технология выполнения, оборудование, расходные материалы
Время на чтение: 3 мин
744
Рельсы можно варить при помощи арочной сварки, методики газопресса, с применением алюминотермитной технологии. Последний метод работает, когда используют воспламенитель.
Подают заряд, который эквивалентный одной порции. Температура при этом увеличивается до показателей в 1000 градусов. Любые рельсы могут расплавиться при этих цифрах.
Алюминотермитная сварка рельсовых соединений считается сложной технологией. Она требует от мастера умений и внимательности. В материале есть много углеродистых соединений. Его сварка будет непростой.
Если отнестись к процессу без энтузиазма, то можно на выходе получить непрочное соединение. Могут быть многочисленные трещины, которые усложнят работу конструкции. В статье поговорим о том, что из себя представляет этот вид сварки.
Содержание статьиПоказать
- Что такое алюминотермитная сварка
- Плюсы и минусы
- Установки
- Подведем итоги
Что такое алюминотермитная сварка
Порошок размещают в емкость из металла. Она расположен над границей двух частей холста. После этого порошок расплавляют. Рассыпчатая смесь необходима для того, чтобы получить прочное соединение базового металла.
Мелкие части шва станут вязкими, стыки при этом будут надежными. На протяжении десятков лет определили, что алюминотермитная сварка не проседает. Этот метод считается одним из наиболее эффективных.
Порошок, который связывает полотна, на четверть состоит из алюминиевого песка. В основной его части находится оксид железа. Гранулы по размерам не более 0.5 мм. Она мелкорассеянная, при этом податлива к любым действиям.
Металл может восстанавливаться в окислах материала. Но это возможно только в тех случаях, когда в работу вступает высокая температура. Необходимо поджигать смесь методом запала. Это приводит к тому, что оксид железа становится чистым сплавом.
На местах применяют заливочную емкость. Она направляет сплав в места алюминотермитной сварки. Герметичность конструкции играет важную роль. Разные виды рельс предполагают использование особой формы.
После того, как работа завершена, вы обнаружили зазоры или трещины? Необходимо их заделать при помощи термоустойчивой обмазки. Из-за того, что она жидкая, смесь поможет затечь во все труднодоступные места. Как итог – получится много лишнего шлака.
Нужно уплотнить соединение во время того, как оно не утратило высокую температуру. В этом помогут прессы. Когда работа закончена, от шлака избавляются при помощи молотка. Шлифовка стыков при помощи болгарки.
Плюсы и минусы
Этот метод применяется достаточно часто. Этому послужило то, что у него есть преимущества, которые по достоинству оценивают сварщики. Среди них выделяют такие:
- Быстрая скорость работы. Все этапы занимают не более получаса. При большом опыте за 60 минут можно обработать до десяти швов.

- Не используйте стационарную электрическую энергию. Это позволяет перемещать аппарат с места на место.
- Все части конструкции можно найти в одном месте. Они продаются в специализированных магазинах.
- Для получения ровного соединения не нужно иметь профессиональное образование. Нужно попробовать себя в сварочных работах несколько раз.
- Если не забывать о правилах работы и придерживаться всех технологий, можно получить прочный итоговый результат.
- Весь процесс не представляет опасности для работников, если применяется качественная техника и материалы.
- Сварочные работы можно проводить как дома, в цехах, так и на открытом поле.

Использование алюминотермитной сварки предполагает возникновение некоторых сложностей. Они могут быть такими:
- Порошок может легко поджечся, поэтому нужно вести себя с ним крайне осторожно.
- Подготовительные работы проводят тщательно и детально, чтобы не упустить важные нюансы.
- Техника, с которой вы будете работать, должна быть в рабочем состоянии. Проверьте ее исправность до начала сварки.
- Если в горячую посуду попадут капли жидкости, тогда вся смесь будет разбрызгана. Не допустите этого случая.
 Проверьте ее исправность до начала сварки.
Проверьте ее исправность до начала сварки.Установки
Алюминотермитная сварка возможна только если используете все рабочие элементы. Среди них выделяют такие:
- Бочка.
- Порошок.
- Пробка.
- Форма, которая отвечает рельсам.
- Жидкая обмазка.
- Устройство для полировки.
- Зубило.
- Молот.
- Металлическая лопата.
- Светоч.
Какие этапы работ существуют:
- Подготовка. От этого этапа будет зависеть, насколько прочным будет алюминотермитное сварочное соединение рельс. Первым делом в месте, которое находится возле стыка, сделайте более слабым рельсовое крепление. Снимите те, которые размещены в месте соединения. Горелка поднимет температуру рельс. Они станут чистыми и не будут содержать ржавчину. Клинья помогут выпрямить их в горизонтальном и вертикальном положениях. Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком.
- Сглаживание. Сначала уберите прокладки, которые размещены на соединениях. Вместо них поставьте клинья. Они прибиваются при помощи молотка. При помощи линейки проверьте точность установки рельс.
- Монтаж. Выберите необходимую непроницаемую форму. После этого горелка располагается посередине там, где вы хотите установить соединение. Обеспечьте герметичность стыков. При помощи шпателя прочно прижмите форму к соединениям. В результате вы получите плотное основание, расположенное между швом и смесью.
- Подогрев и металлообработка. Рельсы прогреваются при помощи горелки, когда соблюдены такие условия: пропановое давление составляет 1.5 бар, а кислородное не превышает 5 бар. Огонь проходит в течение 120 секунд. После того, как конструкция нагрелась, горелка больше не нужна. Нужно вставить стержень и повернуть сосуд. В том месте, где планируется алюминотермитная сварка, нужно поставить емкость, в которой будет заряд. Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.
- Полировка. После завершения сварочных работ нужно отшлифовать конструкцию. Для проверки качества шва берут линейку и щуп. Измерительные приборы позволяют выявить, насколько высокое качество соединения получилось в итоге.
 Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком.
Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком. Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.
Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.Подведем итоги
Сварочные работы при помощи алюминотермитной технологии не представляют опасности для мастера.
Но только в том случае, если вы работаете с проверенным оборудованием и придерживаетесь всех правил.
Огромным преимуществом будет 10-летний опыт. У сварщика всегда должна быть защитная спецодежда, маска, очки и перчатки. Это сделает процесс безопасным.
Алюминотермитная сварка рельсов. Технология выполнения работ.
Екатерина
Процесс сварки рельсов можно осуществлять несколькими способами: электродуговой , газопрессовной, алюминотермитной сваркой. Последняя технология является наиболее популярной и считается очень эффективной, хотя метод контактного соединения также часто применяется. Алюминотермитная сварка рельсов предполагает использование специального прибора — воспламенителя. За счет однопорционного заряда увеличивается температурный режим (до 1000°С), который подходит для расплавления всех видов рельсов.
Сварка рельсовых стыков – процесс непростой, требующий максимальной концентрации и внимательности. Поскольку в материале полотна находится очень много углерода, то он считается трудносвариваемым металлом. Допуская недочеты в создании сварного шва рельсов, можно получить трещины на соединении. О том, в чем суть такого вида сварки рассмотрим в этой статье.
О том, в чем суть такого вида сварки рассмотрим в этой статье.
Содержание статьи
- Что представляет собой алюмотермитная сварка?
- Достоинства и недостатки
- Оборудование
- Последовательность работ:
- Подготовительный этап
- Выравнивание
- Установка
- Нагрев и сварка
- Шлифовка и контроль качества
- Выводы
Что представляет собой алюмотермитная сварка?
Метод состоит в следующем: специальный порошок помещается в специальную металлическую конструкцию, которая находится над стыком двух участков полотна, подвергающегося сварке, а затем этот порошок плавится. Предназначение порошка заключается в том, что он надежно и прочно соединяет основной материал и таким образом, микроструктура шва становится очень вязкой. Подобные стыки делаются очень быстро и со временем они не проседают, что свидетельствует об их высоком качестве.
Порошок, выступающий в роли связующего звена в термитной сварке рельс, состоит из 23% алюминиевой крошки и 77% оксида железа. Структура порошка мелкодисперсная, размер гранул – 0,5 мм. Технология базируется на способности металла восстанавливаться в окислах алюминия. Однако, как уже отмечалось, это может произойти только при высоком тепмературной режиме, поэтому и применяется запал, посредством которого смесь поджигается. Именно этот процесс позволяет превратить оксид железа в чистый металл.
Структура порошка мелкодисперсная, размер гранул – 0,5 мм. Технология базируется на способности металла восстанавливаться в окислах алюминия. Однако, как уже отмечалось, это может произойти только при высоком тепмературной режиме, поэтому и применяется запал, посредством которого смесь поджигается. Именно этот процесс позволяет превратить оксид железа в чистый металл.
На участке используется заливочная форма, благодаря которой сплав направляется в место стыка.
Обратите внимание! Очень важно, чтобы образовалась герметичная конструкция, именно поэтому созданы специальные различные формы под разные конфигурации рельс.
Если после выполнения работы, вы найдете какие-то зазоры и щели, то от них нужно избавиться, для этого используется термостойкая обмазка. Благодаря своей жидкой консистенции она затекает в участок стыкового соединения и заполняет свободное пространство. В итоге на поверхности образуется шлак.
Процесс создания сварного шва рельсов должен производиться с обязательным уплотнением стыка, когда он находится еще горячим. Для этого необходимо обзавестись прессами. По завершению работы шлак надо отбить молотком, а сам шов надо отшлифовать специальной машинкой и болгаркой.
Для этого необходимо обзавестись прессами. По завершению работы шлак надо отбить молотком, а сам шов надо отшлифовать специальной машинкой и болгаркой.
Достоинства и недостатки
Алюминотермитная сварка рельс очень часто применяется на практике, ее широкая популярность обусловлена рядом плюсов, которые выделяются при использовании данного метода:
- Процесс осуществляется очень быстро (не более 30 минут). Несколько опытных сварщиков могут за 1 час создать 10-12 швов.
- Сварочные работы могут не нуждаются в привязке к стационарным источникам электроэнергии.
- Все необходимые детали и инструменты можно приобрести в любом строительном магазине.
- Чтобы качественно сварить рельсу в принципе не нужно специального образования, достаточно несколько раз потренироваться, чтобы соединение получилось прочным и надежным.
- При точном соблюдении правил выполнения технологии по созданию шва, в конечном итоге вы получите соединение, которое будет выдерживать сильные нагрузки.
- При условии, что применяется хорошая техника, процесс считается абсолютно безопасным для людей, выполняющих работу.
- Термитная сварка рельс не требует строгой привязки к населенному пункту, можно осуществлять и на поле.

Несмотря на большое количество преимуществ, как и любые другие технологии, сварочные работы, основанные на применении алюминотермия, имеют свои недостатки, о которых нельзя не упомянуть:
- Поскольку используемый порошок является легковоспламеняемым, в обращении с ним следует быть предельно осторожным.
- Чтобы в конечном итоге получить качественный шов, надо особое внимание уделить подготовке и выполнить ее детально.
- Проследите за тем, чтобы техника была исправной.
- Нужно быть очень внимательным, поскольку если в горящую емкость попадет вода, то металл разбрызгается.
Оборудование
Алюминотермитная сварка должна производиться только при наличии всех необходимых элементов: бочка, порошок, заглушка, форма, которая выполнена в соответствии с конфигурацией рельс, обмазочное вещество, необходимое для герметизации стыка, шлифовальная машинка, зубило, молоток, лопатка из металла (нужна для забора горящего шлака), горелка (посредством ее изначально надо разогреть металл).
Последовательность работ:
Подготовительный этап
Существенную роль в том, как сварить шов рельс, играет подготовка, которая предполагает следующие действия: возле стыка надо ослабить крепления рельс, а те которые расположены на участке соединения и вовсе надо снять. Далее при помощи горелки рельсы нагреваются, а также очищаются от ржавчины. На следующем этапе, при помощи клиньев, их надо выпрямить как горизонтально, так и вертикально. Ставить рельсы нужно соблюдая зазор в 2,5 мм, далее к ним подводится резак.
Выравнивание
Изначально надо избавиться от прокладок всех креплений, на их места устанавливаются клинья, используя молоток их нужно подогнать до требуемого состояния. Затем надо проверить насколько точно уложены рельсы, для этого используйте метровую линейку.
Установка
На этом этапе важно подобрать нужную герметичную форму, далее горелку надо поставить по середине на том участке, где предположительно появится шов. Также нужно выполнить и герметизацию зазоров, для этого форму надо максимально плотно прижать к шву, также здесь используется шпатель, который обеспечивает чистую грань между швом и песком.
Нагрев и сварка
Предварительный прогрев рельс производится горелкой при следующих параметрах: давление пропана – 1,5 бар, давление кислорода – 5 бар. Пламя подается на протяжение 1,5 – 2 минут. Когда прогрев завершен, горелка убирается, вставляется сердечник и поворачивается тигель. Затем на месте предполагаемого стыка устанавливается специальная бочка, наполненная зарядом. Для того, чтобы поджечь заряд применяет запал с высокой температурой, затем жидкий металл помещается в форму и выдерживается 4-5 минут.
Шлифовка и контроль качества
По окончанию процедуры, стык обрабатывается по краям до гладкого состояния: пока он горячий срезаются наплывы.
Далее, используя абразивные инструменты надо отшлифовать шов. Чтобы проверить качество нужны линейка и щуп. Важно, чтобы все было максимально прямолинейным. Качество шва проверяется по статичности изгиба, все осуществляется при помощи измерительных инструментов.
Выводы
Процесс алюминотермитной сварки достаточно безопасный. Лучше, чтобы работу выполнял сварщик с опытом. Выполняя такую технологию, как алюмотермитная сварка, соблюдайте правила эксплуатации железных дорог. Специалисты должны быть обязательно в спецодежде, защитных очках и перчатках.
Лучше, чтобы работу выполнял сварщик с опытом. Выполняя такую технологию, как алюмотермитная сварка, соблюдайте правила эксплуатации железных дорог. Специалисты должны быть обязательно в спецодежде, защитных очках и перчатках.
Похожие публикации
Алюминотермитная сварка рельсов (Технология производства, контроль качества алюминотермитной сварки. Гарантийные условия и требования безопасности) (Раздел дипломной работы), страница 2. Алюминотермитная сварка
ГлавнаяРазноеАлюминотермитная сварка
8.ПЧ_12_Тех.процесс_по_сварке_АЛТС
ФИЛИАЛ ОАО «РЖД»
КРАСНОЯРСКАЯ
ЖЕЛЕЗНАЯ ДОРОГА
ДИРЕКЦИЯ
ИНФРАСТРУКТУРЫ
структурное подразделение
АБАКУМОВСКАЯ ДИСТАНЦИЯ ПУТИ
Утверждаю:
Главный инженер Абакумовской дистанции пути
Красноярской железной дороги
А. Г.Абрамов
Г.Абрамов
« » 2011 год
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Окончательного восстановления рельсовой плети
бесстыкового пути со скреплением ЖБР, ЖБРШ, КБ алюминотермитной
сваркой рельсов методом промежуточного литья.
Абакумовка 2011г
Содержание
1.Область применения…………………………………………………….стр1
2.Условия производства работ……………………………………………стр1
3.Производственный состав исполнителей работ………………………стр1
4.Организация и технология выполнения работ………………………..стр1
5.Хранение материалов……………………………………………………стр8
6.Перечень необходимых технических средств………………………….стр9
7.Требования безопасности……………………………………………….стр10
8. Ограждение места работ………………………………………………. .стр12
.стр12
1 Область применения
Настоящий технологический процесс разработан Абакумовской дистанцией пути и предназначен для сварки стыков алюминотермитным методом промежуточного литья рельсов при текущем содержании пути. При окончательном восстановлении плети или устранении нежелательных стыков в рельсоах как на пути так и на стрелочных переводах. На рельсах типа Р-65 как новых так и старогодных, на железобетонных шпалах или брусе.
2 Условия производства работ
Рельсы подлежащие сварке должны быть одной группы годности.
Участок пути однопутный или двухпутный, электрифицированный, оборудован автоблокировкой.
В стыках установлены двухгловые накладки, стянутые шестью болтами, с зазором 0-26мм.
Шпалы или брус железобетонный с шириной между осями 420-680мм.
Балласт щебеночный, фракция 25-60мм.
Балластная призма высотой 50см, плече балластной призмы 45см, бровка зем полотна не менее50см.
Шпальные ящики заполнены балластом на 3см.ниже верхней плоскости шпалы.
Участок пути прямой, переходная кривая, круговая кривая радиусом не пенее 250м и возвышением наружного рельса не более 150мм.
Температура наружного воздуха не ниже -40С
Осадки в виде дождя и снега отсутствуют.
Между стыками рельсов не менее 3м, на одном 25м рельсе не более 4 стыков.
В зоне сварки не должно быть вдавленного клейма.
Стык на шпале варить запрещено.
3 Производственный состав исполнителей работ
Сварщики- 3чел
Монтер пути- 2чел
Оператор деф. РДМ33- 1чел
Сигналист- 2 чел
Руководитеь — 1чел
4 Организация и технология выполнения работ
Для производства работ должна быть организована бригада, состоящая из 3-х сварщиков – литейщиков (как минимум 2-х ), имеющих свидетельство на проведение указанных работ, и 2-х монтеров пути не ниже 3-го разряда. Руководитель работ (инженерно- технический работник) в должности не ниже дорожного мастера отвечает за качество работ и технику безопасности при выполнении алюминотермитной сварки.
Руководитель работ (инженерно- технический работник) в должности не ниже дорожного мастера отвечает за качество работ и технику безопасности при выполнении алюминотермитной сварки.Перед началом работы руководитель работ должен проверить комплектность оборудования, инструмента и наличие расходных материалов.
1
Подготовительные работы.
Руководитель работ проводит с персоналом бригады инструктаж по технике безопасности, пожарной безопасности и охране труда на рабочем месте.
Следит за перемещением бригады к месту работы и обратно, и обеспечивает сохранность оборудования и материалов.
Подготовка тигля к работе
Осматривается тигель для плавильного процесса, требуется убедиться в отсутствии трещин, сколов и других дефектов. Исправный тигель вставляется в обечайку , уплотняются места контакта с обечайкой формовочной смесью и просушивается при температуре не менее 25 – 30 0 С в течении 24 часов, установите тигель на вспомогательной стойке.
Примечание: для сокращения времени просушки рекомендуется перед доставкой тигля на рабочее место просушить его при температуре 50 – 700 0С не менее 12 – 16 часов в сушильной камере или термостате.
Подготовка стыка
Производится демонтаж стыка:
— разболтите и снимите по две шпалы в каждую сторону от стыка;
— установите временную перемычку (шунт)
— разболтите и снимите накладки;
— удалите мазут и грязь со свариваемых поверхностей, на расстоянии 100 – 120 мм от торца свариваемого рельса;-при необходимости сделайте регулировку междушпального ящика, для удобного монтажа литейной формы.
Подготовка к сварке
Формирование зазора.
Произведите формирование стыкового зазора между торцами рельсов 25 -26 мм
Произведите замер существующего зазора;
Выполните, при необходимости, обрезку рельса механическим способом до
величены стыкового зазора, при этом расстояние от торца рельса до края ближайшего
болтового отверстия должно быть не менее 50 мм.
Произведите очистку торцов рельсов от ржавчины металлической щеткой.
Выправка рельсов в рабочее положение.
