Ацетиленовая сварка
Старая сварочная технология, с помощью которой всегда получается красивый и прочный шов, ацетиленовая сварка. В основе данного процесса лежит горючий газ – ацетилен, который всегда получали при помощи смешивания воды и карбида кальция. И делали это в специальном баллоне, называемом генератором. К оборудованию добавлялся кислородный баллон, комплект шлангов, горелка, установленная на специальной рукоятке, на которой располагаются регулирующие вентили. С их помощью регулировалась подача и расход ацетилена и кислорода.
Возни с генератором газа всегда было много. Его необходимо было перед каждым сварочным процессом загружать карбидом и заполнять водой. После окончания сварки смесь сливали, тем самым получали непредвиденный расход материалов. Сегодня вместо капризных генераторов используют баллоны, которые в заводских условиях заполняются ацетиленом под необходимым давлением.
Содержание страницы
- 1 Горелка для сварки ацетиленом
- 2 Технология сварки
- 3 Способы сваривания
- 4 Особенности газовой сварки
- 5 Плюсы и минусы
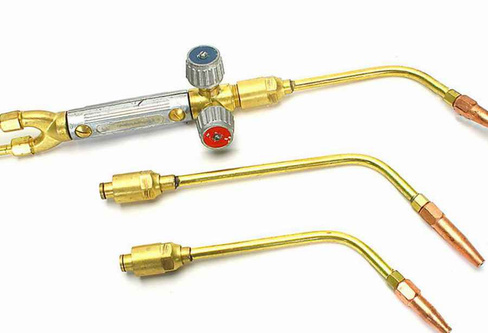
Горелка для сварки ацетиленом
Газосварка ацетиленом, а точнее, ее качество, зависит от горелки. От точного ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до пяти. В этом случае «0» является самым малым размеров, соответственно «5» – самым большим. Здесь в основном имеется ввиду размер отверстия. И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
От точного ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до пяти. В этом случае «0» является самым малым размеров, соответственно «5» – самым большим. Здесь в основном имеется ввиду размер отверстия. И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
Поэтому, начиная варить металлические заготовки ацетиленом, нужно в первую очередь убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Технология сварки
Перед тем как варить ацетилен сваркой, необходимо открыть подачу ацетиленового газа до появления резкого специфичного запаха. Горелка поджигается, после чего надо постепенно добавлять кислород до образования устойчивого синего пламени. Обратите внимание, что на каждом баллоне: ацетиленовом и кислородном установлены редукторы. Так вот при подаче обоих газов на ацетиленовом баллоне должна устанавливаться подача под давлением 2-4 атм, на кислородном до 2 атм.
Когда производится сварка черных металлов, то обычно сварщики устанавливают так называемое нейтральное пламя. Состоит оно из трех частей, которые четко видны невооруженным глазом:
- Внутри располагается ядро, оно имеет яркий голубой окрас нередко с зеленоватым оттенком.
- Далее идет восстановительное пламя. Это так называемая рабочая область, имеющая бледно-голубой окрас.
- И сверху располагается факел пламени. И он тоже является рабочим.
Всего специалисты отмечают четыре разновидности пламени ацетиленовой сварки, но именно нейтральный вид используется чаще всего. Его нужно правильно настроить. И если настройка была проведена неграмотно, то сварка ацетиленом будет не варить металл, а резать его. Очень важно не допустить, чтобы пламя горелки было длинным и с оранжевым концом. Такое пламя вводит в нагретый металл углерод в избытке. А этот химический элемент для сварочного процесса – не самый лучший показатель.
https://www.youtube.com/watch?v=Rz1zG_fjkAU
Способы сваривания
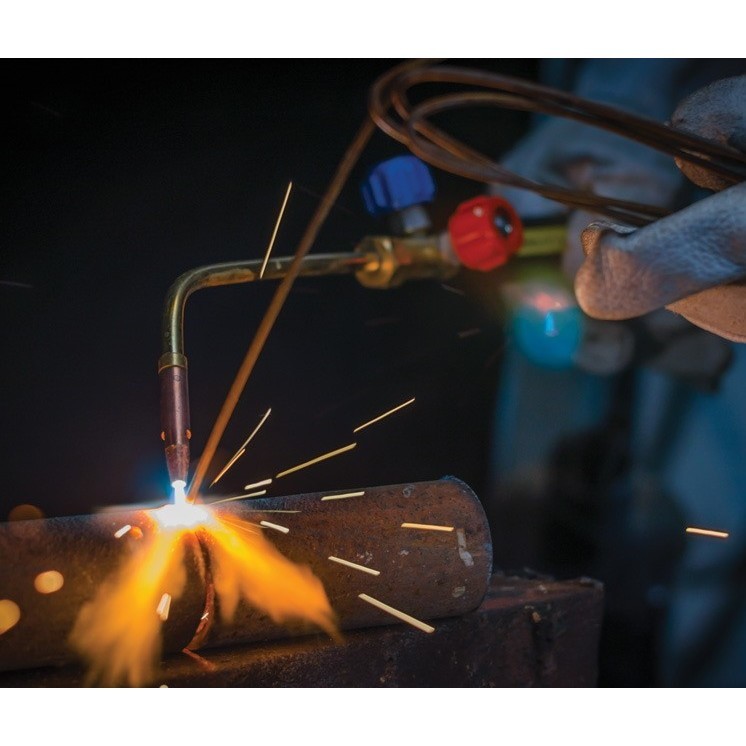
Существует два вида сварки: «на себя» и «от себя». В первом случае горелка движется первой, разогревая до необходимой температуры сварочную ванну, а за ней присадочная проволока. При этом необходимо, чтобы пламя горелки подавалось в зону сваривания под углом 45°. Горелка должна двигаться кругами или полукругами вдоль шва, присадка должна поспевать за пламенем и двигаться внутрь сварной зоны.
Во втором случае, наоборот, перед горелкой движется присадочный стержень. Обычно таким способом сваривают заготовки из толстого металла. Потому что сам процесс расплавления основного металла и присадки происходит одновременно, и смешанный расплавленный металл полностью заполняет сварную ванну. Но самое важное при таком способе соединения необходимо добиться равномерного смешивания двух металлов. Если взаимное проникновение будет слабым, то и шов получится некачественным.
Кстати, взаимопроникновение металлов, по-научному пенетрация, может выглядеть чисто внешне некрасиво, но при этом прочность соединительного шва будет максимально высоким.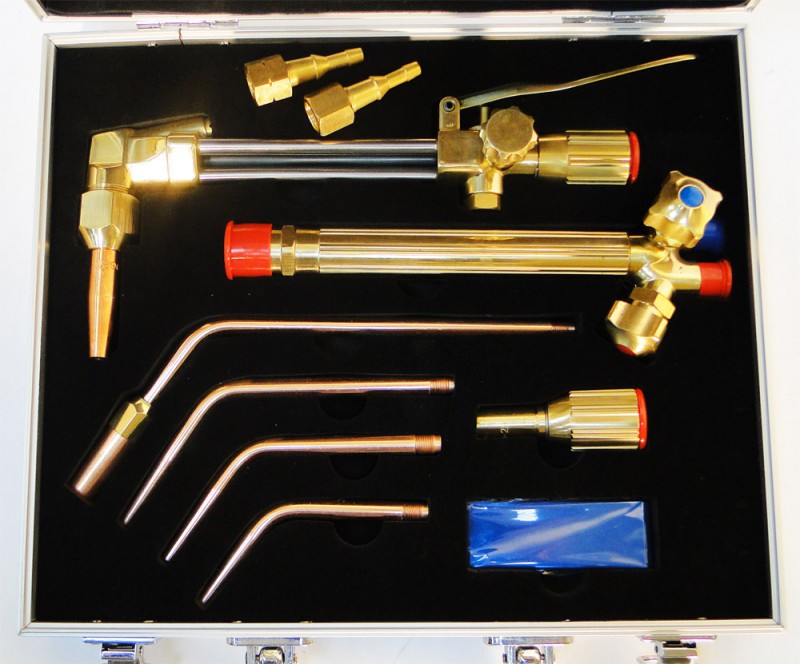 И, наоборот, красивый шов не обеспечивает высокое качество сварного соединения. В этом случае красота может оказаться обманчивой. Но чтобы результат был гарантированно качественным, необходимо устанавливать зазор между заготовками по минимуму, а также проводить предварительные прихватки с той же целью – уменьшение зазора.
И, наоборот, красивый шов не обеспечивает высокое качество сварного соединения. В этом случае красота может оказаться обманчивой. Но чтобы результат был гарантированно качественным, необходимо устанавливать зазор между заготовками по минимуму, а также проводить предварительные прихватки с той же целью – уменьшение зазора.
Особенности газовой сварки
Ацетилено-кислородная сварка имеет три основных параметра, от которых зависит качество конечного результата. Это мощность огня (пламени), это под каким углом к сварочной поверхности располагается горелка, диаметр используемого присадочного прутка.
Мощность пламени горелки выбирается в зависимости от теплофизических свойств металла и от толщины свариваемых заготовок. Зависимость такая: чем толще детали, чем выше у их металла теплопроводность и температура плавления, тем больше должна быть и мощность пламени горелки. Последняя определяется расходом газовой смеси. Чем больше расход, тем выше мощность. Для каждого вида металлов выбирается свой мощностной показатель.
- Для черных металлов (сталь и чугун) мощность располагается в пределах (100-150)n, где n – это толщина детали.
- Для цветных металлов, к примеру, для меди – диапазон равен (150-200)n.
Мощность пламени, как и расход газов, имеет единицу измерения – л/час.
Что касается угла наклона горелки, то она также изменяется в зависимости от толщины соединяемых изделий. К примеру, если толщина варьируется в диапазоне от 1 до 15 мм, то угол наклона будет изменяться от 10 до 80°. И чем толще металл, тем больше угол наклона. Но в самом начале сварки необходимо угол наклона выдерживать максимальным, даже до 90°, потому что при таком значении будет быстрее нагреваться соединяемые детали, плюс быстрее сформируется сварочная ванна.
Диаметр присадочного стержня также выбирается в зависимости от толщины заготовок. Формула определения проста: половина толщины плюс один миллиметр.
Плюсы и минусы
К преимуществам газовой сварки можно отнести:
- Полная независимость от электричества.
- Возможность изменять температуру сварочной ванны только за счет изменения угла направления пламени, то есть, расположения горелки.
- Возможность избегать прожогов, изменяя расстояние от сварочной поверхности до горелки.
- Аппарат и все оборудования для ацетиленовой сварки мобильно.
Но есть у данной технологии и свои минусы.
- Небольшая производительность сварочного процесса.
- Достаточно большая площадь нагрева, что чаще всего отрицательно влияет на сам основной металл.
- Для проведения сварных работ требуется сварщик с высокой квалификацией.
- Редко используется в промышленных объемах.
Чаще всего же сварка ацетиленовым газом применяется для соединения тонкостенных заготовок. К примеру, для стыковки тонкостенных труб, где невозможно изнутри использовать флюс или защитный газ. Обязательно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.
К примеру, для стыковки тонкостенных труб, где невозможно изнутри использовать флюс или защитный газ. Обязательно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.
Преимущества и недостатки технологии газовой сварки ацетиленом
Газовая сварка практически всегда ассоциируется с ацетиленом, так как именно этот газ дает самую высокую температуру пламени при горении с добавлением очищенного кислорода. Это позволяет экономически выгодно использовать одинаковые объемы ацетиленового газа по сравнению с другими газовыми смесями.
Широкое использование и производство ацетилена несколько упало за последние десятилетия. Это вызвано внедрением высококачественных электродов для автоматической и дуговой сварки под флюсом. Некоторые отрасли промышленности навсегда отказались от использования газовой сварки, но выполнение некоторых ремонтных и полевых работ без нее остаются невозможными.
Ацетилен для сварки (C2h3)
Общая информация
Ацетилен имеет углеводородный состав с тройной углеродной связью. Дешевый способ получения из карбида кальция и воды сделал его самым распространенным горючим газом для сварки. Высокая температура горения ацетилена приводит к выделению твердых частиц углерода, которые начинают ярко светиться от желтого пламени к белому. Это позволило применять ацетилен и для фонарей.
Дешевый способ получения из карбида кальция и воды сделал его самым распространенным горючим газом для сварки. Высокая температура горения ацетилена приводит к выделению твердых частиц углерода, которые начинают ярко светиться от желтого пламени к белому. Это позволило применять ацетилен и для фонарей.
Ацетилен транспортируется и хранится в газовых баллонах белого или красного (для сжиженного состояния) цвета по 40 л под давлением 1,6 МПа. Он является взрывоопасным при добавлении кислорода или воздуха, а так же при высоком давлении.
Свойства ацетилена
- При температуре минус 83,3 0С ацетилен переходит в жидкое состояние.
- При достижении минуса более 90 0С газ затвердевает.
- Этот газ растворим в воде, и полностью растворяется в органических растворителях, таких как ацетон.
- При высоких температурах (500 0С) ацетилен взрывается, а так же при давлении более чем 2 атм.
Преимущества и недостатки ацетиленовой горючей смеси для сварки
Преимущества:
- Самая высокая температура горения.

- Возможность получения ацетилена из генераторов и приобретения более качественного в заводских баллонах.
- По сравнению с другими горючими газами является самым выгодным.

Недостатки:
- Повышенная взрывоопасность и строгие условия техники безопасности.
- Высокая загазованность помещений при работе.
- Возможные возникновения дефектов: пережог и перегрев тонких металлов.
Оборудование и материалы для ацетиленовой сварки
При газовой сварке в качестве горючего газа чаще всего применяется ацетилен, но из-за ряда причин его так же и заменяют другими газами. Кроме того ацетилен является не единственным газом и расходным материалом, который необходим для получения качественного соединения металлов.
