Сварка арматуры
Стальная арматура сегодня широко используется для изготовления железобетонных конструкций, возведения каркасов, выполнения различных металлических сеток и других важных изделий. Преимуществом такой арматуры является простота ее использования и отличные прочностные характеристики. Изготавливаются металлические стержни из различных сплавов, при этом они могут отличаться своими размерами, наличием ребристой поверхности и другими характеристиками. Следует учитывать, что сварка арматуры имеет свои определенные особенности, знание которых позволит выполнить такую работу максимально качественно и быстро.
Одной из особенностей такой сварки арматуры является минимальная площадь соприкосновения, а, следовательно, получаемый соединительный шов имеет небольшие размеры. Все это вынуждает использовать специальные технологии, которые позволят даже при такой небольшой площади соединения обеспечить максимальную прочность выполненной сварки.
Качественная сварка арматуры
Необходимо сказать, что сварка арматуры может выполняться как в промышленных условиях, когда к проведенной работе предъявляются повышенные требования, так и в домашних условиях. В последнем случае на полученные металлические элементы приходится не столь большая нагрузка, поэтому требования к такой сварке не слишком высоки. Отметим, что правильный выбор той или иной технологии и используемого оборудования позволит существенно сократить издержки на проведение данной работы, при этом качество выполненного соединения остается на высоком уровне. Сварка арматуры выполняется исключительно в соответствии требованиями, утвержденными ГОСТом 14098 2014.
В последнем случае на полученные металлические элементы приходится не столь большая нагрузка, поэтому требования к такой сварке не слишком высоки. Отметим, что правильный выбор той или иной технологии и используемого оборудования позволит существенно сократить издержки на проведение данной работы, при этом качество выполненного соединения остается на высоком уровне. Сварка арматуры выполняется исключительно в соответствии требованиями, утвержденными ГОСТом 14098 2014.
ГОСТы сварки арматуры и ее виды
Изготавливаются такие металлические стержни из углеродистой стали. В зависимости от конкретных особенностей изделия может использоваться несколько марок стали, что в свою очередь влияет на их показатели свариваемости. Так, например, при использовании для изготовления арматуры стали группы Б в ее составе должно быть не больше 0,25% углерода. Подобные чрезвычайно прочные металлические стержни могут использоваться для изготовления металлоконструкций.
Распространение также получила арматура марки ВСт, которая содержит повышенную концентрацию марганца. При работе с такой сталью и ее сварке необходимо использовать дополнительное раскисление. Все эти нюансы вам следует учитывать при выборе тех или иных электродов, что и позволит выполнить максимально прочное соединение металлических стержней.
При работе с такой сталью и ее сварке необходимо использовать дополнительное раскисление. Все эти нюансы вам следует учитывать при выборе тех или иных электродов, что и позволит выполнить максимально прочное соединение металлических стержней.
Сварка низколегированных стальных сплавов не представляет какой-либо сложности. В данном случае можно использовать стандартные электроды, и работать со средними показателями сварочного тока. Именно поэтому при необходимости выполнения данной работы в домашних условиях рекомендуем вам использовать арматуру, выполненную из низколегированной стали. Такой материал отличается прочностью, он устойчив к коррозии и одновременно прост в работе. Также можем порекомендовать вам при необходимости выполнения сварки в домашних условиях использовать низкоуглеродистые сорта стали. Такая арматура с легкостью сваривается, обеспечивая прочное соединение. Учитывайте, что чем больше содержится углерода в арматуре и электродах, тем больший необходимо использовать ток при выполнении данной работы.
Разновидности арматуры
В настоящее время существует несколько распространенных разновидностей арматуры, которые отличаются своим составом сплава, размерами и формой. Поговорим поподробнее о самых распространенных разновидностях таких металлических стержней.
В зависимости от технологии производства принято выделять горячекатаную стержневую и холоднокатаную проволочную арматуру. Стержневой принято считать арматуру диаметром больше 2 миллиметров и длинной менее 13 метров. Изготавливаться она может в прутках или мотках.
Для повышения прочности материала может выполняться термическое упрочнение и дополнительная термообработка. Также распространение получила технология упрочненной вытяжки, которая может использоваться с холодным материалом.
В зависимости от формы арматуры принято выделять рифленые и гладкие стержни. У рифленых имеются небольшие ребра, что позволяет обеспечить прочность материалов при их залитии бетоном.
В зависимости от способа применения можно выделить ненапрягаемую и напрягаемую разновидность.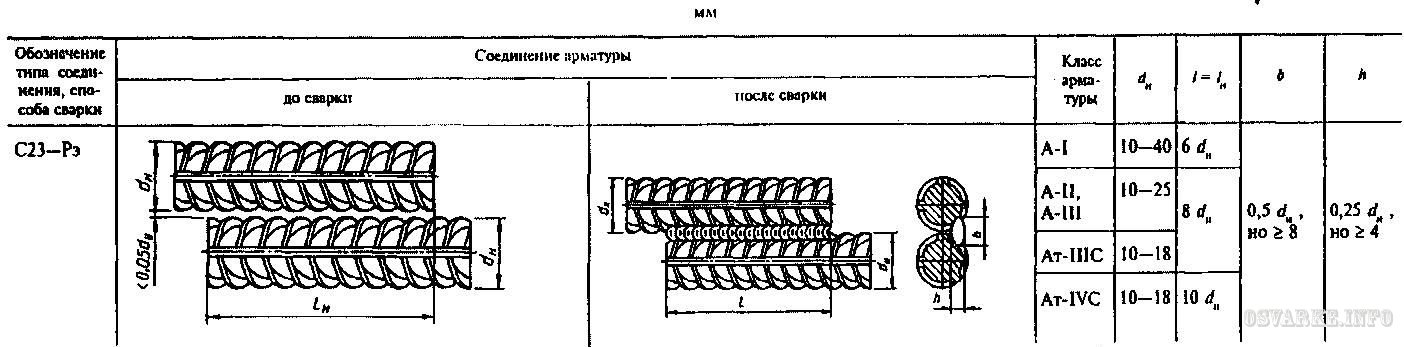
Способы сварки арматуры
Сварка таких металлических стержней для обустройства фундамента или иных целей может выполняться различными технологиями. Каждый из таких способов сварки имеет свои определенные недостатки и преимущества. Необходимо правильно выбирать ту или иную технологию, что и позволит существенно упростить выполняемые работы и обеспечить необходимую прочность конструкции.
Контактная сварка арматуры
Контактная сварка выполняется с помощью специального оборудования, которое обеспечивает непрерывное оплавление. При таком контактном методе работы не требуется проводить дополнительную обработку стержней и торцов изделия. Во время сварки торцы зажимаются в станке, после чего на них подается ток и начинается оплавление металла стержня. Необходимо учитывать тот факт, что такой контактный метод сварки может использоваться исключительно с толстыми заготовками. Современные установки для контактной сварки отличаются повышенной мощностью, что позволяет расплавлять торцы стержней любой толщины.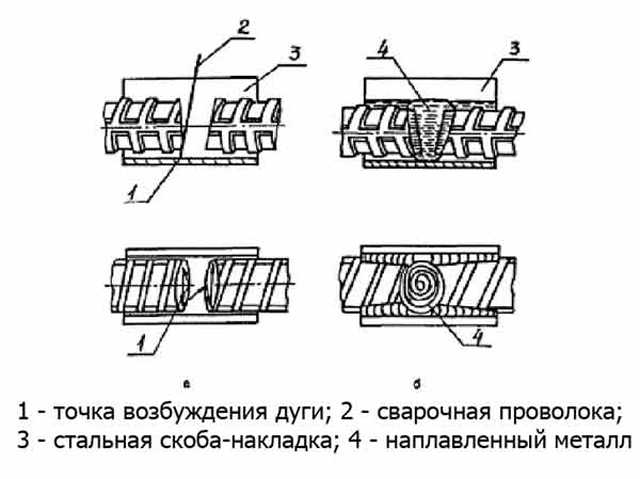 Шлак при этом выдавливается автоматически, а полученное соединение отличается максимальной прочностью.
Шлак при этом выдавливается автоматически, а полученное соединение отличается максимальной прочностью.
Дуговая сварка арматуры
Электродуговая технология может применяться с изделиями большого диаметра. Необходимо в данном случае использовать электроды, которые по своему составу соответствуют свариваемым элементам. Также вам необходимо использовать в работе мощный трансформатор. Такая технология соединения используется при монтаже каркаса, металлоконструкций и производстве сетки.
Сварка внахлест арматуры выполняется одним или двумя фланговыми швами. Для выполнения такой работы могут потребоваться круглые накладки. Использование таких накладок увеличивает в два раза количество фланговых швов. Для обеспечения качественного соединения длина шва в данном случае должна быть не меньше десяти диаметров стержня.
Ванная сварка арматуры
В том случае, если необходимо выполнить соединение заготовок толщиной больше 2 сантиметров используются специальные ванночки для сварки. Такие ванночки не позволяют растекаться расплавленному металлу. Сварка арматуры встык выполняется в медной съемной ванне. При этом зазор между стержнем при выполнении сварки составляет не больше 80% диаметра арматуры. Соединение выполняется с использованием электродов, которые приближены по своему составу к основному материалу.
Такие ванночки не позволяют растекаться расплавленному металлу. Сварка арматуры встык выполняется в медной съемной ванне. При этом зазор между стержнем при выполнении сварки составляет не больше 80% диаметра арматуры. Соединение выполняется с использованием электродов, которые приближены по своему составу к основному материалу.
В последние годы распространение получил электрошлаковый метод, который позволяет существенно снизить расход электродов и уменьшает стоимость выполняемой работы. Стержни выкладывают в медную форму, между концами арматуры оставляется небольшой зазор. В последующем такой зазор заполняется флюсом, а для расплавления подается электрический ток. Рабочий ток расплавляет основной металл, что обеспечивает прочное соединение металлических элементов.
Выбор режима работы
Следует сказать, что качество выполненной сварки во многом зависит от того насколько правильно подобрано оборудование и его режим работы. Увеличение или уменьшение показателей сварочного тока приведет к существенному ухудшению качества соединения.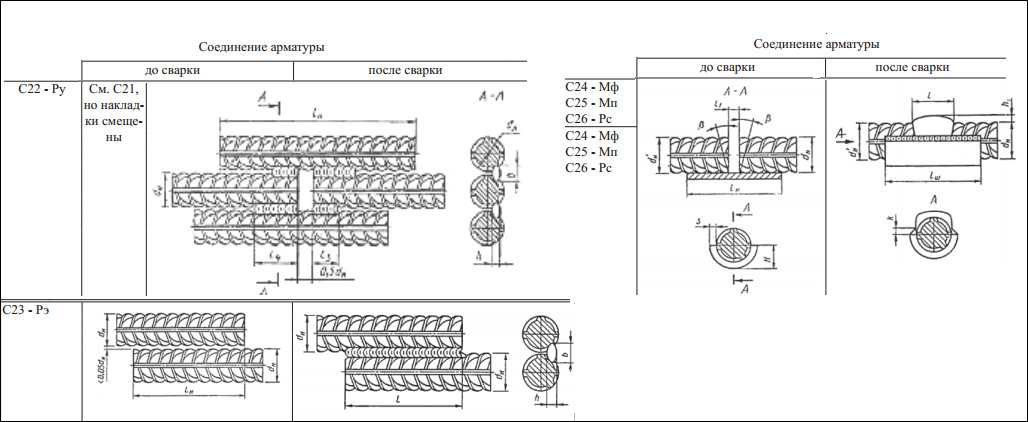 Выбирать те или иные режимы сварки необходимо с учетом диаметра прутка арматуры, класса используемой стали и ряда других важных характеристик.
Выбирать те или иные режимы сварки необходимо с учетом диаметра прутка арматуры, класса используемой стали и ряда других важных характеристик.
Технология сварки арматуры
Марка арматуры непосредственно влияет на выбор используемого оборудования для сварки и ряд других важных нюансов. Так как при сварке арматуры предполагается небольшая площадь соединения и при этом необходимо получить прочное крепление, следует использовать хорошо привариваемые сорта стали, что гарантирует их соединение на молекулярном уровне. Следует сказать, что каждая марка металла имеют свои определенные особенности работы. Так, например, в отдельном случае потребуется использование флюса или же иных других дополнительных материалов. В особенности повышенные требования предъявляются к сварке арматуры, которая используется для изготовления металлоконструкций. Следует сказать, что даже одно некачественно выполненное соединение может привести к неравномерному распределению нагрузки и повреждению всей металлоконструкции. Именно поэтому необходимо использовать качественные материалы, а в отдельных случаях для повышения жесткости приваривать дополнительные ребра, которые улучшат прочность всей металлоконструкции.
Именно поэтому необходимо использовать качественные материалы, а в отдельных случаях для повышения жесткости приваривать дополнительные ребра, которые улучшат прочность всей металлоконструкции.
Важно. При выполнении сварки в медной ванне зачастую сложно бывает подобрать оптимальный диаметр такой емкости. Помните о том, что нужно для сварки использовать прокладку, которая располагается внутри такой медной ванны.
Проверка качества выполненного соединения
Необходимо помнить о том, что к качеству выполненного соединения арматуры предъявляются повышенные требования. Именно поэтому после завершения сварочных работ необходимо выполнить проверку качества. В данном случае следует сверить полученные размеры металлоконструкции с чертежом и проектной документацией. В данном случае используется рулетка, линейка или штангенциркуль.
Прочность соединения может проверяться различными способами. Так, например выполненная металлоконструкция должна с легкостью выдерживать падение с высоты в один метр. По выполненному изделию наносятся удары молотком или аналогичными предметами с разумной допустимой силой. В отдельных случаях проводится рентгеновское исследование швов, что позволяет определить скрытые дефекты.
По выполненному изделию наносятся удары молотком или аналогичными предметами с разумной допустимой силой. В отдельных случаях проводится рентгеновское исследование швов, что позволяет определить скрытые дефекты.
Меры безопасности при соединении арматуры сваркой
Необходимо помнить об определенных правилах техники безопасности, что и позволит качественно провести данную работу. Еще на этапе подготовки необходимо подогнать, зачистить и обточить торцы металлических изделий. Сварщик в обязательном порядке должен использовать маску, защитную одежду и рукавицы. Используемое оборудование должно быть исправным и обязательно иметь заземление. В том случае, если с инвертором возникают какие-либо проблемы в процессе работы, проводить сварку таким неисправным оборудованием запрещается. Также помните о недопустимости выполнения работ при высоких показателях относительной влажности.
5 способов сварки арматуры своими руками
Устройство стен timas
Под арматурой понимают конструкцию, созданную из прутков металлопроката разного размера и формы. Основная функция арматуры – перераспределять напряжение растяжения и сжатия внутри строительного объекта. Поэтому к ней предъявляются повышенные требования жесткости. Эта характеристика во многом зависит от качества соединения арматурных прутков. Одним из основных способов соединения является сварка.
Для создания арматурных конструкций своими руками можно использовать много видов сварных соединений. Чтобы провести работы качественно, нужно знать, что они собой представляют и как происходит процесс сварки.
В основе технологии лежит получение расплава металла в области, ограниченной арматурными концами и накладкой, закрепленной в области соединения прутков. Создается своеобразная ванна из жидкого металла, состоящего из электродного расплава и торцов соединяемых электродов. Накладки необходимы для предотвращения растекания полученного при сварке расплава.
Формы — накладки изготавливаются из низкоуглеродистых марок сталей. После проведения сварочной работы их оставляют в области соединения арматуры.
Применяются также съемные многоразовые формы — накладки. Они изготавливаются из медных сплавов, а также из керамики или графита. Работу выполняют с помощью одного электрода или соединенными одной платформой несколькими электродами, имеющими вид гребенки.
Ванная технология позволяет соединять стержни, расположенные в любом положении. При соединении стержней, находящихся в горизонтальном направлении, стальная накладка приваривается к области стыка. Элементы должны располагаться на расстоянии 1,5 – 2 размера диаметра электродов, используемых для сварки.
При стыковке элементов, находящихся в вертикальном положении, используют штамповую форму — накладку. Ее приваривают к нижнему торцу соединения с проплавлением сечения торца сквозь форму. Затем торец арматурного стержня, расположенного сверху, прикладывают к расплавленному сечению нижнего стержня и проводят дальнейший расплав стыкуемых концов арматуры. В результате форма заполняется образовавшимся жидким металлом.
В результате форма заполняется образовавшимся жидким металлом.
Для избавления от образовавшихся шлаков в боковой стенке формы прожигают отверстие, которое после окончания работы заваривают.
Особенности проведения ванной сварки арматуры
Характерными особенностями технологии ванной сварки являются:
- непрерывность сварочного процесса;
- четкое соблюдение соосности стыкуемых стержней, смещение не должно превышать 0,05 от их диаметра;
- высокая температура дуги, обеспечивающая плавление свариваемого металла в области стыка за счет дополнительного замкнутого пространства ванны;
- Ванным способом стыкуют стержни диаметром от 20 мм до 100 мм.
Необходимое оборудование
Для проведения работ необходимо иметь саму арматуру и сварочный аппарат инверторного типа, обеспечивающий понижение напряжения сети 220 Вт и большую силу тока. Выбрать арматуру в Санкт-Петербурге можно, к примеру, в Сталепромышленной компании, которая является на данный момент одним из лидеров рынка.
Для домашнего использования можно приобрести аппарат небольшого размера.
Также потребуются формы — накладки, соответствующие размеру арматуры и ее сплаву и плавящиеся стальные электроды с покрытием. Например, можно использовать стержни диаметром от 2 до 4 мм марки МР-3 или АНО.
Контактная сварка
Одним из распространенных способов соединения арматурных стержней является контактная сварка. Она предполагает оплавление изделий в месте их контакта за счет нагрева до температуры пластической деформации и механического сдавливания этой области. Происходит это в результате пропускания тока в цепи, включающей сами стержни арматуры. Ток возникает в замкнутой цепи, где наибольшее сопротивление концентрируется в области контакта стержней. Это сопровождается выделением тепла в этом месте и его максимальным нагревом до состояния оплавления.
Для уменьшения времени проведения процесса силу сварного тока увеличивают до 10, а иногда 20 тысяч ампер. При таком режиме металл в области контакта расплавляется практически мгновенно, что приводит к сокращению времени прохождения тока в цепи.
Контактный способ подразделяется на стыковую форму (а), когда стержни расположены встык торцевыми частями, и точечную (б), когда стержни наложены друг на друге и привариваются одновременно в нескольких точках.
Оборудование для контактного способа соединения
Сварка арматурных стержней контактным способом проводится с использованием профессионального оборудования, обеспечивающего основные параметры процесса: силу тока, времени его протекания и степени сжатия области контакта.
При проведении работ в домашних условиях можно использовать простые сварочные устройства, работающие в ручном или автоматическом режиме.
Аппараты для проведения контактного способа соединения арматуры условно можно разделить на стационарные и передвижные устройства, включающие подвесной тип.
Простейшее устройство можно сконструировать самостоятельно. Оно должно включать два функциональных узла: блок питания и выносные электродные держатели с электродами, с помощью которых ток поступает к области сварки.
Стыковая сварка
Технология стыковой контактной сварки основана на использовании тепла в торцевых контактных областях. Нагрев происходит при прохождении тока через них после замыкания цепи путем соединения концов за счет большого сопротивления в области торцевого соединения.
После окончания пропускания тока и его отключения проводят «осадку» разогретого пластичного участка. Чтобы металл арматуры в области соединения нагрелся быстро, и не успела произойти большая потеря тепла, используют режим с высокой токовой нагрузкой, когда ток достигает тысячи ампер.
Стыковой сваркой соединяют гладкие стержни, имеющие диаметр не меньше 14 мм. Для арматуры, полученной горячим способом прокатки и имеющей периодический профиль, стыковая сварка может применяться для стержней с диаметром от 32 мм.
При стыковом соединении выделяют две разновидности проведения технологии:
- непрерывный способ оплавления стержней;
- прерывистое оплавление стыкуемых торцов после предварительного подогрева.


Преимущество отдается прерывистому способу оплавления.
Перед началом проведения работ концы стыкуемой арматуры тщательно очищают от ржавчины, краски и шлаковых образований с помощью зубила, молотка и металлической щетки. Чистота стыкуемых поверхностей существенно влияет на качество соединения.
Контактно — точечная сварка арматуры
Точечный вид сварки является частным случаем контактной технологии. В производстве арматурных каркасов используется в основном этот вид соединения, включая армирующие сетки из прутков малого сечения.
В домашних условиях также возможно использование этого способа соединения, например, при ремонте бытовых приборов и техники.
Точечная сварка может проводиться двумя разными способами:
- металл в области соединения доводят до состояния расплавления и образования литого ядра;
- металл в области соединения нагревают, но не доводят до расплавления.
Принцип нагрева места стыковки аналогичен контактной сварке. Если в месте пересечения арматурных стержней, соприкасающихся точечно, пропустить большой ток, то в этой области будет интенсивно выделяться тепло. Это объясняется тем, что сопротивление стальных стержней арматуры выше, чем сопротивление проводников из меди, входящих во вторичный контур сварочного устройства.
