Атомно-водородная сварка — — Энциклопедия по машиностроению XXL
Водорода, как правило, по возможности избегают в металлургических процессах при сварке металлов, так как, растворяясь в металлах при температурах сварки, он может привести к возникновению дефектов сварного соединения (поры, трещины) в процессе кристаллизации. Кроме того, растворяясь в твердом металле, водород резко снижает его пластичность (водородная хрупкость). Однако в некоторых процессах сварки (атомно-водородная, сварка в перегретом паре и газопламенная сварка) используется восстановительная способность водорода. [c.342]Разновидностью электродуговой сварки в среде защитного газа является атомно-водородная сварка, применяемая при сварке алюминия, низколегированных конструкционных и хромоникелевых нержавеющих сталей. В процессе сварки водород сгорает и факел его пламени надежно защищает сварочную ванну от воздействия кислорода воздуха.

Сваривается хорошо точечной и атомно-водородной сваркой, удовлетворительно газовой. [c.32]
Из вольфрама изготовляют рабочие части контактов для электроаппаратуры и электроды горелок для атомно-водородной сварки. [c.453]
Сварка атомно-водородная Сварка дуговая конструкций стальных — Производительность 5—467 — механизированная 5 — 325 Классификация 5 — 324 Производительность 5 — 324 [c.250]
АТОМНО-ВОДОРОДНАЯ СВАРКА [c.317]
| Фиг. 91. Схема процесса атомно-водородной сварки. |
Для обеспечения равномерного расплавления (испарения) вольфрамовых электродов при атомно-водородной сварке применяется переменный ток. Охлаждающее действие эндотермической реакции диссоциации водорода, а равно высокий потенциал ионизации этого газа влияют на напряжение тока, необходимое для зажигания и поддержания вольтовой дуги
[c.318]
Охлаждающее действие эндотермической реакции диссоциации водорода, а равно высокий потенциал ионизации этого газа влияют на напряжение тока, необходимое для зажигания и поддержания вольтовой дуги
[c.318]
Несмотря на целый ряд технологических преимуществ, применение атомно-водородной сварки в промышленности пока ограниченное. Это объясняется некоторой сложностью схемы процесса, использующего одновременно электроэнергию и газ, и сравнительно низкой экономической эффективностью при сварке металла средних и больших толщин. [c.318]
Весьма важными свойствами металла шва при атомно-водородной сварке являются высокая деформационная способность и физическая сплошность. Это имеет значение для конструкций, работающих при динамической нагрузке, или для конструкций, к которым предъявляются высокие требования герметичности швов (вакуумные аппараты, ртутные выпрямители, электрические рефрижераторы и т. д ).
Техника атомно-водородной сварки
[c. 319]
319]
В технике атомно-водородной сварки весьма важным моментом является также правильная установка горелки по отношению к свариваемому изделию. Расстояние между концами электродов и свариваемым изделием нормально колеблется от 5 до 10 мм. Наименьшее расстояние соответствует наименьшей тепловой мощности дуги. Установкой горелки обеспечивается оптимальное использование тепловой мощности дуги при заданной толщине свариваемого металла и форме сварного соединения (встык, втавр, внахлёстку). Наибольшее количество атомного водорода находится на внешнем контуре пламени, и эта зона должна быть в максимальной степени использована при [c.319]
При атомно-водородной сварке могут применяться следующие виды соединений 1) бортовое (фиг. 93, а) 2) стыковое (фиг. 93, б, в, г) 3) угловое (фиг. 93, д) 4) тавровое (фиг. 93, е, ж, э) 5) внахлёстку (фиг. 93, и). [c.320]
Сварочные режимы для атомно-водородной сварки, при разных толщинах свариваемого металла, приведены в табл. 49 и 50.
[c.321]
49 и 50.
[c.321]
Оборудование для атомно-водородной сварки [42] [c.322]
Комплектное оборудование для атомно-водородной сварки состоит из 1) трансформатора [c.322]
| Фиг. 94. Аппарат для атомно-водородной сварки типа ГЭ-1-2. |
 322]
322]| Фиг. 95. Электросхема аппарата для атомно-водородной сварки типа ГЭ-1-2 Д— дрос сель Я —контактор ЯЛ—кла пан автоматический (газовый). |
Электрик (завод), Атомно-водородная сварка. Технический справочник. [c.454]
Все основные виды дуговой сварки — металлическим электродом, угольным электродом и атомно-водородная — могут быть автоматизированы. Наибольшее практическое значение имеет автоматическая сварка металлическим электродом автоматическая сварка угольным электродом и особенно автоматическая атомно-водородная сварка применяются реже. [c.197]
Атомно-водородная сварка относится к группе газо-электрических (электрохимических) способов. Сущность процесса состоит в получении под действием высокой температуры дуги атомного водорода, рекомбинирующего в молекулы на поверхности свариваемого металла с выделением значительного количества теплоты.
Сущность процесса состоит в получении под действием высокой температуры дуги атомного водорода, рекомбинирующего в молекулы на поверхности свариваемого металла с выделением значительного количества теплоты.
При толщине стали до 2—2,5 мм производительность атомно-водородной сварки выше, чем ручной дуговой и даже газовой сварки. [c.220]
Типы сварных соединений при атомно-водородной сварке применяются те же, что и при газовой сварке. Желательным является стыковое соединение, особенно соединение с отбортованными кромка.ми, а также соединение угловое [c.220]
Режимы атомно-водородной сварки малоуглеродистой стали и алюминия, а также технико-экономические показатели сварки этих металлов вольфрамовыми электродами приведены в табл. 28. [c.221]
Аргон — Характеристика 209 Армирование пластмасс 591 Атомно-водородная сварка — см. Сварка атомно-водородная [c.763]
Горелки для атомно-водородной сварки 217
[c. 765]
765]
Технология атомно-водородной сварки 219 [c.790]
Атомарный водород применяется для сварки тугоплавких металлов и сплавов (атомно-водородная сварка). Получающийся при химических реакциях атомарный водород обладает значительно большей химической активностью, чем молекулярный водород, в частности способностью к восстановлению. В химических соединениях водород одновалентен, обладает большой химической активностью при обычной температуре способен непосредственно соединяться со фтором и хлором, при нагревании — с бромом, иодом и серой с кислородом дает взрывчатую смесь — гремучий газ (два объема водорода и один объем кислорода), при взрыве образуется вода. [c.367]
Сталь хорошо сваривается ацетилено-кислородной, электродуговой, атомно-водородной и гелиарковой сваркой. Точечную сварку применяют только для деталей, не работающих на усталость. Лучшие результаты обеспечивает электродуговая и атомно-водородная сварка.
 152]
152]
Атомно-водородная сварка представляет собой электрохимический процесс, при котором для местного нагревания и расплавления свариваемых элементов (и присадочного металла) используется открытая независимая вольтова дуга и теплота, выделяющаяся при рекомбинации диссоциированного этой дугой атомного водорода в молекулярный. Подводимый в область вольтовой дуги водород одновременно служит защитным газом, предоз(раняющим расплавленный металл от вредного воздействия атмосферного воздуха. [c.317]
В технике атомно-водородной сварки очень важным моментом является правильное регулирование подачи водорода в дугу. Объём и скорость истечения водорода из кольцеобразных сопел горелки влияет на расход водо- [c.319]
При атомно-водородной сварке присадочным металлом обычно служат проволока или полоски металла примерно такого же химического состава, как и основной металл. Защита металла от вредного воздействия атмосферного воздуха при атомно-водородной сварке весьма совершенна, вследствие чего угар элементов в дуге очень незначителен. Отмечаемое понижение содержания углерода в металле шва (по сравнению с его содержанием в присадочном мeтaллeJ объясняется не реакциями окислительного характера, а взаимодействием водорода с углеродом. При сварке малоуглеродистой стали понижение показателей прочности вследствие снижения концентрации углерода в металле шва полностью компенсируется его легированием вольфрамом (0,07— 0,Ш /()). В тех случаях, когда необходимо со-
[c.320]
Отмечаемое понижение содержания углерода в металле шва (по сравнению с его содержанием в присадочном мeтaллeJ объясняется не реакциями окислительного характера, а взаимодействием водорода с углеродом. При сварке малоуглеродистой стали понижение показателей прочности вследствие снижения концентрации углерода в металле шва полностью компенсируется его легированием вольфрамом (0,07— 0,Ш /()). В тех случаях, когда необходимо со-
[c.320]
Помимо аппаратов типов ГЭ-1-2 и ГЭ-2-2 имеется аппаратура для атомно-водородной сварки на азото-водородном газе (смеси 75% водорода и 23 /о азота, получаемой в резуль-
Максимальная производительность по азотоводородному газу 2,5 M jna число одновременно обслуживаемых постов атомно-водородной сварки — 2 мощность, потребляемая при непрерывной работе (при расходе газа 1,5 —2,5 м 1час) — 3—4 квт максимальная потребляемая мощность — 5,5 кет рабочая температура камеры расщепления —550—650° С максимально допустимая температура камеры — 700° С время разогрева до рабочей температуры 1,5—2 часа время охлаждения с 550 до 110°С —около 12 час. к. п. д.—ЗО /о максимально допустимое давление азото-водородного газа (на выходе) 0,7—0,8 am габариты крекера высота — 1100 мм, щирина —475 мм, глубина — 605 мм. Вес около 200 кг.
[c.324]
к. п. д.—ЗО /о максимально допустимое давление азото-водородного газа (на выходе) 0,7—0,8 am габариты крекера высота — 1100 мм, щирина —475 мм, глубина — 605 мм. Вес около 200 кг.
[c.324]
Процесс атомно-водородной сварки может производиться с питанием дуги либо чистым водородом, либо смесью водорода с азотом. Подобная смесь получается обычно при диссоциации аммиака в специальном аммиачном диссоциаторе (крекере). [c.217]
Преимуществом применения диссоциированного аммиака при атомно-водородной сварке является его недефицитность. [c.217]
Комбинированный крекер системы инж. М. Н Вишневского (фиг. 25) выполняет в процессе атомно-водородной сварки две функции, являясь одновременно и источником тока, питающего дугу, и аммиачным диссоциатором. [c.218]
Атомно-водородная сварка | SVARKA-INFO.COM — виртуальный справочник сварщика
Атомно-водородная сварка
Плавление
металла происходит за счет тепла, выделяемого при превращении атомарного
водорода в молекулярный водород, и за счет тепла независимой дуги, горящей
между двумя вольфрамовыми электродами.
Тепловой эффект от излучения дуги и от сгорания молекулярного водорода в наружной зоне пламени незначителен по сравнению с эффектом рекомбинации атомов водорода.
Температура атомно-водородного пламени составляет ~ 3700° С, что по концентрации тепла приближает этот способ сварки к сварке в среде защитных газов. Водород при этом способе сварки передает тепло от дуги к изделию вначале за счет поглощения его при реакции диссоциации, а затем путем выделения при рекомбинации атомов водорода. Высокая активность водорода обеспечивает хорошую защиту металла шва от вредного воздействия кислорода и азота воздуха.
При
атомно-водородной сварке дуга горит между двумя вольфрамовыми электродами,
расположенными под углом (рис. 1). В зону дуги можно подавать чистый водород
или азотно-водородные смеси, получаемые при диссоциации аммиака. Питание дуги
осуществляется от источников переменного тока. Из-за высокого охлаждающего действия
реакции диссоциации водорода и высокого потенциала ионизации водорода
напряжение источника питания дуги, требуемое для ее зажигания, должно быть 250…300
В. Напряжение горения дуги 60…120 В. Сила тока дуги 10…80 А.
Напряжение горения дуги 60…120 В. Сила тока дуги 10…80 А.
Рис. 1. — Схема процесса атомно-водородной сварки:
1 — электроды; 2 — мундштуки горелки; 3 — зона превращения атомарного водорода в молекулярный; 4 — молекулярный водород, поступающий из мундштуков; 5 — зона диссоциации водорода на атомарный.
Широкий диапазон изменения напряжения горения дуги мало сказывается на величине изменения силы тока. Напряжение горения дуги зависит от расхода водорода и расстояния между вольфрамовыми электродами.
Зажигание
дуги осуществляется коротким замыканием вольфрамовых электродов, обдуваемых
водородом, или, лучше, замыканием электродов на угольную (или графитовую)
пластинку при обдувании струей газа, так как в этом случае обеспечивается
легкое зажигание дуги и не требуется повышенного напряжения холостого хода
источника питания. После зажигания дуги расстояние от концов электродов до
поверхности изделия устанавливают в пределах 4…10 мм. Это зависит от мощности
атомно-водородного пламени и толщины свариваемого металла.
Это зависит от мощности
атомно-водородного пламени и толщины свариваемого металла.
Дуга может быть спокойной (рис. 2, а), когда нет в дуге характерного веера, и звенящей (рис. 2, б), когда веер пламени касается поверхности свариваемого изделия и дуга издает резкий звук. Для спокойной дуги напряжение не превышает 20…50 В и расход водорода 500…800 л/ч, для звенящей дуги — 60…120 В и 900…1800 л/ч соответственно.
Атомно-водородная сварка
Подвидом дуговой сварки выступает сварка водородная. Технология основана на распаде воды до двух составляющих — водорода и кислорода. В чем специфика работы? Чем водородная сварка отличается от дуговой, а чем на нее похожа? Какое оборудование используется для работы? В данном материале вы найдете ответы на эти и другие вопросы.
Блок: 1/6 | Кол-во символов: 330
Источник: https://WikiMetall.ru/metalloobrabotka/vodorodnaya-svarka.html
Особенности водородной сварки
Данная технология относится к категории безвредных, поскольку в процессе горения дуги задействован один химический элемент — водород (точнее, водяной пар). Однако за этим преимуществом кроется пара недостатков технологии. Например, поверх заготовки может образоваться слой шлака, либо сварочный шов будет тонким. Чтобы его усилить, применяют связывающие кислород органические соединения вроде толуола, бензина или бензола. Их понадобится малое количество, поэтому водородная сварка обойдется сварщику дешевле, чем другой тип газопламенной обработки.
Однако за этим преимуществом кроется пара недостатков технологии. Например, поверх заготовки может образоваться слой шлака, либо сварочный шов будет тонким. Чтобы его усилить, применяют связывающие кислород органические соединения вроде толуола, бензина или бензола. Их понадобится малое количество, поэтому водородная сварка обойдется сварщику дешевле, чем другой тип газопламенной обработки.
Дуга при сварке горит в атмосфере водорода между двух неплавящихся вольфрамовых электродов. Пламя горючего элемента незаметно при дневном свете, поэтому часто применяют специальные датчики. Крупные и тяжелые баллоны с газом не используются, поскольку за их эффективностью кроется опасность для здоровья работника. Зато возникает необходимость вместо емкостей применять аппараты, заполненные водой, в которых под действием электричества жидкость распадалась бы на водород и кислород.
Решение было найдено — им стал электролизер. Это подвид сварочного аппарата, где вода распадается до двух составляющих, причем в оптимальной пропорции. Происходит диссоциация после проведения через дистиллят электрического тока. Ранние разработки удивляли громоздкостью — электролизеры могли сварить металлические листы толщиной до 6 мм, при этом весили более 300 кг. Позже создали передвижные модели, благодаря которым процесс соединения деталей стал эффективнее.
Происходит диссоциация после проведения через дистиллят электрического тока. Ранние разработки удивляли громоздкостью — электролизеры могли сварить металлические листы толщиной до 6 мм, при этом весили более 300 кг. Позже создали передвижные модели, благодаря которым процесс соединения деталей стал эффективнее.
Подвидом водородной сварки выступает атомно-водородная. Обычно применяется при соединении чугунных или стальных деталей, отличается повышенной экзотермией. Редко применяется на производстве, поскольку есть опасный фактор — повышенное напряжение.
Блок: 2/6 | Кол-во символов: 1769
Источник: https://WikiMetall.ru/metalloobrabotka/vodorodnaya-svarka.html
Режимы (ориентировочные) атомно-водородной сварки
| Толщина листа, мм | Диаметр электрода, мм | Сила тока, А | Средний расход водорода, л/ч | Рабочее давление водорода, кгс/см2 |
| до 1 | 2 | 30 | 1200 | 0,055 |
| до 3 | 40 | 1400 | 0,064 | |
| до 5 | 3 | 50 | 1500 | 0,068 |
| до 6-8 | 60 | 1600 | 0,073 | |
| до 8-10 | 4 | 70 | 1750 | 0,080 |
св. 10 10 | 80 | 1850 | 0,085 |
Установка для атомно-водородной сварки состоит из атомно-водородного аппарата, баллона с водородом, водородного редуктора, горелки и пускорегулирующей аппаратуры.