Расходные материалы при газовой сварке
- Ацетилен или заменяющий его газ
Он может быть в готовом виде (в баллоне), а так же в получаемом при разложении жидкости под действием электродугового разряда или при разложении карбида кальция водой. Остальные газы-заменители с низкой теплопроводностью применяются для отдельных металлов в качестве раскислителей. На их сгорание требуется разное количество кислорода, но они не являются экономичными.
Остальные газы-заменители с низкой теплопроводностью применяются для отдельных металлов в качестве раскислителей. На их сгорание требуется разное количество кислорода, но они не являются экономичными.
- Кислород
Для обеспечения достаточных температур и быстрого расплавления металлов пары горючих газов или сам газ сжигается с добавлением чистого кислорода. Для сварки используют технический кислород трех сортов, который оценивается по объему при атмосферном давлении:
- высший сорт — частота 99.5% + 0.5% азот;
- первый сорт — частота 99.2% + азот, аргон;
- второй сорт — частота 98.5% + азот и аргон.
Жидкий кислород при сварке не используется, но он более удобен и безопасен для транспортировки в теплоизолированных емкостях.
- Присадочная проволока
Сварочная проволока используется в соответствии с химическим составом свариваемых металлов. Главным критерием ее подбора является температура плавления, которая должна быть чуть ниже температуры плавления металлов.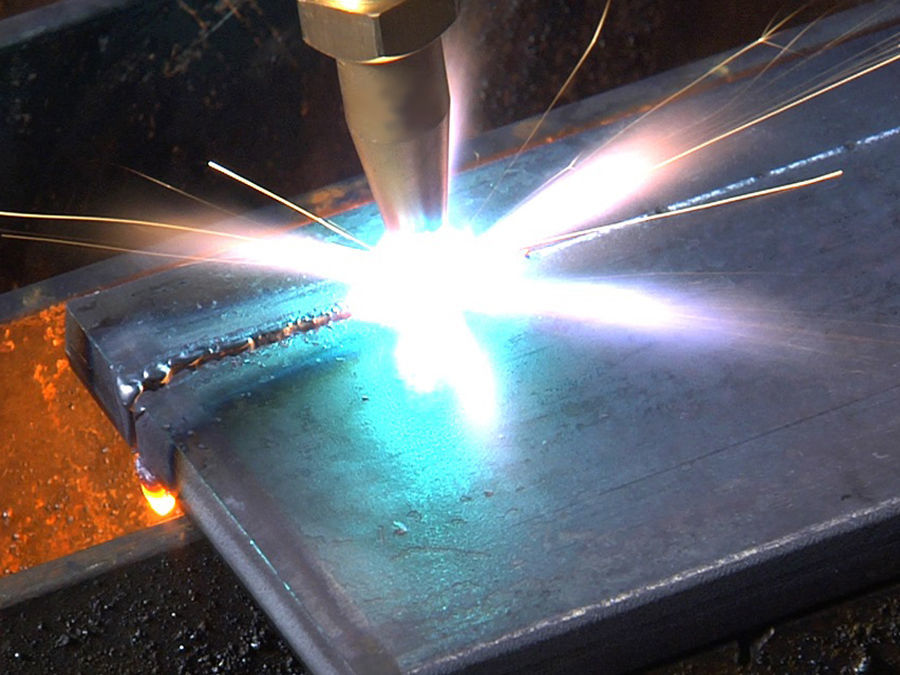
- Флюсы
Сварочные пасты или порошки, называемые флюсами, применяются при сварке ацетиленом и его заменителями для защиты расплавленного металла от окисления и быстрого удаления уже образовавшихся пленок-окислов.
Проволока и края металлов обрабатываются флюсами, которые при нагреве образуют шлаки и всплывают на поверхность жидкого металла. Шлаковая пленка защищает сварочную ванну жидкого металла от окисления. выбор состава флюсов, как и присадочная проволока, зависит от вида свариваемых металлов.
Аппаратура для сварки
Применение газовой сварки требует одинакового набора аппаратуры вне зависимости от вида используемого горючего газа. Основным набором сварщика на сварочном посту является:
- Водяной затвор. Он необходим для предотвращения воспламенения ацетилено-кислородной смеси в газовых каналах при так называемом обратном ударе. Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.
 Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.
Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.- Ацетиленовый генератор. Используется для получения ацетилена из карбида кальция путем добавления воды.
- Баллоны. Стальные бесшовные сосуды с запорным вентилем. Они необходимы для сжатого кислорода, а так же ацетилена, который находится под давлением и растворен в ацетоне. Все баллоны различаются по цветам.
- Вентили для баллонов. Используются только латунные для кислородных баллонов и только стальные для ацетиленовых. Запрещается использовать медь, так как ацетилен и медь образуют взрывчатое соединение.
- Редукторы. Используются для понижения давления отбираемого из баллона ацетилена и поддержания его на необходимом уровне. По конструкции они бывают однокамерные и двухкамерные.
- Рукава (шланги). Для подачи газа применяются шланги из вулканизированной резины и прокладками из ткани. Рукава для ацетилена и кислорода отличаются, но можно использовать и трубопровод с защитным клапаном.
- Газовые горелки. При ручной газовой сварки используются разнообразные горелки, которые необходимы для смешивания кислорода и ацетилена, то есть для регулировки мощности пламени.

- Средства защиты сварщика и инструмент. Сварочная маска, очки, рукавицы, ключи баллонные, молоток и щетка по металлу для зачистки сварных швов.
Весь этот набор оборудования и расходных материалов является обязательным, но не минимальным. Для кислородной резки используют еще и горелку-резак. Из-за опасности проведения сварочных работ взрывоопасной смесью все оборудование должно проходить регулярные проверки и быть в полной исправности.
Технологический процесс сварки с помощью ацетилена
Ацетилен является наиболее выгодным газом при сварке толстых металлов, а так же наиболее удобным при использовании его в полевых условиях. При этом технология получения сварного шва довольно проста и давно освоена, но требует особой внимательности сварщика.
Технология сварки ацетиленом
- Исходя из толщины свариваемых металлов, подбирается необходимая горелка (от 0 до 5). Ее толщина будет влиять на ширину шва и расход горючего газа.
- Горелка обязательно продувается ацетиленом до появления запаха и проверяется на готовность к работе.
- Поджигается горючий газ и медленно добавляется кислород до образования устойчивого пламени. При этом выходное давление на редукторах: ацетилен — 3-4 атм., кислород — 2 атм.
- Регулировкой горелки подбирается необходимое сварочное пламя, его мощность.
- Тщательно очищенные поверхности металлов передвигаются друг к другу и медленно разогреваются горелкой.
- Сам процесс сварки проводится либо левым, либо правым способом сваривания металлов.
- Следом за горелкой перемещается присадочная проволока.
 Ее толщина будет влиять на ширину шва и расход горючего газа.
Ее толщина будет влиять на ширину шва и расход горючего газа.Ацетиленовая сварка позволяет получить надежное соединение, а качество шва зависит от мастерства сварщика. Но стоит учитывать, что температура горения ацетилена очень высокая, поэтому многое зависит от правильно выбранного соответствия сварочного пламени металлу.
Выбор сварочного пламени
Состав горючей смеси определяет температуру, внешний вид и соответственно мощность сварочного пламени. Регулируя соотношение кислорода и ацетилена в смеси, сварщик может получить три основных вида пламени:
Регулируя соотношение кислорода и ацетилена в смеси, сварщик может получить три основных вида пламени:
- Науглероживающее (избыток ацетилена). Применяется при соединении твердых металлов, а так же алюминия и магниевых сплавов.
- Нормальное (нейтральное). Наиболее часто применяемый вид пламени для сварки “черных” металлов. Пламя имеет четко выраженную корону и состоит из трех цветовых зон: ядро — ярко-голубая, восстановительная зона — бледно-голубая, факел — желтая. Восстановительная зона и факел являются рабочими областями пламени горелки.
- Окислительное (избыток кислорода). Используется при резке металла, сварки латуни и пайке припоев вместе с присадочной проволокой.
Сварочное пламя непосредственно влияет на качество и прочность сварочного шва. Его мощность должна соответствовать теплофизическим свойствам металла и его толщине. Так же проволока, флюс и выбор угла наклона газовой горелки являются определяющими параметрами процесса сваривания металлов.
Металлургические процессы ацетиленовой сварки
Использование ацетилена приводит к характерным особенностям процесса образования шва:
- образовывается небольшая ванна расплавленного металла;
- в точке сваривания достигается высокая температура и основная концентрация тепла;
- металл быстро расплавляется и быстро остывает, но не так как при электродуговой сварке;
- жидкий металл ванны успевает интенсивно перемешиваться газовым потоком пламени и проволоки, что обеспечивает гладкость сварному шву;
- осуществляется химическое взаимодействие между расплавленным металлом и газами сварочного пламени.
Основные реакции газовой сварки:
- Окисление: металлы, которые обладают родством с кислородом (магний, алюминий).
- Восстановление: железо, никель и так далее.
От вида металла и происходящей реакции во время сваривания зависит применение тех или иных флюсов, проволоки.
Структурные изменения свариваемых металлов
Зоной влияния пламени является участок шириной в 3 раза превышающий толщину свариваемых металлов. Соответственно процесс расплавления ацетиленом металлов толщиной более 5 мм представляет сложность и в этом случае обязательно делается скос кромок. Но общая зона влияния газового пламени больше, чем при дуговой сварке, что позволяет соединять более толстые металлы.
Соответственно процесс расплавления ацетиленом металлов толщиной более 5 мм представляет сложность и в этом случае обязательно делается скос кромок. Но общая зона влияния газового пламени больше, чем при дуговой сварке, что позволяет соединять более толстые металлы.
При равномерном прогревании слои основного металла, примыкающие к сварочной ванне, приобретают крупнозернистую структуру. Наиболее крупная и отчетливо прослеживающаяся структура наблюдается в зоне приближенной к самому шву.
Это зона неполного расплавления металла, которая является самой непрочной и подверженной образованию дефектов. За зоной возможных разрушений следует так же зона крупнозернистой структуры металла — зона не рекристаллизации, которая характеризуется меньшими температурами плавления. Все последующие зоны на расстоянии нескольких миллиметров от шва свою мелкозернистую (нормальную) структуру не меняют.
Для уменьшения зоны возможных дефектов используют либо предварительный нагрев непосредственно в зоне сваривания, либо общую термообработку детали, либо горячую проволоку для шва. Все это позволяет наплавленному металлу шва иметь меньшее удлинение и меньший коэффициент вязкости по сравнению с основным металлом, что обеспечивает повышенную пластичность соединения.
Все это позволяет наплавленному металлу шва иметь меньшее удлинение и меньший коэффициент вязкости по сравнению с основным металлом, что обеспечивает повышенную пластичность соединения.
Режимы сварки ацетиленом некоторых металлов
Углеродистая сталь
Высокоуглеродистые стали не рекомендуется сваривать ацетиленом. А для низкоуглеродистых сталей газовая сварка применима в любых вариантах, с выбором любого метода сваривания. При нормальном пламени горелки и средней мощности 120 дм3/ч используется правый метод сваривания. Для повышения качества шва чаще всего используется проволока из малоуглеродистой стали. При нагреве часть марганца, кремния и углерода выгорает, что обеспечивает получение крупнозернистой структуры основного металла. проволока с содержанием 0,17 % углерода, 1,1% марганца и 0,9% кремния используется для получения слоя наплавленного металла ровной структуры.
Легированная сталь
Теплопроводность легированных сталей приводит к высокой степени деформации при значительных температурах, что затрудняет процесс сварки ацетиленом.
- Низколегированные стали: хорошо свариваются нормальным пламенем с применением соответствующих флюсов.
- Хромоникелевые стали: свариваются нормальным пламенем низкой мощности (до 75 дм3/ч).
- Жаропрочные стали: используется проволока с содержанием 25% хрома и 21% никеля.
- Коррозиестойкие стали: применяется проволока с 3% молибдена, 11% никеля и 17% хрома.
Чугун
Окислительное пламя пагубно влияет на структуру чугуна. При его применении выгорает кремний в зоне разогрева и в металле шва образуются зерна белого чугуна. Такое соединение не является прочным и легко колется. Для соединения частей деталей из чугуна возможно использование нормального или науглероживающего пламени газовой горелки.
Медь
Высокий коэффициент теплопроводности меди требует подвода от газовой горелки значительно большего количества тепла, чем для сталей. При этом медь очень быстро плавится и является сверхтекучим материалом в жидком состоянии. Поэтому ее соединение необходимо производить без зазора между кромками деталей или с использованием проволоки из чистой меди. Для удаления медных шлаков используют специальные флюсы, которые к тому же обеспечивают и раскисления шва.
Поэтому ее соединение необходимо производить без зазора между кромками деталей или с использованием проволоки из чистой меди. Для удаления медных шлаков используют специальные флюсы, которые к тому же обеспечивают и раскисления шва.
Латунь
Электродуговой сварке соединение латуни не поддается, поэтому применяют газовую сварку. При образовании шва необходимо использовать температуры около 900 0С, которых достаточно для возникновения соединения, но не хватает для полного испарения цинка из металла. При газовой сварке допустимый процент испарения цинка из шва и около шовной зоны — 25%, что позволяет сформировать не пористый шов.
Если количество ацетилена в горящей смеси увеличить до 35%, то количество испаряемого цинка значительно уменьшится. В этом случае не обойтись без присадочной латунной проволоки и флюса.
Бронза
Бронза сильно подвергается окислительным реакциям, вследствие чего из нее быстро испаряются олово, кремний и алюминий. Поэтому все соединения с использованием газовой сварки необходимо проводить восстанавливающим пламенем горелки. В качестве присадочной проволоки используют непосредственно соединяемый металл, а для раскисления шва в металл вводят еще и 0,5% кремния. Для бронзы подходят флюсы того же состава, что и для меди и латуни.
В качестве присадочной проволоки используют непосредственно соединяемый металл, а для раскисления шва в металл вводят еще и 0,5% кремния. Для бронзы подходят флюсы того же состава, что и для меди и латуни.
