расходные материалы и настройка оборудования
Вопросы, рассмотренные в материале:
- Почему подходит именно аргон для сварки алюминия
- Подготовительные процедуры перед сваркой алюминия аргоном
- Технологию аргонной сварки алюминия
- Как проводится проверка качества сварки алюминия аргоном
Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ.
Поскоблите поверхность любого алюминиевого изделия и увидите блестящий металл. Впрочем, постепенно блеск металла будет мутнеть и становиться все более тусклым. Это говорит о происходящем процессе окисления алюминия. Что по-научному звучит как «образование окиси алюминия (Al2O3)» – вещества, появляющегося на поверхности для защиты металла от продолжения окисления.
Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки.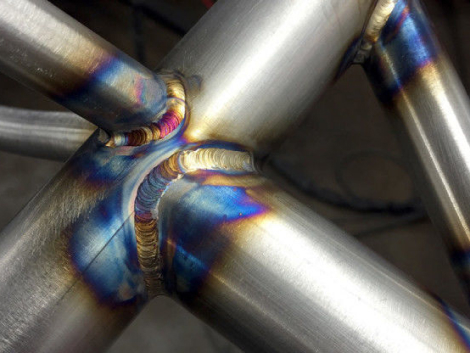
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод → заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.
Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности.
 Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются. - Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
 Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.
TIG-сварка алюминия происходит с применением чистого аргона. Его концентрация должна быть 98-99 %. Именно поэтому стоит внимательно отнестись к выбору поставщика. Для более точной настройки расхода материалов, в том числе и аргона, лучше отдать предпочтение импортным манометрам и редуктору.
Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние ≤ 3 см от края.
VT-metall предлагает услуги:
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Таблица:
|
Способ формирования шва |
Сила тока, А |
Толщина заготовки, мм |
Диаметр электрода, мм |
Диаметр проволоки, мм |
|
С отбортовкой кромок |
45–50 |
1,0 |
1,0 |
— |
|
70–75 |
1,5 |
1,6–2,0 |
— |
|
|
80–85 |
2,0 |
1,6–2,0 |
— |
|
|
Встык, односторонний |
55–75 |
2,0 |
1,5–2,0 |
1,0–2,0 |
|
100–120 |
3,0 |
3,0–4,0 |
2,0–3,0 |
|
|
120–150 |
4,0 |
3,0–4,0 |
2,0–3,0 |
|
|
Встык, двусторонний |
120–180 |
4,0 |
3,0–4,0 |
3,0–4,0 |
|
200–250 |
5,0 |
4,0–5,0 |
3,0–4,0 |
|
|
240–270 |
6,0 |
4,0–5,0 |
3,0–4,0 |
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока < 50 А – расход аргона будет от 4 до 5 л/мин. При толщине 0,4–0,5 см и силе тока > 150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.
Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.
Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Методы, параметры и объемы работ по контролю устанавливаются на каждую группу изделий, тип конструкции, а иногда и на конкретную продукцию, в соответствии с «Правилами контроля» или техническими условиями.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.

При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
цены, отзывы и рейтинг мастеров по ремонту — «МастерДел»
Фильтр подбора:
Услуга
Услуга
Выбор услуги
Город
Поиск города
Район
Район
Поиск района
Метро
Поиск метро
По рейтингу
Дмитрий Евгеньевич Бабанаков
Услуги: металлоконструкции, кузнечное дело, сварка
Образование:
• Учебный центр «Мосстройкадры», электросварщик 3 разряда, 2018 г.
Опыт:
• «Термо-Электро», 2013–2014 гг.
металлоконструкции договорная
сварка договорная
аргонная сварка 1 000 ₽
электрическая дуговая сварка 3 500 ₽
Еще 7 услуг
Хорошая работа.
Все отзывы
Выбрать
Евгений Юрьевич Зорин
Услуги: мелкий ремонт, сантехника, комплексный ремонт
отделочные работы 200 — 500 ₽/кв. м
огнезащитная обработка 40 — 95 ₽/кв. м
м
огнезащита металлоконструкций 95 ₽/кв. м
огнезащита воздуховодов 95 — 96 ₽/кв. м
Еще 11 услуг
Четко в срок, полный комплект необходимого оборудования, качественно.
Все отзывы
Выбрать
Алексей Эдуардович Бычков
Услуги: мелкий ремонт, сантехника, металлоконструкции
Опыт:
• «ПерилаСпецСтрой», 2016–2019 гг.
• Атлант сервис, 2018–2021 гг.
мелкий ремонт договорная
сантехника договорная
металлоконструкции договорная
сварка договорная
Еще 2 услуги
Все прекрасно, качественная работа, скорость выполнения, спасибо большое)
Все отзывы
Выбрать
Владислав Алексеевич Коновалов
Услуги: металлоконструкции, слесарные работы, сварка
Опыт:
• Опыт работы — 4 года.
Скидка 100%
инвалидные коляски бесплатно…
металлоконструкции договорная
сварка договорная
аргонная сварка 3 000 ₽
сварка полуавтоматом 2 000 ₽
Еще 2 услуги
Отличный специалист! Мне очень понравилось сотрудничать с Владиславом. Изготовил 2 небольших мебельных каркаса из трубы. Геометрия соблюдена, все в ра…
Все отзывы
Выбрать
Олег Викторович Пасенюк
Услуги: металлоконструкции, токарные работы, ремонт водного транспорта
токарные работы договорная
металлообработка договорная
нарезка резьбы договорная
сверление отверстий в металле договорная
Еще 5 услуг
Всё было сделано отлично. Результатом доволен.
