Электронно-лучевая сварка. Лучевые методы обработки материалов
Лучевые методы обработки материалов
реферат
При электронно-лучевой сварке кинетическая энергия электронов пучка используется для того, чтобы расплавить жестко ограниченные участки примыкающих друг к другу деталей с тем, чтобы расплав, застывая, соединил детали. Положительной стороной электронно-лучевого способа сварки является возможность создания относительно высокой удельной поверхностной мощности в пятне пучка при достаточно высоких значениях мощности всего пучка. Ввиду того, что процесс электронно-лучевой сварки ведется в вакууме, этим способом можно сваривать детали из химически активных металлов.
Электронно-лучевая сварка позволяет получать сварные соединения с отношением глубины шва к его ширине, намного большим единицы, чего невозможно добиться другими способами сварки плавлением.
Процесс сварки протекает следующим образом. При достаточной поверхностной мощности электронного пучка в месте его встречи с поверхностью детали появляется небольшая ванночка с расплавом. Если увеличить удельную поверхностную мощность, сфокусировав пучок более остро, то в обрабатываемом материале образуется паровая полость — канал проплавления. Этот эффект называют эффектом глубокого (кинжального) проплавления. Нарушение оптимального режима электронно-лучевой сварки ведет к появлению в швах дефектов, причем даже на хорошо свариваемых материалах.
Если увеличить удельную поверхностную мощность, сфокусировав пучок более остро, то в обрабатываемом материале образуется паровая полость — канал проплавления. Этот эффект называют эффектом глубокого (кинжального) проплавления. Нарушение оптимального режима электронно-лучевой сварки ведет к появлению в швах дефектов, причем даже на хорошо свариваемых материалах.
Делись добром 😉
Вакуумное напыление
1.3 Электронно-лучевое напыление
В производственных условиях широко используется электронно-лучевые испарители, которые позволяют получать тонкие пленки металлов, сплавов и диэлектриков…
Легирование полупроводниковых материалов
4.1 Взаимодействие примесей, связанное с электронно-дырочным равновесием
В качестве примера рассмотрим полупроводник, который легируется донорной примесью в присутствии акцепторной…
Лучевые методы обработки материалов
Электронно-лучевая обработка материалов
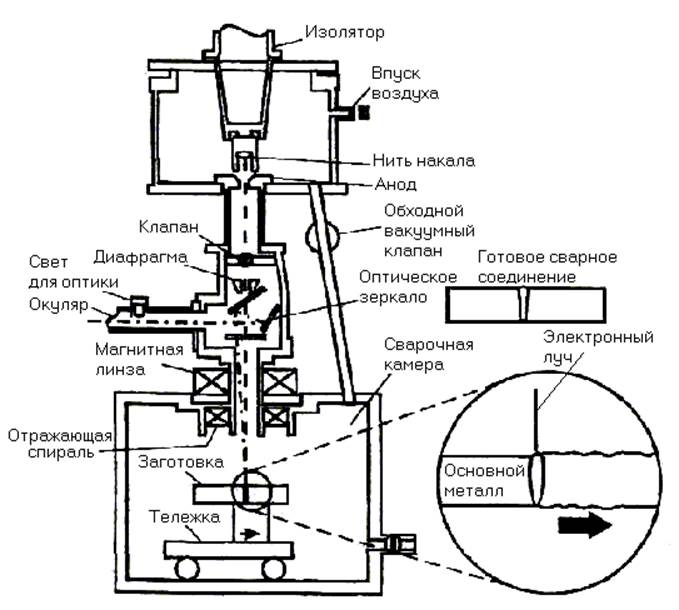
Электронно-лучевая обработка осуществляется в вакууме при наличие специального оборудования: технологической камеры с вакуумной системой и электронной пушки с высоковольтным источником питания. На рис. 1…
На рис. 1…
Лучевые методы обработки материалов
Технология электронно-лучевой обработки конструкционных материалов
При осуществлении всех электронно-лучевых процессов электронный пучок используют в качестве энергоносителя, который в соответствующем виде воздействует на обрабатываемый материал…
Лучевые методы обработки материалов
Электронно-лучевая плавка металлов
Рис. 2.2 — Принцип электронно-лучевого переплава: 1 — электронная пушка; 2 — электронный пучок…
Лучевые методы обработки материалов
Ионно-лучевая обработка материалов
