Отличия аргонной сварки от газовой
Долгое время между мастерами-сварщиками и Интернет-пользователями возникают жаркие споры о том, что аргонная, аргонодуговая и газовая сварка имеют много различий и используются для различных целей. Кто-то считает один из приведенных выше способов сваривания лучше другого, а кто-то, наоборот, признает все способы. В этой статье мы рассмотрим основные отличия этих видов сваривания.
Сваривание аргоном чаще всего используется для соединения или починки деталей из алюминия, его сплавов и нержавеющей стали. Ограничениями аргонового сваривания является то, что ним сложно производить сваривание различных сплавов, а также ее сложно применять в труднодоступных местах.
Аргонодуговая сварка является сваркой неплавящимся сварочным электродом, которая производится в среде защитного газа аргона. Аргонное сваривание используется для скрепления цветных металлов, нержавеющей стали и низкоуглеродистых металлов.
Аргонно-дуговое сваривание является гибридом электрической сварки, потому что в ней, как и в электрической, используется электрическая дуга, которая появляется при подаче напряжения на тугоплавкий электрод из вольфрама. Технология проведения сварочных работ при аргонно-дуговой сварке очень похожа на технологию газовой сварки. Швы, которые получаются в результате сваривания аргонодуговой сваркой, отличаются от других швов высокой прочностью, чистотой, а также обеспечивают герметичность и долгую службы сваренному изделию.
Газовой сваркой можно производить сваривание во всех пространственных положениях. Ею наиболее трудно производить сваривание потолочных швов, потому что в таком случае сварщик должен поддерживать и распределять по всему шву раскаленный металл. Наиболее часто газовую сварку используют для стыковых соединений. Газовую сварку не рекомендуется использовать для выполнения соединений внахлестку, потому что они требуют интенсивного нагрева металла и сопровождаются повышенным короблением свариваемого изделия.
Пламя горелки направляется на свариваемый металл таким образом, чтобы кромки металла находились в восстановительной зоне или были погружены в ванну расплавленного металла. В месте, куда направляется конец ядра пламени, расплавленный металл раздувается в разные стороны, что образует углубление в сварочной ванне.
Скорость нагрева металлических частей при сваривании газовой сваркой можно свободно регулировать. Для этого нужно изменять угол наклона к поверхности металла. Увеличивая угол, Вы будете больше тепла передавать от пламени к металлу, что позволит ускорить процесс его подогрева. При сваривании толстого металла угол наклона мундштука увеличивается.
Сваривание газовой сваркой производится различными способами, но ясно одно: газовая сварка наиболее практична при сваривании черного металла. Аргонодуговая сварка применяется для сварки цветных металлов и нержавеющей стали при помощи неплавящихся вольфрамовых электродов.
Аргонная сварка (аргонодуговая) – технология, ГОСТ, оборудование
Аргонная сварка — это распространенная технология, которая чаще всего используется, когда необходимо выполнить соединение деталей из алюминия, а также его сплавов. Аргонодуговая сварка представляет собой оптимальную технологию при необходимости соединения алюминиевых деталей, так как данный газ эффективно защищает сварочную ванну, а также расплавленный присадочный материал от негативного воздействия кислорода, содержащегося в окружающем воздухе.
Процесс аргонной сварки
Преимущества и недостатки технологии
Как известно любому специалисту-сварщику, варить алюминий очень проблематично именно по причине того, что на поверхности данного металла при его контакте с кислородом формируется оксидная пленка, отличающаяся значительной температурой плавления. Аргонодуговая сварка как раз и дает возможность эффективно защищать поверхность соединяемых деталей, а также сварочной ванны от негативного воздействия кислорода. Аргон, благодаря своим характеристикам, полностью вытесняет кислород из зоны выполнения сварки, из-за чего данный процесс протекает максимально эффективно.
Аргон, благодаря своим характеристикам, полностью вытесняет кислород из зоны выполнения сварки, из-за чего данный процесс протекает максимально эффективно.
Сварочный шов, выполненный в защитной среде аргона
Сварка в среде аргона успешно используется не только при работе с деталями из алюминия, но и с изделиями из других металлов: чугуна, нержавеющей стали, титана, меди, серебра, золота и др. Основными причинами, по которым сварка по подобной технологии пользуется большой популярностью, являются следующие:
- высокое качество формируемых сварных соединений, в швах которых отсутствуют поры и посторонние примеси;
- при осуществлении такой сварки соединяемые детали нагреваются очень незначительно, что минимизирует риск их деформации;
- скорость аргонной сварки, благодаря высокой температуре сварочной дуги, достаточно высока, что делает данную технологию очень эффективной и экономичной;
- шов, получаемый при осуществлении аргонной сварки, отличается равномерной глубиной проплавления;
- по данной технологии можно эффективно выполнять сварку деталей из таких металлов, которые другими методами сварки не соединяются.


Аргонодуговая сварка дает возможность получать аккуратные и красивые сварные швы, что имеет большое значение во многих ситуациях.
Выполненное посредством аргонной сварки соединение фланца с трубой из нержавеющей стали
Из недостатков, которыми данная технология также обладает, можно выделить следующие:
- необходимость использования достаточно сложного оборудования и осуществления его точной настройки;
- для выполнения аргонной сварки от специалиста требуется наличие соответствующих навыков и опыта.
Технологические особенности сварки
Наиболее знакомым всем примером использования сварки, выполняемой в среде аргона, выступает реставрация автомобильных дисков, изготовленных из легких сплавов, выполненных на основе алюминия. В процессе такой реставрации на автомобильных дисках завариваются трещины, полученные ими в процессе жесткой эксплуатации. Выполнить такую процедуру при помощи других методов соединения металла практически невозможно, поэтому технология аргонодуговой сварки в данной ситуации является практически безальтернативной.
Ремонт легкосплавных автомобильных дисков с помощью аргонной сварки
Технология выполнения аргонной сварки предполагает использование неплавящегося электрода, который изготавливается из вольфрама. Данный металл, как известно, обладает уникальными характеристиками: температура его плавления составляет 3410 градусов, кипения — 5900 градусов, и даже пребывая в раскаленном состоянии, он сохраняет свою исключительную твердость. Что важно, при выполнении одного метра сварного шва расходуется всего несколько сотых долей грамма вольфрама.
Стойкость неплавящихся электродов, выполненных из вольфрама, становится еще выше, если легировать данный материал оксидами редкоземельных металлов: церия, лантана, иттрия, тория, циркония и др. Электрод из вольфрама располагается в центре керамического сопла, через которое в зону выполнения сварочных работ подается защитный газ.
Параметры востребованных вольфрамовых электродов зарубежного производства (нажмите для увеличения)
Принцип выполнения сварочных работ, предполагающих использование неплавящегося электрода и защитного газа, заключается в следующем.
- К соединяемым деталям, как и при выполнении обычной дуговой сварки, подключается масса.
- Если выполняется ручная аргонодуговая сварка, то сварщик в правой руке удерживает горелку с неплавящимся электродом, а в левой — присадочный материал, из которого и формируется сварной шов.
- При нажатии кнопки на держателе между вольфрамовым электродом и поверхностью соединяемых деталей зажигается электрическая дуга, которая обеспечивает плавление кромок соединяемых деталей и присадочного материала. Такая дуга, по сути, является основным инструментом, используемым при выполнении аргонной сварки.
- В отличие от принципа выполнения обычной электросварки, соединение деталей из алюминия при помощи вольфрамового электрода и присадочного прутка не предполагает совершение последним поперечных движений, а только выполняемых в продольном направлении.
В качестве присадочного используется металл, по своему химическому составу максимально соответствующий составу материала, из которого изготовлены соединяемые детали.
 Основным назначением такого материала является заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.
Основным назначением такого материала является заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.Тепловая энергия, которая необходима для плавления кромок соединяемых деталей и присадочного материала, формируется при помощи электрической дуги, горящей между электродом и поверхностью соединяемых деталей. Зона сварки, в которую нельзя допускать поступления азота и кислорода из окружающего воздуха, защищается при помощи аргона, вытесняющего данные газы из рабочей области.
Такая сварка по принципу своей работы представляет собой гибрид электрической и дуговой сварки. От электрической эта сварка получила дугу, создающую тепловую энергию, а от газовой — принцип защиты зоны сварки, для которой используется инертный газ аргон.
Оборудование для сварки
Одними из важнейших элементов для выполнения аргонной сварки являются горелки, наиболее популярными моделями которых являются РГА. Требования к таким горелкам, выбираемым в соответствии с силой сварочного тока и диаметром используемых электродов, оговариваются в ГОСТ 5.917-71.
Требования к таким горелкам, выбираемым в соответствии с силой сварочного тока и диаметром используемых электродов, оговариваются в ГОСТ 5.917-71.
Габаритные размеры и технические параметры горелок должны соответствовать требованиям стандарта
Наиболее распространенными моделями горелок, выпускаемых в соответствии с требованиями данного ГОСТ, являются РГА-150 и РГА-400. Первые могут использоваться со сварочными токами со значением до 200А, у них естественное охлаждение, а диаметр электродов, с которыми они способны работать, находится в пределах 0,8–3 мм. Горелки второго типа, согласно требованиям ГОСТ, могут работать со сварочными токами до 500А, они отличаются водяным охлаждением, а электроды, использующиеся вместе с ними, имеют диаметр 4–6 мм. Требования данного ГОСТ также оговаривают параметры горелок, которые изготавливаются из керамических материалов.
Горелки, которые также называют соплами, могут иметь различную форму: цилиндрическую, коническую, профилированную. При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра. Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен. Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра. Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен. Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
Сварка, осуществляемая в среде защитного газа аргона, может отличаться различным уровнем автоматизации технологического процесса. В зависимости от данного параметра, аргонную сварку подразделяют на следующие виды:
- ручная;
- механизированная;
- автоматизированная;
- роботизированная.
Естественно, что оборудование, используемое в каждом конкретном случае, а также стоимость выполнения технологических операций, будут отличаться.
Многофункциональный сварочный пост для промышленного использования
Для каждого из вышеперечисленных типов работ характерны свои особенности, которые заключаются в следующем.
- Ручная сварка в аргонной среде. При выполнении такой сварки перемещение горелки и подача сварочной проволоки осуществляются вручную. Электрическая дуга, за счет которой осуществляется плавление кромок соединяемых деталей и присадочной проволоки, создается при помощи неплавящегося вольфрамового электрода.
- Сварка механизированного типа, выполняемая в среде аргона. Технологический процесс данного типа предполагает, что горелкой сварщик управляет вручную, а присадочная проволока подается в зону сварки в механизированном режиме.
- При выполнении автоматизированной аргонной сварки как подача присадочной проволоки, так и движение горелки, осуществляются в автоматизированном режиме, а контроль за данными процессами осуществляет оператор.
- При использовании роботизированного оборудования участие в технологическом процессе человека сведено к минимуму. Все режимы выполнения аргонной сварки в данном случае контролирует автоматика.
 Все режимы выполнения аргонной сварки в данном случае контролирует автоматика.
Все режимы выполнения аргонной сварки в данном случае контролирует автоматика.Работа механизированной сварочной каретки
Особенности оборудования
Оборудование, при помощи которого выполняют сварку в среде защитного газа аргона, подразделяется на несколько основных категорий:
- оборудование специального типа;
- универсальное;
- специализированного назначения.
Наиболее востребованным как в производственных, так и в домашних условиях, является оборудование универсального типа, которое позволяет использовать всевозможные режимы аргонной сварки и качественно выполнять соединения деталей различного типа.
Самодельный сварочный стол
Так называемый сварочный пост, на котором осуществляют сварку в среде защитного газа при помощи неплавящегося электрода, должен быть оснащен следующим основным и вспомогательным оборудованием:
- источником постоянного или переменного тока;
- комплектом горелок, которые используются при работе с токами разного типа;
- специальным устройством, называемым осциллятор, которое обеспечивает быстрое зажигание сварочной дуги и ее поддержание в стабильном состоянии;
- оборудование, которое отвечает за управление сварочным процессом, а также за безопасность сварщика и защиту сварочного аппарата;
- устройства, обеспечивающие стабильность параметров сварочного тока.

В последнее время все чаще используются инновационные методики аргонной сварки. Такие методики, естественно, требуют использования дополнительного оборудования, позволяющего не только повысить эффективность выполнения процесса сварки, но и значительно улучшить качество формируемого соединения. Такие технологии, кроме того, дают возможность сваривать детали, отличающиеся значительной толщиной.
К одной из таких методик, которая в последнее время приобретает все большую популярность, относится сварка с использованием пульсирующего тока. В тот момент, когда импульс тока поступает в зону сварки, кромки соединяемых деталей и присадочный материал расплавляются, а в паузах между такими импульсами они кристаллизуются. Такие импульсы при помощи автоматизированной системы управления сварочным аппаратом синхронизируются с перемещением сварочной дуги, что и обеспечивает формирование качественного соединения. Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Среди современного оборудования, используемого для выполнения сварки в среде защитного газа, следует отметить модели, где реализована функция подогрева присадочной проволоки перед ее подачей в сварочную зону. Такая опция позволяет получать качественные и надежные сварные соединения.
