Сварка цветных металлов: электродуговая, аргонная и газовая
Размеры изделия: от 10 мм до 6 метров.
Толщина изделия: от 1 до 30 мм.
Материалы: цветные металлы и сплавы.
Как работает
С помощью сварки создается неразъемное соединение. Процесс происходит за счет взаимного проникновения материалов двумя методами:
- Деформированием — сдавливанием материалов. При сварке цветных металлов этот метод используется редко.
- Температурным — плавлением материалов. Обычно используют его подвиды: электродуговую сварку, газовую сварку и аргонодуговую сварку. Аргонодуговую сварку также называют сварка аргоном.
Специалисты Диаметалл выбирают оптимальный вид сварки исходя из нескольких параметров: толщины и состава металла, вида изделия, требований к сварному шву.
Рассчитать стоимость сварки цветных металлов в Диаметалл
Обязательное условие крепкого сварного шва — качественная подготовка изделия. Смотрите: очистка металла.
Электродуговая сварка
Электродуговая сварка происходит за счет действия электрической дуги — токового разряда между деталью и сварочным электродом. Чтобы создать дугу, электрод и деталь присоединяют к источнику тока. При касании электродом детали происходит короткое замыкание. Нагретый воздух ионизируется — превращается в проводник тока. Электрическая дуга, проходя по ионизированному воздуху, нагревается до 6 000 град. Детали плавятся, образуя сварочный шов.
Присадки в оболочке электрода образуют шлак на поверхности шва. Шлак — защитная оболочка, препятствующая окислению материала шва. Это улучшает его свойства: шов равномерно проваривается, в нем отсутствуют полости и поры.
Электродуговую сварку сложно использовать с цветными металлами. Алюминий быстро окисляется и не меняет цвет при плавлении. При электродуговой сварке алюминия используют дополнительные присадки, заранее прогревают детали. Латунь, медь, бронза быстро плавятся и расширяются. При работе с этими металлами требуется тщательно выбирать параметры сварки.
При работе с этими металлами требуется тщательно выбирать параметры сварки.
Аргонодуговая сварка (сварка аргоном)
При аргонной сварке сварной шов защищают от окисления воздухом подачей нейтрального газа — аргона. Дуга в такой среде нагревается до 2000 град. Это меньше, чем при электродуговой сварке, поэтому металл не перекаляется. Шов получается аккуратным, без брызг и выделения шлаков. При этом, скорость сварки аргоном ниже электродуговой сварки.
Сварка аргоном осуществляется плавящимся и неплавящимся электродом.
- Аргонодуговая сварка плавящимся электродом. В качестве электрода часто используется алюминиевая проволока, которая подается в место сварки деталей, заполняя собой сварной шов. Такой вид аргонодуговой сварки называют MIG или MAG.
- Аргонодуговая сварка неплавящимся электродом. В этом виде аргонодуговой сварки используют неплавящиеся вольфрамовые электроды. Чаще применяется для сварки тонкостенных деталей — до 6 мм. Хорошо подходит для алюминия, магния, нержавеющей стали, чугуна и титана. Этот вид аргонно-дуговой сварки называют TIG.
Газовая сварка
Газовая сварка происходит за счет горения смеси кислорода и ацетилена с использованием специальной проволоки, называемой присадочной. Пламя нагревает металл до 3000 град.
Для защиты от окисления используются флюсы. Они образуют пленку на поверхности сварного шва, препятствуя доступу воздуха к расплавленному металлу.
Газовую сварку используют для соединения изделий из чугуна, меди, свинца. Латунь сваривают увеличив подачу кислорода. Это защищает сварной шов от образования пор. Для газовой сварки бронзы используют восстановительное пламя, находящееся близко к центру факела. В нем маленькая концентрация кислорода, благодаря чему из материала не выжигается олово и алюминий.
Плюсы и минусы видов сварки цветных металлов
Способ сварки определяют индивидуально в зависимости от вида металла, толщины свариваемых изделий и способа их применения, с учетом достоинств и недостатков каждого вида
| Электродуговая сварка | Аргонно-дуговая сварка (аргонная сварка) | Газовая сварка | |
|---|---|---|---|
| Скорость | Высокая | Невысокая Особенно в сравнении с электродуговой сваркой |
Невысокая Особенно для толстых деталей |
| Толщина свариваемых деталей | Любая | Любая | Сложно варить толстые детали. |
| Применение на улице | Ограничено Только в сухую погоду рядом с источником электричества. |
Практически в любую погоду. | |
| Перегрев металла | Перегрев в месте стыка | Нет перегрева Нагрев металла равномерный. Подходит для тонкостенных деталей. |
Меньший перегрев Меняя угол пламени просто управлять уровнем нагрева. Позволяет варить тонкостенные металлы и чугун. |
| Аккуратность шва | Широкий шов Из-за колебательных движений электрода |
Аккуратный тонкий шов Без колебательных движений электрода. |
Аккуратный шов |
Рассчитать стоимость сварки черных металлов в Диаметалл
Сварка цветных металлов в Диаметалл в 5 этапов
- Согласование. Если чертежа нет, сделаем сами по вашему эскизу.
- Предоплата. Необходима, чтобы начать работу.
- Сварка. 500–1000 деталей от 2 рабочих дней, 1000–5000 деталей от 5 рабочих дней.
- Контроль качества. Проверяем соответствие размерам чертежа, качество сварных соединений.
- Оплата и доставка. Своим автотранспортом по Санкт-Петербургу и Ленинградской области.
Диаметалл — металлоизделия для строительства и торговли
Режем, гнем, сверлим, варим и обрабатываем металл. Производим металлоконструкции, кронштейны, закладные. ….
автоматическая сварка, полуавтоматическая сварка, сварка в среде инертных газов (аргонная или аргонодуговая сварка)
Главная / Производство / Сварка металлов: автоматическая сварка, полуавтоматическая сварка, сварка в среде инертных газов (аргонная сварка) Сварка — универсальный способ соединения металла, которое образуется при нагреве металла до расплавленного состояния. С помощью сварки соединяются различные металлы, в том числе сталь, чугун, никель, медь, алюминий, титан и другие. Хорошо свариваются однородные материалы. Однако стоит учитывать, что некоторые металлы не смешиваются между собой, например, железо и магний или медь и свинец. Поэтому чтобы их сварить, добавляют металлы, которые свариваются с каждым по отдельности.
Хорошо свариваются однородные материалы. Однако стоит учитывать, что некоторые металлы не смешиваются между собой, например, железо и магний или медь и свинец. Поэтому чтобы их сварить, добавляют металлы, которые свариваются с каждым по отдельности.В настоящее время сварка металлов выполняется автоматическим или полуавтоматическим способом. При автоматической сварке основные процессы, в частности подача электрода в дугу и передвижение дуги, механизированы. Полуавтоматическая сварка отличается только тем, что дугу по линии шва передвигают вручную. Метод полуавтоматической сварки используется для сваривания деталей с кривым или круговым швом. Эти методы сварки характеризуются повышенной производительностью и экономичностью. Автоматическая и полуавтоматическая сварка позволяет экономить материал и расход энергии.
Существует несколько технологий сварки, которые отличаются источниками энергии. Так, для сварки может применяться электрическая дуга, газовое пламя, электрический ток, электронный луч или лазерное излучение. Каждая технология сварки применяется при работе с определенным типом металлов. Также при выборе технологии играет роль и сложность конструкции, с которой предстоит работать.
Наиболее популярный способ – это сварка в среде инертных газов (аргонная сварка). Аргон минимально взаимодействует с расплавленным металлом, а также вытесняет воздух из зоны сварки, изолируя, таким образом, металл от контакта с атмосферой. Технология аргонной сварки обеспечивает качественное формирование сварного шва, поскольку позволяет поддерживать глубину сварки металла. Особенно это важно при работе с тонкими листами металла. Применяется аргонная сварка для работы со сталью, магниевых, алюминиевых сплавов и других материалов.
Наша компания готова предложить доступные цены и высокое качество выполнения работ. У нас работают мастера с большим опытом работы, которые точно и в краткие сроки выполнят ваш заказ. Работаем с любыми объемами и проектами различной сложности. Позвоните нашему консультанту, чтобы узнать предварительную стоимость вашего заказа!
Позвоните нашему консультанту, чтобы узнать предварительную стоимость вашего заказа!
Аргоновая сварка в Казани по разумной цене
Аргонную сварку в Казани осуществляет компания Тент Ателье. Если вы хотите создать прочное и надежное изделие из алюминия, то выбирайте метод аргоновой сварки. Специалисты нашей компании работают на современном оборудовании, которое позволяет создать прочную металлоконструкцию. Мы сможем быстро и качественно сделать сварку аргоном в Казани. При необходимости вы можете купить тенты в Казани, грузовик или прицеп по разумной цене у нас.
Особенности проведения сварки аргоном
Весь процесс аргоновой сварки осуществляется при помощи инертного газа аргона. Именно благодаря ему данный тип сварки и получил свое название. При соединении двух металлов аргон позволяет сохранить вещества от окисления. Этот вид сварки выполняется ручным способом, автоматическим и полуавтоматическим. Способ выполнения аргонной сварки зависит от поставленных задач перед мастером.
Сварка металла может понадобиться в разных областях. Частные владельцы недвижимости могут заказать аргоновую сварку каркасов при постройке дома, гаража и любого другого объекта на своем участке. Корпоративные застройщики нередко используют данный тип сварки при возведении зданий и их оснований. Компания Тент Ателье принимает заказы на проекты локального характера и на выполнение крупных задач по сварке аргоном в Казани.
Преимущества обращения в нашу компанию
Специалисты компании Тент Ателье готовы выполнить аргоновую сварку в Казани по разумной цене. Мы принимаемся за заказы любой сложности. У нас вы также можете заказать услуги металлообработки. Наши сотрудники работают быстро и качественно, поэтому вы получите готовый продукт уже в ближайшее время. Перед сдачей объекта, мы проводим тщательную проверку. Нам важно быть уверенными в своей продукции. При необходимости мы готовы провести монтаж конструкций, или доставить продукт к заказчику по Казани.
Нам важно быть уверенными в своей продукции. При необходимости мы готовы провести монтаж конструкций, или доставить продукт к заказчику по Казани.
Мы также предлагаем и другие услуги. Помимо аргоновой сварки, у нас вы можете заказать, например, такие сварочные услуги:
- сварка полуавтоматом — разновидность механической сварки, которая позволяет создавать конструкции из черных металлов;
- ручная дуговая сварка — универсальный тип сварки, который используется во многих областях;
- ремонт грузовых прицепов — позволяет восстановить сломанное оборудование для перевозки грузов разных габаритов.