Ионно-лучевая технология — это комплекс способов обработки материалов энергетическими потоками ионов, в результате воздействия которых изменяется форма, физико-химические, механические…
Методика выполнения измерений на примере оптиметра горизонтального ИКГ-3
Цифровые (электронно-счетные) частотомеры
Цифровые частотомеры применяются для точных измерений частоты гармонических и импульсных сигналов в частотном диапазоне до 50 ГГц. Принцип действия большинства цифровых частотомеров основан на подсчете числа импульсов N…
Принцип действия большинства цифровых частотомеров основан на подсчете числа импульсов N…
Наноструктурирование металлов
2.5 Молекулярно-лучевая эпитаксия
Эпитаксиальный рост в условиях сверхвысокого вакуума. Позволяет выращивать гетероструктуры заданной толщины с моноатомно гладкими гетерограницами и с заданным профилем легирования…
Оборудование и основы технологии проектирования электросталеплавильных цехов
3. Электронно-лучевые установки
Электронно-лучевые установки (ЭЛУ) начали получать развитие с середины 50-х годов. Они предназначены для глубокого рафинирования стали и сплавов, а также тугоплавких металлов, таких как молибден, ниобий, тантал, цирконий, вольфрам…
Оптическая контактная литография
Электронно-лучевая литография
Электронно-лучевым методом можно легко получать линии шириной 0,25 мкм. Возможности электронно-лучевых систем очень высоки: точность совмещения 0,03 мкм, минимальный размер — 1 мкм…
Особенности сварки стали 20Х12ВНМФ
7.
 Электронно-лучевая сварка
Электронно-лучевая сваркаЭЛС позволяет получать сварные соединения с высоким качеством сварного шва, практически без неустранимых дефектов…
Проектирование работ по техническому обслуживанию и ремонту подъемно–транспортного оборудования предприятия
8.5. Сварка
Сварка металлоконструкций должна производиться в условиях; исключающих влияние неблагоприятных атмосферных факторов (дождь, ветер и т.п.) на качество сварных соединений…
Электронно-лучевая сварка деталей гироскопа
1.1.7 Электронно-лучевая сварка
Источником теплоты является электронный луч, получаемый за счёт термоэлектронной эмиссии с катода электронно-лучевой пушки. Сварка ведётся в высоком вакууме 10?3 — 10?4 Па в вакуумных камерах…
Электронно-лучевая сварка деталей гироскопа
1.2.4 Электронно-лучевая сварка
Электронно-лучевая сварка (ЭЛС) — это надежный, эффективный, экономичный способ соединения материалов (в том числе разнородных), превосходящий по качеству все другие известные методы сварки, как сварка в среде защитных газов.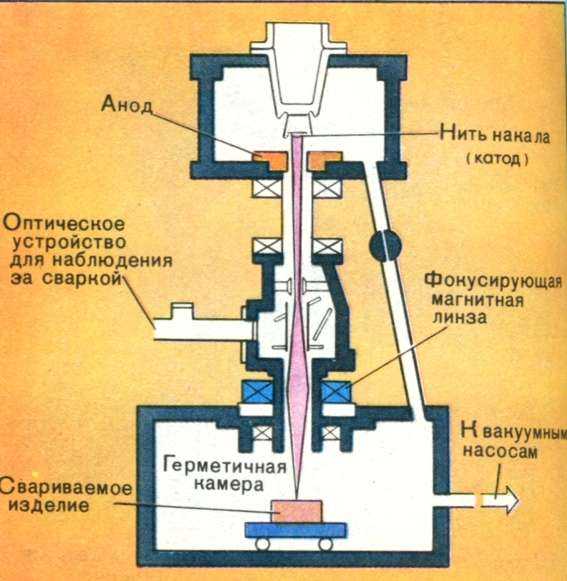 ..
..
Электронно-лучевая сварка деталей гироскопа
1.2.4.1 Техника электронно-лучевой сварки
При сварке электронным лучом проплавление имеет форму конуса (рисунок 1.11). Плавление металла происходит на передней стенке кратера, а расплавляемый металл перемещается по боковым стенкам к задней стенке, где он и кристаллизуется…
Электронно-лучевая сварка: технология, процесс и особенности
Существует достаточно большое количество различных тугоплавких металлов, которые соединить между собой можно только при применении специальной технологии электронно-лучевой сварки. Ее суть заключается в фокусировании пучка света, который при воздействии на поверхность проводит ее нагрев.
