Лазер сваривает биологические ткани с помощью нанотрубочного материала, созданного его же излучением – Наука – Коммерсантъ
текст Виталий Подгаецкий доктор физико-математических наук
Александр Герасименко кандидат физико-математических наук кафедра биомедицинских систем МИЭТ
иллюстрации Александр Костенко
Предыдущая фотография
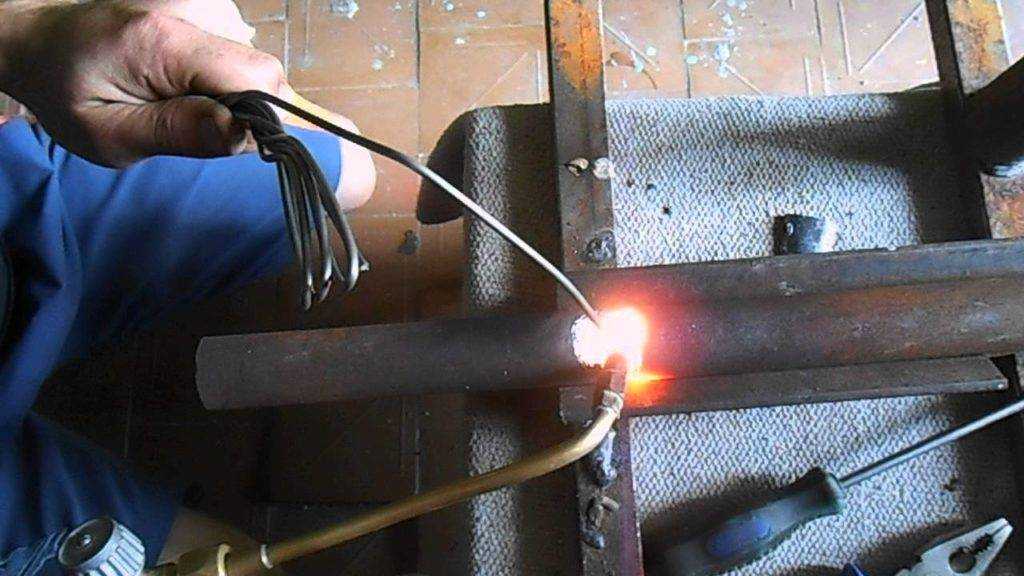
Лазерная сварка кровеносного сосуда — до сварки
Лазерная сварка кровеносного сосуда – процесс сварки
Рис. 04 Установка для исследования ограничения лазерного излучения
04 Установка для исследования ограничения лазерного излучения
Следующая фотография
1 / 4
Лазерная сварка кровеносного сосуда — до сварки
Лазерная сварка кровеносного сосуда – процесс сварки
Лазерная сварка кровеносного сосуда – после сварки
Рис. 04 Установка для исследования ограничения лазерного излучения
Лазерная сварка биотканей относится к бесшовным способам соединения тканей без их прокола и применения шовного и скобочного материала. Такие способы основаны на использовании, например, лейкопластырей, клеящих веществ, ультразвукового нагрева и т.?п. и обеспечивают герметичность раны при отсутствии сдавливания тканей и их краевого некроза. Важно также перекрытие пути проникновения бактериальной флоры в оперированную ткань.
Рис. 05 Лазерные нанобиоприпои
Ультразвуковая и лазерная сварка отличаются бесконтактным, наиболее безопасным способом соединения тканей, при попутной стерилизации раневой поверхности. Применение же контактных методов соединения тканей, в том числе с использованием клеящих составов, не исключает опасности внесения в рану токсичных составляющих и переноса вирусной инфекции. Важной особенностью лазерной сварки является локальность воздействия лазерного луча, при фокусировке которого легко достигаются миллиметровые и субмиллиметровые размеры засвечиваемой области ткани. Еще одной особенностью является адаптивная терморегуляция сварного шва и прилегающих тканей. Лазерная сварка трудно заменима при постоперационном восстановлении сплошности мельчайших хирургических объектов, таких как нервные волокна, кровеносные капилляры, семяпроводящие протоки и т.
При осуществлении лазерной сварки для прочного и надежного соединения тканей применяются биоприпои, которые наносятся на область сваривания. В состав припоев, наряду с водной основой, входит белковая составляющая. Роль биоприпоев состоит в обеспечении локального поглощения лазерного излучения и нагрева прилегающего участка ткани. Помимо этого, биоприпой обеспечивает первичное склеивание краев раны. Нагрев его лазерным излучением вызывает термическую деформацию клеток облучаемой ткани (внутренних органов, кровеносных сосудов и т.?п.), с выходом клеточного матрикса, окончательно связующего края рассеченной биоткани в виде прочного лазерного шва [рис. 02 ].
Исследования, проведенные в Национальном исследовательском университете «МИЭТ» на кафедре биомедицинских систем, заложили основы нового направления в области нанотехнологии и лазерной медицины — лазерной наноинженерии. В рамках этого направления при поддержке Российского фонда фундаментальных исследований, Министерства образования и науки Российской Федерации и Фонда содействия развитию малых форм предприятий в научно-технической сфере разработаны новые лазерные методы наносварки рассеченных биологических тканей и органов [рис.
Разработанные новые способы изготовления нанобиоприпоя для лазерной сварки тканей предусматривают введение в водно-альбуминовую дисперсию концентрацией 20-30% небольшого количества (0,1-0,3 мас. %) однослойных или многослойных УНТ [рис. 05 ].
Взаимодействие лазерного излучения с ансамблем УНТ вызывает его структурирование в объеме шовного материала в виде скрепляющего нанотрубочного каркаса. Это имеет следствием увеличение прочности и надежности сварного шва на месте соединения краев раны по сравнению с использованием обычных белковых биоприпоев. Применение нанокомпозитного припоя способствует надежному соединению краев раны без поражения соседних тканей. При этом происходит регенерация клеточных структур пораженной ткани [рис.
Образование под действием электрического поля лазерного излучения объемного нанотрубочного каркаса было обнаружено при исследовании 3-D-нанокомпозитов, изготовляемых в процессе испарении жидкостной компоненты водно-альбуминовой дисперсии УНТ [рис. 08]. При высокой твердости таких композиционных материалов (200-300 МПа) — на уровне и выше твердости металлов — они аномально легки, почти как вода. Причиной такой малой плотности (1200-1300?кг/м3) является высокая пористость наноматериалов.
Наличие каркаса в объеме нанокомпозита создает условия для самоорганизации клеточного материала свариваемых биотканей, которая может осуществляться без человеческого вмешательства, поддерживаясь слабыми ван-дер-ваальсовыми связями при гидрофобном взаимодействии в тканях. Подобная самоорганизация биологических макромолекул в природе, например, реализуется в фосфолипидах — основных компонентах плазмы клеточных мембран. Указанный нанокомпозиционный материал по сути представляет собой аналог естественной межклеточной матрицы.
Биологические эксперименты, проведенные с подопытными кроликами, показали возможность восстановления удаленной части хрящевой надкостницы животных при размещении в полости оперированного уха фрагментов вышеописанных нанокомпозитов. Заживление проходило без отклонений и аллергических реакций. Введение исходной водно-белковой дисперсии УНТ под кожу кроликов также не вызывало аллергических реакций. Общий анализ крови до и после введения дисперсии не показал никаких отклонений. Все это позволяло сделать вывод о биосовместимости разработанных препаратов.
Таким образом, было показано, что в результате лазерного облучения водно-альбуминовой дисперсии УНТ образуется объемный или пастообразный нанокомпозит — безвредный для человека и хорошо приживающийся материал, что создает условия для самосборки и дальнейшего развития клеток биологических тканей. Его не нужно извлекать из организма: чужеродная часть просто постепенно осваивается (альбумин) и выводится (нанотрубки) из организма.
В результате проводимой в МИЭТе работы созданы биосовместимые нанокомпозиционные материалы, предназначенные для лазерной сварки рассеченных органов и тканей и биологического заполнения врожденных и постоперационных полостей организма. Применение лазерных нанобиоприпоев будет способствовать ускорению проведения хирургических операций, снижению болезненных ощущений пациентов и улучшению их качества жизни в постоперационный период. Использование в качестве хирургических имплантатов объемных нанокомпозитов, полученных лазерным методом, позволит наиболее просто восстановить исходное состояние утраченной части органов человеческого организма.
В настоящее время внимание коллектива исследователей направлено на создание макета аппарата для лазерной нанокомпозитной сварки биологических тканей и органов человеческого организма и выполнение исследований по лазерной технологии конструирования нанокомпозитного имплантата связок коленного сустава по заказам Минобрнауки РФ (соглашения о предоставлении субсидий N14. 575.21.0044 и N14.575.21.0089).
575.21.0044 и N14.575.21.0089).
Рис. 01 Особенности лазерной сварки
Рис. 03 Установка лазерной сварки с адаптивной терморегуляцией биоткани
Рис. 07 Атомно-силовая и проекционная лазерная микроскопия нанотрубочного каркаса
Рис. 06 Кинетика развития клеток фибробластов на нанотрубочных композитах
Аргонная сварка в Москве — Цена за сантиметр от 7 рублей
или позвонить (звонок по России бесплатный)+7 495 212-19-06
Если у вас возникли трудности при выборе или вопросы, вы всегда можете обратиться к нашему специалисту.
Нужен расчёт или есть вопросы
Описание услуги
Аргонная сварка труб и листового проката производится под действием защитного газа, аргона, при помощи тепловой дуги между заготовкой и неплавящимся вольфрамовым электродом. Заготовка двигается с помощью конвейера и сваривается автоматически подающимся стержнем с электродом. Данная технология подразумевает использование специального присадочного материала для наплавки на свариваемое изделие – он подаётся со стороны и не входит в сварную цепь.
Заготовка двигается с помощью конвейера и сваривается автоматически подающимся стержнем с электродом. Данная технология подразумевает использование специального присадочного материала для наплавки на свариваемое изделие – он подаётся со стороны и не входит в сварную цепь.Преимущества
Благодаря аргонной сварке получается прочный и надёжный шов, так как аргон препятствует окислительным процессам металла и его контактам с воздухом во время проведения работ. При помощи сторонней наплавки появляется возможность сваривать материалы и заготовки, плохо поддающиеся соединению – как маленьких, так и больших размеров. Автоматизированные сварочные аппараты с ЧПУ максимально ускоряют и упрощают процесс, делают его наиболее качественным и точным.
Металлы, которые соединяются при помощи аргонной сварки – алюминий и нержавейка, наиболее подверженные окислению при контакте с воздухом. Они имеют следующие допустимые габариты для сваривания (в мм):
- Толщина листового проката: 1,2-10 для алюминия, 1-30 для нержавеющей стали
- Диаметр трубного проката: 10-530 для обоих металлов
Операция производится при температуре 3000-5500 градусов по Цельсию и постоянном или переменном токе, равном 30-400 А. Диаметр стержня составляет 1,6-8 мм, его длина – 250-500 мм.
Диаметр стержня составляет 1,6-8 мм, его длина – 250-500 мм.
Виды услуги
В компании МС ГРУПП вы можете заказать услуги электродуговой и аргонной сварки – стоимость данных операций можно рассчитать прямо на сайте нашего интернет-магазина.
