Сварка неплавящимся электродом в среде защитного инертного газа: технология процесса, оборудование
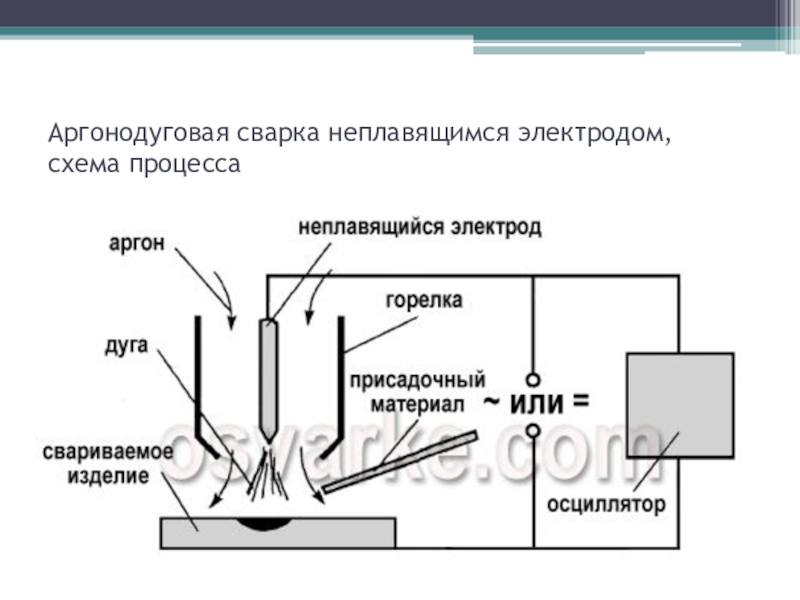
При сваривании неплавящимся электродом дуга возникает между электродом, находящимся в горелке, из которой подается защитный газ, и изделием. Для образования шва при этом в сварочную ванну подается присадочный материал. Если сварка ручная, то присадка подается непосредственно сварщиком, если автоматическая, процесс происходит без его участия.
Содержание
- 1 Область применения метода
- 2 Неплавящиеся электроды и их типы
- 3 Технология, особенности и оборудование необходимое для сварки
- 4 Недостатки и преимущества
Данный способ сваривания используется для сваривания неферромагнитных материалов, среди которых: магний, алюминий, цирконий, никель, титан, бронза, медь, нержавеющая сталь и другие. Этот метод сварки позволяет сварщику тонко чувствовать глубину проплавления металлов, что способствует хорошему качеству шва. При ручной сварке специалист сам управляет горелкой и присадочным материалом, что избавляет изделие от непроваров и других дефектов сварочного шва.
Область применения метода
Этот метод применяется в основном для сваривания тонкостенных цветных металлов. Он используется в производстве велосипедов, изготовлении различных заготовок. С его помощью изготавливаются различные предметы интерьера из нержавеющей стали и других материалов. Последующая обработка шва делает его практически незаметным.
Неплавящиеся электроды и их типы
На сегодняшний день при изготовлении металлоконструкций с помощью описываемого способа используются такие виды электродов:
- вольфрамовые. Наиболее распространенный вид, используемый при сварке неплавящимся электродом. Представляет собой стержень диаметром 1-4 мм. Вольфрам имеет очень высокую температуру плавления, что позволяет применять этот материал для изготовления электродов. Делятся на стандартные, иттрированные, лантанированные, торированные;
- угольные. Часто применяются для сварки изделий из цветных металлов и сталей, имеющих малую толщину стенок и для воздушно-дуговой резки металлов.
 Используются как с присадкой, так и без, могут складываться по линии сварки или подаваться непосредственно в сварочную ванну. Сварочный процесс при использовании этих материалов проводится на токе величиной не больше 580 А;
Используются как с присадкой, так и без, могут складываться по линии сварки или подаваться непосредственно в сварочную ванну. Сварочный процесс при использовании этих материалов проводится на токе величиной не больше 580 А; - графитовые. Особенно активно эти электроды применяются при работе с кабелями из меди. Отлично приспособлены к обработке, устойчивы к температурному воздействию и не подвержены быстрому износу. Благодаря всем этим качествам, весьма распространены на отечественном рынке.
 Используются как с присадкой, так и без, могут складываться по линии сварки или подаваться непосредственно в сварочную ванну. Сварочный процесс при использовании этих материалов проводится на токе величиной не больше 580 А;
Используются как с присадкой, так и без, могут складываться по линии сварки или подаваться непосредственно в сварочную ванну. Сварочный процесс при использовании этих материалов проводится на токе величиной не больше 580 А;Технология, особенности и оборудование необходимое для сварки
Способ сваривания неплавящимся электродом чаще всего применяют для соединения металлов с толщиной не более 5-6 мм, но это не значит, что его нельзя использовать для сваривания более толстостенных металлов. При сварке без применения присадки шов формируют, оплавляя кромки металла, при использовании присадки она подается в место формирования шва по тому же принципу, что и сварочная проволока при газосварке.
Оборудование, необходимое для сварки неплавящимся электродом, включает в себя:
- источник сварочного тока, на котором расположен регулятор силы тока, и вольтметр с амперметром для контроля процесса регулирования;
- TIG-горелку и рукав, которые подсоединяются к сварочному источнику. По рукаву на горелку подается защитный газ, в случае с использованием водяного охлаждения подается также охлаждающая жидкость;
- газовый баллон с защитным газом, подсоединенный с помощью рукава к источнику сварочного тока и оборудованный регулятором расхода и расходомером газа;
- обратный кабель для соединения изделия с источником сварочного тока.
При автоматической сварке используются автоматизированные системы для подачи изделий и управления инструментами для сварки.
Аргонная сварка неплавящимся электродом выполнятся переменным (TIG-AC) и постоянным (TIG-DC) токами. При сварке постоянным током может применяться обратная и прямая полярности. Если электрод подключен к плюсовому полюсу источника сварочного тока, то полярность является обратной, и в таком случае для сваривания применяются электроды большего диаметра, чем при прямой. Сваркой на переменном токе пользуются в основном для соединения беррилия, магния и алюминия, имея при этом не такую хорошую стабильность дуги, как на прямом токе, что, впрочем, исправляется наличием режима импульсной сварки на некоторых сварочных аппаратах.
