Автоматическая аргонодуговая сварка неплавящимся электродом
Использование аргонодуговой сварки в промышленности во многом расширило использование различных видов металла, а также обеспечило сварке более прочные позиции. Автоматическая аргонодуговая сварка неплавящимся электродом является одним из примеров пика развития данной технологии. Аргон обеспечивает надежную защиту сварочной ванны от влияния внешних факторов, благодаря чему существенно снижается вероятность появления брака и даже мелких дефектов. Он не вступает в реакцию с металлами и воздухом, так что на данный момент является одним из лучших материалов в соотношении цены и качества. Возможность использования данной технологии в автоматических машинах позволяет сделать процесс производства более дешевым, исключить человеческие ошибки и наладить серийный выпуск металлических изделий.
Автоматическая аргонодуговая сварка
Область применения
Данная технология применяется только на различных предприятиях по выпуску металлоконструкций. Это обусловлено дороговизной используемого оборудования, сложностью настройки и прочими нюансами. Вручную сварить одну-две детали намного проще, чем настраивать автоматические машины. Это целесообразно только при достаточно больших загрузках. Системы являются универсальными и могут перестраиваться под заданный предел параметров. Автоматическая аргонодуговая сварка используется для высоколегированных металлов, цветных, а также для разнородных, с чем не может справиться какой-либо другой вид. Если ручная разновидность применяется для ремонта, то эта служит преимущественно для сваривания новых деталей.
Это обусловлено дороговизной используемого оборудования, сложностью настройки и прочими нюансами. Вручную сварить одну-две детали намного проще, чем настраивать автоматические машины. Это целесообразно только при достаточно больших загрузках. Системы являются универсальными и могут перестраиваться под заданный предел параметров. Автоматическая аргонодуговая сварка используется для высоколегированных металлов, цветных, а также для разнородных, с чем не может справиться какой-либо другой вид. Если ручная разновидность применяется для ремонта, то эта служит преимущественно для сваривания новых деталей.
Преимущества
Автоматическая сварка обладает следующим рядом преимуществ:
- Процесс соединения происходит быстро, особенно, если речь идет о нескольких одинаковых операциях;
- Швы получаются высокого качества, так как аргон дает надежную защиту;
- Есть возможность соединять разнородные металлы, с которыми не может справиться другая технология;
- Исключается фактор человеческих ошибок;
- На обслуживание установки требуется минимальное количество людей.


Недостатки
Здесь также имеется ряд существенных недостатков, ограничивающих сферу применения автомата:
- Невозможно сварить любой шов, так как для этого нужно перестраивать всю систему, а некоторые из вариантов могут не подойти по параметрам, тогда как вручную это не составит труда сделать;
- Высокая дороговизна техники, так что даже не каждое производство может позволить себе подобное оборудование;
- Ограниченность параметров настроек в определенных пределах;
- Если во время работы произойдет сбой, то бракованной может оказаться вся партия изделий.
Режимы сварки
Толщина основного металла, мм | Величина зазора, мм | Диаметр присадочного материала, мм | Сила тока, А | Напряжение, В | Скорость наплавки шва, м/ч | Расход газа, литры/мин | Как проводится сварка |
0,8 | 0-0,5 | 0,8 | 110 | 17,5-19 | 40-85 | 6-7 | На прокладке из меди |
1 | 1 | 125 | 18-20 | 30-55 | 7-8 | ||
| 1 | 1,2 | 135 | 18-20 | 40-85 | 7-8 | На весу или на прокладке из меди | |
1,2 | 0-0,5 | 1,2 | 135 | 18-20 | 30-55 | 6-8 | На прокладке из меди |
150 | 40-80 | 7-8 | На весу или на прокладке из меди | ||||
| 2 | 0-0,5 | 1,4 | 200 | 19-22 | 30-70 | 8-9 | На весу |
5 | 0-1 | 2 | 350 | 21-35 | 30-45 | 9-15 |
Принцип работы и технология
Автоматическое оборудование для аргонодуговой сварки работает по той же технологии, что и ручное. Здесь металл расплавляется при помощи дуги, которая защищена аргоном от негативного воздействия внешней среды. Но здесь все управляется при помощи автоматов. Человек задает нужную программу и техника выполняет все самостоятельно на заданных параметрах.