Почему выгодно заказать аргонную сварку в МС ГРУПП
Компания МС ГРУПП предлагает своим клиентам заказать самые качественные услуги аргонной сварки и купить готовые сваренные изделия в нашем интернет-магазине. Выгодные цены на аргонную сварку сопровождаются большими скидками и постоянными акциями на продукцию.
Готовый сортамент хранится на собственных складах компании в Москве, где проходит тщательную проверку и упаковку перед транспортировкой заказчику. Доставка осуществляется в круглосуточном режиме.
Аргонная сварка — цены
Лист
| Толщина листа, мм | Материал | |
|---|---|---|
| Нержавеющая сталь, м | Алюминий, м | |
| 1мм | 720 руб | 1296 руб |
1. 2мм 2мм | 864 руб | 1037 руб |
| 1.5мм | 1080 руб | 1296 руб |
| 2мм | 1440 руб | 1729 руб |
| 2.5мм | 1800 руб | 2161 руб |
| 3мм | 2160 руб | 2593 руб |
| 4мм | 2880 руб | 3457 руб |
| 5мм | 3600 руб | 4321 руб |
| 6мм | 4320 руб | 5186 руб |
| 8мм | 6912 руб | 6914 руб |
| 10мм | 8640 руб | 10370 руб |
| 12мм | 8640 руб | |
| 14мм | 10080 руб | |
| 16мм | 13824 руб | |
| 20мм | 12960 руб | |
| 25мм | 16200 руб | |
| 30мм | 19440 руб | |
| 3.5мм | 1729 руб | 1729 руб |
Труба
| Диаметр, мм | Материал | |
|---|---|---|
Нержавеющая сталь, шт. | Алюминий, шт. | |
| 10мм | 130 руб | 160 руб |
| 12мм | 160 руб | 190 руб |
| 16мм | 210 руб | 250 руб |
| 18мм | 240 руб | 290 руб |
| 19мм | 250 руб | 300 руб |
| 20мм | 260 руб | 310 руб |
| 22мм | 290 руб | 350 руб |
| 25мм | 330 руб | 400 руб |
| 28мм | 370 руб | 440 руб |
| 30мм | 400 руб | 480 руб |
| 32мм | 420 руб | 500 руб |
| 35мм | 460 руб | 550 руб |
| 38мм | 500 руб | 600 руб |
| 40мм | 530 руб | 640 руб |
| 48мм | 630 руб | 760 руб |
| 51мм | 670 руб | 800 руб |
| 57мм | 750 руб | 900 руб |
| 60мм | 790 руб | 950 руб |
| 76мм | 1000 руб | 1200 руб |
| 89мм | 1170 руб | 1400 руб |
| 102мм | 1350 руб | 1620 руб |
| 108мм | 1430 руб | 1720 руб |
| 114мм | 1500 руб | 1800 руб |
| 127мм | 1680 руб | 2020 руб |
| 133мм | 1750 руб | 2100 руб |
| 159мм | 2100 руб | 2520 руб |
| 219мм | 2890 руб | 3470 руб |
| 273мм | 7200 руб | 8640 руб |
| 325мм | 8580 руб | 10300 руб |
| 377мм | 9950 руб | 11940 руб |
| 426мм | 11240 руб | 13490 руб |
| 530мм | 13990 руб | 16790 руб |
Примеры работ
Чем отличается бесшовная труба от электросварной?
 org/» typeof=»BreadcrumbList»>
org/» typeof=»BreadcrumbList»>Бесшовная труба — цельная конструкция из металла без типов соединений. Существует несколько способов изготовления таких конструкций:
- ковка;
- прессовка;
- прокатка;
- волочение.
Продукт имеет повышенную прочность, из-за чего его чаще используют в сложных конструкциях под воздействием разных сред. Продукция без сварного шва делится на 2 класса:
- горячекатаная;
- холоднокатаная.
И те, и другие изделия изготавливаются из одинаковых марок сталей. Разница в том, что холодная прокатка помогает добиться лучшего качества поверхности металла, а также точности в параметрах геометрии. Горячекатаная сталь обладает более высокой производительностью, и цена конечного продукта будет ниже.
Из-за высокой надежности изделий без шва, цельный металлопрокат может использоваться в сложных сферах и отраслях по строительству машин. В частности, горячекатаные трубы используются в промышленных сферах. Этот вид проката используют, когда нагрузки на изделие сильно превышают допустимый уровень для сварного типа.
Электросварная труба — образец с одним швом, проходящим по всей длине, выполненный из листового проката или штрипсов посредством формовки или сварки.
Металлопрокат делится на 4 вида:
- прямошовный;
- спиралешовный;
- водогазопроводный;
- профильный.
1. Прямошовный тип производится из металлических полос, сваренных противоположными концами, и формируется электродуговой или высокочастотной сваркой.
2. Спиралешовный тип большого диаметра изготавливается электродуговой сваркой под слоем флюса.
3. При производстве водогазопроводных электросварных трубных образцов в качестве сырья используется углеродистая сталь.
При производстве водогазопроводных электросварных трубных образцов в качестве сырья используется углеродистая сталь.
4. Профильный прокат электросварного метода изготавливается при помощи различных металлов или сплавов, а также полимерных материалов.
Способ изготовления электросварного трубопроката — горячекатаный или холоднокатаный.
Данный вид получил широкую область применения: строительство, изготовление мебели, ограждений, автомобилей, изготовление нефте-, газопроводов, трубопроводов, другие хозяйственные/промышленные сферы.
Характеристики бесшовного металлопроката по ГОСТ 8732-78
Применяемые марки стали: ст.20, 09г2с. Материал устойчив к воздействию коррозионных процессов, преобладает высокая прочность, твердость, он стойкий к любым климатическим условиям.
- Длина: от 4 до 12,5 м.
- Вес: до 162 кг.
- Наружный диаметр: от 57 до 426 мм.
- Толщина стенки: от 3 до 16 мм.

Тонкостенные и толстостенные оцинкованные трубные образцы получили свое назначение для работы с повышенными нагрузками, со средами разной степени агрессивности.
Характеристики электросварного трубопроката по ГОСТ 10704-91
- Масса (1 м): не превышает 500 кг (зависит от сечения).
- Толщина стенки: от 7 до 16 мм.
- Наружный диаметр: до 1420 мм.
- Длина: от 2 до 12 м.
Технические требования соответствуют ГОСТ 10706, 10705.
Характеристики электросварного трубопроката по ГОСТ 10706-76
- Масса (1 м): не более 500 кг.
- Наружный диаметр: от 530 до 1420 мм.
- Толщина стенки: от 7 до 16 мм.
Вес трубопроката зависит от его сечения. Продукт имеет 1-2 сварных швов. Размеры, предельные отклонения соответствуют ГОСТ 10704.
Заключение
Самыми главными отличиями являются способ изготовления и область применения. Отличие типа без шва от электросварного в том, что у второго есть прямой или спиральный шов.
Отличие типа без шва от электросварного в том, что у второго есть прямой или спиральный шов.
Электросварная продукция уступает бесшовной из-за наличия продольного шва, по которому могут происходить протечки. Осуществлять монтаж таких труб нужно швами от стен, чтобы в случае протечки была возможность заварить свищ. Однако, это зависит от уровня производства и качества самого металла. К электросварной продукции выдвигаются повышенные требования качества металла, а современные способы сварки позволяют повысить долговечность продукции при сохранении универсальности, поэтому риски минимальны.Также из минусов можно выделить то, что гнуть электросварные трубы сложнее, швы могут дать трещину и делают поверхность более уязвимой к коррозии.
Срок службы бесшовного изделия будет немного выше при равных прочих условиях. Но производство электросварных труб дешевле и проще. У технологии меньше ограничений, в частности, по размеру. Максимальный размер бесшовного изделия меньше. Из плюсов электросварочного способа можно выделить, что на производство не приходится тратить много времени. Монтаж электросварных труб не вызывает дополнительных трудностей.
Из плюсов электросварочного способа можно выделить, что на производство не приходится тратить много времени. Монтаж электросварных труб не вызывает дополнительных трудностей.
Выбор напрямую зависит от применения трубной продукции и условий эксплуатации. Под большинство бытовых нужд подойдет более экономный вариант — электросварная труба с достаточными характеристиками прочности. Продукт должен соответствовать ГОСТ. Если преобладают более жесткие условия и агрессивные среды с высоким давлением, то следует выбрать бесшовный вариант.
Условия поставки
Цена, наличие товара, условия и гарантии
Мы работаем как с юридическими, так и с физическими лицами. Готовы поставить изделия на заказ.
У нас действует накопительная система скидок для постоянных клиентов.
Условия оплаты
Заказ вы можете оплатить 3 способами: наличными, безналичным расчетом, банковской картой.
Отсрочку платежа до 1 месяца предоставляем постоянным и хорошо зарекомендовавшим себя клиентам.
Доставка
Варианты: заказать у нас, воспользоваться услугами транспортной компании, организовать самовывоз.
При любом виде расчета отгружаем товар на следующий день после поступления оплаты.
Приемка и разгрузка товара
Вы должны обеспечить беспрепятственный подъезд нашего транспорта к разгрузочной площадке.
При разгрузке вы получаете пакет документов: накладная, счет-фактура и сертификат качества (по запросу).
Звоните
8-800-775-12-74
Мы ответим на ваш звонок с понедельника
по пятницу в рабочие часы:
9:00 — 18:00 — по Челябинску
07:00 — 16:00 — по Москве
Отправляйте заявку
Пишите нам в любое время.
Специалист свяжется с вами в рабочие часы в течение 20 минут после получения заявки.
Если вы
отправили заявку в нерабочее время, то наш специалист свяжется с вами на следующий день.
Запросите цены, условия и сроки поставки
Я принимаю условия пользовательского соглашения
Прикрепите заявку и свои реквизиты — и мы сразу сможем выставить Вам счет.
Получать новости о скидках и акциях
Прикрепите заявку
Прикрепите реквизиты
Отправить заявку
Технологии соединения | Двойная защита
Технологии соединения | Двойная защитаПластиковые трубы, фитинги +7 (495) 128-0337, +7 (812) 449-3073, +7 (812) 449-1534
-
Промышленные трубопроводные системы
Georg Fischer
Всё для систем водоочистки, гальваники, микроэлектроники, фармацевтики, медицины, химической промышленности, судостроения из пластика PVC-U, PVC-C, PP-n, PP-h, PVDF.
-
Электросварные фитинги, шаровые краны
fox fittings
от ведущего мирового производителя фитингов fox fittings на складе в Санкт-Петербурге.
-
Водоснабжение и газ
с защитным слоем
Повышен срок службы до 100 лет. Не требуется подсыпка, защитное покрытие не допускает царапин, увеличен коэффициент прочности. Покрытие синего цвета — вода, желтого — газ.
-
Питьевое водоснабжение и газ
Трубы в отрезках
Отрезки длиною 12 метров для питьевого водоснабжения с синими полосами, для газа — с жёлтыми.
-
Запорная арматура, гидранты, обжимные фланцы
Jafar+Avk+Hawle
для труб ПНД, ПВХ, ПП, чугунных и стальных в системах водоснабжения, газоснабжения, пожаротушения, канализации, водоотведения
-
Питьевое водоснабжение
Трубы в бухтах
Бухты по 50, 100, 150 и 200 метров.
Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.

 Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.
Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.Способы соединения трубопроводов с двойной защитой:
- Клеевое
- Сварка
Клеевое соединение
Склеивание является простым и быстрым методом соединения, не требующим затрат на дорогое оборудование.
