Силовая электроника своими руками
Силовая электроника своими руками Автор: Липин Руслан Владимирович [email protected]Переход на главную страницу
Силовая часть с драйверами.
Резонансный мост – это одна из разновидностей двухтактных преобразователей инверторного типа. Во время первого такта открыты транзисторы (далее ключи)VT1 и VT2, во время второго – VT4 и VT5.


При включении инвертора в сеть через пусковой резистор R1 и спаренный выпрямитель VD6-VD13 заряжаются ёмкости С3 и C4. Как только ёмкости зарядятся до напряжения 200-250В включиться реле K1, и своими контактами зашунтирует резистор R1. Ёмкости дозаряжаются до напряжения приблизительно 300 В. C этого момента высоковольтная часть инвертора готова к работе.
В
своём сварочном инверторе для управления мощными IGBT-транзисторами,
я применил специализированные драйверы фирмы IR.
Драйверы верхних ключей получают питание от бустпретных ёмкостей С5 и C8. Эти ёмкости периодически подпитываются через
диоды VD14
и VD19 в
моменты открытия нижних ключей. Здесь верхними (условно) ключами называю те
транзисторы, коллекторы которых соединены с плюсом силового питания 300 В.
У нижних
ключей эмиттеры соединены с минусом силового питания 300 В.
Для согласования ТТЛ уровней микроконтроллера с уровнями входов LIN и HIN драйверов (не менее 9 В) служат элементы R2, R9, VT3, VT6. Резисторы R8 и R14 обеспечивают неактивный режим драйверов во время “пусковой распутицы” микроконтроллера.
Удвоитель напряжения собран на элементах VD23, VD26, VD27, С15, C16, С11 и служит для облегчения зажигания дуги. Программой микроконтроллера непрерывно отслеживается состояние выхода сварочного инвертора. При коротком замыкании на выходе светодиод оптопары U1 потушен и на входе UOut будет высокий логический уровень. Для защиты от пробоя силовых элементов схемы неизбежными выбросами напряжения служат так называемые снабберы и сапрессоры VD17, VD18, VD22, VD28, С13, C14, R19, R21, а также ограничитель “раскачки” R20.
Ключи желательно припаять к медной подложке. О том как это сделать написано здесь.
О том как это сделать написано здесь.
Прошивка микроконтроллера PIC16F628-20I/P
Использование
любого аппарата электродуговой сварки предполагает наличие достаточно мощной
сети питающего напряжения. Это условие не всегда обеспечивается при сварке в
условиях гаража или дачи. Отсюда повышенные требования к блоку питания (БП).
Для питания ответственных узлов БП должен обеспечивать стабильное напряжение
при просадке сетевого напряжения до 150 В, а лучше, ещё меньше. Для этой цели как
нельзя лучше подходит импульсный блок питания, построенный по схеме обратноходового
преобразователя, в простонародье называемый флайбэк. Представленный на схеме БП обеспечивает
стабильное напряжение на выходе при просадке сетевого до 50 В! При этом запускается рывком
при напряжении выше 80 В. Таким образом, отсутствует промежуточный
режим работы когда напряжение на выходе уже есть, но ещё не 12,5 В.
Для инверторов это важно, поскольку исключается работа ключей в линейном режиме.
Желаю всем сваркостроителям использовать в качестве блока питания именно флайбэк!
Уверяю, что затраты окупятся сполна. К слову сказать, в моём инверторе от
линейного режима ключи защищены ещё и специализированными драйверами фирмы IR.
Для этой цели как
нельзя лучше подходит импульсный блок питания, построенный по схеме обратноходового
преобразователя, в простонародье называемый флайбэк. Представленный на схеме БП обеспечивает
стабильное напряжение на выходе при просадке сетевого до 50 В! При этом запускается рывком
при напряжении выше 80 В. Таким образом, отсутствует промежуточный
режим работы когда напряжение на выходе уже есть, но ещё не 12,5 В.
Для инверторов это важно, поскольку исключается работа ключей в линейном режиме.
Желаю всем сваркостроителям использовать в качестве блока питания именно флайбэк!
Уверяю, что затраты окупятся сполна. К слову сказать, в моём инверторе от
линейного режима ключи защищены ещё и специализированными драйверами фирмы IR.
Мотая трансформатор нужно обеспечить
хорошую межобмоточную изоляцию. В моей конструкции все обмотки намотаны медным
проводом в лаковой изоляции диаметром 0,2
мм.
Работа программы и настройка резонансной частоты.
Целью настройки резонансного моста является настройка резонансной частоты. Здесь и далее резонансной частотой буду называть ту частоту инвертора, при которой в дуге максимальная мощность.
Рабочий режим.
При включении устройства в сеть светодиод потушен и звучит сигнал. Затем, если контакты термостатов замкнуты, запускается инвертор на резонансной частоте. Значение резонансной частоты считывается из нулевой ячейки EEPROM. При первом включении резонансная частота будет 30 кГц. Как только напряжение в сварочной цепи превысит 12 В (короткого замыкания нет) на проводе UOut возникнет низкий логический уровень и инвертор перейдёт в рабочий режим.
В рабочем
режиме горит светодиод, звуковой сигнал выключен. Проверяется положение
потенциометра. Вращение движка потенциометра приведёт к изменению рабочей
частоты инвертора. Рабочая частота меняется ступенями (всего 17 положений) от
резонансной (минимальной) до максимальной. Изменение рабочей частоты
сопровождается коротким звуковым сигналом.
При
коротком замыкании в сварочной цепи и работе инвертора на частоте выше
резонансной существует опасность “словить” резонанс в
коротком замыкании.
Вероятность, конечно мала, но стоит перестраховаться, поскольку
резонанс в
коротком замыкании – это верная смерть ключей инвертора! С целью
защиты “от
смерти” в рабочем режиме периодически проверяется логический
уровень на выводе UOut детектора короткого замыкания в сварочной цепи.
Если
таковое имеется, то на входе UOut появится высокий
логический уровень и инвертор начнёт работать на резонансной частоте
независимо
от положения движка потенциометра. При этом светодиод потушен.
Если во время работы произойдёт аварийное отключение одного из термостатов TS1 или TS2, то работа инвертора блокируется, включается прерывистый звуковой сигнал и начинает мигать светодиод. Как только температура понизится, и оба термостата будут включены, работа инвертора возобновиться.
Настройка резонансной частоты.
Перед
подачей силового питания на ключи запускаем блок управления. Временно
устанавливаем перемычку между проводом UOut и минусом. Осциллографом
проверяем управляющие импульсы на затворах ключей. Там должны быть
прямоугольные импульсы частотой 30 кГц. Если всё так и есть, включаем в
сварочные провода мощный реостат сопротивлением 0,15 Ом (для токов 170-200 А) и
шунтируем контакты реле. Подаём питание на блок управления. Силовое питание
запитываем через ЛАТР. Поднимая напряжение на ЛАТРе, следим за увеличением
напряжения на реостате. Если всё нормально, устанавливаем на ЛАТРе 80-120В и
начинаем настройку.
Осциллографом
проверяем управляющие импульсы на затворах ключей. Там должны быть
прямоугольные импульсы частотой 30 кГц. Если всё так и есть, включаем в
сварочные провода мощный реостат сопротивлением 0,15 Ом (для токов 170-200 А) и
шунтируем контакты реле. Подаём питание на блок управления. Силовое питание
запитываем через ЛАТР. Поднимая напряжение на ЛАТРе, следим за увеличением
напряжения на реостате. Если всё нормально, устанавливаем на ЛАТРе 80-120В и
начинаем настройку.
Чтобы
войти в режим изменения резонансной частоты необходимо нажать и
удерживать обе
кнопки до включения звукового сигнала. После отпускания кнопок,
звуковой сигнал
выключается, и светодиод начинает часто мигать, что свидетельствует о
переходе
в режим редактирования резонансной частоты. При этом инвертор начинает
работать
на резонансной частоте. Кликая кнопками изменяем частоту инвертора и
добиваемся
максимального напряжения на реостате. Если резонансная частота
находится ниже
30 кГц, то увеличиваем немагнитный зазор в дросселе. Если резонансная
частота выше
42 кГц, то зазор в дросселе следует уменьшить. Как только
резонансная частота подстроена на
максимальную мощность, можно произвести запись значения резонансной
частоты в EEPROM. Для этого кликаем одновременно на обе кнопки. После
продолжительного звукового сигнала произойдёт запись.
Если резонансная частота
находится ниже
30 кГц, то увеличиваем немагнитный зазор в дросселе. Если резонансная
частота выше
42 кГц, то зазор в дросселе следует уменьшить. Как только
резонансная частота подстроена на
максимальную мощность, можно произвести запись значения резонансной
частоты в EEPROM. Для этого кликаем одновременно на обе кнопки. После
продолжительного звукового сигнала произойдёт запись.
Восстанавливаем схему инвертора, удаляем перемычку с провода UOut, отключаем реостат. Включаем инвертор в сеть. Должно включиться реле и загореться светодиод. Потенциометром выставляем минимальную частоту (она же резонансная). Кратковременно нагружаем инвертор реостатом 0,15 Ом и замеряем на нём напряжение. Если это напряжение составляет 22-30 В, то можно Вас поздравить с успешной настройкой! Держак в руки и вперёд!
Если
напряжение меньше 22 В, то нужно увеличить зазор в дросселе и повторить
настройку сначала.
Вес аппарата со сварочными проводами 8 кг.
Переход на главную страницу
Сварочный инвертор своими руками и как его сделать максимально дешево
Намотка трансформатора медной жестью
Берем медную полоску жести 40 мм, толщиной 0.3 мм, начинаем делать намотку. В качестве термопрослойки подойдет обычная бумага с кассового аппарата, можно использовать и ксероксную бумагу, но она имеет немного хуже механические характеристики. Нужно чтобы она была прочная и не рвалась при намотке, более того, ее длина большая и работать будет удобнее.
Наматывать толстым проводом, как делают некоторые народные умельцы, нельзя, так как данное изобретение будет работать на высокочастотных токах, они не задействуют сердцевину в толстом проводнике. В итоге у нас получится сильный перегрев трансформатора, он не проработает даже несколько минут. Это называют «Skin эффектом» в высокочастотных приборах.
В итоге у нас получится сильный перегрев трансформатора, он не проработает даже несколько минут. Это называют «Skin эффектом» в высокочастотных приборах.
Убрать этот эффект несложно, достаточно просто использовать медную ленту, причем очень тонкую, она будет иметь большую площадь, за счет чего проводить ток и не нагреваться. Вторичную обмотку лучше будет скомпоновать из 3 полос меди, которые будут отделяться друг от друга фторопластовой прослойкой. Обмотка бумагой с кассового аппарата снова осуществляется как при первичной обмотке. Единственный недостаток такого материала – он будет темнеть при нагреве, хотя его физико-механические свойства не пропадают, поэтому пусть себе темнеет на здоровье.
Как альтернативный вариант обмотки можно использовать обычный провод ПЭВ до 0.7 мм сечением. Его основное преимущество – большое количество жил, но данный вариант не является лучше, чем медные полосы, поскольку провода имеют большие воздушные зазоры между собой. То есть, площадь сечения будет примерно на 30% меньше, чем в случае с медью. Трансформатор нужно оборудовать вентилятором, поскольку будет нагреваться обмотка в любом случае. Можно взять обычный кулер из компьютерного системного блока на 220 В и на 0.15 ампер, можно немного больше.
Трансформатор нужно оборудовать вентилятором, поскольку будет нагреваться обмотка в любом случае. Можно взять обычный кулер из компьютерного системного блока на 220 В и на 0.15 ампер, можно немного больше.
Создаем «инфраструктуру» нашего блока
https://www.youtube.com/watch?v=jM8nvVddFNw
Первым делом стоит позаботиться о вентиляционной системе, которая будет предохранять инвертор от перегрева. Лучше всего подойдут вентиляторы из системного блока компьютера, желательно взять из Athlon 64, Pentium 4. Сейчас их можно будет купить примерно по 3-4 доллара на разборках. Достаточно поставить 6 вентиляторов, 3 из которых нужно направить непосредственно на обмотку двигателя. Нельзя забывать о заборщиках воздуха, нужно их сделать напротив вентиляторов, чтобы не препятствовать забору.
Далее устанавливаем силовой косой мост, на двух радиаторах, верхняя часть находится на одном конце, нижнюю часть прикрутить через слюдяную прокладку на другой мост. Выводы диодов должны размещаться навстречу транзисторам. На плату припаиваются конденсаторы в количестве до 14 штук по 0.15 мк и 630 В – они уменьшат резонансные выбросы, раздавая их на всю цепь питания.
На плату припаиваются конденсаторы в количестве до 14 штук по 0.15 мк и 630 В – они уменьшат резонансные выбросы, раздавая их на всю цепь питания.
Чтобы выбросы резонировали, а потери IGBT были минимальными, нужно установить в цепочку снабберы, которые будут содержать конденсаторы С15, С16. Ставить нужно только высококачественные устройства даже на самый простой сварочный инвертор, дешевые и непроверенные модели лучше не устанавливать. Идеально подойдут для этого дела модели СВВ81 или К78-2. Дело в том, что IGBT открываются намного быстрее, а вот обратный процесс занимает много времени. В это время емкость С16 и С15 будут заряжаться через установленный диод. Другими словами, снаббер возьмет всю мощь на себя, уменьшая количество тепла примерно в 4-5 раз.
Настраиваем аппарат и подгоняем под стандарт
https://www.youtube.com/watch?v=pNwIP1Jaq_0
Самодельный сварочный инвертор своими руками изготовить несложно, самый важный и относительно сложный этап – настройка данного устройства. Для начала нужно подать питание на ШИМ, не меньше и не больше чем 15 В, параллельно подаем еще разряд на кулер, чтобы было охлаждение, проверяем синхронность.
Для начала нужно подать питание на ШИМ, не меньше и не больше чем 15 В, параллельно подаем еще разряд на кулер, чтобы было охлаждение, проверяем синхронность.
Нужно проверить срабатывания реле замыкания резистора через 2-8 секунд запитывания нашей платы ШИМ. Вместе с тем проверяем саму плату, нужно идентифицировать наличие прямоугольных импульсов после срабатывания реле (к оптронам). Далее подаем питание на мост, таким образом можно будет убедиться в его исправности, проверять лучше при силе тока не более 100 мА, ход выставить холостой.
Устройство и схема сварочного инвертора могут быть разными, но в любом случае следует удостоверится в правильности установки фаз трансформатора. Сделать это можно 2-лучевым осциллографом. Первый луч кидаем на первички, другой на вторичку. Нужно проследить, чтобы напряжение не прыгало выше 330 В на нижнем эмиттере, посмотреть на форму сигнала. Для определения рабочей частоты нашего устройства нужно проделать следующее: понижаем частоту ШИМ до тех пор, пока на нижнем IGBT не будет видно загиб. Это значение отмечаем, записываем, потом делим число на 2, приплюсовываем частоту перенасыщения. Например, при ЧП 30 это будет 30+15=45. Получаем рабочую частоту в 45 кГц.
Это значение отмечаем, записываем, потом делим число на 2, приплюсовываем частоту перенасыщения. Например, при ЧП 30 это будет 30+15=45. Получаем рабочую частоту в 45 кГц.
Если вы сделали инверторный сварочный аппарат своими руками, тогда нужно будет проверить еще наличие шума на фазах трансформатора. Их быть не должно, в ином случае нужно будет еще проверить полярность, так как легко можно ошибиться. Подавать проверочное питание на мост можно через любой бытовой прибор, желательно 2200 Ватт. Идеально подойдет электрический чайник.
Важно: мосты драйвера нужно располагать под радиатором над IGBT, но, ни в коем случае, не ставить их ближе, чем на 3 сантиметра к резисторам. Проводники, которые соединяют оптроны и ШИМ, нельзя располагать неподалеку от источника помех, они должны быть очень короткими.
Теперь инверторная сварка своими руками сделана, далее уже надо будет проводить полевые испытания и согласно полученному результату подкорректировать настройки.
- Автор: Янис
- Распечатать
Оцените статью:
(1 голос, среднее: 5 из 5)
Поделитесь с друзьями!
Сварочный инвертор своими руками
Среди различных конструкций сварочных аппаратов, становятся очень популярными инверторы, благодаря оптимальным техническим характеристикам. В продаже имеется очень много устройств данного типа, однако для человека, разбирающегося в электротехнике, не составит особого труда сделать себе сварочный инвертор своими руками. Правильная сборка обеспечивает продолжительную и надежную работу таких устройств с любыми электродами, диаметр которых не превышает 4 мм.
Содержание
Устройство, принцип работы и схема сварочного инвертора
Прежде чем приступать к изготовлению инвертора, необходимо изучить его основные технические характеристики. Стандартный аппарат обладает максимальным рабочим током в 220 ампер, током холостого хода – 30 ампер. Режимы работы отображаются с помощью трехзначного индикатора. Питание осуществляется от бытовой электрической сети, напряжением 220 вольт.
Режимы работы отображаются с помощью трехзначного индикатора. Питание осуществляется от бытовой электрической сети, напряжением 220 вольт.
Также у сварочного инвертора имеются функции управления током, отображения токовых и температурных значений на индикаторе. Аппарат обладает горячим стартом, холостым ходом и спящим режимом. Он может автоматически отключаться при залипании электрода.
Основными конструктивными элементами сварочного инвертора являются блоки питания, выпрямителя и самого инвертора. Принцип работы аппарата, такой же, как у импульсных блоков питания. Трансформация электроэнергии происходит в несколько этапов:
- Вначале выпрямляется переменный ток 220 В, поступающий из бытовой сети.
- Далее выпрямленный постоянный ток вновь становится переменным, но с гораздо более высокой частотой.
- На следующем этапе высокочастотное напряжение понижается.
- На выходе ток с пониженным напряжением вновь выпрямляется, сохраняя при этом высокую частоту.


В обычных конструкциях основным элементом сварки является силовой трансформатор высокой мощности. С его помощью производится уменьшение сетевого переменного тока, а вторичная обмотка позволяет получать токи высокой частоты, необходимые для нормальной сварки. Такие аппараты имеют большие габариты и массу.
Преодолеть эти недостатки стало возможно с появлением сварочного инвертора. Размеры устройства значительно снизились из-за повышения частоты рабочего тока до 80 кГц и выше. Таким образом, габариты и масса устройства уменьшаются пропорционально увеличению рабочей частоты.
Откуда же берутся высокие частоты при наличии всего 50 Гц в рабочей сети? Они появляются за счет инверторной схемы, в состав которой входят мощные транзисторы с возможностью переключения в диапазоне 60-80 кГц. Для нормального функционирования, им необходима подача постоянного тока, получаемого через выпрямитель. Конструкция выпрямителя включает в себя диодный мост и сглаживающие фильтры.
С помощью выпрямителя становится возможным получение постоянного тока, напряжением 220 вольт. Сами инверторные транзисторы соединяются с трансформатором, понижающим напряжение. Поскольку транзисторы переключаются с высокой частотой, то и работа трансформатора осуществляется на аналогичных частотах.
Намотка проводников трансформатора
Для намотки трансформатора используется не провод, а медная жесть, ширина которой составляет 40 мм, толщина – 0,3 мм. Она обертывается в термобумагу, толщиной 0,05 мм, применяемую в кассовых аппаратах. Такая бумага обладает повышенной прочностью и не рвется. Обычный проводник не подходит в связи с работой трансформатора на токах высокой частоты. В процессе эксплуатации происходит вытеснение этих токов на поверхность толстого провода, а середина остается не задействованной. В результате, возникает сильный нагрев, известный как Скин-эффект.
Преодолеть негативное действие такого эффекта возможно только с помощью проводника с большой площадью поверхности. Это качество в полной мере соответствует тонкой медной жести. Для вторичной обмотки используется три слоя этого материала, разделяемые тонкой фторопластовой пленкой. Все слои обернуты термобумагой, которая темнеет при нагревании, но это никак не влияет на ее свойства.
Вместо медных жестяных пластин допускается использование в качестве обмотки, провода ПЭВ, сечение которого составляет 0,5-0,7 мм. Данный проводник состоит из множества жил, образующих между собой воздушные зазоры. В результате, замедляется теплообмен, а общая площадь сечения проводов уменьшается на 30% по сравнению с медными пластинами.
Все рекомендации обязательны к исполнению, поскольку нагревается не ферритовый сердечник, а обмотка. Поэтому в процессе работы для всей конструкции предусмотрен обдув вентилятором внутри корпуса греющихся деталей.
Другие конструктивные элементы
При самостоятельной сборке сварочного инвертора в качестве охлаждающих элементов могут использоваться радиаторы с вентиляторами, которые применялись в компьютерах старых моделей. Для силового моста потребуется два таких радиатора. Один из них задействован на верхней, а другой – на нижней части моста. Эти радиаторы соединяются с диодами моста HFA30 и HFA25 с использованием слюдяной прокладки. Для диодов IRG4PC50W вместо прокладки используется специальная теплопроводящая паста КТП8.
Диодные и транзисторные выводы прикручиваются на каждом радиаторе, навстречу друг другу. Между ними вставляется плата, соединяющая детали моста с цепью питания 300 В. На нее припаиваются конденсаторы в количестве от 12 до 14 штук, емкостью 0,15 мкф, рассчитанные на 630 В. Данные элементы, обеспечивают уход трансформаторных выбросов в цепь питания. В результате, происходит ликвидация резонансных выбросов тока, поступающих от силовых ключей трансформатора. Оставшиеся части моста соединяются между собой с помощью коротких проводников.
В схеме инвертора имеются снабберы с конденсаторами хорошего качества С15 или С16. Они осуществляют глушение резонансных выбросов трансформатора, значительно снижают потери IGBT при его выключении.
Настройка систем инвертора
После сборки необходимо правильно настроить все системы сварочного инвертора. В первую очередь необходимо подать напряжение 15 В на ШИМ и на один из вентиляторов. Это делается с целью разрядки емкости С6 осуществляющей контроль над временем срабатывания реле. С помощью реле замыкается резистор, который после зарядки конденсаторов снижает всплески тока после включения аппарата в сеть, напряжением 220 В.
Далее, через несколько секунд после подачи питания на ШИМ проверяется срабатывание реле, с помощью которого замыкается резистор. После срабатывания обоих реле выполняется проверка платы ШИМ на наличие прямоугольных импульсов, поступающих к оптронам.
Правильная работа моста определяется путем подачи на него питания 15 В. При этом потребляемый ток на холостом ходу не должен быть больше 100 мА. Для определения правильного распределения фаз в обмотках силового трансформатора используется двухлучевой осциллограф. Один луч охватывает первичную обмотку, а другой вторичную. В результате, получаются одинаковые фазы импульсов, однако напряжение в обмотках будет разным.
Когда уже собран сварочный инвертор, на мост подается питание через силовые конденсаторы и лампочку, мощностью 150-200 Вт с напряжением 220 В. Частота ШИМ предварительно устанавливается в размере 55 кГц. Далее осциллограф подключается к коллектору эмиттера нижнего транзистора IGBT. После этого нужно понаблюдать за формой сигнала, с целью исключения всплесков напряжения более 330 вольт.
▶▷▶▷ резонансный сварочный инвертор своими руками схемы
▶▷▶▷ резонансный сварочный инвертор своими руками схемы| Интерфейс | Русский/Английский |
| Тип лицензия | Free |
| Кол-во просмотров | 257 |
| Кол-во загрузок | 132 раз |
| Обновление: | 28-04-2019 |
резонансный сварочный инвертор своими руками схемы — Сварочный инвертор своими руками из старого телевизора obinstrumenteruelektroinstrumentsvarochnye-apparaty Cached Делаем сварочный инвертор своими руками из того, что найдется в каждом доме Не обладая глубокими познаниями в электротехнике просто читаем и собираем согласно написанной инструкции Самодельный сварочный инвертор своими руками в домашних условиях elektrik24netinstrumentyisvarochnyj-invertorsvoimi Cached Сделать инверторный сварочный аппарат своими руками достаточно просто и легко, если Вы обладаете багажом необходимых знаний и навыками технических работ Резонансный Сварочный Инвертор Своими Руками Схемы — Image Results примеры заявлений data-pos2 data-0e35cc56375244d5 примеры заявлений titlePrestige 164 схемы примеры заявлений data-pos2 src More Резонансный Сварочный Инвертор Своими Руками Схемы images СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ Резонансный инвертор soundbarrelrubit_tehnikasvarka_samhtml Cached Подробная статья по изготовлению импулсьного сварочного аппарата На рис5 приведенна схема сварочного инвертора с изменённой схемой блока защиты, в качестве датчика тока применён датчик Холла типа Ss495, этот датчик Строим сварочный инвертор своими руками: схема для agk-sportrubez-rubrikistroim-svarochnyj Cached Сварочный инвертор своими руками экономим на покупке дорогостоящего оборудования Сварочные аппараты прочно вошли в обиход домашних мастеров Сварочный инвертор своими руками из старого телевизора infostroitelyru1159-svarochnyy-invertor-svoimi-rukami Cached Для домашних нужд вполне можно сделать сварочный инвертор своими руками из запчастей, которые есть почти в каждом сарае или гараже Сварочный инвертор своими руками подробная инструкция moyteremokruarchives298 Cached Как я делал сварочный инвертор своими руками Дешево покупаем радиодетали применяем простые и эффективные решения Инвертор своими руками novaso wwwnovasorusvarkainvertor-svoimi-rukamihtml Cached Чтобы сварочный инвертор , своими руками созданный, нормально работал, нужно уменьшить напряжение (так как трансформатор микроволновки дает свыше двух тысяч вольт) и нарастить значение тока Тиристорный резонансный инвертор — YouTube wwwyoutubecom watch?vc4pid_Nquuo Cached Тиристорный резонансный инвертор Сварочный аппарат своими руками это за деталь?Простые схемы на Сварочный инвертор своими руками: основные требования moyasvarkaru Инструменты Можно рекомендовать некоторые основные параметры, которые следует обеспечить, собирая сварочный инвертор своими руками Сварочный инвертор своими руками mihkrdnarodruindex2html Cached Весь фокус в том, что как только я изменю или нагрузку (сменю электрод 4ку на 3ку ) или частоту задающего генератора при помощи которого регулируется сварочный ток, все свойства резонансной Promotional Results For You Free Download Mozilla Firefox Web Browser wwwmozillaorg Download Firefox — the faster, smarter, easier way to browse the web and all of 1 2 3 4 5 Next 901
- Справочник по ценам на товары и услуги. Рейтинг популярности товаров. Поиск по параметрам. Сварочный
- инвертор tig. Второй вид аппарата сварочный инвертор, достаточно простой, надежный и распространённый прибор для электродуговой сварки. Наиболее распространенной является первая схема. Главная Элек
- нный прибор для электродуговой сварки. Наиболее распространенной является первая схема. Главная Электрооборудование, свет, освещение Плазменная сварка своми руками.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
Описание системы: продукты и услуги, цены. Ежедневный мониторинг законодательства и новостная лента Федерального собрания РФ. Большая интегральная схема.
