Ацетиленовая сварка для начинающих
Газовая или ацетиленовая сварка подразумевает наличие двух компонентов сразу ацетилена (C2h3) и кислорода (O2), хотя в некоторых случаях вместо C2h3 применяют водород, пропан или бутан. Действует это так: когда факел от горения смешанных веществ оплавляет края стыкуемых элементов и присадочного материала, образуется жидкая сварочная ванна, которая после остывания образует шов. Диаметр присадочного прутка подбирают в соответствии с толщиной обрабатываемого металла. На сегодняшний день метод кислородно-ацетиленовой сварки широко применяется в машиностроении, авиации, судостроении, а также на любых мелких и крупных предприятиях лёгкой и тяжелой промышленности.
В процессе работы с ацетиленовой горелкойИсточник svarkaved.ruТехнология газовой сварки
Как уже было сказано, сварка ацетиленом и техническим кислородом осуществляется путем смешивания этих газов (C2h3 хорошо горит, а O2 – идеально поддерживает горение) и воспламенения для нагрева обрабатываемых поверхностей.
- Образующийся в генераторе C2h3 имеет малое давление на выходе из резервуара, но его подхватывает струя кислорода и увлекает в горелку.
- Когда сварщик поджигает смесь у сопла, у него есть возможность регулировать мощность факела барашковым краном, отвечающим за подачу кислорода, поддерживающего процесс горения.
4 вида сварки труб: какой выбрать для трубопровода и чем они отличаются
Если для ацетиленовой сварки кислород поставляется с завода в баллонах под давлением, то C2h3 чаще всего производится непосредственно на рабочем месте в генераторе. Для этого используют карбид кальция(CaC2), который продается в большинстве строительных магазинов и обычную питьевую или техническую воду. В процессе протекания реакции смесь разлагается на C2h3 и Ca(OH)3 (гашеную известь).
Как научиться варить газосваркой, ацетиленом.
Внимание! Кислород в баллонах всегда МАСЛООПАСЕН! Поэтому погрузка и разгрузка резервуаров в рукавицах, пропитанных маслом, категорически запрещена. Также нельзя пользоваться промасленной ветошью для протирки баллонов с O2 – это приведёт к взрыву со всеми вытекающими последствиями!
Как создается давление
1 – генератор; 2 – кислоррод; 3 – редуктор; 4 – шланг; 5 – горелка; 6 – присадочный пруток; 7 – заготовкаИсточник mechanicinfo. ru
ruДавайте подробнее разберемся, как работает сварка ацетиленом и кислородом при помощи принципиальной схемы, которую вы видите на верхнем изображении. Кислород привозят на производство в стальных баллонах, выкрашенных в синий цвет, где он содержится под давлением до 150 атмосфер или 1,52 МПа (как кто привык). Эти резервуары заправляют на специальных заводах, которые есть по всей стране. Такая доставка, как правило, осуществляется не напрямую, например, на материальный железнодорожный склад (МЧ) с завода приходит вагон с баллонами. Оттуда его разбирают ЖД организации типа ТЧ, ВЧД, НГЧ, ШЧ, ПЧ, ЭЧ, то есть предприятия, ответственные за движение поездов. Карбид, кстати, получают по такой же схеме, поэтому крупным предприятиям/компаниям намного проще справляться с обеспечением.
Для подключения ацетиленовой сварки на баллон с кислородом сварщик устанавливает редуктор, который понижает давление со 150 на 3-10 атмосфер и дальше газ направляется к горелке. По другому шлангу в это время к горелке движется ацетилен.
Примечание: для сварки ацетиленом C2h3 не всегда вырабатывают непосредственно на рабочем месте в генераторе из воды и карбида кальция. В некоторых ситуациях газ заказывают на заводе, и он поступает по назначению в баллонах белого цвета.
Как грамотно заварить чугун электросваркой
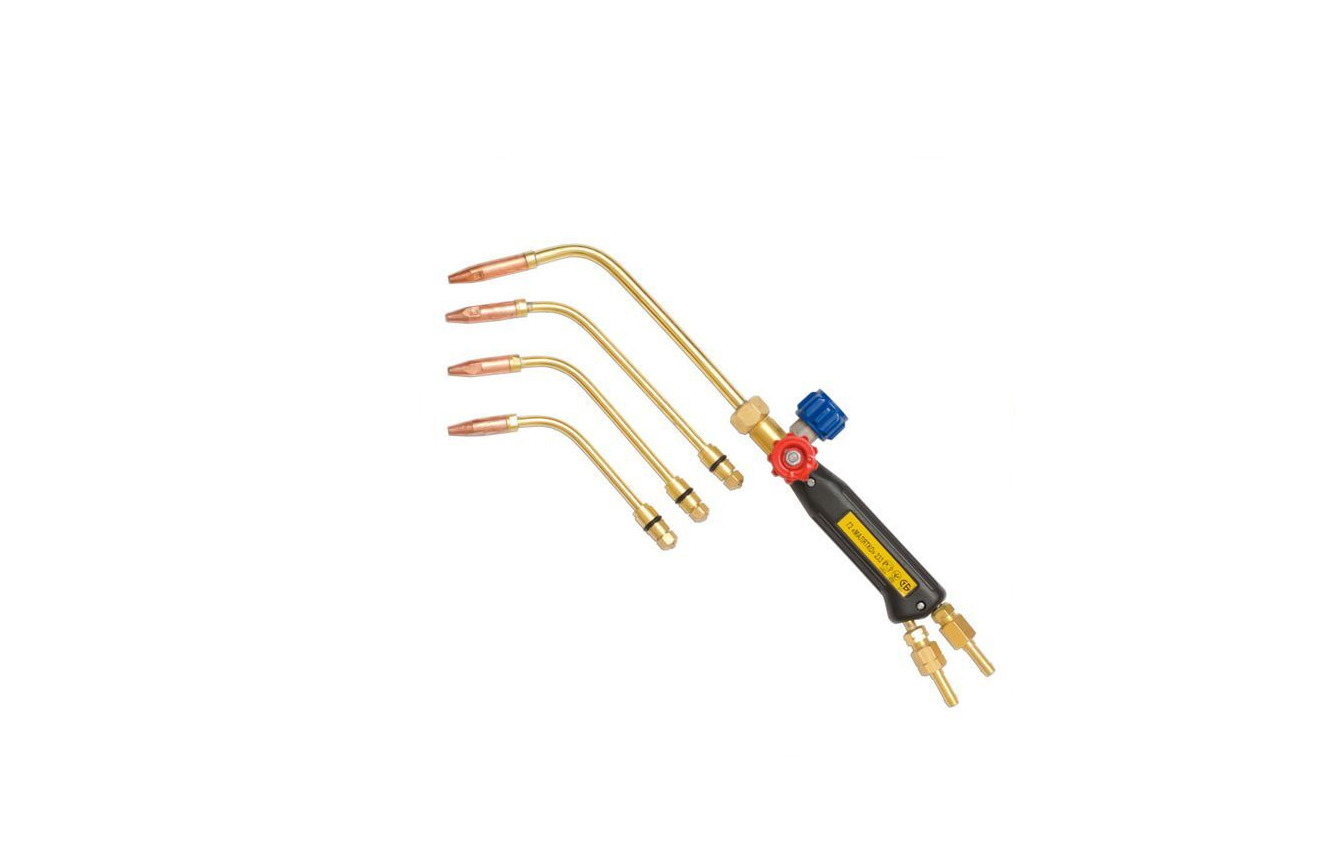
Горелка
1, 2 – штуцеры; 3, 4 – краны; 5 – сопло горелкиИсточник mechanicinfo.ruРегулировка пламени
1-ядро; 2-восстановительная зона; 3-факел пламениИсточник svarkka. ru
ruКачество кислородно-ацетиленовой сварки по большей мере зависит от сложного состава языка пламени, которое горит у сопла горелки. То есть, регулировка количества подачи C2h3 и O2 не предусмотрена каким-то автоматическим способом: она осуществляется только вручную. Профессиональный сварщик, хорошо зная устройство горелки и необходимую цветовую гамму факела, быстро справляется с настройками и получает качественный шов.
Создан нейтральный сварочный факелИсточник youtu.beЯдро факела имеет форму правильного конусного цилиндра, вокруг которого обвивается оболочка кислорода. Если O2 убрать вообще или хотя бы частично, то пламя потеряет температуру и будет коптить, что приведёт к созданию шва низкого качества – это вызовет науглероживание. Если же кислорода будет больше, чем в нейтральном состоянии то это приводит к окислению, но в таком случае, температура факела увеличится, поэтому таким методом режут металл.
Это интересно: горелку для ацетиленового вида сварки иногда называют резаком, а сварщиков – резчиками. Это неудивительно, так как на некоторых предприятиях даже есть вакансия «резчик металла», куда требуются именно газосварщики.
Газосварка: первые шаги.
Правый и левый методы сварки
Пламя движется слева направо впереди присадочного пруткаИсточник youtu.beСварка ацетиленом и кислородом осуществляется левым и правым методами – это вовсе не жаргон, а предусмотренное и утвержденное ГОСТом правило. Если горелка перемещается слева направо (ориентируетесь по своим рукам) впереди присадочного прутка, то есть, пруток как бы подталкивает факел, то это правый способ. При левом способе действие производится наоборот — справа налево, где сварочный пруток как бы убегает от горелки.
Нельзя сказать, что качество соединения одним методом лучше, нежели другим, но правый способ применяется для металла толще 5 мм. Однако левый метод получается лучше с эстетической точки зрения – сварщик постоянно наблюдает шов и может добиться его постоянной ширины и толщины. А ешё левый вариант позволяет пламени как бы разливаться по металлу и это в значительной степени снижает риск пережога заготовки. Движение мундштука осуществляется строго по одной линии. А вот пруток движется не только прямо, но и совершает колебательные движения в стороны – это позволяет создать более прочный шов.
Особенности автоматической сварки под флюсом
Наклон мундштука
Наклон мундштука зависит от разных факторовИсточник oitsp.ruТеперь рассмотрим, как варить ацетиленом с учетом зон пламени и наклона форсунки (сопла) горелки. Ручной способ сваривания предусматривает направление факела так, чтобы оплавляемые края находились в восстановительной зоне пламени, но при этом на 2-6 мм не доставали до конца ядра.
Угол наклона сопла горелки зависит от толщины металла и его показателей теплопроводности. Например, для стальных заготовок 1-3 мм толщиной угол горелки будет составлять 20-30°, а для стали 3-5 мм — 30-40°. В самом начале сварки для прогрева кромок устанавливают наибольший угол горелки для прямого попадания огня в зону нагрева, но потом этот угол постепенно уменьшают до номинального показателя. В конце шва наклон минимизируют, чтобы заполнить кратер и предупредить пережог металла.
Ацетиленовая сварка.
Что нужно для газовой сварки
Оборудование для газовой сваркиИсточник prosvarku.infoЧтобы воспользоваться сваркой металла ацетиленом, необходимо иметь следующий комплект оборудования:
- ацетиленовый генератор или баллон с другим горючим газом;
- баллон с техническим кислородом;
- редукторы: один для кислорода, другой для ацетилена;
- сварочную горелку с набором сменных наконечников;
- два шланга для подачи O2 и C2h3;
- комплект инструментов из газового и разводного ключа;
- очки с защитными стеклами;
- спецодежду для сварщика.


Аппарат для аргонной сварки: какой выбрать
Заключение
Кислородно-ацетиленовая сварка — Энциклопедия по машиностроению XXL
Качество соединения ниже, чем при электроду-говой сварке. Кислородно-ацетиленовую сварку используют преимущественно для соединения деталей из углеродистых сталей в мелкосерийном производстве, а также в полевых условиях. [c.163]При электродуговой сварке ниобий в виде порошкообразного феррониобия вводят во флюсующие обмазки и при сварке он переходит в наплавленный металл. При кислородно-ацетиленовой сварке особенно тонких листов пламя должно быть нейтральным или слегка восстановительным во избежание, с одной стороны, выгорания ниобия, а с другой, — при избытке ацетилена — науглероживания сварного шва. Избыток ацетилена крайне вреден при сварке, так как приводит к связыванию ниобия в карбиды и не устраняет склонности стали к межкристаллитной коррозии
[c.352]
Избыток ацетилена крайне вреден при сварке, так как приводит к связыванию ниобия в карбиды и не устраняет склонности стали к межкристаллитной коррозии
[c.352]
Газовая сварка. Кислородно-ацетиленовую сварку применяют для сварки изделий и тонких листов (толщиной до 1,3 мм), поперечных швов труб и для подварки сварочных и других дефектов. Горелки при этой сварке берут на номер меньше, чем при сварке углеродистой стали (табл. 230). [c.728]
Кислородно-ацетиленовая сварка алюминия [c.149]
Наиболее распространенным способом газовой сварки является кислородно-ацетиленовая сварка. Ацетилен для сварки получают на месте работы разложением карбида кальция водой или доставляют в баллонах. Ацетиленовые баллоны заполняются пористой массой (активированным углем, пемзой или инфузорной землей), пропитанной ацетоном, хорошо растворяющим ацетилен. В таком виде ацетилен взрывобезопасен при хранении и употреблении. Кислород для сварки поставляется в баллонах под давлением 150 кгс/см . [c.156]
[c.156]
Структурные изменения в зоне термического влияния в значительной степени зависят от вида сварки. При кислородно-ацетиленовой сварке зона термического влияния составляет 30… 32 мм, электродуговой — 10… 12 мм, аргонно-дуговой 3. .. 4 мм. В известной степени снижение прочностных характеристик металла в зоне термического влияния сварного щва может быть снято или ослаблено до безопасного за счет сопутствующей или последующей термической обработки. [c.166]
Арматура (лазы, люки, смотровые окна, штуцеры) приваривается к корпусу и крышке аппаратов кислородно-ацетиленовой сваркой. [c.127]
В процессе изготовления конструкции с использованием сварки плавлением источник теплоты в большинстве случаев передвигается вдоль свариваемого изделия, что позволяет сваривать объекты с неограниченными размерами. Сварку плавлением, в том числе и электрическую, ранее называли автогенной — самопроизвольной сваркой. Затем этот термин начал применяться для обозначения кислородно-ацетиленовой сварки. Сейчас он почти не применяется.
[c.12]
Сейчас он почти не применяется.
[c.12]
При сварке трубопроводов применяют ручную электродуговую сварку, а для труб диаметром до 76 мм — комбинированную (аргонодуговую и электродуговую) или газовую (кислородно-ацетиленовую) сварку. [c.198]
Дуговая сварка плавящимся электродом а) электроды с органикой в покрытии (ЦМ-7) б) электроды без органики (ЦУ-1), влажность покрытия 0.1%………… в) то же влажность покрытия 4,25%. . . Дуговая сварка в углекислом газе. …. Автоматическая сварка под флюсом. …. Газовая (кислородно-ацетиленовая) сварка . . 15,00 2,15 6,17 0,04 4,40 5,00 [c.220]
Кислородно-ацетиленовая сварка успешно применяется для ремонта (заварки) трещин в чугунных картерах. В одном случае трещина была тщательно разделана и в подшипники была установлена старая ось, обработанная до нужного размера для поддержания параллельности. Затем картер был окружен отражательными печами и предварительно нагрет пламенем древесного угля. После этого началась сварка и продолжалась до окончания работы, затем деталь была вновь нагрета, чтобы устранить слишком быстрое остывание.
[c.284]
После этого началась сварка и продолжалась до окончания работы, затем деталь была вновь нагрета, чтобы устранить слишком быстрое остывание.
[c.284]
Сварку труб систем смазки, как правило, производят кислородно-ацетиленовым пламенем. Трубы сваривают встык, подготовку кромок под сварку выполняют на специальных станках или (при небольшом объеме работ) вручную напильником. [c.240]
По технике сварки газопрессовые станки близки к стыковым электросварочным машинам, но обладают следующими преимуществами а) независимостью от источников питания электроэнергией б) при небольшом весе большой мощностью, которую развивает кислородно-ацетиленовая установка в) простотой технологического процесса и обслуживания г) простыми зажимными устройствами, не требующими подвода тока и очистки поверхности детали. [c.204]
Химическая сварка в свою очередь делится на газовую (кислородную — ацетиленовую), термитную (алюминиевый и магниевый термит) и сварку водяным газом.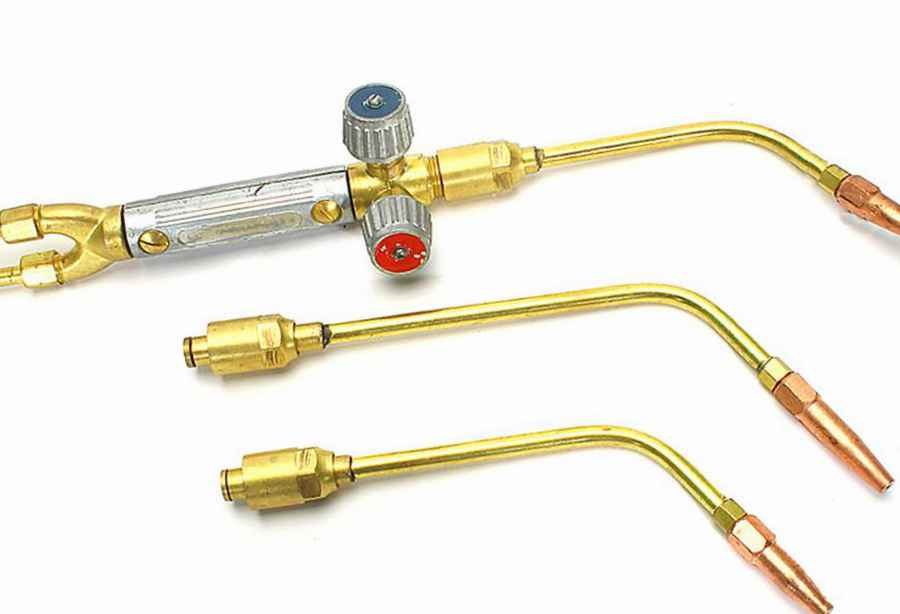 К последнему виду сварки относится также резка и сварка металла, основанная на применении паров жидкого горючего (бензорезами, керосинорезами).