Для склеивания подходят материалы: PVC-U, PVC-C, ABS и Cool-Fit ABS.
-
Обезжириватель Tangit
Использование: после первого открытия крышки, с тупым предметом нажать крышку с сеткой внутрь. Обработка поверхности склеивания: Наносить только на сухую и освобождаются от большой грязи поверхность. Налейте очиститель на бумажную салфетку и очистите поверхность склеивания.
Влажность (конденсат) должен быть очищен перед нанесением клея. -
Tangit Solvent Cement (Клей)
Использование: отрежьте трубу под прямым углом и удалите фаску (15°) с наружи трубы. Тщательно очистите поверхность склеивания используя Tangit Cleaner и бумажные салфетки. Клей тщательно перемешать перед использованием. Нанесите клей на обе стороны поверхности склеивания (на трубы толстым, на фитинги тонким слоем). В течение 4 минут соедините (без вращения) трубу с фитингом. После соединения 5 минут механически не нагружайте соединение (если температура среды ниже 10 °С — 15 мин). Проверка на давление после режима ожидания: 1 бар = 1 час.
Предупреждение: раздражает глаза и дыхательные пути. Повторное воздействие может вызвать сухость и растрескивание кожи. Пары могут вызвать сонливость и головокружение. Хранить в недоступном для детей месте. Хранить в хорошо вентилируемом месте.
Хранить вдали от источников возгорания — Не курить! Избегать контакта с глазами. При проглатывании немедленно обратиться к врачу и показать упаковку или этикетку. Использовать только в хорошо проветриваемых помещениях.
 Влажность (конденсат) должен быть очищен перед нанесением клея.
Влажность (конденсат) должен быть очищен перед нанесением клея. Хранить вдали от источников возгорания — Не курить! Избегать контакта с глазами. При проглатывании немедленно обратиться к врачу и показать упаковку или этикетку. Использовать только в хорошо проветриваемых помещениях.
Хранить вдали от источников возгорания — Не курить! Избегать контакта с глазами. При проглатывании немедленно обратиться к врачу и показать упаковку или этикетку. Использовать только в хорошо проветриваемых помещениях.Сварка
- Стыковая сварка
- IR (Инфракрасная) сварка
- BCF (Бесшовная) сварка
- Муфтовая сварка
-
Стыковая сварка
Свариваемые материалы
- PROGEF® Standard: PP
- Polietilēns: PE-HD
- SYGEF® Standard: PVDF Standard
Технология стыковой сварки безопасное, надежное и предпочтительное соединение пластиковых труб любых размеров. Компания Georg Fischer предлагает различные типы оборудования для стыковой сварки, такие как механические, с гидравлическим приводом, с ЧПУ для использования на открытом воздухе или в цехах.
Свариваемые зоны прогреваются до температуры сварки и соединяются механическим способом под высоким давлением.Приемущества
- Короткое время для подготовки сварочного оборудования
- Высокое качество соединения
- Экономичное
- Отлично применяется на трубах большого диаметра
- Прецизионное соединение
Свариваемые размеры
- TM160 — 40…160 мм
- TM250 — 75…250 мм
- TM315 — 90…315 мм
- GF400 — 125…400 мм
- GF500 — 200…500 мм
- GF630 — 315…630 мм
- GF800 — 500…800 мм
- GF1000 — 710…1000 мм
- GF1200 — 800…1200 мм
-
Инфракрасная сварка
Области применения
- химическая промышленность
- био- и фарминдустрия
- микроэлектроника
- измерение и контроль
- водоподготовка
- судостроение
- пищевая промышленность
При проведении инфракрасной сварки зоны сварки (фитинги, трубы, краны) нагреваются до температуры сварки без контакта с нагревательным элементом и соединяются под давлением без использования вспомогательных материалов.
Georg Fischer предлагает широкий спектр машин для сварки — для использования как в мастерской, так и на объекте.
Приемущества
- до 50% быстрее, чем стыковая сварка
- почти нет риска загрязнения (нет контакта с нагревательным элементом)
- минимальный шов с определенными размерами
- полностью воспроизводимое соединение
- небольшое напряжение материала в зоне сварки
- фактор прочности сварки 0.95
-
IR 63 Plus®
Сваримые материалы
- PROGEF® Standard: PP-H
- PROGEF® Natural: PP-n
- SYGEF® Plus: PVDF High Purity
- SYGEF® Standard: PVDF Standard
Свариваемые размеры
- 20 мм (½») …63 мм (2″)
-
IR 255 Plus®
Сваримые материалы
- PROGEF® Standard: PP-H
- PROGEF® Natural: PP-n
- SYGEF® Plus: PVDF High Purity
- SYGEF® Standard: PVDF Standard
Свариваемые размеры
- 63 мм (2″) … 225 мм (9″)
-
IR 315 Plus®
Сваримые материалы
- SYGEF® Plus: PVDF High Purity
- SYGEF® Standard: PVDF Standard
Свариваемые размеры
- 250 мм (10″) … 315 мм (12″)
-
BCF (Бесшовная) сварка
Процесс сварки состоит в передаче определенного количества тепловой энергии трубе и фитингу, концы которых соединяются с помощью полуобхвата нагревательным элементом.
Одновременно с этим внутренняя поверхность зоны сварки поддерживается эластичным баллоном.Полностью автоматизированный контроль процесса сварки посредствам сварочного аппарата, разработанного специалистами Georg Fischer, упрощает процесс его использования, обеспечивает высокое качество и воспроизводимость сварных соединений.
Области применения
- промышленность: фармацевтика, медицина, пищевая промышленность и другие.
Приемущества
- отсутствие мертвых зон (или зон застоя)
- очень высокий фактор прочности сварки (почти 1)
- отсутствие напряжения материала в зоне сварки
- полностью воспроизводимое соединение
- соответствует FDA, cGMP, ASME, BPE
BCF-Plus d 20-63 мм
Аппарат в полной комплектации для бесшовной сварки систем трубопроводов размерами d20-63 мм, оснащен выносным сварочным блоком, 2 USB входами, монохромным дисплеем с отображением знаков на 12 языках.
Питание: однофазный переменный ток (50/60 Гц) 115/230В L/N/PEСваримые материалы
- SYGEF® Plus, SYGEF® Standard
- PROGEF® Plus, PROGEF® Natural
В комплект поставки входит
- Корпус аппарата (1 шт.) с выносным сварочным блоком (1 шт.)
- Транспортировочный контейнер (1 шт.)
- Спецстол для работы в сверхчистых помещениях (1 шт.)
- Нагревательные элементы d20-63 мм (6 шт.)
- Зажимы для фиксации малые (2 шт.) с редукционными вкладышами d20-63 мм (24 шт.)
- Торцеватель малый (1 шт.) с лезвиями для d20-63 мм (6 шт.)
- Шланг подачи воздуха (1 шт.) в футляре (1 шт.)
- Дополнительные фиксаторы малые d20-63 мм (2 шт. )
- Инструмент для извлечения баллона со шлангом (1 шт.)
- Нож для шланга (1 шт.)
- Переходник редукционный для шланга (6-4 мм) (1 шт.), переходная муфта для шланга (4-4 мм) (1 шт.)
- Кабель — удлинитель (1 шт.)
- Руководство по эксплуатации (1 шт.)
BCF-Plus d 20-110 мм
Аппарат в полной комплектации для бесшовной сварки систем трубопроводовоснащен выносным сварочным блоком. Питание: однофазный переменный ток (50-60 Гц) 115/230 В L/N/PE
Сваримые материалы
- SYGEF® Plus, SYGEF® Standard
- PROGEF® Natural
В комплект поставки входит
- Корпус аппарата (1 шт.) с выносным сварочным блоком (1 шт. )
- Транспортировочный контейнер (1 шт.)
- Спецстол для работы в сверхчистых помещениях (1 шт.)
- Нагревательные элементы d20-110 мм (9 шт.)
- Зажимы для фиксации малые (2 шт.) с редукционными вкладышами d20-63 мм (24 шт.)
- Зажимы для фиксации большие (2 шт.) с редукционными вкладышами d75-110 мм (12 шт.)
- Вставки для зажимов d75-110 мм (2 шт.)
- Торцеватель малый (1 шт.) с лезвиями для d20-63 мм (6 шт.)
- Торцеватель большой (1 шт.) с лезвиями для d75-110 мм (3 шт.)
- Подставка для торцевателя (1 шт.)
- Шланг подачи воздуха (1 шт.) в футляре (1 шт.)
- Дополнительные фиксаторы малые d20-63 мм (2 шт. )
- Дополнительные фиксаторы большие d75-110 мм (2 шт.)
- Инструмент для извлечения баллона со шлангом (1 шт.)
- Нож для шланга (1 шт.)
- Переходник редукционный для шланга (6-4 мм) (1 шт.), переходная муфта для шланга (4-4 мм) (1 шт.)
- Кабель-удлинитель (1 шт.)
- Руководство по эксплуатации (1 шт.)
-
Муфтовая сварка
MSE63/MSE110
Сваримые материалы
- PROGEF® Standard: PP
- Полиэтилен: PE
- SYGEF® Standard: PVDF Standard
Аппарат в полной комплектации для бесшовной сварки систем трубопроводовоснащен выносным сварочным блоком.
Питание: однофазный переменный ток (50-60 Гц) 115/230 В L/N/PEСвариваемые размеры
- 16…110 мм
Приемущества
- безопасное и простое соединение
- дешёвое оборудование
- короткое время сварки
 Свариваемые зоны прогреваются до температуры сварки и соединяются механическим способом под высоким давлением.
Свариваемые зоны прогреваются до температуры сварки и соединяются механическим способом под высоким давлением.
 Одновременно с этим внутренняя поверхность зоны сварки поддерживается эластичным баллоном.
Одновременно с этим внутренняя поверхность зоны сварки поддерживается эластичным баллоном. Питание: однофазный переменный ток (50/60 Гц) 115/230В L/N/PE
Питание: однофазный переменный ток (50/60 Гц) 115/230В L/N/PE )
) )
) )
) Питание: однофазный переменный ток (50-60 Гц) 115/230 В L/N/PE
Питание: однофазный переменный ток (50-60 Гц) 115/230 В L/N/PEПреимущества и отличия бесшовных окон от классических моделей
Современные пластиковые окна уже давно перестали быть редкостью, число владельцев жилой недвижимости, отдавших предпочтение конструкциям из ПВХ и оценивших все их достоинства, постоянно растет. Окна из ПВХ профиля стали привычным элементом нашей повседневности и воспринимаются как нечто целостное и неизменное. Однако оконный рынок постоянно совершенствуется, стремясь предложить потребителям более совершенные технологичные и эстетичные решения. Достойную конкуренцию окнам, к которым все так привыкли, могут составить бесшовные окна.
Достойную конкуренцию окнам, к которым все так привыкли, могут составить бесшовные окна.
Отличия бесшовных окон от традиционных моделей
Технология производства традиционных пластиковых окон
Стандартная технология производства предполагает наличие двух этапов сборки оконных рамы и створок. Отрезки ПВХ профиля соединяются друг с другом под прямым углом посредством сварки, в результате чего образуется сварочный шов – канавка, пролегающая между внешним и внутренним углом рамы. Как правило, ширина сварочного шва не превышает 4 мм., а глубина – 0,5 мм. Поскольку металл и пластик имеют различную температуру плавления, в канавке собираются излишки пластика, которые удаляются на втором этапе с помощью фрезеровки.
