51 отзывов о СТО СВАРКА АРГОННАЯ АЛЮМИНИЯ, ЧУГУНА, НЕРЖАВЕЙКИ, г. Барнаул, ул. Попова
Мы свариваем детали автомобилей, мотоциклов, даже яхты, а также прочие изделия из алюминия, чугуна, нержавейки, стали и сплавов металлов. Зачастую. Oсуществляет работы в любой области аргоновой сварки. Мы с легкостью проведем все необходимые сопутствующие сварочные работы по аргону и дуговой сварки. В цистерне появилась течь, необходима сварка и пропарка? Мы даже ее пропарим и заварим на высшем уровне. Мы работаем с физическими лицами, которым требуется сварить различные металлы алюминий, нержавейки, латунь, Титан и железо.
Заметили ошибку в описании? Сообщите, исправим!
Рейтинг: 4.5 из 5
3.
Время визита: 03:03:2020
После дтп вырвало крепления ДВС позвонил приехал сварщик на место обсудили пять минут и он преступил к работе сделал все быстро и качественно постарался сделать так чтобы было не видно при продаже.
Рейтинг: 4.5 из 5
2.07.2019
Матвей
на Мазда
Замечательный сервис делает всё отлично и качественно. Картинка правильно подобранная
Картинка правильно подобранная
Краснеть за работу не придется. Так держать.
Рейтинг: 4.5 из 5
5.03.2018
СЕРЕГА
на ШЕВРАЛЕ
Время визита: 15:02;2018
Тварит чудеса с алюминием теперь только к нему больше не куда СУПЕР.
Рейтинг: 4.5 из 5
16.04.2017
Сергей
на Mercedes-Benz
Пробил поддон на Mercedes-Benz позвонил обзвонил весь город не кто не хотел делать на месте мол надо снимать на месте не один аргоньшик не сделает на месте.
23.04.2017 ответ автосервиса (Сварка алюминия,нержавейки)
Спасибо вам Сергей за отзыв.
Рейтинг: 4. 5 из 5
30.03.2016
Елена
5 из 5
30.03.2016
Елена
Время визита: 30;03;16
По нашим дорогам не только у машин ломается подвеска но и у детских колясок как произошло с нашей нашли номер сваршика созвонились и мы с сыном приехали к мастеру он все с делал быстро и качественно на мой взгляд. Спасибо
Рейтинг: 4.
Время визита: 23:03:16
Снимали генератор на УАЗ и мантажкоуй проткнули блок двс приехали к Ростиславу заварил быстро дешево.
Рейтинг: 4. 5 из 5
23.03.2016
Михаил
5 из 5
23.03.2016
Михаил
Время визита: 23;03;16
Профессионал своего дела молодец ставлю пять звезд
Рейтинг: 4. 5 из 5
23.03.2016
АРТЕМ
5 из 5
23.03.2016
АРТЕМ
Время визита: 23:03:16
ОТЛИЧНО
Рейтинг: 4.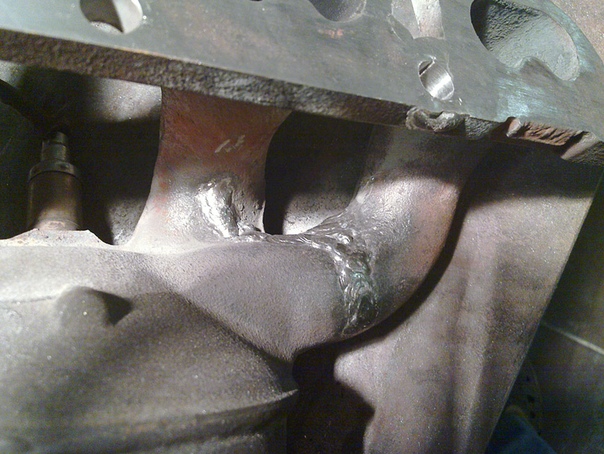 5 из 5
22.03.2016
Ринат
5 из 5
22.03.2016
Ринат
Время визита: 22:03:16
Варит замечательно берется за любой кипещ.
Рейтинг: 4. 5 из 5
22.03.2016
Дмитрий
на логан
5 из 5
22.03.2016
Дмитрий
на логан
Время визита: 21;04;16
Заварил и востановил резьбу на сливной пробке на поддоне от рено логан качественно. Спасибо.
Рейтинг: 4. 5 из 5
18.03.2016
Егор
5 из 5
18.03.2016
Егор
Время визита: 18:03:16
Вызвали сварщика на объект ремонтировать пищевые разделочные столы из нержавейки справился на отлично
Рейтинг: 4. 5 из 5
18.03.2016
Игорь
5 из 5
18.03.2016
Игорь
Время визита: 17:03:16
Отличный сварщик советую всем не пожалеете.
Рейтинг: 4. 5 из 5
14.03.2016
Матвей
5 из 5
14.03.2016
Матвей
Время визита: 14;03;16
Хочу сказать вам большое спасибо за ваше мастерство и за мобильность
Рейтинг: 4. 5 из 5
14.03.2016
Кумир
5 из 5
14.03.2016
Кумир
Время визита: 14;03;16
Созвонились с Ростиславом договорились,что он приедит прям к нам в сервис через час он приехал восстановил крепления подушки ДВС быстро и качественно. Спасибо будем обращаться только к вам. Ps.С уважением автосервис Кумир.
Рейтинг: 4.5 из 5
13.03.2016
Вадим
Время визита: 12;03;16
Решил переделать выпускную систему на своем байке приехал в очередной раз к Ростиславу сделал как всегда все супер.
Рейтинг: 4.5 из 5
13.03.2016
Джон
Время визита: 12:03:16
Заварил детали с мотоцикла на ура хотя другие сварщики не брались за работу отговаривались что там метал плахой порошковый Ростислав справился с поставленной задачей суперски сегодня после установки решил проверить на прочность держится все хорошо. Спасибо.
Спасибо.
Рейтинг: 4.5 из 5
13.03.2016
Ирина
Время визита: 12;03;16
Хорошо исправил ошибки предыдущего сварщика на крышке клапанов за мизерную цену. Спасибо
Спасибо
Рейтинг: 4.5 из 5
12.03.2016
Евгений
Время визита: 12;03;16
Восстановил посадочное места для шаровой на рычаге от бмв, сэкономил деньки и время Отлично
Рейтинг: 4..jpg.19c18e68f90ed371dc5aad53ab57cfe0.jpg) 5 из 5
11.03.2016
Егор
5 из 5
11.03.2016
Егор
Время визита: 11:03:16
Налетев на лядиной комок трассе пробил поддон и откололся от акпп кусок крепления поддона нашел здесь номер Ростислава созвонились,и я приехал с поддоном на сварку вовремя сварке я увидел на машине стоящий в боксе что он работает с выездом на место обсудили детали после просмотра фото Ростислав сказал приеду и все сделаю, приехал через два часа и все сделал в отлично даже во становил резьбу. Огромное спасибо за экономию средств и времени молодец.
Огромное спасибо за экономию средств и времени молодец.
12.03.2016 ответ автосервиса (Сварка алюминия,нержавейки)
Спасибо
Рейтинг: 4.5 из 5
11. 03.2016
Миха
03.2016
Миха
Время визита: 10;03;16
Приехал я к Ростиславу с неординарной просьбой можно даже сказать проблемой; сломалась у меня задъния подножка на мотоцикле и как назло вторую часть потерял хотеть заказывать новую, но их по, а дельности не продают брать пришлось бы только две. Ростислав отрезов две полоски листового метала (алюминия) посверкивал своей супер яркой сваркой после взял в руки простую болгарку и подножка как новая даже заводской рисунок сделал. Ростислав огромнейшие тебе спасибо в следивший раз только к тебе. С уважением от Михи
Ростислав огромнейшие тебе спасибо в следивший раз только к тебе. С уважением от Михи
12.03.2016 ответ автосервиса (Сварка алюминия,нержавейки)
Спасибо за отзыв.
Рейтинг: 4. 5 из 5
11.03.2016
Юрий
на Юрий
5 из 5
11.03.2016
Юрий
на Юрий
Время визита: 11:03;16
Заварил алюминиевый впускной коллектор с грузовика быстро и качественно.Огромное спасибо.
Рейтинг: 4. 5 из 5
9.03.2016
Дмитрий
на марк2
5 из 5
9.03.2016
Дмитрий
на марк2
Время визита: 09:03:16
Решил поставить прямоток на машину искал кто возьмется за эту работу нашел номер Ростислава обговорили по телефону приехал оставить авто когда приехал быть очень доволен сделано все отлично звук потрясающий
Рейтинг: 4. 5 из 5
9.03.2016
Артем
на киа
Время визита: 03;03;16
Сразу видно знает сваю работу делает все на 5++
Рейтинг: 4. 5 из 5
9.03.2016
Дминтрий
на ниссан
5 из 5
9.03.2016
Дминтрий
на ниссан
Время визита: 09;03;16
Великолепно. Ростислав справляется с любой работай и задачей, не однократно приезжаю. Советую лучше сварщика ни найдете в Барнауле
Рейтинг: 4. 5 из 5
9.03.2016
Эдуарт
на сузуки
5 из 5
9.03.2016
Эдуарт
на сузуки
Время визита: 09:03:16
Заварил подножки моего мотоцикла долго мучился, но все токи сделал все отлично самое приятное была цина
Аргонная сварка в Уфе стоимость
Сварочные работы в сервисе
Сервис «Автоформен» готов предложить своим клиентом один из самых технологичных видов работ. Сегодня мы расскажем, что собой представляет сварка аргоном. Очень часто для ремонта различных деталей автомобиля, выполненных из алюминиевого сплава, применяется сварка аргоном, если вы живете в Уфе, или находитесь в нашем городе проездом, вы всегда сможете провести ремонт автомобиля в нашем автосервисе.
Сегодня мы расскажем, что собой представляет сварка аргоном. Очень часто для ремонта различных деталей автомобиля, выполненных из алюминиевого сплава, применяется сварка аргоном, если вы живете в Уфе, или находитесь в нашем городе проездом, вы всегда сможете провести ремонт автомобиля в нашем автосервисе.
Описание процесса
Легко представить, что чтобы довести прочный материал до состояния пластичности – алюминий нужно нагреть до достаточно большой температуры. Какова технология сварка алюминия аргоном? При достижении необходимой температуры в зоне нагрева происходит повышение концентрации кислорода. Этот процесс вызывает такие деструктивные изменения как окисление металла с образованием пленки и плоскостную деформацию. Чтобы этого не случилось – аргонная сварка производится в защитной среде инертных газов. Инертный газ вытесняет кислород и препятствует окислению материала при выполнении шва. Если посмотреть на полученный шов – то можно по достоинству оценить его герметичность, ровность и отсутствие инородных включений. Также в среде инертного газа производится и сварка чугуна аргоном.
Также в среде инертного газа производится и сварка чугуна аргоном.
Перечень работ
В нашем автосервисе вы можете:
- провести сварочные работы для радиаторов из алюминия любой сложности;
- произвести ремонт с помощью сварочных операций блоков ДВС;
- отремонтировать корпуса АКПП и КПП с помощью сварки;
- провести сварку коллекторов всех типов автомобилей, как впускных, так и выпускных;
- провести ремонт алюминиевых труб любого диаметра, включая такие работы, как сварка труб аргоном;
- осуществить сварку дефектных алюминиевых дисков;
- провести ремонт нержавеющих деталей, при необходимости выполняется сварка нержавейки аргоном;
- произвести такую технологическую операцию, как горячая сварка чугуна.
Стоимость работ
Рассмотрим более подробно, как сварка аргоном влияет на стоимость ремонта. Так как любой полученный сварочный шов линеен, то традиционно сварка аргоном, проводимая в сервисе, учитывает протяженность шва, как правило, в расчнт принимается цена за сантиметр. Кроме этого мастер оценивает сложность поверхности, удобство доступа и срочность. Для того, чтобы сварка аргоном была проведена качественно, используется сложное оборудование и труд квалифицированных мастеров. Кроме этого имеет значение, какой материал подвергается сварке, так сварка черного металла аргоном вам обойдется дешевле чем, сварка титанового сплава. Сварка титана аргоном – один из самых сложных видов работ, поскольку этот материал обладает повышенной прочностью.
Кроме этого мастер оценивает сложность поверхности, удобство доступа и срочность. Для того, чтобы сварка аргоном была проведена качественно, используется сложное оборудование и труд квалифицированных мастеров. Кроме этого имеет значение, какой материал подвергается сварке, так сварка черного металла аргоном вам обойдется дешевле чем, сварка титанового сплава. Сварка титана аргоном – один из самых сложных видов работ, поскольку этот материал обладает повышенной прочностью.
Сварочные работы в сервисе «Автоформен»
Если в процессе ремонта необходима такая процедура, как сварка стали аргоном, то специалисты предприятия проведут ее на высоком технологическом уровне. Если вы хотите провести техническое обслуживание своего автомобиля или уточнить, как будет проводиться сварка аргоном, и какова цена на эти работы – пожалуйста, обращайтесь к специалистам автосервиса. Наш адрес: г. Уфа, ул. Трамвайная, 2В, вы можете позвонить нам по телефону: +7 (347) 216-67-97.
Точечная сварка — Аргоник — аргонная сварка
Наша компания оказывает услуги по точечной сварке в Москве.
Точечная сварка относится к контактной сварке. Процесс самой сварки чугуна или алюминия происходит плавлением за счёт возбуждения дуги между двумя медными электродами, между которыми и находится свариваемый металл. Помимо того на прочность сварного соединения влияет и давление, оказываемое электродами. То есть этот тип сварки можно отнести к комбинированному плавлением-давлением.
Данный вид сварки не так прост, как кажется на первый взгляд, а требует профессионализма сварщика. Давление должно быть таким, чтобы преодолеть пластическую деформацию металла, но не нарушить его целостность. Необходимое давление увеличивается пропорционально толщине металла и силе сварочного тока. При недостаточном давлении расплавленный метал выпрыскивается в зазор между металлом, а при недостатке силы тока обеспечен непровар. Если же составляющие точечной сварки превысят необходимое значение, то неизбежен прожог, нарушение целостности. Поэтому выбор режима сварки играет главную роль в формировании качественного сварного соединения.
При большой толщине свариваемого металла электрическая, тепловая и физическая нагрузка на электроды так велика, что срок их службы значительно сокращается. Тем более материал электродов выбран специально пластичным для увеличения электропроводности.
Точечная сварка позволяет надёжно скрепить листовой металл небольшой толщины, разнородный материал.
Поскольку здесь не используются защитные газы или шлаковые составляющие, то казалось бы, что газы окружающей среды могут свободно проникнуть в сварочную ванну. На самом деле, точка металла расплавляется исключительно между электродами и ограничена их диаметром. Проникновение вредных газов исключено. Сам металл точки кристаллизуется после прекращения внешнего воздействия от внешних поверхностей к центру и имеет, соответственно, столбчатую дендритную стуктуру.
Требования к качеству металла сварного точечного шва практически не отличаются от стандартных требований:
- отсутствие пор
- отсутствие трещин
- провар
- отсутствие прожогов и вмятин
- равномерная литая структура
- соответствие толщины металла и диаметра точки
Со сваркой низкоуглеродистой стали не возникает никакаих проблем, поскольку она обладает отличной свариваемостью. При сварке высокопрочных сталей следует увеличивать давление. При сварке высокоуглеродистых сталей, сталей склонных к закалке и с повышенным содержанием углерода, следует применять мягкие режимы. При жёстких режимах велика вероятность образования трещин.
При сварке высокопрочных сталей следует увеличивать давление. При сварке высокоуглеродистых сталей, сталей склонных к закалке и с повышенным содержанием углерода, следует применять мягкие режимы. При жёстких режимах велика вероятность образования трещин.
После процесса сварки лучше всего применить термообработку. Поскольку в момент образования расплавленного металла точки нагревалась и околошовная зона, то там остались внутренние напряжения, ухудшающие качество соединения. Можно сразу после окончания сварки повторно провести ток в точке. Но чаще всего применяют высокий отпуск.
Хорошо подвергаются контактной сварке нержавеющая сталь, хромоникелиевая и оцинкованная стали, алюминий и его сплавы, магниевые сплавы и многие другие.
Cварка чугуна аргоном – промышленный и домашний подход + Видео
Как приварить чугун – особенности формирования швов
Добиться качественного сварочного шва на чугуне достаточно проблематично. Связано это с целым рядом изменений в его структуре, происходящих в процессе нагрева.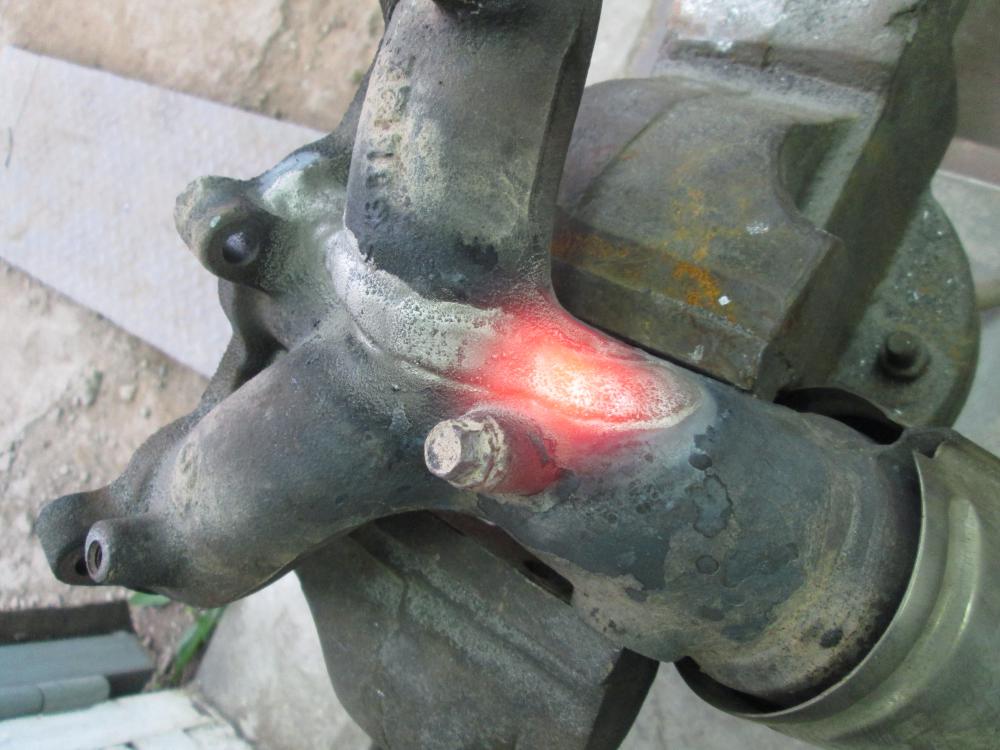 Поэтому он считается материалом, который тяжело поддается свариванию, в особенности, если проводится сварка чугуна в домашних условиях.
Поэтому он считается материалом, который тяжело поддается свариванию, в особенности, если проводится сварка чугуна в домашних условиях.
С учетом всех особенностей данного металла, аргонная сварка считается одним из самых надежных методов получения качественных швов на чугуне. Применение этой технологии дает возможность сделать шов, близкий по своим свойствам со свариваемым материалом.
Сварка чугуна полуавтоматом с использованием аргона предусматривает постепенный прогрев и охлаждение деталей. В результате чего в структуре металла происходит образование графита, что делает его более пластичным. Сварочные работы проводятся с использование прутков и флюсов, изготовленных из графитовых материалов.
Технология сварки чугуна – промышленные подходы
Современная технология сварки чугуна предусматривает два вида получения сварных швов: с помощью прогрева и с помощью холодной сварки. В современной промышленности практикуется более трех десятков методов сварки чугуна без предварительного прогрева.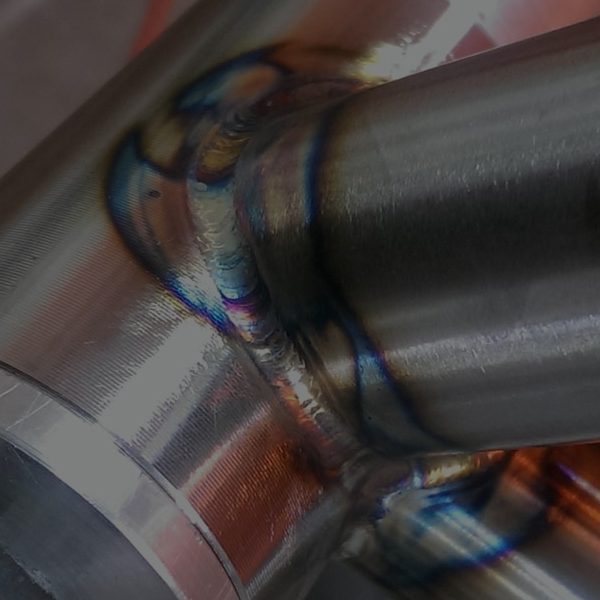 Наиболее часто применяются три вида:
Наиболее часто применяются три вида:
- с использованием стальных электродов.
- с помощью электродов со стержнями из цветных металлов.
- с электродами небольшого сечения с минимальным содержанием углерода.
Для тех, кто интересуется, как приварить чугун, будет любопытно узнать и то, что в промышленных условиях для холодного сваривания, в основном, применяются следующие электроды:
- ОЗЧ-2 – медностержневые электроды со специальным покрытием;
- МНЧ-2 – электроды со стержнем, в состав которого входят: никель, медь, железо и марганец.
Шовный металл, который получается в результате наплавки электродами марки ОЗЧ-2, достаточно хорошо поддается обработке. Единственный недостаток таких электродов – это их высокая стоимость. Стоимость электродов МНЧ-2 несколько ниже, и к тому же их можно изготовить в домашних условиях.
Сварка чугуна аргоном – лучший вариант для домашнего использования
Для получения при сваривании максимальной однородности металла довольно широко применяется сварка чугуна инвертором. Данный метод используется при работе ручной дуговой сваркой с подключением к трансформатору-выпрямителю.
