Он понял
неправильно и потерял 450 долларов на плате за тестирование, когда он потерпел неудачу. Пара его сварных швов не проварилась. Он, вероятно, сдал бы экзамен, если бы прогнал несколько тренировочных пластин и проанализировал, что он делал на каждой из них, прежде чем сдавать тест. Хотя это было трудно сделать, я был очень вежлив и не сказал: «Я же говорил». (Кроме того, он примерно на сто фунтов больше меня!)
Я дал такой совет своему приятелю. Он решил, что ему не нужно практиковаться, прежде чем он сдаст тест на сертификацию некоторых структурных работ GMAW. Он понял
неправильно и потерял 450 долларов на плате за тестирование, когда он потерпел неудачу. Пара его сварных швов не проварилась. Он, вероятно, сдал бы экзамен, если бы прогнал несколько тренировочных пластин и проанализировал, что он делал на каждой из них, прежде чем сдавать тест. Хотя это было трудно сделать, я был очень вежлив и не сказал: «Я же говорил». (Кроме того, он примерно на сто фунтов больше меня!)
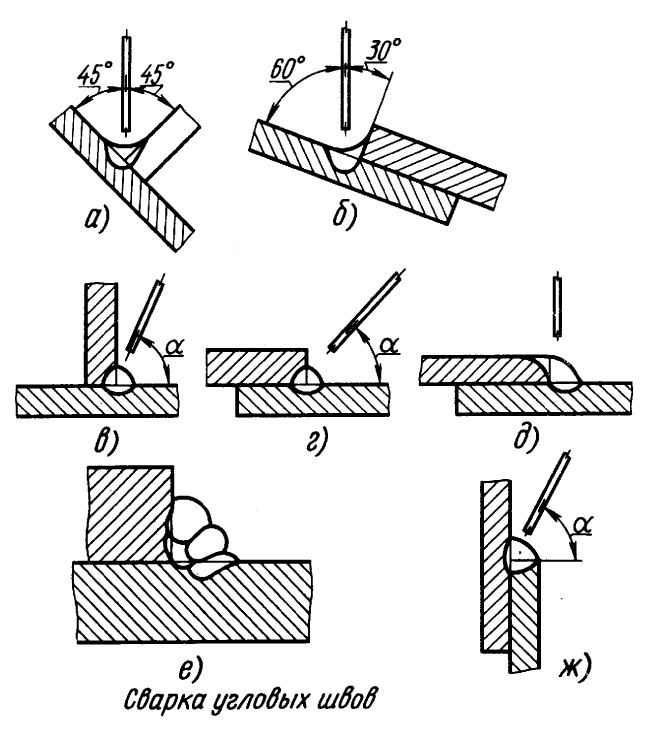

 Это является важным элементом этих методов. Теперь давайте проведем очень сложную практическую физическую демонстрацию.
Это является важным элементом этих методов. Теперь давайте проведем очень сложную практическую физическую демонстрацию.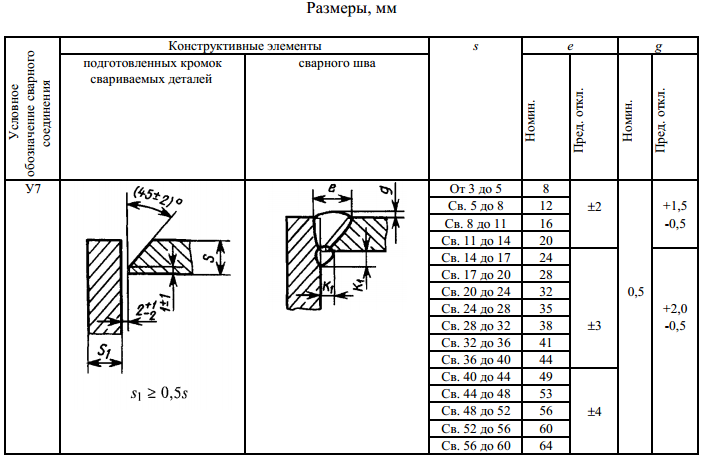







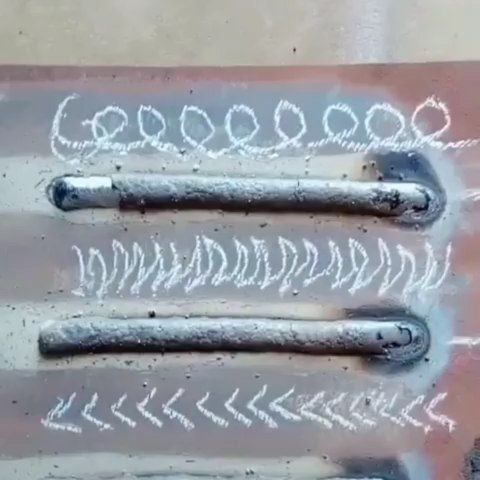 Включение более высокого напряжения и плетения увеличивает ширину валика. Увеличение сварочного тока или WFS увеличит глубину проплавления и высоту валика.