В случае сборки конструкций из ламинированного профиля в местах стыков, подвергающихся фрезеровке, срезается декорирующая пленка. Небольшой дефект скрывается при последующей аккуратной покраске, но назвать безупречным трудно – оттенок на месте стыка может отличаться от профиля с цветной ламинацией на несколько полутонов.
Сразу после установки сварочный шов малозаметен, но в процессе эксплуатации окна в нем возможно скопление пыли, начинает привлекать внимание и нарушать гармонию оконной конструкции.
Таким образом, для покупателей, внимательных к деталям, сварочный шов немаловажный элемент в общем дизайне интерьера и конструкции окна.
Процесс изготовления бесшовных окон ПВХ
Процессы производства современных ПВХ окон непрестанно совершенствуются, обновляется производственное оборудование, передовые компании-производители отслеживают последние разработки в оконной сфере и своевременно модернизируют технологические линии.
Внедрение оборудования для соединения оконных профилей по бесшовной технологии позволяет добиться стыков, сварочный шов которых по ширине не превышает 0,3 мм. Такое соединение не требует фрезеровки и, следовательно, дополнительных манипуляций.
Суть технологии состоит в том, что края стыкуемых отрезков профиля подвергаются интенсивному нагреву по ломаной линии, а не вдоль плоскости соединения. Благодаря такой методике удалось в почти в два раза увеличить общую протяженность нагрева и площадь соединяемых поверхностей. Предварительно осуществляется обработка кромок деталей, призванная исключить вероятность появления излишков пластика на поверхности, они «выходят» во внутренних камерах профиля, что гарантирует прочность и надежность сварного соединения профилей и отсутствие последующей процедуры обработки шва. Такой шов полностью герметичен и имеет опрятный вид, что имеет большое значение при изготовлении окон, профили которых ламинированы пленками, имитирующими древесные текстуры.
Благодаря такой методике удалось в почти в два раза увеличить общую протяженность нагрева и площадь соединяемых поверхностей. Предварительно осуществляется обработка кромок деталей, призванная исключить вероятность появления излишков пластика на поверхности, они «выходят» во внутренних камерах профиля, что гарантирует прочность и надежность сварного соединения профилей и отсутствие последующей процедуры обработки шва. Такой шов полностью герметичен и имеет опрятный вид, что имеет большое значение при изготовлении окон, профили которых ламинированы пленками, имитирующими древесные текстуры.
Полная автоматизация процесса изготовления полностью исключает возможность появления брака, вызванного человеческим фактором.
Преимущества бесшовных окон
Практически незаметный стыковочный шов делает окно визуально более гармоничным и завершенным. Конечно, шов все-таки присутствует, но его размеры не бросаются в глаза, а при последующей эксплуатации за ним будет проще ухаживать.
Если раньше отличить ламинированные окна от конструкций из натурального дерева можно было по наличию разрывов ламинирующей пленки в местах стыков, то теперь это затруднительно сделать неискушенному человеку. Метод бесшовного соединения делает окно единой монолитной конструкцией.
Использование бесшовной технологии для изготовления окон незначительно сказывается на их стоимости для конечного покупателя, а внешний вид изделий существенно выигрывает от отсутствия обработанных на углах рам и створок швов.
Использование коэкструдированного уплотнителя в процессе утепления бесшовных окон позволяет избежать утолщения угловых соединений после сварки. Этому материалу не страшны высокие температуры, он не деформируется во время работ, что обеспечило более плотное прилегание оконных створок при закрывании – важный фактор для достижения высоких показателей теплоизоляции.
Прочность и надежность сварочных швов, сделанных по новой методике, делает оконные конструкции устойчивыми к резким перепадам температуры и различным механическим воздействиям.

Бесшовные окна, обладая всеми положительными характеристиками современных конструкций из ПВХ, будут радовать глаз даже самого взыскательного потребителя.
Бесшовная порошковая проволока для сварки в среде защитных газов EnDOtec DO*257 в Санкт-Петербурге
- Главная /
- Продукция /
- Сварочные и наплавочные материалы /
- Материалы для сварки нелегированных и низколегированных сталей /
- Бесшовная порошковая проволока для сварки в среде защитных газов EnDOtec DO*257
Категория
Порошковая сварочная проволока
Описание
ООО «Плазмацентр» является официальным дистрибьютором компании Messer Eutectic Castolin, которая является ведущим производителем порошковых материалов для наплавки и напыления
Бесшовная порошковая проволока для сварки в среде защитных газов идеально подходит для серийного производства, а также для текущего ремонта там, где требуется высокая прочность, эффективность и производительность сварки.
- Специально разработана для автоматизированной сварки низколегированных конструкционных сталей с высоким пределом текучести.
- Исключительная свариваемость при однопроходной и многопроходной сварке.
- Хороший внешний вид поверхности: сварной шов с тонкими чешуйками без подрезов и трещин.
- Вогнутый профиль угловых швов.
- Исключает дефекты сварки.
- Хорошая ударопрочность при температурах ниже нуля
- Уникальные параметры периферии сварочной дуги.
- Низкая тепловая мощность уменьшает перемешивание.
- Максимальный перенос сварочной проволоки в металл шва.
- Исключительная позиционная свариваемость.
- Правильная геометрия шва, сварка практически без брызг.
- Универсальное использование в широком диапазоне параметров сварки.
- Более высокая скорость наплавки снижает трудозатраты.
Технические данные
Стандарты
EN ISO 18276-A: T 69 6 Mn2NiCrMo M M 1 H5
AWSA5. 36: E110T15-M21A8-K4-h5
36: E110T15-M21A8-K4-h5
Механические свойства (Для всех свариваемых металлов)
| Предел прочности Rm(МПа) | >770 |
| Предел текучести Rp0,2 (МПа) | >690 |
| Удлинение A5(%) | >17 |
| Ударная вязкость КВ (Дж при -40°C) (Дж при -60°C) |
>47 >47 |
| Диффундирующий водород мл/100г | <3 |
| Рекомендуемые газы | 82% Ar, 18%CO2 [EN ISO 14175: M21] |
| Альтернативные газы | 75% Ar, 25% CO2 [EN ISO 14175: M21] |
| Расход (л/мин.) | 17 |
Разрешительные документы
TUV – DB
Применение
Особенно рекомендуется для производства и ремонта с использованием следующих марок стали:
GS 14 NiCrMo 10 6, GS 18 NiCrMo 12 6, T1, NAXJRA 63 & 70, WELDOX 700, XABO 620 и т. д.
д.
Порядок применения
Сварочное оборудование
Бесшовная порошковая проволока EnDOtec совместима с большинством обычных источников питания постоянного напряжения. Прекрасные эксплуатационные характеристики обеспечивают модели с программируемой импульсной дугой и режимами наплавки металла. E+C рекомендует использовать системы подачи сварочной проволоки, оснащенные 4 гладкими роликами подачи для Ø 1.2 мм и горелку с полиамидным лайнером.
Подготовка
Полностью удалите остатки старой сварки и изношенного металла с помощью шлифовки или с использованием электродов для строжки ChamferTrode 03/04.
Предварительный нагрев
Предварительный нагрев зависит от эквивалентного содержания углерода стали, размера заготовки, ее толщины и геометрии. E+C рекомендует:
| CE < 0.2 | предварительный нагрев не обязателен |
| CE 0.2 — 0.4 | предварительный нагрев 100-200°C. |
CE 0. 4 — 0.8 4 — 0.8 |
предварительный нагрев 200-350°C |
Параметры сварки
Сварочный ток: = (+)
| Ø (мм) | Напряжение (В) | Сила тока (А) |
| 1,2 | 12-35 | 50-320 |
| 1,6 | 16-37 | 60-390 |
Техника сварки
При многопроходной нижней/горизонтальной сварке оптимальное проплавление обеспечивает продвижение горелки вдоль к себе под углом 70-80° к направлению сварки.
Наилучшую форму угловых швов обеспечивает движение горелки от себя под углом 60-70° к направлению сварки.
Положения сварки
EN: PA, PB, PC, PF, PE, PF
Механическая обработка
На станках с обычным режущим инструментом. Возможно использование устройств дуговой и плазменной резки.
Упаковка
Бесшовная порошковая проволока EnDOtec имеет медное покрытие, поставляется на пластиковых катушках с порядной намоткой. Катушки пригодны для вторичного использования. (EN ISO 544: 2003, BS 300), стандартный вес — 15 кг, что обеспечивает наилучшую защиту во время хранения.
Катушки пригодны для вторичного использования. (EN ISO 544: 2003, BS 300), стандартный вес — 15 кг, что обеспечивает наилучшую защиту во время хранения.
Порошковая сварочная проволока для наплавки EnDOtec DO*257 по доступной цене в наличии на нашем складе в Санкт-Петербурге или под заказ.
Стоимость сварочной порошковой проволоки для наплавки EnDOtec DO 257
Позвоните нам, либо пришлите запрос на электронную почту [email protected], в теме письма укажите «Порошковая проволока EnDOtec DO 257», наши инженеры проверят наличие порошковой сварочной проволоки на складе и направят коммерческое предложение с указанием стоимости и сроков поставки.
«Плазмацентр» предлагает
- Поставка расходных материалов и оборудования для процессов наплавки, напыления и упрочнения.
- Оказание услуг по ремонту, восстановлению, нанесению покрытий и упрочнению деталей.
- Изготовление и адаптацию оборудования для восстановления деталей.
- Проведение НИОКР и совместных исследований, разработок и внедрений.
- Обучение специалистов заказчика, консультации, сервис.

Свяжитесь с нами по телефонам +7 (812) 679-46-74, +7 (921) 973-46-74, или напишите нам на почту [email protected]
Наши менеджеры подробно расскажут об имеющихся у нас технологиях нанесения покрытий, упрочнения, восстановления, придания свойств поверхности, а также о стоимости услуг компании.
Технология бесшовной сварки, Sunny Steel Enterprise Ltd.
Преодоление эстетических недостатков пресс-формы, связанных со сваркой и влияющих на соединения.
В связи с растущим спросом на высококачественные детали на мировом рынке люди все чаще обращаются к технологии бесшовной сварки, позволяющей повысить точность деталей. Технология бесшовной сварки может не только помочь устранить сварку формы, но и значительно повысить точность деталей, отделку и внешний вид. В то же время технология бесшовной сварки обеспечивает эффективный контроль и сокращает цикл обработки формы при литье под давлением. процесс. Из-за технологических продуктов с превосходной отделкой поверхности нет необходимости применять второе напыление и отжиг, чтобы избежать изменения размеров, вызванного вторичным сжатием.
В то же время технология бесшовной сварки обеспечивает эффективный контроль и сокращает цикл обработки формы при литье под давлением. процесс. Из-за технологических продуктов с превосходной отделкой поверхности нет необходимости применять второе напыление и отжиг, чтобы избежать изменения размеров, вызванного вторичным сжатием.
В процессе производства пресс-форм линии охлаждения расположены вблизи поверхности пресс-формы, поэтому качество поверхности продукта всегда менее однородно. Новый процесс, поток линий охлаждения сердечника формы и полости вблизи области впрыска смолы может повысить качество продукции, чтобы получить лучшую гарантию.