Если в месте пересечения арматурных стержней, соприкасающихся точечно, пропустить большой ток, то в этой области будет интенсивно выделяться тепло. Это объясняется тем, что сопротивление стальных стержней арматуры выше, чем сопротивление проводников из меди, входящих во вторичный контур сварочного устройства.
Сварочный процесс стараются проводить при высоких значениях тока. Это не только увеличивает производительность работ, но и улучшает качество поверхности в контактной точке. Это достигается с помощью мощных дорогостоящих аппаратов. Для домашнего выполнения точечной сварки можно использовать простые компактные устройства, которые есть в продаже и даже изготовить аппарат самостоятельно.
Простой аппарат для точечной сварки с переменными нерегулируемыми показателями величины тока. Управляется процесс вручную путем изменения с помощью реле длительности импульса электричества и отключения его с помощью выключателя.
Основным устройством аппарата точечного соединения является трансформатор, помогающий генерировать большой ток при сварке. Например, можно использовать стандартный трансформатор ОСМ-1. Для проведения сварки его нужно немного модернизировать для получения более мощной вторичной обмотки.
Например, можно использовать стандартный трансформатор ОСМ-1. Для проведения сварки его нужно немного модернизировать для получения более мощной вторичной обмотки.
Процесс точечной сварки включает несколько последовательных этапов:
- Уложенные в определенном положении прутки помещаются между медными электродами аппарата с плотным прижиманием их в точке будущего соединения.
- В место контакта подается сварочный ток и происходит нагрев области до пластического состояния металла, необходимого для деформации. За счет прижатия образуется уплотняющий пояс в точке контакта, препятствующий растеканию металла из этой области.
- Импульс тока должен быть кратковременным и сильным, чтобы после прекращения действия тока образовался прочный точечный контакт прутков.
Для получения качественного соединения своими руками нужно обеспечить поддержание постоянный режим скорости электродного перемещения, требуемого усилия давления и полного точечного контакта прутков
Сварка внахлёст
Способ сварки внахлест представляет технологию соединения арматурных прутков путем фиксации их взаимного частичного наложения друг на друга.
При таком соединении арматурные прутки образуют единую линию с взаимным перекрытием длины в местах стыковки.
Такое соединение применяют с целью распределения продольной растягивающей или сжимающей нагрузки на поверхность арматурного прутка. Поэтому при применении такого способа соединения арматуры нужно придерживаться следующих правил:
- нахлест должен проводиться в местах с наименьшим напряжением на арматурную конструкцию;
- должен соблюдаться принцип равномерности распределения прутков разного диаметра. Лучше, если они будут иметь одинаковый диаметр;
- использовать способ перехлеста арматуры можно только при ее диаметре, не превышающем 20 мм.
- Взаимное наложение арматурных прутков должно иметь протяженность более 50 см.
Сварку внахлест конструкций промышленного назначения, подвергающихся повышенным нагрузкам, лучше проводить с помощью ручной дуговой сваркой. Ее выполняют с помощью одного или двух швов с флангов. Для создания качественного стыка длина сварного шва должна составлять не менее 10 размеров диаметров стержней.
Ручная дуговая сварка обычно проводится в горизонтальном расположении стержней. Для этого используют обычное оборудование, включающее трансформатор, газовую горелку или аппараты дуговой сварки с использованием нейтрального газа. Такой способ можно применять и в домашних условиях.
Во время процесса арматурной сварки нужно позаботиться о максимальном проплавлении стыкуемых прутков.
Социальные комментарии Cackle
Все для бани и сауны: печи, мебель, аксессуары для бань и саун, а также косметика, веники и многое другое
Adblock
detector
Способы сварки арматуры
- В комбинированных несущих и формующих деталях спаренных прутков одним стержнем.
- Механизированным способом с использованием электродуги и проволоки (порошковой присадки).
- В инвентарной форме.
- Ручным дуговым способом и многослойными швами.
Ванная сварка арматуры
Этот метод используется, как правило, для соединения:
— Арматурных изделий большого диаметра (2-10 см).
— Стыков прутков, расположенных в несколько рядов в железобетонных конструкциях.
— Стыков фланцев, изготовленных из стальных полос с большим сечением.
Прекрасно подходит этот метод сварки арматуры для фундамента и других крупных железобетонных изделий, сложных каркасов при сооружении разных зданий. Он обеспечивает сохранение прочности параметров и жесткости конструкции по всей длине. Такая сварка арматуры позволяет создать единый силовой каркас. Соединение может выполняться как горизонтально, так и вертикально. Ванную сварку арматуры колонн и других вертикальных изделий можно, таким образом, осуществить без их перемещения и приведения в горизонтальное положение. Еще одно преимущество состоит в том, что для выполнения соединения используются стандартные приспособления, как при электродуговой сварке.
Важный момент
Ключевое условие для получения качественных стыков при ванной сварке арматуры – четкое совмещение прутков.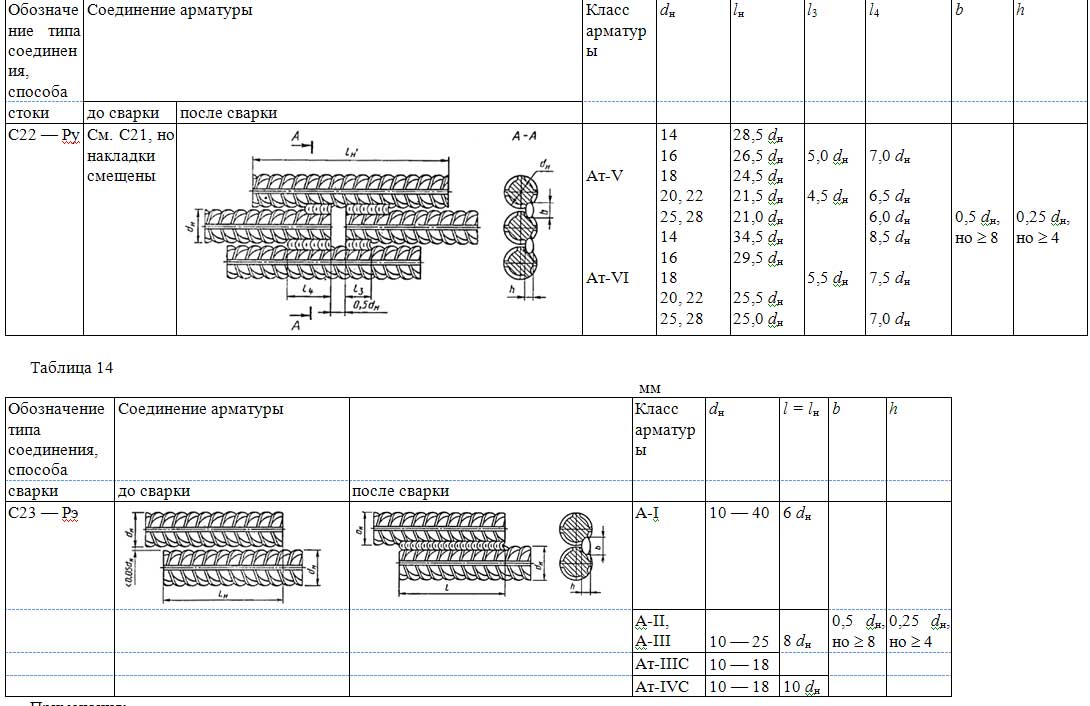 Необходимо следить за тем, чтобы оси стержней не смещались больше чем на половину своего сечения относительно друг друга. Для соблюдения этого условия используются кондукторы различного вида. В них геометрические параметры и расположение прутков при сварке арматуры остаются неизменными.
Необходимо следить за тем, чтобы оси стержней не смещались больше чем на половину своего сечения относительно друг друга. Для соблюдения этого условия используются кондукторы различного вида. В них геометрические параметры и расположение прутков при сварке арматуры остаются неизменными.
Суть метода
Перед непосредственной сваркой к пруткам присоединяют (приваривают) стальную форму. В ней формируют ванну с расплавленным материалом. Для этого используется электродуга. Торцы прутков под высокой температурой плавятся. Это приводит к созданию одной ванны материала шва. Перед сваркой арматуры торцы и поверхности прутков зачищаются. С них удаляют окалину, коррозию, грязь. Для этого используется жесткая щетка со стальными щетинками. После очистки прутки размещают соосно. Между торцами должен быть зазор. Его размер – меньше 1,5 диаметров стержней. При сварке арматуры колонн в качестве формующего элемента выступает листовая штампованная форма.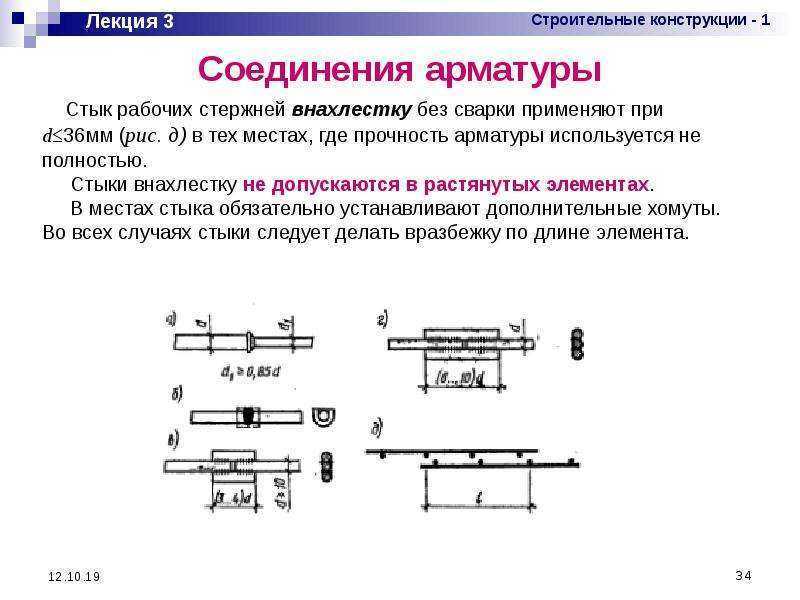 Она прикрепляется к нижней части сваркой без использования присадок. Заплавление стыка по всей площади сечения производится посредством выполнения колебательных постепенных движений электродом. Относительно осей прутков такие движения производятся перпендикулярно.
Она прикрепляется к нижней части сваркой без использования присадок. Заплавление стыка по всей площади сечения производится посредством выполнения колебательных постепенных движений электродом. Относительно осей прутков такие движения производятся перпендикулярно.
Шлаковый излишек удаляется с помощью черпака. Затем конец верхнего прута присоединяют к концу нижнего, после чего направляют металл в форму. Шлак выпускается из формы через специальное отверстие, которое прожигают электродом. После завершения соединения стержней его заваривают.
Варианты ванной сварки
На практике применяется три способа:
1. Полуавтоматический (в керамической форме).
2. Одно-, трехфазной электродугой с использованием стальной скобы (ручной вариант).
3. Автоматический ванно-шлаковый (в медной форме).
Наиболее экономичным считается вариант, при котором накладки при соединении стержней не используются. Дело в том, что на их изготовление необходимо затратить определенное время и металл. При отсутствии накладок, кроме того, обеспечивается компактное соединение.
Нюансы
Сварка в ванне выполняется при токах с большими показателями. Он может составить 450 ампер, если используются 5-6-миллиметровые электроды. Если соединение изделий производится при низких температурах, используется ток приблизительно на 10 % выше стандартного. Профессионалы рекомендуют применять стержни УОНИ-13/55.
При использовании трехфазной сварки следует оставлять зазор на 1,5-2 см больше, чем диаметр электрода. Показатель несовпадения осей стержней арматуры не должна быть больше 5 % площади сечения электродов. Специалисты рекомендуют придать «обратный прогиб» пруткам, если они имеют большую длину.
Устранение зашлаковки
Довольно часто торцы стержней при выполнении ванного сварного соединения зашлаковываются. Это обуславливается быстрым теплоотводом. В результате надежность соединения существенно снижается. Уменьшить вероятность зашлаковки можно:
— Подогрев торцы перед сваркой.
— Используя металлические формы, выполненные из теплопроводных материалов. Как правило, применяются медные элементы.
Скоба
Она используется для закрепления места стыка снизу. Применяется скоба из листовой стали с небольшим содержанием углерода или выполненная из прутков. Обхват позволяет удержать жидкий металл и предотвращает его течь. Для повышения эффективности фиксации по краям скобы монтируются ограничители, не допускающие растекание шлака по стержню. Не следует использовать накладные элементы из медных, латунных, бронзовых сплавов. Как правило, они изготавливаются из чистой меди. Такие скобы служат довольно долго.
Контактный метод
Он считается одним из самых распространенных способов сварки. Место контакта изделий оплавляется за счет нагревания до температуры деформации и сдавливания. Осуществляется это посредством пропускания тока по цепи, звеньями которых являются в том числе и сами стержни. Ток появляется в замкнутой цепи, а наибольшее сопротивление при этом концентрируется на участке контакта прутков. Вместе с тем выделяется тепло, которое обеспечивает максимальный нагрев этой области. Уменьшить время сварки можно, увеличив силу тока до 10, а в ряде случаев до 20 тыс. ампер. В этом случае плавление металла происходит практически мгновенно. Соответственно, время прохождения тока по цепи существенно уменьшается.
Контактное соединение изделий может осуществляться стыковым или точечным способом. Первый используется, когда торцевые части располагаются встык. Точечная сварка арматуры применяется, когда стержни накладываются друг на друга. Они соединяются в нескольких точках одновременно.
Оборудование
Для соединения стержней контактным способом используется профессиональный аппарат. Сварка арматуры должна осуществляться при определенной силе тока и уровне сжатия участка контакта, в течение заданного времени. Все оборудование условно разделяется на мобильное и стационарное. Простейший аппарат можно собрать самостоятельно. В него должны входить 2 функциональных узла. Первый – блок питания, второй – электродные держатели выносного типа.
Стыковое соединение
Его технология основывается на использовании тепла на торцах изделий. Нагревание происходит за счет прохождения через эти области электротока. Он подается после замыкания цепи посредством соединения концов. Обеспечивается нагрев большим сопротивлением. После завершения пропускания и отключения тока производится «осадка» разогретого участка. Для быстрого нагрева металла в области соединения и предотвращения потери тепла применяется режим высокой токовой нагрузки.
Стыковая сварка применяется для соединения гладких стержней, диаметр которых не менее 14 мм. Для соединения арматуры, изготовленной горячим способом и имеющей профиль, такой метод применяется, если диаметр прутков не менее 32 мм.
Особенности выполнения работ
Технология стыковой сварки разделяется на два типа: непрерывный способ; прерывистый метод. Приоритет отдается второму типу. Перед началом работы концу арматуры очищаются от шлаковых образований, остатков краски, ржавчины. Для этого используются зубило, молоток и металлическая щетка. Чистота торцов имеет существенное значение для качества сварки.
Точечное соединение
Оно используется в основном при создании арматурных каркасов, армирующих сеток из прутков с малым сечением. Можно применять точечную сварку и в домашних условиях, к примеру, при ремонте бытовой техники. Выполняется соединение двумя способами. В первом случае металл на участке соединения доводится до расплавленного состояния и до формирования литого ядра. Во втором – металл просто нагревается. Если на участке пересечения точечно соприкасающихся стержней будет проходить большой ток, в этой области возникнет высокая теплоотдача. Это связано с тем, что сопротивление прутков арматуры выше, чем медных проводников, включенных во вторичный контур аппарата для сварки. Процесс следует проводить при высоких показателях тока. За счет этого повышается не только производительность, но и качество соединения. Для этого применяется мощное дорогостоящее оборудование. В домашних условиях можно использовать компактный аппарат, изготовленный в том числе и самостоятельно. Ключевым узлом устройства прибора для точечной сварки выступает трансформатор. За счет него генерируется большой ток. В аппарате может использоваться трансформатор стандартного типа ОСМ-1. Однако его необходимо немного модернизировать для получения вторичной обмотки большей мощности.
Процесс точечного соединения
Работа выполняется поэтапно: Прутки укладываются в определенном положении и помещаются между электродами аппарата. Они плотно прижимаются в участке будущего соединения. В область контакта подается ток; происходит нагрев металла до пластического состояния, требуемого для деформации. Благодаря прижатию формируется уплотняющий пояс, который предотвращает растекание металла. Токовый импульс должен быть сильным и кратковременным. Это обеспечит образование прочного точечного контакта стержней после прекращения подачи.
Соединение внахлест
Оно предполагает фиксацию стержней, частично наложенных друг на друга. При использовании этого метода прутки образуют одну линию с взаимным перекрытием своей длины на участках стыковки.
Соединение внахлест применяется для распределения продольной сжимающей/растягивающей нагрузки на поверхность стержня. При выполнении работ необходимо следовать некоторым правилам:
— Нахлест допускается на участках с минимальным напряжением на конструкцию.
— Стержни разного диаметра должны распределяться равномерно. Однако лучше использовать одинаковые прутки.
— Сварка внахлест применяется для соединения стержней с сечением, не превышающим 20 мм.
— Взаимное наложение прутков должно быть больше 50 см.
Сварку внахлест изделий промышленного назначения, находящихся под повышенной нагрузкой, рекомендуется выполнять с использованием дуговой ручной сварки. Она осуществляется одним-двумя швами с флангов. Чтобы стык получился качественным, длина шва должна превышать диаметр прутков не менее чем в 10 раз. Ручную дуговую сварку выполняют, как правило, в горизонтальном положении стержней. Для работы применяется обычное оборудование, в состав которого входит трансформатор, газовая горелка, или аппараты с нейтральным газом.
Источник: fb.ru
[~DETAIL_TEXT] =>
Арматурой называют конструкцию, состоящую из прутков металлопроката различных форм и размеров. Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства. Соответственно, к жесткости такой конструкции предъявляются повышенные требования. Показатель жесткости, в свою очередь, определяется качеством соединения арматуры сваркой. В настоящее время используется несколько способов сварки. Особенности некоторых из них рассмотрим в статье.
Сварка арматуры: ГОСТ 14098–91
Наиболее распространенными видами соединений считаются: электрошлаковое полуавтоматическое; ванно-шовное; электродуговое ручное; контактное; ванное. В ГОСТ определены конструкция, геометрические параметры, виды соединений, получаемые при электродуговой и контактной сварке арматуры. Положения стандарта действуют в отношении стержней с сечением не больше 30, но не меньше 4 мм, а также металлической проволоки с сечением более мм.
Типы соединений
ГОСТ определяет три их типа: нахлесточное; стыковое; тавровое. Сварка арматуры нахлестом производится по 2-м рельефам и швами (электродуговой ручной способ). Тавровое соединение выполняется в инвентарной форме (с использованием в ванне одного электрода), под флюсом (в этом случае присадочную проволоку не применяют), механизировано, вручную, контактно (путем непрерывного оплавления изделия с сопротивлением).
Стыковая сварка арматуры осуществляется различными способами. Наиболее распространенными считаются:
- В комбинированных несущих и формующих деталях спаренных прутков одним стержнем.
- Механизированным способом с использованием электродуги и проволоки (порошковой присадки).
- В инвентарной форме.
- Ручным дуговым способом и многослойными швами.
Ванная сварка арматуры
Этот метод используется, как правило, для соединения:
— Арматурных изделий большого диаметра (2-10 см).
— Стыков прутков, расположенных в несколько рядов в железобетонных конструкциях.
— Стыков фланцев, изготовленных из стальных полос с большим сечением.
Прекрасно подходит этот метод сварки арматуры для фундамента и других крупных железобетонных изделий, сложных каркасов при сооружении разных зданий. Он обеспечивает сохранение прочности параметров и жесткости конструкции по всей длине. Такая сварка арматуры позволяет создать единый силовой каркас. Соединение может выполняться как горизонтально, так и вертикально. Ванную сварку арматуры колонн и других вертикальных изделий можно, таким образом, осуществить без их перемещения и приведения в горизонтальное положение. Еще одно преимущество состоит в том, что для выполнения соединения используются стандартные приспособления, как при электродуговой сварке.
Важный момент
Ключевое условие для получения качественных стыков при ванной сварке арматуры – четкое совмещение прутков. Необходимо следить за тем, чтобы оси стержней не смещались больше чем на половину своего сечения относительно друг друга. Для соблюдения этого условия используются кондукторы различного вида. В них геометрические параметры и расположение прутков при сварке арматуры остаются неизменными.
Суть метода
Перед непосредственной сваркой к пруткам присоединяют (приваривают) стальную форму. В ней формируют ванну с расплавленным материалом. Для этого используется электродуга. Торцы прутков под высокой температурой плавятся. Это приводит к созданию одной ванны материала шва. Перед сваркой арматуры торцы и поверхности прутков зачищаются. С них удаляют окалину, коррозию, грязь. Для этого используется жесткая щетка со стальными щетинками. После очистки прутки размещают соосно. Между торцами должен быть зазор. Его размер – меньше 1,5 диаметров стержней. При сварке арматуры колонн в качестве формующего элемента выступает листовая штампованная форма. Она прикрепляется к нижней части сваркой без использования присадок. Заплавление стыка по всей площади сечения производится посредством выполнения колебательных постепенных движений электродом. Относительно осей прутков такие движения производятся перпендикулярно.