Электронно-лучевая сварка
Содержание
Электронно лучевая сварка
Сегодня электроннолучевая сварка считается одной из быстро развивающихся технологий. Она применяется для работы с тугоплавкими и химическими активными, разновидными веществами и качественными сплавами. Среди ключевых моментов электронно лучевой сварки можно отнести следующие моменты:
Среди ключевых моментов электронно лучевой сварки можно отнести следующие моменты:
- Сваривание проводится за счет использования кинетической энергии летящих электронов, которые при соприкосновении с поверхностью становятся причиной нагрева поверхности.
- Развитие подобного метода электронной сварки можно связать с появлением современной вакуумной техникой и электронной оптики. Только после того как стали производить подобное оборудование технология стала часто использоваться в металлургической области.
Установка для электронно-лучевой сварки
Электронно лучевая сварка может оказывать требуемое воздействие на твердые и тугоплавкие сплавы. За счет локального воздействия температуры можно получить качественное соединение.
Сущность процесса ЭЛС
Электронная пушка применяется в качестве генератора светового пучка. К ее особенностям отнесем следующие моменты:
- В качестве генератора пучка и его перенаправления устанавливаются электроды и катоды.

- Для того чтобы сфокусировать луч устанавливается оптический элемент. В зависимости от типа оборудования он может изготавливаться из различных материалов.
- В качестве питания применяется бытовая сеть. Увеличить напряжение и другие параметры можно за счет встроенного трансформатора.

Технология электронно лучевой сварки предусматривает фокусирование луча за счет магнитной линзы. При касании электроны соударяются на большой скорости с небольшой поверхностью, при возникновении трения вырабатывается тепловая энергия. На этом этапе пучок кинетическая энергия становится тепловой, повышается пластичность обрабатываемого материала, и он плавится.
Процесс электронно лучевой сварки связан с применением специального оборудования. Оно позволяет получить качественное соединение, которое будет выдерживать существенное механическое воздействие и окружающей среды.
Существенно снизить потери энергии можно при проведении рассматриваемого процесса в условиях вакуума. За счет этого исключается вероятность термической деформации. Вакуумная среда выполняет несколько основных функций, которые должны учитываться:
Вакуумная среда выполняет несколько основных функций, которые должны учитываться:
- Если сравнивать применение вакуумной среды с газовой или флюсом, то она защищает обрабатываемую поверхность более эффективно.
- Обеспечивается высокая химическая защита катода.
- Снижается потеря кинетической энергии. Это связано с тем, что частицы сфокусированного луча не соприкасаются с молекулами воздуха.
- Повышается эффективность дегазации сварочной ванной. Вакуумная среда исключает вероятность появления оксидной пленки.
Схема ЭЛС
Однако, применение вакуумной среды существенно повышается стоимость процедуры. Это связано с тем, что специальное оборудование обходится достаточно дорого.
Техника ЭЛС
Электронно лучевая сварка характеризуется определенными особенностями, которые нужно учитывать. Среди особенностей выделим следующие моменты:
- Плавка проходит по средней стенке углубления. Выполнять сварку нужно с учетом того, что расплавленный металл будет перемещаться к задней части сварочной ванной. После этого он начинает кристаллизоваться.
- Можно проводить плавку непрерывным лучом. Исключением можно назвать обработку сплавов из алюминия или магния. Слишком высокая температура становится причиной ионизации паров. Именно поэтому в подобном случае рекомендуется применять импульсный луч.
 После этого он начинает кристаллизоваться.
После этого он начинает кристаллизоваться.При применении технологии, которая связана с воздействием на поверхность импульсного луча можно провести обработку заготовок небольшой толщины.
Параметры режима лучевой сварки и типы сварных соединений
Для качественной обработки поверхности материала следует рассмотреть основные параметры проведения электронной лучевой сварки. Они следующие:
- Степень вакуумизации. Вышеприведенная информация определяет то, что при сварке в условиях вакуума существенно повышается эффективность процесса.
- Показатели подаваемого тока в луче могут варьировать в большом диапазоне. Это связано с тем, что для толстых заготовок повышается показатель силы тока.
- Скорость передвижения луча по поверхности определяет производительность технологии. Кроме этого, скорость передвижения увеличивается для исключения вероятности прожига металла.
- Точность фокусировки луча также определяет эффективность процедуры. Этот показатель зависит от того, какое применяется оборудование.
