Электродуговая сварка для начинающих — основные принципы
Электродуговая сварка – широко распространенный в наше время способ соединения металлических деталей для получения из них различных конструкций. В этой статье мы будем рассматривать, что из себя представляет процесс электродуговой сварки и как он должен проводиться – с точки зрения необходимого оборудования и с точки зрения мер предосторожности. Данный материал ориентирован на начинающих сварщиков.Приручить сварочную дугу под силу каждому
Электродуговая сварка для начинающих
Принцип работы электродуговой сварки
Электродуговая сварка основана на нагреве свариваемых деталей электрической дугой. Как правило, дуга возникает между электродом и деталями – ее теплота расплавляет металл электрода и кромок свариваемых изделий, в результате последние соединяются. Расплавленный шлак идет на поверхность сварочной ванны и образует защитную пленку, которая предохраняет сварной шов от окисления до его остывания.
Для того, чтобы понять, как функционирует электродуговая сварка, вы можете просмотреть тематическое видео – видео поможет вам лучше понять принцип работы.
Для образования дуги используются специальные источники питания, преобразующие ток из электросети. Возможна работа переменным и постоянным током. В первом случае напряжение понижается на трансформаторе, во втором – ток еще и выпрямляется на выпрямителе.
Электроды могут быть плавкими и неплавкими – в первом случае сварной шов создается при расплавлении самих электродов, во втором плавятся специальные прутки присадочного металла, вводимые в сварочную ванну.
Для того, чтобы защищать металл сварочной ванны от окисления, в зону соединения могут подаваться защитные газы (гелий, аргон, углекислый газ и различные смеси газов) посредством сварочной головки.
Чтобы понять принцип защиты сварочной зоны, вы можете просмотреть тематическое видео. В Интернете достаточно много видео, которые посвящены этому процессу, и эти видео помогут вам добиться лучшего понимания проведения работ.
Классификация
Электродуговая сварка классифицируется по различным параметрам:
- По автоматизации – ручная и автоматизированная;
- По защите сварочной зоны – газовая, аргонно-дуговая, электродуговая сварка под флюсом;
- По режиму – работа постоянным током, работа переменным током, импульсная сварка;
- По области применения – электродуговая сварка черных металлов, труб, алюминия.
Устройство электродуговой сварки
Электродуговая сварка подразумевает наличие сварочного аппарата, свариваемых деталей, электрода или присадочных прутков, а также, при необходимости, оборудования для защиты сварочной зоны.
Главная часть сварочного аппарата — источник тока. Его основой является мощный понижающий трансформатор. Источники тока сварочных аппаратов постоянного тока комплектуются выпрямителями для того, чтобы преобразовывать переменный ток из сети электроснабжения в постоянный.
Помимо этого, широко распространены инверторные источники сварочного тока. Принцип их действия таков: переменный ток из сети электроснабжения подается на выпрямитель и преобразуется в постоянный.
Затем на инверторе постоянный ток преобразуется в высокочастотный переменный, который, в свою очередь, преобразуется на сварочном трансформаторе, снижающем напряжение. Сварочный трансформатор для высокочастотных токов имеет существенно меньшую массу, чем трансформатор для стандартного переменного тока частотой 50 Гц. После этого ток может использоваться для работы сразу же или после выпрямления.
Кроме источника сварочного тока сварочные аппараты оснащены различными дополнительными устройствами – проводами для передачи электричества, держателями для электродов и т.д.
Такой шов может быть и вашего исполнения
Вспомогательные инструменты
Для нормального проведения процесса сварочных работ сварщику необходимы:
- Держатель для электродов.
 Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ. - Защитная маска – необходима для защиты глаз от излучения сварочной дуги. Материал маски должен обладать низкой теплопроводностью, не воспламеняться от искр, не пропускать ультрафиолетовое излучение. Как правило, маски изготавливают из листовой фибры, на уровне глаз делают специальную прорезь, в которую вставляют стекло светофильтра. Светофильтры, согласно ГОСТ, не должны пропускать ультрафиолетовое излучение, инфракрасное же излучение должно задерживаться как минимум на 96%. Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
- Средства защиты органов дыхания – поскольку продукты сварочного процесса вредны для здоровья, сварщик должен защищать органы дыхания. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
 Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.Для выполнения вспомогательных операций сварщику необходимы:
- Стальная щетка – для чистки металла;
- Молоток – для отбивки шлака;
- Зубило – для того, чтобы вырубать дефектные участки шва;
- Фартук и рукавицы.
Меры безопасности
Поскольку сварка – достаточно опасный производственный процесс, необходимо соблюдать следующие меры предосторожности:
- Регулярно проверять оборудование;
- Заземлять свариваемые изделия, аппаратуру и источники тока в соответствии со стандартами;
- Знать меры оказания первой помощи при поражении электрическим током;
- Предохранять органы зрения от светового воздействия электродуги.
Все участки тела сварщика должны быть закрыты
Для начинающих сварщиков будет полезно просмотреть видео по технике безопасности. Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Заключение
Импульсная сварка: особенности, виды и технология
1 / 1
В современном мире всё большую популярность набирает импульсная сварка. Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Отличие состоит в том, что на постоянный сварочный ток с заданной амплитудой накладываются дополнительные импульсы. Эти выплески энергии могут в несколько раз превышать фоновый ток. Формирование шва происходит последовательно капельным способом. Такая методика исключает разбрызгивание металла и позволяет соединять даже тонкий листовой материал без опаски прожечь его насквозь.
Импульсная сварка: как это работает?
Для этого способа сварки необходим сварочный полуавтомат с функцией импульсного режима. Электроды могут быть как плавкими (MIG), так и неплавящимися (TIG). Сам процесс цикличен с последовательным падением капель присадочного материала в сварочную ванну (один импульс – одна капля). Сварочный аппарат трансформирует сетевое напряжение в постоянное и выпрямляет ток, затем с заданной амплитудой увеличивает частоту.
В фоновом режиме подаётся постоянный сварочный ток, задача которого — поддерживать устойчивую дугу. Во время резких скачков нагрузки конец присадочной проволоки плавится. Электродинамические силы истончают шейку образовавшейся капли, и жидкий металл под действием своего веса падает на соединяемые поверхности, формируя шов. Затем сила тока мгновенно падает до дежурного значения. В этот промежуток времени температура в сварочной ванне снижается и металл застывает. Далее процесс повторяется.
Паузы между вспышками можно регулировать настройками аппарата. Это обеспечивает возможность выбора разных режимов сварки и контроль параметров образующегося шва.
Виды импульсно-дуговой сварки
Преобразование тока, в процессе которого создаётся импульс, может достигаться разными способами:
-
аккумуляторным;
-
конденсаторным;
-
электромагнитным;
-
инерционным.

Каждому из них свойственны свои особенности, о которых стоит рассказать подробнее.
Аккумуляторный способ преобразования тока
Сварочные аппараты, поддерживающие такой тип импульсной дуговой сварки, дополнительно оснащены щелочной аккумуляторной батареей. Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Пока аккумуляторное преобразование тока применяется не слишком широко. Основная причина недостаточной популярности – громоздкость конструкции. Но метод удобный и перспективный, поэтому ведутся активные разработки по его совершенствованию.
Конденсаторное преобразование энергии
На этой технологии было основано появление самых первых аппаратов для импульсной сварки. Она уходит корнями в 30-е годы прошлого столетия.
Она уходит корнями в 30-е годы прошлого столетия.