Включение более высокого напряжения и плетения увеличивает ширину валика. Увеличение сварочного тока или WFS увеличит глубину проплавления и высоту валика.

 Ширина, глубина и форма валика определяются техникой сварщика.
Ширина, глубина и форма валика определяются техникой сварщика. Это та линия сварного шва, которая выглядит так, как будто она сплетена вместе.
Это та линия сварного шва, которая выглядит так, как будто она сплетена вместе.
 Пример экономии труда добавлен на страницу 13.
Пример экономии труда добавлен на страницу 13. GMAW-P
GMAW-P  Целью данной статьи является сравнение влияния размера наплавленного валика (горловины разделочного шва) и процесса сварки (дуговая сварка металлическим электродом в режиме импульсного переноса струи (GMAW-P) по сравнению с дуговой сваркой вольфрамовым электродом (GTAW)) и как они влияют на деформацию сварного шва.
Целью данной статьи является сравнение влияния размера наплавленного валика (горловины разделочного шва) и процесса сварки (дуговая сварка металлическим электродом в режиме импульсного переноса струи (GMAW-P) по сравнению с дуговой сваркой вольфрамовым электродом (GTAW)) и как они влияют на деформацию сварного шва. проявляются и распространяются через сварной шов, что приводит к катастрофическому отказу сосуда высокого давления. GTAW также является превосходным процессом, когда присутствуют ограничения по пространству. GTAW позволяет использовать несколько различных конструкций горелок, что позволяет сварщику изменять профили, обеспечивающие более плотную сварку.0010
проявляются и распространяются через сварной шов, что приводит к катастрофическому отказу сосуда высокого давления. GTAW также является превосходным процессом, когда присутствуют ограничения по пространству. GTAW позволяет использовать несколько различных конструкций горелок, что позволяет сварщику изменять профили, обеспечивающие более плотную сварку.0010 Первоначально считалось, что GMAW-P представляет собой гибридную смесь управления, подобного GTAW, с большей свободой в выборе положения сварки, чем GMAW-Spray, меньшим тепловложением, чем GMAW-Spray, профилем проникновения GMAW-Spray и меньшим разбрызгиванием при сварке, чем GMAW-Spray. GMAW-SC (короткое замыкание).
Первоначально считалось, что GMAW-P представляет собой гибридную смесь управления, подобного GTAW, с большей свободой в выборе положения сварки, чем GMAW-Spray, меньшим тепловложением, чем GMAW-Spray, профилем проникновения GMAW-Spray и меньшим разбрызгиванием при сварке, чем GMAW-Spray. GMAW-SC (короткое замыкание). Тогда, если
Тогда, если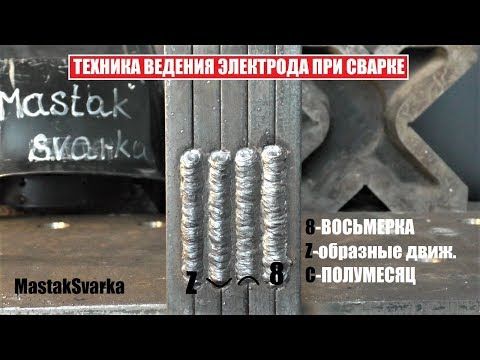
 Размер отдельного сварного шва, который составляет весь размер сварного шва, рассматривается в этом эксперименте и используется в качестве сравнения, чтобы увидеть его влияние на деформацию сварного шва.
Размер отдельного сварного шва, который составляет весь размер сварного шва, рассматривается в этом эксперименте и используется в качестве сравнения, чтобы увидеть его влияние на деформацию сварного шва. Эти метки будут измерены после сварки, чтобы определить величину деформации сварки в продольном направлении (вдоль пути сварки) и в поперечном направлении (перпендикулярно пути сварки) путем измерения значений «А» и «х» после сварки. Эти окончательные значения были вычтены из исходных значений для получения окончательного искажения 9.0626
Эти метки будут измерены после сварки, чтобы определить величину деформации сварки в продольном направлении (вдоль пути сварки) и в поперечном направлении (перпендикулярно пути сварки) путем измерения значений «А» и «х» после сварки. Эти окончательные значения были вычтены из исходных значений для получения окончательного искажения 9.0626 Верньемер был использован для измерения верхней кромки деталей в месте, параллельном линии, соединяющей метки пробивки A3, затем это значение было вычтено из исходного измеренного значения, чтобы получить искажение. См. рисунок 3 для справки.