Новые технологии бесшовной сварки, применяемые в современных станках и некоторых новых технологиях. В соответствии с технологическими требованиями новой технологии, обработка аналогична сетке сердечника и полости пресс-формы, фрезерный станок с четвертой осью, чтобы избежать ее перемещения, и второе приспособление, что может улучшить допуск точности размеров.
Пластины ребер и линии охлаждения водяной камеры будут более широко применяться для дальнейшего улучшения качества продукции и бесшовной обработки сварных швов.
Бесшовные трубы Спецификация, стандарт и идентификация
Бесшовные трубы широко применяются в атомной, газовой, нефтехимической, судостроительной и котельной промышленности. Бесшовные трубы составляют 65% рынка котельной промышленности Китая.
- ASTM A106 для работы при высоких температурах
- DIN 17175 Сравнительные таблицы материалов
- Трубы нагревателя из холоднотянутой стали ASTM A556M-88
- ASTM A511/A511M Стандартная спецификация
- ASTM A252-89 Стандартная спецификация
- График 40 (СЧ 40)
- Стальная труба ST52
- Напорная труба
- Стандарт для U-образных труб
- Геологическая буровая труба
- Транспортировка труб с покрытием
- Дефекты стальных горячекатаных бесшовных труб
- Закалка и отпуск труб
- Обнаружение бесшовных стальных труб
- Трещина бесшовной трубы
- Труба стальная бесшовная горячекатаная
- Горячая и холодная штамповка
- Прецизионные бесшовные функции и использование
- Как избавиться от пятен на поверхности крекинг-трубки
- Оборудование для гидравлических испытаний стальных труб
- Экструзия бесшовных труб
- Дефекты термической обработки
- Напорные трубы для гидроэнергетики
- Бесшовная стальная труба с магнитом
- Труба стальная бесшовная напорная
- Испытание на развальцовку бесшовных труб
- Прошивка бесшовных стальных труб
- Труба бесшовная непрерывного литья
- Применение бесшовной стальной трубы квадратного сечения
- Бесшовная труба из легированной стали
- ГОСТ 633-80 Трубы и муфты
- Прецизионная бесшовная труба
- Процесс бесшовной сварки
- Дефекты бесшовных труб и их причины
- Труба сварная и бесшовная кованая стальная
- Бесшовная труба против сварной трубы
- Контроль качества бесшовных труб
- Процесс пробивки
- Китай Трубы и трубки из мягкой стали
- Технический анализ спиральной трубы
- Твердость стальных труб
- Снятие фаски с трубы
- Резка труб
- Оборудование для неразрушающего контроля
- Процесс расширения трубы
- Прошивка бесшовных стальных труб
- Обработка концов труб
- Горячепрессованная стальная труба
- Линейная труба
- Конец трубы
- Шероховатость стальных труб
- Характеристики бесшовной трубы
- Характеристики стальной бесшовной трубы
- Как упаковать стальные трубы
- Как рассчитать теоретический вес стальной трубы
- Процесс производства прецизионных холоднотянутых стальных труб
- Разница между оцинкованной трубой и бесшовной трубой Труба из сплава
- (труба из сплава) представляет собой бесшовную стальную трубу 9. 0024
- Производственный процесс термического формования
- Технические условия на производство бесшовных труб
- Допуск на толщину стенки бесшовной стальной трубы
- Процесс волочения прецизионной бесшовной трубы
- Отжиг бесшовных стальных труб для снятия напряжений
- Гидростатические испытания и вихретоковые испытания
- Отличие бесшовной трубы от шовной
- Требования к раскисляющему железу бесшовных стальных труб
- Разница между бесшовной стальной трубой и обычной стальной трубой
- Процесс производства толстостенных бесшовных стальных труб
- Требования к трубной заготовке для бесшовных горячекатаных труб
- Технология бесшовной экструзии тепловых котлов
- Регулятор температуры нагрева бесшовных труб
- Преимущества труб из холоднотянутой стали
- Трубы из холоднотянутой стали травление пассивация
- Трубы стальные горячедеформированные бесшовные деформированные
- Производительность и характеристики прецизионной бесшовной трубы
- Метод определения твердости бесшовных труб из углеродистой стали
- Твердость по Бринеллю трубы из углеродистой стали
- Применение и использование труб из углеродистой стали
- Стандарты качества стальных бесшовных труб
- Характеристики сварных стальных труб и бесшовных стальных труб
- Классификация и классификация трубопроводов
- Охлаждение при непрерывном литье
- Механические свойства труб из углеродистой стали
- Трубы из углеродистой стали для охлаждения
- Ржавление труб из углеродистой стали
- Разница между холоднотянутыми трубами и холоднокатаными трубами
- Механические свойства бесшовных стальных труб
- Модели и тенденции развития отрасли производства бесшовных труб
- Сравнение спиральных труб и бесшовных труб
- Ультразвуковой контроль бесшовных труб
- Как отличить нижнюю круглую трубу
- Холоднотянутая бесшовная стальная труба
- Рабочее давление для магистральных нефтегазопроводов
- Трубы из холоднотянутой стали Удлинение и уменьшение площади
- Сравнение вихретоковых испытаний бесшовных стальных труб и испытаний на утечку магнитного потока
 0024
0024ASTM A106, класс B
ASTM A53, стандартная спецификация
DIN 2391-81, часть 2
Трубы HSAW
Проектирование трубопроводной системы
Что такое сварка стальных труб
Рентгеновский снимок спиральной трубы
Сварная стальная труба для сваи
Наша команда имеет высокую квалификацию и опыт в обслуживании и производстве всех видов стальных материалов.
- Стандарты
- Процесс
- Материал
- Приложения
- ASTM A234 WPB
- АСТМ А213
- АСТМ А333
- АСТМ А335
- АСТМ А78/А178М
- Компенсаторы с керамическим покрытием
- Боковой тройник с керамической футеровкой
- A335 Хроммолибденовая труба
- A333 Низкотемпературная труба
- Износостойкий elobw
- Ребристая труба, котельные трубы
- Труба с керамическим кольцевым покрытием
- Противоэрозионные экраны для труб
- Стальная пластина
- Трубы из легированной стали склад
Copyright © 2000-2022 Sunny Steel Enterprise Ltd. Все права защищены ICP No.:08010763
Все права защищены ICP No.:08010763
Бесшовная стальная труба и сварная труба: в чем разница?
Последнее обновление
Благодаря постоянно развивающемуся промышленному применению трубопроводные системы и изделия стали широко использоваться во многих отраслях строительства. За последнее десятилетие производители удвоили объемы производства, чтобы не отставать от требований рынка.
Формование труб может выполняться только двумя особыми методами, в результате которых получаются бесшовные стальные или сварные трубы. Первым этапом является сырое сырье, такое как руда или металлический лом, отлитые в слитки. Последним этапом производственного процесса является придание формы трубам путем удлинения бесшовной трубы.
Существует тонкая грань между стальными бесшовными и сварными трубами. В этой статье будет представлен подробный обзор каждого, преимущества и недостатки, их различия, применение и когда их использовать.
Обзор бесшовной стали
Предоставлено: Jatinsanghvi, Common Wikimedia
Бесшовная стальная труба изготовлена из цельного куска металла, в отличие от сварной трубы, и на ее поверхности нет соединенной стальной трубы. Как следует из названия, бесшовная стальная труба не имеет шва (сгиба) или сварного соединения.
Бесшовные стальные трубы отличаются идеальной отделкой, безупречной и желательной, что приводит к повышенному спросу. Они изготавливаются круглой, прямоугольной или квадратной формы, а трубы имеют трубчатую (полую) форму, поскольку в большинстве из них проходят текучие вещества, такие как газы, жидкости, взвеси и порошки.
Бесшовная сталь прочная и долговечная, поскольку она не сваривается и не имеет соединений; это означает, что труба имеет однородную структуру, обеспечивающую равномерное распределение прочности.
Области применения
Бесшовные стальные трубы имеют особые области применения из-за их уникальных свойств, таких как равномерное распределение прочности, несварные соединения, их способность выдерживать высокие температуры, способность выдерживать давление, высокое качество, лучший предел веса и многое другое.
Ниже приведены некоторые области применения, в которых используются специально бесшовные стальные трубы:
- Химические заводы
- Производство нефтегазопроводов
- Производство медицинского оборудования
- Гидравлика
- Атомные электростанции
- Водоочистные сооружения
- Приборы для высоких температур и давлений
- Чувствительные измерительные блоки
Как изготавливают бесшовные стальные трубы?
Изготовление бесшовных стальных труб из круглого и прочного куска стали, известного как заготовка. Заготовку необходимо сначала нагреть, затем растянуть и, наконец, протолкнуть или прокатить по раме или форме, пока труба не станет полой.
Бесшовные стальные трубы (ASTM и API 5L) приобретают форму, проходя через перфорированную трубу.
На этом этапе бесшовная стальная труба формируется в результате следующего процесса:
- Горячекатаная
- Холоднокатаный
- Холодная вытяжка
Производство горячекатаных бесшовных стальных труб осуществляется путем ковки заготовок, перфорации, прокатки и формовки. Трубы изготавливаются методом промышленной экструзии и используются для изготовления толстостенных бесшовных стальных труб и труб большого диаметра.
С другой стороны, холоднотянутые бесшовные стальные трубы используют технологию холодного волочения, которая подходит для труб малого диаметра и тонкостенных, поскольку они имеют более низкую прочность материала. Это также полезно, когда цель состоит в том, чтобы изготовить потрясающую трубу с гладкой внутренней поверхностью. В процессе экструзии бесшовные стальные трубы могут прокатываться только с использованием низколегированной структуры, углеродистой конструкционной стали или легированной структуры.
Некоторые бесшовные стальные трубы часто затвердевают в процессе производства; в таких случаях производитель не будет использовать методы термообработки.
Pros
- Тяжелые и толстостенные
- Без сварных швов
- Коррозионная стойкость
- Улучшенная овальность (округлость)
- Прочный
- Повышенная устойчивость к давлению
- Плавкие металлы не используются
- Проверка целостности сварного шва не требуется
Минусы
- Более короткая длина из-за производственных трудностей
- Ограничение по размеру с номинальным размером 24 дюйма или менее
- Дорого
- Процесс экструзии делает его грубым
- Несоответствующая толщина стенки
Обзор сварных труб
Авторы и права: bbeavis, Pixabay
Сварка стальных труб — это многомиллионная отрасль. Он растет с каждым днем, чтобы удовлетворить бесконечный спрос на сварные трубы. К счастью, сегодня в массовом производстве сварных стальных труб задействовано несколько секторов.
К счастью, сегодня в массовом производстве сварных стальных труб задействовано несколько секторов.
Стальные сварные трубы всегда доступны в большом количестве из-за их более низкой себестоимости и доступности сырья. Таким образом, это один из наиболее широко используемых металлов в мире. Его применение в различных отраслях промышленности и производстве многочисленных изделий. Примеры сварных стальных труб ASTM или API 5L включают трубы SSAW, стальные трубы ERW и трубы LSAW.
Многие путают трубу ВПВ с бесшовной сталью, потому что в ней не используются плавящиеся металлы, сварной шов не всегда виден, и его не чувствуешь. Напротив, двойная дуговая сварка под флюсом (DSAW) оставляет очевидные следы сварных швов, которые можно устранить с помощью различных процессов в зависимости от метода применения.