[c.51]
К последнему виду сварки относится также резка и сварка металла, основанная на применении паров жидкого горючего (бензорезами, керосинорезами).
[c.51]
Газовая сварка. При газовой сварке нагревание свариваемых деталей производится пламенем горящей смеси газов ацетилена и кислорода, выходящих из специальной сварочной горелки, в которой происходит также смешение этих газов. На фиг. 3-12 приведена схема устройства сварочной горелки. Температура кислородно-ацетиленового пламени достигает 3 100—3 200° С, поэтому этим пламенем свободно можно сваривать и резать сталь, бронзу и прочие металлы. [c.33]
Подогрев может производиться паяльной лампой, газовой (кислородно-ацетиленовой и др.) горелкой, резаком или в печи любого типа, при условии последующего поддержания температуры во время сварки. [c.628]
Для крупных деталей иногда применяется процесс пайки, называемый сварка бронзой . В этом случае припоем служат латунные стержни, нагрев изделия производится кислородно-ацетиленовой горелкой. Сначала сю подогре-
[c.115]
Повышенная склонность сварочных швов алюминиевых сплавов к пористости обусловлена значительной разницей в растворимости водорода в жидком и твердом алюминии. Эффективным методом предотвращения развития пористости в швах из сплавов типа магналий, легированных >4% Mg, является введение в них ок. 0,01—0,005% Бе. Высокие а и А, алюминиевых сплавов способствуют большой склонности их к короблению при сварке, особенно в кислородно-ацетиленовом пламени. [c.143]
Сварка и наплавка деталей из чугуна. При восстановлении чугунных деталей (а также деталей из углеродистых сталей толщиной менее 3 мм) применяется главным образом газовая сварка. Сварочный шов получают, используя присадочный материал в виде прутков или проволоки. Сварка чугуна ведется кислородно-ацетиленовым пламенем с небольшим избытком ацетилена (пламя получается восстановительное). Чтобы предохранить расплавленный металл шва от окисления, применяют флюсы. [c.82]
[c.82]
Установка торцевых заглушек. Если заливная труба не выполнена как единое целое с торцевой заглушкой, то сначала производится ее сварка с заглушкой. Торцевые заглушки с заливной трубой или без нее обычно привариваются к концам тепловой трубы. Необходимо обеспечить соединение при высоком качестве сварного шва, так как наличие пор или раковин в шве может привести к утечкам теплоносителя. Для минимизации возможностей такого дефекта необходимо провести проверку качества шва и убедиться в герметичности соединения. Применяется несколько методов сварки. Однако обычно не рекомендуется применять газовую сварку, в частности кислородно-ацетиленовую, из-за необходимости использования флюса. Кислород и сварочные (наплавные) металлы могут снова загрязнить очищенные части. Было установлено, что наиболее подходящими видами сварки является сварка вольфрамовым электродом в атмосфере инертного газа [c.173]
Техника выполнения аргоно-ду-говой сварки имеет много общего с кислородно-ацетиленовой. [c.549]
[c.549]
Нагрев кислородно-газовым пламенем, преимущественно кислородно-ацетиленовым, широко применяется для твёрдой пайки главным образом узлов деталей с местными соединениями. Для пайки используются обычные сварочные горелки (типа СУ или СГМ, см. Газовая сварка стр. 538) или специальные горелки с расширенным мягким факелом пламени. В последнее время выпущены горелки для пайки, работающие на кислородно-керосиновой смеси. Кислородно-газовый нагрев удобен своей универсальностью, простотой приёмов, производительностью и возможностью автоматизации. [c.558]
Обрабатываемость режущим инструменто.м хорошая. Сплав МЛ2 хорошо> сваривается кислородно-ацетиленовой сваркой под флюсом ВФ 15В, содержащим—25% Мв р2 33% Вар2 12% aFj 19% LiF 5% Na.iAloF и 3% MgO. Хорошо-поддается точечной электросварке и аргоно-дуговой сварке. [c.143]
Линейная усадка 1,2—1,3%. Объемная усадка от температуры 800 до температуры солпдуса 5,45%. То же от температуры солидуса до температуры ликвидуса 3,77%. Склонность к образопанию микрорыхлоты 2 условных единицы. Минимальная толщина стенок при лптье о песчаные формы 4 лш. Обрабатываемость сплава режущим инструментом отличная. Аргоно-дуговой сваркой и кислородно-ацетиленовой сваркой сплав сваривается удовлетворительно.
[c.150]
Объемная усадка от температуры 800 до температуры солпдуса 5,45%. То же от температуры солидуса до температуры ликвидуса 3,77%. Склонность к образопанию микрорыхлоты 2 условных единицы. Минимальная толщина стенок при лптье о песчаные формы 4 лш. Обрабатываемость сплава режущим инструментом отличная. Аргоно-дуговой сваркой и кислородно-ацетиленовой сваркой сплав сваривается удовлетворительно.
[c.150]
Объемная усадка от температуры 800° до температуры солидуса 4,71%. То же от температуры солидуса до температуры ликвидуса 3,6%. Склонность к образованию микрорыхлоты 3 условных единицы. Минимальная толщина стенки при литье в песчаные формы 3 мм. Обрабатываемость сплава режущим инструментом отличная. Аргоно-дуговой и кислородно-ацетиленовой сваркой сплав сваривается удовлетворительно. [c.152]
Возможно введение циркония при помощи шлак-лигатуры магния с цирконием. Температура литья 730—760° С. Жидкотекучесть по длине прутка 290 мм. Гррячеломкость по ширине кольца 20,0 мм. Линейная усадка 1,2—1,3%. Минимальная толщина стенок при литье в песчаные формы 4 мм. Обрабатываемость режущим инструментом отличная. Сплав удовлетворительно сваривается ар-гоно-дуговой и несколько хуже кислородно-ацетиленовой сваркой. Сравнительно со сплавом МЛ5 свариваемость сплава МЛ 11 худшая.
[c.155]
Линейная усадка 1,2—1,3%. Минимальная толщина стенок при литье в песчаные формы 4 мм. Обрабатываемость режущим инструментом отличная. Сплав удовлетворительно сваривается ар-гоно-дуговой и несколько хуже кислородно-ацетиленовой сваркой. Сравнительно со сплавом МЛ5 свариваемость сплава МЛ 11 худшая.
[c.155]
При кислородно-ацетиленовой сварке сталь типа 18-8 с Nb показывает лучшие результаты. Присутствие ферритной составляющей уменьшает склонность хромоникелевых сталей к растрескиванию, но ее количество должно быть порядка 5—15%. В этом случае отливк и сварные детали наряду с хорошей прочностью в сварных швах и отсутствием трещин обладают хорошими сопротивлением коррозии и высокой вязкостью. [c.353]
Отметим, что в местах кислородно-ацетиленовой сварки листов магния мы заменяли флюс на основе хлоридов, которые являлись источником коррозии, флюсом на основе фторидов, имеющих удовлетворительные капиллярные свойства, плотность, плавкость и обладающих эффектом замедления коррозии.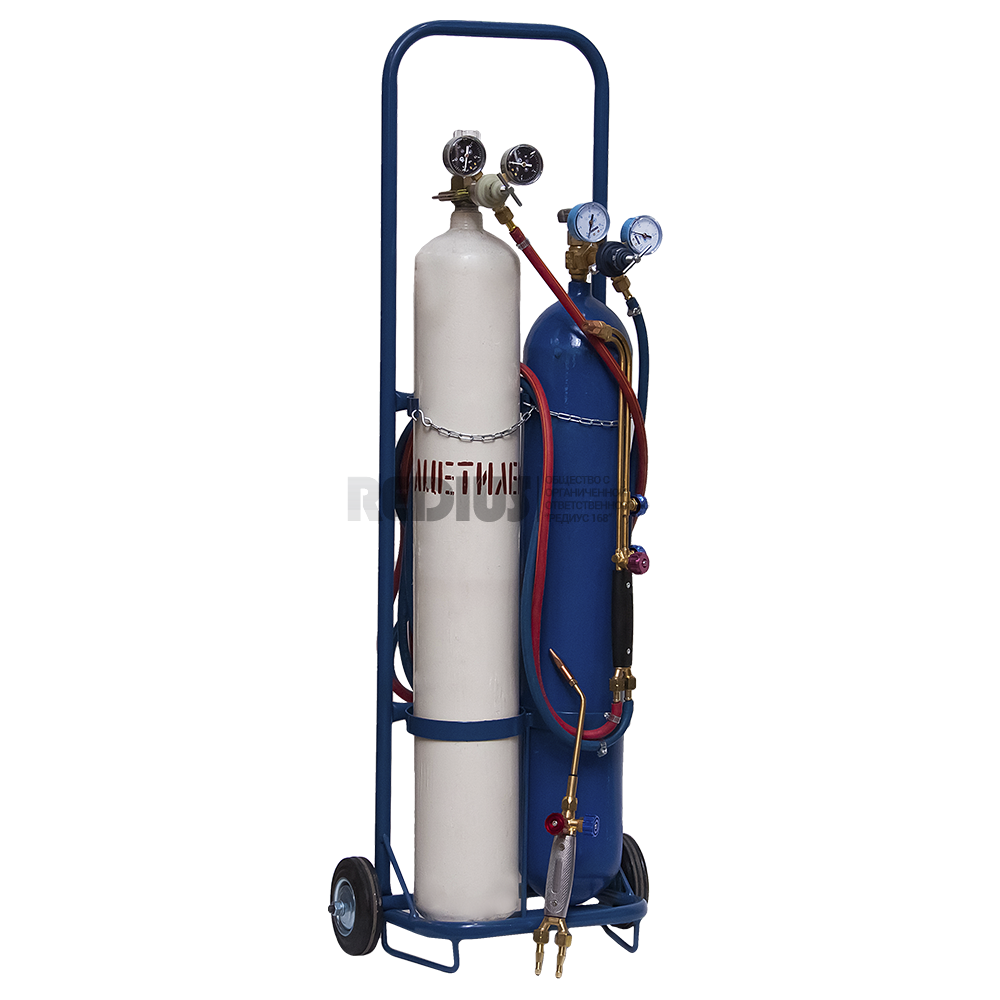 Состав был следующий 55% LiF, 15% Mgp2, 15% AIF3, 15% (мол.) Srp2. Температура плавления была 550° С. Места сварки, за исключением включений, были неповрежденными и обладали хорошими механическими свойствами.
[c.51]
Состав был следующий 55% LiF, 15% Mgp2, 15% AIF3, 15% (мол.) Srp2. Температура плавления была 550° С. Места сварки, за исключением включений, были неповрежденными и обладали хорошими механическими свойствами.
[c.51]
Кислородно-ацетиленовая сварка 136 Жишечная палочка 52 Клапан всасывающий 36, обратный 111 приемный 58 Коагулянт 158 Коагуляция в )ды 155 Ковш, ковшевые водозаборы 37 Колебания расхода воды 213 Коли-тест 152 Коли-титр 132 Коллектор 277 Колодцы береговые 30 [c.287]
При сварке трубопроводов применяют ручную элек-тродуговую сварку, а для труб диаметром дд 76 мм — газовую (кислородно-ацетиленовую) сварку. [c.150]
Этот способ применяют при сварке никеля, медноникелевых сплавов и (ограниченно) других сплавов никеля. При кислородно-ацетиленовой сварке нпкеля и меднонпкелевых сплавов необходимо поддерживать нормальное пламя, так как избыток кислорода вызывает окисление расплавленного металла и хрупкость допускается применять пламя с небольшим избытком ацетилена. Однако значительный избыток ацетилена может явиться причиной появления пористости и хрупкости металла шва. При сварке сплавов, содержащих хром, пламя должно быть более восстановительным, но не настолько, чтобы науглероживать наплавленный металл, насыщать его водородом, закисью углерода и другими газами.
[c.183]
Однако значительный избыток ацетилена может явиться причиной появления пористости и хрупкости металла шва. При сварке сплавов, содержащих хром, пламя должно быть более восстановительным, но не настолько, чтобы науглероживать наплавленный металл, насыщать его водородом, закисью углерода и другими газами.
[c.183]
Атомпо-вояородная сварка представляет собой электрохимический вариант сварки плаллением На фиг. 134 представлена схема процесса сварки. Расплавление основного и присадочного металла происходит главым образом аа счет тепла электрической дуги и рекомбинации водорода, предварительно диссоциированного вблизи столба независимой дуги между двумя вольфрамовыми электродами. Дополнительный тепловой эффект сгорания молекулярного водорода в наружной зоне пламени и тепловое излучение дуги по сравнению с термическим эффектом рекомбинации незначительны. Температура веерообразного атомно-водородного пламени составляет около 3700° С. По степени концентрации тепла атомно-водородная сварка занимает промежуточное положение между кислородно-ацетиленовой сваркой и сваркой вольфрамовым электродом в среде инертных газов. [c.473]
[c.473]
Кислородно- ацетиленовым пламенем Электродуго-вая сварка угольным электродом Электродуго-вая сварка металлическим электродом твердым прппоем МЯГКИМ припоем [c.207]
Газопламенную сварку алюминия ведут кислородно-ацетиленовым пламенем при соотношении O2/G2h3 = 1,1…1,2. По отношению к алюминию все зоны пламени имеют окислительный характер. Для защиты от окисления и для удаления окисной пленки применяют флюсы на основе хлоридов и фторидов натрия, калия и лития, например флюс АФ-4А. Флюс разводят в воде непосредственно перед сваркой, а затем наносят в виде пасты на кромки детали и на конец присадочного прутка. Мощность пламени (л/ч) выбирают в зависимости от толщины S (мм) свариваемого металла М = (100… 150)5. [c.198]
СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ. Алюминий и его сплавы соединяются раз-.чичными способами сварки плавлением — алектродуговой, кислородно-ацетиленовой, а также электроконтактной. На поверхности алюминиевых сплавов всегда имеется тонкая пленка тугоплавкого плотного окисла AI2O3 I г°д=2050 ]. Она затрудняет возбуждение дуги, препятствует сплавлению кромок, адсорбирует влагу, способствует образованию пористости и уменьшению герметичности соединений. Сварку плавлением производят в среде инертных газов, а окисную пленку перед сваркой тщательно удаляют с поверхности соединяемых кромок и присадочного материала. Кислородно-ацетиленовая С. а. с. производится с применением флюсов, а дуговая сварка — с применением обмазанных электродов. Однако соединения, выполпенные с применением флюсов и обмазок, содержащих хлористые соли щелочных металлов, имеют пониженную коррозионную стойкость.
[c.143]
Высокая активность магния по отношению к О2 (при наг])еве до темп-ры плавления пли близкой к ней возможно загорание) вызывает необходимость защиты инертными газами зоны нагреваемого при сварке металла, особенно в жидком состоянии. Осн. способы С. м. с. сварка плавлением (гл. обр. дуговая сварка вольфрамовым электродом в аргоне, а также плавящимся электродо.
 м, реже газовая — кислородно-ацетиленовая), различные виды контактной сварки.
[c.147]
м, реже газовая — кислородно-ацетиленовая), различные виды контактной сварки.