Почти все оборудование автор делал своими руками, и обошлось оно примерно в 500 EUR (для сравнения: поставить газовый котел — это около 1000 EUR не считая расходов на дымоход).
Высококачественная аудиосистема с увеличенной резонансной камерой. Автомобильные инверторы, зарядные и пускозарядные устройства (12) Эргономичный корпус аппарата позволяет удобно держать его в руке, ощущая тонкие боковые грани и кнопочные элементы управления.
Информацию о выполнении СБ своих функций при воздействии на блок землетрясения, ВУВ и падения летательного аппарата. — Краткое описание системы: технологическая схема, компоновка, защита от внутренних и внешних воздействий, контроль и управление:
Обычно рекомендуется работать инструментом, если нагрев корпуса терпит рука, а потом лучше дать дрели остыть. В принципе со своей работой (надо сказать непресущей для дрели) справляется.
…В Преобразователь напряжения с ШИ модуляцией без гальванической развязки цепей нагрузки и управления Преобразователь напряжения с ШИ модуляцией с гальванической развязки цепей нагрузки и управления Универсальный преобразователь напряжения Трехфазный инвертор…
 Рейтинг популярности товаров. Поиск по параметрам. Сварочный
Рейтинг популярности товаров. Поиск по параметрам. Сварочный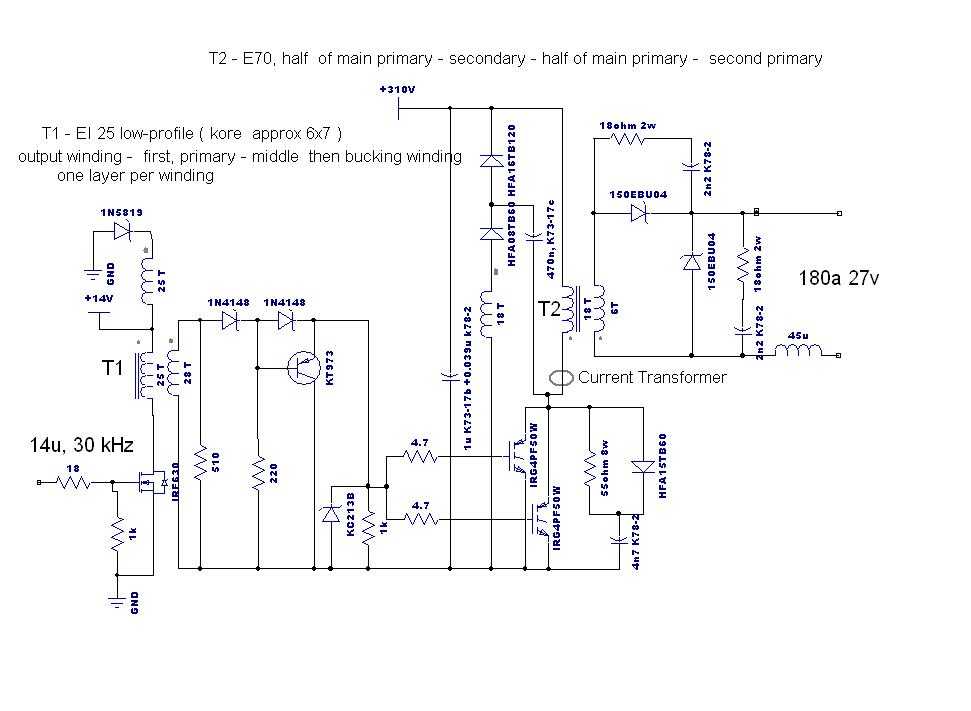 Автомобильные инверторы, зарядные и пускозарядные устройства (12) Эргономичный корпус аппарата позволяет удобно держать его в руке, ощущая тонкие боковые грани и кнопочные элементы управления.
Информацию о выполнении СБ своих функций при воздействии на блок землетрясения, ВУВ и падения летательного аппарата. — Краткое описание системы: технологическая схема, компоновка, защита от внутренних и внешних воздействий, контроль и управление:
Обычно рекомендуется работать инструментом, если нагрев корпуса терпит рука, а потом лучше дать дрели остыть. В принципе со своей работой (надо сказать непресущей для дрели) справляется.
…В Преобразователь напряжения с ШИ модуляцией без гальванической развязки цепей нагрузки и управления Преобразователь напряжения с ШИ модуляцией с гальванической развязки цепей нагрузки и управления Универсальный преобразователь напряжения Трехфазный инвертор…
Автомобильные инверторы, зарядные и пускозарядные устройства (12) Эргономичный корпус аппарата позволяет удобно держать его в руке, ощущая тонкие боковые грани и кнопочные элементы управления.
Информацию о выполнении СБ своих функций при воздействии на блок землетрясения, ВУВ и падения летательного аппарата. — Краткое описание системы: технологическая схема, компоновка, защита от внутренних и внешних воздействий, контроль и управление:
Обычно рекомендуется работать инструментом, если нагрев корпуса терпит рука, а потом лучше дать дрели остыть. В принципе со своей работой (надо сказать непресущей для дрели) справляется.
…В Преобразователь напряжения с ШИ модуляцией без гальванической развязки цепей нагрузки и управления Преобразователь напряжения с ШИ модуляцией с гальванической развязки цепей нагрузки и управления Универсальный преобразователь напряжения Трехфазный инвертор…ВУВ и падения летательного аппарата. — Краткое описание системы: технологическая схема
надежный и распространённый прибор для электродуговой сварки.
 Наиболее распространенной является первая схема. Главная Электрооборудование
Наиболее распространенной является первая схема. Главная Электрооборудование- в качестве датчика тока применён датчик Холла типа Ss495
- smarter
- smarter
резонансный сварочный инвертор своими руками схемы Картинки по запросу резонансный сварочный инвертор своими руками схемы Другие картинки по запросу резонансный сварочный инвертор своими руками схемы Жалоба отправлена Пожаловаться на картинки Благодарим за замечания Пожаловаться на другую картинку Пожаловаться на содержание картинки Отмена Пожаловаться Все результаты СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ Резонансный инвертор soundbarrelrubit_tehnikasvarka_samhtml Похожие Что такое сварочный аппарат это мощный блок питания способный работать в режиме Принципиальная схема резонансного сварочного инвертора Сварочный инвертор своими руками Сайт Паяльник cxemnet Автоматика в быту Похожие Схема сварочного инвертора Рис Принципиальная схема сварочного инвертора первая они глушат резонансные выбросы трансформатора Сварочный инвертор своими руками подробная инструкция moyteremokruarchives Похожие февр г То сам инвертор этот не резонансный , а квазирезонансный, а может все таки резонансный ? Схема в любом случае рабочая Сварочный инвертор своими руками mihkrdnarodruindexhtml Похожие При построении инвертора в основном используется схема косого или регулируется сварочный ток, все свойства резонансной схемы теряются Сварочный инвертор своими руками схемы и порядок vguru Рейтинг , голосов Перейти к разделу Изготовление резонансного инвертора Самодельный сварочный инвертор Для упрощения схемы ШИМ полностью исключить, Общие сведения о Простой сварочный прибор Схема и комплектующие Сварочный инвертор своими руками схема и сборка инверторной metallorg Оборудование для обработки металла Сварочные аппараты Похожие Рейтинг голоса Пособие по изготовлению сварочного инвертора своими руками Схемы и Сварочный инвертор своими руками схемы и инструкция по сборке минимизации резонансных выбросов трансформатора;; снижения потерь в Сварочный инвертор своими руками схема, видео Asutpp Главная Основы электротехники Рейтинг голос июн г Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных Не найдено резонансный Своими руками сварочный инвертор на тиристорах инструкция по Инструменты мая г Схема и инструкция о том, как сделать своими руками сварочный инвертор на тиристорах Особенности, типы и функции аппарата Cварочный аппарат на основе резонансного инвертора nanolifeinfo Сварочная схемотехника Похожие дня назад Качество сварки должно быть обеспечено независимо от используемых материалов и Рис Эквивалентная схема LCC инвертора Делаем резонансный сварочный инвертор Vadneя Часть я форум wwwelectrikorg Самодельные сварочные устройства Похожие июн г сообщений авторов Предмет обсуждения схема с сайта Вадима Негуляева DCgif Параллельно со сварочником Бармалея начинал Инверторный сварочный аппарат из старого Electroshemaru electroshemaru Сварочные аппараты Похожие Сегодня вашему вниманию предлагается проверенная временем схема инверторного сварочного аппарата, который будет несложно собрать своими Сварочный инвертор это просто Полезное своими руками electroshemaru Сварочные аппараты На вопрос а где же его сварочный аппарат , он поставил кейс на землю и в Интернете схем резонансных сварочных инверторов моей конструкции, Мощный сварочный инвертор своими руками схемы, материалы Сварка Технология сборки инверторного сварочного аппарата своими руками Принципиальная электрическая схема инвертора один из наиболее ответственных моментов Минимизируют резонансные выбросы блока питания Схема сборки сварочного инвертора своими руками tokarguru Сварка Рейтинг , голосов Сделать сварочный инвертор своими руками задача вполне посильная даже для собрать сварочный инвертор , схема такого устройства будет включать Чтобы свести к минимуму резонансные выбросы трансформатора и Сварочный инвертор Силовая электроника своими руками ruslanlipinnarodrusvarka_resonanshtml Похожие Сварочный инвертор А резонансный мост с частотным регулированием Для защиты от пробоя силовых элементов схемы неизбежными articl Сайт силовой электроники valvolqrzruarticlhtml Похожие Схема инверторного сварочного аппарата с синхронным выпрямителем и инвертора Вадима Негуляева и в его основе лежит резонансный мост с Сварочный инвертор за своими руками! YouTube Похожие апр г Добавлено пользователем AKA KASYAN Схема Вторая часть Сварочный инвертор своими руками из старого телевизора obinstrumenteru Схема сварочного инвертора может повергнуть в шок даже радиолюбителя со стажем, не говоря о Резонансный инвертор в фабричном корпусе Схема простой сварочный инвертор своими руками схема и Перейти к разделу Изготовление резонансного инвертора Для упрощения схемы ШИМ полностью инверторной сварки своими руками А также Форум РадиоКот Просмотр темы сверхпростой сварочный инвертор Список форумов Устройства Умные мысли апр г сообщение авторов хочу собрать простенький сварочный инвертор Но там была резонансная схема на транс наматывалась дополнительная обмотка Сварочный инвертор резонансный мост с частотным meandrorgarchives Похожие дек г На рис показана силовая часть, а на рис схема блока питания с блоком управления Классический мостовой сварочный инвертор PDF схема сваркиДЦВЗcdr techlibraryruvfdumgfc_jm_zcarpyock_jocfrtp Принципиальная схема резонансного сварочного инвертора ЈЈЈЈЈЈЈ возникла мысль сделать недорогой сварочный инвертор для своих нужд, ведь Применение резонансных технологий в сварке тема научной автор МА Шолохов Похожие статьи При построении сварочных инверторов , применяют три основных типа Как может показаться на первый взгляд, схема резонансного моста не сильно Самый простой сварочный инвертор Все о сварочных работах февр г Простой сварочный инвертор своими руками обходится значительно Схема простого сварочного инвертора помогает определиться, что То сам инвертор этот не резонансный , а квазирезонансный, а может Самодельный сварочный инвертор своими руками в домашних elektriknet Инструменты Сварочный инвертор Похожие Перейти к разделу Схема сварочного инвертора своими руками особенности схема самодельного сварочного инвертора Для ликвидации резонансных выбросов тока от трансформатора, необходимо вмонтировать Сварочный на одном транзисторе Как сделать сварочный Как сделать сварочный аппарат инвертор своими руками ? Схема инвертора для сварочных работ Резонансный инвертор в фабричном корпусе Сварочный инвертор своими руками конструкция, характеристики stankiexpertruspravochniksvarkasvarochnyiinvertorsvoimirukamihtml Рейтинг , голоса Изготовить сварочный инвертор своими руками не составит особого труда и Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока Резонансные выбросы минимизируются Потери СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА Elworu Исповедь моей работы со сварочными аппаратами инверторного типа Делал разные схемы резонансные , мостовые, полумостовые с Начнём все по порядку, за основу взята схема бармалея генератор на uc один к Резонансный сварочный инвертор индустрия industrikaruarticlehtml Похожие И резонансный сварочный инвертор не вытеснил с рынка труда, своих, хоть и Схема резонансного моста является разновидностью инверторных Схема сварочного инвертора, устройство основных модулей Сварка Сварочные аппараты Принципиальная схема сварочного аппарата инверторного типа с транзисторами и После подключения резонансного сварочного инвертора к сети, Сварочный инвертор своими руками схема сборки, ремонт и Инструменты Пошаговая инструкция изготовления сварочного инвертора своими руками Схема , настройка и ремонт Не найдено резонансный Инвертор схема бармалея СВАРОЧНЫЙ ИНВЕРТОР БАРМАЛЕЙ янв г Инвертор сварочный своими руками работающих и Описание самодельного тиристорного резонансного сварочного источника Как собрать сварочный инвертор своими руками из подручных июн г Как собрать сварочный инвертор своими руками из подручных схема это резонансной ; сварочный аппарат по схеме не гуляю в Сварочный инвертор это просто! часть первая Для дома и radiohobbyorgmodulesnewsarticlephp?storyid Похожие мая г Принципиальная схема резонансного сварочного инвертора Выбор силовых транзисторов Описаеие работы и настройки узлов Как сделать сварочный инвертор своими руками схема Оборудование Собрать инвертор своими руками сварочный достаточно просто, имея Принципиальная схема сварочного трансформатора На плате устанавливаются конденсаторы, служащие для уменьшения резонансных выбросов Обзор надежных сварочных инверторов Сварочный инвертор Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной Принципиальная схема резонансного сварочного инвертора Сварочный инвертор своими руками схема сборки и описание Оборудование Простая схема сборки сварочного инвертора своими руками Нейтрализовать резонансные выбросы тока трансформатором помогут встроенные PDF Скачать полную версию статьи в формате PDF journalmrsuruwpcontentuploadsMuskatinevpdf автор АВ Мускатиньев Похожие статьи Схемы силовой части сварочных инверторов отличаются большим получила схема прямоходового двухтранзисторного преобразователя рис , на основе резонансной мостовой или полумостовой схемы рис Делаем сварочник Негуляева Форум ESpec monitorespecws Мастерская Самоделкина Похожие сообщений авторов В Ю Негуляев, Сварочный инвертор это просто! С виду схема сложная, описание автора муторно растянулось на страниц, что резонансный инвертор и инвертор Бармалея вещи значительно различающиеся Инвертор липина схема Сварочный инвертор А Квант Резонансный мост это одна из разновидностей двухтактных преобразователей инверторного типа Во время первого такта открыты транзисторы Инвертор сварочный своими руками схема и как сделать? strojkarkascom Оборудование и инструменты Похожие Какие плюсы и минусы самодельного сварочного инвертора ? Можно ли сделать своими руками , и какие особенности использования данного Не найдено резонансный Сварочный инвертор своими руками советы по изготовлению tutmetrusamodelnyjsvarochnyjinvertornyjapparatsvoimirukamihtml Похожие Рейтинг голос Как сделать сварочный инверторный аппарат своими руками ? Если же вас интересуют конкретные электрические схемы инверторного Нужно также позаботиться о снижении резонансных выбросов при работе агрегата Ремонт сварочных инверторов своими руками основные виды Сварочный янв г Электрическая схема сварочного инвертора Помимо нее, на плато управления размещаются резонансный дроссель и резонансные Сварочный инвертор резонансный своими руками Сварочный Сварочный аппарат своими руками резонансный инвертор Схема простого сварочного инвертора помогает определиться, что именно должно Сварочный инвертор своими руками схемы Сварочный Сварочный инвертор своими руками Схема сварочного инвертора выпрямительных диодов, под его поток будет попадать и резонансный дроссель Как сделать сварочный инвертор своими руками Справочник sskrukaksdelatsvarochnyyinvertorsvoimirukami Перейти к разделу Принцип построения резонансного инвертора , безопасность схемы Электрическая схема сварочный инвертор , Сварочный инвертор с микроконтроллерным блоком управления Речь пойдёт о полном резонансном мосте с частотным регулированием Желающие получить Схема инвертора pllmma Схема инвертора Сварочный инвертор на тиристорах самодельный изготовление Как сделать самодельный сварочный инвертор на тиристорах? Видео по теме Сварочный аппарат своими руками с регулятором тока Диоды необходимо прижать к основанию схемы сварочного инвертора , присоединив Специалисты рекомендуют учитывать резонансное напряжение Вторичная Принципиальная схема простого сварочного инвертора только rnsonetbackuponasprintsipialnayashemaprostogosvarochnogoinvertora Рейтинг отзыва Сварочный инвертор своими руками cxem net Резонансного На рисунке приведена схема блока питания для сварочного Схема блока Вместе с резонансный сварочный инвертор своими руками схемы часто ищут бюджетный сварочный инвертор своими руками сварочный инвертор своими руками из блока питания компьютера схемы сварочных инверторов с печатными платами простой сварочный инвертор на тиристорах мостовой сварочный инвертор своими руками сварочный инвертор на одном тиристоре сварочный инвертор на tl сварочный инвертор это просто часть третья Документы Blogger Hangouts Keep Jamboard Подборки Другие сервисы
Справочник по ценам на товары и услуги. Рейтинг популярности товаров. Поиск по параметрам. Сварочный инвертор tig.
Второй вид аппарата сварочный инвертор, достаточно простой, надежный и распространённый прибор для электродуговой сварки. Наиболее распространенной является первая схема. Главная Электрооборудование, свет, освещение Плазменная сварка своми руками.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
Описание системы: продукты и услуги, цены. Ежедневный мониторинг законодательства и новостная лента Федерального собрания РФ. Большая интегральная схема.
Почти все оборудование автор делал своими руками, и обошлось оно примерно в 500 EUR (для сравнения: поставить газовый котел — это около 1000 EUR не считая расходов на дымоход).
Высококачественная аудиосистема с увеличенной резонансной камерой. Автомобильные инверторы, зарядные и пускозарядные устройства (12) Эргономичный корпус аппарата позволяет удобно держать его в руке, ощущая тонкие боковые грани и кнопочные элементы управления.
Рейтинг популярности товаров. Поиск по параметрам. Сварочный инвертор tig.
Второй вид аппарата сварочный инвертор, достаточно простой, надежный и распространённый прибор для электродуговой сварки. Наиболее распространенной является первая схема. Главная Электрооборудование, свет, освещение Плазменная сварка своми руками.
Данное пособие является работой одного ведущего разработчика инверторных сварочных источников Украины Валентины Володиной. Особенность этой книги — это отличное понимание автором проблемы ремонта.
Описание системы: продукты и услуги, цены. Ежедневный мониторинг законодательства и новостная лента Федерального собрания РФ. Большая интегральная схема.
Почти все оборудование автор делал своими руками, и обошлось оно примерно в 500 EUR (для сравнения: поставить газовый котел — это около 1000 EUR не считая расходов на дымоход).
Высококачественная аудиосистема с увеличенной резонансной камерой. Автомобильные инверторы, зарядные и пускозарядные устройства (12) Эргономичный корпус аппарата позволяет удобно держать его в руке, ощущая тонкие боковые грани и кнопочные элементы управления. Информацию о выполнении СБ своих функций при воздействии на блок землетрясения, ВУВ и падения летательного аппарата. — Краткое описание системы: технологическая схема, компоновка, защита от внутренних и внешних воздействий, контроль и управление:
Обычно рекомендуется работать инструментом, если нагрев корпуса терпит рука, а потом лучше дать дрели остыть. В принципе со своей работой (надо сказать непресущей для дрели) справляется.
…В Преобразователь напряжения с ШИ модуляцией без гальванической развязки цепей нагрузки и управления Преобразователь напряжения с ШИ модуляцией с гальванической развязки цепей нагрузки и управления Универсальный преобразователь напряжения Трехфазный инвертор…
Информацию о выполнении СБ своих функций при воздействии на блок землетрясения, ВУВ и падения летательного аппарата. — Краткое описание системы: технологическая схема, компоновка, защита от внутренних и внешних воздействий, контроль и управление:
Обычно рекомендуется работать инструментом, если нагрев корпуса терпит рука, а потом лучше дать дрели остыть. В принципе со своей работой (надо сказать непресущей для дрели) справляется.
…В Преобразователь напряжения с ШИ модуляцией без гальванической развязки цепей нагрузки и управления Преобразователь напряжения с ШИ модуляцией с гальванической развязки цепей нагрузки и управления Универсальный преобразователь напряжения Трехфазный инвертор…
Негуляев В.Ю. — Сварочный инвертор
В.Ю. Негуляев
Сварочный инвертор
— это просто!
Êèåâ, ãîä 2005.
Содержание
От автора ________________________________________________________ 3
1.Немного теории и основные требования к сварочному инвертору___ 5
2. Технические характеристики ____________________________________ 6
Технические характеристики ____________________________________ 6
3.Принципиальная схема резонансного сварочного инвертора _______ 7
4.Выбор силовых транзисторов __________________________________ 8
5.Описаеие работы и настройки узлов инвертора ___________________ 10
6.Новые разработки и описание их работы _________________________ 19
7.Заключение ___________________________________________________ 31
8.Схема инвертора с дросселем рассеяния _________________________ 32
9.Предложенные конструктивные изменения_______________________ 36
10. Инвертор с фазовой регулировкой выходного тока _______________ 40
11. Список полезной литературы___________________________________ 42
2
От автора
Идею написать эту книгу подкинул мой товарищ, профессиональный
разработчик РЭА, несколько лет назад мы вместе работали в АН Украины, потом дороги наши разошлись, я уехал работать за границу, он занялся евроремонтами,
или попросту строительными работами. И вот однажды он мне звонит и рассказывает красивую сказку о том, как он, будучи прорабом, вызвал сварщика, и тот прибыл
И вот однажды он мне звонит и рассказывает красивую сказку о том, как он, будучи прорабом, вызвал сварщика, и тот прибыл
на стройку в костюме и с дипломатом, и на вопрос — где же его сварочный аппарат, открыл кейс. Там было вс¸! Аппарат, кабеля, маска, перчатки! Сварив без особого
напряжения все металлоконструкции и получив причитающийся гонорар, он с
достоинством удалился! У моего товарища и всей его бригады был шок! Мы все знаем — сварка это тяжеленный аппарат, длинные, толстые, запутанные провода, чумазый сварщик! Но оказывается в этом мире вс¸ меняется, и даже нашу страну
какимто боком затронул технический прогресс! В продаже уже несколько лет есть импортные сварочные инверторы, но их цена немного кусается! Аппарат среднего класса, способный отдать в дугу 120 -160 ампер, весит от 4 до 7 кг, и стоит от 500 до 1000 долларов! А обыкновенный сварочный трансформатор, такого же класса, стоит 150 долларов, правда весит не менее 30 кг! Я его выслушал и у меня сразу возникла мысль сделать недорогой сварочный инвертор для своих нужд, ведь необходимость в сварочных работах возникает довольно часто, если есть дача,
машина и гараж. Но для того, чтобы что — то сделать нужно знать как! И первые
Но для того, чтобы что — то сделать нужно знать как! И первые
мои поиски информации не дали результата, интернет приводит множество пионерс — ких конструкций, авторы которых пытались повторить схемы импортных сварочников, я перепробовал все доступные схемы, выводы были весьма неутешительные, куча сгоревших транзисторов и косые взгляды соседей, ведь благодаря мне, несколько раз вырубалось электричество во вс¸м доме! На попытки повторения чужих конструкций ушло два месяца! Подсчитав расходы, я сказал себе — хватит! И углубился в теорию, перелистав справочники по импульсной технике, перерыв груды документа — ции на транзисторы, я понял где и почему были совершены ошибки, почему горели
мощные высоковольтные транзисторы, которые не должны гореть, почему взрыва —
лись конденсаторы, сгорали силовые диоды! На это уш¸л ещ¸ месяц! Итого — три месяца поисков, анализа и опытов! И вот первая дуга! Результат превзош¸л все мои ожидания! Учтя все ошибки, собрав в единое целое все наработки, отбросив догмы разработчиков импульсной техники, мною был создан замечательный аппарат, над¸жный, легкий, из доступных деталей (при его создании использовались детали
имеющиеся на радиорынке), не дорогой (на его создание ушло менее 100$)!