Области применения
Сварные стальные трубы, в отличие от бесшовных стальных труб, широко используются в нескольких отраслях промышленности, поскольку они экономически выгодны. Они также могут быть изготовлены разной длины и сварены из труб разной формы. Применение полностью зависит от использования и других сопутствующих факторов.
Они также могут быть изготовлены разной длины и сварены из труб разной формы. Применение полностью зависит от использования и других сопутствующих факторов.
Ниже перечислены некоторые области применения:
- Архитектура
- Производство продуктов питания и напитков
- Автомобильная промышленность
- Аэрокосмическое строительство
- Фармацевтика
- Судоходство и рыболовство
- Строительство и добыча полезных ископаемых
- Трубопроводы
Как изготавливают сварные стальные трубы?
Большинство сварных стальных труб изготавливаются из стальных листов и стальных полос. Эти полосы и пластины изготавливаются путем перемещения стальных петель и рулонов с надлежащей толщиной, чтобы сформировать выровненный материал. Затем плоский выровненный материал измеряется и отрезается до нужной длины.
Затем плоский выровненный материал измеряется и отрезается до нужной длины.
Процесс начинается с гибки стального листа, а затем ему приваривают желаемую форму, будь то круг, прямоугольник, квадрат и многое другое, используя ряд гибочных машин или роликов. Сварка металлической трубы с использованием мощного источника энергии. Некоторые трубы также могут быть сварены вместе с присадочным материалом. Большинство сварных стальных труб должны пройти процесс термической обработки.
Самым слабым местом сварной стальной трубы всегда являются стыки. Качество сварного соединения определяет качество сварной трубы — роботизированная сварка в основном на автоматизированных производственных линиях, например, в автомобильной промышленности. В качестве альтернативы, для более прочных сварных швов стальных труб человеческий труд оказался идеальным; например, в аэрокосмическом строительстве.
Pros
- Может изготавливаться большей длины
- Дешевле
- Без ограничений по размеру
- Более гладкие поверхности
- Всегда в наличии
- Сокращенный срок поставки
- Тонкие стенки
- Легче
- Жесткий допуск
- Однородность по толщине стенки
Минусы
- Сварные швы подвержены коррозии
- Он может выдерживать лишь на 20 % меньший вес
- Необходимо протестировать перед использованием
- Плохая овальность
- См. также: Что такое кузнечная сварка? Тщательное понимание
 также: Что такое кузнечная сварка? Тщательное понимание
также: Что такое кузнечная сварка? Тщательное пониманиеБесшовные стальные и сварные трубы
Процесс производства бесшовных стальных и сварных труб отличается, и оба имеют другие свойства. Изучите приведенную ниже таблицу, чтобы определить, какую стальную трубу вы выберете, чтобы получить желаемый результат.
| Бесшовная стальная труба | Сварная стальная труба | |
| Длина | Короче из-за производственных трудностей | Может изготавливаться различных размеров и длины |
| Эконом | Дорого | Более экономичный |
| Поверхность трубы | Шероховатая поверхность в результате процесса экструзии | Более гладкие поверхности |
| Производственный процесс | Комплекс с более длительным временем изготовления и закупки | Проще с меньшими затратами времени на изготовление и закупку |
| Применение | Высокая температура, высокое давление, чувствительные блоки и агрессивная среда | Низкое давление, менее агрессивная среда, меньший бюджет |
| Испытания | Тесты не требуются | Необходимо протестировать перед использованием |
| Форма | Улучшенная овальность, круглая | Плохая овальность |
| Диаметр | Более толстый диаметр | Диаметр разбавителя |
| Прочность | Способен выдерживать очень высокое давление | Может выдерживать только на 20 % меньшую нагрузку благодаря сварным швам |
| Размер | Номинальный размер 24 дюйма или менее | Без ограничений по размеру |
| Наличие | Меньше доступно из-за ограниченного количества сырья | Доступен из-за наличия сырья |
| Проверка внутренней поверхности | Проверка внутренней поверхности невозможна | Проверка внутренней поверхности перед производственным процессом |
| Молдинг Процесс | Может быть изготовлен один раз в процессе прокатки | Изготовлено из стальных полос и листов, свариваемых после гибки |
| Предпочтительная область применения | Производство оборудования высокого давления, промышленных котлов, | Аэрокосмическая, автомобильная, электрическая, строительная промышленность |
| Сварные швы | Без сварных швов | ВПВ, SSAW, LSAW, DSAW |
Стоимость бесшовных стальных труб по сравнению со сварными трубами
Прочность и долговечность являются одними из факторов, определяющих стоимость как сварных, так и бесшовных труб. Бесшовная сталь прочнее сварных труб, что делает ее более дорогой из-за более высокой себестоимости.
Бесшовная сталь прочнее сварных труб, что делает ее более дорогой из-за более высокой себестоимости.
С другой стороны, сварные стальные трубы проще в производстве из-за более дешевой стоимости производства и доступности сырья. Кроме того, процесс производства бесшовной стали сложен и требует много времени. Поскольку каждая из трубок имеет свои уникальные особенности, преимущества и недостатки, необходимо изучить приемлемую практику закупок, чтобы составить разумный бюджет.
Здоровая практика закупок бесшовных стальных труб и сварных труб
Хорошие привычки при закупках имеют большое значение для сокращения материальных затрат за счет сведения к минимуму отходов металлических труб. Это также гарантирует, что лучший материал завершит работу.
Вот несколько советов, которые следует помнить при следующем заказе:
- Понимание окружающей среды – Среда, в которой будет находиться металлическая труба, должна определять, какую металлическую трубку вы приобретете. Если он находится в менее коррозионном климате, вы можете выбрать сварную сталь, но если он находится в высококоррозионной среде, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше.
- Планируйте заранее . Наличие отличного рабочего плана является ключом к экономии тысяч долларов. Простая методика поможет вам понять точное количество металлических труб со всеми их предполагаемыми размерами. Таким образом, это упрощает закупку и своевременное размещение заказов.
- Связаться со специалистом – Независимо от того, уверены ли вы в том, что хотите, или нет, всегда обращайтесь за профессиональным мнением, чтобы быть уверенным. Кто-то, кто был в этой области в течение десятилетий, имеет такой опыт, который вам понадобится, чтобы составить бюджет и купить правильную вещь. Свяжитесь с нашими офисами, чтобы узнать о сварных трубах и бесшовной стали
- Разместите свой заказ вовремя – Раннее размещение заказа позволяет вам планировать свои финансы и покупать нужные трубки. Размещение заказа так же просто, как отправка спецификаций труб, получение вашего предложения, и в кратчайшие сроки вы получите свою партию.
 Если он находится в менее коррозионном климате, вы можете выбрать сварную сталь, но если он находится в высококоррозионной среде, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше.
Если он находится в менее коррозионном климате, вы можете выбрать сварную сталь, но если он находится в высококоррозионной среде, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше. Размещение заказа так же просто, как отправка спецификаций труб, получение вашего предложения, и в кратчайшие сроки вы получите свою партию.
Размещение заказа так же просто, как отправка спецификаций труб, получение вашего предложения, и в кратчайшие сроки вы получите свою партию.Как выбрать трубы, бесшовные или сварные?
Благодаря изложенной здесь информации у вас теперь есть соответствующие знания, которые помогут вам выбрать правильную трубку. Также крайне важно помнить, что качество важнее количества, поэтому планируйте и приобретайте бесшовные стальные трубы, если это необходимо, и рассматривайте сварные трубы, если все факторы благоприятствуют этому. В двух словах, факторы окружающей среды и предполагаемое использование определяют лучшую трубу.
После доставки вам может быть интересно сделать несколько сварных швов; Вот несколько советов по сварке, которые помогут вам обезопасить себя.
Другие сравнительные статьи, которые могут вас заинтересовать:
- Маска с автозатемнением и пассивной сваркой: что лучше?
- Сварочные очки или шлем: что выбрать?
Авторы избранного изображения: Martinelle, Pixabay
- Обзор бесшовной стали
- Применение
- Как изготавливают бесшовные стальные трубы?
- Обзор сварных труб
- Применение
- Как изготавливаются сварные стальные трубы?
- Бесшовные стальные трубы по сравнению со сварными трубами
- Стоимость бесшовных стальных труб по сравнению со сварными трубами
- Здоровая практика закупок бесшовных стальных труб и сварных труб
- Как выбрать трубы, бесшовные или сварные?
Разница между бесшовной и сварной трубой
В чем разница между бесшовной и сварной трубой?
Трубы составляют неотъемлемую часть систем, требующих транспортировки различных сред через нефтеперерабатывающие заводы или промышленные предприятия. Емкость компонента и среды, которую они транспортируют, будут зависеть от материала, из которого они изготовлены. Некоторые из распространенных материалов, используемых производителями, включают ПВХ, нержавеющую сталь, легированную сталь, углеродистую сталь, никелевые сплавы, титановые сплавы, медно-никелевый сплав, монель, инконель, хастеллой и т. д. Использование указанных материалов является разумным, что означает, что фактор стоимости также учитываются при их изготовлении. В основном, есть два типа конструкции трубы. Во-первых, это бесшовный вид, который не содержит швов, и по окружности трубы не будет швов. Так поверхность этих труб будет более гладкой и ровной. Второй тип конструкции – сварной. В отличие от бесшовного, сварной тип будет иметь шов, соединяющий трубу, в результате чего на ее поверхности образуется линия шва.
Емкость компонента и среды, которую они транспортируют, будут зависеть от материала, из которого они изготовлены. Некоторые из распространенных материалов, используемых производителями, включают ПВХ, нержавеющую сталь, легированную сталь, углеродистую сталь, никелевые сплавы, титановые сплавы, медно-никелевый сплав, монель, инконель, хастеллой и т. д. Использование указанных материалов является разумным, что означает, что фактор стоимости также учитываются при их изготовлении. В основном, есть два типа конструкции трубы. Во-первых, это бесшовный вид, который не содержит швов, и по окружности трубы не будет швов. Так поверхность этих труб будет более гладкой и ровной. Второй тип конструкции – сварной. В отличие от бесшовного, сварной тип будет иметь шов, соединяющий трубу, в результате чего на ее поверхности образуется линия шва.
Вкратце, основное отличие конструкции этих двух труб заключается в включении линии шва в сварную конструкцию. Тем не менее, есть некоторые другие параметры, которые разделяют обе конструкции, включая мощность давления и цену. Что касается способности выдерживать давление, использование бесшовной трубы обеспечивает более высокую способность выдерживать давление. В среднем, давление, выдерживаемое бесшовной трубой, почти на 20% выше, чем у традиционно сварной. Это свойство позволяет поставщику использовать бесшовный тип для приложений с высоким давлением. Хотя использование сварной трубы подходит для применения в условиях высоких нагрузок, ее сварной шов делает ее уязвимой для разрушения, особенно если зона сварного шва, подверженная тепловому воздействию, склонна к межкристаллитной коррозии. Если труба подверглась коррозии из-за сенсибилизированной границы зерен, вероятность разрыва трубы по линии стыка очень высока. Это нежелательный эффект, особенно в отраслях, где транспортируются токсичные материалы или биологически опасные среды или даже легковоспламеняющиеся соединения. В таких случаях поставщик может выбрать бесшовную трубу, потому что она не предрасположена к межкристаллитной коррозии, и поэтому вероятность разрыва трубы резко снижается.