Здесь импульс возникает за счёт мощного разряда, выдаваемого конденсаторной батареей. При этом максимальное значение тока может превышать отметку в 100 тыс. ампер. Импульсные агрегаты позволяют точно дозировать электроэнергию, нужную для скачка напряжения. Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Область применения ограничивается сечением свариваемых изделий. При этом толщина одной из деталей не должна превышать возможности аппарата, а другая, привариваемая к ней, может иметь любую толщину. Поэтому на заре появления конденсаторного метода его использовали для соединения листового металла и приваривания к нему различного крепежа. Сейчас конденсаторная импульсная сварка широко применяется в производстве электроники и в приборостроении, там, где важна максимальная точность. Метод идеально подходит для сварки нержавейки и алюминия.
Магнитно-импульсный способ
Оборудование для сварки магнитно-импульсным способом работает на принципе преобразования электрической энергии в механическую. При этом возникает магнитное поле, соединяющее детали под действием высокого давления. Большая сила сжатия и температура создают сварочный шов. В основе процесса лежат электромеханические свойства вихревого тока.
Процесс происходит так: первая деталь закрепляется неподвижно, а вторую перемещает электромагнитное поле, которое генерируется сварочным аппаратом. Когда заготовки сближаются, возникает скрепляющая их сварочная дуга.
Магнитно-импульсный способ широко применяются машиностроительными производствами. Он позволяет сваривать трубчатые детали друг с другом или с плоскими поверхностями, а также соединять листовой металл по контурам. В быту или на малых предприятиях магнитно-импульсная сварка применяется крайне редко. Процесс настройки и технология сложны, а оборудование быстро изнашивается.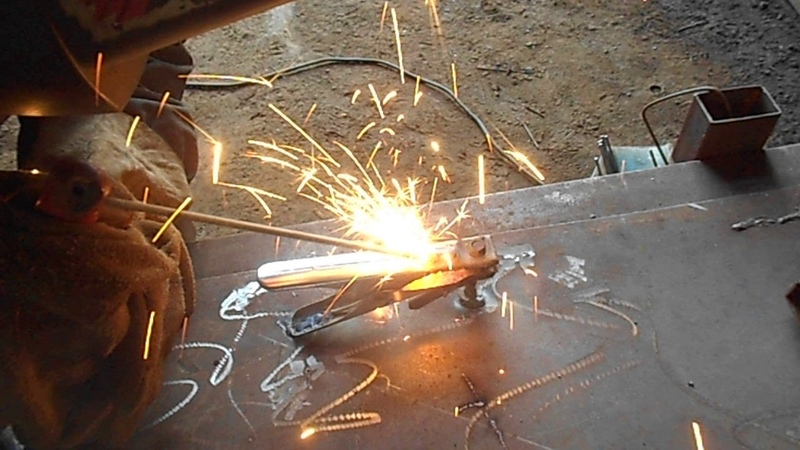
Инерционная импульсная сварка
Генератор такого сварочного устройства имеет мощный маховик, который раскручивается электродвигателем. В процессе раскручивания накапливается необходимое значение кинетической энергии. В момент снижения скорости вращения, возникает инерционный резонанс и трансформируется в импульс сварочного тока. В качестве сварочного аппарата служит импульсный инвертор.
Технология импульсной сварки
Для импульсной сварки используются аппараты инверторного типа. Чтобы расплавленный металл не контактировал с воздухом, в область сварочной ванны подаётся защитный газ. Благодаря этому металл не вступает в реакцию с кислородом и не окисляется.
Суть импульсно-дуговой сварки заключается в контролируемом переносе металла с присадочной проволоки или плавкого электрода на стык свариваемых поверхностей. Процесс протекает циклично:
-
Сила тока резко увеличивается. Основной материал плавится, образуя точечную сварочную ванну.
-
Происходит уменьшение силы тока. Металл остывает, начинает затвердевать от краёв к центру шва.
-
Происходит повторение цикла.

Шов получается ровным и качественным. Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Алгоритм импульсной сварки
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
Преимущества
Плюсов у импульсно-дугового метода много:
-
Качественный плотно сформированный сварочный шов, который не приходится впоследствии зачищать.