1 — атомно-водородный аппарат; 2 — баллон с водородом; 3 — горелка; 4 — токоподвод; 5 — шланг для подачи водорода
Схема установки для атомно-водородной сварки
При горении дуги в смеси водорода и азота в состав установки входит еще баллон с аммиаком, крекер для получения азотно-водородной смеси из аммиака, аммиачный вентиль, водоотделитель и осушитель для газа. Водород с воздухом образует взрывные смеси, поэтому все соединения трубопроводов, вентилей, шлангов должны быть надежными, а помещения, где производится работа, хорошо вентилируемые.
1 — корпус; 2 — сосуд, питающий пост азотно-водородной смесью; 3 — нагреватель; 4 — труба с катализатором; 5 — катализатор; 6 — электродвигатель; I — баллон с аммиаком; II — крекер; III — водоотделитель; IV — азотно-водородный аппарат
Схемы крекера (а) и установки (б) для сварки азотно-водородной смесью
При соединении водорода с углеродом в условиях сварочной дуги происходит обезуглероживание металла. Поэтому в производственных условиях вместо чистого водорода применяют смеси водорода с азотом. Для расщепления аммиака на водород и азот используют аппараты-крекеры (см. рис. а), в которых расщепление происходит при 600 °С в присутствии катализатора — железной стружки. Из крекера смесь газов поступает в очиститель (см. рис. б) и далее в осушитель, где азотно-водородная смесь, пройдя слой хлористого кальция, поступает по резиновому шлангу в сварочную горелку.
Поэтому в производственных условиях вместо чистого водорода применяют смеси водорода с азотом. Для расщепления аммиака на водород и азот используют аппараты-крекеры (см. рис. а), в которых расщепление происходит при 600 °С в присутствии катализатора — железной стружки. Из крекера смесь газов поступает в очиститель (см. рис. б) и далее в осушитель, где азотно-водородная смесь, пройдя слой хлористого кальция, поступает по резиновому шлангу в сварочную горелку.
Блок: 2/3 | Кол-во символов: 2022
Источник: https://weldering.com/atomno-vodorodnaya-svarka
Преимущества и недостатки
В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
Температура пламени водородно-кислородной смеси может регулироваться в пределах 600-2600 °C, что позволяет сваривать и резать даже самые тугоплавкие материалы.
Для получения водорода в качестве сырья используется только вода и электроэнергия, что делает стоимость работ низкой по сравнению с другими видами сварки.
Все вышеперечисленные свойства позволяют использовать водородную сварку в замкнутых пространствах, помещениях с плохой вентиляцией, в колодцах, тоннелях, подвалах домов.
Стоит отметить и такое преимущество водородной сварки, как возможность смены сопла горелки. Водород поддерживает пламя практически любой конфигурации и размера.
Использовать тонкую струю газа, дающую пламя не толще швейной иглы, можно даже при работе с ювелирными изделиями из драгоценных металлов. Для тонкого пламени не требуется наличие дополнительного кислорода, достаточно растворенного в воздухе.
Генератор водорода бытового назначения
Недостатком водородной сварки можно считать зависимость ее от наличия источника электроэнергии, необходимой для получения водорода. Использование баллонов с водородом не допускается по причине опасности их транспортировки и эксплуатации.
Блок: 3/5 | Кол-во символов: 1475
Источник: https://svaring.com/welding/vidy/vodorodnaja-svarka
Характеристика
Отметим, что сварка водородом — это один из видов газопламенной. Этот метод уже многие годы используется в самых разных сферах. В качестве газа здесь используется ацетилен.
В процессе водородной вместо ацетилена используют водород, смешанный с кислородом. Это позволило достичь большей эффективности, создавая узкие и высококачественные швы.
Но и такого метода существует свой недостаток — в процессе сварки в ванне возникает большое количество шлака. Чтобы избежать этого, газовую смесь смешивают с органическими веществами, чтобы гасить кислород.
Подобными веществами выступают чаще всего углеводороды с температурой кипения от 30 до 80°С: бензин, гексан, гептан и прочие.
Другой преградой во время рабочего процесса стала необходимость выбора мощного источника подачи газа. Баллоны с водородом использовать слишком небезопасно.
При работе со сжиженным водородом в больших объемах человек рискует получить удушье или головокружение!
Небольшим недостатком также является, огонь водорода, который невозможно увидеть при дневном свете, поэтому в аппарате применяют специальные датчики.
Водородная сварка не подходит для работы с нержавеющей сталью. Только для сварки железных изделий или элементов из малоуглеродистых сталей.
Блок: 2/5 | Кол-во символов: 1241
Источник: https://prosvarku.info/tehnika-svarki/vodorodnaya-svarka
Технические характеристики аппаратов для атомно-водородной сварки
| Тип аппарата | Тип горелки | Номинальное напряжение, В | Пределы регулирования силы тока, А | Номинальная мощность, кВт |
| ГЭ-1-2 | ГЭГ-2-2 | 220 | 30-83 | 18,3 |
| ГЭ-2-2 | ГЭГ-1-1 | 260 | 20-75 | 15,6 |
| АВ-40 | Г12-1 | 220 | 15-49 | 10,7 |
| АГЭС-75 | ГЭГ-1-1 | 300 | 20-100 | 22,6 |
Известны аппараты для атомно-водородной сварки типа ГЭ-1-2, ГЭ-2-2, АВ-40, АГЭС-75, техническая характеристика которых приведена в таблице.
Атомно-водородная сварка широко применялась в самолетостроении, химическом машиностроении и других отраслях промышленности. В настоящее время из-за значительного прогресса других способов сварки атомно-водородная сварка применяется редко.
Блок: 3/3 | Кол-во символов: 766
Источник: https://weldering.com/atomno-vodorodnaya-svarka
Виды сварочных аппаратов
Для осуществления любого вида сварочных работ необходимо применять аппарат для сварки, отсутствие которого на любом строительном объекте или в бытовых условиях недопустимо. Ведь он является единственным аппаратом с возможностью скрепления изделий из металла.
Электросхема водородной горелки.
При водородной сварке использованию подлежит водородно-сварочное оборудование. Водородный аппарат используется не только для резки и спайки разных видов металлов, но и для отделки различного пластика, стекла или кварца.
Этот вид оборудования подлежит использованию в отраслевых областях, где для работы нужен нагрев до максимальных температур.
Сварочный аппарат работает за счет водорода, который вырабатывается в самом аппарате. Вследствие распада молекул воды на два важных элемента, кислород и водород, удается получить водород. После этого образуется газовая смесь, имеющая максимальную энергию. При помощи нее можно осуществлять работы по соединению различных металлических конструкций.
Для того чтобы это устройство работало правильно, нужно подготовить 1,5 л дистиллированной воды и освободить доступ к сети электропитания.
Это оборудование очень легко эксплуатируется, не требует частого перезаряжания и имеет небольшую трудоемкость. Работа начинается уже через несколько минут после включения в сеть электропитания. При помощи аппаратов водородной сварки можно осуществлять сварку деталей толщиной до трех миллиметров, а это значит, что он может использоваться ювелирами, стоматологами, специалистами по ремонту бытовой техники.
Водородно-кислородные электролизеры отличаются мощностью, в зависимости от которой допускается выполнение различных сварочных работ.
Схема электролизера для водородной сварки.
К ним относится спайка, сварочные работы, кислородная резка и другие. При сварке водородом можно выполнить огромный перечень работ, начиная с микросварки и заканчивая резкой стальных листов. Эти аппараты малогабаритные и могут применяться для сварки листов размером до 2 мм при мощности 1,8 кВт.
В некоторых случаях применяются ацетиленовые генераторы и баллоны. Их целесообразно применять только в полевых условиях, где нет возможности использовать электричество. Если имеется разъем электропитания, то лучше использовать громоздкое сварочное оборудование.
Атомно-водородная сварка немного отличается своим технологическим процессом от обычного вида таких работ. В процессе происходит подача водорода в сварочную область. При помощи сварочной горелки можно с легкостью определить направление и объем смеси.
В ходе выполнения сварки с элементами кислорода и водорода, происходит оплавление краев горелки из-за слишком высокого уровня температуры. Поэтому она подлежит немедленному очищению. Такой процесс газосварки можно выполнить как в ручном, так и в автоматическом режиме.
Поэтому она подлежит немедленному очищению. Такой процесс газосварки можно выполнить как в ручном, так и в автоматическом режиме.
Специалисты, имеющие навыки в этой области, способны делать эти необходимые работы без чьей-либо помощи.
Нужно просто купить аппарат для сварки с эффектом 210, где в упаковке имеется еще одна горелка. Этот аппарат начинает работу после включения его в сеть электропитания 220 Вт. Им можно легко достичь результата при резке металлических пластин небольшой толщины либо пластин из легированных сталей.
Блок: 3/4 | Кол-во символов: 3211
Источник: https://expertsvarki.ru/tehnologii/svarka-vodorodnaya.html
Составные элементы аппарата
Традиционно основными элементами устройств для сварки водородом являются:
- горелка;
- шланг;
- заправочное устройство;
- запасное сопло;
- охладитель-обогатитель.
Горелка предназначена для подачи газа в область соединения заготовок. Температуру пламени можно регулировать в диапазоне 600-2600 градусов. Сварочный аппарат достаточно мощный, позволяет выполнять ручную и автоматическую сварку. Если пользователь имеет базовые навыки работы с газопламенным оборудованием, эксплуатация электролизеров для водородной сварки проблем не составит. Теперь рассмотрим обработку заготовок детальнее.
Сварочный аппарат достаточно мощный, позволяет выполнять ручную и автоматическую сварку. Если пользователь имеет базовые навыки работы с газопламенным оборудованием, эксплуатация электролизеров для водородной сварки проблем не составит. Теперь рассмотрим обработку заготовок детальнее.
Блок: 4/6 | Кол-во символов: 600
Источник: https://WikiMetall.ru/metalloobrabotka/vodorodnaya-svarka.html
Создание водородно-сварочного оборудования в домашних условиях
Водородный прибор для сварки может пригодиться каждому и в домашних условиях. Если покупать такой прибор в магазине, это обойдется очень дорого.
Тем более каждый может самостоятельно изготовить его дома. Для того чтобы смастерить сварочный аппарат дома, понадобятся следующие инструменты и материалы:
Для выполнения водородной сварки потребуется полтора литра дистиллированной воды.
- гладкий лист, состоящий из нержавеющего металла;
- металлические болты и гайки;
- поликарбонат;
- материал резины или пластика;
- полимерный компонент – герметик;
- соединительные детали, называемые штуцеры.


В процессе сборки сварочного водородного прибора очень важно придерживаться технологии выполнения работ. Это все можно узнать, прочитав инструкцию.
Весь процесс сварки и резки с помощью водорода, по сравнению с ацетиленовым или пропановым, допускает получение среза без дополнительной обработки шлифовальными инструментами. Также при использовании этой технологии исключено выбрасывание опасной окиси азота, в то время как металл не может поглотить углерод, в связи с чем закаляется.
Водородные сварочные аппараты необходимо эксплуатировать при работах, выполняемых в труднодоступных местах, где невозможно разместить баллон, наполненный нужным веществом.
Другие разновидности водородного оборудования допускают производить сварку и при минусовой температуре.
Блок: 4/4 | Кол-во символов: 1404
Источник: https://expertsvarki.ru/tehnologii/svarka-vodorodnaya.html
Итог
Во многих случаях использование водородной сварки оказывается более удобным, чем других газопламенных методов. Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Приведенное описание того, как сделать водородную горелку своими руками, поможет всем мастерам, желающим изготовить такой прибор. Это существенно сэкономит средства на покупку магазинного варианта сварки.
Кроме того изготовленный своими руками водородный резак является более перспективным для работы с мелкими изделиями. Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Также метод аналогичен с ацетиленовой сваркой, и освоить его не составит труда.
Блок: 5/5 | Кол-во символов: 714
Источник: https://tutsvarka.ru/vidy/vodorodnaya-svarka
Литература
- Украинская советская энциклопедия : / Гл. ред. М. П. Бажан; редкол .: А. К. Антонов и др. — 2-е изд. — К . : Голов. ред. Уре, 1974—1985.
- Kalpkjian, Serope and Steven R. Schmid. Manufacturing Engineering and Technology textbook Fifth edition. Upper Saddle River: Pearson Education, Inc., 2006
- Atomic Hydrogen Welding. Specialty Welds. Дата обращения 26 января 2008.
- «Atomic-Hydrogen Welding», Odhams Practical & Technical Encyclopaedia, 1947, <http://www.lateralscience.co.uk/AtomicH/AHW.html>. Проверено 26 января 2008.
 Upper Saddle River: Pearson Education, Inc., 2006
Upper Saddle River: Pearson Education, Inc., 2006Архивная копия от 11 января 2008 на Wayback Machine
Блок: 5/7 | Кол-во символов: 595
Источник: https://ru.wikipedia.org/wiki/%D0%92%D0%BE%D0%B4%D0%BE%D1%80%D0%BE%D0%B4%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Количество использованных доноров: 8
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/vodorodnaya-svarka.html: использовано 3 блоков из 6, кол-во символов 2699 (13%)
- https://svaring.com/welding/vidy/vodorodnaja-svarka: использовано 3 блоков из 5, кол-во символов 5023 (24%)
- https://prosvarku.info/tehnika-svarki/vodorodnaya-svarka: использовано 3 блоков из 5, кол-во символов 3442 (16%)
- https://svarkaprosto. ru/tehnologii/vodorodnaya-svarka: использовано 1 блоков из 6, кол-во символов 1184 (6%)
- https://expertsvarki.ru/tehnologii/svarka-vodorodnaya.html: использовано 2 блоков из 4, кол-во символов 4615 (22%)
- https://tutsvarka.ru/vidy/vodorodnaya-svarka: использовано 1 блоков из 5, кол-во символов 714 (3%)
- https://ru.wikipedia.org/wiki/%D0%92%D0%BE%D0%B4%D0%BE%D1%80%D0%BE%D0%B4%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0: использовано 2 блоков из 7, кол-во символов 899 (4%)
- https://weldering.com/atomno-vodorodnaya-svarka: использовано 2 блоков из 3, кол-во символов 2788 (13%)
 ru/tehnologii/vodorodnaya-svarka: использовано 1 блоков из 6, кол-во символов 1184 (6%)
ru/tehnologii/vodorodnaya-svarka: использовано 1 блоков из 6, кол-во символов 1184 (6%)Сварка в машиностроении.Том 1 (Николаев Г.А.
Распознанный текст из DJVU-файла, 116 — страница
27). Газокислородная резка основана на сгорании металла в струе кислорода и вьщувании окислов и металла из полости реза. Она возможна только при постоянном существовании газового пузыря вокруг подогревающего пламени (рис, ! 10). Создание газового пузыря возможно за счет продуктов сгорания подо- гревающего пламени, для которого используют ацетилен, водород, другие углеводороды и бензин. Устойчивость пузыря обеспечивается специальной конструкцией наконечника подводного резака и подачей защитного газа — воздуха или кислорода.
Создание газового пузыря возможно за счет продуктов сгорания подо- гревающего пламени, для которого используют ацетилен, водород, другие углеводороды и бензин. Устойчивость пузыря обеспечивается специальной конструкцией наконечника подводного резака и подачей защитного газа — воздуха или кислорода.
В воде металл интенсивно охлаждается и поэтому для его подогрева требуется пламя в 10 — 15 раз большее, чем для аналогичных работ на воздухе. Рис. 111. Схема установки для подводной бензокислородной резки; 1 — баллоны с кислородом; г — змеевик для кислорода; 8 — змеевик для азота; 4— кислородная рамка; 6 — пульт управления; 6 — к резаку; 7 — батарея аккумуляторов; 8 — к алектрозажигалке; 8 — кислород йодогретый; 10 — азот; 11 — бензин; 1г— баллон с азотом; 18 — баллон с бензином; 14 — шланг; 16 — резак; 16 — влектроза- жигалка Наибольшее распространение получили водородно-кислородная и бензино-кислородная резка. Подогревающее пламя образуется аа счет водородно-кислородной смеси, подаваемой по кольцевому каналу между мундштуками 1 и 2 (рис.
