Сварочный инвертор, ММА
Преимущества
Описание
Компактный и надежный сварочный аппарат предназначен для ручной электродуговой сварки с применением плавких электродов (ММА). Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Применение
Аппарат сварочный инверторный постоянного тока предназначен для производства сварочных работ методом ручной электродуговой сварки с применением плавких электродов ММА. Аппарат может применяться для сварки различных видов стали
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
| Артикул | |
|---|---|
| Тип | инвертор |
| Тип сварки | ММА |
| Тип транзистора | IGBT |
| Мощность, кВА | 6. 6 6 |
| Макс. потребляемый ток, А | 30 |
| Род сварочного тока | постоянный |
| Сварочный ток, А | 10-165 |
| Диаметр электродов, мм | 1. 6-4,0 6-4,0 |
| Напряжение холостого хода, В | 60 |
| Рабочее напряжение, В | 26.4 |
| Диапозон напряжений сети, В | 160-230 |
| Пв, % | 60 |
| Кпд, % | 85 |
| Форсаж дуги | есть |
| Горячий старт | есть |
| Защита от прилипания электрода | есть |
| Защита от перегрева и перегрузки | есть |
| Дисплей | нет |
| Класс электробезопасности | I |
| Степень защиты | |
| Номинальное напряжение, В/Гц | 230 /50 |
| Габариты, см | 54х48х37 |
| Масса изделия, кг | 7. 4 4 |
| Масса в упаковке, кг | 8.4 |
| Комплектация | |
| Аппарат сварочный | 1 |
| Кабель с электрододержателем | |
| Кабель с зажимом массы | 1 |
| Руководство по эксплуатации | 1 |
Документация
Инструкция
(скачать pdf, 1.
Рекламная брошюра
(скачать pdf, 1.18 МБ)
Инструкция для печати
(скачать pdf, 1.87 МБ)
ЗАС-Т3-165_Приложение к инструкции
(скачать pdf, 181.33 КБ)
ЗАС-Т3-165_Приложение к инструкции
(скачать pdf, 181.33 КБ)
Сопутствующие товары
Защита глаз и лица
Защита рук
Щетки крацовки
Защита органов дыхания
Одежда защитная
Верстаки, тиски, струбцины
Инвертор сварочный, ЗУБР Профессионал ЗАС-Т3-250, 250А, MMA,IGBT,Форсаж дуги,Горячий старт, Антиприлипание эл-да,ПВ-60%,220В (мин 160В)
Преимущества
- Максимальная мощность + огромные возможности = профессиональный инструмент
- Сварочный инвертор по технологии IGBT:
— плавная регулировка сварочного тока в широком диапазоне
— малое потребление электроэнергии, высокий КПД
— простота работы и высокое качество сварного шва
— сварка различных металлов
— меньшее количество силовых элементов (при той же мощности) и, соответственно, выше надежность и меньше вес и размеры по сравнению с технологией MOSFET - Система защиты от перегрузки и перегрева
- Функция «Горячий старт» облегчает поджиг дуги, форсируя стартовый ток
- Функция «Форсаж дуги» увеличивает силу тока на очень короткий промежуток времени, снижая вероятность залипания электрода
- Функция «Антиприлипание электрода» автоматически снижает сварочный ток в момент залипания электрода
- Профессиональные технические решения и качественные компоненты позволяют работать дольше, проще и качественнее
- Сварка постоянным током обеспечивает лучшее качество сварочного шва по сравнению со сваркой переменным током
- Устойчивая работа при колебаниях сетевого напряжения до 160 В
- Защита от пыли (покрытие платы специальным высокотемпературным лаком)
- Принудительное охлаждение гарантируют увеличенную производительность
- Меньшие вес и габариты по сравнению с трансформаторными сварочными аппаратами увеличивают мобильность и позволяют работать в труднодоступных местах
- Возможность работы от генератора
Описание
Самый мощный в линейке ЗУБР аппарат для ручной электродуговой сварки с применением плавких электродов (ММА).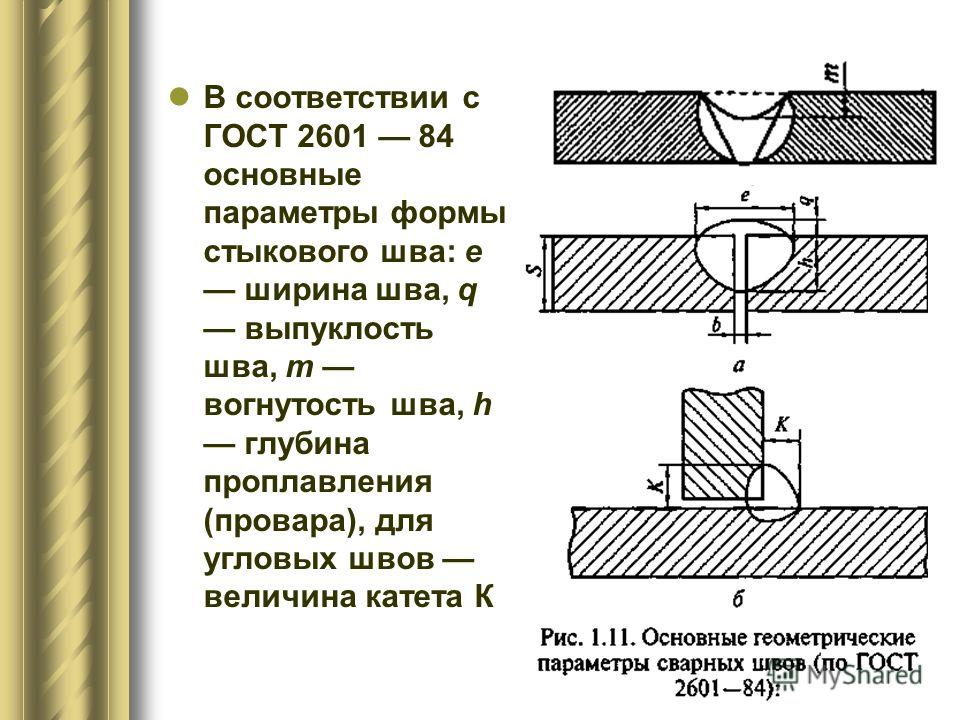 Микропроцессорное управление сварочным током обеспечивает стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, поддержание сварочного тока при колебаниях напряжения, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Микропроцессорное управление сварочным током обеспечивает стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, поддержание сварочного тока при колебаниях напряжения, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Применение
Аппарат сварочный инверторный постоянного тока предназначен для производства сварочных работ методом ручной электродуговой сварки с применением плавких электродов ММА. Аппарат может применяться для сварки различных видов стали
На электроинструмент «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Распродажа
67 819 Р
30 760 Р
В наличии
Купить в 1 клик
23 452 Р
10 600 Р
В наличии
Купить в 1 клик
New!
21 619 Р
11 450 Р
В наличии
Купить в 1 клик
19 511 Р
9 040 Р
В наличии
Купить в 1 клик
17 722 Р
8 210 Р
В наличии
Купить в 1 клик
14 698 Р
6 640 Р
В наличии
Купить в 1 клик
10 628 Р
4 820 Р
В наличии
Купить в 1 клик
New!
8 456 Р
4 520 Р
Осталась 1 штука
Купить в 1 клик
Гидравлический разделитель Север — Т3 совмещенный с коллектором покупают у нас
Главная Каталог Коллекторы и разделители гидравлические для отопления Гидравлический разделитель совмещенный с коллектором Север — Т3
8 930 Р.