-
Варить можно любой металл, включая алюминий и нержавеющую сталь.
Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
-
Для работы потребуется минимальное количество дополнительного оборудования.
-
Дугу и форму сварочной ванны легко контролировать. Этому способствует и то, что рабочую зону не заволакивает дымом.
-
Металл капает на шов направленно, нет разбрызгивания, экономится присадочный материал.
-
Тепловложение значительно ниже, чем при обычной сварке. Детали не деформируются под действием высокой температуры. Можно работать даже с тонкой листовой сталью без риска её прожечь.
-
От сварщика не требуется высокая квалификация, красивый «чешуйчатый» шов может получиться даже у новичка.
 Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
Недостатки
Считается, что метод импульсной сварки узкоспециализирован. В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
Преобразователь энергии в импульсном режиме склонен к перегреву. Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Консервативные сварщики критикуют импульсный метод за то, что параметры сварочной ванны задаются настройками на аппарате, нет возможности полноценно чувствовать процесс. Хотя это дело индивидуальной привычки.
Ещё одной причиной недовольства может стать необходимость подбора режимов под каждый конкретный случай. Но современные сварочные аппараты могут быть оснащены множеством готовых программ, подходящих для разных задач.
Сфера применения
Импульсная аргонодуговая сварка незаменима в тех случаях, когда приходится вести шов вертикально или в перевёрнутом (потолочном) состоянии, когда мешает сила притяжения. Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Изначально импульсная сварка в среде аргона создавалась для работы с нержавеющей сталью и с этой задачей она справляется как нельзя лучше. Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Аппараты для импульсной сварки
В интернете много информации о том, как своими руками собрать аппарат для сварки импульсным током. Обладая соответствующими знаниями, сделать это не сложно. Но функционал и возможности такой техники будут посредственными. Цена запчастей и затраченное время вряд ли оправдаются в полной мере.
Гораздо выгодней купить универсальный сварочный инвертор, позволяющий работать как с постоянным током, так и с импульсным. К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.
К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.
Режим импульсного тока: нюансы настройки сварочного аппарата
Рассмотрим выбор режимов на примере вышеупомянутого аппарата аргонодуговой сварки КЕДР MultiTIG-2000P DC. Аппарат имеет широкий выбор настроек, подходящих как для новичка, так и для профессионала. Настройка выполняется регулятором, расположенным на панели управления. Режим импульсной TIG-сварки позволяет менять параметры пикового и базового тока, баланса и частоты импульса.
Настройкой импульсного и фонового тока задают амплитуду колебаний напряжения в процессе аргоновой ТИГ-сварки в пределах от 5 до 200 Ампер. Это позволяет контролировать тепловложение и глубину проплавления.
Это позволяет контролировать тепловложение и глубину проплавления.
Баланс импульса – это соотношение длительности импульсного и базового тока. Он также влияет на величину тепловложения в основной металл. Регулируется в пределах от 5 до 95 %.
Частота импульса напрямую влияет на скорость работы и глубину проплавления. Пределы регулировки от 0,5 до 200 Гц.
Стоит ли осваивать метод импульсной сварки? Если вы используете сварочный аппарат для бытовых нужд пару раз в год, то возможно в этом нет нужды. Во всех остальных случаях — однозначно да. Сегодня это один из самых перспективных методов. Импульсную сварку всё чаще используют в мастерских, автосервисах и на небольших производствах. При работе с тонкостенными металлами, а так же там, где необходимо накладывать вертикальные и потолочные швы — это самый оптимальный выбор.
Сварка трубы на просвет — видео о сварке труб ручной дуговой сваркой
Сварочные работы можно производить как дуговой сваркой, так и полуавтоматом. Каждый вариант имеет свои особенности. Но в любом случае стоит знать и помнить основные технические моменты. Каждый сварщик имеет опыт и личные наработки. Для того чтобы научиться варить собственными силами, любитель должен изучить не только письменные рекомендации, но и увидеть процесс своими глазами. Сварка трубы на просвет — видео сможет продемонстрировать особенности каждой части процесса.
