Алюминотермитная сварка рельсов технология | Все про металл
Алюминотермитная сварка рельсов (Технология производства, контроль качества алюминотермитной сварки. Гарантийные условия и требования безопасности) (Раздел дипломной работы)
Страницы работы



Содержание работы
1. АЛЮМИНОТЕРМИТНАЯ СВАРКА РЕЛЬСОВ
Используя воспламенитель при температуре свыше 1000 °С, реакция термитной порции происходит в течение 20 секунд, образуется жидкий металл и жидкий шлак, который всплывает наверх.
При выпуске жидкий металл течёт из тигеля в форму, а, достигнув сердечника, растекается равномерно по обеим сторонам зазора. Во время этого процесса сталь нагревает рельсы, оплавляет их концы и сваривает, в конце процесса заливки шлак низкой плотности вытекает из тигеля, заполняя верхнюю часть формы и шлаковые лотки.
Допускается сварка закаленных (объемно или поверхностно) рельсов, примыкающих к стрелочным переводам, с термически не упроченными рельсами.
Алюминотермитная сварка рельсов типа Р65 осуществляется по технологии фирм «Электро-Термит» (Германия) и «Снага» (Словакия) с использованием оборудования, оснастки, алюминотермитной смеси (далее «термит»), огнеупоров и формовочных материалов, поставляемых этими фирмами.
При сварке объемно закаленных рельсов с рельсами, имеющими поверхностную закалку или поверхностно закаленных рельсов между собой, применяется термит повышенной прочности марки 1200 (с временным сопротивлением литого металла 1200 кН/мм 2 ).
При сварке термически не упрочненных рельсов применяется термит обычной прочности марки 900 (с временным сопротивлением литого металла 900кН/мм 2 ).
Производство работ по алюминотермитной сварке может быть допущено только по разрешению Департамента пути и сооружений МПС по заявкам дорог с указанием станции и объемов сварочных работ с разбивкой по классам путей.
Алюминотермитная сварка должна выполняться при температуре воздуха +5°С и выше.
Настоящие указания распространяются на алюмотермитную сварку рельсов типа Р65 с поверхностной закалкой и термически не упрочненных в пределах стрелочных переводов по прямому и боковому направлению, уложенных в главных, приемо-отправочных, станционных и горочных путях.
1.1. Технология производства алюминотермитной сварки рельсов
1.1.1. Специальное оборудование для алюминотермитной сварки
Для алюминотермитной сварки используют следующее оборудование:
— универсальное зажимное устройство
Работы по сварке рельсов производятся на закрытом для движения поездов стрелочном переводе.
При помощи более широкой части измерителя происходит измерение зазоров, затем определяется расстояние между зажимным устройством и сварочным зазором. Теперь измеритель расстояния используется для установки нагревателя горелки на требуемую высоту. Горелка устанавливается над центром оси рельса, а так же по центру зазора. После этого на рельсе крепится формовочный башмак с формой. Необходимо гарантировать точное и центральное положение формы по отношению к зазору, крепление башмака на рельс осуществляется зазорным винтом. Вторая часть формы аккуратно устанавливается на противоположной стороне и закрепляется с таким же усилием.
Перед сваркой необходимо обязательно проверить положение сердечника. При сварке швов в кривых, где путь обычно с уклоном, сердечник подпиливается в своей верхней части напильником, это необходимо для того, чтобы расплавленная сталь могла протечь равномерно по грубой горизонтальной поверхности в зазоре. В шлаковых лотках находится шлак, который в конце плавки высыпается из тигеля по обеим сторонам рельса.
Держатель тигеля и тигель с крышкой, крепятся с помощью универсального зажимного устройства в точном положении для отливки.
1.1.2. Специальное оборудование для предварительного нагрева и резки рельсов
Используют следующее оборудование для предварительного нагрева и резки рельсов:
— кислородный и газовый регуляторы с манометром
Перед тем как зажечь горелку необходимо открыть сначала кислородный кран при давлении кислорода 5 Бар и только затем кран для пропана настолько, чтобы произвести зажигание, пламя при этом должно быть небольшим. Давление пропана должно быть 1,5 Бара.
При установке направляющей резака на рельс, необходимо отметить ширину зазора с помощью измерителя расстояний. После этого необходимо зафиксировать резак по отметке и установить направляющую резака. Затем необходимо откорректировать окончательное положение режущего устройства.
1.1.3. Используемые материалы
После заполнения мешка термитной смесью на задней стороне мешка проставляются технические данные в определённом квадрате. Данные должны точно соответствовать маркировкам на рельсах, которые необходимо сварить. Расшифровку маркировки можно получить в справочнике.
Для каждого шва необходимо две формы и один сердечник. Правильность выбора формы подтверждается маркировкой профиля рельса и процесса сварки на установке. Для закрывания тигеля используется тигельная пробка, которая находится в трубке вместе с песком для герметизации. Также используется аппликатор и пробойник.
Магнит на аппликаторе удерживает на месте пробку, когда она вставлена в горловину тигеля. После удаления аппликтора термитная смесь засыпается в тигель.
Используемый воспламенитель доводит температуру до 1000°С, при достижении этой температуры термитная смесь воспламеняется. В процессе химической реакции окись железа с помощью алюминия превращается в чистое железо, специальные добавки смеси расплавляются, произведя сталь нужного качества. Алюминий окисляется и образует шлак, который благодаря более низкой плотности поднимается наверх. Температура во время реакции составляет более 2400 °С. После прохождения реакции и некоторого времени ожидания, сталь и шлак из тигеля выпускаются автоматически через пробку в горловине тигеля.
1.1.4. Подготовка рельсов в зоне стыка
Прежде всего, необходимо ослабить рельсовые скрепления по обеим сторонам стыка. Скрепление непосредственно примыкающие к стыку снимаются полностью, так как они помешают проведению работ. Подготавливается горелка для предварительного прогрева рельсовых плетей. После нагрева ржавчина с плети и грязь удаляются с помощью скорщетки. Особенно это важно в зоне стыка. Тщательная очистка необходима для того, чтобы при использовании горелки поверхность для резки была гладкой. Теперь концы рельсов выправляются горизонтально и вертикально с помощью клиньев. Необходимо постоянно контролировать эту операцию с помощью линейки.
Проведение алюминотермитного сваривания рельс — технология, необходимое оборудование, нюансы

Рельсы можно варить при помощи арочной сварки, методики газопресса, с применением алюминотермитной технологии. Последний метод работает, когда используют воспламенитель.
Подают заряд, который эквивалентный одной порции. Температура при этом увеличивается до показателей в 1000 градусов. Любые рельсы могут расплавиться при этих цифрах.
Алюминотермитная сварка рельсовых соединений считается сложной технологией. Она требует от мастера умений и внимательности. В материале есть много углеродистых соединений. Его сварка будет непростой.
Если отнестись к процессу без энтузиазма, то можно на выходе получить непрочное соединение. Могут быть многочисленные трещины, которые усложнят работу конструкции. В статье поговорим о том, что из себя представляет этот вид сварки.
Что такое алюминотермитная сварка
Порошок размещают в емкость из металла. Она расположен над границей двух частей холста. После этого порошок расплавляют. Рассыпчатая смесь необходима для того, чтобы получить прочное соединение базового металла.
Мелкие части шва станут вязкими, стыки при этом будут надежными. На протяжении десятков лет определили, что алюминотермитная сварка не проседает. Этот метод считается одним из наиболее эффективных.
Порошок, который связывает полотна, на четверть состоит из алюминиевого песка. В основной его части находится оксид железа. Гранулы по размерам не более 0.5 мм. Она мелкорассеянная, при этом податлива к любым действиям.
Металл может восстанавливаться в окислах материала. Но это возможно только в тех случаях, когда в работу вступает высокая температура. Необходимо поджигать смесь методом запала. Это приводит к тому, что оксид железа становится чистым сплавом.
На местах применяют заливочную емкость. Она направляет сплав в места алюминотермитной сварки. Герметичность конструкции играет важную роль. Разные виды рельс предполагают использование особой формы.
После того, как работа завершена, вы обнаружили зазоры или трещины? Необходимо их заделать при помощи термоустойчивой обмазки. Из-за того, что она жидкая, смесь поможет затечь во все труднодоступные места. Как итог – получится много лишнего шлака.
Нужно уплотнить соединение во время того, как оно не утратило высокую температуру. В этом помогут прессы. Когда работа закончена, от шлака избавляются при помощи молотка. Шлифовка стыков при помощи болгарки.
Плюсы и минусы
Этот метод применяется достаточно часто. Этому послужило то, что у него есть преимущества, которые по достоинству оценивают сварщики. Среди них выделяют такие:
- Быстрая скорость работы. Все этапы занимают не более получаса. При большом опыте за 60 минут можно обработать до десяти швов.
- Не используйте стационарную электрическую энергию. Это позволяет перемещать аппарат с места на место.
- Все части конструкции можно найти в одном месте. Они продаются в специализированных магазинах.
- Для получения ровного соединения не нужно иметь профессиональное образование. Нужно попробовать себя в сварочных работах несколько раз.
- Если не забывать о правилах работы и придерживаться всех технологий, можно получить прочный итоговый результат.
- Весь процесс не представляет опасности для работников, если применяется качественная техника и материалы.
- Сварочные работы можно проводить как дома, в цехах, так и на открытом поле.
Использование алюминотермитной сварки предполагает возникновение некоторых сложностей. Они могут быть такими:
- Порошок может легко поджечся, поэтому нужно вести себя с ним крайне осторожно.
- Подготовительные работы проводят тщательно и детально, чтобы не упустить важные нюансы.
- Техника, с которой вы будете работать, должна быть в рабочем состоянии. Проверьте ее исправность до начала сварки.
- Если в горячую посуду попадут капли жидкости, тогда вся смесь будет разбрызгана. Не допустите этого случая.
Установки
Алюминотермитная сварка возможна только если используете все рабочие элементы. Среди них выделяют такие:
- Бочка.
- Порошок.
- Пробка.
- Форма, которая отвечает рельсам.
- Жидкая обмазка.
- Устройство для полировки.
- Зубило.
- Молот.
- Металлическая лопата.
- Светоч.
Какие этапы работ существуют:
- Подготовка. От этого этапа будет зависеть, насколько прочным будет алюминотермитное сварочное соединение рельс. Первым делом в месте, которое находится возле стыка, сделайте более слабым рельсовое крепление. Снимите те, которые размещены в месте соединения. Горелка поднимет температуру рельс. Они станут чистыми и не будут содержать ржавчину. Клинья помогут выпрямить их в горизонтальном и вертикальном положениях. Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком.
- Сглаживание. Сначала уберите прокладки, которые размещены на соединениях. Вместо них поставьте клинья. Они прибиваются при помощи молотка. При помощи линейки проверьте точность установки рельс.
- Монтаж. Выберите необходимую непроницаемую форму. После этого горелка располагается посередине там, где вы хотите установить соединение. Обеспечьте герметичность стыков. При помощи шпателя прочно прижмите форму к соединениям. В результате вы получите плотное основание, расположенное между швом и смесью.
- Подогрев и металлообработка. Рельсы прогреваются при помощи горелки, когда соблюдены такие условия: пропановое давление составляет 1.5 бар, а кислородное не превышает 5 бар. Огонь проходит в течение 120 секунд. После того, как конструкция нагрелась, горелка больше не нужна. Нужно вставить стержень и повернуть сосуд. В том месте, где планируется алюминотермитная сварка, нужно поставить емкость, в которой будет заряд. Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.
- Полировка. После завершения сварочных работ нужно отшлифовать конструкцию. Для проверки качества шва берут линейку и щуп. Измерительные приборы позволяют выявить, насколько высокое качество соединения получилось в итоге.
Подведем итоги
Сварочные работы при помощи алюминотермитной технологии не представляют опасности для мастера.
Но только в том случае, если вы работаете с проверенным оборудованием и придерживаетесь всех правил.
Огромным преимуществом будет 10-летний опыт. У сварщика всегда должна быть защитная спецодежда, маска, очки и перчатки. Это сделает процесс безопасным.
Алюминотермитная сварка железнодорожных стыков
К надежности и прочности соединения рельсов предъявляются высокие требования, соблюдение которых не могут обеспечить классические способы. Поэтому при прокладке или ремонте железнодорожных путей применяют специальные технологии. Самой удобной и эффективной из них признана алюминотермитная сварка.