Выправьте рельсы в рабочее положение для производства алюминотермитной
сварки. С целью компенсации просадки сварного шва сделайте возвышение концов рельсов
с помощью клиньев по вертикальной оси стыка на высоту 2,0 + 0,5 мм.
2
Контроль установки концов рельсов перед сваркой выполняйте линейкой длиной 1м, штангенциркулем или щупом. (Рис. 4-1)
Подготовка тигля к сварке.
Тигель перед началом сварки дополнительно просушите кислородно – пропановым
пламенем с избытком кислорода. В процессе сушки перемещайте горелку кольцевыми
движениями по спирали до верхних краев тигля в течении 55 — 60 секунд.
Подготовка литейного компонента.
Приготовьте литейный компонент – одну порцию. Установите литниковый запор
в тигле. Для этого в реакционном тигле, расположенным на вспомогательной стойке, с
помощью фрезы произведите очистку отверстия для установки литника.
Литниковый запор установите в нижнем отверстии тигля таким образом, чтобы
верхние его кромки находились на 8 – 10 мм выше днища тигля (рис. 4-2).
Установите оправку на литниковый запор.
Место соприкосновения литникового запора с тиглем уплотните магнезитным
порошком.
Засыпьте в тигель приготовленную порцию литейного компонента,
соответствующую типу свариваемых рельсов.
Удалите оправку из тигля.
Процесс сварки методом промежуточного литья.
Установка технологического оборудования в зоне стыка.
Установите комбинированную стойку на головку рельса таким образом, чтобы
держатели частей литейной формы находились сбоку по оси свариваемого зазора (Рис. 4-3).
Установите механизм настройки горелки вместе с горелкой на комбинированную
стойку и отрегулируйте положение сопла относительно свариваемого зазора.
3
Установите на свариваемом стыке литейную форму, состоящую из двух полуформ.
Для этого две полуформы очистите от упаковки, проверьте визуально целостность их
функциональных частей и вложите их в металлические держатели, соблюдая соответствие правой и левой стороны.
На одной полуформе уберите ослабленную стенку литейного желоба для отвода шлака
Зафиксируйте полуформы относительно стыкового зазора так, чтобы центр зазора совпал с вертикальной осью литейной формы, а сами полуформы прилегали друг к другу без
ступенек по всему периметру стыковки.
Проверьте возможность установки литникового мостика в соответствующий паз
литейной формы. Он должен свободно входить в паз и располагаться горизонтально.
При необходимости напильником обработайте боковые поверхности литникового
мостика (Рис 4-4).
Уплотните вручную место контакта литейной формы с рельсом формовочным
материалом.
На литейную форму со стороны желоба отвода шлаков установите ковш,
внутреннюю поверхность которого обмажьте формовочной смесью толщиной 5 мм. При
При
сварке в пути ковш установите с внутренней стороны колеи.
Произведите вручную обмазку с целью уплотнения места контакта ковша с литейной формой.
Установите подготовленный тигель с литейным компонентом, перенеся его со вспомогательной стойки на комбинированную стойку, и проверьте центровку литника
(рис.4-2) относительно вертикальной оси свариваемого зазора. При необходимости,
произвести регулировку для совмещения осей литника и зазора. Контроль осуществите
визуально.После этого поверните тигель на 90 градусов в сторону от зазора.
Подготовьте две лопатки с формовочной смесью для заделки свища в случае его
образования в процессе литья в литейной форме.
Подогрев концов рельсов.
Установите на газовых редукторах давление пропана 1 – 1,2 атм и давление кислорода 4,5 – 5,0 атм. Зажгите газовую горелку, отрегулируйте пламя до нормального горения и установите газовую горелку на вспомогательную стойку (Рис. 4-5). (Регулировку давления на редукторах кислорода и пропана производите при открытых вентилях на горелке).
4-5). (Регулировку давления на редукторах кислорода и пропана производите при открытых вентилях на горелке).
4
Переместите газовую горелку с нормально отрегулированным пламенем на
комбинированную стойку в зону сварки для нагрева концов рельсов (Рис. 4-6).
Продолжительность прогрева для рельса Р65 составляет 7 – 9 минут.
Температуру нагрева металла рельсов до 800 + 900оС контролируйте визуально по
цвету нагретого металла до светло – красного цвета или пирометром.
За одну минуту до конца подогрева концов рельсов нагрейте литниковый мостик формы (Рис. 4-4), удерживая его специальными щипцами.
Плавильный процесс.
Снимите газовую горелку с комбинированной стойки.
Установите нагретый литниковый мостик в литейную форму.
Поверните тигель с литейным компонентом и установите его таким образом, чтобы ось литника совпадала с осью зазора (Рис. 4-7).
Зажгите от пламени горелки термитную спичку, вставьте ее в литейный компонент,
находящийся в тигле, и накройте тигель конической крышкой с отверстием для выпуска газов.
Установите горелку на вспомогательную стойку.
Контролируйте визуально и по времени процесс плавления литейного компонента и выпуск расплавленного металла в литейную форму, который происходит через 20 – 28 секунд автоматически.
5
Контролируйте время кристаллизации металла литейного шва, которое в зависимости от массы порции литейного компонента, для рельсов Р 65 длится 3,0 – 3,5 минуты. После этого демонтируйте литейное оборудование.
Демонтаж литейного оборудования после затвердевания металла.
Снимите ковш со шлаком.
Запустите двигатель гидроагрегата и подключите обрезное приспособление.
Снимите тигель и перенесите его на вспомогательную стойку.
Снимите комбинированную стойку и держатели литейных полуформ.
Снимите металлические рамки, удерживающие литейные полуформы
Демонтаж верхней части литейной формы.
Произведите очистку зубилом бокового и верхнего контуров головки рельсов от формовочной смеси и шлака.
Выполните отделение с помощью кузнечных клещей верхней части литейной формы.
Произведите очистку головки рельса от песка металлической щеткой.
Формирование головки рельса в зоне литейного шва.
Установите гидравлическое обрезное приспособление для удаления прибыльной части литейного шва (Рис. 4-8).
В течении 10 – 15 секунд произведите обрезку прибыльной части и снимите обрезное приспособление.
Уберите излишки шлака, обрезки металла и срубите с помощью молотка и зубила или гидравлических ножниц остатки литниковой системы, подрубите литники в горячем состоянии.
6
Установите на поверхности головки рельса гидравлический шлифовальный станок и выполните предварительное шлифование прибыльной части литейного шва до высоты приблизительно 1 мм над верхом головки рельса (Рис. 4-9).
Выдержка стыка до полного остывания.
Выдержите литейный шов до полного остывания, когда температура металла шва и рельса на расстоянии 2 м от шва будут одинаковыми. Ориентировочное время остывания 90 – 120 минут, в зависимости от температуры окружающего воздуха.
Ориентировочное время остывания 90 – 120 минут, в зависимости от температуры окружающего воздуха.
Окончательное шлифование стыка и контроль качества.
Отбейте литники.
Произведите окончательную очистку литейного шва от остатков литейной формы и песка металлической щеткой.
Выполните окончательную шлифовку головки рельса в зоне стыка шлифовальным станком. Поверхность головки рельса после шлифовки не должна иметь дефектов «поджога»
Произведите крепление рельса к шпалам в зоне литейного шва.
Контроль качества алюминотермитной сварки на месте производства работ.
В процессе подготовки и проведения алюминотермитной сварки рельсов руководитель бригады должен выполнять пооперационный контроль за качеством всех операций.
После завершения технологического процесса алюминотермитной сварки проведите визуальный осмотр литейного шва в стыке. Убедитесь, что литейный шов снаружи не имеет пор и шлаковых включений, а также трещин.
Примечание: наличие металлургических усадочных раковин, полостей на устраненных излишках литниковых стояков в их центральной части не влияет на качество литейного шва, так как эти дефекты возникли в приварыше (обливе).
Выполните проверку геометрии рельса в зоне стыка. Визуально убедитесь, что седловина в литейном шве отсутствует.
Произведите с помощью линейки длиной 1,0 м, штангенциркуля или щупа проверку прямолинейности рельса в зоне стыка. Допускаемые отклонения прямолинейности соединенных концов рельсов после образивной обработки головки в вертикальной плоскости не более 0,5 мм, а в горизонтальной не более 0,3 мм на длине 0,5 м.
7
Схема контроля прямолинейности рельсов в зоне соединения приведена на рис. 4-10.
После завершения проверки геометрии рельса, выполните неразрушающий контроль качества литейного шва ультразвуковым дефектоскопом РДМ-33, по Технологической инструкции ТИ 0722- 2000, утвержденной ЦП МПС 28.12.2000 г.
При отсутствии отклонений в нормируемых показателях качества литейного шва, стык, выполненный алюминотермитной сваркой методом промежуточного литья, считается пригодным для эксплуатации. Поставьте личное клеймо сварщика — литейщика и сделайте запись в журнале учета работ по алюминотермитной сварке рельсов (Приложение В)
При обнаружении дефекта в литейном шве, проанализируйте причины его возникновения, и устраните путем вырезки участка рельса в зоне соединения. Длина вырезанного участка должна быть такой, чтобы расстояние между местами сварки было не менее 3000 мм. На место удаленного рельса установите новый и выполните алюминотермитную сварку двух стыков.
Длина вырезанного участка должна быть такой, чтобы расстояние между местами сварки было не менее 3000 мм. На место удаленного рельса установите новый и выполните алюминотермитную сварку двух стыков.
Приведение сварного шва и участка рельса в рабочее состояние
Установите предохранительные накладки на рельс в зоне литейного стыка.
Демонтируйте приспособления, соберите инструмент, включая клинья для выправки рельсов.
Уберите остатки литейных материалов.
Технологическая карта с перечнем операций для проведения сварочных работ на стрелочном переводе, как наиболее сложной конструкции пути, приведена в приложении А.
5. Правила хранения расходных материалов, оборудования и инструмента
Хранение расходных материалов.
Литейные компоненты, термитные спички, должны храниться в самостоятельных 1-ой или 2-ой степени огнестойкости бесчердачных одноэтажных зданиях с негорючими полами.
В исключительных ситуациях допускается хранение в отдельном отсеке общего склада 1 или 2 степени огнестойкости.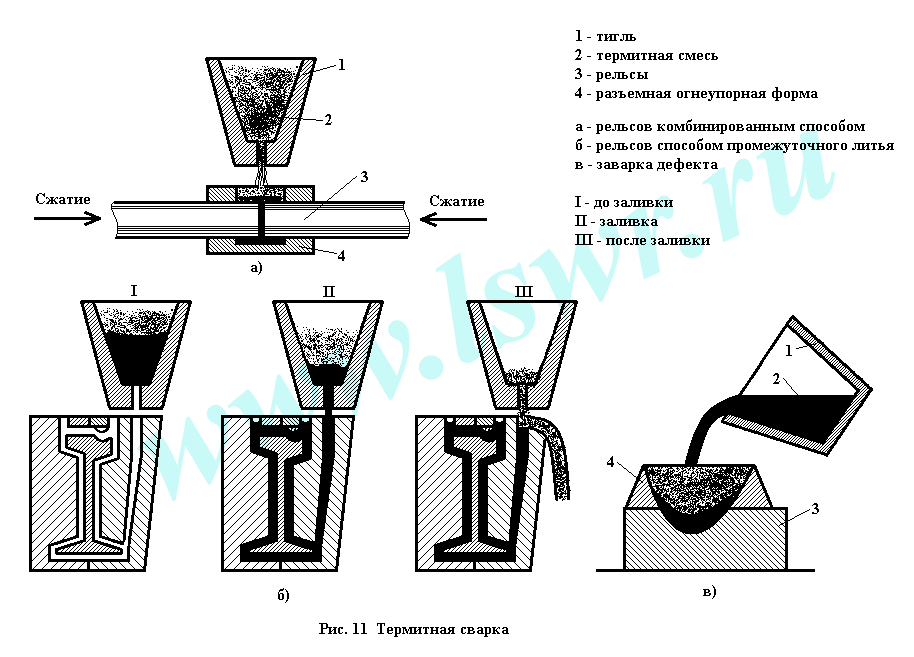
Литейные компоненты, ввиду высокой температуры горения, необходимо складировать на расстоянии не менее 0,5 м от несущих конструкций склада и не менее 3-х м от горючих материалов и веществ. Расстояние от светильников до хранящихся упаковок с литейным компонентом должно быть не менее 0,5 м.
Напротив дверных проемов складских помещений должны оставаться свободные проходы шириной, равной ширине дверей, но не менее 1 м. Через каждые 6 м в складах следует устраивать, как правило, продольные проходы шириной не менее 0,8 м.
Электрооборудование складов по окончании рабочего дня должно обесточиваться.
Аппараты, предназначенные для отключения электроснабжения склада, должны располагаться вне складского помещения на стене из негорючих материалов или на отдельно стоящей опоре, заключены в шкаф или нишу с приспособлением для опломбирования и должны быть закрыты на замок. Эксплуатация газовых плит, электронагревательных приборов и установка штепсельных розеток в помещении склада не допускается.
8
В зависимости от площади склада и количества хранящегося литейного компонента в каждом конкретном случае определяется необходимое количество огнетушителей согласно ППБ-01-93.
При использовании ящиков с песком или глиноземом, они должны комплектоваться совковой лопатой по ГОСТ 3620-76, а их конструкция обеспечивать удобство извлечения тушащих средств и исключать попадание осадков.
Вспомогательные материалы: термитные спички, литейные формы и мостики, магнезитный порошок, формовочная смесь должны храниться в помещении при температуре воздуха не ниже +10оС и относительной влажности не выше 50 %. Допускается в весенне – летний период увеличение относительной влажности воздуха в помещении до 65 %.
Для контроля температуры и влажности воздуха в помещении должны быть установлены термометр и прибор для измерения влажности (психрометр или гигрометр).
6.Перечень специального оборудования
Наименование | Обозначение | Кол-во,шт. | Габаритные размеры ДхШхВ, мм | Назначение и краткая техническая характеристика | прим |
Агрегат гидравлический | АГ-1 | 1 | 1245х495х635 | для шлифовального, обрезного станков и гидравлических инструментов. | мощность, кВт-4,5 максимальное рабочее давление, МПа-20, масса, кг-75 |
Станок шлифовальный гидравлический | СШГ-1 | 1 | 1066х500х985 | Шлифование сварных швов рельсов | частота вращения рабочего вала, об/мин-3000 масса, кг -43 |
Станок обрезной гидравлический | СОГ-1 | 1 | 880х335х340 | Обрезка прибыльной части литейного шва. | Усилие резания, кН-190. Масса, кг-75 |
Станок рельсорезный | СР-1 | 1 | 620х480х360 | Резка рельсов поперечная | обороты диска, об/мин 300-5000. кг-35 |

 масса,
масса,Перечень материалов и оборудования:
— термитный компонент
— форма
— литниковый запор
— стойка комбинированная
— приемная чаша (ковш)
— рамка для сварочной формы
— тигель
— газовая горелка
— шланги, кислородный и пропановый
— редуктор кислородный
— редуктор пропановый
— баллон с кислородом
9
— баллон с пропаном
— набор ручных инструментов сварщика- литейщика
— рулетка
— рельсовый термометр
— домкрат гидравлический
— прибор для разгонки шпал
— временная перемычка (шунт)
— лопата
— ключ путевой
— ключ торцевой
— лом остроконечный
— запасные детали ВСП (в зависимости от состояния свариваемого стыка для замены дефектных).
7. Указания мер безопасности
При выполнении алюминотермитной сварки рельсов методом промежуточного литья должны строго выполняться правила техники безопасности, пожарной безопасности и охраны труда.
Для выполнения алюминотермитной сварки рельсов могут быть допущены работники, прошедшие специальный курс обучения и получившие свидетельство сварщика – литейщика и прошедшие проверку знаний на право производства работ.
Работники, допущенные к производству алюминотермитной сварки рельсов, перед проведением работ, должны пройти медицинский осмотр и получить разрешение врача.
При алюмотермитной сварке рельсов работники должны использовать личные защитные средства:
— спецодежду сварщика – литейщика;
— огнестойкие перчатки;
— защитную маску;
— сварочные очки;
— сапоги или ботинки;
— теплую спецодежду для работы в холодное время;
— сигнальные жилеты при выполнении работ в пути.
К выполнению сварочных работ допускаются лица не моложе 18 лет.
При работе с технологическим оборудованием: агрегатом гидравлическим, станком шлифовальным, станком обрезным, станком рельсорезным, горелкой газовой строго соблюдать инструкции по эксплуатации на это оборудование и соблюдать меры безопасности, указанные в этих инструкциях.
В процессе подготовки и выполнения алюминотермитной сварки рельсов запрещается:
— засыпать и поджигать порцию литейного компонента во влажный (непросушенный) тигель;
— поджигать литейный компонент, не установив тигель над литейной формой; 4
— автоматический выпуск расплавленного литейного компонента во влажную литейную форму
— после предварительного нагрева концов рельсов в литейной форме и воспламенения литейного компонента ставить влажный (непросушенный) мостик;
— носить термические спички в кармане рабочей одежды;
— термические спички хранить совместно с литейным компонентом в одном складе;
— устанавливать ковш с горячим шлаком на влажную землю и переносить ковш с горячим шлаком наклоненным;
— порции литейного компонента хранить совместно с другими легковоспламеняющимися веществами;
— высоконагретый или жидкий шлак, снятый с литейного шва, бросать в воду, снег или на влажные места;
— в случае пожара на складе, где хранится литейный компонент, применять воду и жидкостные огнетушители.
10
Перед воспламенением литейного компонента сварщик – литейщик должен предупредить остальных работников о воспламенении и иметь место для быстрого отхода от тигля, в котором происходит активная химическая реакция, на расстояние не менее 3-х метров.
Литейный компонент должен складироваться на рабочем месте на расстоянии не менее 6-ти метров от места сварки. Категорически воспрещается хранение литейного компонента совместно с легковоспламеняющимися и горючими жидкостями, горючими газами, окисляющими и кислородосодержащими веществами.
Рабочее место проведения алюминотермитной сварки перед проведением работ должно быть обеспеченно средствами пожаротушения: порошковым огнетушителем, лопатой, песком.
При работе с литейным компонентом необходимо строго соблюдать правила пожарной безопасности, принимая во внимание, что:
— температура при горении литейного компонента достигает 2300 – 2800 оС;
— линейная скорость горения составляет 5 мм/сек;
— горение литейного компонента сопровождается выбросом горячих частиц, способных зажечь легковоспламеняющиеся вещества;
— при разрушении уплотнительной обмазки или литейной формы возможно вытекание расплавленного металла вне зоны сварки;
— при увлажнении литейного компонента в процессе реакции возможна резкая интенсификация горения за счет взаимодействия алюминия и воды с выделением водорода.
Запрещается тушить литейный компонент огнетушащими порошками общего назначения, водой и водо-пенными смесями. Для локализации горения литейного компонента должен быть применен огнетушащий порошок ПХК по ТУ 10968236-06-94.
При проведении работ по алюминотермитной сварке рабочее место должно быть очищено от горючих веществ в радиусе 5 м.
Газовые баллоны и подводящие шланги, а также конструкции и механизмы, находящиеся в зоне алюминотермитной сварки, должны быть защищены металлическим экраном или сеткой с ячейкой не более 1х1__
8.Ограждение места работ.