Что касается способности выдерживать давление, использование бесшовной трубы обеспечивает более высокую способность выдерживать давление. В среднем, давление, выдерживаемое бесшовной трубой, почти на 20% выше, чем у традиционно сварной. Это свойство позволяет поставщику использовать бесшовный тип для приложений с высоким давлением. Хотя использование сварной трубы подходит для применения в условиях высоких нагрузок, ее сварной шов делает ее уязвимой для разрушения, особенно если зона сварного шва, подверженная тепловому воздействию, склонна к межкристаллитной коррозии. Если труба подверглась коррозии из-за сенсибилизированной границы зерен, вероятность разрыва трубы по линии стыка очень высока. Это нежелательный эффект, особенно в отраслях, где транспортируются токсичные материалы или биологически опасные среды или даже легковоспламеняющиеся соединения. В таких случаях поставщик может выбрать бесшовную трубу, потому что она не предрасположена к межкристаллитной коррозии, и поэтому вероятность разрыва трубы резко снижается.
Разница в цене между бесшовной и сварной трубой
Еще одним аспектом, который разделяет эти конструкции труб, является разница в цене. Причиной возникновения ценовой разницы является их производственный процесс. Поскольку в сварной трубе используется металлическая пластина, их производство относительно экономично. Кроме того, скорость производства также выше, что также является фактором, который приводит к низкой цене продукта. С другой стороны, бесшовная труба вытягивается через заготовки, а процесс изготовления очень трудоемкий и занимает много времени. Эти факторы также увеличивают стоимость продукта. Кроме того, пропускная способность бесшовных труб выше, чем у сварных, а поверхность намного более гладкая, что снижает вероятность коррозии. Сочетание всех этих факторов делает продукт эффективным, но более дорогим вариантом по сравнению со сварной трубой.
Процесс производства бесшовных и сварных труб
Как упоминалось ранее, сварные трубы изготавливаются из металлических листов с толщиной стенки, указанной покупателем. Длина листа перед сваркой должна быть согласована с соблюдением как внутреннего, так и внешнего диаметра трубы. Эти размеры должны быть указаны покупателем при размещении заказа. Используемый метод сварки должен выполняться в соответствии с различными стандартами. Обычно производители, поставщики и покупатели соблюдают несколько стандартов ASTM, которые действуют в качестве руководящих принципов во время производства.
Длина листа перед сваркой должна быть согласована с соблюдением как внутреннего, так и внешнего диаметра трубы. Эти размеры должны быть указаны покупателем при размещении заказа. Используемый метод сварки должен выполняться в соответствии с различными стандартами. Обычно производители, поставщики и покупатели соблюдают несколько стандартов ASTM, которые действуют в качестве руководящих принципов во время производства.
При производстве бесшовных труб используется термическая обработка. Сплав сначала нагревают, а затем формуют с использованием цельной заготовки. Цельная заготовка — это то, что направляет сплав в компонент, имеющий форму цилиндра. Как только сплав образует цилиндры, их прокатывают так, что они растягиваются и образуют полости. Во время этого процесса выдолбленный центр цилиндра имеет неправильную форму. Чтобы получить ровный полый центр, пулеобразный наконечник прокалывает сердцевину заготовки одновременно с прокаткой цилиндра. После этих процессов трубы проходят через дополнительные машины, которые выпрямляют их, а также устраняют деформации для создания более качественных, гладких и прочных бесшовных труб.
Использование бесшовных и сварных труб
Поскольку основная функция труб заключается в перемещении материалов, применение или конечное использование продукта будет зависеть от нескольких факторов, включая стоимость, прочность, тип среды, используемой в применение, стойкость сплава к коррозии в дополнение к требованиям к температуре и давлению. В таких отраслях, как фармацевтика, строительство, пищевая промышленность, производство напитков, ядерная и энергетическая промышленность и т. д., трубы используются для транспортировки своей продукции. Тем не менее, промышленностью, которая максимально использует эти компоненты, является нефтехимическая и газовая промышленность.
Читайте также:
- Разница между трубой и трубой
- Разница между 316 и 316L
- Разница между Erw и бесшовной трубой
- Разница между дуплексом и супердуплексом
- Разница между аустенитной и мартенситной нержавеющей сталью
- Разница между аустенитной и ферритной нержавеющей сталью
- Разница между SS 304 и SS 202
- Разница между A2 и A4 из нержавеющей стали
- Разница между нержавеющей сталью 302 и 304
- Разница между AISI и ASTM
- Инконель против монеля
- Хастеллой против монеля
- Разница между нержавеющей сталью 304 и 316
- Разница между морской и пищевой нержавеющей сталью
Сварные Против.
 Бесшовные трубы из нержавеющей стали
Бесшовные трубы из нержавеющей сталиОпубликовано 12 сентября 2016 г. Николь Беланже
При выборе материала для труб из нержавеющей стали вам, возможно, придется принять решение о том, должны ли в вашем проекте использоваться бесшовные или сварные и тянутые трубы.
На протяжении десятилетий все трубы из нержавеющей стали были бесшовными. Однако достижения в технологиях сварки и очистки металла привели к популярности сварных труб.
Что такое бесшовные трубы из нержавеющей стали и каковы их преимущества?
Бесшовные трубы не имеют продольного сварного шва. Для производства бесшовных труб требуется механизм для принудительного продавливания отверстия в заготовке.
Ротационная прошивка и прокатка в настоящее время являются наиболее распространенным методом производства бесшовных труб. Процесс начинается с кондиционированного стального круглого прутка, который нагревают, прошивают и обрабатывают. Пруток обтекает точку прошивания, чтобы сформировать полую заготовку. Внутренняя часть трубы поддерживается оправкой или заглушкой, в то время как ролик заготовки удлинен. Калибровка стальной трубы достигается дополнительной прокаткой по наружному диаметру.
Внутренняя часть трубы поддерживается оправкой или заглушкой, в то время как ролик заготовки удлинен. Калибровка стальной трубы достигается дополнительной прокаткой по наружному диаметру.
Благодаря отсутствию сварного шва бесшовные трубы имеют на 20 % более высокое рабочее давление по стандарту ASME (Американское общество инженеров-механиков) по сравнению со сварными трубами из того же материала и размера. Сварные и тянутые трубы также могут иметь видимый шов, который может беспокоить конечных пользователей.
Другим преимуществом бесшовных труб является то, что они обладают превосходной коррозионной стойкостью, так как не содержат примесей. Использование бесшовных труб позволяет избежать потенциальных дефектов и различий в пластичности, которые могут быть связаны с зоной сварки в сварных трубах. В отличие от сварных труб, бесшовные трубы не требуют проверки целостности сварного шва.
Таким образом, бесшовные трубки часто больше подходят для ответственных применений.
Что такое сварные трубы из нержавеющей стали и каковы их преимущества?
Процесс производства сварных труб начинается с прокатки рулонной стали до требуемой толщины. В результате получается моток плоской полосы. Следующим шагом является нарезка полосы по ширине, которая соответствует размеру изготавливаемой трубы.
Труба формируется путем перемещения разрезанного рулона через серию роликов, после чего шов трубы сваривается в химически нейтральной среде. Прокатка используется для ковки сварного шва, а процесс термообработки используется для окончательной обработки сварной трубы. Затем сварные трубы можно натянуть на оправки и при необходимости отшлифовать, чтобы сгладить сварной шов и сделать его почти невидимым невооруженным глазом.
Поскольку при производстве сварных и тянутых труб требуется меньше волочения и отжига, стоимость сварных и тянутых труб может быть ниже, чем у бесшовных труб, и обычно их можно приобрести быстрее, чем бесшовные трубы (хотя запасы промежуточных размеров исходный запас для бесшовных труб также может сократить это время).
Как бесшовные, так и сварные трубки должны соответствовать стандартам давления
ASTM A269 — это международная стандартная спецификация ASTM для бесшовных и сварных труб из аустенитной нержавеющей стали общего назначения. Стандарт требует соответствия спецификациям его химического состава и подробно описывает требования к твердости для различных марок труб.
ASTM A269 также требует неразрушающего электрического испытания или гидростатического испытания для опрессовки всех бесшовных и сварных труб. Стандарт включает ограничения на растягивающее напряжение для труб с переменным внешним диаметром и толщиной стенки.
Существует множество других стандартов ASTM, которые можно применять к бесшовным или сварным и тянутым трубам из нержавеющей стали. Пожалуйста, ознакомьтесь с нашей статьей о стандартах ASTM.
Что выбрать: сварные или бесшовные трубы из нержавеющей стали?
При выборе сварных или бесшовных труб они должны соответствовать спецификациям вашего проекта. Если спецификации не требуют определенного типа трубок, вам следует учитывать условия, в которых в конечном итоге будут использоваться трубки. Еще один фактор, который следует учитывать, заключается в том, что бесшовные трубы могут быть заменены сварными трубами, но сварные трубы не могут быть заменены бесшовными из-за сварного шва. Приведенная ниже таблица является кратким справочником, который поможет вам в процессе принятия решений:
Если спецификации не требуют определенного типа трубок, вам следует учитывать условия, в которых в конечном итоге будут использоваться трубки. Еще один фактор, который следует учитывать, заключается в том, что бесшовные трубы могут быть заменены сварными трубами, но сварные трубы не могут быть заменены бесшовными из-за сварного шва. Приведенная ниже таблица является кратким справочником, который поможет вам в процессе принятия решений:
Сравнение сварных и тянутых бесшовных труб
Сварные и тянутые
Бесшовный
Время выполнения заказа
х
х
Допуски
х
Концентричность
х
Стоимость
х
Наличие
х
х
Высокое давление
х
Идентификационная поверхность
х
Тяжелая стена
х
Замена
х
MicroGroup поможет вам выбрать лучшие трубы из нержавеющей стали для вашего проекта
MicroGroup предлагает опытную инженерную поддержку как текущим, так и потенциальным клиентам, а команда MicroGroup поможет вам выбрать лучшие материалы для нужд вашего бизнеса . С MicroGroup вам не придется беспокоиться о том, что выбранные вами трубки не будут соответствовать спецификациям вашего проекта. Мы рассмотрим детали и спецификации вашего проекта, чтобы убедиться, что вы выбрали наиболее подходящий и подходящий продукт.
С MicroGroup вам не придется беспокоиться о том, что выбранные вами трубки не будут соответствовать спецификациям вашего проекта. Мы рассмотрим детали и спецификации вашего проекта, чтобы убедиться, что вы выбрали наиболее подходящий и подходящий продукт.
Кроме того, перед заказом MicroGroup предоставит вам ценовое предложение, а также сообщит вам о времени доставки. Поскольку MicroGroup имеет обширный складской запас и использует оборудование мирового класса, мы можем быстро поставлять стандартные и изготовленные на заказ трубки в коммерческих количествах. Свяжитесь с MicroGroup сегодня для получения дополнительной информации о нашей продукции высочайшего качества и исключительном обслуживании клиентов.
Сварные Против. Бесшовные трубы из нержавеющей стали
Трубы из нержавеющей стали можно разделить на сварные трубы из нержавеющей стали и бесшовные трубы из нержавеющей стали. Многие люди не знают разницы между ними. Как выбрать? Следующие производители нержавеющей стали подробно расскажут о разнице между ними.
Как выбрать? Следующие производители нержавеющей стали подробно расскажут о разнице между ними.