Если электрод подключен к плюсовому полюсу источника сварочного тока, то полярность является обратной, и в таком случае для сваривания применяются электроды большего диаметра, чем при прямой. Сваркой на переменном токе пользуются в основном для соединения беррилия, магния и алюминия, имея при этом не такую хорошую стабильность дуги, как на прямом токе, что, впрочем, исправляется наличием режима импульсной сварки на некоторых сварочных аппаратах.
В процессе сваривания длина дуги должна составлять 1,5-3 мм, её напряжение — 22-34 В. Размер вылета неплавящегося электрода не должен быть больше 3-5 мм, а в случае со стыковыми и угловыми швами — не более 5-7 мм.
В роли защитного газа чаще всего используются аргон или смесь аргона с гелием, они немного ухудшают стабильность сварочной дуги, но при этом усиливают её энергию, тем самым увеличивая скорость сварки. Для сваривания изделия толщиной до 10 мм применяют левый тип положения горелки для того, чтобы защитный газ имел прямой доступ к месту формирования шва. Для сварки более толстостенных материалов способ меняют на правый.
Для сварки более толстостенных материалов способ меняют на правый.
Недостатки и преимущества
Среди достоинств данного метода соединения следует указать:
- высокую скорость сварки;
- по окончании сварочных работ шов не требует дополнительной обработки;
- простота освоения техники сваривания при этом методе;
- прочность соединения, благодаря использованию аргона в качестве защитного газа;
- металл не деформируется при сварке, так как прогревается на минимальной площади;
- большое количество свариваемых металлов.
Из недостатков можно отметить:
- неудобство сваривания деталей под острым углом из-за формы сварочной горелки;
- затрудняется выполнение работы при сквозняках или на улице при ветреной погоде, так как нарушается правильная подача защитного газа в зону формирования шва;
- металл перед процессом сварки требует тщательной подготовки.

Дуговая сварка в защитном газе: описание технологии, режимы, способы
Дуговая сварка в защитном газе представляет собой метод, который значительно повышает качество результата работы. Эта технология имеет ряд особенностей. Прежде чем применять ее, мастер должен ознакомиться с основами дуговой сварки, которая проводится в среде защитных газов. Об особенностях этой технологии будет рассказано далее.
Особенности методики
Одним из подвидов дугового соединения металлических изделий, заготовок является дуговая сварка в защитных газах. ГОСТом регламентирован процесс, во время которого в точку плавления подается газ. Это может быт аргон, кислород, азот или прочие разновидности. Существуют определенные особенности подобного процесса.
Каждый сварщик знает, что качество сварного шва зависит не только от умений мастера, а еще и от условий в точке плавления. В идеальном случае здесь должны присутствовать только электрод и присадочные материалы.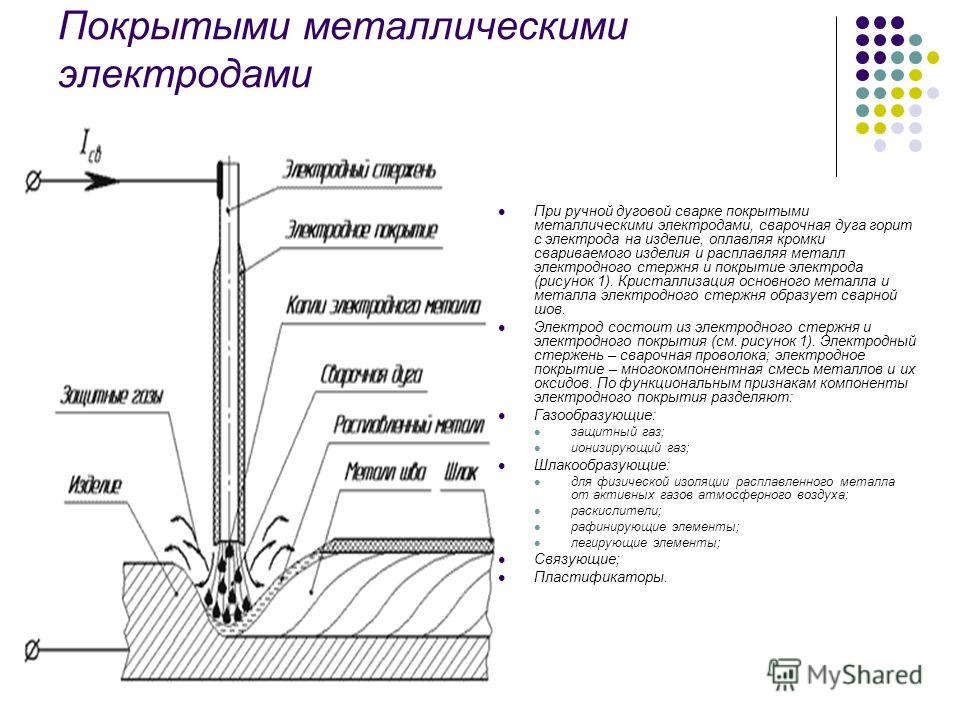 Если сюда попадают иные элементы, они способны оказать негативное воздействие на сварку. Место спайки будет из-за этого недостаточно прочным.
Если сюда попадают иные элементы, они способны оказать негативное воздействие на сварку. Место спайки будет из-за этого недостаточно прочным.
Технология ручной дуговой сварки в защитном газе появилась еще в 1920 году. Применение подобных субстанций позволяет сделать швы без шлака. Они характеризуются высокой чистотой, не покрываются микротрещинами. Этот метод активно применяется в промышленности при создании разных элементов из металла.
Особые пропорции защитных газов позволяют снять напряжение в зоне расплава. Здесь не возникают поры, что заметно повышает качество спайки. Шов становится прочнее.
В промышленных условиях в ходе сварочных работ применяют стержни, смешанные с аргоном и диоксидом углерода. Благодаря такой комбинации дуга становится постоянной, оберегая зону расплава от сквозняков. Это позволяет соединить тонкие листы металла.