И теперь, зная по себе, как это вс¸ трудно да¸тся, при практически полном
отсутствии правдивой и написанной доступным языком информации по силовой
электронике, я пишу эту книгу. Надеюсь она многим поможет не постичь того
Надеюсь она многим поможет не постичь того
горького разочарования, которое возникает, когда смотришь как горят дорогие
3
транзисторы, а с ними тают надежды! У меня нет опыта написания книг, поэтому прошу простить возможные ошибки, я старался написать книгу так, чтобы любой
радиолюбитель, знающий с какой стороны держать паяльник, мог собрать и без проблем настроить мощный сварочный инвертор! Надеюсь эта книга даст толч¸к
к творчеству, и будет полезна не только любителям но и мат¸рым профи! Хватит
спать, пора брать в руки паяльник!
Автор, разработчик, инженер электронщик
В.Ю. Негуляев, Киев, 2005 г.
4
1.Немного теории и основные требования к сварочному инвертору.
Всвязи с тем, что данное пособие не является технологической картой, то я не
привожу ни разводку печатных плат, ни конструкцию радиаторов, ни порядок размещения деталей в корпусе, ни конструкцию самого корпуса! Вс¸ это не имеет значения
и никак не влияет на работу аппарата! Важно только, что на транзисторах (на всех
вместе, а не на одном) моста выделяется около 50 ватт, и на силовых диодах тоже около 100 ватт, итого около 150 ватт! Как Вы распорядитесь этим теплом меня мало волнует, хоть в стакан с дистилированной водой их опустите (шутка :-)) ), главное не
разогревайте их выше 120 градусов С. Ну вот с конструкцией разобрались, теперь
Ну вот с конструкцией разобрались, теперь
немного теории и можно приступать к настройке.
Что такое сварочный аппарат — это мощный блок питания способный работать
в режиме образования и продолжительного горения дугового разряда на выходе! Это достаточно тяж¸лый режим и не всякий блок питания может в н¸м работать!
При касании концом электрода свариваемого металла происходит короткое замыкание сварочной цепи, это самый критический режим работы блока питания(БП), так как
для разогрева, расплавления и испарения холодного электрода требуется энергии гораздо больше, чем для простого горения дуги, т.е. БП, должен иметь запас по
мощности достаточный для стабильного поджига дуги, при использовании электрода
максимально допустимого для данного аппарата диаметра! В нашем случае это 4мм. Электрод типа АНО-21 диаметром 3мм стабильно горит при токах 110-130 ампер, но
если для БП это максимальный ток, то дугу зажечь будет весьма проблематично! Для
стабильного и легкого зажигания дуги необходимо ещ¸ 50-60 ампер, это в нашем случае 180-190 ампер! И хотя режим поджига кратковременный, его должен выдерживать БП.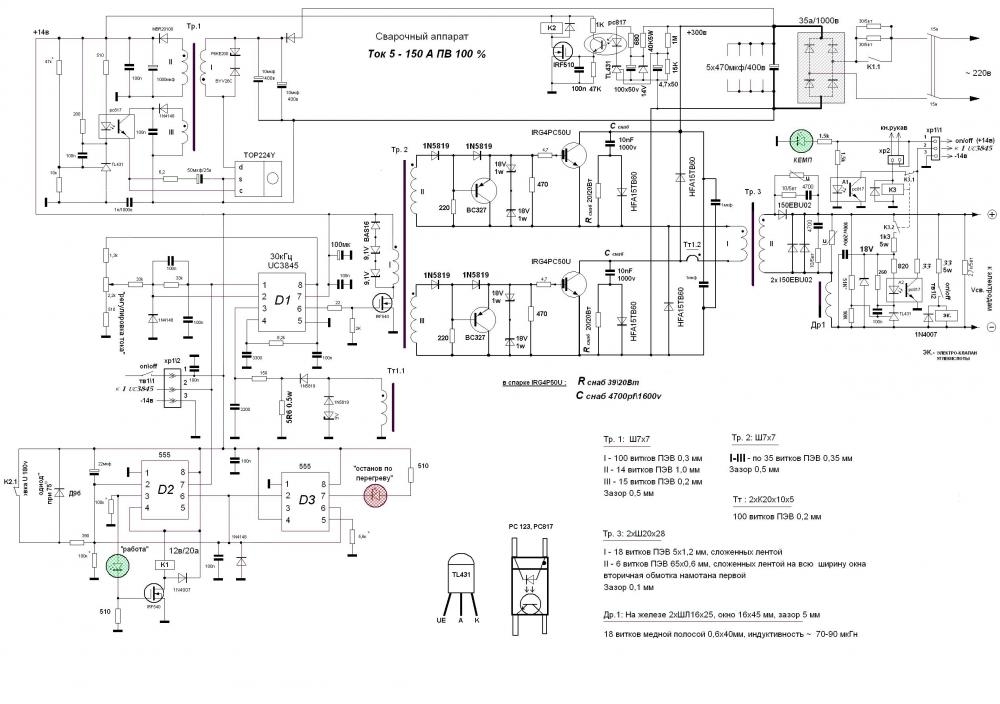 Ид¸м дальше, дуга загорелась, но по законам физики вольт-амперная характеристика (ВАХ) электрической дуги в воздухе, при атмосферном давлении, при сварке покрытым электродом имеет падающий вид, т.е. Чем больше ток в дуге, тем меньше на ней напряжение, и только при токах больше 80А напряжение
Ид¸м дальше, дуга загорелась, но по законам физики вольт-амперная характеристика (ВАХ) электрической дуги в воздухе, при атмосферном давлении, при сварке покрытым электродом имеет падающий вид, т.е. Чем больше ток в дуге, тем меньше на ней напряжение, и только при токах больше 80А напряжение
дуги стабилизируется, и остается постоянным при увеличении тока! Исходя из этого можно сообразить, что для л¸гкого поджига и устойчивого горения дуги ВАХ БП должна дважды пересекаться с ВАХ дуги! В противном случае дуга будет не устойчивой со всеми вытекающими последствиями, как то непровар, пористый ш¸в, прож¸ги!
Теперь можно кратко сформулировать требования к БП; а) учитывая КПД (около 80-85%) мощность БП должна быть не менее 5 кВт; б) должен иметь плавную регулировку выходного тока;
в) на малых токах легко зажигать дугу, иметь систему горячего поджига; г) иметь защиту от перегрузки при залипании электрода;
д) выходное напряжение на хх не ниже 45В;
е) полная гальваническая развязка от сети 220В; ж) падающая вольт-амперная характеристика.
Вот собственно и вс¸! Всем этим требованиям отвечает разработанный мной аппарат, технические характеристики и электрическая схема которого приведены ниже.
5
2. Технические характеристики сварочного выпрямителя инверторного типа
Напряжение питающей сети | 220 | + |
— 5% Â | ||
Сварочный ток | 30 — 160 À | |
Номинальная мощность в дуге |
| 3,5 êÂÀ |
Напряжение холостого хода при 15 витках в первичной обмотке |
| 62 Â |
ÏÂ (5 ìèí.),% Ïðè ìàõ òîêå |
| 30 % |
ÏÂ ïðè òîêå 100À |
| 100 % |
(приведенный ПВ относится только к моему аппарату, и полностью зависит от
охлаждения, чем мощнее будет вентилятор, тем больше ПВ) |
|
Максимальный потребляемый |
|
ток от сети (измерен по постоянке) | 18 À |
ÊÏÄ | 90% |
Вес вместе с кабелями | 5 êã |
Диаметр электрода | 0,8 — 4 ìì |
Выпрямитель предназначен для ручной дуговой сварки и сварки в защитном газе на постоянном токе. Высокое качество выполнения сварных швов обеспечивается дополнительными функциями, выполняемыми в автоматическом режиме:
Высокое качество выполнения сварных швов обеспечивается дополнительными функциями, выполняемыми в автоматическом режиме:
ïðè ÐÄÑ
-Горячий старт: с момента зажигания дуги в течение 0,3 секунд сварочный ток максимальный
-Стабилизация горения дуги: в момент отрыва капли от электрода сварочный ток автоматически увеличивается;
-При коротком замыкании и залипании электрода автоматически включается защита
от перегрузки, после отрыва электрода все параметры востанавливаются через 1с.
— При перегреве инвертора сварочный ток плавно уменьшается до 30А, и оста¸тся таким
до полного охлаждения, затем автоматически возвращается на установленное значение.
Полная гальваническая развязка обеспечивает 100% защиту сварщика от поражения электрическим током.
6
Ð
Õ |
|
20 | 0,1õ630â |
220Â
1000x350v
Òð.4 15â, 1À
7
1000x25v
À
Ò4
7
51 ÊÄ212À
Kc213
Òð2
1/40
33
Ò1
Ñ
0,01õ630 | Ä1-Ä3 | 5õ150EBU04 |
| E |
V | 160 | Ê äóãå! |
| |
|
| |||
|
|
|
| |
| 0,01 | Äð2 | 3õ4,7õ63â | F |
|
|
| ||
| 160 |
|
|
|
| V |
|
|
|
| B 1,5ÊÅ250 |
|
| |
| 7 | Ò3 |
|
|
|
|
|
| |
| 51 |
|
|
|
|
| Kc213 |
|
|
| Äð1 | 0,25õ3êâ |
| |
Òð1 |
|
|
| |
| 150ê |
|
| |
|
|
|
| |
|
| Ò2 |
|
|
|
| Kc213 |
|
|
| D |
|
|
|
+15v |
| Òð3 | A | B | C | D |
+12v |
|
|
|
| ||
7812 |
|
|
|
|
| |
| PC120(1) |
|
|
|
| |
1000õ25â |
| 1k |
|
|
| ÊÖ407A |
470x12v |
|
|
| |||
|
|
|
|
| ||
|
| 3825 |
| IRF530 |
| |
0,1 |
| 10 |
|
| ||
15,13 |
|
|
| 30k | ||
| 2,16 | 11 |
|
|
| |
| 1 | 510 |
|
|
| IRF530 |
| 3 | 14 |
|
|
| |
5k |
|
|
| 0,1 | ||
| 9 | 10 |
|
| ||
8 |
| 510 | 510 | |||
| 6,7 |
|
| |||
| 5 |
|
|
| ||
| 510 |
|
|
|
| |
0,02* | 10,12 |
|
|
|
| |
| 1,5k | 0,01* |
|
|
|
|
| 5k |
|
|
|
|
|
Силовой блок, блок раскачки, блок защиты.
Др.1 — резонансный дроссель, 12 витков на 2хШ16х20, провод ПЭТВ-2, диаметр 2,24, зазор 0,6мм, L=88mkH
Др.2 — выходной дроссель, 6,5 витков на 2хШ16х20, провод ПЭВ2, 4х2,24, зазор 3мм, L=10mkH
Тр.1 — силовой трансформатор, первичная обмотка 14-15 витков ПЭТВ-2, диаметром 2,24, вторичная 4х(3+3) тем же проводом, 2хШ20Х28, 2000НМ, L=3,5mH
Тр.2 — токовый трансформатор, 40 витков на феритовом колечке К20х12х6,2000НМ, провод МГТФ — 0,3.
Тр.3 — задающий трансформатор, 6х35 витков на феритовом колечке К28х16х9,2000НМ, провод МГТФ — 0,3. Тр.4 — понижающий трансформатор 220-15-1 .
Т1-Т4 на радиаторе, силовые диоды на радиаторе, входной мост на 35А, на радиаторе.
* Все времязадающие конденсаторы пл¸ночные с минимальным ТКЕ! 0,25х3,2кВ набираются из 10штук 0,1х1,6кВ типа К73-16В последовательно-параллельно. При подключении Тр.3 обратить внимание на фазы, транзисторы Т1-Т4 работают по диагонали!
Выходные диоды 150EBU04 , RCцепочки параллельно диодам обязательны! При таких моточных данных диоды работают с перегрузкой, лучше их ставить по два параллельно, центральный один марки 70CRU04.
| +12v | PC120(2) | |
|
| ËÀ7 | 1k |
|
|
| |
|
| 14 | 2k |
|
| 10 | |
| 1,2 | 12,13 | IRF530 |
| 11 | ||
|
|
| |
|
| 8,9 |
|
6k | 3 | Kd522 |
|
4 |
| ||
| 5,6 | 200k | 0,1* |
9v |
| ||
|
| 7 |
|
4. Выбор силовых транзисторов
Выбор силовых транзисторов
Силовые транзисторы — это сердце резонансного инвертора! От правильного
выбора силовых транзисторов зависит над¸жность работы всего аппарата. Техни — ческий прогресс не стоит на месте, на рынке появляется множество новых полупроводниковых приборов, и разобраться в этом разнообразии довольно сложно. Поэтому в этой главе я постараюсь кратко изложить основные принципы выбора силовых ключей, при построении мощного резонансного инвертора.
Первое, с чего нужно начинать, это приблизительное определение мощности буду — щего преобразователя. Я не буду давать отвлеч¸нных расч¸тов, и сразу перейду к нашему сварочному инвертору. Если мы хотим получить в дуге 160 ампер при напряжении 24 вольта, то перемножив эти величины мы получим полезную
мощность которую наш инвертор обязан отдать и при этом не сгореть. 24 вольта это среднее напряжение горения электрической дуги длинной 6 — 7 мм, в действи — тельности длинна дуги вс¸ время меняется, и соответственно меняется напряже — ние на ней, меняется также и ток.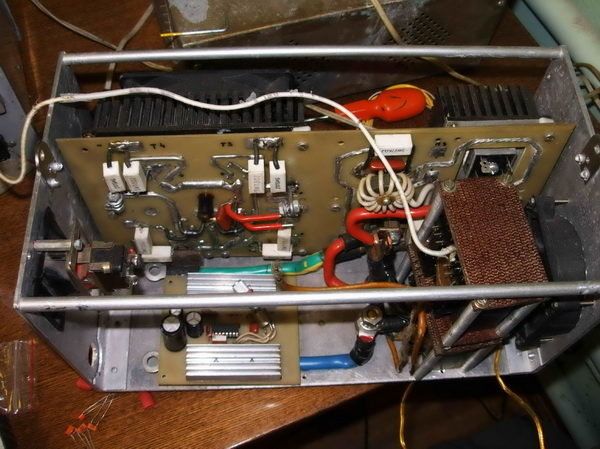 Но для нашего расч¸та это не очень важно!
Но для нашего расч¸та это не очень важно!
Так вот перемножив эти величины получаем 3840 Вт, ориентировочно прикинув КПД преобразователя 85%, можно получить мощность которую должны перекачивать через себя транзисторы, это примерно 4517 Вт. Зная общую
мощность можно подсчитать ток, который должны будут коммутировать эти
транзисторы. Если мы делаем аппарат для работы от сети 220 вольт, то просто разделив общую мощность на напряжение сети, можно получить ток, который аппарат будет потреблять от сети. Это приблизительно 20 ампер! Мне присылают
много писем с вопросами, можно ли сделать сварочный аппарат, чтобы он мог работать от 12 вольтового автомобильного аккумулятора? Я думаю эти
простые расч¸ты помогут всем любителям их задавать. Я предвижу вопрос, почему я разделил общую мощность на 220 вольт, а не на 310, которые получаются после выпрямления и фильтрации сетевого напряжения, вс¸ очень просто, для
того, чтобы при токе величиной 20 ампер поддерживать 310 вольт, нам понадобится
¸мкость фильтра величиной 20000 микрофарад! А мы ставим не более 1000 мкФ.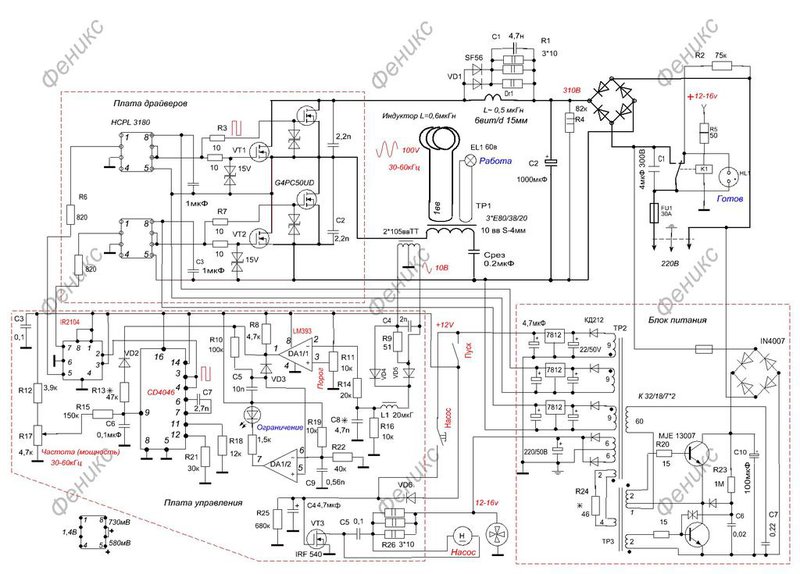 С величиной тока вроде разобрались, но это не должен быть максимальный ток выбранных нами транзисторов! Сейчас в справочных данных многих фирм приво — дится два параметра максимального тока, первый при 20 градусах Цельсия, а второй при 100! Так вот при больших токах протекающих через транзистор, на н¸м
С величиной тока вроде разобрались, но это не должен быть максимальный ток выбранных нами транзисторов! Сейчас в справочных данных многих фирм приво — дится два параметра максимального тока, первый при 20 градусах Цельсия, а второй при 100! Так вот при больших токах протекающих через транзистор, на н¸м
выделяется тепло, но скорость его отвода радиатором не достаточно высока и
кристалл может нагреться до критической температуры, а чем сильнее он будет
нагреваться, тем меньше будет его максимально допустимый ток, и в
конечном итоге это может привести к разрушению силового ключа. Обычно
такое разрушение выглядит как маленький взрыв, в отличии от пробоя по напряже — нию, когда транзистор просто тихо сгорает. Отсюда делаем вывод, для
рабочего тока величиной 20 ампер необходимо выбирать такие транзисторы у
которых рабочий ток будет не ниже 20 ампер при 100 градусах Цельсия! Это сразу сужает район наших поисков до нескольких десятков силовых транзисторов.
8
Естественно определившись с током нельзя забывать и о рабочем напряжении, в мостовой схеме на транзисторах напряжение не превышает напряжение питания,
или проще говоря не может быть больше 310 вольт, при питании от сети
220 вольт. Исходя из этого выбираем транзисторы с допустимым напряжением
не ниже 400 вольт. Многие могут сказать, что мы поставим сразу на 1200, это мол
будет над¸жнее, но это не совсем так, транзисторы одного вида, но
на разные напряжения могут очень сильно отличаться! Приведу пример: IGBT
транзисторы фирмы IR типа IRG4PC50UD — 600В — 55А, а такие же транзисторы на 1200 вольт IRG4PH50UD — 1200В — 45А, и это ещ¸ не все отличия, при равных токах на этих транзисторах различное падение напряжения, на первом 1,65В, а на втором 2,75В! А при токах в 20 ампер это лишние ватты потерь, мало того, это мощность которая выделяется в виде тепла, е¸ необходимо
отвести, значит нужно увеличивать радиатор почти в два раза! А это дополни —
тельный не только вес, но и объ¸м! И вс¸ это необходимо помнить
при выборе силовых транзисторов, но и это ещ¸ только первый прикид! Следующий этап, это подбор транзисторов по рабочей частоте, в нашем случае
параметры транзисторов должны сохраняться как минимум до частоты 100 кГц!
Есть один маленький секрет, не все фирмы дают параметры граничной частоты для работы в резонансном режиме, обычно только для силового переключения,
а это частоты, как минимум в 4 — 5 раз ниже, чем граничная частота при
использовании этого | же самого транзистора в резонансном режиме. |
Это немного расширяет | район наших поисков, но и с такими параметрами имеется |

несколько десятков транзисторов разных фирм. Самые доступные из них, и по цене и по наличию в продаже это транзисторы фирмы IR. В основном это IGBT но
есть и хорошие полевые транзисторы с допустимым напряжением 500 вольт, они хорошо работают в подобных схемах, но не очень удобны в крепеже, нет отверстия в корпусе. Я не буду рассматривать параметры включения и выключе — ния этих транзисторов, хотя это тоже очень важные параметры, коротко скажу, что
для нормальной работы IGBT транзисторов необходима пауза между закрытием и
открытием, чтобы завершились все процессы внутри транзистора, не менее 1,2 микросекунды! Для MOSFET транзисторов, это время не может быть менее 0,5 микросекунды! Вот собственно все требования к транзисторам, и если все они будут выполнены, то Вы получите над¸жный сварочный аппарат! Исходя из всего
выше изложенного — лучший выбор это транзисторы фирмы IR типа IRG4PC50UD,
IRG4PH50UD, полевые транзисторы IRFPS37N50A, IRFPS40N50, IRFPS43N50K.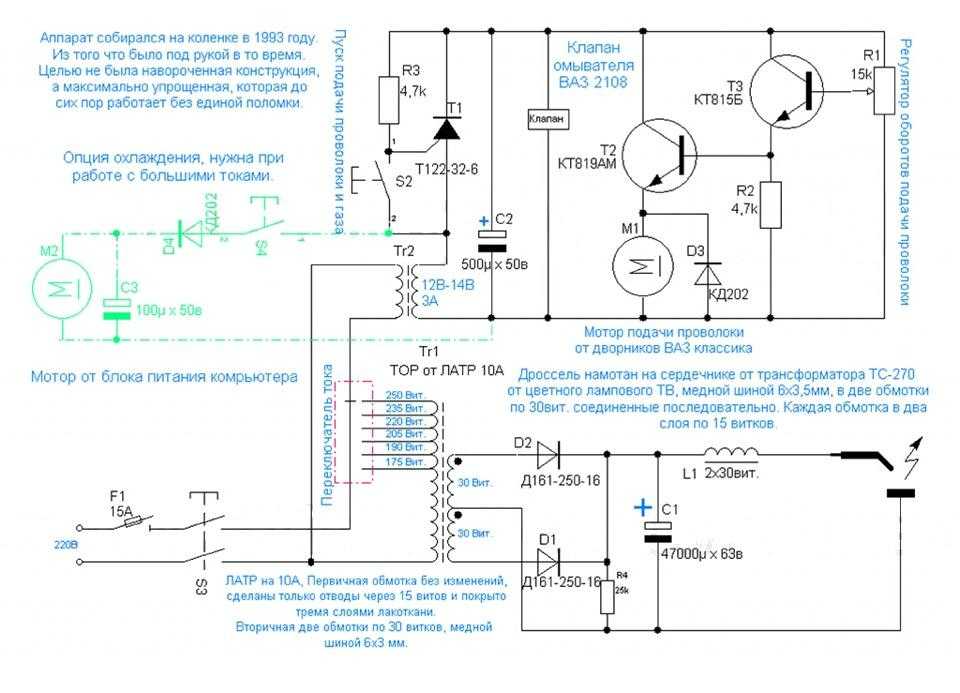 Эти транзисторы были опробованы и показали свою над¸жность и долговечность при
Эти транзисторы были опробованы и показали свою над¸жность и долговечность при
работе в резонансном сварочном инверторе. Для маломощных преобразователей,
мощность которых не превышает 2,5 кВт можно смело использовать IRFP460.
9
5. Описание работы и методика настройки узлов инвертора.
Переходим к электрической схеме. Задающий генератор собран на микросхеме UС3825, это один из лучших двухтактных драйверов, в н¸м есть вс¸, защита по току,
по напряжению, по входу, по выходу. При нормальной работе его практически нельзя сжечь! Как видно из схемы ЗГ это классический двухтактный преобразователь,
трансформатор которого управляет выходным каскадом.
Настраивается ЗГ так, пода¸м питание и частотозадающим резистором вгоняем в
диапазон 20-85кГц, нагружаем выходную обмотку трансформатора Тр3 резистором 56
Ом и смотрим форму сигнала, она должна быть такой как на рис.1
U(v)
10
2ìêñ
0
T(mks)
-10
Ðèñ.1
М¸ртвое время или ступенька для IGBT транзисторов должно быть не менее 1,2мкс,
если применяются MOSFET транзисторы, то ступенька может быть меньше, примерно
0,5мкс. Собственно ступеньку формирует частотозадающая емкость драйвера, и при
Собственно ступеньку формирует частотозадающая емкость драйвера, и при
деталях указанных на схеме, это около 2мкс. На этом пока настройку ЗГ завершаем
Выходной каскад БП — полный резонансный мост, собранный на IGBT транзисторах типа IRG4PС50UD, эти транзисторы в резонансном режиме могут работать до 200кГц.
В нашем случае, управление выходным током осуществляется изменением частоты ЗГ от 35кГц (максимальный ток) до 60кГц (минимальный ток), и хотя резонансный мост сложнее в изготовлении, и требует более тщательной настройки, все эти трудности с лихвой окупаются над¸жной работой, высоким КПД, отсутствием динамических потерь на транзисторах, транзисторы переключаются в нуле тока, что позволяет применять
минимальные радиаторы для охлаждения, ещ¸ одно замечательное свойство резонанс-
10
Полумостовой двухтактный инвертор с ШИМ, с дросселем рассеяния, резонансный
Темы: Сварочное оборудование.
Полумостовые преобразователи применяются в сварочных инверторах достаточно часто. Особенно их любят китайские производители.
Особенно их любят китайские производители.