Что такое алюминотермитная сварка
Сущность алюминотермической технологии основана на восстановлении железа из оксидов при взаимодействии с окислами алюминия. Протекание реакции сопровождается выделением тепла, достаточного для плавления металла. Для алюминотермитной технологии используют смесь (термит), состоящую из 23% измельченного алюминия и 77% железной окалины. Чтобы характеристики шва были близкими к параметрам материала рельсов, в порошок добавляют легирующие элементы и частички стали.
Смесь засыпают в тигель, установленный над стыком. Для начала реакции восстановления порошок нагревают до 1000⁰С воспламенителем с однопорционным зарядом. После поджигания в результате химического взаимодействия ингредиентов температура смеси поднимается до 2400⁰C, восстановленное железо плавится, стекая вниз, заполняет зазор стыка. Для повышения надежности соединения алюминотермитная сварка завершается уплотнением шва специальным прессом.
Достоинства и недостатки
Популярность технологии объясняется тем, что алюмотермитная сварка обладает следующими преимуществами по сравнению с другими способами:
- Высокая скорость проведения работы. Полный цикл создания соединения занимает не больше получаса. Бригада, используя метод разделения труда, может за час наложить 10 -12 швов. Это возможно если один выполняет подготовку и переходит к следующему стыку, другой проводит сварку, третий обрабатывает соединение
- Нет привязки к стационарным источникам электропитания, что позволяет использовать алюминотермитную технологию в полевых условиях.
- Не требуются дорогие материалы и сложное оборудование, поэтому сокращаются затраты на обслуживание железнодорожных путей. Все необходимое есть в магазинах стройматериалов.
- Снижается износ колес вагонов, локомотивов.
- Улучшается плавность хода составов.
- Чтобы освоить алюминотермитную технологию, достаточно провести 2 — 3 сварки.
К недостаткам алюминотермической технологии относятся:
- легкая воспламеняемость термита требует осторожного обращения при хранении, транспортировке, применении;
- трудоемкость подготовительных мероприятий;
- невозможность применения технологии при температуре ниже +5⁰C;
- при попадании воды в зажженную смесь происходит активное разбрызгивание металла, поэтому в дождливую погоду нужно устанавливать навес.
Применяемое оборудование и материалы
Для проведения алюминотермитной сварки рельсов нужно приготовить:
- бочку с термитом, закрытую заглушкой;
- форму в соответствии с профилем рельсов;
- если вместо бочки применяется развесочная смесь, потребуется тигель из тугоплавкого материала;
- пресс для сжатия шва;
- шлифовальную машинку;
- молоток, зубило;
- металлическую лопатку для снятия горящего шлака;
- газовую горелку для предварительного нагрева.
Из расходных материалов потребуется:
- мелкодисперсный термит с гранулами не более 0,5 мм;
- термостойкая паста для заделывания трещин и щелей;
- пропан и кислород для горелки в баллонах.
Процесс алюминотермитной сварки рельсов
Перед началом работы нужно убедиться, что термита достаточного для полного заполнения стыка, иначе придется все переделывать. Технология алюмотермитной сварки жд стыков выполняется поэтапно в строгой последовательности.
Подготовительные работы
На участках рельсов, расположенных рядом со стыком, снимают крепления к шпалам, а дальние ослабляют. Это необходимо для того, чтобы они не мешали при установке и для снятия напряжения металла. Участки возле стыка нагревают горелкой, очищают от ржавчины. Затем рельсы выставляют так, чтобы между торцами было расстояние 25 мм.

Выравнивание рельсов
Далее на всех креплениях убирают прокладки, заменяя их клиньями с обеих сторон. Чтобы соединение выдерживало нагрузку от проходящих жд составов без деформаций, рельсы должны быть прямолинейными по горизонтали и вертикали. Предварительную установку делают на глазок. Затем, подбивая клинья молотком, добиваются необходимого положения. Для контроля к поверхностям рельсов прикладывают метровую металлическую линейку.
Установка форм
Ориентируясь по измерителю, устанавливают зажимное устройство на нужном расстоянии от стыка. Накладывают форму, оставшиеся щели замазывают термостойкой пастой. Сверху устанавливают подставку с воронкой, над которой размещают бочку с термитом. При использовании развесной смеси потребуется тигель. Горелку крепят по центру соединения чуть выше оси рельсов.

Нагрев и сварка
Для предварительного подогрева места соединения на горелку подают пропан под давлением 1,5 Бар и кислород 0,5 Бар. Через 1,5 — 2 минуты горелку гасят, убирают. Если к качеству шва не предъявляются повышенные требования, эту процедуру можно пропустить. После поджигания термитной смеси специальным запалом, расплавленный металл начинает стекать внутрь формы. В это время (20 — 30 сек) нельзя изменять положение тигля. После опорожнения его снимают, а также крышки и поддоны для шлака. Форму разбирают через 4 минуты, когда завершится кристаллизация металла.
Шлифовка и контроль качества
После окончания алюминотермитной сварки стык обрабатывают с боков и сверху, чтобы рельсовое полотно было гладким. Место соединения в течение 10 минут прогревают горелкой, после чего зубилом или болгаркой удаляют наплывы. Окончательную шлифовку проводят абразивными инструментами после остывания, контролируя процесс щупом и линейкой. Качество выполненного соединения проверяют методом статичного изгиба по подошве или головке рельса. Ход испытаний контролируют по измерительным приборам.
Несмотря на высокие температуры, возникающие при выполнении алюминотермитного соединения рельсов, технология не считается опасной. Непосредственно сваркой должен заниматься опытный рабочий. Все члены бригады должны быть обеспечены спецодеждой из негорючей ткани, защитными очками, сигнальными жилетами.
Алюминотермитная сварка
 Процесс сварки рельсов можно осуществлять несколькими способами: электродуговой , газопрессовной, алюминотермитной сваркой. Последняя технология является наиболее популярной и считается очень эффективной, хотя метод контактного соединения также часто применяется. Алюминотермитная сварка рельсов предполагает использование специального прибора — воспламенителя. За счет однопорционного заряда увеличивается температурный режим (до 1000°С), который подходит для расплавления всех видов рельсов.
Процесс сварки рельсов можно осуществлять несколькими способами: электродуговой , газопрессовной, алюминотермитной сваркой. Последняя технология является наиболее популярной и считается очень эффективной, хотя метод контактного соединения также часто применяется. Алюминотермитная сварка рельсов предполагает использование специального прибора — воспламенителя. За счет однопорционного заряда увеличивается температурный режим (до 1000°С), который подходит для расплавления всех видов рельсов.
Сварка рельсовых стыков – процесс непростой, требующий максимальной концентрации и внимательности. Поскольку в материале полотна находится очень много углерода, то он считается трудносвариваемым металлом. Допуская недочеты в создании сварного шва рельсов, можно получить трещины на соединении. О том, в чем суть такого вида сварки рассмотрим в этой статье.
Что представляет собой алюмотермитная сварка?
Метод состоит в следующем: специальный порошок помещается в специальную металлическую конструкцию, которая находится над стыком двух участков полотна, подвергающегося сварке, а затем этот порошок плавится. Предназначение порошка заключается в том, что он надежно и прочно соединяет основной материал и таким образом, микроструктура шва становится очень вязкой. Подобные стыки делаются очень быстро и со временем они не проседают, что свидетельствует об их высоком качестве.
Порошок, выступающий в роли связующего звена в термитной сварке рельс, состоит из 23% алюминиевой крошки и 77% оксида железа. Структура порошка мелкодисперсная, размер гранул – 0,5 мм. Технология базируется на способности металла восстанавливаться в окислах алюминия. Однако, как уже отмечалось, это может произойти только при высоком тепмературной режиме, поэтому и применяется запал, посредством которого смесь поджигается. Именно этот процесс позволяет превратить оксид железа в чистый металл.

На участке используется заливочная форма, благодаря которой сплав направляется в место стыка.
Обратите внимание! Очень важно, чтобы образовалась герметичная конструкция, именно поэтому созданы специальные различные формы под разные конфигурации рельс.
Если после выполнения работы, вы найдете какие-то зазоры и щели, то от них нужно избавиться, для этого используется термостойкая обмазка. Благодаря своей жидкой консистенции она затекает в участок стыкового соединения и заполняет свободное пространство. В итоге на поверхности образуется шлак.
Процесс создания сварного шва рельсов должен производиться с обязательным уплотнением стыка, когда он находится еще горячим. Для этого необходимо обзавестись прессами. По завершению работы шлак надо отбить молотком, а сам шов надо отшлифовать специальной машинкой и болгаркой.
Достоинства и недостатки
Алюминотермитная сварка рельс очень часто применяется на практике, ее широкая популярность обусловлена рядом плюсов, которые выделяются при использовании данного метода:
- Процесс осуществляется очень быстро (не более 30 минут). Несколько опытных сварщиков могут за 1 час создать 10-12 швов.
- Сварочные работы могут не нуждаются в привязке к стационарным источникам электроэнергии.
- Все необходимые детали и инструменты можно приобрести в любом строительном магазине.
- Чтобы качественно сварить рельсу в принципе не нужно специального образования, достаточно несколько раз потренироваться, чтобы соединение получилось прочным и надежным.
- При точном соблюдении правил выполнения технологии по созданию шва, в конечном итоге вы получите соединение, которое будет выдерживать сильные нагрузки.
- При условии, что применяется хорошая техника, процесс считается абсолютно безопасным для людей, выполняющих работу.
- Термитная сварка рельс не требует строгой привязки к населенному пункту, можно осуществлять и на поле.
Несмотря на большое количество преимуществ, как и любые другие технологии, сварочные работы, основанные на применении алюминотермия, имеют свои недостатки, о которых нельзя не упомянуть:
- Поскольку используемый порошок является легковоспламеняемым, в обращении с ним следует быть предельно осторожным.
- Чтобы в конечном итоге получить качественный шов, надо особое внимание уделить подготовке и выполнить ее детально.
- Проследите за тем, чтобы техника была исправной.
- Нужно быть очень внимательным, поскольку если в горящую емкость попадет вода, то металл разбрызгается.
Оборудование
Алюминотермитная сварка должна производиться только при наличии всех необходимых элементов: бочка, порошок, заглушка, форма, которая выполнена в соответствии с конфигурацией рельс, обмазочное вещество, необходимое для герметизации стыка, шлифовальная машинка, зубило, молоток, лопатка из металла (нужна для забора горящего шлака), горелка (посредством ее изначально надо разогреть металл).
Последовательность работ:
Подготовительный этап
Существенную роль в том, как сварить шов рельс, играет подготовка, которая предполагает следующие действия: возле стыка надо ослабить крепления рельс, а те которые расположены на участке соединения и вовсе надо снять. Далее при помощи горелки рельсы нагреваются, а также очищаются от ржавчины. На следующем этапе, при помощи клиньев, их надо выпрямить как горизонтально, так и вертикально. Ставить рельсы нужно соблюдая зазор в 2,5 мм, далее к ним подводится резак.
Выравнивание
Изначально надо избавиться от прокладок всех креплений, на их места устанавливаются клинья, используя молоток их нужно подогнать до требуемого состояния. Затем надо проверить насколько точно уложены рельсы, для этого используйте метровую линейку.