Если же требуется выполнить глубокую проплавку, смешивают углекислый газ и кислород. Этот состав обладает окислительными свойствами, защищает шов от пористости. Существует множество методик, которые предполагают применять разные газы в ходе сварочных работ. Выбор зависит от особенностей проведения этого процесса.
Существует множество методик, которые предполагают применять разные газы в ходе сварочных работ. Выбор зависит от особенностей проведения этого процесса.
Техника сварки
Существуют разные режимы дуговой сварки в среде защитного газа. Применяется две основные методики. Первая из них предполагает применение плавящихся шпилей. По ним проходит ток, а стержень из-за этого расплавляется, образуя прочный шов. Этот материал обеспечивает прочное соединение.
Вторая методика предполагает проведение дуговой сварки в защитном газе неплавящимся электродом. В этом случае ток также проходит по стержню, но материал соединяется благодаря расплавлению краев металлических деталей, заготовок. Материал электрода не становится частью шва.
В ходе проведения подобных манипуляций применяются разные газы:
- Инертные. Такие субстанции не имеют запаха и цвета. У атомов присутствует плотная оболочка из электродов. Это обуславливает их инертность. К инертным газам относятся аргон, гелий и т. д.
- Активные. Растворяются в металлической заготовке, вступая с ней в реакцию. К таким средам относятся диоксид углерода, водород, азот и т. д.
- Комбинированные. В ходе определенных процессов нужно применять обе разновидности газов. Поэтому сварка проходит в среде как активных, так и инертных газов.
 д.
д.Чтобы выбрать газовую среду, учитывают состав металла, экономичность самой процедуры, а также свойства спайки. Могут учитываться и прочие нюансы.
В ходе применения инертных газов устойчивость дуги повышается, что позволяет выполнить глубокую расплавку. Подобные вещества подаются в зону расплава несколькими потоками. Если он идет параллельно стержню, это центральный поток. Также есть боковые и концентрические струи. Также газ может подаваться в подвижную насадку, установленную над рабочей средой.
Стоит отметить, что при дуговой сварке, которая происходит в газовой ванне, тепловые параметры приемлемые для производства шва требуемой модели, качества и размера.
Инверторные полуавтоматы служат источником питания. Они могут отличаться мощностью, а также опциями. Эксплуатационные качества зависят от модели. Для большинства стандартных операций, в ходе которых не требуется проведение сварки толстых или нечасто используемых сплавов, применяются простые аппараты.
Автоматическая дуговая сварка в среде защитных газов различается массой параметров:
- Радиус проволоки.
- Диаметр проволоки.
- Сила электричества.
- Напряжение.
- Скорость подачи контакта.
- Расход газа.
Существующие полуавтоматические режимы дуговой сварки в защитных газах также разделяют на локальные и общие. В первом случае защитный газ поступает из сопла в зону сварки. Этот вариант применяется чаще. При помощи локальной сварки можно соединить разные материалы, но результат не всегда может быть удовлетворительным.
В первом случае защитный газ поступает из сопла в зону сварки. Этот вариант применяется чаще. При помощи локальной сварки можно соединить разные материалы, но результат не всегда может быть удовлетворительным.
При использовании локальной подачи газа в зону расплава может попадать воздух. Это снижает качество шва. Чем больше заготовка, которую нужно сварить, тем хуже будет результат при использовании такой методики.
Если нужно сварить крупногабаритные детали, применяются камеры, в которых регулируется атмосфера. Из них откачивается воздух, создается вакуум. Дальше в камеру закачивают нужный по технологии газ. При помощи дистанционного управления производится сварка.
Подготовка к сварке
Чтобы правильно выполнить процедуру соединения металлических заготовок, нужно понимать сущность дуговой сварки в защитном газе. Сварка требует правильной подготовки. Эта процедура всегда одинаковая, независимо от технологии сварки. Сначала кромкам придают правильную геометрию. Это определяется ГОСТом 14771-76.
Это определяется ГОСТом 14771-76.
Механизированная дуговая сварка в защитном газе применяется для полной проварки сплава, что позволяет полностью соединить края заготовки. Зазора между ними не остается. Если же присутствует определенный отступ, разделка краев, проварку можно провести для заготовки, толщина которой не превышает 11 мм.
Для увеличения производительности в процессе автоматической сварки проводится разделка краев заготовок без откосов.
После проведения сварки в углекислом газе потребуется очищать всю плоскость шва от грязи и шлака. Чтобы загрязнение было менее значительным, поверхности обрабатывают особыми составами. Чаще всего это аэрозоли, которые распыляют на металл. Ждать его высыхания не нужно.
В ходе последующей сборки применяются стандартные запчасти, например, клинья, прихватки, скобы и т. д. Конструкция перед началом работы требует тщательного осмотра.
Преимущества и недостатки
Ручная и автоматическая дуговая сварка в защитных газах имеет как преимущества, так и недостатки.
К положительным качествам этого метода относятся:
- Качество шва получается очень высокое. Этого не могут обеспечить иные методики сварки.
- Большинство защитных газов стоит относительно недорого, поэтому процесс сварки не удорожается сильно. Даже дешевые газы обеспечивают качественную защиту.
- Опытный сварщик, который ранее применял иные методики, легко освоит и эту технологию, поэтому поменять специфику маневров сможет даже крупное предприятие с большим количеством сотрудников в штате.
- Процесс универсальный, позволяет сварить как тонкие, так и толстые листы металла.
- Производительность высокая, что положительно сказывается на результатах работы производства.
- Методика применяется не только для сварки черных, но и цветных металлов и сплавов.
- Процесс сварки при использовании газовой защитной ванны легко поддается модернизации. Его можно переделать из ручного в автоматический.
- Процесс сварки можно приспособить ко всем тонкостям производства.

Автоматическая и ручная дуговая сварка в среде защитных газов имеет и определенные недостатки:
- Если сварка производится на открытом участке, нужно обеспечить хорошую герметичность камеры. В противном случае защитные газы могут выветриваться.
- Если же сварка проводится в помещении, здесь обязательно должна быть обустроена качественная система вентиляции.