Руководитель работ заранее выдает предупреждение по Форме №2 и заказывает «окно» для производства работ по сварке стыков Алюминотермитным способом.
Проводит целевой инструктаж сигналистам и членам бригады в соответствии с ЦРБ 757
Опробование вертикальных и горизонтальных болтов, замена дефектных элементов ВСП (болт, гайка, гравер, шайба, аммортизационныая прокладка), дотяжку болтов можно проводить под предупреждением выданным по форме №7, ограждаясь сигналами «С»:
studfiles. net
net
Алюминотермитная сварка — Главный механик
Для сварки рельсов используется такой способ сварочных работ, как алюминотермитный. Он подразумевает использование порошка, в состав которого входит алюминий, железная окалина и магний. Эта смесь называется термитом.
Особенности алюминотермитной сварки
Алюминотермитная сварка не столь распространена, как контактная. Однако, этот способ сварочных работ имеет ряд существенных преимуществ. К ним можно отнести следующие.
- Требует минимальных трудозатрат. Для выполнения сварочных работ алюминотермитным способом требуется минимальное количество рабочих рук. Справится с данной работой способна бригада, состоящая из 3 человек.
- Для выполнения алюминотермитной сварки не требуется сложного оборудования. А вес используемого составляет до 400 кг.
- Данный способ осуществления сварочных работ значительно быстрее по сравнению с контактным методом сварки. Продолжительность сварки для одного стыка рельс занимает меньше часа.
- Для осуществления алюминитермитной сварки применяется порошкообразное сочетание алюминия, железной окалины и магния, которое расфасовано определенным образом. Элементы, которые требуют нагревания, заформовывают материалом, устойчивым к воздействию высоких температур. Затем осуществляется нагрев этих деталей. При помощи электродуги или запала зажигают термит и разогревают до жидкого состояния. Расплавленный металл заливают на место, требующее сварки.
- Сварочные работы с использованием термита осуществляются с использованием автономных источников электропитания.

В результате правильно осуществленной алюминотермитной сварки получается довольно надежное соединение. Применяется этот вид сварочных работ для соединения стальных и чугунных изделий.
Алюминитермитная сварка для стыковки рельсов
Наиболее часто сварочные работы с помощью термита на основе алюминия используют при проведении железнодорожных работ. Обусловлено это преимуществами данного способа сварки.
Алюминотремитная сварка рельсов помогает оперативно изготовить стыки без продолжительного перерыва в движении поездов. Так, например, бригада из 3 человек за два часа способна сварить 3 рельсовых соединения. Оперативность проведения ремонтных и сварочных работ крайне важна при организации движения на железных дорог.
Но более важным фактором является надежность соединений. Алюминотермитная сварка рельсов наилучшим образом обеспечивает прочность стыков.
Таким образом, сочетая в себе наиболее важные факторы, надежность и оперативность, сварка при помощи термита на основе алюминия является наиболее подходящим способом для изготовления стыков рельс. Потому данный способ проведения сварочных работ широко применятся именно на железных дорогах России. Важно, что такая сварка может применятся даже при ремонте и стыковки стрелочных переводов. Ну и, конечно же, на перегонах основной части пути.
Преимущества использования алюминотермитной сварки рельсов
По мимо описанных выше особенностей и преимуществ, сварочные работы алюминиевым термитом имеют ряд существенных преимуществ относительно применения именно для обслуживания железных дорог. Таковыми являются следующие:
Таковыми являются следующие:
- Значительное сокращение расходов на содержание и обслуживание железнодорожного пути.
- Сокращение интенсивности износа. Это касается колес поездов и другого подвижного состава. А также самих стыков рельс.
- Предотвращает появление дефектов на окончаниях рельс.
- Обеспечивает плавность и скорость хода подвижного состава.
- Гарантия устанавливается по количеству пропущенного по рельсам груза. Она предусматривает пропуск общей массой до 120 милионнов тонн брутто для рельсов Р65. Гарантия имеет ограничения по времени – не более 5 лет использования.
Технология сварки рельс алюминотермитным способом и осуществление контроля качества
Сварка на основе алюминотермитного способа является бесшовной. Происходит этот процесс при помощи перетекания молекул одного вещества в другое.
Для осуществления алюминтермитных сварочных работ имспользуется специальное оборудование – воспламинитель. При помощи однопорционного заряда происходит повышение температуры до 1 тыс. градусов. Такая температура является подходящей для того, чтобы расплавить большинство видов рельс. Эта процедура занимает менее полминуты, около 20 секунд. При этом образуется металл в жидком виде и шлаки, которые поднимаются к верху.
градусов. Такая температура является подходящей для того, чтобы расплавить большинство видов рельс. Эта процедура занимает менее полминуты, около 20 секунд. При этом образуется металл в жидком виде и шлаки, которые поднимаются к верху.
Далее расплавленная металлическая масса перетекает в форму. При достижении пределов сердечника металл растекается равномерным слоем. При этом нагревательный элемент разогревает окончания рельс. Жидкий металл растекаясь, заполняет люфт разогретых рельс.
Алюминотермитные сварочные работы подходят даже для рельс из закаленного металла, упроченных и неупроченных видов.
Для качественного выполнения работ потребуется операционный аудит, т.е. за правильностью проведения сварки необходимо следить на всех без исключения этапах. Производить операцию по свариванию рельс должен профессиональный сварщик-термист при наличии защитной и сигнальной экипировки.
Алюминотермитный способ сварки включает в себя следующие этапы
- Проведение подготовительных работ. Рельсы на месте сварки должны быть полностью зачищены от грязи и ржавчины, а соединительные элементы должны быть удалены. Крепления, которые расположены рядом со свариваемым элементом ослабляются, поверхность рельсов должна быть гладкой. Затем элементы требуют выпрямления до горизонтального или вертикального положения. Сами рельсы ставятся с соблюдением зазора в 2,5 см. При помощи резака рельсы режут с последующим очищением от шлака.
- Выравнивание рельсов. В целях обеспечения безопасности и прочности сварки рельсы требуется выпрямить. Для этого вначале устанавливаются клинья с обеих сторон рельс взамен удаленным прокладкам креплений. При помощи металлической линейки длиной в 1 метр осуществляется контроль точности положения рельсы. С целью компенсации шовной усадки допускается люфт, который не превышает 1 мм.
- Проведение установки форм и их герметизации. На должном расстоянии устанавливается зажимающее устройство. Определяет его позицию измеритель. Поверх оси рельс, в центре предполагаемого шва, устанавливается горелка. Шпателем проводится герметизация, который плотно прижимают, тем самым обеспечивая тонкую грань между песком и металлом. Головка рельсов запирается крышками.
- Нагревание, металл и сварка. Сердечник сварочного оборудования требует дополнительного прогрева и просушки. Осуществляется это при помощи газа-пропана с давлением равным 1,5 бара и кислорода с уровнем давления равным 5 Барам. Затем начинается подача пламени на металл рельс, которая происходит не дольше 120 секунд. Осуществляется это при помощи горелки. После прогрева рельс, она снимается. На ее место должен быть установлен сердечник. После этого осуществляется поворот тигеля. Необходимо зажечь однопорционный заряд с целью осуществления сварочных работ. Для этого используют запал с высоким уровнем температуры. Пока металл плавится, необходимо чтобы тигель достиг стабильного положения. После чего расплавленный металл заливают в форму. После того, как он полностью перетечет в зазор, удаляют тигель с поддонами для шлака и крышками. Далее начинается процесс отвердения металла, длительностью около четырех минут.
- Финальные операции и процесс шлифовки. Для безопасности передвигающихся по рельсам составов и долговечности стыка, он должен быть гладким. Требуется его шлифовка по бокам и поверхности катания. Для этого наплывы в течение 10 минут разогревают при помощи горелки до горячего состояния. Затем механическим путем происходит срез излишков металла. По завершению данной процедуры при помощи инструментов абразивного типа выполняют шлифовку металла до прямолинейного состояния. Правильность шлифовки определяется при помощи металлической линейки и щупа. Допустимо отклонение от требуемого размера в пределах до 1 мм.
- Проверка качественности сварки. Для этого требуется провести испытание статичного изгиба. Здесь допустимо применение растяжения по головке изделия или его подошве. Также опытные образцы могут доводится до излома.
 Рельсы на месте сварки должны быть полностью зачищены от грязи и ржавчины, а соединительные элементы должны быть удалены. Крепления, которые расположены рядом со свариваемым элементом ослабляются, поверхность рельсов должна быть гладкой. Затем элементы требуют выпрямления до горизонтального или вертикального положения. Сами рельсы ставятся с соблюдением зазора в 2,5 см. При помощи резака рельсы режут с последующим очищением от шлака.
Рельсы на месте сварки должны быть полностью зачищены от грязи и ржавчины, а соединительные элементы должны быть удалены. Крепления, которые расположены рядом со свариваемым элементом ослабляются, поверхность рельсов должна быть гладкой. Затем элементы требуют выпрямления до горизонтального или вертикального положения. Сами рельсы ставятся с соблюдением зазора в 2,5 см. При помощи резака рельсы режут с последующим очищением от шлака. Шпателем проводится герметизация, который плотно прижимают, тем самым обеспечивая тонкую грань между песком и металлом. Головка рельсов запирается крышками.
Шпателем проводится герметизация, который плотно прижимают, тем самым обеспечивая тонкую грань между песком и металлом. Головка рельсов запирается крышками. Далее начинается процесс отвердения металла, длительностью около четырех минут.
Далее начинается процесс отвердения металла, длительностью около четырех минут.При правильно выполненной алюминетермитной сварки, качественный стык будет обеспечивать долговечность рельс и колес подвижных составов при минимальных временных и финансовых затратах на проведение ремонта и обслуживания железнодорожного пути.
themechanic.ru
Алюминотермитная сварка рельсов (Технология производства, контроль качества алюминотермитной сварки. Гарантийные условия и требования безопасности) (Раздел дипломной работы)
1. АЛЮМИНОТЕРМИТНАЯ СВАРКА РЕЛЬСОВ
Используя воспламенитель при температуре свыше 1000 °С, реакция термитной порции происходит в течение 20 секунд, образуется жидкий металл и жидкий шлак, который всплывает наверх.
При выпуске жидкий металл течёт из тигеля в форму, а, достигнув сердечника, растекается равномерно по обеим сторонам зазора. Во время этого процесса сталь нагревает рельсы, оплавляет их концы и сваривает, в конце процесса заливки шлак низкой плотности вытекает из тигеля, заполняя верхнюю часть формы и шлаковые лотки.
Допускается сварка закаленных (объемно или поверхностно) рельсов, примыкающих к стрелочным переводам, с термически не упроченными рельсами.
Алюминотермитная сварка рельсов типа Р65 осуществляется по технологии фирм «Электро-Термит» (Германия) и «Снага» (Словакия) с использованием оборудования, оснастки, алюминотермитной смеси (далее «термит»), огнеупоров и формовочных материалов, поставляемых этими фирмами.
При сварке объемно закаленных рельсов с рельсами, имеющими поверхностную закалку или поверхностно закаленных рельсов между собой, применяется термит повышенной прочности марки 1200 (с временным сопротивлением литого металла 1200 кН/мм2).
При сварке термически не упрочненных рельсов применяется термит обычной прочности марки 900 (с временным сопротивлением литого металла 900кН/мм2).
Производство работ по алюминотермитной сварке может быть допущено только по разрешению Департамента пути и сооружений МПС по заявкам дорог с указанием станции и объемов сварочных работ с разбивкой по классам путей.
Алюминотермитная сварка должна выполняться при температуре воздуха +5°С и выше.
Настоящие указания распространяются на алюмотермитную сварку рельсов типа Р65 с поверхностной закалкой и термически не упрочненных в пределах стрелочных переводов по прямому и боковому направлению, уложенных в главных, приемо-отправочных, станционных и горочных путях.
1.1. Технология производства алюминотермитной сварки рельсов
1.1.1. Специальное оборудование для алюминотермитной сварки
Для алюминотермитной сварки используют следующее оборудование:
— измеритель расстояния
— универсальное зажимное устройство
— седло горелки
Работы по сварке рельсов производятся на закрытом для движения поездов стрелочном переводе.
При помощи более широкой части измерителя происходит измерение зазоров, затем определяется расстояние между зажимным устройством и сварочным зазором. Теперь измеритель расстояния используется для установки нагревателя горелки на требуемую высоту. Горелка устанавливается над центром оси рельса, а так же по центру зазора. После этого на рельсе крепится формовочный башмак с формой. Необходимо гарантировать точное и центральное положение формы по отношению к зазору, крепление башмака на рельс осуществляется зазорным винтом. Вторая часть формы аккуратно устанавливается на противоположной стороне и закрепляется с таким же усилием.
Вторая часть формы аккуратно устанавливается на противоположной стороне и закрепляется с таким же усилием.
Перед сваркой необходимо обязательно проверить положение сердечника. При сварке швов в кривых, где путь обычно с уклоном, сердечник подпиливается в своей верхней части напильником, это необходимо для того, чтобы расплавленная сталь могла протечь равномерно по грубой горизонтальной поверхности в зазоре. В шлаковых лотках находится шлак, который в конце плавки высыпается из тигеля по обеим сторонам рельса.
Держатель тигеля и тигель с крышкой, крепятся с помощью универсального зажимного устройства в точном положении для отливки.
1.1.2. Специальное оборудование для предварительного нагрева и резки рельсов
Используют следующее оборудование для предварительного нагрева и резки рельсов:
— газовая горелка
— резак
— запорные краны
— кислородный и газовый регуляторы с манометром
Перед тем как зажечь горелку необходимо открыть сначала кислородный кран при давлении кислорода 5 Бар и только затем кран для пропана настолько, чтобы произвести зажигание, пламя при этом должно быть небольшим. Давление пропана должно быть 1,5 Бара.
Давление пропана должно быть 1,5 Бара.
При установке направляющей резака на рельс, необходимо отметить ширину зазора с помощью измерителя расстояний. После этого необходимо зафиксировать резак по отметке и установить направляющую резака. Затем необходимо откорректировать окончательное положение режущего устройства.
1.1.3. Используемые материалы
После заполнения мешка термитной смесью на задней стороне мешка проставляются технические данные в определённом квадрате. Данные должны точно соответствовать маркировкам на рельсах, которые необходимо сварить. Расшифровку маркировки можно получить в справочнике.
Для каждого шва необходимо две формы и один сердечник. Правильность выбора формы подтверждается маркировкой профиля рельса и процесса сварки на установке. Для закрывания тигеля используется тигельная пробка, которая находится в трубке вместе с песком для герметизации. Также используется аппликатор и пробойник.
Магнит на аппликаторе удерживает на месте пробку, когда она вставлена в горловину тигеля. После удаления аппликтора термитная смесь засыпается в тигель.
После удаления аппликтора термитная смесь засыпается в тигель.
Используемый воспламенитель доводит температуру до 1000°С, при достижении этой температуры термитная смесь воспламеняется. В процессе химической реакции окись железа с помощью алюминия превращается в чистое железо, специальные добавки смеси расплавляются, произведя сталь нужного качества. Алюминий окисляется и образует шлак, который благодаря более низкой плотности поднимается наверх. Температура во время реакции составляет более 2400 °С. После прохождения реакции и некоторого времени ожидания, сталь и шлак из тигеля выпускаются автоматически через пробку в горловине тигеля.
1.1.4. Подготовка рельсов в зоне стыка
Прежде всего, необходимо ослабить рельсовые скрепления по обеим сторонам стыка. Скрепление непосредственно примыкающие к стыку снимаются полностью, так как они помешают проведению работ. Подготавливается горелка для предварительного прогрева рельсовых плетей. После нагрева ржавчина с плети и грязь удаляются с помощью скорщетки. Особенно это важно в зоне стыка. Тщательная очистка необходима для того, чтобы при использовании горелки поверхность для резки была гладкой. Теперь концы рельсов выправляются горизонтально и вертикально с помощью клиньев. Необходимо постоянно контролировать эту операцию с помощью линейки.
Особенно это важно в зоне стыка. Тщательная очистка необходима для того, чтобы при использовании горелки поверхность для резки была гладкой. Теперь концы рельсов выправляются горизонтально и вертикально с помощью клиньев. Необходимо постоянно контролировать эту операцию с помощью линейки.
vunivere.ru
Алюминотермитная сварка рельсов (Технология производства, контроль качества алюминотермитной сварки. Гарантийные условия и требования безопасности) (Раздел дипломной работы), страница 2
Затем используют измеритель расстояний для измерения зазора. После этого устанавливается направляющая резака и проверяется её точное расположение. Нельзя производить резку пламенем без использования направляющей. Устанавливается достаточное давление кислорода 5 Бар.
Резка рельса производится в три этапа. Начинается резка с подошвы рельса и направляется вверх до конца головки рельса. Давление пропана 1,5 Бара. Перед резкой подошвы рельса на противоположной стороне обязательно необходимо удалить прилипший шлак, что позволит направлять горелку более удобно и сохранить поверхность резки гладкой. Последней режется головка рельса. Обрезанный кусок рельса удаляется молотком, после этого весь прилипший шлак необходимо удалить и тщательно очистить концы среза. Эта операция очень важна, поскольку шлак будет препятствовать качественной сварке концов рельсов. Аналогичный сварной зазор можно получить с помощью абразивных кругов и отрезной машины. Для окончательной ширины зазора используется измерительный клин.
Последней режется головка рельса. Обрезанный кусок рельса удаляется молотком, после этого весь прилипший шлак необходимо удалить и тщательно очистить концы среза. Эта операция очень важна, поскольку шлак будет препятствовать качественной сварке концов рельсов. Аналогичный сварной зазор можно получить с помощью абразивных кругов и отрезной машины. Для окончательной ширины зазора используется измерительный клин.
При подготовке рельсов к сварке стыковой зазор между торцами устанавливается размером 25±1 мм по технологии фирмы «Электро-Термит» и 24±1 мм по технологии фирмы «Снага» путем отрезки излишней части рельса механическим способом. При этом расстояние от торца до края ближайшего болтового отверстия должно быть не менее 60 мм для всех категорий путей. Не допускается продольная сдвижка рельсов, нарушающая размеры конструкции стрелочного перевода.
1.1.5. Выравнивание рельсов
Точная прямолинейность рельсов при термитной сварке имеет огромное значение для движения составов по пути.
Для начала необходимо удалить прокладки из-под рельсовых скреплений, и поставить вместо них клинья с обеих сторон стыка. Приблизительно на глаз отрегулировать высоту рельсов. Для более точного выравнивания клинья между рельсами и скреплениями подбивают умеренными ударами молотка.
Для проверки точного положения рельса используют метровую линейку. Для компенсации просадки сварного шва при охлаждении делается предварительное возвышение концов рельсов с помощью клиньев. Зазор на длине пол метра по обеим сторонам стыка устанавливается равным 1,0-1,5 мм с каждого конца метровой линейки.
1.1.6. Установка и герметизация форм
Проверяется ширина зазора. Если зазор увеличился из-за снижения температуры рельса, следует равномерно нагреть рельс с помощью нагревательного устройства. Вследствие этого плеть удлиняется и правильность ширины зазора восстанавливается. Когда свариваемые рельсы находятся в условиях снижения температуры сварки нужно следить, чтобы рельсы, сжимаясь, не увеличивали зазор. После нагрева зазор снова восстановлен.
