Диффузионная сварка в вакууме
Диффузия – это хорошо известный процесс. При контакте молекулы и атомы веществ перемешиваются и, таким образом, вещества как бы проникают друг в друга. Это относится к их жидким, газообразным и твёрдым состояниям. В обычных условиях такой процесс протекает довольно медленно, что делает его неприемлемым для производства. Но в 1953 году советский физик Николай Фёдорович Казаков добился повышения скорости взаимного проникновения молекул и атомов. Он поместил соединяемые материалы в вакуум, повысил температуру и воздействовал на них давлением. Так была разработана диффузионная сварка.
Содержание страницы
- 1 Что такое диффузионная сварка
- 2 Достоинства технологии
- 3 Характерные недостатки
- 4 Область применения
- 5 Космическая проблема
Что такое диффузионная сварка
Распространение получили сварочные стенды, на которых детали располагают в камере, внутри которой создают технический вакуум.
Создать вакуум, используя специальную установку. Чем выше разряжение внутри камеры, тем быстрее и эффективнее протекает процесс. Однако получение физического вакуума в обычных условиях вещь исключительно затратная и практически недостижимая. Приходится довольствоваться меньшим разряжением, редко превышающим 10 в минус пятой степени миллиметров ртутного столба. Впрочем, даже оно позволяет получать хорошие результаты.
Нагреть соединяемые детали до температуры, параметры которой зависят от соединяемых материалов. В некоторых случаях предпочтительнее, чтобы процесс протекал при комнатной температуре, но в этом случае для формирования шва потребуется значительное время.
С возрастанием температуры увеличивается текучесть материалов и диффузия ускоряется. Способы нагрева могут быть различны. Среди наиболее распространённых – электроконтактный, индукционный и радиационный.
Когда необходимая температура достигнута, в месте соединения создаётся давление. Длительное или кратковременное, локальное или одновременно распределённое по всей площади места соединения, оно необходимо для того, чтобы процесс взаимного проникновения частиц вещества ускорился.
Для улучшения качества сварного шва, или соединяя вещества, диффузия которых даже при создании благоприятных условий носит ограниченный характер, места стыка могут быть обработаны специальными химическими составами, или проложены вспомогательными материалами. Использовав тонкую, в несколько микрон толщиной, платиновую, золотую, никелевую или медную фольгу, удаётся существенно повысить прочность сварного соединения. Но когда известно, что возможно возникновение нежелательных барьерных фаз, толщина фольги может быть увеличена.
Для того чтобы после завершения технологического цикла в детали не возникло остаточных напряжений, процесс её остывания должен проходить в вакууме. Для этих целей установки диффузионной сварки оснащаются системами охлаждения, регулирующими скорость снижения температуры. Резкие температурные скачки недопустимы. Они приводят к возникновению трещин и снижению прочности шва.
Готовая деталь подвергается дефектоскопии, для чего используются современные методы. Учитывая, что размер соединяемых деталей мал, придётся забыть о капиллярной дефектоскопии, отдав предпочтение радиации или ультразвуку.

Лишь соблюдение всех важных условий может гарантировать получение хорошего результата. Но не стоит полагаться на типовые методики. Следует вносить в них изменения с учётом особенностей конструкции и используемых материалов. Диффузионная сварка цветных металлов требует иных параметров давления и температуры нагрева, чем те, которые нужны для соединения стали или пластика. Это предупреждение для тех, кто будучи вдохновлён возможностями технологии, собирается использовать её безоглядно.
Это предупреждение для тех, кто будучи вдохновлён возможностями технологии, собирается использовать её безоглядно.
https://www.youtube.com/watch?v=GAnw_iVfZ3M
Достоинства технологии
Диффузная сварка обладает как достоинствами, так и недостатками. Её преимуществами принято считать:
Отсутствие необходимости в расходных материалах, вроде сварочных электродов, флюсов или специальных газов. Это снижает себестоимость процесса и делает его «чистым», поскольку отсутствуют загрязняющие воздух продукты горения, окалина и другие вредные вещества.
Низкая энергоёмкость. Для достижения требуемых параметров, тратиться на порядок меньше энергии, чем в случае использования других технологий. А это значит, что снижается конечная себестоимость изделия.
За один приём можно одновременно сваривать сразу несколько различных материалов, получая слоистые конструкции с ранее недостижимыми характеристиками.
Это особенно важно в случаях, когда используются композиты.С помощью диффузионной сварки в вакууме можно соединять как большие, в несколько метров длиной и шириной, конструкции, так и маленькие детали, размеры которых измеряются в микронах. Не имеет значения и толщина. Подобными обстоятельствами не преминули воспользоваться производители микроэлектроники. Для решаемых ими задач такая технология подходит как нельзя лучше.
Не имеет значения размеры и форма сварного соединения. Отпадает необходимость в специальных технологических фланцах и припусках материалов, для соединения их внахлёст.
Высокое качество шва. Оно значительно выше, чем при использовании газовой или электрической сварки. Это позволяет использовать подобный способ соединения материалов даже на видовых поверхностях, то есть там, где другие сварочные швы приходится маскировать различными способами.
Поскольку при диффузионной сварке соединение материалов происходит в закрытой камере, то оператор не подвергается воздействиям, способным оказать влияние на его здоровье.
 Это особенно важно в случаях, когда используются композиты.
Это особенно важно в случаях, когда используются композиты.
Процесс непрерывно совершенствуется. На сегодняшний день существуют установки, где детали помещают не в вакуум, а в среду инертного газа. Главной задачей, которую решают с помощью такой технологии, является сварка металлов. Но используя специальные методики, удаётся соединять и материалы, обладающие разными свойствами. Диффузия скрепляет между собой металлы и пластики, стекло и керамику, всё то, для чего ране требовались специальные клеящие составы.
Характерные недостатки
Но есть у диффузионной сварки и недостатки, о которых не стоит забывать тем, кто решит использовать такую технологию для организации процесса производства.
Главной проблемой является сама вакуумная установка. Это сложное и дорогостоящее оборудование требует правильного обслуживания, а для его эксплуатации нужна специальная подготовка персонала.
Скачки давления внутри камеры недопустимы, так как оказывают негативное воздействие на качество соединительного шва и могут привести к разрушению изделия.Чем больше вакуумная установка, тем сложнее получить внутри камеры необходимый вакуум. Размеры самой камеры ограничивают габариты соединяемых деталей.
Соединяемые детали должны быть тщательно обработаны и очищены от загрязнений. Низкое качество сопрягаемых поверхностей становится непреодолимым препятствием для равномерной диффузии, а попавшие между ними посторонние вещества способны и вовсе сделать этот процесс невозможным.

Всё это следует учитывать при разработке технологического цикла.
Область применения
Диффузионная сварка в вакууме оказалась востребована в различных областях науки и техники. Но, в значительной мере, её использование ограничивается опытным и мелкосерийным производством.
В тяжёлом, среднем и лёгком машиностроении она помогает воплотить в жизнь конструкции, создание которых требует особого качества и прочности.
Сварка цветных металлов, для соединения которых раньше приходилось использовать различные припои и флюсы, также стала возможной благодаря этой технологии.
Появлению новых композитов, состоящих из множества слоёв разных по своему составу материалов, мы также обязаны диффузионной сварке. Область применения таких композитов широка. Им нашлось место не только в производственных цехах, но и на строительных площадках.
Электроника, где с каждым днём уменьшается размер компонентов и монтажных плат, одно из немногих мест, где технология востребована безоговорочно. Ведь с её помощью соединяют детали, разглядеть которые можно лишь под микроскопом.
О какой бы области производства ни шла речь, пытливый ум технолога найдёт место, где для соединения деталей лучше всего подойдёт именно такой способ.
Космическая проблема
Но диффузионная сварка не всегда благо. В открытом космосе есть всё, для того чтобы процесс начался произвольно.
Глубокий вакуум, получить который на Земле не удаётся в самых мощных установках.
Нагрев до высоких температур. Несмотря на холод окружающего космические корабли и искусственные спутники безвоздушного пространства, под лучами солнца их компоненты могут нагреваться до значительных величин. Ведь их не защищает земная атмосфера.
В таких условиях диффузия ускоряется даже без дополнительного давления. Вполне достаточно, чтобы соприкоснувшиеся детали длительное время находились в состоянии покоя. Ну а если к ним было приложено определённое усилие, то просто так разъединить их уже не получится.
Чтобы избежать подобных ситуаций, учёным приходится работать над способами предотвращения диффузионной сварки в космосе. И хотя определённые сдвиги в этом направлении есть, до полного решения проблемы ещё далеко. Как знать, может, именно тем, кто читает эти строки, удастся решить сложную техническую задачу?
И хотя определённые сдвиги в этом направлении есть, до полного решения проблемы ещё далеко. Как знать, может, именно тем, кто читает эти строки, удастся решить сложную техническую задачу?
что это такое и особенности применения
Виды сварки
На чтение 5 мин Просмотров 1.4к. Опубликовано
Да ладно, любая сварка по своей физической сути – диффузионная. Так может сказать любой, кто хоть немного разбирается в сварочных делах. И будет прав. Но все дело в скорости диффузии атомов металлов друг в друга.
При тесном соприкосновении она будет происходить, но очень медленно, что никак не приемлемо для промышленных нужд. Но технологическое решение было найдено: нужно разместить соединяемые металлические заготовки в вакуум, хорошенько разогреть, а затем добавить давление.
Родилась новая : диффузионная сварка в вакууме.
Содержание
- Как это происходит?
- Преимущества диффузионной сварки
- Недостатки диффузионной сварки
- Где метод применяется
Как это происходит?
Понятно, что для исполнения это не самый простой метод сварки. Но овчинка выделки стоит, с его помощью формируются соединения с уникальными свойствами, такие невозможно получить при использовании любого другого способа сварки.
ГОСТ 20549-75 — Диффузионная сварка.Один только вакуум чего стоит: чтобы создать его, нужно обзавестись специальными стендами с камерой для деталей. На них же производят нагревание и давление. По длительности во времени это могут быть самые разные процессы: от нескольких минут до нескольких часов.
Чтобы получился качественным, существует ряд технических правил, обязательных для исполнения:
- Вакуум создается только на специальных установках.
Здесь имеет место прямая зависимость: чем больше разреженность воздуха внутри камеры, тем качественнее получается сварное соединение. Идеальный физический вакуум на такой установке невозможен в принципе. Поэтому приемлемым уровнем вакуума считается 10 в пятой степени со знаком минус мм рт. ст. Даже такое скромное по физическим меркам разрежение отказывает мощное воздействие на процесс диффузии. - Нагревание заготовок во время процесса можно производить несколькими способами.
Самые применяемые из них – индукционный, радиационный или чемпион по популярности – электроконтактный. Уровень температуры тоже может быть разным, здесь также наблюдается прямая зависимость: чем выше температура, тем больше текучесть металла и выше скорость диффузии. Если вы решите оставить комнатную температуру, вы получите диффузионную сварку, но через продолжительное время – придется подождать. - Давление нужно создавать только после достижения нужного уровня температуры.
Оно может быть разным по длительности и локальности: от узконаправленного до распределенного по всей поверхности деталей. Необходимое давление применятся также для ускорения процесса – так же, как и температура. - Применение фольги в качестве вспомогательной прокладки между поверхностями – еще одно приспособление для повышения качества сварки в виде высокой прочности соединения.
Фольга нужна платиновая, золотая или медная: она должна быть очень тонкой – всего несколько микрон толщиной. Еще одним способом улучшения качества является обработка мест стыковки специальными составами. - Теперь об остывании.
Оно должно быть в обязательном порядке постепенным. Более того, это остывание должно проходить в том же вакууме. Обычно в устройствах для диффузионной сварки имеются специальные системы охлаждения с регулировкой скорости остывания. Постепенность – вот главное слово на этом этапе, иначе возникнет риск появления трещин и снижения качества шва.
 Идеальный физический вакуум на такой установке невозможен в принципе. Поэтому приемлемым уровнем вакуума считается 10 в пятой степени со знаком минус мм рт. ст. Даже такое скромное по физическим меркам разрежение отказывает мощное воздействие на процесс диффузии.
Идеальный физический вакуум на такой установке невозможен в принципе. Поэтому приемлемым уровнем вакуума считается 10 в пятой степени со знаком минус мм рт. ст. Даже такое скромное по физическим меркам разрежение отказывает мощное воздействие на процесс диффузии.
Следование техническим рекомендациям – одно из важнейших условий успешной работы и качественного результата. С другой стороны, следует всегда оценивать конкретные условия и природу металлов заготовок, чтобы внести технологические корректировки при необходимости.
К примеру, если вы имеете дело с деталями из цветных металлов, величина давления и температура нагревания понадобятся совсем другие.
Преимущества диффузионной сварки
Схема работы установки для диффузионной сварки.У этого метода много плюсов и преимуществ перед другими способами:
- Нет необходимости в каких-либо расходных материалах вроде или флюсовых смесей.
- С экологической точки зрения это чистый процесс – без горения и вредных веществ, выделяющихся по ходу процесса и вредных паров.
- Малая энергоемкость метода, что выливается в серьезное снижение стоимости ресурсов.
- Возможность соединять сразу несколько заготовок и получать в итоге многослойные конструкции с уникальными свойствами.
- Возможность соединять поверхности самого разного размера и разнообразных форм. Толщина заготовок также может быть любой. Эти свойства особенно ценны в микроэлектронике.
- Высочайшее качество шва, с которым не может сравниться ни одна другая сварка.
- Эта технология совершенно безвредна для людей исполнителей.

Еще одно преимущество метода – то, что он постоянно совершенствуется. Если раньше в камере использовали только вакуум, то на сегодняшний день в нее закачивают также и инертные газы. Диффузионной сваркой можно соединять не только металлы, но и пластик, стекло, керамику и самые сложные композитные смеси.
Чертеж аппарата диффузионной сварки.Ни один технический метод работы с металлами не обходится без минусов:
- Самой главный минус – высокая стоимость оборудования для создания вакуума. Помимо высокой цены эти установки нуждаются в квалифицированном обслуживании, которое могут предоставить только специально обученные люди.
- Этот метод подходит для работы с габаритными деталями. Но имеются и ограничения, которые никоим образом не технологические. Для больших деталей нужны большие вакуумные камеры. А вот они стоят весьма и весьма дорого.
- Предварительные очистка и обработка поверхностей деталей являются при данной технологии строжайшим требованием. Дело в том, что малейший дефект или самое незначительное загрязнение сделают диффузную сварку невозможной.
 Но имеются и ограничения, которые никоим образом не технологические. Для больших деталей нужны большие вакуумные камеры. А вот они стоят весьма и весьма дорого.
Но имеются и ограничения, которые никоим образом не технологические. Для больших деталей нужны большие вакуумные камеры. А вот они стоят весьма и весьма дорого.Где метод применяется
Несмотря на сложность и дороговизну оборудования, этот метод чрезвычайно востребован во многих сферах науки и технических отраслях за исключением массовых промышленных производств:
- деталей, требующих особой прочности и качества, в разных видах машиностроения.
- Соединение сложных цветных металлов и их сплавов без применения флюсов или припоев.
- Создание сложных композиционных многослойных конструкций из разных материалов, которые используются как на производствах, так и в строительстве.
- Промышленная электроника – область, где метод нужен чаще всего и в самых больших объемах.
Прогресс не стоит на месте, а сварка в вакууме – одна из самых «высокоскоростных» технологий, которая развивается и модифицируется быстро и широко.
Диффузионная сварка в вакууме
Диффузионная сварка в вакууме
Диффузионная сварка в вакууме (ДС) широко используется при изготовлении изделий электронной техники и зачастую является важной технологической операцией в производственном цикле. Это объясняется тем, что ДС можно соединять между собой в твердом состоянии без ограничения соотношения толщин металлические и неметаллические материалы. Схема установки для проведения ДС в вакууме представлена на рис. 1.
Рис. 1. Схема типовой установки для диффузионной сварки:
1 — корпус камеры; 2 — основание; 3 — стол; 4 — свариваемые детали; 5 — шток;
6 — поршень; 7- цилиндр; 8 — гидравлическая система; 9 — нагреватель;
10 — источник тока; 11 — вакуумная система; 12 — загрузочный люк;
13 — смотровое окно; 14 — система водяного охлаждения
ДС в вакууме является одним из перспективных способов получения неразъемных соединений из разнообразных материалов. Наиболее ярко преимущества диффузионной сварки проявляются при соединении трудно свариваемых и разнородных материалов. Она входит в группу способов сварки давлением, при которых соединение получается за счет пластической деформации микронеровностей на поверхности свариваемых заготовок при температуре ниже температуры плавления. Отличительной особенностью является применение повышенных температур при сравнительно небольшой остаточной деформации.
Наиболее ярко преимущества диффузионной сварки проявляются при соединении трудно свариваемых и разнородных материалов. Она входит в группу способов сварки давлением, при которых соединение получается за счет пластической деформации микронеровностей на поверхности свариваемых заготовок при температуре ниже температуры плавления. Отличительной особенностью является применение повышенных температур при сравнительно небольшой остаточной деформации.
ДС осуществляется в твердом состоянии металла при повышенных температурах с приложением сдавливающего усилия к месту сварки.
Выделяют несколько основных этапов формирования диффузионного соединения.
Первым этапом является физический контакт в результате сближения контактных поверхностей на расстояние порядка межатомных расстояний кристаллической решетки. При этом возникает физическое или слабое химическое взаимодействие, которое осуществляется за счет пластической деформации более пластичного из соединяемых материалов. Это обусловлено выходом дислокаций на соединяемой поверхности.
На второй стадии происходит образование активных центров на поверхности более твердого из соединяемых материалов. Стадия характеризуется без диффузионным взаимодействием, обусловленным микропластической деформацией. Схватывание происходит в местах, где дислокации выходят на контактную поверхность, энергетическое состояние атомов позволяет формировать новые химические связи. При этом кинетика активации контактных поверхностей зависит от температуры, повышение которой обеспечивает:
- увеличение частоты выхода и скорости движения дислокаций на контактных поверхностях соединяемых материалов;
- снижение прочности связей между атомами металлов и кислорода на контактной поверхности;
- уменьшение высоты потенциального энергетического барьера, препятствующего образованию химических связей;
- уменьшение модуля сдвига;
- увеличение числа атомов, участвующих в образовании химических связей;
- увеличение площади очагов схватывания.
На третьей стадии происходит объемное взаимодействие на границе соединяемых материалов.
Скорость взаимной диффузии и размягчение металлов ускоряется с повышением температуры сварки. Давление обеспечивает отсутствие пустот и разрушает окислы на поверхности металлов, что способствует процессу формирования новых химических связей и объемной диффузии. Время ДС обычно выбирается минимальным, так как активная диффузия может привести к сильному изменению химического состава на границе соединения.
Давление создаёт микропластическую деформацию в зоне контакта поверхностей материалов, что приводит к устранению микронеровностей, способствует инициации механизма ползучести и упрочнению в зоне контакта материалов. Важным фактором, влияющим на эффективность ДС, является использование промежуточных слоев, позволяющих разрешить ряд проблем, возникающих при соединении разнородных металлов:
- уменьшение влияния различий в значениях коэффициентов линейного теплового расширения свариваемых материалов и, как результат, снижение остаточных напряжений;
- уменьшение химической неоднородности на границе соединения;
- снижение уровня основных параметров режимов сварки.

В зависимости от соединяемых материалов процесс ДС разнородных металлов вызывает изменения свойств основных металлов в зоне соединения.
Не каждую пару металлов можно качественно соединить. Поэтому обычно используют один или несколько промежуточных слоев металлов. Коэффициент термического расширения промежуточных слоев и основных металлов должен иметь равномерное изменение от одного основного металла к другому.
Диффузионная зона имеет оптимальные свойства, если область соединения металлов образует ряд твердых растворов, например, Cu-Ni, Ag-Au, Mo-Ti, V-Nb. Соединение таких металлов относительно легко контролировать, поскольку толщина диффузионной зоны не оказывает заметного влияния на механические свойства.
Свойства соединения ухудшаются, если в диффузионной зоне образуются интерметаллические фазы, как в бинарных сплавах с ограниченной растворимостью, например, Ti-Fe, Zr-Fe, Al-Fe.
ДС позволяет получать надежное соединение трудно свариваемых разнородных металлов, таких как тугоплавкие и химически активные, с конструкционными материалами. В последние десятилетия для ДС стали применять газостаты (установка для горячего изостатического прессования), используемые традиционно для уплотнения металлических отливок и формирования материалов порошковой металлургии.
В последние десятилетия для ДС стали применять газостаты (установка для горячего изостатического прессования), используемые традиционно для уплотнения металлических отливок и формирования материалов порошковой металлургии.
Влияние технологических параметров процесса дс на качество соединения
Параметрами, определяющими процесс соединения при дс в вакууме, являются:
- Глубина вакуума или степень разряжения атмосферы;
- Температура сварки;
- Давление сжатия;
- Время сварки;
- Шероховатость поверхности.
Существенное влияние на процесс диффузионного соединения оказывает шероховатость соединяемых поверхностей. Она влияет не только на создание физического контакта, но и в значительной степени определяет протекание диффузионных процессов за счет изменения тонкой структуры поверхностных слоев. Поэтому важное значение для получения качественного соединения имеют качество подготовки поверхностей. Предварительная обработка свариваемых деталей влияет не только на создание физического контакта, но и в значительной степени определяет протекание диффузионных процессов за счет изменения тонкой структуры поверхностных слоев.
Подготовка заготовок заключается в механической обработки, очистки от загрязнений и нанесения подслоев. Механическая обработка обеспечивает:
- возможно, более плотное начальное прилегание свариваемых заготовок;
- удаление с поверхности загрязненного слоя;
- повышение размерной точности готового изделия;
- возможность снижения температуры, давления и времени сварки с улучшением микрогеометрии поверхности.