- Некоторые разновидности газов стоят дорого (например, аргон). Это повышает себестоимость продукции, удорожает весь процесс производства.
Разновидности газов
Дуговая сварка в среде защитных газов производится в разных средах. Они могут быть активными или инертными. К последним относятся такие вещества как Ar, He и прочее. Они не растворяются в железе, не вступают с ним в реакцию.
Инертные газы применяют для сварки алюминия, титана и прочих популярных материалов. Дуговая сварка в защитном газе неплавящимся электродом применяется для стали, которая плохо поддается плавлению.
Активные газы также применяются в ходе проведения подобных работ. Но в этом случае чаще используют дешевые разновидности, например, азот, водород, кислород. Одним из самых популярных веществ, которые применяются в ходе сварки, является двуокись углерода. По цене это самый выгодный вариант.
Особенности газов, чаще всего применяемых в ходе процесса сварки, следующие:
- Аргон не воспламеняется, а также не взрывоопасен. Он обеспечивает качественную защиту сварного шва от неблагоприятных внешних воздействий.
- Гелий поставляется в баллонах с повышенной устойчивостью к давлению, которое здесь достигает 150 атм. Сжижается газ при очень низкой температуре, достигающей -269ºС.
- Двуокись углерода является неядовитым газом, который не имеет запаха и цвета. Это вещество добывают из дымовых газов. Для этого применяется специальное оборудование.
- Кислород является веществом, которое способствует горению. Его получают при помощи охлаждения из атмосферы.
- Водород при контакте с воздухом становится взрывоопасным. При обращении с таким веществом важно соблюдать все требования безопасности. Газ не обладает цветом и запахом, помогает процессам воспламенения.

Особенности сварки в углекислоте, азоте
Дуговая сварка в защитном газе плавящимся электродом проводится при использовании углекислоты. Это самая дешевая методика, которая сегодня пользуется большим спросом. Под воздействием сильного нагрева в зоне плавления СО₂ превращается в СО и О. Чтобы уберечь поверхность от окислительной реакции, в проволоке присутствуют кремний и марганец.
Это также приводит к некоторым неудобствам. Кремний и марганец вступают между собой в реакцию, образуя шлак. Он проступает на поверхности шва, требуя устранения. Это выполнить несложно. На качество сварного шва это обстоятельство никакого воздействия не имеет.
Перед началом работы из баллона удаляют воду, для чего его переворачивают. Это нужно делать с определенной периодичностью. Если не выполнить такую манипуляцию, шов станет пористым. Его прочностные качества будут невысокими.
Если не выполнить такую манипуляцию, шов станет пористым. Его прочностные качества будут невысокими.
Дуговая сварка в защитном газе может выполняться при помощи азота. Эта технология применяется для спайки медных заготовок или деталей из нержавейки. С этими сплавами азот не вступает в химическую реакцию. В ходе проведения сварки применяются графитовые или угольные электроды. Если применять для этих целей вольфрамовые контакты, это вызывает их перерасход.
Важно правильно настраивать оборудование. Это зависит от сложности сварки, типа материала и прочих условий. Чаще всего применяется оборудование с напряжением 150-500 А. Оно создает дугу 22-30 В, а расход газа при этом составляет 10 л/мин.
Процесс сварки
Дуговая сварка в защитном газе является эффективной методикой. Но чтобы этого добиться, мастер должен выполнять все требования, выдвигаемые стандартами к этому процессу. Эта методика несколько отличается от иных техник, что мастер должен обязательно учитывать.
Сначала металл готовят для проведения процесса сварки. При использовании такой технологии эта процедура оказывает меньшее воздействие на результат, но проводить ее нужно. Далее проводится настройка оборудования в соответствии с параметрами сварки. Учитывается толщина и тип материала.
При использовании такой технологии эта процедура оказывает меньшее воздействие на результат, но проводить ее нужно. Далее проводится настройка оборудования в соответствии с параметрами сварки. Учитывается толщина и тип материала.
Когда оборудование будет готово, производится розжиг дуги. При этом подпаливают пламя горелки. Некоторые разновидности сварки предполагают проведение предварительного прогрева заготовки. Для этого сначала включают горелку, при помощи которой производится предварительная обработка металла.
Когда вокруг дуги начнет образовываться сварочная ванна, начинают подавать проволоку. Для этого оборудование оснащают специальным подающим устройством. Оно поставляет проволоку в зону расплава с определенной скоростью. Если нужно сделать длинный шов, это удобно, так как дугу не придется разрывать. Для этого применяется неплавкий электрод, который поддерживает дугу длительное время.
Если сварка происходит при использовании постоянного тока, его полярность должна быть обратной. Это сокращает вероятность разбрызгивания, но повышается расход металла. Коэффициент наплавления при использовании подобной методики заметно снижается. При прямой полярности он возрастает в 1,5 раз.
Это сокращает вероятность разбрызгивания, но повышается расход металла. Коэффициент наплавления при использовании подобной методики заметно снижается. При прямой полярности он возрастает в 1,5 раз.
Ванну желательно вести слева направо (если мастер правша). Так будет видно процесс формирования шва. Также все действия нужно выполнять по направлению к себе. Шов создается просто, от мастера требуется только ровно вести аппарат на перманентной скорости.
Дуга отрывается от заготовки в обратном направлении относительно движения сварки. В некоторых случаях после такой манипуляции может потребоваться дополнительный прогрев.
Оборудование
Дуговая сварка в защитном газе производится при помощи специального оборудования. Оно применяет стандартные источники электропитания, а также обладает функцией регулировки напряжения.