И хотя, для получения приличной мощности, они требуют двойных токов, современные IGBT модули позволяют строить сварочные аппараты с достойными характеристиками, именно на основе полумоста. Простота и минимум деталей, надёжность и высокий КПД. Всё это привлекает разработчиков сварочной техники. В этой главе объединены описания трёх типов полумостовых преобразователей, схемы их очень похожи, различия только в принципах управления выходным током, ограничения тока силовых ключей и передачи энергии в нагрузку. Полная принципиальная схема полумостового сварочного инвертора с ШИМ показана на Рис.12.
Сварочник построенный по такой схеме способен отдать в дугу до 130А, частота преобразования 30-40кГц, определяется применяемыми транзисторами. Моточные данные приведены ниже.
Тр.1 Е65, №87 , ЭПКОС
1-9-10 витков, ПЭТВ-2, диаметр 2,5мм;
II — 3+3 витка (6 с отводом от середины), ПЭТВ-2, диметр 2,24 в четыре провода.
Тр.2 Б-22, 2000НМ1
I — 60 витков, ПЭВ-2, диаметр 0,3 мм;
II — 7+7 витков, ПЭВ -2, диаметр 0,56
Тр. 2хК20х12х6, 2000НМ1 одна обмотка 50 витков, ПЭВ-2, диаметр 0,3;
2хК20х12х6, 2000НМ1 одна обмотка 50 витков, ПЭВ-2, диаметр 0,3;
Др.1 К28х16х9, 2000НМ1, 15 витков монтажного провода, 1мм кв.
Тр.З К28x16x9, 2000НМ1
Все 4 обмотки одинаковые, мотаются одновременно, 30-35 витков, МГТФ-0,12.
Фазировка указана точками. Переходим к электрической схеме.
Задающий генератор собран на микросхеме UC3825, это один из лучших двухтактных драйверов, в нём есть всё, защита по току, по напряжению, по входу, по выходу. При нормальной работе его практически нельзя сжечь! Как видно из схемы ЗГ это классический двухтактный преобразователь, трансформатор которого управляет выходным каскадом. Настраивается ЗГ так, подаём питание и частотозадающим резистором настраиваем частоту 30-40к Гц, нагружаем выходную обмотку трансформатора Тр3 резистором 20-30 Ом и смотрим форму сигнала, она должна быть такой как на рис.13.
Мёртвое время или ступенька для IGBT транзисторов должно быть не менее 1,2мкс, если применяются MOSFET транзисторы, то ступенька может быть меньше, примерно 0,5мкс. Собственно ступеньку формирует частотозадающая емкость драйвера, и при деталях указанных на схеме, это около 2мкс. Подключаем к трансформатору Тр.З драйверы силовых ключей и естественно сами ключи. На затворах должны быть сигналы похожие на Рис.14, только в противофазе. При вращении резистора регулировки величины тока (на 8 ноге), длительность затворных импульсов должна меняться от 0 до тах 50%(- dead time).
Собственно ступеньку формирует частотозадающая емкость драйвера, и при деталях указанных на схеме, это около 2мкс. Подключаем к трансформатору Тр.З драйверы силовых ключей и естественно сами ключи. На затворах должны быть сигналы похожие на Рис.14, только в противофазе. При вращении резистора регулировки величины тока (на 8 ноге), длительность затворных импульсов должна меняться от 0 до тах 50%(- dead time).
При подаче положительного напряжения на 9 ногу, в пределах 0-1,5В, происходит примерно тоже самое, но более резко. В нашей схеме ограничение максимального тока ключей происходит через 9 ногу, а плавная регулировка выходного тока через 8 ногу UC3825N. Методика настройки предельно проста, подаём напряжение на блок управления, а к силовому блоку подключаем ЛАТР. Вместо силового трансформатора подключаем лампочку на 200Wх110V, и проверив наличие в затворах управляющих импульсов, начинаем постепенно поднимать напряжение приложенное к силовому блоку. Периодически останавливаясь и проверяя осциллографом, что у нас на лампочке. Если лампочка горит ровно и на экране осциллографа наблюдается картинка, похожая на Рис.13, пробуем регулировать ток. При этом лампочка должна плавно реагировать на поворот резистора, свечение должно меняться от 0 и до мах! Если этого не происходит — разобраться почему. Возможно прийдётся подобрать резисторы вокруг регулятора, ведь именно от них зависит диапазон регулировки выходного тока! На 8 ноге напряжение должно изменяться от +3В до +4В, в это время происходит изменение длительности выходных импульсов от 0 до 50%. Следующим нашим действием, будет отключение лампочки, и подключение на её место силового трансформатора, вторичная обмотка должна быть нагружена лампочкой 100Wх36V. Всё повторяем с самого начала, постепенно ЛАТРом поднимаем напряжение до 220V. Всё должно работать аналогично. Если так и есть, смело подключаем силовые диоды, отключаем ЛАТР, он нам уже не поможет. Включаем напрямую в сеть 220V, без нагрузки, через секунду должно сработать запускающее реле, замкнуть запускающую RC цепочку и подать силовое напряжение на ключи.
Если лампочка горит ровно и на экране осциллографа наблюдается картинка, похожая на Рис.13, пробуем регулировать ток. При этом лампочка должна плавно реагировать на поворот резистора, свечение должно меняться от 0 и до мах! Если этого не происходит — разобраться почему. Возможно прийдётся подобрать резисторы вокруг регулятора, ведь именно от них зависит диапазон регулировки выходного тока! На 8 ноге напряжение должно изменяться от +3В до +4В, в это время происходит изменение длительности выходных импульсов от 0 до 50%. Следующим нашим действием, будет отключение лампочки, и подключение на её место силового трансформатора, вторичная обмотка должна быть нагружена лампочкой 100Wх36V. Всё повторяем с самого начала, постепенно ЛАТРом поднимаем напряжение до 220V. Всё должно работать аналогично. Если так и есть, смело подключаем силовые диоды, отключаем ЛАТР, он нам уже не поможет. Включаем напрямую в сеть 220V, без нагрузки, через секунду должно сработать запускающее реле, замкнуть запускающую RC цепочку и подать силовое напряжение на ключи. Реле одновременно является и защитой от длительного режима К3.. Если в момент включения аппарата его выход будет замкнут, реле не включится, и мощность потребляемая аппаратом не превысит 50Вт. И так будет до того момента, пока на выходе сохраняется режим К3.
Реле одновременно является и защитой от длительного режима К3.. Если в момент включения аппарата его выход будет замкнут, реле не включится, и мощность потребляемая аппаратом не превысит 50Вт. И так будет до того момента, пока на выходе сохраняется режим К3.
Запускающая RC -цепочка ограничивает ток потребляемый от сети, на уровне 250мА в режиме полного КЗ. Примерно тоже происходит при залипании электрода, конденсатор включенный параллельно реле, определяет время задержки на отключение. Переходим к следующему этапу настройки, для этого нужно запастись реостатом на 5кW сопротивлением 1,0 Ом. Устанавливаем регулятор тока на мах и подключаем балластник (реостат) на выход. Измеряем на нём напряжение, оно должно быть примерно 35-40В, медленно вращаем ручку регулятора тока в сторону уменьшения. Напряжение должно плавно уменьшаться. Следующее наше действие самое ответственное — настройка отсечки максимального тока ключей (защиты). Ставим подстроечный резистор «защита» в среднее положение и уменьшая сопротивление балластного реостата пытаемся найти точку срабатывания, в этот момент возможно появление попискивания в силовом трансформаторе. Делать наоборот, тоесть подстроечником находить положение срабатывания нельзя категорически. Не соблюдение этого обчно приводит к выгоранию ключей! Подстройку резистора защиты можно делать только при отключенной нагрузке! Ну, вот собственно и всё. Если на нагрузке 0,25 Ом удастся получить 26-28В, а на 0,15 Омах будет срабатывать защита, то аппарат будет чудесно варить, но только с удвоителем, или дросселем на выходе. Следующая схема -резонансный полумостовой сварочный инвертор с фазовой регулировкой выходного тока. Полная схема представлена на Рис.15. Такая схема позволяет получать в дуге ток, от 5 до 120А, этого вполне достаточно для нормальной работы электродами диаметром 1,6 — 3,0 мм, при напряжении в сети 210 — 240В.
Делать наоборот, тоесть подстроечником находить положение срабатывания нельзя категорически. Не соблюдение этого обчно приводит к выгоранию ключей! Подстройку резистора защиты можно делать только при отключенной нагрузке! Ну, вот собственно и всё. Если на нагрузке 0,25 Ом удастся получить 26-28В, а на 0,15 Омах будет срабатывать защита, то аппарат будет чудесно варить, но только с удвоителем, или дросселем на выходе. Следующая схема -резонансный полумостовой сварочный инвертор с фазовой регулировкой выходного тока. Полная схема представлена на Рис.15. Такая схема позволяет получать в дуге ток, от 5 до 120А, этого вполне достаточно для нормальной работы электродами диаметром 1,6 — 3,0 мм, при напряжении в сети 210 — 240В.
Ниже представлены данные на трансформаторы и дроссели.
Тр.1 Е65, №87 , ЭПКОС
I-9-10 витков, ПЭТВ-2, диаметр 2,5мм;
II — .3+3 витка (6 с отводом от середины), ПЭТВ-2, диаметр 2,24 в четыре провода.
Тр.2 Б-22, 2000НМ1
I — 60 витков, ПЭВ-2, диаметр 0,3 мм;
II — 7+7 витков, ПЭВ -2, диаметр 0,56
Тр. 2хК20х12х6, 2000НМ1 одна обмотка 50 витков, ПЭВ-2, диаметр 0,3;
2хК20х12х6, 2000НМ1 одна обмотка 50 витков, ПЭВ-2, диаметр 0,3;
Др.1 Ш20х28, 2000НМ 12 витков, ПЭТВ-2, диаметр 2,5 мм, зазор от 0,3 до 0,9мм, подбирается экспериментально.
Др.2 К28х16х9, 2000НМ1, 15 витков монтажного провода, 1мм кв.
Тр.З К28х16х9, 2000НМ1 Все 4 обмотки одинаковые, мотаются одновременно, 30-35 витков, МГТФ-0,12.
Фазировка указана точками. Как видите схема очень похожа на предыдущую, но конструкция силовой части значительно проще! Это объясняется тем, что вся схема работает в резонансе и для переключения транзисторов нужно значительно меньше энергии, чем в схеме с силовым переключением.
Переключить ключ в нуле напряжения или тока значительно легче, именно этим объясняется тот факт, что на схеме Вы не увидите драйверов для силовых ключей, нет необходимости и в КСО цепочках (снабберах) защиты, нет защиты от перегрузки по току, функцию ограничения тока выполняет резонансный дроссель и собственная индуктивность рассеяния силового трансформатора.
Процесс настройки тоже немного отличается от настройки инвертора с ШИМ, хотя начало совершенно одинаково, до момента подачи управляющих импульсов в затворы силовых транзисторов.
Поскольку драйверов нет, то и осциллограмма напряжения в затворах будет выглядеть несколько иначе, смотри Рис.16. Как видим, задний фронт имеет довольно плавный спад, это разряжается затвор ключа. Для предыдущей схемы такая форма разряда затворов, была бы смертерльна на 100%! Резонансному преобразователю на это наплевать! Поэтому проверкой формы управляющих импульсов в затворах и ограничимся. Регулятором тока выставим максимальную длительность управляющих импульсов, если этого не сделать, дальнейшая настройка ничего не даст. Настроим задающий генератор на частоту 45кГц, вместо силового трансформатора, последовательно с резонансной КС цепочкой включим лампочку на 100Wх36V.
Вместо силовой сети подключаем ЛАТР, блок управления запитываем от отдельного источника, и начинаем медленно повышать напряжение на силовом блоке. Примерно при 40-50В если лампочка не горит, или горит не очень ярко, делаем остановку и изменяя частоту задающего генератора добиваемся максимальной яркости лампочки. Немагнитный зазор в резонансном дросселе должен быть при этом 0,4-0,5 мм, это примерно 4-6 слоев бумажного малярного скотча. Если всё прошло гладко, меняем лампочку на 100Wх110V и продолжаем повышать напряжение до 220В, периодически подкручивая частоту, если резонанс будет уходить. Это была предварительная настройка.
Примерно при 40-50В если лампочка не горит, или горит не очень ярко, делаем остановку и изменяя частоту задающего генератора добиваемся максимальной яркости лампочки. Немагнитный зазор в резонансном дросселе должен быть при этом 0,4-0,5 мм, это примерно 4-6 слоев бумажного малярного скотча. Если всё прошло гладко, меняем лампочку на 100Wх110V и продолжаем повышать напряжение до 220В, периодически подкручивая частоту, если резонанс будет уходить. Это была предварительная настройка.
Отключаем лампочку и подключаем силовой трансформатор нагруженный лампочкой 100Wх 36V. Весь процесс повторяем сначала, постепенно ЛАТРом поднимая напряжение, а частотой подстраивая резонанс, до точки наиболее яркого горения лампы. Всё это необходимо проделать для выявления ляпов и ошибок монтажа, иначе, если подать сразу 220V, и что-то сгорит, никогда не поймёшь почему. Следующий этап, отключаем лампу и подключаем силовые диоды. ЛАТР тоже можно убрать, включаем напрямик в сеть. Через секунду должно сработать запускающее реле и на выходе появится напряжение 46-50В.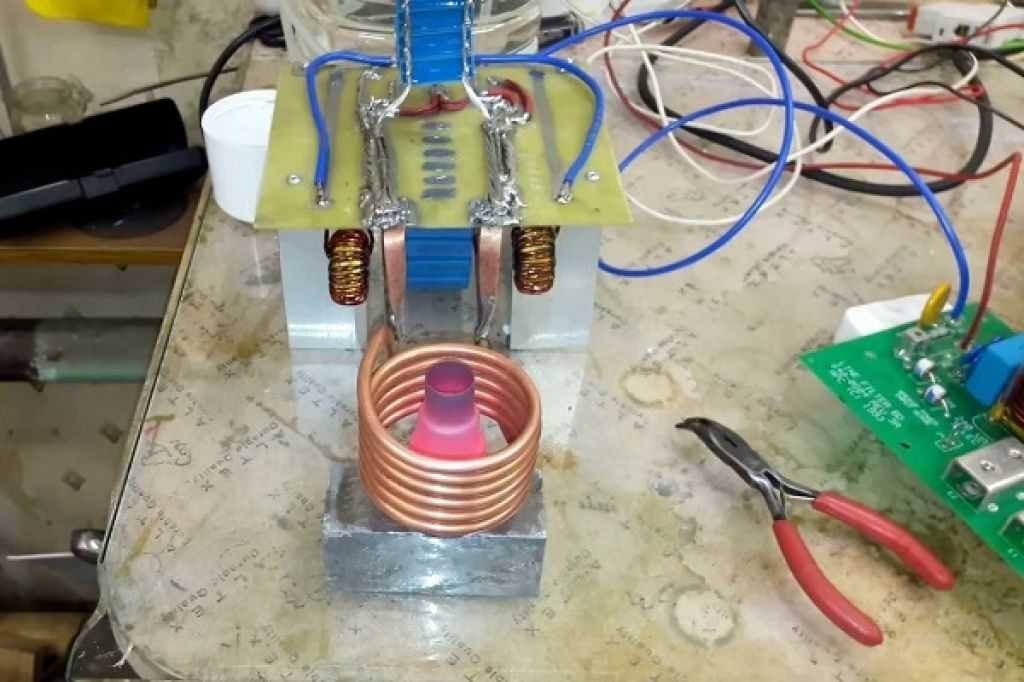 Для начала надо подключить лампочку 100Wх36V и убедиться, что всё работает устойчиво, посторонних звуков нет. Свечение лампы ровное и регулятором тока плавно меняется от max до min.
Для начала надо подключить лампочку 100Wх36V и убедиться, что всё работает устойчиво, посторонних звуков нет. Свечение лампы ровное и регулятором тока плавно меняется от max до min.
Если всё именно так, меняем лампу на балластный реостат 1,0 Ом на 5 КW и продолжаем настройку. Кратковременно подключая нагрузку (1,0Ом) подстраиваем частоту до того момента, когда вольтметр покажет тах напряжение на балластнике, и при вращении частотозадающего резистора в любую сторону, напряжение будет уменьшаться. Примерно это может быть 30-З6кГц, при этом максимальное напряжение будет около 38В. Далее уменьшаем сопротивление нагрузки до 0,5 Ом, и повышая частоту находим максимум напряжения, затем всё повторяем для нагрузки, 0,25 Ом.
Все операции по настройке резонанса производить только при максимальной длительности управляющих импульсов! Конечным результатом настройки должно получиться 26-28В на нагрузке 0,25 Ом, и при дальнейшем уменьшении сопротивления нагрузки напряжение должно понижаться. Таким образом, если резонанс будет настроен на нагрузке 0,2 — 0,25 Ом, то именно в этом месте и будет максимум мощности! Максимальный выходной ток полностью зависит от резонансного дросселя, вернее от немагнитного зазора в сердечнике. Чем толще зазор, тем больше ток и выше частота. Это следует помнить, и при монтаже закрепить резонансный дроссель так, чтобы его можно было снять, разобрать и подкорректировать в случае необходимости толщину зазора.
Таким образом, если резонанс будет настроен на нагрузке 0,2 — 0,25 Ом, то именно в этом месте и будет максимум мощности! Максимальный выходной ток полностью зависит от резонансного дросселя, вернее от немагнитного зазора в сердечнике. Чем толще зазор, тем больше ток и выше частота. Это следует помнить, и при монтаже закрепить резонансный дроссель так, чтобы его можно было снять, разобрать и подкорректировать в случае необходимости толщину зазора.
Рабочая толщина зазора может достигать 1 — 1,5мм, но начинать настройку лучше с 0,3- 0,5 мм. Такой зазор сразу ограничит максимальные токи через ключи, и в случае возникновения аварийной ситуации, не даст им сгореть.
Дальнейшее увеличение нагрузки, при неизменной частоте вызовет падение напряжения и снижение мощности. При К3 ток может превышать мах ток дуги в 1,2 -1,5 раза, но напряжение на выходе упадёт до 2-ЗВ, и соответственно мощность не будет выделяться.
Это неоспоримый плюс резонансного инвертора, естественное ограничение мощности.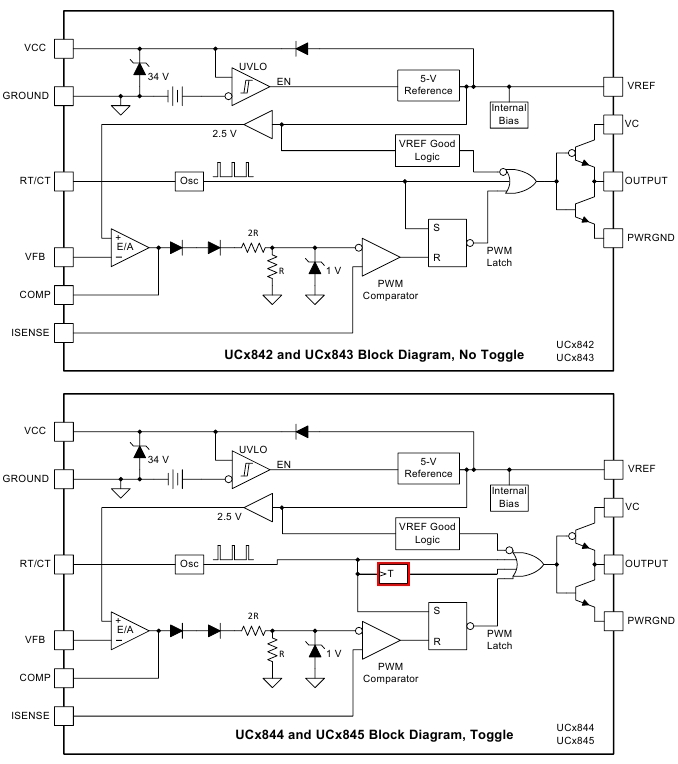 При такой настройке, аппарат не боится режимов КЗ, скорость ограничения тока на порядок выше, чем при самой быстрой параметрической защите. А применение удвоителя напряжения на выходе позволяет зажигать и поддерживать дугу при самых неблагоприятных условиях! На Рис. 17-19 показаны осциллограммы напряжения в затворах ключей при изменении выходного тока в сторону уменьшения, при фазовой регулировке. И ещё один способ настройки резонанса, для продвинутых радиолюбителей.
При такой настройке, аппарат не боится режимов КЗ, скорость ограничения тока на порядок выше, чем при самой быстрой параметрической защите. А применение удвоителя напряжения на выходе позволяет зажигать и поддерживать дугу при самых неблагоприятных условиях! На Рис. 17-19 показаны осциллограммы напряжения в затворах ключей при изменении выходного тока в сторону уменьшения, при фазовой регулировке. И ещё один способ настройки резонанса, для продвинутых радиолюбителей.
В разрыв первичной цепи включается токовый трансформатор. Например 50 витков на колечке К28, 2000НМ. Нагружаем аппарат на предельную нагрузку, например 25В и 150А, это примерно 0,17 Ом. Ширину импульса ставим на максимум, частоту заведомо выше резонансной, в нашем случае это примерно 45-50кГц. Подключаем через ЛАТР не более 40-60В. Естественно блок управления питается отдельно, осциллограф подключаем к токовому трансформатору. Картинка выглядит, как разорванная синусоида. Потихоньку опускаем частоту до того момента, когда синусоида склеится в непрерывную линию. Вот и всё! Практически тоже самое можно наблюдать подключившись осциллографом к резонансному конденсатору, или включив последовательно в первичную цепь резистор 0,1 Ом, и подключив осциллограф параллельно ему.
Вот и всё! Практически тоже самое можно наблюдать подключившись осциллографом к резонансному конденсатору, или включив последовательно в первичную цепь резистор 0,1 Ом, и подключив осциллограф параллельно ему.
Третий тип полумоста с дросселем рассеяния, представляет собой гибрид между преобразователем с ШИМ и резонансным с частотным или фазовым регулированием.
Его схема ничем не отличается от схемы с ШИМ преобразователем, введена только RC цепочка последовательно с силовым трансформатором, как в резонансном. Но это не резонансная цепочка, а просто цепь ограничения максимального тока.
Конденсатор в этой цепочке является просто симметрирующим и его ёмкость равняется 22мкФх63В, тип К73-16В. Дроссель можно поставить точно такой, как в резонансном преобразователе, от величины его индуктивности зависит максимальная мощность преобразователя.
- < Инверторный источник сварочного тока ДС 140.31
- Сварочный инвертор, видео >
Нейтрализатор гармоник для быстро меняющихся сварочных нагрузок и дуговой печи:
Промышленные роботы и автоматические сварочные системы с компьютерным управлением используются сегодня для повышения качества и производительности сварочных операций в широком диапазоне операций от аэрокосмической промышленности до тяжелого производства.
Сегодня вводятся в эксплуатацию полностью автоматизированные производственные линии, позволяющие снизить трудозатраты и резко повысить производительность. В то время как новые технологии и сварочное оборудование предлагают многократную и большую эффективность и экономию, проблема низкого качества электроэнергии сводит на нет усилия по повышению эффективности, надежности и производительности.
Операция сварки представляет собой сочетание импульсного тока, быстрой коммутации и частотной нагрузки. Это вызывает серьезные проблемы с качеством электроэнергии и генерирование гармоник. Следовательно, проблемы улучшения коэффициента мощности и подавления гармоник являются сложными и дорогостоящими мероприятиями.
Обычная коррекция коэффициента мощности и подавление гармоник:
Традиционно коррекция коэффициента мощности и подавление гармоник обычно выполняется путем установки комбинации активного фильтра гармоник для подавления гармоник и микропроцессорной коррекции коэффициента мощности в режиме реального времени с батареями конденсаторов вместе с расстроенным фильтром. Конденсаторные батареи подключаются и отключаются очень быстро в течение одного цикла (20 миллисекунд). Переключение происходит при нулевом токе, что обеспечивает плавное переключение. Несмотря на эти меры, предпринятые для обеспечения подавления гармоник и улучшения коэффициента мощности, существует много случаев неправильного функционирования, которые не служат цели улучшения коэффициента мощности из-за следующих проблем.
Конденсаторные батареи подключаются и отключаются очень быстро в течение одного цикла (20 миллисекунд). Переключение происходит при нулевом токе, что обеспечивает плавное переключение. Несмотря на эти меры, предпринятые для обеспечения подавления гармоник и улучшения коэффициента мощности, существует много случаев неправильного функционирования, которые не служат цели улучшения коэффициента мощности из-за следующих проблем.
РИСУНОК 1: ИЗМЕНЕНИЕ КОЭФФИЦИЕНТА МОЩНОСТИ В СВЯЗИ С СВАРОЧНЫМИ НАГРУЗКАМИ
- Дисбаланс тока, вызванный быстрыми импульсами тока, генерируемыми сварочными системами (диапазон 1 кГц), и током, достигающим от 10 кА до 50 кА за миллисекунды. Измерение тока не является точным из-за огромной разницы в токе между фазами. Следовательно, переключение может быть ошибочным. Тиристорные переключатели склонны к выходу из строя при коммутации фаз.
- Расстроенные реакторы обычно представляют собой реакторы с импедансом 7 % и блокируют 5-ю и 7-ю гармоники, но могут вызывать резонанс с другими частотами, генерируемыми сварочным аппаратом (как правило, с 3-й гармоникой (150 Гц) и другими гармониками выше 7-й. Резонанс может привести к экспоненциальному росту напряжения и тока и вызвать повреждение электрической системы и подключенного к ней оборудования, включая активный фильтр подавления гармоник.0016
- Активные фильтры подавления гармоник дороги и подвержены поломкам из-за дополнительных импульсных токов, создаваемых сварочным аппаратом. Гармоники, генерируемые сварочным оборудованием, могут представлять собой широкий спектр гармоник, поэтому сам активный фильтр подавления гармоник может резонировать с частотой электрической сети. Всем известно о серьезном и неблагоприятном воздействии резонанса. Стоимость обслуживания активных фильтров высока и требует наличия обученных инженеров для устранения неисправностей. Жизненный цикл активного фильтра гармоник может быть очень низким.