- Продолжительность пауз. Некоторые технологии предусматривают прерывистое воздействие светового импульса.
 Кроме этого, скорость передвижения увеличивается для исключения вероятности прожига металла.
Кроме этого, скорость передвижения увеличивается для исключения вероятности прожига металла.Образцы электронно-лучевой сварки
Основные параметры можно найти в специальных таблицах. Применяемое оборудование позволяет вводить основные параметры.
Особенности сварки лучевого типа
Технология применения сфокусированного луча встречается крайне редко. Рассматривая особенности сварки лучевого типа уделяется внимание следующим моментам:
- Получить чистую поверхность и обеспечить максимальную степень дегазации металла можно только в случае проведения работы в условии вакуума.
- Нагрев проводится до высокой температуры, за счет обеспечивается плавка металла в зоне контакта. За счет этого получается мелкозернистый шов с привлекательными характеристиками.
Подобный метод не приводит к образованию трещин. Именно поэтому он используется для работы с материалами, которые восприимчивы к сильному нагреванию и могут плавится.
Применение ЭЛС
Примером можно назвать процесс изготовления деталей из различных алюминиевых сплавов. Минимальная толщина обрабатываемых деталей составляет 0,02 мм, максимальный показатель около 100 мм.
Достоинства и недостатки электронно лучевой сварки
Как и у многих других технологий, у рассматриваемой также есть достоинства и недостатки. К положительным сторонам можно отнести:
- На поверхность воздействует меньшее количество тепла. Как правило, при дуговой сварке оказывается более высокое тепловое воздействие. За счет этого существенно повышается степень коробления металла. Слишком высокая температура приводит к изменению кристаллической структуры.
- Есть возможность провести обработку керамики и некоторых других трудноплавких металлов. При фокусировании луча можно проводить обработку поверхности диаметром менее одного миллиметра.
- Высокое качество получаемого шва определяет то, что технология может применяться для получения ответственных изделий и декоративных элементов. Сфокусированный луч приводит к дегазации металлического шва, за счет чего повышается степень пластичности и некоторые другие параметры. Провести электронную сварку можно также и коррозионностойких сплавов.
- Применяемое оборудование позволяет проводить регулировку мощности в достаточно большом диапазоне. Поэтому электронно лучевая сварка может использоваться для работы с различными заготовками.
- Можно получить узкий, но глубокий шов. За счет этого существенно повышается прочность соединения.
- При выборе импульсного режима можно исключить вероятность деформации поверхности из-за воздействия высокой температуры.
- Метод может использоваться для термической обработки и перфорации, а также резки металла.

Есть и определенные недостатки. Они следующие:
Они следующие:
- Для создания вакуумной среды требуется определенное время. Именно поэтому существенно снижается показатель производительности подобной технологии.
- В корне шва может появится полое отверстие. Именно поэтому следует проводить контроль качества соединения при применении специального оборудования.
Электронно лучевая сварка оправдана в том случае, если нужно провести обработку труднодоступных мест. Экономичность связана с небольшим показателем потребления энергии.
Виды сварочных лучевых установок
Оборудование для электронно лучевой сварки характеризуется высокой эффективность применения. Однако, сложность конструкции определяет ее высокую стоимость. В продаже встречается:
- С элементом прямого накала катодов.
- С элементом косвенного накала.
Некоторые установки электронно лучевой сварки могут проводить обработку поверхности по криволинейным траекториям. Для этого проводится установка компьютера, который и контролирует положение исполнительного органа относительно обрабатываемой поверхности.
Электронно-лучевая сварочная установка
Модели, выпускаемые зарубежными производителями, характеризуются высокой степенью автоматизации. Наибольшей эффективностью пользуется метод полного проплавления соединительного стыка.
Область применения
Как ранее было отмечено, рассматриваемый метод применяется для соединения различных материалов и сплавов, которые характеризуются высокой устойчивостью к воздействию тепла. Область применения следующая:
- Обработка алюминия.
- Соединение изделий, представленных сплавов из титана.
- Обработка бериллиевых металлов.
- Работа с танталом, ниобием, цирконием.
- Обработка легированных сталей.
Качественные изделия могут получать в ракетостроении и атомной энергетике. Это связано с тем, что лучевая технология позволяет получить однородный шов.