Сварка с подачей «горячей» присадочной проволоки (TIG Hot-Wire)
На современном рынке также можно приобрести модели устройств, сварочные работы которыми выполняются при помощи нескольких неплавящихся электродов. Такое усовершенствование позволяет не только выполнять аргонную сварку с высокой скоростью, но и получать при этом качественные сварные соединения. Для того чтобы реализовать в оборудовании для аргонной сварки такие и многие другие опции, достаточно оснастить его дополнительными блоками и навесными приспособлениями.
Но, конечно, самым распространенным устройством, успешно используемым для выполнения сварочных работ в среде аргона, является инвертор. Такое универсальное устройство, которое может одинаково успешно применяться и в производственных условиях, и в быту, позволяет выполнять качественные сварные соединения даже сварщикам, не обладающим высокой квалификацией и большим опытом работы. Существенными плюсами использования таких устройств является и то, что они достаточно просты в освоении и не вызывают больших сложностей в эксплуатации и обслуживании.
Самостоятельное выполнение сварочных работ
Чтобы всегда иметь возможность выполнять аргонную сварку, кроме самого сварочного аппарата — инвертора или трансформаторного устройства, понадобятся:
- горелки, в которых будет устанавливаться вольфрамовый электрод;
- баллон, где будет находиться защитный газ;
- клапаны и редуктора, с помощью которых станет регулироваться подача защитного газа;
- защитные средства: специальная маска, перчатки и др.

Защитная маска сварщика с автоматическим светофильтром
Перед выполнением аргонной сварки поверхности соединяемых деталей следует тщательно очистить от загрязнений, масла, жировых пятен, оксидной пленки: в случае, когда варить необходимо детали из алюминия и сплавов на основе данного металла. Для совершения такой очистки используются органические растворители, а оксидную пленку удаляют при помощи металлической щетки или шлифовальной машинки.
Прежде чем зажечь сварочную дугу, необходимо включить подачу защитного газа, что выполняется за 7–10 секунд до начала процесса. Также после окончания сварки необходимо подождать несколько секунд (5–7) и только после этого выключить подачу газа.
Неплавящийся электрод при выполнении аргонной сварки располагается как можно ближе к поверхности соединяемых деталей, что обеспечивает высокую стабильность электрической дуги и качественный проплав кромок соединяемых деталей.
Как уже говорилось выше, поперечные движения присадочной проволокой не совершаются, она двигается только вдоль будущего сварного шва. Что важно, присадочную проволоку перемещают впереди горелки.
Что важно, присадочную проволоку перемещают впереди горелки.
Чтобы кратер сформированного сварного шва отличался высокой надежностью, его заваривают при пониженной силе тока, для чего используют реостат.
Регулятор сварочного тока
Выполняя аргонную сварку, крайне важно следить за тем, чтобы электрод и присадочная проволока не выходили за пределы зоны действия защитного газа. Если пренебречь этим требованием, то можно столкнуться с тем, что сварной шов будет выполнен некачественно.
Экономическая выгода от выполнения сварки своими силами
Услуги по выполнению аргонной сварки сегодня предоставляют многие компании и частные мастера. Стоимость таких услуг, которые трудно назвать дешевыми, зависит от объема и сложности предстоящих сварочных операций, используемого оборудования, квалификации специалиста.
Если потребность в выполнении аргонной сварки у вас постоянная, то можно серьезно сэкономить на стоимости профессиональных услуг, если приобрести соответствующее оборудование и выполнять сварку самостоятельно. О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
И, напоследок, интересное видео о нюансах аргонодуговой сварки различных металлов и особенностях ее применения на практике.
принцип работы аргонной сварки, аргонодуговая сварка и другие виды. Как варить новичку? Сварка бронзы, черного металла и других материалов
Сварочный процесс, выполняемый в среде защитного газового облака, является современной технологией, универсальность которой дает возможность соединять черные и цветные сплавы металлов различной толщины и характеристик. Аргонодуговая методика электросварки объединяет в себе 2 метода выполнения работ: газовую сварку и электродуговую. С помощью защиты сварочного процесса инертным газом удается стыковать как детали больших размеров промышленного назначения, так и миниатюрные ювелирные изделия.
Аргонодуговая методика электросварки объединяет в себе 2 метода выполнения работ: газовую сварку и электродуговую. С помощью защиты сварочного процесса инертным газом удается стыковать как детали больших размеров промышленного назначения, так и миниатюрные ювелирные изделия.
Что это такое?
Сварка аргоном подразумевает обязательное применение в процессе выполнения работ электрической дуги и инертного газа. Задачей такой технологии является надежное обеспечение защиты сварочной ванны от окисления поверхности металлических кромок, которое возникает под действием кислорода во время плавления металла и ухудшает прочность сварочного шва.
Аргон относится к классу инертных газов, но если сравнивать его с гелием, то стоимость у аргона значительно ниже, и расход его гораздо меньше.

По этой причине аргон завоевал популярность и широко используется для проведения сварочных работ. Инертный газ аргон обладает определенными свойствами, которые заключаются в следующем:
- газ в несколько раз тяжелее воздуха, поэтому при сварке кислород активно вытесняется из полости сварочной ванны – так происходит защита металла от окисления;
- аргон инертен с химической точки зрения, поэтому он не вступает в реакцию с другими веществами, в том числе и с металлом.
Выполнение сварочного шва в среде аргона допускается с использованием вольфрамовых неплавящихся или обычных плавящихся электродов. Выбор типа электрода зависит от того, какие материалы предполагается соединять путем сварки. Облегчают задачу подбора электродов специальные справочники, где указан тип материала и рекомендуемый диаметр электрода, а также его разновидность. Аргонодуговая сварка обладает своими определенными преимуществами и рядом недостатков. Преимуществами метода являются:
Аргонодуговая сварка обладает своими определенными преимуществами и рядом недостатков. Преимуществами метода являются:
- в результате эффективной защиты сварочный шов получается прочным, в нем отсутствуют шлак и посторонние примеси;
- во время сварочного процесса металл прогревается умеренно, поэтому свариваемые заготовки не деформируются, что дает возможность работать даже с самыми сложными и ответственными конструкциями;
- появляется возможность соединять не только однородные по составу материалы, но и разнородные металлические сплавы, которые нельзя соединить в других условиях;
- за счет применения электрической дуги образуется высокотемпературный режим, который позволяет выполнять работу в интенсивном темпе.
Недостатки, присущие электросварке в газовом аргонном облаке:
- сварочное оборудование подлежит точной и сложной настройке;
- методика выполнения сварочных работ довольно сложная, требующая знаний теории и практических навыков, поэтому для новичка-сварщика она не подходит.

Электросварка металлов, проводимая в защитном инертном газовом облаке, обладает эксклюзивностью, и ни один другой способ соединения металлов не имеет таких высококачественных результатов, которые получаются при использовании данной методикой.
Описание видов
Аргоно-электрическая ручная сварка, проводимая в среде инертного газа, регламентируется стандартами ГОСТ 14771, который устанавливает характеристику соединительных швов, определяет толщину металлических заготовок, устанавливает характеристику материалов, соединяемых между собой. В требованиях стандарта заложены нормативы, касающиеся выполнения работ с применением тех или иных электродов, использования присадок. Если сварка выполняется неплавящимся видом электрода, то к нему дополнительно используется флюс, а в случае, когда сварку выполняют плавящимся электродом, присадка не потребуется.
Аргонодуговая электросварка выполняется с поддувом газа, что позволяет укрепить шов не только снаружи, например, при сваривании трубы, но и изнутри. Поддув инертного газа укрепляет все слои сварочного шва, начиная от его корня, при этом расплавленный наплыв металла ложится мягче, а шов получается более стабильным и крепким. Такая методика электросварки выполняется несколькими способами.
ММА
Аргонная сварка, которая выполняется вручную с применением электродов с вольфрамом. Сварщик самостоятельно осуществляет передвижение газовой горелки и контролирует процесс подачи электродной проволоки, которая относится к типу неплавящейся. Процесс происходит непосредственно в поле электрической дуги, которое образуется от электрода.
Процесс происходит непосредственно в поле электрической дуги, которое образуется от электрода.
При подаче переменного электротока импульсная точечная сварка соединяет только сталь, обогащенную углеродом.
Применяя постоянный ток, можно соединять не только углеродистую, но и нержавеющую разновидности сплавов, в том числе и алюминий.
TIG
Применяется как для ручной, так и для автоматической сварки с использованием инертного газа и вольфрамовых электродов. На переменном электротоке допускается соединять алюминий и сплавы с его содержанием. Если выбрать постоянный электроток, то появляется возможность соединять нержавеющий и углеродистый типы сплавов. При автоматическом режиме сварочных работ применяется плавкий электрод, причем передвижение горелки и подача сварочной проволоки может управляться дистанционно. В современных промышленных условиях сваривание труб из нержавеющих сплавов выполняют роботизированные аппараты.
В современных промышленных условиях сваривание труб из нержавеющих сплавов выполняют роботизированные аппараты.
MIG
Аргонная сварка полуавтоматического типа с применением плавящихся сварочных электродов. Данная технология предусматривает использование переменного тока. Соединению подлежат углеродистая и нержавеющая сталь, а также алюминий и его сплавы. Аргонодуговая сварка механического типа с плавящимися электродами также относится к MIG-группе.
Полуавтоматическим сварочным аппаратом с применением аргона сваривают изделия из нержавейки.
Терминология сварочных процессов с применением инертного газа для новичка может показаться сложной, но опытные специалисты легко в ней разбираются. При выполнении сварочных работ с аргоном необходимо ориентироваться на стандарты ГОСТ – их выполнение гарантирует получение надежного и аккуратного сварного шва, который соответствует критериям качества.
При выполнении сварочных работ с аргоном необходимо ориентироваться на стандарты ГОСТ – их выполнение гарантирует получение надежного и аккуратного сварного шва, который соответствует критериям качества.
Режимы
Под режимом сварочного процесса следует понимать выбор направления электротока и его полярности при настройке сварочного оборудования. Определение режима электросварки зависит от физических свойств и химических характеристик металла, с которым предстоит работать. Например, для соединения конструкций из прочной стали выбирают постоянный электроток прямой полярности, а для сварки мягкого алюминия и его сплавов потребуется выбрать постоянный ток с обратной полярностью.
Важным параметром является и сила электротока, которая определяется в зависимости от толщины металлических заготовок, толщины сварочного электрода и выбранной полярности электротока.

Перечисленные параметры настроек сварочного аппарата и характеристик металла взаимосвязаны. Нередко опытные сварщики путем многолетней практики определяют наилучшее соотношение параметров, которые более всего подходят для соединения металлов. Параметры настройки режимов сварочного аппарата представлены в таблице.
Качественный сварочный шов возможно выполнить в том случае, если все параметры настроек сварочного аппарата выбраны правильно, а сварочная дуга используется короткая. При выполнении работ в среде инертного газа необходимо следить за его расходованием. Наиболее экономным вариантом расхода является ламинарная подача газа, то есть при подаче газообразное вещество выходит равномерно, без пульсирующих порций и перемешиваний.
Оборудование и оснащение
Принцип работы при выполнении аргонного сварочного соединения заключается в том, что используется широкий перечень необходимого для этой цели оборудования.
Как правило, универсальные аппараты для электрогазосварки аргонного типа оснащаются всеми необходимыми приспособлениями, их выпуск серийный.
Все оборудование, которым работает сварщик при аргонодуговой сварке, можно разделить на 3 типа:
- оборудование специализированное, которое используется для однотипных заготовок из металла;
- специальные приспособления, выполняющие определенные функции и применяемые для сварки однотипных заготовок;
- оборудование универсальное, которое подходит для выполнения всех типов сварочных работ.

Для выполнения сварки в среде аргона одного только сварочного аппарата недостаточно, для осуществления процесса потребуется подготовить следующее оборудование:
- газовая горелка, имеющая керамическое сопло;
- трансформаторы, один из которых используется для сварочного аппарата с напряжением электротока до 70 В, а второй потребуется для подпитки устройств коммутации;
- осциллятор, который присоединяется параллельным способом к точке электропитания и используется для розжига дуги при работе с неплавящимися присадочными прутками;
- проволока-присадка или вольфрамовые электроды;
- газовые баллоны, где содержится смесь с инертным газом;
- рукав для подачи аргона и редуктор;
- контактор, который обеспечит подачу электротока на газовую горелку;
- переключатель в виде реле, используемый для подключения или выключения осциллятора с контактором;
- электрогазовый клапан, необходимый для подачи переменного либо постоянного электротока;
- держак для закрепления сварочного электрода;
- электрофильтр для осциллятора, контролирующий импульсы высоковольтного типа;
- стабилизатор электротока;
- защитная маска, спецодежда и перчатки для сварщика.

Современные технологии сварочных работ в среде инертных газов дают возможность выполнять сварочные соединения заготовок с толстыми кромками.
Для этой цели применяются специальные приспособления, например, горелка, которая может использовать одновременно несколько электродов с вольфрамом, что обеспечивает получение прочного шва и значительно ускоряет процесс выполнения сварочных работ.