Верньемер был использован для измерения верхней кромки деталей в месте, параллельном линии, соединяющей метки пробивки A3, затем это значение было вычтено из исходного измеренного значения, чтобы получить искажение. См. рисунок 3 для справки. Эти настройки можно увидеть в таблице 1. Сила тока (А) и напряжение (В) не равны
Эти настройки можно увидеть в таблице 1. Сила тока (А) и напряжение (В) не равны После шлифовки сварные швы очистили стальной проволочной щеткой, затем очистили ацетоном, чтобы подготовить зарождающуюся поверхность для предотвращения загрязнения сварных швов любыми посторонними предметами (FOD).
После шлифовки сварные швы очистили стальной проволочной щеткой, затем очистили ацетоном, чтобы подготовить зарождающуюся поверхность для предотвращения загрязнения сварных швов любыми посторонними предметами (FOD).
/5000bed0a5d4e58.ru.s.siteapi.org/img/bf9fa9e25a5b8d1ee121043eeceb2f62a0ee61ac.jpg) 12, а тип тока был постоянным током прямой полярности (DCSP, отрицательный электрод). Размер газового баллона для GTAW составлял 1/2 дюйма в диаметре. Для GTAW, IHT WPS использовалась спецификация процедуры сварки (WPS) P1GT Rev. 2, а для GMAW, IHT WPS P1GMP Rev. 0
12, а тип тока был постоянным током прямой полярности (DCSP, отрицательный электрод). Размер газового баллона для GTAW составлял 1/2 дюйма в диаметре. Для GTAW, IHT WPS использовалась спецификация процедуры сварки (WPS) P1GT Rev. 2, а для GMAW, IHT WPS P1GMP Rev. 0


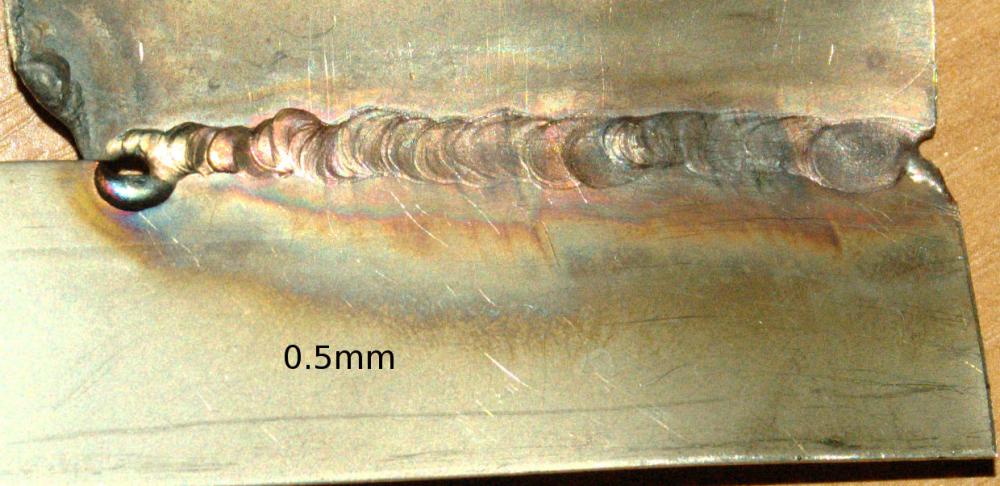

 / 4-дюймовый размер сварного шва, это привело к большему искажению сварных образцов. Наиболее значительным искажением является угловое искажение; продольное искажение и поперечное искажение, хотя все еще относительно малы по сравнению с угловым искажением, также были больше, чем по сравнению с GMAW-P. Различные типы искажений, связанные с проходами сварки, можно увидеть на рис. 10.9.0010
/ 4-дюймовый размер сварного шва, это привело к большему искажению сварных образцов. Наиболее значительным искажением является угловое искажение; продольное искажение и поперечное искажение, хотя все еще относительно малы по сравнению с угловым искажением, также были больше, чем по сравнению с GMAW-P. Различные типы искажений, связанные с проходами сварки, можно увидеть на рис. 10.9.0010
 Рисунок 13 показывает это сравнение. На рис. 14 показано сравнение различных типов искажений для размера валика сварного шва 3/8 дюйма как для GTAW, так и для GMAW-P.