КупитьПолучить консультацию
Патрубки котлового контура 1 1/4″(нр)
Патрубки контура потребителей 1″(нр)
Количество контуров 3
Патрубки воздухоотвода 1/2″(вр)
Патрубки шламоудаления 1/2″(вр)
Патрубки термометров 1/2″(вр)
Межосевое расстояние 125мм
Давление6 бар
Максимальная мощность70 кВт
Габаритные размеры 910/260/100
В нашем разделе каталога низкие цены на товар, Гидравлический разделитель совмещенный с коллектором Север — Т3, для отопления, можно выбрать на официальном сайте Водная техника Самара. Купить в ассортименте гидравлические разделителе и коллекторы, для монтажа системы отопления в котельной, получить качественную продукцию от надежных поставщиков и профессиональный подход специалистов — у нас есть всё для водоснабжения, отопления и оснащения коллекторами отопления инженерных систем. Подобрать гидравлическую стрелку в Интернет-магазине Водная техника Самара всегда выгодно по приемлемой цене. У нас можно заказать: расчет, комплектацию и быструю доставку, организовать удобный самовывоз любых гидрострелок, гидроразделителей и гидроколлекторов со склада в Самаре.
Получить консультацию и приобрести оборудование для отопления можно у менеджеров компании Водная техника Самара по тел. +7 846 2 707 888 или посетив наш магазин по адресу ул. Аэродромная, дом 58А
Коротко о производстве.
Производитель: Производственная компания «Север», г. Миасс
Для получения качественных изделий Гидравлический разделитель совмещенный с коллектором Север — Т3, на производстве производителя используются самые современные высокотехнологические процессы изготовления изделий. При основном процессе производства, таком как сваривание между собой деталей, производитель применяет, для получения нержавеющего шва, используется аргонная-дуговая проварка стыков соединяемых деталей, но для получения качественного шва нужна предварительная обработка деталей с идеальной точностью прилегания соединяемых поверхностей. Для получения таких поверхностей используется технология лазерной разрезки.
Применяя современные технологии окраски, изделия Север имеют привлекательный внешний вид и хорошо защищены от коррозии. Для покраски изделий применяется краска термостойкая, трехкомпонентная, устойчивая ко многим агрессивным средам и сохраняет свой безупречный вид при температуре до +300 С.
Для покраски изделий применяется краска термостойкая, трехкомпонентная, устойчивая ко многим агрессивным средам и сохраняет свой безупречный вид при температуре до +300 С.
На все изделия компании «Север» действует «эксклюзивная» пяти летняя гарантия изготовителя. Это означает, что любой выявленный дефект, возникший во время эксплуатации, после установки изделия, компания «Север» принимает без разбирательств и обязуется немедленно отправить в адрес заказчику новое изделие взамен дефектного. Только после того, как отправленное изделие будет получено заказчиком, установлено и проверено на работоспособность, заказчик возвращает бракованное изделие производителю для изучения причины происхождения неисправности инженерами производства.
Похожие товары
5 070 Р.
Гидравлический разделитель Север — 100К2
- Купить
- Подробности
210 Р.
Кронштейн напольный 500мм
- Купить
- Подробности
10 270 Р.
Гидравлический разделитель совмещенный с коллектором Север — Т4
- Купить
- Подробности
4 400 Р.
Гидравлический разделитель Север — 100
- Купить
- Подробности
28 050 Р.
Гидравлический разделитель Север — 220 плюс
- Купить
- Подробности
480 Р.
Кронштейн под группу безопасности
- Купить
- Подробности
220 Р.
Кронштейн напольный для стальных радиаторов 500мм.
- Купить
- Подробности
5 980 Р.
Гидравлический коллектор Коллектор — КМ3
- Купить
- Подробности
23 450 Р.
Гидравлический разделитель Север — 220
- Купить
- Подробности
550 Р.
Крепление для расширительного бака 1″
- Купить
- Подробности
4 290 Р.
Гидравлический разделитель Север — 80К2
- Купить
- Подробности
11 440 Р.
Гидравлический разделитель совмещенный с коллектором Север — Т5
- Купить
- Подробности
8 190 Р.
Гидравлический разделитель c коллектором Коллектор — КV4
- Купить
- Подробности
12 640 Р.
Основание для сборки насосной группы с насосом Север P 25/60
- Купить
- Подробности
105 Р.
Кронштейн для крепления гидрообвязки Север
- Купить
- Подробности
19 850 Р.
Гидравлический разделитель Север — 160 плюс
- Купить
- Подробности
5 970 Р.
Каскадный узел горизонтальный Север-KUG
- Купить
- Подробности
10 700 Р.
Гидравлический разделитель совмещенный с коллектором Север — V4
- Купить
- Подробности
1 730 Р.
Фильтр-сепаратор Север FS/32
- Купить
- Подробности
9 400 Р.
Насосная группа осн.S+насос 25/60
- Купить
- Подробности
Цены указанные на сайте носят информационный характер, оборудование принимается к заказу после подписания договора и спецификации поставки с указанием стоимости, сроков и условий поставки.
Данный интернет-сайт (shop.wtsamara.ru) носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 п.2 Гражданского кодекса Российской Федерации. Для получения подробной информации о технических характеристиках и стоимости указанных товаров и (или) услуг, пожалуйста, обращайтесь к администрации сайта с помощью специальной формы связи или по телефону: +7-846-2-707-888.
Нашли неточность или ошибку в описании товара, или текста, а также ваши замечания, предложения по улучшению качества сайта, направляйте на электронную почту
Vanagon/T3/T25 обработка швов от ржавчины. — Mid North Coast VW
Швы Vanagon/T3/T25
от kombivan »Пн, 18 мая 2015 г., 22:25
Кто-нибудь знает правильный метод зачистки, перекраски и заполнения швов, в основном возле задних четвертей, как каждый раз, когда я сделайте это, через пару лет снова появятся пузыри, я думал о линиях пескоструйной обработки швов, затем покраски, затем заполнения шпатлевкой, о которой я мало знаю, затем нанесения слоя краски на участок, кто-нибудь знает лучше как заделать и покрасить эти швы?
Re: Швы Vanagon/T3/T25
от kombivan » Пт, 24 июля 2015 г. , 23:27
, 23:27
Руководство идиота по ремонту швов от ржавчины шов
ржавчина.. что-то хорошее, что-то плохое.
если металл тонкий, перфорированный или дырявый, то его необходимо вырезать
. но если это просто ПОВЕРХНАЯ РЖАВЧИНА, то вырезание металла и замена его на
сделает его ХУЖЕ. ага, хуже.
фургон цельный… швы в местах соединения панелей,
и с отбортовкой, часто 3 или 4 панели (которых вы не видите) соединяются в шве
. вы вырезаете все это, затем вам нужно зайти внутрь фургона, снять все внутренние панели
и заварить все эти разные панели изнутри, и
снизу, не говоря уже о панелях, которые вы только что потревожили в полостях, которые вы не можете
увидеть — или даже добраться!!! ..внутренние пороги, где пол приварен к раме
, и т.д., и т.п… в основном это означает МНОГО РАБОТЫ. и много
$$. вырезать металл надо только в крайнем случае..тогда металл
дырявый или тонкий.