Шлаковый излишек удаляется с помощью черпака. Затем конец верхнего прута присоединяют к концу нижнего, после чего направляют металл в форму. Шлак выпускается из формы через специальное отверстие, которое прожигают электродом. После завершения соединения стержней его заваривают.
Варианты ванной сварки
На практике применяется три способа:
1. Полуавтоматический (в керамической форме).
2. Одно-, трехфазной электродугой с использованием стальной скобы (ручной вариант).
3. Автоматический ванно-шлаковый (в медной форме).
Наиболее экономичным считается вариант, при котором накладки при соединении стержней не используются. Дело в том, что на их изготовление необходимо затратить определенное время и металл. При отсутствии накладок, кроме того, обеспечивается компактное соединение.
Нюансы
Сварка в ванне выполняется при токах с большими показателями. Он может составить 450 ампер, если используются 5-6-миллиметровые электроды. Если соединение изделий производится при низких температурах, используется ток приблизительно на 10 % выше стандартного. Профессионалы рекомендуют применять стержни УОНИ-13/55.
При использовании трехфазной сварки следует оставлять зазор на 1,5-2 см больше, чем диаметр электрода. Показатель несовпадения осей стержней арматуры не должна быть больше 5 % площади сечения электродов. Специалисты рекомендуют придать «обратный прогиб» пруткам, если они имеют большую длину.
Устранение зашлаковки
Довольно часто торцы стержней при выполнении ванного сварного соединения зашлаковываются. Это обуславливается быстрым теплоотводом. В результате надежность соединения существенно снижается. Уменьшить вероятность зашлаковки можно:
— Подогрев торцы перед сваркой.
— Используя металлические формы, выполненные из теплопроводных материалов. Как правило, применяются медные элементы.
Скоба
Она используется для закрепления места стыка снизу. Применяется скоба из листовой стали с небольшим содержанием углерода или выполненная из прутков. Обхват позволяет удержать жидкий металл и предотвращает его течь. Для повышения эффективности фиксации по краям скобы монтируются ограничители, не допускающие растекание шлака по стержню. Не следует использовать накладные элементы из медных, латунных, бронзовых сплавов. Как правило, они изготавливаются из чистой меди. Такие скобы служат довольно долго.
Контактный метод
Он считается одним из самых распространенных способов сварки. Место контакта изделий оплавляется за счет нагревания до температуры деформации и сдавливания. Осуществляется это посредством пропускания тока по цепи, звеньями которых являются в том числе и сами стержни. Ток появляется в замкнутой цепи, а наибольшее сопротивление при этом концентрируется на участке контакта прутков. Вместе с тем выделяется тепло, которое обеспечивает максимальный нагрев этой области. Уменьшить время сварки можно, увеличив силу тока до 10, а в ряде случаев до 20 тыс. ампер. В этом случае плавление металла происходит практически мгновенно. Соответственно, время прохождения тока по цепи существенно уменьшается.
Контактное соединение изделий может осуществляться стыковым или точечным способом. Первый используется, когда торцевые части располагаются встык. Точечная сварка арматуры применяется, когда стержни накладываются друг на друга. Они соединяются в нескольких точках одновременно.
Оборудование
Для соединения стержней контактным способом используется профессиональный аппарат. Сварка арматуры должна осуществляться при определенной силе тока и уровне сжатия участка контакта, в течение заданного времени. Все оборудование условно разделяется на мобильное и стационарное. Простейший аппарат можно собрать самостоятельно. В него должны входить 2 функциональных узла. Первый – блок питания, второй – электродные держатели выносного типа.
Стыковое соединение
Его технология основывается на использовании тепла на торцах изделий. Нагревание происходит за счет прохождения через эти области электротока. Он подается после замыкания цепи посредством соединения концов. Обеспечивается нагрев большим сопротивлением. После завершения пропускания и отключения тока производится «осадка» разогретого участка. Для быстрого нагрева металла в области соединения и предотвращения потери тепла применяется режим высокой токовой нагрузки.
Стыковая сварка применяется для соединения гладких стержней, диаметр которых не менее 14 мм. Для соединения арматуры, изготовленной горячим способом и имеющей профиль, такой метод применяется, если диаметр прутков не менее 32 мм.
Особенности выполнения работ
Технология стыковой сварки разделяется на два типа: непрерывный способ; прерывистый метод. Приоритет отдается второму типу. Перед началом работы концу арматуры очищаются от шлаковых образований, остатков краски, ржавчины. Для этого используются зубило, молоток и металлическая щетка. Чистота торцов имеет существенное значение для качества сварки.
Точечное соединение
Оно используется в основном при создании арматурных каркасов, армирующих сеток из прутков с малым сечением. Можно применять точечную сварку и в домашних условиях, к примеру, при ремонте бытовой техники. Выполняется соединение двумя способами. В первом случае металл на участке соединения доводится до расплавленного состояния и до формирования литого ядра. Во втором – металл просто нагревается. Если на участке пересечения точечно соприкасающихся стержней будет проходить большой ток, в этой области возникнет высокая теплоотдача. Это связано с тем, что сопротивление прутков арматуры выше, чем медных проводников, включенных во вторичный контур аппарата для сварки. Процесс следует проводить при высоких показателях тока. За счет этого повышается не только производительность, но и качество соединения. Для этого применяется мощное дорогостоящее оборудование. В домашних условиях можно использовать компактный аппарат, изготовленный в том числе и самостоятельно. Ключевым узлом устройства прибора для точечной сварки выступает трансформатор. За счет него генерируется большой ток. В аппарате может использоваться трансформатор стандартного типа ОСМ-1. Однако его необходимо немного модернизировать для получения вторичной обмотки большей мощности.
Процесс точечного соединения
Работа выполняется поэтапно: Прутки укладываются в определенном положении и помещаются между электродами аппарата. Они плотно прижимаются в участке будущего соединения. В область контакта подается ток; происходит нагрев металла до пластического состояния, требуемого для деформации. Благодаря прижатию формируется уплотняющий пояс, который предотвращает растекание металла. Токовый импульс должен быть сильным и кратковременным. Это обеспечит образование прочного точечного контакта стержней после прекращения подачи.
Соединение внахлест
Оно предполагает фиксацию стержней, частично наложенных друг на друга. При использовании этого метода прутки образуют одну линию с взаимным перекрытием своей длины на участках стыковки.
Соединение внахлест применяется для распределения продольной сжимающей/растягивающей нагрузки на поверхность стержня. При выполнении работ необходимо следовать некоторым правилам:
— Нахлест допускается на участках с минимальным напряжением на конструкцию.
— Стержни разного диаметра должны распределяться равномерно. Однако лучше использовать одинаковые прутки.
— Сварка внахлест применяется для соединения стержней с сечением, не превышающим 20 мм.
— Взаимное наложение прутков должно быть больше 50 см.
Сварку внахлест изделий промышленного назначения, находящихся под повышенной нагрузкой, рекомендуется выполнять с использованием дуговой ручной сварки. Она осуществляется одним-двумя швами с флангов. Чтобы стык получился качественным, длина шва должна превышать диаметр прутков не менее чем в 10 раз. Ручную дуговую сварку выполняют, как правило, в горизонтальном положении стержней. Для работы применяется обычное оборудование, в состав которого входит трансформатор, газовая горелка, или аппараты с нейтральным газом.
Источник: fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Арматурой называют конструкцию, состоящую из прутков металлопроката различных форм и размеров. Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства…
[~PREVIEW_TEXT] => Арматурой называют конструкцию, состоящую из прутков металлопроката различных форм и размеров. Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства…
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 13.06.2020 14:00:24
[~TIMESTAMP_X] => 13. 06.2020 14:00:24
[ACTIVE_FROM] => 13.06.2020
[~ACTIVE_FROM] => 13.06.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/108744/
[~DETAIL_PAGE_URL] => /news/115/108744/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => sposoby_svarki_armatury
[~CODE] => sposoby_svarki_armatury
[EXTERNAL_ID] => 108744
[~EXTERNAL_ID] => 108744
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 13.06.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Способы сварки арматуры
[SECTION_META_KEYWORDS] => способы сварки арматуры
[SECTION_META_DESCRIPTION] => Арматурой называют конструкцию, состоящую из прутков металлопроката различных форм и размеров. Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства…
[SECTION_PAGE_TITLE] => Способы сварки арматуры
[ELEMENT_META_TITLE] => Способы сварки арматуры
[ELEMENT_META_KEYWORDS] => способы сварки арматуры
[ELEMENT_META_DESCRIPTION] => Арматурой называют конструкцию, состоящую из прутков металлопроката различных форм и размеров. Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства…
[ELEMENT_PAGE_TITLE] => Способы сварки арматуры
[SECTION_PICTURE_FILE_ALT] => Способы сварки арматуры
[SECTION_PICTURE_FILE_TITLE] => Способы сварки арматуры
[SECTION_DETAIL_PICTURE_FILE_ALT] => Способы сварки арматуры
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Способы сварки арматуры
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Способы сварки арматуры
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Способы сварки арматуры
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Способы сварки арматуры
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Способы сварки арматуры
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Поделиться:
Способы сварки арматуры
13. 06.2020
Арматурой называют конструкцию, состоящую из прутков металлопроката различных форм и размеров. Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства. Соответственно, к жесткости такой конструкции предъявляются повышенные требования. Показатель жесткости, в свою очередь, определяется качеством соединения арматуры сваркой. В настоящее время используется несколько способов сварки. Особенности некоторых из них рассмотрим в статье.
Сварка арматуры: ГОСТ 14098–91
Наиболее распространенными видами соединений считаются: электрошлаковое полуавтоматическое; ванно-шовное; электродуговое ручное; контактное; ванное. В ГОСТ определены конструкция, геометрические параметры, виды соединений, получаемые при электродуговой и контактной сварке арматуры. Положения стандарта действуют в отношении стержней с сечением не больше 30, но не меньше 4 мм, а также металлической проволоки с сечением более мм.
Типы соединений
ГОСТ определяет три их типа: нахлесточное; стыковое; тавровое. Сварка арматуры нахлестом производится по 2-м рельефам и швами (электродуговой ручной способ). Тавровое соединение выполняется в инвентарной форме (с использованием в ванне одного электрода), под флюсом (в этом случае присадочную проволоку не применяют), механизировано, вручную, контактно (путем непрерывного оплавления изделия с сопротивлением).
Стыковая сварка арматуры осуществляется различными способами. Наиболее распространенными считаются:
- В комбинированных несущих и формующих деталях спаренных прутков одним стержнем.
- Механизированным способом с использованием электродуги и проволоки (порошковой присадки).
- В инвентарной форме.
- Ручным дуговым способом и многослойными швами.
Ванная сварка арматуры
Этот метод используется, как правило, для соединения:
— Арматурных изделий большого диаметра (2-10 см).
— Стыков прутков, расположенных в несколько рядов в железобетонных конструкциях.
— Стыков фланцев, изготовленных из стальных полос с большим сечением.
Прекрасно подходит этот метод сварки арматуры для фундамента и других крупных железобетонных изделий, сложных каркасов при сооружении разных зданий. Он обеспечивает сохранение прочности параметров и жесткости конструкции по всей длине. Такая сварка арматуры позволяет создать единый силовой каркас. Соединение может выполняться как горизонтально, так и вертикально. Ванную сварку арматуры колонн и других вертикальных изделий можно, таким образом, осуществить без их перемещения и приведения в горизонтальное положение. Еще одно преимущество состоит в том, что для выполнения соединения используются стандартные приспособления, как при электродуговой сварке.
Важный момент
Ключевое условие для получения качественных стыков при ванной сварке арматуры – четкое совмещение прутков. Необходимо следить за тем, чтобы оси стержней не смещались больше чем на половину своего сечения относительно друг друга. Для соблюдения этого условия используются кондукторы различного вида. В них геометрические параметры и расположение прутков при сварке арматуры остаются неизменными.
Суть метода
Перед непосредственной сваркой к пруткам присоединяют (приваривают) стальную форму. В ней формируют ванну с расплавленным материалом. Для этого используется электродуга. Торцы прутков под высокой температурой плавятся. Это приводит к созданию одной ванны материала шва. Перед сваркой арматуры торцы и поверхности прутков зачищаются. С них удаляют окалину, коррозию, грязь. Для этого используется жесткая щетка со стальными щетинками. После очистки прутки размещают соосно. Между торцами должен быть зазор. Его размер – меньше 1,5 диаметров стержней. При сварке арматуры колонн в качестве формующего элемента выступает листовая штампованная форма. Она прикрепляется к нижней части сваркой без использования присадок. Заплавление стыка по всей площади сечения производится посредством выполнения колебательных постепенных движений электродом. Относительно осей прутков такие движения производятся перпендикулярно.
Шлаковый излишек удаляется с помощью черпака. Затем конец верхнего прута присоединяют к концу нижнего, после чего направляют металл в форму. Шлак выпускается из формы через специальное отверстие, которое прожигают электродом. После завершения соединения стержней его заваривают.
Варианты ванной сварки
На практике применяется три способа:
1. Полуавтоматический (в керамической форме).
2. Одно-, трехфазной электродугой с использованием стальной скобы (ручной вариант).
3. Автоматический ванно-шлаковый (в медной форме).
Наиболее экономичным считается вариант, при котором накладки при соединении стержней не используются. Дело в том, что на их изготовление необходимо затратить определенное время и металл. При отсутствии накладок, кроме того, обеспечивается компактное соединение.
Нюансы
Сварка в ванне выполняется при токах с большими показателями. Он может составить 450 ампер, если используются 5-6-миллиметровые электроды. Если соединение изделий производится при низких температурах, используется ток приблизительно на 10 % выше стандартного. Профессионалы рекомендуют применять стержни УОНИ-13/55.
При использовании трехфазной сварки следует оставлять зазор на 1,5-2 см больше, чем диаметр электрода. Показатель несовпадения осей стержней арматуры не должна быть больше 5 % площади сечения электродов. Специалисты рекомендуют придать «обратный прогиб» пруткам, если они имеют большую длину.
Устранение зашлаковки
Довольно часто торцы стержней при выполнении ванного сварного соединения зашлаковываются. Это обуславливается быстрым теплоотводом. В результате надежность соединения существенно снижается. Уменьшить вероятность зашлаковки можно:
— Подогрев торцы перед сваркой.
— Используя металлические формы, выполненные из теплопроводных материалов. Как правило, применяются медные элементы.
Скоба
Она используется для закрепления места стыка снизу. Применяется скоба из листовой стали с небольшим содержанием углерода или выполненная из прутков. Обхват позволяет удержать жидкий металл и предотвращает его течь. Для повышения эффективности фиксации по краям скобы монтируются ограничители, не допускающие растекание шлака по стержню. Не следует использовать накладные элементы из медных, латунных, бронзовых сплавов. Как правило, они изготавливаются из чистой меди. Такие скобы служат довольно долго.
Контактный метод
Он считается одним из самых распространенных способов сварки. Место контакта изделий оплавляется за счет нагревания до температуры деформации и сдавливания. Осуществляется это посредством пропускания тока по цепи, звеньями которых являются в том числе и сами стержни. Ток появляется в замкнутой цепи, а наибольшее сопротивление при этом концентрируется на участке контакта прутков. Вместе с тем выделяется тепло, которое обеспечивает максимальный нагрев этой области. Уменьшить время сварки можно, увеличив силу тока до 10, а в ряде случаев до 20 тыс. ампер. В этом случае плавление металла происходит практически мгновенно. Соответственно, время прохождения тока по цепи существенно уменьшается.
Контактное соединение изделий может осуществляться стыковым или точечным способом. Первый используется, когда торцевые части располагаются встык. Точечная сварка арматуры применяется, когда стержни накладываются друг на друга. Они соединяются в нескольких точках одновременно.
Оборудование
Для соединения стержней контактным способом используется профессиональный аппарат. Сварка арматуры должна осуществляться при определенной силе тока и уровне сжатия участка контакта, в течение заданного времени. Все оборудование условно разделяется на мобильное и стационарное. Простейший аппарат можно собрать самостоятельно. В него должны входить 2 функциональных узла. Первый – блок питания, второй – электродные держатели выносного типа.
Стыковое соединение
Его технология основывается на использовании тепла на торцах изделий. Нагревание происходит за счет прохождения через эти области электротока. Он подается после замыкания цепи посредством соединения концов. Обеспечивается нагрев большим сопротивлением. После завершения пропускания и отключения тока производится «осадка» разогретого участка. Для быстрого нагрева металла в области соединения и предотвращения потери тепла применяется режим высокой токовой нагрузки.
Стыковая сварка применяется для соединения гладких стержней, диаметр которых не менее 14 мм. Для соединения арматуры, изготовленной горячим способом и имеющей профиль, такой метод применяется, если диаметр прутков не менее 32 мм.
Особенности выполнения работ
Технология стыковой сварки разделяется на два типа: непрерывный способ; прерывистый метод. Приоритет отдается второму типу. Перед началом работы концу арматуры очищаются от шлаковых образований, остатков краски, ржавчины. Для этого используются зубило, молоток и металлическая щетка. Чистота торцов имеет существенное значение для качества сварки.
Точечное соединение
Оно используется в основном при создании арматурных каркасов, армирующих сеток из прутков с малым сечением. Можно применять точечную сварку и в домашних условиях, к примеру, при ремонте бытовой техники. Выполняется соединение двумя способами. В первом случае металл на участке соединения доводится до расплавленного состояния и до формирования литого ядра. Во втором – металл просто нагревается. Если на участке пересечения точечно соприкасающихся стержней будет проходить большой ток, в этой области возникнет высокая теплоотдача. Это связано с тем, что сопротивление прутков арматуры выше, чем медных проводников, включенных во вторичный контур аппарата для сварки. Процесс следует проводить при высоких показателях тока. За счет этого повышается не только производительность, но и качество соединения. Для этого применяется мощное дорогостоящее оборудование. В домашних условиях можно использовать компактный аппарат, изготовленный в том числе и самостоятельно. Ключевым узлом устройства прибора для точечной сварки выступает трансформатор. За счет него генерируется большой ток. В аппарате может использоваться трансформатор стандартного типа ОСМ-1. Однако его необходимо немного модернизировать для получения вторичной обмотки большей мощности.
Процесс точечного соединения
Работа выполняется поэтапно: Прутки укладываются в определенном положении и помещаются между электродами аппарата. Они плотно прижимаются в участке будущего соединения. В область контакта подается ток; происходит нагрев металла до пластического состояния, требуемого для деформации. Благодаря прижатию формируется уплотняющий пояс, который предотвращает растекание металла. Токовый импульс должен быть сильным и кратковременным. Это обеспечит образование прочного точечного контакта стержней после прекращения подачи.
Соединение внахлест
Оно предполагает фиксацию стержней, частично наложенных друг на друга. При использовании этого метода прутки образуют одну линию с взаимным перекрытием своей длины на участках стыковки.
Соединение внахлест применяется для распределения продольной сжимающей/растягивающей нагрузки на поверхность стержня. При выполнении работ необходимо следовать некоторым правилам:
— Нахлест допускается на участках с минимальным напряжением на конструкцию.
— Стержни разного диаметра должны распределяться равномерно. Однако лучше использовать одинаковые прутки.
— Сварка внахлест применяется для соединения стержней с сечением, не превышающим 20 мм.
— Взаимное наложение прутков должно быть больше 50 см.
Сварку внахлест изделий промышленного назначения, находящихся под повышенной нагрузкой, рекомендуется выполнять с использованием дуговой ручной сварки. Она осуществляется одним-двумя швами с флангов. Чтобы стык получился качественным, длина шва должна превышать диаметр прутков не менее чем в 10 раз. Ручную дуговую сварку выполняют, как правило, в горизонтальном положении стержней. Для работы применяется обычное оборудование, в состав которого входит трансформатор, газовая горелка, или аппараты с нейтральным газом.
Источник: fb.ru
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
Рейтинг статьи:
Просмотров: 370
Поделиться:
Теги
История (1) Ковка (1039) Самоделки (1) Сварка (1008)
Еще
Сварка арматуры под фундамент внахлест:технология,режимы,ГОСТ
Арматура выступает основным конструкционным элементом для возведения каркасов, сеток и прочих важных изделий. Она проста в применении и обладает высокими прочностными характеристиками. Благодаря этому, практически во всех сферах строительства и при изготовлении различных материалов, таких как железобетонные изделия, используются именно эти детали. Тем не менее, сварка арматуры обладает рядом особенностей, которые требуют специального подхода для достижения высокого уровня качества. Дело в том, что длина самого шва на стыке получается достаточно маленькой, так как здесь минимальная площадь соприкосновения. В то же время, перпендикулярное соединение, которое зачастую и возникает в данном случае, может образовать своеобразный рычаг, основная нагрузка которого ляжет на место соединения. Таким образом, сварка арматуры для фундамента и других целей должна проводиться максимально качественно, для чего используются различные технологии.