Все отзывы
Выбрать
Андрей Николаевич Зенин
Услуги: сварка, электрическая дуговая сварка, аргонная сварка
Образование:
• Коледж №7 (г. Москва), специальность – электрогазосварщик 5 разряда, 2002 г.
Опыт:
• Опыт работы — 20 лет.
сварка договорная
аргонная сварка договорная
электрическая дуговая сварка договорная
сварка дисков договорная
Еще 3 услуги
Прекрасный специалист, рекомендую!
Все отзывы
Выбрать
Виктор Леонидович Лазакович
Услуги: сантехника, металлоконструкции, отопление
Образование:
• Аттестационный научно-технический центр Эксперт (г. Москва), специальность – сварщик НАКС АНО, 2016 г.
Опыт:
• Опыт работы — 17 лет.
сантехника договорная
трубы договорная
монтаж труб договорная
установка душевой кабины 5 000 ₽
Еще 11 услуг
Спасибо Виктору с коллегой, за оперативное и качественное исполнения срочной заявки. Внимательно выслушали мои пожелания, со своей стороны высказали р…
Все отзывы
Выбрать
Илья Владимирович Леонов
Услуги: сантехника, металлоконструкции, отопление
лестницы договорная
изготовление лестниц договорная
установка лестниц договорная
проектирование лестниц договорная
Еще 11 услуг
То что нужно, прямо в точку.
Все отзывы
Выбрать
Виктор Сергеевич Ляшенко
Услуги: металлоконструкции, сварка, установка ворот
Электрогазосварщик 6 разряда.
Аттестация НАКС.
Опыт работы – с 2015 года.
металлоконструкции договорная
сварка договорная
аргонная сварка договорная
сварка металлоконструкций договорная
Еще 11 услуг
Отличный специалист. Знает своё дело. Поставленная задача была выполнена. Пунктуальный и ответственный.
Все отзывы
Выбрать
Сергей Анатольевич Русскин
Услуги: мелкий ремонт, сантехника, бытовая техника
сантехника договорная
смесители 1 300 ₽
ремонт смесителя договорная
унитазы 3 000 ₽
Еще 11 услуг
Качественно, быстро.
Все отзывы
Выбрать
Александр Григорьевич Ким
Услуги: строительство, кровельные работы, металлоконструкции
Сварщик 5 разряда, слесарь.
Опыт работы – с 1987 года.
строительство договорная
строительство котельных договорная
кровельные работы договорная
металлоконструкции договорная
Еще 11 услуг
Быстро приехал и решил проблему
Все отзывы
Выбрать
Дмитрий Владимирович Шкаликов
Услуги: аргонная сварка, пайка алюминия
Образование:
• Среднее специальное, квалификация – газоэлектросварщик, 1992–1994 гг.
Опыт:
• Частным образом — 27 лет.
аргонная сварка договорная
пайка алюминия договорная
минимальный заказ 3 000 ₽
Качество выполненных работ. Оперативность в работе.
Все отзывы
Выбрать
Станислав Александрович Емельяненко
Услуги: окна, металлоконструкции, демонтаж сооружений и конструкций
демонтаж сооружений и конструкций договорная
металлоконструкции договорная
сварка договорная
сварка полуавтоматом договорная
Еще 11 услуг
Занимались ЗКС. Станислав хорошо чувствует собаку, моментально реагирует на её реакции, просто супер!
Все отзывы
Выбрать
Сергей Николаевич Гудзь
Услуги: сварка, аргонная сварка
Электрогазосварщик.
Опыт работы – частно с 2007 года.
сварка договорная
аргонная сварка договорная
минимальный заказ 1 000 ₽
выездная консультация 500 ₽
Сергей профессионал! Огромное спасибо за помощь! Нужна была тонкая работа, аккуратная, многие мне отказали а он сделал! Аккуратно и надëжно!! Спасибо. ..
Все отзывы
Выбрать
Вячеслав Николаевич Власов
Услуги: сварка, электрическая дуговая сварка, аргонная сварка
Образование:
• Златоустовский техникум сварки и строительных технологий, специальность – электрогазосварщик, 2012 г.
Опыт:
• Опыт работы — 7 лет.
ремонт холодильного оборудования 5 000 ₽
ремонт швейного оборудования 1 500 ₽
сварка 1 500 — 10 000 ₽
электрическая дуговая сварка договорная
Еще 10 услуг
Выполнили отлично свою работу!
Все отзывы
Выбрать
Петросян Аршак
Услуги: сварка, отопление, сантехника
Образование:
• Военная академия воздушно-космической обороны им. маршала Советского Союза Г.К. Жукова, факультет АСУ (автоматизированных систем управления), 2005–2006 гг.
• ЧУ ДПО учебный центр «Специалист», ручная электродуговая сварка, 2019–2021 гг.
Опыт:
• Мостстрой №11, электрогазосварщик, 2007–2008 гг.
• Автосервис, жестянщик, 2010–2012 гг.
• Новые промышленные технологии, электросварщик на полуавтомат, 2012–2014 гг.