Плюсы и минусы ацетиленовой сварки
Прежде всего, любая ручная газовая сварка отличается большими возможностями по сравнению с электродуговой сваркой. Но это же преимущество требует и большего контроля со стороны сварщика, а значит, повышает возможность возникновения ошибки и нарушения целостности соединения.
Преимущества:
- Удобство использования в строительных и монтажных условиях, где нет силового кабеля и источника энергии. Оборудование для сварки достаточно мобильное и легко транспортируется.
- Возможность соединить несколько видов металлов с разными температурами плавления при использовании одного вида оборудования. Только за счет регулирования пламени и концентрации ацетилена в горючей смеси.
- Незаменимость при сваривании чугуна, латуни, меди.
- Повышение качества шва за счет использования правильно подобранной проволоки.
- Возможность регулировки скорости нагрева металла при сваривании ацетиленом.
Недостатки:
- Человеческий фактор: требуется высокая квалификация сварщика для достаточного уровня производительности.
- Большая зона термического влияния, что в машиностроении является неприемлемым.
- При сваривании металлов толщиной более 5 мм дуговая сварка является более выгодной м по затратам, и по скорости получения соединения.
- процесс газовой сварки не поддается механизации и автоматизации.
- Газовая сварка не обеспечивает качественного соединения высокоуглеродистых сталей.
- Возникновение напряжений в металле, что приводит к деформации при сваривании внахлест.
- Экономически не выгодный по сравнению с использованием дуговой сварки вариант получения качественного и надежного сварного соединения.
- Взрывоопасность применяемых материалов, которые невозможно использовать в определенных условиях.

Особенности сварки ацетиленом:
- Идеально подходит для стыковых, а не торцевых соединений.
- Производительность сварки прямо пропорционально зависит от чистоты кислорода и ацетилена.
При всех недостатках и опасностях при использовании и хранении ацетилен, он был и остается главным горючим газом для сварки. В свою очередь, газовая сварка никогда полностью не сдаст позиции и не утратит свою популярность, так как в некоторых условиях она является просто незаменимой и многие отрасли промышленности уже не смогут обойтись без нее.
Высокая квалификация сварщика и многочисленный опыт работы позволяет процессу ацетиленовой сварки стать не только выгодный по расходу материалов, но и по производительности получения сварных соединений различных деталей металлоконструкций. Строгое соблюдение техники безопасности и всех мер предосторожности сводит к минимуму возникновение опасных ситуаций при использовании сварки ацетиленом.
Похожие статьи
- Кислородно ацетиленовая сварка и оборудование для нее. Способы сварки
- Преимущества и недостатки газовой сварки
- Особенности порошкового сварочного припоя
- Сварочная проволока: основные характеристики
Сварка ацетиленом
Сварка ацетиленом — это проверенная временем технология, которая позволяет выполнять красивые, качественные и надежные соединения металлических элементов. Ацетилен — это горючий газ, который получают из воды, кислорода и карбида кальция. Данная технология отличается универсальностью, что позволяет применять ее для работы с различными по своим показателям тугоплавкости металлами. Оборудование для выполнения такой сварки ацетиленом включает соответствующие баллоны с кислородом, который в процессе работы смешивается с карбидом, что и позволяет получать на выходе качественный горючий ацетилен.
Используемое оборудование
В недавнем прошлом обеспечить качественное соединение при помощи ацетилена было затруднительно, что объяснялось несовершенством используемых технологий. Однако сегодня появилось высококачественное оборудование, которое позволяет получать на выходе пламя с ровными параметрами, а сварщик имеет возможность с легкостью регулировать интенсивность и температуру горения пламени горелки. Такое оборудование для сварки ацетиленом включает соответствующий генератор, который в процессе работы заправляется карбидом и позволяет контролировать уровень давления в системе. Современные установки для такой сварки ацетиленом отличаются полной безопасностью в эксплуатации, они надежны, и просты в использовании.
Однако сегодня появилось высококачественное оборудование, которое позволяет получать на выходе пламя с ровными параметрами, а сварщик имеет возможность с легкостью регулировать интенсивность и температуру горения пламени горелки. Такое оборудование для сварки ацетиленом включает соответствующий генератор, который в процессе работы заправляется карбидом и позволяет контролировать уровень давления в системе. Современные установки для такой сварки ацетиленом отличаются полной безопасностью в эксплуатации, они надежны, и просты в использовании.
Также возможно использование вместо кислорода и генератора сразу же баллона, заправленного ацетиленом, что позволяет существенно упростить выполнение сварочных работ. Тем самым снижаются трудозатраты и повышается производительность выполнения такой сварки. Однако необходимо учитывать, что использование уже заправленных ацетиленовых баллонов приводит к некоторому увеличению себестоимости выполняемой сварки металлических элементов.
Газовая сварка ацетиленом металлических изделий
Одним из несомненных преимуществ этой технологии сварки является ее простота. Для такой работы потребуются специальные горелки для работы с ацетиленом. Такие горелки промаркированы индексами от 0 до 5. Оборудование с индексом 0 имеет наименьшую производительность и предназначено для работы с легкосплавными металлами. А вот установки с маркировкой 5 отличаются максимальной производительностью, что позволяет использовать их для работы с тугоплавкими металлами.
Для такой работы потребуются специальные горелки для работы с ацетиленом. Такие горелки промаркированы индексами от 0 до 5. Оборудование с индексом 0 имеет наименьшую производительность и предназначено для работы с легкосплавными металлами. А вот установки с маркировкой 5 отличаются максимальной производительностью, что позволяет использовать их для работы с тугоплавкими металлами.
Залогом качественного выполнения такой сварки ацетиленом станет правильный выбор горелки и ее грамотная регулировка. Необходимо также учитывать, что номер используемых электродов должен соответствовать маркировке горелки. В целом же, выбор электродов не представляет сложности. По параметрам они должны соответствовать показателям тугоплавкости металлов и быть приближены к нему своим сплавом.
Горелку продувают горючим газом из генератора и лишь после появления характерного запаха ацетилена можно поджигать горелку и добавлять небольшое количество кислорода из баллона. Регулируя вентиль на баллоне с кислородом, сварщик может регулировать интенсивность пламени, его температуру и насыщенность. Давление редуктора должно составлять приблизительно 2 атмосферы для кислородного баллона и от 2 до 4 атмосферы для генератора. В каждом конкретном случае эти показатели должны выбираться в зависимости от особенностей свариваемых металлических элементов.
Давление редуктора должно составлять приблизительно 2 атмосферы для кислородного баллона и от 2 до 4 атмосферы для генератора. В каждом конкретном случае эти показатели должны выбираться в зависимости от особенностей свариваемых металлических элементов.
Поверхности металлических элементов для сварки ацетиленом должны быть очищены от краски и других загрязнений. Их подгоняют максимально близко друг к другу. Далее необходимо пламя горелки направлять на шов соединения, а присадочный материал должен перемещаться вслед за горелкой. Подобная технология работы позволит обеспечить эластичность и прочность соединения. Также можно использовать технологию сварки, когда пламя от горелки направлено в сторону от получающегося шва. При этом присадочный материал вносится в высокотемпературную сварочную ванну, расплавляется и стекает в получаемый соединительный шов. Недостатком подобной технологии является увеличение зоны нагрева, что может привести к короблению металлических элементов и изменению структуры металла.
Сварка ацетиленом и кислородом: преимущества и недостатки данной технологии
Если же говорить о преимуществах и недостатках данной технологии можно отметить следующее:
Преимущества:
- Низкая себестоимость работы.
- Качественное пламя горелки.
- Высокая температура сварки.
- Качество соединения.
Недостатки:
- Необходимость использования сложного оборудования.
- Строгие требования по технике безопасности.
- Сложность выполнения сварки в помещении.
- Определенные сложности при работе с тонкими материалами.
Имеющиеся преимущества и недостатки необходимо учитывать при выборе данной технологии сварки, а также обязательно следовать правилам безопасности, что и позволит выполнить качественное соединение металлических элементов.
Заключение
Ацетиленокислородная сварка сегодня широко используется при проведении промышленных работ. С помощью данной технологии можно сваривать различные металлические элементы, которые отличаются своими показателями тугоплавкости. Данная технология позволяет существенно снизить расходы на работу с металлом, при этом отсутствуют какие-либо сложности при выполнении такой сварки. Необходимо лиши использовать высококачественное надежное оборудование и следовать требованиям правил безопасности.
Данная технология позволяет существенно снизить расходы на работу с металлом, при этом отсутствуют какие-либо сложности при выполнении такой сварки. Необходимо лиши использовать высококачественное надежное оборудование и следовать требованиям правил безопасности.
Что такое ацетиленовая сварка? Технология и особенности
Екатерина
Использование ацетилена в сварке — один из старейших методов получения качественного эстетичного шва. С помощью этого метода можно варить любые металлы, в том числе черные и цветные. Вам даже не нужно использовать для этого электричество! Словом, это крайне интересный метод соединения однородных и разнородных металлов.
В этой статье мы кратко расскажем, что такое ацетиленовая сварка, какие есть достоинства и недостатки у этой технологии, какие особенности учесть, чтобы получить максимально качественный шов.
Содержание статьи
- Общая информация
- Технология
- Достоинства и недостатки
- Особенности
- Вместо заключения
Общая информация
Ацетиленовая сварка — метод соединения металлов, при котором ключевым компонентом является газ ацетилен. Ацетилен получают путем смешивания карбида кальция с водой. Ранее смешивание выполнялось вручную в специальном генераторе. Дополнительно использовался баллон с кислородом, шланги, горелка. Применение ацетилена и кислорода при сварке получило широкое распространение.
Ацетилен получают путем смешивания карбида кальция с водой. Ранее смешивание выполнялось вручную в специальном генераторе. Дополнительно использовался баллон с кислородом, шланги, горелка. Применение ацетилена и кислорода при сварке получило широкое распространение.
Всегда было одно «но»: генератор и необходимость смешивать ацетилен вручную. Эта процедура была трудоемкой и проводилась перед каждой сваркой. Но был один плюс: после сварки можно было слить оставшийся газ и использовать его повторно. Но вскоре газовая сварка ацетиленом начала производиться применением специальным баллонов, содержавших газ ацетилен. Так что сейчас нет нужды вручную сменить карбид кальция и воду.
Технология
Вообще существует 4 типа пламени, получаемого с помощью ацетилена. Но чаще всего используется именно нейтральное пламя, оно относительно универсальное. Здесь мы не будем подробно расписывать, как добиться нейтрального пламени, поскольку это сложный процесс. При желании вы сможете найти дополнительные обучающие материалы. Скажем лишь, что важно не допускать появления длинного пламени, конец которого окрашен в оранжевый цвет. К тому же, неправильно настроенное пламя может вместо плавления просто разрезать металл, так что важно уделить этой теме побольше внимания при обучении.
Здесь мы не будем подробно расписывать, как добиться нейтрального пламени, поскольку это сложный процесс. При желании вы сможете найти дополнительные обучающие материалы. Скажем лишь, что важно не допускать появления длинного пламени, конец которого окрашен в оранжевый цвет. К тому же, неправильно настроенное пламя может вместо плавления просто разрезать металл, так что важно уделить этой теме побольше внимания при обучении.
Достоинства и недостатки
Достоинства у ацетиленовой сварки весомые. Во-первых, вам не нужно использовать электричество, чтобы произвести сварку. К тому же, все оборудование можно перевозить на специальной тележке, и вы сможете варить на улице в труднодоступных местах. Во-вторых, вы можете просто поменять угол направления пламени, и температура ванны сразу же изменится. Так можно довольно удобно регулировать степень нагрева.
В-третьих, при должной сноровке вы можете избежать прожогов просто меняя расстояние от сварочной ванны до горелки. Но не стоит забывать и о недостатках. Нужно понимать, что такая сварка требует много времени и терпения, поэтому ее нельзя назвать производительной.
Нужно понимать, что такая сварка требует много времени и терпения, поэтому ее нельзя назвать производительной.
А такой вариант вряд ли подойдет для крупного предприятия с большим количеством выпускаемой продукции. Также учитывайте, что во время сварки нагревается не только сварочная ванна, но и вся прилегающая область металла, а это не очень хорошо для детали. Также такую работу не сможет выполнить сварщик низкой квалификации, обязательно нужен профессионал своего дела.
Особенности
Ацетилено кислородная сварка имеет свои особенности, которые обязательно нужно учитывать перед началом работ. Прежде всего, качество готового шва зависит от трех компонентов: мощности пламени, угла сварки и диаметра присадочной проволоки. Давайте подробнее остановимся на каждом из них.
Мощность пламени газовые горелки для сварки должна выбираться исходя из свойств металла, который вы собираетесь варить. Пользуйтесь простым правилом: у толстой детали высокая теплопроводность и температура плавления, значит для нее необходима большая мощность пламени. С тонкой деталью все с точностью наоборот. Но учтите, что тем больше мощность пламени, тем больше расход газа.
С тонкой деталью все с точностью наоборот. Но учтите, что тем больше мощность пламени, тем больше расход газа.
Профессионалы обычно высчитывают оптимальную мощность с помощью формулы, но для новичков этот метод может показаться сложным. Поэтому просто дадим свои рекомендации касаемо оптимальных значений мощности для каждого типа металла. Ниже вы можете видеть рекомендуемые номера наконечников в соответствии с толщиной металла. Именно с помощью наконечника регулируется мощность. Она имеет свою ЕИ — литры в час (л/ч).
Теперь поговорим об угле наклона горелки. Угол наклона так же зависит от толщины металла. Для сварки металла толщиной от 1 до 155 миллиметров рекомендуем угол от 10 до 80 гарусов соответственно. Увеличивайте угол, если металл толще. Чтобы деталь хорошо прогрелась (не важно, какой она толщины) нужно в начале сварки держать горелку под углом в 90 градусов.