Установка
На этом этапе важно подобрать нужную герметичную форму, далее горелку надо поставить по середине на том участке, где предположительно появится шов. Также нужно выполнить и герметизацию зазоров, для этого форму надо максимально плотно прижать к шву, также здесь используется шпатель, который обеспечивает чистую грань между швом и песком.

Нагрев и сварка
Предварительный прогрев рельс производится горелкой при следующих параметрах: давление пропана – 1,5 бар, давление кислорода – 5 бар. Пламя подается на протяжение 1,5 – 2 минут. Когда прогрев завершен, горелка убирается, вставляется сердечник и поворачивается тигель. Затем на месте предполагаемого стыка устанавливается специальная бочка, наполненная зарядом. Для того, чтобы поджечь заряд применяет запал с высокой температурой, затем жидкий металл помещается в форму и выдерживается 4-5 минут.
Шлифовка и контроль качества
По окончанию процедуры, стык обрабатывается по краям до гладкого состояния: пока он горячий срезаются наплывы.

Далее, используя абразивные инструменты надо отшлифовать шов. Чтобы проверить качество нужны линейка и щуп. Важно, чтобы все было максимально прямолинейным. Качество шва проверяется по статичности изгиба, все осуществляется при помощи измерительных инструментов.
Выводы
Процесс алюминотермитной сварки достаточно безопасный. Лучше, чтобы работу выполнял сварщик с опытом. Выполняя такую технологию, как алюмотермитная сварка, соблюдайте правила эксплуатации железных дорог. Специалисты должны быть обязательно в спецодежде, защитных очках и перчатках.
Алюминотермитная сварка
Для сварки рельсов используется такой способ сварочных работ, как алюминотермитный. Он подразумевает использование порошка, в состав которого входит алюминий, железная окалина и магний. Эта смесь называется термитом.
Особенности алюминотермитной сварки
Алюминотермитная сварка не столь распространена, как контактная. Однако, этот способ сварочных работ имеет ряд существенных преимуществ. К ним можно отнести следующие.
- Требует минимальных трудозатрат. Для выполнения сварочных работ алюминотермитным способом требуется минимальное количество рабочих рук. Справится с данной работой способна бригада, состоящая из 3 человек.
- Для выполнения алюминотермитной сварки не требуется сложного оборудования. А вес используемого составляет до 400 кг.
- Данный способ осуществления сварочных работ значительно быстрее по сравнению с контактным методом сварки. Продолжительность сварки для одного стыка рельс занимает меньше часа.
- Для осуществления алюминитермитной сварки применяется порошкообразное сочетание алюминия, железной окалины и магния, которое расфасовано определенным образом. Элементы, которые требуют нагревания, заформовывают материалом, устойчивым к воздействию высоких температур. Затем осуществляется нагрев этих деталей. При помощи электродуги или запала зажигают термит и разогревают до жидкого состояния. Расплавленный металл заливают на место, требующее сварки.
- Сварочные работы с использованием термита осуществляются с использованием автономных источников электропитания.
В результате правильно осуществленной алюминотермитной сварки получается довольно надежное соединение. Применяется этот вид сварочных работ для соединения стальных и чугунных изделий.
Алюминитермитная сварка для стыковки рельсов
Наиболее часто сварочные работы с помощью термита на основе алюминия используют при проведении железнодорожных работ. Обусловлено это преимуществами данного способа сварки.
Алюминотремитная сварка рельсов помогает оперативно изготовить стыки без продолжительного перерыва в движении поездов. Так, например, бригада из 3 человек за два часа способна сварить 3 рельсовых соединения. Оперативность проведения ремонтных и сварочных работ крайне важна при организации движения на железных дорог.
Но более важным фактором является надежность соединений. Алюминотермитная сварка рельсов наилучшим образом обеспечивает прочность стыков.
Таким образом, сочетая в себе наиболее важные факторы, надежность и оперативность, сварка при помощи термита на основе алюминия является наиболее подходящим способом для изготовления стыков рельс. Потому данный способ проведения сварочных работ широко применятся именно на железных дорогах России. Важно, что такая сварка может применятся даже при ремонте и стыковки стрелочных переводов. Ну и, конечно же, на перегонах основной части пути.
Преимущества использования алюминотермитной сварки рельсов
По мимо описанных выше особенностей и преимуществ, сварочные работы алюминиевым термитом имеют ряд существенных преимуществ относительно применения именно для обслуживания железных дорог. Таковыми являются следующие:
- Значительное сокращение расходов на содержание и обслуживание железнодорожного пути.
- Сокращение интенсивности износа. Это касается колес поездов и другого подвижного состава. А также самих стыков рельс.
- Предотвращает появление дефектов на окончаниях рельс.
- Обеспечивает плавность и скорость хода подвижного состава.
- Гарантия устанавливается по количеству пропущенного по рельсам груза. Она предусматривает пропуск общей массой до 120 милионнов тонн брутто для рельсов Р65. Гарантия имеет ограничения по времени – не более 5 лет использования.
Технология сварки рельс алюминотермитным способом и осуществление контроля качества
Сварка на основе алюминотермитного способа является бесшовной. Происходит этот процесс при помощи перетекания молекул одного вещества в другое.
Для осуществления алюминтермитных сварочных работ имспользуется специальное оборудование – воспламинитель. При помощи однопорционного заряда происходит повышение температуры до 1 тыс. градусов. Такая температура является подходящей для того, чтобы расплавить большинство видов рельс. Эта процедура занимает менее полминуты, около 20 секунд. При этом образуется металл в жидком виде и шлаки, которые поднимаются к верху.
Далее расплавленная металлическая масса перетекает в форму. При достижении пределов сердечника металл растекается равномерным слоем. При этом нагревательный элемент разогревает окончания рельс. Жидкий металл растекаясь, заполняет люфт разогретых рельс.
Алюминотермитные сварочные работы подходят даже для рельс из закаленного металла, упроченных и неупроченных видов.
Для качественного выполнения работ потребуется операционный аудит, т.е. за правильностью проведения сварки необходимо следить на всех без исключения этапах. Производить операцию по свариванию рельс должен профессиональный сварщик-термист при наличии защитной и сигнальной экипировки.
Алюминотермитный способ сварки включает в себя следующие этапы
- Проведение подготовительных работ. Рельсы на месте сварки должны быть полностью зачищены от грязи и ржавчины, а соединительные элементы должны быть удалены. Крепления, которые расположены рядом со свариваемым элементом ослабляются, поверхность рельсов должна быть гладкой. Затем элементы требуют выпрямления до горизонтального или вертикального положения. Сами рельсы ставятся с соблюдением зазора в 2,5 см. При помощи резака рельсы режут с последующим очищением от шлака.
- Выравнивание рельсов. В целях обеспечения безопасности и прочности сварки рельсы требуется выпрямить. Для этого вначале устанавливаются клинья с обеих сторон рельс взамен удаленным прокладкам креплений. При помощи металлической линейки длиной в 1 метр осуществляется контроль точности положения рельсы. С целью компенсации шовной усадки допускается люфт, который не превышает 1 мм.
- Проведение установки форм и их герметизации. На должном расстоянии устанавливается зажимающее устройство. Определяет его позицию измеритель. Поверх оси рельс, в центре предполагаемого шва, устанавливается горелка. Шпателем проводится герметизация, который плотно прижимают, тем самым обеспечивая тонкую грань между песком и металлом. Головка рельсов запирается крышками.
- Нагревание, металл и сварка. Сердечник сварочного оборудования требует дополнительного прогрева и просушки. Осуществляется это при помощи газа-пропана с давлением равным 1,5 бара и кислорода с уровнем давления равным 5 Барам. Затем начинается подача пламени на металл рельс, которая происходит не дольше 120 секунд. Осуществляется это при помощи горелки. После прогрева рельс, она снимается. На ее место должен быть установлен сердечник. После этого осуществляется поворот тигеля. Необходимо зажечь однопорционный заряд с целью осуществления сварочных работ. Для этого используют запал с высоким уровнем температуры. Пока металл плавится, необходимо чтобы тигель достиг стабильного положения. После чего расплавленный металл заливают в форму. После того, как он полностью перетечет в зазор, удаляют тигель с поддонами для шлака и крышками. Далее начинается процесс отвердения металла, длительностью около четырех минут.
- Финальные операции и процесс шлифовки. Для безопасности передвигающихся по рельсам составов и долговечности стыка, он должен быть гладким. Требуется его шлифовка по бокам и поверхности катания. Для этого наплывы в течение 10 минут разогревают при помощи горелки до горячего состояния. Затем механическим путем происходит срез излишков металла. По завершению данной процедуры при помощи инструментов абразивного типа выполняют шлифовку металла до прямолинейного состояния. Правильность шлифовки определяется при помощи металлической линейки и щупа. Допустимо отклонение от требуемого размера в пределах до 1 мм.
- Проверка качественности сварки. Для этого требуется провести испытание статичного изгиба. Здесь допустимо применение растяжения по головке изделия или его подошве. Также опытные образцы могут доводится до излома.
При правильно выполненной алюминетермитной сварки, качественный стык будет обеспечивать долговечность рельс и колес подвижных составов при минимальных временных и финансовых затратах на проведение ремонта и обслуживания железнодорожного пути.
Вконтакте
Google+
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Алюминотермитная сварка
Алюминотермитная сварка – это процесс соединения деталей, основанный на плавлении специального порошка термита, который засыпается между свариваемыми сторонами деталей. Он прочно связывает основной материал и дает структуре шва повышенную вязкость и сопротивление на разрыв. Для получения дополнительной информации читайте нашу статью с подробнейшим обзором этого метода сварки.
В состав порошка входит два компонента: 23% алюминиевой крошки (откуда и взято название метода), и 77% оксида железа. Порошок имеет мелкодисперсную структуру, и максимальная величина гранул составляет 0,5 мм. Метод основан на способности металла к восстановлению в окислах алюминия при высокой температуре. Для этого используется запал, который поджигает смесь. Гранулы воспламеняются и температура доходит до 3000 градусов. Благодаря этому оксид железа способен преобразоваться в чистый металл.
термит
Алюминотермитная сварка используется для сварки рельсов с двадцатых годов 20 века, а ранее использовалась для ремонта и скрепления трамвайных путей.
При подготовке к процессу рельсы проверяются на наличие скрытых дефектов специальным прибором — дефектоскопом. Рельсы, которые имеют изъяны, не допускаются к сварочным работам.
После проверки место контакта тщательно зачищают от ржавчины и краски, и проводят очистку с помощью кислородно-ацетилового пламени — такой способ улучшает качество свариваемого контакта. Затем место скрепляется с помощью зажима и обмазывается мастикой, при этом зазор между рельсами должен составлять не более 26 миллиметров.
Засыпка термитного порошка осуществляется с помощью тигля, после чего смесь поджигается электрозапалом. Термитный порошок доводит стыки рельс до нужной температуры, и после этого с помощью того же тигля в место сварки подается расплавленная термитная сталь, которая заполняет зазор и скрепляет концы. Затем концам дают остыть не менее пяти минут.
внешний вид шва
Преимущества технологии алюминотермитной сварки:
- Значительное сокращение расходов на содержание и обслуживание железнодорожного пути.
- Сокращение интенсивности износа. Это касается колес поездов и другого подвижного состава. А также самих стыков рельс.
- Предотвращает появление дефектов на окончаниях рельс.
- Обеспечивает плавность и скорость хода подвижного состава.
- Гарантия устанавливается по количеству пропущенного по рельсам груза. Она предусматривает пропуск общей массой до 120 милионнов тонн брутто для рельсов Р65. Гарантия имеет ограничения по времени – не более 5 лет использования.
Термитная сварка: методика, виды, применение, оборудование
Сварочные процессы при работе с металлами являются неотъемлемой составляющей. При этом привычные для нас режимы сварки, включающие в себя ручную дуговую и полуавтоматическую сварку, не всегда уместны, да и не всегда выполнимы. При соединении металлических конструкций больших габаритов требуется создание особых условий, а нередко такая необходимость возникает вне населенных пунктов. Естественно, об источниках питания, инверторах и газовом оборудовании речи быть не может. Единственным возможным вариантом является термитная сварка.