Каждый вариант имеет свои особенности. Но в любом случае стоит знать и помнить основные технические моменты. Каждый сварщик имеет опыт и личные наработки. Для того чтобы научиться варить собственными силами, любитель должен изучить не только письменные рекомендации, но и увидеть процесс своими глазами. Сварка трубы на просвет — видео сможет продемонстрировать особенности каждой части процесса.
Сварка труб ручной дуговой сваркой
Прежде, чем приступить к самому процессу, необходимо подготовить применяемые детали и материалы.
- Этот вариант предусматривает применение труб диаметром от 159 до 219-и. При этом толщина стенки всего 8 миллиметров.
- В качестве дополнительных материалов можно использовать арматуру. В крайнем случае — проволоку.
- Сварочный аппарат.
- Электроды.
Процесс сварки труб на просвет
Качество сварки контролируется стандартами ГОСТ. Для того чтобы соблюсти стандарты ГОСТ, сварка труб должна производиться в определенной последовательности. В первую очередь, необходимо подготовить катушку.
В первую очередь, необходимо подготовить катушку.
Если вы применяете трубы с толщиной стенки в 8 миллиметров, тогда угол разделки краев должен быть от 60 до 70-и градусов. При этом ширина зазора между частями должна составлять от 2 до 2.5 миллиметров. Для того чтобы правильно выставить края деталей, можно воспользоваться небольшим куском электрода. Прежде, чем начинать делать прихватки, необходимо подготовить вспомогательные материалы. Нам понадобится проволока или арматура. Для этих целей нужно нарезать прутья длиной не менее 15 и не более 20 миллиметров.
Если во время выполнения сварочных работ у вас закончатся заготовки, тогда нужно приостановиться и нарезать необходимое количество. Это позволит сохранить фаску нетронутой. Для трубы указанного диаметра нужно сделать 4 прихватки.