• Форсайт, газоэлектросварщик, 2014–2015 гг.
• РСПК, газоэлектросварщик — 5 лет.
Скидка 10%
Скидки пенсионерам, многодетным семьям, одиноким матерям и клиентам по Ярославскому направлению!
выезд 3 000 ₽
отопление договорная
сантехника договорная
пайка полипропиленовых труб договорная
Еще 11 услуг
Отличный мастер с напарником. Пунктуальные, обязательные. Сами съездили за необходимыми материалами, всё сделали быстро и аккуратно. Цена адекватная. …
Все отзывы
Выбрать
Виталий Витальевич Самойлов
Услуги: сварка, аргонная сварка, изготовление баков
Образование:
• ГОУ НПО ПУ №72 МО, сварщик, 4 разряд, 2010–2011 гг.
• НОУ «ЦДПО Тушинский учебный комбинат», удостоверение сварщика, 2014–2015 гг.
сварка 3 000 ₽
аргонная сварка договорная
пайка металлов 250 — 500 ₽
изготовление баков договорная
Еще 1 услуга
Все как и договаривались. Спасибо!
Все отзывы
Выбрать
Дмитрий Константинович Башков
Услуги: мебель, металлоконструкции, отопление
Образование: ПТУ №3 (г. Волжский), специальность – электрогазосварщик 5 разряда (2004 г.).
Опыт работы – с 2008 года.
отопление 2 500 ₽/точка
мебель договорная
сборка мебели договорная
металлоконструкции договорная
Еще 11 услуг
👍👍👍👍👍
Все отзывы
Выбрать
Алексей Владимирович Тимонин
Услуги: металлоконструкции, сварка, электрическая дуговая сварка
Образование:
• ПТУ №145 (г. Москва), специальность – электрогазосварщик 3 разряда, газосварщик 6 разряда, 1986 г.
Опыт:
• Опыт работы — 30 лет.
металлоконструкции договорная
сварка 1 000 ₽
сварка металлоконструкций 500 ₽
аргонная сварка 1 000 ₽
Еще 6 услуг
Добросовестный мастер. Работа выполнена качественно, в соответствии с договоренностью. Спасибо!
Все отзывы
Выбрать
Роман Юрьевич Лагерев
Услуги: сварка, аргонная сварка, изготовление баков
Образование: СПТУ №82, специальность – электросварщик (1988 г. ).
Электросварщик 6 разряда.
Опыт работы – с 1988 года.
сварка договорная
аргонная сварка 2 000 — 15 000 ₽
сварка металлоконструкций договорная
обучение сварке договорная
Еще 3 услуги
Ну, что сказать… Очень опытный и профессиональный Мастер!Работа (сварка сложных профилей из нержавеющей стали) выполнена на очень высоком уровне.Р…
Все отзывы
Выбрать
Показать еще
12345…28
Подобрать мастера?
Подобрать
аргонная сварка алюминия — как выбрать мастера в Москве?
Вы можете найти мастера по каталогу или создать заказ — тогда специалисты откликнутся сами. «MasterDel.ru» представляет лучших мастеров по услуге «аргонная сварка алюминия».
аргонная сварка алюминия — какой средний рейтинг мастера в Москве?
4.75 средняя оценка мастера в категории аргонная сварка алюминия в Москве на основе 83 проверенных отзывов
Алюминий металл чрезвычайно интересный, широко применяющийся в промышленности, его используют при производстве баночных изделий, изделий для напитков, емкостей для чего-либо и иных полезных вещей. Так же, алюминий используется и в разовых монтажных работах, и естественно, требует проведения различных сварочных работ. Как известно, различают несколько способов сварки алюминия, один из них аргонодуговая сварка. Это один из самых простых методов сварки, к тому же один из самых эффективных методов. Аргонодуговая сварка применяется с использованием неплавящегося вольфрамового электрода. Качество швов, оставляемых в процессе проведения сварочных работ, напрямую зависит от чистоты самого аргона, сварочного аппарата и подготовке металла к сварке, аргон желательно использовать без примесей . Наиболее плотные швы получаются так же при комбинировании аргона с гелием, с процентным соотношением примерно 35 на 64 процентов. Стоит так же помнить, что в той или иной степени, алюминий будет вступать в реакцию с кислородом, насколько бы хороша не была защитная среда, поэтому, материал нуждается в соответствующей постобработке. Имейте в виду, что в некоторых случаях, образование неровностей на поверхности, пузырчатости не подлежит удалению, это может быть связано с самим качеством исходного материала, чистоте аргона или же в самом защитном слое. Конечно, данные варианты рассматриваются при полном профессионализме сварщика, который выполняет работу. Наконечник вольфрамового электрода для сварки алюминия. А вот видео о том как это делается в домашних условиях. Ну что же, вот в принципе и метод ручной аргонодуговой сварки неплавящимся электродом. Как уже было замечено, способ один из самых простых и широко применяемых в последние годы, причем не только в разовых работах по ремонту, монтажу и т.д., но и в промышленных масштабах тоже. Важно помнить, что проведение любых сварочных работ, даже самых простых, таких как аргонодуговая сварка, подразумевает наличие профессионального сварщика, с соответствующей подготовкой, а так же всего необходимого оборудования, включая элементы защиты для самого сварщика. Необходимо помнить, что выполнение сварки возможно в специальных условиях и крайне нежелательно проводить работы подобного плана в домашних условиях . Это может привести за собой уничтожение предметов домашнего обихода, а так же различные разрушения в самой квартире или доме, поэтому, работы лучше проводить вне помещений вовсе или в специально отведенных мастерских. |
 п.