[c.147]Сварка, ацетиленовая — Справочник химика 21
Этим пользуются ДЛЯ сварки ( ацетиленовая сварка ) и резки металлов. [c.81] Алкины образуют еще один ряд ненасыщенных углеводородов. В молекулах этих соединений имеется одна или несколько тройных углерод-углеродных связей. Простые алкины имеют общую эмпирическую формулу С Н2 2- Простейший представитель ряда алкинов, ацетилен, обладает высокой реакционной способностью. При горении ацетилена в токе кислорода в так называемой кислородно-ацетиленовой горелке образуется пламя с очень высокой температурой, приблизительно 3200 К (см. разд. 21.4). Кислородно-ацетиленовые горелки широко используются при сварке, где требуются высокие температуры. Алкины вообще очень реакционноспособные вещества. Вследствие этого они не столь широко распространены в природе, как алкены, однако являются важными промежуточными продуктами во многих промышленных процессах. [c.416]
[c.416]
Рекомендуемый сортамент электродной и сварочной проволоки для дуговой и ацетиленовой сварки цветных металлов и сплавов [c.90]
Ацетилен применяют для сварки и резки металлов. Температура пламени ацетиленовой горелки 3500°С. [c.336]
Все эти эффекты интенсивно исследуют. Результаты исследований служат фундаментом для создания большого количества новых высокоэффективных технологических процессов. Речь идет прежде всего о сверлении тонких отверстий, пайке и плавлении некоторых непрозрачных для лазерного излучения тугоплавких материалов, обработка которых обычными способами (газовая и дуговая сварка, кислородное и ацетиленовое пламя, электронный и ионный пучок) затруднена или невозможна. [c.439]
А. применяют для сварки и резки металлов (максимальная температура кислородно-ацетиленового пламени 3150° С), лроизводства каучука, винилхлорида, ацетальдегида, акрилонитрила, простых и сложных виниловых эфиров, различных растворителей, ароматических углеводородов и др. [c.36]
[c.36]
Кислород применяется для резки и сварки металлов (ацетиленово-кислородные и водородо-кислородные горелки) для плавления кварца и получения искусственных драгоценных камней и др. Кислород, или обогащенный кислородом воздух, находит большое применение в черной и цветной металлургии, в доменном процессе, в сталеплавильном производстве, в газогенераторах. Благодаря увеличению концентрации кислорода химические процессы протекают с большими скоростями, что приводит к интенсификации различных производств, потребляющих кислород. [c.560]
При горении ацетилена в токе кислорода развивается очень высокая температура (около 3000 °Q, что широко используют для так называемой ацетиленовой сварки. [c.308]
Применение кислорода. Получаемый в промышленности кислород часто применяют для сжигания в нем различных газов, например ацетилена и водорода (в специальной горелке, состоящей из двух трубок, вставленных одна в другую). Температура ацетиленово-кислородного пламени достигает 3000 °С, в нем плавится железо это пламя применяют для автогенной сварки, резания и сверления металлов. [c.377]
Температура ацетиленово-кислородного пламени достигает 3000 °С, в нем плавится железо это пламя применяют для автогенной сварки, резания и сверления металлов. [c.377]
Кислородно-ацетиленовые горелки используются при резке и сварке металлов. Благодаря своей ненасыщенности ацетилен используется как исходное вещество при получении различных органических соединений. Однако здесь ацетилен вытесняется более дешевым этиленом. В промышленности ацетилен получают из природного газа. Главным продуктом неполного сгорания метана, основного компонента природного газа, является ацетилен [c.594]
При газосварочных работах переносные ацетиленовые генераторы для работы следует устанавливать на открытых площадках на расстоянии не ближе 10 м от места сварки, от открытого огня и т. д. Временно их можно устанавливать в хорошо проветриваемых помеш,ениях. [c.265]
Ацетилен — бесцветный газ (т. кип. —84 °С) с характерным чесночным запахом. Чистый ацетилен при сжатии может взрываться, и поэтому его хранят в виде раствора в ацетоне под давлением. Его используют в качестве горючего при автогенной сварке и в ацетиленовых (карбидных) лампах, а также как исходное сырье при получении ряда химических продуктов . [c.190]
кип. —84 °С) с характерным чесночным запахом. Чистый ацетилен при сжатии может взрываться, и поэтому его хранят в виде раствора в ацетоне под давлением. Его используют в качестве горючего при автогенной сварке и в ацетиленовых (карбидных) лампах, а также как исходное сырье при получении ряда химических продуктов . [c.190]
Для газопрессовой сварки труб применяется установка с многопламенной кольцевой кислородно-ацетиленовой горелкой. Трубы толщиной стенки А,Ъ мм и меньше свариваются без скоса кромок. Трубы зажимаются в губки станка и стыкуются без зазора и без смещения по вертикали. Посте сварки производят нормализацию стыка. [c.631]
При сооружении первых магистральных нефте- и продуктопроводов в СССР в 1926— ШЗб гг. в основном применялась газовая (кислородно-ацетиленовая) сварка, которая до середины 40-х годов еще использовалась при сооружении некоторых магистральных трубопроводов. Основными недостатками газовой сварки, ограничивающими ее использование, являются небольшая производительность и сравнительно низкое качество свар- [c.102]
в основном применялась газовая (кислородно-ацетиленовая) сварка, которая до середины 40-х годов еще использовалась при сооружении некоторых магистральных трубопроводов. Основными недостатками газовой сварки, ограничивающими ее использование, являются небольшая производительность и сравнительно низкое качество свар- [c.102]
Рекомендуемые электроды для ручной электродуговой сварки Рекомендуемые сварочные материалы для автоматической сварки под слоем флюса Рекомендуемые сварочные материалы для ацетиленовой сварки [c.91]
Ацетиленовая сварка сталей применяется в химическом аппаратостроении ограниченно в силу присущих ей недостатков. Значительный разогрев основного металла, обусловливаемый более длительным воздействием источника тепла, вызывает повышенную деформацию свариваемых узлов и способствует перегреву и росту зерна в сварном соединении. По сравнению с другими сварочными процессами ацетиленовая сварка является малопроизводительным и неэкономичным процессом. Она применяется лишь при отсутствии источников тока и в других случаях, обусловленных конструктивными соображениями или технологией изготовления. [c.122]
Она применяется лишь при отсутствии источников тока и в других случаях, обусловленных конструктивными соображениями или технологией изготовления. [c.122]
При сварке в стык листов разной толщины подготовка кромок должна производиться согласно п. 7 ГОСТ 8713—58 в случае применения автоматической сварки и п. 4 ГОСТ 5264—58—в случае ручной электродуговой или ацетиленовой сварки. Для двухслойных сталей скос кромки в этом случае осуществляется со стороны основного слоя углеродистой стали. [c.122]
Марки сталей, свариваемых автоматической и полуавтоматической сваркой под слоем флюса, ручной электродуговой и ацетиленовой сваркой, приведены в табл. 2. 1, электрошлаковой сваркой — в табл. 6. 5, автоматической сваркой в среде углекислого газа, автоматической, ручной и механизированной аргоно-дуговой сваркой — в табл. 6. 6. Марки сварочной проволоки и флюсов при автоматической сварке и типы электродов при ручной электродуговой сварке сталей приведены в гл. 6. [c.122]
6. [c.122]
АЦЕТИЛЕНОВАЯ СВАРКА СТАЛЕЙ [c.144]
Основными недостатками ацетиленовой сварки алюминия являются [c.146]
Наиболее проста ручная наплавка электродами вибродуго-вой или кислородно-ацетиленовой сваркой. Способ наплавки, присадочный материал, скорость наплавки устанавливают в зависимости от раз.меров детали, толщины наплавляемого слоя и т. д. Необходимая толщина может быть достигнута наплавкой в несколько слоев. Наплавленный слой должен обладать требуемыми механическими свойствами. Часто наплавку проводят с целью упрочнения поверхностных слоев детали в этом случае присадочный материал должен быть из твердых сплавов. [c.266]
Швы стыковых соединений листовой стали У-образные, со скосом двух кромок, односторонние, выполняемые ацетиленовой сваркой [31] [c.144]
Ацетиленовая сварка до недавнего времени являлась основным технологическим процессом для сварки алюминия, но в силу существенных недостатков она в настоящее время почти повсеместно вытеснена другими, более совершенными и производительными, сварочными процессами. [c.145]
[c.145]
Ацетиленовую сварку применяют лишь при отсутствии оборудования для других видов сварки, а также при ремонте и монтаже аппаратуры и трубопроводов на химических комбинатах. [c.145]
Ацетиленовая сварка алюминия производится на медных или стальных подкладках, плотно прилегающих к шву. Сварка листового алюминия толщиной, более 6 мм производится с предварительным подогревом металла до 300—350° С. [c.146]
При ручной электродуговой и ацетиленовой сварке в стык листового алюминия разной толщины подготовку кромок рекомендуется производить согласно п. 4 ГОСТ 5264—58, при автоматической сварке — согласно п. 7 ГОСТ 8713—58. [c.146]
Сварку проводят ацетилеиокислородиым пламенем с добавлением присадочного материала. Для получения ацетилена используют генераторы различных типов, основные данные кото-ры. приведены в табл. 3.9, или баллоны с ацетиленом и другими горючими газами (водородом, пропап-бутановой смесью и др. ). Ацетиленовые генераторы выпускаются производительностью 0,5—320 м ч ацетилена. Генераторы могут быть передвижные п стационарные. Передвижные генераторы имеют производительность до 3 м /ч. Генераторы по давлению делятся на три группы низкого (до 0,01 МПа), среднего (0,01 — 0,15 МПа) и высокого давления (более 0,15 МПа). Кислород доставляют в специальных баллонах под давлением 15 МПа. Для сварки применяют горелки типов Москва , ГС-3 и другие, которые могут работать с горючими газами, имеющими различный расход в зависимости от номера применяемого наконечника от 50 до 2800 л/ч и с кислородом, имеющим расход соответствеино от 55 до 3100 л/ч. Горелки Москва и ГС-3 имеют семь сменных наконечников. Это позволяет проводить сварку металла различных толщин вплоть до 30 мм одной и той же горелкой. [c.101]
). Ацетиленовые генераторы выпускаются производительностью 0,5—320 м ч ацетилена. Генераторы могут быть передвижные п стационарные. Передвижные генераторы имеют производительность до 3 м /ч. Генераторы по давлению делятся на три группы низкого (до 0,01 МПа), среднего (0,01 — 0,15 МПа) и высокого давления (более 0,15 МПа). Кислород доставляют в специальных баллонах под давлением 15 МПа. Для сварки применяют горелки типов Москва , ГС-3 и другие, которые могут работать с горючими газами, имеющими различный расход в зависимости от номера применяемого наконечника от 50 до 2800 л/ч и с кислородом, имеющим расход соответствеино от 55 до 3100 л/ч. Горелки Москва и ГС-3 имеют семь сменных наконечников. Это позволяет проводить сварку металла различных толщин вплоть до 30 мм одной и той же горелкой. [c.101]
Тонкостенные детали сваривают газовой сваркой с помощью газовых горелок. Однопламенные универсальные горелки применяют для кислородно-ацетиленовой сварки, пайки и подогрева (ГОСТ 1077—79Е), горелки звездочка (ГОСТ 5. 1919— 73)—для тех же целей, горелки типа ГТГМ-66 (ГОСТ [c.264]
Важный параметр, характеризующий способность различных газов к быстрому нагреву, — объемная напряженность горения, которая определяется как произведение теплоты сгорания топливокислородной смеси и скорости горения. При стехиометрической газовоздушной смеси объемная напряженность горения [в (кДж/м ) (см/с)] водорода равна 840 165, ацетилена — 644 683, природного газа — 141 848, пропана— 169 439, бутана— 183 758, городского газа — 352 794. Из приведенных данных видно, что ацетилен является прекрасным топливом для осуществления газовой сварки. При использовании пропана скорость нагрева можно повысить за счет добавки ускоряющих компонентов (пропадиена, изопропилэфира, метилацетилена или окиси пропилена). Для высокоскоростной огневой резки применяют специальные газовые смеси, которые при прочих равных условиях делают кислородно-пропановую сварку конкурентоспособной с кислородно-ацетиленовой и даже электрической сваркой. [c.323]
[c.323]
При сгорании алкинов выдел тоя колоссальное количество г я-ла. Так, температура кислородно-ацетиленового пламени достигает 3000 С, что исполмуется для резки и сварки мегаллов. [c.121]
Кислород-третий по использованию в промышленности химикат, уступающий только серной кислоте и негашеной извести СаО. Ежегодный расход этого элемента достигает 14 млрд. кг. Он широко используется в качестве окислителя. Приблизительно половина производимого кислорода расходуется в сталеплавильной промышленности, главным образом для удаления примесей из стали (см. разд. 22.6). Кислород применяется в медицине с целью ускорения процессов окисления, необходимых для поддержания жизни. Он используется совместно с ацетиленом С2Н2 для кислородноацетиленовой сварки. Последнее применение основано на высокой экзотермичности реакции между С Н и Oj, при которой развиваются температуры, превышающие 3000°С. Реакция горения кислородно-ацетиленовой смеси описывается уравнением [c. 304]
304]
А. с водой в присутствии солей ртути и других катализаторов образует уксусный альдегид (реакция Кучерова). При сжигании А. выделяется большое количество теплоты. А. может полимеризироваться в бензол и другие органические соединения. В промышленности А. получают действием воды на карбид кальция (Ф. Велер, 1862 г.), а также при крекинге метана. А. используют для сварки и резки металлов, для получения уксусной кислоты, этилового спирта, растворителей, пластических масс, каучука, ароматических углеводородов. Ацетиленовые углеводороды (алкины) СлНгл—2 — непредельные углеводородное открытой цепью, в молекулах которых между атомами углерода имеется одна тройная связь. [c.22]
При сгорании алкинов вьщеляется колоссальное количество тепла. Так, температура кислородно-ацетиленового пламаш достигает 3000 °С, что используется для резки и сварки металлов. [c.121]
Значительный практический интерес представляет триметилборат — как исходное сырье для синтеза различных соединений бора (боргидриды натрия и калия, триметоксибороксол и др. ) и в качестве флюса при ацетиленовой сварке металлов. Отметим также возможность использования низших триалкилборатов при очистке спиртов, а триэтаноламинобората — как катализатора отверждения эпоксидных полимеров. [c.377]
) и в качестве флюса при ацетиленовой сварке металлов. Отметим также возможность использования низших триалкилборатов при очистке спиртов, а триэтаноламинобората — как катализатора отверждения эпоксидных полимеров. [c.377]
Генераторы системы вода на карбид более компактны расход воды в таких генераторах значительно меньше, чем в генераторах системы карбид в воду . Они очень удобны для получения ацетилена непосредственно на месте»выполнения сварочных работ (автогенная сварка). На химических заводах обычно применяются ацетиленовые генераторы системы карбид в воду производительностью до 500 м ч ацетилена и так называемые сухие пли бесшламовые генераторы производительностью 2000 ацетилена. [c.139]
Технология газовой сварки и принцип работы
Ацетиленовая сварка – это наиболее популярный способ газопламенного соединения. Технология имеет богатую историю, поэтому оборудование для выполнения работ не отличается высокой технологической сложностью.
Блок: 1/14 | Кол-во символов: 207
Источник: https://svarka.guru/vidy/thermo/gazovaya/acetilenovaya.html
Общая информация
Ацетиленовая сварка — метод соединения металлов, при котором ключевым компонентом является газ ацетилен. Ацетилен получают путем смешивания карбида кальция с водой. Ранее смешивание выполнялось вручную в специальном генераторе. Дополнительно использовался баллон с кислородом, шланги, горелка. Применение ацетилена и кислорода при сварке получило широкое распространение.
Всегда было одно «но»: генератор и необходимость смешивать ацетилен вручную. Эта процедура была трудоемкой и проводилась перед каждой сваркой. Но был один плюс: после сварки можно было слить оставшийся газ и использовать его повторно. Но вскоре газовая сварка ацетиленом начала производиться применением специальным баллонов, содержавших газ ацетилен. Так что сейчас нет нужды вручную сменить карбид кальция и воду.
Блок: 2/6 | Кол-во символов: 802
Источник: https://svarkaed. ru/svarka/vidy-i-sposoby-svarki/gazovaya-i-gazozashhitnaya-svarka/atsetilenovaya-svarka.html
ru/svarka/vidy-i-sposoby-svarki/gazovaya-i-gazozashhitnaya-svarka/atsetilenovaya-svarka.html
Содержание
Ацетиленовый генератор — аппарат, синтезирующий ацетилен путём химического взаимодействия карбида кальция с водой при их смешивании. Они применяются в составе передвижных и стационарных газосварочных постов в качестве источника ацетилена — горючего газа для газовой сварки. Об их назначении мы уже говорили на странице «Оборудование для газовой сварки. Газосварочное оборудование».
Блок: 2/7 | Кол-во символов: 430
Источник: https://taina-svarki.ru/sposoby-svarki/gazovaya-svarka/atsetilenovye-generatory-klassifikatsiya-i-rabota.php
Принцип ацетиленовой сварки
Принцип работы газопламенной сварки основан на высокотемпературном горении газов, в основном таких, как углеводороды с добавлением чистого кислорода.
При применении ацетиленовой сварки используется искусственный газ ацетилен, что при переводе с латыни, по иронии судьбы, означает уксус.
Вся особенность ацетилена, как химического вещества, заключается в строении его молекулы C2h3, которая имеет, кроме двух слабых водородных связей, еще и неустойчивую, но высокоэнергетическую тройную связь между атомами углерода.
Ацетилен получается при простой химической реакции карбида кальция СаС2 с водой. А вот само производство карбида кальция имеет довольно дешевый, с точки зрения промышленного производства, способ. Его получают путем прокаливания негашеной извести СаО и кокса (практически чистого углерода) в специальных печах. Получаемое при этом серое вещество с характерным запахом чеснока и является необходимым сырьем для дальнейшего получения газа ацетилена.
Блок: 2/5 | Кол-во символов: 986
Источник: https://WikiMetall.ru/metalloobrabotka/atsetilenovaya-svarka.html
Классификация ацетиленовых генераторов
Согласно ГОСТ 5190, классификация ацетиленовых генераторов может происходить по следующим параметрам: по давлению ацетилена, по производительности, по способу применения, по принципу действия.
1. По давлению получаемого ацетилена различают генераторы низкого давления — до 0,01МПа, среднего давления — от 0,07МПа до 0,15МПа и высокого давления — свыше 0,15МПа.
2. По производительности, существующие ацетиленовые генераторы синтезируют от 0,3 до 160м3/ч ацетилена.
3. По способу применения генераторы подразделяются на передвижные и стационарные. Производительность передвижных генераторов составляет 0,3-3м3/ч, а производительность стационарных генераторов составляет 5-160м3/ч.
