Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки.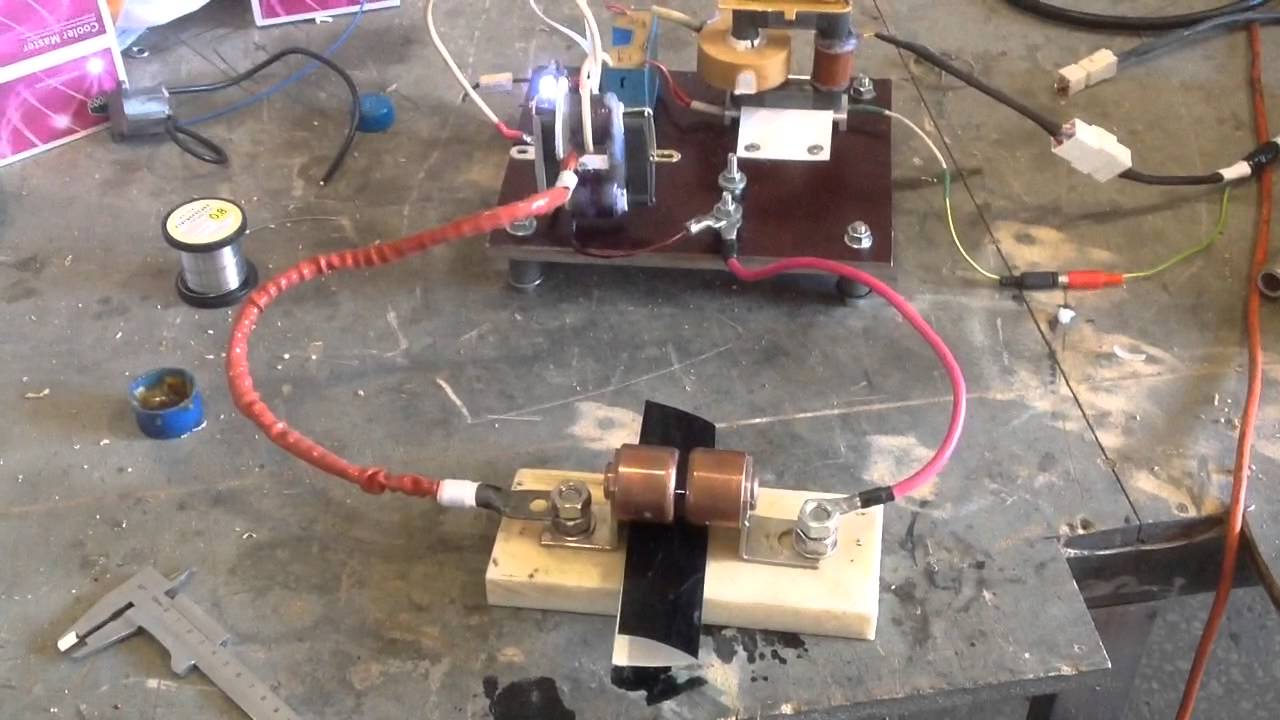 Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.

Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.


Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
 youtube.com/embed/JINPpLTe4p8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/JINPpLTe4p8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Аргонная сварка своими руками
Нередко для изготовления ряда металлических изделий необходимо соединение цветных металлов, например меди, алюминия и легированных сталей. Выполнение подобных работ является наиболее распространенным видом сварочных работ с помощью газовых и электрических сварочных аппаратов.
Однако есть способ сваривания, который отличается от всех вышеперечисленных способов сварки. Он называется – аргонодуговое сваривание.
Явными преимуществами аргонодуговой сварки является полное отсутствие шлака. Это позволяет быть полностью уверенным в качестве сварочного шва. Помимо этого использование данного способа сваривания позволяет производить сборку изделий из самых различных металлов. Благодаря этому можно выполнять швы сложной геометрической и пространственных форм.
Принципиально процесс работы аргонодугового сваривания состоит в следующих моментах. На центральный сварочный электрод, который может быть двух видов: плавящимся и неплавящимся. На него подается электрический постоянный или переменный ток. Выбор определенного вида токопроводящего стержня зависит от вида соединяемых материалов.
Для того чтобы обеспечить высокое качество сварочного шва, нужно сильно ограничивать пребывание кислорода в сварочной ванне.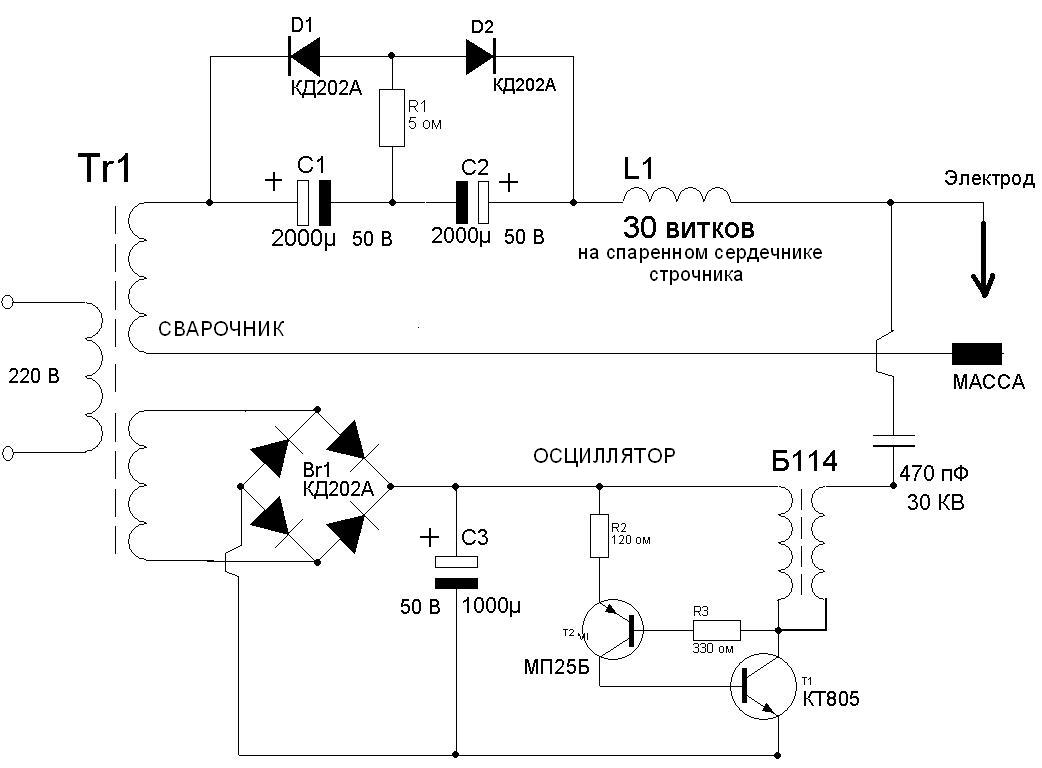 Если не делать этого, то в сварочном шве металла будет образовываться шлак и качество сваривания будет сильно понижаться. Также для защиты сварочного процесса используются инертные газы, такие как аргон или гелий. В некоторых случаях используется азот, углекислый газ или водород.
Если не делать этого, то в сварочном шве металла будет образовываться шлак и качество сваривания будет сильно понижаться. Также для защиты сварочного процесса используются инертные газы, такие как аргон или гелий. В некоторых случаях используется азот, углекислый газ или водород.
Относительно высокая масса данного газа позволяет вытеснять воздух из сварочной ванны. Таким образом, предотвращается окисление получаемого сварочного шва. Для заполнения сварочного шва металлом используют куски сварочной проволоки небольшой толщины. Если Вы работаете с деталями небольшой толщины, то дополнительный сварочный материал в рабочую сварочную зону не вводится.
Для соединения деталей с использованием аргонодуговой сварки нужно обеспечивать наличие газа и электричества, что позволит добиваться образования электрической дуги, достигая больших температур прогрева металла. Часто газ приобретается в специальных баллонах и хранится под высоким давлением, что позволяет нагнетать его в зону сваривания. Специализированные сервисы занимаются заправкой газовых баллонов. Воспользовавшись услугами таких сервисов, можно прилично сэкономить, не покупая новые емкости для газа.
Специализированные сервисы занимаются заправкой газовых баллонов. Воспользовавшись услугами таких сервисов, можно прилично сэкономить, не покупая новые емкости для газа.
Кроме источника газа, для сваривания аргоном нужно иметь сварочный аппарат, который позволит получить рабочий постоянный, переменный или импульсный ток.
К сварочному аппарату подключается два кабеля: один масса, другой оснащен форсункой для подачи газа, а в центре нее расположен сменный электрод, который непосредственно образовывает электрическую дугу при сваривании. Сваривание рекомендуется производить в перчатках из прочной кожи достаточной толщины.
Сварка аргоном своими руками. Как быстрее освоить процесс?
Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью.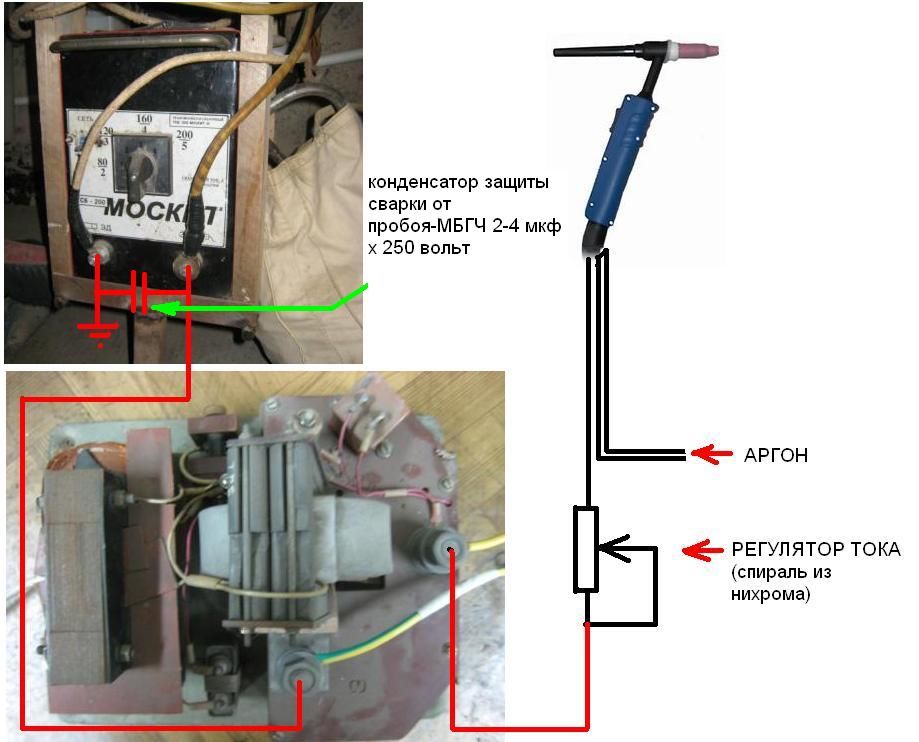 Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Содержание:
- 1. Аргонодуговая сварка. Что это?
- 2. Что понадобится для работы?
- 3. Описание сварочного процесса
- 4. Тонкости сваривания различных металлов
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки. Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом. Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями. У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.

Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность. Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном. Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.
Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах. Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
| Горелка | Это инструмент пистолетной формы.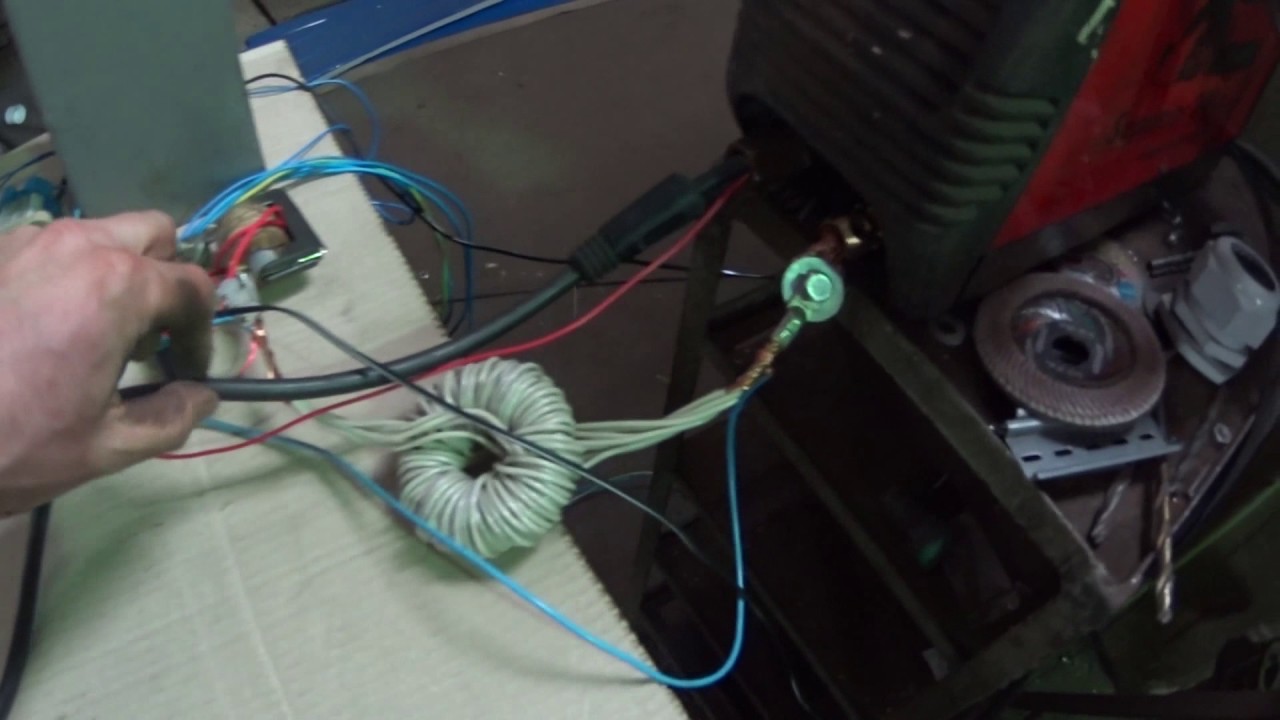 Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса
Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм. Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется. Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.
Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения. Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки. Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
 В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы». Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | — | 40 |
| 0,8 – 1,2 | 1,6 | — | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | — |
| 3 | 3 – 4 | 120 – 160 | — | |
| 4 | 4 – 5 | 160 – 200 | — | |
| 5 | 5 – 6 | 240 – 300 | — | |
| 6 | 6 – 7 | 260 – 340 | — | |
| 8 | 7 – 8 | 380 – 400 | — | |
| 10 | 7 – 8 | 400 – 420 | — |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Аргонодуговая сварка, собранная своими руками
Благородный аргон служит людям с золотыми руками! Соединение различных цветных металлов: меди, бронзы, титана, алюминия и других, невозможно произвести обычными сварочными аппаратами. Для работ такого рода, применяется специальный вид сварки – дуговая сварка, c использованием аргона (TIG: tungsten inert gas). В качестве используемого газа, наиболее распространено применение аргона, что позволяет называть эту разновидность сварки аргоновая. Готовое оборудование стоит значительную сумму, но, если вы не боитесь трудностей и считаете себя умельцем – аргонная сварка своими руками, вполне реальное дело.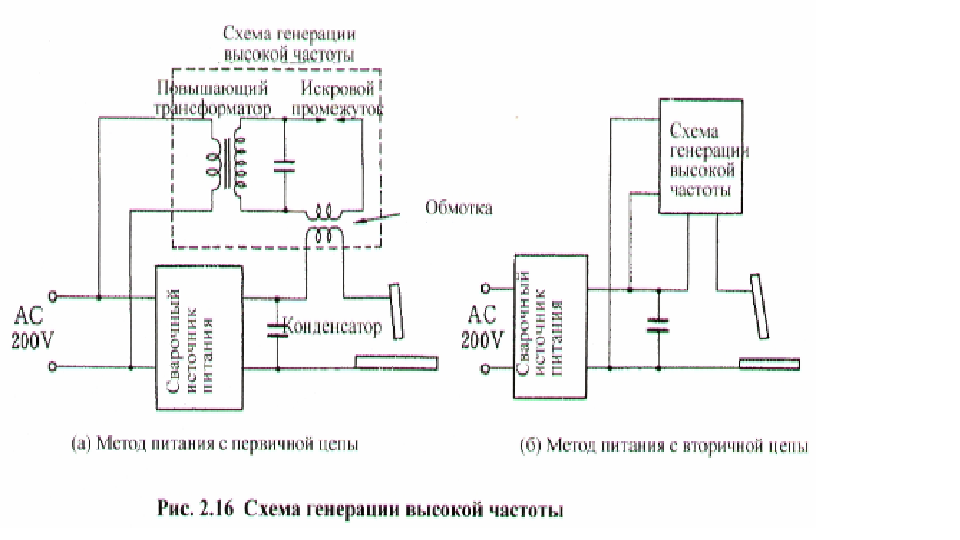
Аргонодуговой сваркой можно заварить практически все
Принципы работы аргонодуговой сварки
Электрическая (дуговая) и газовая, сварки, при смешении дали нам аргонодуговую сварку. Электрическая дуга термически воздействует на края металлов, а плазма, получающаяся при отщеплении электронов от аргона, за счет его высокой ионизации, приводит к плавлению материала. Аргон, так же служит защитной средой, для соединяемых металлов, предохраняя шов от попадания различных примесей из воздуха, что делает его не только ровным, но и очень прочным. Кроме высоких качественных характеристик швов, к достоинствам этой сварки относится и возможность использования в любом положении, что бывает необходимым при сваривании труб, деталей автомобилей и других высокотехнологичных изделий. Возможность выполнения швов различной конфигурации – дополнительный бонус. Недостаток, которым обладает аргонно дуговая сварка – невысокая (в сравнении с другими видами сварки) скорость процесса.