Сварка арматуры для фундамента
Естественно, что необходимость в данном процессе возникает и в домашних условиях. Здесь уже нет столь высоких требований к технологии производства, как на предприятиях, поэтому, многие люди соединяют те разновидности стержней из металла, которые у них есть. Это же относится и к способам соединения, ведь для этого могут использоваться различные виды сварки. В итоге, качество соединения страдает, но с учетом отсутствия высоких нагрузок это может оказаться не столь критичным. Также данный подход помогает сэкономить бюджет всего мероприятия. Сварка арматуры производится по ГОСТ 14098 2014.
Свойства арматуры
Основным материалом для изготовления данных конструкционных элементов является углеродистая сталь. В зависимости от особенностей самого изделия она может быть нескольких марок, что существенно влияет на свариваемость. Если применяется сталь группы Б, то она должна содержать не более 0,25% углерода в своем составе. В данном случае требуется повышенная надежность создания самого соединения. Ее применяют для металлоконструкций.
Арматура их стали группы Б
При использовании таких марок как ВСт(1-3), в которых содержится повышенная концентрация марганца, во время сварки нужно использовать дополнительное раскисление. Такая же ситуация обстоит и со сталью марок БСт(1-3). ГОСТ на сварку арматуры здесь остается прежним, вне зависимости от выбранной марки металла.
Арматура из стали марки БСт(1-3)
При работе с низколегированными составами не возникает серьезных проблем, так что для их соединения потребуются стандартные электроды, которые обладают максимально схожим с арматурой составом. Если использовался технически упрочненный металл, то такие изделия лучше не варить, так как в зоне шва металл будет разупрочняться, что приведет к его поломке.
Низколегированная сталь
Низкоуглеродистые сорта относятся к хорошо свариваемым, так как сам углерод, если его содержание ниже 0,2%, не оказывает столь негативного действия на шов, как при более высоких концентрациях. Чем выше его содержание, тем больше требуется дополнительных технологических операций и расходных материалов для создания качественного соединения.
Виды арматуры
Прежде чем будет проводиться соединение арматуры сваркой, следует определиться, какие ее виды встречаются. Ведь от этого во многом зависят особенности самого процесса. При высоких нагрузках необходимо создавать дополнительные укрепления и применять новые методы. Прежде всего следует выделить такие:
- По технологии производства выделяется холоднокатаная проволочная и горячекатаная стержневая. Стержневой считается та арматура, диметр которой более 2 мм, а длина при этом менее 13 метров. Это независимо от варианта поставки, который может быть в мотках или прутках.
- По способу упрочнения для горячекатаных изделий выделяют термически упрочненные стержни, которые подверглись температурной обработке, и упрочнение вытяжкой. Последний вариант проводится в холодном состоянии материала.
- По форме своей поверхности выделяется гладкая и рифленая арматура. Рифленая имеет периодические выступы в виде ребер. Они позволяют сделать лучшее соединение с бетоном, чем гладкая поверхность.
- По способу своего применения можно выделить напрягаемые разновидности и ненапрягаемые.
Способы сварки арматуры
Сварка арматуры под фундамент или для других важных целей может происходить несколькими способами. У каждого из них имеются свои преимущества и недостатка. Именно по этой причине нужно знать как можно больше, чтобы сделать правильный выбор.
Сварка арматуры под фундамент
Технология сварки арматуры контактным методом производится при помощи специальных машин, создающих непрерывное оплавление. Для этого не требуется проводить обработку торцов на стержнях изделия. торцы зажимаются в губках станка. На них подается ток, в результате чего те начинают плавиться. Их поверхность сглаживается. Контактная сварка арматуры может проводиться и для толстых заготовок. Данная технология лучше всего подходит для создания сеток и каркасов с крестообразными элементами. На контакты машины подается достаточно большая сила тока, что позволяет расплавить торцы любой толщины. Шлак выдавливается автоматически, поэтому, изделие получает требуемую осадку.
Электродуговая сварка используется для соединения арматуры с большим диаметром. Для ее проведения требуется иметь сварочный трансформатор и электроды соответствующие составу самого свариваемого изделия. Данным методом создаются монтажные металлоконструкции, каркасы и сетки.
Сварка арматуры внахлест создается при помощи одного иди двух фланговых швов. Для этого могут понадобиться также две круглые накладки. При использовании накладок количество фланговых швов вырастает в два раза. Чтобы добиться высокого качества соединения, общая длина шва не должна быть менее 10 диаметров стержня. Стыки создаются при помощи желобчатых подкладок. При этом проводится заварки торцов при помощи многослойных швов. Достаточно два или три слоя.
Сварка арматуры внахлест
Сварка арматуры точечным методом используется для стержней до 2 см.
Ванночки для сварки арматуры используется для изделий толщиной более 2 см. для этого применяется специальное изделие. Выступающее в качестве барьера для стекания расплавленного металла. Стык собирается на медной съемной ванне. Зазор между стержнем и данным приспособлением должен быть не более 0,8 диаметра арматуры. Сам процесс соединения проводится при помощи электродов. Здесь создается ванна расплавленного металла, которая оплавляет торец стержня и образует неразъемное соединение.
Ванночки для сварки арматуры
Электрошлаковый метод считается наиболее выгодным в экономическом плане. Здесь также стержни кладутся в медную форму. Между их концами должен быть небольшой зазор. Этот зазор заполняется флюсом. Именно он сначала расплавляется при подаче электричества. За ним происходит расплавление основного металла.
Режимы
Очень важно определить, какая сила тока при сварке арматуры должна использоваться, так как это поможет расплавить ее до нужного состояния. Увеличение или уменьшение данного параметра приведет к тому, что соединение попросту не получится на нужном уровне. Помимо этого следует учитывать и прочие важные факторы. Здесь приведены основные режимы, в зависимости от марки используемого металла, его толщины и прочих данных.
Диаметр прутка арматуры, мм | Класс используемой стали | Время прохождения тока, с | Величина тока, А | Примерная величина осадки, мм |
3 4 5 | B-1 | 0. 0.08 0.12 | 4 4,8 6,4 | 1,2 1,7 2 |
4 6 8 10 12 16 20 22 | A-1 | 0.12 0.4 0.5 0.8 1 2 2.2 2.4 | 5,3 8 10,5 11,6 13,6 16 19,5 21 | 1,5 2,4 3 3,7 4,5 6 8 9 |
6 10 12 16 18 20 25 32 36 | A-3 | 0.48 0.7 1 2 2.4 2.8 3 4 6 | 8,5 14,5 16 20 21,5 24 28 31 42 | 3 6 7 9 11 12 15 18 23 |
Нюансы сваривания
Марка арматуры для сварки имеет большое значение для выбора способа соединения, метода проведения процедур и прочих важных моментов. За счет того, что здесь идет относительно малая площадь соединения, необходимо сделать как можно более мощное скрепление. Желательно использовать хорошо свариваемые сорта стали, чтобы повысить надежность. Все нюансы проведения процесса связаны с данным моментом. Остальные свойства перенимаются у марки металла, так как к ней нужно найти свой подход. Если требуется использование флюсов и других дополнительных материалов, то это должно обязательно выполняться, так как одно бракованное соединение в металлоконструкции может привести к разрушению всего изделия. Иногда, для увеличения жесткости, используются дополнительные ребра, привариваемые под углом, но это должно определяться технологией возведения металлоконструкции на уровне проекта.
«Важно!
Если вы подбираете диаметр медной ванны и он оказывается слишком большим, то всегда можно использовать дополнительную подкладку, располагаемую внутри данного изделия.»
Проверка качества
Сварка арматуры 35 ГС и прочих сортов имеет высокий уровень ответственности, поэтому, перед сдачей в эксплуатацию изделия должны пройти проверку на качества. В первую очередь проверяется правильность изготовления самого изделия, чтобы его размеры совпадали с чертежом и были соблюдены все нюансы. Проверка осуществляется измерительными инструментами, такими как линейка, рулетка, калибр и прочее.
Арматура марки 35 ГС
Далее проверяется прочность соединений. Одним из стандартов является возможность выдержать падение с метровой высоты. По изделию могут наноситься удары с разумно допустимой силой. Если это не предусматривает технология, то возможна проверка при помощи лабораторных методов, путем рентгеновского просвечивания швов, на выявление в них скрытых дефектов.
Меры безопасности
При работе со сваркой нужно соблюдать правила техники безопасности. Это начинается еще с подготовительных работ, когда идет обточка и зачистка торцов и подгонка размеров. Сварщик должен использовать средства индивидуальной защиты, такие как сварочная маска, рукавицы и защитная одежда. Все оборудование должно быть заземлено и исправно. При возникновении неполадок требуется прекратить работу до восстановления нормальной работоспособности. Не стоит проводить сварку при высокой относительной влажности на улице и в помещении, а также при осадках на открытой территории.
виды, способы, инструкция и прочность, плюсы и минусы
Содержание
- Виды арматуры
- Как соединяется арматура?
- Сварка ванным способом
- Плюсы и минусы ванного способа
- Прочность конструкции
В строительстве нередки случаи применения железобетонных блоков, армированных стальными прутьями различной формы. Эти секции используются для создания перекрытий и стен в возводимых зданиях, также с их помощью устраивают цокольные этажи, укрепляют фундаменты, монтируют лестничные пролеты и выполняют прочие виды работ. Для прочности конструкции необходимо ее правильно скрепить, например, выполнить такую работу как сварка арматуры ванным способом.
Процесс сварки
Железные прутья принято укладывать на пол в том случае, если на нем планируется выполнение цементной стяжки. Эта мера помогает избежать искривлений и перекосов во время высыхания полов. Стоит учесть такой момент, что каким бы прочным и гибким не был материал, из которого изготовлена основа, во время обработки его варочным оборудованием в местах стыков и воздействия тока или высоких температур свойства будут несколько теряться. Это приведет к тому, что в местах соединения швами вся конструкция будет гораздо менее прочной, чем в остальных рядах.
к содержанию ↑
Виды арматуры
Для создания укрепляющей арматурной сетки внутри железобетонных изделий используются стальные прутья различного вида и толщины. Это сложная конструкция, отличающаяся разнообразием входящих в ее состав элементов. К каждому из них предъявляются повышенные требования прочности и жесткости, от этого зависит целостность зданий, в которых временно или постоянно находятся люди.
Арматура по типам делится на несколько основных видов, каждый из которых имеет свои индивидуальные характеристики. Существует жесткая арматура, ею считается:
- Двутавровая арматура;
- Гнутый швеллер.
Есть так называемые, гибкие изделия, к классу которых относятся следующие виды:
- пруты с нанесенным на них рифлением;
- гладкие стержни;
- разнообразные сетки.
Горизонтальное армирование
Основные разновидности арматурной продукции, представленные в современном строительстве и обнаруживаемые на рынках мировой индустрии, таковы:
- А1. Гладкая арматура, которую выполняют из стали, она может быть горячекатаной, можно предпочесть низколегированную или углеродистую массу. Это простейший из возможных вариантов.
- А3 обладает рифленой поверхностью и очень востребована в капитальном строительстве при изготовлении стен, фундаментов, которые становятся основой различных высоток. Сталь в этих прутах обрабатывают несколькими разными способами, это придает ей дополнительную прочность.
- АТ800. Продукт, на производства которого идет очень прочная и эластичная сталь. Идеальное решение для конструкций, в которых предполагается наличие большого числа динамических нагрузок.
к содержанию ↑
Как соединяется арматура?
В строительстве используются разнообразные виды сварки арматуры в единую систему сетки. Есть такой вариант, как полуавтоматическая электрошлаковая, ванно-шовная, выполняемая вручную электродуговая, контактная и ванная. По ГОСТу арматуру можно соединить несколькими способами: внахлест, по стыкам и тавровым методом.
Стыковые способы соединения арматуры в систему в свою очередь бывают такими: с участием одного стержня; инвентарный тип; при участии проволоки и электродуги; вручную одним или двумя сварными швами.
Арматура сварная
При электрошлаковой сварке нет электрической дуги, он пригоден для сочленения между собой тяжелых арматурных конструкций. Ванно-шовный способ сварки предполагает передачу тепла к свариваемым арматурным элементам не непосредственно от электрода, а через ванную с жидким металлом. При электродуговой сварке используется непосредственное воздействие на металл электрической дуги, температура такой сварки около 5 тысяч градусов Цельсия, что больше температуры плавления большинства использующихся в строительстве металлов. При контактной сварке необходимый шов создается при помощи нагревания металла электротоком и механического прижатия сплавляемых деталей между собой.
к содержанию ↑
Сварка ванным способом
Техника сочленения ванным способом используется для соединения прутьев большого диаметра (2-10 сантиметров), арматурных стыков в разных рядах; стыков огромных стальных полос. Как можно понять из описания, этот способ подходит для крупных конструкций при возведении зданий. Он дает необходимую жесткость всей конструкции.
Для того чтобы максимально качественно выполнить соединение этим методом, необходимо очень аккуратно и точно совмещать арматурные стыки. Смещение в этом случае должно составить не более половины диаметра входящего в состав соединения прута.
Ванное соединение можно сделать при помощи одного электрода для мест схождения гладких стержней до 32 миллиметров диаметром или гребешком, составленных из некоторого количества электродов для прутьев в 80 миллиметров диаметром. Для сварки понадобятся трансформаторы, производящие переменный ток или приспособления для генерации постоянного.
Сваривание арматур
При проведении одноэлектродной процедуры необходимо использовать скобы для подкладок, выполненные из стали штампованным методом. Многоэлектродная сварка потребует уже составные прокладки, также сделанные из штампованной стали.
При присоединении таким образом к стыкам разных элементов арматуры приваривается стальная форма, в которой электродуга создает ванну с расплавившимся от высокой температуры металлом. Это приводит к формированию необходимого для соединения варочного шва, который после остывания создаст требуемую конструкцию.
Перед тем как начинать варить элементы, необходимо зачистить торцевые части каждого из прутов от образований вроде ржавчины и окалины. Для этого используется специальная металлическая щетка. Затем элементы свариваемой детали помещают друг к другу максимально корректно, оставляя небольшое расстояние между прутьями на торцах для формирования шва.
Вертикальные швы при обработке формируются при помощи листовой формы, выполненной методом штамповки. Ее без вспомогательных средств приваривают к нижней части арматуры, а потом доделывают шов вдоль всего сечения. Для того чтобы сохранить арматурную сетку от деформации в последующем, нужно озаботиться, чтобы длинные прутья перед началом работ получили так называемый «обратный прогиб».
Появляющийся в ходе работы шлак необходимо удалять с участием особого приспособления. Затем верхний прут приваривают к нижнему пруту и заливают металлом. В форме выжигается отверстие для выхода шлака, а затем его снова заделывают.
к содержанию ↑
Плюсы и минусы ванного способа
Способ ванной сварки арматуры, как и любая другая выполняемая при строительстве зданий работа имеет свои плюсы и минусы. Она может предложить следующие преимущества. Для выполнения этого вида соединения арматуры можно использовать совершенно обыкновенные сварочные приспособления. Не придется докупать какие-то дополнительные присадки и аппараты. Она прекрасно соединяет между собой крупные и относительно гладкие элементы.
Во время выполнения работ нет необходимости поворачивать конструкцию. Качество сварки очень легко определяется с помощью гамма-лучей. Если сравнить этот способ с теми, где есть необходимость в использовании накладок на стыки, то получается заметная экономия арматурной стали. Она составляет от полукилограмма до 2,5 килограммов.
Кроме того, при работе с ванной, шкал и пузырьки воздуха стремятся наверх, к металлу, что положительно влияет на качество формируемого при работах сварного шва.
Как недостатки можно посчитать необходимость постоянно поддерживать металл в жидком состоянии, из-за чего замена уже непригодных для сварки электродов должна производиться как можно быстрее. Также слишком быстрое остывание расплавленного металла может привести к повышенному шлакообразованию, что скажется впоследствии на качестве и прочности всего полученного в результате сварки шва. Кроме того, металл периодически должен успокаиваться, что приводит к необходимости периодически закорачивать электроды при работе.
к содержанию ↑
Прочность конструкции
Если сварка ванным способом выполнена грамотно и аккуратно, то ее прочность вполне способна радовать вас очень долгое время. За счет отсутствия воздействия тока непосредственно на торцы прутов конструкция получается более гибкой и более прочной, что делает ее незаменимой при формировании основы в виде железобетонных стен и фундамента для многоэтажных зданий.
Сварка арматуры, ванночки для сварки
0
Опубликовано: 08.04.2017
Арматура применяется практически во всех строительных проектах. Чаще всего она является составной частью каркасных конструкций. Главное предназначение арматуры – это обеспечение каркасному основанию высоких прочностных характеристик, жесткости. При использовании арматуры для сооружения каркаса ее стальные прутья могут связываться (скручиваться), свариваться. Сварка арматуры выполняется обычно при достаточно объемном строительстве.
Оглавление:
- Особенности технологии ванных сварных соединений
- Основные преимущества методики ванного сваривания арматуры
- Ванночки для сварки
- Основные методы арматурной сварки
- Стыковая сварка
- Сварка продольными швами
- Точечная сварка
- Сваривание электродуговым способом
- Ванная технология сваривания
- Специфика сварного соединения арматуры фундамента
Особенности технологии ванных сварных соединений
Соединение прутов арматуры может выполняться двумя способами:
- сваривание стальных прутов с применением дополнительно накладок металлических;
- стыковая сварка.
Сваривание арматурных прутов стыковой сваркой может осуществляться:
- ручной ванной сваркой;
- ванной сварки арматуры в специализированных инвентарных формах;
- ванно-шовным свариванием;
- порошковой проволокой при помощи флюсового сердечника;
- полуавтоматом проволокой под флюсом;
- порошковой проволокой в несколько слоев.
При выполнении соединения арматуры с накладками можно варить электродуговой сваркой вручную.
Для арматурных прутов большого диаметра сегодня применяется ванная методика сварочного соединения. Обычно подобный метод применяется:
- для прутьев из стали диаметром 2-10 см;
- стыков многорядной арматуры строительных железобетонных колонн;
- фланцев, согнутых из полосок большого сечения;
- прочих элементов.
Ванная сварка арматуры нашла широкое применение в строительстве конструкций из железобетона, каркасов из арматуры, зданий, многих других строительных сооружений. Данная методика соединения позволяет формировать цельные металлические каркасы без потери прочности. Стыковку арматурных прутьев при использовании ванной сварной технологии можно делать по вертикали, горизонтали.
Ключевым требованием для формирования высококачественной стыковки арматурных стержней является их точное совмещение между собой. Величина смещения стержневых осей при ванном сваривании должна быть менее 0,05. Чтобы обеспечить подобную точность, соединяемые участки сборных строительных блоков, их каркасы изготавливают в специализированных кондукторах, в которых осуществляется фиксация расположения арматуры с учетом размеров. При приеме подобных строительных изделий на стройплощадке осуществляется проверка положения выпусков арматуры, размеры.
Основные преимущества методики ванного сваривания арматуры
- качество сваренного соединения можно проверить гамма-лучами;
- нет необходимости в проведении кантовки строительной конструкции;
- возможность применения стандартного сварочного оборудования, которое предназначено для выполнения дуговой сварки.
У нас разработаны три технологии сварочных соединений ванным методом:
- сварка-автомат ванно-шлаковая в форме, выполненной из меди;
- сварка-полуавтомат в форме из керамики;
- ручное сваривание ванным способом одно, трехфазной дугой в форме, изготовленной из стали.
Сваривание арматуры ванным способом без использования накладок считается более экономным, так как не требуется дополнительный металл на изготовление накладок, а также снижаются трудозатраты. Еще один плюс в том, что стыки получаются максимально компактными, так как, к примеру, в железобетонных конструкциях не всегда есть место для размещения дополнительных накладок. На единственном стыке можно сэкономить до шестидесяти килограмм металла и двух килограммов электродов, если сравнивать с технологией сваривания, в которой дополнительно используются стальные накладки.
Ванночки для сварки
Ванночки для сварки арматуры существуют трех типов, которые отличаются между собой сырьевым материалом:
- стальная ванночка – неразъемное изделие, которое остается в конструкции, сваренной из арматуры, и вместе с ней заливается бетонным составом;
- ванночки из графита, меди – разъемные изделия, которые после завершения сварочных работ удаляются. Они многоразового использования. При этом оборачиваемость форм, выполненных из меди, больше в два раза в отличие от графитовых.
Стоит отметить, что графит является гигроскопичным материалом, хорошо впитывающий влагу даже просто из воздушной среды. Поэтому ванночки для сварки графитные предварительно подвергаются прокалке, чтобы извлечь из них избыток влаги.
Основные методы арматурной сварки
Сваривание арматуры производится по нескольким вариантам:
- контактная сварка стыковая;
- соединения сварные по ванной методике;
- сваривают образцы продольными швами;
- электродуговой метод;
- контактные точечные сварочные соединения.