4. По принципу действия ацетиленовые генераторы классифицируются на работающие по принципам:
а) КВ — карбид в воду;
б) ВК — вода на карбид с вариантом «мокрого» процесса;
в) ВК — вода на карбид с вариантом «сухого» процесса;
г) ВВ — вытеснение воды;
д) ПК — принцип комбинированный, сочетающий схемы «вода на карбид» и «вытеснение воды».
Именно от принципа действия зависит устройство и работа ацетиленовых генераторов.
Блок: 3/7 | Кол-во символов: 1211
Источник: https://taina-svarki. ru/sposoby-svarki/gazovaya-svarka/atsetilenovye-generatory-klassifikatsiya-i-rabota.php
ru/sposoby-svarki/gazovaya-svarka/atsetilenovye-generatory-klassifikatsiya-i-rabota.php
Этапы сварки труб
Подготавливается металл, проводится зачистка, разметка, разрезаются и собираются трубы. Резка круглого сечения трубы должна выполняться термическим резаком.
Большую часть работы занимает именно подготовка. Это замеры, разметки, резка и многое другое. Сборку конструкции выполняют с помощью прихватки газовой сваркой, это предотвратит смещение и деформацию отрезков труб, что может сказаться на появлении трещин.
В результате неспешного нагрева зона воздействия при газосварке значительней, чем при дуговой. Пласты основного материала, непосредственно прилегающие к сварочной ванночке, постоянны и имеют крупнозернистую структуру.
У самой близости у границы шва располагается зона неполного расплавления металла с крупной структурой, типичной для ненагретого материала. В этой зоне прочность ниже, чем у металла шва, потому здесь и происходит разрушение сварочного соединения.
Резка проводится при использовании металлов и сплавов, которые могут гореть в струе чистого кислорода. Этот вид резки проделывается двумя способами: поверхностно и разделительно. Можно вырезать заготовки, разметить металл, разделать кромку будущего шва под сварку.
При помощи поверхностной резки удаляется поверхностный металл, заделываются канавки, удаляются дефекты. Такой вид работы выполняется специальными резакам
Блок: 4/5 | Кол-во символов: 1323
Источник: https://tokar.guru/stanki-i-oborudovanie/gazovoe-oborudovanie/tehnologiya-gazovoy-svarki-i-princip-raboty.html
Оборудование и материалы для ацетиленовой сварки
При газовой сварке в качестве горючего газа чаще всего применяется ацетилен, но из-за ряда причин его так же и заменяют другими газами. Кроме того ацетилен является не единственным газом и расходным материалом, который необходим для получения качественного соединения металлов.
Расходные материалы при газовой сварке
- Ацетилен или заменяющий его газ
Он может быть в готовом виде (в баллоне), а так же в получаемом при разложении жидкости под действием электродугового разряда или при разложении карбида кальция водой. Остальные газы-заменители с низкой теплопроводностью применяются для отдельных металлов в качестве раскислителей. На их сгорание требуется разное количество кислорода, но они не являются экономичными.
Остальные газы-заменители с низкой теплопроводностью применяются для отдельных металлов в качестве раскислителей. На их сгорание требуется разное количество кислорода, но они не являются экономичными.
Для обеспечения достаточных температур и быстрого расплавления металлов пары горючих газов или сам газ сжигается с добавлением чистого кислорода. Для сварки используют технический кислород трех сортов, который оценивается по объему при атмосферном давлении:
- высший сорт — частота 99.5% + 0.5% азот;
- первый сорт — частота 99.2% + азот, аргон;
- второй сорт — частота 98.5% + азот и аргон.
Жидкий кислород при сварке не используется, но он более удобен и безопасен для транспортировки в теплоизолированных емкостях.
- Присадочная проволока
Сварочная проволока используется в соответствии с химическим составом свариваемых металлов. Главным критерием ее подбора является температура плавления, которая должна быть чуть ниже температуры плавления металлов. В виде исключения для стали, меди, латуни и свинца проволока может быть заменена нарезанными тонкими полосками металла той же марки.
В виде исключения для стали, меди, латуни и свинца проволока может быть заменена нарезанными тонкими полосками металла той же марки.
Сварочные пасты или порошки, называемые флюсами, применяются при сварке ацетиленом и его заменителями для защиты расплавленного металла от окисления и быстрого удаления уже образовавшихся пленок-окислов.
Проволока и края металлов обрабатываются флюсами, которые при нагреве образуют шлаки и всплывают на поверхность жидкого металла. Шлаковая пленка защищает сварочную ванну жидкого металла от окисления. выбор состава флюсов, как и присадочная проволока, зависит от вида свариваемых металлов.
Аппаратура для сварки
Применение газовой сварки требует одинакового набора аппаратуры вне зависимости от вида используемого горючего газа. Основным набором сварщика на сварочном посту является:
- Водяной затвор. Он необходим для предотвращения воспламенения ацетилено-кислородной смеси в газовых каналах при так называемом обратном ударе. Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.
 Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.
Защитный затвор всегда подсоединяется между горелкой или резаком и газопроводом к баллону или ацетиленовому генератору.- Ацетиленовый генератор. Используется для получения ацетилена из карбида кальция путем добавления воды.
- Баллоны. Стальные бесшовные сосуды с запорным вентилем. Они необходимы для сжатого кислорода, а так же ацетилена, который находится под давлением и растворен в ацетоне. Все баллоны различаются по цветам.
- Вентили для баллонов. Используются только латунные для кислородных баллонов и только стальные для ацетиленовых. Запрещается использовать медь, так как ацетилен и медь образуют взрывчатое соединение.
- Редукторы. Используются для понижения давления отбираемого из баллона ацетилена и поддержания его на необходимом уровне. По конструкции они бывают однокамерные и двухкамерные.
- Рукава (шланги). Для подачи газа применяются шланги из вулканизированной резины и прокладками из ткани. Рукава для ацетилена и кислорода отличаются, но можно использовать и трубопровод с защитным клапаном.
- Газовые горелки. При ручной газовой сварки используются разнообразные горелки, которые необходимы для смешивания кислорода и ацетилена, то есть для регулировки мощности пламени.

- Средства защиты сварщика и инструмент. Сварочная маска, очки, рукавицы, ключи баллонные, молоток и щетка по металлу для зачистки сварных швов.
Весь этот набор оборудования и расходных материалов является обязательным, но не минимальным. Для кислородной резки используют еще и горелку-резак. Из-за опасности проведения сварочных работ взрывоопасной смесью все оборудование должно проходить регулярные проверки и быть в полной исправности.
Блок: 3/6 | Кол-во символов: 4120
Источник: http://GoodSvarka.ru/metalov/gaz-acetilen/
Устройство и принцип действия ацетиленового генератора низкого давления АНВ-1,25
На рисунке показано внутреннее устройство однопостового передвижного ацетиленового генератора АНВ-1,25 и его внешний вид. Генератор работает по принципу действия «вода на карбид», производительность ацетилена равна 1,25м3/ч, а давление газа не превышает 0,01МПа.
Корпус генератора (поз.7) состоит из двух камер: верхней и нижней. Верхняя камера называется водосборник (поз.6), а нижняя — газосборник (поз.9). Камеры разделены между собой горизонтальной перегородкой (поз.8).
Внизу газосборной камеры предусмотрена реторта (поз.14), в которую помещают корзину с карбидом. После загрузки карбида, реторта герметично закрывается крышкой (поз.12) с резиновой подкладкой.
Сверху в корпус подаётся вода, подача которой в реторту осуществляется при помощи крана (поз.10). При поступлении воды в реторту, она вступает в реакцию с карбидом, образуя ацетилен, который, проходя по трубе (поз.11), собирается в газосборной камере. Затем, ацетилен проходит через осушитель (поз.5) и водяной затвор (поз.3) и по шлангу (поз.2), подаётся из генератора в газовую горелку или газовый резак.
Регуляция давления в ацетиленовом генераторе происходит автоматически. Когда давление газа в корпусе возрастает, вода начинает вытесняться из реторты в вытеснитель (поз. 4). Когда уровень воды становится ниже уровня крана (поз.10), вода перестаёт поступать в реторту и образование ацетилена резко снижается. Давление газа начинает уменьшаться и вода, вытесненная им, возвращается из вытеснителя (поз.4) в реторту (поз.14).
4). Когда уровень воды становится ниже уровня крана (поз.10), вода перестаёт поступать в реторту и образование ацетилена резко снижается. Давление газа начинает уменьшаться и вода, вытесненная им, возвращается из вытеснителя (поз.4) в реторту (поз.14).
Генератор типа АНВ-1,25 работает при температуре до -25°C, т.к. его система подачи воды располагается внутри корпуса и нагревается за счёт теплоты, выделяющейся при химической реакции воды и карбида кальция. При работе в зимних условиях, водяной предохранительный затвор закрепляют внутри корпуса, в циркуляционной трубе (поз.1). При работе летом, затвор крепят снаружи корпуса.
Блок: 5/7 | Кол-во символов: 2059
Источник: https://taina-svarki.ru/sposoby-svarki/gazovaya-svarka/atsetilenovye-generatory-klassifikatsiya-i-rabota.php
Какое газосварочное оборудование понадобится для кислородной сварки
Вам понадобится:
- рукав ацетиленовый (далее по тексту C2h3) 1-й категории для подачи ацетилена с давлением до 0,63 МПа
- кислородный (далее О2) 3-й категории для подачи кислорода под давлением до 2 МПа
- Редуктор к О2 (БКО-50ДМ)
- Редуктор C2h3 (БАО- 5ДМ)
- два соответствующих баллона объемом 40 л
- газовая горелка Донмет Г3 с мундштуком №3
Блок: 5/9 | Кол-во символов: 401
Источник: http://svarka-master. ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/
ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/
Плюсы и минусы ацетиленовой сварки
Прежде всего, любая ручная газовая сварка отличается большими возможностями по сравнению с электродуговой сваркой. Но это же преимущество требует и большего контроля со стороны сварщика, а значит, повышает возможность возникновения ошибки и нарушения целостности соединения.
Преимущества:
- Удобство использования в строительных и монтажных условиях, где нет силового кабеля и источника энергии. Оборудование для сварки достаточно мобильное и легко транспортируется.
- Возможность соединить несколько видов металлов с разными температурами плавления при использовании одного вида оборудования. Только за счет регулирования пламени и концентрации ацетилена в горючей смеси.
- Незаменимость при сваривании чугуна, латуни, меди.
- Повышение качества шва за счет использования правильно подобранной проволоки.
- Возможность регулировки скорости нагрева металла при сваривании ацетиленом.

Недостатки:
- Человеческий фактор: требуется высокая квалификация сварщика для достаточного уровня производительности.
- Большая зона термического влияния, что в машиностроении является неприемлемым.
- При сваривании металлов толщиной более 5 мм дуговая сварка является более выгодной м по затратам, и по скорости получения соединения.
- процесс газовой сварки не поддается механизации и автоматизации.
- Газовая сварка не обеспечивает качественного соединения высокоуглеродистых сталей.
- Возникновение напряжений в металле, что приводит к деформации при сваривании внахлест.
- Экономически не выгодный по сравнению с использованием дуговой сварки вариант получения качественного и надежного сварного соединения.
- Взрывоопасность применяемых материалов, которые невозможно использовать в определенных условиях.
Особенности сварки ацетиленом:
- Идеально подходит для стыковых, а не торцевых соединений.
- Производительность сварки прямо пропорционально зависит от чистоты кислорода и ацетилена.

При всех недостатках и опасностях при использовании и хранении ацетилен, он был и остается главным горючим газом для сварки. В свою очередь, газовая сварка никогда полностью не сдаст позиции и не утратит свою популярность, так как в некоторых условиях она является просто незаменимой и многие отрасли промышленности уже не смогут обойтись без нее.
Высокая квалификация сварщика и многочисленный опыт работы позволяет процессу ацетиленовой сварки стать не только выгодный по расходу материалов, но и по производительности получения сварных соединений различных деталей металлоконструкций. Строгое соблюдение техники безопасности и всех мер предосторожности сводит к минимуму возникновение опасных ситуаций при использовании сварки ацетиленом.
Блок: 6/6 | Кол-во символов: 2631
Источник: http://GoodSvarka. ru/metalov/gaz-acetilen/
ru/metalov/gaz-acetilen/
Устройство и принцип действия ацетиленового генератора среднего давления АСМ-1,25-3
Передвижные ацетиленовые генераторы среднего давления были разработаны исследовательским институтом ВНИИавтогенмаш. На рисунке показано устройство и внешний вид ацетиленовых генераторов АСМ-1,25-3, принцип действия которых — «вытеснение воды». Производительность таких генераторов составляет 1,25 м3/ч, наибольшее давление газа составляет 0,15МПа.
Корпус генератора (поз.1) состоит из двух камер: верхнюю, газообразовательную (поз.5), и нижнюю, промывочную (поз.2). К газообразовательной камере приварена крышка (поз.7) с отверстием в горловине для подачи в короб (поз.6) корзины с карбидом (поз.8). Корзина прикреплена к крышке (поз.9). Крышка герметично притягивается к горловине с помощью рычага (поз.11) и закрепляется винтом (поз.10).
Генератор заполняется водой через короб. Образующийся в результате реакции ацетилен, проходит по трубке (поз. 12), нижний край которой помещён в воду, находящуюся в промывочной камере. Ацетилен, проходя через эту воду, охлаждается и через клапан (поз.4) выходит в шланг (поз.3) и оттуда, через водный затвор (поз.14), поступает в газовый резак или горелку.
12), нижний край которой помещён в воду, находящуюся в промывочной камере. Ацетилен, проходя через эту воду, охлаждается и через клапан (поз.4) выходит в шланг (поз.3) и оттуда, через водный затвор (поз.14), поступает в газовый резак или горелку.
На корпусе генератора смонтирован манометр и имеются ручки для перемещения. Загрузка карбида составляет 2,2кг. Масса пустого генератора составляет 16кг. Минимальная температура работы генератора -25°C. Для работы при отрицательных температурах, комплектуется утеплительным чехлом.
Блок: 6/7 | Кол-во символов: 1534
Источник: https://taina-svarki.ru/sposoby-svarki/gazovaya-svarka/atsetilenovye-generatory-klassifikatsiya-i-rabota.php
Технологический процесс
Рассмотрим основные особенности процесса.
Выбор сварочного пламени
Технологический процесс предусматривает использование трех типов пламени, которые напрямую влияют на качественные характеристики шва:
- Нейтральный. Данный тип и его строение было описано выше.
- С избытком ацетилена. Его называют науглероживающим. Применяют при работе с металлами повышенной твердости, а также магниевыми сплавами.
- С избытком кислорода. Другое название – окислительное пламя. Незаменимо при проведении разделки металла, а также создания неразъемных соединений с латунными сплавами.
 Данный тип и его строение было описано выше.
Данный тип и его строение было описано выше.Металлургические процессы
Под действием ацетиленовой сварки происходят следующие металлургические процессы:
- Образуется зона расплава.
- В точке контакта концентрируется тепловая энергия.
- Происходит расплавление и охлаждение металла.
При электродуговом соединении поверхность охлаждается интенсивнее.
- Расплавленный металл перемешивается с газовой смесью, что обеспечивает гладкую поверхность будущего шва. При взаимодействии происходит химическая реакция, которая восстанавливает железо, никель и прочие металлы.
- Металлы с повышенным сродством к кислороду, активно окисляются.
Блок: 10/14 | Кол-во символов: 1162
Источник: https://svarka.guru/vidy/thermo/gazovaya/acetilenovaya.html
Требования, предъявляемые к конструкции и работе ацетиленовых генераторов
1. Возможность работы в широких диапазонах температур, (для передвижных генераторов от -25°C до +40°C)
2. Ацетиленовые генераторы, независимо от устройства и принципа действия, должны иметь газообразовательную камеру, в которой происходит смешивание карбида кальция с водой.
3. Во всех ацетиленовых генераторах должна быть газосборная камера для хранения выделяющегося ацетилена,.
4. Для регулирования объёма вырабатываемого ацетилена, необходимо устройство, для автоматической регуляции процесса газообразования.
5. Ацетилен относится к взрывоопасным и пожароопасным газам. Поэтому, в конструкции ацетиленовых генераторов не должно быть элементов, способных образовывать искры.