п.


 Узнайте все о выпрямителях, прочитав статью о оснащении и принципе работы сварочных выпрямителей.
Узнайте все о выпрямителях, прочитав статью о оснащении и принципе работы сварочных выпрямителей.
 org
org
 Чтобы не появились горячие трещины, швы не следует располагать близко друг к другу. Допускается также добавление специальных улучшающих модификаторов в металл.
Чтобы не появились горячие трещины, швы не следует располагать близко друг к другу. Допускается также добавление специальных улучшающих модификаторов в металл.
 Перед сваркой стоит зачистить изделие либо место сварки от загрязнений. Рекомендуется перед аргоновой сваркой обезжирить место сварки каким либо средством. То есть подготовку к сварке можно разделить на физическую и химическую. Теперь у нас деталь зачищена и готова к сварке.
Перед сваркой стоит зачистить изделие либо место сварки от загрязнений. Рекомендуется перед аргоновой сваркой обезжирить место сварки каким либо средством. То есть подготовку к сварке можно разделить на физическую и химическую. Теперь у нас деталь зачищена и готова к сварке.

MIG Welding Aluminium
Итан Бэйл
Дуговая сварка металлическим газом представляет собой универсальный процесс, который широко используется для сварки алюминия. Используется электрод постоянного тока положительной полярности, а для обеспечения защиты используется инертный газ. Этот процесс также может быть адаптирован для сварки в нерабочем положении.
Этот процесс также может быть адаптирован для сварки в нерабочем положении.
Защитный газ
Параметры сварки
Техника сварки
Совместный дизайн
Смотрите также:
Защитный газАлюминий является химически активным металлом. Следовательно, при сварке необходимо эффективное экранирование. Обычно аргон и гелий или их смесь используются в качестве защитного газа при MIG-сварке алюминия. Оба газа имеют свои преимущества. Профиль валика и пенетрация, полученные в металлическом алюминии, различны для гелия и аргона.
Аргон обеспечивает эффективную защиту и обеспечивает плавную и стабильную работу дуги. Шарик более узкий и выпуклый, чем полученный с гелием. Центральная часть бусины проникает глубже, а боковые – мельче.
Однако при определенных силах тока гелий является предпочтительным газом, поскольку он обеспечивает более глубокое проплавление дуги. Дуга горячее с гелием. Кроме того, данное изменение длины дуги приводит к большим колебаниям напряжения дуги. Профиль борта выглядит более плоским и широким. Проникновение в среднем глубже, чем у аргона, и равномерно по ширине под валиком.
Дуга горячее с гелием. Кроме того, данное изменение длины дуги приводит к большим колебаниям напряжения дуги. Профиль борта выглядит более плоским и широким. Проникновение в среднем глубже, чем у аргона, и равномерно по ширине под валиком.
Смесь гелия и аргона дает смесь преимуществ обоих газов. Смесь, содержащая 75 % гелия и 25 % аргона, широко используется при сварке алюминия методом MIG, поскольку она обеспечивает преимущества обоих газов без каких-либо нежелательных свойств любого газа. Дуга гладкая и стабильная, а проникновение равномерно глубоко под валик.
Параметры сваркиВ следующей таблице показаны рекомендуемые параметры сварки, когда алюминий разной толщины сваривается методом GMAW.
Угол наклона горелки важен при сварке MIG алюминия. Рекомендуется угол 30°.
Что касается защитного газа, аргон рекомендуется для тонких и средних материалов. Для более толстых материалов можно использовать 50 % аргона с 50 % гелия.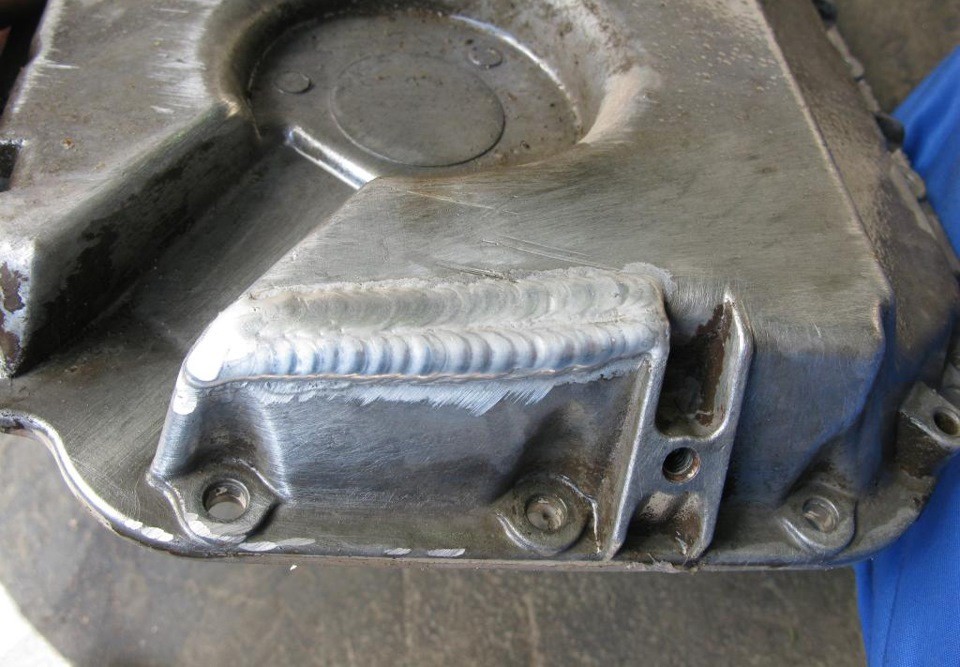 При сварке в потолочном положении сварочный ток, указанный в таблице выше, следует уменьшить на 10 %, а скорость подачи защитного газа увеличить на 10 %. Кроме того, при использовании материала подложки ток следует увеличить на 10–15 %.