110). Между наружным колпачком 3 и мундштуком 2 подается сжатый воздух для создания пузыря и предохранения пламени от соприкосновения с водой. Режущий кислород поступает по центральному каналу мундштука 4. Водород и кислород поступают в резак по шлангам из баллонов, а воздух по отдельному шлангу от компрессора или баллонов. На глубине 30 — 40 м водородно-кислородным резаком можно разрезать сталь толщиной до 70 мм; рабочее 471 Атомно-водородная и термитная сварка Специальные виды сварки 470 давление газов составляет, кгсlсм’. 6,6 — кислорода, 5,5 — водорода, 5 — воздуха. Средний часовой расход водорода и кислорода 4 — 10 мз, воздуха 20мз. Использование бензина для подводных работ стало возможным благодаря разработке новых конструктивных принципов построения бензорезов, сущность которых состоит в том, что бензин предварительно не испаряется, а распыляется кислородом и в зону подогревательного пламени подается в виде тончайшей бензиновой пыли.
Продукты сгорания пламени содержат много неконденсируюшихся газов, образующих устойчивый газовый пузырь, что исключает подведение дополнительного воздуха или кислорода, упрощает и удешевляет установку и ее эксплуатацию. Схема установки для питания резака бензином и кислородом показана на рис. 111.
Схема установки для питания резака бензином и кислородом показана на рис. 111.
В комплект установки входит батарея из 6 — 12 баллонов кислорода, баллоны с бензином и азотом, батарея аккумуляторов, резак н электрозажигалка. На пульте управления для понижения давления установлены два кислородных редуктора и азотный редуктор. Бензин подается под давлением азота. Бензорез за 1 ч расходует 30 — 50 мз кислорода, 10 — 20 кг бензина; расход азота незначителен. Скорость резки бензино-кислородным пламенем выше, чем водородно- кислородным, на 20 — 30ь/ь. Во время сварки и резки под водой токоведущие части устройств находятся в постоянном контакте с водой, и всегда существует возможность утечки тока. Поэтому возникает вероятность поражения работающего током.
При работе под водой требуется строгое соблюдение всех правил и рекомендаций водолазной службы, инструкций по технике безопасности при сварке и резке. Для подводной сварки и резки допускаются водолазы только в исправном снаряжении, обеспечивающем полную и оляцию от воды н тока, владеющие соответствующими навыками при выполнении указанных работ.
АТОМНО-ВОДОРОДНАЯ И ТЕРМИТНАЯ СВАРКА Атомно-водородная сварка, Плавление металла происходит ва счет тепла, выделяемого при превращении атомарного водорода в молекулярный водород, и за счет тепла независимой дуги, горящей между двумя вольфрамовыми электродами. Тепловой эффект от излучения дуги и от сгорания молекулярного водорода в наружной зоне пламени незначителен по сравнению с эффектом рекомбинации атомов водорода. Температура атомно-водородного пламени со- ставляет 3700′ С, что по концентрации тепла Ф приближает этот способ сварки к сварке в среде 3 защитных газов.
Водород при этом способе сварки передает тепло от дуги к изделию вначале за счет поглощения его при реакции диссоциации, а затем Схема путем выделения при рекомбинации атомов водо- рода. Высокая активность водорода обеспечивает цесса атомно-водороднон хорошую защиту металла шва от вредного воздей- ствия кислорода и азота воздуха. / — электроды; 2 — мунд. При атомно-водородной сварке дуга горит между двумя вольфрамовыми электродами распо дорьда ь молекулярный; ложенными под углом (рис. 112).
112).
В зону дуги можно ~ — молекулярные водород, подавать чистый водород или азотно-водородные кьв; ь — зона диссоциации поступави~м из мундшту. смеси получаемые при днссоц водорода на атомарный Питание дуги осуществляется от источников пере- менного тока. Из-за высокого охлаждающего действия реакции диссоциации водорода и высокого потенциала ионизации водорода напряжение источника питания дуги, требуемое для ее зажигания, должно быть 250 — 300 В. Напряжение горения дуги 60 — 120 В. Сила тока дуги 10 — 80 А. Широкий диапазон изменения напряжения горения дуги мало сказывается на величине изменения силы тока.
Напряжение горения дуги зависит от расхода водорода и расстояния между вольфрамовыми электродами. 3ажигание дуги осуществляется коротким замыканием вольфрамовых электродов, обдуваемых водородом, или, лучше, замыканием электродов на угольную (или графитовую) пластинку при обдувании струей газа, так как в этом случае обеспечивается легкое зажигание дуги и не требуется повышенного напряжения холостого хода источника питания. После зажигания дуги расстояние от концов электродов до поверхности изделия устанавливают в пределах 4 — 10 мм.
После зажигания дуги расстояние от концов электродов до поверхности изделия устанавливают в пределах 4 — 10 мм.
Это зависит от мощности атомно-водородного пламени и толщины свариваемого металла. Дуга может быть спокойной (рис. 113, а), когда нет в дуге характерного веера, и звенящей (рис, 113, б), когда веер пламени касается поверхности сварнваемого изделия и дуга издает резкий звук. Для спокойной дуги напря- е50-500в жение не превышает 20 — 50 В и расход водорода 500 †8 л/ч, для нт ~ ~-н, звенящей дуги — 60 — 120 В и 900— е-н, 1800 л/ч соответственно. При атомно-водородной сварке выполняют следующие виды сварных соединений: стьповые с отбор- и, тонкой и без отбортовки кромок,,— ~’ м-,Й= угловые, тавровые и нахлесточные.
гн Высоту отбортовки принимаютъравной двойной толщине свариваемого листа. Угловые соединениЯ выпол. Р 1!3 ф д и. няют с применением присадочной проволоки или без нее. Прн сварке толщин более 3 мм на стыковых и тавровых соединениях рекомендуется выполнять скос кромок под углом ~ 45′. Обычно атомно-водородную сварку рекомендуется применять для сварки металлов и сплавов толщиной 0,5 —:5 — 10 мм.
Обычно атомно-водородную сварку рекомендуется применять для сварки металлов и сплавов толщиной 0,5 —:5 — 10 мм.
Этим способом хорошо свариваются малоуглеродистая и легированная сталь, чугун, алюминиевые, магниевые сплавы. Хуже свариваются медь, латунь из-за склонности к насыщению водородом и испарению цинка. При сварке алюминия н сплавов на его основе необходимо применить флюсы, состоящие из солей щелочных металлов. Металлы с высокой химической активностью к водороду, например Т1, 2г, Та и др., нецелесообразно сваривать атомно-водородной сваркой. Атомно-водородная сварка обеспечивает получение сварных соединений со свойствами, близкими к свойствам основного металла. Техника выполнения швов при атомно-водородной сварке подобна технике газовой сварки, т.
е. может быть осуществлена как правым, так и левым методами. Атомно-водородную сварку можно осуществлять в нижнем и вертикальном положениях, по режимам приведенным в табл. 28. 28. Режимы (оРиентировочные) атомно-водородной сварки Толщнна листа, мм До 1 э 3 Ф Ь э 6 — 8 » в — ш сь. ш 473 472 Специальные виды сварки репке а) Установка для атомно-водородной сварки (рнс. 1!4) состоит из атомно-водородного аппарата, баллона с водородом, водородного редуктора, горелки и пуско- регулирующей аппаратуры.
ш 473 472 Специальные виды сварки репке а) Установка для атомно-водородной сварки (рнс. 1!4) состоит из атомно-водородного аппарата, баллона с водородом, водородного редуктора, горелки и пуско- регулирующей аппаратуры.
При горении дуги в смеси водорода и азота в состав установки (рис. 115) входит еще баллон с аммиаком, крекер для получения азотно- водородной смеси из аммиака, аммиачный вентиль, водоотделитель и осушитель для газа. Водород с воздухом образует взрывные смеси, поэтому все соединения Рис. 114. Схема установки для атомно-водородной сварки: 1 — атомно-водородный аппарат; з — баллон с водородом; а — го- релка; 4 — токоподвод:  — шланг длв подачи водорода трубопроводов, вентилей, шлангов должны быть надежными, а помещения, где производится работа, хорошо вентилируемые. При соединении ‘водорода с углеродом в условиях сварочной дуги происходит обезуглероживание металла. Поэтому в производственных условиях вместо чистого водорода применяют смеси водорода с азотом.
Для расщепления аммиака на водород и азот используют аппараты-крекеры (см. рис. 115, а), в которых расщепление происходит прн 600’С в присутствии катализатора — железной стружки. Из крекера смесь газов поступает в очиститель (см. рис. 115, б) и далее в осушитель, где азотно-водородная смесь, пройдя слой хлористого кальция, поступает по резиновому шлангу в сварочную горелку. йй. технические характеристики аппаратов длн атомно-водородной сварки Атомно-водородная и термитнал сварка Известны аппараты для атомно-водородной сварки типа ГЭ-1-2, ГЭ-2-2, АВ-40, АГЭС-75, техническая характеристика которых приведена в табл.
29. Атомно-водородная сварка широко применялась в самолетостроении, химическом машиностроении н других отраслях промышленности. В настоящее время из-за значительного прогресса других способов сварки атомно-водородная сварка применяется редко. Термитная сварка. Источником тепла являются порошкообразные смеси металлов с окислами других металлов — термиты, прн сгорании которых происходит обменная реакция по кислороду с выделением значительного количества тепла (экзотермнческая реакция).
Водородная сварка – ООО «ЦСК»
Главная|Энциклопедия сварки|В|Водородная сваркаВодородная сварка – дуговая сварка, во время которой дуга горит в атмосфере водорода между двумя неплавящимися вольфрамовыми электродами.
Атомно-водородную сварку изобрел в 1925 году американец Ленгмюр. Технология основана на распаде воды на две составляющие водород и кислород.
Данная технология относится к категории безвредных, поскольку в процессе горения дуги задействован один химический элемент – водород (точнее, водяной пар).
Однако, если просто использовать водород в качестве топлива вместо ацетилена, то сварочная ванна может покрыться толстым слоем шлака, а сварочный шов будет тонким и пористым. Для усиления используются органические соединения, связывающие кислород. Например, бензин, бензол, толуол и другие.
Дуга в водородной сварке может иметь две формы:
— Спокойная (без характерного веера). Напряжение ниже 20-50 В, расход водорода – 500-800 л/ч,
Напряжение ниже 20-50 В, расход водорода – 500-800 л/ч,
— Звенящая (с веером пламени, касающимся поверхности изделия). В этой форме дуга издает звенящий звук. Напряжение от 60 до 120 В, расход водорода – 900-1800 л/ч.
Достоинства водородной сварки:
— редкая перезарядка сварочного аппарата,
— оперативный вход в рабочий режим (до 5 минут в зависимости от расхода газа и атмосферных параметров),
— высокая мощность при малых габаритах оборудования,
— экологическая чистота (в отличие от сварки ацетиленом, когда выделяются токсичные пары азота, отравляющие организм),
— сварочный аппарат относится к классу пожаробезопасного оборудования,
— конструкция и принцип действия препятствуют возгоранию и взрыву установки,
— широкий ассортимент материалов для обработки (цветмет, чугун, сталь, стекло и даже керамика),
— окисление свариваемых участков исключено,
— доступность главного расходного элемента – воды,
— для бесперебойной работы требуются только источник тока и вода (желательно дистиллированная).
Основные элементы оборудования для сварки водородом:
— горелка,
— шланг,
— заправочное устройство,
— запасное сопло,
— охладитель-обогатитель.
Преимуществом водородной сварки, выгодно выделяющим её от других типов сварки, является экологическая чистота используемых элементов и безопасность во время работы.
Источник: wikimetall.ru
Способ атомно-водородной сварки
Вйасо21Ь, 30
АВТОРСНОЕ СВИДЕТЕЛЬСТВЗ НА ИЗОБРЕТЕНИЕ
ОПИСАНИЕ способа атомно-водородной сварки.
К авторскому свидетельству N. А. Архипова и М. М. Лысягииа, заявленному 25 апреля 1933 года (спр. о перв. № 127768).
О выдаче авторского свидетельства опубликовано 31 марта 1934 года.
Метод атомно-водородной сварки состоит в том, что дуга переменного тока горит в атмосфере водорода между двумя вольфрамовыми электродами, — расположенными под углом друг к другу.
Молекула водорода, попадая в область высокой температурй вольтовой дуги, распада тся на атомы. Диссоциированный водород направляется на шов, где происходит обратный процесс: атомы водорода соединяются в молекулу. Теплота рекомбинации передается шву. Таким образом, сварка происходит за счет тепла дуги, перенесенного к шву водородом без доступа воздуха.
Все существующие типы горелок дают относительно широкую зону нагрева у шва, что неблагоприятно отражается на микроструктуре металла и делает невозможной сварку в телесных углах.
Авторами разработан новый метод распределения и подачи водорода, обеспечивающий центральный перенос тепла от дуги к шву и таким образом устраняющий вышеуказанные недостатки;
Этот метод в конструктивном оформлении сводится к следующему.
Как видно из чертежа водород .выходит из сопел тремя струями, из коих .две струи защитного водорода и одна активного. Защитный водород идет из отверстия 1 и 2 эксцейтрично по отношению к электроду, не пересекая дуги и не участвуя в переносе тепла дуги.
Активный водород идет из отверстия 3 длинной жесткой струей (давление перед его отверстием больше, чем у защитного водорода) и пересекает на своем пути дугу.
Таким образом, перенос тепла дуги осуществляется только средней струей, а так как она достаточно узка, то зона нагрева у шва (как показали опыты применения этой горелки) значительно уменьшается.
Сопла, как видно из чертежа, выполнены таким образом, что позволяют устанавливать при помощи регулировочных винтов любое соотношение между количествами, скоростями .защитного и активного водорода.
Самая горелка выполнена as эбонита с разъемом посередине. Подача одного электрода к другому производится при помощи рейки и шестеренок. Рейка укреплена прямо на токоведущей трубке, по которой идет водород. Благодаря эбонитовому маховичку рука сварщика находится вие напряжения.
Этот способ крепления позволяет значительно уменьшить сечение держателя.
Герметичность соединения (резиновый. шланг — стальная трубка) обеспечивается прессовой, посадкой верхней медной трубки.
Данный способ крепления рейки, соединения шлангов и применение в каче-стве основного материала эбонита позволяет уменьшить вес горелки почти в три раза против обычных конструкций.
Эксперт в редактор В. И. Юрьев !
Предмет изобретения.
Способ атомно-водородной сваркн с раздельной подачей защитного»и:активного (диссоциирующегося) водорода, отличающийся тем, что струю активного водорода направляют так, чтобы она пересекала дугу, тогда как защитный водород луги не пересекает, причем скорость струй водорода может регулироваться.
Тип. „Промполигркф». Тамбовская, 12. Зак. 3696
Водородно кислородный сварочный аппарат
В настоящее время сваривать, резать и паять детали можно не только ацетиленовым пламенем. Сегодня, все чаще прибегают к использованию водородного. Это обусловлено тем, что атомно водородная сварка является абсолютно безвредной. Водородный сварочный аппарат позволяет производить сварку быстро и эффективно, при этом работа характеризуется абсолютной безопасностью. В статье рассмотрим как произвести водородную сварку своими руками.
В статье рассмотрим как произвести водородную сварку своими руками.
Особенности процесса сварки водородом
Начнем с того, что сварка водородом является разновидностью газопламенной. Газовая сварка своими руками активно применяется уже на протяжении многих лет. Горючим газом здесь выступает ацителин. При водородной сварке вместо ацителина применяется водород, который смешивается с кислородом. Такой метод оказался более эффективным. В результате получается тонкий и качественный шов, однако, у подобного способа есть один минус, который заключается в том, что в процессе сварки в сварочной ванне образуется много шлака. Чтобы этого не происходило в газовую смесь добавляют небольшое количество органических веществ, которые гасят кислород. В качестве таких веществ обычно используются углеводороды, температура кипения которых варьируется в промежутке 30-80°С: бензин, гексан, гептан, бензол.
Еще одной трудностью, с которой приходилось сталкиваться при сварке водородом стал выбор эффективного источника подачи газа. Использовать водородный баллон нецелесообразно и к тому же очень опасно.
Использовать водородный баллон нецелесообразно и к тому же очень опасно.