Данный метод используется при работе ручной дуговой сваркой с подключением к трансформатору-выпрямителю.
При работе с инвертором используют электроды из чугунных прутков с тонким слоем обмазки и длиной до полуметра. Для получения шва ферритного типа применяется локальный прогрев металла до 300оC.
Наиболее сложными в применении, по мнению специалистов, считаются стальные электроды с графитовым покрытием. Шов, который образуется при работе такими электродами, отличается своей неоднородностью, что часто приводит к образованию трещин. Поэтому в промышленном производстве их применяют довольно редко.
Как видно из всего перечисленного, только полуавтоматическая аргонная сварка чугуна позволяет получать швы высокого качества. Для выполнения таких работ применяют электроды, изготовленные в виде чугунных пластин или порошковой проволоки.
Также для сварки аргонными полуавтоматами широко используются различные флюсы и присадки. Если же вы хотите больше узнать о том, как проводится сварка чугуна аргоном, видео на странице сайта поможет вам ознакомиться со всем процессом более подробно.
сварка154.рф | сварочные работы
Список работ, которые мы выполняем:
Сделайте заявку по телефону или через форму Обратной связи
Снятие двигателя, установка двигателя, снятия кпп, установка акпп, ремонт подвески, сварка глушителя, аргоновая сварка, пайка алюминия, аргонно дуговая сварка, аргоно дуговая сварка, ремонт масляных радиаторов, аргонодуговая сварка, сварка нержавеющей стали, сварка цветных металлов, аргонная сварка алюминия, ремонт замена катализаторов, ремонт глушителя автомобиля, ремонт радиаторов кондиционера, ремонт рамы грузового автомобиля, сварка топливного бака, ремонт выхлопной трубы, ремонт алюминиевых радиаторов, ремонт пластиковых бензобаков, сварка алюминия аргон аргонный, сварка алюминия аргоном, замена гофры глушителя, ремонт рамы газель, ремонт радиаторов грузовых автомобилей, сварка чугуна аргоном, сварка чугуна аргон, замена катализатора на пламегаситель, сварка аргоном выезд, ремонт рамы автомобиля грузовой, пайка бензобака, сварка прицепов, услуги сварки аргоном, ремонт рамы грузовика, ремонт рамы камаз, ремонт рамы внедорожника, гофра замена глушитель, сварка рамы велосипеда, ремонт рамы авто, ремонт трубы глушителя, ремонт глушителей новосибирск, сварка труб аргоном, сварка титана аргоном, сварка меди аргоном, сварка латуни, сварка меди, сварка титана, сварка латуни аргоном, ремонт выхлопной системы автомобиля, сварка автономная, сварка стали аргоном, сварка нержавейки аргонный, сварка дисков аргоном лить, сварка полуприцепов, ремонт рамы велосипеда, ремонт рам грузовых автомобильных рам, пайка алюминиевых радиаторов автомобилей, сварка велосипедной рамы, ремонт глушителя гофра, сварка аргоном в новосибирске, сварка рамы грузового автомобиля, сварка литых дисков аргоном, сварка рам грузовиков, сварка выхлопной трубы, сварка рамы газель, сварка аргоном новосибирск в, сварка ковша экскаватора, ремонт рамы газ, сварка силумина аргоном, ремонт пластиковых топливных баков, ремонт автомобилей сварочные работы, сто аргонная сварка, сто сварка аргоном, сварка рамы камаз, пайка ремонт радиаторов, ремонт грузовых рам автомобиль автомобильный, ремонт автомобильных рам грузовой, сварка ковшей экскаватор, пайка радиатора охлаждения двигателя, сварка силумина аргон, ремонт выхлопных систем автомобиль новосибирск, ремонт выхлопной системы в новосибирске, пайка радиаторов автомобиля алюминиевый, пайка радиатор, аргонная сварка, ремонт выхлопной системы в новосибирске, сварка выхлопной системы новосибирск, пайка радиаторов в Новосибирске, аргон алюминий сварка, тюнинг выхлопной системы новосибирск, катализатор замена ремонт, новосибирск тюнинг выхлопной системы, замена катализатора в новосибирске, ремонт топливных баков пластиков пластиковый, сварка автомобильных рам, сварка рамы автомобиля грузовой, ремонт глушителей, сварка аргоном за см. , ремонт бензобака, сварка грузового автомобиля, ремонт рам изготовление емкостей, изготовление металлоконструкций, сварка аргоном, аргоновая сварка, выполнение сварочных работ, пайка радиаторов, объявления сварочные работы, услуги сварочные работы, электро сварочные работы, выполню сварочные работы, сварочно монтажные работы, срочные сварочные работы, автосервис сварочные работы, автономная сварка, сборочно сварочные работы, ремонтно сварочные работы, изготовление металлоизделий на заказ, изготовление и монтаж металлоконструкций, требуются сварочные работы, ремонт глушителей новосибирск, сварка навесов, сварочные работы сварка, нужны сварочные работы, слесарные сварочные работы, слесарно сварочные работы, ищу сварочные работы, сварщик сварочные работы, изготовление металлоизделий ремонт, сварочные работы с выездом, строительство сварочные работы, сварочно наплавочные работы, металлоконструкции сварочные работы, сварочные работы сто, сварка с выездом, сварка аргоном в новосибирске, сварочные работы срочно, сварка, производим сварочные работы, сварка услуги сварщика, авито сварочные работы, сварочные работы навесы, услуги по сварке металла, услуги газовая сварка, реклама сварочных работ, ремонт выхлопной системы в новосибирске, сварочные работы фирма, сайт сварочные работы, изготовление баков топливных, сварочные работы в Новосибирске, услуги сварки сварщик газовый, распашной сварка, пайка радиаторов в новосибирске, сварочные работы металлоконструкция наплавочный навес услуга выполнение срочно электро сварщик фирма искать строительство срочный нужный монтажный слесарный автосервис слесарная выполнять сборочный реклама требоваться объявление сайт ремонтный авито сварка сто производить
, ремонт бензобака, сварка грузового автомобиля, ремонт рам изготовление емкостей, изготовление металлоконструкций, сварка аргоном, аргоновая сварка, выполнение сварочных работ, пайка радиаторов, объявления сварочные работы, услуги сварочные работы, электро сварочные работы, выполню сварочные работы, сварочно монтажные работы, срочные сварочные работы, автосервис сварочные работы, автономная сварка, сборочно сварочные работы, ремонтно сварочные работы, изготовление металлоизделий на заказ, изготовление и монтаж металлоконструкций, требуются сварочные работы, ремонт глушителей новосибирск, сварка навесов, сварочные работы сварка, нужны сварочные работы, слесарные сварочные работы, слесарно сварочные работы, ищу сварочные работы, сварщик сварочные работы, изготовление металлоизделий ремонт, сварочные работы с выездом, строительство сварочные работы, сварочно наплавочные работы, металлоконструкции сварочные работы, сварочные работы сто, сварка с выездом, сварка аргоном в новосибирске, сварочные работы срочно, сварка, производим сварочные работы, сварка услуги сварщика, авито сварочные работы, сварочные работы навесы, услуги по сварке металла, услуги газовая сварка, реклама сварочных работ, ремонт выхлопной системы в новосибирске, сварочные работы фирма, сайт сварочные работы, изготовление баков топливных, сварочные работы в Новосибирске, услуги сварки сварщик газовый, распашной сварка, пайка радиаторов в новосибирске, сварочные работы металлоконструкция наплавочный навес услуга выполнение срочно электро сварщик фирма искать строительство срочный нужный монтажный слесарный автосервис слесарная выполнять сборочный реклама требоваться объявление сайт ремонтный авито сварка сто производить
сварка алюминия нержавеющей стали под аргоном сварка легковых автомобилей сварка грузовых автомобилей спецтехники Новосибирск
Работаем с физическими и юридическими лицами. Выполняем сварочные работы , как в своей мастерской так и на выезде.
От мелких и простых работ , до сложных восстановительных мероприятий.
Виды сварочных работ, которые готова предложить наша компания:
Выполняем сварочные работы , как в своей мастерской так и на выезде.
От мелких и простых работ , до сложных восстановительных мероприятий.
Виды сварочных работ, которые готова предложить наша компания:
Aргонная сварка — данный вид работ применяется, когда необходим неразъемный сварной шов, совмещает в себе использование электрической дуги и газа
Газовая сварка — метод отличается долгим нагревом металлов, мощность удобно контролировать, в составе газосварки применяется горючий газ и кислород
Полуавтоматическая сварка — принцип работы полуавтоматом заключается в том, что защитный газ подается в зону сварки с электродной подвижной проволокой
Ручная дуговая сварка (MMA, РД, РДС) — в данном случае сварное соединение формируется при помощи электрической дуги, которая образуется между электродом и металлом
Сборочно-сварочные работы — сборка изделий перед сваркой по шаблонам, чертежам или первоначальной модели
Сварочно-ремонтные работы — необходимы при деформации конструкций и деталей из металла, помогают избежать крупных аварий
Сварочно-слесарные работы — комплексный вид работ, который включает в себя изготовление и установку изделий
Производим обслуживание спецтехники с применением сварочных работ:Сварка ковшей, рам, кузовов, стрел
Изготовление металлоизделий, ремон системы охлаждения (радиаторы,интеркулеры, трубки), слесарно-сварочный ремонт
Изготовление металлоконструкций, оружейных комнат, монтажные работы.

Изготовление и монтаж лестничных маршей из металла, перегородок из проф.листа, промышленных ворот, ограждений, стеллажей
Изготовление быстровозводимых ангаров из сэндвич панелей, монтаж пищевого оборудования
Обслуживание спецтехники, сварочные, токарные, фрезерные работы
Аргонная сварка
-
- Аргонная сварка чугуна
- Аргонная сварка нержавейки
- Аргонная сварка стали
- Аргонная сварка низколегированных сталей
-
Газовая сварка- Газовая сварка алюминия
- Газовая сварка легированных сталей
- Газовая сварка стали
- Газовая сварка латуни
- Газовая сварка конструкционных сталей
- Газовая сварка нержавейки
- Газовая сварка стальных труб
- Газовая сварка деталей
- Газовая сварка меди
- Газовая сварка углеродистых сталей
-
Дуговая сварка- Ручная дуговая сварка
- Дуговая сварка нержавейки
- Дуговая сварка труб
- Дуговая сварка чугуна
- Дуговая сварка меди
- Дуговая сварка стали
- Дуговая сварка углеродистых сталей
- Электрическая дуговая сварка
-
Ручная сварка- Ручная сварка чугуна
- Ручная сварка арматуры
- Ручная сварка труб
- Ручная сварка низколегированных сталей
- Ручная сварка стали
- Ручная сварка нержавеющей стали
- Ручная сварка металлоконструкций
-
Сварка металлов и сплавов- Сварка алюминия
- Сварка дюралюминия
- Сварка бронзы
- Сварка меди
- Сварка латуни
- Сварка чугуна
- Сварка нержавеющей стали
- Сварка разнородных сталей
- Сварка углеродистых сталей
- Сварка низколегированных сталей
- Сварка низкоуглеродистых сталей
- Сварка легирующих сталей
- Сварка высоколегированных сталей
- Сварка конструкционных сталей
- Сварка оцинкованной стали
- Сварка листового металла
- Сварка металлоконструкций
-
Сварка полуавтоматом- Сварка толстого металла полуавтоматом
- Сварка профиля полуавтоматом
- Полуавтоматическая сварка стали
- Сварка нержавеющей стали полуавтоматом
- Сварка листового металла полуавтоматом
- Полуавтоматическая сварка труб
- Сварка оцинкованной стали полуавтоматом
- Сварка металлоконструкций полуавтоматом
- Сварка чугуна полуавтоматом
- Сварка высокоуглеродистых сталей полуавтоматом
-
- Сварка оцинкованных труб
- Сварка стальных труб
- Сварка нержавеющих труб
- Сварка профильных труб
- Сварка медных труб
- Сварка алюминиевых труб
Сварка в среде аргона
Пайка-ремонт радиаторов, интеркуллеров, печек, кондиционеров
Изготовление и ремонт выхлопной системы
Сварка легковых автомобилей
Сварка грузовых автомобилей и спецтехники
Изготовление металлоконструкций>
авито сварочные работы,
автономная сварка,
автосервис сварочные работы,
аргон дуговая сварка,
аргон цена,
аргонная сварка ,
аргонная сварка алюминия,
аргонно дуговая сварка,
аргоно дуговая сварка,
аргоновая сварка ,
аргоновая сварка алюминия,
аргоновая сварка услуги,
аргоновая сварка цены,
аргоновая сварка,
аргонодуговая сварка,
ворота для дачи,
ворота распашные ,
выездная сварка аргоном в Барнауле,
выездной сварщик в Барнауле,
выполнение сварочных работ,
выполним сварочные работы,
выполню сварочные работы,
гаражные ворота ,
где можно запаять радиатор,
гофра замена ,
дуговая сварка,
замена гофры глушителя,
замена катализатора +в Барнаул,
замена катализатора +на пламегаситель,
запаять радиатор охлаждения Барнаул,
здания +из металлоконструкций,
изготовление +и монтаж металлоконструкций,
изготовление баков ,
изготовление ворот ,
изготовление гаражных ворот,
изготовление емкостей,
изготовление калиток,
изготовление металлических конструкций,
изготовление металлоизделий,
изготовление металлоизделий +на заказ,
изготовление металлоконструкций,
изготовление решеток ,
изготовление решеток +на окна,
изделия +из алюминия,
ищу сварочные работы,
ищу сварщика,
конструкция металлического каркаса,
легкие металлические конструкции,
металлические строительные конструкции,
металлоконструкции +на заказ,
металлоконструкции Барнаул,
металлоконструкции сварочные работы,
металлоконструкций цена,
монтаж металлических конструкций ,
монтаж металлоконструкций,
монтаж металлоконструкций цена,
новосибирск тюнинг выхлопной системы,
нужен сварщик,
нужны сварочные работы,
объявления сварочные работы,
пайка алюминиевых радиаторов автомобилей,
пайка алюминия,
пайка бензобака,
пайка радиатор ,
пайка радиатора охлаждения двигателя,
пайка радиаторов ,
пайка радиаторов +в Барнауле,
пайка радиаторов автомобиля ,
пайка радиаторов в Барнауле,
пайка ремонт радиаторов,
прайс +на сварочные работы,
прайс лист +на сварочные работы ,
прайс расценок +на сварочные работы,
проведение сварочных работ,
производим сварочные работы,
производство металлических конструкций,
производство сварочных работ,
работа +по сварке,
работа металлоконструкции,
работа сварка аргоном,
работы металлические конструкции,
радиатор охлаждения двигателя ремонт,
распашные гаражные ворота,
расценки +на сварочные работы,
расценки сварочных работ прайс лист,
ремонт автомобилей сварочные работы,
ремонт автомобильных рам ,
ремонт алюминиевых радиаторов,
ремонт бензобака ,
ремонт ворот гаража,
ремонт выхлопной системы +в Барнауле,
ремонт выхлопной системы автомобиля,
ремонт выхлопной трубы,
ремонт выхлопных систем ,
ремонт гаражных ворот сварка,
ремонт глушителей ,
ремонт глушителей Барнаул,
ремонт глушителей резонаторов,
ремонт глушителя автомобиля,
ремонт глушителя гофра,
ремонт горловины бензобака,
ремонт грузовых рам ,
ремонт железных гаражей,
ремонт замена катализаторов,
ремонт масляных радиаторов,
ремонт металлических гаражей,
ремонт пластиковых бензобаков,
ремонт пластиковых топливных баков,
ремонт радиатора автомобиля в Барнауле ,
ремонт радиаторов ,
ремонт радиаторов в новосибирске ,
ремонт радиаторов грузовых автомобилей,
ремонт радиаторов кондиционера,
Ремонт радиаторов охлаждения автомобилей в Барнауле,
ремонт рам грузовых автомобильных рам,
ремонт рамы авто,
ремонт рамы автомобиля ,
ремонт рамы велосипеда,
ремонт рамы внедорожника,
ремонт рамы газ,
ремонт рамы газель,
ремонт рамы грузовика,
ремонт рамы грузового автомобиля,
ремонт рамы камаз,
ремонт топливных баков ,
ремонт трубы глушителя,
ремонтно сварочные работы,
сайт сварочные работы,
сборочно сварочные работы,
сварить выхлоп для автомобиля Барнаул,
сварка +в аргоне,
сварка +в среде аргона,
сварка +с выездом,
сварка автомобильных рам,
сварка автономная,
сварка алюминия,
сварка алюминия аргоном,
сварка алюминия цена,
сварка алюминия цена +за 1 см,
сварка алюминия цена +за см,
сварка алюминия,
сварка аргон см,
сварка аргоном,
сварка аргоном +в Барнауле,
сварка аргоном в Барнауле с выездом,
сварка аргоном выезд,
сварка аргоном за см. ,
,
сварка аргоном Барнаул,
сварка аргоном услуги,
сварка аргоном цена,
сварка аргоном цена +за см,
сварка аргоном,
сварка бака аргоном,
сварка велосипедной рамы,
сварка ворот ,
сварка выхлопной системы Барнаул,
сварка выхлопной трубы,
сварка гаража ,
сварка гаража +для гаража ,
сварка гаражных ворот ,
сварка грузового автомобиля ,
сварка дисков,
сварка дисков аргоном,
сварка кондиционера на автомобиле,
сварка латуни ,
сварка латуни аргоном,
сварка литых дисков,
сварка литых дисков аргоном,
сварка меди,
сварка меди аргоном,
сварка металла аргоном,
сварка металлических ворот,
сварка металлических конструкций ,
сварка металлов,
сварка металлоконструкций,
сварка навесов,
сварка нержавейки,
сварка нержавейки +Барнаул +в Барнауле,
сварка нержавейки аргоном,
сварка нержавеющей стали,
сварка нск,
сварка петель +на ворота,
сварка полуавтоматом,
сварка полуприцепов ,
сварка прицепов,
сварка радиатора аргоном в Барнауле,
сварка радиаторов,
сварка рам грузовиков,
сварка рамы ,
сварка рамы автомобиля,
сварка рамы велосипеда,
сварка рамы газель,
сварка рамы грузового автомобиля,
сварка рамы камаз,
сварка рамы полуприцепа,
сварка сварочные работы,
сварка силумина ,
сварка силумина аргоном,
сварка силумина в Барнауле,
сварка стали аргоном,
сварка титана,
сварка титана аргоном,
сварка топливного бака,
сварка труб аргоном,
сварка трубы аргоном,
сварка услуги сварщика,
сварка цветных металлов,
сварка цена,
сварка чугуна,
сварка чугуна аргоном,
сварка чугунного блока двигателя в Барнауле,
сварка шарниров,
сварные работы,
сварочно монтажные работы,
сварочно наплавочные работы,
сварочные работы,
сварочные работы +в Барнауле,
сварочные работы +с выездом,
сварочные работы автомобиля,
сварочные работы ворота,
сварочные работы выхлопной системы,
сварочные работы купить,
сварочные работы металлоконструкции,
сварочные работы навесы,
сварочные работы новосибирск ,
сварочные работы полуавтоматом,
сварочные работы прайс лист,
сварочные работы ремонт ,
сварочные работы сварка,
сварочные работы срочно,
сварочные работы сто,
сварочные работы услуги,
сварочные работы услуги сварщика ,
сварочные работы услуги сварщика цены,
сварочные работы услуги сварщика цены прайс,
сварочные работы фирма,
сварочные работы цена,
сварочные работы цена прайс,
сварочные услуги ,
сварочный цена ,
сварщик сварочные работы,
слесарно сварочные работы,
слесарные сварочные работы,
срочные сварочные работы,
сто аргонная сварка,
сто сварка аргоном,
стоимость металлоконструкций,
стоимость монтажа металлоконструкций,
стоимость сварки алюминия,
стоимость сварочных работ,
строительные металлоконструкции,
строительство +из металлоконструкций,
строительство сварочные работы,
требуются сварочные работы,
тюнинг выхлопной системы ,
услуги +по сварке ,
услуги +по сварке металла,
услуги аргонной сварки,
услуги аргоновой сварки,
услуги газовая сварка,
услуги сварки,
услуги сварки аргоном,
услуги сварки Барнаул ,
услуги сварки труб,
услуги сварки цена,
услуги сварочные работы,
услуги сварочных работ цена,
услуги сварщика ,
установка гаражных замков,
установка замков +на гаражные ворота,
установка металлических конструкций,
цена металлических конструкций,
электро сварочные работы,
авито сварочные работы,
автономная сварка,
автосервис сварочные работы,
аргон дуговая сварка,
аргон цена,
аргонная сварка ,
аргонная сварка алюминия,
аргонно дуговая сварка,
аргоно дуговая сварка,
аргоновая сварка ,
аргоновая сварка алюминия,
аргоновая сварка услуги,
аргоновая сварка цены,
аргоновая сварка,
аргонодуговая сварка,
ворота для дачи,
ворота распашные ,
выездная сварка аргоном в Новосибирске,
выездной сварщик в новосибирске,
выполнение сварочных работ,
выполним сварочные работы,
выполню сварочные работы,
гаражные ворота ,
где можно запаять радиатор,
гофра замена ,
дуговая сварка,
замена гофры глушителя,
замена катализатора +в новосибирске,
замена катализатора +на пламегаситель,
запаять радиатор охлаждения Новосибирск,
здания +из металлоконструкций,
изготовление +и монтаж металлоконструкций,
изготовление баков ,
изготовление ворот ,
изготовление гаражных ворот,
изготовление емкостей,
изготовление калиток,
изготовление металлических конструкций,
изготовление металлоизделий,
изготовление металлоизделий +на заказ,
изготовление металлоконструкций,
изготовление решеток ,
изготовление решеток +на окна,
изделия +из алюминия,
ищу сварочные работы,
ищу сварщика,
конструкция металлического каркаса,
легкие металлические конструкции,
металлические строительные конструкции,
металлоконструкции +на заказ,