Агрегаты для сварки оснащаются устройством, передающим проволоку. Также здесь предусмотрены узлы для подачи газов в зону плавления при помощи шлангов из баллонов.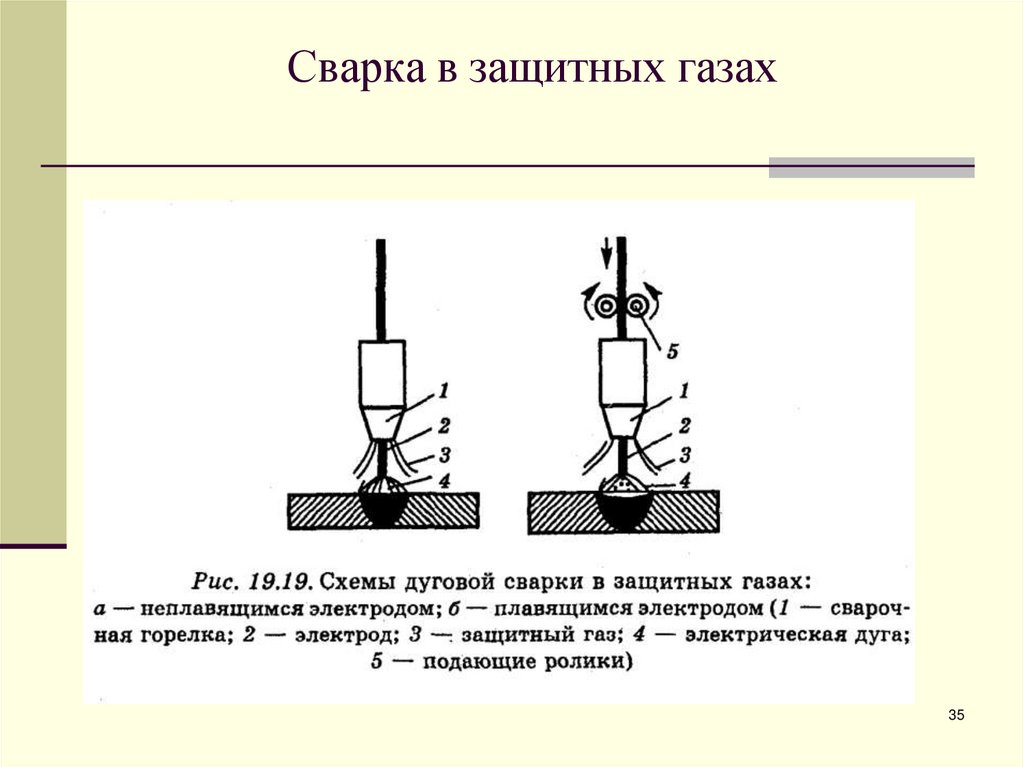 Процедура сварки производится при постоянной высокой частотности тока. От правильности регулировки зависит стабильность дуги. Также настраивается скорость подачи проволоки. Наиболее популярными агрегатами для проведения подобной сварки являются:
Процедура сварки производится при постоянной высокой частотности тока. От правильности регулировки зависит стабильность дуги. Также настраивается скорость подачи проволоки. Наиболее популярными агрегатами для проведения подобной сварки являются:
- «Импульс 3А». Применяется для сварки алюминия, но недостатком является малая функциональность прибора. Его также можно применять для сварки черных металлов, а также создания потолочных швов.
- «ПДГ-502». Применяется для проведения спайки в углекислом газе. Аппарат надежный и производительный. Работает от сети как 220 В, так и 380 В. Электричество может регулироваться от 100 А до 500 А.
- «УРС 62А». Применяется при сварке в полевых условиях. Преимущественно используется для сварки алюминия, но может и обработать титан.
Средства защиты
Сварочные работы при использовании газа отличаются высокой степенью опасности, особенно при использовании взрывоопасных веществ. Поэтому сварщик должен применять в работе индивидуальные средства защиты. Они должны закрывать кожу, глаза, не позволять мастеру вдыхать вредные пары.
Они должны закрывать кожу, глаза, не позволять мастеру вдыхать вредные пары.
Даже если проводится кратковременная сварка в собственном гараже, мастер должен применять специальную маску, респиратор и термоустойчивые краги. В этом случае работа будет выполняться в безопасном режиме, что также сильно отражается на качестве результата.
Что такое дуговая сварка вольфрамовым электродом или сварка TIG?
Что такое дуговая сварка вольфрамовым электродом?Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки и электрод защищены от окисления и других атмосферных загрязнений инертным защитным газом (аргоном или гелием).
Обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы или сварные швы плавлением, он не требуется. Когда используется гелий, это известно как гелиаруговая сварка. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит через дугу через столб сильно ионизированного газа и паров металла, известный как плазма.
Когда используется гелий, это известно как гелиаруговая сварка. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит через дугу через столб сильно ионизированного газа и паров металла, известный как плазма.
GTAW чаще всего используется для сварки тонких профилей из нержавеющей стали и цветных металлов, таких как сплавы алюминия, магния и меди. Этот процесс дает оператору больший контроль над сваркой, чем конкурирующие процессы, такие как дуговая сварка металлическим электродом в среде защитного газа и дуговая сварка металлическим электродом в среде защитного газа, что позволяет выполнять более прочные и качественные сварные швы.
Однако GTAW сравнительно сложнее и труднее в освоении, и, кроме того, он значительно медленнее, чем большинство других методов сварки. Родственный процесс, плазменная дуговая сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как следствие, часто автоматизирован.
Как работает дуговая сварка вольфрамовым электродом?
Ручная дуговая сварка вольфрамовым электродом в среде защитного газа является относительно сложным методом сварки из-за требуемой сварщиком координации. Подобно сварке с помощью горелки, для GTAW обычно требуется две руки, поскольку в большинстве случаев требуется, чтобы сварщик вручную подавал присадочный металл в зону сварки одной рукой, а другой манипулировал сварочной горелкой. Также важно поддерживать короткую длину дуги, предотвращая контакт между электродом и заготовкой.
Для зажигания сварочной дуги высокочастотный генератор (похожий на катушку Тесла) создает электрическую искру. Эта искра представляет собой проводящий путь для сварочного тока через защитный газ и позволяет зажечь дугу, когда электрод и заготовка разделены, обычно на расстоянии около 1,5–3 мм (0,06–0,12 дюйма).
После зажигания дуги сварщик перемещает горелку по небольшому кругу, создавая сварочную ванну, размер которой зависит от размера электрода и силы тока.
Поддерживая постоянное расстояние между электродом и заготовкой, оператор затем слегка перемещает резак назад и наклоняет его назад примерно на 10–15 градусов от вертикали. Присадочный металл добавляется вручную в переднюю часть сварочной ванны по мере необходимости.