6. Конструкция генераторов должна исключать самопроизвольный выход ацетилена в атмосферу и препятствовать попаданию воздуха из атмосферы в генератор.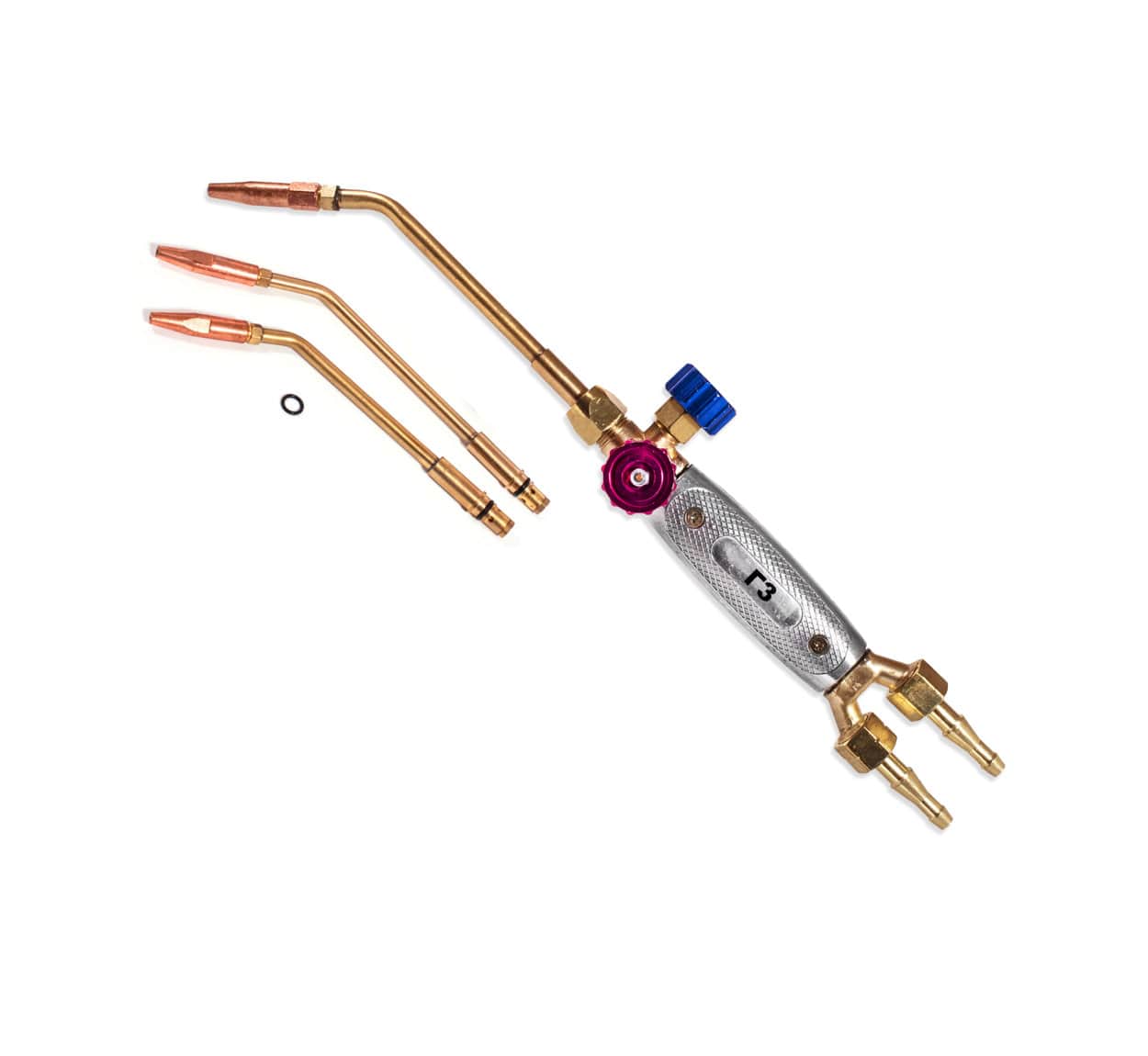
7. Для измерения давления ацетилена, генераторы низкого и среднего давления должны быть оснащены манометрами или другими измерительными приборами, показывающими давление газа.
8. Надёжность работы генератора при выработке ацетилена, давление которого составляет 0,2-1,1 от номинального давления.
9. Для ограничения давления газа в пределах, установленных для данного генератора, необходимо специальное предохранительное устройство.
10. Для защиты генератора от взрыва газокислородного пламени при обратном ударе, необходимо применять предохранительные затворы. Подробная информация о них на странице «Предохранительные затворы ацетиленовых генераторов».
Дополнительные материалы по теме:
Блок: 7/7 | Кол-во символов: 1669
Источник: https://taina-svarki.ru/sposoby-svarki/gazovaya-svarka/atsetilenovye-generatory-klassifikatsiya-i-rabota.php
Работа с чугуном, медью и латунью
Перед сваркой чугуна необходимо разогреть место стыка и только затем проводить работу. В противном случае, в структуре основного металла образовывается белый чугун, и стык становится хрупким. Работа производится нормальным пламенем.
В противном случае, в структуре основного металла образовывается белый чугун, и стык становится хрупким. Работа производится нормальным пламенем.
Сварку деталей из меди ведут без разрывов и предварительных прихваток. Между деталями зазор не выставляется. Медь очень текучий материал при нагреве и очень теплопроводный материал. Поэтому необходимо выставлять более мощное пламя горелки. Лучше вести ацетиленовую сварку под слоем флюса, для предотвращения окисления стыка.
Сварка латуни с помощью ацетилена и кислорода – это самый оптимальный вариант для данного материала. Температура расплава не должна превышать 9000, при этом не полностью испаряется цинк. Благодаря ацетиленовой сварке формируется надежный шов, удаляя из сварочной ванны 25% этого металла.
Необходимо поддерживать низкое содержание горючего газа в смеси, это позволит испарять цинк в необходимом объеме. Для лучшего результата необходимо использовать флюсы и качественную присадку. С помощью газосварки можно также варить бронзовые детали и другие металлы.
Блок: 8/8 | Кол-во символов: 1146
Источник: https://svaring.com/welding/vidy/acetilenovaja-svarka
Расходные материалы
Основным расходным материалом является горючий газ. Для выполнения работ чаще всего используют ацетилен, однако допустимо использование и других элементов:
- водород;
- метан;
- пропан;
- пары керосина.
Помимо летучих углеводородов требуются следующие материалы:
- Кислород. Техническая разновидность необходима для достижения рабочей температуры. Существует три сорта, которые отличаются степенью чистоты.
- Присадочный материал. Выпускается в виде электродной проволоки или коротких прутков. Отличается температурой плавления, которая должна быть ниже, чем у базовой детали.
- Флюс. Специальные пасты или порошки защищают зону расплава от окисления.
Блок: 8/14 | Кол-во символов: 659
Источник: https://svarka. guru/vidy/thermo/gazovaya/acetilenovaya.html
guru/vidy/thermo/gazovaya/acetilenovaya.html
Закрытие горелки
После того, как вы выполните сварку нужно закрыть горелку в следующем порядке:
- закрываем C2h3 вентиль
- продуваем и закрываем О2 вентиль.
Проконтролировать качества шва можно визуально. Шов должен быть плотным, а чешуйки – равномерными, его ширина 5-6 мм, высота 1-2 мм.
Блок: 8/9 | Кол-во символов: 287
Источник: http://svarka-master.ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/
Порядок завершения работ
Закрывается барашек баллона с C2h3, затем выкручивается регулировочный винт редуктора. Затем та же процедура по баллону с О2
После нужно спустить остаточный газ с рукавов. Для этого нужно открыть оба вентиля на горелке, на манометрах рабочего давления можно увидеть, как газ сходит с рукавов, стрелка будет медленно опускаться до нуля. Закройте вентили на горелке.
Блок: 9/9 | Кол-во символов: 391
Источник: http://svarka-master. ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/
ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/
Структурные изменения
По сравнению с прочими способами соединения, зона влияния, при проведении газосварки, гораздо выше. Благодаря этому имеется возможность производить работы с толстостенными элементами.
Структура металла, расположенная рядом со швом, после температурного воздействия, приобретает крупнозернистую структуру.
Зона предварительного расплава – наиболее слабая часть поверхности. Она подвержена деформациям и характеризуется слабой устойчивостью к механическим воздействиям.
Для снижения негативных эффектов выполняют предварительную подготовку поверхности, отжигая соединяемую плоскость и присадочную проволоку.
Блок: 11/14 | Кол-во символов: 628
Источник: https://svarka.guru/vidy/thermo/gazovaya/acetilenovaya.html
Количество использованных доноров: 8
Информация по каждому донору:
- https://WikiMetall. ru/metalloobrabotka/atsetilenovaya-svarka.html: использовано 1 блоков из 5, кол-во символов 986 (4%)
- https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/gazovaya-i-gazozashhitnaya-svarka/atsetilenovaya-svarka.html: использовано 2 блоков из 6, кол-во символов 3566 (13%)
- http://GoodSvarka.ru/metalov/gaz-acetilen/: использовано 2 блоков из 6, кол-во символов 6751 (25%)
- https://svaring.com/welding/vidy/acetilenovaja-svarka: использовано 3 блоков из 8, кол-во символов 3899 (14%)
- https://svarka.guru/vidy/thermo/gazovaya/acetilenovaya.html: использовано 4 блоков из 14, кол-во символов 2656 (10%)
- https://taina-svarki.ru/sposoby-svarki/gazovaya-svarka/atsetilenovye-generatory-klassifikatsiya-i-rabota.php: использовано 5 блоков из 7, кол-во символов 6903 (25%)
- https://tokar.guru/stanki-i-oborudovanie/gazovoe-oborudovanie/tehnologiya-gazovoy-svarki-i-princip-raboty.html: использовано 1 блоков из 5, кол-во символов 1323 (5%)
- http://svarka-master. ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/: использовано 3 блоков из 9, кол-во символов 1079 (4%)
 ru/metalloobrabotka/atsetilenovaya-svarka.html: использовано 1 блоков из 5, кол-во символов 986 (4%)
ru/metalloobrabotka/atsetilenovaya-svarka.html: использовано 1 блоков из 5, кол-во символов 986 (4%) ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/: использовано 3 блоков из 9, кол-во символов 1079 (4%)
ru/atsetileno-kislorodnaya-svarka-dlya-nachinayushhih-poryadok-raboty/: использовано 3 блоков из 9, кол-во символов 1079 (4%)Что такое кислородно-ацетиленовая сварка?
1) UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к работе. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после выпуска, что в общей сложности составляет 84%. Эта ставка не включает выпускников, недоступных
для трудоустройства в связи с продолжающимся образованием, военной службой, состоянием здоровья, лишением свободы, смертью или статусом иностранного студента.В рейтинг входят выпускники, прошедшие программы повышения квалификации для производителей, и лица, занятые на должностях
которые были получены до или во время обучения в области ИМП, при этом основные должностные обязанности после окончания обучения совпадают с образовательными и учебными целями программы. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
5) Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников для автомобилей, дизельных двигателей, ремонта после столкновений, мотоциклов и морских техников.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве техника, например: помощник по запчастям, автор услуг, производитель, покраска и подготовка к покраске, а также владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
6) Достижения выпускников УТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.ИМП это
учебное заведение и не может гарантировать трудоустройство или заработную плату.
7) Для прохождения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и штата.
11) См. сведения о программе, чтобы узнать о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных Бюро статистики труда США, прогнозы занятости (2016–2026 гг.), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество вакансии по классификации должностей: Техники и механики по обслуживанию автомобилей, 75 900; Специалисты по механике автобусов и грузовиков и дизельным двигателям, 28 300 человек; Кузовные и смежные ремонтные мастерские, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и права сотрудников определяются работодателем и доступны в определенных местах. Могут действовать особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем регионе.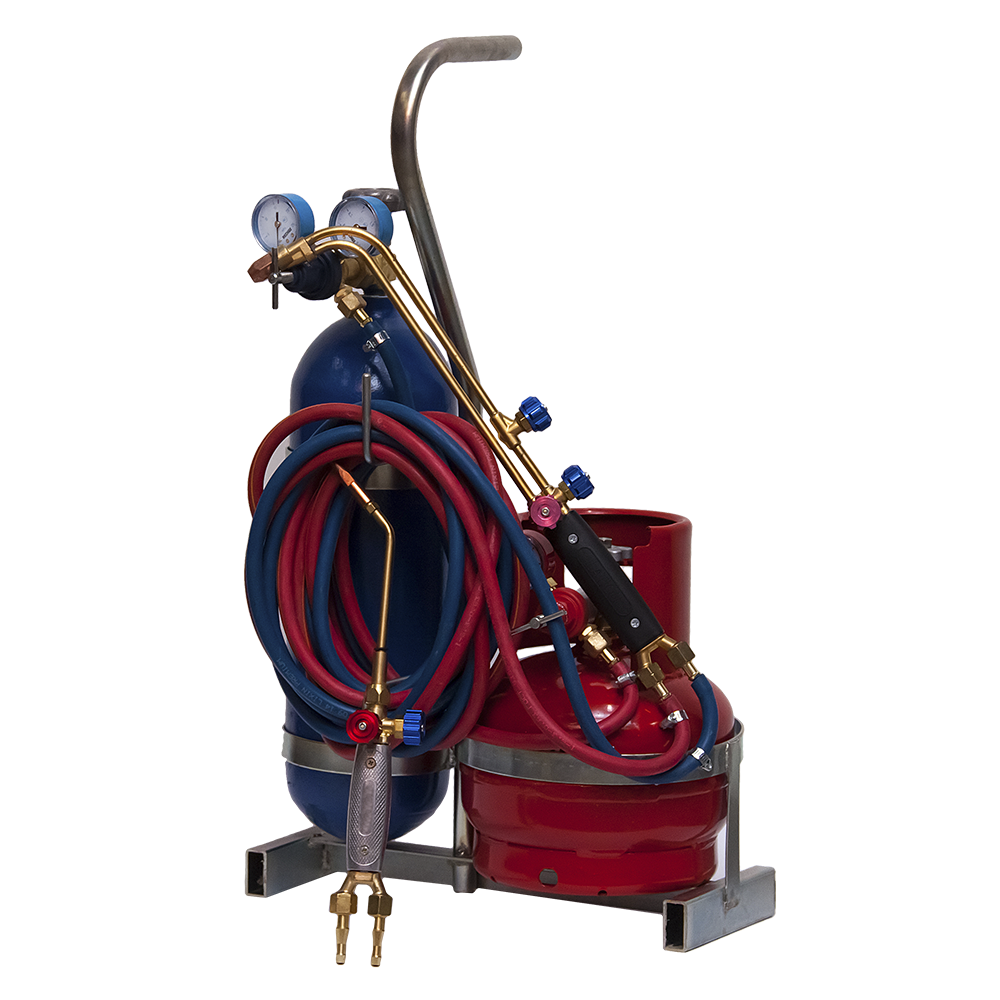
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI. Программы доступны в некоторых местах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Пособия по программе VA могут быть доступны не во всех кампусах.
21) GI Bill® является зарегистрированным товарным знаком США.С. Департамент по делам ветеранов (ВА). Дополнительную информацию о льготах на образование, предлагаемых VA, можно найти на официальном сайте правительства США.
22) Грант Salute to Service предоставляется всем ветеранам, имеющим на это право, во всех кампусах. Программа Yellow Ribbon утверждена в наших кампусах в Эйвондейле, Далласе/Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников для работы в качестве автомехаников начального уровня.Выпускники, изучающие факультативы, посвященные NASCAR, также могут иметь возможность трудоустройства в отраслях, связанных с гонками. Из выпускников 2019 года, сдавших факультативы,
примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
Из выпускников 2019 года, сдавших факультативы,
примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Ориентировочная медианная годовая заработная плата техников и механиков по обслуживанию автомобилей по данным Бюро статистики труда США по профессиональной занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, таких как сервисный писатель, инспектор смога и менеджер по запчастям. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023), составляет от 32 140 до 53 430 долларов США (Массачусетс Labour and Workforce Development, данные за май 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.59. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.
Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023), составляет от 32 140 до 53 430 долларов США (Массачусетс Labour and Workforce Development, данные за май 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.59. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Техники и механики автомобильного обслуживания, просмотрено 2 июня 2021 г.) Статистика занятости и заработной платы Бюро статистики труда США, май 2020 г.UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, таких как инспектор и контроль качества.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльниками и сварщиками в Содружестве Массачусетса (51-4121), составляет от 36 160 до 50 810 долларов США (Развитие труда и рабочей силы штата Массачусетс, май Данные за 2020 г.
Техники и механики автомобильного обслуживания, просмотрено 2 июня 2021 г.) Статистика занятости и заработной платы Бюро статистики труда США, май 2020 г.UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, таких как инспектор и контроль качества.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльниками и сварщиками в Содружестве Массачусетса (51-4121), составляет от 36 160 до 50 810 долларов США (Развитие труда и рабочей силы штата Массачусетс, май Данные за 2020 г. , просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.28. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда, Департамент занятости и заработной платы Министерства труда США, май 2020 г. Welders, Cutters, Solderers, and Brazers, просмотрено 2 июня 2021 г.)
, просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.28. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда, Департамент занятости и заработной платы Министерства труда США, май 2020 г. Welders, Cutters, Solderers, and Brazers, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения квалификационной предварительной программы 18 недель плюс дополнительные 12 недель или 24 недели обучения для конкретного производителя, в зависимости от производителя.
28) Ориентировочная средняя годовая заработная плата специалистов по ремонту автомобильных кузовов и связанных с ними ремонтных мастерских согласно данным Бюро статистики труда США о занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже.Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оценщик, оценщик и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобильных кузовов и связанных с ними автомобилей (49-3021) в Содружестве Массачусетс, составляет от 30 400 до 34 240 долларов США (Развитие труда и рабочей силы Массачусетса, данные за май 2020 г.
UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже.Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оценщик, оценщик и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобильных кузовов и связанных с ними автомобилей (49-3021) в Содружестве Массачусетс, составляет от 30 400 до 34 240 долларов США (Развитие труда и рабочей силы Массачусетса, данные за май 2020 г. , просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных техников по ДТП в Северной Каролине, опубликованная в мае 2021 года, составляет 23,40 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Automotive Body and Related Repairers, просмотрено 2 июня 2021 г.)
, просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных техников по ДТП в Северной Каролине, опубликованная в мае 2021 года, составляет 23,40 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Automotive Body and Related Repairers, просмотрено 2 июня 2021 г.)
29) Ориентировочная средняя годовая заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в отчете Бюро статистики труда США о занятости и заработной плате, май 2020 г. UTI является образовательным учреждения и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников-дизелистов. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от должности техника по дизельным грузовикам, например, техник по техническому обслуживанию, техник по локомотивам и техник по морским дизельным двигателям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков и специалистов по дизельным двигателям (49-3031) в штате Массачусетс, составляет от 32 360 до 94 400 долларов США (Massachusetts Labor and Workforce Development, Данные за 2020 г. , просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 23,20 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотрено 2 июня 2021 г.)
Достижения выпускников UTI могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях, использующих предоставляемое обучение, в первую очередь в качестве техников-дизелистов. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от должности техника по дизельным грузовикам, например, техник по техническому обслуживанию, техник по локомотивам и техник по морским дизельным двигателям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков и специалистов по дизельным двигателям (49-3031) в штате Массачусетс, составляет от 32 360 до 94 400 долларов США (Massachusetts Labor and Workforce Development, Данные за 2020 г. , просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 23,20 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотрено 2 июня 2021 г.)
30) Ориентировочная средняя годовая заработная плата механиков мотоциклов в отчете Бюро статистики труда США о занятости и заработной плате, май 2020 г. MMI является образовательным учреждением и не может гарантировать занятость или заработную плату.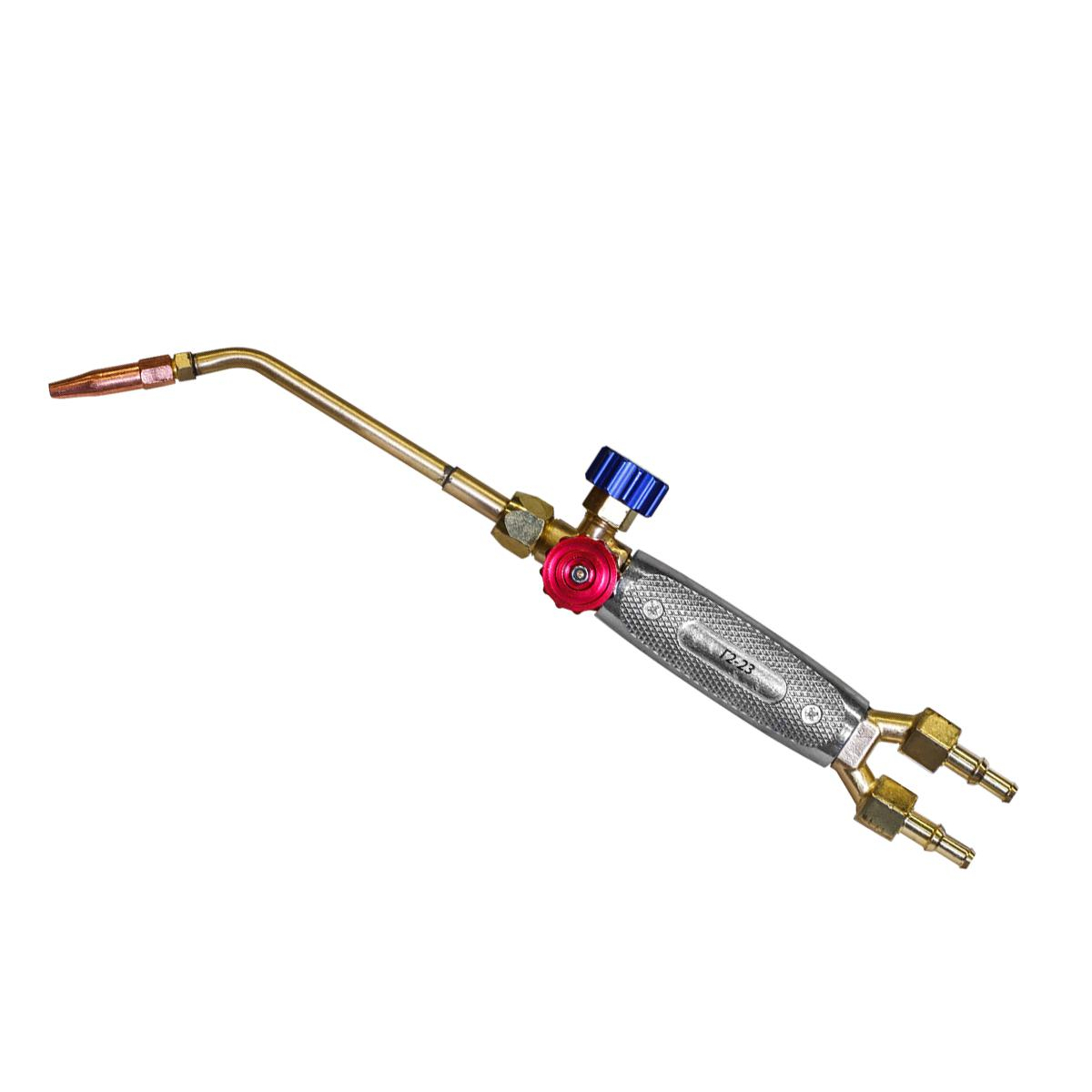 Достижения выпускников ММИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня ниже. Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве техников по мотоциклам. Некоторые выпускники MMI устраиваются на работу в рамках своей области обучения на должности, отличные от техников, например, автор услуг, техническое обслуживание оборудования и помощник по запчастям. Информация о заработной плате для Содружества Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетс, составляет 30 660 долларов США (Развитие труда и рабочей силы Массачусетса, данные за май 2020 г., просмотрено 19 января 2022 г., https://лми.dua.
Достижения выпускников ММИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня ниже. Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве техников по мотоциклам. Некоторые выпускники MMI устраиваются на работу в рамках своей области обучения на должности, отличные от техников, например, автор услуг, техническое обслуживание оборудования и помощник по запчастям. Информация о заработной плате для Содружества Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетс, составляет 30 660 долларов США (Развитие труда и рабочей силы Массачусетса, данные за май 2020 г., просмотрено 19 января 2022 г., https://лми.dua.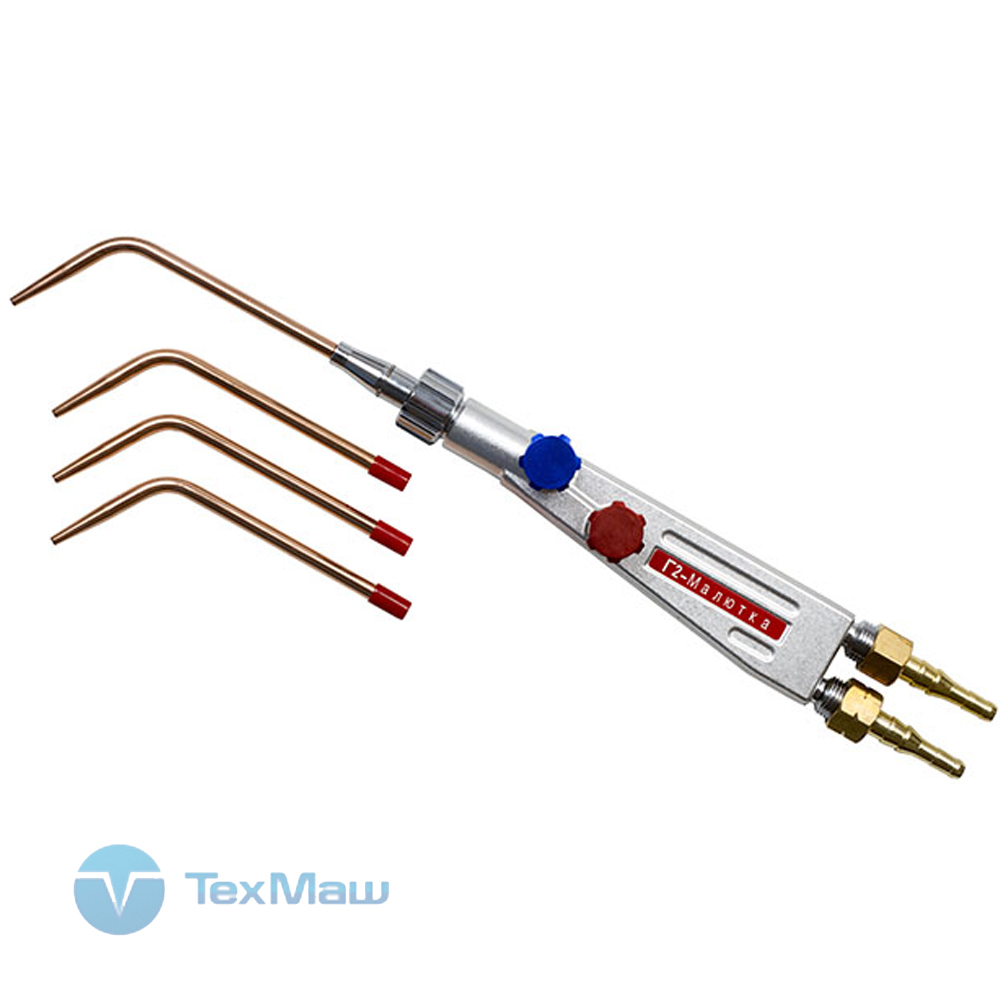 eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных специалистов по ремонту мотоциклов в Северной Каролине, опубликованная в мае 2021 года, составляет 15,94 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Мотоциклетная механика, просмотрено 2 июня 2021 г.)
eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасового заработка средних 50% квалифицированных специалистов по ремонту мотоциклов в Северной Каролине, опубликованная в мае 2021 года, составляет 15,94 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 12,31 и 10,56 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Мотоциклетная механика, просмотрено 2 июня 2021 г.)
31) Расчетная средняя годовая заработная плата механиков моторных лодок и техников по обслуживанию в отчете Бюро статистики труда США о занятости и заработной плате, май 2020 г. MMI является образовательным учреждением и не может гарантировать трудоустройство или оплата труда. Достижения выпускников ММИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня ниже. Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, по обслуживанию оборудования, инспектору и помощнику по запчастям. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетс, составляет от 32 760 до 42 570 долларов США (Развитие труда и рабочей силы Массачусетса, данные за май 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol.
Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату.Зарплата начального уровня ниже. Программы MMI готовят выпускников к карьере в отраслях с использованием предоставляемого обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, по обслуживанию оборудования, инспектору и помощнику по запчастям. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетс, составляет от 32 760 до 42 570 долларов США (Развитие труда и рабочей силы Массачусетса, данные за май 2020 г., просмотрено 19 января 2022 г., https://lmi.dua.eol. mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18,61 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механики моторных лодок и техники по обслуживанию, просмотрено 2 июня 2021 г.)
mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18,61 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г.Механики моторных лодок и техники по обслуживанию, просмотрено 2 июня 2021 г.)
33) Курсы различаются в зависимости от кампуса. Для получения подробной информации свяжитесь с представителем программы в кампусе, в котором вы заинтересованы.
34) Ориентировочная медианная годовая заработная плата операторов станков с числовым программным управлением в отчете Бюро статистики труда США о занятости и заработной плате, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться.Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, таких как оператор станков с ЧПУ, ученик машиниста и инспектор по обработанным деталям.Информация о заработной плате для Содружества Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением по металлу и пластмассе (51-4011) в Содружестве Массачусетса, составляет 35 140 долларов США (Развитие труда и рабочей силы штата Массачусетс, май 2020 г.
UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Достижения выпускников UTI могут различаться.Индивидуальные обстоятельства и заработная плата зависят от личных данных и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и их компенсационные программы влияют на заработную плату. Зарплата начального уровня ниже. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от техников, таких как оператор станков с ЧПУ, ученик машиниста и инспектор по обработанным деталям.Информация о заработной плате для Содружества Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением по металлу и пластмассе (51-4011) в Содружестве Массачусетса, составляет 35 140 долларов США (Развитие труда и рабочей силы штата Массачусетс, май 2020 г. ). данные, просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.24. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Операторы станков с числовым программным управлением, дата просмотра 2 июня 2021 г.)
). данные, просмотрено 19 января 2022 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о заработной плате в Северной Каролине: оценка Министерства труда США почасовой оплаты средних 50% квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.24. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасового заработка в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда, Министерство труда США, профессиональная занятость и заработная плата, май 2020 г. Операторы станков с числовым программным управлением, дата просмотра 2 июня 2021 г.)
36) Программа. Участвующие работодатели свяжутся с отобранными кандидатами для проведения собеседований.Решения о найме, удержании сотрудников и компенсации принимаются исключительно потенциальным работодателем. Участие работодателей и детали программы могут быть изменены. За дополнительной информацией обращайтесь в Службу занятости. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату.
За дополнительной информацией обращайтесь в Службу занятости. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату.
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Для получения информации о результатах программы и другой раскрытой информации посетите сайт www.uti.edu/раскрытия.
38) Бюро статистики труда США прогнозирует, что общая занятость в стране по каждой из следующих профессий к 2030 году составит: Техники и механики автомобильного обслуживания, 705 900; Сварщики, резчики, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям — 296 800 человек; Кузовные и связанные с ними ремонтные мастерские — 161 800; и операторы станков с числовым программным управлением, 154 500 человек. См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г. , США.S. Бюро статистики труда, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
, США.S. Бюро статистики труда, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
39) Повышение квалификации доступно для выпускников только при наличии курса и свободных мест. Студенты несут ответственность за любые другие расходы, такие как плата за лабораторные работы, связанные с курсом.
41) Бюро статистики труда США прогнозирует, что в период с 2020 по 2030 год для техников и механиков автомобильного обслуживания в среднем ежегодно будет открываться 69 000 вакансий.Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. таблицу 1.10 Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение. и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
42) Бюро статистики труда США прогнозирует ежегодное открытие в среднем 49 200 вакансий для сварщиков, резчиков, паяльников и сварщиков в период с 2020 по 2030 год. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. таблицу
1.10 Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение.
и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. таблицу
1.10 Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение.
и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
43) Согласно прогнозам Бюро статистики труда США, для механиков автобусов и грузовиков и специалистов по дизельным двигателям в период с 2020 по 2030 год ежегодно будет открываться в среднем 28 100 вакансий.Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10. Увольнения по профессиям и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. учреждения и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
44) Бюро статистики труда США прогнозирует ежегодное открытие в среднем 15 200 вакансий в период с 2020 по 2030 год для компаний, занимающихся ремонтом кузовов и связанных с ними автомобилей. Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10.
Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение.
и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10.
Профессиональные увольнения и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI — это образовательное учреждение.
и не может гарантировать занятость или заработную плату. Обновлено 18 ноября 2021 г.
45) Согласно прогнозам Бюро статистики труда США, для операторов станков с числовым программным управлением в период с 2020 по 2030 год ежегодно будет открываться в среднем 16 500 вакансий.Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. Видеть Таблица 1.10. Увольнения по профессиям и вакансии, прогноз на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. учреждения и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
46) Учащиеся должны поддерживать минимальный средний балл 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость техников и механиков автомобильного обслуживания в стране составит 705 900 человек.См. Таблицу 1.2. Занятость по роду занятий, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
48) Бюро статистики труда США прогнозирует, что к 2030 г. общая занятость в стране для механиков автобусов и грузовых автомобилей и специалистов по дизельным двигателям составит 296 800 человек. У.S. Бюро статистики труда, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
49) Бюро статистики труда США прогнозирует, что к 2030 г. общая занятость в автомобильных кузовных и смежных ремонтных мастерских составит 161 800 человек. Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Обновлено в ноябре
18, 2021.
Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Обновлено в ноябре
18, 2021.
50) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость сварщиков, резчиков, паяльщиков и сварщиков в стране составит 452 400 человек. Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Обновлено в ноябре 18, 2021.
51) Бюро статистики труда США прогнозирует, что к 2030 году общая занятость операторов станков с числовым программным управлением в стране составит 154 500 человек.См. Таблицу 1.2. Занятость по роду занятий, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
52) Бюро статистики труда США прогнозирует среднегодовое количество вакансий по стране в каждой из следующих профессий в период с 2020 по 2030 год: техников и механиков по обслуживанию автомобилей, 69 000; Механика автобусов и грузовиков и дизельный двигатель Специалисты — 28 100 человек; и сварщики, резчики, паяльщики и паяльщики — 49 200 человек.Вакансии включают вакансии в связи с чистыми изменениями занятости и чистыми заменами. См. Таблицу 1.10 Увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро США. of Labor Statistics, www.bls.gov, просмотрено 18 ноября 2021 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 г.
53) Бюро статистики труда США прогнозирует, что к 2030 г. общая занятость в стране по каждой из следующих профессий составит: Техники и механики по обслуживанию автомобилей — 705 900 человек; Сварщики, резчики, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям, 296 800 человек. См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
См. Таблицу 1.2. Занятость по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является учебным заведением и не может гарантировать трудоустройство или заработную плату. Обновлено 18 ноября 2021 г.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
Надлежащий уход за оборудованием для кислородно-ацетиленовой резки и сварки – IMCA
Участник отметил ряд инцидентов, приведших к пожарам, вызванным испорченными шлангами и обратными ударами, связанными с оборудованием для кислородно-ацетиленовой резки, и поделился следующей информацией с IMCA для использования в рамках мер безопасности.