Здесь металл расплавляется при помощи дуги, которая защищена аргоном от негативного воздействия внешней среды. Но здесь все управляется при помощи автоматов. Человек задает нужную программу и техника выполняет все самостоятельно на заданных параметрах.
Автоматическая аргонодуговая сварка неплавящимся электродом
Тут проводится одно соединение металлических изделий одинаковой формы, идущих одно за другим. Этот процесс может осуществляться беспрерывно, пока идет снабжение расходными материалами.
При выборе режимов нужно учитывать не только те параметры, которые будут задействованы во время работы, чтобы не пропалить металл и проварить его на нужную глубину. Здесь также нужно учесть особенности пространственного положения и прочее. Основная работа сварщика заключается в правильной подготовке и проверке материалов, выбора нужного режима, а также контроль процесса.
«Важно!
Для работы на каждой модели установки потребуется свое обучение специалиста.»
 youtube.com/embed/qWezBfgZYkM» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/qWezBfgZYkM» frameborder=»0″ allowfullscreen=»allowfullscreen»> Сварочные материалы и оборудования
В качестве основных сварочных материалов и используемого оборудования применяются следующие вещи:
- Сварочная проволока – основной расходный материал, который применяется для наплавки металла шва;
- Неплавкий электрод – инструмент для создания и поддерживания электрической дуги;
- Горелка – служит для подачи газа;
- Аргон – основной защитный газ;
- Автоматическая система для подачи заготовок и управления сварочными инструментами.
Техника безопасности
Практически все правила техники безопасности касаются здесь предварительной подготовки. Ведь если все будет хорошо подобрано, то вероятность возникновения опасной ситуации становится минимальной. Специалист не должен проводить процедуры настройки и ремонта при включенном аппарате. Источник газа должен находиться на расстоянии от 10 метров от источника огня. Во время автоматического процесса сваривания не разрешается проводить ни каких манипуляций, так как это может не только помешать технологии сваривания, но и навредить здоровью.
Во время автоматического процесса сваривания не разрешается проводить ни каких манипуляций, так как это может не только помешать технологии сваривания, но и навредить здоровью.
Заключение
Среди всех разновидностей, которые используются в современной промышленности, автоматы являются одними из наиболее сложных и высокотехнологичных изделий. В свою очередь, аргонодуговая сварка является лучшим решением для сложно свариваемых металлов. Объединение данных вещей позволило создать высококачественное оборудование для сварки сложных деталей. Для промышленности это стало настоящим прорывом, так как работа, выполняемая большим количеством людей, теперь может проводиться одной машиной и намного быстрее.
Аргонодуговая сварка неплавящимся вольфрамовым электродом | Электросварщик оборудования АЭС | Архивы
- эксплуатация
- монтаж
- электростанция
- атомная энергетика
Содержание материала
- Электросварщик оборудования АЭС
- Об устройстве атомной электрической станции
- Особенности производства работ при монтаже
- Требования Правил Госгортехнадзора
- Стали, применяемые для изготовления оборудования
- Сварочные материалы и проволока
- Характеристики электродов
- Приемка, хранение, проверка качества и использование сварочных материалов
- Аргонодуговая сварка неплавящимся вольфрамовым электродом
- Техника аргонодуговой сварки
- Трубопроводы атомных электростанций
- Подготовка и сборка труб под сварку
- Рекомендации по сварке стыков трубопроводов
- Технология сварки трубопроводов из коррозионно-стойких аустенитных сталей
- Сварка высоколегированных аустенитных коррозионно-стойких сталей
- Технология сварки трубопроводов из перлитных сталей
- Особенности сварки стыков труб из разнородных сталей
- Сварка трубопроводов из двухслойных сталей
- Рекомендации по сварке металлоконструкций
- Подготовка и сборка металлоконструкций под сварку
- Сварка крупногабаритных металлоконструкций реактора РБМК-1000
- Изготовление и монтаж тонколистовых облицовок помещений АЭС
- Изготовление и монтаж цилиндрических вертикальных резервуаров большой емкости из коррозионно-стойких сталей
- Технология сварки листовых конструкций из двухслойных сталей
- Контроль качества сварных соединений
- Методы контроля качества сварки, применяемые при монтаже узлов и конструкций
Страница 9 из 26
ГЛАВА ТРЕТЬЯ АРГОНОДУГОВАЯ СВАРКА НЕПЛАВЯЩИМСЯ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ
1. СУЩНОСТЬ СПОСОБА
СУЩНОСТЬ СПОСОБА
Важнейшим преимуществом аргонодуговой сварки является возможность сварки металла в широком диапазоне толщин (от 0,5 до 60 мм) с полным проплавлением свариваемых кромок и с хорошим формированием обратного валика во всех пространственных положениях. Схема аргонодуговой сварки показана на рис. 3-1.