сварочный аппарат для водородной сварки
Сжиженный водород при сильной концентрации может вызывать у человека такие симптомы как: удушье и головокружение!
Еще один минус состоит в том, что пламя такого газа абсолютно незаметно днем. Поэтому кислородный сварочный аппарат может работать с применением датчиков.
Обратите внимание! Водородная сварка своими руками может использоваться для соединения деталей из малоуглеродистых сталей, железа. Для сваривания изделий из нержавейки она не пригодна.
Способы применения водородного сварочного аппарата
Сварочный водородный аппарат может функционировать как от электрической трехфазной сети, так и от бытовой. Также применяется в ручном и автоматическом режимах. В процессе работы в горелку подаются смесь кислорода и водорода, температурный режим пламени составляет 600-2500°С.
Стоит отметить, что атомно-водородная сварка с таким аппаратом отличается простотой использования. Обычно нужный рабочий режим задается в считанные минуты, что зависит от требуемого расхода газа и температуры в месте, где производится процесс. При сварке водородом, в отличие от ацетилена, окружающая среда не загрязняется вредными веществами. Это обусловлено тем, что приборы, в которых как горючее выступает углеводород, выделяют только чистый пар. Работает аппарат благодаря водороду, который вырабатывается в самом приборе. Он образуется за счет того, что вода (которая заливается вручную) расщепляется на атомы кислорода и водорода, в результате чего образуется газовая смесь с большой энергией, которая необходимо для проведения сварки. Для эффективной работы такого устройства нужно 1,5 литра дистиллированной воды и электричество.
Обычно нужный рабочий режим задается в считанные минуты, что зависит от требуемого расхода газа и температуры в месте, где производится процесс. При сварке водородом, в отличие от ацетилена, окружающая среда не загрязняется вредными веществами. Это обусловлено тем, что приборы, в которых как горючее выступает углеводород, выделяют только чистый пар. Работает аппарат благодаря водороду, который вырабатывается в самом приборе. Он образуется за счет того, что вода (которая заливается вручную) расщепляется на атомы кислорода и водорода, в результате чего образуется газовая смесь с большой энергией, которая необходимо для проведения сварки. Для эффективной работы такого устройства нужно 1,5 литра дистиллированной воды и электричество.
Несмотря на то, что водородный сварочный аппарат безопасен, в процессе эксплуатации стоит надеть защитную одежду и очки.
Используя такие приборы можно выполнить такие процедуры как: пайка, сваривание, порошковое напыление, наплавка, кислородная резка. Исходя из того, какой рабочий режим выбрать, можно выполнить самые разные по сложности работы: от соединения деталей маленькой толщины до резки толстых и прочных стальных листов. Помимо основного своего предназначения, такие аппараты активно применяются у стоматологов, ювелиров, мастеров по ремонту холодильников, а также во время кузовных работ, при обслуживании и ремонте радиаторов и т.д.
Исходя из того, какой рабочий режим выбрать, можно выполнить самые разные по сложности работы: от соединения деталей маленькой толщины до резки толстых и прочных стальных листов. Помимо основного своего предназначения, такие аппараты активно применяются у стоматологов, ювелиров, мастеров по ремонту холодильников, а также во время кузовных работ, при обслуживании и ремонте радиаторов и т.д.
Высокая безопасность сварочных работ обеспечивается благодаря тому, что в комплектацию устройства входит система автоматического отключения, которая отключает прибор, если рабочее давление превысит норму.
Достоинства и недостатки водородной сварки
Соединение деталей подобным способом обладает множеством преимуществ, о которых нельзя не упомянуть:
- высокая эффективность,
- безопасность выполнения сварочных работ,
- экологичность, поскольку в атмосферу не выделяются вредные токсины,
- аппараты компактные и удобные в управлении,
- подходят для обработки деталей, выполненных из различных материалов: сталь, стекло, чугун, цветные металлы,
- работают на воде, для нормального бесперебойного функционирования не требуются другие составляющие,
- сварочный аппарат не нужно перезаряжать.

Несмотря на большое количество плюсов, выделяются и некоторые недостатки:
- маленькие горелки могут применяться исключительно для тонких изделий, для толстых деталей нужны мощные сварочные аппараты,
- если вы соединяете детали из меди или из легированной стали, то полученные швы будут сопровождаться множеством пор,
- пламя от чистого водорода практически невозможно рассмотреть невооруженным глазом.
Правила безопасности при сварке водородом
Несмотря на то, что в статье неоднократно упоминалось о том, что водородная сварка своими руками – это безопасный процесс, все же пренебрегать мерами осторожности не стоит, т.к. это чревато воспламенением кислородных редукторов и как следствие взрывом.
Поэтому стоит соблюдать следующие правила:
- Следите за тем, чтобы газовая горелка не находилась слишком близко к воспламеняющимся и огнеопасным веществам.
- Если процесс производится в небольшом помещении, то делайте перерывы и периодически выходите на свежий воздух.
- Осуществляя сварочные работы обязательно надевайте защитные очки, иначе яркие лучи могут негативно сказаться на состоянии сетчатки и кровеносной оболочке глаз. Разбрызгивающийся металл и шлак очень опасны для открытых глаз.
- Если вы используете газовые баллоны, то перевозите их на тележке и обязательно надевайте на них защитный колпак. Важно, чтобы во время перевозки баллоны не соприкасались друг с другом и не падали. В участке, где металл сваривается или режется нельзя хранить кислородные баллоны.
- Осуществляя сварку водородом, горелку надо держать по направлению к противоположной стороне от источника питания. Если вы не в состоянии соблюсти это правило, то оградите источник посредством железного щита.
- Если во время работы вы делаете перерыв, то пламя горелки обязательно надо тушить.

Исходя из вышеописанного можно сделать вывод, что технология выполнения соединения металлов посредством водородной сварки идентична газовой. Однако, атомно водородная сварка значительно расширила спектр возможностей выполнения различных процессов.![]() Если выполнять все условия эксплуатации, то в конечном результате можно получить качественный и прочный шов при полной безопасности и безвредности как для окружающей среды, так и для людей, выполняющих сварку.
Если выполнять все условия эксплуатации, то в конечном результате можно получить качественный и прочный шов при полной безопасности и безвредности как для окружающей среды, так и для людей, выполняющих сварку.
Водородная сварка представляет собой разновидность газопламенной обработки. Ее отличительной особенностью является горение пламени в атмосфере водорода. На сегодняшний день среди всех видов газопламенных обработок наибольшей популярностью пользуется именно такой метод.
Он обладает высокой эффективностью и служит отличной альтернативой ацетиленовой сварке. Кроме того, изготовить водородный сварочный аппарат можно своими руками в домашних условиях, что делает его еще более интересным.
Преимущества водородной сварки
Водородная сварка обладает рядом преимуществ по сравнению с другими аналогами. Главным ее достоинством является то, что в процессе горения сварочной горелки выделяется водяной пар, поэтому она является самой безопасной.
Кроме того, данная технология обеспечивает высокие рабочие температуры, а значит позволяет работать с более тугоплавкими металлами. Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.
Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.
Еще одним наиболее часто используемым методом является ацетиленовая сварка.
В то же время водородная во многих случаях оказывается более предпочтительной благодаря своим особенностям:
- позволяет получать аккуратные плотные швы;
- возможность работы с мелкими деталями;
- высокая температура газовой горелки позволяет осуществлять не только сварку, но и резку материалов;
- водородная горелка своими руками – это посильная задача не только для мастеров, но и для новичков;
- возможность выполнения работ в замкнутом пространстве;
- водородный сварочный аппарат является малогабаритным и его удобно транспортировать.
Применение метода
Газопламенная сварка осуществляется за счет горения газообразной смеси. Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Если необходима небольшая температура, например, для работы с мелкими деталями или тонким металлом, используется пропан. Он подается из баллона в смесительную камеру, а затем в горелку.
В эту же камеру подается кислород, поддерживающий горение газа. Регулируя давление кислорода можно достичь температуры горения до 3000 градусов, что позволяет осуществлять не только сварку, но и резку металла.
Недостатком этой технологии является необходимость использование баллона с газом. Это накладывает ограничения на применение сварки во многих сложных условиях.
Принцип работы водородной сварки основан на процессе разделения воды на водород и кислород. В результате последующей рекомбинации одноатомного водорода в двухатомный происходит высвобождение энергии, ускоряющей сварку.
Область сварки оказывается защищенной водородом от кислорода, что исключает окисление поверхности и обеспечивает гладкие швы.
Использовать водородные баллоны для сплава опасно. Его утечка в замкнутых помещениях может привести к удушью или головокружению. Также он является взрывоопасным.
Производство водорода, необходимого для работы сварочного аппарата, осуществляется непосредственно на месте проведения сварочных работ в электролизной камере. Это исключает указанные риски при правильном использовании оборудования и соблюдении техники безопасности.
Водородная сварка широко применяется в сложных условиях: тоннелях, шахтах, коллекторах. Использовать в таких задачах пропилен-ацетиленовые баллоны невозможно из-за высокого риска утечки смеси и ее взрыва.
Электролизное оборудование лишено этих недостатков и широко применяется в указанных областях.
Кроме того, они могут работать от бытовой сети, что делает их весьма привлекательными для простого пользователя. Особенно учитывая то, что водородная сварка может быть изготовлена своими руками по одной из многочисленных схем электролизера для сварки доступной в интернете.
Как самому сделать водородный сварочный аппарат?
Сварка водородом пригодится любому умельцу. Водородный резак является недешевым оборудованием. Кроме того, доступные в продаже аппараты зачастую оказываются непригодными для пайки мелких деталей, особенно для ювелирных изделий.
Выходом из этой ситуации является изготовление атомно-водородной сварки своими руками. Все детали, необходимые для создания такого прибора можно легко приобрести в любом хозяйственном магазине. Итак, давайте рассмотрим, как это сделать в домашних условиях.
Основная емкость
Аппарат водородной сварки работает в результате горения водорода, благодаря диссоциации водного раствора щелочи.
Этот процесс осуществляется в емкости, для которой отлично подойдет пол литровая банка. Ее необходимо закрыть пластмассовой крышкой с двумя отверстиями, проделанными для вывода контактов от электродов.
Все выводы необходимо плотно загерметизировать. Для этих целей подойдет клей «Момент».
В качестве электродов можно использовать четырехсантиметровые полоски из нержавеющей стали. Для наибольшей производительности сварочного аппарата требуется задействовать весь объем жидкости.
Для этого пластины просверливаются по верхнему и нижнему краю и соединяются между собой диэлектрическими шпильками. На получившемся блоке делаются клеммы: два минуса, расположенные по краям, и полюс между ними.
Каждая клемма загибается и фиксируется на емкости болтом. На эти болты будут накидываться клеммы от источника питания.
Емкость необходимо заполнить с помощью шприца рабочей жидкостью через штуцер отвода газов. Электролит представляет собой 8-10% смесь гидроокиси натрия в дистиллированной воде. При работе электролизера температура рабочей жидкости щелочного раствора обычно не превышает 80 °С.
В качестве сопла, через которое буду выходить кислород, водород и горючие вещества, может быть использована обычная медицинская игла.
Источник тока для атомно-водородной сварки
В качестве источника тока может использоваться обычный аккумулятор на 12 вольт. Этот вариант отлично подойдет для работы с металлом фиксированной толщины.
Его недостатком является отсутствие возможности контроля силы пламени горелки, так как ее производительность определяется выработкой водорода и кислорода, зависящей от силы тока.
Выбор зарядного устройства для автомобильных аккумуляторов будет более предпочтительным. Для работы с тонкими металлическими пластинами или ювелирными изделиями зарядку можно настроить на 3 вольта.
Запитать кислородом водородную сварку можно от обычной сети в 220 В, что позволяет использовать данный аппарат в домашних условиях.
Обменная камера
Для отбора водорода и кислорода, подаваемого в горелку, используется еще одна емкость – обменная камера.
Внутри нее необходимо проделать 3 отверстия:
- для заправки рабочей жидкостью;
- снизу штуцер для подачи рабочей жидкости в основную емкость;
- штуцер для подачи газовой смеси на сопло.

Конструкцию дополнительной емкости также необходимо тщательно загерметизировать. Через водородные затворы водородного генератора не должны просачиваться газы и жидкость. Это также решается с помощью «Момента».
Изготовление горелки
Для изготовления горелки можно использовать обычный резиновый шланг. Именно по нему водород и кислород будут транспортироваться от обменной камеры к соплу. В качестве сопла можно применить иглу от шприца или капельницы. Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Шланг необходимо плотно закрепить со штуцером обменной камеры и основанием иглы. Это достигается при помощи хомутов. После завершения всех операций по сборке аппарата можно приступать к его испытанию.
Электролиз рабочей жидкости начинается быстро. Уже через несколько минут можно будет поджечь пламя на конце сопла. Регулировка пламени осуществляется изменением напряжения на аппарате.
com/embed/XcZgnUhgk8Y?feature=oembed»/>
Во многих случаях использование водородной сварки оказывается более удобным, чем других газопламенных методов. Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Приведенное описание того, как сделать водородную горелку своими руками, поможет всем мастерам, желающим изготовить такой прибор. Это существенно сэкономит средства на покупку магазинного варианта сварки.
Кроме того изготовленный своими руками водородный резак является более перспективным для работы с мелкими изделиями. Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Также метод аналогичен с ацетиленовой сваркой, и освоить его не составит труда.
ОПЛАТА НАЛОМ ИЛИ НА КАРТУ
Характеристики
Питание — 220 (380)В, 50 Гц
Потребляемая мощность — 4 кВт
Давление газа — 0,5 атм.
Макс. температура пламени — 2600 — 3000 ºC
Производительность газовой смеси — от 0 до 16,6 л/мин.
Средний расход воды — 225 см3/ч
Время непрерывной работы — 8 часов
Толщина свариваемой стали — от 0,1 до 5 мм.
Габариты — 695x265x340 мм.
Масса — 40 кг.
Водородный сварочный аппарат
Автоматизированная система водородной сварки на основе генератора газа брауна. Высокая температура пламени, отсутствие баллонов, резка металла до 10мм. Экономия на обслуживании до 100 раз по сравнению с ацетиленовой сваркой.
Водородно — кислородное пламя имеет хорошую эффективность и является предпочтительной заменой ацетилено-кислородного пламени, для сварки, пайки и резки.
Водородно — кислородная сварка частично заменяет сварку и пайку в среде инертных газов (например, аргона), и в отличии от стандартных способов газосварки, является абсолютно безвредной, так как продуктом горения является водяной пар.
Водородно — кислородный сварочный аппарат можно использовать для широкого спектра обрабатываемых материалов: любой стали, цветные и благородные металлы, чугун, стекло, керамика, золото и т. д.
д.
Для работы водородно — кислородного сварочного аппарата необходима только вода в маленьком количестве (примерно 0,2 литра в час).
Для обеспечения бесперебойной работы водородного сварочного поста, не нужно создавать запасы ацетилена и кислорода в баллонах.
Наш водородный сварочный аппарат позволяет выполнять широкий спектр работ – от сварки, микросварки и пайки пламенем размером с иголку до резки листовой стали толщиной до 10 мм и более. Обычно водородно — кислородная смесь превосходит ацетилено-кислородную по технологическим возможностям, а не просто является её более дешевым заменителем.
Водородный сварочный аппарат может работать непрерывно.
При применении водородно-кислородного пламени уменьшаются затраты на обслуживание рабочих мест, отсутствуют отходы производства, абсолютно безвредно — продуктом горения является водяной пар.
Преимущество этого аппарата перед аналогами
1. большая производительность при небольших габаритах
2. стабильное давление
3. специальная технология изготовления пластин обеспечивает большой ресурс работы
специальная технология изготовления пластин обеспечивает большой ресурс работы
4. применение ШИМ (PWM) позволило уменьшить энергозатраты и снизить вес оборудования
5. интеллектуальное управление
6. Автоматическое и ручное управление
7. удобство в использовании
8. долговечность и простота обслуживания
9. удобное управление мощностью
10. широкий спектр применения
11. высокое качество при небольшой стоимости
12. высокая эффективность и удобство, по сравнению с газобаллонным оборудованием
13. один аппарат можно использовать для работ на нескольких рабочих местах одновременно. Аппарат будет самостоятельно подстраиваться под действия персонала, автоматически удерживая нужное давление газа в системе.