Используемые марки аргона
Марки инертного газа регламентируются нормативами ГОСТ 10157-79, согласно которому выделяют 3 вида смесей с различным процентным содержанием основного компонента – аргона:
- марка А – на 99,99% состоит из аргона и предназначается для соединения редкоземельных металлов, таких как цирконий или титан, содержащих химически активные компоненты, а также подобная газовая смесь используется для сборки конструкций особой важности, где качество сварочного шва определяют высокие стандарты;
- марка Б – на 99,96% состоит из аргона и применяется для соединения магниевых или алюминиевых металлосплавов, растворимых в газовой среде;
- марка В – на 99,90% состоит из аргона и используется для соединения нержавеющего типа стали, а также позволяет соединять высокопрочные и жароупорные сплавы, в том числе и чистый алюминий.

Все марки газа, применяемые для выполнения аргонодуговой сварки, сертифицируются и соответствуют нормам стандартов ГОСТ.
Особенности процесса
Работа по соединению цветных сплавов и литья черного металла в аргонной среде требует определенного навыка, поэтому варить новичку своими руками такие заготовки будет непросто. Выполняя сварочные работы, следует помнить, что титан, медь, алюминий, силумин и бронза имеют физические и химические различия по сравнению с чугуном и сталью. При расплавлении стали или цветных сплавов жидкий металл имеет свойство поглощать примеси, образующиеся в результате плавления под действием высоких температур, что приводит к наличию в сварочном шве пористости. Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Аргонодуговая сварка является универсальным методом, технология которого используется для ремонта кузовного железа, внутреннего угла двери автомобиля, алюминиевых элементов кузова и поддона картера, для установки дополнительного оборудования и сварки тонкого металла. Нередко для выполнения таких работ используется техника применения газа с поддувом, причем расход аргона даже в таком случае будет меньше, чем гелия при его применении. Детали могут соединяться встык или внахлест, чаще всего работу проводят неплавящимся электродом из вольфрама, а для розжига электродуги применяют осциллятор.
Получение качественного и прочного шва возможно при соблюдении технологии выполнения работ.
Основным моментом является предварительная подготовка металла к сварке: кромки, предназначенные для соединения, зачищают от поверхностной пленки оксидов, а затем обезжиривают с помощью растворителя. Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
В зависимости от типа свариваемых материалов выбирается и присадка. Это может быть проволока из алюминия, нержавеющей стали, а также медно-никелевые или латунные прутки. Состав сплава у присадочных материалов указывается в соответствующем справочнике по маркировке, имеющейся на конце прутка. Кроме того, важно правильно выбрать и сам сварочный аппарат. Например, для соединения медной детали с алюминием, толщина которых не превышает 7 мм, потребуется мощное сварочное оборудование промышленного типа, которое дает мощность до 400–500 А. Настройка аппарата перед началом работы является важным условием, причем сила тока и напряжение выбираются исходя из размера вольфрамового или обычного электрода.
При подаче сварочной проволоки вылет стержня зависит от типа сварного соединения, например, для угловых швов вылет должен превышать показатель 2 мм. В случаях, когда вольфрамовый электрод слишком быстро сгорает, его вылет следует уменьшить.
У современных аппаратов имеется опция «Заварка кратера», она применяется для того, чтобы обеспечить плавное угасание дуги после того, как формирование шва будет завершено. Например, если выполняется соединение деталей, толщина которых 3 мм, то значение этого параметра ставят на показатель 2–3 сек. Кроме того, перед сваркой настраивают и предварительную продувку области проведения работ. Такое действие необходимо, чтобы в процессе выполнения работы не появлялись дефекты шва, так как в неостывшем металле появляется пористость. Последовательность выполнения сварочного процесса заключается в следующем:
- выполняется зачистка кромок, и если материал довольно толстый, то делают скосы для сварочного шва, а затем обезжиривают поверхность металла;
- все детали фиксируются специальными зажимами, после чего можно приступать к выполнению процесса сварки;
- осуществляют поджиг электрической дуги, причем если эта процедура контактная, то на горелке нажимают кнопку и электродом прикасаются к одной из кромок металла, а при бесконтактном розжиге такого касания делать не нужно;
- следующим этапом выполняют сварочную ванну, для этого допускается сделать несколько поперечных колебательных движений сварочным электродом по стыкуемому материалу в области сварного шва, при этом присадка должна начать плавление и равномерно распределяться в сварочной ванне;
- инертный газ в процессе работы обдувает место сварки, но это должно происходить умеренно, чтобы не разбрызгивать металл и не мешать его плавлению.

Опытные сварщики рекомендуют соединять тонкие листы металла без применения присадки. Чтобы выполнить сварочный шов, вольфрамовый электрод располагают под небольшим углом таким образом, чтобы кромка одного листа наплавлялась на кромку второго листа.
О сварке аргоном смотрите далее.
Аргоновая сварка, цена на услуги сварки в Санкт-Петербурге
Технические особенности сварки аргоном
Если отчасти владеть знаниями сварки аргоном это даст возможность мастеру получить шов высочайшего качества.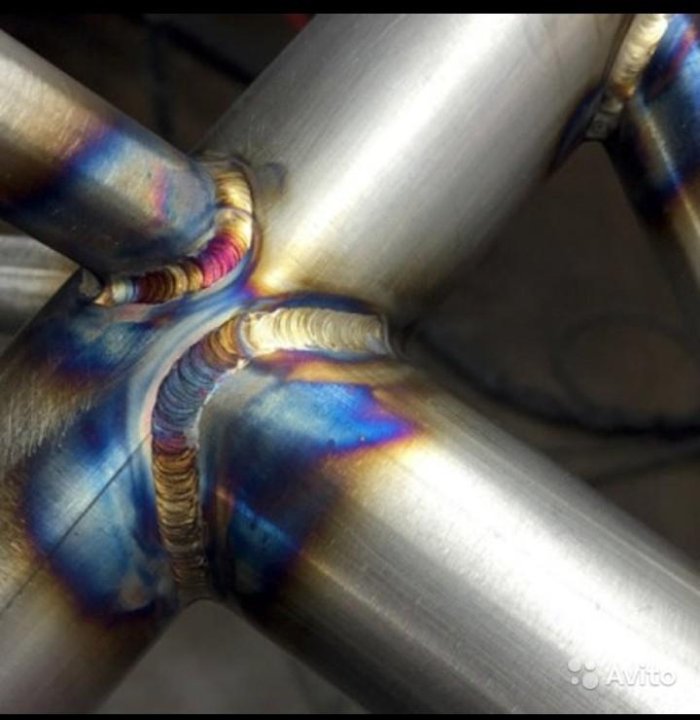 Особенности аргонового соединения электродом следующие:
Особенности аргонового соединения электродом следующие:
- Чем продолжительнее дуга аргона, тем больше ширина шва и сокращается его глубина, что минимизирует качество крепежа. Поэтому требуется электрод, который не плавится удерживать поближе к стыковке сварных элементов.
- Дабы шов получился высококачественный, то есть надежный, нужно держать электрод и электрогорелки двигаясь исключительно продольно. Если будут отклонения качество сварки сократиться. Поэтому наши сварщики работают аккуратно и внимательно.
- Проволока-присадка и электрод должны располагаться исключительно в области аргоновой сварочной работы. Это не позволит кислороду и азоту попасть в шов и внутреннюю область.
- Подача проволоки-присадки должна идти осторожно, можно сказать, нежно, аккуратно. Резкая подача это множественные металлические брызги.
- Проволока-присадка подается перед горячей насадкой с электродом, что не плавится, обязательно под углом, это влияет на качество.
- Аргоновая сварка не может стартовать и заканчиваться резко, потому как это откроет доступ кислородных и азотистых масс в зону работы.
Завершать рабочий процесс необходимо сокращением силы электротока при помощи электрореостата, который входит в комплект аппарата для варки, который применяют мастера нашей компании в Санкт-Петербурге. Просто отодвинуть электрогорелку это означает, дать доступ в зону азотистых и кислородных масс. Стыковочные места свариваемых элементов из металлов перед стартом работ нужно почистить и хорошо обезжирить.
Преимущества сварки аргонодуговой
Аргонодуговое сваривание металлов обладает преимуществами. Во-первых, низкий температурный режим нагревания, что сберегает типоразмеры и форму 2-х свариваемых деталей. Во-вторых, аргон газ инертный, это значит, он наиболее тяжёлый и плотный чем кислород, что дает максимум защиты рабочей зоны. В-третьих, мощь тепловой дуги довольно высокая, что дает реальный шанс работать очень быстро.
И наконец, эта работа дает возможность крепить различные металлические изделия, которые другими сварочными видами не стыковать.
Что такое аргоновая сварка | Сварка для начинающих
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.

 Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
 Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.

Недостатки:
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.

Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Аргонная сварка, ремонт блоков двигателей, поддона картера, КПП сваркой в ЮАО Москвы
Автосервис Авторемпласт предлагает вам качественную сварку металлов в среде аргона (аргонную или аргонодуговую сварку). Данную технологию мы применяем при ремонте автомобильных радиаторов, интеркулеров, испарителей, при изготовлении из алюминия или нержавейки элементов радиаторов охлаждения. Также аргонная сварка применяется нами при ремонте кузова и его деталей, при сварке и наращивании металла в двигатеях, ГБЦ, КПП, поддонах картеров, при ремонте выпускных коллекторов и глушителей, а также при восстановлении всевозможных креплений, кронштейнов, крепежных ушек и т. д.
д.
Преимущество аргонной сварки перед сваркой электродуговой — это наивысшее качество сварного шва, которое достигается благодаря подаче в область сварки аргона. Аргон является инертным газом. Он не вступает ни в какие химические реакции, в отличие от кислорода, который окисляет металл, что сильно затрудняет процесс сварки и ухудшает качество шва. В процессе ремонта аргон подается в область сварки через сопло горелки и вытесняет весь воздух и, соответственно, кислород, защищая образующийся шов. Применяя аргонодуговую сварку можно варить алюминий, нержавеющую сталь, чугун и другие металлы и сплавы, используемые в автомобильной промышленности.
Если вашему автомобилю требуется заварить трещины на сотах или трубках радиатора или интеркулера, отремонтировать поддон или выхлопную систему, восстановить кронштейн или крепление, обращайтесь в наш автосервис. Мы произведем ремонт любой сложности качественно и недорого.
Некоторые фотографии работ автосервиса:
Сварка трещины мотоциклетного диска аргоном
Ремонт картера Ауди А8
Ремонт КПП аргоном
Ремонт крышки КПП аргоном, вварка трубок — автомобиль БМВ
Ремонт КПП Ситроен аргоном
Ремонт КПП ФольксВаген Транспортер аргоном
Подогрев печки Ауди А8
Заварен глушитель автомобиля Смарт
Отломанная деталь:
Деталь после ремонта:
Ремонт кронштейнов автомобиля Фотон аргонодуговой сваркой
Аргоновая сварка крышки генератора
Мастер в процессе сварки блока цилиндров двигателя аргоном
Ремонт блока двигателя аргоном
Сварка аргоном пассажирской подножки мотоцикла Kawasaki ZZR-400
Сварка кронштейна подножки мотоцикла Honda
Ремонт аргоном переходника на грузовик Вольво
Аргонная сварка поддона картера Мерседес
Ремонт велосипедного руля аргонодуговой сваркой
Приварка колокола КПП автомобиля БМВ
Сварщик ремонтирует коробку Ниссан Ноут
Сварка трубки кондиционера
Аргонодуговая сварка подножки грузового автомобиля
Сварка в среде аргона декоративных изделий
Технология аргонодуговой сварки
Изделия из алюминия, никеля, титана и их сплавов широко применяют в производстве и жизни человека. Для получения этих изделий, часто нужна сварка. Чем же их сваривают?
Для получения этих изделий, часто нужна сварка. Чем же их сваривают?
Наибольшее применение, для сварки этих сталей и сплавов, получила аргонодуговая сварка. Что это за аргонодуговая сварка?
Аргонодуговая сварка относится к виду сварки плавлением. Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом.
Аргонодуговая сварка это сварка не плавящимся электродом. В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.
При аргонодуговой сварке вольфрамовые электроды выбирают от толщины металла. Вольфрам относят к тугоплавким металлам. Поэтому, назначение вольфрамовых электродов в зажигании и поддержании сварочной дуги.
Аргонодуговая сварка
Аргонодуговую сварку относят к видам газоэлектрической сварки. Газы защищают сварочную зону от воздействий ветра, осадков и других погодных явлений. Так же алюминий, титан, никель подвержены окислению. Применение газов защищает их от окислительных процессов.
В аргонодуговой сварке применяют инертные газы: аргон, гелий и их смеси. Основным газом считают аргон. Поэтому, сварка получила название аргонодуговая сварка.
Аргон производят трех сортов. Сорт аргона, для аргонодуговой сварки, зависит от содержания в нем чистого аргона. Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах.
Электрическая часть аргонодуговой сварки, предназначена для образования сварочной дуги и ее параметров. Основным элементом ее является источник питания (сварочный аппарат). На нем выставляют силу и напряжение сварочного тока.
Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка. В нее, вставляют вольфрамовый электрод и подают аргон из баллона. Аргон подается по резиновым шлангам. Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток.
Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей. Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва.
Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва.
Сварочную проволоку, для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали. Ее поставляют на производство в мотках. Сварщик нарезает ее, для удобства, по размерам сварочного шва. На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена.
Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей.
Аргонодуговую сварку применяют в промышленных цехах и на стройплощадке. На стройплощадках, в избегание попадания ветра в зону сварки, устанавливают сварочную палатку.
Выполняют аргоновую сварку в специальных кожаных перчатках. В процессе аргонодуговой сварки, сварщик использует две руки. Это требует высокой квалификации сварщика. На производстве, сварщики аргонодуговой сварки имеют 5-6 разряды.
Преимуществом аргонодуговой сварки считают геометрически однородный качественный шов. Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение.
Шов получают без дефектов. Так же исключены шлаковые образования . Шов выдерживает большие нагрузки на изгиб, сжатие и растяжение.
Аргонодуговая сварка выделяет меньше вредных газов в работе для сварщика. Сведен риск получения ожогов, работников при сварке.
Аргонодуговая сварка это один из эффективных и высококачественных видов сварки на производстве!
Сварщики Sunstone> Обучение микросварке> Газ аргон для микросварки
Что такое газ аргон?
Газообразный аргон — это химический элемент с символом Ar и один из благородных газов. Аргон также является третьим по распространенности газом на Земле. В качестве инертного защитного газа чаще всего используется аргон. Аргон бесцветен, не имеет запаха, негорючий и нетоксичный.
Почему в сварочных системах Orion компании Sunstone используется аргон?
Аргон используется в качестве защитного газа в сварочных системах Sunstone Orion. Во время сварки обрабатываемые металлы подвергаются воздействию температур до 7000 градусов Цельсия. При таких температурах большинство металлов становятся жидкими, что способствует образованию сварного шва. Аргон используется для защиты расплавленной металлической ванны от элементов атмосферы, включая кислород, азот и водород. Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание сварочного шва. Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению проплавления сварного шва, лучшему переносу присадочной проволоки и лучшему внешнему виду сварного шва.
Во время сварки обрабатываемые металлы подвергаются воздействию температур до 7000 градусов Цельсия. При таких температурах большинство металлов становятся жидкими, что способствует образованию сварного шва. Аргон используется для защиты расплавленной металлической ванны от элементов атмосферы, включая кислород, азот и водород. Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание сварочного шва. Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению проплавления сварного шва, лучшему переносу присадочной проволоки и лучшему внешнему виду сварного шва.
Аргон премиум-класса Sunstone состоит из аргона чистотой 99,996% (аргон 4.6). Чистый аргон означает, что газ является просто аргоном, а не смешанным с другим газом.
Опасен ли аргон?
Аргон имеет проблемы с безопасностью, о которых следует знать, но по большей части это очень безопасный газ. Он нетоксичен и негорючий, поэтому не ядовит и не горит. Аргон действительно находится в резервуаре со сжатым воздухом, и при работе со сжатым резервуаром необходимо соблюдать соответствующие правила техники безопасности.Аргон на 38% плотнее воздуха, поэтому при работе в закрытых помещениях убедитесь, что у вас есть надлежащая вентиляция. Количество аргона, используемого в системе Orion, очень мало и не имеет большого значения для безопасности.
Аргон действительно находится в резервуаре со сжатым воздухом, и при работе со сжатым резервуаром необходимо соблюдать соответствующие правила техники безопасности.Аргон на 38% плотнее воздуха, поэтому при работе в закрытых помещениях убедитесь, что у вас есть надлежащая вентиляция. Количество аргона, используемого в системе Orion, очень мало и не имеет большого значения для безопасности.
Какой газ аргон я могу получить?
Мы рекомендуем использовать аргон чистотой 99,996% (аргон 4.6). Это один из наиболее часто используемых сварочных газов в мире. Это будет нести каждая крупная газоснабжающая компания. Это то же самое, что и сварочный газ, используемый в традиционной сварочной установке TIG.Чистый аргон означает, что газ является просто аргоном, а не смешанным с другим газом. Другие защитные газы, такие как смеси CO2 и аргон, CO2, работают хуже, чем чистый аргон. Аргон сверхвысокой чистоты или медицинского класса не требуется.
Примерно как долго должен прослужить мой резервуар с аргоном?
Это зависит от ряда различных факторов, таких как частота использования, настройка давления и настройки потока до / после. Аргон премиум-класса Sunstone поставляется в резервуаре на 80 стандартных кубических футов, который является наиболее распространенным размером для использования с системами сварки Sunstone Orion Welding.Резервуара на 80 стандартных кубических футов хватает на 6-9 месяцев в среднем, в зависимости от использования.
Аргон премиум-класса Sunstone поставляется в резервуаре на 80 стандартных кубических футов, который является наиболее распространенным размером для использования с системами сварки Sunstone Orion Welding.Резервуара на 80 стандартных кубических футов хватает на 6-9 месяцев в среднем, в зависимости от использования.
Нужен ли мне регулятор аргона?
Да, если у вас еще нет газового регулятора, нажмите здесь, чтобы заказать регулятор AGR 2.
Мы настоятельно рекомендуем покупать регулятор AGR 2 у нас, чтобы быть уверенным, что у вас будет соответствующий тип регулятора, соответствующий резервуару, который мы вам отправляем.
Регулятор «AGR Inline» не будет работать с аргоновыми баллонами Sunstone премиум-класса
Какое рекомендуемое давление аргона?
Сварочные системы Orion от Sunstone лучше всего работают при давлении около 10 фунтов на квадратный дюйм.Давление можно регулировать в зависимости от обрабатываемой детали и того, насколько далеко электрод выступает из сварочной иглы. Чем дальше электрод, тем большее давление аргона потребуется для получения надлежащего покрытия.
Чем дальше электрод, тем большее давление аргона потребуется для получения надлежащего покрытия.
Встроенный газовый регулятор
В каких системах используется аргон?
Импульсная дуга — системы для сварки Micro TIG
Во всей линейке сварочных систем Orion Pulse Arc или Micro TIG компании Sunstone используется защитный газ аргон, чтобы обеспечить лучшее качество сварки и более стабильную дугу.Хотя газ аргон не требуется при использовании сварочных систем Orino, он настоятельно рекомендуется для получения неизменно высокого качества сварных швов.
Лазерная сварка
Линия Sunstone для систем лазерной сварки Orion LZR предлагает широкий выбор систем лазерной сварки от настольных до полностью автоматизированных. Все эти системы интегрированы с аргоновым соплом и управляемыми компьютером клапанами для газа аргона, используемыми для защиты лазерных сварных швов.
Контактная сварка
Sunstone предлагает широкий выбор систем контактной сварки для мелко-точечной и микро-точечной сварки. Эти системы используются для широкого спектра применений, включая батареи, медицинские устройства, промышленные применения, сварку шпилек, автомобилестроение, сетку и экран и многие другие приложения. Газ аргон используется, когда это необходимо для получения более высокого качества сварного шва или улучшения внешнего вида сварного шва.
Эти системы используются для широкого спектра применений, включая батареи, медицинские устройства, промышленные применения, сварку шпилек, автомобилестроение, сетку и экран и многие другие приложения. Газ аргон используется, когда это необходимо для получения более высокого качества сварного шва или улучшения внешнего вида сварного шва.
Используется ли газ для сварки TIG? Можно ли производить сварку сваркой в инкубаторе без газа?
Сварка GTAW или TIG является одним из наиболее универсальных способов сварки, поскольку его можно использовать с металлами, которые нельзя нагреть только дугой, такими как алюминий и латунь.Кроме того, он обычно более точен, чем другие виды сварки, благодаря способности контролировать как погонную энергию, так и длину дуги.
Сварка TIG — это сварка, при которой обычно используется газ для уменьшения окисления металла. Какой газ используется для сварки TIG и что происходит, когда у вас нет газа? Можно ли выполнять сварку TIG без газа?
Давай узнаем.
Требуется ли газ для сварки TIG?
Да, в большинстве случаев необходимо использовать защитный газ при сварке TIG, поскольку это гарантирует долговечность и прочность.Газовая вольфрамовая дуговая сварка (GTAW), широко известная как сварка TIG, представляет собой способ сварки с использованием вольфрамового электрода и защитного газа, обычно смеси аргона и гелия. Однако можно выполнять сварку TIG без защитного газа, и иногда конкретная ситуация может означать, что это единственный жизнеспособный вариант для оператора.
Для чего нужен газ при сварке TIG?
Прежде чем приступить к вопросу о , нужно ли использовать газ при сварке TIG , важно понять назначение самого газа.
Защитные газы играют важную роль при сварке TIG. Назначение газа — действовать как барьер против атмосферных загрязнений, таких как кислород и влажность, которые могут попасть в сварочную ванну с жидким металлом и вызвать деформации сварного шва и снизить общее качество сварки.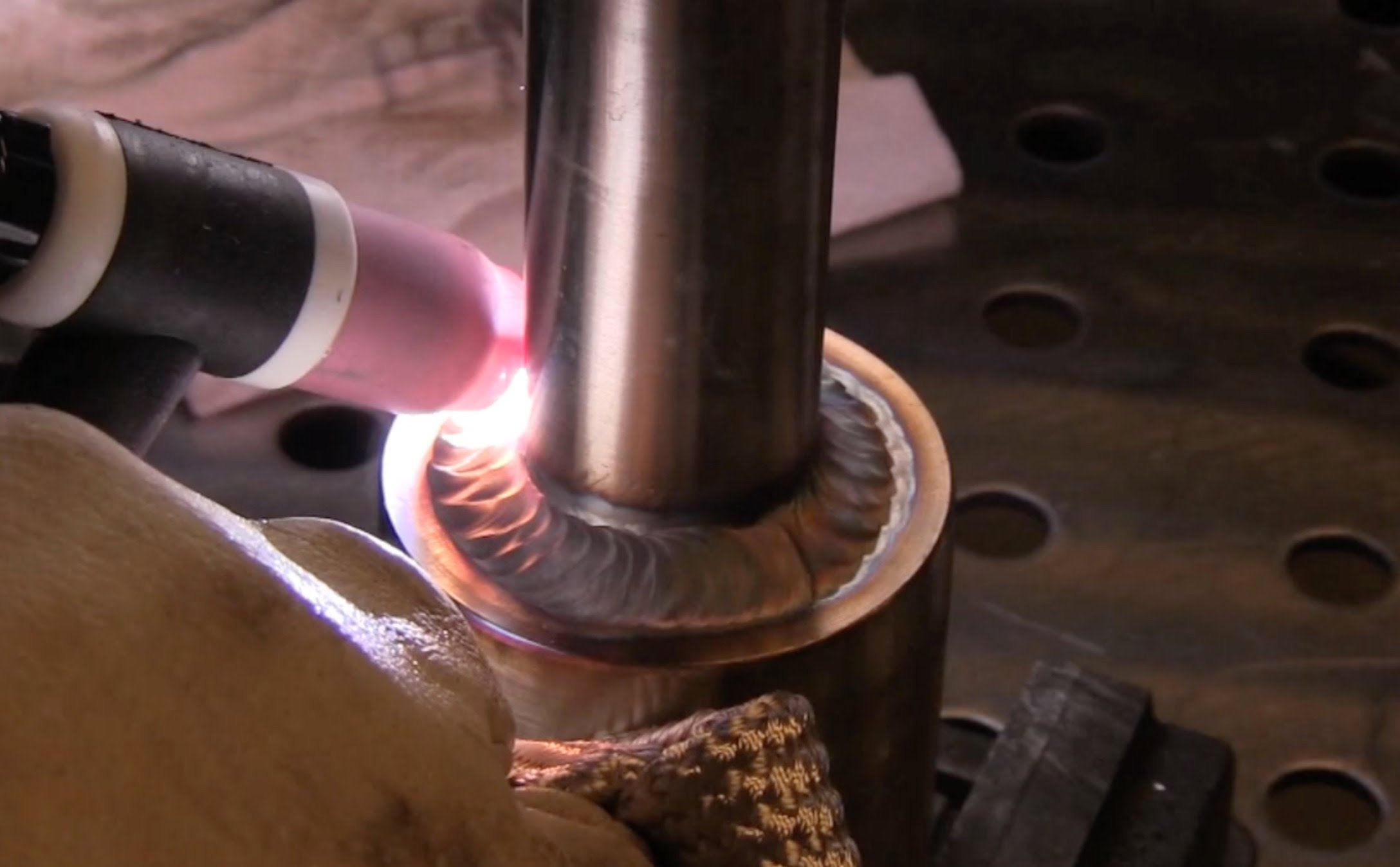 Во многих случаях применения GTAW защитный газ также защищает зону сварного шва от чрезмерно высокой температуры вблизи кончика электрода.
Во многих случаях применения GTAW защитный газ также защищает зону сварного шва от чрезмерно высокой температуры вблизи кончика электрода.
Помимо этого, защитный газ также улучшает свариваемость металлов за счет стабилизации дугового соединения между сварщиком и заготовкой и предотвращает попадание расплавленного шлака обратно на заготовку, сварщика или руки из сварочной ванны.