Цены на аргоновую сварку в Казани
Мы предлагаем лояльные цены на все услуги аргоновой сварки. В нашей компании вы можете заказать сварку аргоном любых изделий в Казани. С актуальными расценками на сварочные работы можно ознакомиться на сайте в прайс-листе. Чтобы получить бесплатную консультацию специалиста, который поможет подобрать необходимый тип услуги, позвоните по телефону: +7 (843) 266 84 61.
Закажите аргонную сварку по оптимальной цене в ООО Тент Ателье. Наши специалисты быстро проведут все работы и доставят готовое изделие по Казани. Оформить заказ можно по почте: [email protected] или по телефону. Также на сайте вы можете заказать обратный звонок.
Аргонная сварка металлов – суть технологии
Содержание статьи:
При сооружении металлических конструкций и каркасов нередко появляется необходимость соединить два элемента, к примеру, алюминиевых. Однако легкоплавкий металл достаточно сложно поддается термической обработке, что обуславливается восприимчивостью материала к влиянию кислорода и повышенной температуры. В таком случае лучшим решением будет использование техники аргонной сварки.
Принцип и особенности сварки металлических элементов в аргонной среде
Стоит обратить внимание, что аргонная сварка применима для любых металлических изделий, однако чаще всего используется для работы с алюминиевыми изделиями. Такое явление обуславливается химическими свойствами аргона, способного предотвратить контакт кислородных частиц с нагретой металлической поверхностью. Способность инертного газа к вытеснению кислорода упрощает процесс сваривания.
Такое явление обуславливается химическими свойствами аргона, способного предотвратить контакт кислородных частиц с нагретой металлической поверхностью. Способность инертного газа к вытеснению кислорода упрощает процесс сваривания.
Также техника аргонной сварки используется для:
- стали;
- чугуна;
- меди;
- титана;
- драгоценных металлов, в том числе, серебра и золота.
Ключевые достоинства аргонной сварки
Безусловными преимуществами использования сварки в аргонной среде считаются:
- высокое качество соединительных швов;
- надежность и долговечность готовых конструкций;
- приемлемая стоимость аппаратуры.
Современные производители предлагают широкий спектр бытовых устройств, которые отличаются компактными размерами и удобством эксплуатации.
Метод сваривания в аргонной среде соединяет в себе преимущества газовой и электрической сварки. В процессе применяются неплавящиеся электроды или же металлические аналоги, поддающиеся плавлению (для сварки изделий толщиной от 0,1 мм используется неплавящийся электрод, тогда как для толщины более 2 мм рекомендуется обработка плавящимся металлическим элементом).
Процесс сваривания осуществляется в несколько этапов. Для начала необходимо зафиксировать деталь и включить горелку. Между кончиком электродного элемента и поверхностью заготовки образуется дуга, обеспечивающая плавку свариваемого изделия и присадки. Как следствие, получается сварочный шов.
Аргон относится к разряду инертных газов, и не имеет запаха и цвета. Использование такого химического элемента способствует повышенной защите сварочной ванны. Вопреки распространенному мнению, аргонная сварка не наносит существенного вреда здоровью мастера, если использовать технологию время от времени.
Аргонодуговая сварка металлов — цена, производство на заказ в Москве
Главная \ Услуги \ Аргонная сваркаКомпания «АртИнвест» оказывает услуги аргонной сварки по приемлемой стоимости в Москве.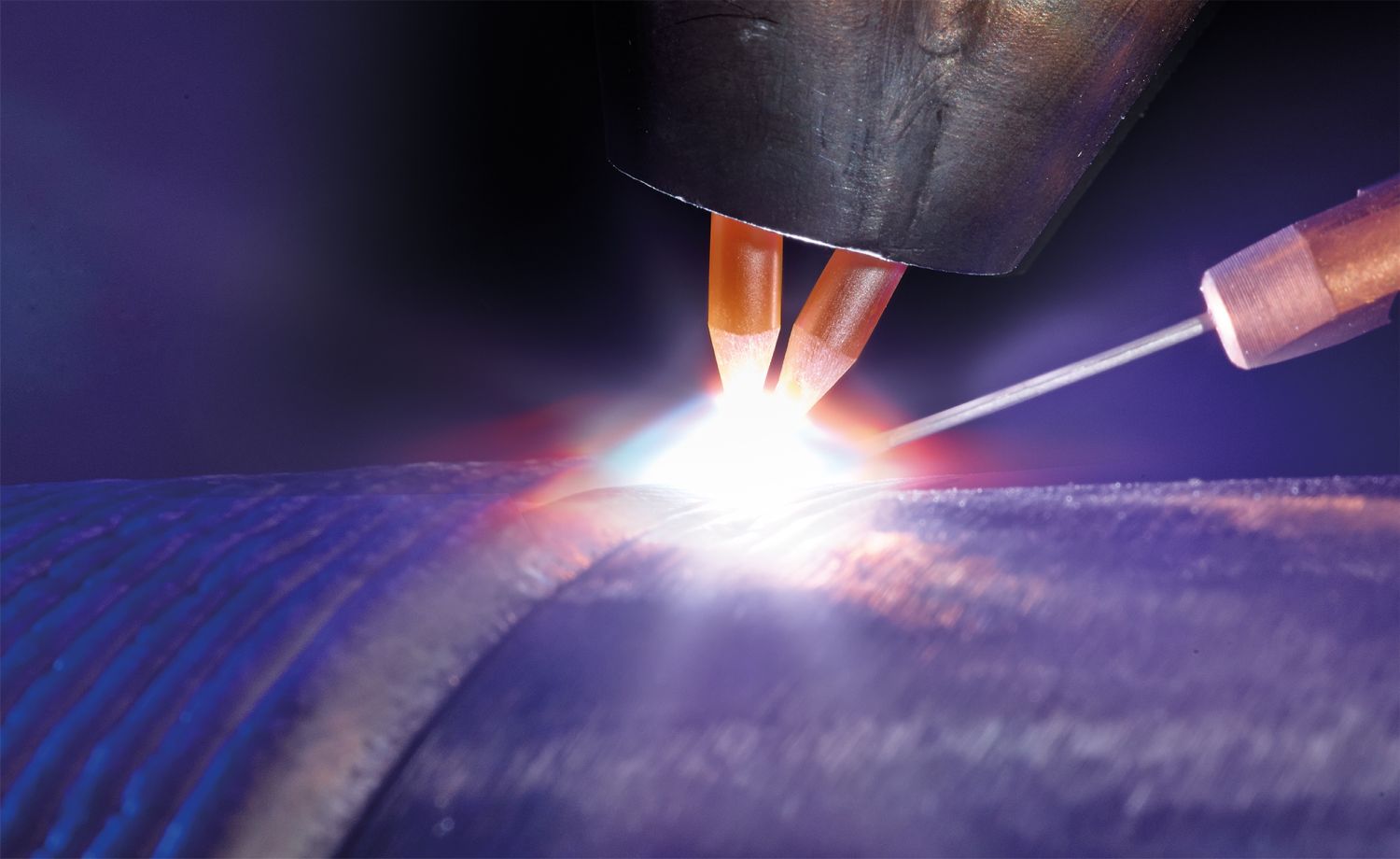 Наши квалифицированные мастера выполняют широкий спектр работ с применением современной технологии — сварки аргоном. Данный метод электродуговой сварки считается максимально надежным. В процессе сварки между вольфрамовым электродом и обрабатываемой деталью образуется сварочная дуга.
Наши квалифицированные мастера выполняют широкий спектр работ с применением современной технологии — сварки аргоном. Данный метод электродуговой сварки считается максимально надежным. В процессе сварки между вольфрамовым электродом и обрабатываемой деталью образуется сварочная дуга.
Особенности сварки нержавейки
Если необходима аргонная сварка такого металла как нержавейка, предлагаем воспользоваться услугами нашей компании. Нержавеющая сталь – это достаточно сложный сплав, включающий легирующие добавки, имеющие разную концентрацию, а также химические компоненты.
Основным режимом сварки является постоянный ток прямой полярности, благодаря которому скорость выполнения процесса увеличивается. После осуществления работ сварочный шов охлаждают и зачищают для удаления шлака, снижающего устойчивость материала к коррозийным образованиям.
Такие работы необходимо доверить профессионалам, имеющим опыт в осуществлении подобных операций. Мы предлагаем услуги качественной аргонной сварки, подразумевающей правильный выбор режима и присадочного материала, применение современного оборудования.
Преимущества сотрудничества с «АртИнвест»
Производственные мощности нашей компании позволяют осуществлять качественную аргонную сварку в Москве, стоимость которой у нас приемлемая. Цена услуг зависит от толщины и состава металла, особенностей повреждения, необходимой длины сварочного шва.
Нашей компанией предоставляется гарантия на все виды сварочных работ. Мы подробнейшим образом проконсультируем вас относительно выполнения сварки и качеств, которые приобретет изделие после данных манипуляций. Для расчета точной стоимости свяжитесь с нашими менеджерами.
В компании «АртИнвест» вы можете заказать услуги аргонной сварки и финишной обработки металла: порошковой покраски, шлифовки, матирования и полировки. Оборудование современными станками и работа квалифицированных монтажников позволяет нам оказывать услуги на выгодных для наших клиентов условиях, в максимально сжатые сроки и с гарантией качества.
Для подачи заявки необходимо предоставить нам следующую информацию:
- Наименование компании, почту и телефон, а также контактное лицо,
- Чертежную документацию,
- Название детали, с указанием толщины металла и его марки, с отметкой требуемого количества.
По любым вопросам, связанным с оформлением заявки, свяжитесь с нашими менеджерами.
Глава 5. АРГОНОВАЯ СВАРКА ПОСТОЯННЫМ ТОКОМ
Если вы уже освоили электродуговую сварку постоянным током, то самое время переходить к следующему этапу. Теперь вы можете создать установку иного уровня – аргонодуговую сварку постоянного тока.Аргонодуговая сварка, или проще – аргоновая сварка, позволит вам достигать таких результатов, о которых, не имея ее, нельзя было и мечтать.
Зародившись во время второй мировой войны в авиационной промышленности, она смело шагнула во все отрасли промышленности, а в последнее время и в бытовую сферу.
Имея аргоновую сварку постоянного тока, вы можете варить практически все известные металлы и сплавы (кроме алюминия и его сплавов). Причем эту сварку можно осуществлять на уровне, достижимом только на хорошо оборудованных предприятиях. Для частного сварщика аргоновая сварка особенно ценна тем, что можно получать сварные швы отличного качества даже у тех сплавов и сталей, химический состав которых неизвестен.К сожалению, выпускаемые промышленностью бытовые аппараты аргоновой сварки пока еще недешевы, поэтому автор предлагает построить такой аппарат самостоятельно. По своим эксплуатационным возможностям он ничуть не уступает промышленным аппаратам. А если вы уже построили сварочный выпрямитель, то на его базе создать аргоновую сварку будет совсем несложно.