вы должны помнить, что когда вы вырезаете металл и привариваете заплату, вы
нарушаете первоначальную структурную целостность автомобиля. схемы слива воды
схемы слива воды
могут быть изменены/заблокированы и т. д. — если работа не выполнена на 100% правильно тогда результат
будет хуже, чем то, что вы пытаетесь исправить в первую очередь. много
раз кузовные мастерские будут приваривать новые панели или заплатки, а не работать непрерывно
mig приварной шов вокруг заплаты, как и должно быть сделано — просто точечная сварка здесь и
там, чтобы удерживать деталь. Я даже видел несколько клеевых панелей… затем они
заполняют швы/щели шпатлевкой, бондо, стекловолокном или чем-то еще.
Bondo, гладкая и красивая покраска. С глаз долой, из сердца вон. через год у вас
появляются пузырьки бондо в форме пятна, через которое вода и ржавчина
проникли сзади, потому что панель не была должным образом приварена. бондо и большинство наполнителей кузова
не являются водостойкими. они пропускают воду. Бондо это
худшая вещь, чтобы исправить дыры от ржавчины. кузовные мастерские срезают углы. особенно на ржавчине
ремонтных работ. 99% кузовных мастерских любят страховые работы и ненавидят ремонт ржавчины.
99% кузовных мастерских любят страховые работы и ненавидят ремонт ржавчины.
нет ничего лучше заводской сварки.
для незначительной шовной ржавчины — поверхностной ржавчины — когда металл еще твердый — тогда
резка не требуется. только правильная подготовка и обработка металла.
шовная ржавчина сзади. как говорили другие, если вы не позаботитесь
о проблеме в ее происхождении, она вернется.
* Шовная ржавчина возникает из-за того, что герметик для швов кузова, нанесенный на заводе
, дает усадку/трещины и т. д., и вода/грязь/соль/грязь попадает в трещины,
обнажая необработанный металл, и начинается ржавчина. ржавчина/вода и т.д. пойдут по пути наименьшего сопротивления — через шов.
где ржавеют вагоны:
перед-
над бампером «арматура». это цельная арматура бампера, к которой крепится ваш бампер
. есть шов между этим и листовым металлом передней носовой части.. этот шов
— один из немногих фургонов, который ржавеет СНАРУЖИ. заводской шов
заводской шов
герметик трескается, и внутрь попадает вода. я видел здесь фургоны, полностью прогнившие насквозь,
нуждался в замене листового металла.
со стороны водителя —
вертикальный шов за колесной аркой водителя или сзади
«изогнутой ноги». где была бы крышка бензобака, если бы она была со стороны водителя.
этот вертикальный шов ржавеет сзади..шов внутри колесной арки. те
из вас с фургонами 88-91 годов с полным обвесом из стекловолокна должны снять
ваши боковые юбки и осмотрите эти области. эти причудливые обвесы хорошо справляются с задачей
, скрывая ржавчину.. вне поля зрения, из виду, из-под контроля..
ржавчина швов коромысла водителя —
ржавчина шва коромысла водителя ОБЫЧНО распространена только на полных GL westfalias,
с тремя дополнительными заливными отверстиями, вырезанными на стороне водителя. при наличии ржавчины
непосредственно под заливными отверстиями необходима замена панели.
что происходит:
когда westfalia-weke переоборудует эти фургоны в кемперы на своем заводе,
они вырезают отверстия в боковой части фургона для заправочных портов/дымоходов. затем
затем
устанавливают порты, только используя пенопластовую прокладку в качестве уплотнения к корпусу.
20 лет спустя этот пенопластовый уплотнитель превратился в пыль. вода поступает через эти заправочные отверстия,
, и стекает по внутренней стене кемпера. эта стена изолирована изоляцией из стекловолокна
, поэтому вода пропитывает ее и никогда не высыхает. есть
горизонтальная балка кузова прямо под заправочными отверстиями, и много раз вода
скапливается на этой балке, и в результате появляется сквозная ржавчина, которую вы видите прямо под заправочными отверстиями
, прямо посередине боковой панели. вода также скапливается в шве
, где пол соединяется с боковой панелью и швом коромысел. вода просачивается через шов
коромысла из-за кухни, и вот вам ржавчина
шва коромысла со стороны водителя.
, если бы люди только повторно запечатывали свои заправочные порты, ничего этого не произошло бы.
простая герметизация портов предотвратит проникновение воды.
шовная ржавчина за задними колесами-
эта шовная ржавчина исходит изнутри задних колесных арок на задних
швах.
ржавчина вокруг ветрового и бокового окон и уплотнителей люка —
часто при замене стекла в магазинах используют лезвие бритвы
при вырезании старого уплотнителя, а краска царапается, не подкрашивается, и
ржавчина бывает под уплотнителем окна. в большинстве случаев это происходит только из-за накопления грязи/соли/твердого
под уплотнением, а затем начинает развиваться ржавчина. вы должны вытащить
окна, чтобы решить эту проблему
ржавчина на нижних краях заднего люка-
если вы откроете люк и посмотрите на каждый внутренний нижний угол, там есть 2
черных пластиковых заглушки. удалить их. они ничего не делают, кроме как удерживают воду внутри
вашего люка внизу, и являются причиной того, что люки
ржавеют в нижних углах. тупая идея от фольксвагена заткнуть сливные отверстия.
ржавчина в нижней части раздвижной двери —
это чаще встречается на раздвижных дверях 80-84, но я видел некоторые ползунки 85 up
с нижней ржавчиной. это происходит из-за отсутствия дренажных отверстий в нижней части раздвижной двери
это происходит из-за отсутствия дренажных отверстий в нижней части раздвижной двери
(всего 2), а грязь/солевой налет скапливается в нижней части раздвижной двери
и ржавеет сзади. Вот почему сплошные раздвижные двери 80-84
очень трудно найти на северо-востоке.
есть и другие направления, но это основные..
когда я ремонтирую ржавчину шва, я делаю это.
НАЧАТЬ СЗАДИ.
войдите внутрь колесных арок, прямо напротив ржавчины внешнего шва, с помощью отвертки с плоской головкой
. покопайтесь, и вы, скорее всего, увидите, что заводская грунтовка/герметик для швов
вздулась, и соскребите грунтовку/герметик для швов
. соскребайте его, пока не начнете видеть блестящий металл. небольшое пятно
/ портативный пескоструйный аппарат хорошо, если он у вас есть, но не обязательно. я использую дрель
или дремель с насадкой из проволочного колеса или проволочную щетку в труднодоступных местах
области. ИСПОЛЬЗУЙТЕ ОЧКИ!! проволочная щетка/струйная обработка всей рыхлой ржавчины до блеска. если ржавчина
если ржавчина
плохо отшелушивается, используйте плоскую головку и соскребайте ее, пока весь рыхлый металл
не будет удален. затем я использую наждачную бумагу с серьезной зернистостью, например, зернистостью 50 ..
либо на дрели, либо на дремеле, либо вручную. используйте отвертку и вытащите весь свободный герметик
, но не тот материал, который еще податлив. когда весь металл
очищен, тогда вы хотите очистить его.. я использую растворитель для краски/спирт, чтобы очистить
металл.
затем, когда очиститель высохнет, я обрабатываю весь голый металл EXTEND..или
RUST MORT..или rustoleum RUST CONVERTER. доступен в Walmart..поставляется в маленькой пластиковой баночке
. Вы в основном рисуете его кистью … он проходит через химическое преобразование
и меняет металл на черный. это должно быть сделано
при температуре выше 50 градусов, иначе материал не будет работать должным образом (при более низких температурах фен
поможет ему вылечиться должным образом), когда металл станет черным, вы знаете, что он вылечен
верно.