Технология
В качестве расходного материала при соединении деталей выступает специальная порошковая смесь, куда входят такие элементы, как алюминий, магний и окислы железа. Эти порошки называются термитами. При их сгорании выделяется энергия. Этой энергии достаточно, чтобы перевести кромки соединяемых деталей в полужидкое состояние. Происходит смешивание металла с материалом смеси и последующая кристаллизация.
Для осуществления процесса сварки на первоначальном этапе необходимо поджечь смесь. Температура ее возгорания достигает 1350°C градусов. Разработано несколько эффективных способов поджога. Указанной температуры можно достичь получением электрического разряда, взрывом пиропатрона или горением специального шнура.

При горении термита температура внутри смеси повышается до 2400-2700°C градусов. Большинство металлов имеют температуру плавления, ниже этого значения.
В данной технологии примечательно то, что для горения не нужно поступление атмосферного кислорода. Окислителя вполне достаточно внутри самой смеси. При необходимости можно вести термитную сварку в среде инертного газа.
Применение
Если в качестве термита используется алюминиевая пудра, то процедура сварки представляет собой наплавление на торцы деталей. Она подходит для соединения заготовок из чугуна и прочих хрупких сплавов. В отрасли железнодорожного транспорта термитная сварка востребована при ремонте или соединении рельсов. В ГОСТ Р 57181-2016 прописаны все требования к сварочному процессу. Термитная сварка применяется в машиностроении, она незаменима при производстве гребных винтов для морского транспорта или коленчатых валов автомобилей.

Применение данный вид сварки нашел и на металлообрабатывающих предприятиях. Часто приходится ремонтировать прокатные станы, роторные валы, различные прессы или ковши. Все перечисленное считается крупногабаритным оборудованием, поэтому возможен только один тип сварки. Необходимо подчеркнуть, что именно благодаря сгоранию термита возможно качественное соединение проводов на линиях электропередачи и связи. В данном случае применяются составы, содержащие магний.
Виды
Существует классификация, в которой выделяется два вида термитной сварки, это муфельная и тигельная. Они используются, в зависимости от поставленных внешних условий. Тигельную сварку чаще всего называют алюминотермитной и применяют при соединении элементов заземляющих контуров, а также прочих металлоконструкций, требующих ремонта методом наплавки. В состав термита входит алюминиевый порошок и окисел железа. Примерное соотношение пропорции — 23 к 70. При сгорании состава образуется окалина, которая в расплавленном виде соединяет детали.
Важным достоинством алюмотермитной сварки является возможность соединять заготовки из чугуна без заметных стыков. Но алюминиевые детали соединяют другим способом – муфельной сваркой. По причине испарения алюминия при высоких температурах в муфельной сварке в качестве термита используется магний. Расплавленный состав впитывается в поверхности, не растекаясь по ним. Но при работе с алюминием необходимо удалять окисную пленку. Для этого следует добавлять специальный флюс.

Существует четыре способа ведения термитной сварки.
- Первый способ характерен соединением встык. Но предварительно торцы деталей обрабатываются и зачищаются. Чтобы избежать деформации от неравномерного нагрева металла, свариваемые участки оборачиваются термоизоляционной пленкой. После сгорания термита образовавшийся жидкий металл, находящийся в тигле, выливается в оставленный между заготовками зазор. После этого заготовки прижимаются друг к другу и стыкуются.
- Промежуточное литье считается менее затратным и технологически более легким. Расплавленный металл из тигля выливается в зазор. При этом детали не подготавливаются предварительно, что существенно упрощает процесс.
- Комбинированная сварка характерна тем, что сочетает в себе технологию соединения встык и промежуточного литья. Обычно она используется при сварке рельсов. Торцы заготовок зачищаются, а между ними помещается пластинка из металла. После заливки сплава рельсы прижимаются друг к другу. При возможности шов по периметру повторно обваривается.
- Метод дуплекс подразумевает последующую спрессовку заготовок после заливки сплава.

Составы
Как было уже указано выше, железоалюминиевая термитная сварка стала наиболее популярной. Основная масса термита представлена оксидом железа. Алюминия в смеси всего 25%, но можно встретить в составе и дополнительные компоненты. Добавляют флюс, легирующие присадки и железную обсечку. Горение термита и плавление смеси происходит магнезитовом тигле. Помимо алюминия возможно комбинирование следующих элементов:
- Магний (31%) и оксид железа (69%).
- Кальций (43%) и оксид железа (57%).
- Титан (31%) и оксид железа (69%).
- Кремний (21%) и оксид железа (79%).

В зависимости от области применения сварки, готовятся различные виды смесей. Железная окалина и алюминиевый порошок дают элементарную смесь. Необходимо строго соблюдать пропорции. Для соединения и ремонта на железной дороге создается специальный рельсовый состав. При алюминотермитной сварке в шихту вводится стальной наполнитель, который состоит из ферромарганца и графитной стружки. Легированные стали соединяются с помощью особого состава. В нем присутствуют присадки из ферротитана или феррованадия.
Чугунные изделия, как правило, к сварке предъявляют особые требования. Так, в составе термита для чугуна в обязательном порядке должен присутствовать кремний. При соблюдении технологии можно получить достаточно качественное и прочное соединение. Марганец в таких присадках не применяется.
Алюминотермитная сварка рельсов
Всю процедуру можно условно поделить на отдельные этапы. Сначала рассчитывают общее выделившееся количество теплоты. Его должно быть достаточно для процесса сварки. Подбирают оптимальный состав термитной шихты. Смесь должна быть равномерной по составу. Любым доступным способом обеспечивают поджиг смеси. Необходимо достичь температуры 1350°C градусов.
В дальнейшем происходит повышение температуры в термитной шихте. Расплавленный металл из термита получается за 20-30 секунд. Его масса составляет примерно половину от массы смеси. Остальная половина приходится на шлак. Металл осядет на дне тигля, а шлак, в силу меньшей плотности, всплывет наверх.

Сложность ремонта рельсов состоит в том, что все работы приходится выполнять в полевых условиях. Рельсосварочный аппарат достаточно массивен, однако его использование – единственная возможность провести ремонтные работы. На первом шаге следует подготовить торцы. Они должны быть ровными, а зазор между ними составляет 2-3 см. Свариваемые элементы выравниваются и фиксируются в одном положении. После установки огнеупорной формы осуществляется сама сварка.
Каждый сварщик желает получить качественный результат. В отличие от ручной дуговой сварки, термитная сварка требует точных расчетов. Необходимо правильно выбрать общее количество порошка, чтобы образовавшийся металл полностью заполнил зазор. В приготовлении смеси важно тщательно перемешать все составляющие. Первоначальный старт процесса должен происходить при температуре 1400°C градусов. Более низкие значения не приведут к возгоранию термита.
Оборудование
Технология проведения термитной сварки на первый взгляд кажется элементарной. Тем не менее, она предусматривает тщательную подготовку и наличие необходимых инструментов и оборудования. Термит засыпается в тигель, он должен быть выполнен из тугоплавкого материала, например, из керамики. Тигель оборудован специальным устройством, позволяющим слить расплавленный металл.
Чтобы отливка получилась аккуратной и соответствовала свободному пространству, изготавливаются матрицы и формы. В некоторых случаях их можно использовать повторно, но зачастую формы являются одноразовыми. Специальная глиняная обмазка не позволит металлу растекаться по поверхности.

Важным моментом при термитной сварке является обеспечение неподвижности заготовок, их фиксация. Она осуществляется различными устройствами и приспособлениями, в число которых входят тиски или струбцины. Инструмент для обработки поверхностей зависит от типа металла и степени его загрязненности. Обычно работают абразивным кругом или металлической щеткой.
После термитной сварки могут потребоваться дополнительные работы. В арсенале сварщика должен присутствовать кислородный резак, горелка и ножовка по металлу.
Достоинства и недостатки метода
При помощи термитной сварки есть возможность без применения дорогостоящего оборудования сваривать черные и цветные металлы. По сравнению с другими способами сварки данную технологию выгодно отличает целый ряд качеств.
- Термитная сварка характерна меньшей затратностью в плане времени. Если учесть массивность свариваемых деталей, то эта выгода порой является определяющей.
- Качество швов достигает высокой степени, так как происходит частичное проплавление металла заготовок. Помимо этого, шов получается достаточно эстетичным и аккуратным.
- Следует также отметить относительно невысокую трудоемкость работ.
- От сварщика требуется определенное мастерство, но оно касается, скорее, подготовительного этапа и приготовления смеси. Сам же процесс сварки особых навыков не требует, в отличие от сварки электродом.
- Доступность и низкая стоимость расходных материалов позволит существенно сэкономить финансы и упростить задачу.
- Сварочное оборудование можно использовать вдали от населенных пунктов.