Рис. 3-1. Схема аргонодуговой сварки вольфрамовым электродом. 1 — присадочная проволока; 2 — электрическая дуга; 3 — вольфрамовый электрод; 4— защитная струя аргона; 5 — ванна расплавленного металла; 6— горелка; 7 — сварной шов.
Сварные швы, выполненные аргонодуговой сваркой, обладают хорошим внешним видом, сплошностью и высокими механическими свойствами. Соединения из коррозионно-стойких аустенитных сталей также обладают наиболее высокой по сравнению с другими методами сварки коррозионной стойкостью.
Аргонодуговая сварка сталей производится на постоянном токе при прямой полярности (минус на вольфрамовом электроде). Дуга в аргоне легко зажигается, горит спокойно, и устойчиво.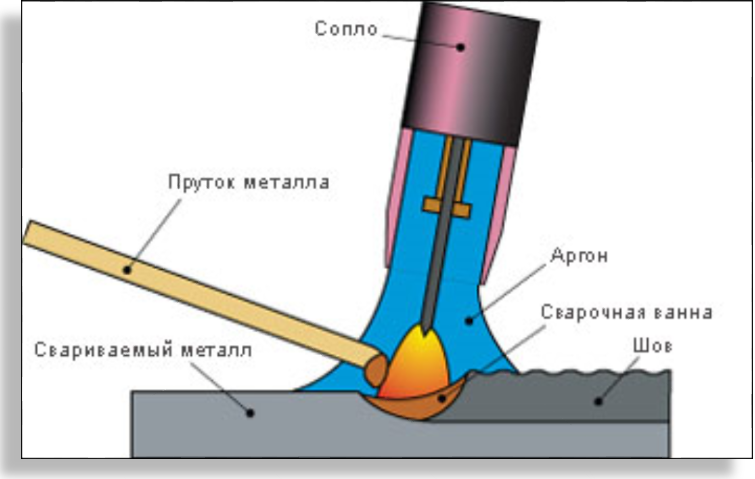
При аргонодуговой сварке струя аргона хорошо защищает дугу и зону плавления от атмосферы воздуха, благодаря чему почти не происходит выгорания элементов основного и присадочного металлов. Это обстоятельство позволяет производить сварку легированных сталей сварочными проволоками, почти не отличающимися по химическому составу от свариваемых сталей.
Иначе обстоит дело при сварке низкоуглеродистых сталей. В отличие от легированных эти стали хуже раскислены, и применение сварочной проволоки аналогичного со свариваемой сталью химического состава приводит к кипению сварочной ванны и образованию пор в шве. Для предотвращения этого явления и устранения пор при сварке углеродистых сталей необходимо применять сварочные проволоки, легированные достаточным количеством раскисляющих элементов (марганцем, кремнием), например, Св-10ГС, Св-08Г2С и др.

2. ОБОРУДОВАНИЕ И СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ РУЧНОЙ АРГОНОДУГОВОЙ СВАРКИ
При аргонодуговой сварке используются источники постоянного тока. Для более точного регулирования сварочного тока применяют балластные реостаты. На практике применяют также питание постов аргонодуговой сварки от многопостовых источников тока. В этом случае многопостовой выпрямитель (ВКСМ-1000, ВДМ-1601) включают на прямую полярность, и от него питаются только аргонодуговые посты.
Для сварки наиболее ответственных трубопроводов АЭС применяются посты аргонодуговой сварки, оборудованные осцилляторами и устройствами дистанционного включения и отключения сварочного преобразователя. Схема такого поста показана на рис. 3-2. Включение и отключение источника тока производятся кнопкой 14, установленной на горелке 8.
Основные параметры | Марка редукторов | ||
АР-10 | АР-40 | АР-150 | |
Расход газа, л/мин: |
|
|
|
по черной шкале (дюза № 1) . | 0,5—2,0 | 5—14 | 10—40 |
по красной шкале (дюза № 2) | 25—10 | 14—40 | 40—150 |
Диаметр расходных дюз, мм: |
|
| 0,8 |
дюза № 1 | 0,2 | 0,55 | |
дюза № 2 | 0,4 | 0,75 | 1,6 |
 .