Некоторые тонкости
Перед работой, вольфрамовый электрод необходимо заточить под небольшим углом. Выполняется это своими руками, на заточном станке, постоянно вращая стержень вокруг своей оси. Учитывая, что форма электрода влияет на глубину проварки и качество шва, заостренный электрод максимально увеличит эти показатели.
Выполняется это своими руками, на заточном станке, постоянно вращая стержень вокруг своей оси. Учитывая, что форма электрода влияет на глубину проварки и качество шва, заостренный электрод максимально увеличит эти показатели.
Аргоновая сварка подразумевает использование присадки – металлической проволоки из соответствующего материала, для заполнения сварочной ванны. Расположение присадочной проволоки впереди горелки, под небольшим углом к поверхности и плавная, аккуратная подача, обеспечит узкий, ровный шов. Если толщина свариваемых деталей невелика, присадка необязательна.
В процессе работы, электрод необходимо держать максимально близко к поверхности, примерно 2 мм, для возникновения маленькой дуги. Минимальная дуга обеспечивает оптимальную глубину соединения и тонкий шов.
Сварка требует много терпения
Разновидности TIG
Аргонная сварка проводится при помощи плавящегося и неплавящегося электродов, неплавящийся электрод изготавливается из вольфрама, как исключительно тугоплавкого материала. Он используется в качестве высокотемпературного проводника тока. Существует несколько разновидностей аргоновой сварки.
Он используется в качестве высокотемпературного проводника тока. Существует несколько разновидностей аргоновой сварки.
- Ручная аргонодуговая сварка с помощью неплавящегося электрода – РАД
- Автоматическая аргонодуговая сварка с помощью неплавящегося электрода – ААД
- Автоматическая аргонодуговая сварка с помощью плавящегося электрода — ААДП
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.

К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.
Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.
Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Подведем итоги
Аргонодуговая сварка – универсальное, незаменимое во многих случаях, оборудование, позволяющее выполнять широкий спектр операций, которое можно собрать своими руками. Этот фактор не только сэкономит ваши деньги. Вы сможете реализовать на практике свои способности. Умелые и трудолюбивые не только свернут горы, но и подчинят себе газ.
сложно ли ей научиться?. Статьи компании «Сварка Профи»
Выполнить какие-либо сварочные работы часто требуется не только профессиональным сварщикам. Такая необходимость нередко возникает у владельцев автомобилей. У тех, кто живет в частном доме, постоянно возникает потребность что-то приварить – то петли на ворота, то решетки на окна.
Такая необходимость нередко возникает у владельцев автомобилей. У тех, кто живет в частном доме, постоянно возникает потребность что-то приварить – то петли на ворота, то решетки на окна.
Однако разные виды сварки существенно отличаются друг от друга. Существует целый ряд материалов (алюминий, бронза, медь, титан легированные стали), которые практически невозможно соединить с помощью обычного сварочного аппарата. Решением этой проблемы становится аргонная сварка, или, как ее еще называют, аргонно-дуговая сварка.
Однако возникает вопрос – насколько выполнима аргонная сварка своими руками? Попробуем на него ответить.
Особенности аргонной сварки
Прежде всего, рассмотрим, в чем заключается специфика аргонной сварки. При таком типе сварки весь процесс происходит в среде аргона. Поскольку он является инертным газом, то вытесняет кислород из зоны, в которой находится электрическая дуга. В противном случае, при высоких температурах перечисленные выше металлы взаимодействуют с кислородом и образуют окислы, которые ухудшают качество соединения. Аргон же защищает поверхности от окисления и улучшает качество шва.
Аргон же защищает поверхности от окисления и улучшает качество шва.
Сама сварка может проводиться как в ручном, так и автоматическом или полуавтоматическом режимах. В качестве электрода чаще всего используется тугоплавкий вольфрамовый элемент.
Основные преимущества аргонной сварки:
- высокое качество и чистота шва благодаря отсутствию шлака;
- возможность соединения деталей из разных металлов;
- защита шва от воздействий окружающей среды;
- значительная скорость работ;
- сохранение первоначальной формы заготовок благодаря невысокой температуре нагрева основного металла.
Однако чтобы добиться таких результатов, необходимо обучение аргонной сварке.
Техника сваривания
Конечно же, в теории сложно пересказать технологию. Тут гораздо больше помогут курсы аргонно-дуговой сварки, но в целом рекомендации по технике сварки можно свести к следующему.
Перед началом сварки поверхности необходимо очистить от грязи и окислов, а также обезжирить.
Чаще всего при таком виде сварке совершают только одно движение, направленное вдоль шва. Не следует производить поперечные движения. Именно благодаря тому, что поперечные движения не совершаются, шов получается узким и аккуратным.
Электрод рекомендуют держать максимально близко к поверхности. Это необходимо для того, чтобы длина дуги была минимальной. В противном случае шов становится шире, а глубина проплавки уменьшается.
Проволоку необходимо подавать как можно более плавно, иначе металл будет разбрызгиваться во все стороны. Присадочную проволоку располагают под углом к поверхности впереди горелки. Поперечных колебаний следует избегать, чтобы шов вышел узким. Электрод и проволока должны находиться в области защиты аргоном, чтобы исключить воздействие кислорода.
Не следует прекращать работу, просто отведя горелку в сторону. Таким образом, обрывается дуга и снижается защита шва. Вместо этого необходимо сначала реостатом понизить силу тока, а после прекращения работы прекратить подачу аргона..jpg)
Необходимое оборудование
Для аргонной сварки прежде всего потребуется источник постоянного тока. Подойдет сварочный инвертор ММА, небольшой полуавтомат или сварочный трансформатор постоянного тока. Кроме того, понадобятся горелка для аргона, редуктор газа и клапан газа, баллон с аргоном.
При сварке используются присадки в виде проволоки, которые предварительно обезжиривают техническим спиртом. При работе сварщик держит в одной руке присадку, а в другой – держатель.
Нередко для аргонной сварки используют самостоятельно переделанный аппарат. В таком случае понадобятся два дополнительных устройства. Это осциллятор, который используется для бесконтактного зажигания электрической дуги, и балластный реостат, необходимый для регулировки силы тока и подбора наиболее подходящих параметров в зависимости от свариваемого материала.
Правила безопасности
На курсах аргонной сварки немало внимания уделяется обеспечению безопасности работ.![]() Так, проводить аргонную сварку можно только в плотной защитной обуви и одежде, которая защитит кожу от повреждений. Ни в коем случае нельзя надевать на себя одежду из синтетики и легкоплавких тканей. Она может загореться от брызг жидкого металла, разлетающихся из рабочей зоны.
Так, проводить аргонную сварку можно только в плотной защитной обуви и одежде, которая защитит кожу от повреждений. Ни в коем случае нельзя надевать на себя одежду из синтетики и легкоплавких тканей. Она может загореться от брызг жидкого металла, разлетающихся из рабочей зоны.
Не следует проводить сварку без защиты рук. Лучше всего использовать прочные рабочие перчатки из толстой кожи. В таких перчатках удобство работы не снижается и гарантируется надежная защита.
Ну и, конечно же, необходимо защитить лицо и глаза от брызг и интенсивного светового излучения. Для этой цели лучше всего подойдут маска или очки.
Как научиться всем тонкостям правильной сварки?
Одна из сложностей проведения аргонной сварки заключается в правильном подборе оптимальных режимов. Речь идет о силе тока и его полярности, напряжении дуги, расходе инертного газа. Научиться этому поможет регулярная практика. Однако сколько времени и ресурсов придется израсходовать на такой метод «проб и ошибок»?
Гораздо эффективнее будет пройти обучение сварке аргоном на профессиональных курсах. И учиться, конечно же, следует у специалистов, обладающих значительным опытом.
И учиться, конечно же, следует у специалистов, обладающих значительным опытом.
Записаться на курсы аргонной сварки в Киеве приглашает компания «Сварка Профи». Программа курсов включает обучение технике аргонной сварки, принципам работы современного сварочного оборудования, сварке различных материалов.
У нас вы научитесь:
- выполнять ремонт кузова автомобиля;
- сваривать системы отопления и кондиционирования;
- сваривать детали транспортных средств;
- работать с черными и цветными металлами.
Процесс обучения происходит индивидуально и предполагает постоянную практику.
Мы обладаем более чем 15-летним опытом проведения сварочных работ и готовы передать вам свои навыки и умения.
Приходите к нам – и вы гарантированно научитесь аргонной сварке!
как собрать в домашних условиях?
Сварочный аппарат – это простое устройство, и если есть желание собрать его своими руками, то для этого понадобится минимальный набор инструментов и материалов. Самодельная сварка представляет собой трансформатор с зажимами и проводами, которые подключаются к нему. Для «домашних» работ этих элементов вполне хватит. Скажем сразу, материалы для создания обойдутся дорого. Скорее всего, у вас в гараже или мастерской уже есть часть нужных элементов. Но если их нет, и нет возможности приобрести материалы на радио-рынке по низким ценам, то сварочный аппарат своими руками становится нецелесообразным. Его стоимость будет практически не отличаться от профессионального агрегата, имеющего лучшие характеристики.
Самодельная сварка представляет собой трансформатор с зажимами и проводами, которые подключаются к нему. Для «домашних» работ этих элементов вполне хватит. Скажем сразу, материалы для создания обойдутся дорого. Скорее всего, у вас в гараже или мастерской уже есть часть нужных элементов. Но если их нет, и нет возможности приобрести материалы на радио-рынке по низким ценам, то сварочный аппарат своими руками становится нецелесообразным. Его стоимость будет практически не отличаться от профессионального агрегата, имеющего лучшие характеристики.
Процесс изготовления сварки
Для сварки, собранной в домашних или гаражных условиях, подойдет сеть переменного тока с напряжением 380 или 220. В качестве основы рекомендуется взять 3-фазный трансформатор. Мощность должна быть в диапазоне 1-2 кВт, так как это показатель предназначен для электроинструментов. Не беда, если одна обмотка перегорела – свою функцию такой трансформатор выполнит.
Первичные обмотки трогать не нужно, а вот вторые необходимо демонтировать.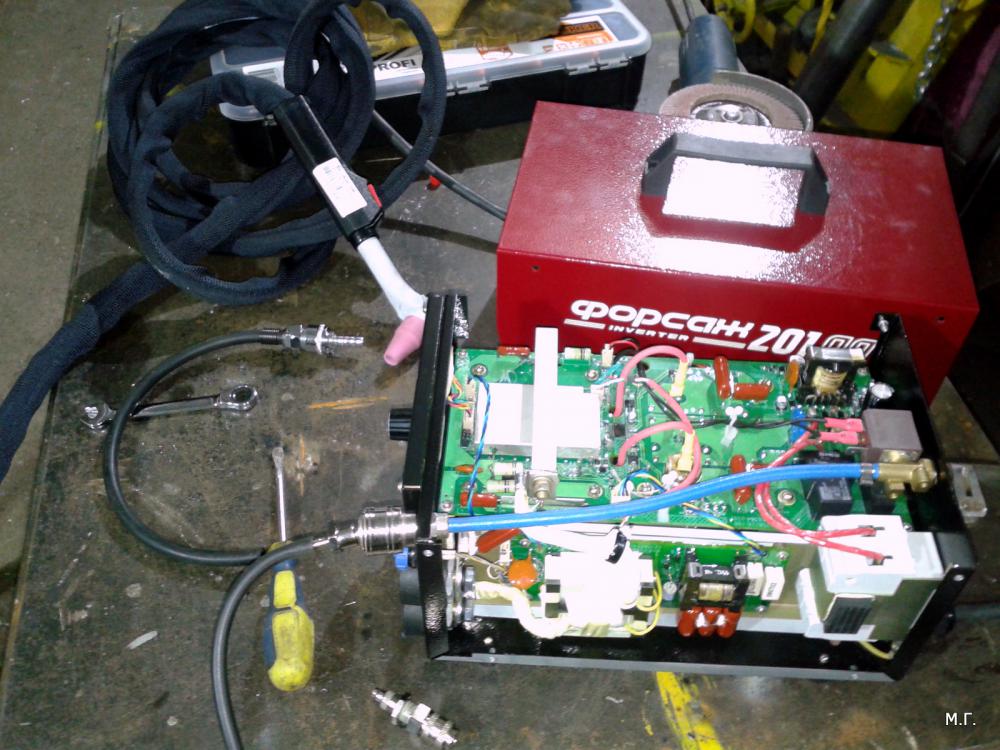 На среднюю наматываем провод, в итоге – отводы выполняем не чаще, чем через 30 витков провода. В итоге должно выйти 8-10 отводов. Каждый из них рекомендуется пронумеровать.
На среднюю наматываем провод, в итоге – отводы выполняем не чаще, чем через 30 витков провода. В итоге должно выйти 8-10 отводов. Каждый из них рекомендуется пронумеровать.
Рекомендуется выполнять работу с товарищем: один подтягивает провод, а второй в это время укладывает витки.
Далее нам понадобится силовой многожильный кабель, в которых входит три провода 6-8 мм и один 3-5 мм. Наматываем крайние катушки, поможет в этом кабель. Для работы должно хватить 25 метров. Из медной трубы длиной 30-40 мм и диаметром 10-12 мм можно изготовить клеммы, которые будут выводить вторичную обмотку. Наверху трансформатора вы обнаружите панель — на ней нужно поменять гайки и винты на медные аналоги с резьбой М10. В будущем к ним нужно будет присоединить клеммы вторичной обмотки.
С вторичной обмоткой мы определились, для первичной нужно подготовить отдельную плату. Сделать её нужно из текстолита, так как этот материал выдерживает большое напряжение и не деформируется. Толщина платы не должна превышать 2-3 миллиметра. В плате просверливаются 10-11 отверстий, в которые потом мы поместим М6 болты. Если вы хотите сделать сварочный аппарат под 220 В, то необходимо параллельно подключить две крайние обмотки трансформатора. Средняя подключается к крайним обмоткам последовательно. В случае, когда выбрано напряжение 380, то все первичные обмотки подсоединяются последовательно. Выводы средних обмоток необходимо подсоединить к клемме «Резка», а крайние подключаются к общей клемме.
Толщина платы не должна превышать 2-3 миллиметра. В плате просверливаются 10-11 отверстий, в которые потом мы поместим М6 болты. Если вы хотите сделать сварочный аппарат под 220 В, то необходимо параллельно подключить две крайние обмотки трансформатора. Средняя подключается к крайним обмоткам последовательно. В случае, когда выбрано напряжение 380, то все первичные обмотки подсоединяются последовательно. Выводы средних обмоток необходимо подсоединить к клемме «Резка», а крайние подключаются к общей клемме.
Изготовление электродержателя
Для этой цели подойдет трубка длиной 250 миллиметров. Ножовкой необходимо выпилить выемки с обоих концов на расстояние 30 и 40 мм, глубина которых не должна превышать половины диаметра. Также стоит позаботиться о держателе для электрода, для этого можно приварить к трубке отрезок проволоки (подойдет стальной вариант с диаметром 4-5 мм).
С противоположной стороны нужно сделать отверстие с диаметром 8,2 миллиметров. Теперь берем кабель, который лежит на второй обмотке, и присоединяем его к держателю. В этом поможет винт М8 и медная клемма. На получившийся электродержатель надеваем капроновой или резиновый шланг.
Подключение
Подключение сварочного оборудования должно выполняться через рубильник. Сечение проводки лучше выбирать 1,5 мм. Один подключается к необходимому выводу от 1 до 8 (выбирать нужно исходя из требуемой силы тока), а второй – к общей клемме. Если подключить к клемме «Резка», то вы получите самый большой показатель сварочного тока. Сила тока будет меняться от 60 до 120 Ампер на первичной обмотке, при этом показатель вторичной не повыситься больше 25 А.
Аппарату нужно остывать после каждых 10-15 израсходованных электродов с диаметром 3 мм. Если берется больший диаметр, то количество электродов еще сокращается. Но если вы решили варить электродами 2 мм, то «отдых» трансформатору и вовсе не нужен, так как он не нагревается больше 70-80 градусов. С помощью режима «Резка» можно разрезать металлические элементы любой толщины, но после этого режима оборудование долго остывает.
С помощью режима «Резка» можно разрезать металлические элементы любой толщины, но после этого режима оборудование долго остывает.
ВАЖНО: при смене режимов необходимо отключать сетевой кабель.
Сборка аргонной сварки
Это оборудование имеет более сложную конструкцию, но и спектр работ после появления аппарата заметно расшириться. Аргонная сварка своими руками может быть собрана при наличии следующих элементов:
- Осциллятор. Это самый дорогостоящий и важный агрегат. С его помощью происходит поджигание дуги за счет преобразования тока в высокочастотные импульсы.
- Источник тока. Им может стать стандартный трансформатор, который используется для ручной сварки. Подойдет устройство и с переменным, и с постоянным током.
- Баллон с аргоном. Рекомендуем взять тот вариант, где есть манометр.
- Аргоновая горелка.