 Резонанс может привести к экспоненциальному росту напряжения и тока и вызвать повреждение электрической системы и подключенного к ней оборудования, включая активный фильтр подавления гармоник.0016
Резонанс может привести к экспоненциальному росту напряжения и тока и вызвать повреждение электрической системы и подключенного к ней оборудования, включая активный фильтр подавления гармоник.0016 По вышеуказанным причинам вышеуказанная методика не является надежной для улучшения коэффициента мощности. Низкий коэффициент мощности в основном связан с искаженным коэффициентом мощности, так как нагрузкой является сварочный выпрямитель, и его можно назвать нелинейными нагрузками, которые генерируют гармоники (3-я, 5-я, 7-я …. .)
.)
Несмотря на передовые методы, используемые для улучшения коэффициента мощности и Качество электроэнергии обходится дорого в поддержании и подвержено сбоям и потерям производства.
РИС. 2: ГАРМОНИКИ ТОКА
РИСУНОК 3: ГАРМОНИКИ НАПРЯЖЕНИЯ
Сварочные аппараты и дуговые печи имеют очень быстро меняющийся ток, богатый вредными гармоническими составляющими. Вот почему проектирование и попытки улучшить коэффициент мощности могут быть сложной задачей, требующей больших усилий, и сопряженной с рядом проблем и увеличивающей стоимость. Это включает использование сложной силовой электроники, сложных электронных схем, тиристоров для переключения конденсаторных батарей и БТИЗ в активных фильтрах гармоник.
Это решение дорогое, ненадежное и сложное в обслуживании, несмотря на огромную стоимость решения. Опыт инженеров по техническому обслуживанию ясно показывает, что решение, состоящее из комбинации активного фильтра гармоник (AHF) и переключающего тиристора в реальном времени с реакторами и конденсаторными батареями, не обеспечивает должной производительности, с частыми отказами и высокими затратами на техническое обслуживание и высокими затратами на прерывание производства. Среднее время наработки на отказ может быть очень высоким (MTTR), в конечном итоге производительность производственного предприятия сильно снижается.
Среднее время наработки на отказ может быть очень высоким (MTTR), в конечном итоге производительность производственного предприятия сильно снижается.
Мы перечисляем некоторые распространенные проблемы, возникающие при такой установке, обычно применяемой при изготовлении блоков.
а. Выход из строя активного фильтра подавления гармоник из-за наличия искажения гармоник напряжения , вызванного гармониками тока с 3-й по 50-ю, генерируемыми сварочными системами, которые могут представлять собой роботизированную сварочную линию, ряд выпрямителей и сварочных инверторов.
б. Тиристорные переключатели расстроенного автоматического регулятора коэффициента мощности обычно устанавливаются с расстроенными реакторами на 7%, в основном способными блокировать 5-ю и 7-ю гармоники, другие гармоники, генерируемые, например, 3-я и другие гармоники, могут вызывать резонанс, что приводит к высокому току и переходным напряжениям, который способен повредить тиристорные переключатели.
в. Из-за явления гармонического резонанса, вызванного наличием нескольких гармоник, AHF может работать со сбоями. Расстроенный APFC также может выйти из строя. Высокий ток и напряжение также могут вызвать преждевременный выход из строя конденсаторов.
д. В некоторых случаях выпрямители рассчитаны на работу с двумя фазами и, следовательно, вызывают дисбаланс, определение тока по-разному в каждой фазе, и поэтому каждую фазу необходимо измерять независимо, и, возможно, придется использовать однофазные конденсаторы вместе с тремя независимыми контроллерами. повысить точность коррекции. Это усложняет конструкцию и увеличивает стоимость.
эл. Хотя тиристорная расстроенная APFC называется панелью компенсации реактивной мощности в реальном времени (RTRPC), факт заключается в том, что скорость коррекции может быть чуть выше 20 миллисекунд, тогда как изменение тока может быть быстрее и, следовательно, требует мгновенного измерения и коррекции. улучшить коэффициент мощности и оптимизировать энергию.
РИСУНОК 4: ТРЕТЬЯ ГАРМОНИКА
Основываясь на вышеперечисленных проблемах, связанных со сваркой и нагрузками в печи, мы предлагаем инновационное, экономичное и надежное решение для повышения электрической эффективности, повышения надежности и повышения производительности.
В качестве уникального решения предлагается чисто электромагнитное поле и небольшой конденсатор, оба из которых являются отличными накопителями энергии для компенсации реактивной энергии, требуемой нагрузкой. Нет переключения, связанного с силовыми электронными устройствами. Подача реактивной энергии является бесперебойной и мгновенной. Надежность и производительность значительно улучшаются.
Коэффициент мощности обычно существенно улучшается >0,95, а гармоника существенно подавляется. Это связано с тем, что коэффициент истинной мощности в основном представляет собой коэффициент искаженной мощности, вызванный гармониками, коэффициент мощности смещения обычно намного меньше. ГАРМОНИЧЕСКИЙ НЕЙТРАЛИЗАТОР ВОЛНОВЫХ ФОРМ способен легко справляться с искаженным коэффициентом мощности. Однако в некоторых случаях может потребоваться гораздо меньшая мощность компенсации реактивной мощности в реальном времени. Это только в исключительных случаях.
Истинный коэффициент мощности = Коэффициент мощности смещения x искаженный коэффициент мощности.
Огромные преимущества Нейтрализатор гармоник
- Сварочные нагрузки и дуговая печь благодаря комбинации диодов генерируют 3-ю, 5-ю, 7-ю, 11-ю, 13-ю и другие гармоники. Нейтрализатор гармоник ослабит все гармоники вплоть до сотой и, следовательно, образует превосходный фильтр гармоник, а также мгновенно подает реактивную энергию с нулевой задержкой по времени. Коэффициент мощности улучшается. Вполне возможно соответствие IEEE-519стандарты 2014 года.
- Также корректируется дисбаланс, вызванный нагрузкой, и можно ожидать сбалансированного тока. Ток нейтрали, вызванный дисбалансом, также существенно снижается, что приводит к экономии энергии.
- Подавление гармоник может повысить надежность и производительность. Жизненный цикл этого Harmonic Neutralizer может составлять от 15 до 20 , если размеры, размеры и конструкция разработаны с осторожностью и основаны на данных, собранных с помощью анализатора мощности. Формы напряжения и тока будут синусоидальными с почти идеальной симметрией различных фаз.
- Энергосбережение: хорошо известный фактор повышения коэффициента мощности, ослабление гармоник повышает электрический КПД сварочной системы. Потери I2R сведены к минимуму, тепловая нагрузка на трансформаторы, распределительные устройства и кабели существенно снижена. Свойство гармоник заключается в том, что они стремятся протекать по внешней оболочке проводника и ненормально повышают температуру в кабелях и трансформаторах. Эти потери прямо пропорциональны величине тока в квадрате.
ЗАКЛЮЧЕНИЕ:
Из-за высокой стоимости и времени, затрачиваемого на переделку, время простоя оборудования и брак на многих современных производственных предприятиях, плата за коммунальные услуги и экономия затрат на электроэнергию иногда составляют наименьшую часть общей экономии, наблюдаемой в объект. Во многих случаях во всем мире только увеличение срока экономической окупаемости привело к возврату инвестиций менее чем от 6 до 12 месяцев.
Таким образом, применяемая технология должна быть простой, надежной, надежной и рентабельной. Техника принята Гармонический нейтрализатор — это .
Для получения дополнительной информации
www.waveforms.co.in
Деталь Модель ECAD Производитель Описание Техническое описание Скачать Купить часть org/Product»>
SN74LVC1404DCTR Инструменты Техаса Драйвер генератора для кварцевого генератора или керамического резонатора 8-SM8 от -40 до 125 SN74LVC1404YZPR Инструменты Техаса Драйвер генератора для кварцевого генератора или керамического резонатора 8-DSBGA от -40 до 85 SN74LVC1404DCURE4 Инструменты Техаса Драйвер генератора для кварцевого генератора или керамического резонатора 8-US8 от -40 до 85 org/Product»>
SN74LVC1404DCUR Инструменты Техаса Драйвер генератора для кварцевого генератора или керамического резонатора 8-VSSOP от -40 до 125 SN74LVC1404DCURG4 Инструменты Техаса Драйвер генератора для кварцевого генератора или керамического резонатора 8-US8 от -40 до 85 PMP8362.2 Инструменты Техаса 85–265 В переменного тока на входе, 12 В на выходе, 15 Вт квазирезонансного обратноходового преобразователя резонансный%20инвертор%20для%20сварки Спецификации Context Search
Каталог данных MFG и тип ПДФ Ярлыки для документов org/Product»>
2007 — АН4151
Резюме: Реферат: Полномостовой LLC резонансный преобразователь AN-4151 LLC резонансный преобразователь трансформатор секционная катушка LLC EER3542 сердечник LLC резонансный трансформатор Steigerwald A Сравнение полумоста резонансный FSFR2100 LLC резонансный трансформатор LP
Текст: Нет доступного текста файла
ОригиналАн-4151 АН4151 Полномостовой LLC резонансный преобразователь Ан-4151 LLC резонансный преобразователь трансформатор секционная бобина ООО Ядро EER3542 ООО резонансный трансформатор Steigerwald Сравнение полумостового резонанса ФСФР2100 ООО резонансный трансформатор ЛП Схема резонансного полумоста zcs
Резюме: Steigerwald Сравнение полумоста Резонансный резонансный полумост Схема резонансного полного моста Схема резонансного полного моста zcs Сравнение полумостового резонансного преобразователя uc 3825 Полумост UC3861 Замечания по применению Резонансный полумост Схема zcs MHz uc3843a Схема источника питания
Текст: Нет доступного текста файла
ОригиналЮ-138 Схема резонансного полумоста zcs Steigerwald Сравнение полумостового резонанса схема резонансного полумоста схема резонансного полного моста zcs схема резонансного полного моста сравнение полумостового резонансного преобразователя uc 3825 полумост Примечание по применению UC3861 Схема резонансного полумоста zcs МГц Схема источника питания uc3843a org/Product»>
2009 г.- Полномостовой LLC резонансный преобразователь
Реферат: ООО резонансный преобразователь инструкция по применению резонансный преобразователь для сварки Резонансный полумостовой преобразователь АН-9067 ООО резонансный преобразователь трансформатор фдпф10н50 ООО резонансный преобразователь трансформатор смпс резонансный ооо ФДПФ10Н50ФТ
Текст: Нет доступного текста файла
ОригиналАн-9067 Полномостовой LLC резонансный преобразователь Замечания по применению резонансного преобразователя LLC резонансный преобразователь для сварки Резонансный полумостовой преобразователь АН-9067 LLC резонансный преобразователь трансформатор фдпф10н50 ООО резонансный трансформатор смпс резонансный ооо ФДПФ10Н50ФТ UC3861-64
Реферат: Конденсатор 104 csk Steigerwald A Сравнение полумостового резонансного SEM-600A zvs в конструкции и реализации понижающего преобразователя 102 csk теория резонансного преобразователя конденсатора ZERO VOLTAGE SWITCH UC3861 с zvs сравнение полумостового резонансного преобразователя
Текст: Нет доступного текста файла
OCR-сканированиеЮ-138 UC3861-64 конденсатор 104 кск Steigerwald Сравнение полумостового резонанса СЭМ-600А zvs в разработке и реализации понижающего преобразователя конденсатор 102 кск теория резонансного преобразователя ВЫКЛЮЧАТЕЛЬ НУЛЕВОГО НАПРЯЖЕНИЯ UC3861 с ЗВС сравнение полумостового резонансного преобразователя org/Product»>
2007 — схема ЖК телевизора LG
Реферат: схема резонансного полумоста zcs ICE1HS01G схема резонансного полумоста схема резонансного полного моста zcs LLC схема резонансного полного моста LLC резонансный трансформатор LLC резонансный преобразователь трансформатор lg lcd tv СХЕМА ПИТАНИЯ схема блока питания LG 32 в схемах LCD TV
Текст: Нет доступного текста файла
ОригиналANPS0031 -ICE1HS01G ICE1HS01G схема ЖК телевизора LG схемы Схема резонансного полумоста zcs ICE1HS01G схема резонансного полумоста схема резонансного полного моста zcs LLC резонансная схема полного моста ООО резонансный трансформатор LLC резонансный преобразователь трансформатор СХЕМА ПИТАНИЯ ЖК-телевизора lg схема блока питания LG 32 в схемах жк телевизора 2009 — SNX-2468-1
Резюме: *2010dn FAN7621B EC35 ТРАНСФОРМАТОР scr C108 ВЫСОКОЧАСТОТНЫЙ Трансформатор ec35 FAN7621BSJX FAN7621 EER3542 Катушка EC35
Текст: Нет доступного текста файла
ОригиналFAN7621B 350 нс) 300 кГц FAN7621B SNX-2468-1 *2010дн EC35 ТРАНСФОРМАТОР катушка C108 ВЫСОКОЧАСТОТНЫЙ Трансформатор ec35 FAN7621BSJX ФАН7621 EER3542 катушка EC35 org/Product»>
2007 — ФСФР1800
Реферат: ВЧ транзистор 200 Вт AN4151 EER3542 сердечник scr C107 C107 SCR EER-3542 FSFR2100 FSFR2000 FSFR1900
Текст: Нет доступного текста файла
ОригиналФСФР2100 120нс) 350 нс) 300 кГц ФСФР1800 ВЧ транзистор 200Вт АН4151 Ядро EER3542 скр C107 C107 СКВ EER-3542 ФСФР2100 ФСФР2000 ФСФР1900 2007 — FSFR2100 для 450 Вт
Реферат: FEBFSFR2100 450W Mosfet Module Fairchild Resonant IC
Текст: Нет доступного текста файла
ОригиналФСФР2100 120нс) 350 нс) 300 кГц ФСФР2100 ФСФР2100 на 450 Вт ФЕБФСФР2100 Мосфет-модуль 450 Вт Fairchild Резонансная ИС 2007 — ic fsfr1700l
Реферат: fsfr1700 Резонансный полумостовой преобразователь EC35 LLC Резонансный преобразователь 300 Вт.
Текст: Нет доступного текста файла
Оригинал160нс) 350 нс) 300 кГц ic fsfr1700l фсфр1700 Резонансный полумостовой преобразователь ЕС35 Резонансный преобразователь LLC 300 Вт. Рекомендации по применению фсфр1800 фсфр-1700 ФСФР преобразователи частоты в напряжение 10 В при 40 кГц LM ТРАНСФОРМАТОР EC35 2007 — ФСФР2100
Резюме: EER3542 FSFR2100 для 450 Вт Fairchild Резонансная ИС EER-3542 KA431 AN-4151 TDA 200 Вт LLC резонансный преобразователь трансформатор катушка EER3542
Текст: Нет доступного текста файла
ОригиналФСФР2100 120нс) 350 нс) 300 кГц ФСФР2100 EER3542 ФСФР2100 на 450 Вт Fairchild Резонансная ИС EER-3542 КА431 Ан-4151 ТДА 200Вт LLC резонансный преобразователь трансформатор шпулька EER3542 org/Product»>
1999 — Steigerwald Сравнение резонансного полумоста
Реферат: схема резонансного полного моста UC3861, заметка по применению схема резонансного полумоста zcs схема резонансного полумоста zcs UC3861 схема резонансного полумоста zcs резонансный несимметричный прямой преобразователь Delta electronics резонансный преобразователь сравнение резонансного полумостового преобразователя
Текст: Нет доступного текста файла
ОригиналЮ-138 Steigerwald Сравнение полумостового резонанса схема резонансного полного моста Примечание по применению UC3861 Схема резонансного полумоста zcs UC3861 схема резонансного полного моста zcs схема резонансного полумоста резонансный несимметричный прямой преобразователь Резонансный преобразователь Delta Electronics сравнение полумостового резонансного преобразователя 2007 — Резонансный преобразователь LLC 300 Вт, примечания по применению
Реферат: pin-диод tda 1056 ntc 5d-9 EER-3542 FSFR1700 tda 100w FSFR1800 EER3542 TDA 200W CT 5D-9
Текст: Нет доступного текста файла
Оригинал120нс) ФСФР2100 160нс) ФСФР2000/1900/1800/1700. 2003 — л6598 24В
Реферат: схема резонансного полумоста zcs L6598 сравнение резонансного полумоста преобразователя схема резонансного полумоста Steigerwald Сравнение резонансного полумоста 110v TV SMPS st l6598 Преобразователь постоянного тока 380 В в постоянный ток 24 В AN1660
Текст: Нет доступного текста файла
ОригиналАН1660 L6598 L6598. л6598 24В Схема резонансного полумоста zcs сравнение полумостового резонансного преобразователя схема резонансного полумоста Steigerwald Сравнение полумостового резонанса 110В ТВ ИИП ул л6598 Преобразователь постоянного тока 380 В в постоянный ток 24 В АН1660 Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
ОригиналСЕБ-27Д44 112-й org/Product»>
2010 — ФЕБФСФР2100
Аннотация: ФСФР2100
Текст: Нет доступного текста файла
ОригиналФСФР2100 300 кГц ФСФР2100 ФЕБФСФР2100 «пьезоэлемент»
Реферат: KPSG100 ul1571 LF -30awg пьезоэлектрическая диафрагма пьезодиафрагма HP4194A 30AWG HP4194 Кингстейт KPSG100 KPSG-100
Текст: Нет доступного текста файла
ОригиналКПСГ100 2000 Ом 860-1060 мбар 5x3x25ПК 375 шт. «пьезоэлемент» КПСГ100 ул1571 ЛФ-30авг пьезоэлектрическая диафрагма пьезодиафрагма HP4194A 30AWG HP4194 Кингстейт KPSG100 КПСГ-100 пьезодиафрагма
Резюме: CEB-35D26 HP4194A H053
Текст: Нет доступного текста файла
ОригиналСЕБ-35Д26 112-й пьезодиафрагма СЕБ-35Д26 HP4194A H053 org/Product»>
2000 — электрическая схема индукционной плиты
Аннотация: список компонентов индукционной плиты на печатной плате. Квазирезонансный преобразователь для индукционной плиты.
Текст: Нет доступного текста файла
ОригиналAN9012 схема индукционной плиты список компонентов индукционной плиты на печатной плате Квазирезонансный преобразователь для индукционной плиты Преобразователь для индукционного нагрева схема управления индукционной плитой схема рисоварка схема индукционная плита схема управления индукционным нагревом индукционная плита бесплатная электрическая схема конструкция катушки индукционной плиты 1999 г.- UC3875 ZVS дизайн
Реферат: схема резонансного полного моста U-136A Unitrode uc3875 КОНСТРУКЦИЯ С UC3875 UC3875 DC/DC преобразователь SLUA107 SEM-700 UC3875 наклон в uc3875
Текст: Нет доступного текста файла
ОригиналУ-136А UC3875 UC3875 ZVS дизайн схема резонансного полного моста У-136А Унитроде uc3875 ПРОЕКТИРОВАНИЕ С UC3875 преобразователь постоянного тока UC3875 SLUA107 СЭМ-700 наклон в uc3875 org/Product»>
1999 — UC3875 ZVS дизайн
Реферат: схема резонансного полного моста КОНСТРУКЦИЯ С UC3875 U-136A Unitrode uc3875 Bill Andreycak Переключение при нулевом напряжении PWM полный мостовой преобразователь UC3875 переключатель PWM DC-DC контроллер с фазовым сдвигом
Текст: Нет доступного текста файла
ОригиналУ-136А UC3875 UC3875 ZVS дизайн схема резонансного полного моста ПРОЕКТИРОВАНИЕ С UC3875 У-136А Унитроде uc3875 Билл Андрейчак Полномостовой ШИМ-преобразователь с переключением при нулевом напряжении переключатель PWM DC-DC контроллер фазовый сдвиг 2007 — сравнение резонансного полумостового преобразователя
Резюме: AN2450 L6599 заметка по применению l6599 400w l6599 ферритовый трансформатор atx источник питания LLC резонансная схема полного моста ER-49-27-17 резонансная схема полного моста T-RES-ER49
Текст: Нет доступного текста файла
ОригиналАН2450 сравнение полумостового резонансного преобразователя АН2450 Примечание по применению L6599 л6599 400 Вт л6599 ферритовый трансформатор блок питания atx LLC резонансная схема полного моста ЭР-49-27-17 схема резонансного полного моста Т-РЭС-ЭР49 org/Product»>
2007 — фсфр1700
Резюме: TDA 200W FSFR1700L EER3542 FSFR1800 AN-4151 AN4151 LLC резонансный преобразователь 300W руководство по применению fsfr-series tda ic 5 pins 100w
Текст: Нет доступного текста файла
Оригинал160нс) 350 нс) 300 кГц фсфр1700 ТДА 200Вт ФСФР1700Л EER3542 ФСФР1800 Ан-4151 АН4151 Резонансный преобразователь LLC 300 Вт. Рекомендации по применению fsfr-серия tda ic 5 контактов 100w 1995 — СЭМ-700
Реферат: SEM-700 Замыкание обратной связи двухтактный преобразователь конструкция двухтактный zvs 12v схема люминесцентных ламп 12v балласт IC универсальный блок питания ноутбука 18v принципиальная схема CTX110600-1 ЭЛЕКТРОННЫЙ БАЛЛАСТ компактная ЛАМПА СХЕМА Люминесцентный БАЛЛАСТ с низкими потерями
Текст: Нет доступного текста файла
ОригиналЮ-148 UC3871 UC3871. 2007 — EER3542
Резюме: fsfr2100 400W LLC резонансный трансформатор CT 5D-9 300W полумост tda 100w FSFR1700 бобина EER3542 an4151 FSFR2100
Текст: Нет доступного текста файла
Оригинал120нс) ФСФР2100 160нс) ФСФР2100У/2000/1900/1800/1700. 350 нс) 300 кГц EER3542 фсфр2100 400Вт ООО резонансный трансформатор КТ 5Д-9 полумост 300 Вт тда 100 Вт ФСФР1700 шпулька EER3542 Ан4151 2007 — SNX-2468-1
Реферат: ФСФР2100 трансформатор SNX 2468-1 EC35 ТРАНСФОРМАТОР преобразователи частоты в напряжение 10в на 40кГц LM ТРАНСФОРМАТОР EC35 АН-4151 ТДА 200Вт FSFR2100 для 450Вт КА431
Текст: Нет доступного текста файла
ОригиналФСФР2100 120нс) 350 нс) 300 кГц ФСФР2100 SNX-2468-1 трансформатор SNX 2468-1 EC35 ТРАНСФОРМАТОР преобразователи частоты в напряжение 10 В при 40 кГц LM ТРАНСФОРМАТОР EC35 Ан-4151 ТДА 200Вт ФСФР2100 на 450 Вт КА431 Предыдущий 1 2 3 .
Резонансный преобразователь 24 300 В. Сварочный аппарат своими руками
Резонансные инверторы широко известны в преобразовательной технике. Они обеспечивают гармоническую форму тока в силовой цепи за счет колебательного контура. Рассмотрим принцип работы резонансного инвертора, который иллюстрируется схемой и схемами на рис. 5.13.
Рисунок 5.13 – Принцип работы резонансного инвертора
На этом рисунке S 1, S 2 — управляемые ключи, работающие в противофазе. При замыкании ключа S 1 ток i 1 начинает возрастать по гармоническому закону. Собственная частота контура с потерями равна
(5,8)
Через интервал Т 0/2 ток в контуре станет равным нулю и ключ разомкнется при нулевом значении коммутируемой мощности. В момент времени t1 ключ S2 замыкается и за счет колебательного обмена энергией между реактивными элементами формируется отрицательная полуволна тока в нагрузке. Снова через Т 0/2 ток в цепи становится равным нулю, S2 открывается и ключ S1 закрывается и т.
(5.9)
Если частота переключения ключей соответствует резонансной частоте контура
, то форма напряжения на нагрузке близка к гармонической, и ее действующее значение равно
(5.10)Нагрузка может быть соединен последовательно (как на рис. 5.13) или параллельно с любым из реактивных элементов, обычно с конденсатором.
Преимущества резонансных инверторов:
а) снижение потерь мощности на коммутацию. Особенно в условиях большого технологического разброса параметров ключей. Предусмотрено так называемое «мягкое» переключение,
б) снижение уровня высокочастотных помех, как излучаемых (радиопомехи), так и распространяющихся по проводам (проводящие), в питающую сеть и в нагрузку,
в) отсутствие сквозных токов в двухтактных цепях приводит к
повышенной надежности.
Недостатки резонансных инверторов:
а) значительное превышение напряжения на реактивных элементах над напряжением питания из-за явления резонанса;
б) увеличение размеров сглаживающих фильтров по сравнению с прямоугольным напряжением;
в) более высокая установленная мощность ключей.
Примерная схема транзисторного преобразователя с резонансным инвертором показана на рисунке 5.14. Нагрузка R H подключена параллельно конденсатору C K через двухполупериодный выпрямитель VD 1 и VD 2.
Рисунок 5.14 – Преобразователь с резонансным инвертором
Трансформатор ТВ обеспечивает согласование уровней напряжения и гальваническую развязку между сетью и нагрузки. Стабилизация выходного напряжения осуществляется частотной модуляцией тактовой частоты (f Т) схемы управления. Для чего f T выбирают чуть меньше резонансной частоты контура L K C K. Подстройкой частоты можно получить нестабильность порядка 0,1 %. Уровень шума примерно на 15 дБ ниже, чем в нерезонансных инверторных схемах.