Нагартые и поврежденные шлангиРазница между новыми и старыми шлангамиВоспоминания и обратные вспышки
Воспоминания обычно вызываются обратным потоком кислорода в шланг для топливного газа (или топлива в кислородный шланг), в результате чего внутри шланга образуется взрывоопасная смесь. Затем пламя может вернуться через горелку в шланг и даже может достичь регулятора и цилиндра. Воспоминания могут привести к повреждению или разрушению оборудования и даже к взрыву цилиндра.
Затем пламя может вернуться через горелку в шланг и даже может достичь регулятора и цилиндра. Воспоминания могут привести к повреждению или разрушению оборудования и даже к взрыву цилиндра.
Следующие меры предосторожности помогут предотвратить воспоминания:
- Используйте правильную процедуру розжига;
- Прочистите шланги перед зажиганием горелки, чтобы удалить все потенциально взрывоопасные газовые смеси;
- Убедитесь, что резак оснащен подпружиненными обратными клапанами;
- Используйте правильное давление газа и размер сопла для работы;
- Поддерживайте оборудование в хорошем состоянии.
Эти меры уменьшат риск воспоминаний, но не устранят его полностью.Невозвратные клапаны не остановят обратный выброс после того, как он произошел.
Защита баллонов от воспоминаний:
- Установите пламегасители на кислородный и топливный шланги рядом с регуляторами;
- Для длинных шлангов установите ограничители как на горелке, так и на регуляторе;
- Установка пламегасителя не является заменой безопасной работы. В случае обратного воспламенения тщательно проверьте горелку, шланги, регуляторы, разрядники обратного воспламенения и другие компоненты на наличие повреждений.При необходимости замените детали.
 В случае обратного воспламенения тщательно проверьте горелку, шланги, регуляторы, разрядники обратного воспламенения и другие компоненты на наличие повреждений.При необходимости замените детали.
В случае обратного воспламенения тщательно проверьте горелку, шланги, регуляторы, разрядники обратного воспламенения и другие компоненты на наличие повреждений.При необходимости замените детали.Проверка оборудования
- Используйте запатентованный спрей или раствор для обнаружения утечек, подходящий для использования с кислородными/топливными системами. Не используйте мыльную воду или растворы, содержащие жир или масло, в кислородных системах;
- Немедленно отремонтируйте или замените протекающие компоненты;
- Удалите поврежденные или негерметичные участки шланга, не пытайтесь ремонтировать;
- Установите на место наконечники шлангов с помощью обжимных хомутов, предназначенных для этой задачи;
- Не используйте зажимы с винтовым зажимом (юбилейные зажимы).Их использование может увеличить риск утечек из-за возможного чрезмерного или недостаточного затягивания;
- Осмотрите все сварочное и режущее оборудование субподрядчиков или сторонних производителей перед использованием, чтобы убедиться в следующем:
- шланги не повреждены и не протекают
- Пламегасители установлены как на концах манометра, так и на концах горелки
- на всех фитингах используются правильные обжимные шланги
- оборудование проверено на герметичность Датчики
- исправны
- все фитинги очищены от масел и жиров
- убедитесь, что на соединениях не используется лента с резьбой
- цилиндровый ключ на месте на ацетиленовых баллонах
- баллоны надежно хранятся в вертикальном положении в вентилируемом помещении
- объемное хранилище газа правильно отделено.

Участники могут сослаться на следующие инциденты (поисковое слово: ацетилен)
Информационные бюллетени IMCA по безопасности обобщают ключевые вопросы безопасности и инциденты, позволяя легче усваивать уроки на благо всех. Эффективность системы IMCA Safety Flash зависит от обмена информацией между Участниками и предотвращения повторных инцидентов. Рассмотрите возможность добавления [email protected] во внутренний список рассылки, чтобы получать оповещения о безопасности или вручную отправлять информацию об инцидентах, которые, по вашему мнению, могут иметь значение.Вся информация анонимизируется или дезинфицируется, в зависимости от обстоятельств.
Условия магазина IMCA (https://www.imca-int.com/legal-notices/terms/) применяются ко всем загрузкам с веб-сайта IMCA, включая этот документ.
IMCA прилагает все усилия для обеспечения точности и надежности данных, содержащихся в публикуемых ею документах, но IMCA не несет ответственности за какие-либо указания, рекомендации и/или заявления, содержащиеся в настоящем документе.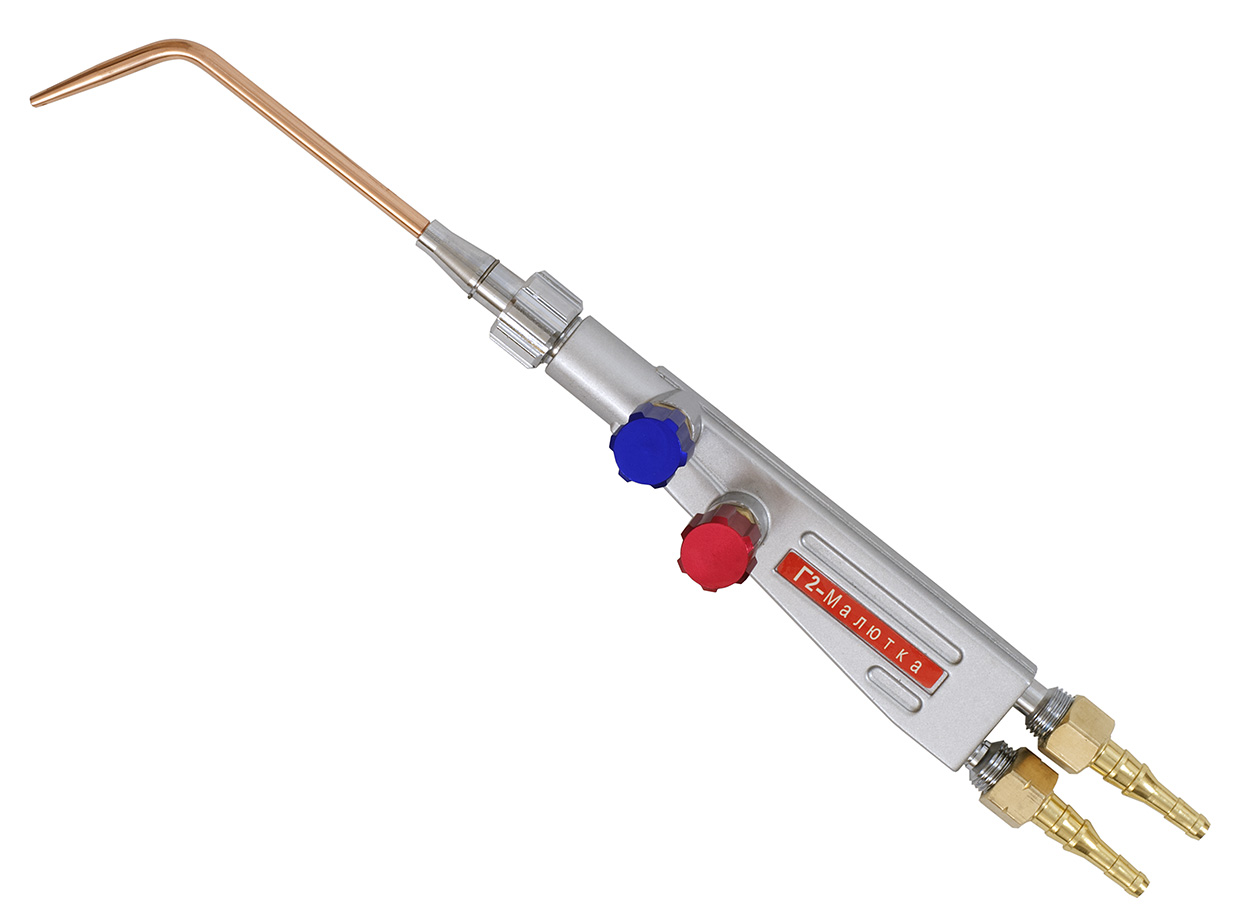 Информация, содержащаяся в этом документе, не выполняет и не заменяет какие-либо юридические, нормативные или иные обязанности или обязательства какого-либо лица или члена в отношении их деятельности.Отдельные лица и участники несут единоличную ответственность за безопасное, законное и надлежащее ведение своей деятельности.
Информация, содержащаяся в этом документе, не выполняет и не заменяет какие-либо юридические, нормативные или иные обязанности или обязательства какого-либо лица или члена в отношении их деятельности.Отдельные лица и участники несут единоличную ответственность за безопасное, законное и надлежащее ведение своей деятельности.
Ацетиленовая сварка
Одним из наиболее часто используемых применений ацетиленового газа является ОКИСЛО-АЦЕТИЛЕНОВАЯ СВАРКА, кислородная сварка или газовая сварка. В процессе кислородно-ацетиленовой сварки используется комбинация кислорода и ацетиленового газа в утвержденном соотношении для получения высокотемпературного пламени. Фактически в процессе используются топливные газы и кислород для сварки и резки металлов соответственно.
Кислородно-ацетиленовая сварка была разработана французскими инженерами Эдмоном Фуше и Шарлем Пикардином в 1903 году. Чистый кислород вместо воздуха используется для повышения температуры пламени, чтобы обеспечить локальное плавление материала заготовки (например, стали) в комнатных условиях. Пламя ацетилена / кислорода горит при температуре около 3500 ° C (6330 ° F).
Пламя ацетилена / кислорода горит при температуре около 3500 ° C (6330 ° F).
| Процесс кислородно-ацетиленовой сварки |
Преимущества кислородно-ацетиленовой сварки
- Простота в освоении и эксплуатации, низкая стоимость
- Требуемое оборудование дешевле других видов сварочного оборудования
- Оборудование более портативное, чем большинство других типов сварочного оборудования
- Кислородно-ацетиленовое оборудование также можно использовать для «пламенной резки» больших кусков материала
- Универсальность – легкость применения в различных областях и широкий выбор электродов
- Относительная простота и портативность оборудования
- Адаптируется к ограниченным пространствам и удаленным местам
- Подходит для сварки в нерабочем положении
Материалы, подходящие для кислородно-ацетиленовой сварки
- Мягкая сталь
- Пайка может выполняться на многих других материалах, таких как алюминий, нержавеющая сталь, медь и латунь
ТИПЫ ГАЗОВОГО ПЛАМЕНИ
Окислительное пламя:
Когда объем газообразного кислорода превышает объем ацетилена, подмешанного в горелку. Это пламя используется для сварки латуни, а также для резки металлов.
Это пламя используется для сварки латуни, а также для резки металлов.
Пламя науглероживания:
Когда объем смешанного ацетилена превышает объем кислорода, образуется науглероживающее пламя. Это пламя используется для сварки никеля, монеля и т. д.
Нейтральное пламя:
Он известен как сбалансированное пламя. Кислород и ацетилен смешиваются в равных объемах. Нейтральное пламя используется для обычной сварки стали, чугуна и т. д.,
ТЕХНИКА ГАЗОВОЙ СВАРКИ
Левая сварка:
При этой сварке кончик горелки удерживается на расстоянии 600-700° от пластин.А присадочный стержень наклонен на 300-400 в противоположную сторону. В этом методе края пластины нагревают сразу после расплавленного металла. Наконечник горелки и наполнительный стержень медленно перемещаются влево.
Сварка справа:
При правосторонней сварке горелку держат на расстоянии 400-500° к свариваемому объекту. Факел перемещается вправо. Для тяжелых секций выполняется правая сварка.
Факел перемещается вправо. Для тяжелых секций выполняется правая сварка.
Вертикальная сварка:
Это метод, которым можно сваривать металл любой толщины.Если толщина листа меньше, то достаточно сварки с одной стороны, а для более толстых листов сварку следует производить с обеих сторон. Подготовка кромок под сварку не требуется. В этом случае сварка начинается снизу и продолжается до верха, а сварочная продувочная труба следует за присадочным стержнем. Наклон выдувной трубы составляет 30-80 градусов, а наполнительного стержня наклонен под углом 30.
Оборудование для кислородно-ацетиленовой сварки
Для процедуры необходим ряд оборудования, в том числе:
Сварочная горелка:
Сварочная горелка — жизненно важное устройство, используемое для объединения газов — топлива или ацетилена и кислорода — для создания достаточно горячего и сильного пламени, чтобы резать металлы. Он был спроектирован и разработан таким образом, чтобы оператор мог контролировать как форму пламени, так и его интенсивность с помощью пары ручек клапана, расположенных ближе к концу рукоятки. Эти игольчатые клапаны работают для изменения потока кислорода и топлива. по мере необходимости.
Он был спроектирован и разработан таким образом, чтобы оператор мог контролировать как форму пламени, так и его интенсивность с помощью пары ручек клапана, расположенных ближе к концу рукоятки. Эти игольчатые клапаны работают для изменения потока кислорода и топлива. по мере необходимости.
Газовые шланги:
Шланги специально разработаны и разработаны для сварки и резки металлов. Два шланга соединены вместе и имеют цветовую маркировку для визуальной идентификации. Кроме того, резьбовые соединители выполнены вручную, чтобы избежать случайного неправильного соединения: для кислорода, как обычно, используется правая резьба, для топливных газов используется левая резьба.
Газовые регуляторы:
Газовые регуляторы также являются жизненно важным оборудованием, основная функция которого заключается в контроле давления газа. Он регулирует высокое давление хранящегося в баллоне газа до рабочего давления горелки и поддерживает его во время процесса сварки. Газовые регуляторы имеют два отдельных манометра — манометр высокого давления используется для определения остатка газа в баллоне, а манометр низкого давления — для определения остатка газа в баллоне. давление газа, подаваемого на горелку.
давление газа, подаваемого на горелку.
Примечание: Газообразный ацетилен заливается в баллоны под давлением около 15 бар, в то время как процесс сварки осуществляется с давлением газа в горелке, как правило, до 2 бар.
Сварочная горелка:
Головка сварочной горелки используется для сварки металлов. К соплу идет только одна или две трубки, нет курка подачи кислорода и две ручки клапана в нижней части рукоятки, позволяющие оператору регулировать поток кислорода и расход топлива. Это также одно из жизненно важных устройств.
Резак:
Подобно сварочной горелке, головка резака используется для резки материалов. Но горелку можно определить по курку или рычагу выпуска кислорода.После достижения желаемой температуры кислород подается к нагретым частям нажатием «спускового крючка кислородного дутья». Подаваемый кислород вступает в реакцию с металлом, образуя оксид железа и выделяя тепло. Это тепло используется для процесса резки.
Флюс:
Химические вещества, которые раскисляют металлическую поверхность и создают инертную атмосферу вокруг расплавленного металла, известны как флюсы.
Функция:
- Для предотвращения образования оксидов с горячих поверхностей.
- Для снижения вязкости расплавленного металла.
- Поддерживает постоянную дугу при дуговой сварке.
Флюсы доступны в виде жидкости, порошка, пасты и газа. Порошковый флюс посыпают на свариваемые поверхности или погружают в порошок присадочный стержень. На свариваемые поверхности распыляют жидкие и пастообразные флюсы. Газовые флюсы используются для создания инертной атмосферы вокруг свариваемого соединения.
НАПОЛНИТЕЛЬ:
Стержень, который обеспечивает дополнительный металл при завершении сварки, известен как наполнитель.Состав присадочного металла должен быть таким же, как у свариваемого металла.
Наконечники горелки:
Для разных видов работ используются разные наконечники. Размер наконечника определяется диаметром выходного отверстия. В наконечниках также имеется более одного отверстия. Наконечник навинчивается или устанавливается на переднем конце горелки.
Наконечник навинчивается или устанавливается на переднем конце горелки.
Очки:
Газовое пламя испускает световые и тепловые лучи высокой интенсивности, вредные для невооруженного глаза.Для защиты глаз от этих лучей используются защитные очки. Очки также защищают глаза от летящих искр.
Зажигалка:
Чтобы зажечь пламя, необходимо дать искру от зажигалки. Нельзя использовать спички, так как есть риск обжечь руки.
Огнетушитель:
Огнетушители используются для предотвращения возгорания, которое может возникнуть случайно. Наполненные песком ковши и закрытые цилиндры всегда находятся наготове на случай таких происшествий.
ПРАВИЛА СВАРКИ Примечание. Правила просты. Следуйте им или потерпите неудачу!