Также присадочная проволока используется для сварки. Ее диаметр наравне с мощностью пламени и углом наклона горелки влияет на качество шва. Здесь все то же самое, диаметр подбирается исходя из толщины металла. Просто узнайте, сколько миллиметров толщина вашей детали, поделите пополам это значение и прибавьте один миллиметр, таков будет диаметр проволоки.
Здесь все то же самое, диаметр подбирается исходя из толщины металла. Просто узнайте, сколько миллиметров толщина вашей детали, поделите пополам это значение и прибавьте один миллиметр, таков будет диаметр проволоки.
Отдельно хотим рассказать вам о способах ведения горелки. Ее можно вести на себя или от себя. Если вы будете вести на себя, то сначала должна двигаться горелка, а вслед за ней присадочная проволока. Так пламя будет равномерно разогревать металл и формировать сварочную ванну. Старайтесь держать горелку под углом 45 градусов. Траектория движения — кругом или полукругом. Присадочную проволоку нужно подавать следом, прямо в сварочную ванну.
Читайте также: Углекислотная сварка
Если вы будете варить от себя, то сначала нужно подавать присадочную проволоку, и только затем горелку. Зачастую такой метод применяют, если нужно сварить толстый металл. В таком случае нагрев металла и плавление проволоки осуществляются одновременно. Образуется смесь из расплавленной проволоки и металла, которая заполняет сварочную ванну. И самое сложное — добиться равномерного смешивания, чтобы шов получился максимально качественным. Так что нужно следить за скорость плавления металла и проволоки.
И самое сложное — добиться равномерного смешивания, чтобы шов получился максимально качественным. Так что нужно следить за скорость плавления металла и проволоки.
Вместо заключения
Ацетиленовая сварка — одна из лучших технологий для резки и сварки металлов, если на первом месте стоит качество шва, а не количество выпущенной продукции. Сварка ацетиленом, по сути, является просто разновидностью газовой сварки, а потому доступна и проста в эксплуатации. Газовые баллоны можно легко и недорого купить в любом специализированном магазине. Больше не нужно вручную смешивать воду с карбидом, чтобы получить ацетилен, достаточно открыть подачу газа и приступить к работе. А вы когда-нибудь выполняли ацетиленовую сварку? Расскажите о своем опыте, он будет полезен для новичков. Не забывайте делиться этой статьей в своих социальных сетях. Желаем удачи в работе!
Похожие публикации
Ацетиленовая сварка: особенности технологии и нюансы
Содержание:
- Краткая характеристика
- Преимущества
- Недостатки
- Особенности
- Инструменты и материалы
- Интересное видео
Ацетиленовая сварка — старый метод сваривания, при помощи которого получают прочные и неразъемные соединения деталей из металла. При помощи него можно варить любые металлы, включая цветные, черные. А для проведения не нужно применять дорогостоящее сырье, достаточно недорогого горючего газа — ацетилена.
При помощи него можно варить любые металлы, включая цветные, черные. А для проведения не нужно применять дорогостоящее сырье, достаточно недорогого горючего газа — ацетилена.
Конечно, это не все компоненты, которые необходимо для полноценного проведения данной технологии. Несмотря на то, что она считается древней, ее все равно продолжают дальше применять в разных областях производства. И перед тем как к ней приступать, необходимо рассмотреть важные нюансы и характеристики.
Краткая характеристика
Сварка ацетиленом является древним методом сваривания деталей из металла. Ацетилен получают в результате соединения карбида кальция и воды. Раньше смешивание производилось вручную с использованием специального генератора. Дополнительно применялся баллон с кислородом, шланги, горелка.
Главная особенность ацетилена, как химического элемента, состоит в строении его молекулы C2h3. Она обладает двумя слабыми водородными связями и высокоэнергичной тройной связью между атомами углерода. Именно эти свойства позволили использовать газ при проведении сварочной технологии. Он производит качественное и прочное соединение конструкций из разных видов металла.
Именно эти свойства позволили использовать газ при проведении сварочной технологии. Он производит качественное и прочное соединение конструкций из разных видов металла.
Однако у этой технологии был большой недостаток — использование генератора и ручное смешивание ацетилена. Эта мера отличалась сложностью, и ее требовалось выполнять перед каждым свариванием. Но не все так плохо, положительные моменты все же имелись, остатки газа после сливались, они применялись снова.
Однако через некоторое время сварка ацетиленом и кислородом начала проводиться с использованием специальных баллонов с необходимым газом. По этой причине сейчас нет необходимости производить ручное соединение карбида кальция и воды.
Преимущества
Кислородно-ацетиленовая сварка считается востребованной технологией, при помощи которой можно производить сваривание и резку металлов. Но все же стоит разобраться, почему ацетилен — основной газ при проведении сваривания? Температурные показатели его горения превышают градус плавления стали и других материалов.
Но все же ее могут проводить сварщики с высокой квалификацией, потому что процесс имеет некоторые сложности. Но если выполнять все правильно, то можно будет быстро добиться высокой производительности при небольших затратах на материалы и газ.
Но газовая сварка ацетиленом имеет и другие не менее важные достоинства:
- при проведении данной технологии используемые баллоны с газом можно с легкостью транспортировать на тележке;
- этот способ может производить неповоротное соединение, особенно на маленьком расстоянии от стены. В данных ситуациях не выполняются операционные стыки;
- газовой горелкой не делаются неразъемные соединения металлов с разными температурами расплава;
- при проведении регулирования силы и вида пламени, можно добиться подходящих условий для ацетиленового сваривания;
- ацетилено-кислородная сварка отлично подходит для сваривания тонких стальных, медных, чугунных, латунных листов;
- после сваривания получается прочный и ровный шов. Но его прочностные характеристики можно увеличить при помощи применения проволок с легирующей сталью и другими добавками.
 Но его прочностные характеристики можно увеличить при помощи применения проволок с легирующей сталью и другими добавками.
Но его прочностные характеристики можно увеличить при помощи применения проволок с легирующей сталью и другими добавками.Важно! Если во время проведения ацетиленового сваривания производить регулирование температурных показателей нагрева, то это сможет защитить от деформирования конструкций и стыков. И одновременно с этим будет достигнута подходящие скоростные показатели сваривания.
Недостатки
Кислородная сварка с использованием ацетилена имеет некоторые негативные качества, среди которых можно выделить:
- При нагреве появляется большая зона с изменениями в качествах материала. Именно по этой причине данная технология не применяется в сфере машиностроения.
- Не рекомендуется использовать для сваривания изделий с толщиной больше 5 мм. В этих случаях стоит применять полуавтоматическую или ручную электросварку.
- Ацетиленовое сваривание не подходит для изделий высокоуглеродистого металла.
- При сваривании внахлест металл будет сильно деформироваться. Кроме этого будут возникать области с чрезмерным напряжением.
- Если сравнивать с электродуговыми методами сварки, то для этой технологии требуются большие финансовые вложения на материалы и оборудование.
 Кроме этого будут возникать области с чрезмерным напряжением.
Кроме этого будут возникать области с чрезмерным напряжением.Однако стоит учитывать, что использование ацетилена для резки и сварки металлов может привести к неприятным последствиям. Дело в том, что данный газ достаточно сильно взрывоопасен, и если во время его применения не соблюдать технику безопасности, то может возникнуть сильный взрыв, который может навредить здоровью или повлечь более серьезные проблемы.
Помимо несоблюдения правил безопасности, также сварщики часто выполняют неправильные действия при обратном ударе, а это основные действия, которые могут привести к авариям при сварке. Специалисты при работе с ацетиленом для сварки должны иметь навыки выше тех, которые требуются при проведении полуавтоматической и автоматической сварки.
Стоит отметить! Ацетиленовая технология лучше подходит для стыковых соединений деталей. А качество соединения напрямую зависит от качества и чистоты ацетилена и кислорода.
А качество соединения напрямую зависит от качества и чистоты ацетилена и кислорода.
Кроме этого данный вид сваривания подходит только для тонкостенных изделий из металла. При помощи него не можно сварить только некоторые виды цветных металлов. А сам стык получается не таким красивым и надежным, как, к примеру, у газосварки.
Особенности
Перед тем как приступать к ацетиленовой сварке стоит изучить технологию данного процесса. Существуют некоторые важные особенности, от которых зависит качество и надежность сварных соединений.
Этот вид получил известность и востребованность благодаря простому получению ацетиленового газа и его дешевизне. Качественных характеристики соединения зависят от трех основных факторов — показателя мощности пламени, угла сварки, диаметра присадочной проволоки.
По этой причине стоит наиболее подробно рассмотреть основные особенности ацетиленовой технологии:
- Мощность пламени газовой горелки выбирается в соответствии со свойствами металла, который будет свариваться.
- Существует определенное правило, на которое стоит опираться при выборе мощностных параметров пламени. Толстое изделие обладает высокой теплопроводностью и температурой плавления, это значит, что для нее потребуется большая мощность пламени. А вот с тонкими изделиями проводится по-другому. Однако стоит помнить, что чем больше мощность пламени, тем выше будет расход газа.
- Показатели угла наклона сварки зависят от показателей толщины свариваемой детали. Для элементов с толщиной от 1 до 155 мм рекомендуется угол от 10 до 80 градусов.
- Угол наклона требуется увеличивать в зависимости от толщины заготовки.
- Чтобы изделие равномерно прогрелось, на начальном этапе сварочного процесса горелку нужно удерживать под углом в 90 градусов. При этом не имеет значения, какая толщина у детали.
- Обязательно нужно учитывать, что на качество соединения влияют параметры диаметра присадочной проволоки. Диаметр этого элемента также должен выбираться в соответствии с толщиной металлического изделия.
- Сварщики советуют при расчете диаметра проволоки использовать хитрое правило — для начала нужно узнать показатель толщины детали в мм, затем он разделяется пополам. К полученному результату прибавляется 1 мм, это и будет показатель диаметра присадочной проволоки.
- Горелка для сварки ацетиленом может водиться от себя или на себя. Если сварщик ее ведет от себя, то сначала должна двигаться горелка, а затем за ней должна идти присадочная проволока. Это позволит полностью разогреть металл и сформировать сварочную ванну.


Инструменты и материалы
Перед тем как приступать к сварке ацетиленом и кислородом, стоит рассмотреть какое оборудование должно применяться для данной технологии. Обычно для нее требуются доступные и относительно недорогие приборы.
Но все же чтобы во время процесса сваривания не возникло проблем и ошибок, стоит предварительно рассмотреть некоторые нюансы:
- раньше для получения ацетилена для сварки применялись генераторы. Однако с развитие современных технологий данные элементы заменили на баллоны, которые смогли намного облегчить процесс сваривания;
- баллон с газом всегда имеет белую окраску. Для поддержки горения применяется кислород баллонного типа. Перевозка баллонов выполняется при помощи специальных тележек;
- обязательно нужны газовые горелки для сварки ацетиленом, а также сопла. Но они могут быть разных размеров;
- если требуется сильное нагревание толстых металлических элементов, то в этих случаях рекомендуется применять наибольший номер с большим отверстием. Оно должно подавать достаточное количество газовой смеси в сварочную ванну и обеспечивать нормальное прогревание области стыка;
- дополнительно к горелке подсоединяются шланги с ацетиленом и газом;
- давление ацетилена и кислорода при сварке регулируется при помощи редукторов. Они защищают баллон от обратного удара;
- необходима присадочная проволока. В зависимости от вида свариваемого материала она может быть выполнена из стали или из металлов с добавлением легирующих добавок.
 Однако с развитие современных технологий данные элементы заменили на баллоны, которые смогли намного облегчить процесс сваривания;
Однако с развитие современных технологий данные элементы заменили на баллоны, которые смогли намного облегчить процесс сваривания;
Если подготовить все вышеперечисленные элементы и материалы, то можно будет получить прочное и износостойкое соединение металлических деталей. Главное запомнить важные особенности и нюансы процессе.
И не стоит забывать, что ацетилен используется не только для сварки, но и для резки металлов. Однако работать с этим газом должны опытные специалисты, которые знают правила технологии. Все таки этот вид сваривания требует максимальной точности и соблюдения важных мер техники безопасности.
Интересное видео
технология процесса, где применяется, плюсы и минусы, нюансы
Ацетилен (он же этин) используется в сварке практически с момента её изобретения. С ним можно получить плотные и аккуратные швы.
Причем, технология с использованием ацетилена может применяться как с углеродистыми сталями, так и со сплавами цветных металлов. Для этого метода не понадобится даже электрическая сеть!
Для этого метода не понадобится даже электрическая сеть!
В общем, ацетиленовая сварка — необычный способ пайки. В этом блоке мы коротко расскажем, как проходит сварка с ацетиленом, какие плюсы и минусы у этой методики, и что нужно учитывать, если задача — получить шов с высоким качеством.
Содержание статьиПоказать
- Общая информация
- Технология
- «За» и «Против»
- Особенности
- Создание шва
- Заключение
Общая информация
В ацетиленовой сварке основным «участником» является газ ацетилен. В промышленности он образуется после гидролиза карбида кальция (его соединения с молекулами воды) или пиролиза углеводородного сырья.
Первый метод даёт более чистый газ, поэтому сварочный ацетилен делают именно так.
 Раньше сварщики перед работой соединяли воду и карбид вручную с участием кислородного баллона, горелок и шлангов.
Раньше сварщики перед работой соединяли воду и карбид вручную с участием кислородного баллона, горелок и шлангов.Однако с улучшением технологий появилась возможность закупать готовые газовые баллоны. Смесь ацетилена и кислорода часто используется в сварке.
Раньше существовало неудобство — ацетилен обязательно нужно было замешивать вручную. Мастера выполняли эту трудоёмкую задачу перед каждой сварочной работой.
Но, стоит заметить, после завершения готовый ацетилен можно было перелить в закрытый резервуар и использовать в дальнейшем.