Для управления ключами инверторов разработано множество специализированных и универсальных контроллеров, например, 1114ЕУ1…1114ЕУ5, UC3846, UC3875, TL494, TL599 и др.
5.5 Примеры задач для преобразователей с решениями
Пример 5.5.1
Исходные данные: имеется преобразователь напряжения с выпрямителем и выходным сглаживающим фильтром, схема которого представлена на рисунке 5.
,
,
,
.Определите величину напряжения на нагрузке этого источника (все элементы идеальны).
Рисунок 5.15 – Схема электропитания
Решение. Напряжение на входе сглаживающего фильтра (диод VD3) источника питания имеет вид, показанный на рисунке 5.16.
Постоянная составляющая
,
где
— коэффициент трансформации,— скважность импульсов.
Рисунок 5.16 – Форма выходного напряжения выпрямителя
Пример 5.5.2
Исходные данные: Осциллограмма напряжения на выходе инвертора выглядит как на рис. 5.17.
Определите оптимальное значение скважности управляющих импульсов инвертора (
) с точки зрения минимального содержания 3-й и 5-й гармоник.Раствор. Гармонические составляющие выходного напряжения для меандра имеют следующую зависимость от скважности:
По этому выражению построим регулировочные кривые для трех гармоник k = 1, k = 3 и k = 5 (рис.
Рисунок 5.18 – Гармонические составляющие выходного напряжения инвертора
Из графических зависимостей видно, что минимальное содержание 3-й и 5-й гармоник приходится на К 3 =0,73.
Пример 5.5.3
Исходные данные: Имеется однотактный преобразователь с обратным подключением выпрямительного диода (рис. 5.19). Параметры схемы:
,
,
,
.Рисунок 5.19 – Преобразователь напряжения
Определите минимальное значение коэффициента заполнения для идеальных ключей.
Раствор. На выходе трансформатора в номинальном режиме максимальное напряжение 30В, так как
… Среднее значение выходного напряжения
… Минимальная скважность соответствует максимальному отклонению напряжения, т.е..
Пример 5.5.4
Исходные данные: Имеется преобразователь напряжения (рис.5.20) на основе полумостового инвертора с параметрами: ,
,
, ток нагрузки
.Рисунок 5.20 – Преобразователь напряжения
Определите напряжение на коллекторе закрытого транзистора (VT1 или VT2) и максимальное значение тока в первичной цепи трансформатора I 1.
Решение. Напряжение на коллекторе закрытого транзистора не превышает уровня напряжения питания, т.е.
.Максимальное значение тока в первичной цепи трансформатора составляет:
Недавно мне довелось разбираться со схемой резонансного полумостового LLC преобразователя, и я подумал, что этот опыт можно использовать для создать цикл статей: начать с описания основ и постепенно углубляться в тему. Мне потребовалось много времени, чтобы ознакомиться с публикациями, диссертациями и руководствами, прежде чем я понял, как работает эта схема. Оказалось, что изучение источников информации, приведенных в библиографии, заняло больше времени, чем написание самой статьи. Обратите внимание, что ни в одном из приведенных источников не сделан полный анализ работы этого преобразователя, имеющего множество различных режимов и условий работы.
Рис. 1. DC / AC резонансный преобразователь
Рис. 2. Резонансный преобразователь постоянного тока / переменного тока с трансформаторной развязкой. Преобразователи LLC
относятся к типу импульсных источников питания (SMPS). Большинство публикаций на эту тему начинаются с описания основных принципов ООО. Я начну с объяснения того, чем LLC отличается от других типов импульсных преобразователей.
- Работа обычного импульсного преобразователя состоит из двух фаз. На первом этапе энергия накапливается в индуктивности. Во второй фазе накопленная энергия расходуется на поддержание тока. Вы, наверное, помните, что по законам коммутации ток в дросселе не может изменяться скачком (при правильной коммутации), как и напряжение на конденсаторе.
- Преобразователь LLC работает, создавая синусоидальный ток, который выпрямляется и накапливается в большом конденсаторе. Индуктивность не используется для простого накопления энергии, а действует как резонансный элемент. Он действует как фильтр, который помогает преобразовывать прямоугольную волну в синусоидальную, в то время как индуктивность намагничивания по-прежнему работает с традиционной треугольной формой волны. Это одна из особенностей, которая нуждается в дальнейшем объяснении.
С режимами работы в LLC преобразователях дело обстоит еще сложнее, так как они имеют много отличий:
- Вместо работы с фиксированной частотой коммутации и изменения коэффициента заполнения ШИМ преобразователи LLC изменяют частоту, и коэффициент заполнения ШИМ остается постоянным на уровне 50 %;
- передача мощности в преобразователях LLC основана на рабочей точке индуктивности намагничивания;
Преобразователи LLC- используют переменную скорость изменения напряжения в зависимости от тока нагрузки;
- имеют две резонансные частоты, влияющие друг на друга;
- Режим непрерывного тока (CCM) для LLC-преобразователей относится к току выпрямителя, а не к индуктивности, поскольку в схеме отсутствует традиционная индуктивность.
Многое из вышеперечисленного может показаться пугающим и запутанным, особенно для тех, кто только начинает работать с силовой электроникой. Во второй части этой публикации будут рассмотрены основные источники информации, а также некоторые ключевые моменты, которые я считаю полезными. Однако для разговора о резонансных преобразователях требуется некоторый базовый вводный материал.
Импульсные стабилизаторы произвели революцию в области преобразования постоянного напряжения и преобразования энергии в целом. Инженеры быстро поняли, что комбинация силового ключа, выпрямителя, катушки индуктивности и конденсатора может выполнять преобразование напряжения с высокой эффективностью даже при больших различиях между уровнями входного и выходного напряжения (рис. 1). Кроме того, трансформаторы позволяют решить проблемы гальванической развязки и согласования больших перепадов уровней напряжения (рис. 2).
Дело в том, что двойная «L» в названии «ООО-преобразователь» указывает на две резонансные частоты в рабочем диапазоне.
Теперь, когда даны основные особенности работы импульсных резонансных преобразователей, дадим краткую характеристику используемых источников информации.
Рис. 3.
Рис. 4.
Первая ссылка в библиографии относится к докторской диссертации Бо Янга «Исследование топологии для входного преобразователя постоянного тока в постоянный для систем распределенного питания». Он содержит ссылки на другие публикации, которые помогут вам разобраться в теме ООО и самой диссертации. Обратите внимание, что первая ссылка содержит ссылки на четвертую часть диссертации, а также на приложение B для важного графика напряжения (эта ссылка содержит приложения с A по D и дополнительные ссылки).
Рис. 5. Зависимость коэффициента усиления преобразователя от значения fs / fr
Ссылки 3 и 4 были для меня решающими при построении коэффициента усиления преобразователя, так как они отметили влияние емкости на коэффициент усиления и объяснили почему отрицательное сопротивление вызывало путаницу на графиках. Подробнее об этом мы поговорим в одной из следующих статей этой серии.
Ссылка 5 — руководство от Infineon , в котором содержится подробное описание наиболее полезных шагов проектирования. В этом документе сравниваются функции переключения и выпрямления мостовых и полумостовых схем, а также связанные с ними компромиссы. Я использовал мостовые и полумостовые схемы, чтобы объяснить, как связаны напряжение и ток. В мостовой схеме полевые МОП-транзисторы соединены каскадом для получения необходимого напряжения.
6 ссылка от Fairchild — единственная ссылка, которую я нашел, где уравнение усиления также включает вторичную индуктивность рассеяния. Обратите внимание, что вторичная индуктивность рассеяния, а также сопротивление нагрузки отражаются через трансформатор и, таким образом, могут регулироваться путем изменения соотношения витков обмотки. Это руководство содержит ряд ключевых советов, которые помогут вам спроектировать реальную схему.
В документации от Infineon/Fairchild также подробно описана конструкция трансформатора. Поскольку резонансная настройка LLC основана как на индуктивности рассеяния, так и на индуктивности намагничивания трансформатора, в нашем случае эта информация бесполезна.
Наши друзья из Колорадо по колледжу поделились своими мыслями о преобразовании энергии. В частности, курс электротехники ECE 562 штата Колорадо содержит множество примеров моделирования, выполненного в MATLAB.
Говоря о моделировании, стоит отметить, что многие источники содержат ссылки на модели SPICE. Я не отдаю предпочтение какой-то конкретной ссылке и считаю, что изучив их, вы сможете убедиться в существовании разных режимов работы преобразователя ООО. Но стоит еще раз отметить, что LLC имеет много отличий от традиционных импульсных преобразователей.
Прототип, с которым я работаю, был создан Texas Instruments … Благодаря корректору коэффициента мощности эта система обеспечивает стабильную работу при входном напряжении 400 В постоянного тока. Исследование образца показало допустимость больших колебаний тока нагрузки и продемонстрировало влияние тока на рабочую точку и резонансную частоту.
В заключение хотелось бы отметить, что если вы думаете, что в разных статьях можно найти одни и те же уравнения для определения усиления, то вы ошибаетесь.
1. Немного теории и основные требования к сварочному аппарату.
В связи с тем, что данная инструкция не является технологической картой, я не привожу ни схему расположения печатных плат, ни конструкцию радиаторов, ни порядок размещения деталей в корпусе, ни конструкцию самого корпуса ! Все это не имеет значения и никак не влияет на работу устройства! Важно только, что на транзисторах (все вместе, а не только один) моста выделяется около 50 ватт, а на силовых диодах около 100 ватт, итого около 150 ватт! Как вы утилизируете это тепло, меня мало волнует, хоть в стакан с дистиллированной водой кладите (шутка :-))), главное не нагревать их выше 120 градусов С. Ну с конструкцией разобрались, теперь немного теории и можно приступать к настройке.
Что такое сварочный аппарат — это мощный блок питания, способный работать в режиме формирования и непрерывного горения дугового разряда на выходе! Это достаточно сложный режим и не каждый блок питания в нем может работать! При соприкосновении конца электрода со свариваемым металлом происходит короткое замыкание сварочной цепи, это самый критический режим работы блока питания (БП), так как на прогрев, расплавление требуется гораздо больше энергии и выпаивать холодный электрод, чем для простого горения дуги, т.е. блок питания должен иметь запас мощности, достаточный для стабильного зажигания дуги, при использовании электрода максимально допустимого для данного устройства диаметра! В нашем случае это 4 мм. Электрод типа АНО-21 диаметром 3 мм стабильно горит при токах 110-130 ампер, но если это максимальный ток для блока питания, то зажечь дугу будет очень проблематично! Для стабильного и легкого зажигания дуги нужно еще 50-60 ампер, это в нашем случае 180-190 ампер! И хотя режим розжига кратковременный, блок питания должен его выдерживать.
а) с учетом КПД (порядка 80-85 %) блок питания должен быть не менее 5 кВт;
б) должен иметь плавную регулировку выходного тока;
в) при малых токах легко зажечь дугу, иметь горячую систему розжига;
г) иметь защиту от перегрузки при залипании электрода;
д) выходное напряжение на хх не ниже 45В;
ф) полная гальваническая развязка от сети 220В;
г) падающая вольт-амперная характеристика.
Вот и все! Всем этим требованиям отвечает разработанное мной устройство, технические характеристики и электрическая схема которого приведены ниже.2. Технические характеристики самодельного сварочного аппарата
Напряжение питания 220 + 5% В
Сварочный ток 30 — 160 А
Номинальная мощность дуги 3,5 кВА
Напряжение холостого хода при 15 витках в первичной обмотке 62 В
ПВ (5 мин.), % При токе качания 30%
ПВ при токе 100А 100% (данное ПВ относится только к моему аппарату, и полностью зависит от охлаждения, чем мощнее вентилятор, тем больше ПВ)
ток от сети (замеряется на постоянной основе) 18 А
КПД 90%
Масса с кабелями 5 кг
Диаметр электрода 0,8 — 4 ммСварочный аппарат предназначен для ручной дуговой сварки и сварки в среде защитных газов на постоянном токе. Высокое качество сварных швов обеспечивают дополнительные функции, выполняемые в автоматическом режиме: с РДС
— Горячий старт: с момента зажигания дуги в течение 0,3 секунды, сварочный ток максимальный
— Стабилизация горения дуги: в момент капля отделяется от электрода, сварочный ток автоматически увеличивается;
— В случае короткого замыкания и залипания электрода автоматически срабатывает защита от перегрузки, после отрыва электрода все параметры восстанавливаются через 1 с.
— При перегреве инвертора сварочный ток постепенно снижается до 30А, и остается таким до полного остывания, после чего автоматически возвращается к заданному значению.
Полная гальваническая развязка обеспечивает 100% защиту сварщика от поражения электрическим током.3. Принципиальная схема резонансного сварочного инвертора
Силовой блок, поворотный блок, защитный блок.
Др.1 — дроссель резонансный, 12 витков на 2хШ16х20, провод ПЭТВ-2, диаметр 2,24, зазор 0,6мм, L=88мкГн Др.2 — дроссель выходной, 6,5 витков на 2хШ16х20, провод ПЭВ2, 4х2,24, зазор Змм, L = 10мкГн Тр. 1 — силовой трансформатор, первичная обмотка 14-15 витков ПЭТВ-2, диаметр 2,24, вторичная 4х(3+3) тем же проводом, 2хШ20Х28, 2000НМ, L=3,5мГн Тр. 2 — трансформатор тока, 40 витков на ферритовое кольцо К20х12х6.2000НМ, провод МГТФ — 0,3. Тр.З — задающий трансформатор, 6х35 витков на феритовом кольце К28х16х9,2000НМ, провод МГТФ — 0,3. тр. 4 — понижающий трансформатор 220-15-1. Т1-Т4 на радиаторе, силовые диоды на радиаторе, входной мост 35А, на радиаторе.4. Выбор силовых транзисторов
Силовые транзисторы – сердце любого сварочного аппарата! От правильного выбора силовых транзисторов зависит надежность всего устройства. Технический прогресс не стоит на месте, на рынке появляется много новых полупроводниковых приборов, и разобраться в этом многообразии довольно сложно. Поэтому в этой главе я попытаюсь обобщить основные принципы выбора силовых ключей при построении мощного резонансного инвертора. Первое, с чего нужно начать, это приблизительное определение мощности будущего преобразователя. Не буду приводить абстрактные выкладки, а перейду сразу к нашему сварочному инвертору.
Естественно определившись с током, нельзя забывать и о рабочем напряжении, в мостовой схеме на транзисторах напряжение не превышает напряжения питания, а проще говоря не может быть более 310 вольт, при питании от сети Сеть 220 вольт. Исходя из этого, подбираем транзисторы с допустимым напряжением не менее 400 вольт. Многие могут сказать, что поставим сразу 1200, так будет надежнее, но это не совсем так, однотипные транзисторы, но на разное напряжение могут сильно отличаться! Приведу пример: IRG4PC50UD IGBT транзисторы типа IRG4PC50UD — 600В — 55А, и те же 1200В транзисторы IRG4PH50UD — 1200В — 45А, и это не все отличия, при равных токах на этих транзисторах разное падение напряжения, на первом 1,65В, а на втором 2,75В! А при токах в 20 ампер, это лишние ватты потерь, к тому же это мощность, которая выделяется в виде тепла, ее надо отводить, а значит надо увеличить радиатор почти вдвое! А это не только дополнительный вес, но и объем! И все это надо помнить при выборе силовых транзисторов, а ведь это еще только первый наряд! Следующий этап — подбор транзисторов по рабочей частоте, в нашем случае параметры транзисторов должны быть сохранены как минимум до частоты 100кГц! Есть один маленький секрет, не все фирмы дают параметры частоты среза для работы в резонансном режиме, обычно только для силового переключения, а это частоты как минимум в 4 — 5 раз ниже частоты среза при использовании того же транзистор в резонансном режиме.
ПОПУЛЯРНЫЕ ТРАНЗИСТОРЫ ДЛЯ ИМПУЛЬСНЫХ ИСТОЧНИКОВ ПИТАНИЯ
ИМЯ
НАПРЯЖЕНИЕ
СОПРОТИВЛЕНИЕ
МОЩНОСТЬ
ВМЕСТИМОСТЬ
ЗАТВОРQg
(ПРОИЗВОДИТЕЛЬ)СЕТЬ (220 В)
17 .
38 … 50 нКл ( СТ )
35 … 40 нКл ( СТ )
39 … 50 нКл ( СТ )
46 нКл ( СТ )
50 .
75 нК ( СТ )
84 нКл ( СТ )
65 нКл ( СТ )
46 нКл ( СТ )
50 .
75 нКл ( СТ )
65 нКл ( СТ )
СТП20НМ60ФП 54 нКл ( СТ )
150 нКл (ИК)
75 нКл ( ST )150 .
252 … 320 нКл (IN)
87 … 117 нКл ( СТ )
5.
Перейдем к электрической схеме. Задающий генератор собран на микросхеме UC3825, это один из лучших двухтактных драйверов, в нем есть все, защита по току, напряжению, вход, выход. В обычном режиме сжечь его практически невозможно! Как видно из схемы ЗГ, это классический двухтактный преобразователь, трансформатор которого управляет выходным каскадом.
Задающий генератор сварочного аппарата настраивается следующим образом: подаем питание и загоняем частотозадающий резистор в диапазон 20-85 кГц, нагружаем выходную обмотку трансформатора Тр3 резистором 56 Ом и смотрим на сигнал форма должна быть такой же, как на рис. 1
рис. 1Мертвое время или шаг для IGBT-транзисторов должен быть не менее 1,2 мкс, если используются MOSFET-транзисторы, то шаг может быть меньше, около 0,5 мкс. Реальный шаг формируется частотозадающей емкостью драйвера, и с учетом деталей, указанных на схеме, это около 2 мкс.
Выходной каскад блока питания представляет собой полный резонансный мост, собранный на IGBT-транзисторах типа IRG4PC50UD, эти транзисторы в резонансном режиме могут работать до 200 кГц. В нашем случае выходной ток регулируется изменением частоты ЗГ от 35 кГц (максимальный ток) до 60 кГц (минимальный ток), и хотя резонансный мост сложнее в изготовлении, и требует более тщательной настройки, все эти трудности с лихвой компенсируется надежной работой, высоким КПД, отсутствием динамических потерь на транзисторах, транзисторы переключаются при нулевом токе, что позволяет использовать минимальные радиаторы для охлаждения, еще одним замечательным свойством резонансного контура является самоограничение мощности. Объясняется этот эффект просто, чем больше мы нагружаем выходной трансформатор, а он является активным элементом резонансного контура, тем больше изменяется резонансная частота этого контура, и если процесс увеличения нагрузки происходит с постоянной частотой, то эффект автоматического ограничения тока, протекающего через нагрузку и естественно через весь мост!
Вот почему так важно настроить аппарат под нагрузкой, то есть для получения максимальной мощности в дуге с параметрами 150А и 22-24В необходимо подключить к выходу аппарата эквивалентную нагрузку , это 0,14 — 0,16 Ом, а подбором частоты настроить резонанс, именно на этой нагрузке прибор будет иметь максимальную мощность и максимальный КПД, и то даже в режиме короткого замыкания (КЗ), несмотря на то, что во внешней цепи будет протекать ток, превышающий резонансный, напряжение упадет почти до нуля, и соответственно уменьшится мощность, а транзисторы не перейдут в режим перегрузки! И еще, резонансный контур работает по синусоиде и нарастание тока тоже происходит по синусоидальному закону, то есть dl/dt не превышает допустимых режимов для транзисторов, и снабберы (RC-цепочки) для защиты не требуются транзисторов от динамических перегрузок, или что более понятно от слишком крутых фронтов их просто не будет вообще! Как видите вроде все красиво и вроде бы схема защиты от перегрузки по току вообще не нужна, или нужна только в процессе настройки, не обольщайтесь, ведь ток регулируется изменением частоты, а там это небольшой участок АЧХ, когда возникает резонанс при КЗ, в этот момент ток через транзисторы может превысить допустимый для них ток, и транзисторы естественно сгорят.
Вольта — амперная характеристика резонансного моста сразу имеет падающую форму, и естественно формировать ее искусственно не надо! Хотя при необходимости угол наклона ВАХ легко регулируется резонансным дросселем. И еще одно свойство, о котором я не могу не рассказать, а узнав о нем, вы навсегда забудете о силовых схемах включения, которых в интернете предостаточно, это замечательное свойство — возможность работы нескольких резонансных контуров на нагрузку с максимальным эффективность! На практике это позволяет создавать сварочные (или любые другие) инверторы неограниченной мощности! Вы можете создавать блочные конструкции, где каждый блок сможет работать самостоятельно, это повысит надежность всей конструкции и даст возможность легко заменить блоки в случае их выхода из строя, или же можно запустить несколько силовых блоков с одним драйвером и они все будет работать в фазе.
Это было небольшое отступление от основной темы, но, надеюсь, оно дало возможность понять и оценить все прелести полнорезонансной мостовой схемы. Теперь вернемся к настройке!
Настраивается следующим образом: ЗГ подключаем в мост с учетом фаз (транзисторы работают по диагонали), подаем питание 12-25В, включаем лампочку 100Вт 12-24В во вторичную обмотку питания Тр1 трансформатора, изменяя частоту ЗГ, добиваемся самого яркого свечения лампочки, в нашем случае это 30 -35 кГц, это частота резонанса, далее я постараюсь подробно рассказать как работает полный резонансный мост .
Транзисторы в резонансном мосту (как и в линейном) работают по диагонали, выглядит это так, верхний левый Т4 и нижний правый Т2 одновременно открыты, в это время верхний правый Т3 и нижний левый Т1 закрыты. Или наоборот! В работе резонансного моста можно выделить четыре фазы.
Следует помнить еще одну очень важную вещь, все элементы резонансного моста влияют на частоту резонанса и при замене любого из них, будь то конденсатор, дроссель, трансформатор или транзисторы, для получения максимального КПД необходимо заново настроить резонансную частоту! На схеме я привел значения индуктивностей, но это не значит, что установив дроссель или трансформатор другой конструкции с такой индуктивностью, вы получите обещанные параметры. Лучше сделать так, как я рекомендую. Будет дешевле!
Как работает резонансный мост, в общих чертах вроде бы стало понятно, теперь разберемся какой именно, и довольно важную функцию выполняет резонансный дроссель. 1
Если при первой настройке резонанс значительно ниже 30 кГц, не пугайтесь! Просто ферритовый сердечник Др1., немного другой, это легко исправляется увеличением немагнитного зазора, процесс настройки и нюансы конструкции резонансного дросселя Др.
Важнейшим элементом резонансного контура является резонансный дроссель Др.1, от качества его изготовления зависит мощность, подаваемая инвертором в нагрузку и резонансная частота всего преобразователя! В процессе предварительной настройки закрепите воздушную заслонку, чтобы ее можно было снять и разобрать для увеличения или уменьшения зазора. Все дело в том, что используемые мной ферритовые сердечники всегда разные, и каждый раз приходится подгонять дроссель, изменяя толщину немагнитного зазора! На моей практике для получения одинаковых выходных параметров приходилось менять зазоры с 0,2 до 0,8 мм! Начать лучше с 0,1 мм, найти резонанс и одновременно измерить мощность на выходе, если частота резонанса ниже 20 кГц, а выходной ток не превышает 50-70А, то можно смело увеличивать зазор в 2-2,5 раз! Все регулировки в дросселе производить только изменением толщины немагнитного зазора! Не изменяйте количество витков! В качестве прокладок используйте только бумагу или картон, никогда не используйте синтетические пленки, они ведут себя непредсказуемо, могут расплавиться или даже сгореть! При указанных на схеме параметрах индуктивность дросселя должна быть примерно 88-90мкГ, это с зазором 0,6 мм, 12 витков провода ПЭТВ2 диаметром 2,24 мм.
Далее резонансный конденсатор, не менее важная деталь! В первых конструкциях ставлю К73 -16В, но их нужно не меньше 10, и конструкция получается достаточно громоздкой, хотя и достаточно надежной. Сейчас стоят импортные конденсаторы WIMA МКП10, 0,22х1000В — это специальные конденсаторы на большие токи, работают очень надежно, я их поставил всего 4 штуки, места практически не занимают и совсем не греются! Можно использовать конденсаторы типа К78-2 0,15х1000В, их потребуется 6 шт. Соединяются двумя блоками по три параллельно, получается 0,225х2000В. Работают нормально, почти не греются. Или используйте конденсаторы, предназначенные для индукционных плит, например MKP из Китая.
Ну, мы вроде разобрались, можно переходить к дальнейшей настройке.
Меняем лампу на более мощную и напряжением 110В, и повторяем все сначала, постепенно поднимая напряжение до 220 вольт. Если все работает, выключаем лампу, подключаем силовые диоды и дроссель и т.д. 2. К выходу прибора подключаем реостат сопротивлением 1 Ом х 1 кВт и все повторяем, сначала измеряя напряжение на нагрузке, подстраиваем частоту в резонанс, в этот момент на реостате будет максимальное напряжение, при изменении частоты в любую сторону напряжение уменьшается! Если все собрано правильно, то максимальное напряжение на нагрузке будет около 40В. Соответственно ток в нагрузке около 40А. Рассчитать мощность 40х40 не сложно, получаем 1600Вт, затем уменьшив сопротивление нагрузки, подрегулировать резонанс частотозадающим резистором, максимальный ток можно получить только на резонансной частоте, для этого параллельно подключаем вольтметр нагрузке и изменении частоты ЗГ находим размах напряжения. Расчет резонансных контуров подробно описан в (6).