.Технические данные редукторов для защитных газов представлены в табл. 3-2.
3. ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ И ЗАЩИТНЫЙ ГАЗ ДЛЯ АРГОНОДУГОВОЙ СВАРКИ
Вольфрамовые прутки, применяющиеся при ручной аргонодуговой сварке, относятся к так называемым неплавящимся электродам.
Вольфрам является тугоплавким металлом и обладает высокой электро- и теплопроводностью. Температура его плавления 3377°С, температура кипения — около 5000°С. Вольфрамовые прутки изготавливаются из порошка путем прессования, спекания, проковки и последующего волочения. Во время этих операций происходит сваривание отдельных частиц вольфрама.
Во время этих операций происходит сваривание отдельных частиц вольфрама.
В настоящее время для сварки сталей наибольшее применение получили лантанированные и иттрированные вольфрамовые прутки диаметром 2—3 мм марок ВЛ-2, ВЛ-10, BЛ-15 и СВИ-7, поставляемые по специальным техническим условиям. Добавка к вольфраму небольшого количества лантана и иттрия существенно облегчает зажигание и поддержание горения дуги, допускает большую плотность тока и увеличивает стойкость самого электрода.
В качестве защитного газа для ручной дуговой сварки неплавящимся электродом применяется аргон.
По ГОСТ 10157-73 аргон для сварки выпускается трех сортов: высший, 1-й и 2-й.
 В высшем сорте аргона содержится 98,988% по объему, в 1-м — 98,98% и во 2-м — 98,95%. Для сварки на АЭС допускается использование всех сортов аргона.
В высшем сорте аргона содержится 98,988% по объему, в 1-м — 98,98% и во 2-м — 98,95%. Для сварки на АЭС допускается использование всех сортов аргона.Аргон поставляется в жидком или в газообразном состоянии в баллонах. В баллоне емкостью 40 л при давлении 150 кгс/см2 помещается 6000 л или 6 м3 аргона.
Каждый баллон имеет паспорт, в котором указываются сорт аргона, партия, дата наполнения, наименование предприятия — изготовителя аргона.
- Назад
- Вперед
- Назад
- Вперед
- Вы здесь:
- Главная
- Книги
- Архивы

Читать также:
- Эксплуатация АЭС
- Щиты управления ЩДГА-Б, ЩАВ-Б
- Транспортировка установка и свертывание ДЭС
- Эксплуатация генераторов, синхронных компенсаторов
- Область применения электростанций собственных нужд, режимы работы, основные требования
Почему сварка TIG лучше, чем сварка MIG
При сварке TIG и сварке MIG для создания сварного шва используются электрические дуги, присадочные металлы и защитные газы. Но их методы, применение и отделка совершенно разные. Как и в любом сварочном проекте, успех зависит от выбора правильных процессов и оборудования. Поэтому мы составили список причин, по которым следует предпочесть сварку TIG сварке MIG. (Нажмите здесь, чтобы узнать о причинах выбора сварки MIG вместо сварки TIG.)
СВЯЗАННЫЙ : Оборудование и процессы для дуговой сварки
Качество Если сварка MIG известна количеством, то TIG является ее аналогом по качеству. Он производит тонкий, чистый, красиво обработанный сварной шов, который является явным победителем, когда важны детали. Он очень хорошо работает с широким спектром более тонких материалов, таких как алюминий и сплавы нержавеющей стали, и является предпочтительным процессом для точной настройки небольших проектов, таких как оружейное дело, ящики для инструментов, ремонт или декоративные детали. Таким образом, TIG является лучшей альтернативой для проектов с акцентом на эстетическую привлекательность. Его популярность также растет в крупных отраслях, требующих прецизионных деталей и оборудования, таких как транспорт, аэрокосмическая и военная промышленность.
Он производит тонкий, чистый, красиво обработанный сварной шов, который является явным победителем, когда важны детали. Он очень хорошо работает с широким спектром более тонких материалов, таких как алюминий и сплавы нержавеющей стали, и является предпочтительным процессом для точной настройки небольших проектов, таких как оружейное дело, ящики для инструментов, ремонт или декоративные детали. Таким образом, TIG является лучшей альтернативой для проектов с акцентом на эстетическую привлекательность. Его популярность также растет в крупных отраслях, требующих прецизионных деталей и оборудования, таких как транспорт, аэрокосмическая и военная промышленность.