Но теперь есть массовое производство баллонов, наполненных ацетиленом, поэтому самостоятельно мешать кальций карбид с водой не нужно, достаточно просто купить расходник.
Технология
В первую очередь в зону сварки подают ацетилен. Делают это до момента, пока не почувствуется резкий запах, характерный для этого газа. Потом поджигается горелка и начинается постепенная подача кислорода. Горелка должна дать синее пламя.
Горелка должна дать синее пламя.
Газовые баллоны имеют встроенные редукторы, на которых нужно установить давление в 2-4 атмосферы (для ацетилена) и не более двух атмосфер (для кислорода) — это общепринятые показатели.
Если давление ацетилена будет больше, сварочный процесс усложнится, поэтому мы не рекомендуем делать так.
Если вы будете использовать ацетилен-кислородную сварку для соединения черного металла, то лучше создать нейтральное пламя.
Оно выглядит как трёхслойный разноцветный огонёк: его внутренняя часть ярко-голубая с зелёным оттенком, средняя — бледного синего цвета, наружная — практически белая.
С использованием ацителина можно получить четыре вида пламени горелки. Но нейтральный вид считается универсальным, и потому его создают чаще всего. В этой статье мы не будем в деталях рассказывать, как получить нейтральное пламя, так как это сложно.
Вы можете найти обучающие видео уроки или отдельные материалы на эту тему.
 Мы только заметим, что не должно образовываться длинное пламя, у которого кончик имеет оранжевый цвет.
Мы только заметим, что не должно образовываться длинное пламя, у которого кончик имеет оранжевый цвет.Нюансу пламени горелки стоит отвести побольше времени, потому что пламя, которое настроено неверно, может не соединить металл, а наоборот — разрушить его.
«За» и «Против»
У сварки ацетиленом немало весомых плюсов. Прежде всего, для её осуществления не нужна электродуга и электрический ток вообще.
Всю аппаратуру и расходники легко перемещать при помощи тележки, поэтому работать вы можете даже в самых труднодоступных участках. Также регулировка степени нагрева очень удобная.
Она быстро осуществляется за счет изменения угла между пламенем и поверхностью. Кроме того, при хорошей натренированности вы можете предупредить прожоги на поверхности, изменяя расстояние между пламенем и сварочной ванной.
Но недостатки у ацетиленовой сварки тоже есть. Прежде всего, она медленная и кропотливая, потому производительность её не так велика, как у электрической.
Поэтому ацетилен редко используют в промышленности и даже маленьких цехах, где нужно производить определённое количество деталей за день. Учтите, что газовая горелка не может нагревать только сварочную ванну.
Она затрагивает также «соседние» участки элементов, что может плохо повлиять на прочность готового изделия. Поэтому недостаточно обученному мастеру лучше не экспериментировать с этим видом сварки. Ею должны заниматься квалифицированные сварщики.
Особенности
Сварка с применением ацетилена и кислорода связана с нюансами, о которых нельзя забывать перед тем, как приступать к работе. Характеристики готового соединения зависят от трёх пунктов: силы пламени, угла наклона горелки и диаметра присадки.
Какую мощность установить на горелке зависит от того, какие свойства у свариваемых металлических заготовок.
Правило подбора простое: элемент с большим сечением обладает высокой температурой плавления и теплопроводностью требует большей мощности газовой горелки.
Если заготовка тонка, пламя, наоборот, должно быть «слабее». Но учитывайте, что большая сила пламени требует увеличения количества используемого газа ацетилена.
Опытные сварщики рассчитывают нужную мощность горелки применяя формулу. Для «зелёных» мастеров это может быть сложнее. Потому на различных ресурсах можно встретить таблицы соответствия и подбора характеристики в зависимости от толщины металла.
Мощность (измеряется в л/ч) меняется со сменой наконечников. У каждого из них есть свой номер, поэтому её подбор равен подбору номера наконечника.
От сечения детали зависит не только сила пламени, но и угол, под которым вы будете создавать шов. Если деталь 155 миллиметров и меньше, для неё подойдёт острый угол: от 10 до 80 градусов примерно.
Наклон увеличивают с утолщением заготовки. Перед сваркой металла ацетиленом любой толщины его нужно прогреть в любом случае, поэтому в самом начале горелка должна быть под прямым углом к поверхности.
Перед сваркой металла ацетиленом любой толщины его нужно прогреть в любом случае, поэтому в самом начале горелка должна быть под прямым углом к поверхности.
Создание шва
Для создания шва нужен и присадочный материал в виде проволоки. Её толщина влияет на свойства шва в такой же степени, как и сила пламени и угол, под которым расположена горелка.
Выбор проволоки также зависит от сечения свариваемой детали. Для определения диаметра присадки есть формула: измерьте сечение металла, разделите на два и добавьте 1 мм. Это и будет нужное значение ширины присадочной проволоки.
Способ, которым вы будете вести горелку, также важен для итогового результата. Она может идти в направлении «на» и «от себя». В первом случае вы ведете горелку, за которой пускаете присадку.
В этом случае за счет равномерного подогрева металла будет образовываться сварочная ванна. Держите источник пламени под острым углом в 45 градусов.
Двигайте его по полукруглой или круглой траектории. Присадку подавайте сразу за пламенем в углубление ванны.
Присадку подавайте сразу за пламенем в углубление ванны.
При сварке ацетиленом от себя подавайте присадочный материал наоборот — перед тем, как пройдётесь по металлу горелкой. Обычно этот способ используют для пайки толстых деталей.
Так металл и присадка будут плавиться одновременно и из-за этого лучше соединяться.
Масса из проволоки и металла в жидком виде наполняет собой сварочное углубление. Главное — сделать так, чтобы соединение двух элементов было равномерным.
Так шов будет однородным и без деформаций. Поэтому будьте внимательны по отношению к скорости расплавления кромок и присадки.
Заключение
Ацетилен кислородная сварка не зря так часто применяется для соединения и разъединения металлических деталей. Здесь преимущество не в производительности и скорости, а в качестве готовой конструкции.
Здесь преимущество не в производительности и скорости, а в качестве готовой конструкции.
Эта технология — газовая сварка, доступная и несложная в выполнении. Покупка баллонов с ацетиленом проста: найти их можно в любом строительном магазине или магазине оборудования для сварки.
Смешивание карбида кальция с водой осталось в прошлом, и эта мучительная работа больше не побеспокоит сварщиков.
Нужно просто прокрутить вентиль, но, конечно, предварительно настроив давление. Также важно соблюдать технику безопасности, надевать специальную форму и аккуратно обращаться с горелкой. Желаем удачи!
Кислородно-ацетиленовая сварка 101
| Новости
Сварка является фундаментальным навыком, необходимым для модификации и ремонта многих грузовых автомобилей. Как только человек сможет резать металл и соединять детали сваркой, перед вами откроется целая вселенная возможностей. Это начало серии из четырех статей, в которых дается обзор самых популярных процессов резки и сварки.
Мы начнем с газовой сварки по ряду причин. Во-первых, газовая сварка — самый доступный способ начать сварку. Есть оборудование за несколько сотен долларов, которое отлично подходит для изучения основ сварки, и вы обнаружите, что наличие оборудования для газовой сварки также имеет много других преимуществ. Он позволяет резать стальные листы, прутки и плиты и необходим для различных задач нагрева — от высвобождения замерзших гаек и болтов до нагревания тяжелых заготовок для гибки. Оборудование для газовой сварки может выполнять множество других процессов, таких как мягкая пайка, пайка серебром, пайка и пайка кузова (часто называемая «ведущей»).
Кузнечная сварка была самым первым процессом сварки. Первые слесари обнаружили, что если два куска металла нагреть до красного цвета, их можно соединить молотком, создав прочное соединение. Хотя этот процесс до сих пор используется кузнецами для производства автомобилей и грузовиков, гораздо проще нагреть деталь, чем отправить ее в кузницу.
При газовой сварке используются баллоны со сжатым кислородом и топливом (чаще всего ацетиленом). Эти газы подаются через шланги к ручной горелке, образуя очень горячее и легко контролируемое пламя. Этот процесс впервые получил широкое распространение в начале 20 века. В течение многих лет это был самый реальный способ сварки металлов, пока не была усовершенствована электрическая сварка, о которой мы расскажем в следующих статьях.
Газовая сварка сопряжена с некоторыми потенциальными угрозами безопасности, а это означает, что необходимо соблюдать правильные правила безопасности. У нас нет места, чтобы перечислить их все здесь, но новое сварочное оборудование поставляется с инструкциями по безопасности, а информация доступна в Интернете и в библиотеках. Обязательно проинформируйте себя, прежде чем начать, чтобы вы могли безопасно сваривать всю жизнь.
Для этой статьи мы будем использовать приспособление «размером с пинту» от компании Miller Electric Manufacturing Company, которое обеспечивает большую мобильность. преобразуйте газ высокого давления в резервуарах в более безопасный и легко контролируемый уровень. Безопасность всегда является проблемой при работе с легковоспламеняющимися газами. Пламегасители обеспечивают хорошую и дешевую страховку и настоятельно рекомендуются! Корпуса горелок бывают разных размеров. Если вы не планируете сваривать железнодорожные пути или бронеплиты, горелки меньшего размера намного удобнее и маневреннее. Имеются сменные сварочные наконечники, которые помещаются в корпус горелки. Важно выбрать правильный размер свариваемого материала. Для нашей первой демонстрации мы будем сваривать листовой металл 18-го калибра. С комплектом горелки Miller рекомендуется использовать наконечник AW 201. Номер выбит на каждом наконечнике, что упрощает выбор нужного. Для легкой сварки, подобной этой, 5 фунтов на квадратный дюйм является хорошей отправной точкой как для кислорода, так и для ацетилена. на 1/4 оборота и используйте боек, чтобы зажечь пламя. Если у вас недостаточно ацетилена, вы получите очень дымное, закопченное пламя, которое создаст большой беспорядок в зоне сварки.
преобразуйте газ высокого давления в резервуарах в более безопасный и легко контролируемый уровень. Безопасность всегда является проблемой при работе с легковоспламеняющимися газами. Пламегасители обеспечивают хорошую и дешевую страховку и настоятельно рекомендуются! Корпуса горелок бывают разных размеров. Если вы не планируете сваривать железнодорожные пути или бронеплиты, горелки меньшего размера намного удобнее и маневреннее. Имеются сменные сварочные наконечники, которые помещаются в корпус горелки. Важно выбрать правильный размер свариваемого материала. Для нашей первой демонстрации мы будем сваривать листовой металл 18-го калибра. С комплектом горелки Miller рекомендуется использовать наконечник AW 201. Номер выбит на каждом наконечнике, что упрощает выбор нужного. Для легкой сварки, подобной этой, 5 фунтов на квадратный дюйм является хорошей отправной точкой как для кислорода, так и для ацетилена. на 1/4 оборота и используйте боек, чтобы зажечь пламя. Если у вас недостаточно ацетилена, вы получите очень дымное, закопченное пламя, которое создаст большой беспорядок в зоне сварки. Увеличивайте газ, пока не получите пламя без копоти. Если между пламенем и наконечником образуется зазор, вы пропускаете больше ацетилена, чем было рассчитано на наконечник. Уменьшайте поток до тех пор, пока пламя не прыгнет назад, чтобы встретиться с кончиком. Как только вы получите необходимое количество ацетилена, начните добавлять немного кислорода. Это изменит цвет пламени с желтого на синий. Продолжая добавлять кислород, вы увидите три отчетливых конуса пламени: широкий, оперенный внешний конус; средний, синий средний конус; и короткий яркий внутренний конус. Добавляйте кислород, пока средний конус не исчезнет во внутреннем конусе. Это нейтральное пламя, единственное, которое рекомендуется для сварки. Если вы добавите слишком много кислорода, шипящий звук пламени станет громче, а внутренний конус станет короче, ярче и более острым. Это окислительное пламя — очень плохо для сварки. Чтобы погасить пламя, выключите сначала ацетилен, затем кислород. При этом горелка может «лопнуть», но это не опасно.
Увеличивайте газ, пока не получите пламя без копоти. Если между пламенем и наконечником образуется зазор, вы пропускаете больше ацетилена, чем было рассчитано на наконечник. Уменьшайте поток до тех пор, пока пламя не прыгнет назад, чтобы встретиться с кончиком. Как только вы получите необходимое количество ацетилена, начните добавлять немного кислорода. Это изменит цвет пламени с желтого на синий. Продолжая добавлять кислород, вы увидите три отчетливых конуса пламени: широкий, оперенный внешний конус; средний, синий средний конус; и короткий яркий внутренний конус. Добавляйте кислород, пока средний конус не исчезнет во внутреннем конусе. Это нейтральное пламя, единственное, которое рекомендуется для сварки. Если вы добавите слишком много кислорода, шипящий звук пламени станет громче, а внутренний конус станет короче, ярче и более острым. Это окислительное пламя — очень плохо для сварки. Чтобы погасить пламя, выключите сначала ацетилен, затем кислород. При этом горелка может «лопнуть», но это не опасно. Как только вы научитесь правильно настраивать пламя горелки, вы сможете начать практиковаться в сварке. Отличный способ улучшить свои навыки — просто поднести горелку к металлическому предмету и удерживать ее неподвижно, пока не начнет образовываться лужа. Как только лужа достигнет оптимального размера, вы можете начать перемещать горелку, и лужа начнет двигаться. , слишком. Попробуйте лужи разного размера и разную скорость движения, пока не найдете комбинацию, которая работает лучше всего. Угол, под которым вы держите фонарик, — еще одна важная переменная. Начните с того, что держите горелку под углом 45 градусов к металлу и проведите несколько экспериментов, чтобы увидеть, как изменение этого угла влияет на лужу. Как только вы достаточно попрактикуетесь, вы сможете перемещать лужу по панели; сохраняя постоянную ширину и получая полное проплавление, вы можете начать добавлять сварочный стержень. При подаче сварочного стержня кончик стержня едва касается передней кромки ванны, которая немного втянет стержень, а затем стержень втягивается. С практикой вы разработаете ритм своих движений. Как только вы освоите перемещение лужи и добавление стержня, вы можете попробовать сварить соединение. Прихватите стык через каждый дюйм или около того, а зажимы помогут выровнять детали для прихваток. Ожидайте много практики, прежде чем вы освоите этот процесс, но чем больше вы будете практиковаться, тем быстрее будет развиваться ваше мастерство. Опытный газосварщик может сделать очень красивый, прочный и равномерный сварной шов. Более тяжелые металлы также можно сваривать газом. Здесь я использовал наконечник AW 206 для сварки стального листа толщиной 1/8 дюйма. Алюминий также можно сваривать газом, но это сложный процесс, требующий специального флюса и специальной сварочной линзы. Ожидайте много практики, прежде чем освоить газовую сварку алюминия!