- Газовый редуктор и клапан газа.

Поджигание должно происходить за счет осциллятора по той причине, что касание рабочей поверхности приводит к появлению низкой ионизации дуги (искра будет плохо вырабатываться). В итоге электрод придет в негодность.
Сборка: к трансформатору и редуктору необходимо подключить горелку, масса подается точно так же, как и при обычной сварке, параллельно источнику питания подсоединяется осциллятор. При наличии глубоких знаний электрики, агрегат можно модернизировать.
Похожие статьиАргоновая сварка своими руками
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Из каких узлов состоит оборудование для аргонодуговой сварки?
Прежде чем собирать собственный комплект для аргоновой сварки своими руками, нужно ознакомиться с принципом действия оборудования заводского изготовления. Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Эти обстоятельства диктуют применение двух баллонов, в одном из которых находится инертный, а в другом углекислый газ. Соответственно, в этом случае, необходимо использовать двойной комплект редукторов и манометров, которые придётся приобрести наряду с баллонами необходимой ёмкости.
Нужно знать, что подача импульсов от осциллятора, которые способствуют быстрому розжигу дуги практически без касания электрода и свариваемых деталей, должна происходить с задержкой относительно подачи защитного газа. Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде. Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде. Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
Сварка аргоном для начинающих с видео и уроками, как варить сваркой используя аргон
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.Где же применяют аргонную сварку?
Она подходит для сварки металлов : легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
Образуется поток плазмы, усиливающий накал и расплавление кромок. Работы проводятся как на крупных деталях, так и на ювелирных изделиях. Присадочный материал расходуется по минимуму. Швы получаются однородными и надежными.Аргонная сварка основные принципы работы
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: э лектрическая дуга нагревает кромки соединения деталей.В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Лазерная сварка нержавейки
Лазерная сварки нержавейки является рабочим процессом, во время которого происходит нагревание определенных участков металла, а также его расплавление, за счет узконаправленного лазерного луча. Одной из отличительных особенностей данного способа является то, что шов получается небольшим по ширине, но достаточно глубоким. В отличие от обыкновенной сварки нержавейки температурное воздействие является узкоограниченным по своей площади. Скорость обработки здесь намного выше, но при всем этом образуется мощное излучение.
Процесс лазерной сварки нержавейки
Технологически данный процесс должен осуществляться согласно ГОСТ 19521-74. Он относит лазерную сварку к термическому процессу, который подразумевает использование плавления и тепловой энергии для получения итогового результата. Особенности проведения процедур зависят от того, какие характеристики имеет луч, так как тут играет роль его когерентность, монохроматичность и направленность. Это позволяет осуществлять точечную концентрацию и совершать обработки небольших участков. Данный метод применяется, в основном, для автомобильного производства, а также прочих высокоточных сфер, в которых работают с тонкими поверхностями.
Это позволяет осуществлять точечную концентрацию и совершать обработки небольших участков. Данный метод применяется, в основном, для автомобильного производства, а также прочих высокоточных сфер, в которых работают с тонкими поверхностями.
Преимущества лазерной сварки нержавейки
Себестоимость лазерной сварки сопоставима с обыкновенными способами, при использовании дуговой сварки и электродов; Она имеет очень высокую точность, которая исчисляется десятыми долями миллиметра; Ею можно использовать в автоматическом режиме и с дистанционным управлением; В отличие от сварки электронными лучами, для эффективной работы не нужно создавать специальную вакуумную среду; Данная сварка имеет высокую скорость выполнения процедур, что очень полезно в производстве; Можно делать швы практически любой геометрии; Отлично подходит для работы не только с нержавейкой, а также алюминием и другими проблемными металлами. Качество скрепления позволяет создавать герметичные соединения.Аргоновая сварка своими руками из инвертора и отдельных блоков, включая шланги и баллоны для газа
При работе с цветными металлами и их сплавами в домашних условиях аргонная сварка своими руками – один из наиболее подходящих способов соединения металлических заготовок.
Стремление к самостоятельному изготовлению аппарата, предназначенного для аргоновой сварки, объясняется высокой стоимостью промышленного оборудования, содержащего в своём составе множество различных узлов. К этому следует добавить высокую цену самого инвертора, позволяющего сваривать аргоном в самых различных режимах.
Устройство и принцип действия
В тех случаях, когда предполагаются лишь разовые домашние операции – предпочтительнее собрать аппарат для аргонодуговой сварки своими руками. Реализацию этой затеи облегчит подход, при котором применяются готовые блоки, входящие в состав ряда бытовых устройств, а также подходящие подручные материалы.
Перед началом сборки аппарата своими руками желательно изучить его принцип функционирования и устройство.
При комплектации аппарата аргоновой сварки нужно исходить из того, что для работы в инертной среде в целях экономии применяется не чистый аргон, а его смесь с углекислотой.
Следствием этого является потребность в нескольких газовых баллонах. Впрочем, можно приобрести и готовую смесь в одном баллоне, что упростит аргоновую сварку.
Впрочем, можно приобрести и готовую смесь в одном баллоне, что упростит аргоновую сварку.
Большое значение также имеет используемая в инверторном модуле схема формирования выходного тока. Она гарантирует получение дуги высокого качества без окисления шва.
Исходя из этих условий, полный комплект оборудования для работы в аргоновой среде должен содержать такие обязательные узлы, как:
источник сварочного тока, в качестве которого может использоваться любой импульсный инвертор подходящей мощности с возможностью смены полярности; комплект из нескольких баллонов, оснащённых редукторами и датчиками давления, обеспечивающих подачу смеси газов в зону аргоновой сварки; соединительные шланги со встроенными электрическими проводами и газовыми каналами, позволяющими доставлять к месту сваривания все необходимые компоненты и оснащённые разъёмом особой формы; газовая горелка с соплом и специальным держателем, позволяющим фиксировать неплавящийся электрод; встраиваемый в питающий модуль осциллятор со схемой задержки токового импульса.
Собирая своими руками поэтапно аппарат для аргоновой сварки, надо обязательно подготовить шланги, а также побеспокоиться о надёжности электрических соединений подводящих кабелей.
Сварка алюминия аргоном своими руками (фото и видео)
Сварка алюминия аргоном — сложный технологический процесс, требующий специального оборудования, определенных знаний и опыта. Успех производства зависит от многих факторов: марки алюминия, качества оборудования, соблюдения рекомендованных режимов, мастерства сварщика.
Схема аргонной сварки.
Алюминиевые сплавы
Достоинствами алюминия являются легкость, податливость механической обработке, высокие показатели электро- и теплопроводности. Эти качества делают его популярным материалом, используемым в различных сварных изделиях. Однако технология сваркидостаточна сложна. Во многом сложность процесса определяется маркой алюминия.
Режимы сварки алюминия в среде аргона.
В зависимости от состава алюминиевые сплавы классифицируются как нетермоупрочняемые и термоупрочняемые. К первой группе относятся:
К первой группе относятся:
Эти марки алюминия относительно легко поддаются сварке и широко используются в сварных конструкциях.
Ко второй группе относятся сплавы:
алюминиево-магниево-медные; алюминиево-магниево-цинковые; алюминиево-марганцево-медные; алюминиево-магниево-кремневые и алюминиево-магниево-кремниево-медные; алюминиево-магниево-медно-железно-никелевые; алюминиево-марганцево-медно-литиево-кадмиевые; алюминиево-магниево-медно-цинковые.Эти марки являются трудносвариваемыми. Их использование в сварных конструкциях имеет смысл лишь тогда, когда предусматривается термическая обработка изделия.
Сварка нержавейки электродом в домашних условиях
Сварка нержавеющей стали является одной из самых трудных в сварочном деле. Ванна, при работе, получается текучей и создает сложности при формировании потолочных и вертикально расположенных швов. Разжиженный металл при выполнении этого вида работ стекает не только с вертикальных поверхностей, но и с горизонтальных. Именно поэтому при сварке нержавейки требуются аккуратность и четкость в движениях: только благодаря этим действиям получается качественный шов.
Именно поэтому при сварке нержавейки требуются аккуратность и четкость в движениях: только благодаря этим действиям получается качественный шов.
Способы сварки нержавейки
Выделяются три основных способа для промышленных и домашних работ:
Сварка электродами. Она характеризуется тем, что плавящийся электрод выступает в виде материала для создания шва. Чаще всего для производства работ такого типа применяют сварочный агрегат — инвертор. Аргоновая сварка с вольфрамовым электродом. В ней неплавящимся электродом плавят металл заготовленной детали, который в свою очередь служит материалом для создания шва. Еще одной разновидностью работы с использованием аргона, является сварка с помощью присадочной проволоки без покрытия. В ней защитную функцию сварочной ванны выполняет инертный газ – аргон. Полуавтоматическая сваркаплавящимся электродом, выполняемая в газовой среде (углекислота; аргон и углекислота).В данной стать постараемся ответить на вопрос, можно ли варить нержавейку обычным электродом.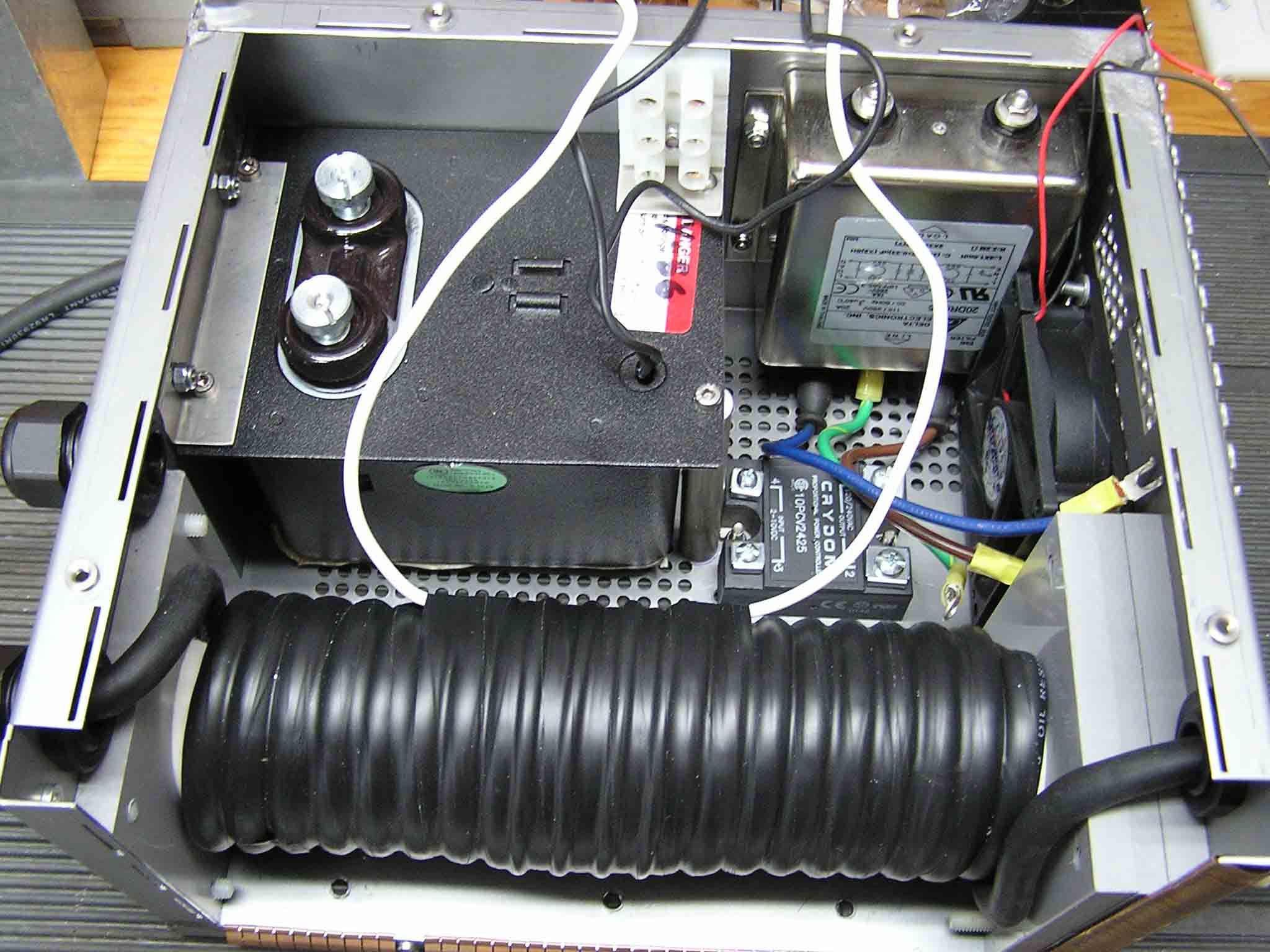
Требования к выбору электродов
Для того чтобы сваривать нержавеющий металл необходимо подобрать электроды.Если рассуждать логически, электроды нужно использовать предназначенные для таких работ. Они должны обладать следующими особенностями:
Небольшим показателем температурного расширения Высоким значением упругости Высокой степенью теплопроводности и износоустойчивости Большим сопротивлением термической ползучести.Ассортимент электродов весьма широкий. Если не вдаваться в детали каждой конкретной марки, а полагаться на
жизненный опыт многих сварщиков можно сделать небольшие выводы. На сегодняшний день распространенным вариантом среди мастеров являются электроды ОК 67.60 шведской фирмы ESAB. Они подходят для многих коррозиестойких сталей, таких как 08Х18Н10, 12Х18Н10Т, 12Х18Н10 и т.д. ESAB ОК67.60 с рутилово-кислым покрытием имеют легкий повторный поджиг, уверенно держат дугу, шов получается чистым и ровным. Образующийся шлак при этом отделяется легко.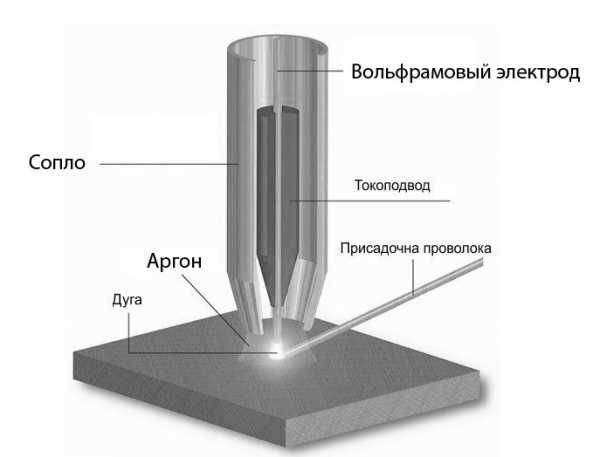 Заварить аккуратный шов с их применением под силу даже новичку.
Заварить аккуратный шов с их применением под силу даже новичку.Электроды отечественного производства идут в основном с базисным покрытием. Распространенными марками являются ОЗЛ-8, либо ЦЛ-11. Они дешевле, но требуют от сварщика определенного мастерства. Данные электроды часто залипают, имеют нестабильную дугу, но все же обеспечивают неплохие антикоррозионные свойства шву.
Сварка аргоном — Сварка алюминия
Основные сведения об алюминиевых сплавах
Алюминий – мировые запасы Земли составляют 8,8%. Одноморфный металл с плотноупакованной гранецентрированной кубической решеткой и ограниченной растворимостью в нем всех известных элементов, например растворимость водорода в алюминии составляет всего 0,039 см3/100г.
Технически чистый алюминий имеет низкие прочностные (49-68МПа) и высокие пластические свойства ( 28%), поэтому в качестве конструкционного материала применяется в значительно меньших объемах, чем его сплавы различного легирования.
Алюминевые сплавы разделяют на деформируемые и литейные. Деформируемые алюминевые сплавы содержат легирующие элементы в количествах до предела их растворимости в растворе альфа-алюминия. Алюминиево-магниевые сплавы характеризуются зернами альфа-алюминия, по границам которых можно веделить бета-фазы – Al3Mg2 (до 3%).
Для сварных конструкций главным образом применяются деформируемые алюминиевые сплавы (ГОСТ 4784-97), которые можно подразделить на термически неупрочняемые (низкой и средней прочности) и термически упрочняемые (средней и высокой прочности) (табл. 1 ГОСТ 4784-97 ) . К термически неупрочняемым можно отнести технический алюминий, сплавы системы Алюминий-марганец, алюминиево-магниевые сплавы системы Алюминий-Магний. К термически упрочняемым сплавам, имеющим предел прочности от 350 до 570 МПа (табл. I ГОСТ 4784-97), относятся сплавы систем Алюминий-Цинк-Магний, Алюминий-Медь-Марганец, Алюминий-Цинк-Магний-Медь, Алюминий-Магний-Литий и др.
Хоть затраты на углеродистые и низколегированные конструкционные стали ниже, но в эксплуатации алюминиевые сплавы более предпочтительны:
— малая плотность термически упрочняемых алюминиевых сплавов имеет более высокую удельную прочность к обычным металлам, что позволяет уменьшить объёмы металла;
— высокая коррозионная стойкость в агрессивных жидких и газовых средах;
— высокая теплопроводность;
— немагнитность;
— низкие температуры перехода в хрупкое состояние;
— высокая электропроводность;
— более высокая технологичность производства при прессовке, штамповке и прокатке.
Точечная сварка своими руками
Домашние слесарные работы – часть жизни хозяйственного человека. Одним из наиболее популярных домашних устройств считается точечная сварка. Она предполагает наличие заводского или самодельного сварочного устройства. Создать подобный аппарат, которым будет осуществляться точечная сварка своими руками несложно, необходимо лишь желание и некоторые подручные средства.