Очистка поверхностей от загрязнений проводиться растворителями ацетон или спирт, путем нагрева и выдержки в вакуумной камере. В отдельных случаях применяют отжиг заготовок в среде водорода. Положительные результаты получают при обработке в растворах кислот H2SO4 и НCI с последующими промывкой и сушкой. При сварке изделий из некоторых сортов керамики после механической обработки заготовки отжигают. Для этого же проводят травление стекла в плавиковой кислоте.
Подготовка свариваемых поверхностей не исключает образование оксидов на поверхности металла. Однако этот фактор не всегда оказывает отрицательное влияние на протекание процесса, так как для большинства металлов нагрев в вакууме до температуры, используемой при сварке, и соответствующая выдержка во времени при этой температуре достаточны для самопроизвольной очистки свариваемых поверхностей от оксидов.
Однако этот фактор не всегда оказывает отрицательное влияние на протекание процесса, так как для большинства металлов нагрев в вакууме до температуры, используемой при сварке, и соответствующая выдержка во времени при этой температуре достаточны для самопроизвольной очистки свариваемых поверхностей от оксидов.
Высококачественные соединения можно получать, изменяя в определенных пределах значения каждого из этих параметров с соответствующей корректировкой других. При выборе их значений необходимо учитывать особенности свариваемых материалов и требования к изделию: возможность разупрочнения из-за роста зерна, ограничения по температуре нагрева и деформации изделия. Давление сжатия способствует формированию фактического контакта соединяемых поверхностей, а также их активации. Давление выбирают в диапазоне 0,8…0,9 МПа предела текучести при температуре сварки. Для известных конструкционных материалов оно может изменяться в диапазоне 1…50 МПа. Для сварки тугоплавких и твердых материалов эти значения могут быть в несколько раз выше. Обычно при охлаждении деталей сжимающее усилие снимают при достижении температуры 100-400℃ (373-673К). Досрочное снятие сжимающего усилия при охлаждении деталей в некоторых случаях приводит к разрушению сварного соединения.
Обычно при охлаждении деталей сжимающее усилие снимают при достижении температуры 100-400℃ (373-673К). Досрочное снятие сжимающего усилия при охлаждении деталей в некоторых случаях приводит к разрушению сварного соединения.
На практике находят применение индукционный, радиационный, электронно-лучевой нагрев, а также нагрев проходящим током. ДС в большинстве случаев проводится в вакууме. От глубины вакуума зависит скорость и качество зачистки соединяемых поверхностей от поверхностных плёнок. Чем выше степень вакуума, тем интенсивнее протекают эти процессы. Широко применяют в качестве защитных сред инертные — аргон и гелий и активные газы – водород или углекислый газ. Состав защитного газа подбирают исходя, в первую очередь, из химической активности системы металл-газ в условиях сварки.
Температура сварки является основным параметром процесса, она определяет условия термовакуумной очистки и образование физического контакта соединяемых поверхностей, влияет на скорость и характер протекания диффузионных процессов. При соединении разнородных материалов расчет ведется по температуре плавления наиболее легкоплавкого из них. В случае появления эвтектики температуру сварки выбирают ниже температуры ее плавления.
При соединении разнородных материалов расчет ведется по температуре плавления наиболее легкоплавкого из них. В случае появления эвтектики температуру сварки выбирают ниже температуры ее плавления.
Время выдержки в зависимости от температуры, давления, допустимой остаточной деформации, чистоты обработки контактных поверхностей и деформационной способности материала может колебаться от нескольких секунд до нескольких часов. Оно определяет полноту протекания диффузионных процессов на завершающих этапах образования соединения. При сварке ряда сочетаний разнородных металлов и сплавов в зоне соединения могут образоваться хрупкие фазы, снижающие его прочность.
Широко распространённым технологическим приёмом для качественного соединения является использование прослоек тонких слоёв металла, которые помещаются между соединяемыми поверхностями. Промежуточные прокладки могут быть расплавляющимися и не расплавляющимися. Применение прослоек расширяет область применения этого сварочного процесса.
Промежуточные прокладки на свариваемые поверхности наносят с целью:
- увеличения прочности сваривания;
- предотвращения появления нежелательных фаз при сварке разнородных материалов;
- облегчения установления физического контакта по всей свариваемой поверхности за счет использования подслоев из пластичных материалов;
- снижения температуры и давления при сварке с целью уменьшения остаточных деформаций.
Материал барьерной прокладки должен выбираться с таким расчётом, чтобы коэффициент его диффузии в основной материал был выше, чем для элементов основного металла в прокладку.
В качестве расплавляющихся прокладок наиболее часто используют высокотемпературные припои. Их применение позволяет уменьшить давление сжатия и пластические деформации, облегчает удаление оксидных пленок, повышает эксплуатационные свойства соединений. Для низколегированных сталей применяют прокладки из меди и серебра, а для легированных – титан. Для соединения керамики с металлом используют сплавы с добавками активных металлов, окислы которых имеют более высокую теплоту образования, чем окислы.
Оборудование для диффузионно-вакуумной сварки
Установки для ДС в компоновочном отношении состоят из:
- корпуса с вакуумной камерой;
- системы вакуумирования;
- системы для сжатия свариваемых деталей;
- источника нагрева;
- системы водяного охлаждения вакуумной камеры;
- индуктора;
- механического и диффузионного пароструйного вакуумного насосов;
- аппаратуры управления и контроля.
Во всех установках для ДСВ применяют динамический принцип вакуумирования сварочной камеры. Для нагрева деталей используется высокочастотный индукционный способ. При этом способе детали, помещенные в магнитное поле индуктора, по которому протекает высокочастотный ток, нагреваются индуктированными в них вихревыми токами. Величина тока пропорциональна числу витков индуктора, магнитному потоку вокруг него, частоте тока в индукторе и обратно пропорциональна сопротивлению свариваемых деталей. Отличительной особенностью индукционного нагрева является бесконтактная передача энергии от индуктора к детали через зазор 1…20 мм. При этом теплота генерируется непосредственно в самих деталях как результат преобразования электромагнитной энергии.
При этом теплота генерируется непосредственно в самих деталях как результат преобразования электромагнитной энергии.
Однако этот метод неприменим при сварке диэлектрических материалов: керамики, кварца, стекла. Рабочая вакуумная камера, в которой размещаются свариваемое изделие, нагреватели, механизм давления, выполняется обычно цилиндрической или прямоугольной формы из коррозиестойкой стали. Свариваемое изделие может располагаться на специальной опоре или в приспособлении. Необходимая сварочная сила создается гидравлическим устройством. Питание гидропривода производится от насосных масляных станций. В отдельных случаях сжатие заготовок обеспечивается специальными приспособлениями, принцип действия которых основан на различии коэффициентов линейного расширения материалов свариваемых заготовок и охватывающих их элементов приспособления. Такие приспособления позволяют вести сварку в серийно выпускаемых вакуумных печах.
Установка диффузионной сварки УДС-2 (рис. 2) предназначена для диффузионной сварки – пайки в вакууме деталей и узлов из различных материалов, в том числе из металлокерамики. Процесс сварки протекает за счет диффузионного соединения в условиях индукционного нагрева до температур порядка 70% температуры плавления наименее тугоплавкого материала с приложением давления, не вызывающего макропластическую деформацию деталей, в течение заданного промежутка времени.
Процесс сварки протекает за счет диффузионного соединения в условиях индукционного нагрева до температур порядка 70% температуры плавления наименее тугоплавкого материала с приложением давления, не вызывающего макропластическую деформацию деталей, в течение заданного промежутка времени.
Рис. 2. Установка для диффузионной сварки в вакууме УДС-2
В конструкцию установки входит трехслойный гидравлический пресс, рассчитанный на максимальное усилие 100 кН. Колонны пресса скреплены сверху траверсой, несущей на себе вакуумную камеру. Нижние концы колонн закреплены в литом чугунном основании, который служит одновременно корпусом привода перемещения дна камеры с гидроцилиндром, а также резервуаром для масла гидросистемы. На корпусе основания пресса с помощью кронштейна крепится гидравлический насос с электродвигателем. Рабочая камера установки сварена из стали марки Х18Н9Т, снабжена смотровым окном для ввода индуктора ТВЧ и патрубком для присоединения к вакуумной системе. Камера имеет двойные стенки и охлаждается водой.
Дно камеры закреплено на подвижном чугунном корпусе с шестью направляющими втулками, скользящими по колоннам. Дно камеры охлаждается водой. На плоскость толкателя камеры устанавливается пакет со свариваемыми деталями. Ниже дна камеры в центральном отверстии подвижной траверсы находится гидроцилиндр. Шток гидроцилиндра соединен с толкателем дна камеры. В средней части штока гидроцилиндра закреплен поршень с резиновыми манжетами, а нижняя часть служит плунжером.
Регулировка усилия сжатия пакета производится золотником, установленным в нижней крышке гидроцилиндра.
Преимущества и недостатки дс. Применение диффузионной сварки
Преимущества диффузионной сварки:
- высокое качество соединения, механические свойства материала в зоне сварки близки к свойствам основного материала;
- отсутствие коробления конструкции вследствие отсутствия остаточных напряжений в сварных швах;
- исключение вакуумного отжига конструкции после сварки;
- улучшение условий труда сварщиков.
- после диффузионной сварки не нужна механическая обработка сварного шва, получаемые изделия обладают высокой точностью;
- швы имеют высокие показатели механической прочности и пластичности.

К недостаткам метода следует отнести значительную длительность процесса, сложность оборудования, определенные трудности с загрузкой заготовок и выгрузкой готовых изделий из рабочей камеры при организации непрерывного процесса изготовления сварных изделий, требования достаточно высокой точности сборки и чистоты обработки свариваемых поверхностей, необходимость контроля температуры заготовки в зоне шва.
Недостатки диффузионной сварки:
- необходимость создания сложного оборудования типа вакуумных камер;
- длительность процесса сварки;
- большая трудоемкость предварительной подгонки соединяемых деталей.
Процесс дс в вакууме применяют в тех случаях, когда другие способы сварки либо неприменимы. В наиболее полной мере достоинство дс проявляется при соединении разнородных материалов. Широко применяется для сварки разнородных металлов и сплавов.
Широко применяется для сварки разнородных металлов и сплавов.
Технологические возможности дс позволяют широко использовать этот процесс в приборостроительной и электронной промышленности при создании металлокерамических и катодных узлов, полупроводниковых приборов, при производстве штампов и т.п.
ДС находит применение для изготовления крупногабаритных заготовок деталей сложной формы, получение которых механической обработкой, методами обработки давлением или литьем невозможно, или неэкономично. Особенно эффективно такое применение диффузионной сварки в опытном и мелкосерийном производстве.
Перспективно получение многослойных пустотелых конструкций типа панелей из титановых или алюминиевых сплавов с наполнителем сложной формы методом совмещения диффузионной сварки и формообразования в режиме сверх пластичности.
Понравилась статья? Всё ли вам понятно? Хотел вам порекомендовать заглянуть на наш YouTube канал. Так же посмотреть уже готовые проекты на скачивание, среди которых чертежи, схемы и 3D-модели.
Поделиться статьёй:
Диффузионная сварка: принцип, особенности, применение
Главные отличия диффузионной сварки от других способов сварки давлением — относительно высокие температуры нагрева (0,5–0,7 Тпл) и сравнительно низкие удельные сжимающие давления (0,5–0 МПа) при изотермической выдержке от нескольких минут до нескольких часов.
Формирование диффузионного соединения определяется протекающими при сварке физико-химическими процессами. Это взаимодействие нагретого металла с газами окружающей среды, очистка свариваемых поверхностей от оксидов, развитие высокотемпературной ползучести и рекристаллизации. В основном эти процессы диффузионные и термически активируемые.
Очистка свариваемых поверхностей от оксидов
Для уменьшения скорости окисления свариваемых заготовок и создания условий очистки контактных поверхностей от оксидов при сварке могут быть применены газы-восстановители, расплавы солей, флюсы, обмазки, но в большинстве случаев используют вакуум или инертные газы.
Очистка поверхностей металлов от оксидов может происходить в результате развития процессов сублимации и диссоциации оксидов, растворения оксидов за счет диффузии кислорода в металл (ионов металла в оксид), восстановления оксидов элементами-раскислителями, содержащимися в сплаве и диффундирующими при нагреве к границе раздела металл — оксид. Расчет и эксперимент показывают, что, например, на стали оксиды удаляются наиболее интенсивно путем их восстановления углеродом, а на титане — за счет растворения кислорода в металле.
Особенности сваривания поверхностей диффузионной сваркой
Свариваемые поверхности сближаются главным образом из-за пластической деформации микровыступов и приповерхностных слоев, вызванной приложением внешних сжимающих напряжений и нагревом металла. Во время деформации свободных от оксидов свариваемых поверхностей происходит их активация. При развитии физического контакта между такими поверхностями возникает их схватывание.
При диффузионной сварке одноименных металлов сварное соединение становится равнопрочным основному материалу тогда, когда структура зоны соединения не отличается от структуры основного материала. Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен — путем первичной рекристаллизации или путем собирательной рекристаллизации.
Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен — путем первичной рекристаллизации или путем собирательной рекристаллизации.
С помощью диффузионной сварки в вакууме получают высококачественные соединения керамики с коваром, медью, титаном, жаропрочных и тугоплавких металлов и сплавов, электровакуумных стекол, оптической керамики, сапфира, графита с металлами, композиционных и порошковых материалов.
Соединяемые заготовки могут сильно различаться по форме и иметь компактные (рис. 1, а) или развитые (рис. 1, б, в) поверхности контактирования. Геометрические размеры свариваемых деталей находятся в пределах от нескольких микрометров (при изготовлении полупроводниковых приборов) до нескольких метров (при изготовлении слоистых конструкций).
Рис. 1. Некоторые типы конструкций, получаемых диффузионной сваркой
Как проходит процесс диффузионной сварки
Схематически процесс диффузионной сварки можно представить так: свариваемые заготовки собирают в приспособлении, позволяющем передавать давление в зону стыка, вакуумируют и нагревают до температуры сварки. Затем прикладывают сжимающее давление на заданный временной период. Иногда после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекристаллизационных процессов. Это способствует формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования.
Затем прикладывают сжимающее давление на заданный временной период. Иногда после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекристаллизационных процессов. Это способствует формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования.
Условно различают два вида напряжения, вызывающего деформацию металла в зоне контакта и определяющего процесс формирования диффузионного соединения. Это высокоинтенсивное (Р ≥ 20 МПа) и низкоинтенсивное (Р ≤ 2 МПа) силовые воздействия.
Сварка крупногабаритных двухслойных конструкций
При сварке с высокоинтенсивным воздействием сварочное давление создают, как правило, прессом, снабженным вакуумной камерой и нагревательным устройством (рис. 2). Но на таких установках можно сваривать детали ограниченных размеров — как правило, диаметром до 80 мм (рис. 1, а).
При изготовлении крупногабаритных двухслойных конструкций (рис. 1, б) применяют открытые прессы. Перед помещением в пресс свариваемые детали также собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3).
1, б) применяют открытые прессы. Перед помещением в пресс свариваемые детали также собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3).
Рис. 2. Принципиальная схема установки для диффузионной сварки (a) и общий вид многопозиционной установки СДВУ-4 М (б): и 1 — вакуумная камера; 2 — система охлаждения камеры; 3 — вакуумная система; 4 — высокочастотный генератор; 5 — гидросистема пресса
Кроме того, нужно исключить возможность потери устойчивости свариваемых элементов, передачи давления в зону сварки и создания условий локально направленной деформации свариваемого металла в зоне стыка. Поэтому диффузионную сварку проводят в приспособлениях с применением технологических вкладышей и блоков (рис. 3) для заполнения «пустот» (межреберных пространств). После сварки эти приспособления демонтируют или удаляют химическим травлением.
Рис. 3. Технологическая схема диффузионной сварки с высокоинтенсивным силовым воздействием: а — требуемая конструкция; б — заготовки для сварки; в — технологические элементы-вкладыши; г — сборка; д — сварка в прессе; е — демонтаж; ж — готовая конструкция; 1 — технологические вкладыши; 2-технологический контейнер; 3 — пресс
При сварке с высокоинтенсивным силовым воздействием локальная деформация металла в зоне соединения, как правило, достигает нескольких десятков процентов. Это обеспечивает стабильное получение доброкачественного соединения.
Это обеспечивает стабильное получение доброкачественного соединения.
Сварка плоских конструкций и конструкций с большим радиусом кривизны
Диффузионная сварка с низкоинтенсивным силовым воздействием перспективна для изготовления слоистых конструкций (рис. 1, в). При таком способе диффузионной сварки допустимые сжимающие усилия ограничены устойчивостью тонкостенных элементов. Кроме того, не требуется сложного специального оборудования.
При изготовлении плоских конструкций или конструкций с большим радиусом кривизны сжимающее усилие проще всего обеспечить за счет атмосферного давления воздуха Q на внешнюю поверхность технологической оснастки при понижении давления газа в зоне соединения (рис. 4).
Рис. 4. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием плоских конструкций: а — требуемая конструкция; б — заготовки для сварки; в — сборка; г — сварка; д — готовая конструкция; 1 — несущая обшивка; 2 — готовый заполнитель; 3 — технологические листы; 4 — мембрана
Размещение с внешней стороны свариваемых объектов технологических элементов (прокладки, мембраны и др. ) с локальной жесткостью исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя σп.з. (Р ≤ σп.з.).
) с локальной жесткостью исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя σп.з. (Р ≤ σп.з.).
Сварка конструкций сложного криволинейного профиля
При изготовлении конструкций сложного криволинейного профиля можно использовать технологическую схему (рис. 5). Тогда давление нейтрального газа воспринимается внешними элементами самой конструкции — например, несущими обшивками или оболочками. Во время сварки неподкрепленные участки обшивки деформируются (прогибаются) под давлением газа. Это ухудшает условия для формирования соединения, уменьшает сечение сообщающихся каналов, ухудшает аэродинамическое состояние поверхности. В этом случае Р ограничивается напряжением, при котором имеет место чрезмерная остаточная деформация обшивок на неподкрепленных участках (Р ≤ σп.о.).
Рис. 5. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием конструкций сложной формы: а — требуемая конструкция; б — заготовки для сварки; в — сварка; г — характер деформации элементов конструкции при сварке; 1 — внешняя оболочка; 2 — внутренняя оболочка
В ряде случаев можно исключить применение внешнего давления для сжатия свариваемых заготовок. Этого можно достичь при помощи термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коаксиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (рис. 1, а).
Этого можно достичь при помощи термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коаксиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (рис. 1, а).
Качество соединения при диффузионной сварке
Качество соединения при диффузионной сварке в вакууме определяется комплексом технологических параметров. Среди них можно выделить основные: температуру, давление, время выдержки. Диффузионные процессы в основе формирования сварного соединения являются термически активируемыми, поэтому повышение температуры сварки стимулирует их развитие.
Для снижения сжимающего давления и уменьшения длительности сварки температуру нагрева свариваемых деталей следует установить по возможности более высокой. Тогда сопротивлением металлов пластической деформации понизится. В то же время нужно учитывать возможность развития процессов структурного превращения, гетеродиффузии, образования эвтектик и других процессов, изменяющих физико-механические свойства свариваемых металлов.
Удельное давление влияет на скорость образования диффузионного соединения и величину накопленной деформации свариваемых заготовок. Как правило, чем выше удельное давление, тем меньше время сварки и больше деформация.
Так, при сварке в прессе с высокими удельными давлениями (до нескольких десятков мегапаскалей) время образования соединения может измеряться секундами, а деформация металла в зоне соединения — десятками процентов. При сварке с низкими удельными давлениями (десятые доли мегапаскаля) время сварки может исчисляться часами, но деформация соединяемых заготовок составляет доли процента.
Поэтому задачу выбора удельного давления следует решать с учетом типа конструкций, технологической схемы и геометрических размеров соединяемых заготовок, а время сварки выбирать с учетом температуры и удельного давления. При сварке разнородных материалов увеличение длительности сварки может сопровождаться снижением механических характеристик соединения. Причиной этому служит развитие процессов гетеродиффузии, приводящее к формированию в зоне соединения хрупких интерметаллидных фаз.
Для осуществления диффузионной сварки в настоящее время создано свыше 70 типов сварочных диффузионно-вакуумных установок. Сейчас разработка и создание установок для диффузионной сварки идет в направлении унифицирования систем (вакуумной, нагрева, давления, управления) и сварочных камер. Меняя камеру в этих установках, можно значительно расширить номенклатуру свариваемых узлов. Некоторые виды конструкций, изготовленных диффузионной сваркой, приведены на рис. 6.
Рис. 6. Примеры титановых конструкций, изготовленных диффузионной сваркой
Диффузионная сварка в вакууме
0
Опубликовано: 03.10.2017
Диффузия — это процесс, который происходит и с жидкими веществами, и с газообразными и твердыми. Однако этот процесс достаточно медленный при нормальных условиях и для промышленных масштабов неприемлем. Тем не менее советскому физику удалось создать условия диффузии, при которых этот процесс был значительно ускорен. Так и появилась диффузионная вакуумная сварка.
Однако этот процесс достаточно медленный при нормальных условиях и для промышленных масштабов неприемлем. Тем не менее советскому физику удалось создать условия диффузии, при которых этот процесс был значительно ускорен. Так и появилась диффузионная вакуумная сварка.
Оглавление:
- Как осуществляется диффузионная сварка
- Полезные особенности диффузионной сварки
- Где применяется
Как осуществляется диффузионная сварка
- Создать вакуум. Чем выше разряжение внутри камеры, тем быстрее и эффективнее протекает процесс. Но получить физический вакуум достаточно трудно.