Как только вы научитесь правильно настраивать пламя горелки, вы сможете начать практиковаться в сварке. Отличный способ улучшить свои навыки — просто поднести горелку к металлическому предмету и удерживать ее неподвижно, пока не начнет образовываться лужа. Как только лужа достигнет оптимального размера, вы можете начать перемещать горелку, и лужа начнет двигаться. , слишком. Попробуйте лужи разного размера и разную скорость движения, пока не найдете комбинацию, которая работает лучше всего. Угол, под которым вы держите фонарик, — еще одна важная переменная. Начните с того, что держите горелку под углом 45 градусов к металлу и проведите несколько экспериментов, чтобы увидеть, как изменение этого угла влияет на лужу. Как только вы достаточно попрактикуетесь, вы сможете перемещать лужу по панели; сохраняя постоянную ширину и получая полное проплавление, вы можете начать добавлять сварочный стержень. При подаче сварочного стержня кончик стержня едва касается передней кромки ванны, которая немного втянет стержень, а затем стержень втягивается. С практикой вы разработаете ритм своих движений. Как только вы освоите перемещение лужи и добавление стержня, вы можете попробовать сварить соединение. Прихватите стык через каждый дюйм или около того, а зажимы помогут выровнять детали для прихваток. Ожидайте много практики, прежде чем вы освоите этот процесс, но чем больше вы будете практиковаться, тем быстрее будет развиваться ваше мастерство. Опытный газосварщик может сделать очень красивый, прочный и равномерный сварной шов. Более тяжелые металлы также можно сваривать газом. Здесь я использовал наконечник AW 206 для сварки стального листа толщиной 1/8 дюйма. Алюминий также можно сваривать газом, но это сложный процесс, требующий специального флюса и специальной сварочной линзы. Ожидайте много практики, прежде чем освоить газовую сварку алюминия!Trending Pages
Лучшие электромобили — самые популярные модели электромобилей
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — самые популярные модели гибридных автомобилей
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это самые экономичные пикапы, которые вы можете купить 90 90
Это внедорожники с лучшим расходом топлива
Trending Pages
Лучшие электромобили — самые популярные модели электромобилей
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — самые популярные модели гибридных автомобилей
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это самые экономичные пикапы, которые вы можете купить 90 90
Это внедорожники с лучшим расходом топлива
Как выполнять кислородно-ацетиленовую сварку – Подробное руководство
Вы, должно быть, заметили, насколько нормальная работа сегодня зависит от твердых металлических конструкций, от стали, используемой в автомобилях и самолетах, до балок в мостах и зданиях. Эти могучие металлические конструкции тяжелые и прочные. Однако задумывались ли вы когда-нибудь, как металлы соединяются вместе, образуя такие чудесные структуры?
Хотя винты могут скреплять металлические детали, этого недостаточно для больших конструкций. Чтобы выдержать весь вес, который они должны, и оставаться прочными и крепкими, необходимо сплавить разные металлы, чтобы объединить сильные стороны обоих материалов. Здесь в дело вступает сварка. Сварка соединяет различные металлы, нагревая их в месте соединения до тех пор, пока они не расплавятся и не сплавятся вместе. Существует множество типов сварки, из которых кислородно-ацетиленовая сварка является одним из самых известных сварочных процессов.
Что такое окси-ацетилен?
Окси-ацетилен представляет собой летучую смесь чистого газообразного кислорода и газообразного ацетилена. Два газа не объединены химически, а представляют собой смесь, которая готовится только для определенной цели — перегрева.
Смесь может быть взрывоопасной, в зависимости от процентного содержания кислорода. Однако, если пропорции подобраны и модулированы должным образом, сгорание этих двух газов может производить тепло и свет.
Что такое кислородно-ацетиленовая сварка?
Кислородно-ацетиленовая или кислородно-ацетиленовая сварка — это тип сварки, основанный на сгорании газов кислорода и ацетилена, поэтому его часто называют газовой сваркой. Это один из самых универсальных видов сварки. Кислородно-ацетиленовая сварка требует определенного набора навыков и тщательной практики, в сочетании с которой ее можно использовать для сварки практически любого металла!
Когда кислород и ацетилен смешиваются в правильных пропорциях в паяльной трубке или ручной горелке, они могут образовывать очень горячее пламя с температурой до 3200 градусов. Этой температуры достаточно для плавления всех типов коммерческих металлов. При изменении соотношения двух используемых газов регулируется действие пламени.
Кислородно-ацетиленовая сварка работает по простой схеме, то есть соединяют вместе два куска металла так, чтобы их края соприкасались. Затем нагрейте эти соприкасающиеся края пламенем, пока они не расплавятся и не расплавятся.
Оборудование для кислородно-ацетиленовой сварки
Оборудование для кислородно-ацетиленовой сварки состоит из баллонов с кислородом и ацетиленом, регуляторов давления, шлангов, пламегасителей, сварочных горелок и экономайзеров. Когда у вас будет четкое представление об оборудовании, вы будете точно знать, как работает кислородно-ацетиленовая сварка.
Газовые баллоны
Основными компонентами оборудования для кислородно-ацетиленовой сварки являются отдельные газовые баллоны для кислорода и ацетилена. Газовые баллоны должны быть идеально загерметизированы, без каких-либо утечек. Если вокруг шпинделя есть утечка, она будет обнаружена по шипящему звуку или запаху. Гайку сальника вокруг вентиля баллона следует затягивать по часовой стрелке с помощью гаечного ключа, чтобы исключить утечку газа и снизить риск несчастных случаев.
Цвет баллона с кислородом черный с правой резьбой, а цвет баллона с ацетиленом темно-бордовый с левой резьбой.
Регуляторы давления
Регуляторы давления можно считать прецизионными приборами. Регулятор давления регулирует давление и поток газов. Он никогда не должен подвергаться ударам или внезапным скачкам давления в результате быстрого открытия клапана газового баллона. Именно по этой причине вы всегда должны плавно и медленно открывать клапан газового баллона с помощью шпиндельного ключа. Параллельно следует проверить наличие затылка на регуляторе давления. Если есть какие-либо повреждения на нем, газ начнет просачиваться. В случае повреждения регуляторы давления следует немедленно заменить. Кроме того, регулятор давления следует использовать только с тем газом, для которого он предназначен.
Шланги
Шланги должны быть хорошо подогнаны и прикреплены к цилиндру с помощью постоянных хомутов. Они не должны подвергаться воздействию тепла, масла, смазки, искр, шлака, дорожного движения или острых кромок металла. В шлангах не должно быть утечек, так как это трубы, по которым газ подается к горелке. Каждый шланг имеет обратный клапан, который обеспечивает автоматическую защиту за счет включения обратного клапана.
Пламегасители
Существуют специально разработанные устройства, называемые пламегасителями, которые устанавливаются между регуляторами и шлангами в качестве меры безопасности. Что делают эти разрядники обратного воспламенения, так это то, что они предотвращают попадание пламени, возникшего в результате обратного воспламенения, в газовые баллоны.
Сварочные горелки
После регулировки и контроля давления газов они подаются к сварочной горелке через соответствующие шланги. Каждый газ контролируется клапаном на горелке. Это сварочная горелка или резак, где два газа, кислород и ацетилен, наконец, смешиваются. Они воспламеняются и сгорают на сопле факела.
Экономайзер
Это устройство, которое экономит ацетилен и кислород, когда сварочная горелка или резак не используются. Когда сварочная горелка находится в состоянии покоя, пламя автоматически гаснет. Чтобы снова зажечь горелку, все, что вам нужно сделать, это снять сварочную горелку со стержня рычага и провести ею над запальником. Факел будет повторно зажжен мгновенно.
Процедура розжига
Газовая сварка представляет значительный риск несчастных случаев. Поэтому нужно быть предельно осторожным, начиная сварочный процесс.
Начните с постепенного открытия клапанов баллонов с кислородом и ацетиленом с помощью баллонных ключей. Внезапное открытие клапанов может не только повредить регуляторы, но и привести к аварии. Шпиндели клапана баллона должны открываться только на один оборот. Затем откройте регулирующий клапан для топливного газа на нагнетательной трубке и регулируйте регулятор, пока не будет достигнуто правильное рабочее давление. Это гарантирует, что весь воздух, присутствующий в шлангах, будет удален до начала процесса сварки.
Газ следует поджигать только с помощью подходящей зажигалки, держа ее под прямым углом к соплу. Вы никогда не должны использовать жидкие воспламенители, так как они могут быть чрезвычайно опасны.
Подача газообразного ацетилена в нагнетательную трубку должна быть отрегулирована до момента, когда пламя перестанет дымить. Как только пламя перестанет дымить, медленно увеличивайте подачу кислорода с помощью регулирующего клапана. Окончательное пламя должно иметь четко очерченный внутренний конус белого цвета с как можно меньшим количеством следов ацетиленовой дымки. Это когда вы будете знать, что ваша паяльная трубка правильно отрегулирована и готова к использованию для кислородно-ацетиленовой сварки.
Типы пламени при кислородно-ацетиленовой сварке
Как упоминалось выше, пламя необходимо отрегулировать, чтобы оно выглядело определенным образом, прежде чем вы сможете приступить к кислородно-ацетиленовой сварке. Различные типы пламени используются для сварки различных типов металлов.
Пламя науглероживания
Пламя науглероживания содержит избыток газообразного ацетилена. Этот тип пламени подходит для приложений, где требуется низкотемпературное пламя. Применяется для сварки никеля, монеля, высокоуглеродистой стали и ряда цветных металлов. Это пламя не используется для сварки обычной стали.
Нейтральное пламя
Нейтральное пламя содержит кислород и ацетилен в равных пропорциях. Этот тип пламени используется в большинстве сварочных работ, так как химическое воздействие этого пламени на нагретый металл наименьшее.
Окислительное пламя
Как видно из названия, окислительное пламя имеет высокое содержание кислорода (соотношение кислорода и ацетилена составляет 1,5:1). Этот тип пламени используется при сварке меди и медных сплавов, таких как бронза и латунь. Его нельзя использовать для сварки стали, так как он окисляет ее.
Техника сварки
После того, как вы зажгли паяльную трубку и добились нейтрального пламени, все готово для начала кислородно-ацетиленовой сварки. Существуют различные типы методов, которые вы можете практиковать, которые перечислены ниже:
Левая техника
Левая техника кислородно-ацетиленовой сварки используется для сварки стальных листов толщиной до 5 мм. Его также можно использовать для сварки цветных металлов.
В этой технике паяльную трубку держат в правой руке, образуя сварной шов справа налево. Наполнительный стержень удерживается на месте таким образом, что он находится перед соплом. Для этой техники необходимо, чтобы пламя было в нейтральном состоянии. Пламя должно быть достаточно близко к стальному основному металлу, но не должно касаться его.
Сопло слегка перемещают из стороны в сторону или круговыми движениями, чтобы обеспечить равномерный нагрев и добиться равномерного плавления. Перед тем, как приступить к технике, направленной влево, подожгите нейтральным пламенем край стыка, пока не сформируется расплавленная сварочная ванна. В процессе сварки просто погрузите присадочный стержень в эту расплавленную ванну.
Присадочный стержень следует плавить не прямым пламенем, а только погружением в сварочную ванну. Вы должны убедиться, что вы не держите присадочный стержень постоянно погруженным в ванну, так как это будет мешать тщательному нагреву и удерживать тепло от пламени до нижних частей сварного шва, и это может привести к несовершенному сварному шву. слияние.
Правое направление
Для металлических пластин толщиной более 4 мм рекомендуется правое направление.
При правосторонней технике паяльную трубку держат левой рукой, а сварной шов движется слева направо. Присадочному стержню предшествует пламя в направлении движения. Присадочный стержень движется вперед круговыми движениями, при этом нагнетательная трубка равномерно движется вдоль сварного шва. Правая техника быстрее по сравнению с левой техникой. Он также потребляет меньше газа и присадочной проволоки; следовательно, это рентабельно. V-угол меньше, и искажений меньше.
Сварка вправо во всех положениях
Сварка вправо во всех положениях является модификацией техники правостороннего шва. Это подходящий метод для труб и пластин из мягкой стали в вертикальном и потолочном положении. Эта техника имеет множество преимуществ. Это позволяет сварщику получить равномерный наплав и очень равномерный валик проплавления. Сварщику также предоставляется полная свобода передвижения и хороший обзор зоны сплавления и сварочной ванны.
Вертикальная сварка
Этот тип кислородно-ацетиленовой сварки может использоваться на стальных листах без фаски толщиной 3 мм, когда с каждой стороны работают два сварщика. Сварка начинается снизу пластины и продолжается вверх по вертикали.
Сварка бронзы
Сварка бронзы, как следует из названия, используется, когда необходимо выполнить соединения меди или отремонтировать чугун. В нем используются стержни из бронзового сплава. Наиболее часто используемые стержни включают флюсовую бронзу, стержень из кремнийорганической бронзы с флюсовым покрытием, стержень из марганцевой бронзы и стержень из простой никелевой бронзы с подходящим флюсом. В этой технике важно, чтобы кромки свариваемого металла не оплавлялись, а нагревались до покраснения. Соединение, образующееся в результате этого вида кислородно-ацетиленовой сварки, абсолютно чистое и имеет отличные механические свойства.