Важно помнить, что прежде, чем начинать сварочные работы, необходимо подготовить поверхность заготовок. Для этого очищается поверхность краев от посторонних веществ.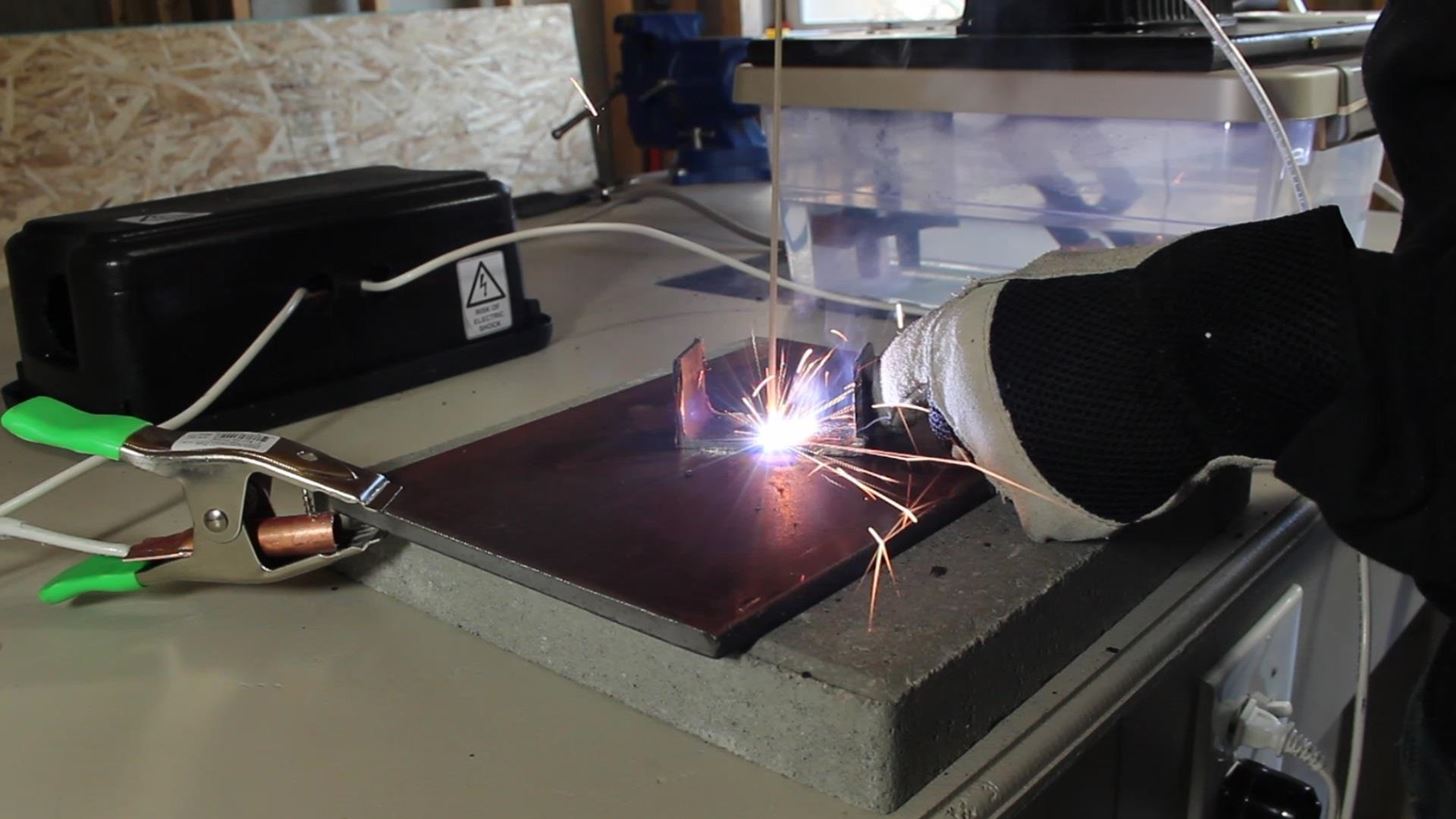 Это грязь, ржа, нагар, жир и так далее.
Это грязь, ржа, нагар, жир и так далее.
На следующем этапе производится сварка корня. Для этого необходимо соблюдать правила при выполнении работ.
- Применяется обратная полярность.
- Используются только сухие и обязательно прокаленные электроды.
- Для сварки нужен минимальный ток. Но при этом сварочный аппарат не должен «захлебываться».
- Работы производятся только в закрытом помещении, в котором отсутствует сквозняк.
- Работать нужно только с короткой дугой.
При сварке корня имеется одна особенность. На обратной стороне валика могут образовываться поры различной величины. Для того чтобы по ГОСТ сварка труб соответствовала всем нормам, необходимо подбирать специальную силу тока, которая позволит шву застывать за считанные секунды.
При нагревании металла появляется технологическое окно. Теперь следует равномерно расплавлять притупление. Расплавление производится с двух сторон. Во время сварки сварщик должен всегда видеть тех. окно. При этом нужно всегда поддерживать равномерный диаметр окна.
окно. При этом нужно всегда поддерживать равномерный диаметр окна.
Оптимальная величина окна составляет примерно 3 миллиметра. Если диаметр тех. окна будет очень большим, тогда будет появляться большое количество пор, что негативно отражается на качестве сварки. Сварка труб ручной дуговой сваркой должна производиться без спешки. Шов должен быть ровным. Корень — это сварочный шов. Высота корня должна быть равной идентичной обратному валику. В основном, это от 0 до 1 миллиметра.