После нагрева зазор снова восстановлен.
С помощью измерителя универсальное зажимное устройство устанавливается на нужном расстоянии. Необходимо проверить положение горелки по высоте для предварительного нагревания и установить по центру над осью рельса, а так же по центру над зазором.
После закрепления башмаков для форм необходимо защитить балласт с помощью лотка, который устанавливается под рельс. На сварочный зазор кладётся картонка, которая предохраняет от попадания песка в сварочный зазор при установке и герметизации форм. Зазоры между формой и рельсом герметизируются с помощью шпателя, который гарантирует чистую грань между песком и швом. Для уплотнения герметизирующего шва следует прижимать песок к форме для отливки. Затем устанавливаются шлаковые поддоны, а часть песка используют для защиты верхней части башмаков и формы от потока шлака. Следует проверить хорошо ли подогнан сердечник и закрыть головку рельса защитными металлическими крышками.
1. 1.7. Подготовка тигля к работе
1.7. Подготовка тигля к работе
Используется пробойник, чтобы удалить остатки тигельной пробки и небольших частиц от предыдущей сварки. Используя горелку, нужно просушить тигель так, чтобы любая влага, которая могла там находиться, полностью, испарилась, так как она может вызвать очаговые поры при сварке.
После того как тигель просушен, необходимо вставить тигельную пробку и равномерно распределить песок вокруг защитной трубки. Перед засыпкой термита необходимо проверить маркировку на мешке и маркировку рельса. Поставляемые для сварки рельсов порции термита должны иметь маркировочные знаки, сертификат и защищающую от увлажнения упаковку, следует убедиться, что термитная смесь сухая и мешок не повреждён. Если что-то не так, то использование этой порции термита запрещается.
Далее необходимо поставить заправленный тигель на стержень зажимного устройства, повернуть и расположить его над центром формы. Следует проверить расстояние между дном тигеля и верхом формы, оно должно быть около 2 см.
1.1.8. Предварительный нагрев и сварка рельсов
Процесс предварительного нагрева и сварки требует точного соблюдения времени и непрерывности процесса. Для нагрева очень важно следующее:
— установить давление кислорода 5 Бар
— установить давление пропана 1,5 Бар
После постановки на стык и закрепления сухих песчаных полуформ с промазкой зазоров уплотняющим песком, производится предварительный нагрев концов рельсов и просушка сердечника в полости формы специальной газопламенной горелкой, установленной на универсальном зажимном устройстве. Подача пламени сверху продолжается в течение 2 минут по технологии фирмы «Электро-Термит» и в течение 9 минут по технологии фирмы «Снага». Высота сопла горелки от головки рельса 30-35 мм. При этом пламя должно выходить только через выходное отверстие и больше не откуда.
После завершения предварительного подогрева стыка горелка снимается. Далее необходимо вставить сердечник и повернуть тигель в рабочее положение над полостью формы. Фирма «Электро-Термит» использует порцию термита весом 11 кг и 9 кг фирма «Снага». Для того чтобы поджечь смесь вводится высокотемпературный запал.
Фирма «Электро-Термит» использует порцию термита весом 11 кг и 9 кг фирма «Снага». Для того чтобы поджечь смесь вводится высокотемпературный запал.
vunivere.ru
Инструкция сварщика АЛТС по охране труда и пожарной безопасности
В железнодорожной промышленности активно используется алюминотермитная сварка. Чаще всего она применяется для соединения рельсов, но может применяться и для прочих подобных предметов. Одним из главных преимуществ ее является то, что здесь не требуется стационарный источник питания для проведения работ и все можно делать дистанционно на любой местности. Также технология позволяет проводить сваривание изделий со сложным профилем, таким как у железнодорожных рельс. Все это сделало данный тип соединения одним из основных в своей нише. Естественно, как и другие виды сварки, здесь возникает определенная доля опасности. Чтобы избежать неприятностей, используется инструкция сварщика АЛТС.
Алюминотермитная сварка рельс
Инструкция сварщика АЛТС содержит все необходимое, чтобы специалисты смогли выполнить процедуры максимально качественно и безопасно. Основной сложность и отличием от стандартного проведения процедур по свариванию является использование воспламенителя. Данное устройство требует особого подхода к настройке, так как непосредственного участия человека в соединении металла не предвидится и все качество зависит от того, насколько хорошо будут выставлены предварительные настройки параметров. Также необходимо будет подготовить оборудование, расходные материалы, поверхность обрабатываемого металла и так далее.
Основной сложность и отличием от стандартного проведения процедур по свариванию является использование воспламенителя. Данное устройство требует особого подхода к настройке, так как непосредственного участия человека в соединении металла не предвидится и все качество зависит от того, насколько хорошо будут выставлены предварительные настройки параметров. Также необходимо будет подготовить оборудование, расходные материалы, поверхность обрабатываемого металла и так далее.
Получение доступа к таким работам предполагает обязательное знание устройства и техники безопасности при проведении работ. Этот метод соединения заметно отличается от других, так как здесь применяется одноразовый заряд, который дает необходимый уровень температурной энергии для расплавления. Сварщику необходимо установить заряд, безопасно запалить его и дождаться, пока аппарат закончит работу. Для этого нужно его правильно настроить и закрепить.
Охрана труда при сварке АЛТС
Данная технология позволяет разогревать место сваривания до температуры около 1 000 градусов. Это создает пожароопасную ситуацию. При работе на открытой местности на большом отдалении от цивилизации риск возникновения пожара не является столь высоким, как в других ситуациях, но здесь по-прежнему остаются в близкой доступности расходные материалы и другие горючие вещества, которые необходимы для работы. Если во время процесса пойдет что-то не так, то пламя может вырваться и попасть на них, что в свою очередь может привести к несчастным случаям.
Это создает пожароопасную ситуацию. При работе на открытой местности на большом отдалении от цивилизации риск возникновения пожара не является столь высоким, как в других ситуациях, но здесь по-прежнему остаются в близкой доступности расходные материалы и другие горючие вещества, которые необходимы для работы. Если во время процесса пойдет что-то не так, то пламя может вырваться и попасть на них, что в свою очередь может привести к несчастным случаям.
Разогрев места сварки
Сварщик должен уметь проводить процесс соединения АЛТС, начиная с первых стадий, которые включают подготовку рабочего места, обработку металла перед свариванием и подбор правильного типа оборудования. Для каждой разновидности используются свои модели термитов и воспламенителей, которые могут быть рассчитаны на разные степени нагрузки. Соответственно, неправильный выбор может привести к разрыву устройства. Также необходимы знания правил безопасности во время поджигания заряда, на каком расстоянии следует держаться и прочие нюансы. Сварщик должен знать принцип работы устройства, с которыми приходится сталкиваться во время деятельности, а также как отличить бракованные изделия от нормальных. Перед каждым запуском нужно проводить подобную проверку.
Сварщик должен знать принцип работы устройства, с которыми приходится сталкиваться во время деятельности, а также как отличить бракованные изделия от нормальных. Перед каждым запуском нужно проводить подобную проверку.
Помимо теоретических и практических умений к специалисту выдвигаются требования по здоровью. Алюминотермитная сварка рельсов является сложным процессом, который оказывает вред для здоровья человека. Чтобы в рабочее время не случился несчастный случай, у работника не должно быть каких-либо серьезных заболеваний.
Охрана труда и техника безопасности при АЛТС
Инструкция по ТБ для сварщика является основным документом, который содержит все необходимые пункты для защиты себя и окружающий от несчастных случаев во время работы. Она написана на опыте других людей, которые сталкивались с приведенными проблемами. Согласно инструкции по технике безопасности необходимо использовать только проверенные расходные материалы, инструменты и оборудование. При обнаружении неполадок работу стоит прекратить и не использовать поврежденные или бракованные детали. Все проверки должны быть максимально тщательными, так как сам процесс сваривания идет всего около 20 секунд и после того, как запал подожжется, его уже не остановить.
Согласно инструкции по технике безопасности необходимо использовать только проверенные расходные материалы, инструменты и оборудование. При обнаружении неполадок работу стоит прекратить и не использовать поврежденные или бракованные детали. Все проверки должны быть максимально тщательными, так как сам процесс сваривания идет всего около 20 секунд и после того, как запал подожжется, его уже не остановить.
Особое внимание уделяется подготовке основного материала, так как если поверхность не будет достаточно очищена, то в итоге сварка окажется низкого качества. Расчет расходных материалов подбирается в зависимости от металла, который будет свариваться. Основным параметром является температура плавления, при которой и проходит сваривание. Многие рельсы являются тугоплавкими, поэтому, здесь нужны высокие мощности, что повышает уровень опасности. Сварщик должен обеспечить все условия, чтобы соединение прошло безопасно и на высоком уровне качества.
Пожарная безопасность
При работе с высокими температурами вероятность пожара остается всегда. Здесь есть два основных фактора риска. Первым является сам аппарат для проведения сварки. Он служит для разогрева расходных материалов и основного металла до температуры плавления. Соответственно, возле него не должно находиться легко воспламеняемых предметов. Если что-то пойдет не так и пламя вырвется наружу, то при такой высокой температуре деревянные конструкции, пластиковые изделия, ПВХ и прочие горючие материалы могут не только оплавиться, но и загореться. Легко воспламеняющиеся материалы загораются практически сразу.
Здесь есть два основных фактора риска. Первым является сам аппарат для проведения сварки. Он служит для разогрева расходных материалов и основного металла до температуры плавления. Соответственно, возле него не должно находиться легко воспламеняемых предметов. Если что-то пойдет не так и пламя вырвется наружу, то при такой высокой температуре деревянные конструкции, пластиковые изделия, ПВХ и прочие горючие материалы могут не только оплавиться, но и загореться. Легко воспламеняющиеся материалы загораются практически сразу.
Вторым фактором риска являются сами запалы. Они могут легко загореться при воздействии температуры, так что их желательно максимально оградить от источника тепла. Это касается как тех моментов, когда непосредственно проводится сваривание, так и хранения материалов. Для уменьшения фактора риска, перед сваркой нужно очистить всю местность от лишних предметов, чтобы они не смогли загореться и не служили препятствием во время передвижения.
svarkaipayka.ru
Алюминотермитная сварка — Все о сварке
Процесс сварки рельсов можно осуществлять несколькими способами: электродуговой , газопрессовной, алюминотермитной сваркой. Последняя технология является наиболее популярной и считается очень эффективной, хотя метод контактного соединения также часто применяется. Алюминотермитная сварка рельсов предполагает использование специального прибора – воспламенителя. За счет однопорционного заряда увеличивается температурный режим (до 1000°С), который подходит для расплавления всех видов рельсов.
Последняя технология является наиболее популярной и считается очень эффективной, хотя метод контактного соединения также часто применяется. Алюминотермитная сварка рельсов предполагает использование специального прибора – воспламенителя. За счет однопорционного заряда увеличивается температурный режим (до 1000°С), который подходит для расплавления всех видов рельсов.
Сварка рельсовых стыков – процесс непростой, требующий максимальной концентрации и внимательности. Поскольку в материале полотна находится очень много углерода, то он считается трудносвариваемым металлом. Допуская недочеты в создании сварного шва рельсов, можно получить трещины на соединении. О том, в чем суть такого вида сварки рассмотрим в этой статье.
Содержание статьи
- Что представляет собой алюмотермитная сварка?
- Достоинства и недостатки
- Оборудование
- Последовательность работ:
- Подготовительный этап
- Выравнивание
- Установка
- Нагрев и сварка
- Шлифовка и контроль качества
- Выводы
Что представляет собой алюмотермитная сварка?
Метод состоит в следующем: специальный порошок помещается в специальную металлическую конструкцию, которая находится над стыком двух участков полотна, подвергающегося сварке, а затем этот порошок плавится. Предназначение порошка заключается в том, что он надежно и прочно соединяет основной материал и таким образом, микроструктура шва становится очень вязкой. Подобные стыки делаются очень быстро и со временем они не проседают, что свидетельствует об их высоком качестве.
Предназначение порошка заключается в том, что он надежно и прочно соединяет основной материал и таким образом, микроструктура шва становится очень вязкой. Подобные стыки делаются очень быстро и со временем они не проседают, что свидетельствует об их высоком качестве.
Порошок, выступающий в роли связующего звена в термитной сварке рельс, состоит из 23% алюминиевой крошки и 77% оксида железа. Структура порошка мелкодисперсная, размер гранул – 0,5 мм. Технология базируется на способности металла восстанавливаться в окислах алюминия. Однако, как уже отмечалось, это может произойти только при высоком тепмературной режиме, поэтому и применяется запал, посредством которого смесь поджигается. Именно этот процесс позволяет превратить оксид железа в чистый металл.
На участке используется заливочная форма, благодаря которой сплав направляется в место стыка.
Обратите внимание! Очень важно, чтобы образовалась герметичная конструкция, именно поэтому созданы специальные различные формы под разные конфигурации рельс.
Если после выполнения работы, вы найдете какие-то зазоры и щели, то от них нужно избавиться, для этого используется термостойкая обмазка. Благодаря своей жидкой консистенции она затекает в участок стыкового соединения и заполняет свободное пространство. В итоге на поверхности образуется шлак.
Процесс создания сварного шва рельсов должен производиться с обязательным уплотнением стыка, когда он находится еще горячим. Для этого необходимо обзавестись прессами. По завершению работы шлак надо отбить молотком, а сам шов надо отшлифовать специальной машинкой и болгаркой.
Достоинства и недостатки
Алюминотермитная сварка рельс очень часто применяется на практике, ее широкая популярность обусловлена рядом плюсов, которые выделяются при использовании данного метода:
- Процесс осуществляется очень быстро (не более 30 минут). Несколько опытных сварщиков могут за 1 час создать 10-12 швов.
- Сварочные работы могут не нуждаются в привязке к стационарным источникам электроэнергии.
- Все необходимые детали и инструменты можно приобрести в любом строительном магазине.
- Чтобы качественно сварить рельсу в принципе не нужно специального образования, достаточно несколько раз потренироваться, чтобы соединение получилось прочным и надежным.
- При точном соблюдении правил выполнения технологии по созданию шва, в конечном итоге вы получите соединение, которое будет выдерживать сильные нагрузки.
- При условии, что применяется хорошая техника, процесс считается абсолютно безопасным для людей, выполняющих работу.
- Термитная сварка рельс не требует строгой привязки к населенному пункту, можно осуществлять и на поле.

Несмотря на большое количество преимуществ, как и любые другие технологии, сварочные работы, основанные на применении алюминотермия, имеют свои недостатки, о которых нельзя не упомянуть:
- Поскольку используемый порошок является легковоспламеняемым, в обращении с ним следует быть предельно осторожным.
- Чтобы в конечном итоге получить качественный шов, надо особое внимание уделить подготовке и выполнить ее детально.
- Проследите за тем, чтобы техника была исправной.
- Нужно быть очень внимательным, поскольку если в горящую емкость попадет вода, то металл разбрызгается.

Оборудование
Алюминотермитная сварка должна производиться только при наличии всех необходимых элементов: бочка, порошок, заглушка, форма, которая выполнена в соответствии с конфигурацией рельс, обмазочное вещество, необходимое для герметизации стыка, шлифовальная машинка, зубило, молоток, лопатка из металла (нужна для забора горящего шлака), горелка (посредством ее изначально надо разогреть металл).
Последовательность работ:
Подготовительный этап
Существенную роль в том, как сварить шов рельс, играет подготовка, которая предполагает следующие действия: возле стыка надо ослабить крепления рельс, а те которые расположены на участке соединения и вовсе надо снять. Далее при помощи горелки рельсы нагреваются, а также очищаются от ржавчины. На следующем этапе, при помощи клиньев, их надо выпрямить как горизонтально, так и вертикально. Ставить рельсы нужно соблюдая зазор в 2,5 мм, далее к ним подводится резак.
Ставить рельсы нужно соблюдая зазор в 2,5 мм, далее к ним подводится резак.
Выравнивание
Изначально надо избавиться от прокладок всех креплений, на их места устанавливаются клинья, используя молоток их нужно подогнать до требуемого состояния. Затем надо проверить насколько точно уложены рельсы, для этого используйте метровую линейку.
Установка
На этом этапе важно подобрать нужную герметичную форму, далее горелку надо поставить по середине на том участке, где предположительно появится шов. Также нужно выполнить и герметизацию зазоров, для этого форму надо максимально плотно прижать к шву, также здесь используется шпатель, который обеспечивает чистую грань между швом и песком.
Нагрев и сварка
Предварительный прогрев рельс производится горелкой при следующих параметрах: давление пропана – 1,5 бар, давление кислорода – 5 бар. Пламя подается на протяжение 1,5 – 2 минут. Когда прогрев завершен, горелка убирается, вставляется сердечник и поворачивается тигель. Затем на месте предполагаемого стыка устанавливается специальная бочка, наполненная зарядом. Для того, чтобы поджечь заряд применяет запал с высокой температурой, затем жидкий металл помещается в форму и выдерживается 4-5 минут.
Затем на месте предполагаемого стыка устанавливается специальная бочка, наполненная зарядом. Для того, чтобы поджечь заряд применяет запал с высокой температурой, затем жидкий металл помещается в форму и выдерживается 4-5 минут.
Шлифовка и контроль качества
По окончанию процедуры, стык обрабатывается по краям до гладкого состояния: пока он горячий срезаются наплывы.
Далее, используя абразивные инструменты надо отшлифовать шов. Чтобы проверить качество нужны линейка и щуп. Важно, чтобы все было максимально прямолинейным. Качество шва проверяется по статичности изгиба, все осуществляется при помощи измерительных инструментов.
Выводы
Процесс алюминотермитной сварки достаточно безопасный. Лучше, чтобы работу выполнял сварщик с опытом. Выполняя такую технологию, как алюмотермитная сварка, соблюдайте правила эксплуатации железных дорог. Специалисты должны быть обязательно в спецодежде, защитных очках и перчатках.
home. nov.ru
nov.ru
Алюминотермитная сварка рельсов (Технология производства, контроль качества алюминотермитной сварки. Гарантийные условия и требования безопасности) (Раздел дипломной работы), страница 3
Через несколько секунд по мере прохождения реакции восстановления и легирования железоуглеродистого сплава запорное устройство тигля автоматически открывается, и жидкий металл заливается в форму по сечению рельса. Пока порция термитной смеси находится в процессе горения, тигель должен находиться в стабильном положении над формой. После того как жидкий металл вылился, снимается тигель, шлаковые поддоны и рельсовые крышки. Для протекания процесса кристаллизации металла сварного шва необходима выдержка во времени до снятия форм в течение 3-4 минут.
В течение следующих 3-4 минут нужно подготовиться к следующим операциям. Подготовить гидравлический резак и установить его направляющую с допуском 2 мм.
После истечения 3-4 минут с момента окончания выпуска стали из тигля, нужно осторожно снять башмаки. Следует оберегаться наклона, так как это вызовет повреждение формы и приведёт к утечке полужидкой стали. Сама форма отпиливается пилой по линии шлака, чтобы получить ровный срез. После пропила верхняя часть формы удаляется.