металлоконструкции новосибирск,
металлоконструкции сварочные работы,
металлоконструкций цена,
монтаж металлических конструкций ,
монтаж металлоконструкций,
монтаж металлоконструкций цена,
новосибирск тюнинг выхлопной системы,
нужен сварщик,
нужны сварочные работы,
объявления сварочные работы,
пайка алюминиевых радиаторов автомобилей,
пайка алюминия,
пайка бензобака,
пайка радиатор ,
пайка радиатора охлаждения двигателя,
пайка радиаторов ,
пайка радиаторов +в новосибирске,
пайка радиаторов автомобиля ,
пайка радиаторов в Новосибирске,
пайка ремонт радиаторов,
прайс +на сварочные работы,
прайс лист +на сварочные работы ,
прайс расценок +на сварочные работы,
проведение сварочных работ,
производим сварочные работы,
производство металлических конструкций,
производство сварочных работ,
работа +по сварке,
работа металлоконструкции,
работа сварка аргоном,
работы металлические конструкции,
радиатор охлаждения двигателя ремонт,
распашные гаражные ворота,
расценки +на сварочные работы,
расценки сварочных работ прайс лист,
ремонт автомобилей сварочные работы,
ремонт автомобильных рам ,
ремонт алюминиевых радиаторов,
ремонт бензобака ,
ремонт ворот гаража,
ремонт выхлопной системы +в новосибирске,
ремонт выхлопной системы автомобиля,
ремонт выхлопной трубы,
ремонт выхлопных систем ,
ремонт гаражных ворот сварка,
ремонт глушителей ,
ремонт глушителей новосибирск,
ремонт глушителей резонаторов,
ремонт глушителя автомобиля,
ремонт глушителя гофра,
ремонт горловины бензобака,
ремонт грузовых рам ,
ремонт железных гаражей,
ремонт замена катализаторов,
ремонт масляных радиаторов,
ремонт металлических гаражей,
ремонт пластиковых бензобаков,
ремонт пластиковых топливных баков,
ремонт радиатора автомобиля в новосибирске ,
ремонт радиаторов ,
ремонт радиаторов в новосибирске ,
ремонт радиаторов грузовых автомобилей,
ремонт радиаторов кондиционера,
Ремонт радиаторов охлаждения автомобилей в новосибирске,
ремонт рам грузовых автомобильных рам,
ремонт рамы авто,
ремонт рамы автомобиля ,
ремонт рамы велосипеда,
ремонт рамы внедорожника,
ремонт рамы газ,
ремонт рамы газель,
ремонт рамы грузовика,
ремонт рамы грузового автомобиля,
ремонт рамы камаз,
ремонт топливных баков ,
ремонт трубы глушителя,
ремонтно сварочные работы,
сайт сварочные работы,
сборочно сварочные работы,
сварить выхлоп для автомобиля новосибирск,
сварка +в аргоне,
сварка +в среде аргона,
сварка +с выездом,
сварка автомобильных рам,
сварка автономная,
сварка алюминия,
сварка алюминия аргоном,
сварка алюминия цена,
сварка алюминия цена +за 1 см,
сварка алюминия цена +за см,
сварка алюминия,
сварка аргон см,
сварка аргоном,
сварка аргоном +в новосибирске,
сварка аргоном в Новосибирске с выездом,
сварка аргоном выезд,
сварка аргоном за см. ,
,
сварка аргоном новосибирск,
сварка аргоном услуги,
сварка аргоном цена,
сварка аргоном цена +за см,
сварка аргоном,
сварка бака аргоном,
сварка велосипедной рамы,
сварка ворот ,
сварка выхлопной системы новосибирск,
сварка выхлопной трубы,
сварка гаража ,
сварка гаража +для гаража ,
сварка гаражных ворот ,
сварка грузового автомобиля ,
сварка дисков,
сварка дисков аргоном,
сварка кондиционера на автомобиле,
сварка латуни ,
сварка латуни аргоном,
сварка литых дисков,
сварка литых дисков аргоном,
сварка меди,
сварка меди аргоном,
сварка металла аргоном,
сварка металлических ворот,
сварка металлических конструкций ,
сварка металлов,
сварка металлоконструкций,
сварка навесов,
сварка нержавейки,
сварка нержавейки +новосибирск +в новосибирске,
сварка нержавейки аргоном,
сварка нержавеющей стали,
сварка нск,
сварка петель +на ворота,
сварка полуавтоматом,
сварка полуприцепов ,
сварка прицепов,
сварка радиатора аргоном в Новосибирске,
сварка радиаторов,
сварка рам грузовиков,
сварка рамы ,
сварка рамы автомобиля,
сварка рамы велосипеда,
сварка рамы газель,
сварка рамы грузового автомобиля,
сварка рамы камаз,
сварка рамы полуприцепа,
сварка сварочные работы,
сварка силумина ,
сварка силумина аргоном,
сварка силумина в новосибирске,
сварка стали аргоном,
сварка титана,
сварка титана аргоном,
сварка топливного бака,
сварка труб аргоном,
сварка трубы аргоном,
сварка услуги сварщика,
сварка цветных металлов,
сварка цена,
сварка чугуна,
сварка чугуна аргоном,
сварка чугунного блока двигателя в Новосибирске,
сварка шарниров,
сварные работы,
сварочно монтажные работы,
сварочно наплавочные работы,
сварочные работы,
сварочные работы +в новосибирске,
сварочные работы +с выездом,
сварочные работы автомобиля,
сварочные работы ворота,
сварочные работы выхлопной системы,
сварочные работы купить,
сварочные работы металлоконструкции,
сварочные работы навесы,
сварочные работы новосибирск ,
сварочные работы полуавтоматом,
сварочные работы прайс лист,
сварочные работы ремонт ,
сварочные работы сварка,
сварочные работы срочно,
сварочные работы сто,
сварочные работы услуги,
сварочные работы услуги сварщика ,
сварочные работы услуги сварщика цены,
сварочные работы услуги сварщика цены прайс,
сварочные работы фирма,
сварочные работы цена,
сварочные работы цена прайс,
сварочные услуги ,
сварочный цена ,
сварщик сварочные работы,
слесарно сварочные работы,
слесарные сварочные работы,
срочные сварочные работы,
сто аргонная сварка,
сто сварка аргоном,
стоимость металлоконструкций,
стоимость монтажа металлоконструкций,
стоимость сварки алюминия,
стоимость сварочных работ,
строительные металлоконструкции,
строительство +из металлоконструкций,
строительство сварочные работы,
требуются сварочные работы,
тюнинг выхлопной системы ,
услуги +по сварке ,
услуги +по сварке металла,
услуги аргонной сварки,
услуги аргоновой сварки,
услуги газовая сварка,
услуги сварки,
услуги сварки аргоном,
услуги сварки новосибирск ,
услуги сварки труб,
услуги сварки цена,
услуги сварочные работы,
услуги сварочных работ цена,
услуги сварщика ,
установка гаражных замков,
установка замков +на гаражные ворота,
установка металлических конструкций,
цена металлических конструкций,
электро сварочные работы,
авито сварочные работы,
автономная сварка,
автосервис сварочные работы,
аргон дуговая сварка,
аргон цена,
аргонная сварка ,
аргонная сварка алюминия,
аргонно дуговая сварка,
аргоно дуговая сварка,
аргоновая сварка ,
аргоновая сварка алюминия,
аргоновая сварка услуги,
аргоновая сварка цены,
аргоновая сварка,
аргонодуговая сварка,
ворота для дачи,
ворота распашные ,
выездная сварка аргоном в Новосибирске,
выездной сварщик в новосибирске,
выполнение сварочных работ,
выполним сварочные работы,
выполню сварочные работы,
гаражные ворота ,
где можно запаять радиатор,
гофра замена ,
дуговая сварка,
замена гофры глушителя,
замена катализатора +в новосибирске,
замена катализатора +на пламегаситель,
запаять радиатор охлаждения Новосибирск,
здания +из металлоконструкций,
изготовление +и монтаж металлоконструкций,
изготовление баков ,
изготовление ворот ,
изготовление гаражных ворот,
изготовление емкостей,
изготовление калиток,
изготовление металлических конструкций,
изготовление металлоизделий,
изготовление металлоизделий +на заказ,
изготовление металлоконструкций,
изготовление решеток ,
изготовление решеток +на окна,
изделия +из алюминия,
ищу сварочные работы,
ищу сварщика,
конструкция металлического каркаса,
легкие металлические конструкции,
металлические строительные конструкции,
металлоконструкции +на заказ,
металлоконструкции новосибирск,
металлоконструкции сварочные работы,
металлоконструкций цена,
монтаж металлических конструкций ,
монтаж металлоконструкций,
монтаж металлоконструкций цена,
новосибирск тюнинг выхлопной системы,
нужен сварщик,
нужны сварочные работы,
объявления сварочные работы,
пайка алюминиевых радиаторов автомобилей,
пайка алюминия,
пайка бензобака,
пайка радиатор ,
пайка радиатора охлаждения двигателя,
пайка радиаторов ,
пайка радиаторов +в новосибирске,
пайка радиаторов автомобиля ,
пайка радиаторов в Новосибирске,
пайка ремонт радиаторов,
прайс +на сварочные работы,
прайс лист +на сварочные работы ,
прайс расценок +на сварочные работы,
проведение сварочных работ,
производим сварочные работы,
производство металлических конструкций,
производство сварочных работ,
работа +по сварке,
работа металлоконструкции,
работа сварка аргоном,
работы металлические конструкции,
радиатор охлаждения двигателя ремонт,
распашные гаражные ворота,
расценки +на сварочные работы,
расценки сварочных работ прайс лист,
ремонт автомобилей сварочные работы,
ремонт автомобильных рам ,
ремонт алюминиевых радиаторов,
ремонт бензобака ,
ремонт ворот гаража,
ремонт выхлопной системы +в новосибирске,
ремонт выхлопной системы автомобиля,
ремонт выхлопной трубы,
ремонт выхлопных систем ,
ремонт гаражных ворот сварка,
ремонт глушителей ,
ремонт глушителей новосибирск,
ремонт глушителей резонаторов,
ремонт глушителя автомобиля,
ремонт глушителя гофра,
ремонт горловины бензобака,
ремонт грузовых рам ,
ремонт железных гаражей,
ремонт замена катализаторов,
ремонт масляных радиаторов,
ремонт металлических гаражей,
ремонт пластиковых бензобаков,
ремонт пластиковых топливных баков,
ремонт радиатора автомобиля в новосибирске ,
ремонт радиаторов ,
ремонт радиаторов в новосибирске ,
ремонт радиаторов грузовых автомобилей,
ремонт радиаторов кондиционера,
Ремонт радиаторов охлаждения автомобилей в новосибирске,
ремонт рам грузовых автомобильных рам,
ремонт рамы авто,
ремонт рамы автомобиля ,
ремонт рамы велосипеда,
ремонт рамы внедорожника,
ремонт рамы газ,
ремонт рамы газель,
ремонт рамы грузовика,
ремонт рамы грузового автомобиля,
ремонт рамы камаз,
ремонт топливных баков ,
ремонт трубы глушителя,
ремонтно сварочные работы,
сайт сварочные работы,
сборочно сварочные работы,
сварить выхлоп для автомобиля новосибирск,
сварка +в аргоне,
сварка +в среде аргона,
сварка +с выездом,
сварка автомобильных рам,
сварка автономная,
сварка алюминия,
сварка алюминия аргоном,
сварка алюминия цена,
сварка алюминия цена +за 1 см,
сварка алюминия цена +за см,
сварка алюминия,
сварка аргон см,
сварка аргоном,
сварка аргоном +в новосибирске,
сварка аргоном в Новосибирске с выездом,
сварка аргоном выезд,
сварка аргоном за см. ,
,
сварка аргоном новосибирск,
сварка аргоном услуги,
сварка аргоном цена,
сварка аргоном цена +за см,
сварка аргоном,
сварка бака аргоном,
сварка велосипедной рамы,
сварка ворот ,
сварка выхлопной системы новосибирск,
сварка выхлопной трубы,
сварка гаража ,
сварка гаража +для гаража ,
сварка гаражных ворот ,
сварка грузового автомобиля ,
сварка дисков,
сварка дисков аргоном,
сварка кондиционера на автомобиле,
сварка латуни ,
сварка латуни аргоном,
сварка литых дисков,
сварка литых дисков аргоном,
сварка меди,
сварка меди аргоном,
сварка металла аргоном,
сварка металлических ворот,
сварка металлических конструкций ,
сварка металлов,
сварка металлоконструкций,
сварка навесов,
сварка нержавейки,
сварка нержавейки +новосибирск +в новосибирске,
сварка нержавейки аргоном,
сварка нержавеющей стали,
сварка нск,
сварка петель +на ворота,
сварка полуавтоматом,
сварка полуприцепов ,
сварка прицепов,
сварка радиатора аргоном в Новосибирске,
сварка радиаторов,
сварка рам грузовиков,
сварка рамы ,
сварка рамы автомобиля,
сварка рамы велосипеда,
сварка рамы газель,
сварка рамы грузового автомобиля,
сварка рамы камаз,
сварка рамы полуприцепа,
сварка сварочные работы,
сварка силумина ,
сварка силумина аргоном,
сварка силумина в новосибирске,
сварка стали аргоном,
сварка титана,
сварка титана аргоном,
сварка топливного бака,
сварка труб аргоном,
сварка трубы аргоном,
сварка услуги сварщика,
сварка цветных металлов,
сварка цена,
сварка чугуна,
сварка чугуна аргоном,
сварка чугунного блока двигателя в Новосибирске,
сварка шарниров,
сварные работы,
сварочно монтажные работы,
сварочно наплавочные работы,
сварочные работы,
сварочные работы +в новосибирске,
сварочные работы +с выездом,
сварочные работы автомобиля,
сварочные работы ворота,
сварочные работы выхлопной системы,
сварочные работы купить,
сварочные работы металлоконструкции,
сварочные работы навесы,
сварочные работы новосибирск ,
сварочные работы полуавтоматом,
сварочные работы прайс лист,
сварочные работы ремонт ,
сварочные работы сварка,
сварочные работы срочно,
сварочные работы сто,
сварочные работы услуги,
сварочные работы услуги сварщика ,
сварочные работы услуги сварщика цены,
сварочные работы услуги сварщика цены прайс,
сварочные работы фирма,
сварочные работы цена,
сварочные работы цена прайс,
сварочные услуги ,
сварочный цена ,
сварщик сварочные работы,
слесарно сварочные работы,
слесарные сварочные работы,
срочные сварочные работы,
сто аргонная сварка,
сто сварка аргоном,
стоимость металлоконструкций,
стоимость монтажа металлоконструкций,
стоимость сварки алюминия,
стоимость сварочных работ,
строительные металлоконструкции,
строительство +из металлоконструкций,
строительство сварочные работы,
требуются сварочные работы,
тюнинг выхлопной системы ,
услуги +по сварке ,
услуги +по сварке металла,
услуги аргонной сварки,
услуги аргоновой сварки,
услуги газовая сварка,
услуги сварки,
услуги сварки аргоном,
услуги сварки новосибирск ,
услуги сварки труб,
услуги сварки цена,
услуги сварочные работы,
услуги сварочных работ цена,
услуги сварщика ,
установка гаражных замков,
установка замков +на гаражные ворота,
установка металлических конструкций,
цена металлических конструкций,
электро сварочные работы,
Сварка чугуна в Arg-Service по выгодной стоимости
Чугун – сплав железа, в чьем составе находится существенная часть углерода. Его концентрация – от двух до шести процентов, что приблизительно в десять раз больше, чем в таких сплавах, как сталь либо кованое железо. Чугун обладает набором особых характеристик, потому при его сварке требуется учесть их и пользоваться специализированными технологиями. Чугун очень быстро остывает, следствием чего является «отбеливание», когда на его поверхности формируется слой хрупкого белого металла, обрабатывать который не представляется возможным.
Его концентрация – от двух до шести процентов, что приблизительно в десять раз больше, чем в таких сплавах, как сталь либо кованое железо. Чугун обладает набором особых характеристик, потому при его сварке требуется учесть их и пользоваться специализированными технологиями. Чугун очень быстро остывает, следствием чего является «отбеливание», когда на его поверхности формируется слой хрупкого белого металла, обрабатывать который не представляется возможным.
Обратившись в нашу компанию, вы можете быть уверены в том, что сварка чугуна будет выполнена только после того, как специалисты сделают его поверхность идеальной ровной и чистой. Это станет гарантом качества и позволит предохранить чугун от возникновения трещин. Сварка чугуна в Казани может быть разделена на два способа:
- горячая – с подогревом;
- холодная – без подогрева
При использовании технологии горячей сварки процесс труднее, поскольку для его осуществления требуется специальная техника. Эта процедура применяется преимущественно в тяжелой промышленности. Зачастую свариваемый объект подогревают до 250-650-ти градусов. Недопустимым является перегрев продукции, в противном случае металл может расплавиться. Если вы хотите заказать услугу сварки чугуна, рекомендуем обращаться только к опытным специалистам. В нашей компании трудятся мастера, способные выполнить эту процедуру на высоком уровне качества с соблюдением требований безопасности. В ARG Service мы можем снять деталь или агрегат с легкового автомобиля для аргонной сварки с последующей установкой.
Зачастую свариваемый объект подогревают до 250-650-ти градусов. Недопустимым является перегрев продукции, в противном случае металл может расплавиться. Если вы хотите заказать услугу сварки чугуна, рекомендуем обращаться только к опытным специалистам. В нашей компании трудятся мастера, способные выполнить эту процедуру на высоком уровне качества с соблюдением требований безопасности. В ARG Service мы можем снять деталь или агрегат с легкового автомобиля для аргонной сварки с последующей установкой.
Фотографии работ
Привозите к нам чугунную деталь или агрегат, требующую сварки. Наши специалисты качественно ее заварят. Предварительно можете прислать фото повреждения по WhatsApp на тел.89872250551 или на эл.почту по адресу [email protected]. При необходимости наш специалист может выехать для осмотра на место стоянки вашего агрегата.
Справки и предварительная запись по телефону:
Ваше 10-шаговое руководство по сварке чугуна TIG — Welding Mastermind
Сварка вольфрамовым электродом в среде инертного газа, называемая сваркой TIG
для краткости, использует вольфрамовый электрод в бескислородном газовом поле для соединения металлов
вместе. Сварка TIG позволяет получить прочные, гладкие сварные швы и подходит для различных
разные металлы. Сварка TIG также подходит для соединения различных видов
металл вместе.
Чугун имеет репутацию трудно сваривать, но сварка TIG может соединить части чугуна вместе.Потому что из-за своей хрупкости сварные швы в чугуне часто трескаются и выходят из строя. Больше чем другие металл, чугун требует, чтобы вы внимательно следовали инструкциям, чтобы получить хороший сварной шов. Если вы пропускаете шаги или выводите их из строя, вы повышаете риск взлома. К TIG сварите чугун, выполните следующие действия:
- Подготовьте электрод, шлифование его до точки и вставка в цангу.
- Настроить сварочный аппарат на Сварка TIG согласно указаниям производителя.
- Отрегулируйте расход газа до защитить новый сварной шов от коррозии.
- Очистите стык.
сварены тщательно. Используйте металлическую щетку или болгарку, а затем ацетон или другой
растворитель.
 Сварной шов не прилипнет к грязному металлу.
Сварной шов не прилипнет к грязному металлу. - Уберите растворитель перед сваркой. Вы не хотите прекращать сварку для тушения пожара.
- Подсоедините заготовку к сварщик. Вы можете подключить провод непосредственно к заготовке или использовать сварочный стол, подключенный к свинцу.
- Наденьте защитное снаряжение.Ты нужна сварочная маска, сварочные перчатки и рубашка с длинными рукавами или сварщик пиджак. Сварка TIG приводит к сильному нагреву и образованию искр, поэтому вы должны быть защищены.
- Разогрейте чугун до температура от 500 до 1200 градусов. Горячий чугун удержит сварной шов без трещин. Сварка холодного чугуна может привести к образованию трещин.
- Выполните сварку. Возьми
стержнем, зажгите искру и сварите. Работайте медленно короткими отрезками и не перегревайте
заготовка. Вольфрамовые электроды достаточно горячие, чтобы плавить чугун.
- Дать предмету остыть медленно, чтобы предотвратить растрескивание. Осторожно обработайте сварной шов, пока он остынет, чтобы снять напряжение. на стыке.
 Сварной шов не прилипнет к грязному металлу.
Сварной шов не прилипнет к грязному металлу. 
Можно сваривать чугун TIG, но это не легко. Чтобы успешно сваривать чугун методом TIG, необходимо осторожный. Следуйте инструкциям ниже, и вы сможете успешно сваривать чугун. Не пропускать какие-либо шаги и не выводить их из строя. Если вы не выполните инструкции, сварной шов может привести к растрескиванию чугуна и предотвратить дальнейшую сварку попытки.
Оборудование, необходимое для сварки чугуна TIG
Сварка TIG требует TIG
сварочный аппарат с подачей защитного газа, электродом для протекания тока и
сварочный стержень, чтобы сделать соединение. В отличие от других видов сварки, сварка TIG использует
вольфрамовый электрод для протекания тока и отдельный провод для сварки
металл. Для сварки TIG вам понадобятся обе руки, одна для электрода, а другая для
стержень.
Газовая смесь
Процесс, используемый для сварки TIG, подвержен риску коррозии, пока сварные швы горячие.Использование защитного газа защищает сварной шов от кислорода и предохраняет его от коррозии. Лучшие смеси защитных газов для сварки TIG чугун состоит из чистого аргона или 75% аргона / 25% CO2. Если вы не используете защитным газом сварной шов будет хрупким и склонным к растрескиванию.
СоветPro: не выполняйте сварку TIG в тесноте. Если аргон или аргон / CO2 накапливать там, где работаешь, можно задохнуться. Первый признак того, что аргон или Слишком много СО2 накапливается, теряется сознание, быстро наступает смерть.Бедные вентиляция и сварка TIG несовместимы.