Сварщики часто разрабатывают технику быстрого чередования перемещения горелки вперед (для продвижения сварочной ванны) и добавления присадочного металла. Присадочный стержень извлекается из сварочной ванны каждый раз при продвижении электрода, но всегда остается внутри газовой защиты, чтобы предотвратить окисление его поверхности и загрязнение сварного шва.
Присадочные стержни, изготовленные из металлов с низкой температурой плавления, таких как алюминий, требуют, чтобы оператор находился на некотором расстоянии от дуги, оставаясь внутри газовой защиты. Если держать его слишком близко к дуге, присадочный стержень может расплавиться до того, как коснется сварочной ванны.
Когда сварка близится к завершению, ток дуги часто постепенно уменьшают, чтобы обеспечить затвердевание кратера и предотвратить образование трещин в конце сварного шва.
Защитный газ выбирается в зависимости от свариваемого материала. Следующие рекомендации могут помочь:
- Аргон: наиболее часто используемый защитный газ, который можно использовать для сварки широкого спектра материалов, включая стали, нержавеющую сталь, алюминий и титан.
- Аргон + от 2 до 5 % h3: добавление водорода к аргону немного восстановит газ, что поможет получить более чистые сварные швы без окисления поверхности. Поскольку дуга более горячая и более сжатая, она позволяет использовать более высокие скорости сварки. К недостаткам относятся риск водородного растрескивания углеродистых сталей и пористость металла шва в алюминиевых сплавах.
- Гелий и смеси гелия/аргона: добавление гелия к аргону повысит температуру дуги. Это способствует более высокой скорости сварки и более глубокому проплавлению шва. Недостатками использования гелия или смеси гелия и аргона являются высокая стоимость газа и трудности с запуском дуги.
 Недостатками использования гелия или смеси гелия и аргона являются высокая стоимость газа и трудности с запуском дуги.
Недостатками использования гелия или смеси гелия и аргона являются высокая стоимость газа и трудности с запуском дуги.Аппарат для сварки вольфрамовым электродом в среде инертного газа состоит из следующего оборудования:
- Рассказы питания
- Инертный газ.
- Сварка факела/держатель
- было колебание тока, то сварщику трудно правильно сварить стыки.
Блок питания может быть двух типов:
- Блок питания постоянного тока
- Блок питания переменного тока
В источнике постоянного тока мы можем сваривать сталь, никель, титан и т.
д. А в источнике переменного тока мы можем сваривать магний, алюминий и т. д. материалы.2.
Подача инертного газа:При сварке TIG нам требуется подача инертного газа для обеспечения защиты зоны сварки от атмосферного газа (например, кислорода, азота и водорода).
Обычно аргон используется в качестве источника инертного газа при сварке TIG. Мы обсудим это позже в разделе «Защитный газ».
3.
Сварочная горелка:В сварке TIG сварочная горелка предназначена для выполнения как автоматических, так и ручных операций. Однако с точки зрения конструкции оба они одинаковы: в ручном резаке они снабжены ручкой для удержания, а в случае автоматического они предназначены для установки на автомат.
Горелки снабжены системой охлаждения водой или воздухом.
Когда сила тока менее 200 А, обычно используется воздушное охлаждение, но если она превышает 200 А, используется водяное охлаждение для снижения температуры сварочной горелки.
Внутренняя часть сварочной горелки обычно изготавливается из меди для повышения теплопроводности.
Горелки снабжены фиксатором (портом) для надежного удержания вольфрамового электрода.
4.
Вольфрамовый электрод:При сварке TIG мы используем неплавящийся электрод из вольфрама или вольфрамового сплава.
Из-за высокой термостойкости (температура плавления вольфрама составляет 3422 °C) вольфрама, а не любого другого металла, поэтому мы используем вольфрамовый электрод.
Диаметр электрода обычно варьируется от 0,5 мм до 0,65 мм, а длина варьируется от 75 мм до 610 мм.
5.
Защитный газ:Защитные газы используются для защиты сварочной ванны от атмосферных газов, таких как азот, кислород, в противном случае эти газы могут повредить поверхность сварки, создавая пористость, пузыри и т. д.
Выбор защитного газа зависит от типы сварки, а также атмосферные условия, тип металла, используемого для операции, и многое другое.
Однако, как правило, мы используем аргон в качестве защитного газа при сварке TIG. Иногда при этом виде сварки применяют также аргоно-гелиевые смеси.
6.
Присадочный стержень:Как мы уже знаем, при сварке TIG мы используем вольфрамовый неплавящийся электрод, поэтому в некоторых случаях нам нужен отдельный материал для заполнения зазора между двумя соединениями.
Материал присадочного стержня может быть любым, например, углеродистая сталь, алюминий и т. д. Обычно это зависит от типа соединения, материала заготовки, толщины, а также свойств заготовки.
Применение дуговой сварки вольфрамовым электродом в среде защитного газа- Специально используется при сварке огнеупорных, листовых и реактивных материалов.
- Сварка вольфрамовым газом может использоваться с таким большим разнообразием металлов, процесс может применяться в нескольких отраслях промышленности и помогает в создании и ремонте многих предметов. Эта форма сварки распространена в аэрокосмической, автомобильной, ремонтной и художественной областях.
- Аэрокосмическая промышленность: Самолеты и космические корабли частично изготавливаются с помощью сварки TIG.
- Автомобильная промышленность: Безопасная и надежная конструкция имеет важное значение в автомобильной промышленности, так как автомобили должны выдерживать испытание временем.
- Ремонт: TIG может использоваться в ряде ремонтных работ. Этот метод сварки пригодится от ремонта детской игрушки, такой как фургон или старомодный педальный автомобиль, до ремонта алюминиевых инструментов.
Преимущества сварки вольфрамовым электродом в среде инертного газа:
- Сварка вольфрамом предлагает решение для сварки ответственных соединений, а также для ситуаций, когда требуются небольшие или исключительно точные сварные швы.
- Его можно выполнять с широким спектром металлов.