Следует оберегаться наклона, так как это вызовет повреждение формы и приведёт к утечке полужидкой стали. Сама форма отпиливается пилой по линии шлака, чтобы получить ровный срез. После пропила верхняя часть формы удаляется.
Через 5 минут после окончания выпуска стали, литник на головке рельса срезается гидравлическим резаком.
Теперь нужно очистить ходовую поверхность молотком и проволочной щёткой для подготовки к предварительной шлифовке. Вся шлифовка выполняется шлифовальной машиной. Ходовая поверхность и грани рельса шлифуются первыми, чтобы можно было скорей открыть путь для движения.
Клинья оставляют под рельсом до окончания предварительной шлифовки и снимают только после достаточного охлаждения места сварки.
1.1.9. Заключительная шлифовка и
окончательные операции
Освобожденный от полуформ сварной стык должен быть обработан по поверхности катания и боковым граням головки рельса путем срезки грата и литников в горячем состоянии механизированным способом.
После этого сварные стыки рельсовых элементов стрелочных переводов путей 1, 2 и 3 классов подвергаются нагреву подошвы рельса в течение 11 мин. газопламенными горелками для нормализации металла (светло-красный цвет). Затем производится механическая обработка сварного стыка по поверхности катания и боковым граням головки рельса абразивным инструментом в два этапа. После первого этапа грубой шлифовки допускается пропуск поездов по стыку со скоростями до 25 км/ч.
Приблизительно через один час после ошлифовки термическая сварка достаточно охладилась и можно начинать заключительную шлифовку.
Окончательная шлифовка производится после остывания стыка абразивным инструментом чашечной формы. Качество обработки поверхности катания контролируется с помощью линейки и щупа. Остальная приливная часть профиля сварного рельсового стыка должна быть зачищена стальной щеткой от остатков песчаной формовочной смеси.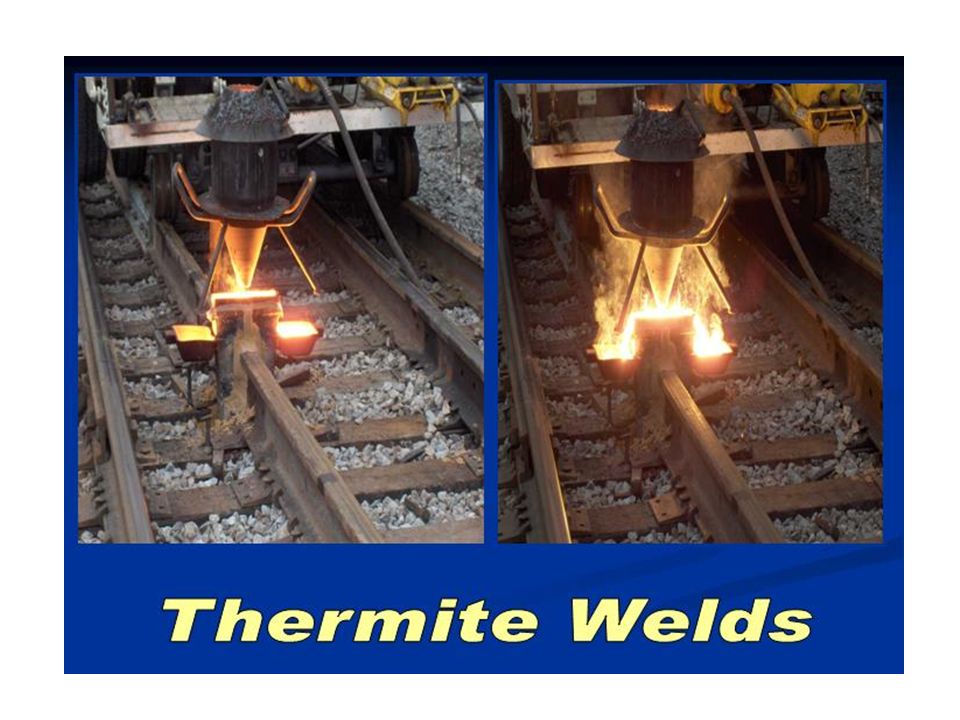
Сначала восстанавливается первоначальное состояние пути, для этого вставляются рельсовые прокладки, а затем окончательно закрепляются рельсовые скрепления.
Весь шлак, а так же другие ненужные материалы должны быть убраны в мусорный контейнер.
Заключительная шлифовка требует большого внимания и должна контролироваться постоянно путём измерения. Высота шлифовальной головки регулируется при помощи ручного колеса. В России линейка для измерения имеет длину 1 метр и размещается в ходовой поверхности после уборки шлифовочного мусора.
Согласно техническим условиям в России обработанная поверхность катания и боковые грани головки рельса в месте сварки должны быть прямолинейными. Местные неровности на длине 1 м в месте сварки после абразивной обработки допускаются величиной не более:
— 0,2 мм для участков пути со скоростями движения поездов свыше 120 км/ч по направлению вверх и в горизонтальной плоскости
— 0,3 мм для других категорий путей по направлению вверх и горизонтальной плоскости
При этом центр линейки прикладывается к центру сварного шва. Прогибы вниз (седловины) в сварных стыках не допускаются
Прогибы вниз (седловины) в сварных стыках не допускаются
При шлифовке боковой грани головки рельса так же требуется большая осторожность, поскольку шлифовальные допуски имеют ещё меньшую величину. Для проверки измерительная линейка ставится на боковую грань рельса. Расширение колеи допустимо максимум до 0,3 мм, сужение не допускается вовсе.
После механической обработки поверхности катания и боковых граней головки, для гарантии, что термическая сварка не имеет скрытых дефектов, сварные стыки контролируются ультразвуковым методом по инструкции, утвержденной Департаментом пути и сооружений МПС РФ.
До введения ультразвукового контроля сварных стыков на стрелочных переводах главных путей требуется установка на сварных стыках специальных накладок для предохранения от возможного разрушения в местах сварки.
Работы по алюминотермитной сварке рельсов должны производиться объединенной бригадой, в состав которой входит бригада монтеров пути в количестве 3-5 человек в зависимости от объемов работ, руководимая дорожным мастером, и группа специалистов-сварщиков, имеющих сертификаты от фирм «Электро-Термит» или «Снага», в составе 2-3 человек. Руководителем объединенной бригады является дорожный мастер. Ответственным за качество сварки и технику безопасности сварочных работ является руководитель группы сварщиков.
Руководителем объединенной бригады является дорожный мастер. Ответственным за качество сварки и технику безопасности сварочных работ является руководитель группы сварщиков.
Твердость металла головки объемно и поверхностно закаленных и термически не упрочненных рельсов в зонах сварных стыков должна соответствовать твердости металла прокатных рельсов. Допускается снижение твердости в сварном стыке относительно нижней границы на 10%, а в переходных зонах до 15%.
Прочность и пластичность (величина прогиба) сварных рельсовых стыков при испытании натурных образцов рельсов Р65 на статический изгиб при пролете между опорами 1м должны иметь следующие величины:
— при нагружении на головку с растяжением в зоне подошвы рельса не менее 1500 кН и не менее 20 мм;
— при нагружении на подошву с растяжением в зоне головки
не менее 1250 кН и не менее 15 мм.
Испытания контрольных образцов рельсов, в том числе с контролем твердости в зоне сварного стыка, производятся перед началом алюминотермитной сварки рельсов в пути.
vunivere.ru
Алюминотермитная сварка рельсов (Технология производства, контроль качества алюминотермитной сварки. Гарантийные условия и требования безопасности) (Раздел дипломной работы)
Главная / Техника сварки
Назад
Время на чтение: 3 мин
0
495
Рельсы можно варить при помощи арочной сварки, методики газопресса, с применением алюминотермитной технологии. Последний метод работает, когда используют воспламенитель.
Подают заряд, который эквивалентный одной порции. Температура при этом увеличивается до показателей в 1000 градусов. Любые рельсы могут расплавиться при этих цифрах.
Любые рельсы могут расплавиться при этих цифрах.
Алюминотермитная сварка рельсовых соединений считается сложной технологией. Она требует от мастера умений и внимательности. В материале есть много углеродистых соединений. Его сварка будет непростой.
Если отнестись к процессу без энтузиазма, то можно на выходе получить непрочное соединение. Могут быть многочисленные трещины, которые усложнят работу конструкции. В статье поговорим о том, что из себя представляет этот вид сварки.
- Что такое алюминотермитная сварка
- Плюсы и минусы
- Установки
- Подведем итоги
Что представляет собой алюмотермитная сварка?
Метод состоит в следующем: специальный порошок помещается в специальную металлическую конструкцию, которая находится над стыком двух участков полотна, подвергающегося сварке, а затем этот порошок плавится. Предназначение порошка заключается в том, что он надежно и прочно соединяет основной материал и таким образом, микроструктура шва становится очень вязкой. Подобные стыки делаются очень быстро и со временем они не проседают, что свидетельствует об их высоком качестве.
Подобные стыки делаются очень быстро и со временем они не проседают, что свидетельствует об их высоком качестве.
Порошок, выступающий в роли связующего звена в термитной сварке рельс, состоит из 23% алюминиевой крошки и 77% оксида железа. Структура порошка мелкодисперсная, размер гранул – 0,5 мм. Технология базируется на способности металла восстанавливаться в окислах алюминия. Однако, как уже отмечалось, это может произойти только при высоком тепмературной режиме, поэтому и применяется запал, посредством которого смесь поджигается. Именно этот процесс позволяет превратить оксид железа в чистый металл.
На участке используется заливочная форма, благодаря которой сплав направляется в место стыка.
Обратите внимание! Очень важно, чтобы образовалась герметичная конструкция, именно поэтому созданы специальные различные формы под разные конфигурации рельс.
Если после выполнения работы, вы найдете какие-то зазоры и щели, то от них нужно избавиться, для этого используется термостойкая обмазка. Благодаря своей жидкой консистенции она затекает в участок стыкового соединения и заполняет свободное пространство. В итоге на поверхности образуется шлак.
Благодаря своей жидкой консистенции она затекает в участок стыкового соединения и заполняет свободное пространство. В итоге на поверхности образуется шлак.
Процесс создания сварного шва рельсов должен производиться с обязательным уплотнением стыка, когда он находится еще горячим. Для этого необходимо обзавестись прессами. По завершению работы шлак надо отбить молотком, а сам шов надо отшлифовать специальной машинкой и болгаркой.
Термитная сварка рельсов
Процесс сваривания рельсов термитом заключается в следующем:
- обрезка рельс с двух сторон, чтобы промежуток между ними был 23 ― 25 мм. Притом они должны быть выставлены горизонтально и вертикально;
- в зазор между рельсами вставляется пластина из углеродистой стали, для образования зазора;
- стык рельсов зажимается прессом;
- на место соединения монтируется огнеупорная форма, а стыки формы с рельсами, засыпаются песком, или замазываются специальной пастой;
- поверх форм прикрепляется тигель (конус в виде лейки из огнеупорного материала) в котором первоначально сжигается термит. Расплавленный жидкий металл полученный в тигле, в последствии выливают в форму на стыке рельс;
- термит в тигле поджигается термитным карандашом, после чего происходит горение основной смеси 20 ― 30 секунд;
- снизу в воронке тигля установлена заглушка, которая расправляется и освобождает проход жидкому металлу в форму. Сталь и шлак заполняя форму, образуют соединительный шов, притом шлак частично вытесняется наружу в специальные чаши, прикрепленные сбоку тигля;
- горячая сталь заливаемая в форму, проплавляет торцы рельс. После, убирается тигель, и форма сжимается прессом;
- форму снимают, и пока металл ещё горячий, удаляют его избыток;
- получившийся шов, тщательно шлифуют до образования однородной плоскости с рельсой.
 Притом они должны быть выставлены горизонтально и вертикально;
Притом они должны быть выставлены горизонтально и вертикально; После, убирается тигель, и форма сжимается прессом;
После, убирается тигель, и форма сжимается прессом;Достоинства и недостатки
Алюминотермитная сварка рельс очень часто применяется на практике, ее широкая популярность обусловлена рядом плюсов, которые выделяются при использовании данного метода:
- Процесс осуществляется очень быстро (не более 30 минут). Несколько опытных сварщиков могут за 1 час создать 10-12 швов.
- Сварочные работы могут не нуждаются в привязке к стационарным источникам электроэнергии.
- Все необходимые детали и инструменты можно приобрести в любом строительном магазине.
- Чтобы качественно сварить рельсу в принципе не нужно специального образования, достаточно несколько раз потренироваться, чтобы соединение получилось прочным и надежным.
- При точном соблюдении правил выполнения технологии по созданию шва, в конечном итоге вы получите соединение, которое будет выдерживать сильные нагрузки.
- При условии, что применяется хорошая техника, процесс считается абсолютно безопасным для людей, выполняющих работу.
- Термитная сварка рельс не требует строгой привязки к населенному пункту, можно осуществлять и на поле.

Несмотря на большое количество преимуществ, как и любые другие технологии, сварочные работы, основанные на применении алюминотермия, имеют свои недостатки, о которых нельзя не упомянуть:
- Поскольку используемый порошок является легковоспламеняемым, в обращении с ним следует быть предельно осторожным.
- Чтобы в конечном итоге получить качественный шов, надо особое внимание уделить подготовке и выполнить ее детально.
- Проследите за тем, чтобы техника была исправной.
- Нужно быть очень внимательным, поскольку если в горящую емкость попадет вода, то металл разбрызгается.
Термитная сварка проводов
Важнейшей областью применения магниевого термита является муфельная сварка стальных проводов воздушных линий связи.
Для этой цели используют прессованные цилиндрические шашки с осевым каналом и выемкой с торца для вкладывания запала (рис. 2).
Рис. 2. Схема сварки проводов магниевым термитом: 1 — корпус шашки; 2 —запал; 3 — свариваемые стержни
Для осуществления сварки стык проводов, закрепленных в специальных клещах, располагают посередине шашки и затем зажигают ее запал пламенем спички или тлеющим фитилем. После сгорания шашки разогретые концы проводов сваривают путем осадки с помощью клещей.
Для приваривания деталей небольшого сечения к массивным изделиям применяют медно-алюминиевый термит.
В частности, он применяется для таких работ, как приварка заземляющих проводников к стальным конструкциям и медных стыковых соединителей к железнодорожным рельсам. В обоих случаях используется термитная смесь, состоящая из 64% окиси меди, 16% ферромарганца и 20% специального медно-алюминиевого сплава, в свою очередь состоящего из 54% меди и 46% алюминия.
Последовательность работ:
Подготовительный этап
Существенную роль в том, как сварить шов рельс, играет подготовка, которая предполагает следующие действия: возле стыка надо ослабить крепления рельс, а те которые расположены на участке соединения и вовсе надо снять. Далее при помощи горелки рельсы нагреваются, а также очищаются от ржавчины. На следующем этапе, при помощи клиньев, их надо выпрямить как горизонтально, так и вертикально. Ставить рельсы нужно соблюдая зазор в 2,5 мм, далее к ним подводится резак.
Далее при помощи горелки рельсы нагреваются, а также очищаются от ржавчины. На следующем этапе, при помощи клиньев, их надо выпрямить как горизонтально, так и вертикально. Ставить рельсы нужно соблюдая зазор в 2,5 мм, далее к ним подводится резак.
Выравнивание
Изначально надо избавиться от прокладок всех креплений, на их места устанавливаются клинья, используя молоток их нужно подогнать до требуемого состояния. Затем надо проверить насколько точно уложены рельсы, для этого используйте метровую линейку.
Установка
На этом этапе важно подобрать нужную герметичную форму, далее горелку надо поставить по середине на том участке, где предположительно появится шов. Также нужно выполнить и герметизацию зазоров, для этого форму надо максимально плотно прижать к шву, также здесь используется шпатель, который обеспечивает чистую грань между швом и песком.
Нагрев и сварка
Предварительный прогрев рельс производится горелкой при следующих параметрах: давление пропана – 1,5 бар, давление кислорода – 5 бар. Пламя подается на протяжение 1,5 – 2 минут. Когда прогрев завершен, горелка убирается, вставляется сердечник и поворачивается тигель. Затем на месте предполагаемого стыка устанавливается специальная бочка, наполненная зарядом. Для того, чтобы поджечь заряд применяет запал с высокой температурой, затем жидкий металл помещается в форму и выдерживается 4-5 минут.
Пламя подается на протяжение 1,5 – 2 минут. Когда прогрев завершен, горелка убирается, вставляется сердечник и поворачивается тигель. Затем на месте предполагаемого стыка устанавливается специальная бочка, наполненная зарядом. Для того, чтобы поджечь заряд применяет запал с высокой температурой, затем жидкий металл помещается в форму и выдерживается 4-5 минут.
Шлифовка и контроль качества
По окончанию процедуры, стык обрабатывается по краям до гладкого состояния: пока он горячий срезаются наплывы.
Далее, используя абразивные инструменты надо отшлифовать шов. Чтобы проверить качество нужны линейка и щуп. Важно, чтобы все было максимально прямолинейным. Качество шва проверяется по статичности изгиба, все осуществляется при помощи измерительных инструментов.
Установки
Алюминотермитная сварка возможна только если используете все рабочие элементы. Среди них выделяют такие:
- Бочка.
- Порошок.
- Пробка.
- Форма, которая отвечает рельсам.
- Жидкая обмазка.
- Устройство для полировки.
- Зубило.
- Молот.
- Металлическая лопата.
- Светоч.

Какие этапы работ существуют:
- Подготовка. От этого этапа будет зависеть, насколько прочным будет алюминотермитное сварочное соединение рельс. Первым делом в месте, которое находится возле стыка, сделайте более слабым рельсовое крепление. Снимите те, которые размещены в месте соединения. Горелка поднимет температуру рельс. Они станут чистыми и не будут содержать ржавчину. Клинья помогут выпрямить их в горизонтальном и вертикальном положениях. Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком.
- Сглаживание. Сначала уберите прокладки, которые размещены на соединениях. Вместо них поставьте клинья. Они прибиваются при помощи молотка. При помощи линейки проверьте точность установки рельс.
- Монтаж. Выберите необходимую непроницаемую форму. После этого горелка располагается посередине там, где вы хотите установить соединение. Обеспечьте герметичность стыков. При помощи шпателя прочно прижмите форму к соединениям. В результате вы получите плотное основание, расположенное между швом и смесью.
- Подогрев и металлообработка. Рельсы прогреваются при помощи горелки, когда соблюдены такие условия: пропановое давление составляет 1.5 бар, а кислородное не превышает 5 бар. Огонь проходит в течение 120 секунд. После того, как конструкция нагрелась, горелка больше не нужна. Нужно вставить стержень и повернуть сосуд. В том месте, где планируется алюминотермитная сварка, нужно поставить емкость, в которой будет заряд. Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.
- Полировка. После завершения сварочных работ нужно отшлифовать конструкцию. Для проверки качества шва берут линейку и щуп. Измерительные приборы позволяют выявить, насколько высокое качество соединения получилось в итоге.
 Обеспечьте герметичность стыков. При помощи шпателя прочно прижмите форму к соединениям. В результате вы получите плотное основание, расположенное между швом и смесью.