Использование сварки в промышленности
Применение ЭЛС постоянно расширяется несмотря высокую себестоимость процесса и некоторые ее недостатки. Технология характеризуется показателем КПД почти 95%. Этот показатель больше чем у более распространенной дуговой сварки.
Технология характеризуется показателем КПД почти 95%. Этот показатель больше чем у более распространенной дуговой сварки.
Промышленное применение выражено следующим образом:
- При работе с активными металлами.
- При обработке термоупрачненных металлов.
- Для соединения тугоплавких материалов.
- При работе с камнем и керамикой.
- Для создания ответственных деталей.
Сегодня ЭЛС получила широкое распространение в сфере производства электронных изделий. За счет вакуума можно обеспечить герметизацию микросхем. При этом на поверхность может оказывать воздействие самая различная температура. Производительные установки подходят для работы в сфере авиации. Объем камер может варьировать в большом диапазоне. В заключение отметим, что в последнее время технология активно развивается. Это связано с возможностью получения качественных изделий при небольших затратах.
Электронно-лучевая сварка | 3495 публикаций | 27053 Цитаты | Ведущие авторы
Журнальная статья•DOI•
Новая модель конечных элементов для сварочных источников тепла
[…]
Джон Голдак 1 , Адитья П. Чакраварти, Малкольм Бибби 1 •Учреждения (1)
Carleton University 1
01 июня 1984-Металлургия и материалы Транзакции B-процесс Металлургия и наука об обработке материалов
Аннотация: Представлена математическая модель источников тепла сварки, основанная на гауссовом распределении плотности мощности в пространстве. В частности, предлагается двойная эллипсоидальная геометрия, позволяющая легко изменять размер и форму источника тепла для моделирования как процессов дуговой сварки с неглубоким проплавлением, так и процессов лазерной и электронно-лучевой сварки с более глубоким проплавлением. Кроме того, он обладает универсальностью и гибкостью для работы с неосесимметричными случаями, такими как ленточные электроды или соединение разнородных металлов. Предыдущие модели предполагали круговую или сферическую симметрию. Расчеты выполняются с помощью ASGARD, программы теплового потока с нелинейными переходными процессами с конечными элементами (FEM), разработанной для анализа термического напряжения сварных швов.* Рассчитанные распределения температуры для дуговых сварок под флюсом в толстых заготовках сравниваются с измеренными значениями, полученными Christensen1 и FEM. расчетные значения (модель поверхностного источника тепла) Круца и Сегерлинда.2 Кроме того, расчетная тепловая предыстория электронно-лучевых сварных швов с глубоким проплавлением сравнивается с измеренными значениями, сообщенными Чонгом.3 Показано, что соответствие между расчетными и измеренными значениями превосходно.
Предыдущие модели предполагали круговую или сферическую симметрию. Расчеты выполняются с помощью ASGARD, программы теплового потока с нелинейными переходными процессами с конечными элементами (FEM), разработанной для анализа термического напряжения сварных швов.* Рассчитанные распределения температуры для дуговых сварок под флюсом в толстых заготовках сравниваются с измеренными значениями, полученными Christensen1 и FEM. расчетные значения (модель поверхностного источника тепла) Круца и Сегерлинда.2 Кроме того, расчетная тепловая предыстория электронно-лучевых сварных швов с глубоким проплавлением сравнивается с измеренными значениями, сообщенными Чонгом.3 Показано, что соответствие между расчетными и измеренными значениями превосходно.
…читать дальшеЧитать меньше
2,063 цитирования
Журнальная статья•DOI•
Электроны в полях решетки
[…]
H. Fröhlich 1 Университет Ливерпуль 1
01 июля 1954 г. — Достижения физики
— Достижения физики
1 259 цитирований
Журнальная статья • DOI •
Характеристика стали h23, полученной методом электронно-лучевой плавки 9 Денерми Корри […]0009 1
Университет штата Северная Каролина 1
01 февраля 2004 г. — Журнал быстрого прототипирования
Аннотация: Электронно-лучевое плавление (EBM) представляет собой прямое изготовление металла произвольной формы. метод, в котором электронный пучок мощностью 4 кВт используется для послойного плавления металлического порошка. Поскольку этот процесс является относительно новым, независимых опубликованных исследований микроструктурных свойств стали h23 еще не было. В данной статье описывается процесс EBM и представлены результаты микроструктурного анализа инструментальной стали h23, обработанной EBM.