При этом установка для термитной сварки считается достаточно опасной. Необходимо соблюдать меры предосторожности при ее использовании. Важно помнить, что термиты считаются горючими смесями. Нельзя допускать попадание в шихту жидкостей, так как это может привести к взрыву.
Термитная сварка не получила такого распространения, как дуговая, зато в некоторых случаях является незаменимой. В мелких мастерских ремонт осуществляется при помощи термитного карандаша. Начинающему мастеру сначала следует освоить этот инструмент, а уже затем приступать к изучению настоящего оборудования.
Алюминотермитная сварка рельсов технология — klarus-auto.ru
Алюминотермитная сварка железнодорожных стыков
К надежности и прочности соединения рельсов предъявляются высокие требования, соблюдение которых не могут обеспечить классические способы. Поэтому при прокладке или ремонте железнодорожных путей применяют специальные технологии. Самой удобной и эффективной из них признана алюминотермитная сварка.
Что такое алюминотермитная сварка
Сущность алюминотермической технологии основана на восстановлении железа из оксидов при взаимодействии с окислами алюминия. Протекание реакции сопровождается выделением тепла, достаточного для плавления металла. Для алюминотермитной технологии используют смесь (термит), состоящую из 23% измельченного алюминия и 77% железной окалины. Чтобы характеристики шва были близкими к параметрам материала рельсов, в порошок добавляют легирующие элементы и частички стали.
Смесь засыпают в тигель, установленный над стыком. Для начала реакции восстановления порошок нагревают до 1000⁰С воспламенителем с однопорционным зарядом. После поджигания в результате химического взаимодействия ингредиентов температура смеси поднимается до 2400⁰C, восстановленное железо плавится, стекая вниз, заполняет зазор стыка. Для повышения надежности соединения алюминотермитная сварка завершается уплотнением шва специальным прессом.
Достоинства и недостатки
Популярность технологии объясняется тем, что алюмотермитная сварка обладает следующими преимуществами по сравнению с другими способами:
- Высокая скорость проведения работы. Полный цикл создания соединения занимает не больше получаса. Бригада, используя метод разделения труда, может за час наложить 10 -12 швов. Это возможно если один выполняет подготовку и переходит к следующему стыку, другой проводит сварку, третий обрабатывает соединение
- Нет привязки к стационарным источникам электропитания, что позволяет использовать алюминотермитную технологию в полевых условиях.
- Не требуются дорогие материалы и сложное оборудование, поэтому сокращаются затраты на обслуживание железнодорожных путей. Все необходимое есть в магазинах стройматериалов.
- Снижается износ колес вагонов, локомотивов.
- Улучшается плавность хода составов.
- Чтобы освоить алюминотермитную технологию, достаточно провести 2 — 3 сварки.
К недостаткам алюминотермической технологии относятся:
- легкая воспламеняемость термита требует осторожного обращения при хранении, транспортировке, применении;
- трудоемкость подготовительных мероприятий;
- невозможность применения технологии при температуре ниже +5⁰C;
- при попадании воды в зажженную смесь происходит активное разбрызгивание металла, поэтому в дождливую погоду нужно устанавливать навес.
Применяемое оборудование и материалы
Для проведения алюминотермитной сварки рельсов нужно приготовить:
- бочку с термитом, закрытую заглушкой;
- форму в соответствии с профилем рельсов;
- если вместо бочки применяется развесочная смесь, потребуется тигель из тугоплавкого материала;
- пресс для сжатия шва;
- шлифовальную машинку;
- молоток, зубило;
- металлическую лопатку для снятия горящего шлака;
- газовую горелку для предварительного нагрева.
Из расходных материалов потребуется:
- мелкодисперсный термит с гранулами не более 0,5 мм;
- термостойкая паста для заделывания трещин и щелей;
- пропан и кислород для горелки в баллонах.
Процесс алюминотермитной сварки рельсов
Перед началом работы нужно убедиться, что термита достаточного для полного заполнения стыка, иначе придется все переделывать. Технология алюмотермитной сварки жд стыков выполняется поэтапно в строгой последовательности.
Подготовительные работы
На участках рельсов, расположенных рядом со стыком, снимают крепления к шпалам, а дальние ослабляют. Это необходимо для того, чтобы они не мешали при установке и для снятия напряжения металла. Участки возле стыка нагревают горелкой, очищают от ржавчины. Затем рельсы выставляют так, чтобы между торцами было расстояние 25 мм.
Выравнивание рельсов
Далее на всех креплениях убирают прокладки, заменяя их клиньями с обеих сторон. Чтобы соединение выдерживало нагрузку от проходящих жд составов без деформаций, рельсы должны быть прямолинейными по горизонтали и вертикали. Предварительную установку делают на глазок. Затем, подбивая клинья молотком, добиваются необходимого положения. Для контроля к поверхностям рельсов прикладывают метровую металлическую линейку.
Установка форм
Ориентируясь по измерителю, устанавливают зажимное устройство на нужном расстоянии от стыка. Накладывают форму, оставшиеся щели замазывают термостойкой пастой. Сверху устанавливают подставку с воронкой, над которой размещают бочку с термитом. При использовании развесной смеси потребуется тигель. Горелку крепят по центру соединения чуть выше оси рельсов.
Нагрев и сварка
Для предварительного подогрева места соединения на горелку подают пропан под давлением 1,5 Бар и кислород 0,5 Бар. Через 1,5 — 2 минуты горелку гасят, убирают. Если к качеству шва не предъявляются повышенные требования, эту процедуру можно пропустить. После поджигания термитной смеси специальным запалом, расплавленный металл начинает стекать внутрь формы. В это время (20 — 30 сек) нельзя изменять положение тигля. После опорожнения его снимают, а также крышки и поддоны для шлака. Форму разбирают через 4 минуты, когда завершится кристаллизация металла.
Шлифовка и контроль качества
После окончания алюминотермитной сварки стык обрабатывают с боков и сверху, чтобы рельсовое полотно было гладким. Место соединения в течение 10 минут прогревают горелкой, после чего зубилом или болгаркой удаляют наплывы. Окончательную шлифовку проводят абразивными инструментами после остывания, контролируя процесс щупом и линейкой. Качество выполненного соединения проверяют методом статичного изгиба по подошве или головке рельса. Ход испытаний контролируют по измерительным приборам.
Несмотря на высокие температуры, возникающие при выполнении алюминотермитного соединения рельсов, технология не считается опасной. Непосредственно сваркой должен заниматься опытный рабочий. Все члены бригады должны быть обеспечены спецодеждой из негорючей ткани, защитными очками, сигнальными жилетами.
Метод промежуточного литья для алюминотермитной сварки рельсов
Сварка рельсовых стыков представляется собой технологический процесс, который может выполняться разными методами. Классические способы соединения металлических деталей считаются не уместным, так как после выполнения работ получается ненадёжный шов для рельсового полотна. В этом случае наиболее эффективной является алюмотермитная сварка.
Что представляет собой алюмотермитный метод?