Обеспечьте герметичность стыков. При помощи шпателя прочно прижмите форму к соединениям. В результате вы получите плотное основание, расположенное между швом и смесью.Алюминотермитная сварка рельсов | Услуги
Особенности работ
В процессе проектирования и монтажа железной дороги возникает главная проблема – как скреплять стыки? Место скрепления стыков испытывает дополнительную нагрузку за счет ударного воздействия, поэтому так важно их правильно соединить. Для скоростного движения устранение стыкового соединения методом сварки является первостепенной задачей. Положительным результатом служат качественно проложенные пути, которые будут служить долгие годы и не требовать ремонта.
Для скоростного движения устранение стыкового соединения методом сварки является первостепенной задачей. Положительным результатом служат качественно проложенные пути, которые будут служить долгие годы и не требовать ремонта.
Сварка рельсовых стыков — очень ответственная и непростая задача. Материал полотна содержит большое количество углерода, что относит его к разряду трудносвариваемых металлов.
На протяжении долгого времени велись поиски конструкций рельсовых стыков, которые обеспечили бы такую же надежность пути в местах соединения рельсов, как и вне стыков. Стыки остаются основными возбудителями динамических и ударных нагрузок подвижного состава на путь. Регулярные динамические нагрузки на рельсовый стык приводят к интенсивному износу как ходовых частей подвижного состава, так и к износу рельсов, а в долгосрочной перспективе к просадкам железнодорожного полотна.
Стыковой путь
Для сокращения рельсовых стыков в пути, всегда стремились увеличить стандартную длину рельсов. Решение проблемы было найдено в бесстыковом пути, благодаря которому удалось сократить число стыков в десятки раз, а при сварке рельсов на перегонах, станциях и в пределах стрелочных переводов, в сотни раз.
Решение проблемы было найдено в бесстыковом пути, благодаря которому удалось сократить число стыков в десятки раз, а при сварке рельсов на перегонах, станциях и в пределах стрелочных переводов, в сотни раз.
Бесстыковой путь
Бесстыковой путь – это наиболее прогрессивный тип железнодорожного пути. Он позволяет:
- исключить удары колес о рельсы при перекатывании через зазоры из-за чего значительно снижается износ рельсов и колес;
- экономить металл за счет уменьшения количества стыковых скреплений;
- исключить удары колес о рельсы при перекатывании через зазоры из-за чего значительно снижается износ рельсов и колес;
- уменьшить износ рельсов и ходовых частей подвижного состава;
- сократить выход из строя рельсов по стыковым дефектам;
- снизить расходы на содержание и ремонт пути и подвижного состава.
В процессе укладки бесстыкового пути значительно уменьшается количество стыковых соединителей для участков с автоблокировкой и электрической тягой поездов. Отсутствие стыков уменьшает сопротивление движению поездов, что экономит топливо для тепловозов или электрическую энергию для электровозов. В бесстыковом пути наряду с упругими деформациями, исчезающими после снятия нагрузки, появляются и постепенно накапливаются остаточные деформации. Эти деформации проявляются как в виде износа элементов железнодорожного пути, так и в виде искажений очертаний рельсовых нитей: просадок, перекосов и т.п.
С каждым проходящим по пути колесом подвижного состава усиливается как процесс старения пути и изменения положения рельсовых нитей, так и интенсивность этого процесса. Например, смятие концов рельсов не исчезает, а наоборот, постепенно накапливается. Увеличивается также износ и по длине рельсов. Таким образом, остаточные деформации элементов верхнего строения пути постепенно накапливаются под воздействием движущихся колес. Интенсивность нарастания остаточных деформаций определяется грузонапряженностью линии и скоростями движения поездов.
Интенсивность нарастания остаточных деформаций определяется грузонапряженностью линии и скоростями движения поездов.
Все эти остаточные деформации рано или поздно приводят к выходу из строя части рельсовой нити.
В результате железнодорожный путь приходит в негодность. Сменить целую плеть имея дефектный участок пути было бы бессмысленной затеей, поэтому дефектный участок пути вырезается и на его место ставиться «рубок» рельса который образует в некогда целом рельсе 2 стыка.
Отсюда возникает вопрос: как в минимально короткие сроки и с минимальными затратами восстановить целостность рельсовой нити, и вот тут на помощь приходит алюминотермитная сварка рельсов, которую можно осуществлять в полевых условиях.
Алюминотермитная сварка — это процесс, основанный на алюминотермии, в котором используются химические реакции восстановления железа из оксидов, эти реакции сопровождаются выделением тепла и получением расплавленного металла требуемого химического состава.
Алюминотермитная реакция
2Al + Cr2О3 = Al2О3 + 2Cr
Fe2O3 + 2Al = 2Fe + Al2O3
Эти реакции сопровождаются выделением тепла и получением расплавленного металла требуемого химического состава. Для сварки применяется термит. Работу выполняет бригада из двух-трех человек.
Преимущества и недостатки
Алюминотермитная сварка очень часто применяется на практике, из-за чего получила широкое распространение, которое обусловлено рядом преимуществ:
- Процесс сварки занимает не более получаса;
- Термитную сварку можно производить в «поле» без строгой привязки к населенному пункту;
- Абсолютно безопасна для людей, выполняющих работу;
- Не нуждаются в привязке к стационарным источникам электроэнергии;
- Простота и доступность технологии;
- Отсутствие сложного технологического оборудования;
Несмотря на большое количество преимуществ, алюминотермитная сварка, имеет и свои недостатки:
- Термит легко воспламеняется и в обращении с ним следует быть предельно осторожным;
- Для получения качественного шва необходимо уделять особое внимание подготовке сварочных швов;
- Не допускать попадания воды в горящую ёмкость.
Этапы выполнения работ
- Подготовительный этап
- Выравнивание
- Установка
- Нагрев и сварка
- Шлифовка
- Контроль качества
Термитная сварка рельсов
На рельс устанавливают стойку с помощью которой, позиционируют горелку и тигель. Полуформы фиксируют относительно стыкового зазора так, чтобы его центр совпал с вертикальной осью литейной формы, а сами полуформы прилегали друг к другу без ступенек по периметру стыка. Место контакта литейной формы с рельсом уплотняют формовочной смесью.
Перед подогревом проводят регулировку пламени горелки до оптимального уровня. После этого газовую горелку устанавливают на стойку и начинают подогрев торцов рельса.
До заливки формы расплавленным металлом торцы рельс в стыке предварительно разогревают до температуры 1200–1250°C. Процесс плавления термитной смеси и выпуск расплавленного металла в литейную форму происходит автоматически через 20–28 секунд после начала термитной реакции. К этому моменту подогретые концы рельсов успевают остыть до 850–900 °C.
Расплавленный металл поступает из тигля в форму и заполняет оставленный между торцами рельс зазор. Иногда металл заливают через специальный литник. Постепенно заполняя зазор и свободное пространство между рельсами и стенками формы, металл расплавляет соприкасающиеся с ним стенки рельсов, а застывая, образует с рельсами одно целое – сварное соединение. Вытекаюший из тигля за металлом шлак стекает по желобу, оставляя над металлом лишь слой небольшой толщины – этот слой шлака предохраняет термитный металл от быстрого остывания, чем способствует более свободному выделению газов из жидкого металла и получению более плотного металла литого башмака.
Демонтаж стойки и литейной формы проводят после кристаллизации металла сварного шва. Головку рельса очищают от песка металлической щеткой и с помощью гидравлического обрезного станка в горячем пластическом состоянии удаляют прибыльную часть сварного шва на головке рельса, после чего рабочую часть головки подвергают шлифовке.
Алюминотермитная сварка рельсов методом «Railtech international» (Раздел дипломной работы)
6. АЛЮМИНОТЕРМИТНАЯ СВАРКА РЕЛЬСОВ МЕТОДОМ
«RAILTECH INTERNATIONAL»
Французское промышленное объединение RAILTECH INTERNATIONAL («РЕЛЬТЕХ ИНТЕРНАЦИОНАЛ») — дочернее предприятие металлургической промышленной группы «ДЭЛАШО». «РЕЛЬТЕХ» сформировали в конце 80-х годов XX в. Его деятельность сосредоточена на решении проблем общественного рельсового транспорта, а также электротранспорта вообще. Наиболее важная область деятельности — алюминотермитная сварка рельсов. В ней оно передовой мировой поставщик, ежегодно обеспечивающий материалами изготовление около миллиона алюминотермитных сварных стыков. Около 40 % из них приходится на железные дороги Северной Америки, 40 % — Европы и 20 % — франкоговорящие страны Африки и юго-восточной Азии.
Во время Первой
мировой войны технологии фирмы «ДЭЛАШО» использовали при производстве специальных
износостойких сплавов сталей для обороны Франции. По окончании войны
французские технологии, в частности сварка рельсовых профилей, стали развиваться
собственным путем.
В мире установилось стабильное равновесие между внедрением и применением алюминотермитной и электроконтактной сварки. «РЕЛЬТЕХ ИНТЕРНАЦИОНАЛ» занимается обеими технологиями, не считая их конкурирующими. Полторы сотни рельсосварочных машин, выпущенных объединением, могут сваривать 10—25 млн. рельсовых стыков и крестовин.
«РЕЛЬТЕХ» самостоятельно производит и перевозит все материалы для алюминотермитной сварки: термитный порошок, предварительно изготовленные формы и пасту для уплотнения, тигли однократного и многократного применения, все прочие комплектующие для сварного шва, материалы и оснастку для обработки рельсов в пути.
Сварные стыковые
соединения традиционно и успешно эксплуатируются на железных дорогах Канады и
США, самых современных линиях высокоскоростного поезда ТЖВ во Франции, в
тоннелях под проливом Ла-Манш, на Тайване, в Южной Корее и др.
В 1994 г. «РЕЛЬТЕХ ИНТЕРНАЦИОНАЛ» в Праге создало дочернее предприятие RAILTECH SLAVJANA («РЕЛЬТЕХ СЛАВЯН»), которое курирует ряд направлений промышленной деятельности объединения на территории Средней и Восточной Европы. Сложились хорошие отношения и с Россией.
Объединение с 1997 г. — член ОСЖД. «РЕЛЬТЕХ СЛАВЯНА» входит в Международную ассоциацию предприятий городского электротранспорта СНГ (МАП ГЭТ).
Технологии алюминотермитной сварки включают несколько основных процессов (QP, АР 25 и PLA). Способы QP (от английского «quick preheating» — «быстрый подогрев») и QP-CJ (аналогичный процесс с использованием тигля однократного применения) используют при номинальном зазоре между торцами рельсов 25 мм. Использование технологии QP-CJ опытным сварщиком сокращает время непосредственно сварки одного стыка почти на 25 % или 10—12 мин, а вес оборудования на 35 % (на 30 кг) меньше.
Вариант указанных
технологических процессов для зазора 68 мм называется WGW (от английского «wide gap weld» —
«сварка широкого зазора») и WGW-CJ. Они широко внедрены на
Североамериканском континенте и в Австралии, отличаются большим тепловложением.
На подогрев рельса Р65 уходит 6 мин при давлении кислорода около 2 бар и
пропана около 0,5 бар. Вес порции около 15 кг. Форма на рельсе уплотняется при
помощи предварительно изготовленной пасты, поставляемой в ведерках весом 10
кг, защищенной от промерзания и высыхания. Одно ведерко расходуется на четыре
сварных стыка.
Упаковка для одного сварного стыка (коробка) содержит порцию термита, форму для литья, состоящую из трех частей, мостик формы и, в случае применения многократного тигля, также пробку для автоматического пуска.
Одноразовый тигель поставляется в особой упаковке. Он оснащен пробкой автоматического пуска.
У тигля многократного использования огнеупорной оболочки «футеровки» при нормальном обслуживании хватает на 20—30 реакций при сварке рельсов типа Р65. Опытные сварщики выполняют даже до 60 сварок с одной оболочкой.
Процессы QP/WGW и QP-CJ/WGW-CJ усовершенствованы
в основном для трансконтинентальных линий Канады и США. Они предназначены для
протяженных линий с большими расстояниями между населенными пунктами, где климатические
условия и источники рабочей силы подчиняются многочисленным случайным факторам.
Например, в Канаде до сегодняшнего дня сохранился метод подогрева при помощи не
кислородо-пропановой смеси, а смеси бензина и воздуха.
Особенности технологий АР 25 и PLA такие:
— высокая чистота применяемых газов, необходимость постоянного и одинакового их качества, так как давление газовой смеси должно поддерживаться на постоянном нормативном уровне в течение всех сварочных работ;
— время подогрева определяет опытный сварщик-алюминотермист в зависимости от профиля соединяемых концов рельсов и состояния окружающей среды.
Методами АР 25 и PLA пользуются на тех железных дорогах
Центральной Европы, где традиция алюминотермитной сварки никогда не прерывались
и где в год надо сваривать примерно 2 стыка на 1 км пути (например, 22000 в
Чешской республике и Венгрии, 12000 — в Словакии).
Технологические процессы QP-CJ и WGW-CJ благодаря их относительной простоте и высокой надежности внедряются на железных дорогах Российской Федерации.
Особое внимание уделяется тщательному выполнению всех операций квалифицированными сварщиками, их обучению применительно к реальным условиям работы. Дли российских специалистов составлены справочные пособия, фактически являющиеся технологическими картами для выполнения сварки в пути. Дипломы фирмы «РЕЛЬТЕХ ИНТЕРНАЦИОНАЛ» уже получили сварщики на Московской и Октябрьской дорогах.
Методы алюминотермитной сварки с нормальным и широким сварным швом успешно испытаны на Экспериментальном кольце ВНИИЖТа. По стыкам с шириной шва 25 мм, спаренных термитом марки 1200, пропущено более 320 млн. т груза при осевых нагрузках 270—300 кН и скоростях движения 75 км/ч. По стыкам с широким «ремонтным» зазором 68 мм прошло более 100 млн. т.
На Московской дороге
в 2002 г. методом QP-CJ сварили
стыки на пяти стрелочных переводах. Выхода их из строя по причине дефектов и
стыках не зафиксировано.
Рис. 4. Сварка стрелочного перевода.
В НИИМостов, г. Санкт-Петербург, разработана Инструкция по дефектоскопированию алюминотермитных сварных стыков, выполненных по технологии фирмы «РЕЛЬТЕХ ИНТЕРНАЦИОНАЛ». По новой Инструкции можно контролировать всю поверхность сварного шва шириной 25 и 68 мм. По технологии «РЕЛЬТЕХ» можно сваривать поверхностно или объемнозакаленные рельсы с повышенной твердостью, а также переходные рельсы разных типов.
Сварка с использование металла повышенной твердости
применяется на основании требований, базирующихся на многолетнем опыте
эксплуатации железных дорог, пользующихся легированными или закаленными
рельсами. Твердость металла сварного шва решающим образом ограничивает длину
колебания твердости в зоне термического влияния (до 68 мм). Во время
эксплуатации в пути сварной шов повышенной твердости исключает появление
дефектов в виде выработки и наплывов металла.
Термитная сварка: операция и этапы [со схемой установки]
Термитная сварка — это процесс, в котором тепло, выделяемое экзотермической химической реакцией, используется для плавления. Химическая реакция алюминотермического процесса происходит между порошком алюминия и оксидом металла.
В результате этой реакции образуется расплавленный металл, который действует как присадочный металл, соединяющий заготовки при затвердевании. При термитной сварке не используются внешние источники тепла, тока и присадочного материала .
Процесс, в основном используемый для соединения стальных деталей, здесь термит включает оксид железа и алюминиевый порошок. Соотношение составляет 78% оксида железа и 22% порошка алюминия. Соотношение определяется химической реакцией при горении алюминия:
8Al + Fe3O4 = 9Fe + 4 Al2O3 + теплота (4500°C, 35 кДж/кг смеси)
При горении железа и оксида алюминия выделяется тепло до 4500 градусов по Фаренгейту. Поскольку эти два компонента имеют разную плотность, они автоматически разделяются. Жидкий чугун заполняет керамическую форму, построенную вокруг свариваемых деталей, а шлак оксида алюминия всплывает и впоследствии удаляется.
Термитный процесс, разработанный Гансом Гольдшмидтом в середине 1890-х годов и используемый в настоящее время при ремонте стального литья и поковок. Они разработали термитную сварку для соединения железнодорожных рельсов, стальных труб, стальной проволоки, крупных литых и кованых компонентов.
Основные определения1. Тигель – Это сосуд, в котором происходит термитная химическая реакция, алюминотермическая, называется тиглем.
2. Форма – Форма создается вокруг детали, которая требует сварки. Эта форма предназначена для приема расплавленного металла.
3. Смесь – Смесь – это термин для описания гранул алюминия и оксида металла. и любые легирующие металлы.
4. Реакция – Алюминотермический процесс представляет собой химическую реакцию между алюминием и оксидом металла. В результате реакции происходит разделение перегретого расплавленного материала и шлака оксида алюминия.
Железнодорожная термитная сварка Процесс термитной сваркиЭто процесс химической сварки, при котором экзотермическая реакция используется для получения необходимой тепловой энергии. Сжигание термита смесью порошка алюминия и оксида железа в соотношении 1:3 по массе. создает температуру 3000 градусов по Цельсию.
Предварительный нагрев термитной смеси до 1300 градусов по Цельсию необходим для начала реакции.
Термитная смесь вступает в реакцию в виде следующей химической реакции:
8Al + Fe3O4 = 9Fe + 4 Al2O3 + тепло (4500°C, 35 кДж/кг смеси)
Большое сродство алюминия к реакции с кислородом в основе химической реакции термитов. После реакции с оксидом железа чистая сталь оседает, а оксид алюминия всплывает в виде шлака. Это все происходит из-за большой разницы в их плотности.
По сути, это литейный и литейный процесс, при котором в результате термитной реакции металл выливается в упрямую полость, образовавшуюся вокруг соединения. Этапы термитной сварки:
1. Необходимо правильно очистить и подготовить кромки металлических деталей, которые мы будем сваривать.
2. Восковая модель необходима для сплавления соединения. Вылейте горячий воск, чтобы получить его.
3. Поместите формовочную коробку вокруг стыка и аккуратно распределите песок по всему восковому шаблону. Он обеспечивает необходимую заливочную ванну, стояк, литник и систему литников.
4. Нижнее отверстие используется для слива расплавленного парафина, что помогает предварительно нагреть соединение и подготовить его к сварке.
5. Пришло время смешать термит в тигле. Он сделан из огнеупорного материала, чтобы выдерживать экстремальные температуры и давление, возникающие во время этой алюминотермической реакции.
6. Воспламенитель, такой как оксид бария или магния, остается в верхней части смеси и поджигается раскаленными металлическими стержнями.
7. Реакция завершается за очень короткое время, сильно нагретый расплавленный чугун вливается в полость формы, которую мы создали вокруг свариваемого соединения.
8. Нагретый расплавленный материал соединяется с исходными металлами и затвердевает, образуя однородное прочное соединение.
9. Сварной шов оставили в таком виде для медленного охлаждения.
Для металлов меди и хрома также доступны термитные смеси. Вместо оксида железа в них используются различные оксиды металлов. Некоторые из популярных термитных реакций с их температурой упомянуты ниже.
3 CuO + 2 Al → 3Cu + Al2O3 + нагрев (4860°C, 270 ккал)
Cr2O3 + 2Al → 2Cr + Al2O3 + нагрев (3000°C, 545 ккал)
Ступени для термитной сварки рельса- Подготовка кромок рельса к сварке
- Установка зазора
- Наложить зажим
- Закрепить форму рельса
- Подожгите и дайте стали стечь
- Время для удаления литейной формы
- Удаление лишнего металла головки
- Начало шлифования
- Окончательное чистое шлифование
Доступен ряд сварочных комплектов в зависимости от необходимости процесса сварки.