Сварочный газ TIG
Какой газ используется при сварке TIG?
По сравнению с другими сварочными процессами, существует лишь несколько типов газов, которые можно использовать для сварки TIG. Газ аргон — предпочтительный защитный газ для сварки TIG. Аргон, который является инертным газом, регулярно используется во всем мире сварки TIG, его отдают предпочтение за его универсальность.
100% чистый аргон — отличный вариант для сварки всех распространенных металлов, так как стабильность дуги поддерживается, что позволяет создавать чистые, узкие и более точно контролируемые сварные швы.
Аргон также может быть смешан с гелием в соотношении 50/50. Комбинация аргона и гелия предназначена для специализированных проектов и улучшает теплопроводность, что, в свою очередь, увеличивает скорость, с которой оператор может сваривать. Также доступны различные соотношения аргона и гелия с 10% аргона и 90% гелия, но это обычно полезно только для сварки TIG с использованием отрицательной установки электрода постоянного тока (DCEN).
Водород также можно использовать в качестве защитного газа для сварки TIG, но он реже используется для общих сварочных работ.Тем не менее, водород является отличным защитным газом для больших проектов сварки нержавеющей стали TIG, где важны повышенное напряжение дуги и тепловложение.
Используются ли одни и те же газы для сварки MIG и TIG?
При сварке MIG и TIG в различных ситуациях можно использовать аргон и гелий. Однако MIG плохо работает со 100% аргоновой смесью, так как это может повлиять на теплопроводность и стабильность дуги, что ухудшит качество окончательного сварного шва.
Вместо этого MIG успешно сочетает аргон с диоксидом углерода (CO 2 ) со средним соотношением примерно 85% аргона к 15% CO 2 .Смесь газов аргон-CO 2 поможет получить эстетически привлекательные сварные швы, которые производят небольшое количество брызг расплава, что также сокращает процесс очистки при сварке MIG. Это за исключением сварки цветных металлов, где используется чистый аргон. MIG также использует газообразный гелий для сварки нержавеющей стали и цветных металлов, хотя комбинация аргон-CO 2 более предпочтительна.
Подробнее о сварочном газе MIG можно узнать здесь.
Используется ли при сварке TIG больше газа, чем при сварке MIG?
TIG не должен использовать больше или меньше газа, чем сварочный аппарат MIG.Срок службы газа сварочного аппарата TIG или MIG полностью зависит от регулятора расхода газа в баллоне, который оператор установит самостоятельно. Как для TIG, так и для MIG в среднем будет использоваться 10-40 кубических футов газа в час, однако это будет варьироваться, поскольку вы регулируете скорость потока газа в соответствии с потребностями вашей работы.
TIG без газа: можно ли выполнять сварку TIG без газа?
Итак, к нашему заглавному вопросу: можно ли выполнять сварку TIG без использования защитного газа?
Да, безгазовая сварка TIG определенно возможна, поскольку мы заявляли, что защитный газ играет важную роль в процессе сварки TIG.Без защитного газа сварка не считается сваркой, поскольку это может повлиять на структурную целостность сварного соединения. Сварной шов будет подвержен высокому риску загрязнения и может привести к растрескиванию сварного шва, пористости, а также к тому, что соединение не будет соединяться и сломаться надвое.
Сварка с помощью аппарата TIG (или любого другого газового сварочного аппарата) никогда не должна выполняться без защитного газа, когда сварка важна для здоровья человека, имущества или факторов окружающей среды.Сварку TIG без газа следует выполнять только в том случае, если проект соответствует этому критерию и соединение надежно поддерживается другими средствами.
Также обратите внимание: только опытный сварщик должен рассматривать сварку TIG без газа, поскольку этот процесс даже сложнее, чем и без того сложный метод сварки TIG.
Есть несколько причин, по которым вам может потребоваться сварка TIG без газа. Возможно, вам придется сваривать на открытом воздухе, и у вас нет доступа к аппарату для ручной сварки (без газа).А может, у вас закончился защитный газ. Конечно, ни одна из этих причин не подходит для безгазовой TIG, так как есть решение для каждой конкретной ситуации.
Аргон: защитный газ — nexAir
в газообразном аргоне — один из наиболее распространенных защитных газов, используемых сварщиками во всем мире. Хотя многие сварщики регулярно используют аргон, они могут не знать всех преимуществ использования аргона в качестве защитного газа. Вот преимущества газа аргона и почему он является таким отличным защитным газом для сварочных работ.
Что такое аргон?
Аргон — это защитный газ, который часто используется при сварке, чтобы защитить проект от воды или кислорода, мешающих сварному шву. Использование аргона в качестве защитного газа помогает предотвратить любую реакцию, которая может стать проблемой во время процесса сварки.
Использование аргона в качестве защитного газа помогает предотвратить любую реакцию, которая может стать проблемой во время процесса сварки.
Аргон лучше всего работает с титаном, магнием и алюминием. Хотя вы можете комбинировать аргон с углекислым газом или другими защитными газами, в основном он используется сам по себе.
Почему сварщики используют аргон?
Сварщики любят использовать аргон в качестве защитного газа для хорошей защиты.Аргон помогает защитить сварщиков от очень высоких температур. Когда два металла плавятся вместе, иногда они могут мешать друг другу и вступать в реакцию. Аргон помогает предотвратить все это.
Он не только защищает металлы и сварщика, но и негорючий. Он не горит даже при воздействии высоких температур, тепла, огня или искр. Аргон также не выделяет ничего токсичного, поэтому он очень безопасен.
Преимущества аргона
Использование аргона в качестве защитного газа дает множество преимуществ.Как упоминалось ранее, он негорючий и нетоксичный.
Газ аргон наиболее полезен для поддержания стабильности дуги. Аргон также помогает с более узким проплавлением, что обеспечивает более чистый сварной шов.
Еще одно преимущество использования аргона в качестве защитного газа заключается в том, что он помогает избежать разбрызгивания. Это также придаст вам более плоский профиль станины и поможет избежать переваривания.
В целом, аргон — это безопасный защитный газ, который придает вашему окончательному проекту чистый вид.
Недостатки аргона
Хотя газ аргон является прекрасным защитным газом, имеющим множество преимуществ, у него есть и некоторые недостатки.
Одна из самых больших проблем с газом аргоном заключается в том, что он увеличивает его присутствие в воздухе при использовании. Аргон плотнее воздуха, что может стать проблемой. Чтобы избежать этого, обязательно используйте аргон на улице или в помещении с хорошей вентиляцией.
Использование аргона также является более медленным процессом, поскольку он выделяет меньше тепла. Хотя время очистки меньше, общий процесс может быть таким же, как и при использовании другого защитного газа.
Хотя время очистки меньше, общий процесс может быть таким же, как и при использовании другого защитного газа.
Аргон — невероятно мощный защитный газ, обладающий рядом преимуществ. Если у вас есть какие-либо вопросы об использовании аргона в вашем следующем проекте, положитесь на ноу-хау вашего представителя nexAir, чтобы убедиться, что у вас есть все необходимое для начала работы и для правильного выполнения работы!
Сварка аргоном: как это работает? [2021]
Методы сварки, в которых в качестве защитного газа используется аргон, известны как сварка аргоном.
Еще в 1903 году Оскар Киеллберг, основатель сварочного бренда ESAB, создал прототип сварочного стержня для создания оболочки из защитного газа вокруг точки сварки.
Поскольку сварщики обычно работают при очень высоких температурах, то есть до 5000 градусов, расплавленный металл имеет тенденцию к быстрому окислению, вызывая множество деформаций сварных швов.
Во время Второй мировой войны — эти сварочные аппараты были снова модернизированы и впервые использовались ЭСАБ.
Однако, когда было создано изобретение, использовался гелий.
Позже было обнаружено, что инертные газы, такие как аргон, были дешевле и столь же эффективны.
Тем не менее, когда выполнялись специальные сварочные работы, гелий относился к газу, который смешивается с аргоном.
На сегодняшний день существует множество инертных газов. Таким образом, выбор инертного газа, или защитного газа, зависит от процесса.
Основная модель сварочного аппарата ESAB TIG до сих пор носит название Heliarc, хотя сейчас в качестве защитного газа он в основном использует аргон или аргон, слегка разбавленный гелием.
Продолжая свое наследие.
Аппарат для аргонной сваркиЛюбой сварочный аппарат, в котором в качестве защитного газа используется отдельный газ, можно использовать в качестве аппарата для аргонной сварки.
Сварочный аппарат MIG потенциально может использоваться со 100% аргоном в качестве защитного газа.
Однако, поскольку сварочные аппараты MIG часто используются для сварки черных металлов и не используются для сварки алюминия или магния, в качестве замены используется CO2 (диоксид углерода) или смесь CO2 и аргона.
Чистый аргон вызывает нестабильную дугу при сварке стали.
С другой стороны, сварочные аппаратыTIG почти всегда используют аргон в чистом виде или в сочетании с гелием в небольших количествах в качестве защитного газа.
Чистый аргон — лучший выбор для очень тонких металлических деталей.
Гелий добавляется позже, когда части достигают определенной толщины, и больше гелия добавляется по мере увеличения толщины.
Иногда концентрация аргона снижается до 25% от общей, в зависимости от типа материала, его толщины и необходимой глубины сварного шва.
Гелий увеличивает глубину проплавления сварного шва, а также полезен для создания более высокой температуры сварочной ванны с медью и алюминием, которые имеют тенденцию быстро отводить тепло от стыка.![]()
Гелий также увеличивает скорость сварки.
Тем не менее, избыток гелия можно избежать из-за значительного снижения качества сварки. Что может отрицательно повлиять на сварное соединение при воздействии сильного напряжения или давления.
Вместо DC (постоянного тока), когда переменный ток используется с аргонными сварочными аппаратами, это приводит к сварке с превосходным качеством.
Сварной шов очень высокого качества, а внешний вид шва чистый и привлекательный.
Следовательно, алюминий и магний предпочтительны для сварочных процессов с использованием аргона.
Никель и нержавеющая сталь свариваются смесью аргона и водорода.
Когда процесс выполняется на сварочном материале из меди, водород используется в более высоких концентрациях, чем аргон.
Сварка производится аргонно-дуговой сваркой Но при строгой работе с алюминием, магнием или нержавеющей сталью следует избегать использования водорода из-за вероятности повреждения металла и сварного шва.
Существует два типа сварочных процессов: в первом вам нужно подтолкнуть сварочный пистолет к сварочной ванне, а во втором — вытащить сварочную горелку / пистолет на себя.
В процессах, при которых сварочный пистолет необходимо отводить от сварочной ванны, используется сварочный газ аргон.
Это прямо противоположно методу сварки втягиванием, который чаще всего используется при сварке с диоксидом углерода.
Сварка аргоном требует высокой точности, поскольку эта задача может использоваться для соединения всех типов цветных металлов и особенно полезна при переменном токе.
В совокупности эти факторы обеспечивают прочный, высококачественный сварной шов со стабильной дугой и особенно подходят для алюминия и магния — двух металлов, которые наиболее требовательны к сварке в текущем сценарии.
Опасности сварочного газа аргоном Аргон с атомным номером 18 относится к категории инертных газов, что означает, что они не вступают в реакцию с окружающей средой при определенных условиях.
Таким образом, мы можем сделать вывод, что аргон безвреден с точки зрения безопасности.
Однако они поставляются в резервуарах с высокой степенью сжатия, что требует особого ухода. Поскольку газ хранится под давлением, несоблюдение давления может привести к несчастным случаям.
Для решения этой проблемы и повышения эффективности сварки были внедрены регуляторы сварочного газа аргон.
Они используются для регулирования потока аргона в качестве защитного газа. Убедитесь, что сварщик получает нужное количество газа.
Кроме того, аргон на 38% плотнее воздуха и может вызвать головокружение, если вы будете долго работать.Поэтому рекомендуется работать на рабочем месте с соответствующими системами вентиляции.
Если вы выполняете сварку под дождем, убедитесь, что вы используете правильное количество аргона, так как из-за шторма и ветра газ может уйти, что приведет к искажению сварного шва.