Алюминотермитная сварка представляет собой технологию соединения рельс. Он подразумевает под собой использование специальной соединительной смеси. Она засыпается в металлическую конструкцию устанавливаемую над местом соединения. Порошок попадает на рабочую поверхность, плавится, создают надёжное соединение. Есть два варианта проведения работ:
Во время выполнения работ, используется термитная смесь. Она состоит из 77% оксида железа и 23% алюминиевой крошки. Однако, рабочее вещество не создаст прочный шов без сильного разогрева. Для этого применяется запал, который разогревает смесь. Алюминотермитная сварка рельсов должна проводиться по томному соблюдению технологии.
По завершению создания шва, шлак, выступающие части, наплывы зачищаются с помощью болгарки. Сварщик проверяет целостность соединения. Если есть зазоры, щели, трещины, он замазывает их термостойкой обмазкой.
Что входит в состав смеси?
Термитные используются не только для сварки рельс. Им применят при тепловом воздействии на различные поверхности, детонаторном эффекте, изготовлении пиротехнических изделий. В зависимости от того, где используется термит, выбирают состав смеси.
Алюмотермитная сварка жд стыков выполняется с помощью ферроалюминиевого состава. Он включает в себя такие компоненты как оксид железа (металлические опилки), алюминий. Процентное соотношение компонентов – 75%/25%. При это количество активных веществ может изменяться +-3%.
Как приготовить термитную самостоятельно?
Смесь для алюмотермитной сварки можно изготовить в домашних условиях. Для этого требуется подготовить два компонента:
- Алюминий.
- Железо.
Оба компонента должны представлять собой мелкие опилки. Чем меньше их фракция, тем лучше получится готовая смесь. Этапы приготовления термита:
- В металлической емкости смешать 4 части железных опилок, 2 части алюминиевой пудры.
- Тщательно перемешать компоненты между собой. От процесса перемешивания зависит то, насколько качественным будет готовый состав.
- Дополнительно смесь должна быть насыщена катализатором. Он изготавливается из жженой марганцовки. Требуется добавить пятую часть этого вещества в состав.
Готовую смесь просушить. Поджигается она с помощью магниевой ленты. Перевозить, хранить термит можно используя металлические емкости.
Достоинства и недостатки
У любой технологии соединения металлических деталей есть сильные и слабые стороны. К преимуществам относятся:
- Высокая скорость выполнения работ. При достаточном опыте, качественной соединительной смеси, правильном оборудовании сварщик сделает надёжный шов менее чем за полчаса.
- Оборудование, инструменты можно купить в строительных магазинах.
- Для освоения техники достаточно попробовать метод алюмотермитной сварки 2-3 раза.
- Требуется аккуратно работать с оборудованием для сварки, термитом. Связанно это с тем, что смесь легко воспламеняется.
- Технология узкоспециализированная. Не подходит для соединения большинства металлических конструкций.
- Необходимо крайне аккуратно хранить, транспортировать, применять термит.
Сварные швы в вагонах, локомотивах, рельсах и машинах различного назначения, применяемых на транспорте, являются наиболее повреждаемыми местами в процессе эксплуатации. Это связано с характерными особенностями сварных соединений. В сварном шве и околошовной зоне после сварки изменяются механические свойства, При сварке термитным способом образуются остаточные растягивающие напряжения, близкие к пределу текучести материала, а сам сварной шов, кроме того, является концентратором напряжений
Оборудование
Для проведения работ требуется подготовить оборудование. К нему относится:
- Газовая горелка для нагрева деталей.
- Бочка.
- Заглушка.
- Болгарка или шлифовальная машинка.
- Молоток.
- Металлическая лопатка.
Дополнительно понадобится запорный кран, зажимное универсальное устройство.
Используемые материалы
Помимо оборудования необходимо подготовить расходные материалы. Это термитная смесь, обмазочный состав для заделывания трещин, щелей. Помимо них нужны две формы, аппликатор, сердечник, пробойник.
Последовательность работ
Перед тем как приступать к проведению соединительных работ, требуется узнать теоритически как сваривать рельсы, а затем попробовать метод на практике. Технология представляет собой несколько этапов, которые должны идти строго друг за другом.
Подготовительный этап
В первую очередь требуется провести подготовку соединяемых деталей. Для этого рельсы разжимаются из креплений, нагреваются до определённой температуры, зачищаются от ржавчины. Поверхность должна быть гладкой. Далее рельсы устанавливаются напротив друг друга чтобы зазор не превышал 2,5 см.
Выравнивание
Во время проведения алюмотермитной сварки, требуется придерживаться точной прямолинейности. Связанно это с тем, что рельсы будут подвергаться огромной нагрузке при хождении груженых составов. Прокладки на креплениях заменяются на клинья. Далее рабочие молотками подбивают рельсы до нужного положения. Прямолинейность проверяется металлической линейкой. Допустимы зазор – 1 мм.
Установка и герметизация форм
Важно проводить соединительные работы используя герметичную форму. Зажимное устройство с помощью измерителя устанавливается на нужное расстояние от будущего шва. Горелку устанавливают по центру соединения.
Предварительный нагрев и сварка
Предварительно требуется разогреть соединяемые рельсы. На 2 минуты включается подача пламени (пропан и кислород). Горелку требуется убрать, закрепить сердечник. Включается запал для возгорания рабочей смеси. Расплавленный металл переливается в подготовленную заранее форму. Четыре минуты достаточно для полной кристаллизации.
Шлифовка и контроль качества
Завершительным этапом работ является шлифовка шва. Перед эксплуатацией рельс, требуется сделать поверхность гладкой. Шов нагревается с помощью горелки в течении 10 минут. Горячие наплывы срезаются болгаркой. После остывания места соединения, выполняется шлифовка. Для этого применяются шлифовальные машины с абразивными кругами или лентами. Контроль качества представляет собой проверку на статичный изгиб.
Другие виды сварки рельс
Помимо алюмотермитной сварки, существуют другие технологии соединения рельс. К ним относятся:
- Сварка электродами. Для того чтобы соединить рельсы данной технологией, требуется использовать электроды УОНИ. Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.
- Электродуговая сварка. Соединяемые рельсы укладывают друг напротив друга. При это должен присутствовать зазор в 2 см. Концы рельс провариваются электродами. Расплавляются они дуговым разрядом.
- Метод промежуточного литья. Подразумевает под собой процесс заполнения соединительного пространства расплавленной смесью металлов.
Выполняя работ по определённой технологии, требуется грамотно выбирать оборудование, расходные материалы.
Способы сварки рельсовых плетей
Технология представляет собой инновационный метод соединения рельс. Этапы проведения работы:
- Рельсы устанавливаются напротив друг друга с промежутком.
- Один из незакреплённых концов загибают пока не совпадут торцы.
- Далее рельсы свариваются вместе.
- Принудительно распрямляется стрела изгиба.
Используется данная технология для починки железнодорожного полотна.
Алюмотермитная сварка применяется для соединения рельс. С его помощью можно сделать надёжный шов, которые выдержит серьёзные нагрузки. Помимо этого можно использовать и другие технологии соединения, однако, классическая сварка не подходит для выполнения подобных работ.
Алюминотермитная сварка
Процесс сварки рельсов можно осуществлять несколькими способами: электродуговой , газопрессовной, алюминотермитной сваркой. Последняя технология является наиболее популярной и считается очень эффективной, хотя метод контактного соединения также часто применяется. Алюминотермитная сварка рельсов предполагает использование специального прибора — воспламенителя. За счет однопорционного заряда увеличивается температурный режим (до 1000°С), который подходит для расплавления всех видов рельсов.
Сварка рельсовых стыков – процесс непростой, требующий максимальной концентрации и внимательности. Поскольку в материале полотна находится очень много углерода, то он считается трудносвариваемым металлом. Допуская недочеты в создании сварного шва рельсов, можно получить трещины на соединении. О том, в чем суть такого вида сварки рассмотрим в этой статье.
Что представляет собой алюмотермитная сварка?
Метод состоит в следующем: специальный порошок помещается в специальную металлическую конструкцию, которая находится над стыком двух участков полотна, подвергающегося сварке, а затем этот порошок плавится. Предназначение порошка заключается в том, что он надежно и прочно соединяет основной материал и таким образом, микроструктура шва становится очень вязкой. Подобные стыки делаются очень быстро и со временем они не проседают, что свидетельствует об их высоком качестве.
Порошок, выступающий в роли связующего звена в термитной сварке рельс, состоит из 23% алюминиевой крошки и 77% оксида железа. Структура порошка мелкодисперсная, размер гранул – 0,5 мм. Технология базируется на способности металла восстанавливаться в окислах алюминия. Однако, как уже отмечалось, это может произойти только при высоком тепмературной режиме, поэтому и применяется запал, посредством которого смесь поджигается. Именно этот процесс позволяет превратить оксид железа в чистый металл.
На участке используется заливочная форма, благодаря которой сплав направляется в место стыка.
Обратите внимание! Очень важно, чтобы образовалась герметичная конструкция, именно поэтому созданы специальные различные формы под разные конфигурации рельс.
Если после выполнения работы, вы найдете какие-то зазоры и щели, то от них нужно избавиться, для этого используется термостойкая обмазка. Благодаря своей жидкой консистенции она затекает в участок стыкового соединения и заполняет свободное пространство. В итоге на поверхности образуется шлак.
Процесс создания сварного шва рельсов должен производиться с обязательным уплотнением стыка, когда он находится еще горячим. Для этого необходимо обзавестись прессами. По завершению работы шлак надо отбить молотком, а сам шов надо отшлифовать специальной машинкой и болгаркой.
Достоинства и недостатки
Алюминотермитная сварка рельс очень часто применяется на практике, ее широкая популярность обусловлена рядом плюсов, которые выделяются при использовании данного метода:
- Процесс осуществляется очень быстро (не более 30 минут). Несколько опытных сварщиков могут за 1 час создать 10-12 швов.
- Сварочные работы могут не нуждаются в привязке к стационарным источникам электроэнергии.
- Все необходимые детали и инструменты можно приобрести в любом строительном магазине.
- Чтобы качественно сварить рельсу в принципе не нужно специального образования, достаточно несколько раз потренироваться, чтобы соединение получилось прочным и надежным.
- При точном соблюдении правил выполнения технологии по созданию шва, в конечном итоге вы получите соединение, которое будет выдерживать сильные нагрузки.
- При условии, что применяется хорошая техника, процесс считается абсолютно безопасным для людей, выполняющих работу.
- Термитная сварка рельс не требует строгой привязки к населенному пункту, можно осуществлять и на поле.
Несмотря на большое количество преимуществ, как и любые другие технологии, сварочные работы, основанные на применении алюминотермия, имеют свои недостатки, о которых нельзя не упомянуть:
- Поскольку используемый порошок является легковоспламеняемым, в обращении с ним следует быть предельно осторожным.
- Чтобы в конечном итоге получить качественный шов, надо особое внимание уделить подготовке и выполнить ее детально.
- Проследите за тем, чтобы техника была исправной.
- Нужно быть очень внимательным, поскольку если в горящую емкость попадет вода, то металл разбрызгается.
Оборудование
Алюминотермитная сварка должна производиться только при наличии всех необходимых элементов: бочка, порошок, заглушка, форма, которая выполнена в соответствии с конфигурацией рельс, обмазочное вещество, необходимое для герметизации стыка, шлифовальная машинка, зубило, молоток, лопатка из металла (нужна для забора горящего шлака), горелка (посредством ее изначально надо разогреть металл).
Последовательность работ:
Подготовительный этап
Существенную роль в том, как сварить шов рельс, играет подготовка, которая предполагает следующие действия: возле стыка надо ослабить крепления рельс, а те которые расположены на участке соединения и вовсе надо снять. Далее при помощи горелки рельсы нагреваются, а также очищаются от ржавчины. На следующем этапе, при помощи клиньев, их надо выпрямить как горизонтально, так и вертикально. Ставить рельсы нужно соблюдая зазор в 2,5 мм, далее к ним подводится резак.
Выравнивание
Изначально надо избавиться от прокладок всех креплений, на их места устанавливаются клинья, используя молоток их нужно подогнать до требуемого состояния. Затем надо проверить насколько точно уложены рельсы, для этого используйте метровую линейку.
На этом этапе важно подобрать нужную герметичную форму, далее горелку надо поставить по середине на том участке, где предположительно появится шов. Также нужно выполнить и герметизацию зазоров, для этого форму надо максимально плотно прижать к шву, также здесь используется шпатель, который обеспечивает чистую грань между швом и песком.
Нагрев и сварка
Предварительный прогрев рельс производится горелкой при следующих параметрах: давление пропана – 1,5 бар, давление кислорода – 5 бар. Пламя подается на протяжение 1,5 – 2 минут. Когда прогрев завершен, горелка убирается, вставляется сердечник и поворачивается тигель. Затем на месте предполагаемого стыка устанавливается специальная бочка, наполненная зарядом. Для того, чтобы поджечь заряд применяет запал с высокой температурой, затем жидкий металл помещается в форму и выдерживается 4-5 минут.
Шлифовка и контроль качества
По окончанию процедуры, стык обрабатывается по краям до гладкого состояния: пока он горячий срезаются наплывы.
Далее, используя абразивные инструменты надо отшлифовать шов. Чтобы проверить качество нужны линейка и щуп. Важно, чтобы все было максимально прямолинейным. Качество шва проверяется по статичности изгиба, все осуществляется при помощи измерительных инструментов.
Процесс алюминотермитной сварки достаточно безопасный. Лучше, чтобы работу выполнял сварщик с опытом. Выполняя такую технологию, как алюмотермитная сварка, соблюдайте правила эксплуатации железных дорог. Специалисты должны быть обязательно в спецодежде, защитных очках и перчатках.
Алюминотермитная сварка рельсов (Технология производства, контроль качества алюминотермитной сварки. Гарантийные условия и требования безопасности) (Раздел дипломной работы)
Страницы работы
Содержание работы
1. АЛЮМИНОТЕРМИТНАЯ СВАРКА РЕЛЬСОВ
Используя воспламенитель при температуре свыше 1000 °С, реакция термитной порции происходит в течение 20 секунд, образуется жидкий металл и жидкий шлак, который всплывает наверх.
При выпуске жидкий металл течёт из тигеля в форму, а, достигнув сердечника, растекается равномерно по обеим сторонам зазора. Во время этого процесса сталь нагревает рельсы, оплавляет их концы и сваривает, в конце процесса заливки шлак низкой плотности вытекает из тигеля, заполняя верхнюю часть формы и шлаковые лотки.
Допускается сварка закаленных (объемно или поверхностно) рельсов, примыкающих к стрелочным переводам, с термически не упроченными рельсами.
Алюминотермитная сварка рельсов типа Р65 осуществляется по технологии фирм «Электро-Термит» (Германия) и «Снага» (Словакия) с использованием оборудования, оснастки, алюминотермитной смеси (далее «термит»), огнеупоров и формовочных материалов, поставляемых этими фирмами.
При сварке объемно закаленных рельсов с рельсами, имеющими поверхностную закалку или поверхностно закаленных рельсов между собой, применяется термит повышенной прочности марки 1200 (с временным сопротивлением литого металла 1200 кН/мм 2 ).
При сварке термически не упрочненных рельсов применяется термит обычной прочности марки 900 (с временным сопротивлением литого металла 900кН/мм 2 ).
Производство работ по алюминотермитной сварке может быть допущено только по разрешению Департамента пути и сооружений МПС по заявкам дорог с указанием станции и объемов сварочных работ с разбивкой по классам путей.
Алюминотермитная сварка должна выполняться при температуре воздуха +5°С и выше.
Настоящие указания распространяются на алюмотермитную сварку рельсов типа Р65 с поверхностной закалкой и термически не упрочненных в пределах стрелочных переводов по прямому и боковому направлению, уложенных в главных, приемо-отправочных, станционных и горочных путях.
1.1. Технология производства алюминотермитной сварки рельсов
1.1.1. Специальное оборудование для алюминотермитной сварки
Для алюминотермитной сварки используют следующее оборудование:
— универсальное зажимное устройство
Работы по сварке рельсов производятся на закрытом для движения поездов стрелочном переводе.
При помощи более широкой части измерителя происходит измерение зазоров, затем определяется расстояние между зажимным устройством и сварочным зазором. Теперь измеритель расстояния используется для установки нагревателя горелки на требуемую высоту. Горелка устанавливается над центром оси рельса, а так же по центру зазора. После этого на рельсе крепится формовочный башмак с формой. Необходимо гарантировать точное и центральное положение формы по отношению к зазору, крепление башмака на рельс осуществляется зазорным винтом. Вторая часть формы аккуратно устанавливается на противоположной стороне и закрепляется с таким же усилием.
Перед сваркой необходимо обязательно проверить положение сердечника. При сварке швов в кривых, где путь обычно с уклоном, сердечник подпиливается в своей верхней части напильником, это необходимо для того, чтобы расплавленная сталь могла протечь равномерно по грубой горизонтальной поверхности в зазоре. В шлаковых лотках находится шлак, который в конце плавки высыпается из тигеля по обеим сторонам рельса.
Держатель тигеля и тигель с крышкой, крепятся с помощью универсального зажимного устройства в точном положении для отливки.
1.1.2. Специальное оборудование для предварительного нагрева и резки рельсов
Используют следующее оборудование для предварительного нагрева и резки рельсов:
— кислородный и газовый регуляторы с манометром
Перед тем как зажечь горелку необходимо открыть сначала кислородный кран при давлении кислорода 5 Бар и только затем кран для пропана настолько, чтобы произвести зажигание, пламя при этом должно быть небольшим. Давление пропана должно быть 1,5 Бара.
При установке направляющей резака на рельс, необходимо отметить ширину зазора с помощью измерителя расстояний. После этого необходимо зафиксировать резак по отметке и установить направляющую резака. Затем необходимо откорректировать окончательное положение режущего устройства.
1.1.3. Используемые материалы
После заполнения мешка термитной смесью на задней стороне мешка проставляются технические данные в определённом квадрате. Данные должны точно соответствовать маркировкам на рельсах, которые необходимо сварить. Расшифровку маркировки можно получить в справочнике.
Для каждого шва необходимо две формы и один сердечник. Правильность выбора формы подтверждается маркировкой профиля рельса и процесса сварки на установке. Для закрывания тигеля используется тигельная пробка, которая находится в трубке вместе с песком для герметизации. Также используется аппликатор и пробойник.
Магнит на аппликаторе удерживает на месте пробку, когда она вставлена в горловину тигеля. После удаления аппликтора термитная смесь засыпается в тигель.
Используемый воспламенитель доводит температуру до 1000°С, при достижении этой температуры термитная смесь воспламеняется. В процессе химической реакции окись железа с помощью алюминия превращается в чистое железо, специальные добавки смеси расплавляются, произведя сталь нужного качества. Алюминий окисляется и образует шлак, который благодаря более низкой плотности поднимается наверх. Температура во время реакции составляет более 2400 °С. После прохождения реакции и некоторого времени ожидания, сталь и шлак из тигеля выпускаются автоматически через пробку в горловине тигеля.
1.1.4. Подготовка рельсов в зоне стыка
Прежде всего, необходимо ослабить рельсовые скрепления по обеим сторонам стыка. Скрепление непосредственно примыкающие к стыку снимаются полностью, так как они помешают проведению работ. Подготавливается горелка для предварительного прогрева рельсовых плетей. После нагрева ржавчина с плети и грязь удаляются с помощью скорщетки. Особенно это важно в зоне стыка. Тщательная очистка необходима для того, чтобы при использовании горелки поверхность для резки была гладкой. Теперь концы рельсов выправляются горизонтально и вертикально с помощью клиньев. Необходимо постоянно контролировать эту операцию с помощью линейки.
Технологический процесс SKV (сварка железнодорожных рельсов)
Процесс SkV применяется для сварки железнодорожных рельсов типа Р65 и Р50. Особенностью этого процесса является быстрый (не более 2 минут) предварительный подогрев и возможность проведения сварочных работ при температуре окружающего воздуха до минус 5°С .
Последовательность основных операций процесса следующая :