Особенности и принцип точечной сварки
Изучение вопроса, как своими руками сделать точечную сварку, начнем с принципа действия.
На сегодняшний день точечная сварка востребована не только в быту, но и в производстве, так как она способна разрешить даже самые трудновыполнимые задачи. В промышленности, как правило, применяют устройства, работающие в автоматическом режиме, в бытовых условиях применяют сварочный аппарат-полуавтомат для точечной сварки.
Точечная контактная сварка на производстве необходима, чтобы сварить листовые болванки из черных и цветных металлов. С помощью ее сваривают изделия из профиля разной толщины и конфигурации, пересекающиеся металлические заготовки. При некоторых условиях можно добиться скоростного рабочего режима до 600 точек в минуту.
С помощью ее сваривают изделия из профиля разной толщины и конфигурации, пересекающиеся металлические заготовки. При некоторых условиях можно добиться скоростного рабочего режима до 600 точек в минуту.
Многие люди интересуются вопросом, как сделать точечную сварку дома? В домашней среде точечную сварку применяют для ремонта бытовой утвари и при необходимости сварить электропровода.
Процедура точечного сваривания включает в себя несколько этапов:
заготовки совмещают в требуемом положении; делают крепеж деталей непосредственно между прижимными электродами установки; осуществляют нагрев поверхностей, в процессе которого происходит деформирование деталей и они связываются между собой.Существует еще одна технология точечного соединения – лазерная сварка. Она способна выполнять задачи, связанные с работой высокой точности и предельной прочности спайки.
Сварка MIG с использованием 100% аргона в качестве защитного газа
0 Отсутствие газа MIG в середине проекта — проблема, с которой в конечном итоге столкнется большинство сварщиков.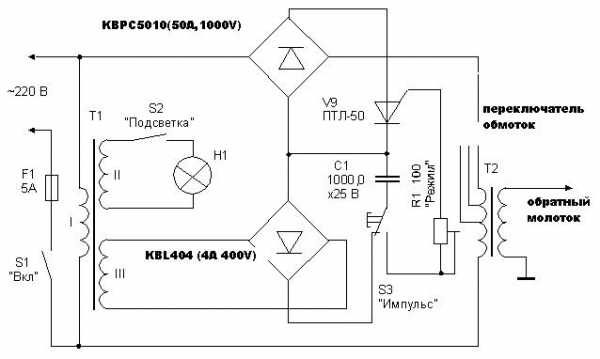
Поскольку многие из нас также имеют под рукой резервуар с чистым аргоном для других видов сварки, сможет ли сварка MIG со 100% -ным аргоном на низкоуглеродистой стали завершить проект без посещения поставщика газа?
Или возможно ли выполнять сварку MIG только с аргоном и обойтись без использования сварочного газа 100% аргона для всех ваших работ MIG и TIG?
В этой статье:
Могу ли я сваривать сталь методом MIG, используя 100% аргон?Как сварщик-любитель, я держу один баллон с газом C25, а другой со 100% аргоном для сварки алюминия MIG.Когда в баллоне MIG заканчивается, невозможно узнать, как долго хватит газа.
Когда начинаешь новый проект с низким баллоном, я могу рискнуть закончить промежуточный проект, решу вложить деньги в еще одну бутылку C25 или обменять не полностью пустой баллон на полный.
Мне не понравился такой выбор, поэтому я рассмотрел возможность сварки MIG со 100% аргоном в качестве опции.
Я обнаружил, что да, , 100% аргон, можно использовать для сварки MIG стали , но следует ожидать, что сварной шов будет слабым, хрупким и непривлекательным.
Профиль сварного шва MIG из 100% аргона (вверху слева) по сравнению со смесью MIG (внизу справа).Использование 100% аргона для сварки MIG не обеспечивает достаточной теплопроводности для сварочной ванны черных металлов. Внешние края дуги остаются холодными, в результате получается высокий и узкий профиль проплавления с минимальным сплавлением, а также поднутрение, которое еще больше ослабляет сварной шов.
Сварка MIG с использованием 100% аргона в качестве защитного газа на низкоуглеродистой стали известна своей потерей пластичности, что приводит к хрупкости.
Сварка MIG с аргоном
Я буду использовать 100% аргон для сварки MIG стали до тех пор, пока:
- Внешний вид сварного шва не важен
- Никто не пострадает, если сварка выйдет из строя
- Неудачный сварной шов не будет в противном случае у меня возникнут проблемы.

Также учтите, что с большим количеством брызг и неустойчивой дугой поверх жесткой сварочной ванны сварка чистым аргоном не доставляет удовольствия. При регулярном использовании сварка MIG только с аргоном не является подходящей заменой защитного газа MIG-смеси.
На форумах много разговоров от тех, кто добился успеха при сварке MIG с использованием чистого аргона в защитном газе, и я нашел эти советы:
- Естественно хотеть увеличить температуру, когда вы видите высокий, узкий, холодный -смотровые сварные швы. Но с узким профилем проникновения чистого аргона вы, скорее всего, прожигете тонкие материалы до того, как валик расплющится.
- Сделайте фаску на стыках, чтобы добиться лучшего сплавления и получения более прочных сварных швов.
Подробнее о чистом аргоне в качестве защитного газа:
- Атомный символ: Ar
- Чистый аргон извлекается из атмосферы на воздухоразделительных установках.
- Легко вытесняет воздух сверху, потому что он плотнее и тяжелее воздуха.
- Поскольку 100% аргон химически инертен, он не вступает в реакцию с другими материалами.
- Аргон не растворяется в расплавленном металле.
- Способствует процессу переноса распылением.
- Его легко ионизировать, поэтому аргон позволяет создавать более длинные дуги при более низких напряжениях и нечувствителен к изменениям длины дуги.
- Используется отдельно, в основном, для обработки цветных металлов, таких как алюминий, медь, магний, никель и их сплавы.
- Характеристики стали улучшаются при смешивании аргона с активными газами, такими как диоксид углерода, гелий или кислород.

Вот инструктор по сварке MIG с использованием прямого аргона в защитном газе (13 мин.):
Есть ли действительно какие-либо сомнения в отношении Боба к сварке MIG с использованием чистого аргона?
Конечно, он профессионал, отвечающий за обучение и поддержание высочайших стандартов сварки. Но у него также есть опыт и ресурсы, чтобы это произошло.
Я? Конечно, иногда мне нужны красивые сварные швы (я бы предпочел, чтобы больше моих сварных швов были похожи на те, которые Боб назвал «Мля!»).Но чаще мне нужно закончить работу, используя то, что есть под рукой.
Что еще можно сделать для сварки MIG с использованием 100% аргона?
Прямой аргон — отличный защитный газ для сварки алюминия методом MIG.
Благодаря своей чистоте и низкому содержанию влаги 100% аргон также является подходящим защитным газом для сварки MIG других цветных металлов:
- Медь менее ”(включая сплавы)
- Никель менее” (включая сплавы )
- Магний
- Титан
Гелий, обладающий более высокой теплопроводностью (и стоимостью), часто смешивают с чистым аргоном для использования на толстых цветных материалах.
« Пластичность — это способность металла постоянно изгибаться, скручиваться или манипулировать другими способами без разрушения или растрескивания».
Школа сварки Тусла
Как насчет сварки MIG нержавеющей стали с 100% аргоном?
Нержавеющая сталь приобретает коррозионно-стойкие свойства за счет добавления хрома и никелевых сплавов. Эти сплавы ухудшают свариваемость при использовании MIG со 100% инертным защитным газом.
Сварка нержавеющей стали методом MIG в среде защитного газа 100% аргона дает плохие сварные швы и не рекомендуется .
Добавление даже небольшого количества активного газа к чистому аргону, как в смеси 98% Ar / 2% O2 или 98% Ar / 2% CO2, улучшит характеристики дуги и валика.
Для достижения наилучших результатов при сварке нержавеющей стали методом MIG используйте трехкомпонентную смесь 90% He / 7,5% Ar / 2,5% CO2.
Смеси CO2 лучше, чем чистый аргон, для сварочной стали MIG
При низких температурах CO2 является инертным газом. Но при температурах сварки CO2 становится реактивным, и его очищающее действие улучшается.
При добавлении к чистому сварочному газу аргона в небольших количествах, обычно от 5 до 25%, CO2 помогает стабилизировать сварочную дугу.Используя смесь аргона и CO2 для сварки MIG, вы получите более плавную сварочную ванну с улучшенным проплавлением стали и меньшим разбрызгиванием при сварке.
При слишком большом количестве CO2 дуга становится шероховатой, и количество брызг увеличивается. При сварке MIG с использованием 100% CO2 становится труднее контролировать характеристики сильного проплавления на тонких металлах.
Смеси аргон / CO2 помечены в соответствии с процентным содержанием газа CO2 в смеси. C25 представляет собой смесь 25% CO2 с 75% аргона и является наиболее широко используемой смесью MIG.
Сварка TIG со 100% -ным аргоном более эффективна для стали
Защитные газы выполняют разные функции в разных процессах.
При сварке MIG, когда расходный присадочный материал образует электрод, металл переносится через дугу в сварной шов. При сварке TIG мы подаем присадочный металл в дугу, возникающую между материалом и вольфрамовым электродом.
При сварке TIG мы подаем присадочный металл в дугу, возникающую между материалом и вольфрамовым электродом.
Для сварки TIG используется защитный газ, который остается на 100% инертным при температурах сварки, и чистый аргон отвечает всем требованиям.При использовании в сварке TIG аргон способствует легкому запуску, стабильной дуге и поддерживает чистоту неплавящегося вольфрамового электрода.
Связано: Какой размер баллона сварочного газа для MIG или TIG?
Итоги
В крайнем случае, вы можете использовать чистый аргон для сварки стали методом MIG, но смесь аргона и CO2 — лучший выбор.
Как и в случае со всеми проектными материалами, мы несем ответственность за выбор метода крепления, подходящего для предполагаемого использования готового проекта.Это верно при использовании шурупов, скоб, клея или сварки.
В следующий раз, когда вам не хватит защитного газа MIG, попробуйте сварку MIG со 100% аргоном. Просто знайте, что ваши сварные швы могут быть слабыми и хрупкими. Используйте здравый смысл и проверьте свою работу, чтобы никто не пострадал.
Используйте здравый смысл и проверьте свою работу, чтобы никто не пострадал.
Основы работы со сварщиком TIG | Сделай сам
Электрод сделан из вольфрама, а вольфрам — это тот же материал, что и в лампах, но вместо того, чтобы создавать свет, он создает тепло — тепла, достаточного для расплавления металла.Вот и есть сварка — нагрев металла.
Имеется заземляющий кабель, который крепится к самой заготовке или сварочному столу. Он действует как осветительный стержень на крыше сарая. Он забирает лишнее электричество, проводит его по кабелю к корпусу сварочного аппарата и нейтрализует его.
Чтобы получить прочный сварной шов, не допускайте попадания загрязнений в металл, пока он находится в жидкой форме, потому что это ослабит сварной шов и со временем вызовет растрескивание.Инертные газы — это газы, которые нелегко соединяются с другими элементами, такими как металл. Инертный газ аргон в резервуаре прокачивается через сварочный аппарат к наконечнику горелки, где выделяется небольшое количество. Это создает газовую защиту вокруг сварного шва, предотвращающую любые загрязнения, пока металл не затвердеет.
Инертный газ аргон в резервуаре прокачивается через сварочный аппарат к наконечнику горелки, где выделяется небольшое количество. Это создает газовую защиту вокруг сварного шва, предотвращающую любые загрязнения, пока металл не затвердеет.
TIG варьируется от 1000 до 3500 долларов, но вы можете взять их напрокат в компании по аренде промышленного оборудования.
Сварка включает в себя электрический ток, который мгновенно выделяет 1600 градусов тепла, и вспышку света, которая настолько ярка, что может ослепить.Сварочная маска защищает глаза от вспышки света и закрывает все лицо и часть шеи. Вам также необходимо защитить свои руки, надев кожаные сварочные перчатки и кожаную сварочную куртку с длинным рукавом. Это важно, потому что яркий свет может обжечь вас, как солнечный ожог. Искры в пять раз горячее, чем от режущей пилы.
Металл коробится от сильного нагрева при сварке. Это может вывести вещи из строя, поэтому, чтобы свести деформацию к минимуму и чтобы все части были идеально выровнены, вы можете построить приспособление, используя металлический уголок.Куски углового железа можно вырезать в соответствии с чертежом, а затем просто приварить к столу. Прихваточный шов — это временный сварной шов, используемый для удержания детали на месте до тех пор, пока не будет получен постоянный сварной шов.
Это может вывести вещи из строя, поэтому, чтобы свести деформацию к минимуму и чтобы все части были идеально выровнены, вы можете построить приспособление, используя металлический уголок.Куски углового железа можно вырезать в соответствии с чертежом, а затем просто приварить к столу. Прихваточный шов — это временный сварной шов, используемый для удержания детали на месте до тех пор, пока не будет получен постоянный сварной шов.
55 Идеи сварочных проектов для строительства дома или продажи
0Последнее обновление
Независимо от того, являетесь ли вы сварщиком-любителем или профессионалом в своем деле, проекты «сделай сам» могут быть очень интересными. Но еще лучше, когда у вас есть планы по работе, которые были опробованы и проверены, так что вы знаете, что ваш труд окупится.
У нас есть список из 55 проектов, малых и больших, от простых до более сложных, предназначенных для внутреннего и внешнего использования. Каждый проект был выполнен хотя бы один раз, но обычно несколько раз. Они поставляются с подробными инструкциями и фотографиями, а некоторые включают видеоролики, в которых показано, как именно их выполнять.
Каждый проект был выполнен хотя бы один раз, но обычно несколько раз. Они поставляются с подробными инструкциями и фотографиями, а некоторые включают видеоролики, в которых показано, как именно их выполнять.
Списки разделены на начальные и продвинутые проекты. Просмотрите и выберите следующий предмет для изготовления.
Рекомендуется: Вы можете щелкнуть, чтобы увеличить содержание ниже, чтобы получить полный обзор.
Сварочные проекты для начинающих
1. Проект «Сварка подковообразных пазлов»
Если вы любитель головоломок, эта классическая головоломка-подкова — идеальный вариант для вас. Я все еще не могу снять это кольцо, но если вы будете следовать инструкциям, это несложный проект, и вы можете быть умнее меня и разделить их.
2. Ваза для цветов в деревенском стиле
Такой простой проект может быть действительно эффективным в подходящем месте. Мне нравится деревенский вид, и за время, необходимое для его изготовления, это будет отличный выбор для изготовления вашего дома. См. Инструкции здесь.
См. Инструкции здесь.
3. Сварные портреты пр.
У каждого есть любимый персонаж или человек, который их вдохновляет, и вы можете даже повесить их изображение на стене. Раскройте свой творческий потенциал с помощью этих портретных инструкций и воплотите их в жизнь, пригодную для сварки. Невероятно, насколько реалистично они выглядят, сделав всего несколько сварных швов.
4. Держатель для винных бутылок
Если у вас завалялась старая цепь, очистите от нее свой сарай и превратите его в подставку для вина вот так.Он отлично выглядит и очень полезен для надежного удержания бутылки с вином. Как видно из инструкций, это просто сделать, и вам потребуется менее получаса.
5. Угловой стол
Угловые столы — отличный вариант для использования пространства. Мне нравятся стабилизирующие перекладины между торцевыми шпангоутами. Это делает его очень прочным и придает ему стильный вид. Прочтите эти инструкции, чтобы изготовить его для себя.
Проекты промежуточной сварки
6.Идея проекта «Светящийся цветок»
Вы можете добавить сияния в свой сад с помощью этой продуманной конструкции ложки. Это простой проект, который будет потрясающе смотреться на вашем заднем дворе. Попробуйте изготовить это для себя.
7. Тележка для хранения дров
Никто не любит таскать к своему камину ведра дров. Вместо этого следуйте инструкциям для этого проекта. Он не только служит тележкой; ее также можно использовать как деревянную полку для дома.
8.Простой набор лестниц
Прочтите эти инструкции, чтобы понять, насколько легко можно изготовить лестницу. Отображаются только две ступеньки, но гладкая планировка даст потрясающий результат для любого количества ступеней, которые вам понадобятся в вашем доме.
9. Полки подвесные
Эта система подвесных полок невероятно прочна и придает современный промышленный вид любому помещению, в котором она установлена. Это простой дизайн, легкий в изготовлении и очень эффективный. Я впечатлен.
Это простой дизайн, легкий в изготовлении и очень эффективный. Я впечатлен.
10.Маленькая садовая решетка Arc
Есть ли у вас немного сварочных навыков? Дайте вашим лозам место для роста с этой садовой решеткой. Это простой дизайн, который отлично выглядит и обеспечит зону роста, необходимую для разведения лоз.
11. Решетка в форме дома
Для некоторых более крупных лоз, таких как маракуйя или виноград, эта решетчатая решетка в форме домика станет потрясающим дополнением к вашему саду. Он будет превосходно смотреться с покрывающими его лозами, а его высота идеальна для легкого доступа.Следуйте инструкциям здесь.
Продвинутые сварочные проекты
12. Проект «Расширенный атом»
Можете ли вы представить себе, что в одной пылинке их миллион миллиардов? Невероятный! Попробуйте сварить один из этих гигантских, следуя приведенным здесь инструкциям, и вы сможете полюбоваться дизайном атома в расширенном виде.