Сварка ВИГ может обеспечить такой уровень точности, поскольку оператор имеет больший контроль над горелкой по сравнению со сваркой МИГ. В отличие от горелки MIG, которая содержит электрод и присадочный металл в одной системе, TIG использует нерасходуемый вольфрамовый электрод для формирования дуги.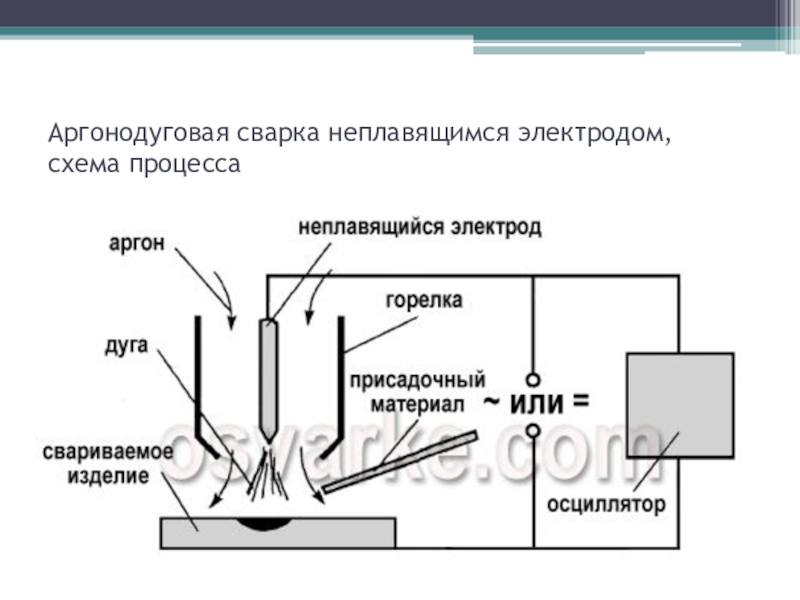 Присадочный металл необходимо добавлять отдельно, что позволяет оператору точно контролировать скорость и глубину сварки.
Присадочный металл необходимо добавлять отдельно, что позволяет оператору точно контролировать скорость и глубину сварки.
Детали также связаны с управлением оператором тепла дуги. С помощью ножной педали можно снизить температуру, чтобы она не повреждала тонкие, благородные металлы. Однако, как вы понимаете, такой уровень точности достигается не быстро и не легко. Работа двумя руками и ногой требует более специальной подготовки и опыта, чем работа с горелкой MIG, — к тому же для создания сварного шва требуется намного больше времени.
ЧистотаСварка ВИГ является более чистым процессом на нескольких уровнях. В самом сварном шве ручное управление присадочным металлом устраняет брызги, которые могут исходить от MIG. А иногда TIG можно выполнять вообще без использования присадочного металла.
Точность сварки TIG также способствует ее чистоте, поэтому оператору требуется минимум очистки. Это делает TIG лучшим вариантом для проектов, требующих особого внимания к деталям.
Экологичность
Поскольку сварка TIG в целом является более чистым процессом, она является более экологичным вариантом. Сварка MIG может вызвать много дыма, дыма и даже искр. При сварке TIG образуется меньше дыма, что впоследствии снижает образование оксидов азота и озона. Таким образом, это лучше для окружающей среды и операторов.
Еще один способ свести к минимуму выбросы паров — это использование продукта для удаления остатков и других загрязняющих веществ с металлов.
