Практикант Серёга. 6 серия Или как за 10 минут научиться варить вертикальный шов.
содержание видео
Рейтинг: 4.0; Голоса: 1
Серёга продолжает обучаться сварке и в этом видео он решил освоить вертикал на тонкостенном металле! Ну а что из этого получилось вы узнаете, когда посмотрите это видео) Приятного аппетита и просмотра)
Дата: 2020-11-18
← Как заварить гнилую трубу, чтобы не потекло!
Что нужно знать начинающему сварщику о сварке прутков различного диаметра? →
Похожие видео
Как обрезать КЛЕМАТИС на зиму, если не знаешь, к какой группе он относится?
• Супер — Отпуск на Даче
Яблочная триходерма. Пошаговый рецепт приготовления триходермы на цельных яблоках. Суперпродукт!
• Иван Русских
Как раскислить почву быстро? 3 полезных и 2 очень вредных непростительных совета в одном видео!
• Иван Русских
Как правильно сварить трубу 16 мм. электродами 2. 5мм, 3мм, 4мм. КАК Я ПОДБИРАЛ СВАРОЧНЫЙ ТОК?
электродами 2. 5мм, 3мм, 4мм. КАК Я ПОДБИРАЛ СВАРОЧНЫЙ ТОК?
• Гори Дуга
Самый простой способ определить плодородие почвы. Не упустите возможность сделать бесплатный тест!
• Иван Русских
Не укрывайте ТАК хвойные на зиму! Не сгорят, так сопреют!
• Супер — Отпуск на Даче
Комментарии и отзывы: 10
Алексей
Все просто и понятно, главное все опробовать на практике. Рома спасибо за видеоуроки, твой канал лучший для начинающих в сварном деле! Ну а когда Серёга в кадре это еще и весело. Учусь вместе с твоим стажёром. Сегодня 4й раз варил, и шов уже ровнее и кратер 1 на 4 шва получился (из за долгого розжига на тыкал куда не попадя. Есть желание сварить каркас для беседки на дачу из профильной трубы и поменять забор, люблю все делать сам и поэтому решил освоить азы сварочного ремесла. Жду следующей серии.
Александр
Проект должен называться можно ли за одну пачку электродов научиться сваривать металл (пачку взять побольше. Предлагаю Серёге варивать двумя электродами (рутил и основной. Мне после уони13-55, рутиловыми ОК-46 стало гораздо проще сваривать. Можно посоветовать (т. к. Серёга плохо видит место стыка): поставьте дополнительный свет (прожекторик на 300 вт, направленный на место сварки (я подсвечиваю лампочкой- удлинителем. А ещё попробуйте перенастроить маску на по светлее (а что так можно было)
Мне после уони13-55, рутиловыми ОК-46 стало гораздо проще сваривать. Можно посоветовать (т. к. Серёга плохо видит место стыка): поставьте дополнительный свет (прожекторик на 300 вт, направленный на место сварки (я подсвечиваю лампочкой- удлинителем. А ещё попробуйте перенастроить маску на по светлее (а что так можно было)
Николай
Блин братаны я смотрю на вас а у самого улыбка до ушей спасибо и за советы и харизмы и за приколы контент у вас мегакачественный бывает либо познавательный либо развлекательный а у вас познавательноразвлекательный прямо в точку, так держать, и видеомонтаж качественный (притухание звука при отбивании шлака, на других каналах смотришь в наушниках — видимо при съёмке микрофон близко звон в ушах так будто по мозгам стучат )
Творческая
Смотрю видео с начала плейлиста. Как Серега начал варить. И прикольно наблюдать со стороны когда в сереге видишь себя. Уже прошло столько времени наверное он уже хорошо варит) специально не смотрю новые видео пока старые еще не все посмотрел. Не стоит перепрыгивать уроки. По мере просмотра многие вопросы отпадают сами с собой.
Не стоит перепрыгивать уроки. По мере просмотра многие вопросы отпадают сами с собой.
Вячеслав
Вопрос насущный. Сварка электродами с основным покрытием (уони, LB-52U. Варить с отрывом ими ну никак. В общем очень интересно, как варить электродами с основным покрытием. Как варить корневой шов и чем, как варить швы накрывающие корневой. Вертикальные швы.
handmade
Ребята ролик огонь, Серега быстро учится — молодец. У самого тавровое лучше вертикально получается чем в нижнем, вертикал не так страшен как кажется) еще момент, давно заметил, Роман спасибо за очки и тд. новички смотрят потому акцент на ТБ очень важно.