Еще важная деталь, для получения максимального тока в дуге нужно настроить резонанс на максимальной нагрузке, в нашем случае для получения тока в дуге 150А нагрузка при настройке должна быть 0,14 Ом! (Это важно!). Напряжение на нагрузке, при установке максимального тока, должно быть 22-24В, это нормальное напряжение дуги! Соответственно мощность в дуге будет 150х24=3600Вт, этого достаточно для нормального горения электрода диаметром 3-3,6мм. Можно сварить почти любую железяку, я сварил рельсы!
Регулировка выходного тока осуществляется изменением частоты ЗГ.
При увеличении частоты происходит, во-первых: изменяется отношение длительности импульса к паузе (шагу); во-вторых: преобразователь вне резонанса; а дроссель из резонансного превращается в дроссель утечки, то есть его сопротивление напрямую становится зависимым от частоты, чем выше частота, тем больше индуктивное сопротивление дросселя. Естественно все это приводит к уменьшению тока через выходной трансформатор, в нашем случае изменение частоты с 30кГц до 57кГц, вызывает изменение тока в дуге со 160А до 25А, т.е. в 6 раз! При автоматическом изменении частоты возможно управление током дуги в процессе сварки, на этом принципе реализован режим «горячий старт», суть его в том, что при любых значениях сварочного тока первые 0,3 с ток будет максимальным! Это позволяет легко зажигать и поддерживать дугу при малых токах. Так же организован режим тепловой защиты на автоматическое повышение частоты при достижении критической температуры, что естественно вызывает плавное снижение сварочного тока до минимального значения без резкого отключения! Это важно, так как при этом не образуется кратер, как при внезапном обрыве дуги!
А вообще без этих примочек можно обойтись, все работает достаточно стабильно, а если работать без фанатизма, то аппарат не нагревается больше 45 градусов С, а дуга легко зажигается на любых режимах.
Далее рассмотрим схему защиты от перегрузки по току, как было сказано выше, она нужна только в момент настройки и в момент совпадения режима КЗ с резонансом, если электрод залипает в этом режиме! Как видите, собран на 561ЛА7, схема представляет собой своего рода линию задержки, задержка на включение 4 мкс, на выключение 20 мс, задержка на включение необходима для зажигания дуги в любом режиме, даже когда режим КЗ совпадает с резонансом!
Цепь защиты настроена на максимальный ток в первичной цепи, около 30А, при настройке ток защиты лучше уменьшить до 10-15А, для этого вместо резистора 6к поставить в цепи защиты 15к. Если все работает, попробуйте зажечь дугу на какой-нибудь скрепке.
Ниже я попытаюсь объяснить, почему приведенная выше схема защиты не эффективна — в момент нормальной работы дело в том, что максимальный ток, протекающий в первичной обмотке силового трансформатора, полностью зависит только от конструкции резонансного дросселя, точнее на зазор в магнитопроводе этого дросселя, и чтобы мы не делали во вторичной обмотке, ток в первичке не может превышать максимальный ток резонансного контура! Отсюда вывод — настроенная на максимальный ток в первичной обмотке силового трансформатора защита может сработать только в момент резонанса, но зачем она нам в этот момент? Только чтобы не перегружать транзисторы в момент, когда режим КЗ совпадает с резонансом, и естественно в том случае, если мы предполагаем, что резонансный контур и силовой трансформатор сгорят одновременно, то конечно такая защита необходим, собственно для этого я и включил его в схему с самого начала, когда экспериментировал с разными транзисторами и разными конструкциями дросселей, трансформаторов, конденсаторов.
— начинать настройку лучше, если в резонансном дросселе нет зазора, это сразу ограничит ток КЗ в выходной обмотке на уровне 40 — 60А, а затем постепенно увеличивать зазор и, соответственно, выходной ток! Не забывая каждый раз регулировать резонанс, с увеличением зазора он будет идти в сторону увеличения частоты!
Ниже приведены схемы термозащиты рис.2, горячего пуска и стабилизатора дуги рис.3, хотя в последних разработках я их не ставлю и в качестве тепловой защиты втыкаю термовыключатели на 80°-100°С на диоды и в обмотке силового трансформатора подключаю их все последовательно, а высокое напряжение отключаю дополнительным реле, просто и надежно! И дуга, при 62В на ХХ, зажигается достаточно легко и мягко, но включение схемы «горячий старт» позволяет избежать режима КЗ — резонанса! Это было упомянуто выше.
Рис. 2
Рис. 3Изменение наклона ВАХ в зависимости от частоты, экспериментально полученные кривые при зазоре резонансного дросселя 0,5 мм. При изменении зазора в ту или иную сторону соответственно изменяется и крутизна всех кривых. С увеличением зазора ВАХ становятся более пологими, дуга более жесткой! Как видно из полученных графиков, увеличивая зазор, можно получить достаточно жесткую ВАХ. И хотя начальный участок будет выглядеть крутопадающим, блок питания с такой ВАХ уже можно использовать с полуавтоматом СО2, если уменьшить вторичную обмотку до 2+2 витков.
6. Новые разработки и описание их работы.
Вот схемы моих последних разработок и комментарии к ним.
На рисунке 5 представлена схема сварочного инвертора с измененной схемой блока защиты, в качестве датчика тока используется датчик Холла типа Ss495, этот датчик имеет линейную зависимость выходного напряжения от напряженности магнитного поля, и вставленный в пиленное кольцо из пермаллоя, он может измерять токи до 100 ампер.
Для снижения веса вместо трансформатора на 15В применен преобразователь на микросхеме IR53HD420, это очень надежная микросхема, на ней легко создать блок питания мощностью до 50Вт.
Конструкция дросселя dr. 1 и другие 2Картонные прокладки, 3 шт. Для доктора. 1 0,1 — 0,8 мм (выбирается при настройке) для др. 2 — 3 мм.
Сердечник 2хШ16х20 2000НМ
Каркас катушки склеивается из тонкого стеклотекстолита, надевается на деревянный каркас и наматывается необходимое количество витков. Др.1 — 12 витков, провод ПЭТВ-2, диаметр 2,24 мм, намотан с воздушным межвитковым зазором, толщина зазора 0,3 — 0,5 мм. Можно использовать толстую, хлопчатобумажную нить, аккуратно проложив ее между витками проволоки, см. рисунок. Д-р 2 — 6,5 витков, намотанных четырьмя проводами марки ПЭТВ-2, диаметром 2,24 мм, общим сечением 16 кв.
Рис. 6 конструкция резонансного и выходного дросселя.
На рис. 7 показана конструкция силового агрегата, такой «слоеный пирог», это для ленивых :-)))
Рис. 8
Рис. 10
Рис. 11Рис. 8 — 11 разводка блока управления, для тех у кого вообще все в лом:-))). Хотя надо разобраться что куда ведет!
Схема горячего пуска
Рис. 12 Схема мягкого зажиганияРис. 12 Система мягкого зажигания, очень эффективная при малых токах. Не зажечь дугу практически невозможно, только электрод на металл ставишь, и постепенно начинаешь отводить, возникает малоамперная дуга, она не может сварить электрод, мощности не хватает, а горит и тянется отлично, зажигается как спичка, очень красиво! Ну а когда эта дуга зажглась, параллельно подключается силовая, если вдруг электрод заклинит, то силовой ток моментально отключается, остается только ток розжига.
Рис. 13Блок управления силовой дугой показан на рис. 13. Работает он так — измеряет напряжение на выходном резисторе системы зажигания, и дает сигнал на запуск силового агрегата только в напряжении диапазоне 55 — 25В, то есть только в момент, когда горит дуга!
Контакты реле Р работают на замыкание и включаются в разрыв высоковольтной цепи силового агрегата. Реле 12 В постоянного тока, 300 В постоянного тока x 30 А.
Найти реле с такими параметрами довольно сложно, но можно пойти и другим путем :-)) включить реле на размыкание, подключить один контакт к +12В, а другой через резистор 1кОм к 9й ножке микросхемы Uc3825 в блоке ЗГ. Работает так же хорошо! Или применить схему, показанную ниже на рис. 15,Схема полностью автономна, но при несложной доработке может использоваться одновременно как источник питания (12В) для схемы управления, мощность данного преобразователя не более чем 200Вт.
место подключения показано красным пунктиром на рис. 14
рис. 16. Рабочая схема одного из вариантов мягкого поджига7. Вывод
В заключение хочу кратко отметить основные моменты, которые необходимо помнить при проектировании мощного резонансного сварочного инвертора:
а) полностью исключить ШИМ, для этого необходимо стабилизированное напряжение питания задающего генератора, отсутствие изменяющихся напряжений на входах усилителя «ошибки» ( 1,3), минимальное время «мягкого пуска» задается емкостью на (8), блокировкой микросхемы (9) следует делать только резкое падение напряжения, лучше всего логическое от 0 до +5В с крутым фронтом нарастания, включение таким же логическим падением от +5В до 0;
б) в затворах силовых транзисторов обязательно установить двуханодные стабилитроны типа КС213;
в) управляющий трансформатор разместить в непосредственной близости от силовых транзисторов, провода, идущие к затворам, скрутить попарно;
г) при разводке платы силового моста следует помнить, что по дорожкам будут протекать значительные токи (до 25А), следовательно, шина (-) и шина (+), а также шина подключения резонансного контура, необходимо сделать как можно шире, а медь залужить;
д) все силовые цепи должны иметь надежные соединения, лучше всего их пропаивать, плохой контакт, при токах более 100А, может привести к оплавлению и возгоранию внутренних частей аппарата;
е) провод для подключения к сети должен иметь достаточное сечение 1,5 — 2,5 мм кв.
г) на входе обязательно поставить предохранитель на 25А, можно поставить автомат;
з) все высоковольтные цепи должны быть надежно изолированы от корпуса и вывода;
и) резонансный дроссель металлической скобой не затягивать, а сплошным металлическим кожухом не накрывать;
к) необходимо помнить, что на силовых элементах схемы выделяется значительное количество тепла, это необходимо учитывать при размещении деталей в корпусе, должна быть предусмотрена система вентиляции;
л) параллельно выходным силовым диодам обязательно установить защитные RC — цепи, они защищают выходные диоды от пробоя по напряжению;
м) ни в коем случае не ставьте в качестве резонансного конденсатора всякую фигню, это может привести к весьма плачевным результатам, только те типы, которые указаны на схеме — К73-16В (0,1х1600В) или ВИМА МКП10 (0,22х1000В), К78-2 (0,15 х1000В), включив их последовательно-параллельно.
Строгое соблюдение всех вышеперечисленных пунктов обеспечит 100% успех и вашу безопасность.
Теперь о минусах, их тоже немного:
а) транзисторы работают в линейном режиме переключения;
б) для защиты транзисторов необходимы снабберы;
в) узкий диапазон регулировки тока;
г) низкие частоты преобразования, обусловленные параметрами силовой коммутации транзисторов;
, но они весьма значительны и требуют своих методов компенсации. Разберем работу инвертора, построенного по этому принципу, см. рис. 17. Как видно, его схема практически не отличается от схемы резонансного инвертора, изменены только параметры LC-контура в диагонали моста, снабберы вводятся для защиты транзисторов, уменьшаются сопротивления резисторов, включенных параллельно обмоткам затвора задающего трансформатора, увеличивается мощность этого трансформатора.
Рассмотрим LC-контур, включенный последовательно с силовым трансформатором, емкость конденсатора С увеличена до 22 мкР, теперь он работает как симметрирующий конденсатор, препятствующий намагничиванию сердечника. Ток короткого замыкания преобразователя, диапазон регулирования мощности, частота преобразования инвертора полностью зависят от параметров дросселя L.
С увеличением частоты реактивное сопротивление дросселя увеличивается, следовательно, ток, протекающий через первичную обмотку выходного трансформатора, ограничивается, выходной ток уменьшается линейно. Недостатком такой системы управления током является то, что форма тока с ростом частоты становится похожей на треугольник, а это увеличивает динамические потери, и на транзисторах выделяется избыточное тепло, но учитывая, что общая мощность уменьшается, а ток через транзисторов также уменьшается, этими величинами можно пренебречь.
На практике наиболее существенным недостатком схемы инвертора с дросселем утечки является работа транзисторов в линейном (силовом) режиме коммутации тока. Такое переключение предъявляет повышенные требования к драйверу, управляющему этими транзисторами. Лучше всего использовать драйверы на основе ИК-микросхем, которые непосредственно предназначены для управления верхними и нижними ключами мостового преобразователя. Они подают четкие импульсы на затворы управляемых транзисторов, и, в отличие от трансформаторной системы управления, не требуют большой мощности. Но трансформаторная система образует гальваническую развязку, и в случае выхода из строя силовых транзисторов схема управления остается работоспособной! Это неоспоримое преимущество не только с экономической стороны построения сварочного инвертора, но и со стороны простоты и надежности. На рис. 18 приведена схема блока управления инвертором с драйверами, а на рис. 17 — с управлением через импульсный трансформатор. Выходной ток регулируется изменением частоты от 10 кГц (Imax) до 50 кГц (1t1p).
При построении инвертора такого типа необходимо учитывать точно такие же условия, как и при построении резонансного преобразователя, плюс все особенности построения преобразователя, работающего в линейном режиме переключения. Это: жесткая стабилизация напряжения питания драйверного блока, режим возникновения ШИМ — недопустим! И все остальные особенности, перечисленные в п.7 на стр. 31. Если вместо управляющего трансформатора используются драйверы на микросхемах, всегда помните, что минус низковольтного блока питания будет подключен к сети, и примите дополнительные меры безопасности меры!Блок управления на IR2110
Рис. 189. Конструктивные и схемотехнические решения предложены и опробованы
моими друзьями и подписчиками.1. Силовой трансформатор намотан на одном сердечнике типа Ш20х28 2500НМС, первичная обмотка 15 витков, проводом ПЭТВ-2 диаметром 2,24мм.
Работает хорошо, обмотки практически не греются даже при больших токах, спокойно отдает в дугу более 160А! А вот само ядро греется, примерно до 95 градусов, вам нужно поставить его в воздухе. Но зато выигрывается вес (0,5 кг) и высвобождается объем!
2. Вторичная обмотка силового трансформатора намотана медной лентой 38х0,5мм, сердечник 2Ш30х28, первичная обмотка 14 витков, провода ПЭВ-2, диаметром 2,12.
Работает отлично, напряжение ХХ около 66В, греется до 60 градусов.
3. Выходной дроссель намотан на одном Ш20х28, 7 витков многожильного медного провода, сечением от 10 до 20мм кв, на работу никак не влияет. Зазор 1,5 мм, индуктивность 12 мкГн.
4. Резонансный дроссель — намотан на один Ш20х28, 2000НМ, 11 витков, провод ПЭТВ2, диаметр 2,24. Зазор 0,5 мм. Резонансная частота 37 кГц.
Работает хорошо.
5. Вместо Uc3825 применен 1156ЕУ2.
Отлично работает.
6.
зазор не меняется, то с увеличением емкости входного конденсатора пропорционально увеличивается мощность, подводимая к дуге.
7. Полностью исключена защита от перегрузки по току. Аппарат работает уже почти год и сгорать не собирается.
Это усовершенствование упростило схему до безобразия. А вот использование защиты от длительного короткого замыкания и системы «горячий старт» + «антизалипание» практически полностью исключают возникновение перегрузок по току.
8. Выходные транзисторы установлены на один радиатор через силиконо-керамические прокладки, типа «НОМАКОН».
Отлично работают.
9. Вместо 150EBU04 установлены параллельно два 85EPF06. Работает отлично.
10. Изменена система регулирования тока, преобразователь работает на резонансной частоте, а выходной ток регулируется изменением длительности управляющих импульсов.
Проверил, работает отлично! Ток регулируется практически от 0 до макс! Схема аппарата с такой регулировкой показана на рис.Тр. 1 — силовой трансформатор 2Ш30х28, первичная — 17 витков, ХХ=56В D1-D2 — HER208 D3, D5 — 150ЭБУ04
D6-D9 — КД2997А
Р — пусковое реле, 24В, 30А — 250В переменного тока
Др.3 — намотана на кольцо ферритовое К28х16х9, 13-15 витков
монтажный провод сечением 0,75мм кв. Индуктивность не менее
200мкН.Схема, показанная на рис. 19, удваивает выходное напряжение. Двойное напряжение подается параллельно дуге. Такое включение облегчает зажигание на всех режимах работы, повышает стабильность дуги (дуга легко вытягивается до 2 см), улучшает качество сварного шва, можно сваривать электродами большого диаметра на малых токах, при этом не перегревая сварочный шов. сварная часть. Позволяет легко дозировать количество наплавляемого металла; при извлечении электрода дуга не гаснет, но ток резко снижается. При повышенном напряжении электроды всех марок легко воспламеняются и сгорают. При сварке тонкими электродами (1,0 — 2,5 мм) на малых токах достигается идеальное качество сварного шва даже у «чайников».
Подобные схемы итальянцы ставят в промышленных переносных инверторах.На рис. 20 показана принципиальная схема самой современной конфигурации сварочного инвертора.
1. Напряжение питания 210 — 240 В
2. Ток в дуге 20 — 200 А
3. Ток, потребляемый от сети 8 — 22 А
4. Напряжение ХХ 110 В
5. Масса без корпуса не более 2,5 кгКак видите, схема на рис. 20 мало чем отличается от схемы на рис. 5. Но это уже полностью готовая схема; практически не нуждается в дополнительных системах розжига и стабилизации дуги. Применение удвоителя выходного напряжения позволило исключить выходной дроссель, увеличить выходной ток до 200А и на порядок улучшить качество сварных швов во всех режимах работы, от 20А до 200А. Дуга зажигается очень легко и приятно, почти все виды электродов стабильно горят. При сварке нержавеющих сталей качество сварного шва, выполненного электродом, не уступает сварному шву, выполненному в аргоне!
Все данные обмоток аналогичны предыдущим конструкциям, только в силовом трансформаторе возможна намотка первичной обмотки 17-18 витков проводом 2,0-2,12 ПЭТВ-2 или ПЭВ-2.Уважаемые читатели, вашему вниманию было предложено несколько схем, но по сути это одна и та же силовая установка с различными дополнениями и улучшениями. Все схемы прошли неоднократные испытания и показали высокую надежность, неприхотливость и отличные результаты при работе в различных климатических условиях. Для изготовления сварочного аппарата вы можете взять любую из вышеперечисленных схем, воспользоваться предложенными изменениями и создать аппарат, полностью соответствующий вашим требованиям. Почти ничего не меняя, только увеличивая или уменьшая зазор в резонансном дросселе, увеличивая или уменьшая радиаторы на выходных диодах и транзисторах, увеличивая или уменьшая мощность кулера, можно получить целую серию сварочных аппаратов с максимальной мощностью ток от 100А до 250А и рабочий цикл = 100%.
10. Сварочный аппарат с фазовой регулировкой выходного тока
Схема, представленная на рис. 21, с моей точки зрения, наиболее привлекательна.
Тр.
Др.1 10 витков, ПЭТВ-2 диаметром 2,24 мм. Сердечник 20х28 2000НМ. Зазор 0,6-0,8мм. Индуктивность 66мкГс на максимальный ток в дуге 180-200А. Др.3 12 витков монтажного провода, сечение 1мм кв, кольцо 28х16х9, без зазора, 2000НМ1
При данных параметрах резонансная частота около 35кГц. Как видно из схемы, токовой защиты нет, выходного дросселя нет, выходных конденсаторов нет. Силовой трансформатор и резонансный дроссель намотаны на одиночных сердечниках типа Ш20х28. Все это позволило снизить вес и высвободить объем внутри корпуса, и как следствие облегчить температурный режим всего аппарата, и спокойно поднять ток в дуге до 200А!Список полезной литературы.
1. «Радио» №9, 1990 г.
2. «Микросхемы импульсных источников питания и их применение», 2001 г.
3. «Силовая электроника», Б.Ю. Семенов, Москва 2001
4. «Силовые полупроводниковые переключатели», П.А. Воронин, «ДОДЕКА» 2001
5. Каталог п/п устройств фирмы НТЭ.
5. Справочные материалы фирмы IR.
6. ТЭ, Нейман Л.Р. и Калантаров П.Л., ч. 2.
7. Сварка и резка металлов. Д.Л. Глизманенко.
8. «Микросхемы для линейных источников питания и их применение», 2001 г. Издательство «ДОДЕКА».
9. «Теория и расчет трансформаторов ИВ». Хныков А.В. Москва 2004Самодельный сварочный инвертор рядом с блоком питания компьютера:
Страница подготовлена на основе книги «Сварочный инвертор — это просто» В.Ю. Негуляев
65 нанометров — это следующая цель зеленоградского завода «Ангстрем-Т», которая будет стоить 300-350 миллионов евро. Предприятие уже подало во Внешэкономбанк (ВЭБ) заявку на получение льготного кредита на модернизацию производственных технологий, сообщают на этой неделе «Ведомости» со ссылкой на председателя совета директоров завода Леонида Реймана.
Пекин обваливает Уолл-стрит
Ключевые американские индексы отметили первые дни Нового года рекордным падением, миллиардер Джордж Сорос уже предупредил, что мир ожидает повторение кризиса 2008 года.
Запущен в серийное производство первый российский потребительский процессор Байкал-Т1 по цене 60 долларов
Компания «Байкал Электроникс» в начале 2016 года обещает запустить в промышленное производство российский процессор Байкал-Т1 стоимостью около 60 долларов. будут востребованы, если этот спрос создаст государство, считают участники рынка.
МТС и Ericsson будут совместно разрабатывать и внедрять 5G в России
ПАО «Мобильные ТелеСистемы» и Ericsson подписали соглашение о сотрудничестве в области разработки и внедрения технологии 5G в России. В пилотных проектах, в том числе во время ЧМ-2018, МТС намерена протестировать разработки шведского вендора.
Сергей Чемезов: «Ростех» уже входит в десятку крупнейших машиностроительных корпораций мира
В интервью РБК глава «Ростеха» Сергей Чемезов ответил на острые вопросы: о системе «Платон», проблемах и перспективах АВТОВАЗ, интересы Госкорпорации в фармацевтическом бизнесе, рассказали о международном сотрудничестве в условиях санкционного давления, импортозамещении, реорганизации, стратегиях развития и новых возможностях в трудные времена.
Ростех «отгораживается» и посягает на лавры Samsung и General Electric
Наблюдательный совет Ростеха утвердил «Стратегию развития до 2025 года». Основные задачи — увеличить долю высокотехнологичной гражданской продукции и догнать General Electric и Samsung по основным финансовым показателям.
Патент США на стабилизированный источник сварочного тока, включающий последовательно-резонансный преобразователь с регулируемым током, использующий трансформатор с сердечником с воздушным зазором Патент (Патент № 4,769
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
1.
Настоящее изобретение в целом относится к области источников питания для сварки и, в частности, к усовершенствованному источнику питания для сварки, включающему последовательный резонансный преобразователь, способный обеспечивать диапазон выходных значений постоянного тока для импульсной дуговой сварки и стабильный в работе при всех выходных значениях.
2. Описание предшествующего уровня техники
Источники питания для дуговой сварки могут быть спроектированы по «инверторной» теории. Среди различных топологий — последовательный резонансный преобразователь (SRC), работающий на высоких частотах преобразования для уменьшения веса и размера. Однако хорошо известно, что, в частности, когда SRC должен обеспечивать диапазон выходных значений постоянного тока, трудно добиться стабильной работы при всех выходных значениях. Кроме того, известные SRC обычно требовали на своем выходе больших конденсаторов, которые становились частью накопительного «контура» SRC.
Более конкретно, в известном уровне техники SRC, в частности, как раскрыто в патенте США No. № 3953779 — Шварц, для трансформатора используются беззазорные сердечники (тороиды), а на выходе требуется большой конденсатор (например, конденсатор С о на фиг. 1 патента Шварца) с высокими пульсациями. допустимый ток, но предпочтительно с умеренной емкостью в мкФ. Требования к высокому пульсирующему току связаны с током несущей (резонансной) частоты SRC, током, индуцированным динамикой нагрузки, и частотой импульсов при выполнении импульсной сварки GMAW. Избыточный ток пульсаций из-за этих источников вызвал чрезмерный нагрев выходного конденсатора, который обычно выбирают электролитическим по соображениям стоимости. Сварочные приложения должны иметь дело с этими высокими условиями пульсаций, и, таким образом, преобразователь Шварца не может использоваться в сварочных приложениях по этой причине и по следующим дополнительным причинам:
1.
2. Смещение по постоянному току на накопительном конденсаторе вызывает нестабильность, когда происходит потеря обратного кольца, и за этой потерей обратного кольца, вероятно, следует насыщение трансформатора. Кроме того, возникает асимметрия формы волны (аналогично синхронному шуму), и система становится нестабильной и должна быть остановлена или сброшена.
3. Система не будет питать нагрузки высокого напряжения, такие как дуги на 55-60 вольт. Специальная (и дорогостоящая) схема повышения напряжения необходима для мгновенного «изменения передаточного числа витков», чтобы питать мгновенные высоковольтные нагрузки.
4. На вольт-амперной кривой SRC появляется «нога» из-за свободного вращения энергии в индуктивности рассеяния трансформатора.
5. Известные SRC часто используют конденсаторы, включенные последовательно с вторичными обмотками трансформатора, чтобы гарантировать обратное кольцо, наряду с двухполупериодными диодными мостовыми выпрямителями. Эти конденсаторы должны выдерживать полный ток нагрузки. Такая схема предшествующего уровня техники требует больших затрат на компоненты и удваивает потери в выпрямителе по сравнению с двухдиодной схемой с центральным ответвлением без конденсаторов.