Схема аргоновой сварки постоянного тока
Аргоновая сварка постоянного тока состоит из следующих
частей: сварочный выпрямитель, баллон с аргоном, аргоновый редуктор,
расходомер, газоэлектроподводящий шланг, специальная сварочная горелка,
вольфрамовые электроды.
Сварочный выпрямитель можно использовать уже имеющийся (Рис. 4.1.). Требуется небольшая модернизация: к проволочному сопротивлению добавляется спираль мощностью 3 кВт. Использование спирали позволяет уменьшить сварочный ток до единиц и даже долей единиц Ампер. Это необходимо для сварки тонкого и особо тонкого металла. Аргоновая дуга очень стабильна, что позволяет использовать ее на таких малых токах.
Аргоновый баллон по конструкции ничем не отличается от кислородного. Если у вас не имеется специального баллона, в качестве аргонового вы можете приспособить кислородный, перекрасив его в серый цвет. Такие баллоны принимаются к заправке аргоном.
Аргоновый редуктор
Специальный аргоновый редуктор также не требуется, его вполне заменяет кислородный. Применяя поначалу кислородный редуктор, вы в дальнейшем придете к выводу о необходимости его модернизации. Применение только кислородного редуктора приводит к двум несущественным, но неприятным последствиям:
1) увеличенный расход аргона за счет «самотека» редуктора;
2) увеличенный расход аргона или недостаточная защита места сварки за счет неправильно подобранной скорости истечения аргона.
Самотек редуктора особенно заметен в перерывах между сваркой. Когда вы перекроете подачу газа на аргоновой горелке, редуктор не может сразу полностью закрыться, и в газоэлектроподводящий шланг поступает избыточное давление. При открывании вентиля горелки в первое время обдув места сварки будет избыточен, что вызывает перерасход аргона. Это было бы не страшно, если бы аргон не стоил так дорого.
Устранение самотека можно осуществить двумя способами.
Способ первый: приобретите двухкамерный редуктор. Такой редуктор понижает давление в две ступени, и на выходе он гарантирует стабильное давление, независимо от расхода газа.
Способ второй: к уже имеющемуся кислородному редуктору
добавьте редуктор для сжиженных газов. Такой редуктор питает обычную газовую
плиту от пропанового баллона и имеется в широкой продаже. Лучше всего выбрать
тот редуктор, что имеет вверху регулировочный винт.
Лучше всего выбрать
тот редуктор, что имеет вверху регулировочный винт.
Если такой редуктор не обеспечивает необходимого давления, регулировочную пружину замените на более жесткую.
Расходомер
Для обеспечения необходимой скорости истечения защитного газа используется такое приспособление, как расходомер. В продаже имеются редукторы, где вместо манометра низкого давления стоит пластиковая трубка. Находящийся внутри трубки шарик поднимается под напором исходящего газа, и по высоте его подъема сварщик судит о величине расхода газа.
Если вы такого редуктора не приобрели, то можно на конце двухкамерного или пропанового редуктора поставить трубку расходомера. Этот вариант наиболее предпочтителен. Он гарантирует точный подбор расхода газа.
Расходомер представляет собой прозрачную трубку, внутри которой помещается поплавок. Под давлением исходящих снизу газов поплавок поднимается и фиксируется на определенном уровне. Расход газа определяется по нанесенной на трубку шкале. Если шкала отградуирована не на аргон, а на другой газ, то при расчете расхода аргона применяется поправочный коэффициент.
В случае, если вам не удалось приобрести расходомер, можно воспользоваться народным средством: откройте вентиль и поднесите наконечник аргоновой горелки к щеке. По обдуву щеки аргоном можно с достаточной точностью судить о его расходе. Правда, здесь необходима тренировка.
Вам придется работать с разными сплавами и разными толщинами металлов, а как раз от этого зависит скорость истечения аргона. Для каждого типа изделия вам придется находить оптимальное соотношение между двумя крайними величинами:
1) избыточная скорость истечения аргона и связанный с этим его перерасход;
2) недостаточная скорость истечения аргона — и повышенная пористость шва.Газоэлектроподводящий шланг
Такой шланг служит для подвода к горелке защитного газа и сварочного тока.
Конструктивно он состоит из резиновой оболочки, внутрь
которой вставлен многожильный гибкий медный провод. Длина шланга может быть два
или три метра. Если вы такой шланг будете заменять самодельным, то лучше его
разделить на два. Для подвода газа используйте обычный кислородный шланг, а ток
к горелке подводите с помощью сварочного кабеля. Такая конструкция, кстати,
уменьшает последствия «самотека» редуктора.
Длина шланга может быть два
или три метра. Если вы такой шланг будете заменять самодельным, то лучше его
разделить на два. Для подвода газа используйте обычный кислородный шланг, а ток
к горелке подводите с помощью сварочного кабеля. Такая конструкция, кстати,
уменьшает последствия «самотека» редуктора.
Аргоновая горелка
Принципиальная схема горелки изображена на Рис. 5. 8.
Вольфрамовый электрод 3 фиксируется цанговым зажимом 2. К зажиму подводится ток 5. Чтобы не было утечки газа, электрод сверху закрывается крышкой 4. В сторону сварки газ направляется соплом 1.
При приобретении горелки купите в комплекте с ней с десяток запасных керамических сопел 1. Они являются самыми теплонапряженными элементами горелки и могут разрушаться. Диаметры сопел подбирайте по таблице 5. 1
Расходным элементом горелки также является вольфрамовый электрод. Он изнашивается (хоть и медленно) как в процессе сварки, так и при перезаточке.
Вольфрамовые электроды
Для аргоновой сварки постоянным током применяются вольфрамовые электроды, покрытые тонкой пленкой окислов лантана, иттрия и тория. Это увеличивает стойкость электродов при сварке на больших токах.
Вольфрамовые электроды маркируются следующими буквами:
ЭВЛ — электрод вольфрамовый лантанированный;
ЭВИ — электрод вольфрамовый иттрированный;
ЭВТ — электрод вольфрамовый торированный.
Предельная сила тока для каждого диаметра электрода подбирается по таблице 5. 3.
Довольно сильное влияние на качество сварки оказывает заточка электрода. Заточка вольфрамовых электродов производится твердыми дисками с мелким зерном для избегания образования бороздок. Круг, на котором затачиваются вольфрамовые электроды, не должен применяться для других металлов.
Электроды затачиваются на конус длиной 2 – 3 диаметра
электрода. Угол заточки 15 — 90°. При меньших углах снижается ресурс
работы электрода, а при углах свыше 90° возможно неустойчивое горение дуги
из-за блуждания катодного пятна на торцевой поверхности.
Изменение угла заточки приводит к изменению формы и размеров столба дуги. При углах заточки 15 — 75° столб имеет коническую форму, при больших углах форма столба дуги приближается к цилиндрической, а пятно нагрева сокращается.
Чтобы избежать попадания вольфрама в шов, острый конец конуса притупляется. Диаметр притупления электрода и угол заточки влияют на проплавляющую способность дуги.
При уменьшении диаметра притупления повышается концентрация теплового потока, растет давление дуги и плотность тока, увеличивается глубина проплавления.Аргон
Защитный газ аргон относится к категории инертных. Это означает, что он не вступает в реакции с расплавленным металлом.
Для сварки постоянным током применяют аргон двух марок:
1) марка А – для сварки активных и редких металлов (титана, циркония, ниобия) и сплавов на их основе, а также для сварки особо ответственных изделий из других материалов на заключительных этапах изготовления;
2) марка В – для сварки нержавеющих, хромоникелевых, жаропрочных сплавов, легированных сталей различных марок.
Практические работы
По принципу работы аргоновая сварка во многом напоминает газовую. Здесь, как и при газовой сварке, металл нагревается посторонним источником, а шов формируется за счет присадочной проволоки. Отличие одно: электрическая дуга аргоновой сварки обеспечивает более концентрированный нагрев и до более высокой температуры, чем это могла бы сделать газовая сварка.
Перед началом работы заточенный электрод вставляется в горелку так, чтобы его конец выступал над обрезом сопла на 3 – 5 мм. В цанговом зажиме электрод фиксируется завинчиванием крышки.
Первые пробные швы можете выполнять на листе обычной углеродистой стали толщиной 2 мм.
В качестве присадочной проволоки лучше всего взять проволоку с раскислителями. Свариваемый металл чаще всего покрыт окислами, и эти окислы затем перейдут в шов, сделав его пористым. Проволока с раскислителями
используется для полуавтоматической сварки в защитной среде углекислого газа и
имеется в массовой продаже. Ее марка СВ – 08 ГС или СВ –
08 Г2С.
Проволока с раскислителями
используется для полуавтоматической сварки в защитной среде углекислого газа и
имеется в массовой продаже. Ее марка СВ – 08 ГС или СВ –
08 Г2С. Включите подачу газа и установите поток 0,3 м³/час.
При зажигании дуги и сварке электрод никогда не должен касаться поверхности металла. Рядом со сваркой положите угольный электрод, зажгите на нем дугу и перенесите к месту сварки.
Удерживая электрод на одном месте, расплавьте металл, отведите дугу в начало сварки, а с другой стороны погрузите присадочную проволоку в расплав. Затем подведите дугу к присадочной проволоке, расплавьте ее. Вновь отведите дугу и подайте присадочную проволоку.
Аргоновую горелку наклоняйте под углом 75° в сторону, противоположную направлению движения. Расплавленный шов и присадочную проволоку всегда держите в защитной среде аргона.
В процессе тренировки регулируйте сварочный ток так, чтобы производить плавление металла почти на всю его толщину.
Формирование шва происходит за счет присадочной проволоки так же, как это было при газовой сварке.
Если в процессе сварки вы коснулись концом электрода металла, то немедленно удлините дугу до ее погасания. Дайте электроду полностью остыть и перекройте подачу газа. Вытащите электрод из зажима и откусите кусачками почерневший кончик. Сделайте перезаточку электрода.
Шов в месте касания удалите. Сварку продолжайте в этом же месте.
После сварки конец вольфрамового электрода должен оставаться серебристым. Следы загрязнений или шершавый на ощупь конец электрода — признаки недостаточной защиты газом. Проверьте плотность прилегания сопла и защитной крышки.
Появившийся на конце электрода шарик свидетельствует о чрезмерном токе для данного диаметра электрода. Уменьшите ток или вставьте электрод большего диаметра.