Рисунок 13 показывает это сравнение. На рис. 14 показано сравнение различных типов искажений для размера валика сварного шва 3/8 дюйма как для GTAW, так и для GMAW-P. При размере наплавленного валика 1/4 дюйма образцы GMAW-P показали в среднем на 43 % меньшее угловое искажение и на 26 % меньшее поперечное искажение по сравнению с образцами GTAW.
При размере наплавленного валика 1/4 дюйма образцы GMAW-P показали в среднем на 43 % меньшее угловое искажение и на 26 % меньшее поперечное искажение по сравнению с образцами GTAW. Результаты этого травления можно увидеть на рис. 16: 1/4-дюймовое травление GTAW и рис. 17: 1/4-дюймовое травление GMAW-P. Этот процесс травления является очень элементарным, он показывает только линию сплавления в обоих образцах и несколько отдельных проходов сварки в образце GMAW-P. Что можно увидеть, так это хорошее проплавление по краям пластин со скошенными углами (стык сварки) для обоих процессов, а также хорошее проплавление корня для обоих процессов. Похоже, что процесс GMAW-P в этом случае имел несколько меньшее проникновение корневого прохода в резервную полосу, чем процесс GTAW. Более высокое тепловложение от GTAW, которое является результатом гораздо более высокой силы тока, позволило получить лучший профиль проникновения, чем GMAW-P. В этом случае входная мощность может быть отрегулирована для процесса сварки, чтобы указать более высокую силу тока для корневого прохода (ов) сварного соединения, а затем отрегулировать параметры для последующих проходов защитного слоя вместо того, чтобы сохранять одни и те же настройки машины для всех проходы сварки
Результаты этого травления можно увидеть на рис. 16: 1/4-дюймовое травление GTAW и рис. 17: 1/4-дюймовое травление GMAW-P. Этот процесс травления является очень элементарным, он показывает только линию сплавления в обоих образцах и несколько отдельных проходов сварки в образце GMAW-P. Что можно увидеть, так это хорошее проплавление по краям пластин со скошенными углами (стык сварки) для обоих процессов, а также хорошее проплавление корня для обоих процессов. Похоже, что процесс GMAW-P в этом случае имел несколько меньшее проникновение корневого прохода в резервную полосу, чем процесс GTAW. Более высокое тепловложение от GTAW, которое является результатом гораздо более высокой силы тока, позволило получить лучший профиль проникновения, чем GMAW-P. В этом случае входная мощность может быть отрегулирована для процесса сварки, чтобы указать более высокую силу тока для корневого прохода (ов) сварного соединения, а затем отрегулировать параметры для последующих проходов защитного слоя вместо того, чтобы сохранять одни и те же настройки машины для всех проходы сварки В то время как образец GTAW имеет более высокую потребляемую мощность при более низкой скорости движения. Следовательно, чтобы получить более глубокий профиль проходки при достижении высокой скорости перемещения, требуется более высокая мощность для корневого прохода с использованием процесса GMAW-P. Энергия на единицу длины сварного шва будет аналогична образцу GTAW. Таким образом, подводимое тепло остается относительно равным, но при этом эффективность плавления и скорость осаждения намного выше. Еще одно наблюдение по протравленным образцам — это количество угловых искажений, которые вы можете визуально увидеть между ними. Образец GTAW имеет гораздо более крутой угол пластины, чем образец GMAW-P, что согласуется с данными измерений.
В то время как образец GTAW имеет более высокую потребляемую мощность при более низкой скорости движения. Следовательно, чтобы получить более глубокий профиль проходки при достижении высокой скорости перемещения, требуется более высокая мощность для корневого прохода с использованием процесса GMAW-P. Энергия на единицу длины сварного шва будет аналогична образцу GTAW. Таким образом, подводимое тепло остается относительно равным, но при этом эффективность плавления и скорость осаждения намного выше. Еще одно наблюдение по протравленным образцам — это количество угловых искажений, которые вы можете визуально увидеть между ними. Образец GTAW имеет гораздо более крутой угол пластины, чем образец GMAW-P, что согласуется с данными измерений. GMAW-P используется, когда необходимы сварка более длинных сварных швов или более крупных сварных швов. Иногда требуется дополнительное спокойствие при выполнении надежного корневого прохода GTAW на высокопрофильных критических сварных соединениях. Но когда сварной шов слишком длинный, GMAW-P, по-видимому, обладает достаточным контролем процесса и проплавлением для выполнения качественного корневого прохода.