1. Подготовка зазора и рельсов в зоне стыка.
Со стыка снимаются накладки, а рельсы в зоне стыка очищаются от грязи и ржавчины. Рельсовые скрепления ослабляются на трех шпалах справа и слева от стыка, при этом на ближних к стыку шпалах – полностью снимаются.
Концы рельсов отрезаются рельсорезом абразивно-отрезным диском так, чтобы величина сварочного зазора составила 24- 26 мм .
При соответствующем разрешении резку концов рельса можно осуществлять газовым резаком пропан-кислородной смесью по шаблону.

2. Выравнивание концов рельсов
Выравнивание концов рельсов производится при помощи упорных клиньев по метровой линейке специальным измерительным клином.
Рельсы выравниваются в двух плоскостях, причем по вертикали устанавливается необходимое превышение концов рельсов для компенсации термической усадки шва и создания припуска для последующей шлифовки.
Окончание этой операции – подогрев концов рельса в зоне стыка до температуры
50 0 С для удаления влаги.

3. Установка литейных форм.
На рельсе закрепляется специальное зажимное приспособление, литейные формы устанавливаются в металлические формодержатели и с помощью кронштейнов фиксируются на зазоре.
По контуру рельса формы затем уплотняются раствором из огнеупорного песка, а по бокам формодержателей навешиваются чашки для сбора шлака.
В завершении этой операции на головку рельсов по бокам форм одеваются защитные крышки.

4. Установка тигля.
На специальный кронштейн навешивается тигель, в который устанавливается тигельная пробка и засыпается термитная порция.
Тигель может быть как многоразовый (показан на фотографии), так и одноразовый. Сверху на крышку тигля возможна установка дымового фильтра (не показан) в стальном коническом корпусе, значительно снижающего задымление рабочей зоны и препятствующего разлетанию искр по сторонам.

5. Короткий предварительный подогрев.
Перед началом термитной реакции осуществляется короткий предварительный подогрев концов рельсов. Эта операция проводится пропан-кислородной смесью с помощью специальной горелки. При этом время подогрева зависит от профиля рельса :
— для рельса Р50 оно составляет 1,5-2 минуты;
— для рельса Р65 соответственно 2-2,5 минуты.

6. Термитная реакция и заливка форм.
Немедленно после окончания подогрева горелка вынимается из формы и термитная смесь поджигается при помощи специального запала.
После завершения термитной реакции (через 20-25 секунд) на дне тигля автоматически открывается тигельная пробка и происходит выпуск жидкой термитной стали в литейную форму.
В процессе заливки расплавленной термитной стали в зазор концы рельсов проплавляются и свариваются.

7. Снятие грата.
После окончания заливки сталь в форме выдерживается в течение 3,5…4 минуты для полного завершения процессов кристаллизации.
По окончании указанного времени снимаются формодержатели, зажимное приспособление, удаляется верх форм, а грат срезается по поверхности качения головки рельса и боковой грани при помощи гратоснимателя с комплектом специальных ножей.

8. Шлифовка стыка.
Шлифовка стыка по поверхности катания и боковым граням головки рельса выполняется шлифовальной машиной в два приема :
— черновая шлифовка, проводимая сразу же после снятия грата *;
— чистовая шлифовка, проводимая после остывания стыка и затяжки рельсовых скреплений.
* После черновой шлифовки стыка допускается движение (пропуск) поездов со скоростью не более 25 км/ч .

9. Ультразвуковая дефектоскопия
После чистовой шлифовки и полного остывания стыка проводится контроль качества сварного шва переносным ультразвуковым дефектоскопом в соответствии с действующими правилами ПР 07.41-2006.
Особенности алюминотермитной сварки в тоннелях метрополитена.

Применяемая нами технология SkV позволяет производить термитную сварку рельсов в тоннелях метрополитена и полностью отвечает требованиям Технических указаний «Алюминотермитная сварка рельсов метрополитена», «Инструкции по обеспечению безопасности при производстве рельсосварочных работ алюминотермитным способом в тоннелях метрополитена» №18-03.00-04 и ППБО 147 «Правила пожарной безопасности на метрополитенах».
Для выполнения требований, изложенных в этих документах, технологией предусмотрено применение специального дымового фильтра в стальном коническом корпусе, который может использоваться как с одноразовым тиглем (см. фото), так и с многоразовым тиглем. Фильтр значительно снижает задымление рабочей зоны и не допускает разлетание искр при термитной реакции.
В остальном технологический процесс алюминотермитной сварки рельсов в тоннелях метрополитена идентичен вышеизложенному процессу для железных дорог.
Термитная сварка — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 12 марта 2013; проверки требуют 10 правок. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 12 марта 2013; проверки требуют 10 правок. Фейерверк от термитной сварки
Фейерверк от термитной сваркиТермитная сварка — способ сварки, при котором для нагрева металла используется термит, состоящий из порошкообразной смеси металлического алюминия или магния и железной окалины.
При использовании термита на основе алюминия соединяемые детали заформовывают огнеупорным материалом, подогревают, место сварки заливают расплавленным термитом, который предварительно зажигают (электродугой или запалом). Жидкое железо, сплавляясь с основным металлом, даёт прочное соединение. Сварка термитом на основе алюминия применяется для соединения стальных и чугунных деталей — стыковки рельсов, труб, заварки трещин, наплавки поверхностей при ремонте, для соединения разнообразных изделий (например, элементов заземляющего контура).
Термит на основе магния используется в основном для соединения телефонных и телеграфных проводов, жил кабелей и т. п. Из термитной смеси изготовляют цилиндрические шашки с осевым каналом для провода и выемкой с торца для запала. Подлежащие сварке концы проводов заводят в шашку, после чего шашку зажигают и провода осаживают. Термит на основе магния может быть использован также для сварки труб небольших диаметров.
Применение на железных дорогах России[править | править код]
Термитная (алюминотермитная) сварка применяется при сварке рельсов — для сварки применяется термит, расфасованный определенными порциями. Работу выполняет бригада из двух-трех человек. Общий вес используемого оборудования не превышает 350—400 кг. При выполнении сварки и сопутствующих технологических операций используются автономные источники энергии.
Алюминотермитная сварка рельсов имеет ряд преимуществ перед контактной сваркой: она не требует сложного дорогостоящего оборудования, большого количества рабочих, продолжительных перерывов в движении поездов. Кроме того она может применяться при сварке на стрелочных переводах. Процесс сварки одного рельсового стыка занимает около 50 минут, а благодаря возможности работы нескольких бригад одновременно, можно добиться большей производительности в «окно». Например, за двухчасовое «окно» силами трех бригад можно изготовить до 12 стыков.
- Малкин Б. В., Воробьёв А. А. Термитная сварка. — М.: Издательство Министерства жилищно-коммунального хозяйства РСФСР, 1963. — 104 с. — 4000 экз.
Алюминотермитная сварка рельсов: описание, оборудование, преимущества и недостатки
Сварка рельсовых стыков представляется собой технологический процесс, который может выполняться разными методами. Классические способы соединения металлических деталей считаются не уместным, так как после выполнения работ получается ненадёжный шов для рельсового полотна. В этом случае наиболее эффективной является алюмотермитная сварка.
Что представляет собой алюмотермитный метод?