Защитный газ Инертный газ, обволакивающий сварочную ванну, выдуваемый из диффузора внутри сварочного пистолета, почти так же важен для качества сварного шва, как присадочный материал или метод наплавки — а в некоторых случаях, возможно, даже более важен.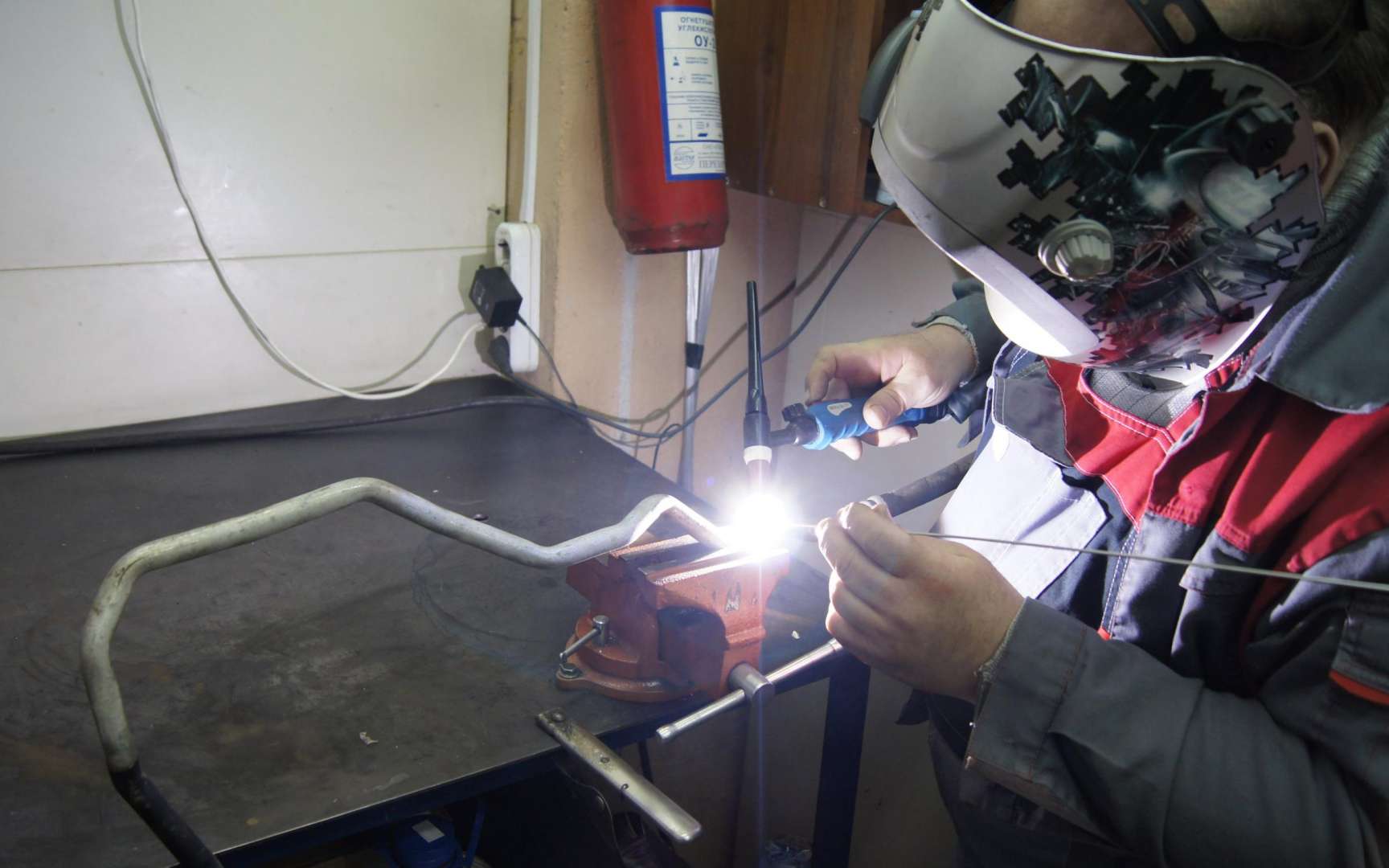
До сих пор вы, возможно, понимали, насколько важен защитный газ для получения хорошего сварного шва.
Правильный выбор газа — это одна из вещей, которая отличает успешного сварщика от того, кто выполняет бессистемную, небрежную работу, которая может сохраниться, а может и не сохраниться в долгосрочной перспективе.
Вам потребуется как опыт, так и дополнительная информация, чтобы принимать действительно жизнеспособные решения относительно использования защитного газа в любых ситуациях.
Труба, сваренная аргоном Выбор защитного газаЯ изложил для вас несколько правил, считайте это хорошей отправной точкой для выбора защитного газа:
• Толщина алюминия
Если вы работаете с алюминием, газ выбирается в зависимости от его толщины.
Алюминиевые плиты толщиной ½ дюйма или меньше, включая листовой алюминий, лучше всего экранировать чистым аргоном.
Их более толстые аналоги должны быть защищены смесью аргона и гелия.
• Работа с нержавеющей сталью
Нержавеющая стальнемного более чувствительна, чем алюминий, и иногда может потребоваться до трех газов, а не двух в большинстве ситуаций.
Если вы собираетесь переносить сварку распылением, вы, вероятно, можете выбрать 98% аргона и 2% кислорода.
Однако для сварки нержавеющей стали очень часто используется комбинация гелия, аргона и диоксида углерода, при этом гелий является основным ингредиентом.
• FCAW-G
FCAW-G, который представляет собой вариант сварки порошковой проволокой, использует особый защитный газ, подаваемый из резервуара в дополнение к испаренному флюсу, обычно использует либо чистый диоксид углерода, либо смесь четверти диоксида углерода, остающуюся в виде аргона. , последний требует меньшего напряжения.
При переносе сварки коротким замыканием низкоуглеродистой стали используются те же газы, что и FCAW-G, с разными результатами для каждого.
Двуокись углерода, не содержащая других газов, дает грубый сварной шов, но проникает глубоко в металл; смесь углекислого газа и аргона дает более неглубокий сварной шов с более аккуратной и ровной поверхностью.
• Использование двуокиси углерода
Перенос сваркой распылением всех типов стали может выполняться с использованием газа, в основном аргона, но содержащего порции углекислого газа или кислорода.
Чем больше диоксида углерода смешано с аргоном, тем холоднее будет дуга, в то время как добавление кислорода вместо диоксида углерода быстро приведет к образованию горячей сварочной дуги.
Выберите смесь в зависимости от вашего приложения.
Для тонких, деликатных металлических листов, требующих достаточно прохладного сварного шва, добавление 20% углекислого газа к 80% аргона даст хорошие результаты.
Напротив, если у вас есть два толстых стальных блока и вам нужен глубокий и прочный сварной шов, используйте 5% кислорода и 95% аргона для получения действительно горизонтальной сварочной дуги.
• Никель и медь
Их лучше всего сваривать в смеси аргона и водорода, содержащей около 5% водорода для никеля и 20% водорода для меди.
В некоторых случаях при сварке меди может потребоваться 50% азота и 50% аргона, хотя это весьма ситуативно.
ЗаключениеНадеюсь, вы поняли, как аргон используется при сварке и насколько важно использовать защитный газ в ваших сварочных проектах.
Использование защитного газа защищает сварные швы и, следовательно, дает вам чистый, прочный сварной шов, который прослужит долго.
Сварка в инертном газе — обзор
4.2.4 Области применения и обзоры сварки вольфрамовым электродом в инертном газе
Сварка TIG имеет некоторые особые преимущества по сравнению с другими формами дуговой сварки, которые указаны ниже: В среде TIG есть свободные брызги и испарения. сварка ограничивает концентрированный круговой сегмент, при этом не используется переход и не остается шлака; однако защитный газ используется для защиты сварочной ванны и вольфрамового электрода (Cary, 1979). Процесс сварки TIG наиболее целесообразен для металлических листов толщиной около 5–7 мм из-за его надежности изгиба, меньшего дефекта в сварных швах, более высокого качества сварки и гладкого внешнего вида головки. И, что наиболее важно, вероятность контроля сварного шва настолько мала, насколько это возможно, с целью создания невероятно благоприятного положения (Огундиму, 2017). Сварку TIG можно использовать как для программной, так и для ручной сварки. Эта сварочная деятельность широко используется как часть предполагаемых передовых технологий в отрасли, такой как автомобильная промышленность, атомная промышленность, промышленность по обработке пищевых продуктов и разработка летательных аппаратов (Anders, 2003; Lincoln, 2000; Wikipedia, март 2018).
И, что наиболее важно, вероятность контроля сварного шва настолько мала, насколько это возможно, с целью создания невероятно благоприятного положения (Огундиму, 2017). Сварку TIG можно использовать как для программной, так и для ручной сварки. Эта сварочная деятельность широко используется как часть предполагаемых передовых технологий в отрасли, такой как автомобильная промышленность, атомная промышленность, промышленность по обработке пищевых продуктов и разработка летательных аппаратов (Anders, 2003; Lincoln, 2000; Wikipedia, март 2018).
Многочисленные текущие исследования предложили несколько курсов по процедурам сварки TIG. Сообщалось, что использование содержания кислорода в сварном шве оказывает существенное влияние на состояние сварного шва заготовки при сварке TIG. Этим можно управлять, воздействуя на акклиматизацию к содержанию кислорода в защитном газе; используется как часть сварки TIG. Группировка кислорода, которая находится в диапазоне 3000–5000 частей на миллион, может серьезно повысить соотношение ширины сварного шва и ширины до примерно 5% (Lu, Fujii, Sugiyama, Tanaka, & Nogi, 2003). Ценг и др. направил испытание, чтобы рассмотреть влияние процесса активированного вольфрамового газа (инициированного TIG) на морфологию сварного шва, быстрое повреждение, дельта-ферритное вещество и твердость нержавеющей стали типа 316L с использованием пяти классов переходов оксидов, TiO 2 , MnO 2 , MoO 3 , Al 2 O 3 и SiO 2 соответственно. В их исследовании использовалась автогенная сварка TIG на пластинах из нержавеющей стали толщиной 6 мм над тонким слоем движения, чтобы получить сварное соединение «прикосновение к пластине».На входе в стык сообщалось, что движение SiO 2 поддерживало центральный проход, но переход Al 2 O 3 уменьшился по ширине точки, а проницательность сварного шва контрастировала с инфильтрацией. Далее сообщалось, что соотношение ширины шва и ширины привело к уменьшению резкой деформации сварного шва (Tseng & Hsu, 2011). Это было дополнительно выражено Shanping et al.
Ценг и др. направил испытание, чтобы рассмотреть влияние процесса активированного вольфрамового газа (инициированного TIG) на морфологию сварного шва, быстрое повреждение, дельта-ферритное вещество и твердость нержавеющей стали типа 316L с использованием пяти классов переходов оксидов, TiO 2 , MnO 2 , MoO 3 , Al 2 O 3 и SiO 2 соответственно. В их исследовании использовалась автогенная сварка TIG на пластинах из нержавеющей стали толщиной 6 мм над тонким слоем движения, чтобы получить сварное соединение «прикосновение к пластине».На входе в стык сообщалось, что движение SiO 2 поддерживало центральный проход, но переход Al 2 O 3 уменьшился по ширине точки, а проницательность сварного шва контрастировала с инфильтрацией. Далее сообщалось, что соотношение ширины шва и ширины привело к уменьшению резкой деформации сварного шва (Tseng & Hsu, 2011). Это было дополнительно выражено Shanping et al. введенная сварка TIG может восполнить недостаток окисления анода смешанным газом, и проблема низкой глубины сварного шва и сварочных возможностей обычной сварки TIG может решительно решаться за счет использования инновационной технологии сварки TIG с двойной защитой с немодифицированным газом гелием (He) в качестве внутренний защитный газ и смесь газов He и CO 2 в качестве внешнего защитного газа (Lu, Fujii, Nogi, & Sato, 2007).Arivazhagan, Srinivasan, Albert, & Bhaduri (2011) руководили исследованием TIG на стальных пластинах P22 с двойным квадратом толщиной 12 мм, имеющих стыковое соединение. Был использован сварочный каркас TIG со встроенным переходом. Были исследованы механические свойства и микроструктура соединения. Сварные швы были качественными и без разрывов. Отсутствие основного эвтектоидного феррита в металле шва и сварном шве не показало результатов с высокой твердостью (Arivazhagan et al., 2011). В эксперименте, проведенном Cai, Luo, Huang и Zeng (2016) по энергии инфильтрации при сварке TIG, было показано, что оксид церия может усилить вход в стальной сварной шов, изменяя конвекцию Марангони в сварочной ванне.
введенная сварка TIG может восполнить недостаток окисления анода смешанным газом, и проблема низкой глубины сварного шва и сварочных возможностей обычной сварки TIG может решительно решаться за счет использования инновационной технологии сварки TIG с двойной защитой с немодифицированным газом гелием (He) в качестве внутренний защитный газ и смесь газов He и CO 2 в качестве внешнего защитного газа (Lu, Fujii, Nogi, & Sato, 2007).Arivazhagan, Srinivasan, Albert, & Bhaduri (2011) руководили исследованием TIG на стальных пластинах P22 с двойным квадратом толщиной 12 мм, имеющих стыковое соединение. Был использован сварочный каркас TIG со встроенным переходом. Были исследованы механические свойства и микроструктура соединения. Сварные швы были качественными и без разрывов. Отсутствие основного эвтектоидного феррита в металле шва и сварном шве не показало результатов с высокой твердостью (Arivazhagan et al., 2011). В эксперименте, проведенном Cai, Luo, Huang и Zeng (2016) по энергии инфильтрации при сварке TIG, было показано, что оксид церия может усилить вход в стальной сварной шов, изменяя конвекцию Марангони в сварочной ванне. Повышая содержание оксида церия до 15%, вход достиг пика и может значительно снизить базовый ток, необходимый для комбинированной инфильтрации BM (Cai et al., 2016). Высококачественный сварной шов можно улучшить, применив инновации в области сварки TIG. И наоборот, проницаемость процесса TIG с прохождением через проход составляет менее 3 мм в результате ограниченной пропускной способности процесса TIG (Lu et al., 2003; Lu, Qin, & Dong, 2013). Для плотного сварного шва требуется обширная толстая заготовка, чтобы удерживать излишки заполняющего металла в канавке слоя (Tseng & Hsu, 2011).Таким образом, стоимость создания высока, а качество сварного соединения ниже, чем у тонкого металла (Feng et al., 2015).