…читать дальшечитать меньше
197 цитирований
Журнальная статья•DOI•
Анализ микроструктур затвердевания в сварных швах монокристаллов Fe-Ni-Cr
[. ..]
..]
Мишель Раппаз 1 09 1 9000 , Stan A David 2 , Джон Майкл Витек 2 , Линн А. Ботнер 2 • Институты (2)
Эколе Политехника Федерале де Лозанна 1 , Национальная лаборатория Оук -Ридж 2
01 Junn 19110, Oak Ridge National Laboratory 2
9000 01 Junn 19 1.90-Металлургические операции. A, Физическая металлургия и материаловедение Реферат: Ранее была разработана методика геометрического анализа для оценки микроструктуры автогенных монокристаллических электронно-лучевых сварных швов. В настоящей работе эти аналитические методы получили дальнейшее развитие и установлена общая процедура прогнозирования микроструктуры затвердевания монокристаллических сварных швов любой произвольной ориентации. Примеры этого общего анализа приведены для нескольких ориентаций сварки. Показано, что несимметричная ячеистая структура ожидается на поперечных микрофотографиях для большинства геометрий сварки. Развитие стационарных условий в сварочной ванне также исследуется с точки зрения размера сварочной ванны, ее формы (как показывает характер роста дендритов) и размера дендритных ячеек. Установлено, что стационарное состояние устанавливается в пределах нескольких миллиметров от начала сварного шва. Более того, стационарное состояние достигается быстрее в сварных швах, выполненных при более высоких скоростях сварки. Также проводится общий анализ трехмерной (3-D) формы сварочной ванны на основе дендритной структуры, показанной на двумерных (2-D) поперечных микрофотографиях. Показано, что в сочетании с информацией о предпочтительном направлении роста в зависимости от ориентации фронта кристаллизации можно предсказать всю картину роста дендритов в сварных швах монокристаллов. Сравнение с реальными микрофотографиями сварных швов показывает приемлемое соответствие между теорией и экспериментом. Наконец, теоретический анализ радиуса кончика дендрита расширен от бинарных систем до случая тройных систем.
Развитие стационарных условий в сварочной ванне также исследуется с точки зрения размера сварочной ванны, ее формы (как показывает характер роста дендритов) и размера дендритных ячеек. Установлено, что стационарное состояние устанавливается в пределах нескольких миллиметров от начала сварного шва. Более того, стационарное состояние достигается быстрее в сварных швах, выполненных при более высоких скоростях сварки. Также проводится общий анализ трехмерной (3-D) формы сварочной ванны на основе дендритной структуры, показанной на двумерных (2-D) поперечных микрофотографиях. Показано, что в сочетании с информацией о предпочтительном направлении роста в зависимости от ориентации фронта кристаллизации можно предсказать всю картину роста дендритов в сварных швах монокристаллов. Сравнение с реальными микрофотографиями сварных швов показывает приемлемое соответствие между теорией и экспериментом. Наконец, теоретический анализ радиуса кончика дендрита расширен от бинарных систем до случая тройных систем. Теоретическое расстояние между стволами дендритов в трехкомпонентном сплаве Fe-Ni-Cr рассчитывается по радиусу вершины дендрита и сравнивается с экспериментальными значениями для нескольких условий сварки. Обнаружено хорошее согласие между экспериментом и теорией.
Теоретическое расстояние между стволами дендритов в трехкомпонентном сплаве Fe-Ni-Cr рассчитывается по радиусу вершины дендрита и сравнивается с экспериментальными значениями для нескольких условий сварки. Обнаружено хорошее согласие между экспериментом и теорией.
…читать дальшеЧитать меньше
184 цитирования
Журнальная статья•DOI•
Электронно-лучевая сварка – Методы и тенденции – Обзор
[…]
М. Ст. Phillips
01 Aug 2016-Vacuum
Реферат: Электронно-лучевая сварка, несмотря на многолетнюю историю и широкое распространение дуговой и лазерной технологии, до сих пор широко применяется в промышленности. Основные области применения этого высокоэффективного сварочного процесса: автомобилестроение, электроника, электротехника, аэрокосмическая промышленность и машиностроение. Технология обеспечивает получение качественных сварных соединений конструкционных металлов в широком диапазоне толщин от 0,025 мм до 300 мм. Он также используется для производства пленок и покрытий путем осаждения и модификации поверхности. В статье приведены примерные примеры использования электронного луча при сварке, быстром прототипировании, текстурировании поверхности, плакировании проволокой и порошком, а также легировании. Он также предоставляет информацию о возможных методах, которые можно использовать во время этих процессов, и тенденциях в области электронно-лучевой сварки.