GMAW-P используется, когда необходимы сварка более длинных сварных швов или более крупных сварных швов. Иногда требуется дополнительное спокойствие при выполнении надежного корневого прохода GTAW на высокопрофильных критических сварных соединениях. Но когда сварной шов слишком длинный, GMAW-P, по-видимому, обладает достаточным контролем процесса и проплавлением для выполнения качественного корневого прохода. Если для сварного соединения требуется три прохода, это означает экономию в размере 30 долларов США на сварной шов или 60 долларов США на коллектор трубы и 120 долларов США на всю установку, что примерно соответствует экономии одного рабочего часа на единицу. Типичный заказ этих устройств составляет восемь единиц, что позволяет сэкономить почти 1000 долларов США при заказе всего лишь за счет переключения одного процесса сварки на другой для одного сварного соединения.
Если для сварного соединения требуется три прохода, это означает экономию в размере 30 долларов США на сварной шов или 60 долларов США на коллектор трубы и 120 долларов США на всю установку, что примерно соответствует экономии одного рабочего часа на единицу. Типичный заказ этих устройств составляет восемь единиц, что позволяет сэкономить почти 1000 долларов США при заказе всего лишь за счет переключения одного процесса сварки на другой для одного сварного соединения. Сравнение скоростей перемещения и потребляемой мощности можно увидеть на Рисунке 18: Профили проникновения для Различные потребляемые мощности взяты из WELDENG 7001.
Сравнение скоростей перемещения и потребляемой мощности можно увидеть на Рисунке 18: Профили проникновения для Различные потребляемые мощности взяты из WELDENG 7001.

 Будет ли охлаждение листа до температуры окружающей среды более выгодным по сравнению с выполнением последовательных проходов или поддержанием температуры между проходами, указанной в WPS? В связи с этой идеей можно было бы провести металлургический анализ стальных образцов для сварки, чтобы сравнить микроструктуру образцов. Могут быть различия в микроструктуре, которые влияют на фазовое превращение металла, в зависимости от подвода тепла к этим образцам и степени охлаждения образцов, а также скорости их охлаждения. В зависимости от температурного градиента, которому подвергается материал во время и после сварки, а также скорости охлаждения материала, материал может иметь одну микроструктуру по сравнению с другой, например
Будет ли охлаждение листа до температуры окружающей среды более выгодным по сравнению с выполнением последовательных проходов или поддержанием температуры между проходами, указанной в WPS? В связи с этой идеей можно было бы провести металлургический анализ стальных образцов для сварки, чтобы сравнить микроструктуру образцов. Могут быть различия в микроструктуре, которые влияют на фазовое превращение металла, в зависимости от подвода тепла к этим образцам и степени охлаждения образцов, а также скорости их охлаждения. В зависимости от температурного градиента, которому подвергается материал во время и после сварки, а также скорости охлаждения материала, материал может иметь одну микроструктуру по сравнению с другой, например Поскольку этот материал имеет толщину всего 1/2 дюйма, температурный градиент между центром детали и более горячей поверхностью детали не должен быть слишком высоким. Более высокая скорость затвердевания, такая как закалка, приведет к более мелкозернистой структуре, что повысит прочность материала.
Поскольку этот материал имеет толщину всего 1/2 дюйма, температурный градиент между центром детали и более горячей поверхностью детали не должен быть слишком высоким. Более высокая скорость затвердевания, такая как закалка, приведет к более мелкозернистой структуре, что повысит прочность материала. Следовательно, материалы с меньшим размером зерна больше ограничивают движение дислокаций (Lippold, 2019). Это ограничение движения повышает предел текучести материала, что, в свою очередь, снижает вероятность пластической деформации. Однако, если дать сварным образцам полностью остыть до комнатной температуры за счет естественной конвекции и теплопроводности, приведет ли это к сохранению более крупных зерен, подобно процессу отжига? Если это так, больший размер зерна образцов с более низкой скоростью охлаждения потенциально может иметь более низкие свойства растяжения и текучести, чем образец с другими скоростями охлаждения и межпроходными температурами. Определение наличия каких-либо изменений в микроструктуре материала может дать более полное представление о жизнеспособности определенных процессов сварки на сосудах под давлением, которые работают в различных условиях.