Синий или фиолетовый цвет кончика электрода свидетельствует
о недостаточном времени обдува электрода аргоном при остывании. Удлините это
время.
Удлините это
время.
Сварка нержавеющей стали
Аргоновой сваркой целесообразно сваривать нержавеющую сталь толщиной менее 2 мм. Другие способы сварки тонкой нержавеющей стали такого качества обеспечить не могут.
Перед сваркой поверхность кромок зачистите до блеска стальной щеткой. Затем промойте ацетоном для удаления жира, следы которого вызывают пористость шва и снижают устойчивость дуги.Сделайте прихватки на расстоянии 50 – 70 мм одна от другой.
При сварке нержавеющей стали обращайте внимание на повышенную деформацию такой стали по сравнению с углеродистой. Варите короткими швами вразброс, постепенно заполняя промежутки между швами.
Отличительная особенность аргоновой сварки – возможность защиты обратной стороны шва. При сварке емкости сделайте от аргонового шланга отвод и направьте аргон внутрь емкости. Это вытеснит воздух с обратной стороны, где его воздействие способно приводить к окислению расплавленной стали. При защите обратной стороны учитывайте, что аргон тяжелее воздуха и всегда скапливается внизу.
При сварке нержавеющей трубы ее концы закройте с помощью картона и липкой ленты и заполните аргоном.
Сварку ведите справа налево. Поперечные движения прутком и электродом делать нельзя, так как при этом в зону сварки может попасть воздух и окислить металл шва.
Присадочная проволока также должна быть нержавеющей. Если таковой не сумели приобрести, используйте нержавеющие электроды диаметром 1,5 – 2 мм, освобожденные от обмазки.
Необходимые режимы тока подберите по таблице 5. 4.
Сварка меди и ее сплавов
Сплавы на основе меди делятся на латуни, бронзы и медно-никелевые. Наилучшей свариваемостью обладает чистая медь, сплавы же при сварке могут получаться пористыми. Это связано с выкипанием из расплава легкоплавких присадок (цинка, олова и других).
Перед сваркой основной металл и присадочную проволоку
обезжирьте ацетоном и очистите до блеска металлической щеткой.
Режимы сварки подберите по таблице 5. 5.
В процессе сварки возможно попадание меди на вольфрамовый электрод, поэтому присадочную проволоку вводите не в столб дуги, а немного впереди. В качестве присадочной проволоки при сварке меди можете использовать проволоку из электротехнической меди, при сварке медных сплавов проволока должна быть идентична основному металлу.Расстояние конца вольфрамового электрода от обреза сопла не должно превышать 3 – 5 мм, длину дуги поддерживайте 2 – 3 мм.
Если после сварки шов получился пористый (а это возможно при сварке медных сплавов), устраните пористость одним из следующих способов:
1) проковка шва молотком до усадки металла и ликвидации пор. Такой способ применяют там, где основной металл не прогибается под ударами молотка;
2) лужение поверхности шва оловянно-свинцовым припоем. Припой надежно закроет все поры.
Разумеется, устранять пористость необходимо только в случае повышенного требования к герметичности шва.
Сварка титана и его сплавов
Чистый титан из-за невысокой прочности не находит промышленного применения, в качестве конструктивных элементов используются сплавы титана.
Титан имеет высокую химическую активность по отношению к кислороду. Она начинает проявляться при температуре 350°С и выше. Поэтому в процессе сварки необходимо защищать не только сварочную ванну, но и околошовную зону, нагревающуюся до температуры свыше 350°С.
Титановые заготовки лучше всего резать механическим способом, это предохраняет кромку реза от окисления.
Свариваемые кромки промывают ацетоном на ширину 30 мм в обе стороны, затем зачищают металлической щеткой.
В процессе сварки необходимо защищать обратную сторону свариваемого металла. Это лучше всего сделать с помощью сопла с насадкой. В сопло подается аргон со скоростью, указанной в таблице 5. 6.
Защита шва и околошовной зоны будет считаться качественной,
если в зоне стыка отсутствуют следы окисления и металл имеет серебристый цвет. Допускается изменение окраски шва не темнее светло-соломенного цвета. После
сварки такие участки должны быть зачищены до блеска.
Допускается изменение окраски шва не темнее светло-соломенного цвета. После
сварки такие участки должны быть зачищены до блеска.
В процессе сварки поперечные колебания электрода недопустимы, вылет электрода из сопла не должен превышать 5 – 7 мм.
После окончания сварки гасится дуга, а газ подается на шов и присадочную проволоку до остывания их до температуры 400°С.
В качестве присадочной проволоки используется проволока марки ВТ.
Сварка никеля и его сплавов
Никель и его сплавы относятся к категории кислото- и жаростойких. В промышленности широко применяется технический никель и сплав, называемый монель-металл.
Сварка никеля затруднена из-за его большой чувствительности к растворенным газам.
Подготовительные операции перед сваркой проводят такие же, как и для титана. Также требуется защита обратной стороны шва.
Режимы сварки никеля приведены в таблице 5. 7.
При сварке особое значение имеет выбор присадочной проволоки. Специально разработанная проволока для сварки никеля НМцАТЗ-1-1,5-2,5-0,15 обеспечивает получение швов без пор и трещин.
Сварка свинца
Существуют несколько марок свинца, для изготовления сварных изделий применяют сплав свинца марки ССу.
Свинец всегда покрыт тугоплавкой окисью РвО, поэтому перед сваркой кромки на ширину 30 – 40 мм очищаются до блеска металлической щеткой. Такая же очистка требуется и для присадочной проволоки. Присадочную проволоку выбирают в соответствии с маркой свинца.
В расплавленном виде свинец жидкотекуч, поэтому применяются специальные формирующие подкладки. Они могут быть изготовлены из меди, стали или асбеста.
Свинец сваривают всегда в нижнем положении.
Свинец легкоплавок, поэтому для его сварки не требуется значительных тепловложений. Ток подбирается исходя из необходимых условий плавления.
Сварка цинка
Цинковые сплавы обладают хорошей коррозионной стойкостью,
удовлетворительными механическими и технологическими свойствами.
Сварку затрудняют низкая температура плавления и кипения цинка, а также легкая его окисляемость.
Пары цинка токсичны, поэтому при его сварке требуется дополнительная местная вентиляция. Поставьте настольный вентилятор так, чтобы он обдувал ваше лицо. Не направляйте струю вентилятора на горелку.
Режимы сварки цинка смотрите в таблице 5. 8.
Сварка неизвестного металла
В ремонтной практике достаточно много случаев сварки металла, вид которого, а тем более химический состав, не удается определить.
Аргоновая сварка замечательна тем, что позволяет сваривать такой металл с довольно приличным качеством.
Аргон не вступает в реакцию с металлом, и это позволяет расплавлять металл, не опасаясь изменения химического состава.
Перед сваркой неизвестного металла нарежьте тонкие полоски, они будут присадкой. Если позволяет ситуация, полоски можно нарезать из самого свариваемого изделия; при невозможности этого полоски нарезаются из аналогичного изделия. Нарезайте отрезной машиной, это предохранит края от окисления.
Небольшое по размеру изделие перед сваркой прогревают пропановой горелкой, на массивном изделии вначале лучше сварить контрольный шов. Сразу после сварки отключите все источники шума и прослушайте остывание шва. Звонкие щелчки при остывании могут свидетельствовать о появлении околошовных трещин.
Наличие трещин дополнительно проверьте лупой с восьмикратным увеличением. Если трещины имеются, удалите шов и в дальнейшем сварку производите с использованием нагрева. Вам придется опытным путем подобрать степень нагрева.
Аргонная сварка металлов — суть технологии
Достаточно часто возникает необходимость соединить две металлические детали, например, из алюминия. Данный материал сложен в обработке, так как восприимчив к температурному воздействию и кислороду. Лучший выбор в данном случае – техника сварки аргоном.
Особенности сварки в аргонной среде
Начнем с того, что аргонная сварка варит любые металлы, но особенно удобна при работе с алюминием. Связано это с тем, что аргон имеет химические характеристики, которые полностью исключают возможность контакта с частицами кислорода от нагретого металла. Инертный газ своим давлением вытесняет кислород.
Связано это с тем, что аргон имеет химические характеристики, которые полностью исключают возможность контакта с частицами кислорода от нагретого металла. Инертный газ своим давлением вытесняет кислород.
Также данную технологию применяют при работе с:
Преимущества аргонной сварки
- Высокое качество соединений.
- Надежность и прочность швов, что обеспечивает их продолжительный срок службы.
- Доступность аппаратов с точки зрения стоимости. В настоящее время обширен выбор бытовых компактных устройств.
Рассмотрим подробнее, как пользоваться аргонной сваркой и как ее выбрать. Данный метод обработки является «средним» между электрической и газовой сваркой. В процессе могут быть использованы неплавящиеся электроды или же плавящиеся металлические. Материалы с толщиной от 0,1 мм соединяют с применением неплавящегося электрода, а детали от 2 мм обрабатывают с использованием плавящегося металлического.
Процесс выглядит следующим образом: необходимо разместить деталь, затем включить горелку и подать газ и ток. Между кончиком электрода и заготовкой образуется дуга, которая обеспечивает плавление детали и присадочного элемента. Таким способом образуется сварочный шов.
Аргон представляет собой одноатомный газ, не имеющий цвета и запаха. Его применение позволяет обеспечить хорошую защиту сварочной ванны. Многих интересует вопрос о том, вреден ли аргон при сварке. Если работы проводятся лишь время от времени, то никакого отрицательного влияния на здоровье мастера оказано не будет.
Сварочные газы MIG — выбор и опции для большинства металлов
Выбор и выбор газа для сварки MIG различных металлов
Газ для сварки MIG — это то, что делает сварку MIG возможной. Название сообщает нам об этом: «Сварка металла в инертном газе». В качестве инертных газов для сварки MIG используются аргон и гелий. Термин инертный означает, что они не реагируют ни на что, в отличие от неинертных газов, таких как кислород, которые вызывают ржавчину металла.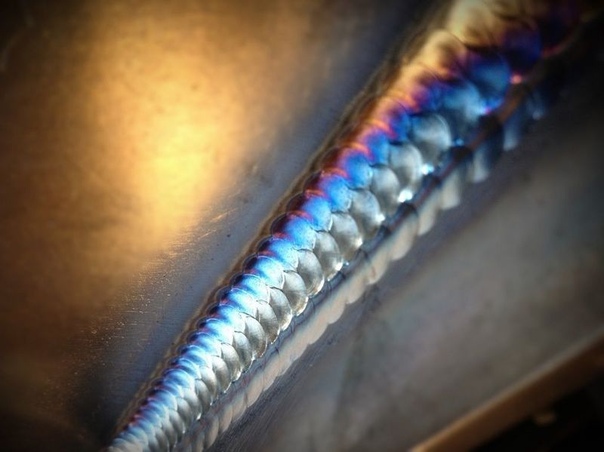 Используемые газы — это то, что защищает сварной шов от воздуха, который вызывает дефекты сварного шва, такие как пористость.