1. Дюймовый метод SKV – наиболее распространенный процесс соединения двух рельсов поезда.
2. 1,5-дюймовый метод SKV — этот процесс помогает снизить риск включения шлака.
3. Сварка с зазором шириной 2,75 дюйма – используется при замене термитной сварки.
4. Полная ремонтная сварка головки рельса – Заполните после того, как поврежденный участок на головке рельса будет вытащен.
Использование и применениеТермитная сварка — это очень старый процесс плавления, который даже сейчас является очень полезным инструментом.
1. Традиционно используется для сплавления очень тяжелых и толстых пластин.
2. Предпочтительный выбор для соединения железных дорог, толстых стальных профилей и труб.
3. Термитная сварка предназначена для ремонта тяжелых зубчатых колес и отливок.
4. Эта модель подходит для сварки больших секций, таких как корпуса, рельсы локомотивов и корабли.
5. Применяется для сварки медных сварочных кабелей.
Плюсы термитной сварки- Это простой и быстрый метод соединения двух одинаковых или разнородных проводящих материалов.
- Это очень экономичный процесс, при котором не требуется электропитание.
- Термитная сварка возможна в удаленных местах, где отсутствует электроснабжение.
- Возможно применение для деталей из черных металлов больших сечений.
- Легкий металл и сплав дешевого металла не очень экономичны.
- Скорость сварки низкая.
- Высокие температуры могут вызвать изменение зернистой структуры и деформации металла шва.
- Сварка может содержать газовые и шлаковые включения.
Алюминий по своей природе имеет особое сродство к кислороду. Это будет реагировать с оксидом железа с образованием элементарного расплавленного железа. Расплавленное железо оседает в зазоре, образуя прочное и стабильное соединение.
Алюминий при взаимодействии с оксидом выделяет сильное тепло и шлак, который плавает над расплавленным металлом. В результате алюминотермической реакции выделяется большое количество тепла, необходимое для расплавления элементарного железа.
Является ли изготовление термита незаконным?Термит, используемый при термитной сварке, не является незаконным, поскольку он не взрывоопасен. Если алюминий поставляется в мелкой сетке, это становится незаконным, так как это взрывоопасный материал. Убедитесь во время покупки алюминиевого термита, что поставляет продавец.
Горит ли термит под водой? Рассчитанная смесь железоокисной ржавчины и алюминиевого порошка (термит) требует высокой температуры горячей горящей полоски магния для воспламенения. Как только термит воспламеняется, потушить огонь становится практически невозможно.
Тепло настолько сильное, что может прожечь тротуар, блоки двигателя. Интенсивность тепла настолько высока, что он остается живым даже под водой.
Какие металлы используются для сварки железнодорожных путей?Для сварки железнодорожных рельсов во всем мире широко используется термит. Медный термит является выбором для электрического соединения с использованием оксида меди.
Какое из известных человеку горючих веществ является самым горячим?Термит кажется самым горячим горючим веществом, созданным человеком. Термит остается пиротехнической композицией из металлических гранул и оксида металла. При химической реакции происходит экзотермическое окисление-восстановление с выделением большого количества тепла.
Заключение Термитная сварка придуман в середине 1890-х Гансом Гольдшмидтом. После перерыва в 130 лет он занимает значительное место на современных железных дорогах. На железных дорогах используются рельсы непрерывной сварки или ленточные рельсы, где рельсы соединяются стыковой сваркой оплавлением для создания пути длиной в несколько километров. Соединение и ремонт бесстыкового рельса возможен только термитной сваркой.
Термитная сварка является неотъемлемой частью современных железных дорог.
Рекомендации
Вот ссылка на процесс термитной сварки в формате pdf
https://en.wikipedia.org/wiki/Exothermic_welding
Вам также может понравиться.
Понимание символов сварки [Пояснение с помощью диаграмм]
12 различных типов сварочных процессов [Полное руководство]
Процедура сварки чугуна [Пошаговое руководство]
Orgo-Thermit, Inc.
Orgo- Термит, ООО
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Новый способ ремонта алюминотермической сваркой дискретных дефектов поверхности рельса
артикул
3
АКЦИИ
Опубликовано: 3 декабря 2008 г. | |
Образовавшиеся в процессе движения изолированные дефекты головки рельса, выявляемые при визуальном осмотре или ультразвуковой дефектоскопии, при неправильном обращении с ними могут значительно сократить срок службы рельсов. Дефекты, инициированные поверхностью, составляют примерно 50 % всех дефектов, удаленных из инфраструктуры Network Rail (NR). Они в основном состоят из приседаний из-за усталости контакта качения и ожогов колес, вызванных теплом, поступающим на поверхность рельса в результате трения между рельсом и колесами во время ускорения, преобразующего поверхность из-за локального перегрева, что приводит к выкрашиванию и растрескиванию поверхности.
Образовавшиеся в процессе движения изолированные дефекты головки рельса, выявляемые при визуальном осмотре или ультразвуковой дефектоскопии, при неправильном обращении с ними могут значительно сократить срок службы рельсов. Дефекты, инициированные поверхностью, составляют примерно 50 % всех дефектов, удаленных из инфраструктуры Network Rail (NR). Они в основном состоят из приседаний из-за усталости контакта качения и ожогов колес, вызванных теплом, поступающим на поверхность рельса в результате трения между рельсом и колесами во время ускорения, преобразующего поверхность из-за локального перегрева, что приводит к выкрашиванию и растрескиванию поверхности.
Образовавшиеся в процессе движения изолированные дефекты головки рельса, выявляемые при визуальном осмотре или ультразвуковой дефектоскопии, при неправильном обращении с ними могут значительно сократить срок службы рельсов.
Дефекты, инициированные поверхностью, составляют примерно 50 % всех дефектов, удаленных из инфраструктуры Network Rail (NR). Они в основном состоят из приседаний из-за усталости контакта качения и ожогов колес, вызванных теплом, поступающим на поверхность рельса в результате трения между рельсом и колесами во время ускорения, преобразующего поверхность из-за локального перегрева, что приводит к выкрашиванию и растрескиванию поверхности.
В настоящее время эти дефекты устраняются перепрошивкой или при ремонте ручной дуговой сваркой (ММА). Оба метода отнимают много времени, при этом замена рельсов обычно требует восстановления температуры без напряжений, а ремонт MMA склонен к внесению дополнительных дефектов, таких как шлаковые включения и пористость стоп/старт.
В ответ на потребность в повышении эксплуатационной готовности путей с сокращением возможностей доступа к путям и потребностью в снижении затрат на техническое обслуживание были найдены инновационные решения, позволяющие более эффективно устранять дефекты.
Ожидается, что процесс HRW может быть успешно применен к от 5000 до 6000, от 60 до 70% всех изолированных поверхностных дефектов.
Совместно с NR компания Thermit Welding (GB) Ltd (TWGB) разработала процесс ремонта алюминотермической сваркой для устранения этих дефектов.
Процесс был разработан для использования в различных сечениях рельсов от 54 (109 и 110 фунтов) до 60 кг на метр как 220 (700), так и 260 (900) марок.
Фон
Первоначально TWGB начала разработку алюминотермической ремонтной сварки головки совместно с BR Research и директором по гражданскому строительству. Разработка была приостановлена отчасти из-за проблем с целостностью сварных швов, но в основном из-за стратегических ограничений, требующих, чтобы ремонт производился между транспортными потоками. Поскольку вся алюминотермическая сварка в настоящее время осуществляется при полном владении путями, интерес к этому процессу возобновился из-за очевидных преимуществ производительности и надежности, предлагаемых процессом по сравнению с ремонтом MMA или удалением коротких отрезков рельса, содержащих дефекты, и заменой приваренным замыканием. рельсы.
Процесс был разработан с особым вниманием к минимизации затрат и, где это возможно, согласованию метода с оборудованием и практикой сварки, используемой для обычного процесса сварки SkV-E, обычно используемого в качестве стандарта в Великобритании.
NR требовал быстрого и надежного метода ремонта, обеспечивающего надежный ремонт с такой же твердостью и износостойкостью, как у основного рельса. Законченный ремонт также должен был быть полностью проверен с использованием обычных ультразвуковых процедур для пешеходов и поездов.
Успешно приняв эти цели, NR и TWGB разработали HRW, включающую:
- Быстрое удаление дефектов кислородно-газовой резкой и шлифованием
- Обычный предварительный подогрев низкого давления – стандартные параметры SkV-E
- Одноразовые тигли
- Стандартные части Thermit, одобренные NR
- Обычная термитная сварка, обрезка и профильное шлифование
- Использование как можно большего количества стандартного сварочного оборудования
Этот процесс был разработан как быстрая и экономически эффективная альтернатива обычному ремонту MMA с возможностью многократного ремонта в течение обычной сварочной смены.
Этот процесс также позволяет удалять значительные поверхностные дефекты без необходимости установки короткой замыкающей планки, требующей двух стандартных алюминотермических сварных швов и повторного напряжения для достижения требуемой температуры без напряжений.
Дополнительные преимущества достигаются за счет улучшенного выравнивания, поскольку обычные сварные швы рельсов могут привести к незначительному смещению или несоответствию верхнего или бокового износа, что необходимо учитывать при установке закрывающего рельса.
Испытанияв Великобритании начались с устранения ограниченного числа дефектов в Шотландии, что выявило склонность к возникновению небольших дефектов, особенно в предварительно отлитых рельсах. Технологические процедуры были пересмотрены, время предварительного нагрева было увеличено, чтобы улучшить качество сплавления между рельсом и сварным швом. Это значительно увеличило уровень сплавления и устранило наличие небольших дефектов, наблюдаемых при первоначальных испытаниях.
Параллельно с испытаниями был также разработан учебный материал для обучения действующих сварщиков и специалистов по неразрушающему контролю (НК), чтобы они могли выполнять процесс ремонта и проводить окончательную проверку сварных швов.
В настоящее время начались общенациональные испытания с программой, разработанной для установки еще 250 сварных швов для дальнейшей оценки. Затем результаты этих испытаний будут использованы для обеспечения максимальной применимости, оптимизации процесса ремонта и определения уровня неразрушающего контроля после сварки, который может потребоваться для полного принятия для широкого применения в стране.
Метод ремонта
Подробная информация об объеме HRW приведена ниже с размерами дефектов, которые могут быть устранены с помощью процесса (показаны на рисунке A).
Типичные временные рамки для этапов процесса HRW показаны в таблице 1.
Подготовка
Точное определение центра дефекта необходимо для эффективного удаления:
Ультразвуковой контроль используется для определения и регистрации длины дефекта с помощью датчика 0° (включая видимую длину дефекта) и глубины дефекта с использованием датчика 70°. Длина и центр дефекта четко обозначены на поле со стороны головки рельса размеченной линией на полупостоянном (красочном) фоне.
Ультразвуковой контроль используется для записи:
- Глубина головки рельса
- Рельсовый профиль и материал марки
- Тип гусеницы; S&C, простая линия
- Тип и размер каждого дефекта, количество дефектов и расстояние между ними
- Тип компонента; гладкий рельс, дуговой ремонт или стыковая сварка оплавлением
Точность инспекции имеет важное значение для получения всех преимуществ.
Участок, подлежащий ремонту, отмечен на рельсе и выкопан с помощью специально разработанного шаблона для газокислородной резки и горелки.
Размер дефектной области, которую можно отремонтировать:
- Полная ширина головки
- Длина до 70 мм (95 мм после дополнительной шлифовки)
- Глубина до 35 мм (в зависимости от износа головки рельса)
Поверхность газопламенной резки шлифуется для подготовки поверхности к неразрушающему контролю методом магнитопорошковой дефектоскопии. Если трещины все же обнаруживаются, раскопки могут быть расширены до максимально допустимых размеров. Если после земляных работ остаются трещины, которые невозможно зашлифовать, процесс ремонта продолжают, и сварщик сообщает о дефекте, устанавливают аварийные зажимы и сварной шов подвергают неразрушающему контролю. Если впоследствии сообщается, что сварной шов не имеет дефектов, зажимы снимаются без каких-либо дополнительных действий, или, если все еще обнаруживаются дефекты, ремонт удаляется с помощью обычной замыкающей планки.
Окончательная выемка – длина от 75 до 95 мм.
Выравнивание рельсов
Рельсовые скрепления сняты с двух шпал по обе стороны от ремонта. Устройства для выравнивания или клинья используются для подъема зоны ремонта таким образом, чтобы рельс поднимался относительно зазубренного края 1-метровой линейки.
Для линейной скорости <100 миль в час: подъем = 0,5 мм на 1,0 м. Для линейной скорости >100 миль в час: подъем = 1,0 мм на 1,0 м, см. рис. 4.
Сборка сварочного оборудования
Большая часть оборудования такая же, как и для стандартного алюминотермического процесса СкВ-Э. Рельс высвобождается из креплений по обе стороны от зоны ремонта и поднимается с помощью клиньев для создания центрального подъема на 0,5–1,0 мм на пролете в 1 метр. Устанавливается стандартное универсальное крепление и крепление подогревателя, проверяется высота подогревателя.
Высота подогревателя: 70 мм над центром котлована.
Формы HRW проверяются на пригодность — могут быть внесены незначительные коррективы для приспособления к головным уборам — и вставляются в обувь. Формы крепятся к рельсу с помощью традиционных фиксирующих материалов.
Пробка центрального сердечника проверена на пригодность и установлена при ремонте.
Предварительный нагрев
Помимо специального подогревателя HRW, в процессе используется стандартное оборудование предварительного нагрева, а также обычное кислородно-пропановое оборудование SkV с заданным давлением:
- Кислород: 3,0 бар, пропан: 0,7 бар
- Время предварительного нагрева: 3,0 минуты
Сварка
По завершении предварительного нагрева горелка снимается, вставляется заглушка, а одноразовый тигель (SUC), предварительно заполненный порцией Thermit®, помещается между установочными штифтами на башмаках пресс-формы и поджигается. По завершении реакции сталь Thermit автоматически выгружается в формы.
Затвердевание и отделка профиля
Сварному ремонту дают остыть в течение 6,5 минут, после чего лишний материал удаляют с помощью алюминотермического триммера. Минимум через 30 минут рельс закрепляется, а отшлифованная поверхность шлифуется до профиля.
Технические характеристики
Процесс Thermit® HRW первоначально был одобрен NR для ограниченной пробной установки, чтобы полностью оценить надежность и преимущества, предлагаемые процессом. В рамках первоначальной разработки технологического процесса ремонт сварных швов подвергался радиографическому и ультразвуковому контролю, чтобы доказать, что первоначальные дефекты были удалены и что ремонтный сварной шов не имеет дефектов.
Металлургия сварного шва и твердость
Стойкость к износу в сварном шве зависит от изменения твердости в сварном шве и в зоне термического влияния (ЗТВ).
В процессе HRW используются стандартные участки сварки и создается узкая ЗТВ на поверхности качения, что помогает свести к минимуму предпочтительный износ, показанный в таблице 2.
Прочность (испытание на изгиб)
Результаты испытаний сварных швов HRW в трех точках, испытание на медленный изгиб с натяжением головки между центрами 1,0 м показаны в таблице 3.
Окончательная оценка профиля и допуски на выравнивание
Сварной шов должен быть отшлифован до готового профиля перед окончательной проверкой, которая должна проводиться с помощью 1-метровой поверочной линейки с ремонтным центром. Готовый профиль должен соответствовать допускам, указанным в Таблице 4. Гладкость шлифованной поверхности поперек сварного шва проверяют линейкой 200 мм и щупом. Максимальный зазор между рабочей поверхностью и 200-миллиметровой линейкой должен быть менее 0,2 мм. Максимальный зазор, измеренный вдоль рабочей кромки линейкой длиной 1 метр, должен составлять +/- 0,5 мм.
Ультразвуковой контроль
Мы исследовали, как современные процедуры ультразвукового контроля повлияют на ремонт. Компания NR провела ультразвуковой контроль ремонтных работ финишной площадки, чтобы определить результирующие ответы как устройства поиска роликов Sperry, используемого для ультразвукового контроля пешеходов, так и поезда для ультразвуковых испытаний. Испытания показали, что полное эхо-сигнал от дна рельса может поддерживаться, что указывает на то, что ремонт сварного шва прозрачен для ультразвука. Дальнейшие испытания были проведены с использованием специально разработанных процедур с использованием ручных датчиков 0, 45 и 70 градусов, чтобы определить, как ультразвуковой контроль будет реагировать на дефекты, лежащие в области ремонта и под ним. Мы также провели обширные испытания, чтобы убедиться, что относительно крупнозернистая структура ремонтного материала не маскирует наличие каких-либо оставшихся или развивающихся трещин. Образцы для испытаний были подготовлены с отверстиями определенного размера, просверленными под ремонтным сварным швом, представляющим фактические дефекты. Последующий ультразвуковой контроль этих образцов показал, что просверленные отверстия можно с уверенностью определить по размеру в металле ремонтного шва. Пересмотренные ультразвуковые процедуры U18 были разработаны для проведения детальной проверки и оценки ремонта сварных швов после установки.
Будущие разработки
Разработка процесса HRW была продолжена совместно с TWGB, чтобы обеспечить альтернативную кислородно-ацетиленовую процедуру предварительного подогрева для использования в туннелях/замкнутых зонах, где запрещен топливный газ пропан. Первоначальные испытания этого процесса дали обнадеживающие результаты, и есть надежда, что вскоре будет получено официальное одобрение.
В настоящее время проводится дополнительная работа по увеличению длины дефекта, который можно устранить путем ремонта внахлест.
Рисунок 1: Газокислородная резка котлована
Рисунок 2: Завершенная выемка газопламенной выемки
Рисунок 3: Завершение земляных работ
Рисунок 4: Выравнивание и подъем рельсов перед сваркой
Рисунок 5: Выполняется предварительный нагрев во время установки HRW
Рисунок 6: Окончательные допуски профиля рельса
Профессор Эндрю Макнотон, главный инженер Network Rail и член редакционной коллегии Global Railway Review, Брайан Уитни, руководитель отдела управления железными дорогами, Network Rail, и Ян Бэнтон, менеджер по техническому развитию, Thermit Welding (GB) Ltd.
3 декабря 2008 г.
Акции
Стандарты изо всех сил стараются не отставать от сварщиков
Попытки стандартизировать процессы сварки в Европе не поспевают за изменениями в технологии рельсового пути и естественной эволюцией методов термитной сварки, что создает проблемы для производителей рельсов и сварщиков. Д-р инженер Роберт Германн и д-р Йорг Кейхель из компании Elektro-Thermit обрисовывают эти проблемы.
Попытки стандартизировать процессы сварки в Европе не поспевают за изменениями в технологии рельсового пути и естественной эволюцией методов термитной сварки, что создает проблемы для производителей рельсов и сварщиков. Д-р инженер Роберт Германн и д-р Йорг Кейхель из компании Elektro-Thermit обрисовывают эти проблемы.