Прочность Используйте сварку TIG в высокотехнологичных, ударопрочных отраслях, таких как автомобилестроение и аэрокосмическая промышленность, поскольку она позволяет производить прочные и качественные сварные швы на тонких материалах. Поскольку оператор вручную управляет присадочным металлом, валики могут быть намного меньше и меньше разрушать окружающий металл. Контроль над тепловыделением означает, что сварной шов может быть прочным без прожигания основного металла и необходимости доработки.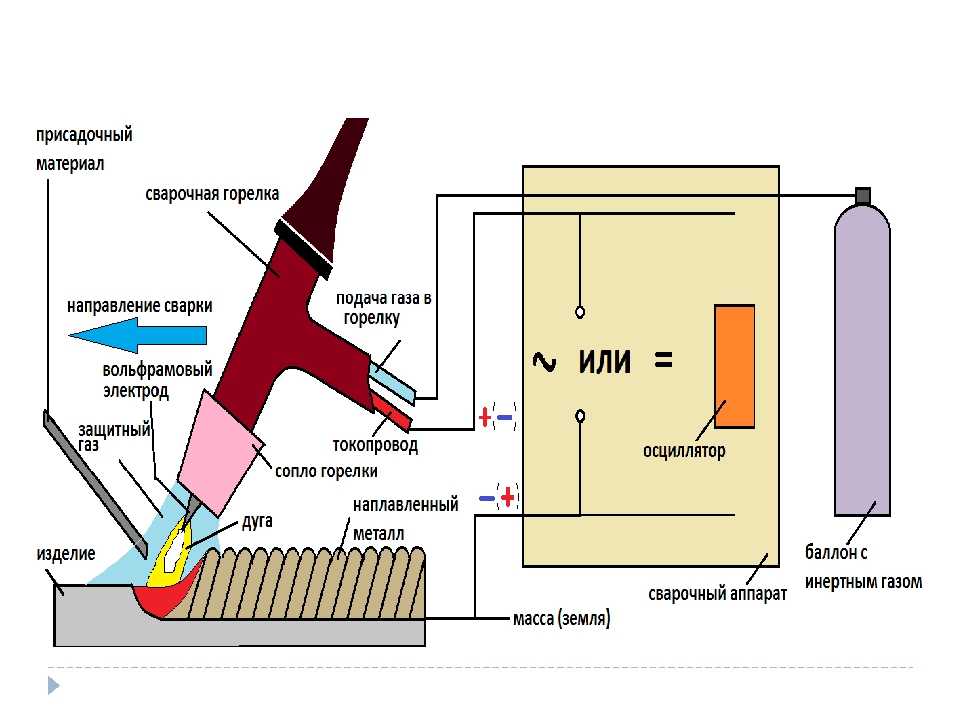
В установках для сварки ВИГ используются расходные материалы, и их необходимо очищать между работами. На самом деле, безупречная горелка, заготовка и рабочее место необходимы для достижения художественного результата, который так нравится многим людям в сварке TIG. Но, поскольку при сварке TIG не используется непрерывная подача проволоки, устраняются головные боли, которые могут возникнуть при использовании ряда движущихся частей. Например, с помощью TIG можно избежать прогорания контактного наконечника и гнездования птиц. 9ссылки.длина }}
{{ /references.length}}
TIG Welding
- Home
- Поддержка
- TIG Welding
 org/ListItem»> Сварка ABC
org/ListItem»> Сварка ABCПроцесс сварки TIG и еще
в TIGSLDIN сварочная дуга образуется между неплавящимся вольфрамовым электродом и заготовкой. Защитный газ всегда представляет собой инертный газ, который сам по себе не влияет на процесс сварки. Обычно в качестве защитного газа используется аргон, который защищает не только расплавленный шов, но и электрод в горелке от окисления кислородом.
Присадочный материал может не понадобиться для сварки TIG. Детали можно сплавить также путем сплавления канавки вместе. Если используется присадочный материал, он подается в расплавленный шов вручную, а не через сварочную горелку, как при сварке MIG/MAG. Таким образом, сварочная горелка TIG имеет совершенно другую конструкцию, чем горелка MIG/MAG.
Различные методы сварки TIG включают, например, метод сварки TIG на постоянном токе с использованием постоянного тока, сварку TIG на переменном токе с использованием переменного тока и импульсную сварку TIG.
Наиболее важными применениями сварки ВИГ являются сварка трубопроводов и труб. Однако он используется во многих отраслях промышленности, таких как авиация, аэрокосмическая промышленность и производство листового металла, при сварке особенно тонких материалов и специальных материалов, таких как титан.
Сварка ВИГ подходит как для ручной, так и для механизированной сварки, а также для сварочных роботов.
СВАРОЧНЫЕ АППАРАТЫ ВИГОборудование для сварки ВИГ состоит из источника питания, кабеля заземления, сварочной горелки и баллона с защитным газом или интерфейса газовой сети. Машина может также содержать блок жидкостного охлаждения. Механизм подачи проволоки не требуется, так как присадочный материал подается вручную.
Обзор Аппараты для сварки ВИГ Kemppi
Сварка ВИГ используется на объектах, где важен внешний вид сварного шва.