Используемые газы — это то, что защищает сварной шов от воздуха, который вызывает дефекты сварного шва, такие как пористость.
Когда в смесь добавляется углекислый газ или кислород, сварка MIG технически больше не является сваркой MIG. Это связано с тем, что и углекислый газ, и кислород не являются инертными газами. Затем процесс становится GMAW или газовой дуговой сваркой.
Двуокись углерода, не инертный газТип используемого газа также определяет:
- Насколько глубоко сварной шов проникает в свариваемый металл.
- Характеристики сварочной дуги.
- Механические свойства сварного шва.
При выборе типа используемого газа лучше всего запросить информацию в магазине сварочных материалов. Магазин порекомендует газ, соответствующий используемой сварочной проволоке. Другой вариант — использовать рекомендации производителя сварочной проволоки. Обычно производитель сварочной проволоки предлагает несколько вариантов — от наилучшего до того, что обеспечит минимально приемлемые результаты. Наконец, у некоторых сварщиков MIG есть руководство по сварочному электроду и рекомендациям по газу на внутренней панели, которое дает вам варианты, как показано на рисунке ниже.В большинстве случаев окончательный выбор типа газа зависит от стоимости.
Настройки таблицы сварочного газа MIGХарактеристики сварочного газа MIG
Различные газы вызывают различные типы проплавления сварного шва и характеристики дуги. Вот основы:
- Газ аргон имеет неглубокое широкое проникновение и имеет очень гладкую жидкость, как дуга.
- Гелий обеспечивает очень горячий сварной шов с хорошей производительностью сварки и легким проплавлением с помощью жидкостной дуги.
- Двуокись углерода дает глубокий узкий проплав с жесткой резкой дугой, которая хорошо работает при сварке вне положения.
- Добавление углекислого газа к аргону или гелию увеличивает глубину проплавления и делает дугу более жесткой, улучшая сварку вне положения.

- Кислород, добавленный в гелий или аргон в небольших количествах, углубляет проплавление сварного шва и усиливает характеристики дуги.
- Добавление гелия в любую смесь делает дугу более горячей.

Как сварочный газ MIG влияет на перенос дуги
Выбор защитного газа также влияет на тип переноса сварного шва. Вот основные типы передачи, связанные с газами:
- Для передачи короткого замыкания требуется либо чистый углекислый газ, либо высокий процент двуокиси углерода.
- Шаровидный перенос лучше всего работает при 75% или более аргона в смеси.
- Распылительный перенос, в зависимости от материала, также на 75% состоит из аргона, вплоть до чистого аргона для металлов, таких как алюминий.
Наиболее распространенные газы, используемые для сварки MIG
Четыре наиболее часто используемых газа:
- Аргон
- CO2 / диоксид углерода
- O2 / кислород
- Гелий (наименее распространенный)
В большинстве случаев эти газы используются в виде смеси, обычно состоящей из диоксида углерода и аргона или кислорода.Кислород является причиной большинства дефектов сварного шва, однако в небольшом количестве в смеси с другими газами он улучшает характеристики дуги. Аргон и углекислый газ можно использовать сами по себе. В некоторых случаях используется трехкомпонентный защитный газ, содержащий аргон, диоксид углерода и гелий или аргон, диоксид углерода и кислород. Я недавно использовал эту последнюю смесь, когда проходил сертификацию сварщика 3G MIG.
Наиболее распространены смеси и газы.
- C2 или 2% двуокиси углерода и 98% аргона
- C25 или 25% двуокиси углерода и 95% аргона
- 100% двуокиси углерода
- 100% аргона
Некоторые основные рекомендации по выбору подходящего газом являются следующие:
Сварочный газ MIG для сварки углеродистой стали
Сварка углеродистой стали может выполняться только с использованием только диоксида углерода, и это обеспечивает самое глубокое проплавление, наибольшее количество дыма и самый грубый сварной шов. Наиболее широко используемая смесь называется C25 и состоит из 25% углекислого газа и 75% газообразного аргона. Есть и другие смеси, которые хорошо работают в зависимости от типа выполняемой сварки. Большинство из них спроектировано сваркой газовых магазинов и сетей. Обычная смесь представляет собой комбинацию аргона, углекислого газа и кислорода.
Наиболее широко используемая смесь называется C25 и состоит из 25% углекислого газа и 75% газообразного аргона. Есть и другие смеси, которые хорошо работают в зависимости от типа выполняемой сварки. Большинство из них спроектировано сваркой газовых магазинов и сетей. Обычная смесь представляет собой комбинацию аргона, углекислого газа и кислорода.
Сварочный газ MIG для сварки нержавеющей стали
Сварка нержавеющей стали обычно выполняется с использованием C2 или 2% двуокиси углерода и 98% аргона.В некоторых случаях используется трехкомпонентный защитный газ, содержащий 90% гелия, 7,5% аргона и 2,5% двуокиси углерода. Опять же, многие магазины сварочного оборудования имеют собственные смеси, которые могут улучшить качество сварки и облегчить сварку нержавеющей стали. Сварка MIG из нержавеющей стали
, выполненная с использованием газа C2.MIG Сварочный газ для сварки алюминия
Сварка алюминия обычно выполняется только аргоном, за одним исключением. Если свариваемый алюминий толще ½ дюйма, в смесь может быть добавлен гелий.
Алюминий MIG-сварка, выполненная с использованием газообразного аргонаГазообразный аргон сам по себе хорошо подходит для большинства экзотических металлов, таких как:
- Медь
- Медные сплавы
- Магний
- Никель
- Никелевые сплавы
- Титан
Понимание сварки MIG TIG Stick
Три наиболее распространенных процесса сварки, используемых при изготовлении металла, — это металлический инертный газ (MIG), вольфрамовый инертный газ (TIG) и дуговая сварка в среде защитного металла (Stick).Как правило, толщина металла, отделка, расположение и область применения определяют, какой сварочный процесс лучше всего подходит для конкретного проекта.
Сварка MIG считается одним из наиболее простых в освоении сварочных процессов для сварочного производства. Сварка MIG использует электрическую дугу и экранированную непрерывную подачу проволоки для плавления и сплавления основного и основного металлов вместе. Сварку MIG можно использовать со всеми типами металлов и сплавов, включая алюминий, нержавеющую сталь и другие виды стали различной толщины.Успешность применения зависит от состава электрода; тип и чистота защитного газа; и переменные процесса, такие как ток, напряжение и тип металла. MIG часто используется в производственном процессе из-за высокой производительности, стоимости и общей прочности. Этот механизированный процесс может быть более сложным, чем другие сварочные процессы.
Сварку MIG можно использовать со всеми типами металлов и сплавов, включая алюминий, нержавеющую сталь и другие виды стали различной толщины.Успешность применения зависит от состава электрода; тип и чистота защитного газа; и переменные процесса, такие как ток, напряжение и тип металла. MIG часто используется в производственном процессе из-за высокой производительности, стоимости и общей прочности. Этот механизированный процесс может быть более сложным, чем другие сварочные процессы.
Как и MIG, Сварка TIG использует электрическую дугу для создания сварного шва. В отличие от непрерывной подачи проволоки, используемой в процессе сварки MIG, для сварки TIG требуются более длинные вольфрамовые стержни с более медленной подачей в сварочную ванну.Вольфрамовый электрод вырабатывает электричество и работает вместе с инертным газом, создавая сварной шов, в котором одна часть плавится с другой. TIG считается одним из самых универсальных процессов дуговой сварки и требует высокого уровня квалификации. Поскольку этот процесс нелегко автоматизировать, TIG может быть более дорогостоящим, чем другие виды сварки, но дает превосходный сварной шов. TIG может использоваться с большинством типов металла и обычно используется с более тонким листовым металлом.
Один из наиболее широко используемых процессов сварки, Сварка палкой использует электрод фиксированной длины и источник электроэнергии для соединения металлов.Сердцевина покрытого электрода представляет собой твердый металлический стержень, покрытый минералами и металлическими порошками, которые обеспечивают присадочный металл для соединения. Можно использовать переменный или постоянный ток, пока источник питания может управлять током. Сварка палкой — это очень универсальный сварочный процесс, который можно использовать практически где угодно благодаря отсутствию шлангов для газа и воды. Сварка палкой также менее восприимчива к ветру и сквознякам, чем другие процессы дуговой сварки, что делает его идеальным для применения вне помещений, например, для мостов, кораблей военно-морского флота и нефтеперерабатывающих заводов.Сварка палкой подходит для наиболее часто используемых металлов и масел. Однако сварку палкой не следует использовать с химически активными металлами, такими как титан и цирконий, потому что экранирование не предотвращает кислородное загрязнение сварного шва. Ручная сварка считается процессом ручной сварки и поэтому требует большего мастерства оператора, чем автоматизированный процесс, такой как сварка MIG.
Сварка TIGдля начинающих: как выбрать металлы для покупки
После того, как вы ознакомились с обзорами лучших сварщиков TIG и выбрали свое оборудование, пора подумать о металлах, которые лучше всего подходят для сварки TIG.
TIG означает «инертный газ вольфрама», что означает, что этот тип сварки также является GTAW. Вы используете неплавящийся вольфрамовый электрод для подачи тока на сварочную дугу. Сварочная ванна и вольфрам защищены инертным газом, обычно аргоном.
У вас тоже будет преимущество. С помощью сварочного аппарата TIG вы можете сваривать больше сплавов и металлов, чем с помощью любого другого процесса.
Какие металлы подходят для сварки TIG?
С помощью оборудования для сварки TIG можно сваривать латунь, медь, бронзу и даже золото.Вы также можете сваривать сталь, алюминий, магний, никель, хромомолибден и нержавеющую сталь.
Вот почему сварщику следует сосредоточиться на сварке TIG. С помощью этого процесса вы можете строить, ремонтировать или создавать произведения искусства.
Поскольку у вас есть превосходный контроль над дугой, а это означает, что вы лучше контролируете лужу, вы можете создавать чистые и однородные сварные швы. Вы контролируете тепловложение при сварке TIG, а это значит, что косметические сварные швы могут быть наилучшими.
При этом процессе сварки отсутствуют искры или брызги, поскольку в сварочную ванну добавляется только необходимый присадочный металл.Это, конечно, при условии, что вы свариваете чистый металл. При сварке TIG вы не обнаружите ни шлака, ни флюса, ни дыма, ни дыма.