Следовательно, материалы с меньшим размером зерна больше ограничивают движение дислокаций (Lippold, 2019). Это ограничение движения повышает предел текучести материала, что, в свою очередь, снижает вероятность пластической деформации. Однако, если дать сварным образцам полностью остыть до комнатной температуры за счет естественной конвекции и теплопроводности, приведет ли это к сохранению более крупных зерен, подобно процессу отжига? Если это так, больший размер зерна образцов с более низкой скоростью охлаждения потенциально может иметь более низкие свойства растяжения и текучести, чем образец с другими скоростями охлаждения и межпроходными температурами. Определение наличия каких-либо изменений в микроструктуре материала может дать более полное представление о жизнеспособности определенных процессов сварки на сосудах под давлением, которые работают в различных условиях. Дальнейшее улучшение скорости наплавки металла и тепловложения может быть достигнуто для 3/8-дюймового наплавленного валика, если использовать присадочный металл размером 0,045 дюйма вместо 0,035 дюйма. Использование большего размера присадочного металла для GMAWP, как это было сделано для GTAW, может быть более равноценным сравнением двух процессов. Хотя скорость осаждения может увеличиться, для плавления большего количества материала, используемого в процессе GMAW-P, может потребоваться больше силы тока, что увеличит подводимую теплоту и, возможно, искажение, но насколько эти переменные изменятся, неизвестно до тех пор, пока проводится эксперимент. Наконец, можно провести еще один эксперимент, чтобы увидеть, как сборки реагируют, когда они закреплены в приспособлении. Однако это ограничение может вызвать потенциально опасные остаточные напряжения в материале, которые могут быть или не быть неблагоприятными в условиях эксплуатации. Измерение этих остаточных напряжений может быть еще одним дополнением к этому добавленному эксперименту, измеренному с помощью метода сверления отверстий, как показано Vishay Precision Group.
Дальнейшее улучшение скорости наплавки металла и тепловложения может быть достигнуто для 3/8-дюймового наплавленного валика, если использовать присадочный металл размером 0,045 дюйма вместо 0,035 дюйма. Использование большего размера присадочного металла для GMAWP, как это было сделано для GTAW, может быть более равноценным сравнением двух процессов. Хотя скорость осаждения может увеличиться, для плавления большего количества материала, используемого в процессе GMAW-P, может потребоваться больше силы тока, что увеличит подводимую теплоту и, возможно, искажение, но насколько эти переменные изменятся, неизвестно до тех пор, пока проводится эксперимент. Наконец, можно провести еще один эксперимент, чтобы увидеть, как сборки реагируют, когда они закреплены в приспособлении. Однако это ограничение может вызвать потенциально опасные остаточные напряжения в материале, которые могут быть или не быть неблагоприятными в условиях эксплуатации. Измерение этих остаточных напряжений может быть еще одним дополнением к этому добавленному эксперименту, измеренному с помощью метода сверления отверстий, как показано Vishay Precision Group. Благодаря информации, полученной в ходе этого эксперимента, и любой информации, полученной в результате любых будущих экспериментов, связанных с этим проектом, эти результаты могут быть добавлены к внутренней программе IHT по обучению сварщиков (WWT), а также к любым стандартным техническим спецификациям IHT (SES), которые используется в производстве. Эта информация может включать в себя фактические данные о деформации сварки и о том, как влияние размера валика сварного шва, максимальной ширины валика сварного шва и его размещения влияет на соответствие размеров геометрии детали после сварки. В то время как сварщик ограничен переменными, изложенными в указанном WPS, эта информация является полезной общей информацией для сварщика, поэтому он лучше подготовлен к критическому осмыслению своих сварных швов, а не просто к соединению двух деталей вместе.
Благодаря информации, полученной в ходе этого эксперимента, и любой информации, полученной в результате любых будущих экспериментов, связанных с этим проектом, эти результаты могут быть добавлены к внутренней программе IHT по обучению сварщиков (WWT), а также к любым стандартным техническим спецификациям IHT (SES), которые используется в производстве. Эта информация может включать в себя фактические данные о деформации сварки и о том, как влияние размера валика сварного шва, максимальной ширины валика сварного шва и его размещения влияет на соответствие размеров геометрии детали после сварки. В то время как сварщик ограничен переменными, изложенными в указанном WPS, эта информация является полезной общей информацией для сварщика, поэтому он лучше подготовлен к критическому осмыслению своих сварных швов, а не просто к соединению двух деталей вместе.