Наплавка стержней с твердой наплавкой
Стержни, содержащие карбид вольфрама, наплавляются с помощью этого метода. Он включает в себя нанесение слоя твердого налета на поверхность чугуна или стали. Этот слой твердого покрытия устойчив к износу. Этот метод широко применяется для создания износостойких поверхностей красок, бурильных сверл, пуансонов, ножей, отмычек, уплотнений клапанов, землеройных и дробильных машин.
Для нанесения износостойкого стержня на поверхность металла используется пламя с избытком ацетиленового газа (науглероживающее пламя). Основной металл в этом случае предварительно нагревают до того момента, пока он не начнет потеть. В этот момент стержень оплавляется на эту потливую поверхность небольшими отложениями. Таким образом, вся поверхность постепенно застраивается.
Опасности кислородно-ацетиленовой сварки
Любое руководство по кислородно-ацетиленовой сварке будет неполным без упоминания опасностей кислородно-ацетиленовой сварки. Мы перечислили наиболее распространенные опасности этого типа сварки ниже:
- Пожарные взрывы
- Бесполезное использование сварки или режущей факела
- Утечки газа
- Flashback
- Burns
- ASPHYXIAN сварка является одним из самых опасных видов сварки. В течение всего процесса сварки необходимо соблюдать следующие меры предосторожности.
- Убедитесь, что вы всегда носите защитную одежду (огнестойкий комбинезон) и защитные очки
- Клапан газового баллона с ацетиленом должен иметь шпиндельный ключ
- Газовые баллоны должны храниться в вертикальном положении
- Проверить для устранения утечек мыльным раствором, а не открытым пламенем
- Не выполняйте временный ремонт сварочного оборудования
- Всегда предотвращайте контакт кислородного оборудования с маслом или смазкой
- Тщательно очистите закрытые сосуды перед их сваркой
- Если вы работаете в закрытом сосуде, убедитесь, что вы не одни и что баллон с газом всегда находится снаружи
- На земле должно находиться противопожарное оборудование
- Должна быть обеспечена достаточная вентиляция.
- Немедленно перекройте подачу газа, если обнаружите утечку в шланге
Дополнительные вопросы
Как сваривать кислород-ацетилен?
Кислородно-ацетиленовая сварка включает соединение двух металлов с помощью пламени, образующегося при сгорании кислорода и ацетилена.
Газы транспортируются из газовых баллонов к сварочной или газовой горелке по шлангам, а пламя выбрасывается через сопло на конце горелки. Температура пламени достаточно высока, чтобы расплавить края металла и, следовательно, сплавить два куска металла вместе.Какие металлы можно сваривать с помощью кислородно-ацетиленовой сварки?
При правильном выполнении кислородно-ацетиленовой сварки ее можно использовать для сварки всех коммерческих металлов. К металлам, свариваемым с помощью кислородно-ацетиленовой сварки, относятся низколегированная сталь, низкоуглеродистая сталь, кованое железо и чугун.
На что должны быть настроены кислород и ацетилен?
Несмотря на то, что это зависит от области применения, обычно давление кислорода должно быть установлено на 40 фунтов на квадратный дюйм, а ацетилена — на 10 фунтов на квадратный дюйм.
Можно ли сваривать алюминий с помощью кислородно-ацетиленовой сварки?
Да, алюминий можно сваривать с помощью кислородно-ацетиленовой сварки.
Сварка алюминия кислородно-ацетиленовой сваркой является одним из наиболее распространенных применений этого типа сварки.Кислородно-ацетиленовая сварка 101 — Holbrook Tech
Кислородно-ацетиленовая сварка 101
Итак, вы впервые занимаетесь сваркой?! Вот основы, чтобы вы начали! Чем больше вы будете практиковаться и учиться, тем лучше у вас будет получаться.
Процедура кислородно-ацетиленового оборудования — A до 0 или выше!
Практика личной безопасности- Носите соответствующую одежду (кожаную обувь с закрытым носком, одежду из натуральных волокон и перчатки)
- При выполнении сварочных работ надевайте защитные очки с затемненными линзами #5.
- Убедитесь, что все горючие материалы находятся вдали от зоны сварки.
- Знать местонахождение ближайшего огнетушителя
- Содержать рабочее место в чистоте
Практика безопасности оборудования- Храните газовые баллоны в вертикальном положении… они должны быть прикреплены к стене или сварочной тележке с помощью цепи, чтобы они не могли упасть.
- Никогда не открывайте ацетиленовый клапан более чем на один полный оборот
- При перемещении или хранении баллонов завинчивайте крышки клапанов на место
- Никогда не смазывайте фитинги или резьбу кислородно-ацетиленовой установки
- Никогда не допускайте падения давления ацетиленовой линии превышать 15psi
- Прекратите использование, если корпус резака нагревается, уведомите инструктора
- Всегда завершайте процедуру отключения перед тем, как покинуть рабочую зону
- Если загораются шланги, немедленно перекройте клапаны баллона
контрольный список при настройке горелки!
- Закройте оба клапана на корпусе горелки и открутите оба регулятора (выкручивайте до тех пор, пока не почувствуете, что на винте нет нагрузки) клапана баллона на пол-оборота (не более одного)
- Откройте ручку ацетилена (следуйте за красным шлангом) на горелке, чтобы установить давление ацетилена.
- Вворачивайте регулятор ацетилена до тех пор, пока линейное давление не будет показывать 5–6 фунтов на квадратный дюйм на манометре. Закройте ручку ацетилена на горелке.
- Полностью откройте клапан главного кислородного баллона.
- Откройте ручку подачи кислорода (следуйте за зеленым шлангом) на горелке, чтобы установить давление кислорода.
- Вращайте кислородный регулятор до тех пор, пока давление в линии не станет 5–10 фунтов на квадратный дюйм (или при использовании резака ацетилен на 5 фунтов на квадратный дюйм, кислород на 20 фунтов на квадратный дюйм). Закрыть кислородный клапан на ручке горелки
- Держа корпус горелки в одной руке и направив наконечник горелки в сторону от себя и других, откройте ацетиленовую ручку/клапан (против часовой стрелки) на горелке ровно настолько, чтобы почувствовать, как воздух дует на вашу руку.
- Используйте боек, чтобы зажечь факел.
- Отрегулируйте ацетиленовый клапан так, чтобы пламя было слегка дымным. Черный закопченный материал — это углерод, и он может создать беспорядок!
- Включите ручку/клапан подачи кислорода (со стороны зеленого шланга) и отрегулируйте пламя до нейтрального. Маленькая яркая шишка должна иметь слегка перо.
- Выполнение сварочных работ
- Чтобы выключить горелку, сначала закройте ручку/клапан кислорода, затем ацетилена. Это поможет очистить горелку от газов.
- Сначала выключите подачу ацетилена в случае возникновения чрезвычайной ситуации и если вам нужно немедленно погасить пламя. Быстро закрыть кислород рядом.
Процедура останова/хранения- Когда оба игольчатых клапана на корпусе горелки закрыты, полностью закройте клапаны в верхней части цилиндров.
- При закрытых клапанах баллона откройте игольчатые клапаны на корпусе резака и дайте давлению в трубопроводе упасть до нуля (следите за падением манометров давления в трубопроводе и баллоне) в нейтральное положение (нет давления на внутреннюю мембрану)
- Оберните шланги и уберите все аксессуары
- Очистите общую рабочую зону
1.
Откройте клапан баллона с ацетиленом на ½ оборота против часовой стрелки
2. Откройте клапан ацетилена на горелке на ¼ оборота
3. Отрегулируйте регулятор ацетилена на 5-7 фунтов на квадратный дюйм в зависимости от операции
4. Закройте клапан ацетилена на горелке
5. Откройте кислород Клапан баллона до упора против часовой стрелки
6. Откройте кислородный клапан на резаке на ¼ оборота
7. Отрегулируйте регулятор кислорода примерно на 10 фунтов на кв. дюйм в зависимости от операции
8. Закройте кислородный клапан на резаке
Теперь вы готовы зажечь горелку, как указано в списке. на шаге 8 в предыдущем разделе.
Download Filemetalwork_oxy-acetylene_setup_written_test.pdf
Download Filemetalwork_oxy_acetytlene_torch_setup.pdf
youtube.com/embed/kFYmBV6l_f8?wmode=opaque» frameborder=»0″ allowfullscreen=»»>
Ацетиленовая сварка
Одним из наиболее часто используемых применений ацетиленового газа является ОКИСЛО-АЦЕТИЛЕНОВАЯ СВАРКА, кислородная сварка или газовая сварка. В процессе кислородно-ацетиленовой сварки используется комбинация кислорода и ацетиленового газа в утвержденном соотношении для получения высокотемпературного пламени. Фактически в процессе используются топливные газы и кислород для сварки и резки металлов соответственно.
Кислородно-ацетиленовая сварка была разработана французскими инженерами Эдмоном Фуше и Шарлем Пикардином в 1903 году. Чистый кислород вместо воздуха используется для повышения температуры пламени, чтобы обеспечить локальное плавление материала заготовки (например, стали) в комнатных условиях. Пламя ацетилена / кислорода горит при температуре около 3500 ° C (6330 ° F).
Процесс кислородно-ацетиленовой сварки Преимущества кислородно-ацетиленовой сварки
- Простота в освоении и эксплуатации, низкая стоимость
- Требуемое оборудование дешевле других видов сварочного оборудования
- Оборудование более портативное, чем большинство других типов сварочного оборудования
- Кислородно-ацетиленовое оборудование также можно использовать для «пламенной резки» больших кусков материала
- Универсальность — легкость применения в различных областях и широкий выбор электродов
- Относительная простота и портативность оборудования
- Адаптируется к ограниченным пространствам и отдаленным местам
- Подходит для сварки в нерабочем положении
Материалы, подходящие для кислородно-ацетиленовой сварки
- Мягкая сталь
- Пайка может выполняться на многих других материалах, таких как алюминий, нержавеющая сталь, медь и латунь
ТИПЫ ГАЗОВОГО ПЛАМЕНИ
Окислительное пламя:
Когда объем газообразного кислорода превышает объем ацетилена, подмешанного в горелку.
Это пламя используется для сварки латуни, а также для резки металлов.Науглероживающее пламя:
Когда объем смешиваемого ацетилена превышает объем кислорода, образуется науглероживающее пламя. Это пламя используется для сварки никеля, монеля и т. д.
Нейтральное пламя:
Известно как сбалансированное пламя. Кислород и ацетилен смешиваются в равных объемах. Нейтральное пламя используется для обычной сварки стали, чугуна и т. д.,
ТЕХНИКА ГАЗОВОЙ СВАРКИ
Левая сварка:
При этой сварке кончик горелки удерживается под углом 600-700° к пластинам. А присадочный стержень наклонен на 300-400 в противоположную сторону. В этом методе края пластины нагревают сразу после расплавленного металла. Наконечник горелки и наполнительный стержень медленно перемещаются влево.
Сварка справа:
При правосторонней сварке горелку держат на расстоянии 400-500° к свариваемому объекту.
Факел перемещается вправо. Для тяжелых секций выполняется правая сварка.Вертикальная сварка:
Это метод, которым можно сваривать металл любой толщины. Если толщина листа меньше, то достаточно сварки с одной стороны, а для более толстых листов сварку следует производить с обеих сторон. Подготовка кромок под сварку не требуется. В этом случае сварка начинается снизу и продолжается до верха, а сварочная продувочная труба следует за присадочным стержнем. Наклон выдувной трубы составляет 30-80 градусов, а наполнительный стержень наклонен под углом 30.
Оборудование для кислородно-ацетиленовой сварки
Для процедуры необходим ряд оборудования, в том числе:
Сварочная горелка:
Сварочная горелка — жизненно важное устройство, используемое для объединения газов — топлива или ацетилена и кислорода — для создания горячего и достаточно сильного пламени, чтобы резать металлы.
Он был спроектирован и разработан таким образом, чтобы оператор мог контролировать как форму пламени, так и его интенсивность с помощью пары ручек клапана, расположенных ближе к концу рукоятки. Эти игольчатые клапаны работают для изменения потока кислорода и топлива. по мере необходимости.Газовые шланги:
Шланги специально разработаны для сварки и резки металлов. Два шланга соединены вместе и имеют цветовую маркировку для визуальной идентификации. Кроме того, резьбовые соединители выполнены вручную, чтобы избежать случайного неправильного соединения: для кислорода, как обычно, используется правая резьба, для топливных газов используется левая резьба.
Газовые регуляторы:
Газовые регуляторы также являются жизненно важным оборудованием, основной функцией которого является контроль давления газа. Он регулирует высокое давление хранящегося в баллоне газа до рабочего давления горелки и поддерживает его во время процесса сварки. Газовые регуляторы имеют два отдельных манометра — манометр высокого давления используется для определения остатка газа в баллоне, а манометр низкого давления — для определения остатка газа в баллоне.
давление газа, подаваемого на горелку.Примечание: Газообразный ацетилен заливается в баллоны под давлением около 15 бар, в то время как процесс сварки осуществляется при давлении газа в горелке обычно до 2 бар.
Сварочная горелка:
Головка сварочной горелки используется для сварки металлов. К соплу идет только одна или две трубки, нет курка подачи кислорода и две ручки клапана в нижней части рукоятки, позволяющие оператору регулировать поток кислорода и расход топлива. Это также одно из жизненно важных устройств.
Резак:
Подобно сварочной горелке, головка резака используется для резки материалов. Но горелку можно определить по курку или рычагу выпуска кислорода. После достижения желаемой температуры кислород подается к нагретым частям нажатием «спускового крючка кислородного дутья». Подаваемый кислород вступает в реакцию с металлом, образуя оксид железа и выделяя тепло. Это тепло используется для процесса резки.