ВалерьянЫч
Да, кстати, я новичек двухнедельный и мне, например, очень было бы интересно видеть положение сварщика со стороны. Насколько близко наклоняешся, куда упирается левая рука и правая в каком положении, как то так.
Александр
Рома, вот тебе новая бизнес-идея
возьми ученика из интернета и пусть он по твоим урокам учится и снимает видео, а ты его будешь корректировать через интернет
потому как мастер рядом это совсем др
удачи
Илья
Прдскажите электрод стал призалипании прокаливаться, раньше такого не было и сейчас попробывал пару раз краснеет пару раз нет, пишут антистик есть
Алекс
Силы тока маловато для сварки с отрывом электрода. На этом токе хорошо варить без отрыва это соединение. А так доступно объясняешь студенту.
На этом токе хорошо варить без отрыва это соединение. А так доступно объясняешь студенту.
Как правильно варить сварочные швы
В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Содержание
- 1 Классификация сварочных соединений
- 2 Сварка вертикальных швов
- 3 Сварка горизонтальных швов
- 4 Сварка потолочных швов
- 5 Угловые швы
- 5.1 Т-образный тип соединения
- 5.2 Нахлесточные соединения
- 6 Особенности кольцевой сварки
- 7 Стыковые швы
- 8 Сварные многослойные швы
- 9 Заключение
Классификация сварочных соединений
По способу выполнения швы бывают:
- односторонние;
- двухсторонние;
- однослойные;
- многослойные.


Подробнее про классификацию сварных соединений читайте в этой статье.По расположению в пространстве и протяженности существуют следующие виды сварки:
- В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В “лодочку”. Сварка выполняется «в угол», а деталь расположена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов.
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва – движение электрода: полумесяцем, “елочкой” или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Важно! Не перегревайте металл и не останавливайтесь. Ванна может выпасть, последствием чего может быть прожог.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе “лесенкой”. Т.е. подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую “чушуйки” надежного соединения.
При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
Сварка с отрывом дуги
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
При сварке толстого металла идет скок(разделка) только верхней кромки, нижняя при этом, удерживает расплавленный металл в сварочной ванне.
Советы и рекомендации при сварке в горизонтальном положении:
- предпочтительно варить слева направо, так лучше видна сварочная ванна;
- положение электрода немного назад, на шов;
- возбуждение дуги происходит на нижней кромке, далее переводят на верхнюю;
- траектория движения электродом осуществляется по спирали.
Движение электрода по спирали
При стекании металла вниз необходимо увеличить скорость движения и уменьшить нагрев металла. Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Только пользуйтесь этими приемами поэтапно.
Совет! Если варить горизонтали для вас в новинку, не наплавляйте много металла, постарайтесь выполнить качественно тонкий шов. Затем, по необходимости, сделайте проход над первым.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Способы выполнения потолочных швов
Сварка потолочных швов осуществляется по такому же принципу – металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Для такого вида работ используются электроды с особым тугоплавким покрытием.
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается. Таким образом плавление осуществляется коротким замыканием.
К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали. Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои особенности. Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у одного элемента.
Т-образный тип соединения
Чтобы получить идеальный шов, одна плоскость должна стоять горизонтально, вторая – вертикально. Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 – 25 мм, необходимо подготовку делать в V-образной форме.
Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 – 25 мм, необходимо подготовку делать в V-образной форме.
От 25-40 мм производят одностороннюю обрезку скосов U-образной формы.
Свыше 40мм – двухсторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезается ровно, а ширина стыка не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Она зажигается перед началом сварочного процесса. Повторно выполняется при обрыве.
При использовании электродов с толстым покрытием, образуется большие участки топленого металла. По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
Свариваемые поверхности нужно располагать таким образом, чтобы наклон был 45°и сварку выполнять лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на другой на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии.
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой выполняется вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Трубы, изготовленные из стали, чаще всего обвариваются встык. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной – 8.