- Нагреть соединяемые детали до температуры, соответствующей материалам, участвующим в процессе сварки. Это важно, потому что с повышением температуры начинается плавление материала, а следовательно, диффузионные процессы ускоряются (ведь диффузия в жидком состоянии происходит быстрее, чем в твердом).
- Создать нужное давление в месте соединения для начала процесса сваривания двух материалов.
- Использование химических составов для улучшения качества шва. Например, при помощи платиновой или медной фольги можно значительно повысить прочность места сварки.
- Процесс остывания по завершении сварки должен проходить в вакууме. Это мера предосторожности, для того чтобы не возникло в изделии остаточное напряжение. В противном случае резкий перепад температуры может вызвать расхождение шва и трещины на материале.
- Когда деталь будет извлечена, ее надо подвергнуть дефектоскопии, чтобы проанализировать качество проведенной работы.

Только при соблюдении всех этих условий по сварке и обращению с изделием после завершения этого процесса можно гарантировать получение качественной работы!
Возможности диффузионной сварки высоки, но стоит строго придерживаться параметров материалов, которые планируется подвергнуть сварке.
Полезные особенности диффузионной сварки
Преимущества данного вида:
- Низкая себестоимость процесса. Для диффузионной сварки не надо покупать специальные газы, электроды и прочее оборудование. Само оборудование и установка диффузионной сварки тоже приемлемы.
- Экологичность. Этот процесс не предусматривает выброс продуктов горения и окалин в воздух, поэтому беспокоиться о возможной вредности этой работы не стоит.
- Низкая энергозатратность. Для осуществления сварки в вакууме тратится весьма мало электроэнергии. Это тоже вклад в низкую себестоимость.
- Многофункциональность. Ведь за один сеанс можно сварить сразу несколько изделий.
- Диффузионная сварка имеет возможности для сварки и небольших деталей, и крупных конструкций.
- Качественный, ровный шов. Он выходит намного качественнее, чем в условиях электрической сварки.
- Безопасность. Так как все сварочные процессы происходят в закрытой камере, то не стоит беспокоиться за безопасность оператора. В самом процессе не присутствуют какие бы то ни было химические вещества, вредные испарения, излучение и т. д.
- Инновационность. Эта технология позволяет соединять металлы, обладающие разными свойствами. И для этого не нужно использовать специальные клеящие составы.
.jpg) Для диффузионной сварки не надо покупать специальные газы, электроды и прочее оборудование. Само оборудование и установка диффузионной сварки тоже приемлемы.
Для диффузионной сварки не надо покупать специальные газы, электроды и прочее оборудование. Само оборудование и установка диффузионной сварки тоже приемлемы. В самом процессе не присутствуют какие бы то ни было химические вещества, вредные испарения, излучение и т. д.
В самом процессе не присутствуют какие бы то ни было химические вещества, вредные испарения, излучение и т. д.Где применяется
Диффузионная сварка в вакууме востребована в ряде областей производства, наиболее часто:
- в машиностроении (в том числе тяжелом, легком). В этой отрасли наиболее важны прочность и качество швов;
- для сварки цветных металлов;
- в электронике, где имеем дело с маленькими (микроскопическими) элементами схем, и сваривать их вручную становится все труднее или вообще невозможно.
Область применения не настолько обширна в количественном плане, но масштабна. И есть уверенность, что с развитием новейших технологий диффузионная сварка займет еще больше сфер производства. -2 Па с нагреванием места сварки до 0,4−0,8 от температуры плавления свариваемых материалов; при сварке разнородных материалов температурный нагрев определяется по температуре менее тугоплавкого материала. Таким способом можно сваривать большинство твердых материалов − как однородных, так и разнородных [15, 16]. При соединении трудносвариваемой пары материалов используется промежуточная прокладка.
-2 Па с нагреванием места сварки до 0,4−0,8 от температуры плавления свариваемых материалов; при сварке разнородных материалов температурный нагрев определяется по температуре менее тугоплавкого материала. Таким способом можно сваривать большинство твердых материалов − как однородных, так и разнородных [15, 16]. При соединении трудносвариваемой пары материалов используется промежуточная прокладка.
Диффузионная сварка обеспечивает вакуумплотные, термостойкие и вибропрочные соединения при сохранении высокой точности, формы и геометрических размеров изделия; широко применяется при сварке термокомпенсаторов кристаллов, катодных ножек, замедляющих систем и других узлов и элементов электронных приборов. Сварочные термодиффузионные установки обычно состоят изследующих основных узлов: вакуумная система для получения вакуума в камере, где происходит сварка; система для создания давления на свариваемые детали, а также для подъёма и опускания камеры; электропривод; автоматика. Одно из основных направлений широкого внедрения термодиффузионной сварки − использование технологических процессов с применением термокомпрессионных устройств (ТКУ), позволяющих осуществлять сварку в вакуумных печах общепромышленного назначения.
Принцип действия ТКУ основан на использовании разности коэффициентов термического линейного расширения материалов свариваемых деталей и элементов оснастки для создания и передачи сжимающего усилия на свариваемые детали. В МАИ разработано ТКУ, которое помещают в камеру печи, подвергнутой вакуумированию [17].При нагревании устройства возникает сдавливающее усилие, которое и передается на свариваемые детали. По окончании сварки детали совместно с устройством охлаждают, развакуумируют камеру, извлекают устройство с готовыми изделиями, затем производят разборку устройства и удаляют сваренные детали. Разработанное ТКУ применяется для диффузионного соединения в вакууме изделий из магнитных и немагнитных сталей, алюминия, меди, нержавеющей стали, бронзы и пр. Основные преимущества диффузионной сварки: отпадает необходимость применять припои, электроды, флюсы, защитную газовуюсреду; не происходит коробление деталей и изменение свойств металла в зоне соединения. Диффузионную сварку можно применять для получения конструкций самой разнообразной формы. Можно сваривать детали не только по плоскости, но и по конической (корпуса радиоламп), сферической (подпятники), криволинейной (облицовка труб), сложнойрельефной поверхности (слой защитного покрытия мембран) и т.д. Пайка в вакууме − процесс получения неразъёмного соединенияпутем нагрева места пайки и заполнения зазора между соединяемыми деталями (из металла и сплавов, стекла, керамики и др.) расплавленным припоем с его последующим отвердением. При пайке деталей из разнородных материалов для обеспечения прочного соединения подбирают материалы с близкими значениями коэффициента термического расширения или используют высокопластичные припои. Вакуумная пайка может быть совмещена с дегазационным отжигом. Различают два способа пайки в вакууме: пайка с локальным источником нагрева дуговым разрядом и высокотемпературная пайка.
Можно сваривать детали не только по плоскости, но и по конической (корпуса радиоламп), сферической (подпятники), криволинейной (облицовка труб), сложнойрельефной поверхности (слой защитного покрытия мембран) и т.д. Пайка в вакууме − процесс получения неразъёмного соединенияпутем нагрева места пайки и заполнения зазора между соединяемыми деталями (из металла и сплавов, стекла, керамики и др.) расплавленным припоем с его последующим отвердением. При пайке деталей из разнородных материалов для обеспечения прочного соединения подбирают материалы с близкими значениями коэффициента термического расширения или используют высокопластичные припои. Вакуумная пайка может быть совмещена с дегазационным отжигом. Различают два способа пайки в вакууме: пайка с локальным источником нагрева дуговым разрядом и высокотемпературная пайка.
В НПО «Техномаш» разработан технологический процесс высокотемпературной пайки слоистых конструкций в вакуумных печах для использования их в современных летательных аппаратах [18]. Применение, например, вакуумной пайки для изготовления многослойных теплообменников из алюминиевых сплавов обеспечивает получение паяных соединений, не уступающих по прочности и коррозионной стойкости основному материалу, что позволяет значительно увеличить ресурс работы и эксплуатационную надежность узлов. Процесс осуществляется в вакуумной печи периодического действия, в которой можно выполнять одновременную пайку (35) слойных теплообменников. Мощность печи 200 кВт, давление 102−103 Па, максимальная рабочая температура 750°с.
Применение, например, вакуумной пайки для изготовления многослойных теплообменников из алюминиевых сплавов обеспечивает получение паяных соединений, не уступающих по прочности и коррозионной стойкости основному материалу, что позволяет значительно увеличить ресурс работы и эксплуатационную надежность узлов. Процесс осуществляется в вакуумной печи периодического действия, в которой можно выполнять одновременную пайку (35) слойных теплообменников. Мощность печи 200 кВт, давление 102−103 Па, максимальная рабочая температура 750°с.
Процесс дуговой пайки сочетает преимущества способов сварки плавлением и высокотемпературной пайки с общим нагревом в вакууме и контролируемой атмосферой [17]. Полученные таким образом неразъёмные соединения обладают повышенной жаропрочностью и термостойкостью и могут применяться при изготовлении и ремонте деталей газотурбинных двигателей из литейных высокопрочных сплавов [19].
- < Назад
- Вперёд >
Диффузионное соединение титана: Полное руководство
В этой статье я уделю особое внимание титану , так как это самый простой из всех распространенных технических материалов для соединения с помощью диффузионного соединения из-за его способности растворять собственный оксид. при температурах склеивания. Итак, давайте подробно рассмотрим, как работает диффузионная сварка, почему она является предпочтительным методом соединения титана (Ti) и титановых сплавов , и какой тепловой цикл требуется для диффузионной сварки титана в вакуумные печи . Кроме того, я приведу несколько примеров применения диффузионного склеивания.
при температурах склеивания. Итак, давайте подробно рассмотрим, как работает диффузионная сварка, почему она является предпочтительным методом соединения титана (Ti) и титановых сплавов , и какой тепловой цикл требуется для диффузионной сварки титана в вакуумные печи . Кроме того, я приведу несколько примеров применения диффузионного склеивания.
Как работает процесс диффузионного соединения
Диффузионное соединение или диффузионная сварка — это процесс соединения в твердом состоянии. Этот метод склеивания основан на диффузии атомов элементов на границе раздела. Диффузионное склеивание — очень привлекательный процесс прочного соединения разнородных технических материалов с целью формирования технических устройств и конструкций. Этот процесс наиболее широко использовался в аэрокосмической промышленности для соединения материалов и форм, которые иначе невозможно было бы изготовить (например, каналы с несколькими ребрами и сотовая конструкция).
Соединение разнородных материалов с разными теплофизическими характеристиками, что невозможно другими способами, может быть достигнуто диффузионным соединением. Металлы, сплавы, керамика и изделия порошковой металлургии могут быть соединены методом диффузионной сварки с минимальной макроскопической деформацией. Высокоточные детали сложной формы или поперечного сечения могут изготавливаться без последующей механической обработки. Это означает, что могут быть достигнуты хорошие допуски на размеры изделий. С помощью процесса диффузионного связывания можно свести к минимуму химическую неоднородность. Кроме того, обычные 9С помощью этого метода можно избежать дефектов 0003 , таких как трещины, искажения и сегрегация.
Для получения металлургического соединения между разнородными металлами необходима более высокая скорость диффузии, достигаемая за счет более высокой температуры соединения и более длительного времени выдержки между материалами. В настоящее время большинство операций склеивания выполняется в вакуумных печах . Диффузионная связь зависит от температуры, давления, времени и (сверхнизкого) уровня вакуума, чтобы облегчить атомный обмен на границе раздела между материалами.
В настоящее время большинство операций склеивания выполняется в вакуумных печах . Диффузионная связь зависит от температуры, давления, времени и (сверхнизкого) уровня вакуума, чтобы облегчить атомный обмен на границе раздела между материалами.
Почему для титана используется диффузионная сварка
Титан (Ti) является превосходным материалом, широко используемым в промышленных применениях благодаря его высокой удельной прочности, хорошей эрозионной стойкости и благоприятным свойствам при высоких температурах. Он на 30% прочнее стали и при этом на 40% легче, и хотя он на 60% тяжелее алюминия, он в два раза прочнее. Кроме того, титан используется в сочетании с алюминием (Al), марганцем (Mn), железом (Fe), молибденом (Mo) и другими металлами для дальнейшего улучшения его значительная прочность , особенно при высоких температурах (для топлива ракетных двигателей), и его антикоррозионные свойства.
В авиационно-космической промышленности титан используется при изготовлении конструктивных элементов крыльев, а также обшивок гидравлических систем самолетов, различных компонентов авиационных двигателей и кабин космических аппаратов, где его качества незаменимы. Его исключительные характеристики имеют множество применений в морской среде , для гребных винтов на лодках и кораблях или других частей, подверженных коррозии, а также для оборудования подводных лодок. В военный сектор Ti и титановые сплавы используются в производстве ракет, реактивных снарядов и другого оборудования. В медицинском секторе титан используется для изготовления эндопротезов тазобедренного и коленного суставов, кардиостимуляторов, костных пластин и винтов, а также черепных пластин для переломов черепа. Спрос на титан растет в нефтехимической промышленности и для нефтяных платформ в море, а также для производства мотоциклов.
Его исключительные характеристики имеют множество применений в морской среде , для гребных винтов на лодках и кораблях или других частей, подверженных коррозии, а также для оборудования подводных лодок. В военный сектор Ti и титановые сплавы используются в производстве ракет, реактивных снарядов и другого оборудования. В медицинском секторе титан используется для изготовления эндопротезов тазобедренного и коленного суставов, кардиостимуляторов, костных пластин и винтов, а также черепных пластин для переломов черепа. Спрос на титан растет в нефтехимической промышленности и для нефтяных платформ в море, а также для производства мотоциклов.
С увеличением использования титана и его сплавов процесс соединения титана и его сплавов представляет большой интерес. К сожалению, 9Сварка 0003 титана и титановых сплавов затруднена, поскольку они очень химически активны при высоких температурах и имеют тенденцию к окислению при очень низких парциальных давлениях кислорода. В процессе сварки титановые сплавы очень легко поглощают кислород и азот из атмосферы. В результате вакуумная диффузионная сварка является предпочтительным методом соединения титана и титановых сплавов.
В процессе сварки титановые сплавы очень легко поглощают кислород и азот из атмосферы. В результате вакуумная диффузионная сварка является предпочтительным методом соединения титана и титановых сплавов.
Теперь рассмотрим вакуумную диффузионную сварку в отношении цикла нагрева, необходимого для диффузионная сварка титана . Кроме того, я приведу несколько примеров применения диффузионной сварки .
Вам нравилась эта статья?
Прежде чем продолжить, подпишитесь на нашу страницу в Твиттере, нажав кнопку ниже!
Таким образом, мы сможем держать вас в курсе самых передовых технологий для термообработки не только с помощью наших сообщений, но и с помощью лучших статей, которые мы собираем в Интернете.
Подписаться на @TavFurnaces
Как работают вакуумные печи для диффузионной сварки титана
Что касается цикла нагрева, необходимого для диффузионной сварки титана, то вакуумная печь должна работать при высоких температурах и с аргоном под высоким давлением. Вакуум необходим для удаления, в частности, даже мельчайших следов водорода, а также других газов или паров, включая кислород, азот и водяной пар. Вакуум также играет ключевую роль в обеспечении чистоты деталей , важнейшее требование для обеспечения успешной обработки, поскольку оно позволяет удалить пары масла или растворителя и следы влаги при низких температурах и может указать, следует ли прерывать цикл из-за испарения загрязняющих веществ, прежде чем разрушить тепло. . Вакуум поддерживается до достижения температуры склеивания , и только при достижении этой температуры давление газа достигает технологического заданного значения. Учитывая, что эти установки обычно большие, необходимо значительное количество аргона, и этот метод позволяет уменьшить количество требуемого аргона за счет использования температуры для увеличения давления.
Вакуум необходим для удаления, в частности, даже мельчайших следов водорода, а также других газов или паров, включая кислород, азот и водяной пар. Вакуум также играет ключевую роль в обеспечении чистоты деталей , важнейшее требование для обеспечения успешной обработки, поскольку оно позволяет удалить пары масла или растворителя и следы влаги при низких температурах и может указать, следует ли прерывать цикл из-за испарения загрязняющих веществ, прежде чем разрушить тепло. . Вакуум поддерживается до достижения температуры склеивания , и только при достижении этой температуры давление газа достигает технологического заданного значения. Учитывая, что эти установки обычно большие, необходимо значительное количество аргона, и этот метод позволяет уменьшить количество требуемого аргона за счет использования температуры для увеличения давления.
Высокие температуры и высокое давление не являются типичными характеристиками традиционных вакуумных печей для термообработки, которые имеют водоохлаждаемую вакуумную камеру и термокамеру, которая изолирует горячую зону от холодной стенки сосуда. Сжатый газ имеет тенденцию нейтрализовать изоляционную способность материала, используемого для термокамеры, и чем больше газопроницаемость материала, тем более выраженным будет этот эффект. В вакуумных печах, работающих при экстремально высоких температурах (2000 °С) и при сверхвысоком давлении (сотни бар) используются щиты , независимые от сосудов, для их защиты, с целью перехвата теплового потока с помощью установленного специально для этого водоохлаждаемого контура цель. Поскольку сосуд очень толстый, чтобы выдерживать высокое давление, он не выиграет от охлаждающей рубашки, чтобы не превысить максимальную температуру на внутренней поверхности. Существует риск взрыва сосуда!
Сжатый газ имеет тенденцию нейтрализовать изоляционную способность материала, используемого для термокамеры, и чем больше газопроницаемость материала, тем более выраженным будет этот эффект. В вакуумных печах, работающих при экстремально высоких температурах (2000 °С) и при сверхвысоком давлении (сотни бар) используются щиты , независимые от сосудов, для их защиты, с целью перехвата теплового потока с помощью установленного специально для этого водоохлаждаемого контура цель. Поскольку сосуд очень толстый, чтобы выдерживать высокое давление, он не выиграет от охлаждающей рубашки, чтобы не превысить максимальную температуру на внутренней поверхности. Существует риск взрыва сосуда!
В печах для диффузионной сварки титана температура достигает около 1000 °C при давлении в десятки бар, что означает возможность использования графитовой плиты для изоляции горячей зоны. Тем не менее, температурная стратификация, вызванная конвекционными потоками, должна быть компенсирована путем обеспечения вертикальной асимметрии конструкции тепловой камеры как с точки зрения теплоизоляции (неравномерная толщина), так и с точки зрения сопротивления. Эта конфигурация полностью отличается от обычной конструкции вакуумных печей, в которых равномерное облучение достигается за счет максимально возможной симметрии всех условий и требует большего опыта со стороны производителя.
Эта конфигурация полностью отличается от обычной конструкции вакуумных печей, в которых равномерное облучение достигается за счет максимально возможной симметрии всех условий и требует большего опыта со стороны производителя.
Где лучше применяется диффузионная сварка
В настоящее время диффузионная сварка может использоваться для изготовления турбинных лопаток путем сварки двух боковых элементов лопатки с другим титановым профилем посередине. Непокрытые поверхности внутренней формы покрыты слоем керамической пыли . После завершения сварочной обработки используется давление, чтобы выдуть стороны и поднять края промежуточного металла. Это решение альтернатива сотовой структуре . Затем детали придают изгиб, типичный для лопасти с аэродинамическим профилем, путем горячего прессования в штампе. Использование лопаток, изготовленных этим методом, повышает производительность двигателя. Мы полагаем, что это из-за большего сопротивления формы при высоких температурах.
Другая заявка относится к производству титановых теплообменников для использования в морской среде и при контакте с морской водой. Та же методика, описанная выше, используется и в аналогичной печи. В этом случае между элементами также помещается слой керамической пыли, обозначающий области, в которых диффузия невозможна. После соединения различных элементов теплообменника 9Вводится газ под давлением 0003 , который разделяет несвариваемые поверхности, создавая внутренний путь жидкости через теплообменник. Как правило, эти продукты очень большие, и поэтому преимущества этого материала связаны не только со способностью противостоять коррозии, но и с проблемой веса , что становится важным для типа установки, в которой он будет использоваться.
Наконец, диффузионная сварка используется в вакуумных печах для производства элементов конструкции автомобилей . Это приложение решает проблемы, связанные с обычным TIG-соединением. Соединения, полученные с помощью сварки TIG , не обеспечивают таких же гарантий, как при диффузионной сварке. Шов, остающийся после сварки TIG, является прерывистым и приводит к пористости, поэтому трудно добиться хорошей отделки.
Соединения, полученные с помощью сварки TIG , не обеспечивают таких же гарантий, как при диффузионной сварке. Шов, остающийся после сварки TIG, является прерывистым и приводит к пористости, поэтому трудно добиться хорошей отделки.
Итак, что вы думаете о диффузионном соединении ? У вас есть дополнительное приложение, чтобы поделиться с нами?
Понравилась статья?
Подпишитесь на наш Telegram-канал и будьте в курсе самых передовых технологий уже термическая обработка .
Подписаться
У вас нет Telegram?
Если у вас еще нет Telegram, установите его с помощью одной из следующих кнопок: ) | ОСТИ.GOV
перейти к основному содержанию
- Полная запись
- Другие родственные исследования
- Авторов:
- Кривошей А В; Казаков Н Ф
- Дата публикации:
- Исследовательская организация:
- Научно-исследовательская лаборатория Московского городского совета народного хозяйства. для вакуумной диффузионной сварки
 для вакуумной диффузионной сварки
для вакуумной диффузионной сварки- Идентификатор ОСТИ:
- 4624593
- Номер АНБ:
- НСА-19-022946
- Тип ресурса:
- Журнальная статья
- Название журнала:
- Сварочное изделие. (СССР) (английский перевод)
- Дополнительная информация журнала:
- Том журнала: Том: № 7; Другая информация: ориг. Дата поступления: 31 декабря 1965 г.; Информация по теме: Перевод со Сварочн. Произв., № 7, 13-15(19)64)
- Страна публикации:
- Страна неизвестна/код недоступен
- Язык:
- Английский
- Тема:
- МЕТАЛЛЫ, КЕРАМИКА И ДРУГИЕ МАТЕРИАЛЫ; изготовление; ДИФФУЗИЯ; РАСШИРЕНИЕ; СУСТАВЫ; СЛОИ; МЕТАЛЛЫ; МОЛИБДЕН; НИОБИЙ; ПОРИСТОСТЬ; ОГНЕУПОРЫ; ЛИСТЫ; НАДЕЖНЫЕ РЕШЕНИЯ; ВОЛЬФРАМ; ВАКУУМ; СВАРКА
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Кривошей А. В., Казаков Н.Ф. ВАКУУМНО-ДИФФУЗИОННАЯ СВАРКА НЕКОТОРЫХ ТУГОУПОРНЫХ МЕТАЛЛОВ . Страна неизвестна/Код недоступен: N. p., 1964.