Полый стержень, заполненный флюсом, стал доступен много лет назад, но, если не считать сомнительного сплава, он имел стойкая вредная привычка аккуратно разделяться, наращивать края сустава, не соединяясь их вместе. См. |
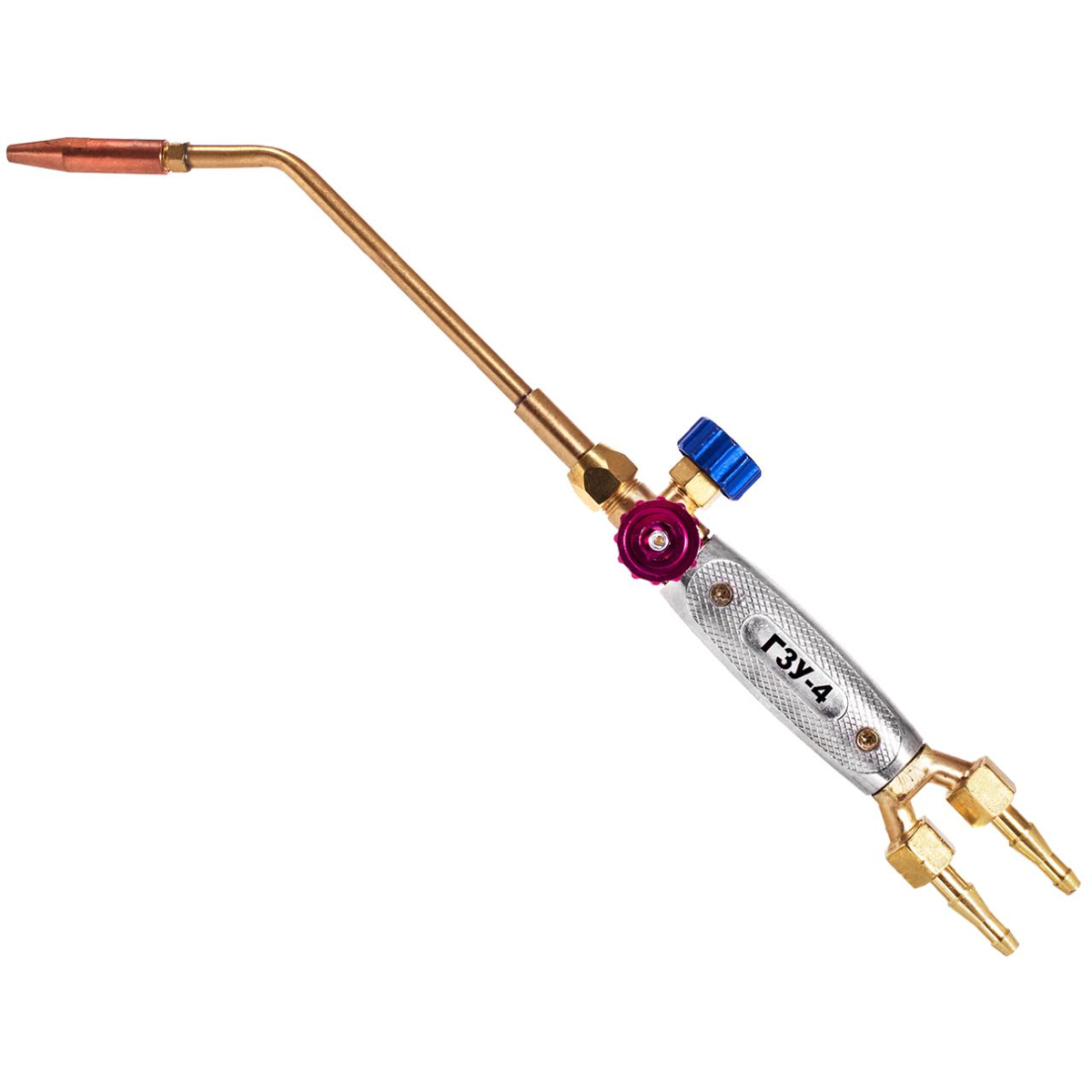 Следующая процедура предназначена для оксиацетилена из-за более технического характера и разнообразия.
наличие водорода.
Следующая процедура предназначена для оксиацетилена из-за более технического характера и разнообразия.
наличие водорода.
 The TM Meco Torch и другие сварочные принадлежности
The TM Meco Torch и другие сварочные принадлежностиСварка, часть 1 – кислородно-ацетиленовая сварка
кислородно-ацетиленовая сварка
Мы используем кислородно-ацетиленовую пайку при ремонте после столкновений, но на самом деле он не используется для резки в автомобильной промышленности, так как создает слишком много тепла и может деформировать или разрушить современные металлы.Сварка MIG заменила кислород/ацетилен для сварки.
По-прежнему существуют определенные типы сварных швов, для которых рекомендуется пайка пайкой из-за герметизирующих свойств, обеспечиваемых латунью, но сварочные аппараты MIG также используются с латунью, что называется пайкой MIG.
Несмотря на то, что кислород/ацетилен мало используется в автомобильной промышленности, могут быть случаи, когда вам нужно сделать грубую резку, нагреть болт или выполнить небольшую пайку. Поэтому я собираюсь коснуться этой темы.
Кислород
В первую очередь поговорим о кислородном баллоне.Это баллон высокого давления (до 2200 фунтов на квадратный дюйм), а кислород является одним из элементов, необходимых для разведения огня. Три элемента, необходимые для разжигания огня, — это источник топлива, зажигание и кислород. Поэтому кислород легко воспламеняется. Чем больше кислорода вы добавите в огонь, тем горячее он станет. Необходимо соблюдать осторожность при обращении с кислородным баллоном, потому что он имеет высокую концентрацию и легко воспламеняется. Грязные промасленные тряпки или гаечные ключи, которые вы используете для замены баллона, могут привести к взрыву.Поэтому вам необходимо убедиться, что используемое оборудование чистое и на нем нет масла. Также обратите внимание, что вы никогда не захотите использовать какой-либо смазочный материал или что-то в этом роде. Это может быть опасно и может привести к взрыву.
Ацетилен
Другая бутылка, которая часто используется в качестве источника топлива, это бутылка с ацетиленом. Это баллон низкого давления. Он весит всего до 250 фунтов, но с этой бутылкой тоже нужно обращаться осторожно.
Это баллон низкого давления. Он весит всего до 250 фунтов, но с этой бутылкой тоже нужно обращаться осторожно.
Для чего можно использовать кислород/ацетилен в автомастерской
Кислород/ацетилен можно использовать для пайки.Вы можете делать черновой монтаж и тому подобное, но плазменные резаки заменили резку, и я думаю, что кислород/ацетилен постепенно отказываются от новых методов ремонта. Как я уже упоминал, есть некоторые рекомендации для областей на транспортном средстве, которые должны быть действительно хорошо герметизированы, например, панели паруса, поскольку рекомендуется выполнять пайку соединения, поскольку латунь обеспечивает превосходные герметизирующие свойства по сравнению с другими типами сварных швов. Это помогает удерживать влагу и помогает бороться с коррозией благодаря своим превосходным герметизирующим свойствам. Латунь также более гибкая, и у латуни есть другие преимущества.
Латунь не сваривается плавлением
Латунь — это не процесс плавления, как когда что-то сваривают кислородом/ацетиленом или сваркой MIG. Слияние означает, что две части сплавляются вместе, образуя одну часть. При пайке это похоже на склеивание, пайку или что-то еще, так как при этом металлы не сплавляются друг с другом. Одним из преимуществ латуни является то, что для плавления латуни используется более низкая температура. Количество используемого тепла всегда следует учитывать, потому что слишком много тепла в автомобильной промышленности может разрушить металлы, такие как высокопрочная сталь.
Слияние означает, что две части сплавляются вместе, образуя одну часть. При пайке это похоже на склеивание, пайку или что-то еще, так как при этом металлы не сплавляются друг с другом. Одним из преимуществ латуни является то, что для плавления латуни используется более низкая температура. Количество используемого тепла всегда следует учитывать, потому что слишком много тепла в автомобильной промышленности может разрушить металлы, такие как высокопрочная сталь.
Преимущества латуни
Преимущество латуни заключается в герметизирующих свойствах, которые она обеспечивает для предотвращения коррозии, и меньшем нагреве, используемом для соединения металлов.
Слушайте подкаст
ГАЗОВАЯ СВАРКА — ОКСИОЦЕТИЛЕНОВАЯ
ГАЗОВАЯ СВАРКА — ОКСИОАЦЕТИЛЕНОВАЯНАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКСНУЮ СТРАНИЦУ
ГАЗОВАЯ СВАРКА — ОКСИОАЦЕТИЛЕНОВАЯ
В. Райан
2016
Райан
2016
| PDF-ФАЙЛ — НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ РАБОТЫ ДЛЯ ПЕЧАТИ | |
| ВИДЕО — ВВЕДЕНИЕ В ГАЗОВУЮ СВАРКУ — ОКСИАЦЕТИЛЕН | |
Сварка кислородно-ацетиленовым газом обычно используется для постоянно соединяются с мягкой сталью.Смесь кислорода и ацетилена горит как интенсивное/сфокусированное пламя при температуре примерно 3500 градусов по Цельсию. Когда пламя вступает в контакт со сталью, оно плавит поверхность, образуя расплавленная ванна, позволяющая проводить сварку. Также можно использовать оксиацетилен. для пайки, сварки бронзы, ковки/формовки металла и резки. Этот тип сварки подходит для изготовления стальных листов,
трубы и пластины. | |
| ПОДГОТОВКА ЦИЛИНДРОВ ДЛЯ СВАРКА | |
| Медленно открыть главный клапан ацетилена
бак и отрегулируйте регулятор давления ацетилена на 5PSI (фунтов на квадратный дюйм).
дюйм). Откройте игольчатый клапан на горелке и отрегулируйте давление
на ацетиленовых регуляторах показывать 5PSI. Закройте игольчатый клапан. | |
| ЗАЖИГАНИЕ АЦТИЛЕНА / КИСЛОРОДНАЯ СМЕСЬ | |
| ВКЛЮЧЕНИЕ: Ацетилен медленно включается (четверть/половина оборота игольчатого клапана) и
воспламеняется, образуя небольшое пламя. | |
| Ацетилен повышенный и кислород включался медленно. | |
| Ацетилен повышенный медленно и кислород быстрее, чтобы произвести интенсивное локализованное пламя, возможность точной сварки. | |
| ВЫКЛЮЧЕНИЕ: Сначала отключите кислород, затем ацетилен | |
| НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И УКАЗАТЕЛЬ ПРОЦЕССОВ СТРАНИЦА | |

 На этом этапе небольшое количество
сажа/дым выделяется на конце пламени.
На этом этапе небольшое количество
сажа/дым выделяется на конце пламени.Опасности для здоровья при кислородно-ацетиленовой резке и сварке — июнь 2015 г.
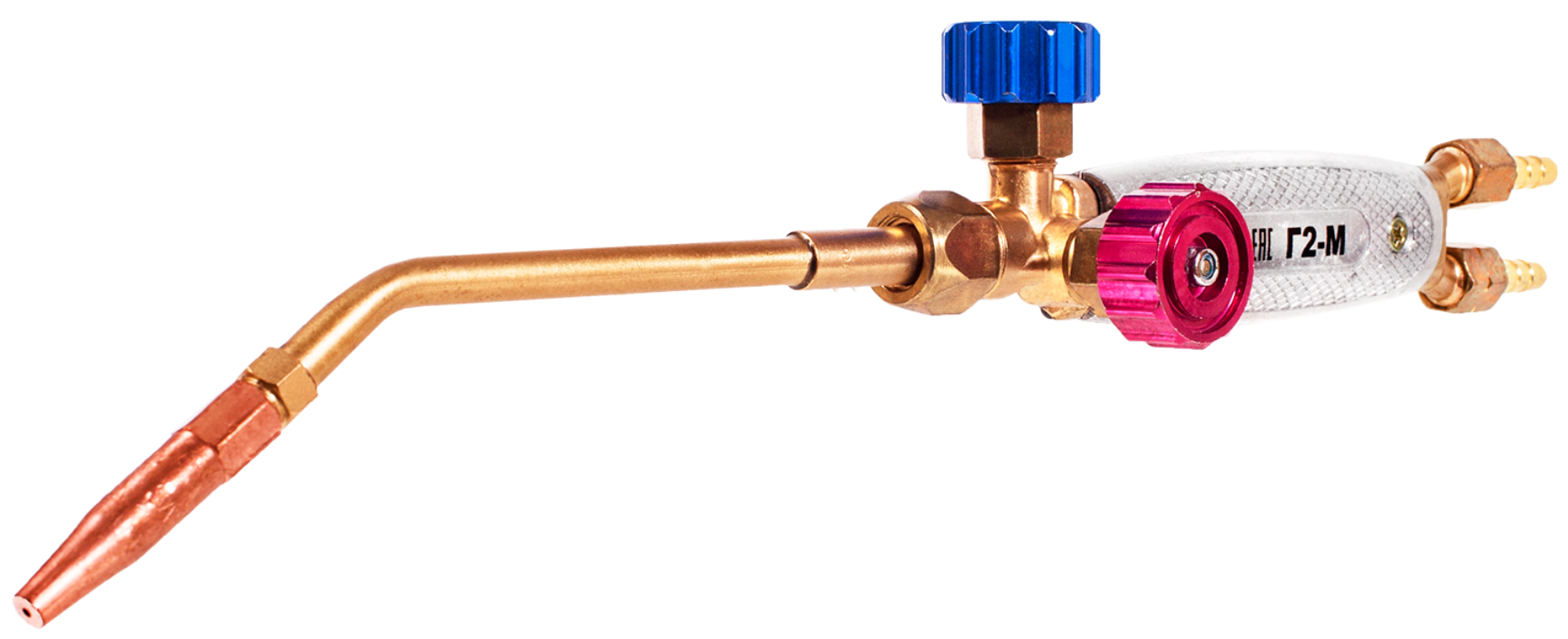
ОБНОВЛЕНИЕ OCCUSAFE
Ежемесячный обзор важных идей и стандартов в
Промышленная гигиена и безопасность
июнь 2015 г.
В ЭТОМ НОМЕРЕ: Опасность для здоровья при кислородно-ацетиленовой резке и сварке
Кислородно-ацетиленовая резка, также известная как газовая или газокислородная резка, часто считается менее опасной, чем традиционная сварка.Соответственно, опасности для здоровья часто игнорируются. Тем не менее, большинство или все опасности сварки все еще могут существовать. При газовой резке металл нагревают с помощью горелки до температуры самовоспламенения, а затем поток кислорода направляют на металл, превращая его в оксид металла, который вытекает в виде шлака. Ацетилен является наиболее распространенным газом, используемым для заправки резаков. При смешивании с чистым кислородом в узле резака ацетиленовое пламя теоретически может достигать температуры более 5700°F.
В промышленности кислородная резка может быть частью рабочего процесса, в ходе которого определяются опасности и осуществляется контроль. Но чаще это делается как ремонтные работы или нерутинные работы. В строительстве это часто делается как работы по сносу. В этих случаях вентиляция может быть недоступна, интенсивность и продолжительность работы могут варьироваться, а опасности не определены.
Но чаще это делается как ремонтные работы или нерутинные работы. В строительстве это часто делается как работы по сносу. В этих случаях вентиляция может быть недоступна, интенсивность и продолжительность работы могут варьироваться, а опасности не определены.
Например, на строительных работах, где сотрудники режут окрашенный металл с помощью газовой горелки, уровни индивидуального отбора проб могут намного превышать стандарты воздействия свинца на рабочем месте.
Опасность для здоровья при газовой резке связана с излучением и токсичными парами или газами, выделяемыми во время процесса.Дым, образующийся при газовой резке, представляет собой смесь очень мелких частиц и газов. Могут присутствовать многие вещества, такие как хром, никель, мышьяк, асбест, марганец, кремнезем, бериллий, кадмий, оксиды азота, фосген, акролеин, соединения фтора, окись углерода, кобальт, медь, свинец, озон, селен и цинк. и может быть чрезвычайно токсичным.
Проблемы со здоровьем, возникающие в результате газовой резки, могут включать:
- Повреждения глаз, такие как дискомфорт и ожоги от интенсивного света и тепла, излучаемых во время операции, и катаракта, вызванная излучением расплавленного металла, приводящая к неспособности ясно видеть, или язва роговицы и конъюнктивит из-за инородных частиц e. г. шлак и режущие искры.
- Раздражение и покраснение кожи из-за чрезмерного облучения.
- Болезнь, вызванная вдыханием паров или газов, образующихся во время процесса, например лихорадка от паров металлов из-за свежеобразованного оксида металла, болезнь от токсичных паров металлов, таких как свинец, кадмий, бериллий, раздражение бронхов и легких от токсичных газов, таких как оксиды азот, фториды; ожоги от пламени, горячего шлака или горячих поверхностей изделия.
- Удушье из-за работы в замкнутом пространстве, что может снизить уровень кислорода.
- Тепловой удар от продолжительной работы с пламенем, особенно в замкнутом пространстве.
 г. шлак и режущие искры.
г. шлак и режущие искры.Перед проведением газовой резки:
- Проведите оценку рисков, чтобы определить опасности и необходимые средства контроля.
- Оцените особенности работы, такие как продолжительность и частота операций резки.
- Требовать использования разрешения на проведение огневых работ, особенно при работе рядом с легковоспламеняющимися или горючими материалами, и не допускать на территорию неквалифицированный персонал.
- Используйте разрешенное разрешение на вход в замкнутое пространство для работы в определенных условиях, таких как замкнутое пространство, среда под давлением или богатая кислородом среда или рабочее пространство, ограничивающее движение тела
- Обеспечить обучение и использовать только квалифицированных сотрудников для выполнения операций газовой резки.
- Проверьте необходимый топливный газ и газ-окислитель, а также систему подачи газа.
- Обеспечьте стационарную или портативную вентиляцию по мере необходимости.
- Обеспечьте работников средствами индивидуальной защиты от опасностей, возникающих в процессе резки.
- Используйте защиту для глаз и лица. Хотя сварочный капюшон можно не использовать, необходима маска для лица с соответствующей защитой от УФ-излучения.

Чтобы получить дополнительную информацию по этой теме и обсудить потребности вашей компании в области безопасности и промышленной гигиены, позвоните в OccuSafe по телефону (214) 662-6005 или свяжитесь с нами по адресу occusafe@occusafeinc.