, затем я беру новый герметик для швов, который можно приобрести в местном магазине автозапчастей
или NAPA, распыляю его из обычного пистолета для герметика в швы. швы только
.. не размазывайте по всему месту, просто зачеканьте в швы. Если у вас
возникла ситуация, когда часть металла отделилась от швов, то нанесите герметик
на швы, а затем слегка постучите по металлу. сотрите все излишки герметика
, которые попали на окружающий металл.
после того, как герметик схватится (он всегда будет оставаться податливым), вы можете замаскировать
область, на которую вы не хотите наносить краску или распыление, с помощью малярной ленты
и газеты, а затем покрыть область грунтовкой. Я использую рустолем или крайлон.
серый грунт.
затем (если внутри колесной арки) нанесите на всю поверхность 2 слоя прорезиненной грунтовки
.
затем для (если внешняя поверхность в цвет кузова) — при первоначальном грунтовочном покрытии
высохнет, можно приступать к заполнению поверхности ссадин или ямок. Вы можете использовать шпаклевку из стекловолокна
Вы можете использовать шпаклевку из стекловолокна
или точечную шпаклевку (в зависимости от того, насколько глубоки ямки в металле
), чтобы сделать поверхность гладкой. Вы хотите тонкое пальто. когда шпаклевка
затвердеет, затем отшлифуйте до гладкости.. нанесите на окружающую поверхность
.
протрите начисто, а затем нанесите еще один тонкий слой точечной замазки, чтобы заполнить следы песка
или любые другие ямки. затем отшлифуйте наждачной бумагой с более мелкой зернистостью, как только она схватится.
протрите всю поверхность начисто, и теперь вы готовы к нанесению верхнего слоя грунтовки. замаскируйте
областей, на которые вы не хотите наносить избыточное количество краски. вы не хотите маскировать
непосредственно вокруг отремонтированного участка, вы хотите растушевать грунтовку, чтобы вы не получили
«линий ленты» в грунтовке.
загрунтовать область… затем, когда она высохнет, отшлифовать всю загрунтованную поверхность бумагой 1500+,
заштриховать все дефекты.
вы можете использовать растворитель для краски, чтобы быстро стереть любой нежелательный избыток грунтовки,
или растворитель для лака, если он был там какое-то время.
После того, как область полностью высохнет, отшлифуется и очистится, вы готовы к нанесению последнего верхнего слоя
.
некоторые из заводских красок все еще доступны у дилера VW в небольших баллончиках
. или вы можете зайти на www.paintscratch.com и найти
вашего цвета там.. они смешают его для заводского подбора и поместят в баллончик
для вас.
нанесите верхний слой на всю отремонтированную область, используя равномерные мазки слева направо,
удерживая спрей на расстоянии от поверхности, чтобы он не растекался. нанести еще один слой
после сушки.
, затем покрыть прозрачным лаком, если применимо (металлики покрываются прозрачным лаком)
легко. работа в субботу максимум.
В качестве альтернативы, если вы хотите пропустить шаги по нанесению верхнего покрытия и просто хотите исправить 5
минут, чтобы предотвратить усиление ржавчины, самое меньшее, что вы можете сделать, это
соскоблить рыхлый металл и нанести средство для покрытия ржавчины. .покрасьте его..даже ватной палочкой
.покрасьте его..даже ватной палочкой
..это предотвратит усиление ржавчины, пока вы не сможете исправить это
правильно.
теперь НИКТО не должен иметь повода ходить с необработанной шовной ржавчиной на
их фургоны или любой автомобиль в этом отношении..
Re: Швы Vanagon/T3/T25
от kombivan » Пт, 24 июля 2015 г., 23:30 вся ржавчина или она вернется прежде, чем ты успеешь моргнуть. Очистите всю поверхностную ржавчину, которую вы можете найти, затем очистите шов с помощью тонкого проволочного диска на дрели. Если вы можете достать хороший бластер, это даже лучше. Затем используйте одно из лучших средств от ржавчины и попытайтесь нанести его как можно глубже в шов. (если можно добраться до шва изнутри было бы еще лучше). Затем замените герметик для швов, и я использовал грунтовку для травления, а затем распылил краску для подкраски исходного цвета. Я собираюсь сделать то же самое, что и ты, на своих Westy и Syncro, так что я чувствую твою боль.
К сожалению, способ создания этой модели создает проблему.
Re: Швы Vanagon/T3/T25
от kombivan » Пт, 24 июля 2015 г., 23:36
Re: Sikaflex 221 в качестве герметика для наружных швов?
Postby New Kentish Campers » 11 Apr 2012, 22:39
Да, отшлифованный и чистый голый металл, vactan, 2 пакета протравливающего грунта [производители Vactan считают допустимым наносить протравливающий грунт поверх], 2 пакета толстослойного грунта «[все сплющено между каждым другим слоем], а затем, наконец, герметик. Хитрость заключается в том, чтобы вырезать сопло на тюбике немного меньше, чем сам шов, чтобы избежать попадания большого количества продукта туда, где он не должен быть, и просто нажать на спусковой крючок на app.gun, чтобы «протолкнуть» материал в трубку. шов. Здесь есть 2 точки зрения: если вы используете более дешевый герметик, то попробуйте сделать это за 2 подхода, чтобы герметик «проседал», т. е. сначала он выглядит великолепно, но через час или около того выглядит хуже, потому что он так упал/провис. вы добавляете еще один слой или используете 221 и делаете это одним ударом, как это сделал я.
И, наконец, при герметизации используйте безворсовую ткань, иначе мелкие частички ворса прилипнут к герметику и испортят его внешний вид. Я использую ткань 3m finnesse, которая, как я понимаю, очень дорогая по сравнению с другими материалами на рынке, но с первого раза справляется со своей задачей. И он также отлично подходит для окончательной полировки краски. Я использовал салфетку на водной основе, чтобы вытереть герметик и окончательно очистить панель, прежде чем я начал распылять различные краски на фургон.
Наконец, я заменил передние колесные арки и высокие задние колесные арки на своем фургоне, а также нижнюю часть порога и те маленькие задние панели-заглушки, которые находятся в нижней части угловых стоек; все были обработаны/запечатаны таким образом.
Re: Швы Vanagon/T3/T25
by kombivan » Пт, 24 июля 2015 г., 23:46
Sikaflex 11FC — это быстроотверждаемый однокомпонентный полиуретановый герметик/клей с постоянной эластичностью. Он используется в качестве эластичного клея для сборки металлических каркасных зданий, накладок и сводов, легких строительных материалов, акустических потолочных плит, оконных и дверных рам, молдингов и дверных порожков.
Он используется в качестве эластичного герметика для бетонных, эпоксидных, каменных и облицованных плиткой полов, крыш и водосточных желобов и может использоваться для защиты от сквозняков, а также на контейнерах, резервуарах для воды и силосах.