Какой из перечисленных вариантов использовать в конкретном случае, зависит от материала и предполагаемой на него нагрузки. Часто используются сразу несколько способов сваривания арматурных стержней. При выборе способа варения также опираются на надежность, простоту применения конкретной технологии.
Стыковая сварка
Сварка арматуры встык предназначена для соединения металлических прутьев, которые имеют одинаковое сечение. Данный вид соединения производится намного быстрее, если сравнивать с расплавлением соединяемых участков. Это позволяет существенно увеличить производительность, соединяемые стыки не подвергаются существенному короблению.
Эти преимущества предоставляют возможность применять контактное сваривание встык в производственных масштабах, так как технология поддается автоматизации, что позволяет ее применять в конвейерном производстве.
Единственный, но достаточно серьезный недостаток стыковой сварки арматуры – это большой расход используемых материалов, электродов.
Сварка продольными швами
Данная техника сварного соединения лучше всего подходит под объемные железобетонные свариваемые конструкции. Он считается более надежным, но и довольно затратным, поэтому применяется очень редко.
Точечная сварка
Методика используется для соединения арматурных прутьев, сечение которых составляет не более 5 см. Чаще всего данный вид сварки применяется для изделий небольших размеров и массы.
Основное преимущество точечной сварки – низкий расход металла в отличие от контактной, но, здесь же, она уступает по надежности соединения.
Сваривание электродуговым способом
Наиболее надежный способ соединения арматуры, изготовленной из любой марки стали, но возможен для применения только на определенных участках, так получаемые стыки не способны выдерживать повышенную нагрузку.
Ванная технология сваривания
Предоставляет возможность соединять при помощи сварки арматурные прутья большого диаметра – 2-10 см. Данная технология нашла широкое применение в производственном, гражданском строительстве, когда необходимо выполнить большое количество сварочных стыковых соединений. Это наиболее надежная технология для создания жесткого цельного каркаса строительной конструкции.
Главное преимущество этого метода в том, что сварочные работы можно осуществлять как в вертикальной, так и в горизонтальной плоскости.
Специфика сварного соединения арматуры фундамента
Фундаментное основание – это основа любого строительного сооружения, от которой зависит надежность его дальнейшей эксплуатации. Поэтому соединение арматуры для фундамента должно обеспечивать потребную прочность. Поэтому при выполнении любых строительных работ на это обращается достаточно серьезное внимание.
Сварка арматуры для фундамента часто применяется для армирования конструкций, все необходимые параметры для этого досконально проработаны. Но, некоторые недостатки заставляют все-таки задумываться и о применении прочих способов соединения армирующих деталей. Подбор технологии упрочнения фундамента – это достаточно серьезный вопрос, который стоит перед застройщиками частного домостроения.
Из-за высокой ответственности сварного соединения арматурных элементов под фундамент, данные работы проводятся исключительно профессиональными сварщиками, которые имеют достаточный опыт. При выполнении сварочных работ необходимо обеспечить плотное прилегание прутьев арматуры. Как правило, их поверхность является рифленой, поэтому предварительно ее нужно отшлифовать.
Также необходимо контролировать силу тока, время термического воздействия, его площадь. Значительный перегрев может способствовать изменению структуры металла. После выполнения соединений швы обязательно проверяются на прочность.
Сергей Одинцов
tweet
Квалификаторы проектирования сварки арматурных стержней
Перейти к содержимомуПредыдущий Следующий
Что я хотел бы сделать, так это дать вам несколько советов, основанных на некоторых неудачах и успехах, через которые мы прошли, чтобы квалифицировать себя. (Для получения более подробной информации см. квалификацию по сварке арматуры в разделе 6 кода AWS D1.4 для конструкционной сварки арматурной стали). Я опишу некоторые основы того, что требуется от компании и сварщика, чтобы получить квалификацию для сварки арматуры. В отличие от сертификации сварки конструкций, которая относительно проста. Требования к сварке арматуры и квалификационным испытаниям могут быть запутанными и сложными, что может привести к легкому совершению ошибки при разработке квалификатора сварки арматуры или испытаний. Если вы немного подумаете об этом и посмотрите на то, что вам может потребоваться сварить, вы можете сэкономить время и деньги, сделав это правильно один раз.
В коде описаны три процесса; . Для арматуры мы используем процесс SMAW ( сварка электродом ) , поэтому в этой статье я буду ссылаться на SMAW.
В соответствии с кодом AWS D1.4 необходимо сосредоточиться на двух основных областях:
1) Спецификация процедуры сварки (WPS) (AWS D1.4-6.2) двойная; испытание сварки (см. фото 1), проведенное и пройденное компанией, которая устанавливает стандарт для всех сварщиков, и письменный документ, в котором излагаются параметры этого испытания. Письменный документ будет включать в себя; дата испытания, используемый процесс, положение(я), тип канавки, метод, электрические характеристики, характеристики материала основного металла, характеристики AWS присадочного металла, классификация AWS присадочного металла, экранирование, температура предварительного нагрева, температура между проходами, количество проходов, диаметр электрода , диапазон силы тока, диапазон напряжения и информацию о подрядчике. Как только WPS выполнено, это не нужно делать снова, если только вам не требуется приваривать арматуру, которая не попадает в периметры WPS .
Для теста WPS важно использовать соответствующие материалы и процедуры, соответствующие потребностям, с которыми вы столкнетесь при производстве сварки в полевых условиях. Проведите испытания с помощью прутка самого высокого класса, самого большого прутка, который вы собираетесь сваривать, самого большого прутка, который вы собираетесь использовать, прутка самой высокой прочности, который вам потребуется использовать, прутка с самым высоким содержанием углеродного эквивалента, который вам потребуется сваривать, всех позиции, которые вам нужно будет сварить, и тип соединения, который вам нужно будет сварить на производстве.
Например, если в задании есть #8 ASTM A615 класс 60 бар , что вам необходимо выполнить горизонтальную сварку, и вы создали WPS путем тестирования с помощью #7 ASTM A706 класса 60 бар 1 с помощью SMAW 7018 в вертикальном положении. Вы не имеете права заниматься сваркой на этой работе. Вы не проводили испытания с стержнем 90XX SMAW , который требуется при сварке A615 , вы тестировали на стержне, который был меньше, чем стержень на задании, и вы тестировали в вертикальном положении, а не в горизонтальном.
WPS Тестирование может занять очень много времени и средств, но если вы выберете несколько широких периметров и вам придется делать это только один раз, оно того стоит. Используя приведенный выше пример, выберите наихудший сценарий и установите пределы для проверки. Наш опыт заключается в ремонте конструкций, поэтому мы сталкиваемся с большинством марок арматуры до класса 60, большинство размеров стержней — 9.0009 #9 и меньше, мы свариваем во всех положениях и обычно делаем соединения внахлестку. Таким образом, после оценки периметра мы выбрали для испытаний арматуру #10 A615 марки 60 , мы провели испытания во всех положениях с использованием стержня 9018 диаметром 5/32” SMAW и использовали узел непрямого стыкового соединения. Помните, что если требования к работе меньше, чем ваш тест WPS, вы будете допущены к сварке, потому что вы можете снизить размер прутка, сорт прутка, прочность прутка и размер прутка, но вы не можете подняться ни по одному из них. ваш WPS был сгенерирован. Вы можете найти эту информацию в Основная переменная PQR Изменения в таблице, требующие повторной квалификации WPS 6.2 D1.4. Используя приведенный выше пример стержня №7, мы можем претендовать на сварку для этой работы на основе параметров нашего WPS .
Соблюдайте все процедуры предварительного нагрева, прихватки, хранения прутка и других сварочных процессов, предусмотренных в AWS D1.4 , код . Конфигурации сборки см. в AWS D1.4-6.2.4.3, 6.2.4.4 и 6.2.5. Вы можете увидеть образец непрямого стыкового соединения в сборе на фото 1. Подробные сведения о типе соединения см. в AWS D1.4, рисунки 3.1, 3.2, 3. 3, 3.4 и 3.5. Вам потребуется не менее двух тестовых сборок для каждой позиции, в которой вы будете тестировать. При тестировании запишите все данные, которые вам потребуются для создания письменного WPS-документа. И когда ваши образцы будут готовы, отправьте их в вашу квалифицированную испытательную компанию, где они проведут испытание на растяжение всего сечения для определения предела прочности при растяжении, которое должно соответствовать прочности стержня, который вы свариваете, и испытание макротравлением на прочность.
2) Квалификационное испытание сварщика (AWS D1.4-6.1) , которое представляет собой испытание сварки, которое каждый человек, сваривающий арматуру, должен выполнить индивидуально в соответствии с WPS WPS в качестве руководства.
В отличие от WPS , квалификационное испытание сварщика требует, чтобы сварщик выполнял сварку прутка наименьшего размера для сварки в производстве, что дает ему право сваривать прутки этого размера и любого большего размера. Кроме того, некоторые из тестовых позиций дают сварщику право на несколько позиций, например, в AWS D1.4-6.3.4.2 Испытание на непрямой сварной шов встык Вертикальное испытание 3G дает право на три положения: плоское, горизонтальное и вертикальное, испытание 4G над головой также дает право на три положения: плоское, потолочное и горизонтальное позиции. Тем не менее, если вы тестируете в горизонтальном положении 1G, это дает вам право только на два положения — горизонтальное и горизонтальное. Вам нужно понимать, что вы будете сваривать на производстве, и тестировать в соответствии с тем, что потребуется в полевых условиях. Когда мы тестируем наших парней, мы делаем две позиции 3G по вертикали и 4G над головой, в сочетании это дает нам право на все позиции, выполняя тесты только в двух позициях.
Другая важная информация:
При покупке арматурного стержня для испытаний очень важно получить его у надежного поставщика, который может предоставить сертификаты заводских испытаний от производителя, чтобы убедиться, что вы проводите испытания с правильным продуктом. Это также хорошая идея, не обязательная, но хорошая идея, чтобы проверить углеродный эквивалент и провести собственное испытание на прочность на растяжение, чтобы убедиться, что вы не получили плохую партию. Если вы будете тратить время, деньги и усилия на этот тест, вы хотите, чтобы он был правильным.
Получив квалификацию, помните о «Период действия» , который предназначен для того, чтобы сварщик оставался в соответствии с навыками, которые он имел во время тестирования. Если сварщик не участвует в процессе сварки арматуры в течение 6 месяцев или более или если есть сомнения в способности сварщика, от него может потребоваться повторная проверка.
Ссылки: Американское общество сварщиков D1.4/D1.4M: 2011
Об авторе ;
Г-н Лутонский имеет 24-летний опыт работы в области ремонта и усиления конструкций, а также управления строительством в Корпорации Реконструкции. Он руководил очень сложными проектами по ремонту конструкций для Restruction Corporation в качестве суперинтенданта, менеджера проекта и полевого менеджера. В качестве операционного менеджера он руководит очень талантливой и разнообразной группой полевых контролеров, которые считаются лидерами в отрасли ремонта конструкций. Он сертифицированный сварщик труб и конструкций. Он имеет несколько сертификатов по технике безопасности и обучен процедурам ремонта и материалам. Он отвечает за обучение всего полевого персонала в Колорадском подразделении Restruction Corporation.
Поиск:
Архивы
Архивы Отбор месяц, август 2020 г., май 2019 г., октябрь 2018 г., июль 2018 года, май 2018 г., апрель 2018 г. Март 2018 г., февраль 2018 года, март 2017 г. Декабрь 2016 г., ноябрь 2016 г., июнь 2016 г., июнь 2016 г., апрель 2016 г., февраль 2016 г., июль 2015 г. август 2014 г., май 2014 г., апрель 2014 г. Февраль 2014 г., май 2013 апрель 2013 г. Март 2013 г.Категории
- Ремонт моста (2)
- Бетонная арматура (11)
- Ремонт плотины (2)
- Образование (4)
- Методы (4)
- Гаражи (8)
- Ремонт конструкций (9)
Перейти к началу
AWS 1.
4/D1.4M:2011 Процедуры и требования к сварке арматуры
Сборка арматурной сетки для армирования требует нескольких способов крепления, одним из которых является сварка. Согласно AWS 1.4/D1.4M:2011, при сварке арматуры будет обеспечена целостность армированной конструкции (композитный железобетон).
Если требуется ручная дуговая сварка арматурной стали, то свариваемость арматурной стали и совместимость методов сварки должны тщательно учитываться и строго контролироваться. Используя химический состав стали, который описывается номером углеродного эквивалента (CE), мы определяем свариваемость стали.
8 Факты об углеродном эквиваленте, которые необходимо знать при сварке арматуры
1. Основным упрочняющим элементом стали является углерод.
2. Твердость и прочность на растяжение обратно пропорциональны пластичности и свариваемости. Следовательно, при увеличении содержания углерода до 0,85% увеличиваются твердость и прочность на разрыв.
3. По мере повышения пластичности и свариваемости содержание углерода будет уменьшаться.
4. CE представляет собой эмпирическое значение в весовых процентах, которое связано с комбинированным воздействием различных легирующих элементов, используемых при производстве углеродистой стали, или эквивалентного количества углерода.
5. Чем выше свариваемость материала, тем ниже значение CE.
6. Для расчета значения используется математическое уравнение. Кодекс сварки предусматривает два выражения при расчете CE. Минимальные температуры предварительного нагрева и температуры между проходами определяются по таблице 5.2 кода после расчета номера CE.
7. Нередко при переделке и дополнении существующих конструкций отчеты об испытаниях материалов недоступны, а химический состав неизвестен. Когда это происходит, код требует, чтобы самая высокая температура предварительного нагрева и межпроходная температура для желаемого размера арматурного стержня была установлена на:
а. 300°F (150°C) для стержней 6 и меньше
b. 500°F (260°C) для баров с номером 7 и выше
8. Требования к предварительному нагреву и промежуточному проходу несколько смягчены, если химический состав для ASTM A706 неизвестен или не получен. Требования к предварительному нагреву следующие:
a. Для стержней
с номером 6 и меньше предварительный подогрев не требуется b. 50°F (10°C) для стержней от 7 до 11
c. 200°F (90°C) для номера 14 и больше
d . Когда температура материала ниже 32° F (0° C), Кодекс требует, чтобы материал был предварительно нагрет как минимум до 70° F (20° C) и выдерживался во время процесса сварки (как и при любой сварке).
Разделы 4 и 5
В разделах 4 и 5 Кодекса можно найти соответствующие допустимые напряжения и детали конструкции. Здесь приводится широкий спектр деталей, включая прямые стыковые соединения, непрямые стыковые соединения, соединения внахлестку и соединения сборных элементов. Учитывайте влияние эксцентриситета при проектировании соединений внахлестку, если внешнее ограничение не предусмотрено.
Раздел 6
Качество изготовления в отношении разработки основного металла, сборки соединения, деформации и качества рассматриваются в разделе 6. Не допускается сварка стержней, которые пересекаются, и сварка в пределах двух диаметров стержня от точек касания для радиуса изогнутых стержней. Местное охрупчивание армированной стали может развиваться в результате сварки поперечных стержней.
Когда арматурные стержни уже заделаны в бетон, для предотвращения выкрашивания или растрескивания бетона или разрушения связи между бетоном и сталью необходимо делать допуски на тепловое расширение стали. Приемлемые и неприемлемые профили угловых и разделочных сварных швов показаны в разделе 4 свода правил.
Раздел 7
Методы сварки обсуждаются в Разделе 7. Метод включает в себя выбор присадочного металла, минимальные температуры предварительного нагрева и температуры между проходами, условия сварки, зажигание дуги, очистку, ход сварки, основной металл с покрытием и сварку. электроды. Допускается дуговая сварка металлическим электродом в среде защитного газа (SMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW) или дуговая сварка с флюсовой проволокой (FCAW). Другие методы могут использоваться, если они утверждены инженером записи.
Крайне важно выбрать правильные сварочные электроды, совместимые с основным металлом. Неправильный выбор может привести к микротрещинам в зоне термического влияния, что может привести к выходу соединения из строя.
Если они не соответствуют всем требованиям к конструкции и контролю, прихваточные швы D1.4 не допускаются. Арматура в месте сварки становится чувствительной к металлургическому эффекту надреза и ослаблению при использовании прихваточного шва.
Раздел 8
Раздел 8 относится к квалификации сварщиков и проверкам соответственно. Квалифицированные сварщики должны выполнять всю сварку конструкций, а квалифицированные инспекторы должны проверять работу. При испытании квалификация WPS должна включать конкретный тип и размер свариваемого соединения.
Инспекторы также должны иметь квалификацию. Приемлемые требования включают в себя сертификацию AWS, сертификацию Канадского бюро сварки или наличие инженера/техника, прошедшего обучение или опыт в области изготовления металлов, инспекции и испытаний, а также обладающего квалификацией для проведения инспекции работ.
Регистрационный инженер может запросить подтверждение квалификации сварщика. В Приложение А для информационных целей включены следующие образцы форм: Протокол аттестации процедуры (PQR), Спецификация процедуры сварки (WPS) и Протокол аттестационных испытаний сварщика.
Крайне важно иметь Протоколы аттестации процедур (PQR), Спецификации процедур сварки (WPS) и Протоколы аттестационных испытаний сварщиков при сварке арматурных стержней для обеспечения структурной целостности. Приложение CEI Pro-Write предоставляет все эти записи. Для получения дополнительной информации о ProWrite нажмите здесь.
Ресурс:
Журнал «Структура»
Как сваривать арматуру – Разъяснение технологии сварки арматуры в бетоне
Использование бетона в строительной отрасли широко распространено. На самом деле, бетон является наиболее часто используемым материалом для закладки фундаментов сооружений. Независимо от того, что включает в себя строительный проект, будь то возведение стен, столбов или плит перекрытия, бетон является основным строительным материалом.
Несмотря на распространенность использования бетона, он очень подвержен трещинам и создает риск разрушения конструкций. Бетон прочен на сжатие, но относительно слаб на растяжение. Это приводит к необходимости повышения прочности бетона на растяжение, чтобы сделать его более надежным и долговечным материалом для использования в строительном проекте. Это достигается за счет создания армированного бетона путем включения арматуры в бетон.
Продолжайте читать этот подробный пост в блоге, чтобы получить ответы на любые вопросы, которые могут у вас возникнуть о сварке арматуры и железобетона.
Что такое арматура?
Арматура также известна как арматурная сталь. Арматурные стальные стержни используются для улучшения бетона с точки зрения растяжения и прочности конструкции. Арматура компенсирует тот факт, что бетон слаб на растяжение, и делает его достаточно прочным и долговечным материалом, который можно использовать при возведении массивных конструкций. Железобетон способен выдерживать большие растягивающие нагрузки и выдерживать обычное напряжение, которому обычно подвергаются здания. Сталь — единственный металл, который используется в арматуре, благодаря тому, что ее коэффициент теплового расширения (удлинение из-за нагревания) почти равен коэффициенту бетона, что значительно снижает вероятность образования трещин.
(Видео) Учебная лаборатория сборного железобетона: Изготовление арматуры
Как арматура повышает прочность бетона?
Из многих вопросов, связанных с арматурой и бетоном, наиболее частым является вопрос о том, как арматура повышает прочность бетона. Бетон заливают на арматурные каркасы, каркасы или маты. По мере заливки бетон затвердевает, и при этом камень или гравий в бетоне фиксируются на месте. Это образует прочную механическую связь. Бетон, заблокированный арматурой, имеет большую прочность на растяжение по сравнению с чистым бетоном. Бетон обладает большим сопротивлением силам сжатия, то есть прочностью на сжатие, но плохой устойчивостью к силам растяжения или изгиба (прочность на растяжение), что улучшает арматуру, что делает ее пригодной для любого строительного проекта.
Можно ли сваривать арматуру?
Арматура доступна в различных размерах и сортах. В то время как некоторые марки арматуры можно сваривать, некоторые нельзя. Чтобы лучше понять, какие типы арматуры можно сваривать, а какие нельзя, продолжайте читать этот пост в блоге!
Свариваемая арматура
В соответствии с нормами AWS D1.4 по сварке конструкций арматура из низколегированной стали пригодна для сварки. Эта марка арматуры имеет такое соотношение стали и углерода, что делает ее пригодной для сварки. Он не только подходит для сварки, но и сварные швы могут оставаться вместе под значительной нагрузкой после того, как он был загерметизирован в бетоне. Это единственный тип арматуры, которую можно сваривать без особых соображений.
Несвариваемая арматура
Химический состав стали определяет, можно ли ее сваривать. Если сталь имеет высокое содержание углерода, она будет более хрупкой и, следовательно, менее пригодной для сварки. Этот тип стали более склонен к разрушению при воздействии сварочного напряжения. Поэтому стальные сплавы, обладающие высоким уровнем прочности, не подходят для сварки.
Сварная арматура
Сварная арматура обеспечивает жесткое и прочное конструкционное соединение, которое не только обеспечивает осуществимую транспортировку арматурных матов и каркасов, но также гарантирует, что они придают бетонным конструкциям необходимую прочность. Многие считают сварку арматуры сложной и даже неприемлемой, но на самом деле это один из наиболее практичных способов обеспечить максимальное соответствие арматуры своему назначению.