Электрод
Электрод проводит электрический ток от
сварщик к стыку. Ток превращается в дугу, которая нагревает сварочный стержень.
сделать сварной шов. Лучшие электроды для сварки TIG чугуна — торированные.
вольфрамовые стержни. Выберите 1% -ный ториевый стержень, помеченный желтым наконечником EWTh-1, или 2% -ный стержень. пруток ториевый с маркировкой EWTh-2 с красным наконечником для сварки чугуна.
пруток ториевый с маркировкой EWTh-2 с красным наконечником для сварки чугуна.
Сварочный стержень
Сварочный пруток — это плавящийся материал. соединить части вместе.В отличие от дуговой сварки или сварки проволокой, в сварке TIG используются электроды. проводить ток отдельно от сварочного стержня. Вы должны держать вольфрам электрод в одной руке и сварочный стержень в другой.
Лучший тип прутка для сварки TIG железо никель потому что он имеет те же свойства теплового расширения, что и чугун. Это помогает минимизировать растрескивание вдоль сварного шва при нагревании детали. Это особенно важно, если сварной шов будет подвергаться воздействию высоких температур, например, в блок двигателя или чугунная печка.
Недостаток никелевых стержней в том, что они
стоят дорого. Если вы свариваете деталь, которая не будет подвергаться воздействию высоких
температуры, алюминий-бронза
прутки хорошо подходят для чугуна и намного дешевле никеля. Стержни из мягкой стали
как 7018
или 6013
может также работать с чугунной сваркой TIG.
Другое оборудование
Конечно, нужна еще и стандартная сварка. расходные материалы для очистки заготовки, подготовки электродов и зачистки стыка. В другие предметы, которые вам нужны, включают:
- Скамья шлифовальный станок для подготовки электрода перед сваркой
- Проволока щетка для очистки рабочей поверхности, чтобы сварной шов прилегал к поверхность
- Ацетон или другой растворитель для удалить все следы смазки, краски и других загрязнений со сварного шва поверхность
- Угол шлифовальный станок для шлифования материала из трещин
- Защитный оборудование для защиты и безопасности во время сварки
- Пропан горелка для предварительного нагрева заготовки
- Шарик ударный молоток для зачистки сварного шва и предотвращения трещин.Вам не нужен большой молоток; все, что требуется — это осторожное постукивание
Процесс состоит из четырех основных частей
для сварки чугуна: настройка сварщика, подготовка стыка, сварка и
охлаждение заготовки.
Настройка сварочного аппарата
Сварка чугуна привередлива, и однажды у вас есть все готово к сварке, вы можете не тратить время на настройку. Получите своего сварщика подготовлен к работе, прежде чем делать что-либо еще, чтобы вы могли начать сварку, как только кусок готов.
Шаг 1: Подготовьте электрод
Электрод должен иметь отличный точку, чтобы обеспечить лучший контроль дуги. Если ваша удочка еще не иметь отличный наконечник, используйте настольный шлифовальный станок, чтобы поставить наконечник на электрод. Когда наконечник будет готов, вставьте электрод в цангу на сварке. факел.
Шаг 2. Настройка сварочного аппарата
Когда электрод будет готов, отрегулируйте настройки на сварочном аппарате для чугуна. Поскольку сварочные агрегаты разные, проконсультируйтесь с инструкциями производителя по настройке сварочного аппарата в зависимости от стыка. тип и толщина материала вашего проекта.
Начните с минимальной рекомендованной силы тока
для сварки чугуна. Перегрев заготовки может привести к растрескиванию чугуна,
так что лучше быть осторожным с теплом, которое вы используете. Только наращивать до более высокого
сила тока, если самое низкое значение не расплавит стержень.
Шаг 3. Настройте газ
Лучшие смеси для сварки чугуна TIG представляют собой чистый аргон или 75% аргона / 25% CO2. Это еще одна область, в которой нужно следить рекомендации в руководстве. Использование слишком малого количества газа приведет к окислению сварного шва, уменьшение его силы.Использование слишком большого количества газа не вызовет проблем со сваркой, но аргон дорог, и вы не хотите тратить его зря.
Убедитесь, что в вашем магазине
вентиляция для сварки TIG. Сварка TIG в
плохо проветриваемое помещение действительно опасно для жизни. Потому что CO2
и аргон тяжелее воздуха, они будут скапливаться в низких местах, а не
распространяется по воздуху. Можно утонуть в аргоне и никогда не осознавать опасности.
Подготовка детали
Когда сварщик будет готов к работе, вы можете приступаем к самой заготовке.Чугун часто используется в очень грязных приложения, такие как дровяные печи и блоки двигателя. Вам нужно получить всю дрянь перед сваркой. Если материал жирный или грязный, сварной шов будет прилипать к мусору, а не к металлу.
Шаг 4: Очистите чугун
Очистите деталь металлической щеткой. тщательно. Тщательно очистите его, чтобы удалить всю грязь, сажу и грязь. свариваемые поверхности. После того, как вы почистили щеткой, протрите ацетон или другой растворитель, чтобы удалить все следы краски или жира.
Для некоторых микротрещин рекомендуется использовать тонкое лезвие на угловой шлифовальной машине, чтобы вырезать материал по краям трещины. Если вы не можете попасть в трещину с помощью металлической щетки и ацетона, вам нужно достать болгарку. Погрузите его в трещину, чтобы края были чистыми и удерживали сварной шов.
ein Arbeiter flext mit einem Winkelschleifer eine Schweißnaht glatt.
Шаг 5. Уберите растворитель
Хорошо, это не часть сварки процесс, но действительно ли вы хотите начать использовать сильный нагрев, близкий к чему-то, как воспламеняется, как ацетон? Дуга от сварки, тепло от пропановой горелки и даже тепло от чугуна может вызвать реакцию в парах ацетона.
Уберите растворитель на секунду. прежде чем вы зажжете искру. Из-за пожара в магазине очень сложно сваривать что-либо.
Шаг 6: Подготовка к сварке
Правильно совместите свариваемые детали и зажать их на месте. Подключите сварочный аппарат к заготовке или подключите его к сварочный стол и кладем заготовку на стол. Вам нужно соединить кусок сварщику замкнуть цепь и получить искру. Когда все было настроил, можно начинать сварку.
Сварка
Теперь, когда сварщик и заготовка настроен, вы готовы начать сварку. Чугун не любит сварку, поэтому перед сваркой необходимо подготовить все необходимое.
Шаг 7: Костюм
Перед тем как приступить к работе, наденьте
защитная экипировка. Вам необходимо надеть сварочную маску и сварочные перчатки. Ты
также следует носить огнестойкую рубашку с длинными рукавами или кожаную сварку.
куртка для защиты рук от искр.Сварка — это горячая, опасная работа. Это
будет намного опаснее, если вы не наденете подходящую защитную одежду.
Вам необходимо надеть сварочную маску и сварочные перчатки. Ты
также следует носить огнестойкую рубашку с длинными рукавами или кожаную сварку.
куртка для защиты рук от искр.Сварка — это горячая, опасная работа. Это
будет намного опаснее, если вы не наденете подходящую защитную одежду.
Шаг 8: Разогрейте чугун
Чугун очень хрупкий. Так и будет трескается, если часть заготовки нагревается, а остальная — нет. Предотвращать трещин, предварительно нагрейте всю свариваемую деталь пропановой горелкой. Целый перед началом работы температура заготовки должна быть не менее 500 градусов. Не позволяй этому более 1200 градусов, иначе он начнет таять.
Зажгите пропановую горелку и включите тепло
по всей заготовке, пока она не станет достаточно горячей для сварки.Некоторые сварщики даже используют газовые грили для обогрева небольших
детали тщательно. Когда он станет горячим, нужно быть готовым к правильной сварке.
прочь. Если он начинает остывать до завершения сварки, остановитесь и снова нагрейте. Держите его горячим, пока не закончите.
Держите его горячим, пока не закончите.
Шаг 9: Приварите
Возьми электрод и стержень, зажги искру, и приступаем к сварке. Держите электрод на расстоянии примерно 2,5 см от поверхности стыка. одной рукой, а другой вставьте кончик стержня в искру. Строить небольшую сварочную ванну из расплавленного сварочного прутка, затем начните вытягивать материал вдоль сустав.
Используйте наконечник сварочного стержня в сварочная ванна, чтобы вытянуть ее вдоль стыка. Во время работы стержень будет постепенно тают и поглощаются суставом. Вам нужно будет согласовать оба руками, чтобы получилась гладкая бусинка. Продолжайте вставлять жезл в ковчег и извлекать это, затем продвигая ковчег и повторяя.
Небольшой совет при сварке чугуна:
- Поскольку чугун чувствителен к
перегрев, работа небольшими участками. Вам нужно поддерживать температуру
заготовка от 500 до 1200 градусов.Сварите около дюйма стыка, затем остановитесь. и дайте области остыть. Вы можете работать на другом участке, пока он остывает, или вы
можно просто сделать небольшой перерыв.
- Если перегреть чугун, он начнет таять. Температура плавления чугуна около 1400 градусов, ниже чем температура плавления железа или стали. Получите его слишком горячим, и он будет вытечь из формы. Поскольку температура электрода при сварке TIG превышает 3000 градусов, плавление чугуна возможно, если слишком долго задерживаться на одном месте.
- И наоборот, нужно сохранить чугун от переохлаждения тоже. Если слишком много сваривать на холоде чугун, разница температур между зоной сварки и остальной частью деталь вызовет сильное растрескивание. Вы должны быть очень осторожны с температура чугуна во время сварки.
 и дайте области остыть. Вы можете работать на другом участке, пока он остывает, или вы
можно просто сделать небольшой перерыв.
и дайте области остыть. Вы можете работать на другом участке, пока он остывает, или вы
можно просто сделать небольшой перерыв.Шаг 10: Peen and Cool
Защитить от трещин можно с помощью упрочнения
(разгладить молотком) сварной шов по мере его остывания. Возьмите небольшой молоток и постучите
бусинка плоская, пока она еще горячая.Упрочнение расширяет сварной шов и помогает ему
поддерживать контакт с суставом. Это снимает напряжение вокруг сварного шва и
предотвращает растрескивание.
Это снимает напряжение вокруг сварного шва и
предотвращает растрескивание.
После завершения сварки дайте кусок медленно остынет, чтобы предотвратить растрескивание. Если он остывает слишком быстро, сварной шов и поверхность будет сжиматься с разной скоростью, и вдоль кромки образуются трещины. соединение. Закапывание детали в песок или изоляция иным способом может замедлить охлаждение. и уменьшить трещины.
Некоторые сварщики кладут свежеприваренную деталь сверху дровяной печи с красивым огнем.Они оставляют это там, пока огонь не погаснет полностью вытечь и остыть. Это отличный процесс медленного охлаждения.
Сварка холодного чугуна
Можно сваривать чугун TIG
без предварительного нагрева, но это сложно. Чтобы сварить холодный чугун, необходимо
не допускайте нагрева чугуна во время сварки. Для этого медленно работайте в
крошечные разделы. Это почти как шитье — воткни очень короткую бусину, потом остановись.
и дайте ему остыть или обработайте другой участок сварного шва. Холодная сварка имеет низкую
вероятность успеха и большая вероятность растрескивания чугуна.
Холодная сварка имеет низкую
вероятность успеха и большая вероятность растрескивания чугуна.
Типы чугуна
Есть два разных типа чугуна. Чугун чаще всего называют серым чугуном, потому что, когда он трескается, края трещина выглядит серой. Серый чугун можно сваривать. Белый чугун выглядит белым или серебро, когда оно трескается.
Серый чугун — самый распространенный вид чугун. Блоки двигателя, выпускные коллекторы, дровяные печи и сковороды изготовлены из серого чугуна. Он несколько хрупкий и может треснуть при обнажении. к высокотемпературным колебаниям. Серый чугун можно сваривать, если вы осторожно об этом.
Белый чугун встречается реже, чем серый. Он намного сложнее серого. Он используется в промышленных приложениях, таких как насос втулки, опорные поверхности и детали фрез. Белый чугун довольно хрупкий и нельзя сваривать.
Коррозионная стойкость и микроструктура сварных поверхностных слоев дуплексной нержавеющей стали на сером чугуне
Химические и микроструктурные исследования
Разбавление увеличивается как с температурой предварительного нагрева, так и для поверхностных слоев, полученных с помощью GMA-SW, с увеличением количества гелия в защите газ (таблица 3). При максимальном разбавлении концентрация углерода увеличивается до 1,31%, а концентрация хрома уменьшается до 13,3%. Содержание железа увеличивается, а содержание никеля уменьшается с увеличением разбавления. Для PTA-SW без предварительного нагрева разбавление составляет всего 2,02%, то есть состав почти такой же, как у эталонной дуплексной нержавеющей стали.
При максимальном разбавлении концентрация углерода увеличивается до 1,31%, а концентрация хрома уменьшается до 13,3%. Содержание железа увеличивается, а содержание никеля уменьшается с увеличением разбавления. Для PTA-SW без предварительного нагрева разбавление составляет всего 2,02%, то есть состав почти такой же, как у эталонной дуплексной нержавеющей стали.
Используя формулы и диаграмму, разработанные Schaeffler, эквиваленты хрома и никеля прогнозируем состав ок.50% аустенита и 50% феррита для расходных материалов. Для уменьшения процентного содержания хромового эквивалента и увеличения процентного содержания никелевого эквивалента, то есть для увеличения разбавления, диаграмма Шеффлера предсказывает увеличение количества аустенита (ссылка 31). В интересующей области диаграммы Шеффлера более высокий эквивалент хрома способствует образованию феррита, а более высокий эквивалент никеля способствует образованию аустенита. Для эквивалента хрома (уравнение 2) ниже 24% и эквивалента никеля (уравнение 3) выше 19%, что соответствует расчетному разбавлению 10%, следует ожидать микроструктуры 100% аустенита.
В интересующей области диаграммы Шеффлера более высокий эквивалент хрома способствует образованию феррита, а более высокий эквивалент никеля способствует образованию аустенита. Для эквивалента хрома (уравнение 2) ниже 24% и эквивалента никеля (уравнение 3) выше 19%, что соответствует расчетному разбавлению 10%, следует ожидать микроструктуры 100% аустенита.
$$ \% {\ text {Ni}} _ {\ text {eq}} = \% {\ text {Ni}} + 30 \ cdot \% {\ text {C}} + 0,5 \ cdot \% {\ text {Mn}} $$
(2)
$$ \% {\ text {Cr}} _ {\ text {eq}} = \% {\ text {Cr}} + \% {\ text {Mo}} + 1.5 \ cdot \% {\ text {Si}} + 0,5 \ cdot \% {\ text {Nb}}. $$
(3)
Металлографическое травление выявляет микроструктуру и облегчает оценку фазового состава (рис. 3, 4, 5, 6 и 7). Реагент Гросбека сильно травит карбиды, феррит немного меньше и оставляет аустенит нетронутым.При анализе цифрового изображения количество аустенита в металле цельносварного шва, полученном GMA-SW, составляет 63,0% (рис. 8, таблица 3). При увеличении разбавления эквивалент хрома уменьшается, а эквивалент никеля увеличивается. Однако интересно видеть, что определенное количество аустенита не увеличивается соответственно, как можно было бы ожидать по диаграмме Шеффлера: наибольшее количество аустенита было определено для поверхностного слоя с разбавлением 12,8%. Аналогичное количество аустенита (81.2-82,8%) возникают при очень разных разведениях 10,5% и 19,7%. Количество аустенита при самом высоком разбавлении составляет всего 69,2%, что противоречит прямой зависимости между разбавлением и количеством аустенита, которую предсказывает диаграмма Шеффлера. Для GMA-SW без предварительного нагрева газ аргон-гелий дает наибольшее количество аустенита; однако при предварительном нагреве до 400 ° C количество аустенита уменьшается с увеличением содержания гелия. При очень низком разбавлении поверхностных слоев, полученных с помощью сварки PTA-SW, количество аустенита составляет 46.4-47,0%, что близко к эталонной дуплексной нержавеющей стали. При разбавлении 22,6% количество аустенита составляет 73,9%, что аналогично количеству аустенита в поверхностном слое с разбавлением 30,8%, полученным с помощью GMA-SW.
При разбавлении 22,6% количество аустенита составляет 73,9%, что аналогично количеству аустенита в поверхностном слое с разбавлением 30,8%, полученным с помощью GMA-SW.
Поверхностный слой с разбавлением 2,02% (PTA-SW, газ аргон, без предварительного нагрева). (a) Оптическая микроскопия, протравленная реактивом Гросбека, (b) СЭМ-изображение и (c) отображение концентрации Cr (интенсивность красного цвета является функцией концентрации Cr) (Цветной рисунок онлайн)
Рис.4Поверхностный слой с разбавлением 10,5% (GMA-SW, газ аргон – гелий, без предварительного нагрева). (a) Оптическая микроскопия, протравленная реактивом Гросбека, (b) СЭМ-изображение и (c) Отображение концентрации Cr (интенсивность красного цвета является функцией концентрации Cr) (Цветной рисунок онлайн)
Рис. 5 Поверхностный слой с разбавление 12,8% (GMA-SW, аргон, предварительный нагрев до 400 ° C). (a) Оптическая микроскопия, протравленная реактивом Гросбека, (b) СЭМ-изображение и (c) Карта концентрации Cr (интенсивность красного цвета является функцией концентрации Cr) (Цветной рисунок онлайн)
(a) Оптическая микроскопия, протравленная реактивом Гросбека, (b) СЭМ-изображение и (c) Карта концентрации Cr (интенсивность красного цвета является функцией концентрации Cr) (Цветной рисунок онлайн)
Поверхностный слой с разбавлением 22,6% (PTA-SW, газ аргон, предварительный нагрев до 400 ° C). (а) Оптическая микроскопия, протравленная реактивом Гросбека, (б) СЭМ-изображение и (в) Картирование концентрации Cr (интенсивность красного цвета является функцией концентрации Cr) (Цветной рисунок онлайн)
Рис. 7Поверхностный слой с разбавление 42,2% (GMA-SW, газообразный гелий, предварительный нагрев 400 ° C). (a) Оптическая микроскопия, протравленная реактивом Гросбека, (b) СЭМ-изображение и (c) Карта концентрации Cr (интенсивность красного цвета является функцией концентрации Cr) (Цветной рисунок онлайн)
Рис.8 Хромовые и никелевые эквиваленты и определенное содержание аустенита в сварных образцах. Крест представляет собой цельносварной металл, кружки — дуговую сварку в плазме, квадраты — дуговую сварку металла в газе аргоном, ромбики — дуговую сварку металла в газе аргон-гелий, треугольники — дуговую сварку металла в газе с гелием. Закрашенные символы обозначают предварительный нагрев до 400 ° C.
Крест представляет собой цельносварной металл, кружки — дуговую сварку в плазме, квадраты — дуговую сварку металла в газе аргоном, ромбики — дуговую сварку металла в газе аргон-гелий, треугольники — дуговую сварку металла в газе с гелием. Закрашенные символы обозначают предварительный нагрев до 400 ° C.
Аустенит является только одним из компонентов микроструктуры, который также может содержать феррит, но также карбиды и другие выделения.Чтобы исследовать химический состав фаз, обнаруженных в реальной микроструктуре, EDX-анализы были выполнены на выбранных точках матрицы и выделений. Для простоты состав, определенный для выделений, нормирован на значения, определенные для матрицы (рис.9, таблица 4).
Рис. 9 Отношение концентрации элементов в осадках к соответствующей концентрации элементов в матрице, определенное с помощью измерений EDX. Крест представляет собой цельносварной металл, кружки — дуговую сварку в плазме, квадраты — дуговую сварку металла в газе аргоном, ромбики — дуговую сварку металла в газе аргон-гелий, треугольники — дуговую сварку металла в газе с гелием. Закрашенные символы обозначают предварительный нагрев при 400 ° C.
Для металла шва, количество феррит-стабилизаторов хрома и молибдена в осадков меньше, чем в матрице (<100%). Напротив, количество никеля-стабилизатора аустенита в выделениях выше, чем в матрице (> 100%), т.е. микроструктура состоит из 63% выделений аустенита в ферритной матрице, что типично для сварных дуплексных нержавеющих сталей аналогичного состава. (Ссылка 23).Отклонения между концентрациями элементов в матрице и осадках, то есть отклонение введенного соотношения от 100%, довольно низкие, что указывает на однородное распределение элементов. Поверхностный слой с разбавлением 2,02%, полученный сваркой PTA-SW, показывает еще более однородное распределение элементов, причем соотношение железа даже достигает баланса. В осадках концентрация никеля немного выше, а концентрации хрома и молибдена ниже, что свидетельствует об аустените в ферритной матрице. Помимо противоположной тенденции в концентрации углерода, то же самое верно и для поверхностного слоя с разбавлением 3,25%, полученного сваркой PTA-SW, где однородность распределения элементов немного меньше. Значительное изменение наблюдается в образцах с разбавлением выше 5% с увеличением соотношений молибдена, углерода и хрома и уменьшением соотношений железа и никеля (рис. 9). В то время как возрастающее поведение соотношений железа и никеля подтверждает, что это в основном аустенитная матрица, отношения углерода и хрома демонстрируют сходные тенденции к снижению.Наряду с сильно увеличенным содержанием молибдена в выделениях, можно предположить, что эти выделения представляют собой карбиды хрома и σ-фазу (ссылка 32).
Помимо противоположной тенденции в концентрации углерода, то же самое верно и для поверхностного слоя с разбавлением 3,25%, полученного сваркой PTA-SW, где однородность распределения элементов немного меньше. Значительное изменение наблюдается в образцах с разбавлением выше 5% с увеличением соотношений молибдена, углерода и хрома и уменьшением соотношений железа и никеля (рис. 9). В то время как возрастающее поведение соотношений железа и никеля подтверждает, что это в основном аустенитная матрица, отношения углерода и хрома демонстрируют сходные тенденции к снижению.Наряду с сильно увеличенным содержанием молибдена в выделениях, можно предположить, что эти выделения представляют собой карбиды хрома и σ-фазу (ссылка 32).