Однокомпонентный состав
Эластичный
Слабый запах
Устойчив к старению и атмосферным воздействиям
Можно окрашивать и шлифовать
Re: Швы Vanagon/T3/T25
by kombivan » Пт, 24 июля 2015 г., 23:47
23
Характеристики
Эластичный
Некоррозионный
Может быть окрашен
Можно шлифовать
Одобрено NSF для случайного контакта с пищевыми продуктами
Полиуретановый (PU) промышленный клей/герметик
Расходные материалы для автомобильных мастерских0005
Области применения
Подходит для изготовления постоянных эластичных швов с высокой адгезионной прочностью
Марка Sika
Номер страницы в каталоге 31-16
Цвет Черный
Минимальный объем заказа 1 — Промышленный герметик/клей
Подходящие материалы подложки: металлы, металлические грунтовки и лакокрасочные покрытия (системы 2-C), керамические материалы и пластмассы
Re: швы Vanagon/T3/T25
by kombivan » Пт, 24 июля 2015 г. , 23:52
, 23:52
, который выглядит стандартным, который они производят, посмотрите, сможет ли этот продавец продать вам сверхтонкий материал PP100. Он не совсем дешевый, но с ним действительно приятно работать. Помните, что это жизнеспособность — то есть время, которое вы можете использовать до того, как оно начнет затвердевать, составляет менее 10 минут, если погода теплая, поэтому не торопитесь и наносите его поэтапно, не пытайтесь сделать это за один раз, если вы хорошо привыкли к такого рода вещам.
Вот ссылка на основной продукт, лучше всего попробовать авто-кузовные факторы, чтобы купить его, возьмите большую банку, если можете, потому что так дешевле: http://www.loctite.co.uk/cps/rde/ хчг/ч … 2571360673
ИЛИ, если вам нужно сделать довольно много ремонтных работ, для которых потребуется изрядное количество наполнителя, тогда купите более дешевый материал, который показывает Bmouthboyo, чтобы получить все почти до уровня поверхности, а затем положите хороший материал сверху, чтобы получить окончательная отделка. И не волнуйтесь, если вам придется использовать наполнитель. В этом нет ничего плохого, если использовать его по назначению. Он способен впитывать воду, поэтому в таких ситуациях используйте продукт на основе стекловолокна или, что еще лучше, свинец. По крайней мере, ваш фургон будет стоить больше в стоимости лома, если ничего другого
И не волнуйтесь, если вам придется использовать наполнитель. В этом нет ничего плохого, если использовать его по назначению. Он способен впитывать воду, поэтому в таких ситуациях используйте продукт на основе стекловолокна или, что еще лучше, свинец. По крайней мере, ваш фургон будет стоить больше в стоимости лома, если ничего другого
С годами, когда у меня был собственный магазин, я обнаружил, что более дешевые наполнители склонны к проколам, и вы часто тратите больше времени на повторное наполнение, когда более дорогие наполнители означали, что вы могли сделать это за один раз. . Когда вы нанимаете людей, время — деньги!
Руководство по эксплуатации – T3 Extreme
Данное руководство по эксплуатации предназначено для использования в качестве руководства по эксплуатации сварочного аппарата T3 Extreme Seam. Чтобы обеспечить оптимальную производительность вашего сварочного аппарата, пожалуйста, точно следуйте рекомендациям и спецификациям.
- Глава 1: Использование по назначению
- Глава 2: Объяснение предупреждений
- Глава 3: Электрические и воздушные требования
- Глава 4: Принципы термосварки
- Глава 5: Определение элементов управления
- Глава 6: Операция
- Глава 7: Настройка
- Глава 8: Сварочные наконечники
- Глава 9: Аксессуары
- Глава 10: Техническое обслуживание
- Глава 11: Рекомендуемые запасные части
- Глава 12: Транспортировка и хранение
- Глава 13: Дополнительные документы машины
Для получения дополнительной технической информации об этой машине позвоните в наш Центр разрешения проблем по телефону 1-855-888-WELD или напишите по адресу service@weldmaster. com.
com.
1.0 Использование по назначению
T3 — это роторный сварочный аппарат с горячим клином, предназначенный для термосварки свариваемых термопластов, таких как:
- Виниловые (ПВХ) ламинированные ткани и ткани с покрытием
- Виниловые (ПВХ) и полиуретановые (ПУ) пленки
- Ткань с полиуретановым (PU) и полипропиленовым (PP) покрытием
- Полиэтилен (ПЭ)
- Пленка и ткани из термопластичной резины (TPR)
- Нетканый полиэстер и полипропилен
- Различные ленты для закрепления
- Сварная лента
- Жесткие экструдированные изделия
Изготовитель не одобряет:
- Любое другое использование этих машин.
- Снятие любых защитных ограждений во время работы.
- Несанкционированная модификация машин.
- Использование запасных частей, не одобренных производителем.
Только должным образом обученный технический специалист может эксплуатировать и/или выполнять любое плановое техническое обслуживание или ремонт машин.
ПРИМЕЧАНИЕ. Производитель не несет ответственности за любой ущерб или травмы, возникшие в результате ненадлежащего использования этой машины.
2.0 Объяснение предупреждений
На Miller Weldmaster T3 нанесено несколько различных предупреждающих символов. Эти символы предупреждают оператора о потенциально опасных зонах машины. Ознакомьтесь с их размещением и значением.
Осторожно: отключите машину от сети
Наклейка «Осторожно: отключите машину от сети» находится рядом с отверстием шкафа и всеми панелями доступа. Во избежание поражения электрическим током необходимо всегда отключать питание машины до того, как будет открыта дверца шкафа.
Осторожно! Электричество
Наклейка «Осторожно: Электричество» размещается вблизи мест, где есть электричество.
Внимание! Прочтите документ
Перед использованием прочтите сопроводительную документацию.
3.0 Электрические и воздушные требования
Внимание! Подключать электропитание может только квалифицированный электрик.
Электропитание
Из-за большого количества доступных розеток разного типа шнур не включает вилку. Рекомендуется, чтобы ваш электрик установил вилку, совместимую с розеткой вашего типа. Вы можете выбрать, чтобы шнур питания был жестко подключен к блоку питания. Это
рекомендуется, чтобы ваш электрик использовал распределительную коробку с выключателем ВКЛ/ВЫКЛ с защитой от короткого замыкания в соответствии с требованиями местных электротехнических норм и правил, которые подходят для первичного отключения. Для Miller Weldmaster T-3 требуется следующий блок питания.
• 16 ампер — однофазный — 230 вольт
Подача воздуха в цех
Miller Weldmaster T-3 включает клапан подачи воздуха в цех, который позволяет быстро подключать и отключать
систему подачи воздуха в цех. Из-за большого количества авиационных соединителей разного типа быстроразъемный штекер не входит в комплект. Вам нужно будет выбрать быстроразъемное соединение с наружной резьбой 1/4 дюйма NPT (национальная трубная резьба), чтобы оно соответствовало быстроразъемному соединению с внутренней резьбой. Miller Weldmaster T-3 требует следующих требований к воздуху в цеху:
Из-за большого количества авиационных соединителей разного типа быстроразъемный штекер не входит в комплект. Вам нужно будет выбрать быстроразъемное соединение с наружной резьбой 1/4 дюйма NPT (национальная трубная резьба), чтобы оно соответствовало быстроразъемному соединению с внутренней резьбой. Miller Weldmaster T-3 требует следующих требований к воздуху в цеху:
• Минимум 3 кубических футов в 120 фунтов на квадратный дюйм (стандарт) или 85 литров/мин при 8,3 бар (метрика)
4,0 Принципы теплового уплотнения
HEAT
Система отопления Hot Air
Тепло. необходимая для сварочной операции электрически создается одним нагревательным элементом, расположенным внутри корпуса нагревательного элемента. Внутренний воздушный компрессор нагнетает воздух через нагревательный элемент и передает тепло через сопло горячего воздуха, направляя тепло на свариваемый материал. Температура горячего воздуха колеблется от 25 до 730 градусов по Цельсию (от 100 до 1350 градусов по Фаренгейту).