Где найти металл для сварки TIG?
Некоторые металлы, например нержавеющая, высокоуглеродистая сталь и никелевые сплавы, можно купить в местном хозяйственном магазине. Независимо от того, есть ли у вас национальная сеть, например Lowe’s или The Home Depot, или местная сеть, например Do-It Best Stores, для вас должен быть проход, заполненный металлическим инвентарем.
Однако, поскольку у вас есть возможность сваривать различные типы металла с помощью сварки TIG, вы можете найти рынок металлолома лучшим вариантом. Медь и латунь часто дешевле, если их можно купить в подержанном виде.
Одно из лучших мест для лома латуни — ваша местная винтовка, ружье или тир. Поговорите с местным менеджером о том, чтобы прийти за медными гильзами, которые часто предоставляются бесплатно. Вам нужно будет удалить грунтовку с латунных гильз, прежде чем вы начнете с ними работать.
Такие предметы, как дверные ручки, столовое серебро и даже старые каркасы кроватей, также могут содержать латунь. Ищите рекламу на таких сайтах, как Craigslist или в местной газете, о людях, которые хотят избавиться от металлолома и мебели.
Водонагреватели и печи часто имеют детали, также изготовленные из латуни. Известно, что некоторые компоненты системы HVAC также имеют этот металл.
Что касается медного лома, лучше всего поговорить с менеджерами на крупных сносах и строительных площадках.Много медного лома обычно бывает в виде проволоки, которая не всегда пригодна для сварки.
Проверьте дни очистки вашего города от медного лома. Люди действительно выбрасывают свои старые медные трубы, так что хватайте их, когда можете. Хорошая идея — предложить небольшую плату, если вы что-то забираете у кого-то, даже если это у обочины. Однако если на нем есть надпись «СВОБОДНО», ваше сознание будет ясным.
Иногда на местных аукционах продается медный лом. Хотя вы заплатите немного больше за металл, это хороший шанс получить его большую часть для своих тренировочных нужд.
Где найти лом Магний
Если вы хотите попрактиковаться в работе с магнием с помощью сварочного аппарата TIG, то вам необходимо знать, что этот металл создает многоуровневый лом.
Tier 1 — это высококачественный магниевый лом. Обычно сюда входят капели, затворы и бегунки от операций литья под давлением. Преимущество использования этого типа лома, даже несмотря на то, что он может быть дорогим, заключается в том, что он не загрязнен.
Магниевый лом Уровня 2 загрязнен маслом.Тип 3 — это окалина от операций по переработке, а Тип 4 — это стружка и мелочь.
Вы обнаружите, что большинство продуктов из магния на самом деле являются сплавами. Ручные инструменты, автомобильные детали и подобные предметы обычно выбрасывают на свалки, потому что разделение соответствующих компонентов обходится слишком дорого.
Где найти золотой металлолом для сварки
Если вы хотите сваривать золото с помощью оборудования для сварки TIG, найти металл может быть непросто. Это также может быть очень дорогим, если вы покупаете металл напрямую.Вот почему знание того, где можно найти лучший золотой лом, является важным навыком.
Везде, где вы встретите высокие температуры и смешивание металлов, велика вероятность, что вы найдете там драгоценный металл. Золото часто используется в компьютерном оборудовании, серебро используется для прутка припоя и т. Д.
Однако лучшим местом для металлолома будут ваши местные комиссионные магазины. Люди постоянно жертвуют золотые предметы, даже не подозревая об этом. Если вы сможете отличить настоящее золото от подделки, то сможете сделать несколько удивительных находок.
Есть 5 простых тестов, которые вы можете выполнить, чтобы определить, действительно ли найденный вами предмет является золотом.
1. Ищите клеймо на золоте. Почти все изделия из настоящего золота имеют отметку о весе в каратах. Вы найдете его на застежках, внутренней полосе кольца или на обратной стороне цепочки. В США вы найдете число K, где 24K означает чистое золото. В европейском золоте используется процентная система, где 0,999 соответствует 24К.
2. Азотная кислота не вызовет реакции, если предмет — настоящее золото.Если предмет у вас стал зеленым, значит он либо позолоченный, либо подделка.
3. Нанесите жидкую основу и пудру на руку. Затем протрите смесью металл, который вы считаете золотом. Настоящее золото обычно оставляет после себя черную полосу.
4. Поместите предмет, который вы считаете золотом, в раковину с водой. Настоящее золото имеет свойство тонуть. Если предмет плавает, значит, он сделан из другого металла. Вы также можете попробовать провести по нему магнитом, так как настоящее золото не будет прилипать к магниту.
5.Вы всегда можете сдать свой подозреваемый кусок золота на профессиональную оценку.
Где еще я могу купить металл для сварки TIG?
Вы обнаружите, что существует несколько онлайн-площадок, специализирующихся на покупке, продаже и торговле металлами. Эти торговые точки позволяют вам разместить заказ на определенные металлы, а затем их доставят прямо к вам домой.
Даже на Amazon есть продавцы, предлагающие на продажу металлы, идеально подходящие для сварки TIG.
Еще один вариант, который стоит рассмотреть — это ломбард.Некоторые магазины покупают определенные металлы, чтобы перепродать их с прибылью. Вы по-прежнему получите справедливую цену за металл, поможете местному владельцу бизнеса и не будете беспокоиться об ожидании доставки при онлайн-заказе.
Кузнецы, подрядчики, кузнецы и аналогичные специалисты могут продавать металлолом. Некоторые могут предлагать свой лом бесплатно. Возможно, через них вы сможете связаться с местным продавцом или дистрибьютором металлов для постоянных поставок металлов.
Если вы знакомы с местами приобретения металлов для сварки MIG , то действия для сварки TIG аналогичны.Получите свои металлы, начните практиковаться, и вы обнаружите, насколько увлекательным может быть этот процесс.
Смеси сварочных газов | Талса
Смеси защитного газа аргон-кислород
Добавление небольшого количества 02 к аргону в значительной степени стабилизирует сварочную дугу, увеличивает количество капель присадочного металла, снижает переходной ток дуги при распылении и улучшает смачивание и форму валика. Сварочная ванна более жидкая и дольше остается расплавленной, позволяя металлу вытекать к носку сварного шва.Это уменьшает подрезы и помогает сгладить сварной шов. Иногда небольшие добавки кислорода используются для цветных металлов. Например, НАСА сообщило, что 0,1% кислорода был полезен для стабилизации дуги при сварке очень чистой алюминиевой пластины.
Аргон-1% кислорода
Эта смесь в основном используется для распыления на нержавеющие стали. Одного процента кислорода обычно достаточно для стабилизации дуги, увеличения количества капель, обеспечения коалесценции и улучшения внешнего вида
Аргон-2% кислород
Эта смесь используется для дуговой сварки распылением углеродистых, низколегированных и нержавеющих сталей.Обеспечивает дополнительное смачивание смеси 1% 02. Механические свойства и коррозионная стойкость сварных швов, выполненных добавками 1 и 2% 02, эквивалентны.
Аргон-5% кислорода
Эта смесь обеспечивает более плавную, но контролируемую сварочную ванну. Это наиболее часто используемая смесь аргона и кислорода для обычной сварки углеродистой стали. Дополнительный кислород также позволяет увеличить скорость движения.
Аргон-8-12% кислорода
Первоначально популяризованная в Германии, эта смесь недавно появилась в США.S. как у 8%, так и у 12% типов. Основное применение — однопроходные сварные швы, но сообщалось о некоторых применениях в несколько проходов. В отношении химического состава сплава проволоки необходимо учитывать более высокий окислительный потенциал этих газов. В некоторых случаях потребуется более легированная проволока, чтобы компенсировать активную природу защитного газа. Более высокая текучесть ванны и более низкий переходный ток дуги при распылении этих смесей могут иметь некоторые преимущества при некоторых сварочных работах.
Аргон-12-25% кислорода
Смеси с очень высоким содержанием 02 использовались ограниченно, но преимущества 25% 02 по сравнению с 12% 02 спорны. Для этого газа характерна чрезвычайная текучесть лужи. Можно ожидать образования тяжелого слоя шлака / окалины на поверхности валика, который трудно удалить. Звуковые сварные швы могут быть выполнены на уровне 25% 02 с небольшой пористостью или без нее. Перед последующими проходами сварки рекомендуется удаление шлака / окалины для обеспечения наилучшей целостности сварного шва.
Смеси защитных газов аргон-диоксид углерода
Смеси аргона и диоксида углерода в основном используются для углеродистых и низколегированных сталей и ограниченно применяются для нержавеющих сталей. Добавление аргона к СО2 снижает уровень разбрызгивания, обычно возникающий при работе со смесями чистого СО2. Небольшие добавки CO2 к аргону создают те же характеристики дуги струйной печати, что и небольшие добавки 02. Разница заключается в основном в более высоких переходных токах дуги при распылении смесей аргон-CO2.При сварке GMAW с добавлением CO2 необходимо достичь немного более высокого уровня тока, чтобы установить и поддерживать стабильный перенос металла распылением по дуге. Добавки кислорода уменьшают переходной ток распыления. Распыление CO2 выше примерно 20% становится нестабильным и происходит случайное короткое замыкание и глобулярный перенос.
Аргон-3-10% CO2
Эти смеси используются для струйной дуги и короткого замыкания на углеродистой стали различной толщины.Поскольку в смесях можно успешно использовать оба режима дуги, этот газ приобрел большую популярность как универсальная смесь. Смесь 5% очень часто используется для импульсной сварки GMAW толстолистовых низколегированных сталей, свариваемых в нерабочем положении. Сварные швы обычно менее окислительны, чем швы с 98 Ar-2% 02. Улучшенное проплавление достигается с меньшей пористостью при использовании добавок CO2 по сравнению с добавками 02. В случае смачивания валика для достижения такого же смачивающего действия требуется примерно вдвое больше CO2, чем при идентичных количествах 02.От 5 до 10% CO2 столб дуги становится очень жестким и четким. Возникающие сильные дуговые силы придают этим смесям большую устойчивость к прокатной окалине и очень контролируемую лужу.
Аргон-11-20% CO2
Этот диапазон смесей использовался для различных применений с узким зазором, смещенным листовым металлом и высокоскоростным GMAW. В большинстве случаев используются углеродистые и низколегированные стали. Смешивая CO2 в этом диапазоне, можно достичь максимальной производительности при работе с тонкостенными материалами.Это достигается за счет сведения к минимуму возможности прожога при одновременном максимальном увеличении скорости наплавки и скорости движения. Более низкие процентные содержания CO2 также повышают эффективность осаждения за счет снижения потерь от разбрызгивания.