Перед выполнением кольцевой сварки нужно провести подготовку поверхности:
- Деталь тщательным образом очищается;
- Деформированные торцы обрезаются и выпрямляются;
- На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка стыков, а соединения поворотов провариваются в несколько слоев.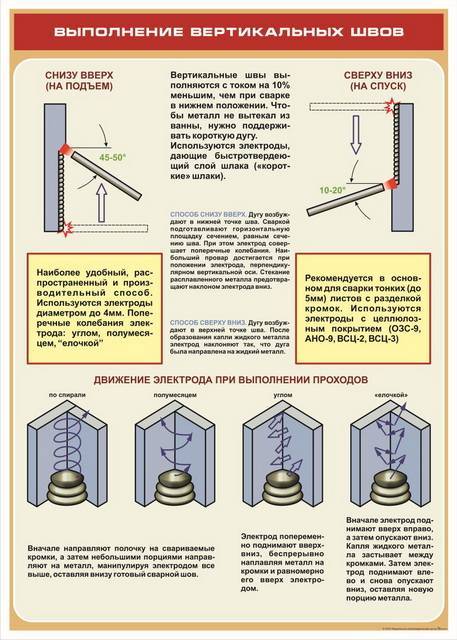 Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого – полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого – полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало последующего слоя сдвигают на 15-30 мм.
Заключительный слой обязательно красивый, с ровной поверхностью.
Стыковые швы
Сварка стыковых швов выполняется разными способами:
- В пространстве;
- На съемной подкладке из меди;
- С накладыванием предварительного шва.
При сварке швов в пространстве очень сложно проварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая в силу своей высокой теплопроводности и технических характеристик препятствует оплавлению подкладки в момент соприкосновения с расплавленным металлом. По окончании работ она легко удаляется.
Недостатком таких соединения является высокая вероятность получения непровара. Во избежание этого дефекта, перед тем как подваривать обратную сторону, в металле вырубают канавку глубиной 2-3 мм. После этого её перекрывают подварочным валиком, затем стык усиливают снаружи.
Во избежание этого дефекта, перед тем как подваривать обратную сторону, в металле вырубают канавку глубиной 2-3 мм. После этого её перекрывают подварочным валиком, затем стык усиливают снаружи.
Сварные многослойные швы
Каждый слой перед наложением нового зачищается от шлаков и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других – 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Подварочный шов – важная составляющая многослойного соединения. Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Заключение
Резюмируем, чтобы научиться правильно варить сваркой надо начать с самого простого:
- отработать нужный наклон электродов, производя при этом собирательные движения к соединению деталей.
- научиться сбивать шлак со стыков, которые с каждым разом будут все лучше получаться.

Как правильно варить вертикальный шов электросваркой? Очень важно учесть все рекомендации. Вертикальный шов выполняется немного сложнее горизонтального. Сначала прихватывается в нескольких местах, а затем заполняется постепенно снизу вверх. Таким образом весь зазор заполняется жидким металлом.
Отрабатывайте умения, покупайте аппарат для сварки, электроды, начинайте учиться выполнять красивые швы.
Electroweld Armored Cable Стальной ленточный сварочный аппарат 50 кВА (ASMW-50L) – Electroweld Industries
+
Часто задаваемые вопросы (FAQ):
Как мы можем запросить ценовые предложения или запросить сварку для нашей конкретной машины?
Для запроса ценового предложения отправьте электронное письмо с требованиями к сварочному аппарату на адрес [email protected]
или
Отправьте запрос ценового предложения по следующей ссылке:
Для получения непосредственной помощи в выборе подходящей машины для ваших требований к сварке и области применения вы также можете заказать онлайн-встречу в масштабе с нашими инженерами по продажам электросварки или позвонить нам напрямую по номерам телефонов, указанным ниже.
Electroweld Industries
5, Hira Compound, R.C Marg, Chembur, Mumbai, INDIA — 400074
Call (India Office): +91 222 522 6180, +91-9702579330
Mobile/WhatsApp: +91-9820160332
Звонок (США/Мексика. линию, и мы свяжемся с вами как можно скорее
Как мы размещаем заказы на сварочные аппараты и/или детали машин?
Онлайн-заказ можно разместить непосредственно в Интернет-магазине Electroweld , добавив свою машину в корзину и заполнив формы заказа в процессе оформления заказа.
Примечание. В конце процесса оформления заказа у вас будет возможность завершить оплату через Paypal или разместить онлайн-заказ без реквизитов платежа. Мы свяжемся с вами отдельно при получении онлайн-заказа и обсудим способ оплаты в офлайн-режиме.
или
Заказ на покупку также можно отправить напрямую по адресу sales@electroweld. com или по факсу: + 91-22-25272731.