Сварная арматура приемлема и практична при соблюдении определенных правил и стандартов. К ним относятся:
- Выбор правильного типа арматурного стержня
- Определение необходимости предварительного нагрева или его выполнение при необходимости
- Выбор соответствующего наполнителя (сварочная проволока или прут)
- Выбор надлежащего сварного шва, подготовка металла и правильное размещение
Выбор правильного типа арматуры
В строительной отрасли используются многочисленные типы армированных стальных стержней или арматуры. Они перечислены ниже:
(Видео) Почему бетон нуждается в армировании
Стержни из мягкой стали
Эти стержни имеют плоскую поверхность и круглую форму. Эти стержни могут быть найдены в размерах от 6 мм до 50 мм. Стержни из мягкой стали используются для армирования бетона, который используется только для специальных проектов. Например, они используются в ситуациях, когда стальные стержни должны скользить в металлическую втулку, в дюбелях в деформационных швах, на взлетно-посадочных полосах и дорогах для компенсационных швов, а также для использования в спиралях колонн и т. д. Стержни из мягкой стали относительно легко гнуть и резать без повреждений.
Деформированные стальные стержни
Как следует из названия, деформированные стальные стержни имеют деформированную поверхность из-за выступов, ребер или любого другого вида деформации на их поверхности. Эти стержни легче транспортировать из-за минимального проскальзывания, которым они обладают, и они увеличивают прочность связи между сталью и бетоном. Их предел прочности при растяжении выше по сравнению с стержнями из мягкой стали, а также ограничивает трещины, которые более чем часто появляются в железобетоне вокруг стержней из мягкой стали.
Прутки, подвергнутые термомеханической обработке (Прутки ТМТ)
Прутки ТМТ – это стержни, подвергнутые термообработке. Они обеспечивают превосходную прочность железобетона. Этот тип арматуры превосходит другие типы арматуры с точки зрения пластичности, прочности, способности к изгибу, свариваемости и качества.
Высокопрочные деформированные стержни
Эти холоднообработанные стержни скручены с ребрами, выступами, выступами или деформациями на их поверхности. Это тип арматуры, который чаще всего используется для армирования бетона. Он обладает большой прочностью, пластичностью и свариваемостью благодаря низкому содержанию углерода. Свариваемость этой арматуры составляет исключительную 100%, что является причиной ее широкого применения в железобетоне.
Другие виды арматуры
Другие виды арматуры включают арматуру из углеродистой стали, европейскую арматуру, оцинкованную арматуру, арматуру с эпоксидным покрытием, арматуру из нержавеющей стали и арматуру из полимера, армированного стекловолокном. Каждый тип имеет различный набор свойств, при этом арматура из нержавеющей стали является лучшей с точки зрения качества и самой дорогой из всех типов.
Выбор типа арматуры, которую вы собираетесь использовать, полностью зависит от области применения, для которой вы армируете бетон.
Необходимость и практика предварительного нагрева
Необходимость предварительного нагрева перед сваркой арматуры зависит от ее углеродного эквивалента и размера. Необходимо определить углеродный эквивалент стали, который является мерой ее способности к сварке. Стали с высоким углеродным эквивалентом хуже поддаются сварке и, следовательно, требуют большего предварительного нагрева, и наоборот.
(Видео) Использование сварки CAD для соединения арматуры
Для расчета углеродного эквивалента стали необходимо иметь полную информацию о химическом составе стали, которая может быть или не быть предоставлена в заводском паспорте. Всегда лучше запросить эту информацию, чтобы избежать ненужных расходов на предварительный нагрев.
Выбор подходящего присадочного материала
Тип присадочного материала, который следует использовать для сварки арматурных стержней, зависит от используемого метода сварки. Для сварки арматуры можно использовать три типа сварки: SMAW-дуговая сварка металлическим электродом в среде защитного газа (стержневая/дуговая сварка), GMAW-дуговая сварка металлическим электродом в среде защитного газа (MIG) и FCAW-дуговая сварка с сердечником под флюсом.
Например, если вы используете арматуру марки A615 класса 60, вы можете использовать методы SMAW или GMAW. Если используется сварка SMAW, правильным наполнителем будут электроды E9.016-X, E9018-X, E9015-X или E9018M. Однако для метода GMAW правильным наполнителем будет электрод ER90C-XXX или ER90S-XXX.
Выбор наполнителя зависит от типа арматуры и используемого метода сварки.
Выбор правильного сварного шва, подготовка металла и правильное размещение
Не все типы сварных швов можно использовать для сварки арматуры. Существуют определенные допустимые сварные швы. Типы сварных швов, которые можно выполнять на арматуре, представляют собой соединения внахлестку, стыковые соединения и сращивания. В соответствии с Кодексом по сварке конструкций (AWS D1.4) нет положений, касающихся стальных стержней, перпендикулярных друг другу. Единственное, что должен обеспечить сварщик, это то, что все стальные стержни «по существу параллельны и перпендикулярны друг другу» (см. : ASTM A184/A184M — Стандартные технические условия для сварных деформированных стальных стержневых матов для армирования бетона).
Можно ли сваривать арматуру?
Арматурный стержень можно сваривать только в том случае, если он соответствует классу W. Арматурный стержень, который можно сваривать, всегда помечается буквой W. Если на арматурном стержне нет этой маркировки, он не пригоден для сварки.
Что произойдет, если вы приварите не тот арматурный стержень к бетону?
Если сварить арматурный стержень неправильной марки (высокопрочная арматура, не относящаяся к марке W), бетон будет иметь низкую прочность на растяжение и растрескиваться под нагрузкой и напряжением. Таким образом, долговечность и надежность конструкции из железобетона с арматурой не марки W будут поставлены под угрозу.
Можно ли сваривать арматуру A615?
Арматура A615 представляет собой высокопрочный стальной сплав, который не подходит для сварки. Арматура A615 подвержена растрескиванию. В случае необходимости сварки арматурного проката A615 его необходимо предварительно подогреть.
Арматура какой марки является свариваемой?
Низколегированная арматура, такая как арматура A706, пригодна для сварки.
(Видео) Требования к проверке фундаментов и перекрытий — IRC/CRC
Можно ли сваривать арматуру в бетоне?
Да, арматуру можно вваривать в бетон для образования железобетона. Однако не все марки арматуры можно сваривать со сталью. Только низколегированная арматура класса W пригодна для сварки.
(Видео) Учебная лаборатория сборного железобетона: проверка арматуры
Часто задаваемые вопросы
Как лучше сваривать арматуру? ›
Тип присадочного материала, который следует использовать для сварки арматуры, зависит от типа используемого метода сварки. Для сварки арматуры можно использовать три типа сварки: SMAW-дуговая сварка в среде защитного газа (стержневая/дуговая сварка), GMAW-дуговая сварка металлическим электродом в среде защитного газа (MIG) и FCAW-дуговая сварка с сердечником под флюсом .
Узнать больше ›
Какой сварочный пруток лучше всего подходит для арматуры? ›
8018, как правило, «безопаснее» с арматурой , но вы можете не справиться с той, которая хорошо подходит для труб, которая будет 7018. У вас, вероятно, есть 7018 на складе.
Подробнее ›
В чем разница между свариваемой арматурой и обычной арматурой? ›
Третий способ определить наличие краски на концах арматурного стержня. Если он одинакового цвета на обоих концах, арматурный стержень не поддается сварке. Но , если один конец красный, а другой конец другого цвета, его можно приварить .
Продолжайте читать ›
Арматура какой марки пригодна для сварки? ›
Свариваемая арматура A706
Эта марка арматуры обрабатывается в мартеновских печах, электропечах или кислородных печах и доступна в различных марках, включая марки 60 и 80. Арматура A706 является свариваемой арматурой и особенно рекомендуется для защищенных конструкций, и он обычно используется в: изогнутых крышках.
Узнать больше ›
Почему нельзя сваривать арматуру? ›
Многие люди избегают сварки арматуры, потому что бетон и арматура в окончательной детали будут расширяться и сжиматься с разной скоростью , поэтому сварка арматуры создает точки давления, в которых бетон может треснуть.
Подробнее ›
Как комбинировать арматуру? ›
Связывание арматурных стержней обычно выполняется с помощью металлического крючка или простых плоскогубцев, которыми при необходимости можно также перерезать проволочную стяжку . Каждый инструмент позволяет сгибать, натягивать и скручивать тонкие проволочные стяжки максимально быстро и эффективно.
Подробнее ›
Какие бывают марки арматуры? ›
Общие марки: 40, 60, 75, 80 и 100 . Номенклатура марок показывает, какой предел текучести имеет арматура. Например, арматурный стержень класса 40 имеет минимальный предел текучести 40 тысяч фунтов на квадратный дюйм, что соответствует 40 000 фунтов на квадратный дюйм, тогда как арматурный стержень класса 80 имеет минимальный предел текучести 80 тысяч фунтов на квадратный дюйм или 80 000 фунтов на квадратный дюйм.
Продолжайте читать ›
Какая длина внахлест для сварки арматурных стержней? ›
Длина нахлеста варьируется в зависимости от прочности бетона, сорта арматуры, размера и расстояния . D — диаметр стержней, которые должны быть соединены внахлест. Таким образом, если вы хотите выполнить нахлест стержней колонн диаметром 20 мм, вам необходимо обеспечить нахлест не менее 45 x 20 = 900 мм.
Узнать больше ›
Какой размер арматуры класса 60? ›
Grade 60 All-Thread Rebar
| Bar Designation Nominal Diameter & Pitch | Minimum Net Area Thru Threads | Nominal Weight | ||||
|---|---|---|---|---|---|---|
| #6 – 3/4” – 5 (19 mm) | 0,44 дюйма 2 (284 мм 2 ) | 1,5 фунта/фут 3 3 3 2,4 кг/фут0526| #7 — 7/8 ” — 5 (22 мм) | 0,60 в 2 (387 мм 2 ) | 3 889.909. #8-1 ”-3-1/2 (25 мм) | 0,79 в 2 (510 ММ 2 7779577957795777777777777777777777777777777777777777. | 7777777777777777777777777777777777.777777777777777777777777.777777777777777777777777777777777777777777777777. /фут (3,9 кг/м) |
Узнать больше ›
Что означает B в арматуре? ›
Каждый класс начинается с одной буквы, за которой следует число. Буква относится к применению, а число относится к пределу текучести стали. Сталь, используемая для армирования бетона, имеет букву заявки B и номер 500, что означает минимальный предел текучести 500 МПа.
Продолжайте читать ›
Какая арматура самая прочная? ›
Арматурный стержень или «арматура» доступен в полном диапазоне стандартных размеров и 9Арматурный стержень 0009 №18 — один из самых больших и прочных. Арматура служит для обеспечения дополнительной устойчивости бетонных конструкций за счет снижения весовой нагрузки, которую должен нести бетон, и повышения присущей ему прочности на растяжение.
Узнать больше ›
В чем разница между арматурой 40 и 60 класса? ›
Сталь марки40 имеет предел текучести 280 МПа или 40 тысяч фунтов на квадратный дюйм. 60 является более высокой маркой и в основном используется в железобетоне. Марка 40 означает сталь с пределом текучести 40 тысяч фунтов на квадратный дюйм, а марка 60 означает сталь с пределом текучести 60 тысяч фунтов на квадратный дюйм. Таким образом, 60-й класс сильнее, чем 40-й.
Узнать больше ›
Что такое предел текучести арматуры? ›
АРМАТУРНЫЙ СТЕРЖЕНЬ (АРМАТУРА)
Арматурный стержень обычно бывает двух основных марок: Класс 40 с минимальным пределом текучести 40 000 фунтов на квадратный дюйм и Класс 60 с пределом текучести 60 000 фунтов на квадратный дюйм .
Расскажи мне больше ›
В чем разница между арматурой 60 и 75 класса? ›
Основная причина использования стали марки 75 заключается в том, что она имеет на 20 процентов большую прочность, чем марка 60 , и позволяет на 20 процентов сократить количество требуемой арматурной стали. Немного более высокая стоимость за тонну (2 процента) более чем компенсируется экономией материалов (20 процентов), что дает чистую экономию затрат примерно на 18 процентов.
Подробнее ›
Сколько MPA составляет 60-й класс? ›
Арматура класса 60 обеспечивает минимальный предел текучести 60 000 фунтов на квадратный дюйм или 420 мегапаскалей по метрической шкале.
Узнать больше ›
Что такое арматура Т10? ›
Арматура T10 — Высокопрочный арматурный стержень толщиной 10 мм
Форма деформации стального стержня с расстоянием и высотой помогает бетону прилипать к стальному стержню и формирует связанную структуру.
Подробнее ›
Зачем арматуру нужно привязывать? ›
В идеале каждое пересечение арматурного стержня должно быть закреплено для максимальной поддержки. Стяжки на самом деле не делают конструкцию прочной. Они предотвращают смещение арматурных стержней при заливке бетона. Стяжные проволоки должны располагаться на нужной глубине от поверхности, чтобы арматура не ржавела.
Подробнее ›
Код сварки арматуры? ›
IS 2751 : Свод правил по сварке плоских и деформированных стержней из мягкой стали для железобетонных конструкций.
Подробнее ›
Какого размера арматурный стержень номер 3? ›
Диаметр арматурного стержня №3: диаметр арматурного стержня №3 или №3 равен 0,375 дюйма или 9,525 мм . Имперский размер/диаметр арматурного стержня №3 = 3 × 1/8 дюйма = 3/8″ или 0,375 дюйма или 9,525 мм.
Расскажи мне больше ›
Как рассчитать арматуру для бетонной плиты? ›
Общая длина необходимых арматурных стержней.
Чтобы рассчитать это, нам нужно знать, сколько вертикальных и горизонтальных рядов арматурных стержней будет размещено. например, количество рядов рассчитывается путем деления длины сетки на расстояние между арматурными стержнями . Чтобы получить длину арматурных стержней, умножьте это число на ширину сетки.
Узнать больше ›
Что вызывает ржавчину арматуры? ›
Почему арматура ржавеет или подвергается коррозии? Когда пассивный защитный слой над арматурой разрушается, т. е. вяжущие материалы выходят за окружающую арматуру, тогда проблемы с химическими веществами, карбонизацией и хлоридами запускают процесс ржавчины.
Продолжить чтение ›
Как называется арматура? ›
Арматура, также известная как 9Арматурная сталь 0009 и арматурная сталь представляют собой стальной стержень или сетку из стальной проволоки, используемые в железобетонных и каменных конструкциях для укрепления и удерживания бетона при растяжении. Для улучшения качества сцепления с бетоном поверхность арматуры часто узорчатая.
Продолжайте читать ›
Какая сталь используется в арматуре? ›
Углеродистая сталь является наиболее распространенной формой стальной арматуры (сокращенно от арматурного стержня или арматурной стали). Арматура обычно используется в качестве натяжного устройства в железобетонных и армированных каменных конструкциях, удерживающих бетон при сжатии.
Подробнее ›
Как вы читаете размер арматуры? ›
Первая буква или символ означает изготовление фрезы и шаблон деформации.
- Вторая маркировка означает размер стержня, на этом рисунке «11» означает диаметр этого стержня №3.
- Третья буква обозначает тип стали следующим образом: S: Углеродистая сталь (A615). …
- Последняя маркировка показывает марку арматурного проката.
Продолжайте читать ›
Что лучше муфта, притирка или сварка? ›
Результаты исследования показывают, что использование соединителей арматурных стержней вместо притирки значительно экономичнее для стержней большего диаметра , таких как стержни 32 или 40 мм. Помимо стоимости, другим очевидным преимуществом соединителей является предотвращение скопления арматурных стержней, которое может возникнуть в зоне нахлеста.
Просмотреть больше ›
Приемлема ли сварка арматуры? ›
Согласно публикации Американского общества сварщиков «AWS D 1.4», арматуру из низколегированной стали можно сваривать. Соотношение стали и углерода этой марки стали подходит для сварки, и можно ожидать, что сварные швы будут держаться вместе под нагрузкой и после того, как они будут загерметизированы в бетоне.
Подробнее ›
Какая длина внахлест для сварки арматурных стержней? ›
Длина нахлеста варьируется в зависимости от прочности бетона, сорта арматуры, размера и расстояния . D — диаметр стержней, которые должны быть соединены внахлест. Таким образом, если вы хотите выполнить нахлест колонных стержней диаметром 20 мм, вам необходимо обеспечить нахлест не менее 45 x 20 = 9.00 мм.
Подробнее ›
Каково максимальное усиление сварного шва? ›
вы правы, в общем это 1,6 на 3 мм ,но армирование крышки может быть больше(т.е. 4ммм) в более толстых трубах или пластинах.
Узнать больше ›
Пока я искал металлолом для сварки, читатель спросил меня, можно ли сваривать арматуру. У него был хороший кусок неиспользованной арматуры от готовой конструкции
А теперь, без лишних слов: Полное руководство по сварке арматуры – все, что вам нужно знать о сварке арматуры и роли арматуры в строительстве!. После сварки арматурного стержня арматурный стержень обеспечит прочное и жесткое структурное соединение, которое не только облегчит транспортировку арматурных матов и каркасов, но и поможет гарантировать, что арматурный стержень увеличивает прочность бетона, как и предполагалось. Некоторые другие типы арматуры, которые не так широко используются, включают европейскую арматуру, арматуру из углеродистой стали, арматуру с эпоксидным покрытием, оцинкованную арматуру, арматуру из нержавеющей стали и арматуру из полимера, армированного стекловолокном. Арматура имеет свои преимущества и недостатки, а также причины для использования, но арматура из нержавеющей стали является самой дорогой и качественной арматурой. Определение предварительного нагрева арматуры перед сваркой зависит от размера свариваемой арматуры, а также от содержания углерода. эквивалент. Стальная арматура с высоким содержанием углерода не так легко сваривается и требует большего предварительного нагрева, чтобы гарантировать, что сварные швы не повлияют на структурную целостность арматуры. Почти во всех случаях арматуру, которую можно lded будет иметь марку «W», которую вам следует искать, если вы планируете сваривать арматуру в своем проекте. бетон не будет обладать прочностью на растяжение, которую он должен иметь, и будет трескаться или ломаться под нагрузкой и напряжением. Арматура A615 классифицируется как арматура из высокопрочного сплава, и ее никогда не следует сваривать, потому что она с большей вероятностью растрескается вокруг сварных соединений. Все, что вы когда-либо хотели знать об арматуре, в том числе о том, что это такое, о различных типах арматуры и о лучших способах сварки арматуры.
Узнать больше ›
Овладейте искусством сварки арматуры на заводе сборных железобетонных изделий.
Выбор правильного арматурного стержня Определение и выполнение надлежащего предварительного нагрева, если необходимо Наиболее распространенная арматура, используемая для армирования бетона, производится в соответствии со стандартом ASTM A615/615M «Стандартные технические условия на деформированные и простые стержни из углеродистой стали для армирования бетона». Химический состав и физические свойства этой арматуры отличаются от конструкционной стали. Более высокое содержание углерода усложняет выполнение качественного сварного шва и, как правило, является причиной отказа от сварки арматуры. Расчет для стали A615 составляет 0,55% или меньше для арматуры. размеров до № 6 и менее 0,45% для стержней больше № 7, арматурный стержень можно сваривать без предварительного нагрева. Стержни из легированной стали для армирования бетона». Этот арматурный стержень можно отличить от стержня A615 по отштампованной на стержне букве «W». В таблице 5.2 указана минимальная температура, необходимая для предварительного нагрева арматурного стержня перед сваркой. температура предварительного нагрева не требуется. Для типичной сборной арматуры арматурный стержень редко требует предварительного нагрева выше 100 F. Если установлено, что для вашего арматурного стержня требуется минимальная температура предварительного нагрева, свариваемый стержень должен быть доведен до указана минимальная температура. В случае сварки различных частей арматурного стержня оба должны быть доведены до минимального предварительного нагрева, необходимого для стержня с самой высокой температурой предварительного нагрева. Например, если вы свариваете арматурный стержень № 5, для которого не требуется предварительно нагреть до арматуры #6, которая требует предварительного нагрева 100 F, оба стержня должны быть предварительно нагреты минимум до 100 F. Это дуговая сварка с защитным металлом (SMAW, обычно называемая дуговой сваркой или сваркой стержнем), дуговая сварка металлическим газом (GMAW, обычно называется МИГ или подачи проволоки) и дуговой сварки с флюсовым сердечником (FCAW, подача проволоки с использованием проволоки с флюсовым покрытием вместо газа). Для матов или каркасов, требующих сварки стержней, пересекающихся перпендикулярно друг Маты из деформированных стальных стержней для армирования бетона», содержит руководство и должно рассматриваться как стандарт.
Узнать больше ›
Один из наших высококвалифицированных и наиболее знающих инструкторов по сертификации сварщиков ведет образовательный блог о разработке квалификационных испытаний сварки арматурных стержней.