Веб.
В., Казаков Н.Ф. ВАКУУМНО-ДИФФУЗИОННАЯ СВАРКА НЕКОТОРЫХ ТУГОУПОРНЫХ МЕТАЛЛОВ . Страна неизвестна/Код недоступен: N. p., 1964.
Веб.
Копировать в буфер обмена
Кривошей А.В., Казаков Н.Ф. ВАКУУМНО-ДИФФУЗИОННАЯ СВАРКА НЕКОТОРЫХ ТУГОУПОРНЫХ МЕТАЛЛОВ . Страна неизвестна/код недоступен.
Копировать в буфер обмена
Кривошей А.В., Казаков Н.Ф. 1964.
«ВАКУУМНО-ДИФФУЗИОННАЯ СВАРКА НЕКОТОРЫХ ТУГОУПОРНЫХ МЕТАЛЛОВ». Страна неизвестна/код недоступен.
Копировать в буфер обмена
@статья{osti_4624593,
title = {ВАКУУМНО-ДИФФУЗИОННАЯ СВАРКА НЕКОТОРЫХ ТУГОУПОРНЫХ МЕТАЛЛОВ},
автор = {Кривошей А.В., Казаков Н.Ф.},
abstractNote = {},
дои = {},
URL = {https://www. osti.gov/biblio/4624593},
журнал = {Сварка прод. (СССР) (английский перевод)},
osti.gov/biblio/4624593},
журнал = {Сварка прод. (СССР) (английский перевод)},
номер = ,
громкость = Том: № 7,
place = {Страна неизвестна/Код недоступен},
год = {1964},
месяц = {7}
}
Копировать в буфер обмена
Найти в Google Scholar
Поиск в WorldCat, чтобы найти библиотеки, в которых может храниться этот журнал Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Диффузионная сварка: влияние параметров процесса и микроструктуры материала
- Панель авторов Войти
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы представляем собой сообщество из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах мира, включая лауреатов Нобелевской премии и самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, описывающий открытый доступ, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Рецензируемая глава в открытом доступе
Автор:
Томас Гитцельт, Фолькер Тот и Андреас Хуэлл
Представлено: 29 октября 2015 г. Рецензировано: 19 маяTH, 2016 Опубликовано: 21 сентября 2016 г.
DOI: 10.5772/64312
Скачать бесплатноИз отредактированного тома
Отредактировано Mahadzir Ishak
Заказ Заказ
Глава. Full Metrics
Full Metrics
Advertisement
Abstract
Диффузионная сварка представляет собой метод соединения сплошных материалов, позволяющий выполнять сварку полного поперечного сечения. Зоны термического влияния нет, а термической обработке подвергается вся деталь. Путем диффузии атомов по плоскостям соединения образуется монолитное соединение.
Keywords
- diffusion welding
- diffusion bonding
- lattice defects
- grain growth
- precipitation
- sensitization
- passivation layer
1. Introduction
Diffusion welding is the only welding technique by means of which full могут быть получены поперечные сварные швы, в том числе внутренних конструкций. В норме жидкая фаза отсутствует, и монолитное соединение полностью формируется в твердофазных условиях.
В норме жидкая фаза отсутствует, и монолитное соединение полностью формируется в твердофазных условиях.
При соответствующих условиях механические свойства соединяемой детали должны быть сравнимы с сыпучим материалом. За счет нагрева целых деталей четкой зоны термического влияния (ЗТВ) не образуется. Однако свойства материала изменяются по сравнению с состоянием материала при доставке. В некоторых случаях это может вызвать проблемы.
Для диффузионной сварки требуется специальное и дорогое оборудование: детали должны соединяться при высоких температурах с приложением больших усилий в зависимости от размера и сечения свариваемых в вакууме или среде инертного газа. Оборудование и детали нагреваются в основном косвенно за счет излучения. Чтобы ограничить тепловое напряжение, скорость нагрева ограничена примерно 10 К/мин.
Процесс сварки происходит в вакууме и не может выполняться на месте. Сопрягаемые поверхности должны быть свободны от каких-либо загрязнений и иметь малую шероховатость поверхности без глубоких царапин. Соединение нескольких слоев возможно за один шаг.
Соединение нескольких слоев возможно за один шаг.
Диффузионная сварка всегда сопровождается определенной деформацией деталей. Эта деформация зависит, главным образом, от температуры склеивания, времени склеивания и опорного давления. К сожалению, влияние температуры и давления на подшипник нелинейны, что затрудняет прогнозирование деформации новой конструкции. Кроме того, вторичное влияние на деформацию и качество соединения могут оказывать определенные геометрические параметры, например соотношение сторон, количество слоев, микроструктура самого материала и поверхностных слоев.
Недавно были исследованы тонкие покрытия из других металлов, образующие временную жидкую фазу (ВЖФ) за счет пропускания эвтектической композиции, или несколько слоев различных металлов нанометровой толщины с использованием огромной межфазной энергии таких соединений.
В отличие от обычных методов сварки, такие процессы очень сложны. Процесс должен быть оптимизирован для каждого материала и даже для различных составов сплавов в зависимости от геометрии. По этой причине применение диффузионной сварки ограничено аэрокосмической промышленностью или специальными приложениями, где другие методы сварки не работают. Например, крупно- и тонкостенные титановые листы стыкуются с армирующими конструкциями и внутренними каналами охлаждения инструментов для литья под давлением и сопел ракетных двигателей.
По этой причине применение диффузионной сварки ограничено аэрокосмической промышленностью или специальными приложениями, где другие методы сварки не работают. Например, крупно- и тонкостенные титановые листы стыкуются с армирующими конструкциями и внутренними каналами охлаждения инструментов для литья под давлением и сопел ракетных двигателей.
К сожалению, в литературе приведена не вся информация, необходимая для воспроизведения результатов, например, материал, методика пробоподготовки и параметры процесса.
При соединении микроструктурных компонентов необходимо учитывать дополнительные аспекты.
Целью этой главы является обобщение знаний о диффузионной сварке в сочетании с фундаментальными процессами, происходящими внутри микроструктуры материала. Для этого дефекты решетки обсуждаются в соответствии с их размерностью.
Объявление
2. Микроструктура металлов и влияние дефектов решетки на диффузионную сварку
2.
 1. Атомы в решетке металлов
1. Атомы в решетке металловЧтобы минимизировать энергию системы, изолированные атомы металла имеют тенденцию располагаться в регулярной решетке в положениях, соответствующих аннигиляции сил притяжения и отталкивания (рис. 1). Позиции четко определены и специфичны для каждого металла. Следовательно, их можно использовать, например, для определения состава сплава с помощью ВДС (длинноволновой дисперсии рентгеновских лучей). При образовании соединения атомы распадаются на положительно заряженные атомные ядра, а валентные электроны переходят в так называемый электронный газ и могут свободно перемещаться внутри решетки. Следовательно, металлы являются хорошими проводниками тепла и электричества.
Рис 1.
Равновесие сил притяжения и отталкивания в металлической решетке [1].
2.1.1. Тепловое расширение
В зависимости от тепловой энергии всей системы положительно заряженные атомные ядра колеблются вокруг своего положения, что приводит к тепловому расширению (рис. 2). В соответствии с правилом Грюнайзена линейное расширение находится в пределах 2%, а объемное расширение составляет 6-7% до температуры плавления металла [1]. Следовательно, температуру плавления можно использовать для оценки теплового коэффициента расширения. Ниже температуры плавления амплитуда колебаний составляет около 12% от постоянной решетки [2].
2). В соответствии с правилом Грюнайзена линейное расширение находится в пределах 2%, а объемное расширение составляет 6-7% до температуры плавления металла [1]. Следовательно, температуру плавления можно использовать для оценки теплового коэффициента расширения. Ниже температуры плавления амплитуда колебаний составляет около 12% от постоянной решетки [2].
Рис. 2.
Тепловые колебания атомов.
2.1.2. Термическая активация, диффузия, полиморфизм и нульмерные дефекты решетки
С ростом тепловых колебаний увеличивается не только амплитуда, но и энергия столкновений между атомами. Постепенно некоторым атомам становится легче покинуть свои узлы решетки, и остается вакансия, что приводит к точечному напряженному состоянию (рис. 3). С ростом температуры из узлов решетки вытесняется экспоненциально растущее число атомов и значительно увеличивается плотность вакансий (уравнение (1)):
cV=nN∗exp.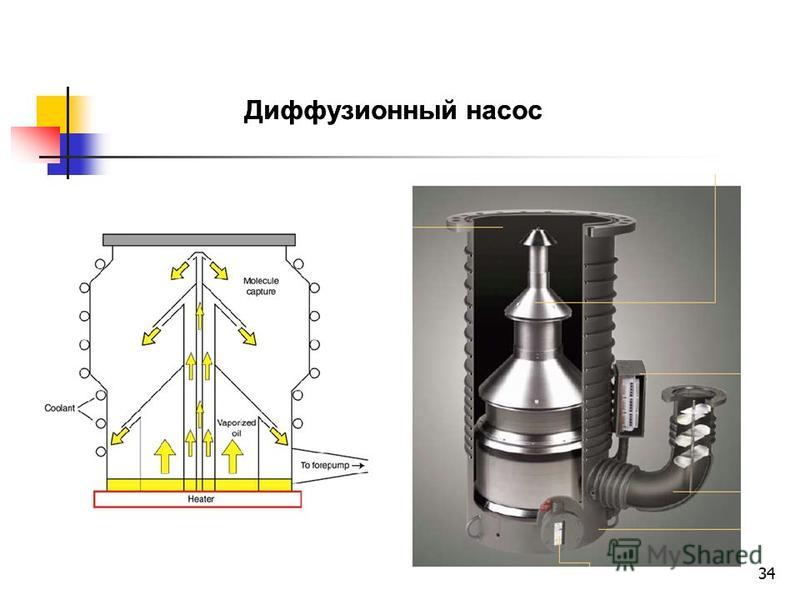 (−ΔURT)E1
(−ΔURT)E1
Рис. 3.
Вакансия в решетке, вызывающая точечное напряжение.
где cV — концентрация вакансий (см −3 ), n — число вакансий, N — число узлов в металлической решетке, U — энергия образования вакансий (для металлов 80–200 Дж/моль), R – газовая постоянная (Дж/моль*К) и T – температура (К).
Вакансии — это узлы регулярной решетки, не занятые атомом. Из-за отсутствующего атома окружающие атомы стремятся заполнить зазор, и решетка в этой точке искажается, представляя собой нульмерный дефект.
Согласно [3] плотность вакансий составляет 10 -12 при комнатной температуре и увеличивается до 10 -4 ниже температуры плавления.
Вакансии сильно облегчают диффузию атомов между разными узлами решетки и, следовательно, концентрация способствует образованию монолитного соединения при диффузионной сварке. Как следствие, коэффициент диффузии экспоненциально увеличивается с температурой (уравнение (2)). Повышение температуры сварки на 20 К может привести к удвоению коэффициента диффузии, что свидетельствует о сильном нелинейном влиянии температуры на диффузионную сварку:
Как следствие, коэффициент диффузии экспоненциально увеличивается с температурой (уравнение (2)). Повышение температуры сварки на 20 К может привести к удвоению коэффициента диффузии, что свидетельствует о сильном нелинейном влиянии температуры на диффузионную сварку:
D=D0*exp.(−ΔURT)E2
где D — коэффициент диффузии (m 2 /с), D 0 — коэффициент частоты (постоянная материала) (m 2 / с) и U – энергия образования вакансий (Дж/моль).
Количество вакансий в зависимости от температуры можно изобразить в виде логарифмической функции, так называемого графика Аррениуса (рис. 4).
Рисунок 4.
График Аррениуса. Плотность вакансий возрастает по логарифмической зависимости с температурой.
В зависимости от реальной микроструктуры технических материалов можно выделить разные типы диффузии, соответствующие разным энергиям активации для разных дефектов решетки. Прямые линии для различных путей диффузии можно построить для поверхностной, зернограничной и объемной диффузии соответственно (рис. 5). При диффузионной сварке преобладает диффузия по границам зерен при низких и средних температурах. Поскольку поперечное сечение границ зерен связано с объемом, а плотность вакансий увеличивается экспоненциально, объемная диффузия становится преобладающей при высокой температуре.
Прямые линии для различных путей диффузии можно построить для поверхностной, зернограничной и объемной диффузии соответственно (рис. 5). При диффузионной сварке преобладает диффузия по границам зерен при низких и средних температурах. Поскольку поперечное сечение границ зерен связано с объемом, а плотность вакансий увеличивается экспоненциально, объемная диффузия становится преобладающей при высокой температуре.
Рисунок 5.
Различные режимы диффузии атомов в зависимости от температуры [1].
При этом рост зерен происходит при высоких температурах, что минимизирует межфазную энергию системы. Если в материале отсутствует полиморфное превращение или границы зерен не закреплены нерастворимыми внутризеренными выделениями (например, для сплавов ОДС), то диффузионная сварка будет сопровождаться ростом зерен.
Технические материалы не являются чистыми металлами, но также содержат другие виды атомов, например легирующие элементы, такие как марганец, хром или углерод для стали. Подобно вакансиям, эти атомы интегрированы в основную решетку как нульмерные дефекты. Если они образуют решетку одного типа (например, кубическую граненую или кубическую пространственноцентрированную) и если разница в атомных радиусах составляет менее 15 %, они могут занимать регулярные узлы исходной решетки [4]. Небольшие неметаллические атомы с атомным радиусом менее 59% атомов-хозяев могут быть растворены в междоузлиях подобно углероду в железе [1].
Подобно вакансиям, эти атомы интегрированы в основную решетку как нульмерные дефекты. Если они образуют решетку одного типа (например, кубическую граненую или кубическую пространственноцентрированную) и если разница в атомных радиусах составляет менее 15 %, они могут занимать регулярные узлы исходной решетки [4]. Небольшие неметаллические атомы с атомным радиусом менее 59% атомов-хозяев могут быть растворены в междоузлиях подобно углероду в железе [1].
Несмотря на низкую растворимость межузельных атомов, они имеют на несколько порядков более высокие коэффициенты диффузии в решетке, так как имеются более подходящие зазоры.
В случае низких скоростей температуры при охлаждении от температуры диффузионной сварки это может быть связано с образованием нежелательных осадков. Время выдержки при диффузионной сварке должно всегда поддерживаться в диапазоне отжига сплава на твердый раствор. Это может противоречить низкой температуре, чтобы ограничить рост зерна.
Если металл является полиморфным, могут произойти резкие изменения растворимости и коэффициента диффузии. Например, для железа эти параметры изменяются на два порядка (рис. 6). Причинами являются разная растворимость посторонних атомов и разная величина зазоров между атомами в решетке. Например, максимальная растворимость углерода в α-феррите (кубическом гранецентрированном) составляет 0,02 % при 723 °С, тогда как растворимость углерода в Y-феррите (кубическом гранецентрированном) составляет 2,06 % при 1143 °С, т.е. выше примерно в 100 раз [1].
Например, для железа эти параметры изменяются на два порядка (рис. 6). Причинами являются разная растворимость посторонних атомов и разная величина зазоров между атомами в решетке. Например, максимальная растворимость углерода в α-феррите (кубическом гранецентрированном) составляет 0,02 % при 723 °С, тогда как растворимость углерода в Y-феррите (кубическом гранецентрированном) составляет 2,06 % при 1143 °С, т.е. выше примерно в 100 раз [1].
Рис. 6.
Коэффициенты диффузии атомов разных сортов и в зависимости от типа решетки [5].
Кроме того, полиморфизм сопровождается полным новообразованием микроструктуры и уменьшением размера зерна. Хотя рост зерен происходит при высокой температуре, такое же превращение происходит при охлаждении. По этой причине обычные стали, демонстрирующие превращение a⇔Y, могут легко поддаваться диффузионной сварке с мелкозернистой микроструктурой (рис. 7).
7).
Рисунок 7.
Диффузионный шов Ст 37 (1.0254), T= 1075°C, t= 1 ч, p= 10 МПа, нормальное α⇔γ-превращение, деформация: 3,13%.
С другой стороны, диффузионный сварной шов аустенитной стали показан на Рисунке 8. Отчетливо видно влияние четырехкратного увеличения времени выдержки на размер зерна.
Рисунок 8.
Диффузионный шов аустенитной нержавеющей стали AISI 304 (1.4301) при Т= 1075°С, p ≈ 15 МПа. Слева: t= 1 ч, деформация: 2,75%. Справа: t = 4 ч, деформация: 7,04%.
Несмотря на то, что опорное давление для времени выдержки 1 час на 50% выше, чем для 1,0254, деформация сопоставима из-за более низкого коэффициента диффузии в кубической гранецентрированной решетке. Однако при увеличении времени выдержки в 4 раза деформация увеличивается примерно в 2,5 раза, см. [6].
Однако при увеличении времени выдержки в 4 раза деформация увеличивается примерно в 2,5 раза, см. [6].
На рисунке 9 десять слоев толщиной 1 мм и диаметром 40 мм из полностью ферритной стабилизированной нержавеющей стали были сварены диффузионной сваркой. Сварка при T = 1075°C, t = 1 ч и p = 10 МПа для сравнения не удалось из-за чрезмерной деформации. Даже при приведенной температуре T = 1000°C и приведенном опорном давлении p = 6 МПа [7] деформация была огромной — 14,6 %. Для Т = 950°С, t = 1 ч, р = 6 МПа деформация по-прежнему составляла 3,8 %.
Эти высокие деформации в этих мягких условиях должны быть объяснены высоким коэффициентом диффузии в феррите, см. рис. 6. Однако, несмотря на высокую деформацию и чрезмерный рост зерен из-за отсутствия полиморфизма, рост зерен поперек плоскостей соединения очень незначителен. видно на рисунке 9, иллюстрирующий роль поверхностных пассивирующих слоев, см. раздел 2.2.
раздел 2.2.
Рисунок 9.
Диффузионная сварка полностью ферритно-стабилизированной нержавеющей стали Crofer 22 APU (1.4760) при Т= 1000°С, t= 1 ч, p= 6 МПа. Деформация: 14,6%.
2.1.3. Одномерные дефекты: влияние плотности дислокаций на механические свойства
Дислокации представляют собой вставленную плоскость в металлическую решетку (рис. 10).
Рис 10.
Пластическая деформация движением дислокации поперек решетки.
Конечно, вставленная плоскость заканчивается не на постоянном уровне в разных слоях третьего измерения, а на произвольной глубине, что приводит к сложным напряженным состояниям. При появлении достаточного напряжения сдвига дислокации ступенчато перемещаются по решетке, вызывая пластическую деформацию.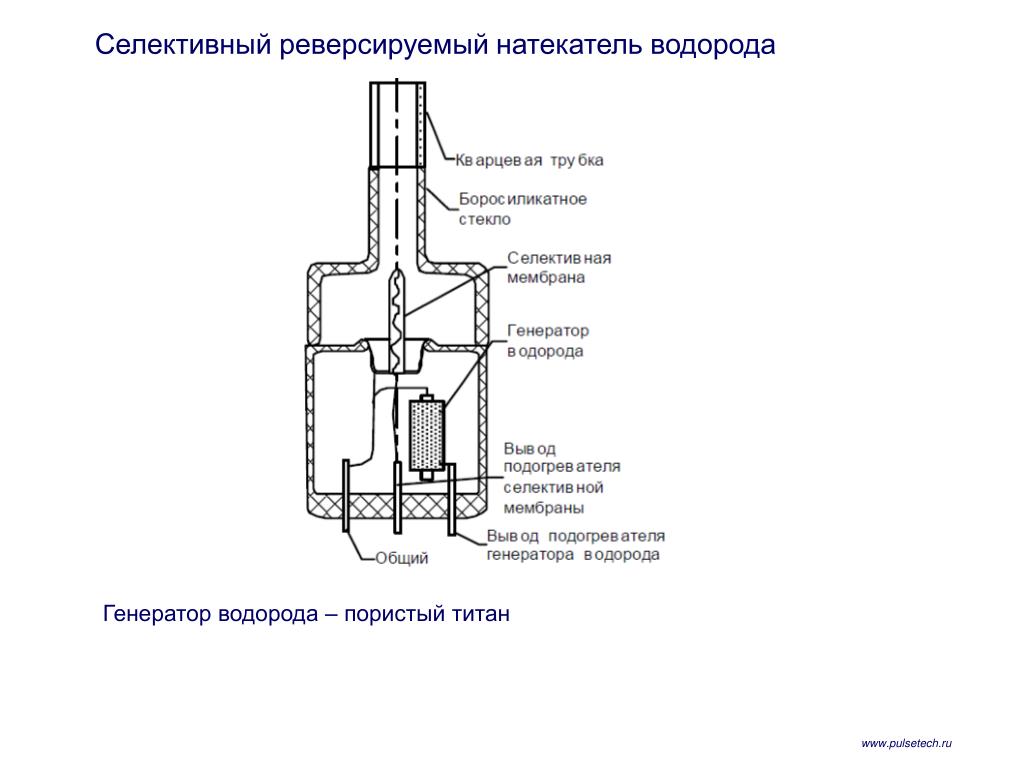 Однако плотность дислокаций не падает, несмотря на то, что дислокации покидают материал на поверхности. Наоборот, она экспоненциально возрастает при холодной обработке давлением благодаря так называемому механизму Франка-Рида. Плотность дислокаций может быть выражена как длина линии дислокации в единице объема и может достигать 10 12 см −2 [2]. Только за счет холодного упрочнения можно увеличить механическую прочность материала (рис. 11).