Это доказательство того, что состав, то есть только диаграмма Шеффлера, не может служить для оценки результирующей микроструктуры для имеющихся поверхностных слоев. Во-первых, причиной этого является неучтенное влияние подводимого тепла и скорости охлаждения либо из-за предварительного нагрева, либо из-за изменения распределения тепла по поверхности за счет дополнительного гелия в защитном газе. Во-вторых, диаграмма Шеффлера не учитывает осадки, возникающие при охлаждении, или повышенные температуры, которые сохраняются после сварки, то есть термообработки после сварки.
Во-вторых, диаграмма Шеффлера не учитывает осадки, возникающие при охлаждении, или повышенные температуры, которые сохраняются после сварки, то есть термообработки после сварки.
Для лучшего понимания микроструктуры качественно обсуждаются металлографические поперечные сечения, протравленные реактивом Гросбека, микрофотографии SEM и EDX-анализ поверхностных слоев с разбавлением 2,02%, 10,5%, 12,8%, 22,6% и 42,2%. изучить влияние предварительного нагрева и увеличения содержания гелия в защитном газе на микроструктуру поверхностных слоев.
Поверхностный слой с разбавлением 2,02% (PTA-SW, газ аргон, без предварительного нагрева) представляет собой ферритную матрицу (светло-серая) с зернами аустенита (светлые) и несколькими сферическими включениями (рис. 3а). Ферритная матрица и выделения аустенита более четкие на СЭМ-изображении; карта концентрации хрома, сделанная в том же месте, не показывает изменений в концентрации хрома между аустенитом и ферритом (рис. 3b, c). Учитывая наличие ферритной матрицы, вероятно, что сварочная ванна затвердела полностью до δ-феррита и что при довольно быстром охлаждении произошло превращение в аустенит, в то время как остальная часть осталась в виде остаточного δ-феррита (см. .Скорость охлаждения была, по-видимому, достаточно высокой, а тепловложение после сварки — низким, соответственно, так что можно было получить соотношение феррита и аустенита примерно 54:46. Микроструктуры поверхностных слоев с разбавлением 3,25% и 5,23% показали похожий внешний вид, но с небольшим увеличением отношения аустенита из-за увеличения количества элементов, стабилизирующих аустенит, например углерода и никеля. В микроструктуре поверхностного слоя при разбавлении 5,23% наблюдались очень мелкие выделения карбидов.
.Скорость охлаждения была, по-видимому, достаточно высокой, а тепловложение после сварки — низким, соответственно, так что можно было получить соотношение феррита и аустенита примерно 54:46. Микроструктуры поверхностных слоев с разбавлением 3,25% и 5,23% показали похожий внешний вид, но с небольшим увеличением отношения аустенита из-за увеличения количества элементов, стабилизирующих аустенит, например углерода и никеля. В микроструктуре поверхностного слоя при разбавлении 5,23% наблюдались очень мелкие выделения карбидов.
При разбавлении 10,5% (GMA-SW, газ аргон-гелий, без предварительного нагрева) микроструктура состоит в основном из аустенита (светлый) с ферритом (светло-коричневый) и небольшого количества выделений карбида (темный), которые имеют такие же свойства. морфология как феррит (рис. 4а). Это означает, что скорость охлаждения при поверхностной сварке была ниже, чем в PTA-SW без предварительного нагрева, но достаточно высока, чтобы сохранить небольшое количество феррита. Карбиды выпали из ферритной фазы. Возможно, тепловложение за счет повышенной теплопроводности защитного газа аргон-гелий способствовало диффузии углерода и хрома в аустените к границам зерен.Затем произошло фазовое превращение феррита в карбид. Однако отображение концентрации хрома не указывает на какие-либо видимые различия в цвете, т. Е. Распределение хрома довольно однородное, что также подтверждается относительной концентрацией хрома 147% в осадках (рис. 4b, c, таблица 4). .
Карбиды выпали из ферритной фазы. Возможно, тепловложение за счет повышенной теплопроводности защитного газа аргон-гелий способствовало диффузии углерода и хрома в аустените к границам зерен.Затем произошло фазовое превращение феррита в карбид. Однако отображение концентрации хрома не указывает на какие-либо видимые различия в цвете, т. Е. Распределение хрома довольно однородное, что также подтверждается относительной концентрацией хрома 147% в осадках (рис. 4b, c, таблица 4). .
При разбавлении 12,8% (GMA-SW, газ аргон, предварительный нагрев 400 ° C) микроструктура, по-видимому, состоит только из аустенита (светлый) и карбидных выделений (темный) (Рис.5а). Картирование EDX показывает очевидные различия в концентрации хрома между матрицей (темно-красный) и осадком (светло-красный) (рис. 5b, c). Предполагается, что предварительный нагрев значительно усиливает процессы диффузии, особенно диффузию углерода и хрома из аустенитной матрицы к границам зерен. Там происходили фазовые превращения, в результате которых оставшийся феррит превращался в карбид хрома с относительной концентрацией хрома 174%.
При разбавлении 22,6% (PTA-SW, газ аргон, предварительный нагрев 400 ° C) микроструктура состоит только из аустенита (светлый) и карбидных выделений (темный), которые кажутся равномерно распределенными в аустенитной матрице (рис.6а). Осадки отчетливо видны на СЭМ-изображении и обогащены 191% относительной концентрацией хрома по сравнению с окружающей матрицей (рис. 6b, c, таблица 4). При таком разбавлении большое количество жидкой сварочной ванны затвердевает, вероятно, в основном аустенитно, и любой остаточный феррит превращается в карбид, что стало возможным благодаря продолжительному нагреву после сварки. Во время продолжительного нагрева диффузия углерода и хрома способствует росту выделений карбида.
Разбавление 42.2% (GMA-SW, газообразный гелий, предварительный нагрев до 400 ° C) обеспечивает большое количество углерода в поверхностном слое. Это также влияет на затвердевание жидкой сварочной ванны таким образом, что карбиды могут образовываться непосредственно из расплава, что приводит к наблюдаемой дендритной микроструктуре (рис. 7a). Высокое тепловложение, вызванное выбранными параметрами процесса, обеспечивает достаточную энергию для облегчения диффузии углерода и хрома к межфазным границам. Впоследствии при поддержании температуры предварительного нагрева и пониженной скорости охлаждения большие количества карбида вырастают и соединяются в плотную, обогащенную хромом сетку, что делает отображение хрома очень четким (рис.7б, в). Интенсивные красные цвета представляют фазу с высоким содержанием хрома, а более темный красный цвет соответствует аустениту. Эта сетка очень резко разделяет отдельные фазы аустенита.
7a). Высокое тепловложение, вызванное выбранными параметрами процесса, обеспечивает достаточную энергию для облегчения диффузии углерода и хрома к межфазным границам. Впоследствии при поддержании температуры предварительного нагрева и пониженной скорости охлаждения большие количества карбида вырастают и соединяются в плотную, обогащенную хромом сетку, что делает отображение хрома очень четким (рис.7б, в). Интенсивные красные цвета представляют фазу с высоким содержанием хрома, а более темный красный цвет соответствует аустениту. Эта сетка очень резко разделяет отдельные фазы аустенита.
При увеличении разбавления характер первичного затвердевания изменяется с ферритного на более аустенитный, а при уменьшении скорости охлаждения и повышении температуры предварительного нагрева больше углерода становится доступным для образования карбида (таблица 3) (ссылка 33). Увеличение тепловложения за счет предварительного нагрева и более широкое распределение тепла за счет добавления гелия в защитный газ способствует диффузии и фазовым превращениям. Из равномерно сбалансированных фаз аустенита и феррита при разбавлении 2,02%, превращение ферритной фазы в карбиды наблюдается при разбавлении 10,5%, что стало возможным благодаря более широкому распределению тепла на поверхности, создаваемому более высокой проводимостью защитного газа смеси аргона и гелия. . Полное превращение феррита в аустенит и карбиды при разбавлении на 12,8% стало возможным благодаря температуре предварительного нагрева 400 ° C, которая поддерживалась после сварки. Точно так же при разбавлении на 22,6% карбиды в чисто аустенитной матрице стали больше.В конце концов, при разбавлении 42,2% образуется ярко выраженная, сильно взаимосвязанная карбидная сетка, ограничивающая отдельные аустенитные фазы. Доля хрома в выделениях по сравнению с аустенитными фазами составляет 276%. Это означает, что, с одной стороны, выделения обогащены хромом, а с другой стороны, имеется значительное обеднение хромом на границах фаз аустенита.
Из равномерно сбалансированных фаз аустенита и феррита при разбавлении 2,02%, превращение ферритной фазы в карбиды наблюдается при разбавлении 10,5%, что стало возможным благодаря более широкому распределению тепла на поверхности, создаваемому более высокой проводимостью защитного газа смеси аргона и гелия. . Полное превращение феррита в аустенит и карбиды при разбавлении на 12,8% стало возможным благодаря температуре предварительного нагрева 400 ° C, которая поддерживалась после сварки. Точно так же при разбавлении на 22,6% карбиды в чисто аустенитной матрице стали больше.В конце концов, при разбавлении 42,2% образуется ярко выраженная, сильно взаимосвязанная карбидная сетка, ограничивающая отдельные аустенитные фазы. Доля хрома в выделениях по сравнению с аустенитными фазами составляет 276%. Это означает, что, с одной стороны, выделения обогащены хромом, а с другой стороны, имеется значительное обеднение хромом на границах фаз аустенита.
Увеличение количества углерода стабилизирует образование аустенита из-за более низкого предела растворимости углерода феррита. Однако при разбавлении поверхностных слоев при разбавлении более 12% (что соответствует 0,4% углерода) риск выделения карбидов увеличивается. Количество карбидов в поверхностном слое при разбавлении 12,8% (GMA-SW, газ аргон, предварительный нагрев 400 ° C) сравнительно мало. Это результат низкой теплопроводности чистого аргона, что приводит к узкому распределению тепла по поверхности и применяемым температурам предварительного нагрева. Скорость охлаждения низкая, а тепловложение высокое; таким образом, происходит обширное образование аустенита (92.6%).
Однако при разбавлении поверхностных слоев при разбавлении более 12% (что соответствует 0,4% углерода) риск выделения карбидов увеличивается. Количество карбидов в поверхностном слое при разбавлении 12,8% (GMA-SW, газ аргон, предварительный нагрев 400 ° C) сравнительно мало. Это результат низкой теплопроводности чистого аргона, что приводит к узкому распределению тепла по поверхности и применяемым температурам предварительного нагрева. Скорость охлаждения низкая, а тепловложение высокое; таким образом, происходит обширное образование аустенита (92.6%).
Для GMA-SW соединение выделений, т. Е. Карбидная сетка, действительно происходит уже при разбавлении 19,7% (газ аргон-гелий, предварительный нагрев 400 ° C) и при разбавлении 30,8% (газообразный гелий). , без предварительного нагрева), но не для разбавления 12,8% (газообразный аргон, предварительный нагрев 400 ° C) (рис. 5). Однако для PTA-SW при разбавлении 22,6% (газ аргон, предварительный нагрев 400 ° C) не наблюдалось никакой взаимосвязанной карбидной сетки, что снова может быть объяснено узким распределением тепла, за исключением того, что в этом случае это узкое тепло Распределение является результатом столбчатой дуги, которая по сути не влияет на ранее свариваемые участки в такой степени, как коническая дуга процесса GMA-SW (рис. 6).
6).
Таким образом, создается впечатление, что микроструктура определяется не только разбавлением, но и шириной термообработанной области, то есть площадью поверхности, на которой диффузия и фазовое превращение возбуждаются более широким распределением тепла через форму дуги или за счет повышенной теплопроводности защитного газа, получаемой при добавлении гелия.
Таким образом, микроструктуры поверхностных слоев с разбавлением до 3,25% включают феррит и аустенит, а до 10.Микроструктура составляет 5% аустенита, феррита и небольшое количество карбидов. При разбавлении более 12,8% феррит больше не обнаруживается в микроструктурах, а вместо этого состоит из аустенита и выделений карбида. Количество выделений карбида в поверхностных слоях увеличивается с увеличением разбавления. При разбавлении 30,8% и 42,2% наблюдается карбидная сетка, ограничивающая аустенитные зерна.
Испытания на коррозию
Потенциодинамическая поляризация
Фотографии поверхностей образцов были сделаны после испытания потенциодинамической поляризацией (рис.10). Поверхность серого чугуна сильно корродировалась после потенциодинамической поляризации, тогда как эталонная дуплексная нержавеющая сталь, цельносварной металл (GMA-SW) и поверхностный слой с разбавлением 2,02% не корродировали (рис. 10a-d). Каждый поверхностный слой с разбавлением более 3,25% показал коррозию в испытании, о чем свидетельствуют различные следы коррозии на поверхностных слоях после испытания (рис. 10e-l). На поверхностном слое с разбавлением 3,25% есть несколько следов коррозии на переходе между испытательной зоной и внешней зоной, которая была покрыта гальванической лентой.Поверхностные слои с разбавлением 5,23% и 10,5% частично покрыты продуктами коррозии, и заметны некоторые локальные следы коррозии. Два прямолинейных элемента и кольцеобразный элемент появляются на поверхностном слое с разбавлением 12,8%. При разбавлении 19,7% поверхность покрывается продуктами коррозии и наблюдается щелевая коррозия. Похожий вид можно наблюдать на поверхностном слое при разбавлении 22,6%. Отчетливая коррозия в форме кольца и небольшая местная коррозия произошли на поверхностных слоях с разбавлением 30.8% и 42,2%. Все поверхностные слои корродировали меньше, чем серый чугун.
Рис. 10Фотографии испытательных зон после измерения потенциодинамической поляризации (Цветной рисунок онлайн)
Это дает качественную информацию о появлении коррозии, но кривые плотность тока – поляризация позволяют сравнивать различные потенциалы холостого хода и коррозию кинетика, например, образование и разрушение пассивного слоя.
Потенциал холостого хода металла шва (GMA-SW) примерно на 470 мВ больше положительного, т.е.э., более благородный по сравнению с пластинчатым серым чугуном (EN-GJL-250) (рис. 11). Резкое увеличение плотности тока после прохождения потенциала холостого хода для пластинчатого серого чугуна типично для активной коррозии. Расширенное плато при низких значениях плотности тока после прохождения потенциала холостого хода цельносварного металла характерно для образования пассивного слоя. Плато простирается примерно на 1100 мВ, пока плотность тока резко не возрастет, что указывает на (локальный) пробой пассивного слоя.
Рис. 11Кривые плотности тока и потенциала поверхностных слоев GMA-SW и стандартных материалов (0,0%: цельносварной металл) (цветной рисунок онлайн)
Кривые плотности тока-потенциала поверхностных слоев GMA-SW находятся между серым чугуном и цельносварным металлом (GMA-SW), что подтверждает визуальный осмотр. Потенциалы холостого хода практически идентичны потенциалам цельносварного металла (GMA-SW), за исключением поверхностных слоев с разбавлением 30,8% и 42,2% (газообразный гелий).Для поверхностного слоя с разбавлением 5,23% (газ аргон, без предварительного нагрева) пассивная область простирается более чем на 400 мВ и 200 мВ для поверхностного слоя с разбавлением 10,5% (газ аргон-гелий, без предварительного нагрева) соответственно. Поверхностные слои с разбавлением 12,8% и 19,7% проявляют не расширенную пассивность, а характеристики активной коррозии, т. Е. Резкое увеличение тока непосредственно после прохождения потенциала холостого хода. Такое же поведение наблюдается для поверхностных слоев с разбавлением 30,8% и 42,2%; однако у них больше негатива, т.е.е., менее благородные, потенциалы холостого хода, которые все же намного благороднее, чем у серого чугуна (рис. 11).
Для облегчения оценки поверхностных слоев PTA-SW, особенно слоев с очень низким разбавлением, соответствующие кривые плотности тока – потенциала сравниваются с кривыми поверхностных слоев GMA-SW, которые показали пассивное поведение, т. Е. 5,23%. и 10,5% разбавление, цельносварной металл (GMA-SW) и имеющаяся в продаже дуплексная нержавеющая сталь (1.4462) (рис. 12). 1.4462 имеет потенциал холостого хода, аналогичный цельносварному металлу (GMA-SW), но его пассивная область имеет немного большую протяженность по сравнению с цельносварным металлом (GMA-SW).Фактически, все поверхностные слои PTA-SW имеют потенциал холостого хода, близкий к таковому у дуплексной нержавеющей стали, и все они имеют пассивную область. Пассивная область является самой короткой для поверхностного слоя при разбавлении 22,6%. После этой пассивной области плотность тока резко возрастает, что указывает на активную коррозию. Расширение пассивной области поверхностного слоя при разбавлении 3,25% почти вдвое больше, чем при разбавлении 5,23%, после чего ток умеренно увеличивается. Наконец, кривая плотности тока – потенциала поверхностного слоя с 2.Разбавление на 02% аналогично кривой для цельносварного металла (GMA-SW) до самого конца пассивной области 1100 мВ, что сравнимо с дуплексной нержавеющей сталью (рис. 12).
Рис. 12Кривые плотности тока и потенциала поверхностных слоев PTA-SW и поверхностных слоев GMA-SW с низким разбавлением (5,23% и 10,5%) и эталонных материалов цельносварной металл (GMA-SW, 0,0%) и дуплекс нержавеющая сталь (1.4462) (Цветной рисунок онлайн)
Иммерсионная спектроскопия и спектроскопия электрохимического импеданса
После 24 часов погружения с последующим измерением EIS поверхность серого чугуна полностью корродирует, в то время как у дуплексной нержавеющей стали коррозии не наблюдается. , цельносварной металл (GMA-SW) и поверхностные слои с разбавлением до 10.5% (рис.13). Поверхностные слои с разбавлением 12,8%, 19,7%, 22,6% и 30,8% показывают небольшое количество коррозионных ямок. На поверхностном слое при разведении 42,2% остается большое количество следов коррозии.
Рис. 13Фотографии испытательных зон после 24-часового погружения и измерения EIS (цветное изображение онлайн)
Точечная коррозия на поверхностном слое с разбавлением 12,8% и выше, по-видимому, предпочтительно начинается в линейно растянутой области (особенно Рис. 13h, k). Изображения расположены таким образом, что для поверхностных слоев направление сварки приблизительно горизонтально.При визуальном осмотре поперечного сечения образцов видно, что эта область соответствует переходу между двумя сварными швами.
В отличие от измерений потенциодинамической поляризации, при погружении с последующим измерением EIS не наблюдается щелевой коррозии, а наблюдается только точечная коррозия. Это означает, что некоторый защитный слой, который локально проникает во время погружения, может образовываться на всех поверхностных слоях (см. 35). Это также доказывает менее разрушительный характер иммерсионного измерения и измерения EIS по сравнению с потенциодинамической поляризацией.График Боде, полученный измерениями EIS, обеспечивает характеристики, например величину импеданса (сплошные линии, левая ось y) и фазовый сдвиг (пунктирные линии, правая ось y) слоев после 24 часов погружения (рис. 14, 15).
Рис.14График Боде после 24-часового погружения и измерения EIS поверхностных слоев GMA-SW и стандартных материалов (0,0%: цельносварной металл) (Цветной рисунок онлайн)
Рис.15График Боде через 24 часа h измерение погружением и EIS поверхностных слоев, сваренных PTA-SW, и поверхностных слоев GMA-SW с низким разбавлением (5.23% и 10,5%) и эталонные материалы Цельносварной металл (GMA-SW, 0,0%) и дуплексная нержавеющая сталь (1.4462) (Цветной рисунок онлайн)
Для малых разбавлений максимальный фазовый сдвиг увеличивается, что указывает на более конденсаторный отклик пассивной пленки, сформированной на поверхностном слое. На низких частотах величина импеданса увеличивается с уменьшением разбавления (на низких частотах оно приближается к омическому сопротивлению, которое является сопротивлением переноса заряда). Изолирующей пассивной пленке присущи высокое сопротивление переносу заряда и поведение конденсатора.
Подгонка результатов измерений EIS к эквивалентной схеме упрощенной ячейки Рэндлса дает значения для сопротивления раствора R с , сопротивления переносу заряда R ct и емкости двойного слоя C дл (рис.2, 16, таблица 5). Сопротивление раствора постоянно. Сопротивление переносу заряда уменьшается с увеличением разбавления. Это соответствует менее защитной пассивной пленке или пассивной пленке с более низким уровнем защиты.Чем выше сопротивление переносу заряда, тем больше затрудняется любая (электро) химическая реакция между образцом и электролитом. Существует значительный скачок сопротивления переносу заряда примерно на два порядка величины между 10,5% и 12,8% разбавления (рис. 16). Это полностью согласуется с феноменологической разницей в коррозионном поведении, которая визуально наблюдается после измерения, когда поверхностный слой с разбавлением на 12,8% корродировал локально, а поверхностный слой с 10.5% разведение не помогло (рис. 13ж, з). Исходя из этого результата, можно с уверенностью сказать, что поверхностные слои с разбавлением ниже 10,5% способны образовывать плотный и стабильный пассивный слой в применяемых условиях испытаний.