Повышая содержание оксида церия до 15%, вход достиг пика и может значительно снизить базовый ток, необходимый для комбинированной инфильтрации BM (Cai et al., 2016). Высококачественный сварной шов можно улучшить, применив инновации в области сварки TIG. И наоборот, проницаемость процесса TIG с прохождением через проход составляет менее 3 мм в результате ограниченной пропускной способности процесса TIG (Lu et al., 2003; Lu, Qin, & Dong, 2013). Для плотного сварного шва требуется обширная толстая заготовка, чтобы удерживать излишки заполняющего металла в канавке слоя (Tseng & Hsu, 2011).Таким образом, стоимость создания высока, а качество сварного соединения ниже, чем у тонкого металла (Feng et al., 2015).
Что такое дуговая сварка вольфрамовым электродом в среде газа или сварка TIG?
Что такое сварка GTAW или TIG? Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, при котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Область сварки и электрод защищены от окисления или другого атмосферного загрязнения инертным защитным газом (аргон или гелий).
Область сварки и электрод защищены от окисления или другого атмосферного загрязнения инертным защитным газом (аргон или гелий).
Обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные швы или сварные швы плавлением, он не требуется. Когда используется гелий, это называется гелиокартонной сваркой. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.
GTAW чаще всего используется для сварки тонких профилей нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.Этот процесс предоставляет оператору больший контроль над сварным швом по сравнению с конкурирующими процессами, такими как дуговая сварка металлическим электродом в защитных оболочках и дуговая сварка металлическим электродом в среде защитного газа, что позволяет получать более прочные и качественные сварные швы.
Однако GTAW сравнительно сложнее и труднее в освоении, и, кроме того, он значительно медленнее, чем большинство других методов сварки. Связанный процесс, плазменная сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как следствие, часто автоматизируется.
Связанный процесс, плазменная сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как следствие, часто автоматизируется.
Как работает газо-вольфрамовая дуговая сварка?
Ручная дуговая сварка вольфрамовым электродом вольфрамовым электродом является относительно сложным методом сварки из-за координации, необходимой сварщику. Подобно сварке горелкой, GTAW обычно требует двух рук, поскольку в большинстве случаев сварщик должен вручную подавать присадочный металл в зону сварки одной рукой, а другой рукой манипулировать сварочной горелкой. Также важно поддерживать короткую длину дуги, предотвращая при этом контакт между электродом и заготовкой.
Для зажигания сварочной дуги высокочастотный генератор (похожий на катушку Тесла) создает электрическую искру. Эта искра является проводящим путем для сварочного тока через защитный газ и позволяет зажигать дугу, когда электрод и деталь разделены, как правило, на расстоянии 1,5–3 мм (0,06–0,12 дюйма) друг от друга.![]()
После зажигания дуги сварщик перемещает горелку по небольшому кругу, чтобы создать сварочную ванну, размер которой зависит от размера электрода и силы тока.
Поддерживая постоянное расстояние между электродом и заготовкой, оператор затем немного отводит резак назад и наклоняет его назад примерно на 10–15 градусов от вертикали. При необходимости присадочный металл добавляется вручную в переднюю часть сварочной ванны.
Сварщики часто разрабатывают технику быстрого переключения между перемещением горелки вперед (для продвижения сварочной ванны) и добавлением присадочного металла. Присадочный стержень вынимается из сварочной ванны при каждом продвижении электрода, но всегда остается внутри газовой защиты, чтобы предотвратить окисление его поверхности и загрязнение сварного шва.
Присадочные стержни, состоящие из металлов с низкой температурой плавления, таких как алюминий, требуют, чтобы оператор держался на некотором расстоянии от дуги, оставаясь внутри газовой защиты. Если поднести его слишком близко к дуге, присадочный пруток может расплавиться до того, как коснется сварочной ванны.
Если поднести его слишком близко к дуге, присадочный пруток может расплавиться до того, как коснется сварочной ванны.
По мере того, как сварка приближается к завершению, ток дуги часто постепенно снижается, чтобы позволить кратеру сварного шва затвердеть и предотвратить образование кратерных трещин в конце сварного шва.
Использование защитного газа при газо-вольфрамовой дуговой сваркеЗащитный газ выбирается в зависимости от свариваемого материала.Следующие рекомендации могут помочь:
- Аргон: наиболее часто используемый защитный газ, который может использоваться для сварки широкого спектра материалов, включая сталь, нержавеющую сталь, алюминий и титан.
- Аргон + от 2 до 5% h3: Добавление водорода к аргону приведет к небольшому восстановлению газа, что способствует получению более чистых сварных швов без поверхностного окисления. Поскольку дуга более горячая и более суженная, это позволяет повысить скорость сварки. К недостаткам можно отнести риск водородного растрескивания углеродистых сталей и пористость металла шва в алюминиевых сплавах.
- Смеси гелия и гелия / аргона: добавление гелия к аргону повысит температуру дуги. Это способствует более высокой скорости сварки и более глубокому проплавлению сварного шва. Недостатки использования гелия или смеси гелий / аргон — высокая стоимость газа и сложность зажигания дуги.
Конструкция или детали
Аппарат для сварки вольфрамовым инертным газом состоит из следующего оборудования:
- Источник питания
- Источник инертного газа
- Сварочная горелка / держатель
- Электрод вольфрам Защитный газ
- Присадочный стержень
1.
 Источник питания:
Источник питания: При сварке TIG нам нужен постоянный источник питания, потому что при колебаниях тока сварщику трудно правильно сварить соединения.
Блок питания может быть двух типов:
- Блок питания постоянного тока
- Блок питания переменного тока
В блоке питания постоянного тока мы можем сваривать сталь, никель, титан и т. Д. А в блоке питания переменного тока мы можем сваривать магний, алюминий и др. материалы.
2.
Подача инертного газа:При сварке TIG нам нужен инертный газ для защиты зоны сварки от атмосферного газа (например, кислорода, азота и водорода).
Обычно аргон используется в качестве инертного газа при сварке TIG. Мы обсудим это позже в разделе «Защитный газ».
3.
Сварочная горелка: При сварке TIG сварочная горелка предназначена для выполнения как автоматических, так и ручных операций. Однако по конструкции они одинаковы: в ручном резаке они снабжены ручкой для удержания, а в случае автоматического резака они предназначены для установки на автомат.
Горелки имеют водяное или воздушное охлаждение.
Когда сила тока в амперах меньше 200 А, обычно используется воздушное охлаждение, но если оно превышает 200 А, мы используем водяное охлаждение, чтобы снизить температуру сварочной горелки.
Внутренняя часть сварочной горелки обычно изготавливается из меди для увеличения теплопроводности.
Горелки снабжены держателем (портом) для надежного удержания вольфрамового электрода.
4.
Вольфрамовый электрод:При сварке TIG мы используем неплавящийся электрод из вольфрама или вольфрамового сплава.
Из-за высокой термостойкости (температура плавления вольфрама 3 422 ° C) вольфрама, а не любого другого металла, поэтому мы используем вольфрамовый электрод.
Диаметр электрода обычно составляет от 0,5 до 0,65 мм, а длина — от 75 до 610 мм.
5.
Защитный газ: Защитные газы используются для защиты сварочной ванны от атмосферных газов, таких как азот, кислород, в противном случае эти газы могут повредить сварочную поверхность, создав пористость, образование пузырей и т. Д.
Д.
Выбор защитного газа зависит от типа сварки, а также от атмосферных условий, типа металла, используемого для работы, и многих других факторов.
Однако, как правило, мы используем аргон в качестве защитного газа при сварке TIG. Иногда при этом виде сварки также используются аргонно-гелиевые смеси.
6.
Присадочный стержень:Как мы уже знаем, при сварке TIG мы используем неплавящийся электрод — вольфрам, поэтому в некоторых случаях нам нужен отдельный материал, чтобы заполнить зазор между двумя соединениями.
Материал присадочного стержня может быть любым, например углеродистой сталью, алюминием и т. Д. Это обычно зависит от типа соединения, материала заготовки, толщины, а также свойств заготовки.
Применение сварки TIG / GTAW:- Он особенно используется при сварке огнеупорных, листовых и реактивных материалов.
- Вольфрамовая газовая сварка может использоваться с таким большим разнообразием металлов, что этот процесс можно применять в нескольких отраслях промышленности и помогать в создании и ремонте многих изделий. Этот вид сварки широко используется в аэрокосмической, автомобильной, ремонтной и художественной сферах.
- Аэрокосмическая промышленность: Самолеты и космические аппараты частично конструируются с помощью сварки TIG.
- Автомобилестроение: Безопасная и надежная конструкция играет важную роль в автомобильной промышленности, поскольку позволяет автомобилям выдерживать испытание временем.
- Ремонт: TIG может использоваться в ряде ремонтных приложений. Этот метод сварки пригодится вам при ремонте детской игрушки, например, повозки или старомодного педального автомобиля, до ремонта алюминиевых инструментов.
 Этот вид сварки широко используется в аэрокосмической, автомобильной, ремонтной и художественной сферах.
Этот вид сварки широко используется в аэрокосмической, автомобильной, ремонтной и художественной сферах.Преимущества сварки вольфрамом в инертном газе следующие:
- Сварка вольфрамом предлагает решение для сварки критических соединений, а также для ситуаций, когда требуются небольшие или исключительно точные сварные швы.
- Его можно выполнять с широким спектром металлов
- И, если все сделано правильно, он дает высококачественный и высокочистый сварной шов по сравнению с другими процессами соединения, что имеет решающее значение во многих приложениях.
- Это можно сделать как в автоматическом, так и в ручном режиме.
- В целом, это один из наиболее эффективных способов соединения двух металлов.
- Шлак не образуется.
- Сварку TIG можно производить в любом положении.

Ниже перечислены недостатки сварки TIG:
- Сварка вольфрамом не может использоваться для более толстых листов металла.
- Более сложные-Требуются высококвалифицированные и профессиональные работники.
- Из соображений безопасности сварщики подвергаются воздействию света высокой интенсивности, который может вызвать повреждение глаз.
- Стоимость услуг сварки TIG высока. Однако затраты будут варьироваться в зависимости от свариваемых материалов и объема проекта.
- Это медленный процесс сварки.
Сварочные газы 101: какой тип работает лучше
Сегодня мы рассмотрим различные типы газа, используемые для сварки, как они работают и какой тип газа работает лучше всего.
Мы рассмотрим, какой газ является наиболее безопасным, какие опасности связаны со сварочными газами, а также какие типы газов НЕ ДОЛЖНЫ использоваться для сварки.
сварочное газовое заданиеНаконец, исследование сварки не может быть полным без советов по безопасности. Продолжайте читать, чтобы узнать всю необходимую информацию о сварочных газах.
Какой газ лучше всего подходит для сварки?
Чтобы ответить на этот вопрос, мы должны ознакомиться с различными сварочными газами.
Их много, и они применимы к различным процессам сварки, ситуациям и металлам.
Некоторые из них чистые, а другие — смешанные.
Большинство смесей представляют собой смеси двух газов, а некоторые — смеси трех газов.
Чистые сварочные газыЧистые сварочные газы:
- Ацетилен
- Воздух
- Аргон
- Углерод Диоксид
- Гелий
- Водород
- Азот
- Кислород
- Пропан
- Пропилен
Ацетилен используется для газокислородной сварки и хуже подходит для сварки, пайки и резки стальных сплавов ”Толщина. Обычно используется для строжки угольной дугой или плазменной резки (PAC).
Обычно используется для строжки угольной дугой или плазменной резки (PAC).
Аргон считается предпочтительным газом для алюминия. Он используется при литье, производстве металлов и часто смешивается, потому что он улучшает «характеристики дуги» или облегчает перенос металла при газовой дуговой сварке (GMAW или MIG).
Загрязнение атмосферы расплавом сварочный металл при электродуговой сварке в защитных газах предотвращается при использовании угля диоксид с аргоном в качестве защитного газа при сварке или в чистом паре государство.
Гелий используется для создания защиты от инертного газа и предотвращает окисление во время сварки таких материалов, как алюминий, нержавеющая сталь, медь и сплавы магния. «Текучесть и скорость движения» сварочной ванны повышаются с добавлением гелия.
Водород используется в производстве металлов; он обеспечивает усиливающий или экранирующий эффект при работе при высоких температурах при производстве нержавеющей стали. (h3) смешивается с аргоном для сварки аустенитной нержавеющей стали.Это увеличивает эффективность плазменной сварки и резки.
(h3) смешивается с аргоном для сварки аустенитной нержавеющей стали.Это увеличивает эффективность плазменной сварки и резки.