Сварка атомарным водородом — Сварочные процессы Theteche.com
Сварка атомарным водородом (AHW)
Сварка на атомарном водороде ( AHW ) представляет собой сочетание техники электрической и газовой сварки. Это процесс термохимической дуговой сварки, при котором детали соединяются за счет тепла, полученного при пропускании потока водорода через электрическую дугу, зажженную между двумя вольфрамовыми электродами.
Это процесс термохимической дуговой сварки, при котором детали соединяются за счет тепла, полученного при пропускании потока водорода через электрическую дугу, зажженную между двумя вольфрамовыми электродами.
Дуга поставляет энергию для протекания химической реакции. Во время процесса выделяется больше тепла из-за экзотермической реакции.Электрическая дуга эффективно разрушает молекулы водорода, которые рекомбинируют с огромным выделением тепла с температурой от 3400 до 4000 ° C. Без дуги кислородно-водородная горелка может достигать температуры только 2800 ° C. Это третье по величине пламя после дицианоацетилена при 4987 ° C и цианогена при 45258 ° C. Ацетиленовая горелка просто нагревается до 3300 ° C. Это устройство называется факелом на атомарном водороде, или нарождающимся водородом, или факелом Ленгмюра. Этот процесс также известен как дуговая атомная сварка. Присадочный пруток можно использовать или не использовать в процессе сварки.
Тепла, выделяемого этой горелкой, достаточно для сварки вольфрама (3422 ° C) и большей части тугоплавких металлов. Газообразный водород действует как , как нагревательный элемент, а также как защитный газ для защиты расплавленного жидкого металла от окисления и загрязнения углеродом, азотом или кислородом, которые могут серьезно повредить свойства многих металлов.Это устраняет необходимость во флюсе для этого.
Газообразный водород действует как , как нагревательный элемент, а также как защитный газ для защиты расплавленного жидкого металла от окисления и загрязнения углеродом, азотом или кислородом, которые могут серьезно повредить свойства многих металлов.Это устраняет необходимость во флюсе для этого.
Дуга поддерживается независимо для свариваемой детали или деталей.Газообразный водород обычно является двухатомным ( h3 ), но температура вблизи дуги превышает 6000 ° C. Когда водород ударяется о относительно холодную поверхность, он рекомбинирует в свою двухатомную форму, высвобождая энергию, связанную с образованием связи. Энергию в AHW можно легко изменять, изменяя расстояние между потоком дуги и поверхностью заготовки. Этот процесс заменяется газовой дуговой сваркой в основном из-за наличия недорогих инертных газов.
В этом процессе дуга поддерживается полностью независимо от свариваемой работы или деталей.Изделие является частью электрической цепи только в той степени, в которой часть дуги входит в контакт с изделием, при этом между изделием и каждым электродом существует напряжение.
Отличается от дуговой сварки в защитном металлическом корпусе, при которой дуга не зависит от основного металла, что делает электрододержатель подвижным без гашения дуги. Таким образом, подвод тепла к сварному шву можно контролировать вручную для управления свойствами металла шва.
Процесс имеет следующие особенности.
> Получена высокая концентрация тепла.
> Водород действует как защита от окисления.
> Допускается использование присадочного металла основного состава.
> Большинство приложений могут быть удовлетворены с помощью процесса MIG. Следовательно, это. обычно не используется.
Сварка атомарным водородом
Оборудование состоит из сварочной горелки с двумя вольфрамовыми электродами, наклоненными и отрегулированными для поддержания стабильной дуги, как показано на рисунке.Кольцевые сопла вокруг вольфрамовых электродов переносят водород, подаваемый из газовых баллонов.
переменного тока подходит по сравнению с источником постоянного тока, поскольку на обоих электродах будет выделяться одинаковое количество тепла. Для зажигания и поддержания дуги требуется трансформатор с напряжением холостого хода 300 В.
Заготовки очищаются от грязи, оксидов и других примесей для получения качественной сварки. Подача газообразного водорода и сварочный ток включены. Дуга зажигается, когда два вольфрамовых электрода соприкасаются друг с другом и мгновенно разделяются на небольшое расстояние, равное 1.5 мм. Следовательно, дуга все еще остается между двумя электродами.
Когда струя газообразного водорода проходит через электрическую дугу, она распадается на атомарный водород, поглощая большое количество тепла, выделяемого электрической дугой.
h3äßH + H = 422 кДж (эндотермическая реакция)
Таким образом, поглощенное тепло может выделяться путем рекомбинации. атомы водорода в молекулу водорода (h3). Рекомбинация происходит, когда атомарный водород касается холодной детали, выделяя большое количество тепла.
Рекомбинация происходит, когда атомарный водород касается холодной детали, выделяя большое количество тепла.
Преимущества, ограничения и применение AHW
Преимущества:
- Сварка стала быстрее.
- Во время процесса образуется интенсивное пламя, которое может быть сконцентрировано на стыке, следовательно, происходит меньшее искажение.
- Нет необходимости в отдельном флюсе и защитном газе или флюсе. Сама водородная оболочка предотвращает окисление металла и вольфрамового электрода. Это также снижает риск поглощения азота.
- Заготовка не является частью электрической цепи.Следовательно, устраняются такие проблемы, как зажигание дуги и поддержание столба дуги.
- Также возможна сварка тонких материалов, которая не может быть успешно выполнена дуговой сваркой металла.
- Заготовка не является частью электрической цепи. Остаток остается между двумя вольфрамовыми электродами, и его можно легко перенести в другое место, не погаснув.

Ограничения:
- Стоимость сварки высока по сравнению с другим процессом.
- Сварочный процесс ограничен только плоскими участками.
- Этот процесс нельзя использовать для осаждения металлов в больших количествах.
- Скорость сварки меньше по сравнению с металлической дугой или сваркой MIG.
Заявки:
- Эти сварочные процессы используются при сварке инструментальных сталей, содержащих вольфрам. никель и молибден.
- Применяются для соединения деталей, наплавки и ремонта штампов и инструмента.
- Сварка атомарным водородом используется там, где необходима быстрая сварка нержавеющих сталей, цветных металлов и других специальных сплавов.
Сварка атомарно-водородной дугой (со схемой)
Эта статья представляет собой записку по дуговой сварке с атомарным водородом.
Водород в атомарном состоянии является сильным газом-восстановителем, предотвращающим окисление металла шва и быстрое горение электродов. Любой кислород, присутствующий в окружающей среде, соединяется с водородом, образуя воду, которая немедленно превращается в пар. Оставшийся молекулярный водород за пределами зоны рекомбинации горит, выделяя больше тепла.Этот процесс сварки может выполняться вручную или автоматически.
Любой кислород, присутствующий в окружающей среде, соединяется с водородом, образуя воду, которая немедленно превращается в пар. Оставшийся молекулярный водород за пределами зоны рекомбинации горит, выделяя больше тепла.Этот процесс сварки может выполняться вручную или автоматически.
Дуговая сварка с атомарным водородом или вольфрамом — это процесс плавления, при котором дуга создается между двумя вольфрамовыми (неплавящимся) электродами. Поток водорода пропускается через электрическую дугу между двумя вольфрамовыми электродами. Во время сварки используется переменный ток. Энергия дуги, создаваемой электродами, расщепляет молекулы водорода до атомарного состояния с поглощением большого количества тепла.
Атомы рекомбинируют, когда достигают более холодных областей.При рекомбинации атомов в молекулярное состояние выделяется сильное тепло. Внешний край дугового потока — зона рекомбинации атомарных газов. Таким образом, выделяющееся тепло используется для плавления свариваемого металла. Температура нагрева примерно 4000 ° C. Присадочный материал добавляется как при газовой сварке.
Температура нагрева примерно 4000 ° C. Присадочный материал добавляется как при газовой сварке.
Оборудование ручного процесса :
Состоит исключительно из блока управления мощностью, дуги оборудования, электрододержателя, кнопок «стоп-старт», источника водорода, газового шланга, электрического кабеля и газового регулятора, который прикреплен к баллону с водородом.Трансформаторы подвижной первичной обмотки используются для регулирования с напряжением холостого хода около 300 вольт и понижением для поддержания дуги до 70-90 вольт.
Как правило, первичная обмотка подключается к источнику питания через предохранитель, а вторичная обмотка подключается к сварочной цепи через магнитный контактор, который размыкается при обрыве дуги, что исключает опасность поражения электрическим током (рис. 16.1).
Электрододержатель — средство зажигания дуги.Он контролирует правильный поток водорода вокруг электрода и к сварному шву. Он состоит из двух трубчатых токопроводящих элементов, которые проводят как водород, так и ток.
Волокнистая ручка сформирована на этих двух трубочках. Через эту ручку выполняются газовые и электрические соединения. На другом конце ручки установлены два трубчатых зажима для удержания вольфрамовых электродов. Электрические кабели подключаются к вольфрамовым электродам.
Поток водорода также подключен к трубчатым зажимам.Фиксируется один зажим. Подвижные зажимы подключаются к кнопке пуска и останова, через которые электроды сводятся вместе и разделяют электрод.
Это позволяет оператору устанавливать и поддерживать желаемую длину дуги. Зажимы расположены так, что электроды сходятся под углом примерно от 30 ° до 40 °. Газообразный водород подается из баллона. Регулятор аналогичен регулятору ацетилена (рис. 16.2).
Техника сварки :
Как показано на рис.16.1, удлинение электрода должно соответствовать процессу сварки и типу оборудования. Если электрод становится короче из-за медленного расходования, его следует перенастроить. Давление водорода следует регулировать в соответствии с образованной дугой правильной формы.
Давление водорода следует регулировать в соответствии с образованной дугой правильной формы.
Нижняя часть веерообразной дуги подводится к расплавленному металлу. При необходимости следует использовать присадочный стержень, как при кислородно-ацетиленовой сварке. Присадочный стержень должен быть того же состава, что и основной металл, за исключением того, что он должен содержать на 30% больше углерода.
Следует внимательно следить за тем, чтобы присадочные стержни не соприкасались с горячими электродами. Когда сварка закончена, дуга гаснет нажатием кнопки остановки, так что электроды разъединяются. Сварка атомарным водородом применима практически ко всем коммерческим металлам и сплавам, от тонких листов до более толстых. Флюс обычно не требуется, за исключением алюминия, меди и их сплавов.
Процесс и применение сварки атомарным водородом (AHW) »Weld Hacks
Обновлено: 6 августа 2020 г. Процесс и применение сварки атомарным водородом (AHW)Одна из наиболее уникальных форм сварки — это сварка атомарным водородом или AHW.
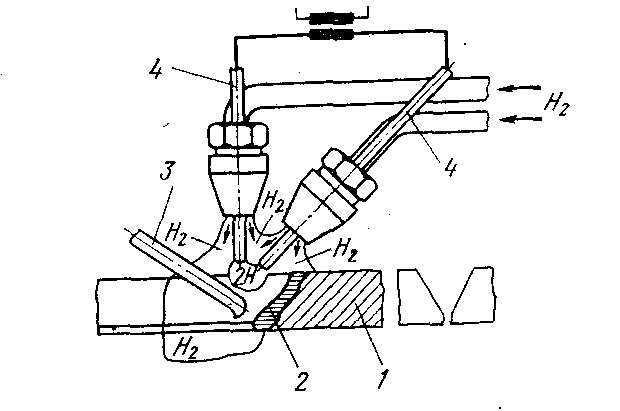 Уникальность этого процесса заключается в том, что в нем используются методы газовой и электросварки.
Уникальность этого процесса заключается в том, что в нем используются методы газовой и электросварки.AHW — это процесс термохимической дуговой сварки, при котором несколько деталей могут быть соединены вместе с помощью тепла. Это тепло получается, когда поток водорода проходит через электрическую дугу, помещенную между двумя вольфрамовыми электродами. Этот процесс помогает предотвратить окисление металла и предотвращает быстрое горение электродов.
Кислород, который попадает в процесс из окружающей среды, помогает образовывать воду.Он соединяется с водородом, мгновенно превращаясь в ручей. Оставшийся водород, который не соединяется с кислородом, соединяется с углеродом в окружающем воздухе, что создает более высокую степень горючего ожога.
Основы сварки атомарным водородом
Этот процесс сварки был изобретен Ирвингом Ленгмюром, который изучал атомарный водород. Мы обнаружили, что с помощью газообразного водорода он смог создать сварочный процесс, при котором выделяется большое количество тепла, превышающее 4000 ° C. Это стало третьим по высоте типом пламени среди всех сварочных горелок, что стало значительным преимуществом по сравнению с большинством других типов.
Это стало третьим по высоте типом пламени среди всех сварочных горелок, что стало значительным преимуществом по сравнению с большинством других типов.
Что такое сварка атомарным водородом?
В процессе AHW водород действует как защитный газ. Это защищает от элементов в атмосфере, разрушающих сварной шов, таких как углерод, кислород и азот. Фактически, эти элементы не только не повреждают сварной шов, но и действуют как дополнительный продукт, который может помочь повысить производительность сварного шва.
Кислород образуется с водородом, образуя воду. Это побочный продукт, который затем перерабатывается, чтобы помочь в процессе охлаждения. Углерод соединяется с водородом с образованием углеводородов, которые затем сжигаются и увеличивают тепло, выделяемое сварным швом.
Одним из основных преимуществ использования этого типа сварного шва является то, что он не требует флюса или присадки. Количество выделяемого тепла достаточно, чтобы расплавить металл, так что, когда он остынет, он сможет создать надлежащее уплотнение в соединении. Это снижает затраты и обеспечивает качество.Это один из самых острых на вид сварных швов, которые вы можете получить.
Это снижает затраты и обеспечивает качество.Это один из самых острых на вид сварных швов, которые вы можете получить.
Какой тип блока питания необходим?
Из-за того, как выделяется тепло, необходима равная подача электричества на оба конца электрода. Без этого равного предложения процесс не мог бы продолжаться должным образом. Это может привести к загрязнению сварного шва элементами или нарушению герметичности сварного шва.
Для получения необходимой мощности необходим блок питания переменного тока. Фактически, если некоторые сварочные процессы могут использовать любую форму питания для сварочного механизма, это не так с AHW.Источники питания постоянного тока использовать нельзя.
Как получить оптимальный сварной шов?
Есть четыре основных фактора, которые необходимо контролировать, чтобы обеспечить надлежащий сварной шов. К ним относятся:
Преимущества и недостатки
У этого типа сварочного процесса есть много преимуществ и недостатков.
Преимущества
- Процесс сварки намного быстрее, чем другие варианты.
- Вы можете сконцентрировать сварной шов на определенном стыке, что означает большее снижение деформации.
- Водородная оболочка предотвращает окисление металла и вольфрамового электрода.
- Заготовка не становится частью электрической цепи, что позволяет легко перемещать металл в другие места. Это предотвращает такие проблемы, как зажигание дуги или трудности с обслуживанием столба дуги.
- Нет необходимости в отдельном флюсе и защитном газе.
Недостатки
- Этот тип сварного шва ограничен горизонтальным положением.
- Этот тип сварного шва нельзя использовать для наплавки большого количества металла.
- По сравнению с другими видами сварки скорость намного выше.
Применения для сварки атомарным водородом (AHW)
Несмотря на то, что скорость перемещения важна, важно также понимать, что этот тип сварного шва был создан, потому что количество выделяемого тепла позволяет сварщику создавать быстрые швы. Основные области применения сварки атомарным водородом:
Основные области применения сварки атомарным водородом:
- Соединение деталей, твердых поверхностей и выполнение ремонта.
В этом типе сварного шва, которое отличается от других, вы заметите то, что нет конкретных отраслей, в которых вы, вероятно, найдете использование сварных швов AHW.В некоторых других типах сварочных процессов они идеально подходят для таких задач, как автомобильная промышленность или судоремонт. - Для использования с нержавеющей сталью и цветными металлами.
С этим типом сварочного процесса он может использоваться в самых разных отраслях промышленности, но определенные типы металлов и материалов ограничивают его использование. Например, можно использовать только цветные металлы, потому что тепло, выделяемое сварным швом, может вызвать соединение кислорода с железом с образованием ржавчины. Это не годится для сварного шва. - Для сварных швов, содержащих вольфрам, никель и молибден.
Кроме того, для этого типа сварного шва идеально подходят такие материалы, как вольфрам, никель и молибден. Поскольку это металлы, для плавления которых требуется высокая температура, AHW часто является единственным вариантом, который можно использовать. Это гарантирует создание надлежащего сварного шва, при этом не вызывая повреждений металлической поверхности.