Однако плотность дислокаций не падает, несмотря на то, что дислокации покидают материал на поверхности. Наоборот, она экспоненциально возрастает при холодной обработке давлением благодаря так называемому механизму Франка-Рида. Плотность дислокаций может быть выражена как длина линии дислокации в единице объема и может достигать 10 12 см −2 [2]. Только за счет холодного упрочнения можно увеличить механическую прочность материала (рис. 11).
Рис 11.
Повышение предела текучести чистого железа наклепом [8].
При комнатной температуре движение дислокаций является преобладающим механизмом деформации в металлах. Дислокации представляют собой одномерный дефект решетки.
Дислокации означают избыток энергии по сравнению с неискаженной решеткой. Следовательно, при повышенных температурах около 40 % от температуры плавления чистых металлов и 50 % для сплавов происходит рекристаллизация [9]. ]. Для металлов, не проявляющих полиморфизма, холодное упрочнение и последующая рекристаллизация являются единственным способом уменьшить первоначальный размер зерна. Однако он применим только к полуфабрикатам.
]. Для металлов, не проявляющих полиморфизма, холодное упрочнение и последующая рекристаллизация являются единственным способом уменьшить первоначальный размер зерна. Однако он применим только к полуфабрикатам.
Следовательно, когда холоднодеформированный материал подвергается диффузионной сварке, рекристаллизация будет включаться и влиять на размер зерна.
2.1.4. Двумерные дефекты: границы зерен и фаз; межфазные слои и их влияние на диффузионную сварку
Двумерные дефекты металлической решетки отражаются, например, границами зерен. Они могут быть описаны как площадь межфазной поверхности на единицу объема и могут варьироваться в широких пределах, тогда как размер зерен технических сплавов находится в диапазоне примерно 5–200 мкм. Технологии нанесения покрытий, такие как гальваническое осаждение, физическое осаждение из паровой фазы (PVD) или химическое осаждение из паровой фазы (CVD), позволяют получать аморфные или нанокристаллические микроструктуры, обладающие высокой внутренней энергией.
Двумерные дефекты влияют на диффузионную сварку несколькими способами: во-первых, движение дислокаций ограничено размером зерна, поскольку границы зерен являются препятствием для движения через решетку. Это означает, что при постоянной деформации деформация движением дислокаций будет меньше для материала с малым размером зерна. Однако при повышенной температуре происходит рост зерен, и движущая сила больше для мелкозернистого материала.
Аналогичный эффект наблюдается при использовании так называемых нанофольг — тонкого стека из нескольких нанометровых слоев различных материалов, обладающих очень высокой межфазной энергией в метастабильном состоянии [10, 11]. В результате могут временно достигаться очень высокие температуры.
Во-вторых, деформация при повышенных температурах определяется зернограничным скольжением (ползучесть Кобла) или потоком вакансий через объем (ползучесть Набарро-Херринга) [12]. Это означает, что крупнозернистый материал будет иметь тенденцию к большей деформации при диффузионной сварке, потому что меньше препятствий для движения дислокаций и зерна имеют тенденцию скользить друг относительно друга.
Подводя итог, можно сказать, что степень деформации и скорость ползучести материала при диффузионной сварке будут зависеть от размера его зерна и будут очень чувствительны к используемой температуре.
Более сложное деформационное поведение может быть результатом многофазных материалов: фазовые границы могут возникать в широком диапазоне порядков величины либо между зернами, либо внутри, например, в виде тонких пластинок в зернах эвтектического или эвтектоидного состава, таких как перлит для стали.
Временно жидкие фазы (ВЖФ) могут быть образованы, например, путем гальванического или PVD осаждения тонких слоев двух или более различных металлов, образующих легкоплавкий сплав при диффузионной сварке. Поскольку промежуточный слой диффундирует в объемный материал, в идеале после завершения процесса остается однородный материал, не подверженный межкристаллитной коррозии.
Обратное происходит, когда различные металлы образуют интерметаллические соединения, которые являются хрупкими и имеют высокую температуру плавления.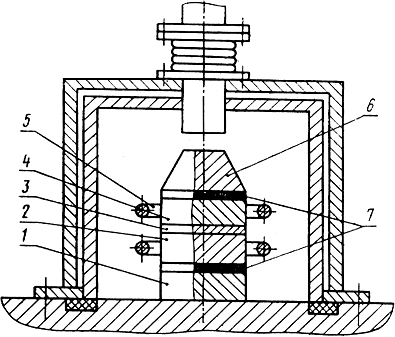 В этом случае температура и время склеивания должны быть ограничены таким образом, чтобы между обоими материалами мог образоваться только тонкий слой, который не проявлял чрезмерной хрупкости.
В этом случае температура и время склеивания должны быть ограничены таким образом, чтобы между обоими материалами мог образоваться только тонкий слой, который не проявлял чрезмерной хрупкости.
2.1.5. Трехмерные дефекты: осадки
Что касается осадков, то следует различать растворимые и нерастворимые частицы при температуре диффузионной сварки. Осадки могут образовываться, например, из-за низкой скорости охлаждения после диффузионной сварки в диапазоне температур отжига на твердый раствор. Как следствие, на границах зерен формируется двухфазная микроструктура с крупными выделениями. Он подвергается межкристаллитной коррозии (рис. 12). Примерами являются сплавы на основе никеля, которые теряют свою благоприятную коррозионную стойкость.
Рисунок 12.
Микроструктура Hastelloy C-22 (2.4602). Слева: после закалки от 1100°С/70 мин в воду. Средний: после охлаждения от 1100°С со скоростью 3 град/мин (1100°С ≥ 650°С = 2,5 ч). Справа: коррозионное воздействие после диффузионной сварки в 95–97% серной кислоте при 100°С и 1008 ч.
Средний: после охлаждения от 1100°С со скоростью 3 град/мин (1100°С ≥ 650°С = 2,5 ч). Справа: коррозионное воздействие после диффузионной сварки в 95–97% серной кислоте при 100°С и 1008 ч.
Опять же, размер осадков определяет последствия. В случае наноразмерных, нерастворимых осадков, например, для материалов ODS, движение дислокаций и рост зерен очень эффективно ограничивается [13].
Например, чистая OF-Cu показала хорошие результаты при T = 850°C (Рисунок 13). Размер материала составил 28 × 15 мм 2 , состоящего из шести микроструктурированных слоев толщиной 3,04 мм и общей высотой 13,04 мм соответственно.
Рисунок 13.
Диффузионная сварка меди. T= 850°C, t= 4 ч, p= 2 МПа, микроструктурный пакет: 18,2%, общий: 4,2%.
В частности, в тонкостенных микроструктурах можно увидеть идеальный рост зерен поперек плоскостей склеивания. Однако в области массивной границы остаются поры и рост зерен не столь выражен. Причина, вероятно, в локальном превышении опорного давления на тонкие стенки. Однако в массивных областях опорное давление в 2 МПа слишком мало для деформации неровностей и достаточного заполнения пор при этой температуре.
Однако в области массивной границы остаются поры и рост зерен не столь выражен. Причина, вероятно, в локальном превышении опорного давления на тонкие стенки. Однако в массивных областях опорное давление в 2 МПа слишком мало для деформации неровностей и достаточного заполнения пор при этой температуре.
Сравнительные эксперименты по диффузионной сварке проводились с использованием двух дисков из меди ODS Discup C3/80 диаметром 40 мм и общей высотой 6,88 мм (Рисунок 14). Поверхности обрабатывали на лету поликристаллическим алмазным инструментом при подаче 240 мм/мин и 3000 об/мин с периодом подачи 80 мкм за оборот при очень низкой шероховатости в диапазоне R t = 1–1,5 мкм, R a = 0,2 мкм. Шероховатости дисков не совпадали друг с другом.
Рисунок 14.
Эксперимент по диффузионной сварке с использованием Discup C3/80, медного сплава, упрочненного оксидной дисперсией. T= 1000°C, t= 4 ч, p= 6 МПа, деформация: 0,8%.
T= 1000°C, t= 4 ч, p= 6 МПа, деформация: 0,8%.
Дисковые сплавы состоят из чистой меди, содержащей несколько десятых процента субмикронных дисперсоидов, образующихся в результате реактивного измельчения. После этого материал сильно деформируется выдавливанием. Температура плавления 1083°С, как и у чистой меди. Несмотря на гораздо более высокую температуру и давление смятия по сравнению с образцом меди OF, показанным на рисунке 13, деформация составляет всего 0,8%. Снимки СЭМ, иллюстрирующие очень плохое соединение сопрягаемых поверхностей. Границы зерен не видны. Однако можно видеть пластинчатое обогащение дисперсоидов. Аналогичные эксперименты с аналогичными материалами были проведены в [14].
2.2. Поверхностные эффекты
Для диффузионной сварки необходимо очень хорошее качество поверхности. Поверхности не должны иметь одиночных глубоких царапин, препятствующих герметичности соединений, и загрязнений при механической обработке. Требуется тщательная очистка поверхностно-активными веществами и последующая промывка этанолом или ацетоном. Для работы следует использовать перчатки без пудры.
Для работы следует использовать перчатки без пудры.
Количество уложенных слоев также будет влиять на деформацию при заданных параметрах диффузионной сварки, поскольку сближаются и выравниваются несколько поверхностей. Следовательно, невозможно придать определенный процент деформации для получения высокогерметичных соединений. Деформация также зависит от состава материала.
2.2.1. Влияние шероховатости
Необходимым условием твердотельной диффузии является очень хороший контакт сопрягаемых поверхностей на атомарном уровне. Часто в литературе требуется «низкая шероховатость поверхности», которая не указывается иначе.
Процесс диффузионной сварки можно разделить на несколько этапов. Вначале к поверхностям приближаются деформацией неровностей. В локальных точках диффузия начинается на атомарном уровне. Между этими центрами остаются поры, которые впоследствии должны быть закрыты объемной диффузией. Для этого существенны плотность вакансий и, следовательно, температура и время связывания. Кроме того, температура влияет на рост и деформацию зерна.
Кроме того, температура влияет на рост и деформацию зерна.
Некоторые авторы выделяют разное количество фаз процесса склеивания. Обзор исторического развития теоретических моделей можно найти в [15].
Шероховатость влияет на формирование монолитного соединения высотой и формой неровностей и расстоянием между ними, образуя временные поры, которые необходимо заполнить.
Идеально гладкие поверхности, полученные, например, алмазной резкой, могут предотвратить локальную деформацию, поскольку отсутствуют неровности. Форма и высота неровностей в сочетании с опорным давлением определяют характер локальной деформации.
Неровности также могут способствовать проникновению в поверхностные пассивирующие слои, создавая таким образом локальный начальный металлический контакт.
2.2.2. Пассивирующие слои
Некоторые металлы и сплавы, такие как алюминий, нержавеющая сталь, сплавы на основе никеля или титан, самопроизвольно образуют поверхностные пассивирующие слои. Они состоят в основном из оксидов основного металла, могут быть обогащены некоторыми легирующими элементами. Часто кислород блокируется, чтобы предотвратить дальнейшее окисление, а пассивирующие слои отвечают за хорошую коррозионную стойкость в водных средах или горячих газах. Особенно для алюминия нельзя полностью избежать образования пассивирующих слоев. Толщина этих пассивирующих слоев находится в диапазоне 2–20 нм в зависимости от типа металла и содержания легирующих элементов [16, 17]. Конечно, состав, толщина и природа пассивирующих слоев различаются для обычной аустенитной нержавеющей стали, жаропрочных сталей или сплавов на основе никеля. Следовательно, необходимо оптимизировать процесс диффузионной сварки и проверить соединение на предмет роста зерен поперек плоскости соединения (рис. 15). Высокая вакуумная герметичность является необходимым, но недостаточным критерием.
Они состоят в основном из оксидов основного металла, могут быть обогащены некоторыми легирующими элементами. Часто кислород блокируется, чтобы предотвратить дальнейшее окисление, а пассивирующие слои отвечают за хорошую коррозионную стойкость в водных средах или горячих газах. Особенно для алюминия нельзя полностью избежать образования пассивирующих слоев. Толщина этих пассивирующих слоев находится в диапазоне 2–20 нм в зависимости от типа металла и содержания легирующих элементов [16, 17]. Конечно, состав, толщина и природа пассивирующих слоев различаются для обычной аустенитной нержавеющей стали, жаропрочных сталей или сплавов на основе никеля. Следовательно, необходимо оптимизировать процесс диффузионной сварки и проверить соединение на предмет роста зерен поперек плоскости соединения (рис. 15). Высокая вакуумная герметичность является необходимым, но недостаточным критерием.
Рисунок 15.
 w3.org/2001/XMLSchema-instance»> Диффузионное сварное соединение из Hastelloy C-22 (2.4602). T= 1100°C, t= 70 мин, p= 12 МПа ≥ высокая вакуумная герметичность. Затем отжиг на раствор при Т = 1125°С, t = 1 ч, закалка в воде ≥ негерметичность.
w3.org/2001/XMLSchema-instance»> Диффузионное сварное соединение из Hastelloy C-22 (2.4602). T= 1100°C, t= 70 мин, p= 12 МПа ≥ высокая вакуумная герметичность. Затем отжиг на раствор при Т = 1125°С, t = 1 ч, закалка в воде ≥ негерметичность.Как упоминалось выше, определенная шероховатость может способствовать проникновению в этот слой за счет локальной деформации. Следовательно, пассивирующий слой контактирует с материалом матрицы. Пассивирующие слои можно удалить химическим травлением. Даже если невозможно предотвратить последующее образование нового пассивирующего слоя, по крайней мере создается воспроизводимое состояние поверхности.
В этом случае следует отдавать предпочтение длительному времени склеивания и высоким температурам выше 80% начальной температуры плавления.
Другой подход заключается в удалении поверхностного пассивирующего слоя, например, путем напыления ионами аргона. Впоследствии может быть нанесен слой другого металла, который не так подвержен окислению, например, золота или серебра, и может временно образовать легкоплавкий сплав, помогающий создать связь.
Для титана пассивирующий слой растворим в материале матрицы и диффузионная сварка титана широко применяется, например, в аэрокосмической промышленности [18, 19]. На рисунке 16 можно увидеть очень хорошую связь между тонкими микроструктурированными слоями. Однако для деталей, состоящих из нескольких тонких листов, следует иметь в виду, что сорта 1–4 мало отличаются лишь по содержанию азота, кислорода и железа, а механические свойства резко изменяются [20]. Следовательно, свойства диффузионно-сварных деталей могут изменяться при несоответствующих соотношениях поверхностных слоев и объемного материала.
Рисунок 16.
Диффузионная сварка титана 2 класса при Т= 850°С, t= 4 ч, p= 13 МПа.
2.3. Влияние температуры, опорного давления, времени склеивания и конструкции
2.3.1. Влияние температуры соединения
Для диффузионной сварки температура соединения обычно устанавливается в диапазоне около 80% от температуры плавления чистого металла или начальной температуры плавления сплавов. Температура рассчитывается в Кельвинах. Очевидно, что, как и при соответствующей температуре рекристаллизации, температура для сплавов должна превышать этот уровень. Для материалов с пассивирующими поверхностными слоями температура должна быть еще выше, а время больше, что меняет весь процесс с точки зрения скорости ползучести и соответствующего опорного давления. При сравнении диффузионной сварки, например, чистого алюминия ( T s = 660°C) и AlMg3 ( T s = 610–640°C) необходимо оптимизировать весь процесс. В противном случае сварка не удастся из-за чрезмерной деформации [21].
Температура рассчитывается в Кельвинах. Очевидно, что, как и при соответствующей температуре рекристаллизации, температура для сплавов должна превышать этот уровень. Для материалов с пассивирующими поверхностными слоями температура должна быть еще выше, а время больше, что меняет весь процесс с точки зрения скорости ползучести и соответствующего опорного давления. При сравнении диффузионной сварки, например, чистого алюминия ( T s = 660°C) и AlMg3 ( T s = 610–640°C) необходимо оптимизировать весь процесс. В противном случае сварка не удастся из-за чрезмерной деформации [21].
Влияние температуры сильно нелинейно. Принимая во внимание зависимость плотности вакансий от температуры, повышение примерно на 20 К может удвоить коэффициент диффузии и, следовательно, резко увеличить скорость ползучести при заданном опорном давлении.
2.3.2. Влияние опорного давления
Давление подшипника отвечает за соединение сопрягаемых поверхностей. Влияние давления подшипника противоположно влиянию температуры. При увеличении времени склеивания с 1 до 4 ч деформация не пропорциональна, а увеличивается примерно в 2,5 раза [5].
Влияние давления подшипника противоположно влиянию температуры. При увеличении времени склеивания с 1 до 4 ч деформация не пропорциональна, а увеличивается примерно в 2,5 раза [5].
Очевидно, что для облегчения деформации локальных контактных площадок образца в зависимости от приложенной температуры необходимо определенное минимальное опорное давление.
Кроме того, деформация в данных условиях сильно зависит от соотношения размеров детали и от поперечного сечения трения между деталью и матрицей, прилагающей нагрузку. Крупноформатные детали малой толщины плохо поддаются сварке с воспроизводимой деформацией.
Если детали содержат внутренние тонкостенные микроструктуры, на характер деформации может повлиять скольжение по границам зерен. Для сравнения с деталью, представленной на рисунке 13, аналогичная деталь форматом 40 × 30 мм, содержащая 12 слоев неструктурированной фольги толщиной 3,6 мм и общей высотой 13,84 мм, была сварена в тех же условиях ( T = 850°С, t = 4 ч, p = 2 МПа). Деформация 12 слоев составила всего 1,3%, а общая деформация составила 0,35%, что свидетельствует о влиянии как микроструктуры, так и соотношения сторон.
Эффективная площадь склеивания детали должна быть равномерно распределена по всей детали. В противном случае может возникнуть неравномерная деформация или утяжка (Рис. 17). Чтобы предотвратить это, могут быть полезны компенсирующие зоны.
Рисунок 17.
Неравномерная деформация на детали из титана с микроструктурированными листами, уложенными в одном направлении, при Т= 850°С, t= 4 ч, p= 10 МПа.
2.3.3. Влияние времени связывания
Время связывания необходимо для проведения процесса диффузии. После начального этапа приближения к сопрягаемым поверхностям необходимо время для заполнения пор, оставшихся между областями локального контакта. Следовательно, требуется достаточно длительное время склеивания.
Время склеивания вместе с температурой влияет на деформацию. Однако, как упоминалось выше, его влияние нелинейно. Как только во время диффузионного соединения возникает ползучесть, длительное время соединения затрудняет контроль деформации, и изменения конструкции могут иметь серьезные последствия.
Поэтому процесс диффузионной сварки следует оптимизировать для каждого серийного применения. Трудно сваривать прототипы различных конструкций или материалов без большого опыта.
Также трудно обеспечить определенный процент деформации для получения хорошей диффузионной связи. На самом деле качество склеивания зависит от количества склеиваемых слоев.
В любом случае деформационное поведение зависит не только от состава материала, но и от его микроструктуры.
Реклама
3. Особые факторы, которые необходимо учитывать при диффузионной сварке микроустройств
Некоторые аспекты, касающиеся микроструктур, уже упоминались в разделах выше. Отсюда можно сделать вывод, что опорное давление должно поддерживаться как можно меньшим, но, с другой стороны, оно должно быть достаточным для деформации неровностей и увеличения площади контакта в процессе склеивания.
Температура должна быть достаточной для высокой плотности вакансий и для заполнения пор за счет объемной диффузии, что также зависит от времени склеивания.
Микроустройства в основном состоят из множества листов с микроструктурой. Каналы могут проходить в одном направлении или поперек, а несущие конструкции могут проходить не на всю толщину по техническим причинам (Рисунок 18).
Рисунок 18.
Смещенная микроконструкция со смещениями из стали 1.4301, сваренная диффузионной сваркой при локально-переменном опорном давлении при Т = 1075°С, t = 4 ч.
Дно и верх часто закрыты дисками толщиной в несколько миллиметров, имеющими крупные зерна. Однако для тонкого листового материала размер зерна примерно на порядок меньше из-за наклепа и рекристаллизации. Пакет с микроструктурой и толстые пластины будут деформироваться совершенно по-разному, и деформация будет сосредоточена в основном на микроструктурированном участке. Разумный дизайн может помочь достичь разумных результатов.
3.1. Формы тонких стенок в микроструктурах
Поперечное сечение тонких стенок может иметь важное значение для деформационного поведения: если давление подшипника заставляет материал ползти, поперечные сечения прямоугольных стенок могут изгибаться или деформироваться до бочкообразной формы, как показано слева. часть рисунка 19. Однако на СЭМ материала с протравленными микроканалами справа деталь стабилизирована, поскольку поперечное сечение соединения увеличивается при деформации.
Рисунок 19.
Влияние поперечного сечения тонких стенок. Слева: прямоугольное сечение тонких стенок. Справа: самоусиливающееся поперечное сечение благодаря протравленным микроканалам.
Размер стенок должен превышать размер зерна материала: в большинстве случаев ширина стенок должна быть не менее 100–200 мкм. Соотношение сторон не должно превышать 1:1 по соображениям стабильности, например, во избежание изгиба.
3.2. Влияние конструкции механических микроструктур, соотношения сторон и количества слоев на деформацию
Кроме того, важна правильная геометрия микроструктурных фольг: соотношение между толщиной оставшегося дна и ширина траншеи не должна превышать 1:1, чтобы передать достаточное опорное усилие следующему слою и предотвратить непровар (Рис. 20, слева).
Рис 20.