Он также используется для производства пленок и покрытий путем осаждения и модификации поверхности. В статье приведены примерные примеры использования электронного луча при сварке, быстром прототипировании, текстурировании поверхности, плакировании проволокой и порошком, а также легировании. Он также предоставляет информацию о возможных методах, которые можно использовать во время этих процессов, и тенденциях в области электронно-лучевой сварки.
…читать дальшечитать меньше
181 цитата
Что такое электронно-лучевая сварка? Определение процесса и преимущества
Электронно-лучевая (ЭЛ) сварка — это процесс сварки плавлением, при котором электроны генерируются электронной пушкой и разгоняются до высоких скоростей с помощью электрических полей. Этот высокоскоростной поток электронов плотно фокусируется с помощью магнитных полей и подается на соединяемые материалы. Пучок электронов создает кинетическую теплоту при столкновении с заготовками, заставляя их плавиться и соединяться друг с другом.
Электронно-лучевая сварка выполняется в вакууме, так как присутствие газа может привести к рассеиванию луча. Из-за того, что это вакуумный процесс и из-за высокого напряжения, этот метод сварки в значительной степени автоматизирован и управляется компьютером. В результате для перемещения заготовок внутри сварочной вакуумной камеры используются специальные приспособления и столы с ЧПУ.
Последние разработки в технологии машин для электронно-лучевой сварки позволили реализовать локальный метод электронно-лучевой сварки, при котором электронно-лучевая пушка помещается в вакуумную камеру на стороне соединяемого материала, а не помещается вся заготовка в вакуум камера.
Каковы преимущества электронно-лучевой сварки?
Процесс электронно-лучевой сварки является очень точным методом, а также очень воспроизводимым из-за необходимости автоматизации. Эта технология сварки также создает прочные и чистые соединения, которые можно использовать в ряде высокотехнологичных приложений для широкого круга отраслей. Электронно-лучевая сварка также обеспечивает точный контроль провара на глубину всего 0,0001 дюйма.
Электронно-лучевая сварка также обеспечивает точный контроль провара на глубину всего 0,0001 дюйма.
Процесс EB также обеспечивает небольшую зону термического влияния благодаря высокому отношению глубины к ширине, что сводит к минимуму деформацию и усадку материала, а также позволяет выполнять сварку в непосредственной близости от термочувствительных компонентов.
Электронно-лучевая сварка также проявляет высокие прочностные свойства, сохраняя до 95% прочности основных материалов.
Поскольку метод выполняется в вакуумной среде, в процессе не остается никаких примесей. Оксиды и нитриды удаляются, а примеси в самих материалах испаряются.
Сварка электронно-лучевым электродом также является высокоавтоматизированной и, следовательно, управляемой, а также отлично подходит для соединения материалов, таких как тугоплавкие или разнородные металлы, которые не поддаются сварке традиционными способами.
Узнайте больше на нашем записанном вебинаре
Каковы недостатки электронно-лучевой сварки?
Основным недостатком этого процесса является то, что технология электронно-лучевой сварки является дорогостоящей и требует частого технического обслуживания для обеспечения правильной работы оборудования. В результате поддержка, необходимая для поддержания этой технологии высокоэнергетической вакуумной сварки, может быть сложной.
В результате поддержка, необходимая для поддержания этой технологии высокоэнергетической вакуумной сварки, может быть сложной.
Услуги по электронно-лучевой сварке
Компания TWI обладает многолетним опытом разработки электронно-лучевых процессов, включая ряд нововведений в метод. Наше оборудование включает в себя различные станки EB с диапазоном выходных напряжений и мощностей и различными размерами вакуумных камер, что означает, что мы можем обрабатывать как мелкие, так и крупные компоненты. Мы поддерживаем компании из разных отраслей в таких вопросах, как проектирование, выбор процессов, производство и контроль качества.
Узнайте больше о наших услугах в области электронного луча
Электронно-лучевая обработка
Компания TWI активно занимается разработкой новых возможностей, а также внедрением уже зарекомендовавших себя электронно-лучевых (ЭЛ) процессов и технологий для различных уровней мощности, от высокой мощности до низкой мощности.