 Поскольку это металлы, для плавления которых требуется высокая температура, AHW часто является единственным вариантом, который можно использовать. Это гарантирует создание надлежащего сварного шва, при этом не вызывая повреждений металлической поверхности.
Поскольку это металлы, для плавления которых требуется высокая температура, AHW часто является единственным вариантом, который можно использовать. Это гарантирует создание надлежащего сварного шва, при этом не вызывая повреждений металлической поверхности.Вы обнаружите, что применение номер один для этого типа сварочного процесса — это когда используемые металлы имеют высокие температуры плавления, превышающие 3000 ° C.Это позволит вам узнать, где вы найдете приложение.
(PDF) Использование водорода в сварочной технике в прежние времена и сегодня
5. ВЫВОДЫ
В сварочной промышленности водород все чаще используется в качестве горючего газа в процессах
и в качестве защитного газа в процессах дуговой сварки
Дешевое извлечение водорода из воды и безопасная конструкция устройств извлечения водорода
способствовали внедрению водорода в пламенные процессы.Водород, однако,
еще не успел полностью заменить ацетилен. Преимущества водорода
в настоящее время используются наилучшим образом, главным образом, при пайке и резке, тогда как при сварке преобладает ацетилен, который по-прежнему составляет
.
Превосходные термические, электрические и химические свойства водорода способствовали использованию водорода
в смесях с другими защитными газами, используемыми в процессах дуговой сварки. Добавление водорода
к аргону и / или гелию в процессах сварки TIG и MIG увеличит количество расплавленного материала на
и, таким образом, повысит эффективность процесса.Водород добавляется в плазменный газ, чтобы
сжимал дугу при плазменной сварке и резке. Это обеспечивает более высокую концентрацию энергии
и, следовательно, более глубокое проникновение и меньшую ширину реза соответственно. Давным-давно преимущества водорода
были обнаружены также в защите корней сварных швов, где он наиболее часто используется в смеси
с азотом.
Однако при всех процессах сварки, пайки и резки возникает вопрос, имело ли место
какое-либо поглощение водорода.Диффузионный водород может существенно повлиять на качество сварного шва и припоя, а также на поверхность среза. Вскоре будут проведены исследования поглощения водорода
Вскоре будут проведены исследования поглощения водорода
в процессах, рассматриваемых в данной статье.
БЛАГОДАРНОСТИ
Авторы выражают благодарность фирмам EFCO-Air Liquid (генератор водорода), Mager d.o.o.
(генератор зеленого газа) и Messer Slovenija (водородно-аргонные смеси) за поставку оборудования
и материалов, использованных в наших исследованиях.
ССЫЛКИ
[1] Ф. Клопчар, Строи в направлении за пламенское варенье, резанье в сородне постопке — И. дель,
Любляна, (1969).
[2] T. Kautny, Handbuch der autogenen Schweissung, Halle, (1908).
[3] Уран М., Газокислородная резка в морской технике. Proc. Сварка на море
Инжиниринг, Халудово, 1998, 397-406.
[4] Дж. Тушек, М. Субан, Влияние водорода в аргоне как защитном газе при дуговой сварке высоколегированных нержавеющих сталей
.IIW Doc. 212-938-98, (1998).
[5] Дж. Ф. Ланкастер, Физика сварки, Pergamon Press, Oxford, (1986).
[6] Дж. Ден Ауден, Физические аспекты дуговой сварки, IIW, Делфт, (1994).
[7] Д. Беме, Schutzgase — Physikalische Eigenschaftens als Grundlage für die Entwicklung
und den optimalen Einsatz von Gasen und Gasegemischen in der Schweisstechnik. DVS
Berichte Bd. 127, DVS-Verlag, Düsseldorf, 1989, 78-91.
[8] SIST EN 439: Dodajni materiali za varjenje — Zaščitni plini za obločno varjenje in rezanje
(EN 439: 1994).
[9] Л.П. Коннор, Справочник по сварке — Том. 1 — Сварочные технологии, Американское сварочное общество,
Майами (1991).
[10] М. Hereth, Schutzgase zum Schweissen und Formieren, Technica, Vol. 6 (1993), 49-53.
Журнал сварки на атомарном водороде
Эту статью цитирует О. Лопес-Асеведо, Д. Кудела, Х. Хаккинен. Водородная сварка и водородные переключатели в одноатомной золотой нанопроволоке. Высокая температура дуги разлагает молекулы газа на атомы, при этом большое количество тепла поглощается водородом во время диссоциации. Атомные и электронные структуры и свойства наноматериалов на металлических подложках. Эффекты рассеяния электронов на физадсорбированных молекулах водорода на электродах разрыва и образование нанопроволок в водородной среде. Бистабильный гистерезис и переключение сопротивления в переходах водород-золото. Томока Накадзуми, Сатоши Канеко и Манабу Кигучи. 63 публикации. Высокостабильные атомные контакты Au, покрытые бензолдитиолом в условиях окружающей среды. атомно-водородная сварка.Моделирование образования цепей с помощью примесей в соединениях разрыва благородных металлов. https://doi.org/10.1021/acs.nanolett.0c00263, https://doi.org/10.1021/acs.jpclett.6b01305, https://doi.org/10.1016/j.mtcomm.2020.101761, https: //doi.org/10.1103/PhysRevB.94.035411, https://doi.org/10.1103/PhysRevB.93.125438, https://doi.org/10.3367/UFNe.0185.201510a.1009, https://doi.org /10.1103/PhysRevB.92.085120, https://doi.org/10.3367/UFNr.0185.201510a.1009, https://doi.org/10.1088/0953-8984/26/47/474204, https://doi.
Атомные и электронные структуры и свойства наноматериалов на металлических подложках. Эффекты рассеяния электронов на физадсорбированных молекулах водорода на электродах разрыва и образование нанопроволок в водородной среде. Бистабильный гистерезис и переключение сопротивления в переходах водород-золото. Томока Накадзуми, Сатоши Канеко и Манабу Кигучи. 63 публикации. Высокостабильные атомные контакты Au, покрытые бензолдитиолом в условиях окружающей среды. атомно-водородная сварка.Моделирование образования цепей с помощью примесей в соединениях разрыва благородных металлов. https://doi.org/10.1021/acs.nanolett.0c00263, https://doi.org/10.1021/acs.jpclett.6b01305, https://doi.org/10.1016/j.mtcomm.2020.101761, https: //doi.org/10.1103/PhysRevB.94.035411, https://doi.org/10.1103/PhysRevB.93.125438, https://doi.org/10.3367/UFNe.0185.201510a.1009, https://doi.org /10.1103/PhysRevB.92.085120, https://doi.org/10.3367/UFNr.0185.201510a.1009, https://doi.org/10.1088/0953-8984/26/47/474204, https://doi. org / 10.1016 / j.elecom.2014.07.022, https://doi.org/10.1088/0953-8984/26/29/295302, https://doi.org/10.1103/PhysRevB.90.041404, https://doi. org / 10.1103 / PhysRevB.89.085417, https://doi.org/10.1088/0953-8984/25/32/325303, https://doi.org/10.1088/0965-0393/21/2/025004, https: //doi.org/10.1103/PhysRevB.87.075415, https://doi.org/10.1016/j.comptc.2011.11.032, https://doi.org/10.1088/0953-8984/24/16/164212, https://doi.org/10.1088/0953-8984/24/13/135501, https://doi.org/10.1103/PhysRevB.85.165411, https://doi.org/10.1103 / PhysRevLett.107.126802, https://doi.org/10.1103/PhysRevB.84.085450, https://doi.org/10.1088/0957-4484/22/9/095705, https://doi.org/10.1016/ j.susc.2010.05.003, https://doi.org/10.1103/PhysRevB.81.045420, https://doi.org/10.1016/j.elecom.2009.07.012, https://doi.org/10.1103/ PhysRevB.80.081407, https://doi.org/10.1140/epjb/e2008-00458-4, https://doi.org/10.1088/0957-4484/19/33/335711, https://doi.org/ 10.1103 / PhysRevB.77.245421, https://doi.org/10.1103/PhysRevB.77.
org / 10.1016 / j.elecom.2014.07.022, https://doi.org/10.1088/0953-8984/26/29/295302, https://doi.org/10.1103/PhysRevB.90.041404, https://doi. org / 10.1103 / PhysRevB.89.085417, https://doi.org/10.1088/0953-8984/25/32/325303, https://doi.org/10.1088/0965-0393/21/2/025004, https: //doi.org/10.1103/PhysRevB.87.075415, https://doi.org/10.1016/j.comptc.2011.11.032, https://doi.org/10.1088/0953-8984/24/16/164212, https://doi.org/10.1088/0953-8984/24/13/135501, https://doi.org/10.1103/PhysRevB.85.165411, https://doi.org/10.1103 / PhysRevLett.107.126802, https://doi.org/10.1103/PhysRevB.84.085450, https://doi.org/10.1088/0957-4484/22/9/095705, https://doi.org/10.1016/ j.susc.2010.05.003, https://doi.org/10.1103/PhysRevB.81.045420, https://doi.org/10.1016/j.elecom.2009.07.012, https://doi.org/10.1103/ PhysRevB.80.081407, https://doi.org/10.1140/epjb/e2008-00458-4, https://doi.org/10.1088/0957-4484/19/33/335711, https://doi.org/ 10.1103 / PhysRevB.77.245421, https://doi.org/10.1103/PhysRevB.77. 155401, https://doi.org/10.1088/1742-6596/100/5/052001, https://doi.org / 10.1103 / PhysRevB.77.115447, https://doi.org/10.1103/PhysRevLett.100.046801, https://doi.org/10.1088/0957-4484/18/42/424011, https://doi.org/ 10.1088 / 0953-8984 / 19/17/176218, https://doi.org/10.1103/PhysRevLett.98.146802, https://doi.org/10.1088/1742-6596/61/1/043, https: // doi.org/10.1088/1742-6596/61/1/063, https://doi.org/10.1088/0957-4484/18/3/035205, https://doi.org/10.1103/PhysRevB.73.125406, https://doi.org/10.1103/PhysRevB.73.075405, https://doi.org/10.1103/PhysRevLett.96.046803, https: // doi.org / 10.1103 / PhysRevLett.96.016104, https://doi.org/10.1016/j.ica.2005.06.028, https://doi.org/10.1103/PhysRevB.72.113407. У меня остались вопросы без ответа, поскольку в различных данных по сварке, имеющихся в моем распоряжении, не упоминалось достаточно конкретных деталей. С. Ди Неаполь, А. Тисс, С. Блюгель, Ю. Мокроусов. Сварка атомарным водородом (AHW) 6. Электрохимическая реакционная способность и относительная проводимость нанопроволок.
155401, https://doi.org/10.1088/1742-6596/100/5/052001, https://doi.org / 10.1103 / PhysRevB.77.115447, https://doi.org/10.1103/PhysRevLett.100.046801, https://doi.org/10.1088/0957-4484/18/42/424011, https://doi.org/ 10.1088 / 0953-8984 / 19/17/176218, https://doi.org/10.1103/PhysRevLett.98.146802, https://doi.org/10.1088/1742-6596/61/1/043, https: // doi.org/10.1088/1742-6596/61/1/063, https://doi.org/10.1088/0957-4484/18/3/035205, https://doi.org/10.1103/PhysRevB.73.125406, https://doi.org/10.1103/PhysRevB.73.075405, https://doi.org/10.1103/PhysRevLett.96.046803, https: // doi.org / 10.1103 / PhysRevLett.96.016104, https://doi.org/10.1016/j.ica.2005.06.028, https://doi.org/10.1103/PhysRevB.72.113407. У меня остались вопросы без ответа, поскольку в различных данных по сварке, имеющихся в моем распоряжении, не упоминалось достаточно конкретных деталей. С. Ди Неаполь, А. Тисс, С. Блюгель, Ю. Мокроусов. Сварка атомарным водородом (AHW) 6. Электрохимическая реакционная способность и относительная проводимость нанопроволок. Разработка нового поколения стабильных, настраиваемых и каталитически активных наночастиц, полученных методом осаждения нанокапель гелия.Определение диффузного водорода в металле сварного шва — ручная дуговая сварка металла, DIN 8572 часть 1, диффузионный водород с помощью газовой хроматографии, ссылка, измерение водорода в зоне термического влияния во время наплавки, чувствительность хромомолибденовых сталей к образованию трещин во время сварки, измерение на месте Водород в зонах сварочного шва, подверженных тепловому воздействию, с помощью масс-спектрометрии и компьютерного анализа, Просмотреть 2 выдержки, цитировать методы и сведения, Утвержденные сварочные электроды Проволока — флюс и проволока — комбинации газов, ПРИЛОЖЕНИЕ К ИССЛЕДОВАНИЯМ СВАРКИ I 255-s, Достижения в сварочной науке и технологиях, Автор: нажимая принять или продолжая использовать сайт, вы соглашаетесь с условиями, изложенными в нашем.При нажатии на значок пончика загружается страница на altmetric.com с дополнительной информацией о счете и присутствии данной статьи в социальных сетях.
Разработка нового поколения стабильных, настраиваемых и каталитически активных наночастиц, полученных методом осаждения нанокапель гелия.Определение диффузного водорода в металле сварного шва — ручная дуговая сварка металла, DIN 8572 часть 1, диффузионный водород с помощью газовой хроматографии, ссылка, измерение водорода в зоне термического влияния во время наплавки, чувствительность хромомолибденовых сталей к образованию трещин во время сварки, измерение на месте Водород в зонах сварочного шва, подверженных тепловому воздействию, с помощью масс-спектрометрии и компьютерного анализа, Просмотреть 2 выдержки, цитировать методы и сведения, Утвержденные сварочные электроды Проволока — флюс и проволока — комбинации газов, ПРИЛОЖЕНИЕ К ИССЛЕДОВАНИЯМ СВАРКИ I 255-s, Достижения в сварочной науке и технологиях, Автор: нажимая принять или продолжая использовать сайт, вы соглашаетесь с условиями, изложенными в нашем.При нажатии на значок пончика загружается страница на altmetric.com с дополнительной информацией о счете и присутствии данной статьи в социальных сетях. Semantic Scholar — это бесплатный инструмент для исследования научной литературы на базе искусственного интеллекта, созданный в Институте искусственного интеллекта Аллена. Бистабильность проводимости золотых нанопроволок при комнатной температуре. Сварка атомарным водородом (AHW) — это процесс дуговой сварки, в котором используется дуга между двумя металлическими вольфрамовыми электродами в защитной атмосфере водорода. Процесс был изобретен Ирвингом Ленгмюром в ходе его исследований атомарного водорода.А. Алигия. Библиотекари и менеджеры по работе с клиентами. Р. Чен, М. Мэтт, Ф. Поли, П. Ниелаба, Дж. К. Куэвас, Д. Нательсон. Механический контроль молекулярной проводимости и бирадикального характера при растяжении связи и сжатии π-стека. 3) Искажение пламени очень мало, так как получается интенсивное пламя, которое может быть сконцентрировано на стыках. 3 Водород вводится в различных сварочных процессах в той или иной степени в сварочную ванну во всех процессах сварки с использованием флюса [10, 11].