Система обогрева Hot Wedge
Система обогрева Hot Wedge использует четыре патронных нагревательных элемента для электрического нагрева Wedge. Температура Hot Wedge колеблется от 25 до 490 градусов по Цельсию (от 100 до 915 градусов по Фаренгейту).
Скорость
Скорость сварочных роликов определяет время, в течение которого тепло воздействует на свариваемый материал. Чем медленнее установка скорости, тем больше будет нагреваться материал. Чем быстрее установка скорости, тем меньше будет нагреваться материал. Для достижения наилучшего сварного шва к материалу должно быть приложено минимальное количество тепла, но при этом достигается полный сварной шов. Слишком много тепла вызовет деформацию материала; в то время как недостаточно тепла предотвратит сварку материала.
Давление
Давление сварочного ролика является завершающим этапом при создании сварного шва. Давление сварочного ролика сжимает нагретый материал, завершая процесс сварки.
Резюме
При термосварке правильное сочетание тепла, скорости и давления позволит вам получить надлежащий сварной шов.
5.0 Описание элементов управления
Производитель рекомендует всем операторам ознакомиться со всеми органами управления своей машины. В интересах оператора знать назначение всех этих элементов управления и их функции.
Кнопка пуска: Кнопка пуска инициирует поворот клина и управление двигателем. При нажатии на кнопку запуска начнется процесс сварки.
Кнопка «Стоп»: Кнопка «Стоп» приостанавливает операцию сварки. При нажатии кнопки остановки процесс сварки останавливается.
Сварочный валик открыть/закрыть : Ручка «нажать/потянуть» открывает или закрывает сварочные валики. При нажатии на ручку сварочные ролики закрываются. Потянув за ручку, сварочные ролики откроются.
Кнопка аварийной остановки: Кнопка аварийной остановки остановит работу системы в случае возникновения чрезвычайной ситуации. Нажмите кнопку аварийной остановки в случае возникновения чрезвычайной ситуации. Поверните, чтобы отпустить кнопку аварийной остановки.
Кнопка сброса: Кнопка сброса включает питание системы управления машины. Кнопку сброса следует нажимать после включения отключения питания и после поворота и отпускания кнопки аварийного останова.
Регулятор температуры: Регулятор температуры используется для установки желаемой температуры клина. Диапазон температур составляет от 0°C до 430°C. Стрелка ВВЕРХ увеличивает заданную температуру, стрелка ВНИЗ уменьшает заданную температуру. Кнопки EZ, прокрутки и двойного круга используются для программирования функций. Верхний дисплей отображает фактическую температуру, а нижний – заданную температуру. Если на дисплее не отображаются заданная и фактическая температуры, переведите выключатель питания в положение ВЫКЛ на 30 секунд, а затем снова включите.
Манометр и регулятор: Манометр и регулятор давления отображают и контролируют давление сварочного ролика. Чтобы увеличить или уменьшить давление сварочного ролика, вытяните ручку регулятора и поверните ее. Поверните по часовой стрелке, чтобы увеличить давление, и против часовой стрелки, чтобы уменьшить давление. Нажмите на регулятор, чтобы зафиксировать ручку на месте.
Регулятор скорости: Регулятор скорости регулирует скорость сварочных роликов. 0 — самая низкая скорость, а 10 — самая высокая скорость. Поверните ручку, чтобы установить желаемую скорость.
Управление задержкой привода: Управление задержкой запуска задерживает запуск сварочных роликов до тех пор, пока не будет нажата кнопка запуска или педаль. Регулятор задержки привода должен быть установлен таким образом, чтобы клин находился в правильном положении до того, как сварочные ролики начнут вращаться. Для отдельных свариваемых изделий потребуется регулировка.
Отключение питания: Отключение питания включает и выключает питание машины. Для включения питания поверните ручку в положение ON, а для выключения поверните в положение OFF. Отключение питания всегда должно быть выключено, когда машина не используется или не обслуживается.
Штекер ножной педали: Штекер ножной педали соединяет ножную педаль с системой управления машины. Вставьте штыревой конец вилки в гнездовой конец вилки, затем затяните резьбовую гайку вручную. Ножную педаль следует подключать только тогда, когда машина используется в стационарном режиме.
Подача воздуха: Подача воздуха должна быть подключена к стороне подачи шарового клапана, 1/4″ NPT. Шаровой кран должен быть повернут в горизонтальное положение, когда машина не используется, и заблокирован. положение OFF во время обслуживания машины 9.0005
Ножная педаль : Ножная педаль инициирует поворот клина и управление двигателем. При нажатии ножной педали начнется операция сварки.
При нажатии ножной педали начнется операция сварки.
6.0 Эксплуатация
ПРИМЕЧАНИЕ: Перед запуском аппарата внимательно проверьте его и убедитесь в отсутствии посторонних предметов под зоной сварки. Убедитесь, что вокруг машины нет легковоспламеняющихся предметов. Только уполномоченные лица могут использовать машину.
Запуск
1. Подсоедините шнур питания к соответствующему блоку питания.
2. Подсоедините воздух к соответствующему источнику воздуха и поверните шаровой клапан подачи воздуха в положение ОТКРЫТО.
3. Переведите выключатель питания в положение ВКЛ. Это приведет к включению машины и системы отопления.
4. Убедитесь, что кнопка аварийной остановки отпущена.
5. Нажмите кнопку сброса. Нажатие кнопки сброса включает систему управления машиной.
6. При условии, что настройки машины и настройки управления соответствуют требуемому уровню, машина готова к использованию.
Выключение:
1. Переведите выключатель питания в положение ВЫКЛ. Это приведет к отключению машины и системы отопления.
2. Поверните шаровой кран подачи воздуха в положение ВЫКЛ.
7.0 Регулировка
Регулировка клина
Размещение клина является наиболее важным компонентом при сварке клина. Когда клиновой рычаг поворачивается внутрь и движется вперед, крайне важно, чтобы острие установочного штифта попало в выемку клинового рычага. Перед регулировкой системы клина убедитесь, что давление сварочного ролика установлено на желаемое значение. Для большинства применений давление сварочного ролика должно быть установлено на 40-50 фунтов на квадратный дюйм. Проверьте это, нажав педаль привода. Правильное размещение обеспечит надлежащий сварной шов.
Регулировка высоты клина
Перед проверкой выравнивания клина установите регулятор скорости на самое низкое значение, задержку привода на максимальное значение и закройте сварочные ролики.
1. Установите клин на место, нажав педаль привода или кнопку пуска. Как только клин достигнет положения сварки, проверьте расположение клина относительно сварочных роликов, затем отпустите педаль привода или нажмите кнопку остановки.
2. Высота клина должна быть на уровне точки защемления сварочных роликов.
3. Если высота клина выше или ниже точки защемления, потребуется регулировка.
4. Для регулировки выравнивания высоты клина клин должен сначала находиться в исходном положении.
5. Найдите и ослабьте стопорные болты регулировки высоты и отрегулируйте систему клина вверх или вниз в зависимости от требуемого уровня положения клина до точки защемления.
6. После регулировки еще раз проверьте положение клина относительно точки защемления сварочного ролика. См. первый шаг.