Азот может улучшить плазменную резку и термическую обработку. Этот газ можно использовать в качестве «продувочного газа» при сварке труб из нержавеющей стали. При использовании защитных газов на основе аргона можно использовать небольшие добавки азота для сварки нержавеющей стали методами GMAW или MIG.
Oxygen поддерживает кислородную резку. Его можно добавлять в защитные газы (в небольших количествах), и он используется в качестве газа для плазменной резки углеродистой стали (с гафниевыми электродами).Он также вызывает окисление (ржавчину), поэтому следует соблюдать осторожность, поскольку его нельзя использовать с медью, алюминием или магнием.
Склады металлолома используют пропан в кислородно-топливных процессах для резки углеродистой стали, поскольку качество резки обычно не является критичным.
Пропилен горит горячим, поэтому скорость резки необходимо рассчитывать в каждом конкретном случае, прежде чем вы выберете этот (как самый) экономичный вариант для топливного газа.
Аргон, гелий, углекислый газ и кислород являются наиболее популярные защитные газы.Их цель — предотвратить обнажение «расплавленного» сварочная ванна к кислороду, азоту и водороду, которые содержатся в атмосфере.
Смеси сварочных газов
Невозможно рассматривать сварочные газы без учета смесей.
Смеси сварочных газов включают:
- аргон-кислород Смеси
- аргон-гелий-углерод Смеси диоксидные
- Лазер газы
Смеси аргон-кислород содержат 1, 2 или 5% кислорода и используются для сварки углеродистой стали тяжелого профиля для тяжелого оборудования, такого как тяжелая ферма, военный транспорт, автомобильные сборки и корабли.
Обычно эти смеси используются для обработки углеродистой и нержавеющей стали. При сварке в нерабочем положении более высокий уровень кислорода увеличивает текучесть лужи.
При сварке в нерабочем положении более высокий уровень кислорода увеличивает текучесть лужи.
Имеются две смеси аргон-гелий-углекислый газ . Один состоит из 90% гелия, 7,5% аргона и 2,5% углекислого газа. Они хороши для короткого замыкания нержавеющей стали.
Смесь минимизирует поглощение углерода и обеспечивает «хорошую коррозионную стойкость, особенно в многопроходных сварных швах.’Он обеспечивает хорошую стабильность дуги и большую глубину плавления.
Более высокое содержание гелия дает дополнительное тепловложение, которое может преодолеть естественно вялую сварочную ванну нержавеющей стали.
Комбинация 66% аргона, 24,5% гелия и 7,5% диоксида углерода лучше всего подходит для «дуговой сварки распылением и импульсным распылением углеродистых и низколегированных сталей». Она подходит для любой толщины в любом положении.
Он хорошо сваривает ржавчину и масло, обладает хорошими механическими свойствами и предотвращает образование сварочной ванны.
Лазерные газы представляют собой чистые или предварительно смешанные смеси: газы включают гелий, азот, двуокись углерода и иногда окись углерода.
Лазерные газы использовались с 1960-х годов для резки и сварки, поскольку они обеспечивают лучшую точность и контроль, лучшую точность, более высокие скорости резки и сварки, более чистую работу, а стоимость использования лазеров позволяет сэкономить деньги. Но их применение ограничено.
При выборе сварочного газа, вероятно, лучше всего проверить в Интернете, а затем еще раз проконсультироваться с, надеюсь, хорошо осведомленным персоналом магазина сварочных материалов.
Выбор газа во многом зависит от типа сварочного аппарата, свойств металла (ов), процесса, такого как GMAW или MIG, и ситуации, в которой будет выполняться сварка.
Основы сварки
Кому
лучше всего разбираться в сварочных операциях и использовании сварочных газов, это
Важно иметь базовые представления о самой сварке.
Сварка — это процесс, при котором при использовании определенных газов образуется электрическая дуга. Эта дуга возникает между плавящимся проволочным электродом и металлом (элементами).Электрод нагревает компонент (ы) и заставляет их плавиться, таким образом, они соединяются.
Помимо проволочного электрода, через сварочную горелку подается защитный газ. Это защищает процесс от загрязнения, такого как кислород, который может разъедать металлы и другие загрязнители, которые, вероятно, находятся в воздухе.
Этот процесс может быть автоматическим или полуавтоматическим, в зависимости от требуемой работы. Постоянное напряжение, источник постоянного тока обычно используется с GMAW. Также можно использовать систему постоянного тока и переменного тока.
Металл передача в GMAW состоит из четырех основных методов: шарового, короткозамкнутого, спрей и импульсный спрей. Каждый тип перевода отличается и имеет свой преимущества и ограничения.
Но какой тип газа мне больше подходит?
Это всегда сложный вопрос. Необходимо принять во внимание несколько факторов.
Необходимо принять во внимание несколько факторов.
- Это ремонт сварного шва или новый сварной шов, какая технология используется (MIG / TIG / ARC)?
- В какой среде я работаю, какие загрязнители присутствуют?
- Сколько стоит сварочный газ?
- Как быстро нужно выполнять работу, каковы мои цели в области производительности?
- Каковы характеристики обрабатываемых металлов (материалов)?
- Что мне нужно делать во время процедур до и после очистки?
- И самое главное, какими свойствами должен обладать готовый сварной шов?
В большинстве стандартных сварных швов с использованием обоих методов будет использоваться некоторое количество аргона, поскольку он инертен, стабилен и относительно дешев по сравнению с другими благородными газами.Но в зависимости от свойств металлов и желаемых результатов иногда может потребоваться смесь газов вместо чистого аргона.
Выше мы предоставили удобную таблицу, в которой подробно описано, какие газы можно использовать для каких металлов и для каких методов.
КАК УЗНАТЬ, ЧТО ТАКОЕ ЛУЧШИЙ ГАЗ?
Сначала поговорим о сварке MIG.
В дополнение к аргону можно добавить гелий (He) для увеличения проплавления и текучести сварочной ванны.
Чистый аргон или аргон / гелий можно использовать для всех марок сварки.
Иногда требуется небольшое количество кислорода (O2) или углекислого газа (CO2) для увеличения электропроводности и улучшения стабильности дуги.
Это в конечном итоге приводит к увеличению текучести и улучшению наплавки. Специально для кислорода (O2) или диоксида углерода из нержавеющей стали (CO2 можно заменить небольшим количеством водорода (h3).
Типичными смесями являются чистый аргон, аргон с 30% добавленного гелия и смесь из трех газов аргона с 30% гелия и смесь 1-2% O2 / CO2 / h3 / N2 в зависимости от свойств свариваемых материалов.
Чистый аргон предпочтительнее, когда речь идет о импульсной сварке MIG, в то время как для сварки короткой дугой предпочтительнее гелий со смесями других газов.
А теперь поговорим о сварке TIG.
Как и при сварке MIG, аргон является предпочтительным инертным инертным газом, используемым для сварки. При необходимости или желании снова можно использовать гелий для увеличения проплавления и текучести сварного шва.
Теперь при сварке TIG добавление азота (N2) или водорода (h3) может иметь некоторые особые улучшающие эффекты.
Часто используется водород (h3), который обладает всем эффектом гелия, но усиливается, но имеет риск пористости при выполнении нескольких сварных швов на одном и том же материале.
Азот (N2) обладает аналогичными свойствами, но может использоваться только в сварных швах, легированных азотом.
Любые окисляющие газы не используются при сварке TIG, так как это может разрушить вольфрамовый электрод.
Насколько опасны сварочные газы?
Сварочные газы опасны для здоровья.Газы могут вступать в реакцию с металлами с образованием дыма, который может вызвать у вас недомогание или даже хуже. Все сварщики должны принять меры предосторожности при работе со сварочными газами.
Все сварщики должны принять меры предосторожности при работе со сварочными газами.
Углекислый газ, используемый для защиты, подвергается воздействию очень высоких температур, при определенных условиях молекула кислорода может быть удалена, и образуется окись углерода (CO), этот газ не имеет запаха и вкуса, если вы находитесь в закрытой среде. вверх и оказаться фатальным. Окись углерода также может образовываться при кислородно-ацетиленовой сварке.
Сварка MIG и TIG выделяет больше всего озона, и его количество увеличивается при сварке алюминия. Озон может повредить глаза, нос, горло, уши и легкие.
Вдыхание некоторых оксидов азота (NO2 и подобных) также может нанести вред легким, поскольку они вызывают скопление жидкости в легких.
Трудно отфильтровать газы в процессе сварки, потому что во время сварки образуются токсичные химические вещества и металлы.
Сварочный дым содержит следовые количества сварочных стержней, основных материалов и свариваемого материала. По этой причине крайне важно, чтобы все сварщики — и даже люди, работающие на сварочных площадках или поблизости — держались подальше от источников тепла.
По этой причине крайне важно, чтобы все сварщики — и даже люди, работающие на сварочных площадках или поблизости — держались подальше от источников тепла.
Сами по себе сварочные газы — не самая вредная вещь для трудолюбивого сварщика. Вместо этого нужно позаботиться о дымах, образовавшихся после сварки.
Эти опасные пары представляют собой не инертные газы, которые вы использовали, а смесь всех процессов после сварки, которые могут быть невероятно токсичными.
При работе со сплавами марганца нужно быть осторожным, так как они выделяют наиболее ядовитые пары.Вдыхание марганца может вызвать серьезные повреждения мозга и нервной системы. Воздействие марганца может даже привести к болезни Паркинсона. В 2001 году неврологическое исследование показало, что у 20% сварщиков обнаруживаются первые признаки болезни Паркинсона.
Заболеваемость паркинсонизмом настолько высока, что юристы продолжают возбуждать дела в отношении сварщиков, страдающих болезнью Паркинсона и связанными с ней заболеваниями. Паркинсонизм или паркинсонический синдром теперь являются медицинскими терминами, возникающими в результате отравления марганцем.
Паркинсонизм или паркинсонический синдром теперь являются медицинскими терминами, возникающими в результате отравления марганцем.
Типы газов, которые НЕ следует использовать для сварки
Явно непригодный для сварки газ — пары бензина.Иногда для сварки используют этин, но нельзя использовать этан.
Этина, который представляет собой ацетилен, используется с кислородом для сварки. Тройка конфигурация химической связи позволяет хранить большое количество энергии который может выделяться в виде тепла.
Подробнее об ацетилене
тройная связь, которая делает кислородно-ацетиленовое пламя самым горячим из всех газовых пламен, — это также отвечает за два или три других свойства газообразного ацетилена. Такой свойства, кажется, противоречат закону определенных пропорций.
во-первых, когда свободный газообразный ацетилен подвергается удару или возгоранию,
некоторые из тройных связей разрываются. Это высвобождает достаточно энергии, чтобы вызвать все остальные
молекулы в замкнутом объеме разлагаются на углерод и водород. Этот
может привести к взрыву.
Этот
может привести к взрыву.
Другими словами, ацетилен легко воспламеняется.
Второй, диапазон воспламеняемости смесей воздуха и ацетилена больше любого другое топливо или газо-воздушная смесь. Смесь ацетилен / воздух может воспламениться при они держатся где угодно от 2.От 5% ацетилена до 80% ацетилена.
Как правило, любой топливный газ, сжигаемый с кислородом, должен иметь следующее:
- Высокая температура пламени
- Высокая скорость распространения пламени
- Достаточная теплосодержание
- Минимальная химическая реакция пламени с основным и присадочным металлом
Если меры безопасности всегда игнорируются, сварщики сталкиваются со многими опасностями, которые потенциально опасно. Опасности могут включать поражение электрическим током, вдыхание паров. и газы, и даже огонь и взрывы.
В
Другими словами, если вы сомневаетесь в требованиях безопасности, проконсультируйтесь с OSHA. (Управление по охране труда) или у местного специалиста.
(Управление по охране труда) или у местного специалиста.
Для основных сварочных работ на теле следует носить следующие предметы:
(примечание требования к дуговой сварке строже, чем к базовой сварке):
- Колпачок — для защиты черепа, голова и волосы
- Фартук — покрывать одежда (фартук должен быть кожаным)
- Рукавица перчатки — они чрезвычайно важны для защиты рук
- Шлем — специально разработан для сварка
- Гильза Уголки — для защиты рук над перчатками
Сварка безопасность на рабочем месте включает знак «ОПАСНО», предупреждающий всех, кто может пройти мимо сварочного участка.Занавеска на штанге поможет уберечь окружающих от случайно «заглянув» в блики от сварки.
Другие важные рекомендации включают:
- Горячий Разрешение на работу (требуется для многих работ)
- Пожар огнетушитель — убедитесь, что он в рабочем состоянии
- Очистить рабочая зона — без мусора, который мог бы помешать работе или воспламениться
- Нет курение — назначенное место находится вдали от рабочего места
- Нет легковоспламеняющиеся вещества — очистить рабочую зону
- Использовать индикатор или датчик — индикация горючих газов обнаруживает присутствующие в воздухе газы
- Очистить этаж — это включает смачивание или покрытие деревянного пола
- Покрытие легковоспламеняющиеся — обязательно наличие несгораемого брезента
- Pay пристальное внимание — сохранит вашу безопасность
Сварка
требует большого оборудования и подготовки.