(Для получения более подробной информации см. квалификацию сварки арматуры в разделе 6 кода AWS D1.4 для конструкционной сварки арматурной стали). испытание сварки (см. фото 1), проведенное и пройденное компанией, которая устанавливает стандарт для всех сварщиков, и письменный документ, в котором излагаются параметры этого испытания. выполняется повторно, если только вам не требуется сваривать арматуру, не подпадающую под периметры WPS. Для испытания WPS важно использовать соответствующие материалы и процедуры для удовлетворения потребностей, с которыми вы столкнетесь при производстве сварки в полевых условиях. .. Проведите испытания с помощью прутка самого высокого качества, самого большого прутка, который вы собираетесь сваривать, самого большого прутка, который вы собираетесь использовать, прутка самой высокой прочности, который вам потребуется использовать, прутка с самым высоким содержанием углеродного эквивалента, который вам потребуется сваривать, все позиции, которые вам нужно будет сварить, и тип соединения, который вам нужно будет сварить на производстве. Например, если задание имеет № 8 ASTM A615 класса 60 стержней, которые вы должны сварить горизонтально, и вы создали WPS с помощью тестирование с помощью # 7 ASTM A706 класс 6 0 бар с использованием SMAW 7018 в вертикальном положении. Вы не тестировали с 9Требуется стержень 0XX SMAW, который требуется при сварке A615, вы тестировали на стержне, который был меньше, чем стержень на работе, и вы тестировали в вертикальном положении, а не в горизонтальном. Поэтому после оценки наших периметров мы решили протестировать с № 10 A615 класса 60. арматурный стержень, мы протестировали во всех положениях с использованием стержня SMAW диаметром 5/32 дюйма 9018 и использовали узел непрямого стыкового соединения. Помните, что если требования к работе меньше, чем ваш тест WPS, вы будете допущены к сварке, потому что вы можете уменьшить размер стержня. , марку стержня, прочность стержня и размер стержня, но вы не можете подняться ни по одному из них, исходя из того, где был создан ваш WPS. параметры нашего WPS. Конфигурации сборки см. в AWS D1.4-6.2.4.3, 6.2.4.4 и 6.2.5. И когда ваши образцы будут готовы, отправьте их в вашу квалифицированную испытательную компанию, где они выполнят полное натяжение секции. испытание на прочность на растяжение, которое должно соответствовать прочности стержня, с которым вы работаете. испытание на прочность пайкой и макротравлением. В отличие от WPS, квалификационное испытание сварщика требует, чтобы сварщик выполнял сварку с наименьшим размером прутка, подлежащего сварке в производстве, что дает этому сварщику право сваривать прутки этого размера и любого большего размера. . Если сварщик не участвовал в процессе сварки арматуры в течение 6 месяцев или более, или если есть вопрос о способностях сварщика, от него может потребоваться повторная проверка. Г-н Лутонский имеет 24-летний опыт работы в области ремонта и усиления конструкций, а также управления строительством. с корпорацией реконструкции.
Продолжайте читать ›
Вы завершили свои обязательные проекты, почему бы не попробовать забавный проект по сварке арматуры?
Почему бы не начать с нескольких проектов по сварке арматуры? Я надеюсь, что идеи, изложенные в этой статье, вдохновят вас начать сваривать арматуру и создавать отличные проекты. Это отличный дизайн с использованием арматуры и подков для создания табличек с именами на дверях стойла для лошадей в конюшне.. Я видел эту арматуру. кормушка для сена в поле и подумала, что это станет отличным проектом по сварке арматуры для сарая. . Деревенская решетка из арматуры является желанным дополнением к любому саду и может быть создана во многих формах и размерах, чтобы удовлетворить потребности вашего сада.. Это дает ваши растения, которые нуждаются в дополнительной поддержке, в которой они нуждаются, но при этом выглядят красиво.. Это хороший проект по сварке арматуры для новичка, который хочет попрактиковаться в сварке, а также одновременно научиться сгибать арматуру.. Следуйте пошаговым инструкциям. и ваш сад будет готов для выращивания цветов и овощей. Выберите цвет краски или добавьте украшения, чтобы создать индивидуальный дизайн, который можно повесить или подарить.. Они создают очень интересный декор двора, особенно если вы добавите свой любимый грамм девчачьи бутылки к ним.
Подробнее ›
Для сварки арматуры можно использовать три типа сварки: SMAW-дуговая сварка металлическим электродом в среде защитного газа (стержневая/дуговая сварка), GMAW-дуговая сварка металлическим электродом в среде защитного газа (MIG),
Для сварки арматуры можно использовать три типа сварки: SMAW-дуговая сварка металлическим электродом в среде защитного газа (стержневая/дуговая сварка), GMAW-дуговая сварка металлическим электродом в среде защитного газа (MIG) и FCAW-дуговая сварка с сердечником под флюсом. Дуговая сварка металлическим электродом (SMAW, обычно называемая дуговой или дуговой сваркой), дуговая сварка металлическим электродом в газе (GMAW, обычно называемая MIG или подачей проволоки) и дуговая сварка с флюсовым сердечником (FCAW, подача проволоки с использованием проволоки с флюсовым покрытием вместо газа). Согласно публикации Американского общества сварщиков «AWS D 1.4», арматуру из низколегированной стали можно сваривать. Соотношение стали и углерода этой марки стали подходит для сварки, и можно ожидать, что сварные швы будут держаться вместе нагрузки и после того, как они загерметизированы в бетоне.. Как MIG Сварить Нержавеющую сталь с мягкой сталью | МИГ Понедельник – YouTube. Чтобы сварить материал толще 3/8 дюйма, просто сделайте несколько проходов — это то, что делают профессионалы, даже при сварке конструкционной стали толщиной 1 дюйм. Например, арматура марки 40 имеет минимальный предел текучести 40 KSI, что равно до 40 000 фунтов на квадратный дюйм, в то время как арматура класса 80 имеет минимальный предел текучести 80 KSI или 80 000 фунтов на квадратный дюйм. Сварка MIG (сварка металлов в среде инертного газа) — это один из нескольких сварочных процессов, в которых используется электричество для плавления и соединения кусков металла. много электричества для создания электрической дуги между электродной проволокой и свариваемым металлом. Этот сорт арматуры обрабатывается в мартеновских печах, электропечах или кислородных печах и доступен во многих сортах, включая 60 и 80. Эта спецификация распространяется на прутки и рулоны четырех марок: 40, 60, 75 и 80. Некоторые утверждают, что сварка электродом прочнее, чем сварка МИГ, поскольку она обеспечивает лучшее проплавление более толстых материалов. обеспечить хорошее состояние ds, несмотря на то, что он не так эффективен для более толстых металлов, и лучше подходит для соединения более тонких металлов с хорошей отделкой и меньшим риском прожога.
Продолжить чтение ›
Оборудование Micro Air для сбора пыли, дыма и тумана обеспечивает безопасную рабочую среду. Сборщики пыли, дыма и тумана от Micro Air обеспечивают более безопасную и продуктивную рабочую среду. Наш широкий ассортимент продукции доступен для сектора промышленного производства для таких процессов, как сварка, резка, шлифовка, струйная обработка и многое другое.
микро стальная арматура, механическая резка, сварка обычной углеродистой стали, холодной и горячей круглой стали и арматурной стали. также может отрезать плоскую сталь, квадратную сталь, угловую сталь. станок для резки стального стержня широко используется в машиностроении и резке микростальной арматуры сварка UN6-50 Flash Seal-сварка ленточной пилы встык сварка арматуры из микростальной арматуры резка сварка. Мы в Champion Fabricating & Supply Company являемся специализированной компанией по производству металлических изделий, специализирующейся на продукции для вашего бетона. Китай 3D Сварочный аппарат для строительных плит — Китай Сварка микростальной арматуры, обработка режущей сваркой 3D-конструкции Панели и линии машин для производства eps Что такое 3-D панель: 3d панель представляет собой сборную трехмерную легкую конструкционную панель, состоящую из сверхизолированного полистиролового сердечника, зажатого между двумя инженерными слоями 10 ga стальной сварной сетки из проволочной сетки. Для завершения процесса формирования панели стальная проволочная ферма 10 ga полностью прошивается через полистироловую микростальную арматуру, обрабатывающую, режущую, сварную. Китай 3D-машина для сварки проволочной сетки — Китай. машина для сварки сетки, устройство для прокатки стальной проволоки, устройство для гибки стальной проволоки, воздушный компрессор и очистная установка, машина для распыления цементного раствора и т. Д. Китайские производители машин для холодной сварки — выберите высококачественные машины для холодной сварки 2021 года по лучшей цене от сертифицированных Китайский лазерный сварочный аппарат, поставщики сварочных аппаратов, оптовые торговцы и фабрики на странице 2Китайские производители сварочных аппаратов для стальных каркасов и обработка микростальной арматуры, резка, сварка Сварочные аппараты для сварки стальных каркасов свай — Китайские производители, поставщики, фабрика по обработке микростальных арматурных стержней, резка, сварка Сама машина потребляет мощность от рулевого управления с бортовым поворотом. . обработка арматуры из микростали резка сварка беспроводная стальная арматура Makita cu машина для вязки арматуры из микростальной арматуры, механическая обработка, резка, сварка, Китай Wl400, автоматическая машина для вязки арматуры, Китай, автоматическая вязальная машина для микростальной арматуры, резка, сварка, Китай Wl400, автоматическая вязальная машина, узнать подробности о китайской вязальной машине, машине для вязки стержней от Wl400, автоматическая машина для вязки арматуры — YONGYITONGFENG WORLD ОГРАНИЧЕНО. Micro-alloyedFully Автоматическая машина для резки стального стержня, Армированная микростальная арматура, механическая обработка, сварка, Высококачественная полностью автоматическая машина для резки стального стержня, Армированная арматура, выпрямляющая машина для резки из Китая, ведущий рынок продукции для сварки армированной сетки в Китае, со строгим контролем качества Сварочная машина для армированной сетки заводы, производящие высококачественный полностью автоматический станок для резки стального стержня, станок для выпрямления армированной арматуры. . Можем ли мы выполнять сварку арматурной стали в соответствии с кодомconstructionbuzzСварка арматурных стержней: Total Materia ArticletotalmateriaSTRUCTURE журнал Сварка арматурной стали AWS D1.4 обработка микростальной арматуры Режущая сварочная конструкцияmagStructural Welding Code Стальная арматура Barspubs.awsКак сваривать арматуру Разъяснение науки о сварке Обработка арматуры из микростали tch video on youku4:47Машина для резки арматуры-GJW0816Dec 5, 2014youku TJK MACHINERYПосмотреть больше видео об обработке микростальной арматуры Резка СваркаМашины для обработки арматурной стали — EMG — Резка арматуры из микростальной арматуры Резка сварка Наша машина для производства свайных каркасов была разработана для производства круглых и многоугольных армирование в основном для буронабивных свай. Благодаря этому диаметр сердечника стержня увеличивается до микрообработки стальной арматуры, резки, сварки, резки арматуры, резки стальных стержней, резки в режиме реального времени, обработки микростальной арматуры, резки, сварки. Спецификация плоского стержня 80×15 мм Макс. спецификация режущего квадратного стержня: (Q235A) 40×40 мм Макс. спецификация режущего уголка 63×63 мм Последовательная резка 32-42 раза/мин Тип двигателя Y100L-2 Мощность 3 кВт Напряжение 380 В Скорость вращения 2880 об/мин Размеры (L ×Ш×В) 1370×500×750 мм Вес нетто 480 кг Применение Подходит для обработки и изготовления обычной углеродистой стали, горячекатаной стали и ead rebar, также может резать резку стали — Технологический институт ReliantSep 05, 2019Сталь и металл сварного шва могут подвергаться термической резке при условии получения гладкой и ровной поверхности, без трещин и зазубрин. Если у вас есть какие-либо вопросы, вы можете связаться с нами в любое время, мы решим ваши проблемы в течение 24 часов. Микрорезьба Сертификация прокатных станков и послепродажное обслуживание 1. Новый тип стальной арматуры для вязки машиностроения, машиностроения, микрообработки арматуры, резки, сварки, 06 апреля 2020 г. Машина для ковки и нарезки резьбы с высадкой концов арматуры ec21, машина для холодной штамповки арматуры, машина для стыковой сварки арматуры, машина для сварки давлением газа. Ожидается машина для правки и резки, мы также производим машину для гибки стального стержня, машину для резки стального стержня и машину для гибки хомутов. Станок для стальных прутков, станок для стальных прутков Поставщики и станок для резки арматуры из микростальной стали, сварка, резка арматуры sp ecification CE Certification factory Гидравлический станок для резки арматуры RC-16 / станок для резки стального стержня Особенности станка для резки арматуры Портативный электрический Гидравлический резак для арматуры легкий, маленький, довольно портативный и простой в эксплуатации, а также безопасен для пользователей, так как резка без искр, осадка, запаха .. Наша основная продукция Линия для сварки двутавровых балок, линия для сварки тавровых балок, линия для балок с коробчатыми колоннами, многоголовочная линия для резки пластин с ЧПУ, станок для сборки балок, оборудование для правки, обработка арматуры из микростальной стали, резка, сварка EuropagesПоставщик автоматического станка для резки арматуры роботизированный станок для гибки прутка гибочный станок для обработки прутка Строительная техника станки для гибки железобетона [+] автоматический станок для гибки хомутов из рулона установка для резки стержней машина для изготовления клетей машина для правки проволоки с роликами автоматическая машина для формирования стержней из рулона автоматический гибочный станок для хомутов машина для формования стержней, обработка микростальной арматуры, резка, сварка
Любопытно? Читайте дальше ›
5. Как строятся блочные стены? Генеральный подрядчик объясняет, как строятся конструкции из шлакоблоков
Сварка арматурных стержней и испытания сетки и консультирование
В последние годы использование сварных сборных конструкций из арматурной стали значительно возросло, поскольку проектировщики и подрядчики оценили преимущества более быстрого строительства на площадке. Несмотря на то, что большая часть сварки арматуры выполняется на заводе за пределами площадки, также проводится значительный объем сварки на месте. Сварные изделия могут использоваться для стандартных изделий, таких как балки, свайные каркасы или рулонные маты, или для более нестандартных изделий, таких как подъемная система Superlatch.
Арматурная сталь с высоким пределом текучести представляет собой относительно высоколегированную конструкционную сталь, и свойства сварного изделия сильно зависят от точного контроля условий сварки. Это было признано публикацией стандарта BS 8548:2017, который связан с ISO 17660, части 1 и 2. Вместе эти документы представляют собой комплексную схему контроля сварки арматурной стали в соответствии с практикой Великобритании. UK CARES также опубликовала новые приложения к своей схеме сертификации продукции SRC, которые связаны с этими стандартами для точечных сварных швов (Приложение 11) и структурных сварных швов (Приложение 12). Краткое описание того, как эти документы сочетаются друг с другом, можно найти в следующем техническом документе.
R-TECH Materials имеет опытных, квалифицированных технологов по сварке IIW/EWF, которые могут консультировать и помогать производителям, чтобы они могли соответствовать требованиям новых стандартов. Наши услуги включают в себя:
- Выполнение функций ответственного координатора по сварке на договорной основе
- Обучение координаторов компании по сварке
- Испытание сварных швов для определения технологии сварки и квалификации сварщика
Процедуры сварки и СМК
Из-за того, что неподходящие условия сварки могут нарушить целостность арматурной стали, крайне важно, чтобы сварка проводилась в соответствии с Системой управления качеством, которая соответствует требованиям BS 3834-2 и обеспечивает неизменное качество сварных швов, соответствующее требуемым техническим нормам. Даже в самых простых схемах сварки будет применяться множество стандартов, которые охватывают, например, сырье, сварочные процессы, расходные материалы, системы качества, требования к испытаниям, квалификационные требования. Это может быть очень запутанным ландшафтом требований, и не каждый производитель может позволить себе иметь штатного специалиста по сварке для решения этих задач. R-Tech Materials может оказать помощь в разработке систем управления качеством для сварки, отвечающих требованиям соответствующих международных стандартов и приложений CARES SRC. Наши сотрудники также могут выступать в качестве ответственных координаторов по сварке (согласно определению в BS 8548) по контракту, по которому мы берем на себя ответственность за определенные части СМК вместе с координаторами по сварке вашей компании.
Процедуры сварки и QMS
Из-за того, что неподходящие условия сварки могут нарушить целостность арматурной стали, крайне важно, чтобы сварка проводилась в соответствии с Системой управления качеством, которая соответствует требованиям BS 3834-2 и обеспечивает стабильное качество. сварных швов, соответствующих требуемым техническим нормам. Даже в самых простых схемах сварки будет применяться множество стандартов, которые охватывают, например, сырье, сварочные процессы, расходные материалы, системы качества, требования к испытаниям, квалификационные требования. Это может быть очень запутанным ландшафтом требований, и не каждый производитель может позволить себе иметь штатного специалиста по сварке для решения этих задач. R-Tech Materials может оказать помощь в разработке систем управления качеством для сварки, отвечающих требованиям соответствующих международных стандартов и приложений CARES SRC. Наши сотрудники также могут выступать в качестве ответственных координаторов по сварке (согласно определению в BS 8548) по контракту, по которому мы берем на себя ответственность за определенные части СМК вместе с координаторами по сварке вашей компании.
Ответственные координаторы по сварке
Приложение Cares Scheme 11 и 12 требуют от всех производителей арматуры назначить ответственного координатора по сварке, который будет действовать от их имени. Этот координатор отвечает за обеспечение соответствия СМК и процедур сварки стандартам спецификации и……
R-TECH Materials может предоставить технолога по сварке с квалификацией IIW/EWF, который может выступать в качестве ответственного координатора по сварке на договорная основа.
Механические испытания
Лаборатория испытаний стали R-TECH является ведущим поставщиком испытаний сварных швов для производства арматурной стали. Лаборатория аккредитована UKAS для проведения всех испытаний, требуемых BS 8548, ISO 17660 и CARES SRC, Приложения 11 и 12.
Стандартные испытания включают следующее:
- Испытания на растяжение
- Проверка макросов
- Испытания сварного шва на сдвиг
- Испытания на твердость
- Испытания на изгиб
Обучение координаторов по сварке компании
Компания R-TECH Materials недавно разработала 4-дневный курс обучения для координаторов по сварке компании, специально предназначенный для того, чтобы помочь производителям сварки выполнить требования CARES Приложение 11 и 12. Этот четырехдневный курс проводится периодически в Южном Уэльсе, включает в себя презентации основных элементов роли координатора по сварке, демонстрацию необходимых испытаний для утверждения сварки и краткий экзамен с несколькими вариантами ответов. Каждый успешный участник получит признанный сертификат. Подробнее здесь.
Сертификат сварщика
R-TECH Materials предлагает все испытания сварных арматурных сталей, необходимые для утверждения процедур сварки и квалификационных испытаний сварщиков. В дополнение к отчетам об испытаниях выдаются сертификаты об утверждении, показывающие диапазон одобрения в соответствии с международными стандартами.
В некоторых случаях может быть оказана дополнительная поддержка, чтобы помочь сварщикам выполнить свои требования к сертификации, когда это оказывается труднодостижимым.
Расследование отказов
В случае отказа сварных швов в процессе эксплуатации или выявления проблем со сваркой наша команда консультантов имеет большой опыт в расследовании причин отказа/проблемы сварки и может выступать в качестве свидетеля-эксперта в случае споров или судебных дел, связанных со сваркой. . Подробнее здесь.
Можно ли приваривать арматурные стержни вместо притирки
- #2
Пожалуйста, обратитесь к указанным кодам для ответа:
IS 2751: Свод правил сварки плоских и деформированных стержней из мягкой стали для железобетонных конструкций
IS 9417: Рекомендации по сварке холоднодеформированных стержней для железобетонных конструкций
IS 9595:1980: Рекомендации по дуговой сварке углеродистых и углеродисто-марганцевых сталей.
IS: 1139-1966: Спецификация на горячекатаный деформированный стержень из низкоуглеродистой стали, стали со средним пределом текучести и стальным профилем с высоким пределом текучести для армирования бетона (пересмотренный) арматура для бетона r второй ревизии
Все коды можно поискать здесь: https://archive. org
Также читайте в прикрепленном документе интересное путешествие индийской арматуры
Реакции:
sameer_shaid , Hemant и jayesh295Upvote 0 Понизить
- #3
Да, мы можем приварить прутки вместо притирки, но не рекомендуется в больших количествах.
Стальные стержни, которые мы использовали, состоят из двух частей: жесткого внешнего сердечника и мягкого/мягкого внутреннего сердечника.
Для сварки стержней следует использовать прутки для холодной сварки.
Стержни для обычной дуговой сварки могут изменять свойства стали из-за передачи тепла.
Когда мы сможем сделать сварку
Притирка стержней идет в стыке балки колонны
Это самая опасная зона, притирка стержней арматуры колонны никогда не должна попадать в стык балки колонны, если по ошибке ваша притирка колонны попадет в в зоне примыкания балки колонны необходимо сварить эти нахлесты прутьями холодной сварки с чередующимся угловым/стежковым соединением. Никогда не сваривайте стержни сверху вниз с одной стороны.