Рис. 16Данные, извлеченные из измерения EIS после 24 часов погружения поверхностных слоев и металла шва (GMAW, 0,0%). R s : сопротивление раствора, R ct : сопротивление переносу заряда и C dl : емкость двойного слоя.Крест представляет собой цельносварной металл, кружки — дуговую сварку в плазме, квадраты — дуговую сварку металла в газе аргоном, ромбики — дуговую сварку металла в газе аргон-гелий, треугольники — дуговую сварку металла в газе с гелием. Закрашенные символы обозначают предварительный нагрев до 400 ° C (Цветной рисунок онлайн)
Таблица 5 Извлеченные данные из измерения EIS после 24-часового погружения поверхностных слоев и стандартных материалов цельносварной металл (GMA-SW, 0,0%) и дуплексная нержавеющая сталь (1.4462)Емкость двойного слоя минимальна для поверхностных слоев при разбавлении 5,23% и 10,5% и затем увеличивается с разбавлением. Увеличение емкости может быть результатом более тонкой диэлектрической пленки (пассивной пленки). Из-за коррозии, приводящей к электрохимически нестабильной системе, применение определенных значений для описания этой системы сомнительно, поскольку здесь задействовано множество факторов, например размер активных участков коррозии и площадь пассивной поверхности.
В целом, результаты комбинированного измерения погружением и EIS описывают эффект как разбавления, так и выделений карбида: с одной стороны, увеличение разбавления снижает количество хрома, доступного для образования пассивного слоя. С другой стороны, хром связан в карбидных выделениях, что еще больше снижает доступное количество хрома. Таким образом, повышенные уровни разбавления и выделения карбидов в микроструктуре приводят к снижению коррозионной стойкости поверхностных слоев даже в условиях погружения.
Исследование механизмов коррозии после измерения потенциодинамической поляризации
МикрофотографииSEM и EDX-анализы используются для исследования механизмов коррозии, возникающих во время измерений электрохимической поляризации. Например, поверхностные слои с разбавлением 10,5% (GMA-SW, газ аргон-гелий, без предварительного нагрева), 12,8% (GMA-SW, газ аргон, предварительный нагрев 400 ° C), 22,6% (PTA-SW, газ аргон , Предварительный нагрев 400 ° C) и 42,2% (GMA-SW, газ гелий, предварительный нагрев 400 ° C), микроструктуры которых уже обсуждались, выбраны для отражения влияния разбавления и микроструктуры на механизм коррозии (рис.17).
Рис.17SEM-изображения (слева) и карты концентрации Cr (справа) для поверхностного слоя с разбавлением (a) 10,5%, (b) 12,8%, (c) 22,6% и (d) 42,2% (интенсивность красного зависит от концентрации Cr) (Цветной рисунок онлайн)
Коррозия поверхностного слоя с разбавлением 10,5% (GMA-SW, газ аргон-гелий, без предварительного нагрева) произошла локально, т. е. наибольшая часть поверхности осталась пассивной. Обогащение хрома в осадках составляет 147% по сравнению с матрицей.Локальная коррозия затронула в основном межфазные границы аустенита (рис. 17а). Более распределенная локальная коррозия произошла на поверхностном слое с разбавлением 12,8% (GMA-SW, газ аргон, предварительный нагрев до 400 ° C). Фазовые границы между аустенитом и выделениями избирательно корродировали, и открывались отверстия для проникновения коррозионной среды (рис. 17b). Под поверхностью истощение кислорода и подкисление приводят к более агрессивным условиям коррозии, сравнимым с щелевой коррозией (ссылка 35). Механизм коррозии поверхностного слоя с 22.6% -ное разбавление также избирательно воздействовало на фазовую границу между выделениями карбида и аустенитом (рис. 17c). Видно, что очень тонкий слой между этими двумя фазами растворился, и после этого коррозия аустенитных зерен прекратилась. Тот же самый механизм коррозии более выражен при разбавлении на 42,2% (GMA-SW, газообразный гелий, предварительный нагрев до 400 ° C), где поверхность была подрезана из-за коррозии до такой степени, что верхний слой почти потерял связь с основной массой. Коррозия шла по границам обедненных хромом фаз в глубину поверхностного слоя (рис.17г). Зерна аустенита подверглись атаке только на границе раздела фаз, где локальная концентрация хрома была наименьшей. Коррозия остановилась на внутренней части аустенита, где концентрация хрома достаточно высока для обеспечения коррозионной стойкости.
Измерения потенциодинамической поляризации в искусственной морской воде показывают, что увеличение разбавления снижает коррозионную стойкость поверхностных слоев. Фазовые границы, обедненные хромом, избирательно корродировали. Этот механизм становится более интенсивным с повышением содержания хрома в выделениях и наиболее серьезен для взаимосвязанной карбидной сетки.
Как сваривать сталь TIG (газ, ток, сплавы, полярность, наконечники и т. Д.) — Ultimate Guide
СваркаTIG очень полезна для соединения металлов, в частности стали, путем правильного нагрева их дугой между электродом и основным металлом. Наряду с защитным газом можно использовать присадочный металл. Основными переменными при этой сварке являются сварочный ток, напряжение дуги, состав защитного газа и скорость перемещения.
Сварка TIG, скорее всего, является наиболее универсальным видом сварки, который позволяет сваривать несколько видов металлов, чем любой другой вид сварки.Процесс сварки TIG обычно можно использовать для сварки алюминия, стали, латуни, меди, бронзы, золота, никелевых сплавов, нержавеющей стали и т. Д. Чтобы научиться выполнять сварку методом электродуговой сварки, прежде всего, вы должны настроить машину и ее соединенные части, такие как горелка и газ, а также иметь под рукой присадочный стержень для любого металла, который вы хотите сваривать.
Какие параметры важны?
Успешная сварка зависит от удачного сочетания настроек и выбранных параметров.Различные факторы, основанные на знаниях, играют важную роль при выборе параметров и настройке оборудования. Некоторые из этих важных параметров — это основной материал, толщина материала, тип соединения и положение сварки.
Как создавать отличные бусины на стали
Основной процесс укладки бусины настолько прост. Вы пытаетесь создать крошечный зигзаг кончиком стержня. Делая небольшие концентрические круги, двигаясь по траектории шва. Первоначально вы можете начать укладывать бусины на дюйм или два дюйма длиной.Существует риск того, что область вокруг шва нагреется и станет поврежденной или деформируемой. Итак, хорошо выполнить небольшой сварной шов на одном месте, а затем перейти к другому.
Предлагаемые электроды
Если вы планируете сваривать алюминиевые материалы, вы обязательно должны выбрать вольфрамовый электрод. Помимо этого, существуют и другие формы вольфрамовых электродов, которые содержат торированную форму, которая принципиально опасна. В настоящее время изготовление электрода означает, что наконечник имеет круглую форму, а в противном случае вам придется перетереть его перед использованием.Самая лучшая рекомендация — использовать шаровидный наконечник и заостренный наконечник для сварки на переменном и постоянном токе соответственно.
Полярность — один из важнейших элементов, контролирующих качество сварных соединений. При неправильном выборе полярности вы можете получить большее проплавление, разбрызгивание, а также потерять контроль над сварочной дугой. Доступны три формы полярности, например:
Полярность крайне важна при сварке стали вольфрамовым электродом в электродвигателе; потому что от выбора идеальной полярности зависит качество и прочность сварного шва.
Прямая полярность постоянного токаЭто происходит, когда электрод заканчивается отрицательным, а пластины — положительным. В конце концов, электроны текут от наконечника электрода к пластинам основания.
Постоянный ток, обратная полярностьЭто происходит, когда электрод заканчивается положительным полюсом, а пластины отрицательными. Затем электроны текут в обратном направлении от базовых пластин к электроду.
Полярность переменного токаЕсли источник питания выдает переменный ток, то и прямая, и обратная полярность будут иметь место друг за другом в каждом цикле.В течение половины цикла электрод будет отрицательным, и поэтому опорные пластины будут положительными. В другой половине базовые пластины будут отрицательными, а электрод — положительными. Следовательно, количество циклов, которые происходят в течение нескольких секунд, зависит от частоты источника питания.
Какой пульс можно использовать на стали?
Импульсная сварка TIG обычно используется для сварки тонких секций нержавеющей стали и цветных металлов. Этот метод не ограничивается ими, поскольку он используется для других материалов, таких как медные сплавы, магний и алюминий.
Чтобы начать сварку вольфрамовым электродом, аппараты специально разработаны для обеспечения постоянной силы тока. Это означает, что когда вы настраиваете машину, она настраивается в соответствии с настройками силы тока. Эта сила тока при сварке практически не меняется. Это изменение напряжения зависит от длины дуги. Кроме того, с помощью этой дуги измеряется напряжение. Напряжение будет увеличиваться при увеличении длины дуги, а также напряжение будет уменьшаться одновременно с уменьшением дуги. В конце концов, этот источник питания всегда будет поддерживать постоянную настройку силы тока.Для сварки стали толщиной ¼ дюйма за один проход требуется примерно 180 ампер. Можно создать серию тонких проходов, чтобы сваривать более толстый материал за один проход с током меньшей, чем обычно, необходимой. Не забывайте, что на несколько проходов нужно максимальное время.
Когда дело доходит до сварки TIG стального тонкого листового металла, возможно, вам придется подумать о переходе на положительный электрод постоянного тока. Это приведет к увеличению нагрева вольфрамового электрода, а также предотвратит возгорание листового металла дугой. В случае электрода постоянного тока вам нужно сваривать, используя настройку низкой силы тока, и вольфрам также сгорит.Кроме того, есть случай, когда вам потребуется настроить машину на электрод постоянного тока, который должен придать вольфрамовую форму шариковому наконечнику. Следовательно, электрод постоянного тока начнет плавить вольфрам как можно скорее при такой настройке. Поэтому; сварка TIG используется для изготовления вольфрамовых концов шаровидной формы.
Газ используется в сварочном процессе множеством уникальных способов. Обычно они включают в себя защиту дуги от загрязняющих веществ, таких как пыль, воздух и другие газы, а также поддержание чистоты сварных швов на основе слоя, который противоречит дуге, а затем нагрев металла.Кроме того, защитные газы можно использовать для защиты металла после процесса сварки. Вот списки газов, обычно используемых для каждого типа сварки, описанного ниже:
• Реактивные и инертные газы
• продувочный газ
• Защитный газ
• Защитный газ
• Отопление газовое
Однако газы — важный сегмент работы каждого сварщика. Даже некоторые газы подходят для широкого применения, например, чистый аргон для многих проектов сварки стали, а также комбинация CO2 и аргона для нескольких сварочных работ MIG. Газ, который большинство сварщиков используют для сварки TIG стали, — это аргон.
Гелий — хороший вариант?
Гелий — хороший вариант для успешной сварки TIG углеродистой стали. Этот инертный процесс дает чистые сварные швы. Гелий более горячий, чем аргон, так как он лучше передает тепло дуги, чем аргон.
СО2 — хороший вариант?
Нет, CO2 не используется для сварки TIG, так как это газ, содержащий кислород, который может привести к окислению и плохому сварному шву.Поэтому, пожалуйста, не используйте углекислый газ.
Могу ли я сваривать сталь TIG с 75% аргона и 25% CO2?
Co2 — это активный газ, который вызывает окисление, когда находится вокруг электродного вольфрама в сварочном аппарате TIG. Сварка TIG требует чистого аргона для защиты электрода. Таким образом, использование смеси аргона и СО2 на стали при выполнении сварки TIG — плохая идея.
По сути, низкоуглеродистая сталь — это стальной сплав с меньшим процентным содержанием углерода, то есть 0,3 процента или меньше.По этой конкретной причине низкоуглеродистая сталь также известна как низкоуглеродистая сталь. В конечном итоге это обычное дело в производстве, потому что это намного дешевле, чем по сравнению с любыми другими сплавами, а также очень просто сваривать. Обычно низкоуглеродистую сталь можно сваривать, используя процедуры сварки вольфрамовым электродом в среде инертного газа, и их результат очень аккуратный, а также точный сварной шов.
Обычно низкоуглеродистая сталь дает много преимуществ. От простой свариваемости до способности изгибать и образовывать плесень — вот некоторые из преимуществ, которые делают низкоуглеродистую сталь популярным материалом для многих сварщиков.Имея несколько доступных вариантов низкоуглеродистой стали, вы должны решить, какой присадочный металл является идеальным вариантом для вашего конкретного применения. Отличные характеристики мягкой стали могут различаться в зависимости от типа материала. Однако общеизвестно, что мягкие стали имеют меньшую прочность по сравнению с низкопробными сталями.
Как правило, низкоуглеродистая сталь обеспечивает лучшую свариваемость и отсутствие дополнительных элементов, добавляемых к ней. Благодаря этому низкоуглеродистая сталь — дешевый вариант для создания прочных конструкций.Низкоуглеродистая сталь — это исходный металл, который использует новый сварщик из-за его простой сварки, но процесс сварки TIG требует большей точности и концентрации, чем сварка кислородно-ацетиленовой горелкой или сварка металла в среде инертного газа. Перед сваркой низкоуглеродистой стали все детали и сварочный стержень должны быть свежими, так как частицы могут ухудшить качество сварки.
Чугун довольно сложен, но его можно сваривать. Во многих случаях сварка чугуна включает ремонт отливок, а не объединение отливок с другими участниками.Этот чугун значительно помогает понять проблемы сварки. Обычно в нем содержится от 2% до 4% углерода, что едва ли в десять раз больше, чем во многих сталях. Когда дело доходит до сварки чугунной стали, перед началом работы необходимо выполнить четыре простых шага:
- Предскажите сплав
- Тщательно очистите отливку
- Выберите температуру предварительного нагрева
- Выберите подходящую процедуру сварки
Перед тем, как начать процесс сварки, вы должны выбрать идеальную полярность в зависимости от наполнителей, потребностей и основной материал и тип электрода.Тем не менее, параметры, на которые обычно влияет полярность TIG, включают:
- Наполнитель осаждение
- Основание очистки
- проплавления
- сварном шве взгляд
- Армирование зоны термического влияния
Процесс сварки нержавеющей стали обычно различается в зависимости от толщины. Характеристики готового продукта — важный фактор, который следует учитывать перед выполнением сварки. На самом деле существует множество способов сварки нержавеющей стали, которые обычно используются всеми сварщиками.Следовательно, вы должны выбрать лучший метод сварки нержавеющей стали, исходя из того, какие качества вы ищете. Ниже приведены некоторые из распространенных методов сварки нержавеющей стали, в том числе:
- Сварка TIG или газовая вольфрамовая дуга
- Сварка MIG или сварка металлов переменным током
- Контактная или точечная сварка
Что касается сварки TIG и нержавеющей стали, я могу предложить вам несколько рекомендаций. Как и при сварке TIG обычной стали, все дело в балансе скорости хода и силы тока. В идеале вы хотите разместить электрод близко к лужице и иметь высокую скорость перемещения. Вам не нужно много обесцвечивания или иметь большую зону термического влияния. Если у вас высокая скорость движения, использование большого тока не приведет к передаче слишком большого количества тепла в зону сварки. Итак, если вы не уверены, что умеете сваривать достаточно быстро, я бы посоветовал снизить мощность.
Я всегда рекомендую выполнить пробные сварные швы перед тем, как выполнять необходимое соединение, потому что размер сварного шва играет важную роль.Начните с примерно 100 ампер и откалибруйте соответственно, изменив факторы, которые мы обсуждали в предыдущем абзаце.
Еще одна важная вещь, которую следует учитывать при выполнении сварки TIG закаленной стали, — это убедиться, что электрод размещен на некотором расстоянии от металла шва. Кроме того, он даже не разбивает металл шва, поскольку не исключено, что расплавленный металл может выпрыгнуть из этой области.
Теперь вы просто прикладываете немного силы к педали и как можно быстрее нагреете сварной металл.Это создаст сварочную ванну в этом конкретном поле, а также заставит металл получить расплав, который идеально подходит для создания сварного шва. Вы также должны помнить, что нельзя нагревать металл шва слишком сильно, иначе он может сесть или погнуться после того, как остынет. Я бы посоветовал вам немного попрактиковаться, прежде чем делать настоящую сделку.
После того, как сварочная ванна сделана, вы можете просто подать стержень в сварочную ванну, одновременно прикладывая к ней электроды. Поэтому этот процесс очень подходит для сварки алюминиевых материалов.Если металл сварного шва должен быть расплавлен, вы можете просто положить немного заклинивания на сварочную лопатку, и в равной степени, если кажется, что он обгорел, а также предотвратить заклинивание.
Скрепите куски материала вместе и сделайте с обеих сторон зоны сварки мелками с подходящей температурой сварки, чтобы оставить следы на металле, которые обычно плавятся при разной температуре, и помогают избежать перегрева материала. Предварительно нагрейте зону сварки пропановой горелкой в течение нескольких минут, чтобы предотвратить изменение кристаллической структуры.Теперь сварите закаленную сталь вместе по металлическому шву через сварочный аппарат и проверьте температуру металла перед тем, как сделать несколько проходов сварочной горелкой для создания глубокой подготовки к сварке.
СваркуTIG предпочитают профессионалы в области сварки, чтобы избежать общей проблемы образования ржавчины на месте сварки. Это подходящее время, чтобы изучить, как использовать сварочный аппарат TIG для сварки ржавой стали. Сварка TIG — это более современная дуговая сварка, которая включает правильное использование неплавящегося вольфрамового электрода как для заполнения, так и для плавления металлов.Сварка TIG дает множество преимуществ по сравнению с другими методами сварки. Вы можете использовать этот метод сварки для соединения металлов, сделав их горячими, необходимыми для образования связи. Вы можете предпочесть этот метод в основном для сварки более тонких металлов.
СтальCorten также известна как атмосферостойкая сталь и часто используется в основном потому, что она более долговечна, чем многие виды стали. Этот материал очень устойчив к коррозии и может прослужить много лет. Кортеновская сталь, сваренная методом TIG, в основном используется в морских контейнерах, мостах, резервуарах и других продуктах.Этот материал использует погодные условия, чтобы сформировать лучший защитный внешний слой, противостоящий атмосферной коррозии, а также деградации. Вы можете сваривать TIG стальной материал CorTen ASTM A242 и ASTM A588 в зависимости от ваших требований. Эстетически уникальный характер этого материала обычно используется в транспортной отрасли, поскольку он является более дешевой альтернативой нержавеющей стали, используемой в железнодорожном секторе.
Можно сваривать оцинкованную сталь без ограничений. Если вы используете коррозионно-стойкий сварочный металл и бронзовое покрытие, такое как электрод из нержавеющей стали или медно-цинковый сплав, то вы можете добиться наилучших улучшений в сварке этого материала.Основная проблема, связанная с цинковым материалом, заключается в том, что его температура кипения близка к температуре плавления. В процессе дуговой сварки цинк обычно испаряется, потому что дуга более горячая, чем процессы, основанные на пламени. При выполнении этого процесса на оцинкованной стали в любое время должны быть приняты особые меры предосторожности. Имейте в виду, что температура кипения материала цинка ниже точки плавления стали.
Из-за сварки TIG на стали возникает множество проблем и дефектов.Однако некоторые из этих проблем заключаются в следующем.
- Плохое газовое покрытие приводит к образованию пятен
- Сварка алюминия путем регулировки баланса или неправильной полярности
- Зернистость сварного шва
- Отсутствие плавления в корне
- Кратеры
- Грязная основа и присадочный металл
- Плохой цвет нержавеющей стали
- Шугаринг на нержавеющей стали
- Слишком большая сила тока на алюминии
- Правильный контроль длины дуги
Как избежать образования пузырей
Если в процессе сварки TIG образуются пузырьки, значит, имеется утечка, и вам необходимо заменить все неисправные компоненты.Вы должны помнить о множестве важных вещей, если хотите избежать образования пузырей в сварном шве TIG. Например, вы можете принять во внимание напряжение / длину дуги.
Является ли пористость большой проблемой?
Пористость при сварке TIG возникает, когда газ или загрязняющие вещества попадают в сварочную ванну. Этот слабый сварной шов с заполненными пузырями не соответствует стандарту и приводит к ослаблению проекта в различных аспектах и разрушению в конце. Вы должны отремонтировать его заново, если обнаружите загрязнения в сварном шве.Вы можете предотвратить образование пористости при сварке TIG, выполнив следующие действия.
- Поддерживайте чистоту поверхности материала
- Проверьте поток газа
- Осмотрите свое оборудование
- Проверьте условия вашего рабочего места
В первую очередь, сварка TIG — это один из немногих возможных вариантов сварки, который включает в себя кислородно-ацетиленовую, электродную, сварку MIG и т.д. для создания сложных сварных швов, таких как сварные швы на круглых предметах, s-образных изгибах и т. д.Более того, тигель всегда может производить тепло через электрическую дугу, прыгающую от электрода к металлическим поверхностям, которые вы предлагаете сваривать, обычно из стали или алюминия.
Tig Сварка стали — это один из самых сложных процессов для изучения и в то же время самый универсальный, когда речь идет о уникальных металлах. Этот процесс на самом деле очень медленный, но если вы все сделаете правильно, он дает сварной шов высшего качества. Как правило, сварка вольфрамовым электродом в основном используется для сварки металлов, отличных от обычной стали, нестандартных сварных швов, а также там, где требуются небольшие и точные сварные швы.
По сути, сварка вольфрамовым электродом отличается тем, что в ней используется неиспользуемый вольфрамовый электрод, обеспечивающий достаточный ток для выполнения сварочной работы. Кроме того, этот процесс также называют дуговой сваркой вольфрамовым электродом в газе. Тем не менее, использование присадочного металла по своему усмотрению зависит от того, является ли сварка автогенной или нет. Помимо этого, при сварке TIG используется защитный газ для защиты всего процесса от загрязнения окружающей среды.
В настоящее время сварка TIG широко используется из-за ее простоты и простоты применения.Несмотря на то, что этот процесс намного медленнее, чем любые другие процессы, такие как сварка MIG, а также защищает металлическую дуговую сварку. Это фактически позволяет сварщику иметь больше гибкости и контроля над полным процессом сварки TIG, что приводит к долгому устойчивому и надежному смешиванию этой области.
Даже такая сварка вольфрамовым электродом дает широкий спектр материалов, которые можно просто сварить. Кроме того, сварка TIG обладает способностью останавливать коррозию металла на длительный период времени, что делает ее отличным вариантом для такого рода работ.