Слева: 1,4301, T = 1075°C, t = 4 ч, p = 8 МПа, непровар из-за недостаточной толщины дна по отношению к ширине траншей. Справа: 1,4876, T = 1250°C, t = 1 ч, p = 8 МПа, искажение из-за проскальзывания границ зерен в тонком дне.
В зависимости от применения следует избегать границы зерен, пересекающей оставшуюся толщину дна микроканала. В случае коррозии это был бы благоприятный путь для выхода из строя. При диффузионной сварке это вызывает локальное скольжение по границам зерен и искажение механической микроструктуры (рис. 20, справа).
Еще одной темой является соотношение сторон свариваемых деталей, например, из-за разных коэффициентов теплового расширения ТЗМ-штампов (см. раздел 4), а деталей и деформации в процессе сварки возникает трение между теми и другими. При большом удлинении в пределах одного или нескольких получается бочкообразный профиль, сопровождающийся высокой процентной деформацией. Однако плоские детали при тех же условиях обладают малой деформацией. Например, для дисков диаметром 160 мм получена деформация 10 % при высоте 10 мм за T = 1075°С, t = 4 ч, p = 25 МПа. Однако при высоте 150 мм деформация составила более 33 % [22].
Количество слоев влияет на деформацию, полученную при одинаковых условиях, так как необходимо выровнять шероховатость большего количества поверхностей. Например, конический образец, состоящий из 51 слоя, имел деформацию более чем на 30 % выше, чем образец той же геометрии, состоящий только из пяти сегментов (рис. 21).
Рисунок 21.
Конические образцы из стали 1.4301, T = 1000°C, t = 4 ч, F = 17,55 кН, что соответствует 15–25 МПа. Слева: перед диффузионной сваркой. Средний: пять сегментов, деформация: 5,41 и 5,11% соответственно. Справа: образец из 51 слоя; деформация: 8,34 % [6].
Объявление
4. Оборудование для диффузионной сварки
Диффузионная сварка может осуществляться с помощью горячего изостатического прессования (ГИП) при высоком изостатическом давлении аргона до 2500 бар или с использованием нагретого пресса с одноосной нагрузкой. Для HIP детали должны быть помещены в стальной защитный контейнер, который вакуумируется перед герметизацией. Это делает обработку деталей и сам процесс довольно дорогим.
Кроме того, необходимо предотвратить прилипание деталей к контейнеру, например, с помощью промежуточных слоев минеральной ваты или распыления нитрида бора, или после этого контейнер необходимо обработать механическим способом. При использовании волокнистых материалов необходимо учитывать десорбцию с большой удельной поверхности при высоких температурах. Однако также детали с неравномерной плоскостью соединения могут быть сварены методом HIP, так как применяется однородное давление. HIP широко распространен и предлагается поставщиками услуг, например, ABRA Fluid AG [23].
Диффузионная сварка с использованием одноосных прессов с подогревом выполняется в защитной атмосфере инертного газа или высокого вакуума. Лишь несколько компаний поставляют оборудование для диффузионной сварки, например, PVA TePla AG, FormTech GmbH, TAV VACUUM FURNACES SPA и Centorr Vacuum Industries. Другие компании, такие как MAYTEC Mess- und Regeltechnik GmbH и SYSTEC Vacuum Systems GmbH & Co.KG, модифицируют оборудование, такое как машины для испытаний на растяжение, или производят оборудование для особых нужд (рис. 22). Для этого устанавливается водоохлаждаемый сосуд с герметичным вводом для штампов. Духовка косвенно нагревается металлическими нагревателями, и для защиты нагревателей необходимо поддерживать вакуум порядка 1E-05 Па. Для наиболее часто используемых материалов достаточно температуры не более 1400°С.
Рисунок 22.
Печи для диффузионной сварки. Слева: печь для диффузионной сварки Maytec, максимальное усилие 20 кН. Справа: печь для диффузионной сварки Systec, максимальное усилие: 2 МН.
Штампы часто изготавливают из молибденового ОДС-сплава ТЗМ, обладающего еще высокой механической жесткостью при высоких температурах [24]. Однако стабильность также зависит от отношения толщины к диаметру и должна быть адаптирована к силам, передаваемым на образец, чтобы предотвратить неравномерную деформацию свариваемых деталей.
Из-за термической массы оборудования и ограничения термической нагрузки скорость нагрева и особенно скорость охлаждения низкие. PVA TePla AG также предлагает технологию быстрого охлаждения для сокращения времени цикла [25].
При диффузионной сварке нержавеющих сталей и сплавов на основе никеля в вакууме происходит обеднение хромом на поверхности из-за высокого парциального давления оксида хрома [26, 27]. Следовательно, коррозионные свойства отличаются от термической обработки в инертном газе или воздухе. Для этих материалов также необходимо предотвратить обогащение углеродом. Следовательно, неэкранированные нагреватели из графита непригодны.
Объявление
5. Обсуждение и перспективы
Диффузионная сварка – единственный способ сварки, позволяющий выполнять сварку полного поперечного сечения, в основном без образования жидкой фазы. Поскольку термической обработке подвергается вся деталь, необходимо обращать внимание на нежелательные изменения материала. Любой эффект холодного деформационного упрочнения исчезает, и размер зерна становится больше, чем раньше.
При разумных усилиях нельзя сваривать тугоплавкие металлы, например, вольфрам или тантал.
Оборудование дорогое. Процесс в основном выполняется пакетно. В зависимости от оборудования и геометрии соединяемых деталей производительность относительно невелика. В основном затраты высокие.
Процесс должен быть оптимизирован в отношении температуры, опорного давления и времени, принимая во внимание состав сплава и механическую историю полуфабриката. Это делает его интересной областью исследований для материаловедов. Высокие температуры и длительное время склеивания благоприятны, если рост зерна не важен.
В целом результат диффузионной сварки трудно контролировать, и он зависит также от многих других геометрических факторов. Поэтому он используется в основном для специальных применений или в аэрокосмической промышленности, где давление затрат ниже.
Конструкция детали должна быть приспособлена для диффузионной сварки, например, с точки зрения постоянного распределения поперечного сечения соединительной сетки по детали для предотвращения утяжек. Высокая вакуумная герметичность является необходимым, но недостаточным критерием диффузионной сварки аппаратов.
Для получения хороших результатов сварки всегда необходимо допускать определенную деформацию. Это зависит, например, от соотношения сторон деталей и количества соединяемых слоев. Очевидно, что микроканалы внутри детали будут дополнительно влиять на величину деформации. Для многослойных деталей требуется более высокая деформация для достижения высокой вакуумной герметичности, поскольку необходимо выровнять больше поверхностей. Следовательно, требуется большой опыт, чтобы определить соответствующие параметры, особенно для опорного давления, чтобы обеспечить достаточную деформацию, связанную с количеством слоев. Следовательно, невозможно дать точное значение деформации, необходимой для получения высокой вакуумной герметичности для самого материала.
Поскольку длительное время склеивания затрудняет контроль деформации при постоянном опорном давлении, может оказаться полезным кратковременное увеличение опорного давления для приближения к поверхностям. Между ними должно быть дано время для закрытия оставшихся пор при пониженном постоянном опорном давлении без постоянной скорости деформации.
Как показано для различных типов стали, свойства материала и поверхностные пассивирующие слои также могут оказывать сильное влияние на поведение во время диффузионной сварки. Не все материалы одного класса можно сваривать при одинаковой температуре, так как пассивирующие слои могут обладать разной термостойкостью. Часто требуется повышенная температура для достижения роста зерен поперек плоскостей склеивания, в зависимости от легирующих элементов и их содержания.
Литература
- 1. В. Шатт (ред.): «Einführung in die Werkstofftechnik», 6-е изд., Лейпциг, Verlag für Grundstoffindustrie, 1972, с. 446.
- 2. Роос Э., Майле К.: «Производство инженерной мысли», 4-е изд., Берлин, Гейдельберг, Springer, 2011, с. 55.
- 3. Х.-Ю. Баргель, Г. Шульце (ред.): «Werkstoffkunde», 11-е изд., Берлин, Гейдельберг, Springer-Vieweg, 2012, с. 6.
- 4. В. В. Зайдель, Ф. Хан: «Werkstofftechnik», 8-е изд., Мюнхен, Carl Hanser Verlag, ISBN 978–3–446–42064–9, 2010, с. 70.
- 5. Д. Р. Аскеланд: «Наука и разработка материалов», Бостон, Cengage Learning, 7-е изд. ISBN 978-1-305-07676-1, 1989 г., 153 страницы.
- 6. Т. Гитцельт, В. Тот, А. Хюлль, Ф. Мессершмидт, Р. Диттмайер: «Систематическое исследование поведения диффузионной сварки аустенитной нержавеющей стали 304 (1.4301)», Advanced Engineering Materials, 2014, т. . 16, выпуск 11, стр. 1381–1390.
- 7. Дж. Вилден, С. Ян, В. Бек: «Некоторые примеры современных применений диффузионного склеивания», Матем. -вис. ты Веркштоффтех., 2008, 39: стр. 349–352. doi: 10.1002/mawe.200800304.
- 8. A.S. Key: «Прямое наблюдение дефектов в кристаллах», J.B. Newkirk, J.H. Wernick (eds.), New York, London, 1962, Metallurgical Society Conferences, vol. 14, стр. 213–238.
- 9. М. Меркель, К.-Х. Томас: «Taschenbuch der Werkstoffe», 7-е изд., Carl-Hanser, Мюнхен, ISBN 978-3-446-41194-4, 2008, с. 92.
- 10. X. Sun (ред.): «Механизмы отказа передовых процессов сварки», Woodhead Publishing Limited, Abington Hall, 2010, ISBN 978-1-84569-536-1, 307 стр.
- 11. NanoFoil, реактивная многослойная фольга, 2016 г., доступно по адресу: http://www.indium.com/nanofoil/ [Дата обращения: 2016–06–23].
- 12. Х. Дж. Фрост, М. Ф. Эшби: «Карты механизма деформации, пластичность и ползучесть металлов и керамики», Pergamon Press, Oxford, ISBN 978–0080293387, 1982, глава 7, например. Рис. 7.2. Никель-20 ат. % хрома с размером зерна 100 мкм, доступно по адресу: http://engineering.dartmouth.edu/defmech/ [Дата обращения: 23–06–2016] [13] CEP DISCUP высокоэффективные медные сплавы, 2016 г., Доступно по адресу: http://www.cep-freiberg.de/media/pdf/CEP-Product-Information_english.pdf [Дата обращения: 23 июня 2016 г.]
- 13. Паспорт медного сплава ODS Discup, см. http://www.cep-freiberg.de/media/pdf/CEP-Product-Information_english.pdf, последний доступ: 02.02.2016.
- 14. П.К. Самал: «Твердая пайка и диффузионное соединение меди, упрочненной дисперсией Glidcop», Металл, наука о соединении, под редакцией MJ Cieslak и др., Minerals, Metals & Materials Society, 1992, доступно на: http://www.aps.anl .gov/APS_Engineering_Support_Division/Mechanical_Operations_and_Maintenance/Miscellaneous/tech_info/Glidcop/glidcop_brazing_samal.pdf, [Дата обращения: 2016–06–23].
- 15. С. Ян: «Technologieentwicklung zur Herstellung variantenreicher innenstrukturierter Bauteile und Werkzeuge», докторская диссертация, TU Ilmenau, 2007, ISBN 3–86130993–9, Verlagshaus Mainz GmbH Aachen.
- 16. П. Гюмпель (редактор): «Rostfreie Stähle», expert-Verlag, 4-е изд., 2008 г., ISBN 978–3–8169–2669–4, стр. 51–52.
- 17. Beizen von Edelstahl, Merkblatt 826, Informationsstelle Edelstahl Rostfrei (ред.), 2016 г., доступно по адресу: http://www.edelstahl-rostfrei.de/downloads/iser/MB_826.pdf [Доступ: 2016–06– 23].
- 18. Х.-С. Ли, Дж.-Х. Юн, Ж.-Т. Ю: «Изготовление авиакосмических деталей с использованием технологии диффузионной сварки», Прикладная механика и материалы, 2011, т. 1, с. 87, стр. 182–185.
- 19. Л. Д. Хефти: «Достижения в производстве сверхпластически формованных и диффузионно-склеенных компонентов для аэрокосмических конструкций», Journal of Materials Engineering and Performance, 2004, vol. 13, выпуск 6, стр. 678–682.
- 20. М. Дж. Доначи: «Титан, техническое руководство», 2-е изд., ASM International, Materials Park, Огайо, 2000, ISBN 0–87170–686–5, с. 18.
- 21. W. Behr и др.: «Диффузионная сварка алюминиевых материалов для изготовления охлаждающих конструкций для использования в сверхвысоком вакууме», DVS-Media, vol. 263, 2010, ISBN: 978–3–87155–589–3, стр. 127–133.
- 22. Т. Гитцельт, В. Тот, А. Хюлль, Р. Диттмайер: «Зависимость деформации при диффузионной сварке от соотношения сторон с использованием образцов из нержавеющей стали 304 (1.4301)», 2016 г., представлено Adv. англ. Матер.
- 23. Heißisostatische Pressen HIP, ABRA Fluid AG, 2016 г., доступно по адресу: http://www.abra-fluid.ch/heissisostatische-pressen.html [Доступ: 2016–06–23].
- 24. TZM, Plansee Composite Materials GmbH, 2016 г., доступно по адресу: http://www.plansee.com/de/werkstoffe/molybdaen.html [Доступ: 2016–06–23].
- 25. Hochvakuum-Diffusionsschweißen — Einstieg in die industrielle Serienanwendung ist in Vorbereitung, PVA TePla AG, 2016, доступно по адресу: http://www. pvatepla.com/pva-tepla-service/news/b/hochvakuum-diffusionsschweissen- —einstieg-in-die-industrielle-serienanwendung-ist-in-vorbereitung [Дата обращения: 2016–06–23].
- 26. K. Hauffe: «Reaktionen in und an festen Stoffen», 2-е изд., Берлин, Гейдельберг, Нью-Йорк, Springer, 1966, ISBN 978–3–642–88043–8, с. 463.
- 27. Бергамнн, Шефер, Р. Кассинг (ред.): «Lehrbuch der Experimentalphysik, Band 6», 2-е изд., Вальтер де Грюйтер, Берлин, Нью-Йорк, 2005 г., ISBN 3–11–017485–5 , п. 939.
Сечения
Информация об авторе
- 1. Введение
- 2. Микроструктура металлов и влияние дефектов решетки на диффузионную сварку
- 3. Особенности, которые необходимо учитывать при диффузионной сварке микроустройств
- 4. Оборудование для диффузионной сварки
- 5. Discussion and Outlook
Ссылки
Реклама
Написано
Томас Гитцельт, Volker Toth и Andreas Huell
. БЕСПЛАТНО
© 2016 Автор(ы). Лицензиат IntechOpen. Эта глава распространяется в соответствии с условиями лицензии Creative Commons Attribution 3.0, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии правильного цитирования оригинальной работы.
Академические редакторы и авторы IntechOpen получили финансирование для своей работы от многих известных спонсоров, включая: Европейскую комиссию, Фонд Билла и Мелинды Гейтс, Wellcome Trust, Китайскую академию наук, Фонд естественных наук Китая (NSFC), CGIAR Консорциум международных центров сельскохозяйственных исследований, Национальный институт здравоохранения (NIH), Национальный научный фонд (NSF), Национальное управление по аэронавтике и исследованию космического пространства (НАСА), Национальный институт стандартов и технологий (NIST), Немецкий исследовательский фонд (DFG), Исследовательские советы Соединенное Королевство (RCUK), Фонд Освальдо Круза, Австрийский научный фонд (FWF), Фонд науки и технологий (FCT), Австралийский исследовательский совет (ARC).
Затраты на публикации в открытом доступе часто могут быть указаны непосредственно в грантах или в конкретных бюджетах, выделенных для этой цели. Многие из наиболее важных финансирующих организаций поощряют и даже требуют, чтобы проекты, которые они финансируют, были доступны широкой общественности бесплатно. IntechOpen стремится поддерживать отличные отношения с этими спонсорами и обеспечивает соблюдение мандатов.
Чтобы помочь авторам определить подходящие финансирующие агентства и учреждения, мы создали список на основе обширных исследований различных ресурсов открытого доступа (включая ROARMAP и SHERPA/JULIET) организаций, у которых есть доступные средства. Перед ознакомлением с нашим списком мы рекомендуем вам обратиться в ваше собственное учреждение или организацию за средствами открытого доступа или проверить спецификации вашего гранта у вашего спонсора, чтобы убедиться, включены ли расходы на публикацию. Если вы получаете грант, вы должны уточнить:
Если вы связаны с каким-либо учреждением из нашего списка ниже, вы можете подать заявку на получение средств на публикацию в открытом доступе, следуя инструкциям, приведенным по ссылкам. Пожалуйста, ознакомьтесь с политикой открытого доступа или условиями предоставления любого учреждения, с которым вы связаны, чтобы изучить способы покрытия ваших расходов на публикацию (также доступны, нажав на ссылку в их названии).
Обратите внимание, что этот список не является окончательным и регулярно обновляется. Чтобы предложить возможные изменения или включение вашей организации/спонсора, свяжитесь с нами по адресу [email protected]
Имейте в виду, что вы должны быть членом или грантополучателем перечисленных организаций/спонсоров, чтобы подать заявку на их фонды публикаций в открытом доступе.
Затраты на публикации в открытом доступе часто могут быть указаны непосредственно в грантах или в конкретных бюджетах, выделенных для этой цели. Многие из наиболее важных финансирующих организаций поощряют и даже требуют, чтобы проекты, которые они финансируют, были доступны широкой общественности бесплатно. IntechOpen стремится поддерживать отличные отношения с этими спонсорами и обеспечивает соблюдение мандатов.
Чтобы помочь авторам определить подходящие финансирующие агентства и учреждения, мы создали список на основе обширных исследований различных ресурсов открытого доступа (включая ROARMAP и SHERPA/JULIET) организаций, у которых есть доступные средства. Перед ознакомлением с нашим списком мы рекомендуем вам обратиться в ваше собственное учреждение или организацию за средствами открытого доступа или проверить спецификации вашего гранта у вашего спонсора, чтобы убедиться, включены ли расходы на публикацию. Если вы получаете грант, вы должны уточнить:
Если вы связаны с каким-либо учреждением из нашего списка ниже, вы можете подать заявку на получение средств на публикацию в открытом доступе, следуя инструкциям, приведенным по ссылкам. Пожалуйста, ознакомьтесь с политикой открытого доступа или условиями предоставления любого учреждения, с которым вы связаны, чтобы изучить способы покрытия ваших расходов на публикацию (также доступны, нажав на ссылку в их названии).
Обратите внимание, что этот список не является окончательным и регулярно обновляется. Чтобы предложить возможные изменения или включение вашей организации/спонсора, свяжитесь с нами по адресу [email protected]
Имейте в виду, что вы должны быть членом или грантополучателем перечисленных организаций/спонсоров, чтобы подать заявку на их фонды публикаций в открытом доступе.
\r\n\tЭта тема направлена на рассмотрение самых последних результатов исследований и инноваций в области образования, в частности, направленных на улучшение процессов преподавания и обучения и, в более широком смысле, на понимание различных образовательных, культурных, социальных и эмоциональных переменных в этот процесс. В связи с этим он направлен на рассмотрение тем, представляющих особый интерес, таких как здоровье и успехи в обучении, активное обучение, овладение вторым языком, подготовка учителей по всем дисциплинам, высшее образование, умственная отсталость и трудности в обучении и т. д., а также развитие новый подход к образованию.
\r\n\tЕго подход настроен в рамках сотрудничества и дидактического и педагогического обмена между различными областями знаний, которые исследуют преподавание и изучение школьных дисциплин и образовательных процессов, и способствует созданию новых междисциплинарных и трансдисциплинарных направлений исследований. , на основе сплоченных исследовательских групп. Стоит выделить инклюзивное призвание и социальную ответственность данной темы как с точки зрения концепции социально ответственной и проактивной образовательной практики, так и с точки зрения углубления теоретико-методологических и эпистемологических подходов к наиболее актуальным социальным проблемам и дискуссионным вопросам. Следовательно, его цель включает в себя вызовы человека в 21 веке в отношении аспектов, связанных с качеством жизни и демократическими компетенциями, посредством исследований и разработки образовательных программ, направленных на формирование критического, рефлексивного, компетентного и здорового человека. гражданство.
\r\n\tВ соответствии со своим вкладом в формирование инклюзивных и инновационных обществ, эта тема специально согласована с Целями в области устойчивого развития (ЦУР 4: Обеспечить инклюзивное и справедливое качественное образование и поощрять возможности обучения на протяжении всей жизни для всех; и ЦУР 5: Достижение гендерного равенства и расширение прав и возможностей всех женщин и девочек), а также содействие образованию в интересах устойчивого развития.
Диффузионная сварка через вакуумно-напыленные пористые прослойки
- DOI:10.1016/J.JMATPROTEC.2017.04.029
- Идентификатор корпуса: 136341078
@article{Ustinov2017DiffusionWT,
title={Диффузионная сварка через вакуумно-напыленные пористые прослойки},
автор={А. И. Устинов и Юрий В. Фальченко и Татьяна Мельниченко и Лидия В. Петрушинец и К. В. Ляпина и Андрей Шишкин},
journal={Журнал технологии обработки материалов},
год = {2017},
объем = {247},
страницы = {268-279}
} - А.И.Устинов, Ю.В.Фальченко, А.Шишкин 9
Просмотр через Publisher Y. Fang, Xiao-song Jiang, D. Mo, Ting-feng Song, Zhiping Luo
Материаловедение
Вакуум
Atomistic Investigation on Diffusion Welding between Stainless Steel and Pure Ni Based on Molecular Dynamics Simulation
- Yanqiu Zhang, Shuyong Jiang
Materials Science
Materials
- 2018
The results show that surface roughness has a significant влияние на диффузионное поведение атомов во время диффузионной сварки между двумя различными материалами, и предлагается, чтобы шероховатая поверхность была установлена на чистом Ni, а не на 304 SS во время диффузионной сварки между ними.