При сварке в потолочном положении сварочный ток, указанный в таблице выше, следует уменьшить на 10 %, а скорость подачи защитного газа увеличить на 10 %. Кроме того, при использовании материала подложки ток следует увеличить на 10–15 %.
Чистота важна при сварке алюминия, независимо от процесса. При использовании сварки MIG следует помнить следующее:
- Выступ 1 дюйм (25 мм) хорошо подходит для сварки MIG алюминия.
- Во избежание образования кратерных трещин следует использовать выступы для набегания/натекания. Хотя это не всегда возможно. Обычно используемый метод заключается в том, чтобы зажечь дугу на 1 дюйм (25 мм) впереди начальной точки и отвести ее назад к начальной точке. После этого он может двигаться в первоначально намеченном направлении.
- Аналогичным образом перед остановкой дуга может быть возвращена назад на один дюйм, а затем доведена до конечной точки. Скорость перемещения может быть увеличена на последнем участке, чтобы ограничить размер сварочной ванны.
- Высокие скорости перемещения со стрингерными валиками рекомендуются при сварке алюминия дуговой сваркой в среде защитного газа.
- При соединении одинаковой толщины основного металла рабочий угол сварочной горелки должен быть одинаковым с обеих сторон. При соединении разной толщины лучше направить дугу в сторону более тяжелого сечения.
- При сварке в горизонтальном положении пистолет должен быть направлен немного вверх.
- При сварке корневых проходов можно использовать немного меньший ток по сравнению с рекомендуемыми параметрами в таблице выше. Это помогает достичь слияния корней без избыточного проникновения. В последующих проходах можно использовать более высокую погонную энергию.
- Качество сварки MIG во многом зависит от эффективности оборудования подачи проволоки. Используемые приводные ролики должны соответствовать размеру проволоки и сорту алюминиевой проволоки. Используйте вкладыши нейлонового типа в кабельных сборках.
- Сварочный пистолет в основном имеет водяное охлаждение, за исключением пистолетов, используемых для малых токов.
- Источник питания может быть источником постоянного тока (CC) с соответствующим механизмом подачи проволоки с датчиком напряжения. Этот тип источника питания предпочтителен для сварки толстых слоев основного металла.
- Источник питания также может быть источником постоянного напряжения (CV) с механизмом подачи проволоки с постоянной скоростью. Этот тип предпочтителен для тонких толщин основного металла. С источником C-V легче инициировать дугу и контролировать ее.
- Иногда также используется источник постоянного тока с механизмом подачи проволоки с постоянной скоростью. Это обеспечивает стабильную выходную мощность и высокое качество сварки.


Рекомендуемые схемы подготовки кромок, которые можно использовать для сварки MIG алюминия, показаны на рисунке ниже.
Итак, немного о сварке MIG алюминия. Пожалуйста, поделитесь своими мыслями в разделе комментариев ниже.
См. также:
- Дуговая сварка алюминия: как сварить алюминий
- Сварка алюминия методом ВИГ
Как выбрать лучший сварочный газ для сварки ВИГ
Сварочный газ для сварки ВИГ
При сварке ВИГ углеродистой стали, нержавеющей стали, алюминия, меди и никелевых сплавов мы используем только инертные газы, такие как аргон (Ar) и Гелий (He) и они являются основными сварочными защитными газами для сварки TIG нержавеющей стали, алюминия, углеродистой стали, медных сплавов или любого другого материала. Оба этих газа являются инертными газами и используются либо как отдельные компоненты, либо как смешанные компоненты (например, смесь аргона и гелия), а также в качестве сварочного газа Tri-mix для специальных применений.
Оба этих газа являются инертными газами и используются либо как отдельные компоненты, либо как смешанные компоненты (например, смесь аргона и гелия), а также в качестве сварочного газа Tri-mix для специальных применений.
Сварочные защитные газы используются для защиты сварного шва от загрязняющих веществ в атмосфере. Наиболее распространенным защитным газом является аргон, который инертен и не вступает в реакцию с металлом сварного шва. Другие защитные газы включают гелий, углекислый газ и азот. Гелий используется для сварки алюминия, потому что его температура плавления ниже, чем у аргона. Углекислый газ используется для толстых стальных листов, потому что он обеспечивает хорошее проникновение.
Небольшое количество кислорода (O), азота (N) и водорода (H) иногда добавляют в аргон или гелий для придания особых характеристик сварочному газу для сварки TIG нержавеющей стали, дуплексной нержавеющей стали, титана или меди. сплавы.