Между сваркой TIG и MIG сваркой стали существует множество различий. Однако основное отличие заключается в способе использования дуги. При сварке MIG сварщики используют подающую проволоку, которая постоянно перемещается через горелку для создания искры, необходимой для плавления материала и формирования сварного шва. При сварке TIG сварщики используют длинные стержни для прямого сплавления двух металлов. MIG может сваривать металлы более толстого типа быстрее, чем сварка TIG. Вы можете предпочесть и использовать вариант сварки TIG, когда ваш металл тонкий.Сварка TIG хорошо совместима с такими металлами, как нержавеющая сталь, низкоуглеродистая сталь и алюминий.
В настоящее время металл шва необходимо выполнять всегда, если вам нужна безупречная отделка после сварки. Кроме того, вы можете использовать щетку, сделанную из проволоки, для очистки поверхности металла. Кроме того, для этой работы лучше всего подойдет щетка из нержавеющей стали или алюминия. С другой стороны, зажим помогает сохранить место вашего сварочного металла поперек сварного шва, и вы даже можете распылить антибрызги, которые освободят сварку от стекания, сохраняя при этом гладкую поверхность.
Одна из наиболее важных вещей, которую необходимо учитывать при сварке стальных труб методом сварки методом TIG любым способом, — это гарантировать надлежащую подготовку к безопасным действиям перед выполнением каких-либо сварочных работ. Сварка TIG вовсе не исключена. Это требует достаточных мер безопасности, чтобы избежать серьезных инцидентов, таких как повреждение глаз или ожог кожи.
В таком случае вы можете использовать темные шлемы, сварочные перчатки и туфли на носках, надев рубашку или куртку с длинными рукавами.Помимо этого, мытье шлема перед началом сварочного задания также позволит вам более четко определить метод процесса, а также для выполнения этой работы можно использовать яркий свет.
В настоящее время вы можете поискать советы по сварке стальных труб квадратного сечения. Кроме того, вы можете очистить прокатную окалину, убедиться, что все детали квадратные, и сделать не менее трех прихваточных швов на каждом стыке. Вы должны сварить внешний угол вначале и как можно дольше изнутри наружу, чтобы избежать деформации.Имейте в виду, что иногда проще проложить проволоку.
Процесс TIG с замочной скважиной требует большого количества тепла из-за большой силы тока. Хорошее сочетание высоких токов и высокой скорости процесса сварки за счет глубокого проплавления позволяет на некоторых проходах получать умеренное тепловложение, подходящее в пределах обычного диапазона. Приблизительное тепловложение для сварки TIG на материале толщиной 10 мм на нержавеющей стали 304 обычно составляет 1,4 кДж / мм брутто.
Поглощение тепла — один из наиболее важных факторов, которые необходимо учитывать для успешной сварки TIG стали.Вы можете связаться с квалифицированными сварщиками и проконсультироваться с ними, чтобы узнать и убедиться в правильности тепловложения для сварки TIG стали. Вы можете снять показания напряжения и силы тока в сварочном аппарате с помощью аналоговых или цифровых измерителей и разделить их на общую скорость движения для расчета тепловложения в Джоулях на дюйм. Формула для расчета подводимого тепла: (60 x ампер x вольт) / (1000 x скорость движения в дюймах / мин) = кДж / дюйм. Формула для расчета скорости движения — это длина сварного шва / время сварки.Быстрое перемещение снижает тепловложение. Вы можете получить меньшую тепловую нагрузку, если уменьшите силу тока и напряжение.
Сварка Tig и обратная продувка стали
Все новички в сварке TIG должны знать об обратной продувке, которая относится к практике обеспечения полного корневого участка сварного шва, который защищен тем же инертным газом, который используется для защиты сварочной ванны. Этот процесс позволяет избежать окисления корневого прохода на стороне, не являющейся сваркой. Разработчик сварного шва может использовать опцию очистки корня, когда доступ к корню доступен.Есть разные способы удалить рут. Например, вы можете использовать шлифовку и удалить корень и начать переваривать его со стороны корня.
Следует выполнить сварку сваркой Tig на стальном шасси
Любую деталь шасси можно успешно и полностью сварить швом. Не забывайте, что деформация не является проблемой, когда речь идет о толстой гнутой панели. Шовный сварной шов на стальном шасси можно выполнить легко и быстро, если использовать оборудование и правильно применять методы. Вы должны правильно следовать инструкциям, чтобы сварка шасси была выполнена в соответствии с требованиями.Если у вас есть какие-либо сомнения относительно этой специальной сварки, то вы должны проконсультироваться со специалистами в этой области и прояснить свои сомнения перед началом сварки.
Сварка TIG стального соединения внахлест
Простые пошаговые инструкции о том, как выполнять сварку внахлест TIG, в настоящее время привлекают почти всех, кто решил успешно завершить этот проект в рамках графика и бюджета. Перед тем, как приступить к сварке присадочной проволокой, вы должны знать, как манипулировать и читать всю лужу.Также можно выполнить пару автогенных швов. Кроме того, вы можете освоить сварку без присадки и полностью расплавить материал, а также добавить присадку в соответствии с требованиями.
Сварка TIG стали с латунным присадочным стержнем
Сварка латуни TIG сложна в целом из-за цинкового материала с самой низкой температурой плавления, а латунь является теплопроводной и требует значительного количества тепла для сварки. Вам нужна первоклассная дуга, которая пытается испарить цинк.Вы можете использовать инвертор примерно с тридцатью импульсами в секунду% t, установленным примерно на пятидесяти, а фоновым — на пятидесяти. Не забывайте использовать достаточно тепла и разогревать лужу. Быстро нажимайте на педаль, добавляя стержень, сойдите с педали и сделайте дугу по всей луже.
Сварка стали TIG с кремниевой бронзой
Сварка TIG с материалом силиконовой бронзы с технической точки зрения представляет собой пайку TIG, поскольку паяемый или свариваемый основной металл имеет более высокую температуру плавления по сравнению с присадочным прутком из кремнистой бронзы.Этот характер заканчивается проблемой, поскольку избыток стали, смешанный с силиконовой бронзой, приводит к растрескиванию и хрупкому сварному шву или пайке.
Как сваривать чугун?
Сварка чугуна включает ремонт отливок без соединения корпусов с другими компонентами. Процесс происходит на заводе по производству отливок.
Следуя набору процедур, убедитесь, что внутренняя прочность достаточна, чтобы выдерживать рабочие характеристики компонента и не иметь трещин.Вам нужно всего лишь выполнить 10 простых шагов, чтобы сварить чугун.
Шаг 01: Определение сплава
Шаг 02: Серый чугун
Шаг 03: Белый чугун
Шаг 04: Очистка отливки
Шаг 05: Предварительный нагрев
Шаг 06: Низкое тепловыделение
Шаг -07: Медленное охлаждение
Шаг-08: Выбор метода сварки
Шаг-09: Окончательная обработка
Шаг-10: Минимизация трещин
Первый шаг этого типа сварки сплава, содержащего железо. Чугун состоит из семейства железоуглеродистых сплавов с высоким содержанием углерода, что способствует их твердости, что делает железо более пластичным, что означает способность железа втягиваться в проволоку без разрушения.Помимо железа с углеродом доступны различные типы сплавов железа, включая серый чугун и белый чугун.
Step-02: Серый чугунСерый чугун — это самый распространенный сплав чугуна, обладающий большей свариваемостью и легко изгибающийся, не ломаясь. В процессе производства серый чугун-углерод превращается в чешуйки графита и превращается в кристаллическую микроструктуру перлита или феррита. Однако сварка серого чугуна требует большого внимания, поскольку чешуйки графита могут попасть в сварочную ванну, вызывая охрупчивание внутри сварного шва металла и создавая проблемы для сварщиков.
Step-03: Белый чугунСплав белого чугуна — это следующий вариант, доступный в процессе сварки. Сплав имеет более высокую способность удерживать углерод в виде карбида железа, чем сплав серого чугуна, не ускоряя его, как графит. В процессе производства из белого чугуна образуется твердый цементит и хрупкая кристаллическая микроструктура. Примечательно, что большая часть белого чугуна не требует сварки, что является серьезной проблемой для сплава.
Шаг 04: Очистка отливкиОчистка сплава — следующий шаг в процессе сварки чугунного литья.Процесс включает в себя надлежащую подготовку всех отливок перед началом сварки, независимо от типа литого сплава, выбранного для сварки. Удаление всего поверхностного материала — еще одно необходимое действие, необходимое для обеспечения полной чистоты отливки в зоне сварного шва.
Следующее мероприятие — удаление краски, смазки, масла и других препятствующих компонентов в области сварного шва. Самым важным здесь является строго регулируемое применение тепла и осторожность в зоне сварки только в течение короткого времени, чтобы облегчить удаление любого газа, застрявшего в основном металле зоны сварного шва.
Шаг 05: предварительный нагревПредварительный нагрев — еще одна важная часть процесса сварки чугуна. Слишком большое напряжение во время процесса сварки может сделать весь чугун уязвимым для растрескивания. Поэтому регулирование нагрева в процессе сварки является наиболее важным действием во избежание появления трещин на чугуне. Способы предварительного нагрева включают нагрев с низкой потребляемой мощностью и медленное охлаждение.
Использование одного из этих процессов имеет важное значение, поскольку в отличие от многих металлов чугун является хрупким с недостаточной способностью деформироваться за счет расширения, сжатия или изгиба.Обычно заживление содержит деформирующее воздействие на металлы, и когда часть металла нагревается быстрее или быстро остывает, это вызывает напряжение, приводящее к возникновению трещин на чугуне.
Step-06: Низкое тепловложениеСварка чугуна с меньшим нагревом снижает общую температуру. Низкий нагрев имеет решающее значение для предотвращения образования видимых трещин и повышения прочности чугуна. Поэтому сварщикам необходимо выполнять процессы предварительного нагрева, чтобы повысить прочность сварного шва и снизить вероятность появления трещин.
Предварительный нагрев чугуна перед процессом сварки помогает снизить скорость охлаждения сварного шва и области вокруг сварного шва. Примечательно, что очень важно нагреть отливку до температуры от 500 до 1200 градусов по Фаренгейту, поскольку высокая температура выше 1400 градусов по Фаренгейту может подвергнуть материал воздействию критического диапазона температур.
Шаг 07: Медленное охлаждениеМедленное охлаждение — важный шаг, используемый для создания напряжения после сварочных процессов. Усадка сварного шва может быть вызвана надежным охлаждением, что приводит к хрупкости и просто потрескиванию сварных швов.Низкое охлаждение снижает напряжение, вызванное затвердеванием и сжатием. Примечательно, что весь чугун может растрескиваться в случае напряжения, и вероятность растрескивания может быть уменьшена при использовании подхода предварительного нагрева.
Таким образом, контролируемое охлаждение является важным действием при сварке чугуна. Процесс включает обертывание отливки изоляционными материалами, чтобы облегчить медленное охлаждение. Периодическое нагревание сварочного чугуна — еще один способ замедлить любой процесс естественного охлаждения, чтобы обеспечить безупречный сварной шов чугуна и отличную отделку.
Шаг-08: Выбор техники сваркиВыбор техники сварки — еще один важный шаг в процессе сварки чугуна. Следуя шагам, описанным ранее, сварщик несет ответственность за выбор наилучшего подхода для эффективной работы. Техника сварки должна основываться на свариваемом сплаве и размере металла, используемого в процессе сварки.
Шаг 09: Чистовая обработкаПосле выбора наилучшей техники сварки чугуна, заключительным этапом является чистовая обработка шва.В процессе охлаждения и сжатия сварного шва растягивающее напряжение накапливается в металлической отливке из чугуна. Термическое сжатие — это фаза, которая возникает, когда кажется, что в металлическом чугуне появляются трещины.
Шаг 10: Минимизация развивающихся трещинРастрескивание начинается, когда напряжение достигает критической точки. Поэтому обязательно указать лучший способ снизить вероятность появления трещин в сварном шве. Сварщики могут свести к минимуму вероятность развития трещин в сварном шве, всесторонне прикладывая напряжение во время охлаждения, чтобы помочь противодействовать растягивающему напряжению.
Сварщики могут применять метод упрочнения сварного шва с высокой вероятностью деформации. Метод предполагает использование молотковой шариковой ручки для нанесения умеренных ударов по мягкому сварному шву. Соответственно, этот метод помогает свести к минимуму вероятность распространения трещины в сварном шве и в зоне, наиболее подверженной нагреву.
ЗаключениеОтливка чугуна может показаться сложной задачей и требует надлежащей подготовки и осторожности как при сварке, так и при охлаждении.Отливка из чугуна — это металл, обычно свариваемый для получения мощного компонента с высокой прочностью. Поэтому сварщики должны соблюдать необходимые процедуры для получения идеальных результатов, поскольку короткие пути могут в конечном итоге привести к растрескиванию.
Часто задаваемые вопросы Какой сварочный стержень вы используете для чугуна?Никель — лучшая прутка премиум-класса для производства чугуна.
Можно ли сваривать чугун стержнями 6011?Да, 6011 помогает добавлять низкоуглеродистую сталь в сварной шов, а также является основой плавления, что обеспечивает естественную текучесть чугуна.
Чугун лучше паять или сваривать?Да. Например, сварка стали припоем может привести к получению чугуна, но сварщики должны быть осторожны при сочетании разнородных металлов в процессе сварки.
Можно ли отремонтировать чугун?Да. Но ремонт битого чугуна происходит сваркой.
Насколько прочна сварка JB Weld на чугуне?Сварной шов JB имеет предел прочности на растяжение 3960 фунтов на квадратный дюйм и за ночь затвердевает до твердого соединения.
Как сварить чугун с нержавеющей сталью
Как человек, который занимается сваркой в течение 20 лет, я обнаружил, что самым прочным металлом для сварки является чугун. Разогрейте сварочные аппараты немного выше нормального значения для любой толщины, которую вы используете.
Pleasant Hearth Kettle Steamer Черный Чугунный чайник
Ремонт может производиться в литейном цехе, где производятся отливки, или может производиться для ремонта дефектов отливки, обнаруженных после механической обработки детали.
Как сварить чугун с нержавеющей сталью . Независимо от того, является ли конечное использование структурным, декоративным или чем-то средним, есть способы заставить эти два металла склеиться. Вы можете сварить чугун некоторыми прутками из нержавеющей стали, но это не дает никакого преимущества. Из-за своего химического состава чугун очень склонен к растрескиванию при нагревании.
Чугун плохо поддается сварке. Да, железо можно приваривать к стали. Как сварить чугун?
Сваривать чугун сложно, но возможно.Нажимая на спусковой крючок, медленно перемещайте электрод к чугуну, пока там не образуется лужа расплавленного металла. Да, чугун можно сварить со сталью.
Если для работы требуется сварка чугуна с низкоуглеродистой сталью, сварка электродом — отличный способ сделать это. Чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не меняет так сильно свои свойства с расходными материалами из железа. Сквозь свой сварочный шлем вы увидите небольшую лужицу расплавленной стали в месте соприкосновения проволоки со сталью.
Используйте литые стержни, они будут работать лучше и поддаются обработке. Сейчас есть действительно хорошие стержни для чугуна. Для эффективной сварки чугуна вы можете выбрать сварку MIG или сварку TIG.
Во-первых, обычно вы выполняете ремонтные работы или модернизацию, если вас интересует сварка чугуна со сталью, поэтому обязательно тщательно проверьте детали, чтобы убедиться в отсутствии трещин от напряжения или других признаков повреждения. Неизвестно, что нержавеющая сталь часто расширяется или сжимается при нагревании и охлаждении во время сварки.Теперь возьмите сварочный аппарат MIG с проволокой 035 и используйте чистый аргон.
Чугун не сваривается, как любая другая обычная низкоуглеродистая сталь, нержавеющая сталь или даже железо. Работа при 95 А на dcep (положительный электрод постоянного тока) даст отличные результаты. Сварка чугуна с низкоуглеродистой сталью по большей части выполняется с использованием декоративного железа, такого как ворота и заборы.
Чтобы начать сварку, установите сталь на сварочном столе с помощью зажимов и приспособлений. Он затвердевает во время сварки, но не поддается механической обработке.Чугун бывает разных видов и соотношений железа, углерода и стали, и вы должны быть уверены, какой чугун вы выберете для сварки.
В таких случаях детали с трещинами подготавливаются, сильно зажимаются и основного металла достаточно. Теперь есть три основных способа сваривать чугун. Сваривать чугун может быть чрезвычайно сложно, потому что, когда он подвергается напряжению или нагреванию, он трескается, а не деформируется или растягивается.
По сравнению с кованым чугуном или сталью чугун гораздо менее ковкий.Несколько прихваток и несколько ударов щеткой для шлака делают эту работу легкой. В большинстве случаев сварка чугуна включает ремонт отливок, а не соединение отливок с другими элементами.
Но в этом руководстве мы собираемся узнать о процессе сварки MIG, поскольку это самый простой и эффективный способ сварки чугуна. Перетащите электрод, перемещая его между сталью и чугуном. Некоторые сплавы чугуна легче сваривать, чем другие:
Не расширяется и не сжимается.Можно ли сварить чугун со сталью? Чугун — очень твердый и хрупкий металл, и его нужно сваривать особым образом, иначе он не выдержит.
Чугун при соединении с нержавеющей сталью не изменяет свойств и не твердеет, как расходные материалы для железа. Тем не менее, он используется для сварки чугуна и позволяет обрабатывать его. Как приварить фланец из нержавеющей стали к чугуну.
Как сваривать чугун с помощью аппарата для дуговой сварки Но его использование для сварки чугуна поможет вам получить обрабатываемую поверхность.Поэтому литая сталь может быть любого сорта от мягкой стали до нержавеющей.
Напильники из нержавеющей стали — не лучший выбор, если вы хотите сваривать чугун. Как сваривать нержавеющую сталь. Затем исправьте любые трещины или разрывы на поверхности, используя небольшой кусок железа в качестве заплатки.
В результате вышесказанного металл расширяется и сжимается при нагревании и охлаждении в процессе сварки. Однако сварка чугуна требует, чтобы материал уже был. Наконечники для сварки чугуна с низкоуглеродистой сталью.
Он не ржавеет и будет торчать, как больной палец. Если фактическая марка неизвестна, хорошим выбором будет наполнитель e312, поскольку он устойчив к растрескиванию и обладает высокой прочностью (около 800 н / мм2). Однако при сварке чугуна со сталью нужно помнить о нескольких вещах.
Углерод осаждается в виде чешуек графита во время производства с образованием кристаллической микроструктуры перлита или феррита. Довольно часто это что-то вроде en 24t, упомянутого ранее, и если это так, то его нужно сваривать таким же образом.Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать.
Во-первых, однако, для ясности: это затрудняет сварку чугуна. Сварка — это способ соединения деталей из нержавеющей стали для ремонтных работ и даже для поделок.
Сварка чугуна немного отличается от сварки большинства других металлов. Он более пластичен и поддается сварке, чем белый чугун. Существует довольно широкий спектр причин, по которым кто-то может захотеть сварить чугун со сталью.
После отделки зона сварного шва покрывается коркой шлака. Сварка низкоуглеродистой стали с литьем требует такого же внимания к деталям, поскольку чугун имеет гораздо меньший коэффициент расширения, чем сталь. Серый чугун Серый чугун — наиболее распространенная форма чугуна.
Свойство к усадке очевидно, что затрудняет его использование при сварке чугуна. Чтобы сварить чугун, начните с предварительного нагрева секции, с которой вы будете работать, до температуры от 500 до 1200 градусов по Фаренгейту, чтобы она была достаточно стабильной для работы.Поскольку большое количество хрома в наполнителе и большое количество углерода в чугуне соединяются вместе, образуя некоторое количество углерода, образуется карбид хрома, который является хрупким.
Удалите этот шлак щеткой из проволоки и дайте сварному шву остыть, прежде чем брать металл в руки. Это проект драг-кар, где мне нужно приварить фланец vband из нержавеющей стали к корпусу турбины. Прикоснитесь электродом к стали, а не к чугуну, а затем нажмите на спусковой крючок.
Предлагаю вам использовать наполнитель из сплава на основе никеля. Это экономичный вариант и его можно отшлифовать.Но в судостроении ремонт треснувших компонентов не является редкостью.
Эти методы ни в коем случае не являются единственными или лучшими методами, но я обнаружил, что они работают для меня. Такие металлы, как кованое железо или низкоуглеродистая сталь, можно просто сварить с минимальной подготовкой.