Структурный механизм пластической деформации многослойных фольг Al/а-Si при нагреве под нагрузкой
- Устинов А., Мельниченко Т., Демченков С.
Материаловедение
- 2021 Свойства Контактная точечная сварка алюминиевого сплава с нержавеющей сталью с промежуточным слоем цинка
- Майстренко А., Нестеренков В., Дутка В., Лукаш В., Заболотный С.
Материаловедение
- 2020
- Бернацкий А. , Бердникова О., Сидорец В., Костин В., Кушнарова О.
Материаловедение
- 2021
- Ю. В. Устинов, Ю.В. Фальченко, Мельниченко Т., Петрушинец Л., Ляпина К., Шишкин А.
Материаловедение
- 2015
- А. Устинов, Ю.В. Фальченко, В.П. Гуриенко
Материаловедение
- 2015
- Мовчан В.И., Педан Л.Г., Гайдамакин В.С.
Материаловедение
- 1987
- Потехин Б.А., Измайлов Д.
Материаловедение
- 2009
- M. I. Barrena, J. M. G. Salazar, L. Matesanz
Материаловая наука
- 2009
Все металлы имеют уникальные преимущества и недостатки с точки зрения их механических свойств. Такие преимущества, как гибкость, необходимы для строительства и изготовления сложных…
Анализ тепловых процессов при сварке металлов трением с перемешиванием
Лазерная сварка нержавеющей стали 321 в различных положениях сварки
Выявлено влияние пространственного положения при лазерной сварке1 нержавеющих сталей AISI процессы в сварочной ванне и процесс ее кристаллизации. Геометрия, структура,…
Микроструктура и межфазные свойства биметаллического композита ZCuSn10Pb10/Q235 после полутвердой и плакирующей обработки
Реферат Плакирование из сплава ZCuSn10Pb10 было соединено с подложкой из стали Q235 методом плавления-литья. Полутвердую обработку сплава ZCuSn10Pb10 проводили методом деформационно-индуцированной активации расплава…
Механизмы влияния на межфазное соединение горячекатаных слоистых композитов ТВ9/ТС4
Влияние давления склеивания на характеристики микроструктуры, механические свойства и Диффузионные соединения Ti-6Al-4V и TiAlNb
В этом исследовании подчеркивается влияние давления соединения на характеристики диффузионно-связанных соединений (DBJ) между сплавом Ti6Al4V и сплавом TiAlNb, исследованных в 900 °C в течение 120 минут в вакууме…
ПОКАЗАНЫ 1-10 ИЗ 19 ЛИТЕРАТУРЫ
СОРТИРОВАТЬ ПОРелевантности Наиболее влиятельные статьиПоследность
Вакуумно-диффузионная сварка нержавеющей стали через прослойки из пористого никеля
Особенности формирования неразъемных соединений диффузионной сваркой через промежуточную прослойку на основе пористого никеля, полученную паром фазовое вакуумное напыление (EB PVD) изучались в случае…
Диффузионная сварка стали с оловянной бронзой через пористые прослойки никеля и меди
Узлы трения на основе стали и бронзы широко применяются во многих механических системах. Соединения стали и бронзы производятся диффузионной сваркой при температурах 750—850 °С. Дефектообразование…
Структурные особенности переходного слоя, образующегося при диффузионной сварке бронзы со сталью
Исследовано химико-термическое взаимодействие бронзы со сталью 20Х4МВФ при сварке. Диффузионное соединение проводили в ванне с хлоридом натрия. Электронным зондом определена зона контакта…
Особенности вакуумной диффузионной сварки без внешнего давления
Оптимальным способом изготовления подшипников скольжения на основе бронзы является запрессовка бронзовой втулки в корпус подшипника, отливка и нанесение бронзы на внутреннюю поверхность…
Диффузионная сварка нержавеющей стали к меди с прослойками оловянной бронзы и золота
Вакуумно-диффузионную сварку нержавеющей стали с медью проводили при температуре от 830 до 950 °С при осевом давлении 3 МПа в течение 60 мин с тремя видами промежуточных металлов:…
сплав Ni — Cu для диффузионной связи Cermet/Steel в воздухе
Inorganic Mationalsed и Castered Mationaled и Haitsed и Haideded Materials
Inorganic Anorganic inorganic.
МовчанМатериаловедение
Реферат В настоящей работе описан процесс высокоскоростного электронно-лучевого испарения неорганических веществ в вакууме и параметры процесса, контролирующие осаждение, структуру и…
Механизм сверхпластической деформации крупнозернистых материалов
- Р. Кузнецова, Н. Н. Жуков, О. Кайбышев, Р. Валиев
Материаловедение
- 1982 сверхпластическое течение, вклад зернограничного скольжения (ЗГС) и внутризеренной деформации (ВЗД) в общую деформацию…
- А. Михеев
Материаловедение
- 2004
- R. Smith, D. Srolovitz
Моделирование неравновесной молекулярной динамики применялось для изучения структуры тонких пленок, выращенных на монокристаллических подложках Леннарда-Джонса. Основные микроструктурные…
Печь для вакуумной диффузионной сварки для процесса диффузионной сварки под давлением — ACME (производитель в Китае) — Металлургическое оборудование
/china/ml/0-s-i-1/Search.html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов.
ПродуктыКомпанииКорзина запросов (0)
Advanced
Вакуумная диффузионная сварочная печь для процесса диффузионной сварки под давлением
Модель: — Марка: ACME Происхождение: Сделано в Китае Категория: Промышленные товары/металлургическое оборудование Этикетка: диффузионная сварка, процесс сварки, вакуумная печь Цена: — Мин. Заказ:1 шт. Узнать сейчас В корзину
Описание продукта
Описание Вакуумная диффузионная сварочная печь
в основном подходит для процесса диффузионной сварки под давлением и процесса спекания под давлением таких материалов, как разнородные сплавы, керамика, металлокерамика.Технические характеристики
1. Вакуумная печь горячего прессования имеет одну камеру, внутренний обогрев, холодную стенку и горизонтальную конструкцию.
2. Печь оснащена гидравлическим прессом, который обеспечивает точно контролируемое системой давление загрузки.
3. Метод давления имеет два варианта: одностороннее давление/двустороннее давление.
4. Горячая зона имеет два варианта: графитовая изоляция/полностью металлическая изоляция.
5. Давление нагрузки имеет много вариантов: 30T/35T/100T/200T/400T/500T/800T/1000T
6. Много вариантов температуры: 1500°С, 1800°С, 2000°С, 2300°С, 2500°С.
7. Напорная головка имеет два варианта: статическое прессование ISO из сплава графит/TZM.Спецификация печи для вакуумной диффузионной сварки
Спецификация\Модель ВДП-446 ВДП-556 ВДП-666 ВДП-776 ВДП-886 ВДП-996 Эффективный размер горячей зоны Ш×В×Д (мм) 400 × 400 × 600 500 × 500 × 700 600 × 600 × 900 700 × 700 × 1100 800 × 800 × 1200 900 × 900 × 1500 Тепловая мощность (кВт) 75 90 150 270 360 540 Макс.температура (°C) 1300 1300 1300 1300 1300 1300 Однородность температуры (°C) ±5 ±5 ±5 ±5 ±5 ±5 Степень вакуума (Па) 4 × 10-3/6 × 10-4 4 × 10-3/6 × 10-4 4 × 10-3/6 × 10-4 4 × 10-3/6 × 10-4 4 × 10-3/6 × 10-4 4 × 10-3/6 × 10-4 Скорость повышения давления (Па/ч) ≤0,26 ≤0,26 ≤0,26 ≤0,26 ≤0,26 ≤0,26 ≤0,65 ≤0,65 ≤0,65 ≤0,65 ≤0,65 ≤0,65 Спецификация вакуумной печи горячего прессования
Спецификация/модель ВХП-446 ВХП-556 ВХП-666 ВХП-776 ВХП-886 ВХП-996 Эффективный размер горячей зоны Ш×В×Д (мм) 400 × 400 × 600 500 × 500 × 600 600 × 600 × 600 700 × 700 × 600 800 × 800 × 600 900 × 900 × 600 Тепловая мощность (кВт) 75 90 150 270 360 540 Макс. температура (°C)2350 2350 2350 2350 2350 2350 Однородность температуры (°C) ±5 ±5 ±5 ±5 ±5 ±5 Степень вакуума печи для вакуумной диффузионной сварки (Па) 4 × 10-3/6 × 10-4 4 × 10-3/6 × 10-4 4 × 10-3/6 × 10-4 4 × 10-3/6 × 10-4 4 × 10-3/6 × 10-4 4 × 10-3/6 × 10-4 Скорость повышения давления (Па/ч) ≤0,26 ≤0,26 ≤0,26 ≤0,26 ≤0,26 ≤0,26 ≤0,65 ≤0,65 ≤0,65 ≤0,65 ≤0,65 ≤0,65 Изображение продукта
Изображение 1
Изображение 2
Отправить запрос этому участнику
Сопутствующие товары этой компании
Вакуумная печь для пиролиза для вакуума
Печь CVD для химического Vampor
Китай Конвейерная печь со стальной лентой Вольфрам
Вакуумная печь для карбонизации для высоких температур
Многотрубная печь для металлического порошка
Вакуумная закалка газом высокого давления
Вакуумная печь для отжига
Индукционная печь для высоких температур
Вакуумная масляная закалочная печь
Печь для агломерации с сетчатой лентой для агломерации
Вакуумная печь для удаления вяжущих присадок
Вакуумная печь для удаления связующих и агломерации
Этот участник берет на себя полную ответственность за содержание этого списка.
DIYTrade не несет никакой ответственности за такое содержание.
Чтобы сообщить о мошенническом или незаконном содержимом, нажмите здесь.Китайские поставщики Быстрый поиск:
Металлургическое оборудование, сделанное в Китае Продукция
,Металлургическое оборудование Китайские поставщики и китайские производители
Искровая плазменно-диффузионная сварка TiAl/Ti2AlNb с Ti в качестве промежуточного слоя
Материалы (Базель). 2020 авг.; 13(15): 3300.
Published online 2020 Jul 24. doi: 10.3390/ma13153300
, 1 , 1, * , 2, 3, * , 3 , 3 и 3
Информация об авторе Примечания к статье Информация об авторских правах и лицензиях Отказ от ответственности
Для решения проблемы плохой свариваемости между сплавами на основе TiAl и Ti 2 сплавов на основе AlNb, для соединения сплава TiAl и сплава Ti 2 AlNb с фольгой из чистого Ti в качестве промежуточного слоя применялась электроискровая плазменно-диффузионная сварка при 950 °C/10 кН/60 мин.
После сварки проводили медленное охлаждение со скоростью 5 °С/мин с последующей гомогенизацией при 800 °С в течение 24 ч. Эволюцию микроструктуры и миграцию элементов соединения анализировали с помощью сканирующего электронного микроскопа, оснащенного энергодисперсионным спектрометром, а механические свойства соединения оценивали с помощью испытаний на микротвердость и растяжение. Результаты показывают, что искровая плазменная диффузионная сварка сформировала соединение TiAl/Ti/Ti 2 AlNb без микротрещин и микропор, а также эффективно защищает основной металл. До термообработки максимальное значение твердости (401 HV) проявлялось на границе раздела Ti 2 AlNb/Ti, а минимальное значение твердости (281 HV) имело место в основном металле TiAl. Предел прочности термообработанного соединения при комнатной температуре был измерен до 454 МПа с хрупким разрушением в прослойке. Измеренная прочность соединения на растяжение при 650 °С составила до 538 МПа, при этом в основном металле TiAl возникли межкристаллитные трещины.Ключевые слова: искровая плазменно-диффузионная сварка, TiAl, Ti 2 AlNb, микроструктура, миграция элементов, микротвердость, свойства при растяжении
С развитием современной аэрокосмической промышленности традиционным материалам становится все труднее соответствовать требованиям компонентов аэрокосмической конструкции, то есть быть легкими и одновременно обеспечивать высокую производительность. Титановые алюминиевые сплавы и биметаллические конструкции привлекают повышенное внимание как оптимальные решения этой проблемы. Благодаря низкой плотности, высокой температуре плавления, высокому удельному модулю и отличной стойкости к ползучести и окислению сплав TiAl является одним из важных материалов-кандидатов на замену некоторых суперсплавов на основе никеля в диапазоне температур 650–900 °С с целью снижения массы тела [1,2]. Сплав Ti 2 AlNb представляет собой новый тип легкого высокотемпературного конструкционного материала, разработанный на основе сплавов TiAl и Ti 3 Al, с высокими показателями вязкости разрушения и сопротивления ползучести, вызванными добавлением элемента Nb [3,4].
]. Благодаря хорошей малоцикловой усталости и высокому сопротивлению ползучести сплав Ti 2 AlNb широко применяется в аэрокосмической области в диапазоне температур 600–750 °C. Исследование сварки TiAl и Ti 2 AlNb имеет большое значение, так как позволит улучшить тяговооруженность авиакосмических компонентов и расширить возможности применения таких сплавов.На сегодняшний день для соединения сплавов на основе TiAl используются такие методы сварки плавлением, как лазерная сварка [5,6,7,8] и электронно-лучевая сварка [9,10,11,12]. Установлено, что такие дефекты, как высокие напряжения, горячие трещины и хрупкие интерметаллиды, часто возникают из-за чрезмерно высокой скорости охлаждения при использовании лазерной сварки и электронно-лучевой сварки. Ожидается, что твердофазное соединение будет использоваться для достижения высококачественного соединения сплава TiAl. Методы сварки в твердой фазе, включая линейную сварку трением [13] и обычную диффузионную сварку [14,15], могут генерировать рекристаллизованные зерна на границе раздела сплавов TiAl/Ti 9.
0454 2 AlNb и блокируют пересечение трещин, что еще больше повышает качество сварки.Искровая плазменно-диффузионная сварка (SPDB) — это метод быстрого соединения, который привносит характеристики импульсного тока в твердофазную диффузионную сварку, способствуя атомной диффузии и пластической деформации материала. Ключевым преимуществом этого метода является то, что тепло в основном выделяется на границе раздела, что определенно отличается от общего нагрева при традиционной диффузионной сварке горячим прессованием. СПДБ применяли для прямой диффузионной сварки сплава Ti-48Al-2Cr-2Nb [16], сплава Ti-45Al-7Nb-0,3W (ат.%) [17], сплава ТЗМ30, сплава WRE [18] и Быстрорежущая сталь порошковой металлургии (ПМХСС) ХС-6-7-6-10-0,1ЛаБ6 [19] и соединению SiC [20] с Ta-5W в качестве прослойки.
Принимая во внимание металлургические факторы, очень важно выбрать соответствующий промежуточный слой для получения высококачественных сварных соединений. При диффузионном соединении сплавов TiAl существует много видов промежуточных слоев.
Ti-Nb [21], Ti-Ni-Nb [22] и TiZrCuNi [23] использовались для улучшения характеристик интерфейса соединения сплава TiAl. Было обнаружено, что Ti имеет хорошую совместимость с Ti 2 AlNb и может препятствовать образованию хрупких соединений.Поэтому для получения качественных сварных соединений в качестве прослойки в СПБТ TiAl и Ti 2 AlNb был выбран чистый Ti. Затем были проанализированы микроструктура и механические свойства сварных соединений.
Было выбрано экструдированное интерметаллическое соединение TiAl с номинальным составом Ti-46Al-2Cr (ат.%), изготовленное Институтом исследований металлов Китайской академии наук (Шэньян, Китай). Микроструктура этого материала при комнатной температуре показана на а. Почти полностью пластинчатая структура материала состояла из α-фаз и чередующихся пластинчатых γ-фаз. Кованый Ти 9Также был выбран сплав 0454 2 AlNb с номинальным составом Ti-22Al-27Nb (ат.%), производства Центрального научно-исследовательского института чугуна и стали (Пекин, Китай).
б показан основной металл этого материала после отжига при 800 °С. Полученная микроструктура состояла из массивных фаз O, распределенных по матрице β/B 2 . Как видно из изображения, фаза O темная и выглядит серой, а фаза B 2 ярко-белая. В качестве прослойки был выбран чистый титан ТА1 толщиной 0,1 мм. Склеиваемый основной металл был обработан в виде стержня диаметром 40 мм и длиной 60 мм.Открыть в отдельном окне
Микроструктуры сплавов ( a ) TiAl и ( b ) Ti 2 AlNb.
Испытание на диффузионную сварку проводили на аппарате искровой плазменной диффузии HPD-25-HV/SP производства FCT Systeme GmbH (Рауэнштейн, Германия) при температуре 950 °С, скорости нагрева 100 °С/мин, импульсном токе 7000 А, частота отношения 1/9, степень вакуума 2,3·10 -3 Па, давление 10 кН, время выдержки 60 мин. После сварки производилось медленное охлаждение со скоростью 5 °С/мин. Схема сварочной сборки показана на рис.
Открыть в отдельном окне
Принципиальная схема метода плазменно-искровой диффузионной сварки.
После сварки проводили гомогенизирующую термообработку в вакуумной печи для термообработки производства Centorr Vacuum Industries (Нашуа, Нью-Хэмпшир, США) при 800 °C в течение 24 часов. Образцы микроструктуры получали вдоль направления, перпендикулярного поверхности сварки, шлифовали и полировали, подвергали коррозии водными растворами плавиковой и азотной кислот. Микроструктуру соединения наблюдали и анализировали на сканирующем электронном микроскопе Zeiss Suppera55 в испытательном центре Китайского научно-исследовательского института технологий авиационного производства (Пекин, Китай), а химический состав каждой фазы, полученной в результате межфазной реакции, анализировали с помощью Oxford Xmax. энергодисперсионный спектрометр производства Carl Zeiss (Шанхай, Китай). Распределение твердости соединения проверяли на микротвердомере HXD-1000 производства Shanghai Optical Instrument Factory (Шанхай, Китай) с испытательной нагрузкой 300 гс (294.
2 Н) и время выдержки 15 с. Для теста на микротвердость было выбрано не менее пяти точек для каждой из следующих областей: основной металл TiAl, граница раздела TiAl/Ti, промежуточный слой, граница раздела Ti/Ti 2 AlNb и основной металл Ti 2 AlNb. После термической обработки образцы были испытаны на универсальной испытательной машине Z100 производства ZwickRoell (Шанхай, Китай). для испытаний на растяжение при комнатной температуре и высокой температуре. Образцы на растяжение были подготовлены в соответствии с HB5214-9.6 стандарт.3.1. Эволюция микроструктуры и миграция элементов
Микроструктуры сварных соединений показаны на рис. На границе раздела сплавов TiAl и Ti 2 AlNb после сварки не наблюдалось дефектов сварки в виде микроотверстий, микротрещин, плохого сцепления или других аномалий. Кроме того, была замечена тенденция изменения микроструктуры от TiAl до Ti 2 AlNb. Ширина интерфейса склеивания оценивалась в 150 мкм.
Для упрощения описания результатов соединение было разделено на семь зон: основной металл TiAl (зона I), зона диффузии TiAl (зона II), граница раздела TiAl/Ti (зона III), прослойка Ti (зона IV ), Ti/Ti 2 AlNb (зона V), диффузионная зона Ti/Ti 2 AlNb (зона VI) и основной металл Ti 2 AlNb (зона VII).Открыть в отдельном окне
Микроструктура соединения TiAl/Ti 2 AlNb, диффузионно связанного с Ti-фольгой при 950 °C в течение 60 мин под давлением 10 МПа, и профиль микротвердости по Виккерсу поперек соединения.
При использовании SPDB диапазон термического влияния достаточно узок; таким образом, основные металлы TiAl и Ti 2 AlNb были эффективно защищены. Анализ показал очень малые размеры кластеров α-фазы и γ-фазы в основном металле TiAl в зоне I. Кроме того, не было зарегистрировано значительных изменений в микроструктуре между зоной I и зоной II, что указывает на то, что температура сварки мало влияла на TiAl.
основной металл. Зона VI представляла собой зону диффузии Ti 2 AlNb, с микроструктурой, состоящей из многочисленных фаз O, распределенных в матрице B2. Как и ожидалось, был отмечен рост О-фазы. Термический цикл сварки мало повлиял на основной металл Ti 2 AlNb, что привело к незначительным изменениям микроструктуры зоны VII.Использование фольги из чистого титана в качестве промежуточного слоя эффективно улучшило непрерывность микроструктуры соединения. Зона III представляет собой переходную область, в которой были связаны основной металл TiAl и промежуточный слой Ti. Хотя поверхность раздела выглядела очевидной, линия соединения выглядела прерывистой и изогнутой, что соответствовало интерметаллическому соединению (IMC) Ti 9.0454 3 Al на основе бинарной фазовой диаграммы Ti/Al [24]. Вблизи линии склеивания микроструктура основного металла TiAl почти не изменилась, а межслоевая сторона содержала грубую перистую микроструктуру. Формирование такой микроструктуры, скорее всего, связано с взаимодиффузией между TiAl и Ti.
Зона IV включала среднюю часть прослоя и в основном состояла из остаточных фаз, образовавшихся после диффузионно-металлургической реакции. Кроме того, микроструктура содержала выделенные α-фазы, в отличие от переходной зоны TiAl/Ti. Зона V представляла собой переходную область Ti/Ti 2 AlNb, где Ti и Ti 2 AlNb стали диффузионно связанными. В состоянии после сварки в этой переходной зоне не наблюдалось явной границы раздела, а размер зерна выглядел более мелким, чем на границе раздела TiAl/Ti (зона III). Согласно предыдущим исследованиям [25], такая микроструктура с большей вероятностью будет содержать α-Ti и β-Ti. Эти результаты были аналогичны результатам, полученным Ван Ином [26], который определил, что темно-серые игольчатые осадки в диффузионной области были дефицитными по Nb, а светло-серая матричная фаза была обогащена Nb. Однако темно-серые игольчатые осадки содержали более высокое содержание Al, чем светло-серая матричная фаза. Таким образом, анализ каждой фазы в Ti 2 AlNb и Ti предполагает, что большие количества Nb могут образовывать бесконечный твердый раствор с диффузией β-Ti от Ti 2 AlNb к Ti.