Для заказа деталей отправьте электронное письмо по адресу [email protected], указав номер модели машины и требуемое название/номер детали (или изображение детали). Мы вернемся с информацией о ценах на детали и деталях выполнения заказа.
Примечание. Машины будут доступны для отправки на условиях франко-завод FOB/CIF через 4 недели после оплаты. Мы можем запустить ваш заказ в производство только после оплаты.
Как работает обработка счетов и платежей?
Платежи могут быть обработаны либо через PAYPAL, используя ссылку: https://paypal.me/electroweld74
ИЛИ
Запросите платежные инструкции для банковского перевода или кассы Проверьте при отправке заказа на покупку, отправив электронное письмо на [email protected]
— Заказ будет отправлен в соответствии с нашим почтовым чеком и подтверждением оплаты. Время доставки может варьироваться в зависимости от настройки машины, необходимой для вашего приложения, и любые дополнительные расходы будут добавлены к окончательному счету. Пожалуйста, присылайте любые запросы на индивидуальную настройку по адресу [email protected]
. Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу
— Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены.
Что такое процесс доставки?
БЕСПЛАТНАЯ международная доставка до ближайшего порта морским транспортом (название порта назначения CIF). Это гарантирует, что конечная стоимость доставки будет эквивалентна покупке машины у местного дилера в вашей стране. Отдельно стоимость доставки для всех местных заказов в пределах ИНДИИ указывается при выставлении счета 9.0007
— Машины обычно готовы к отправке в течение 4 недель после получения платежа. Для некоторых сложных запросов на настройку может потребоваться дополнительное время.
— Перед отправкой мы отправляем фактические видео работы, показывающие работу вашей машины и сварку любых образцов деталей в соответствии с вашими требованиями, на адрес электронной почты, указанный в счете-фактуре.
— Мы также гарантируем, что машины упакованы в ящики и упакованы в соответствии с требованиями доставки в вашу страну доставки.
— Детали отслеживания будут отправлены по электронной почте или SMS, когда они будут доступны.
— Для международных заказов указанная цена включает доставку, оплаченную поставщиком, через CIF — стоимость, страховку и фрахт (название порта назначения). Котировки FOB или DAP доступны по запросу.
. Стоимость, страхование и фрахт (CIF) — это расходы, оплачиваемые продавцом для покрытия расходов, страхования и фрахта заказа покупателя, пока он находится в пути. Товар экспортируется в порт, указанный в договоре купли-продажи. До полной погрузки товара на транспортное судно продавец несет расходы по утере или повреждению товара. Кроме того, если товар требует дополнительных таможенных пошлин, экспортных документов, проверок или перенаправления, продавец должен покрыть эти расходы. После загрузки груза покупатель берет на себя все остальные расходы.
После загрузки груза покупатель берет на себя все остальные расходы.
— Любые дополнительные брокерские, таможенные и пошлинные сборы, связанные с международными перевозками, являются ответственностью клиента и не включены в стоимость .
Стандартные условия Инкотермс Информация о включенной доставке в порт назначения через CIF (стоимость, страхование и фрахт) доступна ЗДЕСЬ
Что такое стандартная гарантия и процесс поддержки машины?
ГАРАНТИЯ:
Мы гордимся качеством и надежностью наших хорошо спроектированных сварочных аппаратов. Наши машины поставляются со стандартной годовой гарантией на детали и работу.
РАСШИРЕННАЯ ГАРАНТИЯ:
Мы также предоставляем варианты расширенной гарантии на 1 и 2 года для покупки, которые могут дать вам дополнительное спокойствие при покупке оборудования.
Для запроса предложения по расширенной гарантии отправьте электронное письмо с вашими требованиями к расширенному сроку на адрес [email protected]
Информация о гарантии на продукцию ELECTROWELD INDUSTRIES доступна ЗДЕСЬ
ПОДДЕРЖКА:
Руководства по продуктам Electroweld содержат технические подробности по установке и вводу в эксплуатацию. Мы можем дополнительно оказать удаленную поддержку вашим инженерам для успешного запуска и ввода в эксплуатацию вашей машины. Мы также можем предоставить расценки на обслуживание на месте, если оно доступно в вашей стране.