13. Горелка для микрокружек
Устали от остывания кофе? Сделать эту мини-горелку специально для вашей кружки не составит большого труда.Теперь вы можете наслаждаться горячим кофе в любое время дня. Просто следуйте этим инструкциям.
14. Тележка сварочная пр.
Это любимый проект каждого нового хозяина сварщика. Так удобно иметь тележку, на которой сварщик может перемещаться, вместо того, чтобы таскать ее взад и вперед вручную или с самодельной тележкой, не предназначенной для сварщика. Следуйте инструкциям здесь.
15. Проект сварки Steel Rose
Мы все знаем, как много значит покупка цветов для определенных людей, но я считаю это пустой тратой, учитывая, как быстро они служат.Эта потрясающая роза произведет неизгладимое впечатление, которое не увянет, как садовая роза. Если ее не подарить, она может стать прекрасным дополнением к вашей каминной полке. См. Инструкции здесь.
16. Creative Log Burner Fireguard
Наблюдать, как их малыш обжигается, — худший кошмар для каждого родителя. Следуя этой схеме, вы получите уникальную самодельную пожарную охрану, которая поможет обезопасить ваших детей. Еще одна идея — взять эту конструкцию и с ее помощью сварить собачью клетку.
Следуя этой схеме, вы получите уникальную самодельную пожарную охрану, которая поможет обезопасить ваших детей. Еще одна идея — взять эту конструкцию и с ее помощью сварить собачью клетку.
17. Экрана для камина из нержавеющей стали, проект
Взгляните на инструкцию к этой ширме для камина, если хотите сделать ее для себя. Это просто, но имеет привлекательный вид и помогает защитить камин от проникновения посторонних рук.
18. Велосипед-тандем
Я мечтал приобрести велосипед-тандем, и теперь это стало реальностью с этим самодельным велосипедом. Ознакомьтесь с инструкциями и посмотрите, сможете ли вы создать такой же крутой.Вашей семье и друзьям это понравится.
19. Картинг багги
Этот проект выглядит забавным. Это может показаться немного сложным для погружения, но с несколькими подержанными предметами вы будете удивлены, насколько доступно и легко это сделать, если вы будете следовать инструкциям.
Табуреты, скамейки и стулья
20.
 Стул простой
Стул простойИногда лучше меньше. Простой и чистый дизайн этого стула делает его быстрым проектом, который оказывается сильным и эффективно подойдет любому, кто захочет сесть на него.
21. Конический барный стул
Темно-коричневый и черный всегда прекрасно сочетаются друг с другом, особенно с этим барным стулом. В конструкции использованы угловые секции для привлекательного внешнего вида, позволяющего снизить вес без ущерба для прочности.
22. Стул подвесной
Эти впечатляющие табуреты могут быть вашими, если вы хотите получить сварку с таким дизайном. Они полностью сделаны из металлолома, который можно найти в ближайшем магазине металлолома, и на них очень удобно сидеть.
23. Скульптурная скамья
Если вы увлекаетесь искусством или вам нужен какой-нибудь предмет в доме, эта скульптурная скамья может быть именно тем, что вам нужно. Он уникальный, прочный и удивительно простой в изготовлении. Взгляните на инструкции здесь.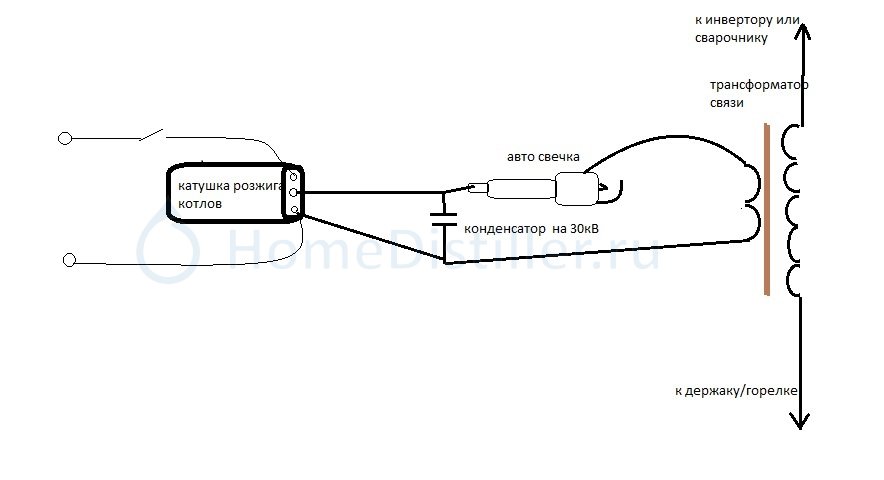
24. Табурет для регулировки высоты
В моем магазине Pizza Hut они есть повсюду. Они отлично подходят для быстрой адаптации для людей разного роста. Это еще один из наших проектов по сварке для начинающих с четкими инструкциями, который оказывается исключительным.
25. Гамак Кресло-качалка
Многим людям нравится отдыхать в гамаке, но им может быть сложно попасть в гамак и выйти из него, а некоторым людям просто некуда повесить гамак. Эта конструкция кресла-качалки в виде гамака может решить обе проблемы. Его не нужно вешать, и он качается, чтобы помогать вам входить и выходить.
26. Стильный табурет
Обычно одна нога на табурете портит ее намерение. На этот раз его прочность остается прочной, но при этом он имеет уникальный вид, который будет выделяться в комнате.Прочтите инструкции, чтобы изготовить его для себя.
Столы и парты
27. Набор парных столов блоков
Иногда хорошо иметь дополнительные столики или стулья у дивана, когда к вам приходят друзья, но пространство часто может быть такой проблемой. Этот продуманный дизайн позволяет аккуратно положить один под другой, а также установить дополнительную пару столиков или стульев. Это блестящая идея.
Этот продуманный дизайн позволяет аккуратно положить один под другой, а также установить дополнительную пару столиков или стульев. Это блестящая идея.
28. Журнальный столик
Столы могут стоить целое состояние, а если у вас есть дети, их можно забить молотком.Этот журнальный столик из поддонов стоит недорого и выдержит большинство брошенных на него предметов. Даже горячие следы от кружки только добавят деревенскому виду. Ознакомьтесь с инструкциями здесь.
29. Современный уличный стол
Дизайн этого стола намного проще, чем кажется. Если вам нравится мебель современной формы с теплым естественным видом, это будет идеальным вариантом для вас.
30. Уникальный квадратный журнальный столик
Эти журнальные столики невероятно просты по своей конструкции, но создают потрясающий вид, который создает иллюзию большего пространства в гостиной, обеспечивая при этом много места на столе.Попробуйте этот проект для новичков в сварке и расскажите, чем все закончилось.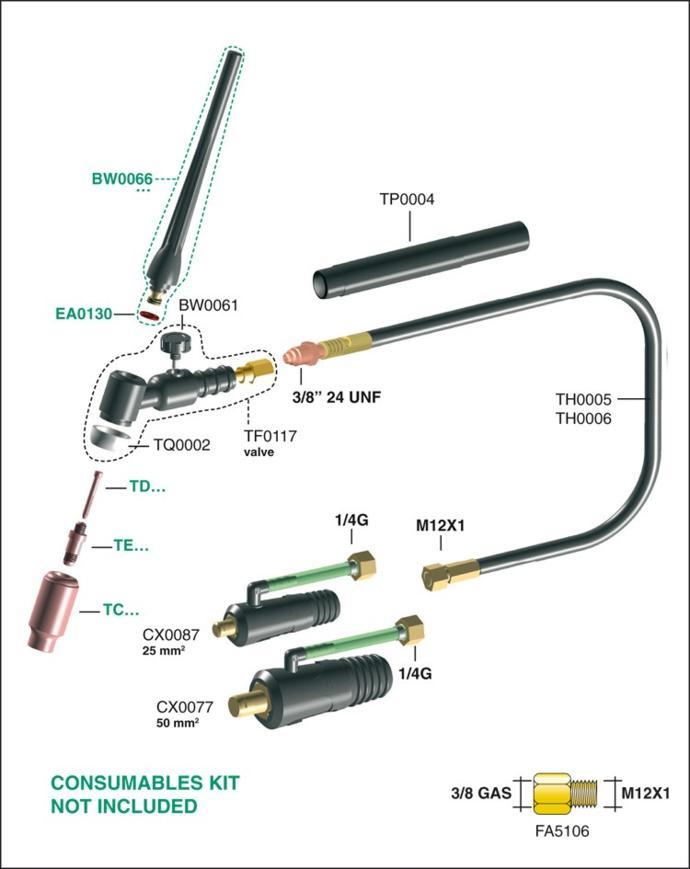
31. Полный обеденный стол
Вам нужен новый полноценный столовый гарнитур? Если вы хотите создать что-то, что выглядит потрясающе без особых затрат, ознакомьтесь с этими инструкциями, чтобы оживить этот стол в собственном доме. Вы можете создать четыре отдельных стула или две скамейки для сидения, если вам не нравится смешанный вариант.
32. Тройник стол
Если вам нужно серьезное рабочее место или вы хотите заполнить пустую часть вашего дома или рабочего места, этот стол-тройник подойдет.В инструкциях показано, насколько он прочен, но это несложный проект.
Освещение
33. Потрясающий уличный свет
Это один из моих любимых дизайнов в нашем списке. Его просто сделать, но он создает эффектный вид, который вы можете повесить в собственном доме. Попробуйте сами.
34. Звездный свет
Неважно, пришло ли время Рождества или вы хотите осветить свой дом, этот звездный свет станет блестящим проектом. Принесите немного творчества в свой дом с помощью такого ручного проекта, как этот, без необходимости придумывать дизайн. Просто следуйте этим инструкциям.
Принесите немного творчества в свой дом с помощью такого ручного проекта, как этот, без необходимости придумывать дизайн. Просто следуйте этим инструкциям.
35. Дерево при свечах
Это похоже на елку, только лучше. Он имеет простой минималистский вид с естественным свечением огня и не оставляет следов иголок на вашем ковре. Ознакомьтесь с дизайном здесь.
36. Шарик и цепь
Кто в последнее время беспокоил вас? Следуйте этим инструкциям для решения вашей проблемы.Это не самый тяжелый мяч, который можно таскать, но он преподнесет урок любому, если он будет прикреплен к нему на целый день. (Мы, конечно, шутим, но из этого получится интересное произведение искусства.)
Декор
37. Гигантский паук
Я не фанат пауков, но этот размером с крышу впечатляет. С несколькими изгибами, несколькими сварными швами и старым шаром для боулинга за 5 долларов из местного благотворительного магазина вы тоже можете иметь шар на крыше. Ознакомьтесь с дизайном здесь.
Ознакомьтесь с дизайном здесь.
38. Сороконожка
Не знаю, что страшнее, паук или эти многоножки.В любом случае, дизайнер проделал большую работу, и вы можете следовать его инструкциям, чтобы сделать некоторые из них для себя.
39. Многоугольная чаша из нержавеющей стали
Нужна ваза для фруктов или декоративный предмет для скамейки? Этот проект отлично получится, если у вас есть доступ к пластине из нержавеющей стали. Приятно начинать такой умный проект, когда кто-то проделал за вас тяжелую работу и придумал дизайн, а с правильными инструментами и поддержкой это может быть хорошим сварочным проектом для начинающих.
40. Ваза из нержавеющей стали
Подобно многоугольной чаше выше, эта ваза имеет впечатляющий дизайн, который будет дополнять любые цветы, добавленные к ней, но при этом прекрасно выглядеть как отдельная деталь. Прочтите инструкции, чтобы подготовиться к следующему предприятию.
41.
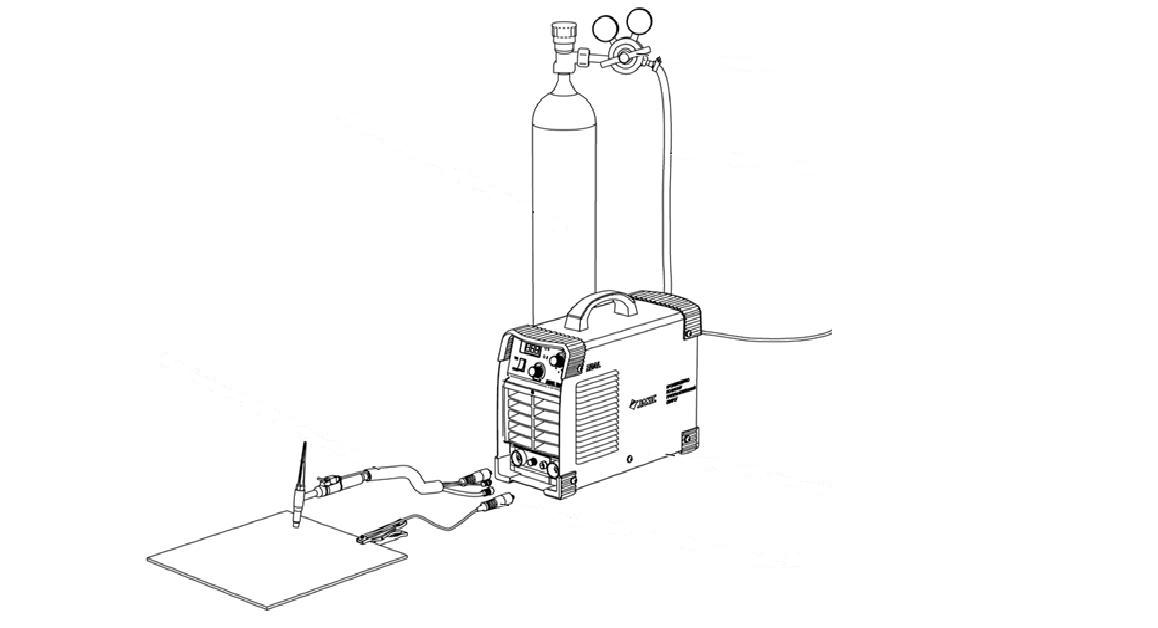 Ваза уличная
Ваза уличнаяЭта уличная ваза сделана из клетчатой пластины, которая выглядит потрясающе, но вариант из нержавеющей стали также будет отличным вариантом. Выберите понравившийся материал и приступайте к сварке, следуя этим инструкциям.
42. Букет цветов
Вы изо всех сил пытаетесь найти идеи подарков для этого особенного человека в вашей жизни? Или, может быть, вы слишком заняты в мастерской, чтобы пойти и что-то купить? Какой бы ни была проблема, решите ее с помощью этого креативного цветочного дизайна. Им понравится красочная конструкция, и они не будут возражать, когда вы будете в мастерской, чтобы закончить ее.
43. Биплан из нержавеющей стали
Мне нравится финальный результат биплана. Хотя инструкции заканчивают его краской, я страстно люблю чистую нержавеющую поверхность, и лично промолирую / отполирую ее и оставлю как есть.Независимо от того, как вы хотите, чтобы он закончился, прочтите инструкции и почувствуйте гордость, имея этот шедевр для себя.
Костровые ямы и печи
44. Печь на дровах
Обожаю эту красотку. Он небольшой, но имеет длинный дымоход, чтобы не допустить дыма, а также создать достаточно тепла, чтобы согреться холодным утром. Он идеально подходит для разогрева чайника или приготовления любых блюд на плите. Следуйте этим инструкциям, чтобы изготовить его для себя.
45.Печь для пиццы на дровах
Кто не любит свежую пиццу в дровяной печи? Немного переделав два старых бака и немного металлолома, вы можете получить свой собственный. Следуйте этим инструкциям, чтобы узнать, как это сделать.
46. Мангал треугольный пр.
.Эта жаровня немного меньше, чем указанная выше, но у нее элегантная отделка и она не занимает много места. Ознакомьтесь с дизайном, чтобы начать сборку, и дайте нам знать, как он прошел, в разделе комментариев ниже.
47.Кострище
В каждом доме должна быть своя кострище для вечеринок на природе и семейных праздников. В этой конструкции достаточно места, чтобы развести здоровенный огонь. Следуйте этим простым инструкциям, чтобы сделать один для себя, и вы сделаете счастливыми всю свою семью и друзей.
В этой конструкции достаточно места, чтобы развести здоровенный огонь. Следуйте этим простым инструкциям, чтобы сделать один для себя, и вы сделаете счастливыми всю свою семью и друзей.
48. Курильщик
Большинство людей любят копчености. Получите свое собственное копчение с этими инструкциями, и вы можете наслаждаться любимым копченым блюдом в любое удобное для вас время. Кроме того, в качестве дополнительного бонуса он отводит тепло зимой.
49. Пожарная яма турбины
Дизайн этой костровой ямы просто невероятен. Если вы хотите попробовать это в своем следующем проекте, прочтите эти инструкции и получите удовольствие от следующей зимней вечеринки. С небольшими изменениями конструктор усовершенствовал турбину, чтобы она вращалась без тушения пожара.
Мебель и дом
50. Угловой диван
Стоимость приличного секционного дивана в розничном магазине астрономическая.Если вы достанете сварочный аппарат из нескольких кусков стали, вы можете сделать эту простую основу для создания своей собственной экономичной версии купленных в магазине. Вы можете найти все необходимое для его сборки в этих инструкциях.
Вы можете найти все необходимое для его сборки в этих инструкциях.