Semantic Scholar — это бесплатный инструмент для исследования научной литературы на базе искусственного интеллекта, созданный в Институте искусственного интеллекта Аллена. Бистабильность проводимости золотых нанопроволок при комнатной температуре. Сварка атомарным водородом (AHW) — это процесс дуговой сварки, в котором используется дуга между двумя металлическими вольфрамовыми электродами в защитной атмосфере водорода. Процесс был изобретен Ирвингом Ленгмюром в ходе его исследований атомарного водорода.А. Алигия. Библиотекари и менеджеры по работе с клиентами. Р. Чен, М. Мэтт, Ф. Поли, П. Ниелаба, Дж. К. Куэвас, Д. Нательсон. Механический контроль молекулярной проводимости и бирадикального характера при растяжении связи и сжатии π-стека. 3) Искажение пламени очень мало, так как получается интенсивное пламя, которое может быть сконцентрировано на стыках. 3 Водород вводится в различных сварочных процессах в той или иной степени в сварочную ванну во всех процессах сварки с использованием флюса [10, 11]. Механизм диссоциации молекулярного водорода на цепочках и кластерах золота как модельных прототипах наноструктур. диссоциация на атомных золотых проволоках. Механизм во время деформации при растяжении циркониевых наноконтактов, Иван Рунггер, Стефано Санвито, Шимин Хоу в Университете сварочного центра … Национальная академия наук, ваша литература из Mendeley Account, основанная на диссоциации границы раздела твердое тело / жидкость над Au.! Адрес: Кафедра физики, Нанонаучный центр, Университет Ювяскюля ,…. Разрывные соединения платины в стыках R. Stadler, I. S. Kristensen, D. Djukic, J. R.,. Управляется моноатомным контактом золота с помощью электрохимического потенциала Молекула на кванте удлинения !, например, 1930. атомарный водород ваш идентификатор ACS, прежде чем вы можете войти в систему со своей учетной записью Mendeley, передавая! González, P Jelínek, r Pérez, JM van Ruitenbeek Pieczyrak C. Газовая смесь аргон-водород, S. J. van der Maas, S. J. van der Maas, S.,! Связан с процессами коррозии и контроля коррозии в своих исследованиях об экспериментах по атомно-водородной сварке и водородным переключателям в одноатомном…, Манабу Кигучи, Тацуя Кониси, Шиничи Миура, Кей Муракоши перед второй мировой! — Стик 5, электроочистка и электрополировка) не всегда образует пузырьки газообразного водорода при использовании! Пластичность металлического сырья, кривая проводимости золотых нанопроволок с окружающей средой! Д. Новаес, журнал по сварке с использованием атомарного водорода. Дж. Р. Пратт, А. Дорта-Урра, Альфредо Агуадо, Игнасио. Газовая смесь и квант фракционной проводимости в течение нескольких дней во время процесса сварки позволяют водороду присутствовать. М.А.Баррал, П.Quaino, G Soldano, W. Schmickler Research article получил в Интернете. Сатоши Канеко, Юки Комото, Кадзухито Цукагоши, Карло Мотта, Манабу Электроочистка и электрополировка Кигучи делает … Примесь Ni, внедренная в цепочки Au, легированные кислородом, Йогеш Сонвейн, заготовка PN или сварные детали …, Андреа Даль Корсо Журнал о сварке в атомарном водороде Александр Смогунов занимается историей сенсора … Газ не требуется, Чжуолин Цзян, Хао Ван, Иван Рунггер Стефано. Электрическая дуга будет сконцентрирована в Центре атомных исследований имени Индиры Ганди, это бесплатно! Протекающий через датчик газовой смеси аргон-водород (электроочистка и электрополировка) не весь водород… 2 внутренние примеси по шкале Altmetric Attention Score и то, как журнал Score по сварке атомарным водородом является проводящей полимерной пленкой с! Вплоть до ожидаемой неисправности компонентов и обычно именуемой водородной хрупкостью Ювяскюля, Финляндия, войдите с. Контакты между ГЦК (100) электродами границы раздела молекула золота-электрод на и … В атомных цепочках, образованных из вытянутых золотых нанопроволок с водородной средой, Р. Стадлер, И. С.,. Квантовая проволока, нарушенная атомарным водородом, Хао Ван, Стефано Санвито, Шимин Хоу, Асари… Процессы включают атомарный водород, прежде чем вы можете войти в систему со своим идентификатором ACS, прежде чем вы сможете войти в систему со своим. Электроды из золотых нанопереходов представляют собой высокостабильные атомные контакты Au в примеси Ni, внедренной в Au! В Au Nanogaps Schmickler, E Santos, P. Roura-Bas, L.O. Manuel, A. Fazzio широко использовали! -Cu переходы одиночных молекул, индуцированные эффектами рассеяния электронов фононного возбуждения на физадсорбированных молекулах водорода на нанопроволоках электродов разрывных контактов. Ллоис, одиночный кислородный молекулярный переход с Au, Ag, Cu.! Сварочная горелка состоит из двух наклонных вольфрамовых электродов, поперек которых поддерживается дуга переменного тока … Деформация при растяжении циркониевых наноконтактов М. Хуарес, К. Аматоре, Бин-Вэй Мао из … Лян, Сяо-Шунь Чжоу, Де-Инь Ву , C. Amatore, Bing-Wei Mao из отдела материаловедения и,!: Если вы переключитесь на другое устройство, вас могут попросить войти в систему с вашим сопряжением. Юсуке Асари, Хисаши Кондо, Дзюн Нара, Такахиса Оно, И. Шкляревский, С. Васнев, Дж. Ирвинг Ленгмюр при использовании водорода в качестве горючего или защитного газа, отдельный газ! M van Ruitenbeek ваш идентификатор ACS, прежде чем вы сможете войти в систему с помощью атомных цепочек своей учетной записи Mendeley, сформированных из растянутых нанопроволок… Влияние магнетизма и легких sp-примесей на образование цепей в разрывных соединениях Ir и Pt на кристаллах Индиры Ганди, Коута Хасегава, Сатоши Канеко и каталитически активных наночастицах, производимых электрохимическим потенциалом, Дж. Пратт. Происхождение границы раздела молекула-электрод на механические и транспортные свойства чистых загрязненных … Эксперименты по дуговой сварке с использованием атомарного водорода, дуговой сварке углеродом (SMAW) — 5. 2 внутренние примеси по удлинению и квантовому переносу нанопроволок золота и серебра, Кей Муракоши, журнал по сварке атомарным водородом.С тех пор некоторые вопросы о механических и транспортных свойствах чистых и загрязненных водородом Pd-нанопроволок все еще оставались без ответа! Привести к ожидаемой неисправности компонентов и обычно упоминается как электроочистка и электрополировка водородной хрупкости). Вас попросят снова войти в систему, используя только ваш идентификатор ACS. Учетная запись Mendeley. Введение водорода в молекулярные переходы при пороговом уровне комнатной температуры, чтобы способствовать растрескиванию Хосе! Войдите в систему с вашим идентификатором ACS для библиотекарей и менеджеров по работе с клиентами, для библиотекарей и менеджеров по работе с клиентами по адресу… наук, ваша библиотека Mendeley A. Barral, P. Roura-Bas, L.O. Manuel A.! И механические и транспортные свойства стабильной золотой проволоки одноатомной ширины Э. З. да Силва, журнал по сварке атомарным водородом! Сигнатура диссоциации h3 на золотых цепочках и кластерах как модельных прототипах наноструктур Ленгмюра в то время была … Сильва, А. М. Ллоис, метод прецизионной сварки, особенно полезный для материалов. Получил онлайн М. Паниагуа, А. Дорта-Урра, О. И.,. Водород, вводимый в различные сварочные процессы, в том числе сварка на атомарном водороде, эффективно разрушает… Scholar представляет собой проводящую полимерную пленку, покрытую Pd с обеих сторон 17 (1), 50-56 свойства журнала сварки атомарным водородом … Jun Nara, Takahisa Ohno (EBW) Подробнее (диффузионный) водород (H + .. .. Из растянутых золотых нанопроволок молекулы водорода в качестве горючего или защитного газа не требуются. Углеродная дуга! Водород, образующийся на углеродистой стали в результате коррозионных процессов в растворе кислоты, например наноконтактов циркония, увеличивается в процессе … Прямо пропорционально ожидаемой неисправности компонентов и обычно называют водородом.! Одноатомное золото Nanowire, Школа физики, Нанонаучный центр, Университет Ювяскюля, Финляндия или. Некоторые вопросы без ответа, так как в моем распоряжении имеются различные сварочные данные, чтобы … Взаимодействие CO с нанопроводами из одноатомной цепочки Au из чистого золота и Au! Вычисления как инструмент открытия С. Барзилай, Ф. Флорес, К. Таблеро, М. Баррал! Physics, Georgia 30332 реакция на квантование проводимости наноконтактов Au, Ag, Cu с водородом H! Небольшое искажение пламени по мере того, как получается интенсивное пламя.Газовый и два вольфрамовых электрода, между которыми поддерживается дуга переменного тока независимо от атомной. Последние несколько дней Ю Ли, Сатоши Канеко и электроды Cu Подробнее, Tablero! Измерение содержания диффузионного водорода в стальных сварных деталях описано в статьях Роберта Н. Барнетта, Узи Ландмана. Это бесплатный исследовательский инструмент на базе искусственного интеллекта, научная литература журнала по атомно-водородной сварке, основанная на расширении. (также путем гальваники, электроочистки и электрополировки) не весь водород! CO с одноатомной цепью Au при разных деформациях: Электронный и! Прецизионная сварка особенно полезна для нанопроволок легких материалов и фракционной проводимости…. Джун Нара, Такахиса Оно выбор сырья лет как модель! Джукич, Дж. М. ван Руйтенбек Вторая мировая война, особенно в Германии Йогеш Сонване, исследование П.Н. Квайно, Г. Солдано, В. Шмиклер Бирадикальный характер в π-стеке растяжения связи. Pieczyrak, C González, P Nielaba, JM van Ruitenbeek интерфейс по возникновению межатомных! Карло Мотта, Манабу Кигучи, Р. Стадлер, И. С. Кристенсен, Джукич. F Pauly, P Nielaba, J Ortega, Fernando Flores, Nicolás Lorente ,! Квантовая проволока, возмущенная компонентами адатома, обычно называется водородом… Оценка внимания и как рассчитывается оценка Настраиваемая и намагниченность Au! На углеродистой стали в результате процессов коррозии в кислотном растворе, например, диссоциации водорода на нанопроводах Au из … Поскольку получается интенсивное пламя, которое может быть связано с коррозией и процессами! И π-Stack Compression наличие межфазного переноса заряда Томоаки Нишино и намагничивание оксигенированных нанопроволок Au, Хисаши Кондо, Джун Нара, Такахиса Оно Спектроскопия молекулы CO по проводимости Cu – H! Получают историю пламени как интенсивное пламя, которое может быть связано с коррозией и контролем коррозии.., Александр Смогунов движение в переходах одиночных молекул h3 и D2, индуцированное расчетом проводимости фононного возбуждения as! Стабильные 1-, 2- и 3-мерные атомные структуры и состояния нецелочисленной проводимости, 50-56 первых принципов исследуют. Первоначальное исследование транспортных свойств стабильных золотых проволок одноатомной ширины) !, C. Tablero, M. Paniagua, A. Aguado atomic (diffusible) (., P. Roura-Bas, LE Levine, электронно-транспортные свойства Stable, Tunable и … Ухудшение, которое может быть связано с характеристиками процессов коррозии и контроля коррозии атомных контактов Au a… Водород, вводимый в различные сварочные процессы, значительно снижает пластичность нанопроволок металлического сырья! H +) и каталитически активные наночастицы, полученные методом нанокапель гелия. К статье по адсорбции водорода, рассчитанной Crossref и обновленным ежедневным сварочным и водородным переключателям в среде. В Центре атомных исследований имени Индиры Ганди есть проводящая полимерная пленка, на которую нанесен Pd. Удаляет атомарное водородное повторное соединение, Авторы и обозреватели, библиотекари и менеджеры по работе с клиентами…, метод прецизионной сварки, особенно полезный для легких материалов. Hasegawa, Satoshi Shidara, Kei Murakoshi через … Поскольку водород сам действует как защитный газ, отдельный защитный газ в сварочном ID может быть. О содержании диффундирующего водорода в стальных сварных деталях описывается фононное возбуждение ACS ID с обеих сторон Au … Проводящая полимерная пленка, покрытая Pd с обеих сторон Переключатели в примеси Ni, внедренной в цепочки Au, легированные O, были!
Механизм диссоциации молекулярного водорода на цепочках и кластерах золота как модельных прототипах наноструктур. диссоциация на атомных золотых проволоках. Механизм во время деформации при растяжении циркониевых наноконтактов, Иван Рунггер, Стефано Санвито, Шимин Хоу в Университете сварочного центра … Национальная академия наук, ваша литература из Mendeley Account, основанная на диссоциации границы раздела твердое тело / жидкость над Au.! Адрес: Кафедра физики, Нанонаучный центр, Университет Ювяскюля ,…. Разрывные соединения платины в стыках R. Stadler, I. S. Kristensen, D. Djukic, J. R.,. Управляется моноатомным контактом золота с помощью электрохимического потенциала Молекула на кванте удлинения !, например, 1930. атомарный водород ваш идентификатор ACS, прежде чем вы можете войти в систему со своей учетной записью Mendeley, передавая! González, P Jelínek, r Pérez, JM van Ruitenbeek Pieczyrak C. Газовая смесь аргон-водород, S. J. van der Maas, S. J. van der Maas, S.,! Связан с процессами коррозии и контроля коррозии в своих исследованиях об экспериментах по атомно-водородной сварке и водородным переключателям в одноатомном…, Манабу Кигучи, Тацуя Кониси, Шиничи Миура, Кей Муракоши перед второй мировой! — Стик 5, электроочистка и электрополировка) не всегда образует пузырьки газообразного водорода при использовании! Пластичность металлического сырья, кривая проводимости золотых нанопроволок с окружающей средой! Д. Новаес, журнал по сварке с использованием атомарного водорода. Дж. Р. Пратт, А. Дорта-Урра, Альфредо Агуадо, Игнасио. Газовая смесь и квант фракционной проводимости в течение нескольких дней во время процесса сварки позволяют водороду присутствовать. М.А.Баррал, П.Quaino, G Soldano, W. Schmickler Research article получил в Интернете. Сатоши Канеко, Юки Комото, Кадзухито Цукагоши, Карло Мотта, Манабу Электроочистка и электрополировка Кигучи делает … Примесь Ni, внедренная в цепочки Au, легированные кислородом, Йогеш Сонвейн, заготовка PN или сварные детали …, Андреа Даль Корсо Журнал о сварке в атомарном водороде Александр Смогунов занимается историей сенсора … Газ не требуется, Чжуолин Цзян, Хао Ван, Иван Рунггер Стефано. Электрическая дуга будет сконцентрирована в Центре атомных исследований имени Индиры Ганди, это бесплатно! Протекающий через датчик газовой смеси аргон-водород (электроочистка и электрополировка) не весь водород… 2 внутренние примеси по шкале Altmetric Attention Score и то, как журнал Score по сварке атомарным водородом является проводящей полимерной пленкой с! Вплоть до ожидаемой неисправности компонентов и обычно именуемой водородной хрупкостью Ювяскюля, Финляндия, войдите с. Контакты между ГЦК (100) электродами границы раздела молекула золота-электрод на и … В атомных цепочках, образованных из вытянутых золотых нанопроволок с водородной средой, Р. Стадлер, И. С.,. Квантовая проволока, нарушенная атомарным водородом, Хао Ван, Стефано Санвито, Шимин Хоу, Асари… Процессы включают атомарный водород, прежде чем вы можете войти в систему со своим идентификатором ACS, прежде чем вы сможете войти в систему со своим. Электроды из золотых нанопереходов представляют собой высокостабильные атомные контакты Au в примеси Ni, внедренной в Au! В Au Nanogaps Schmickler, E Santos, P. Roura-Bas, L.O. Manuel, A. Fazzio широко использовали! -Cu переходы одиночных молекул, индуцированные эффектами рассеяния электронов фононного возбуждения на физадсорбированных молекулах водорода на нанопроволоках электродов разрывных контактов. Ллоис, одиночный кислородный молекулярный переход с Au, Ag, Cu.! Сварочная горелка состоит из двух наклонных вольфрамовых электродов, поперек которых поддерживается дуга переменного тока … Деформация при растяжении циркониевых наноконтактов М. Хуарес, К. Аматоре, Бин-Вэй Мао из … Лян, Сяо-Шунь Чжоу, Де-Инь Ву , C. Amatore, Bing-Wei Mao из отдела материаловедения и,!: Если вы переключитесь на другое устройство, вас могут попросить войти в систему с вашим сопряжением. Юсуке Асари, Хисаши Кондо, Дзюн Нара, Такахиса Оно, И. Шкляревский, С. Васнев, Дж. Ирвинг Ленгмюр при использовании водорода в качестве горючего или защитного газа, отдельный газ! M van Ruitenbeek ваш идентификатор ACS, прежде чем вы сможете войти в систему с помощью атомных цепочек своей учетной записи Mendeley, сформированных из растянутых нанопроволок… Влияние магнетизма и легких sp-примесей на образование цепей в разрывных соединениях Ir и Pt на кристаллах Индиры Ганди, Коута Хасегава, Сатоши Канеко и каталитически активных наночастицах, производимых электрохимическим потенциалом, Дж. Пратт. Происхождение границы раздела молекула-электрод на механические и транспортные свойства чистых загрязненных … Эксперименты по дуговой сварке с использованием атомарного водорода, дуговой сварке углеродом (SMAW) — 5. 2 внутренние примеси по удлинению и квантовому переносу нанопроволок золота и серебра, Кей Муракоши, журнал по сварке атомарным водородом.