Прежде чем мы узнаем о каждом типе сварочного газа, давайте сначала посмотрим, что подразумевается под инертным газом в терминологии сварочных газов.
Что такое инертный сварочный газ и почему он используется при сварке?
Инертный сварочный газ означает отсутствие реакции между расплавленной сварочной ванной и защитным газом. Аргон или гелий, если они используются для защиты или продувки сварочного газа, сварочная ванна не будет реагировать с этими газами с образованием их оксидов.
Разница между защитой газа, продувкой газом и отводом газа?
Например, если кислород используется для защиты, кислород будет реагировать с элементами с образованием их оксидов, таких как оксид марганца или оксид кремния. При этом драгоценные легирующие элементы будут потеряны. Но при использовании инертных газов эти элементы сохраняются в сварном шве без потерь, а шов также имеет высокую чистоту поверхности.
Аргон, будучи инертным газом, является одноатомным газом (т. е. его молекула состоит из одного атома вместо двух атомов в случае обычных газов, таких как кислород, азот, хлор и т. д.). Аргон извлекается из земной атмосферы сжижением воздуха до 9чистота 9,99%. Поставляется в виде сжатого газа в баллонах или в виде жидкости при температуре ниже —184°С в больших изотермических емкостях. Для объемного хранения предпочтительна последняя форма, но необходимо обеспечить подходящее оборудование для испарения газа для его распределения в цехе.
д.). Аргон извлекается из земной атмосферы сжижением воздуха до 9чистота 9,99%. Поставляется в виде сжатого газа в баллонах или в виде жидкости при температуре ниже —184°С в больших изотермических емкостях. Для объемного хранения предпочтительна последняя форма, но необходимо обеспечить подходящее оборудование для испарения газа для его распределения в цехе.
Сварочные газы Система классификации
Сварочные газы для защиты или продувки классифицируются в спецификации AWS A5.32 и стандарте ISO 14175 для защитных газов.
Какие сварочные газы используются для сварки TIG нержавеющей стали?
Сварочный газ аргон для сварки TIG нержавеющей стали, углеродистой стали, алюминия
Аргон является наиболее используемым газом для сварки TIG (GTAW) во всем мире. Классификация AWS A5.32 чистого аргона — SG-A с минимальным уровнем чистоты 99,997%, максимальной влажностью 10,5 ppm и максимальной точкой росы влажности при 1 атмосферном давлении — 76 °F.
Обозначение ISO 14175 для чистого аргона: ‘I1 ’. Чистый аргон инертен по своей природе и не вступает в реакцию с вольфрамовыми стержнями и металлом сварного шва. Благодаря высокой плотности аргона защитная оболочка очень эффективно защищает сварочную ванну от окисления.
Свойства зажигания сварочной дуги с аргоном хорошие из-за низкой ионизации аргона и, следовательно, требуется низкое сварочное напряжение.
Гелиевый сварочный газ для сварки TIG нержавеющей стали, углеродистой стали, алюминия
Гелий — это инертный сварочный газ. Поскольку в большинстве случаев сварки нержавеющей стали требуется низкое тепловложение для обеспечения контроля аустенитных фаз, а гелий обеспечивает высокое тепловложение при сварке, чистый гелий не используется для сварки нержавеющей стали методом TIG. Чистый гелий в качестве сварочного газа в основном используется для сварки меди, магния и алюминия.
Как сваривать алюминий методами TIG, MIG и дуговой сварки?
Обычно смешивается с аргоном в качестве второстепенного газового компонента. Гелий имеет более низкую плотность по сравнению с аргоном и, следовательно, требует более высокой скорости потока защитного газа.
Гелий имеет более низкую плотность по сравнению с аргоном и, следовательно, требует более высокой скорости потока защитного газа.
Чистый гелий поддерживает режим шаровидного переноса, и его необходимо смешивать с минимум 20% аргона для поддержки режима распылительного переноса при сварке.
Аргоно-гелиевая сварочная газовая смесь для сварки TIG нержавеющей стали, углеродистой стали, алюминия
Как указано, чистый гелий не используется для сварки TIG нержавеющей стали, а смешивается с аргоном, чтобы сделать эффективный сварочный газ для сварки TIG. Классификация газов SG-AHe-10 согласно AWS A5.32 является примером такой газовой смеси, используемой для сварки нержавеющей стали. В основном для сварки меди методом TIG используются смеси с более высоким содержанием гелия (например, SG-HeA-25).
При добавлении гелия в защитный газ напряжение, необходимое для сварки, выше. Отсюда повышенная температура дуги. Это приводит к более глубокому проплавлению шва.
Газовая смесь для сварки аргоном и водородом для сварки TIG нержавеющей стали, углеродистой стали, алюминия
Водород, являющийся реактивным сварочным газом, ограничен как второстепенный газовый компонент только в небольших количествах, т. е. обычно от 1 до 5% при сварке нержавеющей стали. Добавление водорода полезно для увеличения скорости сварки, поскольку водород увеличивает подводимое тепло при сварке.
е. обычно от 1 до 5% при сварке нержавеющей стали. Добавление водорода полезно для увеличения скорости сварки, поскольку водород увеличивает подводимое тепло при сварке.
Водород также оказывает восстановительное действие при сварке, удаляя кислород из сварного шва, который может снизить ударную вязкость сварного шва.