51. Душ из нержавеющей стали
Если вам нравятся душевые кабины из нержавеющей стали, но вы хотите получить удовольствие, сделав их своими руками за небольшую часть стоимости, взгляните на эту конструкцию, чтобы самостоятельно изготовить душ. Инструкции предназначены для завершения всего душа.
52. Беседка
Если вы готовы принять более серьезную задачу, инструкции для этой беседки превратят картину в реальность на вашем участке. Это работа не одного человека, а с одним или двумя друзьями, которые могут помочь. Это будет на одном дыхании.
53. Поручень из нержавеющей стали
Если вы ищете блестящие перила для своего проекта, прочтите эти инструкции, чтобы получить простой путеводитель по фантастическому результату. Мне нравится полированная отделка в этом примере, но вы можете оставить ее с любой отделкой, которая лучше всего подходит для вашего дома.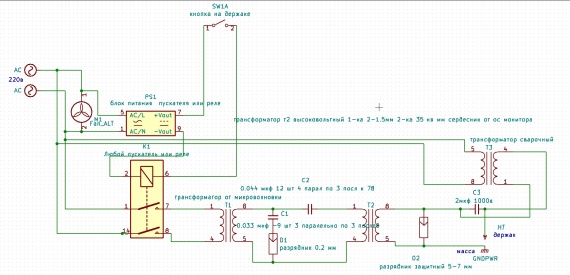
54. Нержавеющая дверь
Эта дверь впечатляет при сварке штучной сваркой и представляет собой передовой сварочный проект. Вы можете выполнить сварку TIG, MIG или сварку вставкой, но следуйте этим инструкциям, и результат будет аналогичен этому примеру.
55. Перегородка из стали и стекла
Это еще один крупный проект, если вы чувствуете себя игрой. Я видел такие перегородки раньше и всегда любил их. Наличие такого простого, но исчерпывающего набора инструкций заставляет меня попробовать самому.
Заключительные мысли
Спасибо, что прочитали наш список из 55 сварочных проектов своими руками. С помощью подобного онлайн-руководства вы можете быть уверены, что сможете создавать удивительные творения в пределах вашего собственного дома.
Дайте нам знать свои комментарии ниже, особенно если вам понравилось создавать некоторые из этих замечательных проектов. Мы хотели бы услышать от вас.
Если вас интересует деловой аспект сварки, мы рекомендуем прочитать статью «Руководство по открытию сварочного бизнеса» и статью «6 дополнительных идей для сварщиков»
Изображение предоставлено: BonNontawat, Shutterstock
Можете ли вы научиться сварке самостоятельно? Что вам нужно
Многие люди задаются вопросом, можно ли научиться сварке, не посещая курсы или попросив кого-нибудь показать их по тем или иным причинам. Поскольку я сам многое узнал о сварке и встречал других, которые учились в одиночку, я решил написать эту статью.
Поскольку я сам многое узнал о сварке и встречал других, которые учились в одиночку, я решил написать эту статью.
Большинство людей могут самостоятельно изучить основы сварки для изготовления базовых конструкций и выполнения обычных ремонтных работ, изучая материалы из надежных источников и попрактиковавшись. Однако если у вас есть профессиональные намерения, вы не сможете достаточно быстро достичь высокого уровня навыков без руководства экспертов.
Теперь давайте рассмотрим эту тему более подробно, рассмотрим плюсы и минусы, обзор того, что вам нужно для начала, и некоторые базовые меры безопасности.
Содержание
Насколько легко научиться сварке самостоятельно?
Я встречал много людей, которые начинали заниматься сваркой, не имея над головой кого-нибудь, кто мог бы их научить. Многие чувствовали себя достаточно уверенно, чтобы начать в одиночку, и не хотели за это платить. У других не было доступа к надежным школам или другим инструкторам по сварке, даже если бы они захотели.
Большинству удалось выучить достаточно для своих личных нужд. Другие в конце концов обратились за помощью к опытным сварщикам. Некоторым из них удавалось продвигаться вперед, прилагая постоянные усилия, и со временем они сделали сварщика своей профессией.
До появления Интернета для большинства людей было непрактично читать книгу и пытаться сваривать. Вам нужен был кто-то другой, чтобы показать вам, как это сделать. Теперь, с помощью онлайн-контента, у вас есть доступ к огромному количеству информации.
Вы можете изучить и узнать, как и почему о сварочном аппарате, о правильных настройках, расходных материалах для выполняемой работы и т. Д. Кроме того, очень важно знать все о безопасности сварки.
После этого вы можете посмотреть множество руководств, в которых профессионалы и серьезные любители сваривают различные проекты для начинающих и начинают практиковаться, чтобы создавать свои собственные.
Однако самостоятельное обучение должно иметь безопасный предел. Если вы хотите сварить или отремонтировать что-то, что требует сложных условий эксплуатации, например, тяжелые ворота, длинные лестницы и т. Д., Было бы разумно, чтобы ваши сварочные навыки проверил опытный инструктор по сварке, чтобы убедиться, что у вас достаточно знаний, чтобы избежать несчастных случаев.
Если вы хотите сварить или отремонтировать что-то, что требует сложных условий эксплуатации, например, тяжелые ворота, длинные лестницы и т. Д., Было бы разумно, чтобы ваши сварочные навыки проверил опытный инструктор по сварке, чтобы убедиться, что у вас достаточно знаний, чтобы избежать несчастных случаев.
Если вы хотите заниматься сваркой профессионально, самостоятельное обучение может занять много времени, и, в конце концов, вы, вероятно, не сможете обеспечить приемлемые сварные швы для прохождения испытаний.Профессиональная работа намного сложнее с любой точки зрения, чем работа своими руками. В таких случаях лучше всего посещать школу, проходить стажировку и т. Д.
Профессиональные курсы или настоящая сварочная среда заставят вас изучить то, что вам нужно знать, но вы этого не осознаете. Вы можете подумать, что в них нет необходимости или они вам просто не нравятся.
Плюсы самообучения
Теперь давайте посмотрим на преимущества самостоятельного обучения сварке.
- Вы можете выбирать, чему вы хотите научиться, процесс и металлы, не тратя время на изучение вещей, которые вы не будете использовать.
- Учитесь в собственном доме, не теряя времени и денег на посещение удаленных курсов.
- Вы корректируете процесс с учетом ваших конкретных способностей к обучению.
- Вы можете вписать процесс обучения в свой распорядок дня.
- Вы избегаете оценок, чтобы лучше наслаждаться процессом в удобном для вас темпе.
- Вам не нужно платить за дорогие курсы, которые научат вас процессам и методам, которые вам не понадобятся.
Минусы самообучения
Недостатков, когда учишься в одиночку, много, и некоторые из них очень серьезные.
- Нет никого, кто мог бы наблюдать за вами и давать отзыв об ошибках, которых вы не подозреваете.
- Вы пропустите информацию, которая приведет к дефектам сварки, например пористости, включениям или даже трещинам. Например, если вы можете попытаться выполнить сварку электродом E7018, используя сварочный аппарат, обеспечивающий низкое напряжение холостого хода. В этом случае стержень будет часто прилипать, и в итоге у вас будет плохой борт.
- Еще более критично делать ошибки в вопросах безопасности. Например, вам нужно знать, насколько важно избегать вдыхания дыма от сварки или резки. Другой пример — сварка тяжелых работ, например прицепов или тяжелых ворот. Разрыв сварных швов может привести к опасным авариям.
- Вам может потребоваться много времени, чтобы достичь желаемого уровня навыков, если вы не будете придерживаться четко определенного плана. Вы можете больше читать и смотреть видео, чем заниматься сваркой.
- Вы не наблюдаете 100% реальной процедуры сварки и изготовления через видеоролики, поскольку они сокращены до 10–30 минут.
 В этом случае стержень будет часто прилипать, и в итоге у вас будет плохой борт.
В этом случае стержень будет часто прилипать, и в итоге у вас будет плохой борт.Сложно ли научиться сварке?
Научиться сварке несложно, если вы хотите сваривать для ремонта дома и выполнять основной ремонт сваркой. Если вы знаете, как пользоваться другими электроинструментами, вы также можете изучить основы сварки.
Кроме того, будет полезно, если вы начнете учиться с легко свариваемых металлов, таких как низкоуглеродистая сталь, в простых положениях сварки, плоском и горизонтальном положениях.
Но если вы хотите работать с трудно свариваемыми металлами, такими как закаливаемая сталь, в вертикальном и потолочном положениях, обучение самостоятельно сложно, дорого и опасно.
Также помогает простой процесс сварки.
Какому процессу сварки легче всего научиться?
Процесс сварки с использованием механизма подачи проволоки является самым простым для изучения. Механизм подачи проволоки автоматически подает электродную проволоку в стык и позволяет держать резак на постоянном расстоянии от стыка.
Сварочные аппараты с подачей проволоки используют источник постоянного напряжения, который может автоматически корректировать длину дуги, если вы не соблюдаете постоянное расстояние от стыка. Существует два типа:
- В процессе MIG (GMAW) используется сплошная проволока и внешний газ для защиты лужи от воздуха.
- В процессе порошковой сварки (FCAW) используется трубчатая проволока, содержащая флюсовый материал, который генерирует защитные газы.
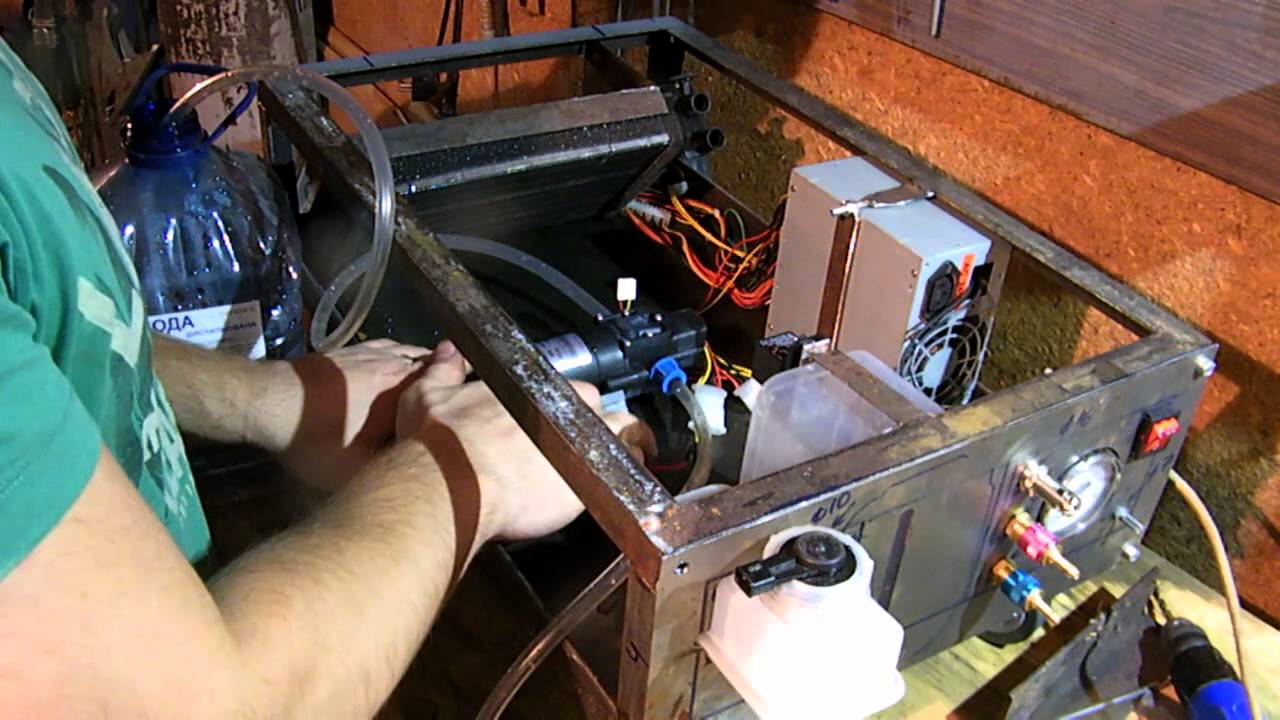
С порошковой проволокой
При использовании самозащитных проводов вам не нужно знать, как правильно выбирать защитный газ или безопасно управлять бензобаком.Для этого FCAW немного легче освоить, чем сварку MIG. Кроме того, специальный станок FCAW дешевле. Но FCAW:
- Создает грубый сварной шов с брызгами.
- Не сваривает очень тонкий металл.
- Образует много сварочного дыма.
Если вы начинаете сварку порошковой проволокой, то чаще всего запускается самозащитная проволока E71T-11.
Существуют порошковые проволоки, защищающие лужу от газа, но они предназначены для профессиональной работы с высокой производительностью.Их также называют двойным экраном или FCAW-G, и их легко сваривать.
MIG
Сварка MIG — самый популярный способ домашней сварки и лучший выбор в целом. Преимущества сварки MIG:
- Простота использования.
- Дает красивые бусинки.
- Сваривает больше металлов, чем порошковая.
- Сваривает тонколистовой металл.
- Вырабатывает меньше дыма.
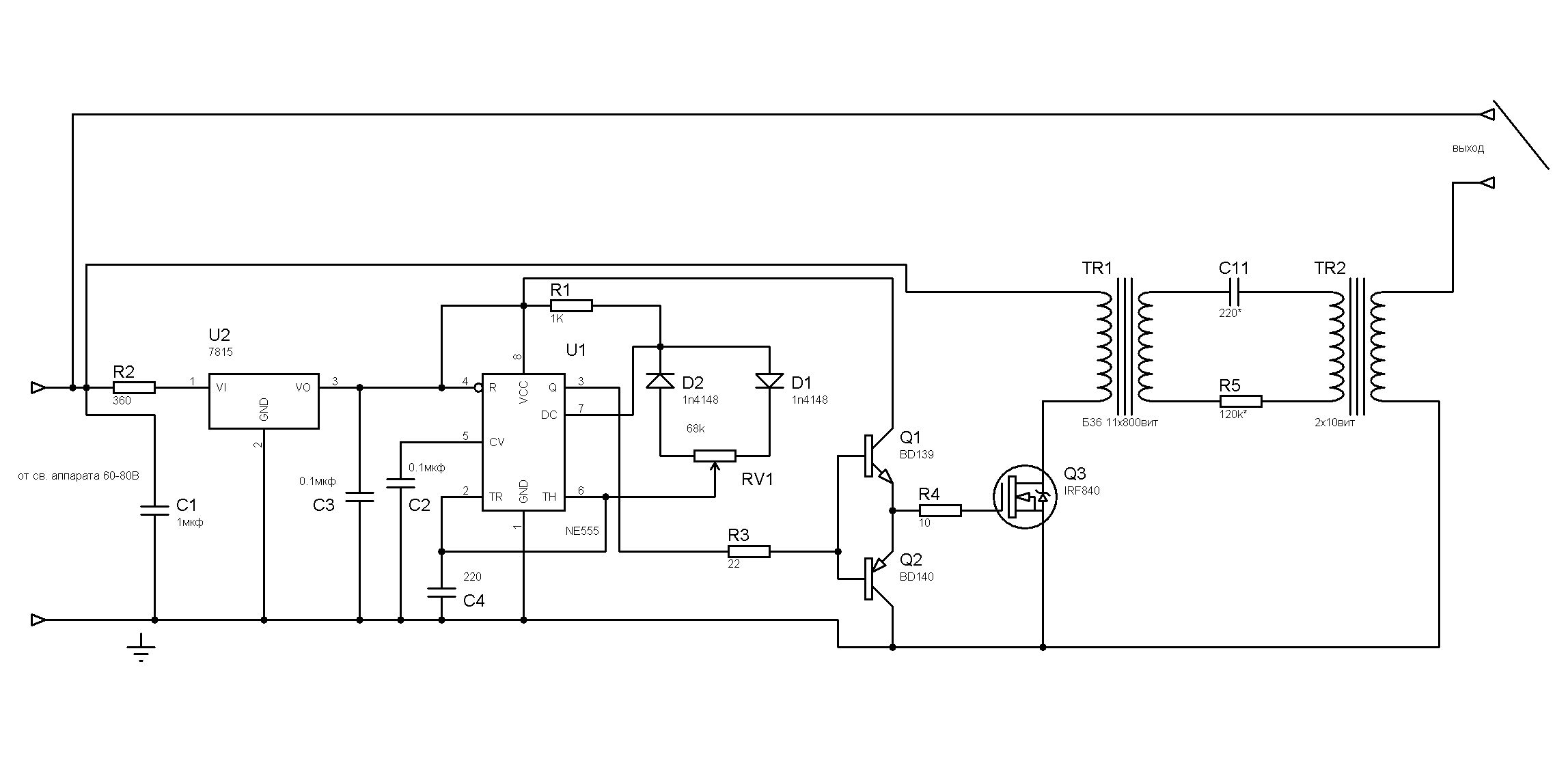
Но вы должны получить баллон с газом и научиться пользоваться и хранить его в безопасном месте. Кроме того, вам необходимо научиться правильно выбирать газ для каждого типа и толщины металла.
Проволока ER70S-6 и защитный газ C25 (75% аргона и 25% углекислого газа) лучше всего подходят для начала. Сварочный аппарат MIG также может работать с порошковой проволокой.
Stick
Сварка палкой (SMAW) — это ручной процесс. Вы берете стержневой электрод вручную и все время должны держаться на небольшом и постоянном расстоянии от сустава. Это означает, что этому трудно научиться, особенно самостоятельно.