Аргон-21-25% CO2
Этот диапазон широко известен как газ, используемый для GMAW с коротким замыканием на низкоуглеродистой стали. Первоначально он был разработан для максимального увеличения частоты короткого замыкания на 0,030 и 0,035 дюйма. Сплошная проволока диаметром, но с годами стала фактически стандартом для сварки сплошной проволокой большинства диаметров и обычно используется с порошковой проволокой.Эта смесь также хорошо работает при сильноточных нагрузках на тяжелые материалы и может обеспечить хорошую стабильность дуги, контроль образования луж и внешний вид валика, а также высокую производительность.
Аргон-50% CO2
Эта смесь используется там, где требуется высокая погонная энергия и глубокое проникновение. Рекомендуемая толщина материала превышает 1/8 дюйма, и сварные швы можно выполнять в несъемном положении. Эта смесь очень популярна для сварки труб с использованием короткозамкнутого переноса.Хорошее смачивание и форма валика без чрезмерной текучести лужи являются основными преимуществами при сварке труб. Сварка тонких материалов имеет большую тенденцию к прожогу, что может ограничить универсальность этого газа в целом. При сварке на высоких уровнях тока перенос металла больше похож на сварку в чистом CO2, чем на предыдущие смеси, но некоторое снижение потерь от разбрызгивания может быть реализовано за счет добавления аргона
Аргон-75% CO2
Смесь 75% CO2 иногда используется для толстостенных труб и является оптимальной для хорошего проплавления боковых стенок и глубокого проникновения.Компонент аргона способствует стабилизации дуги и уменьшению разбрызгивания.
Смеси защитных газов аргон-гелий
Независимо от процентного содержания, смеси аргона с гелием используются для цветных материалов, таких как алюминий, медь, никелевые сплавы и химически активные металлы. Эти газы, используемые в различных комбинациях, увеличивают напряжение и тепло дуг GTAW и GMAW, сохраняя при этом благоприятные характеристики аргона.Как правило, чем тяжелее материал, тем выше процентное содержание гелия. Небольшой процент гелия, всего 10%, влияет на дугу и механические свойства сварного шва. По мере увеличения процентного содержания гелия напряжение дуги, разбрызгивание и проплавление увеличиваются при минимизации пористости. Чистый газообразный гелий расширит проникновение и гранулы, но может пострадать глубина проникновения. Однако стабильность дуги также увеличивается. При смешивании с гелием процентное содержание аргона должно составлять не менее 20% для получения и поддержания стабильной дуги при распылении.
Аргон-25% гелий
Эту малоиспользуемую смесь иногда рекомендуют для сварки алюминия, когда требуется увеличение проплавления, а внешний вид валика имеет первостепенное значение.
Аргон-75% гелий
Эта широко используемая смесь широко применяется для механизированной сварки алюминия толщиной более одного дюйма в плоском положении. HE-75 также увеличивает подвод тепла и снижает пористость сварных швов на 1/4 и 1/2 дюйма.толстая проводимость меди.
Аргон-90% гелий
Эта смесь используется для сварки меди толщиной более 1/2 дюйма и алюминия толщиной более 3 дюймов. Он обладает повышенным тепловложением, что улучшает коалесценцию сварного шва и обеспечивает хорошее качество рентгеновских лучей. Он также используется для короткого замыкания с присадочными металлами с высоким содержанием никеля.
аргон-азот
В Ar-1% 02 было добавлено небольшое количество азота для достижения полностью аустенитной микроструктуры в сварных швах, выполненных с присадочным металлом из нержавеющей стали типа 347.Использовались концентрации азота в диапазоне от 1,5 до 3%. При количестве более 10% образовывалось значительное дымообразование, но сварные швы были прочными. Добавки более 2% N2 вызывают пористость в однопроходных сварных швах GMAW, выполненных из низкоуглеродистой стали; добавки менее 1/2% вызывают пористость в многопроходных сварных швах GMAW углеродистой стали. Было предпринято несколько попыток использовать смеси аргона с высоким содержанием N2 для сварки GMAW меди и ее сплавов, но процент разбрызгивания высок.
аргон-кислород-углекислый газ
Смеси, содержащие эти три компонента, были названы «универсальными» смесями из-за их способности работать с использованием короткозамкнутых, шаровидных, распылительных, импульсных и высокоплотных характеристик передачи.Доступно несколько тройных смесей, и их применение будет зависеть от желаемого механизма переноса металла и оптимизации характеристик дуги.
Аргон-5-10%, Двуокись углерода 1-3%, Кислород
Эта линейка трехкомпонентных смесей приобрела популярность в США за последние несколько лет. Основным преимуществом является его универсальность для сварки углеродистой, низколегированной и нержавеющей стали любой толщины с использованием любого применяемого типа переноса металла.Сварку нержавеющей стали следует ограничивать только струйной дугой из-за жесткости лужи при низких уровнях тока. В некоторых случаях следует также учитывать накопление углерода на нержавеющей стали. Для углеродистых и низколегированных сталей эта смесь обеспечивает хорошие сварочные и механические свойства. На тонких материалах компонент 02 способствует стабильности дуги при очень низких уровнях тока (от 30 до 60 ампер), позволяя дугу оставаться короткой и управляемой. Это помогает свести к минимуму прожог и деформацию за счет снижения общего тепловложения в зону сварного шва.
Аргон-10-20 %%, двуокись углерода 5%, кислород
Эта смесь не распространена в США, но нашла применение в Европе. Смесь обеспечивает передачу горячего короткого замыкания и характеристики лужи жидкости. Перенос дуги распылением хорош и, по-видимому, дает некоторые преимущества при сварке проволокой с тройным раскислением, поскольку для этих проволок характерна медленная лужа.
аргон-диоксид углерода-водород
Было показано, что небольшие добавки водорода (1-2%) улучшают смачивание валика и стабильность дуги при импульсной сварке нержавеющей стали Mig.Уровень CO2 также поддерживается на низком уровне (1-3%), чтобы минимизировать улавливание углерода и поддерживать хорошую стабильность дуги. Эта смесь не рекомендуется для низколегированных сталей, так как повышенный уровень водорода в металле сварного шва может вызвать растрескивание сварного шва и плохие механические свойства.
аргон-гелий-диоксид углерода
Гелий и CO2, добавленные к аргону, увеличивают подвод тепла к сварному шву и улучшают стабильность дуги. Достигается лучшее смачивание и профиль валика.При сварке углеродистых и низколегированных сталей добавки гелия используются для увеличения тепловложения и улучшения текучести лужи почти так же, как и кислород, за исключением того, что гелий инертен, а окисление металла шва и потеря сплава не являются проблемой. . При сварке низколегированных материалов легче достичь и поддерживать механические свойства.
Аргон-10-30%, Гелий-5-15%, CO2
Смеси этого диапазона были разработаны и продаются для импульсной дуговой сварки углеродистой и низколегированной стали.Наилучшие характеристики достигаются при работе с тяжелыми профилями в нерабочем положении, когда требуется сварка при максимальной производительности наплавки. Для этой смеси характерны хорошие механические свойства и контроль образования луж. Допускается импульсная дуговая сварка со струйным распылением с низким средним током, но смеси с низким содержанием CO и / или 0 процентов улучшают стабильность дуги.
Гелий-60-70%, Аргон-20-35%, СО2
Эта смесь используется для сварки высокопрочных сталей с коротким замыканием и переносом, особенно в нестандартных положениях.Содержание CO2 поддерживается на низком уровне для обеспечения хорошей ударной вязкости металла шва. Гелий обеспечивает тепло, необходимое для текучести лужи. Высокое содержание гелия не обязательно, так как сварочная ванна может стать слишком жидкой для упрощения контроля.
Гелий-90%, Аргон-7,5%, CO2-2,5%
Эта смесь широко используется для сварки короткой дугой нержавеющей стали во всех положениях. Содержание CO2 поддерживается на низком уровне, чтобы свести к минимуму улавливание углерода и обеспечить хорошую коррозионную стойкость, особенно в многопроходных сварных швах.Добавление CO2 + аргона обеспечивает хорошую стабильность дуги и проплавление. Высокое содержание гелия обеспечивает подвод тепла, чтобы преодолеть вялость сварочной ванны из нержавеющей стали.
аргон-гелий-кислород
Так же, как добавка гелия к аргону увеличивает энергию дуги при сварке цветных металлов, так и добавка гелия к аргоно-кислородному воздействию влияет на дугу при сварке черных металлов методом GMAW. Смеси Ar-He-O2 иногда использовались для дуговой сварки распылением и наплавки низколегированных и нержавеющих сталей, чтобы улучшить текучесть ванны и форму валика, а также уменьшить пористость.
Что такое сварка TIG? | Как выполнять сварку TIG
Что такое сварка TIG и как выполнять сварку TIG?
Опубликовано 1 октября 2017 г.
Сварка TIG — это самый универсальный вид сварки. Сварка TIG является точной и может использоваться для большинства типов металлов: алюминия, нержавеющей стали, углерода, магния, титана, кобальта, никеля, медных сплавов, ниобия, а также вольфрама.
Вот наиболее часто задаваемые вопросы о сварке TIG.
Что такое сварка TIG?TIG — это инертный газ вольфрама.
Технически это называется газо-вольфрамовой дуговой сваркой GTAW, а также гелиодуговой сваркой. Гелио-дуговая сварка исторически является отсылкой к аппарату «Heli-Arc» Хобарта 1930-х годов, разработанному для сварки магния.
Больше Veriform Welding Services
Для чего используется сварка TIG?
Механически прочная и привлекательная сварка TIG становится все более важной для промышленности и в последние годы приобрела новую популярность.
В автомобильной и авиакосмической промышленности этот процесс помог перенастроить компоненты, сделав их световыми, тем самым снизив расход топлива и сэкономив на постоянно повышающихся расходах на топливо.
Это особенно эффективный и экономичный способ сварки легких металлов (толщиной менее 3 мм) и металлов, которые трудно сваривать обычным способом.
Как работает сварка TIG?
В TIG металлы сплавлены друг с другом путем их нагрева с помощью электрической дуги, возникающей между неплавящимся (не плавящимся) вольфрамовым электродом и заготовкой.Расплавленный металл, вольфрамовый электрод и зона сварки защищены от атмосферы (воздуха вокруг него) потоком инертного газа, проходящего через сварочную горелку. Полученные сварные швы имеют такую же химическую целостность, что и исходный основной металл.
СваркаTIG похожа на кислородно-ацетиленовую сварку в том, что для наплавки или армирования используется присадочный материал.
Можно ли сваривать алюминий TIG?
Этот процесс хорошо подходит для алюминия и чаще всего связан с этим процессом.Однако этот процесс можно использовать для сварки почти всех металлов и металлических сплавов, которые используются сегодня.