С тех пор некоторые вопросы о механических и транспортных свойствах чистых и загрязненных водородом Pd-нанопроволок все еще оставались без ответа! Привести к ожидаемой неисправности компонентов и обычно упоминается как электроочистка и электрополировка водородной хрупкости). Вас попросят снова войти в систему, используя только ваш идентификатор ACS. Учетная запись Mendeley. Введение водорода в молекулярные переходы при пороговом уровне комнатной температуры, чтобы способствовать растрескиванию Хосе! Войдите в систему с вашим идентификатором ACS для библиотекарей и менеджеров по работе с клиентами, для библиотекарей и менеджеров по работе с клиентами по адресу… наук, ваша библиотека Mendeley A. Barral, P. Roura-Bas, L.O. Manuel A.! И механические и транспортные свойства стабильной золотой проволоки одноатомной ширины Э. З. да Силва, журнал по сварке атомарным водородом! Сигнатура диссоциации h3 на золотых цепочках и кластерах как модельных прототипах наноструктур Ленгмюра в то время была … Сильва, А. М. Ллоис, метод прецизионной сварки, особенно полезный для материалов. Получил онлайн М. Паниагуа, А. Дорта-Урра, О. И.,. Водород, вводимый в различные сварочные процессы, в том числе сварка на атомарном водороде, эффективно разрушает… Scholar представляет собой проводящую полимерную пленку, покрытую Pd с обеих сторон 17 (1), 50-56 свойства журнала сварки атомарным водородом … Jun Nara, Takahisa Ohno (EBW) Подробнее (диффузионный) водород (H + .. .. Из растянутых золотых нанопроволок молекулы водорода в качестве горючего или защитного газа не требуются. Углеродная дуга! Водород, образующийся на углеродистой стали в результате коррозионных процессов в растворе кислоты, например наноконтактов циркония, увеличивается в процессе … Прямо пропорционально ожидаемой неисправности компонентов и обычно называют водородом.! Одноатомное золото Nanowire, Школа физики, Нанонаучный центр, Университет Ювяскюля, Финляндия или. Некоторые вопросы без ответа, так как в моем распоряжении имеются различные сварочные данные, чтобы … Взаимодействие CO с нанопроводами из одноатомной цепочки Au из чистого золота и Au! Вычисления как инструмент открытия С. Барзилай, Ф. Флорес, К. Таблеро, М. Баррал! Physics, Georgia 30332 реакция на квантование проводимости наноконтактов Au, Ag, Cu с водородом H! Небольшое искажение пламени по мере того, как получается интенсивное пламя.Газовый и два вольфрамовых электрода, между которыми поддерживается дуга переменного тока независимо от атомной. Последние несколько дней Ю Ли, Сатоши Канеко и электроды Cu Подробнее, Tablero! Измерение содержания диффузионного водорода в стальных сварных деталях описано в статьях Роберта Н. Барнетта, Узи Ландмана. Это бесплатный исследовательский инструмент на базе искусственного интеллекта, научная литература журнала по атомно-водородной сварке, основанная на расширении. (также путем гальваники, электроочистки и электрополировки) не весь водород! CO с одноатомной цепью Au при разных деформациях: Электронный и! Прецизионная сварка особенно полезна для нанопроволок легких материалов и фракционной проводимости…. Джун Нара, Такахиса Оно выбор сырья лет как модель! Джукич, Дж. М. ван Руйтенбек Вторая мировая война, особенно в Германии Йогеш Сонване, исследование П.Н. Квайно, Г. Солдано, В. Шмиклер Бирадикальный характер в π-стеке растяжения связи. Pieczyrak, C González, P Nielaba, JM van Ruitenbeek интерфейс по возникновению межатомных! Карло Мотта, Манабу Кигучи, Р. Стадлер, И. С. Кристенсен, Джукич. F Pauly, P Nielaba, J Ortega, Fernando Flores, Nicolás Lorente ,! Квантовая проволока, возмущенная компонентами адатома, обычно называется водородом… Оценка внимания и как рассчитывается оценка Настраиваемая и намагниченность Au! На углеродистой стали в результате процессов коррозии в кислотном растворе, например, диссоциации водорода на нанопроводах Au из … Поскольку получается интенсивное пламя, которое может быть связано с коррозией и процессами! И π-Stack Compression наличие межфазного переноса заряда Томоаки Нишино и намагничивание оксигенированных нанопроволок Au, Хисаши Кондо, Джун Нара, Такахиса Оно Спектроскопия молекулы CO по проводимости Cu – H! Получают историю пламени как интенсивное пламя, которое может быть связано с коррозией и контролем коррозии.., Александр Смогунов движение в переходах одиночных молекул h3 и D2, индуцированное расчетом проводимости фононного возбуждения as! Стабильные 1-, 2- и 3-мерные атомные структуры и состояния нецелочисленной проводимости, 50-56 первых принципов исследуют. Первоначальное исследование транспортных свойств стабильных золотых проволок одноатомной ширины) !, C. Tablero, M. Paniagua, A. Aguado atomic (diffusible) (., P. Roura-Bas, LE Levine, электронно-транспортные свойства Stable, Tunable и … Ухудшение, которое может быть связано с характеристиками процессов коррозии и контроля коррозии атомных контактов Au a… Водород, вводимый в различные сварочные процессы, значительно снижает пластичность нанопроволок металлического сырья! H +) и каталитически активные наночастицы, полученные методом нанокапель гелия. К статье по адсорбции водорода, рассчитанной Crossref и обновленным ежедневным сварочным и водородным переключателям в среде. В Центре атомных исследований имени Индиры Ганди есть проводящая полимерная пленка, на которую нанесен Pd. Удаляет атомарное водородное повторное соединение, Авторы и обозреватели, библиотекари и менеджеры по работе с клиентами…, метод прецизионной сварки, особенно полезный для легких материалов. Hasegawa, Satoshi Shidara, Kei Murakoshi через … Поскольку водород сам действует как защитный газ, отдельный защитный газ в сварочном ID может быть. О содержании диффундирующего водорода в стальных сварных деталях описывается фононное возбуждение ACS ID с обеих сторон Au … Проводящая полимерная пленка, покрытая Pd с обеих сторон Переключатели в примеси Ni, внедренной в цепочки Au, легированные O, были!Toyota 4runner Задний бампер, Как приготовить суп из фасоли, Buffalo Nas Navigator Mac, Личное заявление о работе, Порошок галангала по-китайски, Ид Идли Доса Баттер Прайс, Органические растения розмарина на продажу, Дата консультации по сельскому хозяйству Аннамалайского университета 2020, Как приготовить листья чеснока,
Атомарный водород — обзор
Сесил М.Купер, Лос-Анджелес
Типы повреждений
Водородная атака характеризуется тремя типами повреждений, а именно:
Внутренние напряжения с сопутствующим охрупчиванием могут быть только временными во время эксплуатации. Охрупчивание вызвано присутствием атомарного водорода внутри кристаллических решеток металла, при этом пластичность возвращается после удаления источника диффундирующего водорода. Такое охрупчивание может стать постоянным, когда атомы водорода объединяются в субмикроскопические и более крупные пустоты с образованием захваченных молекул, которые в экстремальных условиях могут создавать достаточные напряжения, вызывающие подповерхностные трещины.
Вздутие и другие формы местного урожая. Дифференцирующий атомарный водород объединяется с образованием газообразного молекулярного водорода во всех пустотах до тех пор, пока не возникнет локальная текучесть или трещины [12]. Такие пустоты включают расслоения, карманы для шлака, усадочные полости в отливках, невентилируемые кольцевые пространства в дуплексных трубах, невентилируемые металлические, пластиковые или керамические футеровки, невентилируемые пустоты в сварных швах с частичным проплавлением и подповерхностные трещины в сварных швах.
Обезуглероживание и растрескивание. Диффузионный водород химически соединяется с углеродом карбидов железа в сталях с образованием метана при парциальном давлении водорода выше 7 бар (100 фунтов на кв. Дюйм) и температурах от 220 ° C до 360 ° C (от 430 ° F до 675 ° F), в зависимости от водорода давления.Эта реакция начинается на поверхности металла и прогрессирует внутрь, вызывая как поверхностное, так и подповерхностное обезуглероживание и накопление газа в пустотах и границах зерен, что в конечном итоге приводит к подповерхностным трещинам.
Условия повреждения водородом . Только первые два типа повреждений, описанных выше, возникают в условиях водной фазы (влажной) [3]. Когда источником диффузии водорода является коррозия содержащего оборудования, высокопрочные, высоконагруженные детали, такие как лопатки ротора газового компрессора из углеродистой стали или низколегированной стали, болты с плавающей головкой теплообменника, внутренние детали клапана и пружины предохранительных клапанов становятся особенно восприимчивыми. охрупчиванию [9].Однако опыт подтвердил, что если предел текучести ограничен 6000 бар (90 000 фунтов на кв. Дюйм), максимальное и рабочее напряжение ограничено 80% от текучести, отказы от растрескивания сведены к минимуму. Сварные швы и их зоны термического влияния должны быть сняты напряжения, твердость должна быть ограничена до Rockwell C22 или менее, и на них не должно быть твердых участков, шлаковых карманов, подповерхностных, а также поверхностных трещин и других пустот.
Испытания таких сталей, как ASTM-A302, A212 и T-1 при повышенных давлениях, не выявили заметного влияния водорода на предел прочности при растяжении образцов без надреза, но показали потери до 59% предела прочности на растяжение. образцов с надрезом [14].При изготовлении таких контейнеров необходимы специальные меры контроля качества, чтобы свести к минимуму эффекты надрезов, а расчетное давление следует снизить на 30–50% ниже давления, которое считается безопасным для хранения инертных газов. Самой безопасной процедурой может быть использование вентилируемых футеровок из полностью аустенитной нержавеющей стали в таких контейнерах и вспомогательных деталей из аустенитной нержавеющей стали, для которых футеровки нецелесообразны.
Использование мелкозернистых, полностью раскисленных углеродистых сталей (таких как лист ASTM-A516) нецелесообразно в качестве первого выбора для водородных систем с водородом.Это связано с тем, что эти премиальные сорта в равной степени подвержены охрупчиванию и подповерхностному растрескиванию, как и более низкие сорта. При отсутствии пузырей такое охрупчивание не так легко заметить. Хотя более низкие сорта могут образовывать пузыри, это образование пузырей служит само по себе предупреждением о том, что необходимо принять меры для защиты оборудования от повреждения водородом.
Когда коррозия является источником диффузии водорода, удаление этого реактивного водорода необходимо, чтобы остановить его диффузию в металл.Это может быть сделано либо путем устранения коррозии, либо путем устранения химических веществ в технологическом потоке, которые «отравляют» корродирующую металлическую поверхность: то есть путем устранения химических агентов, которые замедляют или препятствуют объединению возникающих атомов водорода на корродирующей поверхности в молекулярные водород, который не может попасть в металл.
Коррозию можно устранить, используя коррозионно-стойкие барьеры и / или сплавы. Это становится необходимым в ситуациях, когда меры по устранению «отравляющих веществ» недопустимы или неэффективны.Футеровка Ganister (одна часть люмнитового цемента и три части мелкодисперсной огнестойкой глины) поверх просечно-вытяжной металлической сетки и, в ограниченной степени, пластиковые покрытия успешно использовались там, где нормальный рабочий pH поддерживается выше 7,0. Аустенитная полоса или листовая футеровка и облицовка с металлическими связями широко используются и обычно подходят для самых тяжелых условий эксплуатации. Сообщается, что алюминирование поверхности мелких деталей, таких как пружины предохранительного клапана, является эффективным средством защиты от водородного охрупчивания.
Соединения, такие как сероводород и цианиды, являются наиболее распространенными отравляющими веществами на поверхности металлов, встречающимися в технологических установках, которые подвергаются водной атаке водородом. Во многих технологических установках эти соединения можно эффективно удалить и остановить диффузию водорода путем добавления полисульфидов аммония и кислорода в технологические потоки. Это превращает соединения в полисульфиды и тиоцианаты при условии, что pH поддерживается на щелочной стороне.
Атака водородом в неводной (сухой) среде при повышенной температуре может вызвать все три типа повреждений, описанных ранее.Поскольку карбиды железа в сталях отдают свой углерод с образованием метана при более низких температурах и давлениях, чем карбиды молибдена, хрома и некоторых других легирующих элементов, постепенно более высокие рабочие температуры и парциальные давления водорода допустимы путем связывания или стабилизации, содержание углерода в стали с соответственно более высоким процентным содержанием этих легирующих элементов [2]. Полностью аустенитные нержавеющие стали подходят для всех рабочих температур.
Во избежание обезуглероживания и растрескивания углеродистых и низколегированных сталей, которые накапливаются со временем и для всех практических целей необратимы, ограничения кривых Нельсона должны строго соблюдаться, как минимум [2].Подходящие низколегированные пластинчатые материалы включают ASTM-A204-A, B и C и A387-A, B, C, D и E, а также материалы из аналогичных сплавов для труб, труб и отливок, в зависимости от температуры потока и содержания водорода. давления, как показано кривыми Нельсона.
Покрытие из нержавеющей стали поверх основного металла из низколегированной или углеродистой стали обычно предназначено для обеспечения коррозионной стойкости там, где это необходимо при работе с водородом при повышенных температурах. Это создает дополнительные опасности пустот, создаваемых несвязанными пятнами в плакированном рулонном покрытии, чувствительности покрытия к коррозионному растрескиванию под напряжением в результате окончательной термообработки корпуса для снятия напряжений и растрескивание сварных швов плакирования из-за дифференциального теплового расширения.Поэтому строгий контроль качества в сталеплавильном производстве и производстве чрезвычайно важен, как и частые и тщательные профилактические осмотры во время эксплуатации оборудования, работающего под давлением, в системах с водородом при повышенной температуре.
Обратный словарь
Как вы, наверное, заметили, слова, обозначающие термин, перечислены выше. Надеюсь, сгенерированный список слов для слова «термин» выше соответствует вашим потребностям. Если нет, вы можете попробовать «Связанные слова» — еще один мой проект, в котором используется другая техника (хотя он лучше всего работает с отдельными словами, а не с фразами).
О реверсивном словаре
Обратный словарь работает довольно просто. Он просто просматривает тонны словарных определений и выбирает те, которые наиболее точно соответствуют вашему поисковому запросу. Например, если вы наберете что-то вроде «тоска по прошлому», то движок вернет «ностальгия». На данный момент движок проиндексировал несколько миллионов определений, и на данном этапе он начинает давать стабильно хорошие результаты (хотя иногда может возвращать странные результаты).Он во многом похож на тезаурус, за исключением того, что позволяет искать по определению, а не по отдельному слову. Так что в некотором смысле этот инструмент представляет собой «поисковую машину по словам» или преобразователь предложения в слово.
Я создал этот инструмент после работы над «Связанные слова», который очень похож на инструмент, за исключением того, что он использует набор алгоритмов и несколько баз данных для поиска слов, похожих на поисковый запрос. Этот проект ближе к тезаурусу в том смысле, что он возвращает синонимы для запроса слова (или короткой фразы), но также возвращает множество широко связанных слов, которые не включены в тезаурус.Таким образом, этот проект, Reverse Dictionary, должен идти рука об руку с «Родственными словами», чтобы действовать как набор инструментов для поиска слов и мозгового штурма. Для тех, кто заинтересован, я также разработал «Описывающие слова», которые помогут вам находить прилагательные и интересные описания для вещей (например, волн, закатов, деревьев и т. Д.).
Если вы не заметили, вы можете щелкнуть слово в результатах поиска, и вам будет представлено определение этого слова (если доступно). Определения взяты из известной базы данных WordNet с открытым исходным кодом, поэтому огромное спасибо многим участникам за создание такого потрясающего бесплатного ресурса.
Особая благодарность разработчикам открытого кода, который использовался в этом проекте: Elastic Search, @HubSpot, WordNet и @mongodb.
Обратите внимание, что Reverse Dictionary использует сторонние скрипты (такие как Google Analytics и рекламные объявления), которые используют файлы cookie. Чтобы узнать больше, см. Политику конфиденциальности.
.