Это привело к образованию зоны, обогащенной Nb, вблизи границы раздела, определенной как область, обогащенная B2.показывает микроструктуру после гомогенизации путем термообработки. Микроструктура основного металла TiAl не претерпела резких изменений; однако фазовый переход произошел на основном металле Ti 2 AlNb. Зоны I и III не показали явных изменений после термической обработки. В зоне II Al дополнительно диффундировал в прослойку, и одновременно из прослойки поступало больше Ti. Это приводило к быстрому росту и образованию α-фазы вдоль направления диффузии. В результате полученная полностью пластинчатая микроструктура развилась в пластины, следующие в одном направлении. Зона VI и зона VII не показали никаких других различий, кроме укрупнения зерен О-фазы, что привело к заострению фазовых границ О-фазы по сравнению со сварными соединениями. Влияние термической обработки на основной металл Ti 2 AlNb тоже выглядел очевидным. В частности, фаза B2 в основном трансформировалась в фазу O и в небольшие количества α2 из-за существования некоторого неравномерно распределенного элемента Nb, а превращение B2→α2 происходило только в областях без Nb.
Открыть в отдельном окне
Микроструктура соединения TiAl/Ti 2 AlNb, диффузионно связанного с титановой фольгой после гомогенизирующей термообработки при 800 °C в течение 24 ч, и профиль микротвердости по Виккерсу поперек соединения.
После гомогенизации наиболее значительные изменения проявились в зоне V. Важно отметить, что между Ti и Ti 2 AlNb возникла граница раздела с большими различиями в микроструктурах обеих сторон вблизи границы раздела. В большей части прослойки игольчатые β-кластеры вырастали и располагались попеременно на α-матрице, что приводило к речным узорам, перпендикулярным границе раздела. На стороне Ti 2 AlNb появились тонкие игольчатые структуры, расположенные беспорядочно, как у основного металла Ti 2 AlNb. Во время стадии медленного охлаждения после термообработки обе фазы α2 и O снова частично выпадали в осадок и сосуществовали с фазой β вблизи границы раздела.
Состав интерфейса диффузионного связывания был охарактеризован методом ЭДС, результаты которого представлены в .
Расширенная ширина прослойки в сварном соединении оценивалась примерно в 250 мкм. Это значение значительно превышало толщину исходной прослойки, что подтверждает наличие достаточной взаимной диффузии между прослойкой и основным металлом в процессе сварки.Открыть в отдельном окне
Распределение элементов вдоль TiAl/Ti 2 Соединения сплава AlNb, связанные с промежуточным слоем Ti: ( a ) после сварки и ( b ) после термообработки.
Содержание Al постепенно уменьшалось от стороны TiAl к стороне Ti 2 AlNb; оно резко упало в переходной зоне Ti/Ti 2 AlNb, где содержание Al достигло самого низкого уровня по сравнению с обоими основными металлами. Для сравнения, содержание Ti сначала увеличивалось, а затем уменьшалось со стороны TiAl до Ti 2 AlNb, достигая своего максимального значения в переходной зоне TiAl/Ti.
Ti и Al в основном металле Ti 2 AlNb диффундируют в прослойку Ti быстрее, чем Nb в основном металле, из-за меньшего атомного радиуса Ti и Al по сравнению с Nb.
Это привело к обогащению переходной зоны Ti 2 AlNb/Ti Nb. Анализ микроструктуры показал, что из матрицы B2 в этой области выпало в осадок только небольшое количество более тонкого O, что указывает на истощение Al из-за стабильной α-фазы области. Эти данные согласуются с данными EDS.Содержание Ti как в TiAl (Ti-46Al-2Cr), так и в Ti 2 AlNb (Ti-22Al-27Nb) было близко друг к другу перед сваркой, в то время как распределение Ti значительно различалось после сварки. Содержание Ti в TiAl увеличилось до содержания в прослойке, а содержание Ti в Ti2AlNb практически не изменилось. Распределение Ti было связано с разницей в скоростях диффузии Al и Nb. Содержание Al в TiAl было в два раза выше, чем в Ti 2 AlNb, что приводило к повышенному градиенту концентрации Al на границе раздела TiAl/Ti по сравнению с Ti/Ti 9.0454 2 Интерфейс AlNb.
По сравнению с Ti, мигрирующим из прослойки, больше Al, расположенного на стороне TiAl, мигрировало в сторону прослойки.
Однако количество переносимого Al на стороне Ti 2 AlNb было почти вдвое меньше, чем у TiAl. В сочетании с низкой скоростью диффузии Nb миграция Ti из промежуточного слоя в Ti 2 AlNb стала более сложной, что привело к повышенному градиенту концентрации Ti вблизи границы раздела Ti/Ti 2 AlNb.После термообработки явных изменений формы кривых распределения элементов не наблюдалось, за исключением уширения межслоевой ширины. Таким образом, элементы подверглись дальнейшей диффузии, но закономерности распределения Ti, Al и Nb остались неизменными.
3.2. Распределение микротвердости
Распределение микротвердости сварных и термообработанных соединений отображается в и . Для сварных соединений наибольшая твердость проявилась на границе раздела Ti/Ti 2 AlNb, а наименьшая — на основном металле TiAl. При этом в термообработанных соединениях наблюдались одинаковые закономерности распределения твердости, хотя определенные изменения происходили в разных зонах, подвергшихся термообработке.
Твердость в прослойке оставалась практически стабильной, в то время как в областях, окружающих TiAl, она увеличивалась, а в областях, окружающих Ti 9, уменьшалась.0454 2 AlNb.Al как элемент стабилизации α, который мог диффундировать из основного металла в прослойку во время сварки, способствовал превращению части γ в α вблизи границы раздела TiAl/Ti. Это, в свою очередь, увеличило твердость на границе раздела TiAl/Ti между основным металлом TiAl и промежуточным слоем. Присутствие большего количества Nb на границе раздела Ti 2 AlNb/Ti привело к образованию значительных фаз B2 в этой области, дополнительно увеличивая твердость Ti 2 AlNb. С другой стороны, иммиграция Al из TiAl обеспечивала дополнительный упрочняющий эффект за счет образования твердого раствора замещения [27].
Для обеспечения равномерного распределения α-зерен увеличение твердости на границе раздела TiAl/Ti после термообработки было связано с большей диффузией легирующего элемента Nb после термообработки в область, окружающую α + γ-фазу в TiAl.
Это упрочнило твердый раствор TiAl и повысило твердость по Виккерсу. О важности упрочнения твердого раствора для повышения твердости по Виккерсу сообщалось в предыдущей литературе [28]. При более высоких температурах фаза В2 распадалась на α2 и О, при этом как пластичность, так и ударная вязкость фаз α2 и О были лучше, чем у фазы В2. В результате твердость Ti/Ti 2 Интерфейс AlNb уменьшен.3.3. Свойства при растяжении
Поскольку сварные соединения не имеют прямого практического применения, для испытаний на растяжение были выбраны только термообработанные соединения. Средняя прочность на растяжение составила 454 ± 41 МПа при комнатной температуре и 538 ± 42 МПа при 650 °С. Данные кривой напряжение-деформация отображаются в a, d.
Открыть в отдельном окне
Испытание на растяжение при комнатной температуре: ( a ) кривая напряжение-деформация, ( b ) расположение трещины, ( c ) морфология микротрещин.
Испытание на растяжение при 650 °С: ( d ) кривая напряжение-деформация, ( e ) место разрушения, ( f ) морфология микротрещин.Во время испытаний на растяжение при комнатной температуре, принимая во внимание очень хрупкий характер IMC Ti 3 Al при комнатной температуре [29], более высокое содержание Al в TiAl привело к большему количеству Ti 3 Al на границе раздела TiAl /Ti по сравнению с Ti/Ti 2 AlNb. Кроме того, большинство соединений разрушились из-за тонкого слоя IMC, осажденного на границе раздела TiAl/Ti, а некоторые другие разрушились на границе раздела Ti/Ti 2 AlNb, как показано на b. Однако при высокой температуре (650 °C) обе границы раздела больше не были самыми слабыми частями всего соединения, и место разрушения сместилось к основному металлу TiAl, как показано на рис. Причина этого была связана с увеличением ударной вязкости Ti 3 Al и снижением хрупкости при высоких температурах.
Более того, другой возможной причиной могло быть то, что иммигрировавший Nb заметно упрочнял Ti 9.0454 3 Al и окружающие микроструктуры [30].Микроморфология излома представлена в c,f. Оба соединения продемонстрировали хрупкие характеристики, связанные с различиями в месте разрушения каждого соединения, с транскристаллитным разрушением при комнатной температуре и межкристаллитным разрушением при 650 ° C. Как описано выше, IMC Ti 3 Al выглядел хрупким при комнатной температуре с транскристаллитным распространением трещин. Многочисленные ИМК Ti 3 Al мигрировали к границам зерен и агрегировали при высоких температурах [31], что приводило к межкристаллитному режиму разрушения.
Электроискровая плазменно-диффузионная сварка (SPDB) сплава TiAl со сплавом Ti 2 AlNb была достигнута с использованием промежуточного слоя из чистого титана. Были исследованы микроструктура и механические свойства соединений, и основные выводы, которые можно сделать из этого исследования, следующие:
После сварки соединение TiAl/Ti/Ti 2 AlNb состоит из TiAl; α + γ, α, α + β и B2-богатые дуплексные микроструктуры; и Ti 2 AlNb.
Установлено увеличение толщины прослойки после гомогенной термообработки за счет дальнейшей диффузии элементов Ti, Nb и Al. Результатом этого процесса стало соединение, состоящее из TiAl; пластинчатые фазы α, α, α + β и β + α2 + O; и Ти 2 AlNb.Максимальная твердость после сварки (401 HV) проявляется на границе Ti 2 AlNb/Ti, а минимальная твердость (281 HV) приходится на основной металл TiAl. После термической обработки распределение микротвердости по стыку стало более равномерным; оно значительно увеличилось с 309 HV до 337 HV на границе раздела TiAl/Ti, в то время как на границе Ti/Ti 2 AlNb оно несколько уменьшилось.
При комнатной температуре разрыв термообработанного соединения при растяжении произошел по прослойке со средним пределом прочности 454 МПа и оказался транскристаллитным. С другой стороны, при 650 °C положение излома сместилось к основному металлу TiAl с пределом прочности при растяжении 538 МПа, и было обнаружено, что это межкристаллитный излом.
Б.З., Дж.Х. (Цзяньчао Хэ), Дж.Х. (Джинбао Хоу), Л.К. и Ю.Л. задумал первоначальные вопросы исследования и разработал эксперименты; Б.З., Дж.Х. (Цзяньчао Хэ) и Ю.Л. провел эксперимент по искровому плазменно-диффузионному соединению; Б.З., К.К., Дж.Х. (Цзяньчао Хэ) и Ю.Л. выполнили микроструктурное наблюдение и механические испытания; Б.З., К.К. и Дж.Х. (Jianchao He) проанализировали данные микроструктуры, результаты ЭДС и механические свойства. Все авторы прочитали и согласились с опубликованной версией рукописи.
Эта работа была поддержана «Национальным фондом естественных наук Китая» под номером гранта
115.
Диффузионная сварка магнитных сплавов
Магнитные сплавы широко используются в компонентах различного назначения в сочетании с другими конструкционными материалами. Сферы применения, условия эксплуатации и конструктивные особенности компонента…
Образование пустот при росте пленки: исследование методом молекулярной динамики
Авторы заявляют об отсутствии потенциального конфликта интересов.
1. Cheng L., Li J., Xue X., Tang B., Kou H., Bouzy E. Механизмы сверхпластической деформации сплава TiAl с высоким содержанием Nb и микроструктурой (α2+γ). Интерметаллиды. 2016;75:62–71. doi: 10.1016/j.intermet.2016.06.003. [CrossRef] [Google Scholar]
2. Фроэс Ф. Х., Сурьянараяна С., Элиезер Д. Обзор: Синтез, свойства и применение алюминидов титана. Дж. Матер. науч. 1992;27:5113–5140. doi: 10.1007/BF02403806. [CrossRef] [Google Scholar]
3. Цао Дж., Ци Дж., Сун С., Фэн Дж. Сварка и соединение алюминидов титана. Материалы. 2014;7:4930–4962. дои: 10.3390/ma7074930. [Статья PMC free] [PubMed] [CrossRef] [Google Scholar]
4. Ван Ю.Х., Лин Дж.П., Хе Ю.Х., Лу С., Ван Ю.Л., Чен Г.Л. Микроструктура и механические свойства сплавов TiAl с высоким содержанием нажатие. Дж. Эллой. комп. 2008; 461: 367–372. doi: 10.1016/j.jallcom.2007.06.107. [Перекрестная ссылка] [Академия Google]
5. Конг Б., Лю Г., Ван Д., Ван К.В., Юань С. Исследование микроструктуры сварных лазером соединений листов сплава Ti-22Al-25Nb при большой деформации при повышенной температуре. Матер. Дес. 2016;90:723–732. doi: 10.1016/j.matdes.2015.11.007. [CrossRef] [Google Scholar]
6. Chen Y., Zhang K., Hu X., Zhenglong L., Ni L. Исследование лазерной сварки сплава Ti-22Al-25Nb: микроструктурная эволюция и высокотемпературное хрупкое поведение . Дж. Эллой. комп. 2016; 681: 175–185. doi: 10.1016/j.jallcom.2016.04.212. [Перекрестная ссылка] [Академия Google]
7. Логеш М., Селвабхарати Р., Тангесвари Т., Палани С. Влияние интенсивной двойной дробеструйной обработки на свойства микроструктуры разнородных соединений Ti6Al-4V и титана Grade 2 с использованием лазерной сварки. Опц. Лазерная технология. 2020;123:105883. doi: 10.1016/j.optlastec.2019.105883. [CrossRef] [Google Scholar]
8. Cai X.L., Sun D.Q., Li H.M., Guo H.-L., Zhang Y., Che Y. Лазерное соединение сплава на основе Ti3Al с суперсплавом на основе Ni с использованием промежуточного слоя титана. . Междунар. Дж. Точность. англ. Произв. 2018;19: 1163–1169. doi: 10.1007/s12541-018-0137-5. [CrossRef] [Google Scholar]
9. Baeslack W.A., III, Zheng H., Threadgill P.L., Dance B.G.I. Характеристика электронно-лучевой диффузионной связи в алюминиде титана Ti-48Al-2Cr-2Nb. Матер. Характер. 1997; 39: 43–52. doi: 10.1016/S1044-5803(97)00037-5. [CrossRef] [Google Scholar]
10. Тан Л., Яо З., Чжоу В., Го Х., Чжао Ю. Микроструктура и свойства электронно-лучевого сварного соединения Ti-22Al-25Nb/TC11. Аэро. науч. Технол. 2010; 14:302–306. doi: 10.1016/j.ast.2010.02.002. [Перекрестная ссылка] [Академия Google]
11. Ли Ю.Дж., Ву А.П., Ли К., Чжао Ю., Чжу Р., Ван Г. Механизм растрескивания при повторном нагреве в сплавах Ti2AlNb, сваренных электронным лучом. Транс. Цветные металлы. соц. Китай. 2019; 29: 1873–1881. doi: 10.1016/S1003-6326(19)65095-8. [CrossRef] [Google Scholar]
12. Chen G.Q., Zhang G., Yin Q.X., Zhang B. Исследование трещин при электронно-лучевой сварке сплава на основе γ-TiAl. Дж. Матер. Процесс. Технол. 2020;283:116727. doi: 10.1016/j.jmatprotec.2020.116727. [CrossRef] [Академия Google]
13. Эдвардс П.Д., Рамулу М. Исследование микроструктуры, поверхностных и подповерхностных характеристик сварных швов трением с перемешиванием титановых сплавов различной толщины. науч. Технол. Сварка. Присоединиться. 2009; 14: 476–483. doi: 10. 1179/136217109X425838. [CrossRef] [Google Scholar]
14. Wang X.F., Luo Z.C., Liu X.B., Lin J.G. Исследование диффузионной сварки сплава γ-Ti-Al/сплава Ti-6Al-4V с лазерной обработкой поверхности. науч. Технол. Сварка. Присоединиться. 2008; 13: 452–455. doi: 10.1179/174329308X341889. [Перекрестная ссылка] [Академия Google]
15. Кэм Г., Кочак М. Диффузионное соединение литья по выплавляемым моделям γ-TiAl. Дж. Матер. науч. 1999; 34:3345–3354. doi: 10.1023/A:1004624930352. [CrossRef] [Google Scholar]
16. Liang J.M., Cao L., Xie Y.H., Zhou Y., Luo Y.F., Mudi K.Q., Gao HY., Wang J. Микроструктура и механические свойства сплава Ti-48Al-2Cr-2Nb соединения, полученные переходным соединением в жидкой фазе с использованием искрового плазменного спекания. Матер. Характер. 2019; 147:116–126. doi: 10.1016/j.matchar.2018.10.024. [Перекрестная ссылка] [Академия Google]
17. Чжао К., Лю Ю., Хуан Л., Лю Б., Хе Ю. Диффузионная сварка сплава Ti-45Al-7Nb-0,3W методом искрового плазменного спекания. Дж. Матер. Процесс. Технол. 2016; 230: 272–279. doi: 10.1016/j.jmatprotec.2015.11.030. [CrossRef] [Google Scholar]
18. Yang Z., Hu K., Hu D., Han C., Tong Y., Yang X., Wei F., Zhang J., Shen Y., Chen J. , и другие. Диффузионное соединение сплава ТЗМ и сплава WRe методом электроискрового плазменного спекания. Дж. Эллой. комп. 2018; 764: 582–590. doi: 10.1016/j.jallcom.2018.06.111. [Перекрестная ссылка] [Академия Google]
19. Shen W.J., Yu L.P., Liu H.X., He Y., Zhou Z., Qiankun Z. Диффузионная сварка быстрорежущей стали порошковой металлургии методом искрового плазменного спекания. Дж. Матер. Процесс. Технол. 2020;275:116383. doi: 10.1016/j.jmatprotec.2019.116383. [CrossRef] [Google Scholar]
20. Li H.X., Zhong Z.H., Zhang H.B., Zuh Z.X., Hua P., Chen C., Wu Y.C. Характеристика микроструктуры и ее влияние на прочность соединений карбидокремниевой керамики, сваренных методом искрового плазменного спекания. Керам. Междунар. 2018;44:3937–3946. doi: 10.1016/j.ceramint. 2017.11.185. [CrossRef] [Google Scholar]
21. Cai X.Q., Wang Y., Yang Z.W., WANG D.P., LIU Y.C. Связывание в переходной жидкой фазе (TLP) сплава Ti 2 AlNb с использованием промежуточного слоя Ti/Ni: характеристика микроструктуры и механические свойства. Дж. Эллой. комп. 2016; 679:9–17. doi: 10.1016/j.jallcom.2016.03.286. [CrossRef] [Google Scholar]
22. Ван Ю., Цай С.К., Ян З.В., Ван Д.П., Лю С.Г., Лю Ю.Г. Влияние содержания Nb в припоях Ti-Ni-Nb на микроструктуру и механические свойства паяных соединений сплава Ti-22Al-25Nb. J. Mater Sci. Технол. 2017; 33: 682–689. doi: 10.1016/j.jmst.2017.03.021. [CrossRef] [Google Scholar]
23. Ren H.S., Xiong H.P., Pang S.J., Chen B., Wu X., Cheng Y.Y., Chen B.Q. Микроструктура и механические свойства нестационарных жидкофазных диффузионно-связанных соединений Ti3Al/TiAl с промежуточным слоем TiZrCuNi. Металл. Матер. Транс. А. 2016; 47:1668–1676. doi: 10.1007/s11661-015-3310-9. [CrossRef] [Google Scholar]
24. Витусевич В.Т., Бондарь А.А., Хехт Ю., Рэкс С., Великанова Т.Ю. Система Al-B-Nb-Ti: III. Термодинамическая переоценка составной бинарной системы Al-Ti. Дж. Эллой. комп. 2008; 465:64–77. doi: 10.1016/j.jallcom.2007.10.061. [Перекрестная ссылка] [Академия Google]
25. Рагхаван В. Al-Nb-Ti (алюминий-ниобий-титан) J. Дифф. фазовых равновесий. 2005; 26: 360–368. doi: 10.1007/s11669-005-0089-1. [CrossRef] [Google Scholar]
26. Ван Ю., Цай С.К., Ян З.В., Ван Д.П., Лю С.Г., Лю Ю.К. Диффузионная сварка сплава Ti 2 AlNb с использованием фольги из чистого Ti в качестве промежуточного слоя. Дж. Эллой. комп. 2018; 756: 163–174. doi: 10.1016/j.jallcom.2018.04.324. [CrossRef] [Google Scholar]
27. Цзоу Дж., Цуй Ю., Ян Р. Диффузионная сварка разнородных интерметаллических сплавов на основе Ti 2 AlNb и TiAl. Дж. Матер. науч. Технол. 2009; 25:819–824. [Google Scholar]
28. Су М.Л., Ли Дж.Н., Лю К.Г., Ци В.-Дж., Венг Ф., Чжан Ю.-Б., Ли Дж.-С. Механические свойства и характеристики листов титанового сплава ТА1, сваренных электронно-лучевой сваркой в вакууме.