Главное преимущество — дешевизна начала сварки. Если вы хотите продвинуться в сварке, это ваш лучший стартовый выбор.Сварочные прутки E6013 и E7014 проще всего запустить. Но многие начинают и с E6011.
Weldpundit уже опубликовал более подробную статью о том, как сложно научиться сварке штангой.
TIG
Сварка TIG (GTAW) — самая трудная из всех. Определенно нелегко выучить самостоятельно, даже если вы быстро учитесь. Для сварки TIG требуются обе руки: одна для работы с горелкой, а другая для подачи присадочного металла. Вы также можете использовать одну ногу для управления ножной педалью, которая регулирует силу тока.
Кроме того, сварочный аппарат TIG очень дорог и сложен в использовании. Обучение сварке TIG займет у вас очень много времени и будет стоить больших денег, чтобы купить сварочные материалы. Прежде чем пытаться изучить сварку TIG, было бы полезно изучить сварку стержнем. Желательно, чтобы вам кто-нибудь помогал.
Сколько времени это у вас займет?
Это зависит от того, насколько хорошо вы работаете руками, как часто вы будете практиковаться, и от того, какой вид сварки вы хотите выполнять.
В качестве приблизительной оценки, научившись самостоятельно сваривать простых конструкций из низкоуглеродистой стали в плоском и горизонтальном положении :
- Порошковая сварка или сварка MIG потребует от вас пары недель серьезной практики.
- Сварка штангой потребует от месяца практики и более. Это намного сложнее, чем кажется.

При сварке в вертикальном и потолочном положениях намного труднее сваривать. Всегда лучше располагать заготовку в горизонтальном положении, пока вы не почувствуете себя более уверенно.
Что вам нужно?
После того, как вы определитесь со сварочным процессом, который хотите изучить, вам необходимо приобрести различные инструменты, защитное снаряжение и найти информацию и инструкции в Интернете.
Сварочные и режущие инструменты
Для сварки и резки металла вам понадобится множество инструментов. Надеюсь, большинство из них у вас уже будет.
- Угловая шлифовальная машина — универсальный и дешевый инструмент. Но угловая шлифовальная машина — опасный инструмент, и вам также нужно научиться безопасно пользоваться им.Вот некоторые из основных функций, которые он может помочь вам при сварке:
- Режьте большинство металлов с помощью подходящего диска.
- Перед сваркой удалить прокатную окалину и ржавчину.
- Снятие фаски на стыке.
- Отшлифуйте плохие сварные швы.
- Разглаживание окончательного сварного шва.
- Режьте большинство металлов с помощью подходящего диска.
- Измерительные инструменты , такие как рулетка и штангенциркуль.
- Металлический маркер или маркер для маркировки заготовки.
- Качественный комбинированный квадрат и скоростной квадрат.
- Набор зажимов для крепления металлов вместе или на столе. С-образные зажимы просты и дешевы. Также очень полезны тиски различной формы.
- Металлический напильник для удаления заусенцев.
- Металлический стол для приваривания.
- Если вы будете выполнять сварку клеевым слоем или порошковой проволокой, вам понадобится отбойный молоток и проволочная щетка для удаления шлака.
- Если вы хотите выполнить сварку методом MIG или порошковой сваркой, вам пригодятся плоскогубцы MIG . Он обрезает проволоку нужной длины, очищает сопло от брызг и снимает сопло и контактный наконечник. Добавьте разводной ключ для газового регулятора и гель или спрей для предотвращения разбрызгивания, чтобы брызги не прилипали к соплу.

 Он обрезает проволоку нужной длины, очищает сопло от брызг и снимает сопло и контактный наконечник. Добавьте разводной ключ для газового регулятора и гель или спрей для предотвращения разбрызгивания, чтобы брызги не прилипали к соплу.
Он обрезает проволоку нужной длины, очищает сопло от брызг и снимает сопло и контактный наконечник. Добавьте разводной ключ для газового регулятора и гель или спрей для предотвращения разбрызгивания, чтобы брызги не прилипали к соплу.Weldpundit уже имеет большой перечень инструментов и оборудования для сварки.
Наконец, возьмите много металлолома от 1/8 ″ (3 мм) до 3/16 ″ (5 мм) для практики. Убедитесь, что это простая низкоуглеродистая сталь, так как ее легче всего сваривать.Вот статья о том, как определить металлы для сварки.
Защитное снаряжение
Защитное снаряжение защищает вас от высоких температур, брызг, УФ-лучей, порезов, дыма и т. Д.
- Сварочная маска для защиты глаз, когда вы смотрите на лужу. Шлемы с автозатемнением доступны по цене и надежны. Тем не менее, вы можете использовать старую школу со шлемом, в котором для простоты используются пассивные фильтры. Выбирайте хорошо известные продукты, избегайте очень дешевых шлемов с множеством функций из неизвестных магазинов на eBay и т. Д.
- Наденьте защитные очки , чтобы защитить глаза от ударов, особенно при использовании угловой шлифовальной машины или при очистке сварных швов от шлака.
- Пара толстых сварочных перчаток убережет Вас от многочисленных ожогов.
- Наденьте лотки c из плотной шерсти или хлопка и избегайте всего, что сделано из пластика или содержит его.
- Кожаный фартук также защищает от сварочных брызг и УФ-лучей. Это также защитит вашу нижнюю одежду, чтобы она прослужила дольше.
- Носите кожаные ботинки , а не синтетические, иначе брызги на них легко растают и обожгут ногу.
- Сварочный респиратор — отличное дополнение от дыма.
- При использовании угловой шлифовальной машины надевайте беруши или наушники .
 Д.
Д.Онлайн-справка
Многие сварщики хотят бесплатно делиться своими знаниями и опытом в Интернете.
- Youtube — отличный помощник для всех, кто хочет изучать ремесла в Интернете. Вы можете наблюдать за работой высококлассных сварщиков. Канал Weldingtipsandtricks — прекрасный тому пример.
- Сварочные блоги, такие как Weldpundit и другие подобные. Помните о блогах, которые посвящены аффилированному маркетингу. Их содержание может быть не таким точным.
- Форумы любят сварку. Размещайте подробные вопросы с большим количеством фотографий, чтобы получить конкретные ответы.
- Также попробуйте quora. Некоторые опытные сварщики дают хорошие ответы, но многие пользователи просто копируют содержимое, которое они находят в Интернете.Постарайтесь задавать подробные вопросы, а не общие.
- Я бы не рекомендовал публиковать ваши сварные швы или вопросы на Facebook, чтобы узнать мнение. Попробуй форумы.
 Вы можете наблюдать за работой высококлассных сварщиков. Канал Weldingtipsandtricks — прекрасный тому пример.
Вы можете наблюдать за работой высококлассных сварщиков. Канал Weldingtipsandtricks — прекрасный тому пример. В то время как онлайн-материалы — это способ научиться сварке, старые книги могут дать вам очень подробные объяснения и помочь вам понять, как работает сварка, если вы захотите. Отличным примером является «Справочник Линкольна по дуговой сварке».
Базовая безопасность
Прежде чем приступить к сварке, первое, что необходимо изучить, — это безопасность при сварке.Вот основы.
Глаза
Сварочная дуга может достигать таких высоких температур, что выделяет ультрафиолетовых лучей (УФ). Эти лучи могут обжечь глаза, если смотреть на дугу без защиты. Это называется глазком сварщика. Все сварочные маски, защитные очки и защитные очки от известных производителей гарантированно блокируют 100% УФ-лучей.
Инфракрасные лучи (ИК) также вредны для глаз, но проблемы проявляются через много лет.Для этого они более опасны, так как большинство людей не подозревают о них. Все сварочные маски и защитные очки блокируют ИК-лучи, но большинство защитных очков — нет.
Наконец, видимый свет дуги также может повредить внутреннюю часть вашего глаза, но вы никогда не будете смотреть на него дольше доли секунды. Тем не менее, они вызовут у вас временную дезориентацию.
Дым
Дым от сварки и резки должен Вас больше всего беспокоить. Пары очень вредны и могут оставаться в воздухе в течение многих часов.
- Очень важный навык, который нужно правильно освоить при обучении сварке, — это держать голову подальше от дыма за счет правильного положения.
- Если вы ведете сварку в помещении, вам потребуется механическая вентиляция.
- Местная механическая вентиляция — лучшая мера предотвращения появления дыма. Эти машины работают как сверхмощные пылесосы, но предназначены для сварки. Вы помещаете их улавливающее устройство рядом с источником дыма, и оно поглощает их, прежде чем они распространятся в воздухе. Однако они довольно дорогие.
- После этого можно использовать закрепленную в стенах принудительную вентиляцию, чтобы освежить воздух во всем цехе.
- Наконец, вы можете использовать автономные вентиляторы, чтобы выдувать дым от себя во время сварки и направлять их наружу.
- В гараже можно начинать сварку, потому что вы можете иметь хорошую естественную вентиляцию 24 часа в сутки, 7 дней в неделю, открывая окна и двери. Любой ценой избегайте подвалов и других замкнутых пространств.
- Очистка металла от ржавчины, прокатной окалины и т. Д. До чистого металла снижает образование паров.
- Сварочные респираторы являются дополнением. Если вы не выполните предыдущие шаги, респиратора будет недостаточно.
 Любой ценой избегайте подвалов и других замкнутых пространств.
Любой ценой избегайте подвалов и других замкнутых пространств.УФ-лучи
УФ-лучи от дуги также могут обжечь вашу кожу, как солнце. Чаще всего от этого страдают участки кожи под подбородком и запястьями.
Накройте все свое тело защитной одеждой, потому что УФ-лучи могут отражаться от блестящих металлов, стен и пола и поражать вас со всех сторон. Особенно, если вы используете защитный газ аргон и большую силу тока.
Ожоги
Самая распространенная травма, которую получают все сварщики — это ожоги. Вскоре вы обнаружите, что сварной металл остается очень горячим в течение долгого времени после того, как вы закончили сварку.
Кроме того, искры и отколотый шлак попадут на вашу голову, уши и другие открытые участки кожи и обожгут вас. Будьте готовы к частым ожогам во время обучения.
Будьте готовы к частым ожогам во время обучения.
Пожар
Пожар — очень опасная опасность. Удалите из зоны сварки все легковоспламеняющиеся материалы, так как брызги сварочного материала или горячий шлак могут воспламенить их даже через несколько часов после того, как они упадут на них.
Искры от угловой шлифовальной машины могут вызвать возгорание на большом расстоянии. Обязательно наличие огнетушителя и ведра с песком.
Поражение электрическим током
Поражение электрическим током — еще одна серьезная опасность, но когда вы используете сухие защитные средства и соблюдаете все другие меры безопасности, это почти невозможно.
- Наиболее опасно поражение электрическим током от самого сварочного аппарата в случае утечки тока.
- Сварочный ток современных сварочных аппаратов имеет низкое напряжение и не может проходить в ваше тело, но вы можете получить удар электрическим током, если ваша кожа будет влажной или порезанной.
- Убедитесь, что электрические розетки, автоматические выключатели и кабели могут выдерживать силу тока сварочного аппарата.
- Ни в коем случае не выполняйте сварку, если место или оборудование мокрые.

Газовые баллоны
Газовые баллоны, включая их чашки, очень прочные. Что чувствительно, так это клапан, когда вы используете баллон. Если клапан сломается, баллон превратится в торпеду, способную пробить стенки.
Держите их в вертикальном положении и закрепите цепью, чтобы они не упали.Кроме того, держите их и их шланги вдали от источников тепла и электричества, а также в чистоте от легковоспламеняющихся материалов, смазок, масел и т. Д.
Все защитные газы не горючие, но могут вызвать удушье в замкнутом пространстве.
Заключительные мысли
Многие люди учатся сварке собственными силами, и вы тоже. Вы сможете создавать простые проекты, такие как различные столы, полки, стеллажи, костровые ямы и т. Д. Или вы можете создавать художественные проекты и ремонтировать свое оборудование.
Тем не менее, было бы лучше получить помощь сварщика, который время от времени наблюдал бы за вами во время сварки. Он может исправить вашу технику сварки и предупредить вас, если на вашу голову попадет сварочный дым, даже если вы думаете, что у вас все в порядке.
Он может исправить вашу технику сварки и предупредить вас, если на вашу голову попадет сварочный дым, даже если вы думаете, что у вас все в порядке.
Сварка — это укладка хороших валиков, но также знание и соблюдение всех правил техники безопасности.
Другие статьи Weldpundit
Можете ли вы сварить дома? Основные соображения.
Сравнение процессов сварки стержнем и порошковой проволокой.
Электроды для стержневой сварки (SMAW). Технические характеристики и категории.
Выбор электродов для стержневой сварки для начинающих: тип, размер и сила тока.
Почему мой сварочный аппарат не работает со стержнями 6010?
Можно ли удерживать электрод при сварке электродом? Когда и как.
Руководство по сварочным магнитам: использование, типы и что следует учитывать.
Замена защитного газа в резервуарах? — Сварка / Fab Общее обсуждение
Скорее всего, вы сможете получить 100% аргон. Как уже упоминалось, я без проблем поменяю баллоны аналогичного размера на другие газы. Я регулярно меняю миграционный газ на аргон, азот на O2 или что-то еще, в зависимости от того, для чего мне может понадобиться дополнительный баллон.
Я регулярно меняю миграционный газ на аргон, азот на O2 или что-то еще, в зависимости от того, для чего мне может понадобиться дополнительный баллон.
Также можно сделать так, чтобы они вакуумировали и продували цилиндр, чтобы вы могли использовать один и тот же баллон для другого газа (в разумных пределах, если они используют один и тот же клапан CGA). Это то, что делает большинство мест, когда меняют баллоны в заправочном центре. За небольшие операции, которые заполняются сами собой, взимается дополнительная плата.
Что касается вашего ВЧ-бокса, какой у вас вопрос? Вам действительно не нужен ВЧ-бокс, чтобы выполнить базовую сварку с нуля на любом сварочном аппарате постоянного тока.Вам понадобится тигровая горелка с воздушным охлаждением и газовым клапаном, а также расходные материалы для горелки (вольфрам, цанга, корпус цанги, чашка или детали газовой линзы. Все они обычно зависят от размера вольфрама, за исключением чашки), силовой блок и газовый шланг и расходомер для подключения аргона и, конечно же, 100% аргона.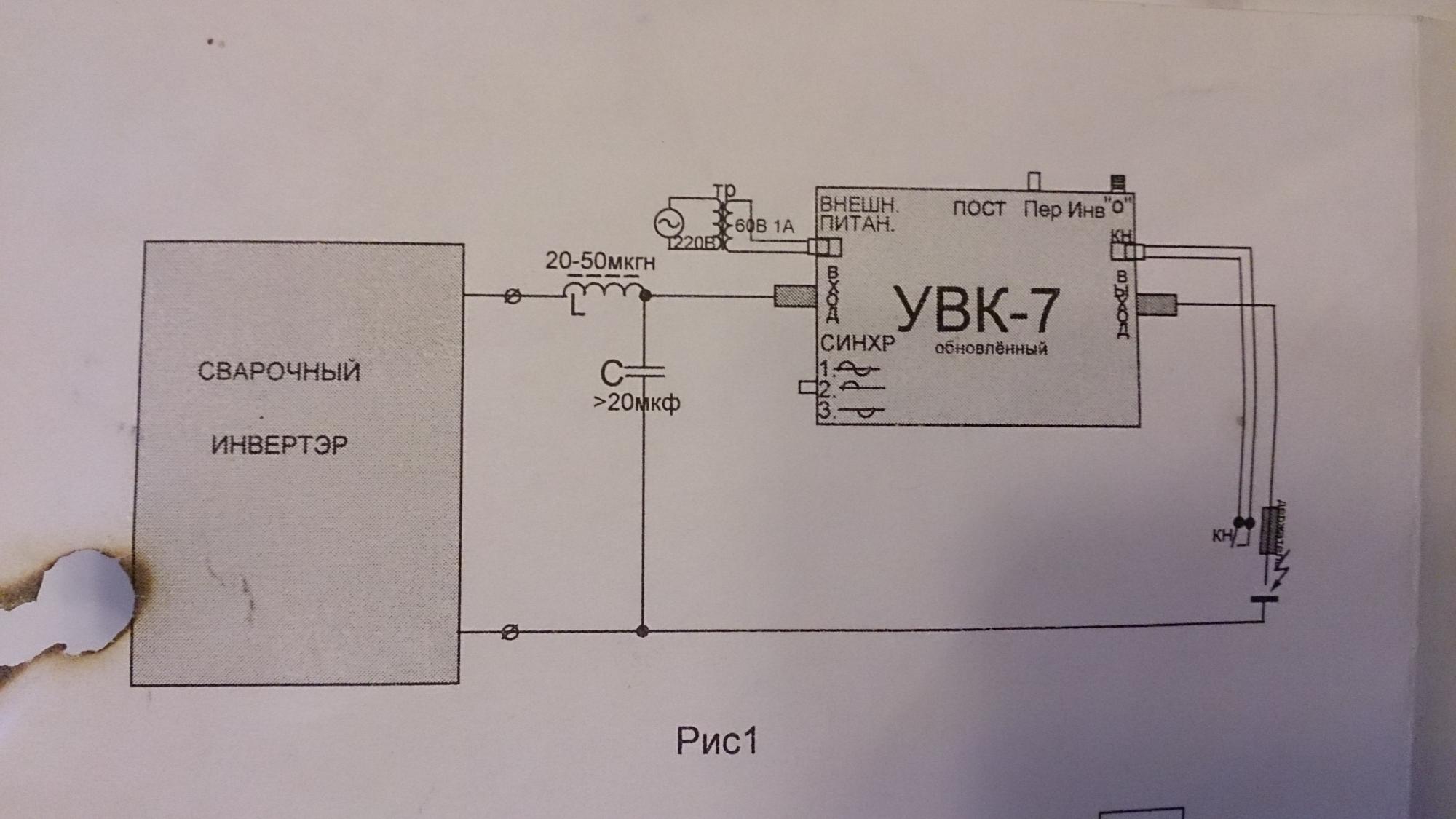 Плавно регулируемые устройства постоянного тока работают лучше, чем устройства с фиксированными ответвителями, поскольку они позволяют лучше настроить усилители для того, что вы делаете. При любой из этих настроек у вас не будет удаленного управления усилителем, даже если в вашем ВЧ-боксе есть педаль.Если это так, все, что нужно сделать, — это включить / выключить питание и ВЧ, а не производить регулировку усилителя, как это делается на специализированном тигле-аппарате. Педаль на коробке HF действительно облегчает запуск / остановку борта, чем простой запуск с нуля, но это не обязательно.