Флюс:
Химические вещества, которые раскисляют металлическую поверхность и создают инертную атмосферу вокруг расплавленного металла, известны как флюсы.
Назначение:
- Для предотвращения образования оксидов с горячих поверхностей.
- Для снижения вязкости расплавленного металла.
- Поддерживает постоянную дугу при дуговой сварке.
Флюсы доступны в виде жидкости, порошка, пасты и газа. Порошковый флюс посыпают на свариваемые поверхности или погружают в порошок присадочный стержень. На свариваемые поверхности распыляют жидкие и пастообразные флюсы. Газовые флюсы используются для создания инертной атмосферы вокруг свариваемого соединения.
НАПОЛНИТЕЛЬ:
Стержень, который обеспечивает дополнительный металл при завершении сварки, известен как наполнитель. Состав присадочного металла должен быть таким же, как у свариваемого металла.
Наконечники горелки:
Для разных видов работ используются разные насадки. Размер наконечника определяется диаметром выходного отверстия. В наконечниках также имеется более одного отверстия.
Наконечник навинчивается или устанавливается на переднем конце горелки.Очки:
Газовое пламя испускает световые и тепловые лучи высокой интенсивности, вредные для невооруженного глаза. Для защиты глаз от этих лучей используются защитные очки. Очки также защищают глаза от летящих искр.
Зажигалка:
Чтобы зажечь пламя, нужно дать искру от зажигалки. Нельзя использовать спички, так как есть риск обжечь руки.
Огнетушитель:
Огнетушители используются для предотвращения возгорания, которое может возникнуть случайно. Наполненные песком ковши и закрытые цилиндры всегда находятся наготове на случай таких происшествий.
- Дом
© acetylenegasplant.com Все права защищены.
Главная
О нас
Аксессуары
Отправить запрос
Об ацетилене
Описание процесса
Кислородно-ацетиленовая сварка
Химические вещества
Применение
Оборудование
Цилиндры
Безопасность
Следуйте за нами
Газосварочное и режущее оборудование: комплектующие, горелки, регуляторы Ацетиленовые запчасти, комплектующие, Miller, Smith, Victor
Газосварочное и режущее оборудование: комплектующие, горелки, регуляторы Ацетиленовые комплектующие, комплектующие, Miller, Smith, Victor | Сварщик питанияВсе категории/ Все сварочное оборудование/ Оборудование для газовой сварки и резки
Комплект снаряжения для газовой/кислородно-ацетиленовой горелки Газовые/кислородные регуляторы и датчики ацетилена Газовые/кислородно-ацетиленовые горелки, рукоятки и насадки Наконечники и шланги для газовой/кислородной резки ацетилена Принадлежности для газовой/кислородно-ацетиленовой сварки125 штук найдено
Регулятор двойного расходомера премиум-класса Miller-Smith
Виктор Подмастерье 450
Регулятор азота Miller-Smith Economy
Miller — Smith Complete Heavy Duty Outfit CGA 510
Костюм Victor Performer Medium Duty, 540/300
Комплект Victor Contender Heavy Duty, регуляторы 540/300 ESS3 EDGE
Victor Technologies Contender AF Heavy Duty Outfit
Большие режущие насадки Flametech Victor Style для ацетилена
Маленькие режущие насадки Flametech Victor Style для ацетилена
Экипировка Victor Medium Duty Super Range 350
MillerArgon, регулятор расходомера для калибровки углекислого газа или азота (с Ho…
Пластинчатый разрядник Smith® (набор) — крепление регулятора #H753
Разрядник обратного воспламенения Smith® (набор) — крепление горелки #H743
Комплект кислородно-ацетиленовой горелки средней мощности Harris HMD #4400366
Комплект кислородно-ацетиленовой горелки Harris HHD Heavy Duty Ironworker 510 #4400367
Комплект сварочной горелки средней мощности Harris HMD 4400369
Классическое режущее приспособление Harris для средних нагрузок, модель 72-3 #1300380
Harris Classic Ручка горелки, модель 85 #1401340
Режущая насадка Harris 6290 #1502171
Модель Harris 25GX-15-510 (CGA 510) #3000682
Модель Harris 25GX-15-540 (CGA 540) #3000681
Регулятор ацетилена модели Harris® 801 (CGA 510) 801-15-510 #3002193
Регулятор кислорода модели Harris® 801 801-100-540 #3002194
Комплект одноступенчатого расходомера аргона Harris®, модель 355-2AR-58010, для средних/тяжелых условий эксплуатации, с…
Среди нашего популярного оборудования для газовой сварки и резки:
- SomVictor Journeyman Edge 2. 0 Plus Оборудование для сварки и резки #0384-2101
- Виктор Подмастерье 450
- Костюм Victor Performer для средних нагрузок, 540/300
- Комплектация Victor Medium Duty Super Range 350
- CK Гибкая продувочная камера. #PC2000-24
Welders Supply Company предлагает широкий ассортимент высококачественных газовых сварочных аппаратов и оборудования для газовой резки по конкурентоспособным ценам для любого сварочного проекта. Совершайте покупки онлайн или посетите любое из наших 5 мест в Висконсине и Иллинойсе.
Ваш поставщик оборудования для газовой резки и сварки №1Являетесь ли вы любителем, работающим в гараже, или профессионалом, работающим на трансконтинентальном трубопроводе, Welders Supply Company предлагает необходимое оборудование по доступным ценам.
не бить. От пропановых и кислородно-ацетиленовых горелок и наконечников до газовых сварочных аппаратов и плазменных резаков — у нас есть все.Вот несколько линеек продукции, которые мы предлагаем:
- Victor
- Миллер
- Миллер/Смит
- Анкер
- Airco/Конкоа
- Тиллман
- WYPO
Лучшие цены онлайн и бесплатная доставка при заказе на сумму более 300 долларов
Перед оформлением заказа проверьте общую сумму. При общей покупке на сумму 300 долларов и более вы имеете право на бесплатную доставку в пределах континентальной части США. Нужно подобрать аксессуары для газовой резки или сварки? Это было бы хорошее время, чтобы сделать это.
Чтобы получить лучшие цены на оборудование и расходные материалы для газовой сварки известных брендов, покупайте Welders Supply Company в Интернете или в Берлингтоне, Белойте, Биг-Бенде, Кристал-Лейк, Рокфорде. По вопросам звоните по телефону 1-800-236-8825.
Избранное
Устойчивая к порезам перчатка Tillman для механиков
Просмотр продукта
Защитные очки Jackson Nemesis, дымчатые/зеркальные #25688
Посмотреть товар
Jackson Safety, наушники VIBE
Посмотреть продукт
Классическая серия Miller VS Black с ClearLight
Просмотр продукта
Зеленые рукава Tillman
Просмотр продукта
Противопожарная куртка Tillman
Просмотр продукта
Сопло Hypertherm Powermax 65/85/105 65A (5 шт.)
Посмотреть продукт
ECONOMY MESH — ПЕРЕДНИЙ ЗАЩИТНЫЙ ЖИЛЕТ НА КРЮЧКАХ И ПЕТЛЯХ
Просмотр продукта
Накладка для удара слева Tillman
Посмотреть продукт
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товара
Для просмотра полной функциональности сайта требуется JavaScript!Основы газовой сварки: преимущества, недостатки и области применения
Всякий раз, когда большинство людей думают о сварке, вероятно, первое, что приходит на ум, это газовая сварка.
Тем не менее, это не только одна из самых знаковых форм сварки в глазах общественности, но и одна из самых популярных во многих отраслях промышленности по всему миру.И по очень веской причине (ну, по причинам), как вы сейчас узнаете.
Здесь мы узнаем, что такое газовая сварка, и узнаем, почему она до сих пор остается одной из самых важных форм сварки во всем мире.
Проще говоря, газовая сварка — это процесс использования тепла, выделяющегося при сжигании горючего газа (например, ацетилена), для резки и/или соединения металлов. Газовая сварка является одним из наиболее важных видов сварки из-за области ее применения.
Это одна из старейших форм тепловой сварки, которая до сих пор используется во многих отраслях промышленности.
Источник: Marco d’Itri/Wikimedia CommonsПричина, по которой этот метод сварки все еще очень популярен, заключается в простоте его использования и низкой стоимости. Выполнение сварочного процесса с помощью газовой сварки относительно просто и не требует наличия опытных сварщиков.
При использовании такого топлива, как ацетилен, температура пламени может достигать чуть более 5700°F (3200°C). Эта температура ниже той, которую мы получаем от аппарата дуговой сварки, но упомянутые ранее преимущества перевешивают этот недостаток при различных видах ремонтно-строительных работ.
При сварке металлов с использованием газосварочного оборудования горючие газы смешиваются с кислородом для получения концентрированного пламени при высокой температуре. Это пламя попадает непосредственно в зону сварки и расплавляет рассматриваемые материалы (часто, но не всегда, с добавлением присадочного материала).
Расплавленная часть каждого куска металла образует нечто, называемое расплавом или сварочной ванной, где жидкие металлы диффундируют друг в друга и после охлаждения образуют прочное соединение. Эта форма сварки может использоваться для многих распространенных типов металлов.
Завершение сварки требует, чтобы сварщик медленно удалял пламя из соединения, давая ему время затвердеть без окисления.
Чаще всего кислород смешивают с такими газами, как ацетилен, водород, пропилен, бутан и другими. Выбор газа, используемого для сварки, зависит от типа проекта, стоимости и контроля пламени.
Самый популярный
Источник: stafichukanatoly/PixabayНаиболее часто используемым топливным газом для газовой сварки является ацетилен. Фактически, это настолько популярно, что термин газовая сварка нередко заменяется кислородно-ацетиленовой сваркой, в зависимости от используемого топлива.
О некоторых основных компонентах системы газовой сварки вы, наверное, уже догадались, но какие еще детали потребуются?
Давайте посмотрим.
- Топливный баллон: Одной из наиболее важных частей системы газовой сварки, безусловно, является топливный газ. Обычно его хранят в каком-нибудь цилиндре. Цилиндр герметичен и изготовлен из толстолистовой стали, чтобы сжатое топливо не ослабило цилиндр. Эти цилиндры обычно окрашены в темно-бордовый цвет.
- Кислородный баллон. Еще одним важным компонентом системы газовой сварки является постоянная подача чистого кислорода. Кислородный баллон содержит сжатый кислород, необходимый для сварки. И кислородный, и топливный баллоны выдерживают давление соответствующих газов. Обычно, но не всегда, они окрашены в черный цвет.
- Регулятор давления: Поскольку и топливный, и кислородный газы хранятся под высоким давлением, для безопасного использования в процессе сварки требуется какой-либо метод снижения давления. Вот тут-то и пригодится регулятор давления. Обычно это устройство помогает подавать кислород при постоянном давлении от 70 до 130 кН/м2, а подачу газа — от 7 до 103 кН/м2.
- Регулирующие клапаны: Оба газа имеют отдельные регулирующие клапаны. Регулирующий клапан используется для контроля количества газа, выходящего из баллона. Регулирующие клапаны также имеют решающее значение для контроля соотношения топлива и кислорода.
- Смесительная камера: Это устройство используется, как следует из названия, для безопасного смешивания топлива и окислителя. Регулирующие клапаны используются для регулирования потока газов из цилиндра в камеру смесителя.
- Сварочная горелка: это рабочий конец газосварочного оборудования. Обычно он содержит камеру смесителя и контрольные значения. На другом конце горелки находится сопло, в котором топливно-кислородная смесь сгорает вместе для удобства применения сварщиком.
Как упоминалось ранее, газовая сварка является очень популярным видом сварки. Но почему?
Это потому, что у него есть очень явные преимущества перед конкурентами. К ним относятся, но не ограничиваются:
- Может использоваться для соединения различных типов металлов: — Газовая сварка может использоваться для сварки черных и цветных металлов. Это одна из его самых сильных сторон по сравнению с другими процессами сварки.
- Не требует использования электричества: — Когда мы сравниваем газовую сварку с другими популярными методами сварки, такими как дуговая сварка, газовая сварка, газовая сварка не требует электричества для работы. Следовательно, вы можете использовать газовую сварку в местах, где нет доступа к электричеству.
- Дешевое Стоимость оборудования: Начальный необходимый капитал для газовой сварки очень низок по сравнению с другими формами сварки. Для некоторых приложений это очень удобно.
- Не требует специального труда: газовая сварка не требует узкоспециализированного труда. Это облегчает поиск газосварщиков, а также снижает стоимость рабочей силы.
- Оборудование для газовой сварки очень портативное: всю установку для газовой сварки относительно легко поднимать и перемещать, в отличие от некоторых других видов сварки.
Хотя газовая сварка имеет некоторые ощутимые и важные преимущества по сравнению с другими формами сварки, она не идеальна. Некоторые из его недостатков включают, но не ограничиваются:
- Не подходит для толстых секций.
- Газовая сварка, как правило, обеспечивает низкое качество поверхности. Это означает, что его сварные швы обычно нуждаются в отделке после сварки, если важна эстетика.
- Нельзя использовать для высокопрочной стали. Это связано с тем, что зона нагрева по самой своей природе может влиять на механические свойства исходных металлов.
- Медленная скорость нагрева и соединения металлов по сравнению с другими видами сварки.
- Не может достичь температур дуговой сварки
- Не имеет специальной системы защиты от флюса. Это может привести к очень серьезным дефектам сварки.
Газовая сварка используется в различных отраслях промышленности. Вот некоторые из наиболее распространенных.
- Ремонтные работы: Одним из наиболее распространенных применений газовой сварки являются ремонтные работы.
- Изготовление листового металла: Листовой металл от тонкого до среднего легко сваривается с помощью газовой сварки.
- Авиационная промышленность: кислородно-ацетиленовая сварка обычно используется для соединения различных деталей самолетов.