Выравнивание прямоугольности клина
Перед проверкой выравнивания клина установите регулятор скорости на минимальное значение, задержку привода на максимальное значение и закройте сварочные ролики.
1. Установите клин на место, нажав педаль привода или кнопку пуска. Как только клин достигнет положения сварки, проверьте расположение клина относительно сварочных роликов, затем отпустите педаль привода или нажмите кнопку остановки.
2. Выравнивание прямоугольности клина должно быть на центральной линии с роликами сварки.
3. Если прямоугольность клина отклонена от центральной линии сварочных роликов, потребуется регулировка.
4. Чтобы отрегулировать прямоугольность клина, клин должен сначала находиться в исходном положении.
5. Найдите и ослабьте левый/правый стопорные болты регулировки и отрегулируйте вращение системы клина в зависимости от требуемого положения клина относительно сварочных роликов.
6. После регулировки еще раз проверьте положение клина относительно сварочных роликов. См. первый шаг.
Выравнивание наклона клина
Перед проверкой выравнивания клина установите регулятор скорости на минимальное значение, задержку привода на максимальное значение и закройте сварочные ролики.
1. Установите клин на место, нажав педаль привода или кнопку пуска. Как только клин достигнет положения сварки, проверьте расположение клина относительно сварочных роликов, затем отпустите педаль привода или нажмите кнопку остановки.
2. Наклон клина лучше всего виден с точки зрения оператора, глаза находятся на уровне клина и точки защемления сварочного ролика, когда клин встал на место.
3. Если наклон клина не совпадает с точкой защемления сварочных роликов, потребуется регулировка.
4. Для регулировки выравнивания наклона клина клин должен сначала находиться в исходном положении.
5. Найдите и ослабьте/затяните фиксирующие ручки регулировки наклона
и отрегулируйте систему клина влево или вправо в зависимости от требуемого положения клина относительно сварочных роликов. Например, если наклон клина требует движения влево, сначала ослабьте ручку наклона слева на один или два оборота, затем затяните ручку наклона справа. Это отрегулирует наклон клина влево.
6. После регулировки еще раз проверьте положение клина относительно сварочных роликов. См. первый шаг.
Выравнивание клина влево/вправо
Перед проверкой выравнивания клина установите регулятор скорости на минимальное значение, задержку привода на максимальное значение и закройте сварочные ролики.
1. Установите клин на место, нажав педаль привода или кнопку пуска. Как только клин достигнет положения сварки, проверьте расположение клина относительно сварочных роликов, затем отпустите педаль привода или нажмите кнопку остановки.
2. Выравнивание прямоугольности клина должно быть на центральной линии с роликами сварки.
3. Если прямоугольность клина отклонена от центральной линии сварочных роликов, потребуется регулировка.
4. Чтобы отрегулировать прямоугольность клина, клин должен сначала находиться в исходном положении.
5. Найдите и ослабьте левый/правый стопорные болты регулировки и отрегулируйте вращение системы клина в зависимости от требуемого положения клина относительно сварочных роликов.
6. После регулировки еще раз проверьте положение клина относительно сварочных роликов. См. первый шаг.
Выравнивание глубины клина
Перед проверкой выравнивания клина установите регулятор скорости на минимальное значение, задержку привода на максимальное значение и закройте сварочные ролики.
1. Установите клин на место, нажав педаль привода или кнопку пуска. Как только клин достигнет положения сварки, проверьте расположение сварного шва относительно сварочных роликов, затем отпустите педаль привода или нажмите кнопку остановки.
2. Выравнивание по глубине клина должно соприкасаться со сварочными роликами для обеспечения контакта и передачи тепла ткани.
3. Если выравнивание по глубине клина слишком далеко или слишком далеко от точки защемления сварочных роликов, потребуется регулировка.
4. Для регулировки выравнивания глубины клина клин должен сначала находиться в исходном положении.
5. Найдите и ослабьте стопорные болты регулировки глубины и отрегулируйте глубину системы клина в зависимости от требуемого положения клина относительно места защемления сварочного ролика.
6. Для обеспечения нужной глубины клина сначала отрегулируйте кончик клина так, чтобы он едва касался точки защемления сварочных роликов. Как только кончик клина будет отрегулирован до этой точки, вставьте клиновую систему еще на 1/8 дюйма в точку зажима сварочных роликов. Это обеспечит надлежащее давление клина на ткань и сварочные ролики.
7. После регулировки еще раз проверьте положение клина относительно сварочных роликов. См. первый шаг.
8.0 Сварочные наконечники
Плохой сварной шов
Это плохой сварной шов. Хотя ткань несколько спаяна, это не то, что можно считать 100%. Чтобы этот сварной шов был принят, должно произойти одно из двух. Либо скорость должна быть уменьшена, либо тепло должно быть увеличено.
Хороший сварной шов
Хороший сварной шов. Ткань сварена на 100%. Видно, что ткань расслаивается по всей ширине шва.
Неравномерное натяжение ткани
Это пример чрезмерного натяжения верхней панели ткани. Для оператора важно удерживать равномерное (равное) натяжение как верхней, так и нижней тканевых панелей во время сварки. Как показано, зеленая панель проходит через левую (верхнюю) сторону сварочного аппарата, а желтая панель проходит через правую (нижнюю) сторону сварочного аппарата. Когда на верхнюю панель оказывается большее натяжение, на нижней панели рядом со сварным швом появляются складки. Отрегулируйте удерживаемое натяжение, чтобы получить более гладкую поверхность.
Неравномерное натяжение ткани
Это пример чрезмерного натяжения нижней панели ткани. Для оператора важно удерживать равномерное (равное) натяжение как верхней, так и нижней тканевых панелей во время сварки. Как показано, зеленая панель проходит через левую (верхнюю) сторону сварочного аппарата, а желтая панель проходит через правую (нижнюю) сторону сварочного аппарата. Когда на нижнюю панель оказывается большее натяжение, на верхней панели рядом со сварным швом появляются складки. Отрегулируйте удерживаемое натяжение, чтобы получить более гладкую поверхность.
Как показано, зеленая панель проходит через левую (верхнюю) сторону сварочного аппарата, а желтая панель проходит через правую (нижнюю) сторону сварочного аппарата. Когда на нижнюю панель оказывается большее натяжение, на верхней панели рядом со сварным швом появляются складки. Отрегулируйте удерживаемое натяжение, чтобы получить более гладкую поверхность.
Идеальный шов
Это пример идеального шва. Волнистости, складок и складок нет. Тепло, скорость и давление в сочетании с напряжением оператора идеальны.
9.0 Принадлежности
Направляющие
Miller Weldmaster T3 дает пользователю возможность переключаться с одного приложения на другое с помощью наших руководств по быстрой смене.
10.0 Техническое обслуживание
В Miller Weldmaster T3 есть определенные элементы, которые необходимо обслуживать, чтобы машина работала максимально эффективно. T3 имеет три цепи, которые используются для привода сварочных роликов и ходового ролика на машине. Цепи, хотя и не требующие особого ухода, следует осматривать каждые 3 месяца
Цепи, хотя и не требующие особого ухода, следует осматривать каждые 3 месяца
, чтобы убедиться в отсутствии чрезмерной коррозии, ржавчины или грязи. Также проверьте, не ослаблена ли цепь, звездочки или шестерни. При необходимости смазывайте цепи и шестерни раз в 3 месяца маслом 80-9.трансмиссионное масло 0w.