Есть несколько причин, по которым этот d.c. может произойти смещение, но одна из основных причин связана с упомянутым выше выходным конденсатором:
1. При динамической дуговой нагрузке может произойти быстрое сокращение, то есть частота стробирования переключающих тиристоров может измениться от очень высокой, где резервуар работает в режиме включения, значительно ниже, чем резервуар работает в режиме прерывистой проводимости, в течение короткого времени.
2. Инвертор Schwarz требует повышающих цепей для питания нагрузок свыше 40 или 45 вольт. Схема усиления состоит из средств электронного переключения коэффициента трансформации трансформатора, что требует дополнительных затрат и сложности, а также введения дестабилизирующего переходного процесса в силовую цепь, когда она требуется для работы.
3. Преобразователь аналогового сигнала в дискретный временной интервал («asdtic» — см., например, патент США № 3659184) или контроллер, регулирующий только первичный ток, как это используется в инверторе типа Шварца. Только трансформаторы тока измеряли первичный ток. Трансформаторы тока не считывали свободный ток в цепи постоянного тока. вторичным и, таким образом, не отражал действительного результата.
4.
5. В сварочных аппаратах с двойным первичным напряжением (т. е. 230/460 вольт) целесообразно предусмотреть два полных Н-образных моста, а затем соединить их параллельно для более низкого первичного напряжения и последовательно для более высокого первичное напряжение.
Существуют и другие патенты США, которые можно рассматривать как соответствующий предшествующий уровень техники.
Более конкретно, патент США. В US-A-4520255 описана автоколебательная сварочная схема, в которой в качестве переключателей используются транзисторы, обеспечивающие попеременное протекание тока в противоположных направлениях к первичной обмотке сварочного трансформатора.
Патент США. 4152759 и 4382171 раскрывают преобразователи частоты типа последовательных конденсаторов, используемые для подачи сварочного тока.
Патент США. В US-A-4117303 описан сварочный аппарат с преобразователем частоты, который устраняет проблемы, связанные с выходным конденсатором, за счет использования дросселя, который помещается перед выходным конденсатором для поддержания сварочной дуги в условиях короткого замыкания.
Патент США. 4,369,489 и 4,581,692 раскрывают d.c. преобразователи напряжения, в том числе трансформаторы, снабженные воздушным зазором, но, по-видимому, не с целью исключения выходного конденсатора для использования при дуговой сварке.
Патент США. US 3893015 раскрывает инверторный источник питания, включающий в себя двухрядные преобразователи вместе с трансформаторными средствами для передачи энергии от сети переменного тока. выходное напряжение одного инвертора к постоянному току. вход другого инвертора, тем самым вынуждая два инвертора поровну делить нагрузку.
Следующие патенты могут представлять дополнительный справочный интерес: U.S. Pat. № 3 621 362; 4 048 468; 4 200 830; 4 460 949 и 4 628 427.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, основной целью изобретения является создание усовершенствованной схемы последовательного резонансного преобразователя (SRC) для использования в источнике или источнике питания для дуговой сварки.
Другой целью изобретения является создание такого источника питания для сварки SRC, который стабилен в работе и способен обеспечивать диапазон выходных значений постоянного тока в виде плавного постоянного тока с малой пульсацией. Текущий.
Еще одной целью изобретения является создание такого источника питания для сварки SRC, который исключает использование обычного выходного конденсатора, крайне нежелательного для нагрузок дуговой сварки.
Еще одной целью изобретения является создание такого источника питания для сварки SRC, включающего в себя датчики тока для считывания как первичного тока, так и тока свободного хода в цепи постоянного тока.
Дополнительная цель состоит в том, чтобы устранить необходимость в выходных конденсаторах и предоставить средства для возврата избыточной резонансной энергии от контура резонансного резервуара SRC к источнику.
Другой целью является создание такого источника питания для сварки SRC, в котором ток нагрузки отделен от первичного тока за счет использования «индуктивного байпаса» на инверторных трансформаторах, тем самым гарантируя обратный вызов без необходимости использования необработанного конденсатора на выход вторичного выпрямителя, а также поддержание резонанса первичной цепи в определенных и желаемых пределах (2-к-1 и т. д.) при всех условиях нагрузки, от напряжения холостого хода до короткого замыкания и между ними.
Еще одной задачей является создание такого источника питания для сварки SRC, включающего в себя схему, которая вызывает повышение характеристического импеданса при малых нагрузках (уменьшение тока в первичной цепи бака) и которая повышает напряжение холостого хода за счет высокой Q ситуацию, сохраняя при этом опережающий коэффициент мощности и естественную коммутацию, необходимую для SRC (позволяет выключить, когда встречно-параллельный диод работает, для «естественной» коммутации полупроводникового переключателя).
Еще одной целью является создание такого источника питания для сварки SRC, в котором резонансная частота снижена, чтобы обеспечить более длительное время выключения при малых нагрузках; т. е. резонансная частота низкая при малых нагрузках и высокая (или естественная) при больших нагрузках.
Еще одной задачей является создание источника питания для сварки SRC, в котором два SRC перемежаются (или располагаются в шахматном порядке), чтобы результирующие пульсации тока на выходе были меньше. То есть мы обнаружили, что интегрирующий регулятор тока, который обычно используется в источниках тока с обратной связью, не будет работать должным образом с двумя или более чередующимися инверторами в режиме включения, если не используется прерывание усиления. Таким образом, мы обеспечиваем прерывание усиления на основе трансформатора тока (или стабилизирующее линейное изменение), которое работает совместно с интегрирующим регулятором тока для стабилизации системы. Обратная связь по току берется из бака и подается на стабилизирующую рампу срыва усиления с целью компенсации постоянного тока.
Еще одной общей целью изобретения является устранение конденсатора непосредственно на выходе вторичного выпрямителя для замыкания цепи бака источника питания для сварки SRC.
Еще одной задачей является введение воздушного зазора в силовой трансформатор источника сварочного тока SRC для уменьшения намагничивающей индуктивности и наложения регулируемого нижнего предела частоты при работе на холостом ходу, а также для защиты трансформатора от насыщения .
Еще одной целью является создание источника питания для сварки SRC с регулируемым (или «адаптирующим») таймером tq, используемым для защиты и стабилизации контура бака SRC при изменении нагрузки и/или условий резонансной частоты путем использование регулируемого таймера t q , который адаптируется к изменению резонансной частоты резервуаров при переходе от нулевой нагрузки к полной нагрузке, чтобы подавлять стробирующие импульсы тиристоров до тех пор, пока тиристоры не будут полностью выключены.
Более конкретной целью изобретения является создание источника питания для сварки SRC, в котором управляемые переключатели SCR в цепи резервуара управляются с частотой, определяемой путем сравнения выходного тока с эталонным линейным изменением в режиме непрерывной проводимости (CCM). баковой цепи, тем самым стабилизируя работу источника питания в режиме СКК.
Другой задачей является создание источника питания для сварки SRC, имеющего схему регулирования или управления, которая имеет встроенное снижение коэффициента усиления и которая включает (1) суммирующую схему для накопления абсолютного значения емкости емкости + входное напряжение + квадрат тока емкости — напряжение нагрузки и (2) компаратор для создания блокировки стробирования с целью ограничения максимального тока и, следовательно, максимального напряжения, которое может возникнуть в баке, для выполнения функции регулирования и защиты.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
РИС.
РИС. 2 представляет собой принципиальную схему традиционной схемы преобразования мощности SRC в полумостовой конфигурации.
РИС. 3 схематическая диаграмма, иллюстрирующая предпочтительный вариант осуществления изобретения.
РИС. 4a-4e иллюстрируют формы сигналов, которые имеют место в предпочтительном варианте осуществления.
РИС. 5 представляет собой блок-схему, иллюстрирующую модифицированную версию предпочтительного варианта осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
РИС. 1 представляет собой не требующую пояснений функциональную блок-схему источника сварочного тока, воплощающего наше изобретение.
РИС. 2 представлена классическая схема последовательного резонансного преобразования мощности в полумостовой конфигурации. Схема работает, попеременно открывая SCR1 и SCR2.
Основным недостатком этой схемы является то, что коэффициент трансформации трансформатора должен быть выбран так, чтобы максимальное первичное напряжение не превышало половины входного напряжения Vin. Это условие должно быть выполнено, чтобы обеспечить проводимость встречно-параллельных диодов D1 и D2. Встречно-параллельная проводимость диодов необходима для обеспечения обратного смещения тиристоров и возможности их отключения, а также для предотвращения насыщения трансформатора, которое может произойти в экстремальном случае.
Вторым принципиальным недостатком этой схемы является требование наличия большого конденсатора C3 на выходе вторичного выпрямителя R. Наличие этого конденсатора необходимо для поддержания постоянного напряжения на первичной обмотке трансформатора в течение полного резонансного цикла бак. Этот конденсатор должен быть высокого качества из-за очень высокого пульсирующего тока, которому он подвергается. Конденсатор также замедляет реакцию источника питания на условия динамической нагрузки.
Как показано на фиг. 3, в настоящем изобретении мы устранили выходной конденсатор (который в предшествующем уровне техники замыкал накопительную цепь на выходной стороне), тем самым улучшив характеристики срабатывания и сэкономив стоимость, размер и вес компонента премиум-класса, который требовал высокой пульсации. текущие возможности.
Мы использовали силовой трансформатор T1, T2 с зазором, который позволяет отказаться от известного выходного конденсатора и позволяет использовать более благоприятное соотношение витков. Это связано с тем, что воздушный зазор уменьшает индуктивность намагничивания трансформатора. Когда преобразователь работает с малой нагрузкой или без нагрузки, индуктивность намагничивания включается в бак и снижает резонансную частоту. Если индуктивность намагничивания велика (как в случае сердечника без зазора предшествующего уровня техники), снижение резонансной частоты слишком велико, чтобы его можно было допустить, поскольку трансформатор должен быть спроектирован для работы на самой низкой резонансной частоте, чтобы предотвратить насыщение трансформатора. Это налагает бремя размера, веса и стоимости на конструкции трансформаторов без зазоров. Таким образом, мы ввели воздушный зазор в силовой трансформатор для уменьшения намагничивающей индуктивности и наложения контролируемой нижней границы резонансной частоты при работе на холостом ходу, а также защиты трансформатора от насыщения.
Для увеличения частоты пульсаций тока нагрузки до максимально возможных значений и снижения пульсаций тока на входных электролитических конденсаторах С8 и С9 запираем поочередно баки 1 и 2. Каждый бак представляет собой полноценный СРК с половиной полная мощность машины. Хотя этот режим работы желателен по ранее изложенным причинам, он имеет недостаток, заключающийся в том, что в обоих резервуарах постоянно используется одна и та же частота стробирования. Из-за допусков компонентов каждый бак может немного отличаться по выходной мощности. Поскольку оба бака соединены последовательно для входа 460 вольт, и каждый бак имеет входной электролитический фильтр, если линия отвода отличается (по какой-либо причине) от бака 1 до бака 2, напряжение входных электролитических конденсаторов будет несбалансированным. Когда возникает дисбаланс, он не может быть исправлен схемой управления, потому что оба бака вынуждены работать на одной частоте.
Мы устранили эту проблему, включив в каждый трансформатор T1, T2 вспомогательную обмотку W1, W2, подключенную к выпрямителю SR2, SR3, и подключив трансформатор постоянного тока.
Чтобы гарантировать, что тиристоры (тиристоры тиристора до 4 и т. д.) полностью отключились и могут снова заблокировать прямое напряжение, мы используем таймер E, который начинает свой цикл отсчета времени, когда ток в баке меняется на противоположный.
Наш таймер tq уникален тем, что его можно регулировать, чтобы он мог адаптироваться к изменяющейся резонансной частоте резервуара, возникающей при переходе от нулевой нагрузки к полной нагрузке (вызванной индуктивностью намагничивания силового трансформатора с зазором). Регулировка пропорциональна току нагрузки и является важной функцией стабилизации бака при малых нагрузках. Мы управляем частотой стробирования, чтобы ограничить максимальное усиление накопительной цепи, ограничивая максимальную частоту стробирования при любом конкретном токе нагрузки. Таким образом, таймер t q удерживается долго при низких выходных токах (или при отсутствии выходного тока), соответствующих низкой резонансной частоте, и может укорачиваться при высоких выходных токах, соответствующих высоким резонансным частотам.
Индуктивность намагничивания (установленная воздушным зазором) трансформатора Т1 параллельна нагрузке. Добавление тока нагрузки на вторичную обмотку пытается размагнитить сердечник трансформатора, что снижает индуктивность намагничивания до предельного минимума, который является реактивным сопротивлением рассеяния.
Так на частоту влияет загрузка вторички. Без нагрузки индуктивность намагничивания самая высокая, а частота самая низкая, потому что ##EQU1## На холостом ходу (напряжение холостого хода на сварочном аппарате) мы растягиваем время t q, считывая выходной ток (она равна нулю), и мы заставляем следующее срабатывание откладываться на долгое время. Это предотвращает жесткое «включение» системы, которое она попытается сделать, потому что мы запросили текущий (ref), но не получили его. (Внешний цикл не выполняется).
Таким образом, регулируемый (или «адаптивный») таймер tq защищает и стабилизирует резервуар при изменении нагрузки (и/или изменении резонансной частоты).
Когда SRC работает в режиме непрерывной проводимости (CCM), то есть когда импульсы затвора SCR поступают во время встречно-параллельной проводимости диода, существует очень нелинейная зависимость между частотой стробирования и выходной мощностью. Когда частота стробирования приближается к резонансной частоте резервуара, выходная мощность увеличивается значительно быстрее, чем скорость увеличения частоты стробирования. Эта характеристика затрудняет стабилизацию управления SRC в этом режиме CCM. Для стабильной работы в этом режиме мы ввели снижение коэффициента усиления в контуре регулятора тока. Мы добились этого снижения усиления с помощью стабилизирующего линейного напряжения B, которое сравнивается с выходным напряжением интегрирующего регулятора тока A в первичном (внутреннем) контуре регулирования. Когда пилообразное напряжение равняется выходному напряжению интегрирующего регулятора тока A, создается стробирующий импульс, который направляется на соответствующий SCR. Рампа стабилизации сбрасывается при каждом новом стробирующем импульсе и соответствующим образом устанавливается так, чтобы напряжение рампы достигало максимума после одного полного цикла на самой низкой резонансной частоте.
Константа пропорциональности между Ref. F и частота стробирования SCR изменяется под влиянием стабилизирующей рампы B, когда SRC входит в режим непрерывной проводимости. Так называемый внутренний контур состоит из блоков A, B, C, D и E, а внешний контур состоит из блоков F и G. функция частотно-зависимого снижения усиления может быть реализована другими способами.
Таким образом, мы обеспечиваем частотно-зависимое снижение коэффициента усиления во внутреннем контуре регулятора тока для стабилизации функции регулирования при работе резервуара в режиме непрерывной проводимости (CCM).
В модифицированной версии изобретения мы используем новую схему снижения усиления, которая включает дополнительную защиту силовой цепи. Новая схема состоит из суммирующего усилителя N, который накапливает абсолютное значение напряжения накопительного конденсатора M + входное напряжение (шины) O + квадрат тока накопительного бака R — напряжение нагрузки P (фиг. 5). Результирующий сигнал сравнивается в точке S с опорным током для создания запрещающего сигнала, аналогичного выходному сигналу таймера t q .
Из приведенного выше описания видно, в чем заключаются преимущества изобретения, но, кроме того:
Известный уровень техники (контроллер asdtic) интегрирует первичный ток и должен использовать сердечники трансформатора без зазоров.
Когда мы размыкаем трансформатор и используем индуктивный байпас, в первичной обмотке возникает циркулирующий ток (не зависящий от нагрузки), что делает регулятор asdtic непригодным для использования.
Имеем на выходе отдельные катушки индуктивности, которые действуют как интеграторы выходного напряжения и не объединяются до тех пор, пока токи не пойдут на дугу. В предшествующем уровне техники развивался «синхронный шум», потому что один мост вносил большой вклад, заряжая выходной конденсатор, а затем другой мост вносил небольшой вклад, и система становилась нестабильной.
Мы используем один адаптивный таймер tq для каждого моста. Каждый из них является переменным, и каждый таймер управляется обратной связью по току от вторичного постоянного тока. Когда выходной ток низкий или нулевой, функция времени увеличивается в соответствии с низкой резонансной частотой из-за индуктивного байпаса. Это ограничивает врезку (насколько близко мы подходим к резонансу) или максимальную частоту стробирования, чтобы частота повторения не приближалась к резонансной частоте.
Опасность того, что частота стробирования станет слишком близкой или равной резонансной частоте, заключается в том, что время выключения будет потеряно, а ток и напряжение резервуара возрастут до неприемлемо высоких значений.
В модифицированной версии мы используем интегрирующий регулятор тока (ICR) и управление «предсказуемый пиковый ток». ICR управляет в прерывистом режиме и непрерывном режиме (CCM), но в непрерывном режиме он имеет разрыв усиления, вызванный предиктивной схемой:
Схема основана на принципе, что пиковый ток равен напряжению источника + емкости напряжение конденсатора минус напряжение нагрузки (если используется выходной конденсатор) + ток бака в квадрате + ток нагрузки в квадрате и масштабированный на коэффициент трансформации трансформатора (если выходной конденсатор не используется), умноженный на квадратный корень из емкости бака, деленный на индуктивность бака .
Реализация заключается в суммировании соответствующих сигналов и сравнении результата с эталонным сигналом.
Основная принципиальная схема всей машины с двойным SRC показана на фиг. 3. Основной поток энергии сверху слева вниз справа.
Первичные (коммунальные) входные линии — L1, L2 и L3, с заземлением шасси. Управляющий трансформатор T3 подключается к L1 и L2 для обеспечения питания низкого напряжения для управления системой. 40-вольтовый выход со средним отводом (20-0-20) питает плату усилителя Холла 10. 24-вольтовый переменный ток питает реле CR2, CR50 и электромеханический контактор W. (115 В переменного тока для вспомогательного оборудования.)
Входное напряжение (3-фазное или 1-фазное) выпрямляется до постоянного тока. выпрямителем SRl, создающим напряжение постоянного тока. «шина» через защитный предохранитель F2.
Два инвертора (SRC) обозначены как Бак 1 и Бак 2. Они могут быть подключены либо параллельно (для 230 В), либо последовательно (для 460 В) на демпферной плате 12 в точках L, M, J.
Первичные обмотки высокочастотных инверторных трансформаторов Т1 и Т2 находятся в баке 1 и баке 2 соответственно. Вторичные обмотки этих двух трансформаторов (показаны внизу справа) питают диоды повторного выпрямления D9.-D16, которые соединяют инвертированный высокочастотный переменный ток. обратно в округ Колумбия для сварочных нагрузок.
Дроссели Z1, Z2 включены в каждую цепь для сглаживания выходного постоянного тока. Текущий. Конденсаторы C6 и C7 являются лишь небольшими устройствами подавления переходных процессов, подключенными к корпусу. C39 — это небольшой конденсатор, используемый для улавливания (или зарядки) пикового напряжения в условиях отсутствия нагрузки. Он не является частью контуров резонансного резервуара. Трансформаторы T1 и T2 с зазором позволяют бакам колебаться даже при отсутствии нагрузки на выходе.
На С39 формируется сигнал напряжения, который возвращается на плату управления (по проводам 67 и 69, затем 167 и 169) для регулирования выходного напряжения в системе управления.
На плате управления 14 формируется сигнал 10 вольт, который передается по проводу 52 на потенциометр регулировки задания R3. Затем он снимается с резистора R3 и передается по проводу 82 на опорный блок F.
Регулятор выходного тока G принимает желаемое опорное значение (от F) и «фактический» сигнал выходного тока от платы усилителя Холла 10 по проводам. 75 и 76. Он сравнивает желаемые и фактические сигналы тока и формирует сигнал ошибки в классической форме регулятора тока с обратной связью.
Выход H регулятора тока G становится новым заданием в ICR A. Первичная обратная связь по току получается от трансформаторов тока (в данном случае CTI) и сравнивается с опорным сигналом (H).
ICR интегрирует разницу между этими двумя сигналами и обеспечивает выходное напряжение, которое является сигналом ошибки этих двух сигналов. Затем этот сигнал сравнивается с сигналом от стабилизирующего линейного генератора B компататора C.
Результирующий разностный сигнал, полученный в C, создает стробирующие или запускающие импульсы, необходимые для удовлетворения требований нагрузки.
Таймер tq E обеспечивает контрольную защиту тиристоров, подавляя стробирующие импульсы, которые могут запрашиваться компаратором C. Таймер tqq E предотвращает поступление стробирующих импульсов чаще, чем отключение SCR раз может вместить.
Правая сторона платы управления повторяет только схему зажигания тиристора D; остальные блоки A, B, C, E, F и G являются общими для обоих SRC.
Как работают охладительные системы МРТ?
С развитием технологий, особенно в области медицины, мы постоянно знакомимся с новыми способами визуализации человеческого тела для выявления заболеваний. Одним из таких основных инструментов стал МРТ или аппарат магнитно-резонансной томографии.
Аппарат МРТ — это процедура медицинской визуализации, в которой используются мощные магниты и радиоволны для создания подробных изображений внутренней части тела. МРТ часто используются для диагностики заболеваний, потому что они могут обеспечить четкое изображение всего, от мозга до сердца.
В отличие от других медицинских процедур визуализации, таких как компьютерная томография или рентген, МРТ не использует излучение и поэтому считается более безопасным. МРТ также очень эффективна для выявления повреждений мягких тканей.
Во время МРТ пациент помещается внутрь большого цилиндрического сканера. Сканер содержит мощный магнит, который создает магнитное поле вокруг пациента. Это магнитное поле заставляет молекулы воды в организме выстраиваться по определенному образцу.
Затем тело излучается радиоволнами, которые заставляют эти молекулы воды генерировать небольшой электрический ток. Этот ток улавливается датчиками, расположенными вокруг сканера, и сигналы обрабатываются компьютером для создания изображения внутренней части тела.
Изображения, полученные с помощью МРТ, могут быть очень подробными и отображать все, от отдельных клеток до целых органов. МРТ часто используется для диагностики таких состояний, как опухоли, тромбы и другие внутренние повреждения.
МРТ являются важным инструментом диагностики и лечения многих заболеваний. Хотя МРТ была изобретена в 1977 году и поэтому вошла в культурный жаргон, мало кто знает или понимает важность охлаждающей системы МРТ и того, как она работает.
Что такое охлаждающая система МРТ?
Охладитель МРТ — это медицинское оборудование, используемое для охлаждения аппарата МРТ. Охладитель обеспечивает циркуляцию воды через змеевики внутри аппарата МРТ для поддержания постоянной температуры. Без охладителя аппарат МРТ нагревался бы и мог быть поврежден.
Охладители МРТ часто располагаются в помещении, примыкающем к машинному залу МРТ. Как правило, это большие промышленные машины, требующие много места.
Нужны ли охладители для аппаратов МРТ?
Аппараты МРТ используют мощные магниты для создания изображений тела. Эти магниты настолько сильны, что могут намагнитить предметы.
Типичный аппарат МРТ хранится при температуре -270 градусов Цельсия. Это связано с тем, что чем холоднее окружающая среда, тем меньше вероятность того, что аппарат МРТ повлияет на какой-либо магнитный объект.
Некоторые люди могут задаться вопросом, нужен ли охладитель для аппаратов МРТ. Ответ положительный. Охладитель помогает поддерживать температуру аппарата МРТ и предотвращает его перегрев. Если аппарат МРТ становится слишком теплым, это может повлиять на качество создаваемых изображений. Кроме того, если аппарат сильно нагревается, это может быть опасно для пациентов, которые его используют.
Как работает охладитель МРТ?
Чиллеры для аппаратов МРТ работают за счет циркуляции хладагента по ряду змеевиков. По мере циркуляции хладагент поглощает тепло от МРТ-сканера. Этот процесс помогает охлаждать сканер и предотвращает его перегрев. Затем холодный хладагент проходит через конденсатор, который снова превращает его в жидкость.
Каковы преимущества охладителей МРТ?
Охладители МРТ являются важной частью поддержания производительности и безопасности ваших аппаратов МРТ. Без них сканеры могут перегреться и выйти из строя. Охладители МРТ также помогают снизить уровень шума и улучшить качество изображения. Благодаря своим многочисленным преимуществам охладители МРТ являются важным элементом оборудования в любом кабинете МРТ.
Какие типы охладителей используются для МРТ?
Существует три основных типа охладителей, которые используются для МРТ: с водяным охлаждением, с воздушным охлаждением и с охлаждением жидким азотом (LN2). Выбор типа охладителя зависит от ряда факторов, включая размер и форму аппарата МРТ, климат, в котором он будет расположен, и доступную электрическую мощность.
С водяным охлаждением
Чиллеры с водяным охлаждением на сегодняшний день являются наиболее распространенным типом, используемым в аппаратах МРТ.
С воздушным охлаждением
Чиллеры с воздушным охлаждением становятся все более популярными из-за их более низкой стоимости и меньших размеров, но их можно использовать только в климатических условиях, где температура окружающего воздуха ниже 50 градусов по Фаренгейту. Это может быть запредельным, если в вашем офисе нет работающего кондиционера.
Жидкий азот
Охладители LN2 для МРТ представляют собой тип медицинского холодильника, в котором для охлаждения оборудования используется жидкий азот. Они используются в аппаратах МРТ для охлаждения магнитов. Без охладителя LN2 MRI магниты нагревались бы и приводили к отключению аппарата. Чиллеры с охлаждением LN2 используются в основном в исследовательских машинах, где требуются очень низкие температуры.
Выбор типа охладителя также влияет на эксплуатационные расходы аппарата МРТ.