Алюминотермитная сварка представляет собой технологию соединения рельс. Он подразумевает под собой использование специальной соединительной смеси. Она засыпается в металлическую конструкцию устанавливаемую над местом соединения. Порошок попадает на рабочую поверхность, плавится, создают надёжное соединение. Есть два варианта проведения работ:
- Стыковой путь.
- Бесстыковой путь.
Во время выполнения работ, используется термитная смесь. Она состоит из 77% оксида железа и 23% алюминиевой крошки. Однако, рабочее вещество не создаст прочный шов без сильного разогрева. Для этого применяется запал, который разогревает смесь. Алюминотермитная сварка рельсов должна проводиться по томному соблюдению технологии.
По завершению создания шва, шлак, выступающие части, наплывы зачищаются с помощью болгарки. Сварщик проверяет целостность соединения. Если есть зазоры, щели, трещины, он замазывает их термостойкой обмазкой.
Для создания надёжного шва, который выдержит большие нагрузки, используются специальные прессы. С их помощью проводиться процесс уплотнения соединительной смеси.
Что входит в состав смеси?
 Термитные используются не только для сварки рельс. Им применят при тепловом воздействии на различные поверхности, детонаторном эффекте, изготовлении пиротехнических изделий. В зависимости от того, где используется термит, выбирают состав смеси.
Термитные используются не только для сварки рельс. Им применят при тепловом воздействии на различные поверхности, детонаторном эффекте, изготовлении пиротехнических изделий. В зависимости от того, где используется термит, выбирают состав смеси.
Алюмотермитная сварка жд стыков выполняется с помощью ферроалюминиевого состава. Он включает в себя такие компоненты как оксид железа (металлические опилки), алюминий. Процентное соотношение компонентов – 75%/25%. При это количество активных веществ может изменяться +-3%.
 Важно! Сварка рельс выполняется смесью алюминия и железа. Оба компонента входят в состав мелкими опилками. Чтобы ускорить процесс горения соединительного состава, алюминий добавляется в форме пудры.
Важно! Сварка рельс выполняется смесью алюминия и железа. Оба компонента входят в состав мелкими опилками. Чтобы ускорить процесс горения соединительного состава, алюминий добавляется в форме пудры.
Как приготовить термитную самостоятельно?
Смесь для алюмотермитной сварки можно изготовить в домашних условиях. Для этого требуется подготовить два компонента:
- Алюминий.
- Железо.
Оба компонента должны представлять собой мелкие опилки. Чем меньше их фракция, тем лучше получится готовая смесь. Этапы приготовления термита:
- В металлической емкости смешать 4 части железных опилок, 2 части алюминиевой пудры.
- Тщательно перемешать компоненты между собой. От процесса перемешивания зависит то, насколько качественным будет готовый состав.
- Дополнительно смесь должна быть насыщена катализатором. Он изготавливается из жженой марганцовки. Требуется добавить пятую часть этого вещества в состав.
Готовую смесь просушить. Поджигается она с помощью магниевой ленты. Перевозить, хранить термит можно используя металлические емкости.
Достоинства и недостатки
 У любой технологии соединения металлических деталей есть сильные и слабые стороны. К преимуществам относятся:
У любой технологии соединения металлических деталей есть сильные и слабые стороны. К преимуществам относятся:
- Высокая скорость выполнения работ. При достаточном опыте, качественной соединительной смеси, правильном оборудовании сварщик сделает надёжный шов менее чем за полчаса.
- Оборудование, инструменты можно купить в строительных магазинах.
- Для освоения техники достаточно попробовать метод алюмотермитной сварки 2-3 раза.
Недостатки:
- Требуется аккуратно работать с оборудованием для сварки, термитом. Связанно это с тем, что смесь легко воспламеняется.
- Технология узкоспециализированная. Не подходит для соединения большинства металлических конструкций.
- Необходимо крайне аккуратно хранить, транспортировать, применять термит.
 Если же рабочая смесь загорелась, потушить её не получится. Вода только разбрызгает горящую массу вокруг.
Если же рабочая смесь загорелась, потушить её не получится. Вода только разбрызгает горящую массу вокруг.
Сварные швы в вагонах, локомотивах, рельсах и машинах различного назначения, применяемых на транспорте, являются наиболее повреждаемыми местами в процессе эксплуатации. Это связано с характерными особенностями сварных соединений. В сварном шве и околошовной зоне после сварки изменяются механические свойства, При сварке термитным способом образуются остаточные растягивающие напряжения, близкие к пределу текучести материала, а сам сварной шов, кроме того, является концентратором напряжений
Оборудование
Для проведения работ требуется подготовить оборудование. К нему относится:
- Газовая горелка для нагрева деталей.
- Бочка.
- Заглушка.
- Болгарка или шлифовальная машинка.
- Молоток.
- Металлическая лопатка.
Дополнительно понадобится запорный кран, зажимное универсальное устройство.
Используемые материалы
Помимо оборудования необходимо подготовить расходные материалы. Это термитная смесь, обмазочный состав для заделывания трещин, щелей. Помимо них нужны две формы, аппликатор, сердечник, пробойник.
Последовательность работ

Перед тем как приступать к проведению соединительных работ, требуется узнать теоритически как сваривать рельсы, а затем попробовать метод на практике. Технология представляет собой несколько этапов, которые должны идти строго друг за другом.
Подготовительный этап
В первую очередь требуется провести подготовку соединяемых деталей. Для этого рельсы разжимаются из креплений, нагреваются до определённой температуры, зачищаются от ржавчины. Поверхность должна быть гладкой. Далее рельсы устанавливаются напротив друг друга чтобы зазор не превышал 2,5 см.
Выравнивание
Во время проведения алюмотермитной сварки, требуется придерживаться точной прямолинейности. Связанно это с тем, что рельсы будут подвергаться огромной нагрузке при хождении груженых составов. Прокладки на креплениях заменяются на клинья. Далее рабочие молотками подбивают рельсы до нужного положения. Прямолинейность проверяется металлической линейкой. Допустимы зазор – 1 мм.
Установка и герметизация форм
Важно проводить соединительные работы используя герметичную форму. Зажимное устройство с помощью измерителя устанавливается на нужное расстояние от будущего шва. Горелку устанавливают по центру соединения.
Предварительный нагрев и сварка
Предварительно требуется разогреть соединяемые рельсы. На 2 минуты включается подача пламени (пропан и кислород). Горелку требуется убрать, закрепить сердечник. Включается запал для возгорания рабочей смеси. Расплавленный металл переливается в подготовленную заранее форму. Четыре минуты достаточно для полной кристаллизации.
Шлифовка и контроль качества

Завершительным этапом работ является шлифовка шва. Перед эксплуатацией рельс, требуется сделать поверхность гладкой. Шов нагревается с помощью горелки в течении 10 минут. Горячие наплывы срезаются болгаркой. После остывания места соединения, выполняется шлифовка. Для этого применяются шлифовальные машины с абразивными кругами или лентами. Контроль качества представляет собой проверку на статичный изгиб.
Другие виды сварки рельс
Помимо алюмотермитной сварки, существуют другие технологии соединения рельс. К ним относятся:
- Сварка электродами. Для того чтобы соединить рельсы данной технологией, требуется использовать электроды УОНИ. Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.
- Электродуговая сварка. Соединяемые рельсы укладывают друг напротив друга. При это должен присутствовать зазор в 2 см. Концы рельс провариваются электродами. Расплавляются они дуговым разрядом.
- Метод промежуточного литья. Подразумевает под собой процесс заполнения соединительного пространства расплавленной смесью металлов.
Выполняя работ по определённой технологии, требуется грамотно выбирать оборудование, расходные материалы.
Способы сварки рельсовых плетей
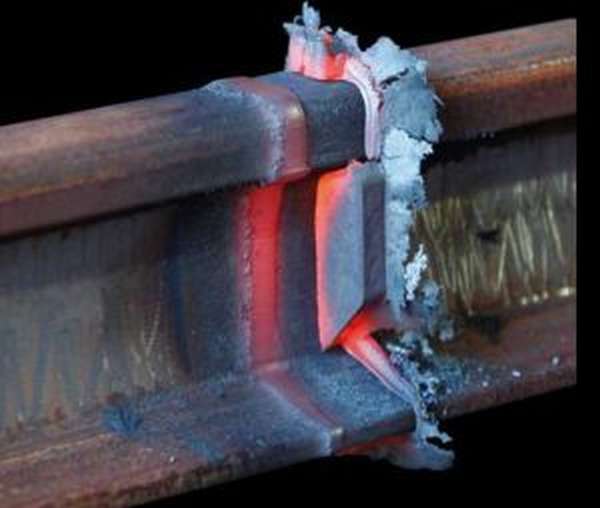 Технология представляет собой инновационный метод соединения рельс. Этапы проведения работы:
Технология представляет собой инновационный метод соединения рельс. Этапы проведения работы:
- Рельсы устанавливаются напротив друг друга с промежутком.
- Один из незакреплённых концов загибают пока не совпадут торцы.
- Далее рельсы свариваются вместе.
- Принудительно распрямляется стрела изгиба.
Используется данная технология для починки железнодорожного полотна.
Алюмотермитная сварка применяется для соединения рельс. С его помощью можно сделать надёжный шов, которые выдержит серьёзные нагрузки. Помимо этого можно использовать и другие технологии соединения, однако, классическая сварка не подходит для выполнения подобных работ.
Сваршик 4 разряда Михаил Васильевич Чернов 37 лет, стаж работы 14 лет:«При соединение рельс, требуется крайне внимательно относиться к выбору оборудования и термита. Некачественная смесь может стать причиной нарушения целостности железнодорожного полотна и как следствие катастрофы. Желательно использовать технологию промежуточного литья, так как она считается наиболее надёжной, долговечной».
 Загрузка…
Загрузка…