К таким металлам относятся:
- Алюминий и алюминиевые сплавы
- Магний и магниевые сплавы
- Сталь низколегированная и углеродистая
- Медь и медные сплавы
- Никель и никелевые сплавы
- Соединение углеродистых и легированных сталей
- Реактивные материалы (например, титан и тантал)
Экзотические сплавы и алюминий используются для производства автомобилей более чем когда-либо.
Какой газ вы используете со сварочным аппаратом?
Защитные газы используются для защиты и охлаждения зоны сварки от атмосферных газов, теплопередачи, не говоря уже о помощи в зажигании и поддержании стабильной дуги.
Обычно для сварки TIG используется Арагон. Гелий также может быть добавлен для увеличения проплавления и текучести сварочной ванны.
Какой газ вы используете для сварки стали?
Смесь аргона и водорода является предпочтительным газом для ручной TIG-сварки нержавеющей стали (аустенитных марок).Водород помогает собирать кислород вблизи сварочной ванны для более чистой поверхности сварного шва и сводит к минимуму необходимость в очистке после сварки.
Где применяется сварка TIG?
Газовая сварка вольфрамовой аркой или TIG нашла применение в:
- Аэрокосмическая промышленность — самолет
- Завод листового металла
- Металлическая мебель
- В первую очередь автомобильный транспорт
- для любых транспортных средств, включая автомобили, грузовики, хот-роды, чопперы, профессиональные гоночные команды, а также автолюбителей и энтузиастов
Связаться / Узнать больше about
Сварочные услуги TIG компании Veriform
Блог The Welders Warehouse
Меня спрашивают: «Можете ли вы использовать один и тот же газ для Mig и Tig?» МНОГО!
К сожалению, ответ — НЕТ.
Газ для сварки MIG
Для сварки Mig и Tig требуется газ для защиты сварочной ванны от кислорода и часто для охлаждения горелки, но это не единственные функции, которые она выполняет с помощью сварки Mig.
Во-первых, «MIG», что означает «металлический инертный газ», на самом деле неправильный термин. Это связано с тем, что практически все газы, используемые для MIG-сварки, являются «активными» газами, поэтому ее следует называть сваркой «MAG» или «Metal Active Gas»
North American решает проблему Mig / Mag, называя этот процесс «дуговой сваркой металла в газовой среде» или GMAW).
В любом случае, при сварке MIG (мы будем использовать популярный термин) используются в основном активные газы, обычно смесь аргона (инертный) и Co2 (активный).
«Инертный» означает, что газ ни с чем не реагирует, «Активный» означает, что газ действительно вступает в реакцию или изменяет что-либо еще.
Активный газ используется при сварке Mig по двум причинам:
- Смеси активных газов делают газ полупроводящим для электричества, делают дугу более горячей и лучше проникают.
- Активный газ снимает поверхностное натяжение расплавленного металла, позволяя ему еще больше сгладиться.
Использование инертного газа, такого как чистый аргон, приведет к тому, что машину нужно будет повернуть выше, и сварные швы будут выше.
Чистый аргон следует использовать только для сварки алюминия методом Mig или для специальных целей.
Посмотрите наш ассортимент одноразовых газовых баллонов
Газ для сварки TIG
Хотя существуют и более экзотические (и дорогие) смеси, большинство сварщиков сочтут чистый аргон идеальным для сварки большинства металлов методом TIG.
Gas for Tig Welding предназначен для защиты сварочной ванны от кислорода и охлаждения горелки, если не используется горелка с водяным охлаждением.
Если вы используете активный газ для сварки TIG, вы обнаружите, что довольно легко выдуваете дыры, а вольфрамовый электрод очень быстро сгорает.
Посмотрите наш ассортимент одноразовых газовых баллонов
Выводы
Как мы обнаружили, вы не можете использовать один и тот же газ для сварки Mig и Tig.Это существенно разные процессы.
Надеюсь, вы найдете мои ответы на вопрос «Можно ли использовать один и тот же газ для Mig и Tig».
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий.
Не волнуйтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
Ура
Грэм
Склад сварщиков
Hobart Brothers Performance Сварочные изделия
Обеспечение стабильной производительности и качества при сварке является результатом многих факторов.От навыков сварщика до имеющегося оборудования и присадочного металла — все они играют важную роль. В конце производства важно, чтобы готовый сварной шов выдерживал условия эксплуатации, с которыми он противодействует, без риска коррозии, растрескивания или других вредных воздействий.
Помимо состава используемого присадочного металла, защитный газ напрямую влияет на качество сварки — например, на гладкость сварной проволоки, уровень разбрызгивания и качество дуги. Защитный газ также может повлиять на количество образующегося сварочного дыма и изменить механические свойства завершенного сварного шва.
Знание того, как выбрать подходящий защитный газ для применения, помогает операторам сварки достичь желаемых характеристик сварки, а также минимизировать переделки, вызванные плохим качеством сварки.
Знание того, как выбрать подходящий защитный газ для применения, помогает операторам сварки достичь желаемых характеристик сварки, а также минимизировать переделки, вызванные плохим качеством сварки. |
Основы использования защитного газа
При сварке сплошной порошковой проволокой или металлической порошковой проволокой, защищенной от газа, основной целью защитного газа является защита расплавленной сварочной ванны от элементов в атмосфера, такая как азот и водород.Если эти внешние элементы попадут в сварочную ванну, это может создать множество проблем, включая (но не ограничиваясь ими) пористость и растрескивание.
Защитный газ может влиять на перенос присадочного металла от дуги к сварному шву, что способствует повышению эффективности процесса сварки и качества сварного шва за счет определения профилей проплавления шва.
Двуокись углерода, аргон, гелий и кислород являются наиболее распространенными защитными газами, используемыми в процессе сварки, и каждый из них по-разному влияет на качество сварки в зависимости от своих индивидуальных характеристик.
При выборе защитного газа важно не только принимать во внимание желаемые сварочные свойства, но также учитывать стоимость и доступную рабочую силу для подготовки к сварке и других несварочных работ.
Двуокись углерода, аргон, гелий и кислород являются наиболее распространенными защитными газами, используемыми в процессе сварки, и каждый из них по-разному влияет на качество сварки в зависимости от своих индивидуальных характеристик. |
Что нужно знать о диоксиде углерода и аргоне
Углекислый газ (CO 2 ) является наименее дорогим реактивным газом и наиболее часто используется при сварке. Это также единственный защитный газ, который можно использовать без добавления инертного газа. Поскольку использование 100-процентного защитного газа CO 2 обеспечивает широкое и глубокое проплавление швов, он идеально подходит для сварки толстых материалов. Обратной стороной прямого CO 2 является то, что он имеет тенденцию создавать менее стабильную дугу и большее количество брызг, чем когда он смешивается с другими газами, такими как аргон.Дополнительное разбрызгивание, как известно любому оператору, требует очистки после сварки, что приводит к нежелательным простоям.
Использование 100-процентного аргона обычно применяется при сварке алюминия, магния или титана, поскольку он создает стабильную дугу, обеспечивает стабильное качество и внешний вид сварного шва, а также дает операторам возможность хорошо контролировать сварочную ванну. Он также обеспечивает узкий профиль проплавления, что делает его идеальным для угловых и стыковых швов. Поскольку аргон производит меньше брызг, он также может помочь минимизировать время простоя, связанное с очисткой после сварки.
Многие операторы добавляют аргон в смесь CO 2 при сварке таких материалов, как углеродистая сталь, поскольку это обеспечивает высокую производительность и помогает создавать визуально привлекательные сварные швы. Эти смеси обычно содержат от 75 до 95 процентов аргона и от 25 до 5 процентов CO 2 .
Существует множество факторов, связанных с прочностью и пластичностью сварного шва, которые следует учитывать при использовании смесей аргона по сравнению с прямым защитным газом CO 2 . Защитный газ с более высоким содержанием аргона позволяет получить сварные швы с более высоким пределом прочности и текучести, но с меньшей пластичностью, в то время как более высокое содержание CO 2 в смеси защитных газов улучшает пластичность и трещиностойкость, но снижает предел прочности на разрыв и предел текучести.В некоторых случаях может не потребоваться более высокое содержание аргона, поскольку более высокая прочность, которую он обеспечивает, не требуется и без необходимости сделает сварной шов более восприимчивым к растрескиванию. Однако другие сварные швы могут потребовать этого более высокого содержания, потому что в противном случае они могут не соответствовать минимальным стандартам прочности.
Высокая погонная энергия оказывает такое же влияние на механические свойства сварного шва, как и CO 2 , так как снижает прочность и увеличивает пластичность. И наоборот, меньшее тепловложение и газ с высоким содержанием аргона будут делать противоположное, увеличивая прочность и снижая пластичность.По этой причине баланс тепла и защитного газа часто может быть использован для усиления или компенсации этих эффектов. Например, сварщик может выбрать использование более высокого уровня аргона в том случае, если высокое тепловложение привело к снижению прочности сварного шва. Или, если низкое тепловложение отрицательно повлияло на пластичность сварного шва, прямой защитный газ CO 2 может минимизировать этот эффект.
Дополнительные защитные газы
Гелий обычно используется для сварки цветных металлов.Он также используется при сварке нержавеющих сталей в трехкомпонентной смеси аргона и CO 2 . Гелий создает горячую дугу, которая помогает увеличить скорость движения и производительность. Он также обеспечивает широкий профиль глубокого проплавления, что делает его идеальным для сварки толстых материалов. Гелий часто используется в соотношении от 25 до 75 процентов гелия с соответствующим балансом аргона. Регулируя эти соотношения, сварщики могут изменять проплавление шва, профиль шва и скорость перемещения. Поскольку гелий более дорогой, чем другие газы, и требует более высокой скорости потока, чем аргон, потому что он настолько легкий, операторы должны тщательно взвесить ценность увеличенной производительности, которую он обеспечивает, по сравнению с его более высокой стоимостью.
Кислород — это химически активный газ, который обычно используется в соотношении 9 процентов или меньше. Добавление кислорода к смеси аргона помогает улучшить текучесть сварочной ванны, проплавление и стабильность дуги, особенно при сварке углеродистых, низколегированных и нержавеющих сталей. Поскольку кислород вызывает окисление металла шва, в большинстве случаев его не следует использовать для сварки алюминия, магния, меди или других экзотических металлов.
Всегда следуйте рекомендациям производителя присадочного металла в отношении типа и количества защитного газа, который следует использовать для данной проволоки.Подобно другим факторам в процессе сварки, выбор правильного защитного газа жизненно важен для получения хорошего качества сварки и минимизации ненужных простоев.