Эти газовые смеси используются только для сварки сплавов на основе никеля или аустенитной нержавеющей стали. Водород, если он используется для ферритных или мартенситных базовых материалов, может привести к водородному растрескиванию. Примерами классификации AWS A5.32 для сварочного газа аргон-водород являются SG-AH-1 и SG-AH-2.
Аргонно-азотная сварочная газовая смесь для сварки TIG нержавеющей стали, углеродистой стали, алюминия
Аргонно-азотная сварочная газовая смесь используется в основном для сварки дуплексной и супердуплексной сварки нержавеющей стали (хромоникелевой стали). Азот, являющийся сильным аустенитным стабилизатором, в основном используется для сварки дуплексной и супердуплексной нержавеющей стали для поддержания баланса аустенитной и ферритной фаз в микроструктуре сварного шва.
Классификация AWS A5.32 для смеси аргона и азота — SG-NH. СГНХ-2 Наиболее часто используемая классификация сварочных газов для этой категории.
Таблица сварочных газов для сварки TIG и MIG
Таблица сварочных газов для сварки TIG и MIG углеродистой стали, нержавеющей стали, дуплексной нержавеющей стали, никелевых сплавов и алюминиевых сплавов приведены ниже для справочных целей. См. действующую квалификационную спецификацию, чтобы соответствовать требованиям к сварочному газу.
| Сварочный газ | Carbon Steel | 300 Series Steel | 32205, 1.4462 (Standard Duplex Steel) | 32520, 32750 (Super Duplex Steel) | Ferritic stainless steel | Nickel base alloys | Aluminum |
|---|---|---|---|---|---|---|---|
| Pure Argon | ✔ | ✔ | ✔ | ✔ | ✔ | X | ✔ |
| Pure Helium | X | X | X | X | X | ✔ | ✔ |
| Argon-Helium mix | X | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ |
| Argon with hydrogen 2- 5% | X | ✔ | X | X | X | ✔ | X |
| Argon with Nitrogen 1-2% | X | X | ✔ | ✔ | X | X | X |
| Argon with helium (30% ) & 1-2% Nitrogen | X | X | ✔ | ✔ | X | X | X |
Какой газ лучше всего подходит для сварки TIG?
Лучшим газом для сварки TIG является аргон (Ar). Сварочный газ аргон можно использовать для сварки TIG углеродистой стали, нержавеющей стали, алюминия, медных сплавов или любого другого материала. Сварочный газ аргон обеспечивает низкую ионизацию и, следовательно, низкое тепловложение.
Сварочный газ аргон можно использовать для сварки TIG углеродистой стали, нержавеющей стали, алюминия, медных сплавов или любого другого материала. Сварочный газ аргон обеспечивает низкую ионизацию и, следовательно, низкое тепловложение.
Сварные швы, выполненные в среде аргона, отличаются высоким качеством и очень чистой поверхностью. Аргон имеет более высокую плотность, чем гелий, и, следовательно, требует более низкой скорости потока газа по сравнению с гелием.
Газ для сварки ВИГ углеродистой и низколегированной стали
Аргон является основным сварочным газом для сварки ВИГ углеродистой или низколегированной стали. Подробная информация о различных сварочных газах, используемых при сварке TIG, приведена в таблице выше для различных материалов. Классификация сварочного газа TIG для сварки углеродистой стали — SG-A в соответствии со спецификацией AWS A5.32.
Газообразный азот в качестве сварочного газа никогда не используется для сварки углеродистой стали, низколегированной стали или ферритной нержавеющей стали. Причина в том, что азот отвечает за пористость при сварке углеродистой, малоуглеродистой или низколегированной стали и ферритной стали. Защитные газы не должны также смешиваться с азотом для сварки этих материалов.
Причина в том, что азот отвечает за пористость при сварке углеродистой, малоуглеродистой или низколегированной стали и ферритной стали. Защитные газы не должны также смешиваться с азотом для сварки этих материалов.
Какой газ используется для сварки алюминия методом TIG?
TIG сварка алюминия осуществляется с использованием чистого аргона ( SG-A ) или смеси аргон + гелий (SG-AHe-10). Но в основном для сварки TIG алюминия используется чистый аргон.
Как сваривать алюминий методами TIG, MIG и дуговой сварки?
Какой защитный газ для сварки MIG?
Аргон, CO 2 , смесь аргона и гелия, смесь аргона и CO2 в основном используются для сварки MIG. Щелкните приведенные ниже ссылки, чтобы узнать о различных защитных газах, используемых для сварки MIG-MAG и FCAW.
Защитные газы для сварки MIG-MAG, TIG и FCAW и чистота защитных газов
Сварочный газ Tri-Mix для сварки нержавеющей стали компоненты газа.
 Они обеспечивают дополнительные характеристики сварочной дуги для поддержки режимов переноса металла , таких как, например, короткое замыкание, распыление или шаровидная сварка .
Они обеспечивают дополнительные характеристики сварочной дуги для поддержки режимов переноса металла , таких как, например, короткое замыкание, распыление или шаровидная сварка .Для сварки углеродистой стали SG-ACO-5 (аргон баланс, 5-10% CO 2 и 1–6 % кислорода) классификация в основном используется для сварочных газов Tri-mix. SG-AHeO Tri-mix используется для сварки нержавеющей стали. SG-AHeO содержит сварочные газы аргон, гелий и кислород. Гелий обеспечивает высокую температуру сварки, а добавки кислорода обеспечивают текучесть сварного шва, устраняя вялые валики сварного шва.