1. Перед началом любых осмотров или технического обслуживания выключатель питания и воздушный клапан должны быть выключены.
2. Снимите заднюю крышку машины и осмотрите цепи, звездочки, шестерни и все другие механические части. Во время осмотра ищите изнашиваемые поверхности, темную пыль под звездочками и шестернями, сухие цепи или любые другие признаки износа.
3. Смажьте цепи, звездочки и шестерни по мере необходимости. Замените изношенные детали по мере необходимости.
4. После осмотра и технического обслуживания механической системы проверьте электрическую систему. Начните осмотр, сначала слегка продув внутреннюю часть машины с помощью пистолета для продувки сжатым воздухом (убедитесь, что сжатый воздух полностью сухой и чистый). Осмотрите электрические компоненты, провода и клеммы проводов на наличие темных/обесцвеченных участков.
Осмотрите электрические компоненты, провода и клеммы проводов на наличие темных/обесцвеченных участков.
5. Со временем клиновая система может выйти из строя. Чтобы заменить этот клин, вы должны сначала отключить питание от машины. После того, как клин остынет до безопасной температуры, выполните следующие несколько шагов.
- Ослабьте и снимите крышку корпуса.
- Отсоедините штекер от гнезда термопары.
- Отсоедините провода патрона отопителя от зажима WAGO.
- Ослабьте два установочных винта, расположенных сбоку клина.
- Снимите оба болта с заднего монтажного кронштейна.
- Установите новый клин в сборе, выполнив вышеуказанные инструкции в обратном порядке
- Затягивая болты на заднем монтажном кронштейне, ослабьте их на 1/8 оборота, чтобы клин имел свободный ход.
6. Свяжитесь с представителем службы Miller Weldmaster по любым вопросам или для обсуждения области неопределенности.
7. После завершения осмотра и технического обслуживания установите на место заднюю крышку и затяните все крепежные болты.
11,0 Рекомендуемая замена
Miller Weldmaster рекомендует иметь на складе следующие запасные части:
.
12,0 Транспортировка и хранение
Транспортировка внутри производственного помещения
Из-за веса станка Miller Weldmaster для его перемещения изготовителю требуются два человека. При подъеме машины держитесь за основание, а не за какие-либо ненадежные части, также обязательно поднимайте медленно и осторожно, чтобы исключить потенциальную травму. Закрепите все компоненты перед подъемом.
Транспортировка за пределы производственного объекта
Производитель требует, чтобы машина Miller Weldmaster размещалась на поддоне и загружалась в грузовик с помощью вилочного погрузчика или тягача. Вилы должны быть вставлены ниже нижней рамы по центру тяжести. Перед подъемом машины обязательно закрепите все компоненты. Поднимайте медленно, чтобы обеспечить правильное размещение вил. Закрепите машину на поддоне или прицепе и защитите различные органы управления и функции, упаковав машину в ящики.
Вилы должны быть вставлены ниже нижней рамы по центру тяжести. Перед подъемом машины обязательно закрепите все компоненты. Поднимайте медленно, чтобы обеспечить правильное размещение вил. Закрепите машину на поддоне или прицепе и защитите различные органы управления и функции, упаковав машину в ящики.
Хранение
Производитель рекомендует защищать машину от избыточной пыли и влаги в любое время, когда она не используется. Оператор должен ознакомиться с предупреждающими символами на машине, чтобы быть в курсе потенциально опасных зон машины.
13.0 Дополнительные документы на машину
- Предустановочный документ
- Технические характеристики
Вернуться к началу
 Мне нужно было что-то, чтобы отвлечься от
полный разгром. Написание диссертации, проведение полного курса
нагрузки, и работы на неполный рабочий день было недостаточно. я
не мог позволить себе пряжу, поэтому я купил свитер в
комиссионный магазин и распутал его. Затем я вытащил свой
незаменимый (и трагически распроданный) The Knitter’s
Руководство по дизайну свитера и разработал это. Посредством
когда я связала 3 из них, я была готова двигаться
на — и у меня была кокетливая летняя одежда, чтобы пойти с моим
новое отношение!
Мне нужно было что-то, чтобы отвлечься от
полный разгром. Написание диссертации, проведение полного курса
нагрузки, и работы на неполный рабочий день было недостаточно. я
не мог позволить себе пряжу, поэтому я купил свитер в
комиссионный магазин и распутал его. Затем я вытащил свой
незаменимый (и трагически распроданный) The Knitter’s
Руководство по дизайну свитера и разработал это. Посредством
когда я связала 3 из них, я была готова двигаться
на — и у меня была кокетливая летняя одежда, чтобы пойти с моим
новое отношение! Я сделал версии для друзей, которые довольно
другой формы, чем я. Вяжется быстро,
открыт для бесконечных вариаций и прост, удобен в носке:
прямое тело, подходящие плечи и крошечная кепка
рукава.
Я сделал версии для друзей, которые довольно
другой формы, чем я. Вяжется быстро,
открыт для бесконечных вариаций и прост, удобен в носке:
прямое тело, подходящие плечи и крошечная кепка
рукава. облегчить работу. это все
примерно третей, и фокус в делении на три и
придумывая целые числа (поскольку вязание третьего
стежка не стоит усилий). Используйте калькулятор
чтобы определить третий, то используйте следующее округление
рекомендации, в зависимости от цифр после запятой
точка:
облегчить работу. это все
примерно третей, и фокус в делении на три и
придумывая целые числа (поскольку вязание третьего
стежка не стоит усилий). Используйте калькулятор
чтобы определить третий, то используйте следующее округление
рекомендации, в зависимости от цифр после запятой
точка: 00
00 66
66
 Удерживать
один конец измерительной ленты там, где вам нравятся проймы
начать. Оберните руку и спину к тому же
точка) х калибр
Удерживать
один конец измерительной ленты там, где вам нравятся проймы
начать. Оберните руку и спину к тому же
точка) х калибр Удерживать
один конец измерительной ленты там, где вам нравится
проймы для начала. Обернуть вокруг руки и спины
до той же точки) x калибр
Удерживать
один конец измерительной ленты там, где вам нравится
проймы для начала. Обернуть вокруг руки и спины
до той же точки) x калибр Если ты
собираюсь распутать что-то из секонд-хенда,
внимательно осмотрите его перед покупкой. Он должен быть полноценным,
и швы должны выглядеть немного как ваши.
Если швы сильно стянуты (как у футболки) и
убавок по рукам нет, все провязано.
ткань, вероятно, была вырезана, и все, что вы получите
это сотни отрезков пряжи по 2 ярда.
Если ты
собираюсь распутать что-то из секонд-хенда,
внимательно осмотрите его перед покупкой. Он должен быть полноценным,
и швы должны выглядеть немного как ваши.
Если швы сильно стянуты (как у футболки) и
убавок по рукам нет, все провязано.
ткань, вероятно, была вырезана, и все, что вы получите
это сотни отрезков пряжи по 2 ярда. Ряды не имеют значения.
Ряды не имеют значения.  Должно
по крайней мере пройти нижнюю часть вашего бюстгальтера.
Должно
по крайней мере пройти нижнюю часть вашего бюстгальтера. Повернуть.
Повернуть. 
 другая сторона.
другая сторона. 
 рукав с плечевым швом. Втачать рукава в проймы,
ослабление по мере необходимости.
рукав с плечевым швом. Втачать рукава в проймы,
ослабление по мере необходимости. 