Отправьте запрос на обслуживание по следующей ссылке:
Вы также можете отправить запрос на обслуживание по электронной почте [email protected]
Условия и условия для покупки продуктов Electroweld Industries доступны здесь
Electroweld Industries
5, Hira Compound, R. C Marg, Chembur, Mumbai, Индия — 400074
C Marg, Chembur, Mumbai, Индия — 400074
9 9. Офис в Индии): +91 222 522 6180, +91-9702579330
Мобильный телефон/WhatsApp: +91-9820160332
Телефон (отдел продаж в США/Мексике): +1 (214)-639-004 Электронная почта: [email protected]
Напишите нам, и мы свяжемся с вами как можно скорее
Как связаться с Electroweld по любому другому вопросу, связанному с аппаратом для контактной сварки?
Контактная информация:
Напишите нам по электронной почте или заполните контактную форму ниже, и мы поможем найти лучшее решение для ваших сварочных задач.
Электросварочные предприятия
5, Hira Compound, R.C Marg
Chembur, Mumbai, India — 400074
Call (India Office): +91 222 522 6180, +91-9702579330
/WhatsApp: +911579330
/WhatsApp: +911579330
/WhatsApp: +911579330
/WhatsApp: +911579330
/Whats. -9820160332
-9820160332
Звоните (отдел продаж в США/Мексике): +1 (214)-636-3048
Электронная почта: [email protected]
3 к вам как можно скорееТренажер REALWELD® (базовая модель)
K4344-1
Live ARC On/Off Trainer
Вход
Рекомендуемая производителем розничная цена
62 376,00 долларов США/ EA
купить сейчас
ПРЕИМУЩЕСТВА
- Обучение сварщиков быстрее и эффективнее
- Привлечение и вовлечение нового поколения и нетрадиционных студентов
- Возможность дистанционного предварительного обучения в любом классе
- Расширение и дополнение традиционного обучения сварке
- Go Green — экономия денег на основном материале, электричестве, расходных материалах и отходах
- Обеспечивает основанное на опыте и персонализированное прогрессивное обучение
- Поддерживает набор перед приемом на работу и отбор сварщиков
- Объективная оценка сварщиков на основе навыков
ФУНКЦИИ
Stick to Обучение
- Методы и методы сварки электродом (SMAW), MIG (GMAW) и сварки с флюсовой проволокой (FCAW) 1G, 2G, 3G)
- Крепления 6 дюймов (152 мм) или 18 дюймов (457 мм)
- Более длинные сварные швы более точно воспроизводят стандартные полевые условия
- Приварка пластин толщиной до 1 дюйма (25,4 мм) Конфигурации плоских образцов
Слушай и учись
- Включает аудиоинструкцию, которая обеспечивает руководство по скорости сварки, углам, направлению, контактному наконечнику, рабочему расстоянию/длине дуги и положению в сварном шве
- Звуковые сигналы можно включить или ВЫКЛ в любое время, что позволяет учащемуся или потенциальному сотруднику продемонстрировать усвоенное поведение
Знания в небольшом пространстве
- Тонкая вертикальная конструкция занимает мало места, что делает систему идеальной для установки в любой сварочной камере
- Легко вкатывается в любой стандартный дверной проем Сенсорный экран
- Интеграция видео, документов, изображений, веб-сайтов и учебных программ для улучшения обучения
- Можно использовать даже в перчатках
Все на своем месте
- Стеллажи для хранения приспособлений вмещают все приспособления, в том числе 6 дюймов (152 мм) или 18 дюймов (457 мм)
Мотор вверх
- Моторизованная тележка позволяет легко перемещать стол и кронштейн для сварки в плоском, вертикальном или позиции над головой
 youtube.com/embed/wUPGzRgr08U?wmode=transparentrel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/wUPGzRgr08U?wmode=transparentrel=0″ frameborder=»0″ allowfullscreen=»»> Обязательно ознакомьтесь с нашей учебной программой U/LINC™, которая поддерживает этот продукт.
Особенности
- Аудиообучение, которое можно отключить в любое время, предоставляет информацию о скорости сварки, углах, направлении, контактном наконечнике с рабочим расстоянием/длиной дуги и положением в сварном шве
- Выполнение многопроходных сварных швов на сварочных приспособлениях диаметром 6 дюймов (152 мм) или 18 дюймов (457 мм)
- Встроенный сенсорный экран можно использовать руками в перчатках для доступа к отзывам, видео, документам, изображениям, веб-сайтам или учебным программам
- Тонкая вертикальная конструкция идеальна для использования в любой сварочной камере
Предупреждение —
Рак и нарушение репродуктивной функции —
www.