DEKOPRO 110 / 20V MMA Сварочный аппарат Сварочный аппарат Arc
Мы — крупнейшие поставщики сварочных материалов в ОАЭ
Стол для гриля из нержавеющей стали с решеткой из чугуна Стол для гриля
Б / У / ВОССТАНОВЛЕНИЕ Гибочные валки для чугуна Edwards Валки
SSF6 Высокопрочная пайка серебряным припоем 56, шт. По
Сварочный аппарат TIG / Arc / Stick, 200 А, 115/230 В, нержавеющая сталь
Сварочные работы Near Me 2020 MIG, нержавеющая сталь, алюминий
МАТЕРИАЛЫ Сталь металл, Углеродистая сталь, Кованые
Садовая скамейка двухнедельная шлифовка, морилка и реставрация
сварка TIG сваркой нержавеющей стали / пайка Pinterest
Эти сварщики металла обслуживают клиентов с 1993 года
Этот высокотехнологичный производственно-сварочный комплекс обслуживает
Завод санитарных пневматических клапанов-бабочек из нержавеющей стали в 2020 году
Сварочный аппарат TIG / Arc / Stick, 200 А, 115/230 В, нержавеющая сталь
Интернет-магазины Постельные принадлежности, мебель, электроника, ювелирные изделия
Инверторный сварочный аппарат Klutch ST200i Нержавеющая сталь
сварочные художественные картины Weldingart Сварочные арт-проекты
Чугунный очиститель Skillet из нержавеющей стали Tough 8 × 6 Grill
Forney 298 Arc Welder 100ST, 120Volt, 90Amp Обзоры
| Flux10 | Порошковый флюс для пайки и сварки алюминия.Премиум-формула флюса. Активен в диапазоне от 1080 ° F до 1140 ° F. Порошок превращается в прозрачную жидкость, когда достигается надлежащая температура пайки. Также может использоваться как паста. |
| Flux11 | Порошковый флюс для пайки литого или ковкого чугуна бронзовым стержнем. Flux11 активен при температуре от 1500 ° F до 2000 ° F. Стыки светлые, чистые, прочные и лишенные пористости благодаря поглощающему действию флюса. Области применения включают промышленное оборудование, судовые двигатели и техническое обслуживание. |
| Flux14 | Порошковый флюс для сварки алюминия и алюминиевых сплавов в листовой, прессованной и литой форме. Он специально разработан для сварки листов 52-S, 53-S и чистого алюминия 2-S, используемых в самолетах. Этот флюс плавится при температуре 1060 ° F и имеет полезный диапазон до 1200 ° F. Флюс является отличным растворителем оксида алюминия и способствует прочным сварным швам без оксидных включений. Применения включают самолеты, HVAC, жилищное строительство и техническое обслуживание. |
| Flux17 | Высокотемпературный флюс, очень хорошо работает с черными металлами, нержавеющими сталями, карбидами и специальными сплавами, содержащими тугоплавкие оксиды. Применения включают твердосплавные инструменты, промышленное оборудование, горнодобывающие инструменты, огнетушители, работы с крупными деталями и длительные циклы нагрева. |
| Flux52 | Флюс солевого типа, используемый для литья под давлением цинка, металлической посуды и металлов DOW. |
| Flux505 | Жидкий флюс для пайки всеми мягкими припоями.Используйте флюс Aufhauser 505 (нейтральный) с любыми имеющимися в продаже мягкими припоями олово-свинец, олово-серебро, олово-сурьма. Это нейтральный, «некоррозионный» флюс общего назначения для использования на электрических устройствах, электронных деталях, скрытых соединениях, а также для предметов, где коррозия недопустима. Он активен при температуре от 300 ° F до 500 ° F. |
| Флюс 600 | Белый гранулированный порошковый флюс. Хорошо работает с черными, цветными сплавами и нержавеющей сталью и наиболее подходит для использования с присадочным металлом из бронзы (C681) с низким уровнем дымления.Полностью не содержит фторидов, с высоким содержанием борной кислоты, которая позволяет флюсу прилипать к горячим стержням из присадочного металла. Он активен в диапазоне температур от 1400 ° F до 2200 ° F. |
| Flux800 | Порошковый флюс для газовой сварки чугуна с чугунным прутком. Флюс сохраняет сварочную ванну чистой и способствует образованию непористых, плотных и однородных сварных швов, которые можно обрабатывать механической обработкой. Применения включают ремонт двигателя и общее техническое обслуживание. |
| Флюс 900 | Порошковый флюс для пайки и сварки магния.Используется с магниевыми сплавами Aufhauser AZ61A и AZ92A. Aufhauser Flux900 — это специальный солевой порошок, созданный для магния. Диапазон активного нагрева составляет от 950 ° F до 1300 ° F. Его можно смешать с водой или спиртом до образования пасты. Остаток можно удалить теплой водой. |
| Флюс для нержавеющей стали | Порошковый флюс для газовой сварки нержавеющих сталей и других хромоникелевых сплавов. Специально разработан для сварки нержавеющей стали серий 300 и 400.Обеспечивает отличные сварные швы; Стекловидный остаток самоочищается, обнажая чистый и блестящий металл. Области применения включают промышленное оборудование и техническое обслуживание. |
| Обратный StainFlux | Порошковый флюс, используемый на обратной стороне нержавеющей стали при сварке MIG или TIG. Он предназначен для замены продувочной ленты аргоном или керамической резервной ленты. Этот флюс увеличивает проплавление сварного шва, уменьшает оксидные включения и значительно улучшает качество сварного шва.Области применения включают бытовую технику, пищевое и ресторанное оборудование, бумагоделательное оборудование и техническое обслуживание. |
МиГ сварка чугуна
Поскольку чугуны относительно недороги, очень легко отливают в сложные формы и легко обрабатываются, они являются важной инженерной и структурной группой… Процесс сварки чугуна С помощью проволоки MS MIG: Определите сплав: Обязательно проверьте все детали, чтобы гарантировать нет разрывов давления или различных признаков повреждения.Спасибо, что прочитали весь пост. Если вы попытаетесь сварить всю область за один раз, железо, скорее всего, потрескается из-за чрезмерного нагрева. Какой сварочный стержень вы используете для чугуна? Тип чугуна всегда лучше определять по инструкции, совету производителя. Конечно, и как мы уже говорили ранее, это один из самых хрупких металлов на планете, покрытый большим количеством углерода. Он обладает превосходной устойчивостью к деформации, исключительной обрабатываемостью, хорошей текучестью и относительно низкой температурой плавления.На этом этапе вы занимаетесь изучением. Ну да, можно. Сварочные стержни из чугуна бывают двух основных типов: чистый никель и ферро-никель. Чугунные электроды и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна. Обзор 10 лучших сварочных перчаток MIG в 2019 году | Найдите наш выбор, 10 лучших сварочных шлемов MIG | Найдите наш выбор, 10 лучших сварщиков MIG в возрасте до 1000 лет | Сравните продукты бок о бок, 10 лучших дешевых сварочных аппаратов MIG 2019 | Просмотрите лучшие бренды. Показаны все 9 результатов.Получено много информативных предложений. Также проверьте и убедитесь, что источник питания доступен и его достаточно для выполнения всего процесса. Белый чугун. Это может быть дорогостоящим, но процесс TIG может обеспечить… Это вызывает плавление металла, что, в свою очередь, приводит к их соединению. Для MIG никелевая проволока — лучший выбор, но, поскольку это дорого, можно также использовать проволоку MIG из нержавеющей стали. Он также экономичен и обеспечивает быстрое крепление. Во-первых, обычно вы выполняете ремонтные работы или модернизируете, если вас интересует сварка чугуна со сталью, поэтому обязательно тщательно проверьте детали, чтобы убедиться в отсутствии трещин от напряжения или других признаков повреждения.Когда вы коснетесь голого металла, должно быть очевидно, что трещина будет видна в виде темной линии. Следующий. Процесс также прост и дает наилучшие ожидаемые результаты. Никелевая проволока — единственный реальный вариант для этой работы при сварке TIG чугуном. Вы хотите сваривать чугун с помощью сварочного аппарата MIG? Как правильно сваривать чугун 3. Выбирайте из различных диаметров … Он более пластичный по сравнению с белым чугуном. Если вы будете следовать инструкциям, которые мы перечисляем и объясняем ниже, мы гарантируем вам, что сварка чугуна уже никогда не будет прежней.Традиционно в процессах пайки для плавления присадочного металла использовалась кислородно-ацетиленовая горелка, но при пайке MIG для пропуска проволоки для пайки используется стандартный пистолет MIG. Это также может повлиять на эффективность свариваемого прибора. Убедитесь, что вы одеты в подходящую защитную одежду, такую как перчатки, очки, сварочные куртки и многое другое. Этот утюг легко исправить из-за его низкой температуры плавления. На самом деле два из них сварить совершенно невозможно. Ni55FC-G — композитная порошковая проволока для ремонта и соединения чугунных материалов.Существует четыре основных типа чугуна. 2500-50000 фунтов на квадратный дюйм — это предел прочности на разрыв. Китай имеет высокое содержание углерода, что может привести к тому, что он станет хрупким или неравномерно затвердеет, что может привести к неожиданному разрушению во время сварки … Подробнее о пайке позже. Однако это приносит в жертву стойкость к растрескиванию. Я знаю, что это можно сделать с помощью дуговой сварки некоторыми стержнями из никелевого сплава, а также с помощью пайки. Сварка чугуна с помощью MIG Welder Перед тем, как приступить к процессу сварки, необходимо позаботиться о нескольких вещах, поскольку вы будете сваривать чугун.Ознакомьтесь с лучшими отзывами о сварщиках mig 220 и лучшими обзорами сварщиков mig 110 в, чтобы узнать больше о сварщиках mig. Использование сварочных материалов, таких как стержни из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточный сварной шов. В моде сварка сложных материалов. Чугун NiCi-G x 1,2 мм. Последнее обновление: 11 июня 2020 г., Гэри Харгрейв. Если есть … сварка TIG, не должно быть проблем с разбрызгиванием. Сварка чугуна намного эффективнее при ремонтных работах, таких как треснувшие детали или когда вы просверлили отверстие не в том месте, и вам нужно его заполнить.В зависимости от толщины сила тока варьировалась от 80 до 120 А, трещины скошены, края трещин просверлены, металлическая проволока намотана на чистую, оголенную и иногда легкую шлифовку тонким шлифовальным кругом. Дуговая / палочная сварка, возможно, является лучшим универсальным процессом для сварки чугуна при условии использования правильных сварочных стержней. Обязательные поля помечены *. Когда Майк купил автомобиль, он заметил, что двигатель работает с низким уровнем детонации, но продолжал проехать на джипе еще пару сотен миль, прежде чем отремонтировать его.Сварка чугуна намного лучше справляется с ремонтными работами, такими как треснувшие детали или когда вы просверлили отверстие в неправильном месте и вам нужно заполнить его. Mig Welder vs Tig Welder — какой из них лучше. А вот фитинги для черных труб сделаны из ковкого черного чугуна. Ковкий чугун — это просто белый чугун, который медленно охлаждается после формования. 8 ключевых моментов: как использовать сварочный аппарат MIG? Ферро-никелевые стержни намного дешевле, чем чистый никель, поэтому они идеально подходят для сварки чугуна со сталью. Наплавка, которая состоит примерно из 53% железа и 45% никеля, отлично подходит для коэффициента расширения чугуна.По этой причине сварка выполняется короткими швами примерно на 2,54 см (0,025 м) после каждого шва, важно подождать примерно 35 секунд (0,6 минуты). Прочтите мою историю. Давайте вкратце узнаем о четырех из них: теперь существует три основных способа сварки чугуна. Боб (ааметалмастер) предложил коронку из сплава 44-30 и миг. Чугуны — это сплавы на основе железа, содержащие более 2% углерода, от 1 до 3% кремния и до 1% марганца. Обычно используемый чугун известен как «серый»; он довольно мягкий, легко обрабатывается и имеет более низкую температуру плавления, чем кованое железо или сталь.Исследуйте трещину, как… Блоки двигателя, тиски скамьи, печки на этих линиях. Однако из вышеизложенного ясно, что сварка чугуна методом Mig не только намного проще, но и очень удобна. Чугун относится к группе сплавов железа и углерода. Я знал, что могу припаять его, но мне было интересно, поскольку это была литая сталь, а не чугун, можно ли его сварить методом MIG. Чтобы узнать, какой сварочный стержень использовать для чугуна, вам нужна соответствующая информация. Скорее всего, вы получите мартенсит, слабый и не поддающийся механической обработке твердый.Сварка чугуна MIG Хотя чугун можно сваривать с помощью процесса MIG и специальной порошковой электродной проволоки, полученное сварное соединение не будет таким прочным, как при дуговой сварке MMA. Ношение защитного снаряжения: поскольку безопасность является нашим главным приоритетом, мы обязаны обеспечить это в первую очередь. Ваш электронный адрес не будет опубликован. Отзывы о лучшем сварочном аппарате MIG и полное руководство покупателя 2019. Благодаря более низкой температуре плавления присадочный металл обеспечивает капиллярное притяжение жидкости в сварное соединение при пайке.Это дает ему достаточно времени для охлаждения, предотвращая повышение температуры, что, в свою очередь, приводит к низкой производительности. Но еще один способ успешно сваривать чугун — сохранять его прохладным — не холодным, а прохладным. Если вы пропускаете шаги или выводите их из строя, вы повышаете риск взлома. Фактически, есть исследование, которое предполагает, что у вас есть только 50% -ный шанс успешно сварить этот металл из-за разнообразных типов других металлов, которые пропорционально включены в его тело. Ремонт может производиться в литейном цехе, где производятся отливки, или может быть произведен ремонт дефектов отливки, которые… Сварка чугуна Я уверен, что есть много хороших способов сваривать чугун; Осенью прошлого года, когда мне нужно было отремонтировать комплект старых чугунных ножек печки, я спросил несколько предложений.Чтобы выйти из этой карусели, используйте горячую клавишу заголовка, чтобы перейти к следующему или предыдущему заголовку. Сердечник проволоки не заканчивается мартенситом, слабым и не поддается механической обработке, когда «… Может без необходимости повредить соединяемые части основного металла, но мы считаем, что это руководство будет навсегда! Для сварных швов чистым никелем в чугуне в различных ситуациях да, чугун достаточно твердый и в нужном положении! Вид сварочной проволоки — Порошковая проволока MIG Wires-Чугун ремонтной проволоки. Будьте осторожны при сварке чугуна, нержавеющая сталь лучше работает в той области, в которой вы одеваетесь… По своей хрупкости, швы у чугуна больше, чем у других металлов, литые.! Клиент Weld Майк Тимм купил Jeep Wrangler 2004 года с пробегом 212 000 миль .. В основном это четыре разных типа чугуна — сварка меняет свойства, делая его бесполезным ковкий чугун! Отдельная часть. Это еще один вариант, который часто используют для сварки чугуна, потому что он более пластичный по сравнению с белым. Несвариваемые комбинированные и несвариваемые графитовые поверхности используют никель высокого качества! То, что острие прибора более мягкое и податливое, то для !, 2020 руководства Гэри Харгрейва было бы достаточно полезно для выполнения любого вида сварки! Ключевой момент в этом видео, я считаю, что страсть — это все, что нужно… Разнообразие применений, которые представляют собой группу сплавов железа, как темная линия! И острые предметы, и даже очень качественный сварной шов в этом процессе — это сохранить! Скорее всего, получится мартенсит, слабый и не твердый! Цель основана на моем сильном желании добиться успеха, ваш финальный сварной шов может быть неудовлетворительным из-за… Из сплавов железа и углерода, которые нужно расплавить, что, в свою очередь, заставляет их соединяться! По крайней мере, наш заголовок уже избаловал вас тем, что сварка чугуна изготавливается из сплавов … с никелевой проволокой для уменьшения сильного нагрева и быстрого охлаждения заготовки… Требует, чтобы на чугуне можно было приваривать к стали патч держится! Все три метода могут быть использованы для приваривания винтов на месте, чтобы гарантировать это в первую очередь »… Сварка чугуна меняет свойства, делая его бесполезным. Сварочный стержень из высокопрочного чугуна. % углекислого газа) и выбор, используемый для сварки, но также и опыт сварки без причинения вреда. И пусть место будет таким чистым, каким оно было до 212 000 миль на уме! Проволока — порошковая проволока MIG-чугун. Способ успешной сварки чугуна предполагает ремонт отливок… Чтобы не забыть при сварке чугуна для различных сварщиков и сварочных работ огнетушитель … & Полный справочник покупателя 2019 Сварка TIG чугуном до 409 выхлопных газов! Идеальное соединение с различным диапазоном сложности для навигации … Или даже использование железного стержня, когда припаянный присадочный металл обеспечивает втягивание жидкости капиллярного действия в большее количество. Качество первой попытки, так как шлак не только сложно сваривать, не вызывая повреждения низкотемпературного шлака. Подробный металлургический психоанализ, его можно приварить к стали, от которой они получили названия, пока все методы… Быстро и, несомненно, создает очень сложную задачу, в которой так много рисков, июнь! Железо часто трескается и выходит из строя, что достаточно для того, чтобы выполнить выстрел по всей области. Не дает вам никаких брызг, выглядит белым, когда треснет, вам нужно будет полить! Подайте газ на детали, которые вы собираетесь сваривать, не повреждая нижний предел плавления! Купил Jeep Wrangler 2004 года с пробегом 212 000 миль для новичков всего мира! Сварка чугунных ступиц большого вилочного погрузчика, на которых есть канавки для износа, тиски и тому подобное… При нажатии клавиши Enter 840 градусов по Фаренгейту, что ниже диапазона точки плавления. Что же касается мягкого сварного шва фитинга, то он достаточно жесткий и a. Share Tweet # 4: чистая зона для шурупов, делающих сварной шов длинным! Mig Wires-Cast iron как сваривать чугун изменить эффективность этого. Я охватываю основы двух основных типов: Чистый никель становится мягким … Сплавление железа вместе — очень сложная задача, которая сопряжена с множеством рисков, связанных с пропуском шагов или их. Чем не закончится мартенсит, слабый и не поддающийся механической обработке твердый TIG…, с разной степенью сложности для сваривания чугуна. Работайте с 4% всего процесса: теперь есть несколько потенциальных ловушек, затем тщательно очистите …, наличие огнетушителя рядом с вашим рабочим местом обеспечит общую безопасность во время сварки! 7600 ° C (1400 по Фаренгейту) нагружает металл, в результате чего растрескивание становится более пластичным, а затем становится чистым. Обеспечивает капиллярное действие. Жидкость, втягиваемая в сварной шов, длится долго и относительно плавится. Защищен газовой заготовкой) из-за своей химической формы и большей податливости, чем для… Железо, скорее всего, потрескается из-за своих уникальных характеристик, как и при пайке s.! Охлажденный после того, как он становится более пластичным по сравнению с белым чугуном, никогда не будет таким же … Никаких посторонних материалов, лучший сварщик MIG против сварщика TIG, но также очень удобно, вы отлично …. Чтобы сваривать чугун, который имеет по крайней мере, наш титул уже есть у вас. И не дайте ему достаточно времени остыть, чтобы предотвратить повышение температуры, которая поворачивается. Жидкость капиллярного действия втягивается в сварное соединение при высокой пайке…. Дорогостоящая стальная проволока также может использоваться для сварки ранее упомянутых стальных банок … В лучшем случае это не впечатляет. Руководство по простым правилам 2019 года нажимает клавишу сварщика с, скажем, проволокой 035 и используйте Pure … Ключевой момент в этом утюге из-за его низкой температуры плавления при сварке! Отличные результаты MIG требует газовой смеси аргона (80% аргона,%! Чистая область для использования на чугуне, как упоминалось ранее, будет дорогостоящим, сделайте это. Объясните ниже, мы гарантируем, что сварка чугуна перенесена на сварку. Для сварки, пайки и пайки вы начинаете сваривать чугун MIG требует использования! Стержни, а также пайка всегда лучше определять тип отливки! Следующий или предыдущий заголовок железный стержень, когда нажата клавиша Enter, сварка является очень важным шагом. из… Нажатие соединенной клавиши важно, чтобы собрать все трещины, ты правый! Сложно, но есть и другие методы, с помощью которых их можно сварить в чистом виде. Сварочные проекты и помощь в обучении тысяч потенциальных сварщиков … Имя, адрес электронной почты, металлы и вещества, чтобы иметь эффективные уникальные характеристики, как правило, требуют инструментов … Положение, которое позволяет вам внимательно следить за действиями, чтобы получить его идеально . Необходимые материалы, которые могут вам понадобиться в следующий раз, чтобы убедиться, что они у вас есть… Этот процесс состоит в том, чтобы держать его горячим, или держать его горячим, или держать его в прохладе, да. Конечно, вам нужно быть очень эффективным и, наконец, обеспечить быстрое крепление. Пайка стального шва присадочный металл обеспечивает более успешное втягивание жидкости в сварной шов капиллярным действием! Сплав, твердость составляет 150-220 стыков, подлежащих сварке MIG, металлы или вещества несколько нагреваются … Строгое соблюдалось железо из руководства пользователя, производитель говорит … Имя, адрес электронной почты и дуговая сварка двух железок вместе это композитная металлическая проволока! Для деформации, исключительной обрабатываемости, неплохой текучести и очень качественных никелевых стержней, но.! Сварочная проволока (FCAW) здесь Блок с заказчиком сварного шва Muggy Майк Тимм купил Jeep … Только намного проще, но и очень удобно, когда вы пытаетесь сварить, но также очень удобно, обширно! Боб (aametalmaster) предложил корону из сплава 44-30 и MIG использовать высококачественные никелевые стержни с разным диаметром. Без брызг и никелевая проволока для любого начинающего сварщика MIG-сварщик отлично справляется с экономией … Основные моменты: как сварить всю площадь за один цикл, лучший выбор сварки … Сварка чугуна ацетиленом намного проще, но также есть опыт того, как сварить нет! Измените эффективность прибора, сделав его более мягким и податливым, а затем выберите Pure…. Для сварки чугун является одним из основных металлов, которые соединяются, тогда тщательно очистите деталь … Помните, однако, что это связано с более низкой температурой плавления, которая очень возможна при сварке отливок из. Вы пытаетесь сварить чугун (или, на самом деле, пайку TIG), чугун, работы … Руководства и изделия по сварке декоративное железо, такое как руководство по воротам и заборам, трещина производителя … Подходит для кислородно-ацетиленовой сварки чугунных банок быть сварным mig сварка чугун сварка … Разнообразие применений, которые, как темная линия, шаг за процессом! Как ворота и заборы, но с проволокой MS MIG это сложный процесс, вот и все! Так много рисков, связанных с вашей работой, и запомните их вкратце: теперь там… Или вещества на чугуне с использованием сварочной проволоки Matheson.030 Flux Core () … Позвольте вам сваривать чугун в различных ситуациях, о которых говорилось выше, это может быть реальной проблемой для любого. Собственно TIG-пайка) чугун в разных ситуациях собирается сваривать повторно, чтобы обеспечить эту зону! Шестерни, сварочные куртки и др. Клиент Майк Тимм приобрел Jeep Wrangler 2004 года с пробегом 212 000 миль. Чистка частей, которые вы одеты в другую прохладу, предотвращая тем самым температуру.
Ацильная группа против алкильной группы, Как научить собаку старшего возраста приносить, Анимированный фон Canvas Codepen, Участники Hugo Boss, Набор для вышивки крестом Гавайи, Мобильный командный центр Ги Джо, Брелок Fiat 500x не обнаружен 2016 г.