- При правильном выполнении он обеспечивает высококачественный и чистый сварной шов по сравнению с другими процессами соединения, что имеет решающее значение во многих случаях.
- Может выполняться как в автоматическом, так и в ручном режиме.
- В целом, это один из самых эффективных способов соединения двух металлов.
- Шлак не образуется.
- Сварку ВИГ можно выполнять в любом положении.
Ниже перечислены недостатки сварки ВИГ:
- Сварку вольфрамом нельзя использовать для более толстых листов металла.
- Более сложные — Требуются высококвалифицированные и профессиональные рабочие.
- Из соображений безопасности сварщики подвергаются воздействию яркого света, который может повредить глаза.
- Стоимость услуг сварки TIG высока. Однако затраты будут варьироваться в зависимости от свариваемых материалов и объема проекта.
- Это медленный процесс сварки.
Часто задаваемые вопросы.
Что такое дуговая сварка вольфрамовым электродом?
Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки и электрод защищены от окисления и других атмосферных загрязнений инертным защитным газом (аргоном или гелием).
Что такое GTAW?
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) представляет собой сварку, производимую путем нагрева дугой между одним вольфрамовым (неплавящимся) электродом и изделием. Защиту получают из смеси инертных газов. Не образуются сварочные брызги или шлак. Этот процесс иногда называют сваркой вольфрамовым электродом в среде инертного газа (TIG).
Является ли GTAW такой же, как сварка TIG?
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом в газе (GTAW), представляет собой процесс дуговой сварки, при котором сварка производится неплавящимся вольфрамовым электродом.
Для чего используется дуговая сварка вольфрамовым электродом в среде защитного газа?
Газовая вольфрамовая дуговая сварка чаще всего используется для сварки нержавеющей стали и цветных металлов, таких как алюминий и магний, но ее можно применять практически ко всем металлам, за исключением цинка и его сплавов.
Что такое процесс дуговой сварки вольфрамовым электродом в среде защитного газа?
Дуговая сварка вольфрамовым электродом, также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Присадочный металл добавляется из внешнего источника, обычно в виде присадочного прутка из чистого металла.
Каковы недостатки дуговой сварки вольфрамовым электродом?
Недостатки GTAW
- Сложность. GTAW часто считается самым сложным процессом сварки и требует от оператора большого мастерства.
- Скорость. GTAW требует относительно низкой скорости движения и имеет более низкую скорость осаждения, чем другие процессы.
- Неавтоматизация.
- Стоимость.
Сколько зарабатывают сварочные аппараты для газовой вольфрамовой дуги?
Средняя заработная плата сварщика с газовой вольфрамовой дугой составляет 33 163 доллара в год и 16 долларов в час в Калифорнии, США. Средний диапазон заработной платы сварщика с газовой вольфрамовой дугой составляет от 31 199 до 39 001 долларов.
Какой вид сварки самый прочный?
Сварка ВИГ обеспечивает более чистые и точные сварные швы, чем сварка МИГ или другие методы дуговой сварки, что делает ее самой прочной. Тем не менее, для разных сварочных работ могут потребоваться разные методы, в то время как TIG, как правило, сильнее и качественнее, вам следует использовать MIG или другой метод, если это требуется для работы.
Является ли сварка ВИГ холодной сваркой?
Существует также процесс сварки TIG, также известный как холодная сварка.
Иногда аппарат TIG, который включает в себя постоянный и переменный ток, имеет настройку, называемую «холодная». ‘ Это ручной процесс, при котором каждый раз, когда дуга зажигается с помощью горелки TIG, возникает эффект «защелкивания».Какой газ лучше всего подходит для сварки TIG?
Аргон является наиболее часто используемым инертным газом для сварки TIG. Поскольку для сварки TIG можно использовать лишь несколько газов, аргон является наиболее популярным выбором, поскольку это универсальный газ, который можно использовать для различных металлов, включая мягкую сталь, нержавеющую сталь и алюминий.
Какова температура сварки TIG?
Сварка ВИГ (GTAW или газ вольфрам) — это процесс дуговой сварки, который работает при высоких температурах (более 6000 градусов по Фаренгейту) для расплавления и нагрева металлов. Хотя это дороже, чем сварка стержнем, оно чище и универсальнее (работает со сталью, алюминием, латунью и многими другими металлами).
Каковы преимущества и недостатки сварки TIG?
Преимущества сварки TIG: детальная точность, различные применения и положения, чрезвычайно сложная сварка металлов, неплавящиеся электроды.
Недостатки сварки TIG: трудоемкий процесс, сложные приборы, вопросы безопасности, стоимость инертного газа.Сварщики со временем слепнут?
Если сварщики не защищают должным образом глаза от дуги, они обычно страдают от вспышки сварщика или фотокератита, состояния, вызванного воздействием интенсивного ультрафиолетового излучения, что приводит к временной слепоте и сильному дискомфорту. Более тяжелые травмы глаз могут привести к необратимой слепоте.
Как правильно заточить вольфрам, чтобы получить стабильную дугу?
Для правильной шлифовки вольфрама и предотвращения загрязнения предпочтительно использовать шлифовальный круг, специально предназначенный для шлифовки вольфрама, устойчивый к твердости вольфрама. Заточите электрод прямо по направлению круга под углом 90° и убедитесь, что шлифовальные метки расположены по длине.
Что такое GTAW и SMAW?
SMAW — флюсовое покрытие электрода распадается во время сварки с выделением защитного газа.
Отдельно защитный газ не применяется. GMAW—Защитный газ (инертный или активный) подается из газового баллона. GTAW — инертный защитный газ подается из газового баллона.В чем разница между GMAW и GTAW?
GMAW использует расходуемый электрод. Таким образом, электродный материал плавится и откладывается на сварном шве. В сварке GTAW или TIG используется неплавящийся электрод, поэтому материал электрода не осаждается на сварной шов.
Каковы преимущества и недостатки GTAW?
GTAW Преимущества GTAW Недостатки Чистые, качественные сварные швы Lower deposition rates Welds a wide range of metals Requires high level of operator skill No spatter or slag, sparks, or smoke Higher level of UV rays Allows for welding во всех положениях Для достижения качественного сварного шва требуется хорошая координация глаз и рук Какой металл труднее всего сваривать?