1. Разница в производственном процессе
Сварная труба из нержавеющей стали: она сваривается из стального листа или стальной полосы после обжатия и формирования с помощью устройства и пресс-формы. Различные методы сварки можно разделить на прямошовную трубу и спиральношовную трубу.
Бесшовная труба: в качестве сырья для заготовки трубы используется круглая перфорированная сталь, и она изготавливается в процессе производства холодной прокатки, холодного волочения или горячей экструзии.
2. Отличие внешнего вида и концентричности стальной трубы
Сварная труба из нержавеющей стали: Шовная труба изготовлена из точного холоднокатаного листа. Эти холоднокатаные листы обычно имеют максимальную разницу в толщине стенки 0,002 дюйма. Стальной лист нарезается до ширины πd, где d — внешний диаметр трубы. Допуск толщины стенки щелевой трубы очень мал, а толщина стенки очень однородна по всей окружности. Стальная труба имеет высокую точность, равномерную толщину стенки, высокую яркость внутри и снаружи трубы (поверхностная яркость стальной трубы определяется классом поверхности стального листа), может быть произвольно фиксированной длины и может использоваться в качестве тонкостенная труба.
Допуск толщины стенки щелевой трубы очень мал, а толщина стенки очень однородна по всей окружности. Стальная труба имеет высокую точность, равномерную толщину стенки, высокую яркость внутри и снаружи трубы (поверхностная яркость стальной трубы определяется классом поверхности стального листа), может быть произвольно фиксированной длины и может использоваться в качестве тонкостенная труба.
Бесшовная труба : Процесс производства бесшовной стальной трубы заключается в пробивке отверстия в заготовке из нержавеющей стали при температуре 2200°F. При такой высокой температуре инструментальная сталь становится мягкой и после пробивки и волочения выходит из отверстия по спирали. Сформировался. Таким образом, толщина стенки трубопровода неравномерна, а эксцентриситет высок. Стальная труба имеет низкую точность, неравномерную толщину стенки, низкую яркость внутри и снаружи трубы, высокую стоимость калибровки, а также наличие ямок и черных пятен внутри и снаружи, которые нелегко удалить, поэтому ASTM позволяет разница в толщине стенки бесшовных труб по сравнению со шовными трубами. Разница большая, обычно стенка трубы толще.
Разница большая, обычно стенка трубы толще.
3. Различные характеристики сварки
Сварные трубы из нержавеющей стали: из-за различий в химическом составе материалов. Сталь для производства шовных труб имеет химический состав, пригодный для сварки. Например, смешивание таких элементов, как кремний, сера, марганец, кислород и треугольный феррит в определенной пропорции, может дать сварочный расплав, который легко передает тепло в процессе сварки, так что можно проварить весь сварной шов.
Бесшовная труба: Состав стали бесшовной трубы является лишь основным требованием ASTM. Стальные трубы с недостаточным химическим составом, такие как бесшовные трубы, будут создавать различные нестабильные факторы в процессе сварки, и их нелегко сварить прочно и неполностью.
4. Зернистость
Размер зерна металла связан с температурой термообработки и временем поддержания той же температуры. Размер зерна отожженной трубы из нержавеющей стали со швом и бесшовной трубы из нержавеющей стали одинаков. Если шовная труба проходит минимальную холодную обработку, размер зерна сварного шва меньше размера зерна свариваемого металла, в противном случае размер зерна такой же.
Если шовная труба проходит минимальную холодную обработку, размер зерна сварного шва меньше размера зерна свариваемого металла, в противном случае размер зерна такой же.
5. Прочность трубы
Прочность трубопровода зависит от состава сплава, поэтому бесшовные трубы из нержавеющей стали и шовные трубы из нержавеющей стали, содержащие один и тот же сплав и одинаковую термообработку, практически одинаковы по прочности.
После испытания на растяжение и испытания на трехмерную вибрацию разрывы сварных труб из нержавеющей стали почти во всех случаях происходили в местах, удаленных от точки сварки или зоны нагрева. Это связано с тем, что в сварном шве меньше примесей, а содержание азота немного выше, поэтому прочность сварного шва выше, чем у других деталей. Однако ASME считает, что трубы из нержавеющей стали со швом могут выдерживать только 85% допустимого давления. Это в основном связано со сбором данных раньше, чем с усовершенствованным сварочным оборудованием, используемым сегодня.
6. Различия в применении
Сварная труба из нержавеющей стали: Благодаря хорошему поверхностному эффекту, она обычно используется в декоративных трубах, опорных трубах и трубах для продуктов. Его рабочие характеристики по давлению являются общими, в основном они используются для транспортировки воды, нефти, газа, воздуха и нагрева горячей воды или пара и других жидкостей с более низким давлением.
Бесшовные трубы: Благодаря хорошей коррозионной стойкости, стойкости к давлению и высоким температурам, бесшовные трубы из нержавеющей стали могут использоваться для транспортировки жидкостей по трубопроводам в инженерном и крупногабаритном оборудовании, а также могут использоваться для транспортировки жидкостей с высокой температурой и высокой температурой. давление на котлы на электростанциях и атомных электростанциях. Коллекторы и трубы и т.д.
Сейчас в некоторых отраслях сварные трубы постепенно могут заменить бесшовные трубы. Из-за низкой цены и стабильной работы они постепенно полюбились людям. Permanent Steel Manufacturing Co., Ltd в течение многих лет занимается производством сварных труб из нержавеющей стали и успешно сотрудничает со многими бесшовными трубами из нержавеющей стали. По требованию производителей, они постепенно стали использовать сварные трубы из нержавеющей стали.
Permanent Steel Manufacturing Co., Ltd в течение многих лет занимается производством сварных труб из нержавеющей стали и успешно сотрудничает со многими бесшовными трубами из нержавеющей стали. По требованию производителей, они постепенно стали использовать сварные трубы из нержавеющей стали.
Взгляд на бесшовные и бесшовные. Сварные трубки
Среди многих алюминиевых изделий, используемых в различных отраслях промышленности, трубы занимают важное место в аэрокосмической промышленности.
В основном производятся два основных типа труб: бесшовные трубы и сварные трубы.
Производство металлических трубПроизводственные процессы в некоторой степени обозначены их названиями.
Например, сварные трубы изготавливаются из длинных тонких листов металла, которые скручиваются в трубчатую форму, а затем свариваются по шву машинной сваркой.
С другой стороны, бесшовные трубы изготавливаются из цельных металлических стержней. Стержни изготавливаются полыми в процессе прокалывания или экструзии. Это была оригинальная форма алюминиевых трубок, поскольку когда-то все функциональные металлические трубки были бесшовными.
Стержни изготавливаются полыми в процессе прокалывания или экструзии. Это была оригинальная форма алюминиевых трубок, поскольку когда-то все функциональные металлические трубки были бесшовными.
Когда-то, когда сварные трубы стали более распространенными, качество и прочность сварного шва, как правило, были низкими, а это означало, что сварные трубы по своей природе были более слабыми, менее привлекательными и менее прочными. Однако по мере совершенствования производственных процессов и оборудования для сварки труб сварные металлические трубы становились жизнеспособной альтернативой бесшовным трубам.
Изготовление сварных трубПроизводство сварных труб начинается с прокатки рулона металла до требуемой толщины, в результате чего получается рулон плоской полосы. Следующий шаг включает в себя нарезку полосы в соответствии с шириной, необходимой для размера трубы, которую нужно изготовить.
Сама труба формируется путем перемещения разрезанного рулона через серию роликов, после чего шов трубы сваривается, как правило, в химически нейтральной среде. Сварная труба выкована прокаткой, а для окончательной обработки сварной трубы применяется термообработка.
Сварная труба выкована прокаткой, а для окончательной обработки сварной трубы применяется термообработка.
Если сварной шов необходимо сгладить или его даже трудно увидеть невооруженным глазом, трубы можно протянуть по оправкам и отшлифовать.
Изготовление бесшовных трубВ настоящее время наиболее распространенными методами производства бесшовных труб являются ротационная прошивка и прокатка. Процесс начинается с кондиционированного металлического круглого стержня, который нагревают, прокалывают и затем обрабатывают.
Стержень перемещается вокруг так называемой точки прокола, чтобы создать выдолбленный стержень или трубку. Внутренняя часть трубы обычно поддерживается оправкой или заглушкой, в то время как заготовочный ролик затем удлиняется.
Как бесшовные, так и сварные трубы обычно вытягиваются для получения окончательных допусков на размеры. Волочение — это процесс, при котором труба «протягивается» через матрицу, и различные методы для этого можно описать как «вытягивание утоплением» и «вытягивание пробки». Разница проявляется в шероховатости поверхности внутреннего диаметра.
Разница проявляется в шероховатости поверхности внутреннего диаметра.
Согласно PDF-файлу с OBCorp.com,
«Чертеж стержня или заглушки разрушает сварной шов на сварной трубе и удаляет любые указания размеров. Окончательный отжиг дополнительно способствует получению однородной трубки. Термин «полностью готовый» относится к сварным трубам, которые были вытянуты стержнями или пробками и отожжены в достаточной степени, чтобы удалить любые признаки размеров зоны сварки, а также разрушить дендритную структуру наплавленного валика и ускорить гомогенизацию. Часто очень трудно увидеть разницу между сварными и бесшовными трубами».
В настоящее время предлагаются как сварные, так и бесшовные металлические трубы:
- Высокая коррозионная стойкость
- Долгий срок службы
- Надежность

Согласно ASME (Американское общество инженеров-механиков) рабочее давление сварной трубы примерно на 20 процентов меньше, чем у бесшовной трубы из того же материала и размера из-за сварного шва. Однако рабочее давление не является основным определяющим фактором при выборе бесшовной трубы вместо сварной.
Одним из аспектов бесшовных труб является то, что отсутствие сварного шва и, следовательно, низкая вероятность загрязнения примесями обеспечивают превосходную коррозионную стойкость. Кроме того, бесшовные трубы имеют меньшую вероятность появления дефектов и различий в пластичности, которые могут возникнуть в зоне сварки сварных труб.
Кроме того, бесшовные трубы не требуют испытаний на целостность сварных швов, в отличие от сварных труб, что делает их более подходящими для ответственных применений.
Преимущества сварных труб Наиболее значительным преимуществом сварных труб по сравнению с бесшовными трубами является более высокая стоимость бесшовных труб. Фактически, во многих отраслях промышленности, как правило, используются сварные трубы, в первую очередь из-за их экономической эффективности.
Фактически, во многих отраслях промышленности, как правило, используются сварные трубы, в первую очередь из-за их экономической эффективности.
Стоимость сварных и тянутых труб может быть ниже, чем у бесшовных труб, в основном потому, что для производства сварных и тянутых труб требуется меньше волочения и отжига. Кроме того, сварные трубы обычно можно приобрести быстрее, чем бесшовные.
Приложения ТрубкиБесшовные экструдированные трубы используются в основном в отраслях, где требуется гидравлическое давление, жесткая формовка, высокая однородная прочность и более однородный косметический вид после анодирования.
Производимая продукция: биты для софтбола и бейсбола, карданные валы грузовиков и внедорожников, гидравлические линии самолетов и каркасы сидений, а также, например, баллоны для СПГ.
Сварные трубы можно найти в изделиях для отдыха на открытом воздухе, таких как стойки для палаток, каркасы походных стульев и уличные столы.