Необходимо следить за тем, чтобы нахлест стержней никогда не попадал в стык балки-колонны.
По какой-либо причине у вас есть много стального лома на вашем проекте
Вы можете использовать этот стальной лом и сэкономить средства, гарантируя, что сталь, купленная по более высокой цене, потребляется в нужном месте, а не продается как лом. по низкой цене.
Как вы можете это сделать
Для использования в конструкционных целях вам необходимо сварить 2 ломовых стержня, наложив их внахлест минимум на 15D и сварив эти стержни на 5D с другой стороны, прихватив или сшив (для этого вы можете использовать обычные сварочные прутки тип работы, убедитесь, что сварной шов имеет небольшие прихватки, только не переваривайте, что может привести к потере свойств стали)
D — это диаметр стали, скажем, вы хотите сварить стальные стержни диаметром 20 мм, поэтому притирка должна быть
15D = 15 x 20 = 300 мм
Таким образом, вы будете сваривать эти стержни на концах и в центре нахлеста, чтобы сделать его ступенчатым, вы можете сделать торцевую сварку на одной стороне и центральную сварку на другой стороне.
Чтобы использовать его в качестве конструкционной стали, вам необходимо испытать образцы стержней из сварных стержней в сторонней лаборатории на прочность на растяжение, чтобы убедиться, что ваша сварочная система работает правильно, и вы можете завершить процесс сварки, чтобы сварные стальные стержни имеют такую же прочность, как и оригинальные стальные стержни без сварки.
Как только вы получите желаемый результат, вы можете начать производство металлоконструкций на вашем объекте.
Что для этого требуется
Пространство, небольшой сварочный аппарат и сварщик (полуквалифицированный может выполнять эту работу)
После обучения он может начать сварку стержней и формировать стержни стандартной длины (12 метров) соединение стального лома)
Примечание — Прежде чем использовать эти сварные стальные стержни, вам необходимо получить одобрение от консультанта по конструкции, предоставив отчеты об испытаниях и метод / процесс сварки.
Если вы не хотите использовать его в качестве конструктивного элемента, вы можете использовать этот стальной лом в ненесущих работах, таких как бетонные перила лестницы, анкерные ленты в кирпичной/блочной стене и в местах, где нет риска случайной гибели людей. .
Чтобы использовать стальной лом в качестве ненесущего элемента, вы можете использовать его для сварки внахлестку минимум 5D и прихватки.
При желании, если вы хотите проверить прочность этих стальных стержней, вы можете провести сторонние испытания.
После того, как вы сделали стальные стержни стандартной длины, вы должны складывать их так же, как мы складываем новые стальные стержни.
и потребляйте его по мере потребления новых стержней, например, отрезайте стержни необходимой длины от этих сварных стержней.
Какой будет прочность сварных стальных стержней
Будет такая же, как и у оригинала, сварка выполнена правильно.
Реакции:
Баскар Ренганатан , Пулин Бхарти , Субодх2 и еще 10Upvote 0 Понизить
- #4
Днян Дешмукх сказал:
Да, мы можем наваривать прутки вместо притирки, но не рекомендуется делать это в больших количествах.
Стальные стержни, которые мы использовали, состоят из двух частей: жесткого внешнего сердечника и мягкого/мягкого внутреннего сердечника.
Для сварки стержней следует использовать прутки для холодной сварки.
Стержни для обычной дуговой сварки могут изменять свойства стали из-за передачи тепла.
Когда мы сможем сделать сварку
Притирка стержней идет в стыке балки колонны
Это самая опасная зона, притирка стержней арматуры колонны никогда не должна попадать в стык балки колонны, если по ошибке ваша притирка колонны попадет в в зоне примыкания балки колонны необходимо сварить эти нахлесты прутьями холодной сварки с чередующимся угловым/стежковым соединением. Никогда не сваривайте стержни сверху вниз с одной стороны.Необходимо следить за тем, чтобы нахлест стержней никогда не попадал в стык балки-колонны.
По какой-либо причине у вас есть много стального лома на вашем проекте
Вы можете использовать этот стальной лом и сэкономить средства, гарантируя, что сталь, купленная по более высокой цене, потребляется в нужном месте, а не продается как лом. по низкой цене.Как вы можете это сделать
Для использования в конструкционных целях вам необходимо сварить 2 ломовых стержня, наложив их внахлест минимум на 15D и сварив эти стержни на 5D с другой стороны, прихватив или сшив (для этого вы можете использовать обычные сварочные прутки тип работы, убедитесь, что сварной шов имеет небольшие прихватки, только не переваривайте, что может привести к потере свойств стали)D — это диаметр стали, скажем, вы хотите сварить стальные стержни диаметром 20 мм, поэтому притирка должна быть
15D = 15 x 20 = 300 мм
Таким образом, вы будете сваривать эти стержни на концах и в центре нахлеста, чтобы сделать его ступенчатым, вы можете сделать торцевую сварку на одной стороне и центральную сварку на другой стороне.
Чтобы использовать его в качестве конструкционной стали, вам необходимо испытать образцы стержней из сварных стержней в сторонней лаборатории на прочность на растяжение, чтобы убедиться, что ваша сварочная система работает правильно, и вы можете завершить процесс сварки, чтобы сварные стальные стержни имеют такую же прочность, как и оригинальные стальные стержни без сварки.
Как только вы получите желаемый результат, вы можете начать производство металлоконструкций на вашем объекте.
Что для этого требуется
Пространство, небольшой сварочный аппарат и сварщик (полуквалифицированный может выполнять эту работу)
После обучения он может начать сварку стержней и формировать стержни стандартной длины (12 метров) соединение стального лома)Примечание — Прежде чем использовать эти сварные стальные стержни, вам необходимо получить одобрение от консультанта по конструкции, предоставив отчеты об испытаниях и метод / процесс сварки.
Если вы не хотите использовать его в качестве конструктивного элемента, вы можете использовать этот стальной лом в ненесущих работах, таких как бетонные перила лестницы, анкерные ленты в кирпичной/блочной стене и в местах, где нет риска случайной гибели людей.
Чтобы использовать стальной лом в качестве ненесущего элемента, вы можете использовать его для сварки внахлестку минимум 5D и прихватки.
При желании, если вы хотите проверить прочность этих стальных стержней, вы можете провести сторонние испытания.
После того, как вы сделали стальные стержни стандартной длины, вы должны складывать их так же, как мы складываем новые стальные стержни.
и потребляйте его по мере потребления новых стержней, например, отрезайте стержни необходимой длины от этих сварных стержней.Какой будет прочность сварных стальных стержней
Будет такая же, как и у оригинала, сварка выполнена правильно.Нажмите, чтобы развернуть…
— это длина сварки, указанная в любом индийском коде
.
Голосовать за 0 Понизить
- #5
Бикаш24641 сказал:
— эта длина сварки упоминается в любом индийском коде
Нажмите, чтобы развернуть…
Пожалуйста, обратитесь к указанным кодам для вашего ответа:
IS 2751: Свод правил по сварке плоских и деформированных стержней из мягкой стали для железобетонных конструкций
IS 9417: Рекомендации по сварке холоднодеформированных стержней для железобетонных конструкций
Реакции:
акаш малакарГолосовать за 0 Понизить
- #6
Какой минимальный диаметр арматурного стержня разрешен для сварки?
Реакции:
акаш малакарГолосовать за 0 Понизить
- #7
Днян Дешмукх сказал:
Да, мы можем наваривать прутки вместо притирки, но не рекомендуется делать это в больших количествах.
Стальные стержни, которые мы использовали, состоят из двух частей: жесткого внешнего сердечника и мягкого/мягкого внутреннего сердечника.
Для сварки стержней следует использовать прутки для холодной сварки.
Стержни для обычной дуговой сварки могут изменять свойства стали из-за передачи тепла.
Когда мы сможем сделать сварку
Притирка стержней идет в стыке балки колонны
Это самая опасная зона, притирка стержней арматуры колонны никогда не должна попадать в стык балки колонны, если по ошибке ваша притирка колонны попадет в в зоне примыкания балки колонны необходимо сварить эти нахлесты прутьями холодной сварки с чередующимся угловым/стежковым соединением. Никогда не сваривайте стержни сверху вниз с одной стороны.Необходимо следить за тем, чтобы нахлест стержней никогда не попадал в стык балки-колонны.
По какой-либо причине у вас есть много стального лома на вашем проекте
Вы можете использовать этот стальной лом и сэкономить средства, гарантируя, что сталь, купленная по более высокой цене, потребляется в нужном месте, а не продается как лом. по низкой цене.Как вы можете это сделать
Для использования в конструкционных целях вам необходимо сварить 2 ломовых стержня, наложив их внахлест минимум на 15D и сварив эти стержни на 5D с другой стороны, прихватив или сшив (для этого вы можете использовать обычные сварочные прутки тип работы, убедитесь, что сварной шов имеет небольшие прихватки, только не переваривайте, что может привести к потере свойств стали)D — это диаметр стали, скажем, вы хотите сварить стальные стержни диаметром 20 мм, поэтому притирка должна быть
15D = 15 x 20 = 300 мм
Таким образом, вы будете сваривать эти стержни на концах и в центре нахлеста, чтобы сделать его ступенчатым, вы можете сделать торцевую сварку на одной стороне и центральную сварку на другой стороне.
Чтобы использовать его в качестве конструкционной стали, вам необходимо испытать образцы стержней из сварных стержней в сторонней лаборатории на прочность на растяжение, чтобы убедиться, что ваша сварочная система работает правильно, и вы можете завершить процесс сварки, чтобы сварные стальные стержни имеют такую же прочность, как и оригинальные стальные стержни без сварки.
Как только вы получите желаемый результат, вы можете начать производство металлоконструкций на вашем объекте.
Что для этого требуется
Пространство, небольшой сварочный аппарат и сварщик (полуквалифицированный может выполнять эту работу)
После обучения он может начать сварку стержней и формировать стержни стандартной длины (12 метров) соединение стального лома)Примечание — Прежде чем использовать эти сварные стальные стержни, вам необходимо получить одобрение от консультанта по конструкции, предоставив отчеты об испытаниях и метод / процесс сварки.
Если вы не хотите использовать его в качестве конструктивного элемента, вы можете использовать этот стальной лом в ненесущих работах, таких как бетонные перила лестницы, анкерные ленты в кирпичной/блочной стене и в местах, где нет риска случайной гибели людей.
Чтобы использовать стальной лом в качестве ненесущего элемента, вы можете использовать его для сварки внахлестку минимум 5D и прихватки.
При желании, если вы хотите проверить прочность этих стальных стержней, вы можете провести сторонние испытания.
После того, как вы сделали стальные стержни стандартной длины, вы должны складывать их так же, как мы складываем новые стальные стержни.
и потребляйте его по мере потребления новых стержней, например, отрезайте стержни необходимой длины от этих сварных стержней.Какой будет прочность сварных стальных стержней
Будет такая же, как и у оригинала, сварка выполнена правильно.Нажмите, чтобы развернуть…
Сэр,
Не могли бы вы сказать мне, какой электрод использовать для сварки??
Голосовать за 0 Понизить
- #8
Дхавал Сэнки сказал:
Сэр,
Не могли бы вы сказать мне, какой электрод использовать для сварки??
Нажмите, чтобы развернуть…
См. IS 9417
Голосовать за 0 Понизить
- #9
Днян Дешмукх сказал:
Да, мы можем наваривать прутки вместо притирки, но не рекомендуется делать это в больших количествах.
Стальные стержни, которые мы использовали, состоят из двух частей: жесткого внешнего сердечника и мягкого/мягкого внутреннего сердечника.
Для сварки стержней следует использовать прутки для холодной сварки.
Стержни для обычной дуговой сварки могут изменять свойства стали из-за передачи тепла.
Когда мы сможем сделать сварку
Притирка стержней идет в стыке балки колонны
Это самая опасная зона, притирка стержней арматуры колонны никогда не должна попадать в стык балки колонны, если по ошибке ваша притирка колонны попадет в в зоне примыкания балки колонны необходимо сварить эти нахлесты прутьями холодной сварки с чередующимся угловым/стежковым соединением. Никогда не сваривайте стержни сверху вниз с одной стороны.Необходимо следить за тем, чтобы нахлест стержней никогда не попадал в стык балки-колонны.
По какой-либо причине у вас есть много стального лома на вашем проекте
Вы можете использовать этот стальной лом и сэкономить средства, гарантируя, что сталь, купленная по более высокой цене, потребляется в нужном месте, а не продается как лом. по низкой цене.Как вы можете это сделать
Для использования в конструкционных целях вам необходимо сварить 2 ломовых стержня, наложив их внахлест минимум на 15D и сварив эти стержни на 5D с другой стороны, прихватив или сшив (для этого вы можете использовать обычные сварочные прутки тип работы, убедитесь, что сварной шов имеет небольшие прихватки, только не переваривайте, что может привести к потере свойств стали)D — это диаметр стали, скажем, вы хотите сварить стальные стержни диаметром 20 мм, поэтому притирка должна быть
15D = 15 x 20 = 300 мм
Таким образом, вы будете сваривать эти стержни на концах и в центре нахлеста, чтобы сделать его ступенчатым, вы можете сделать торцевую сварку на одной стороне и центральную сварку на другой стороне.
Чтобы использовать его в качестве конструкционной стали, вам необходимо испытать образцы стержней из сварных стержней в сторонней лаборатории на прочность на растяжение, чтобы убедиться, что ваша сварочная система работает правильно, и вы можете завершить процесс сварки, чтобы сварные стальные стержни имеют такую же прочность, как и оригинальные стальные стержни без сварки.
Как только вы получите желаемый результат, вы можете начать производство металлоконструкций на вашем объекте.
Что для этого требуется
Пространство, небольшой сварочный аппарат и сварщик (полуквалифицированный может выполнять эту работу)
После обучения он может начать сварку стержней и формировать стержни стандартной длины (12 метров) соединение стального лома)Примечание — Прежде чем использовать эти сварные стальные стержни, вам необходимо получить одобрение от консультанта по конструкции, предоставив отчеты об испытаниях и метод / процесс сварки.
Если вы не хотите использовать его в качестве конструктивного элемента, вы можете использовать этот стальной лом в ненесущих работах, таких как бетонные перила лестницы, анкерные ленты в кирпичной/блочной стене и в местах, где нет риска случайной гибели людей. .
Чтобы использовать стальной лом в качестве ненесущего элемента, вы можете использовать его для сварки внахлестку минимум 5D и прихватки.
При желании, если вы хотите проверить прочность этих стальных стержней, вы можете провести сторонние испытания.
После того, как вы сделали стальные стержни стандартной длины, вы должны складывать их так же, как мы складываем новые стальные стержни.
и потребляйте его по мере потребления новых стержней, например, отрезайте стержни необходимой длины от этих сварных стержней.Какой будет прочность сварных стальных стержней
Будет такая же, как и у оригинала, сварка выполнена правильно.Нажмите, чтобы развернуть…
спасибо, сэр, очень полезная информация
Реакции:
Хан ШафПроголосовать за 0 Понизить
Гибкая концепция двойной сварки для машин для сварки арматурных каркасов
Тема месяца
© МБК Машиненбау ГмбХ
Компания mbk Maschinenbau представила концепцию сварки, которая сочетает в себе преимущества контактной сварки и дуговой сварки в среде инертного газа: процесс двойной сварки, который в этой форме является уникальным в отрасли.
Целью этой комбинированной технологии сварки является непрерывная сварка с использованием обоих сварочных процессов, а также беспрепятственное сгибание и использование преимуществ, предлагаемых обоими процессами, непосредственно в производственном процессе по мере необходимости.
Это позволяет выполнять сварку на определенных участках или участках деталей как с максимальной прочностью, так и на высокой скорости. Также можно работать с обоими процессами одновременно в определенных режимах работы или над отдельными компонентами.
mbk всегда ориентируется на потребности клиента. Со своими требованиями к автоматизации, гибкости и качеству заказчик бросает вызов существующему положению вещей и стимулирует развитие, ориентированное на будущее. Требовалось разработать высокоскоростную машину для сварки каркасов буронабивных фундаментных свай, которая сочетала бы в себе преимущества обоих процессов сварки.
Поскольку геометрия компонентов постоянно оптимизируется при проектировании конструкций, часто возникает необходимость в армировании бетонных элементов с филигранным внешним видом и относительно тонким продольным диаметром 8–25 мм, а также сплошных компонентов с очень толстым продольным диаметром 25–45 мм.
© МБК Машиненбау ГмбХ
Быстровращающиеся машины контактной сварки используются для изготовления длинных арматурных каркасов, необходимых для фундаментных свай, колонн и балок, благодаря их высокой эффективности.
Этот метод позволяет прочно сваривать продольные проволоки диаметром до 25 мм с поперечными проволоками диаметром до 12 мм. Сварка сопротивлением только в ограниченной степени подходит для арматурных каркасов с продольным диаметром проволоки > 25 мм, потому что количество энергии, необходимое для прочного и долговременного сплавления толстой проволоки, не может быть приложено в короткой последовательности сварки.
В определенный момент процесс дуговой сварки в среде инертного газа становится более эффективным, чем контактная сварка.
Преимущество этого процесса заключается в том, что можно без труда сваривать проволоку значительно большей толщины (продольный диаметр проволоки 25–45 мм с диаметром обмоточной проволоки до 14 мм). Преимущества интеграции обоих процессов сварки — это проблема, которую компания mbk успешно решила с помощью комбинированного D ual W el концепция сварки.
© МБК Машиненбау ГмбХ
Новый сварочный аппарат демонстрирует высокий потенциал экономии времени и качество сварки по сравнению с существующими аппаратами. Он может без проблем регулировать и реагировать на изменение диаметра, осевого положения сварки и угла, а также решать, какой процесс сварки использовать для каждой конкретной точки сварки.
Это стало возможным благодаря инновационной технологии двойной сварки и интеллектуальной системе управления. Новая технология также отвечает высоким требованиям к автоматизации, скорости работы, повторяемости процесса сварки и надежности процесса даже при наличии загрязнения. DualWeld уже запатентован. В настоящее время mbk предлагает как LSM, так и ASM с новой концепцией двойной сварки.
Машина для сварки каркасов LSM 150 предназначена для производства арматуры круглого и квадратного сечения как для забивных, так и для буронабивных свай, колонн и балок и обеспечивает непрерывный ежедневный производственный процесс на предприятиях, занимающихся обработкой арматурной стали, а также на заводах по производству бетона и сборных железобетонных изделий.
Высокая скорость LSM 150 (до 5 раз быстрее, чем при классической дуговой сварке в среде инертного газа) и высокая скорость сварки LSM на сегодняшний день были достигнуты за счет электронного управления точечной сваркой. Система управления позволяет точно измерять мощность сварки, контактное давление и продолжительность соответствующего сварочного импульса.
Это возможно без использования инертного газа и электродов. Новая дополнительная концепция сварки DualWeld обеспечила дальнейшую оптимизацию производительности LSM и большую гибкость в отношении диапазона диаметров, сварки и стабильности сепаратора. Базовый сварочный аппарат LSM по-прежнему доступен с традиционной технологией сварки.
Доступен ряд сварочных процессов с помощью аппарата для сварки каркасов ASM, который был разработан для гибкого производства арматуры с различным количеством продольных проволок для забивных и буровых свай, колонн и мачт; ручная дуговая сварка в среде инертного газа, одиночные и многократные роботы для сварки в среде инертного газа и контактная сварка.
Машина для сварки каркасов ASM теперь также доступна с новой технологией двойной сварки DualWeld. Как и в случае с LSM, машина для сварки каркаса ASM по-прежнему доступна с традиционной технологией сварки.
mbk предлагает решения по автоматизации для всех своих машин. Это варьируется от автоматического отрезания продольной проволоки от бухты до удаления и дальнейшей обработки готового арматурного каркаса.
Технология mbk DualWeld позволяет сократить пространство и ресурсы, необходимые для перерабатывающей установки. Производительность сепараторов с меньшим диаметром проволоки до 5 раз выше, чем при классической технологии инертного газа.
Арматурные каркасы, изготовленные с помощью этого процесса, прочнее. Это позволяет повысить эффективность, например, отказаться от некоторых колец жесткости, что приводит к значительной экономии времени. Оба метода можно использовать для каркасов с проволокой большего диаметра.
Эта разработка приведет к увеличению гибкости, которая будет приобретать все большее значение в будущем. DualWeld — это инвестиции в будущее, в котором требования к оптимизированным производственным процессам будут продолжать расти.
mbk Maschinenbau GmbH разрабатывает и продает машины для сварки индивидуальных корзин, системы для сварки матов в бетонной, строительной и сборной промышленности.
С момента основания mbk Maschinenbau GmbH в 1961 году Георгом Пфендером, благодаря техническим ноу-хау, изобретательскому мышлению, высоким стандартам качества, компания превратилась в одного из ведущих производителей машин и оборудования для сварки каркасов в строительной и бетонной промышленности.