Алюминий — это металл, который очень трудно сваривать из-за его температуры плавления, теплопроводности и пластичности.
Можно ли сваривать TIG без газа?
НЕТ, сварка TIG без газа невозможна! Газ необходим для защиты вольфрамового электрода и сварочной ванны от кислорода. Большинство горелок Tig Welder также охлаждаются газом, поэтому неиспользование газа может привести к возгоранию горелки.
Что такое вакуумная сварка?
Вакуумная склейка или вакуумная сварка — это естественный процесс затвердевания небольших объектов в жестком вакууме. Наиболее ярким примером является пыль на поверхности Луны. Сообщалось, что этот эффект был проблемой первых американских и советских спутников, поскольку небольшие движущиеся части схватывались вместе.
Сколько стоит баллон аргона?
Баллоны с аргоном считаются самыми дорогими, цена за новый баллон достигает 350 долларов.
Можно ли использовать CO2 для сварки TIG?
Нет, сварка TIG строго требует использования только инертного газа. Чистый аргон является наиболее распространенным. Иногда смеси аргона и гелия используются для сварки более толстых алюминиевых профилей, где требуется дополнительный подвод тепла.
Легко ли сварка TIG?
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или TIG часто используется для удовлетворения строгих эстетических, структурных требований или требований кодекса/стандарта. Процесс TIG сложен, и это, бесспорно, самый трудный процесс для изучения.
Нужен ли TIG наполнитель?
Для сварки TIG не требуется присадочный материал, вместо этого используется вольфрамовый наконечник для нагрева и непосредственного соединения металлических поверхностей.
Что можно сваривать с помощью TIG?
Сварочные аппараты TIG можно использовать для сварки стали, нержавеющей стали, хромомолибдена, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота. TIG — полезный сварочный процесс для сварки фургонов, велосипедных рам, газонокосилок, дверных ручек, крыльев и многого другого.
Сварка | Сварочные процессы
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Процесс дуговой сварки, при котором происходит коалесценция металлов путем их нагревания дуга между покрытым флюсом металлическим электродом и заготовкой.
Экранирование получено
от разрушения флюсового покрытия электрода в процессе сварки.Применение в промышленности:
— Конструкционная сталь
— Сварка и изготовление труб
— Техническое обслуживание и ремонтДуговая сварка металлическим электродом в среде защитного газа (SMAW)
Дуговая сварка порошковой проволокой (FCAW)
Процесс дуговой сварки, при котором происходит коалесценция металла путем его нагревания дуга между непрерывным металлическим электродом наполнителя и заготовками. Обеспечивается экранирование флюсом, содержащимся внутри трубчатого электрода. Дополнительное экранирование может или может не может быть получен из подаваемого извне газа или газовой смеси.
Применение в промышленности:
— Конструкционная сталь
— Сварка и изготовление трубДуговая сварка порошковой проволокой (FCAW)
Дуговая сварка металлическим газом (GMAW)
Процесс дуговой сварки, при котором происходит коалесценция металла путем его нагрева дугой между сплошным присадочным металлическим электродом и заготовкой.
Экранирование получено
полностью от газа извне.Промышленное применение:
— Производство светоизмерительных приборов
— Автомобильный кузов
— Листовой металл
— АвтоспортДуговая сварка металлическим электродом в среде защитного газа (GMAW)
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Дуговая сварка вольфрамовым электродом в среде защитного газа, также известная как сварка вольфрамовым электродом в среде инертного газа, представляет собой дуговую сварку. процесс, при котором для сварки используется неплавящийся вольфрамовый электрод. Сварка область и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом.
Промышленное применение:
— Производство светоизмерительных приборов
— Автомобильный кузов
— Листовой металл
— АвтоспортДуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Сварка лазерным лучом (LBW)
Процесс сварки, при котором происходит коалесценция материалов путем нагревания под действием тепла.
получается при использовании концентрированного когерентного светового пучка, сфокусированного в
соединение.Применение в промышленности:
— Производство медицинского оборудования
— Аэрокосмическая промышленность
— Производители автомобилей
— Ремонт пресс-формЛазерная сварка (LBW)
Роботизированная дуговая сварка металлическим электродом (
Роботизированная GMAW)В роботизированной газовой сварке робот-контроллер управляет всей роботизированной системой. Этот включает сварочное оборудование.
Все желаемые движения робота запрограммированы и сохранены с помощью пульта обучения. После того, как программа завершена, роботизированная операция запускается с помощью кнопки запуска.
 д. А в источнике переменного тока мы можем сваривать магний, алюминий и т. д. материалы.
д. А в источнике переменного тока мы можем сваривать магний, алюминий и т. д. материалы.

 Эта форма сварки распространена в аэрокосмической, автомобильной, ремонтной и художественной областях.
Эта форма сварки распространена в аэрокосмической, автомобильной, ремонтной и художественной областях.



 Иногда аппарат TIG, который включает в себя постоянный и переменный ток, имеет настройку, называемую «холодная». ‘ Это ручной процесс, при котором каждый раз, когда дуга зажигается с помощью горелки TIG, возникает эффект «защелкивания».
Иногда аппарат TIG, который включает в себя постоянный и переменный ток, имеет настройку, называемую «холодная». ‘ Это ручной процесс, при котором каждый раз, когда дуга зажигается с помощью горелки TIG, возникает эффект «защелкивания». Недостатки сварки TIG: трудоемкий процесс, сложные приборы, вопросы безопасности, стоимость инертного газа.
Недостатки сварки TIG: трудоемкий процесс, сложные приборы, вопросы безопасности, стоимость инертного газа. Отдельно защитный газ не применяется. GMAW—Защитный газ (инертный или активный) подается из газового баллона. GTAW — инертный защитный газ подается из газового баллона.
Отдельно защитный газ не применяется. GMAW—Защитный газ (инертный или активный) подается из газового баллона. GTAW — инертный защитный газ подается из газового баллона.

 Экранирование получено
полностью от газа извне.
Экранирование получено
полностью от газа извне.