АЛЮМИНОТЕРМИЧЕСКАЯ сварка, обеспечивающая непрерывное соединение рельсов, — это хорошо зарекомендовавший себя процесс, который десятилетиями используется на железных дорогах по всему миру. Хотя этот процесс выглядит старомодным, когда он используется на строительных площадках, основная технология постоянно совершенствуется до такой степени, что сегодня существует широкий спектр сварочных процессов для различных типов, профилей и марок рельсов (на фото ниже).
В 2006 году был опубликован европейский стандарт EN 14730-1, который почти в одночасье изменил ландшафт алюминотермической сварки в Европе. Помимо определения требований к механическим свойствам алюминотермического сварного шва, постановление также призывало к стандартизации процесса сварки рельсов с плоским дном. Следовательно, этот стандарт стал общей мерой свойств сварных швов пути независимо от граничных и нормативных условий, установленных железнодорожными властями, установленных условий работы пути и последних разработок производителей рельсов.
В результате процессы сварки пришлось адаптировать к изменяющимся граничным условиям, при этом удовлетворяя требованиям EN 14730-1. Однако из-за стандарта, устанавливающего строгие физические ограничения, которые нельзя легко обойти или преодолеть, уже невозможно было легко преобразовать процесс сварки в соответствии с новыми условиями и эволюцией железнодорожной технологии.
Проблемы, возникшие после вынесения постановления, создают проблемы для производителей рельсов и поставщиков сварочных услуг и влияют на дальнейшее развитие и применение алюминотермической сварки для соответствия изменяющимся технологиям рельсового пути.
Первой из этих проблем является растущее желание железных дорог проводить сварку путей без использования кислорода из-за соображений безопасности и эргономических проблем, связанных с использованием громоздких баллонов на обочине пути.
Кислород и пропан являются стандартными методами предварительного нагрева для алюминотермической сварки, поскольку они обеспечивают время предварительного нагрева не более двух минут, при этом обеспечивая превосходный сварной шов в сочетании с тепловой энергией термитной стали. Для решения этих проблем безопасности и эргономики были разработаны некоторые альтернативы, хотя их эффективность остается под вопросом.
Бензиновый сжатый воздух является одним из методов предварительного нагрева, который, как было показано, обеспечивает хорошее качество сварки при использовании вместо кислорода или пропана, а также обеспечивает разумную экономию средств. Однако этот метод ограничен сравнительно более длительным временем предварительного нагрева, и нет особых эргономических аргументов в пользу замены тяжелых газовых баллонов таким же тяжелым устройством предварительного нагрева.
Другой метод предварительного нагрева, не требующий баллонов с кислородом, — пропан-воздух. Как и стандартный метод предварительного нагрева, этот довольно прост в использовании и требует только пропана. Однако отсутствие кислорода делает этот метод предварительного нагрева очень слабым, а это означает, что пламя не очень мощное, а температура, достигаемая на концах рельса в процессе предварительного нагрева, сравнительно низкая. В результате для получения качественных сварных швов в этих условиях процесс алюминотермической сварки должен быть высокоразвитым и специально разработанным для компенсации слабого тепловложения.
При использовании этих сварочных процессов надежность процесса предварительного нагрева и, следовательно, всего процесса сварки будет страдать, если он используется в ограниченных условиях, таких как плохая погода или низкие температуры рельсов. Тем не менее, как показали сварные швы, выполненные в лаборатории, эти модификации могут соответствовать требованиям EN 14730-1. Есть надежда, что новый процесс предварительного нагрева, в котором используются пропан и воздух, может дать лучшие результаты, а впрыскиваемый воздух обеспечивает более мощный и эффективный метод предварительного нагрева.
Высокопрочные рельсы
Свойства сварного шва в отношении разрушающей нагрузки и прогиба являются более важными при сварке высокопрочных рельсов, если стандартные требования или требования, предлагаемые железнодорожным управлением, остаются неизменными. Если необходимо достичь определенного прогиба, это может ограничить процесс алюминотермической сварки.
Обычно считается, что материалы с увеличением твердости и прочности демонстрируют снижение пластичности и способности к пластической деформации. Применительно к свойствам алюминотермического сварного шва это означает, что измеренный прогиб во время испытания на трехточечный изгиб обычно уменьшается при увеличении прочности рельсовой стали. В результате, когда твердость термитной стали регулируется в соответствии с твердостью рельса, мало шансов получить одинаковые результаты испытаний для всего диапазона марок стали.
Это означает, что требования к свойствам алюминотермических сварных швов будут различаться в зависимости от конкретных марок стали. Однако корректировать эти стандарты сложно, и изменения этих требований возникают только при наличии на рынке новых высокопрочных сталей в течение определенного периода. Действительно, только опыт, полученный при установке этих новых марок стали на пути в реальных условиях, позволит определить требования для конкретного стандарта алюминотермической сварки.
Но поскольку железнодорожные власти несут ответственность за безопасность пути, предполагается, что они отдают предпочтение самым высоким минимальным требованиям до тех пор, пока не будет доказано, что достаточно другого более низкого требования. В результате подрядчики, предоставляющие услуги алюминотермической сварки, сталкиваются со значительными трудностями, пытаясь предложить подходящий сварной шов и выполнить эти требования.
Например, сертифицированные процессы сварки, используемые для новых высокопрочных рельсов, к которым предъявляются определенные минимальные требования, будет становиться все труднее выполнять без разработки новых технологий, упрощающих этот процесс. Действительно, сертификация процессов сварки новых высокопрочных рельсов может быть затруднена, если нет четких данных о свойствах сварного шва и если железнодорожные власти не понимают, что невозможно перенести фиксированные требования для стандартных марок рельсов на новые высокопрочные рельсы. рельсы. Кроме того, железнодорожные власти должны предоставить четкие заявления, в которых излагаются их реалистичные ожидания в отношении характеристик термитной сварки путей.
Одной из особенностей, создающих проблемы для процесса сертификации, является то, что в настоящее время производители рельсов сосредоточены на бейнитных сортах стали, обладающих преимуществами более износостойких рельсов. Тем не менее, поскольку ни в одном европейском стандарте бейнитные рельсы и их свойства не регулируются, в настоящее время нет установленных правил алюминотермической сварки для этих новых рельсов.
Основная проблема разработки стандарта заключается в том, что в настоящее время для производства бейнитных рельсов используются различные методы производства и различные концепции легирования. В результате при сварке бейнитного рельса микроструктура в зоне термического влияния (ЗТВ) будет по-разному воздействовать на тепло, выделяемое термитной сталью, в зависимости от типа используемого бейнита. Действительно, процесс сварки либо выполняется без учета каких-либо соображений, либо скорость охлаждения в ЗТВ замедляется или даже ускоряется для достижения желаемой микроструктуры и соответствующих механических свойств в ЗТВ.
Это неизбежно делает практически невозможным определение «одной» процедуры сварки, подходящей для всех типов бейнитных рельсов, и очень вероятно, что в будущем потребуется дифференцировать, что потребует от сварочных компаний проведения всестороннего обучения тому, как эффективно обращаться с различными типами рельсов. бейнитные рельсовые стали, доступные на рынке.
Вторая проблема, возникающая при сварке бейнитных рельсов, заключается в неудовлетворительной усталостной прочности, что было показано лабораторными испытаниями. На рисунке 1 показан пример профиля твердости бейнитного алюминотермического сварного шва. Достигается исключительный постоянный уровень твердости в металле сварного шва, и сварной шов не имеет явных неровностей. Однако ожидаемая усталостная прочность по-прежнему не так хороша, как у стандартных перлитных рельсов, и ЗТВ видна без какой-либо специальной обработки. В результате это явление необходимо преодолеть для успешной сертификации и выхода на рынок.
Рельсы с желобками
Несмотря на то, что сварка рельсов с желобками основана на той же технологии, что и сварка рельсов с плоским дном, для этого процесса не существует специального европейского стандарта, а правила для рельсов с плоским дном просто расширены, чтобы включить рельсы с желобками. Однако на некоторых линиях легкорельсового транспорта, где используются желобчатые рельсы, было показано, что сварные швы имеют наклон, несмотря на их выполнение в соответствии с нормами и правилами.
В настоящее время это явление до конца не изучено, хотя возможное объяснение заключается в том, что предел текучести металла сварного шва слишком низок по сравнению с пределом текучести соседней рельсовой стали. Это могло бы объяснить более раннюю пластическую деформацию сварного шва на рабочей поверхности в условиях нагрузки.
Однако этот эффект не является общим явлением, что очень затрудняет определение основной причины. Действительно, в случаях, когда сварной шов не имеет дефектов, термитный шов может иметь желаемую твердость.
Тем не менее, для некоторых профилей рельсов после определенного времени в пути начинается нежелательное погружение сварных швов. Повышение твердости сварного шва может уменьшить этот эффект, но может не решить другие проблемы, такие как состояние надстройки, влияние колес и проходящей нагрузки. В настоящее время невозможно количественно оценить этот вклад. Но в связи с тем, что трамвайные и легкорельсовые сети требуют полного и ровного пути для снижения нежелательного шума и вибраций, проводятся исследования, чтобы понять явление и необходимые меры противодействия.
Алюминотермическая сварка может показаться старомодным процессом, но она не устарела, и технология сварки не является неадекватной для текущего диапазона применений. Наоборот, алюминотермическая сварка — надежная и высоконадежная технология. Тем не менее проблемы остаются как для производителей рельсов, так и для поставщиков сварочных технологий, и, несмотря на то, что прилагаются огромные усилия для решения этих проблем, только совместное их понимание приведет к успешным решениям.
Процесс термитной сварки – основные части, принцип работы и применение
Определение
Термитная сварка – это процесс сварки, в котором тепло, выделяющееся во время экзотермической реакции, используется для сварки двух металлических частей (проводников) вместе. Во время этого процесса сварки внешний источник тепла не требуется, но для запуска процесса требуется только внешний источник тепла. термитный материал (смесь оксида металла, порошка алюминия и горючего) используется для процесса сварки. Химическая реакция, при которой выделяется тепло, является алюминотермической реакцией. Реакция порошка алюминия с оксидом металла с выделением тепла называется алюминотермической реакцией.
- Этот процесс сварки также известен как экзотермическая сварка, экзотермическая сварка и термитная сварка.
- Он был изобретен в 1898 году Гансом Гольдшмидтом, когда он усовершенствовал алюминотермическую реакцию.
Принцип действия
В процессе термитной сварки для достижения экзотермической реакции используется термитный материал, представляющий собой смесь оксида металла, алюминия и топлива. Происходит реакция между оксидом металла (в основном оксидом железа (iii)) и алюминиевым порошком. В ходе реакции оксид металла восстанавливается до свободного элементарного металла, а алюминий окисляется до оксида алюминия с выделением большого количества тепла (около 33·10 или С). Выделяемое тепло плавит элементарный металл (Fe), а затем этот расплавленный металл заливают в форму, чтобы соединить две металлические части вместе.
В ходе алюминотермической реакции происходит восстановление оксида железа и окисление Al. Большое количество тепла, выделяющееся в процессе, расплавляет железо и оксид алюминия, и мы получаем расплав чугуна и огнеупорный шлак оксида алюминия. Плотность шлака оксида алюминия намного меньше плотности жидкого чугуна, поэтому он плавает над расплавленным чугуном.
Таким образом, в процессе сварки расплавленное железо, находящееся на дне тигля, и шлак плавают над ним.
Если говорить о составе оксида металла и алюминиевого порошка, то перед началом процесса сварки смешивают 5 весовых частей оксида железа и 3 части алюминиевого порошка.
Читайте также:
- Как работает дуговая сварка под флюсом?
- Сварка сопротивлением – определение, принцип работы и применение
- Top 8 Преимущества дуговой сварки
Основные детали термитной сварки
- Тигель: Это та деталь, которая способна выдерживать высокие температуры. В процессе термитной сварки тигель содержит термитный материал. Экзотермический процесс в процессе сварки происходит в тигле. Расплавленное железо, присутствующее на дне тигля, и шлак оксида алюминия плавают над расплавленным металлом. Тигель содержит устройство для подачи расплавленного металла в форму для сварки.
- Термитная смесь: Это пиротехнический состав из оксида металла, порошка алюминия и горючего.
- Форма: Вокруг свариваемого участка создается форма. Изложница состоит из желоба, стояка, шлаковой ванны, нагревательной заслонки. Расплавленный металл заливают в форму для соединения металла.
- Обвязочное устройство: Это устройство, которое используется для выгрузки или заливки расплавленного металла из тигля в форму.
Рабочий
- Форма формируется поверх и вокруг свариваемого участка. После формирования формы термитный материал помещают в тигель.
- Термитный материал воспламеняется с помощью кремневой искры или магниевой ленты. В тигле происходит экзотермическая реакция, называемая алюминотермической реакцией.
- Во время реакции оксид металла, т.е. оксид железа, восстанавливается до железа, а Al окисляется и образует оксид алюминия. Вырабатывается большое количество тепла. Это выделяемое тепло плавит железо и оксид алюминия и образует расплавленное железо и шлак оксида алюминия.
- Полученный таким образом расплавленный металл заливают в литейную форму через лентопротяжное устройство. Когда расплавленный металл достигает секции, он сплавляется с металлическими деталями, которые нужно соединить. После затвердевания образует очень прочный шов.
Для лучшего понимания посмотрите видео ниже:
Читайте также:
- Процесс ультразвуковой сварки – принцип работы, детали, преимущества и недостатки с применением
- – работа, преимущества, оборудование, оборудование для сварки взрывом и недостатки приложения
- Что такое подводная сварка и как она работает?
Преимущества
- При термитной сварке сварной шов обладает высокой механической прочностью и отличной коррозионной стойкостью по сравнению с другими формами сварки.
- Обладает высокой устойчивостью к повторяющимся импульсам короткого замыкания, а электрическое сопротивление остается неизменным в течение всего срока службы установки.
- Не требует внешнего источника питания.
- Его можно использовать в местах, где нет доступа к источнику питания.
Недостатки
- Это более дорогостоящий процесс сварки по сравнению с другими способами сварки.
- Требуется поставка сменных пресс-форм.
- Отсутствие повторяемости.
- Нельзя использовать во влажных условиях или плохой погоде при работе на открытом воздухе.
Применение
Процесс термитной сварки в основном используется для сварки рельсов на железных дорогах. Он также используется для сварки медных проводников и других металлов, включая чугун, нержавеющую сталь, обычные стали, бронзу, латунь и монель.
алюминотермическая+сварка — Перевод на французский язык
Применение на железных дорогах. Пути. Алюминотермическая сварка рельсов. Часть 1. Утверждение сварочных процессов.
Applications ferroviaires — Voie — Soudage des rails par aluminothermie — Часть 1: апробация…
общие — CCMatrix (Wikipedia + CommonCrawl)
Pandrol определяет отраслевой стандарт для систем рельсового скрепления и алюминотермической сварки.
Pandrol définit lesstandards de l’industrie pour l’ensemble des systemes de fixation de rail et du soudage aluminothermique pour les ferroviaires grandes lignes.
Общие сведения — CCMatrix (Wikipedia + CommonCrawl)
Pandrol определяет отраслевой стандарт для систем рельсового скрепления и алюминотермической сварки.
Pandrol, определяющий промышленные стандарты для систем фиксации рельсов и алюминотермического раствора.
общие — CCMatrix (Wikipedia + CommonCrawl)
Указанное изобретение может быть использовано, например, для алюминотермической сварки, в частности, в тоннеле или под землей.
Нанесение, например, алюминотермическое, особенно в туннеле или под землей.
Машиностроение — wipo.int
Реакционный тигель (1), предназначенный для проведения операций алюминотермической сварки, снабжен днищем (20) с выпускным отверстием (4) и содержит мелкозернистую алюминотермическую смесь.
Изобретение, касающееся создания реакционной смеси (1) предназначенной для реализации алюминотермических растворов, оборудования фонда (2) в настоящее время представляет собой алюминотермическую смесь (4) и содержит алюминотермический сплав с ребрами зерна.
Машиностроение — wipo.int
Пероксид бария можно использовать в качестве катализатора для запуска алюминотермической реакции при сварке рельсовых путей.
Перекись бария может быть использована в качестве катализатора для запуска алюминотермической реакции в растворе железных дорог.
общее — CCMatrix (Wikipedia + CommonCrawl)
Пероксид бария BaO2 можно использовать в качестве катализатора для запуска алюминотермической реакции при сварке рельсовых путей.
Перекись бария может быть использована в качестве катализатора для запуска алюминотермической реакции в растворе железных дорог.
общая информация — CCMatrix (Wikipedia + CommonCrawl)
Компания Pandrol продолжает развивать свой бизнес в Индии, где она создала производственные мощности для систем крепления и алюминотермической сварки.
Pandrol poursuit la croissance de ses activités en Inde, où elle a établi des usines de facing de systemes de fixes et de soudure aluminothermique.
Общие сведения — CCMatrix (Wikipedia + CommonCrawl)
Изобретенный Патриком Боммаром в Raismes в 1988 году, One-Shot Crucible значительно улучшил качество алюминотермической сварки.
Изобретение Патриком Боммаром в Raismes в 1988 году, le creuset One-Shot, предназначено для улучшения качества алюминотермического раствора.
общая информация — CCMatrix (Wikipedia + CommonCrawl)
Pandrol Connect, созданная в 2017 году нашей командой разработчиков в Райсме, модернизирует алюминотермическую сварку за счет цифровой прослеживаемости и обеспечивает поддержку сварщиков на ходу.
Créée en 2017 par notre équipe de développement de produits à Raismes, Pandrol Connect, который модернизирует алюминотермический раствор, используя числовой учет и помощь на сайте aux soudeurs.
общая информация — CCMatrix (Wikipedia + CommonCrawl)
Являясь мировым лидером в своем бизнесе, мы предоставляем промышленные инженерные решения для систем крепления, алюминотермической сварки, электрификации и контроля материалов.
Компания Leader mondial dans nos métiers, занимающаяся разработкой промышленных решений для систем фиксации, алюмотермического производства, электрификации и материально-технического снабжения и контроля.
общая информация — CCMatrix (Wikipedia + CommonCrawl)
Сегодня компания является важным партнером в области алюминотермической сварки рельсов, а также в секторе железнодорожных грузоперевозок благодаря участию в программе «Один путь, один пояс».
Является основным партнером по алюминотермальному производству железных дорог посредством участия в проекте «Один путь, один пояс».
Общие — CCMatrix (Wikipedia + CommonCrawl)
Изобретение относится к устройствам для обработки отрезков рельсов, в частности, для обработки стыкового участка двух концов рельсов, соединенных алюминотермической сваркой.
Изобретение, касающееся использования профилей рельсов, но не относящееся к зоне связи между двумя крайними частями рельсов, относится к алюминотермическому раствору.
строительные и общественные работы — wipo.int
Компания Pandrol, мировой производитель рельсовых скреплений и алюминотермической сварки, стала одним из главных спонсоров конкурса Delsbo Electric Competition в этом году, который проводится в Швеции.
Всемирный производитель систем фиксации рельсов и алюминотермического наполнения, Pandrol, является ежегодным спонсором конкурса Delsbo Electric en Suède.
общая информация — CCMatrix (Wikipedia + CommonCrawl)
Основные направления продуктов и услуг Pandrol для алюминотермической сварки не меняются, и мы стремимся продолжать предлагать клиентам качество, надежность и инновации, устанавливающие отраслевые стандарты.