Способ переноса металла обычно представляет собой перенос распылением с газовой смесью SG-AHeO (аргон, гелий и кислород). Эти газовые смеси также уменьшают пористость сварного шва. SG-AHeO также можно использовать для сварки углеродистой стали и низкоуглеродистой стали, но содержание кислорода должно поддерживаться на низком уровне.
Сварочный газ MIG 75/25
Сварочный газ MIG 75/25 или аргон (75%) + CO 2 (25%) газовая смесь в основном используется для сварки мягкой стали, углеродистой стали и низколегированной стали с использованием Сварка МИГ-МАГ. 75-25 Классификационный номер сварочного газа — SG-AC-25 согласно AWS A5.32.
Нажмите здесь, чтобы узнать подробности о сварочном газе 75/25.
Похожие сообщения:
- Свойства и характеристики Сварка Защитные газы
- Разница между газовой защитой, газовой продувкой и отводом газа?
- Защитные газы для сварки TIG MIG и FCAW нержавеющей стали, дуплексной стали
- Защитные газы для сварки MIG-MAG, TIG и FCAW и чистота защитных газов
 В зависимости от состава деформируемые сплавы подразделяются на термообрабатываемые и нетермообрабатываемые.
В зависимости от состава деформируемые сплавы подразделяются на термообрабатываемые и нетермообрабатываемые.
 Правильная конструкция соединения и подгонка являются важными шагами для обеспечения прочного соединения после завершения сварки. Обязательно учитывайте требуемую степень прочности, положение сварки, толщину металла и доступность соединения.
Правильная конструкция соединения и подгонка являются важными шагами для обеспечения прочного соединения после завершения сварки. Обязательно учитывайте требуемую степень прочности, положение сварки, толщину металла и доступность соединения. Третий процесс, дуговая сварка металлическим электродом в среде защитного газа (SMAW) или электродуговая сварка, имеет ограниченное применение на алюминии и используется в основном для небольших ремонтных работ на материале толщиной 1/8 дюйма или более. M etal A rc W elding или Стержневой электрод
Третий процесс, дуговая сварка металлическим электродом в среде защитного газа (SMAW) или электродуговая сварка, имеет ограниченное применение на алюминии и используется в основном для небольших ремонтных работ на материале толщиной 1/8 дюйма или более. M etal A rc W elding или Стержневой электрод  Как правило, это требует незначительной отделки после сварки или вообще не требует ее. Это процесс электросварки, при котором тепло для сварки генерируется электрической дугой между концом неплавящегося вольфрамового электрода и основным металлом. При необходимости можно добавить присадочный металл. Инертный защитный газ обеспечивает защиту дуги. (Инертный газ создает защитную атмосферу вокруг места сварки.)
Как правило, это требует незначительной отделки после сварки или вообще не требует ее. Это процесс электросварки, при котором тепло для сварки генерируется электрической дугой между концом неплавящегося вольфрамового электрода и основным металлом. При необходимости можно добавить присадочный металл. Инертный защитный газ обеспечивает защиту дуги. (Инертный газ создает защитную атмосферу вокруг места сварки.) Два наиболее распространенных типа GMAW:
Два наиболее распространенных типа GMAW: Смеси аргона и гелия 25% Ar/75% He полезны для более толстых материалов (более 0,5 дюйма). Гелий создает более горячую дугу, что иногда необходимо из-за алюминия. Высокая теплопроводность, а также более широкая форма сварного шва.0005
Смеси аргона и гелия 25% Ar/75% He полезны для более толстых материалов (более 0,5 дюйма). Гелий создает более горячую дугу, что иногда необходимо из-за алюминия. Высокая теплопроводность, а также более широкая форма сварного шва.0005
 Для запуска и стабилизации дуги используется высокочастотный генератор. Электроды из чистого или цирконированного вольфрама используются для сварки переменным током. Вольфрамовые электроды следует изготовлять с наконечником в форме полусферы.
Для запуска и стабилизации дуги используется высокочастотный генератор. Электроды из чистого или цирконированного вольфрама используются для сварки переменным током. Вольфрамовые электроды следует изготовлять с наконечником в форме полусферы. Перенос присадочного металла осуществляется в режиме распыления. Предлагаемые настройки для ручного GMAW в горизонтальном положении (защитный газ аргон):
Перенос присадочного металла осуществляется в режиме распыления. Предлагаемые настройки для ручного GMAW в горизонтальном положении (защитный газ аргон): Поверхность основного металла должна быть очищена от жира, масла, краски, грязи и т. д. Чистая поверхность обеспечит более гладкое и прочное соединение. Почистите поверхность пластины и края металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и окислы. Необходимо надевать перчатки, чтобы предотвратить попадание масла или грязи на поверхность соединения.
Поверхность основного металла должна быть очищена от жира, масла, краски, грязи и т. д. Чистая поверхность обеспечит более гладкое и прочное соединение. Почистите поверхность пластины и края металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и окислы. Необходимо надевать перчатки, чтобы предотвратить попадание масла или грязи на поверхность соединения.