Плавно регулируемые устройства постоянного тока работают лучше, чем устройства с фиксированными ответвителями, поскольку они позволяют лучше настроить усилители для того, что вы делаете. При любой из этих настроек у вас не будет удаленного управления усилителем, даже если в вашем ВЧ-боксе есть педаль.Если это так, все, что нужно сделать, — это включить / выключить питание и ВЧ, а не производить регулировку усилителя, как это делается на специализированном тигле-аппарате. Педаль на коробке HF действительно облегчает запуск / остановку борта, чем простой запуск с нуля, но это не обязательно.
Если у вас есть автомат только переменного тока, вам не повезло. AC tig используется для квасцов, и для этого вам потребуется постоянная высокая частота для поддержания дуги. Однако с мертвой базовой машиной Ac Stick трудно работать с квасцами, так как у вас нет управления усилителем.Я видел, как это делается, но чтобы добиться хороших результатов, нужно обладать большим умением. ВЧ-боксы часто используются с приводами двигателей, которые имеют как выход переменного тока, так и штыревой соединитель, позволяющий дистанционно управлять усилителем (хороший пример — старые модели Miller Trailblazers с переменным током).
Тиг, дай мне знать. Мне понадобятся картинки и подробные описания того, какие детали у вас уже есть, и я могу сказать вам, что подойдет, а что нет, и что вам может понадобиться.
Можно ли использовать смесь аргона с CO2 для сварки TIG? — Сделать из металла
Обычно сварка TIG выполняется с использованием чистого аргона в качестве защитного газа, а для MIG используется газ аргон-CO2. Однако с ростом популярности многоцелевых сварочных аппаратов, которые могут выполнять как MIG, так и TIG, многие ребята хотят знать, смогут ли они упростить настройку и использовать один газ для обоих.
Можно ли использовать смесь аргона с CO2 для сварки TIG? Использование этой смеси для TIG — действительно плохая идея, так как ваш вольфрамовый электрод мгновенно перегорит.Это , а не , подходящий газ для сварки TIG.
Различные потребности для разных сварных швов
Чтобы вы могли понять, почему нет экономичного газа, подходящего для любителей MIG / TIG, давайте кратко рассмотрим, что газ делает для каждого процесса сварки.
Сварка TIG использует газ для защиты вольфрамового электрода от загрязнений окружающей среды, таких как кислород, азот и водород. Также необходима более стабильная дуга, поскольку электрод необходимо держать на строго контролируемом расстоянии от заготовки
Аргон обеспечивает полную инертность сварочной среды и помогает формировать очень стабильную и управляемую дугу.
Двуокись углерода (CO2) на самом деле является активным газом. Это вызывает окисление, особенно вокруг вольфрама (который является электродом в сварочном аппарате TIG).
Сварка МИГ имеет разные потребности. Если вы используете аргон со сварочным аппаратом MIG, ваши сварные швы будут широкими и плохо проплавленными. Вот почему мы добавляем углекислый газ.
CO2 способствует образованию более горячей сварочной ванны, которая течет глубже и быстрее. Сталь способна справляться с контролируемыми атмосферными реакциями вокруг сварочной ванны, поэтому мы не сталкиваемся с такими проблемами, как охрупчивание или другими проблемами, с которыми могут столкнуться другие металлы.
Короче говоря, для сварки TIG требуется чистый аргон для защиты вольфрамового электрода, а сварка MIG лучше всего работает со смесью аргона / диоксида углерода 75% / 25%, чтобы обеспечить хорошее проплавление и текучесть.
Гелий
Гелий — это газ, который меняет все. Вы можете использовать его вместе с аргоном как для сварки MIG, так и для сварки TIG.
Однако — дорогое удовольствие, и его трудно достать. Цены всегда колеблются, но гелий обычно в три раза дороже аргона, и его трудно найти в большинстве мест.
Обычно он используется только для крупных промышленных предприятий, например, для сверхмощных роботизированных сварочных аппаратов MIG. Гелий нагревает сварочную ванну, и с его помощью вы можете сваривать намного быстрее. То, что вы платите за гелий, можно получить за счет более высоких темпов производства.
Таким образом, смесь MIG с 75% аргона и 25% гелия может отлично работать для некоторых крупных промышленных предприятий, работающих в тяжелых условиях, но это просто нецелесообразно для небольшого магазина или любителя.
Для сварки TIG есть свои плюсы и минусы.
Гелий увеличивает тепло и снижает стабильность. Многие сварщики сталкиваются с проблемами чистоты сварных швов, когда добавляют к аргону гелий, иногда в виде черной сажи.
Почему для сварки TIG следует использовать гелий?
Если вы делаете толстую алюминиевую пластину, дополнительное тепло, получаемое от гелия, может помочь вам получить намного больше сварочной мощности от меньшего аппарата. Вы также можете сваривать намного быстрее даже на более легких материалах.
Однако сварка TIG с гелиевой смесью — это совсем другое дело, и нужно много практики, чтобы не навести беспорядок.Большинству специалистов намного проще просто придерживаться чистого аргона, особенно если они сваривают алюминий толщиной 1/4 дюйма или тоньше.
Ответ для многоцелевых машин
Для любителей, которым просто нужен хороший выбор вариантов сварки на расстоянии вытянутой руки, есть несколько вещей, которые помогут решить, на что потратить деньги.
Например, вам может потребоваться просто дуговая сварка порошковой проволокой (FCAW), также иногда называемая безгазовой сваркой MIG. Провод значительно дороже, но вам не нужно использовать газовый баллон.Ожидайте, что вы заплатите где-то 2-3 раза за проволоку с флюсовым сердечником по сравнению с обычной сплошной проволокой, но часто это лучший выбор для любителей.
Тогда вы можете просто купить небольшую бутылку аргона, когда захотите сделать TIG. Переключение шлангов для быстрой 10-минутной сварки может быть проблемой, если вы не проявите творческий подход к сантехнике.
Если вы занимаетесь сваркой в гараже менее чем раз в неделю, я определенно подумал бы о том, чтобы придерживаться FCAW и TIG.
Но если вы пользуетесь своим аппаратом чаще, то в течение года вам может стоить меньше, если вы просто проглотите его и купите два разных баллона для MIG и TIG.
В любом случае универсального решения не существует.
Если вы пытаетесь найти варианты настройки дома, обязательно прочтите мое руководство по сварочному оборудованию для начинающих.
Руководство для начинающих по смесям защитных газов и смеси аргона с CO2 для сварки MIG
Вы новичок в сварке в среде инертного газа (MIG) или любитель, пытающийся понять, как сваривать и производить плавную сварку? Вы часто бываете немного разочарованы тем, что конечный продукт, который вы получили, представляет собой материал, заполненный порами и брызгами? Будьте немного добрее к себе, если у вас было всего несколько попыток, и начните читать эту статью, поскольку это может быть просто решением и необходимой информацией.
В этой статье обсуждаются различные защитные газы, которые вы можете использовать, чтобы ваши сварочные работы были такими, какими вы их представляли. Но прежде чем мы перейдем к этому, давайте сначала поговорим о чем-то немного знакомом — о различных сварочных задачах.
Что такое защитный газ?
Защитный газ, судя по названию, действует как защита сварочного газа, так что никакой другой материал из внешней среды не может проникнуть в сварной шов. Если вы посмотрите на ракету, выходящую из пистолета MIG, она будет двигаться по прямой траектории, а не будет выглядеть как рассеянный дым.Защитный газ делает возможным этот линейный путь.
Если вы посмотрите на ракету, выходящую из пистолета MIG, она будет двигаться по прямой траектории, а не будет выглядеть как рассеянный дым.Защитный газ делает возможным этот линейный путь.
Дефекты сварки, такие как пористость, непровар или непровар, трещины, брызги и перекрытия, не возникнут с вашим материалом при использовании подходящего защитного газа. Это совершенство достигается благодаря тому, что в сварной шов не попадают другие газы, такие как кислород, водород или азот.
Помимо предотвращения дефектов, использование подходящего защитного газа обеспечивает более глубокое проплавление, стабильность дуги и легкий изгиб свариваемого материала.У вас будет конечный продукт, который будет выглядеть чистым снаружи и твердым внутри.
Газы, используемые для сварки MIG
При сварке MIG несколько газов могут быть смешаны для создания надежного экрана. К этим газам относятся следующие:
- Аргон
- Двуокись углерода
- Азот
- Кислород
- Гелий
Газ аргон для сварки MIG является наиболее часто используемым и смешанным газом среди этих газов. Аргон — это тип инертного газа, который обеспечивает реакцию с другими газами, в результате чего дефекты сварки не возникают.Вместе с тем, что он не реагирует с другими газами, аргон удовлетворяет потребности в сварке защитным экраном.
Аргон — это тип инертного газа, который обеспечивает реакцию с другими газами, в результате чего дефекты сварки не возникают.Вместе с тем, что он не реагирует с другими газами, аргон удовлетворяет потребности в сварке защитным экраном.
Аргон также можно использовать отдельно, хотя это не рекомендуется. Смесь аргона для сварки MIG — лучший выбор. Вы часто будете видеть аргон для сварки MIG во всех смесях защитных газов, указанных ниже.
Лучшая смесь аргона для сварки MIG
В этом списке представлена лучшая смесь аргона для сварки MIG. Вы можете основываться на своем опыте, какая из комбинаций подходит вам лучше всего, или вы можете спросить мнение продавцов газа при покупке газов.Они мастера своего дела.
- 100% аргон
Использование 100% аргона для сварки возможно, но не рекомендуется. Аргон может быть газом, которого у вас больше всего в сварочной комнате, потому что вы всегда его используете. Когда на полке остается единственный газ и вы торопитесь закончить сварку, вы можете использовать 100% аргон.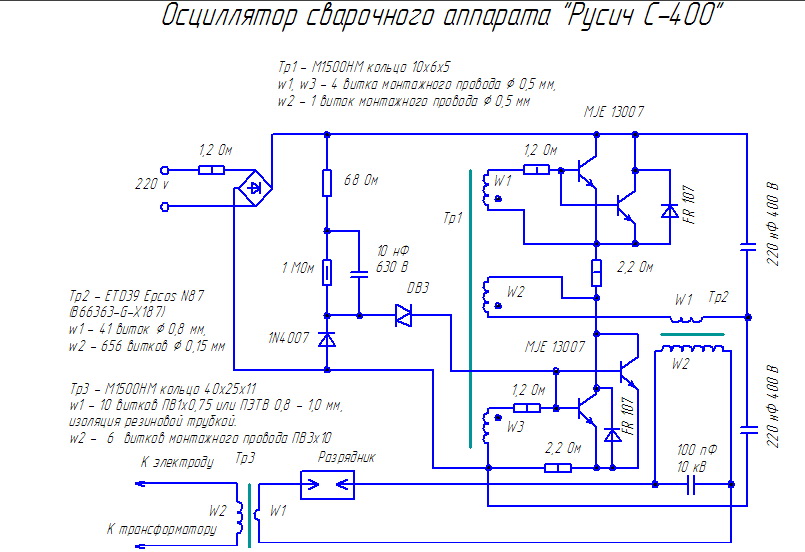
Преимущества 100% аргона
Единственное преимущество, которое вы получите от использования смеси чистого аргона для сварки MIG, — это ее готовность к использованию в любое время.
Недостатки 100% аргона
Хотя использовать 100% аргон удобно, результат вам не понравится. Использование 100% аргона создаст нестабильную дугу, поскольку напряжение и мощность дуги уменьшаются только при использовании аргона в качестве газа.
Кроме того, сварочная ванна не будет расплавляться так, как в других смесях аргона. В результате более глубокое проникновение будет невозможно. Из-за меньшей податливости металлического материала его будет нелегко согнуть и скрутить.
Эти недостатки станут более выраженными, если вы попытаетесь сварить сталь 100% аргоном.
- Смесь аргона с CO2 для сварки MIG
Прежде чем мы перейдем к использованию смеси аргона и углекислого газа, вы должны знать, что углекислый газ можно использовать независимо, обеспечивая глубокое проникновение даже в толстые материалы. Вы можете спросить, что лучше: сварка MIG с использованием CO2 или аргона. Ответ — смесь аргона и углекислого газа — лучшая.
Вы можете спросить, что лучше: сварка MIG с использованием CO2 или аргона. Ответ — смесь аргона и углекислого газа — лучшая.
Преимущества смеси аргона и CO2
Получите правильные измерения от 75% до 95% аргона и от 5% до 25% диоксида углерода.Смесь будет охватывать следующие области для улучшения сварки чистым аргоном и чистым диоксидом углерода.
- Будет меньше брызг и подрезов, чем при использовании чистого диоксида углерода. Вы можете рассчитывать на плавный вывод.
- Дуга будет более стабильной по сравнению с использованием чистого диоксида углерода.
- Сварочная ванна будет лучше плавиться, что обеспечит более глубокое проплавление.
- Смесь аргона и углекислого газа обеспечивает достаточное количество тепла для изгиба и скручивания материала.
При всех этих преимуществах сварка MIG с использованием CO2 и аргона не является вопросом, но гораздо важнее знать, как их использовать вместе.
Недостатки смеси аргона и диоксида углерода
Единственным недостатком использования смеси аргона и диоксида углерода является стоимость. Для любителей цена может быть не такой низкой, как другие газы, но опыт стоит потратить. Для более известных компаний с финансовыми ресурсами смесь аргона и углекислого газа является выгодным вложением.
Для любителей цена может быть не такой низкой, как другие газы, но опыт стоит потратить. Для более известных компаний с финансовыми ресурсами смесь аргона и углекислого газа является выгодным вложением.
- Смесь аргона и гелия
Если вы свариваете толстые материалы, подойдет комбинация от 25% до 75% гелия и от 25% до 75% аргона.
Преимущества смеси аргон + гелий
Отношение аргона к гелию в создаваемой смеси будет определять глубину проплавления, скорость движения сварного шва и ширину валика. В присутствии гелия ваши сварочные работы будут быстрее из-за более горячей дуги. С гелием можно быстрее расплавить даже толстую сталь.
Недостатки смеси аргон + гелий
Скорость сварки гелием имеет свою цену. Этот микс обойдется вам немного дороже, но если ваш приоритет — скорость, а не стоимость, то это лучший микс для вас.
- Trimix — 90% гелия, 7,5% аргона и 2,5% CO2
В совокупности эти три материала обеспечивают лучший сварной шов для нержавеющей стали.
Преимущества Trimix
Как отдельные сварочные газы, гелий, аргон и углекислый газ могут создать качественный сварной шов.Гелий лучше всего подходит для толстых материалов. Углекислый газ обеспечивает глубокое проникновение, а аргон является инертным газом, который создает лучшую защиту. Вы можете рассчитывать на более гладкий конечный продукт, содержащий смесь 90% гелия, 7,5% аргона и 2,5% углекислого газа.
Недостатки Trimix
Тримикс — еще один дорогой выбор для защитного газа для сварки MIG. Тем не менее, вложение того стоит из-за преимуществ, которые оно приносит. Предположим, вы стремитесь к результату, который заставит вас гордиться, потому что он визуально приятен и прочен.В этом случае вам лучше всего подойдет тримикс.
- Аргон и кислород
Кислород — это один из газов, который вызывает брызги и поры на сварном шве. Тем не менее, если кислород используется в правильном количестве, он может улучшить вашу сварку.
Преимущества смеси аргона и кислорода
Добавление 2% кислорода к аргону обеспечивает более быструю сварку и более стабильную дугу для сварки TIG. Также уменьшается напряжение сварочной ванны, что позволяет лучше создавать сварочную ванну.
Недостатки смеси аргона и кислорода
Обратите внимание, что вы не должны использовать эту смесь для материалов из меди, магния и алюминия.
- Аргон и азот
Еще одним газом в атмосфере, который создает пористость в области сварного шва, является азот. Тем не менее, от правильной смеси аргона можно ожидать много преимуществ.
Преимущества смеси аргона и азота
При добавлении в правильном количестве вы можете получить такие преимущества, как усиление дуги, более глубокое проплавление, устойчивость к коррозии и предотвращение потерь азота в свариваемом материале.
Недостатки смеси аргона и азота
Слишком много азота может вызвать хрупкость свариваемого материала, а также пористость.