Этапы работы при сварке на просвет
Подготовка к обработке детали играет важную роль в создании надежного соединения. Этот тип сварки – не исключение.
Однако если выполнять сварку на просвет будет начинающий сварщик, следует провести пару тренировочных заходов. Для этого берутся ненужные детали, которые можно испортить. Подойдут трубы со стенками 5-10 мм, среднего размера.
Подготовительный этап всегда начинается с очистки поверхности детали. Будет ли она сварена для тренировки, либо для последующего применения, место шва должно быть зачищено от грязи, следов краски, ржавчины.
При помощи подходящего инструмента (наждачной бумаги, напильников, шлифмашинки, металлических щеток) убираются неровности и заусенцы.
В конце подготовки поверхность детали должна иметь характерный металлический блеск. После очистки проводится обезжиривание металла. Для этого нельзя применять легко воспламеняемые вещества (бензин, керосин и их производные).
После подготовки проводится состыковка деталей. Их вес может быть большим. А провести точную состыковку сложно. Поэтому на этом этапе применяются дополнительные механизмы (центраторы). Существуют бюджетные, малогабаритные модели.
Их легко монтировать и применять в быту. Между деталями оставляется небольшое расстояние. Оно не должно превышать размеры присадочного прутка. Наоборот, диаметр прутка должен быть чуть больше оставленного зазора.
Рекомендованное расстояние между деталями – 2,5 мм.
Закончив подготавливать трубы, нужно перейти к подготовке присадочных прутков. Оставив между трубами зазор на два с половиной миллиметра, пруток берется размером 2,6 мм.
Электроды такого диаметра выпускаются разными производителями, среди них — Kobelco модели LB52U.
Если прутки долго хранились без применения, перед работой их нужно просушить. Для этого их укладывают в печь на полтора-два часа. Температура просушки не должна превышать 380°С. Просушка проводится перед процессом сварки.
Если проводить прокаливание электродов возможности нет, нужно обеспечить их сухость на этапе хранения. Для этого их нужно помещать в пенал для прутков. Подобный пенал можно сделать самостоятельно либо приобрести.
Покрытие электродов хорошо впитывает влагу из окружающей среды, поэтому сохранение сухости – важный момент. Влажное покрытие может повреждаться при сварке, что ухудшит работу.
Сварка труб полуавтоматом
Для того чтобы качественно выполнить работу, необходимо учитывать множество мелких, но важных характеристик.
- Сила тока.
- Напряжение.
- Диаметр и скорость подачи проволоки.
- Полярность и иные характеристики.

Принцип сварки полуавтоматом практически идентичен дуговой сварке. Но стоит уделить особое внимание настройке всей аппаратуры. Если все настройки соответствуют особенностям технологического процесса, тогда шов будет ровным и практически незаметным.
Сварка на просвет
Подготовительные работы
Сварка на просвет — это практически всегда необходимость подготовки металла под сварку. Если вы раньше никогда не занимались сваркой труб, то можете подобрать для себя пару деталей для тренировки. Новичкам рекомендуем взять трубы среднего диметра с толщиной стенок 5-10 миллиметров.
Далее нужно как следует зачистить трубы в месте будущего сварного соединения. Вне зависимости от того, варите вы тренировочные или реальные трубы. Следите, что не было следов коррозии или краски. Желательно зачистить детали до видимого металлического блеска. В нашем случае идеальный инструмент для зачистки — это шлифовальная машинка. С ее помощью вы удалите большинство загрязнений. Чтобы убрать металлические включения используйте болгарку или напильник. После очистки обезжирьте поверхность растворителем и протрите лоскутом ткани.
Чтобы убрать металлические включения используйте болгарку или напильник. После очистки обезжирьте поверхность растворителем и протрите лоскутом ткани.
Теперь нужно правильно состыковать две трубы. Многие новички спрашивают, как это можно сделать. Ведь трубы могут быть тяжелыми или у вас просто не получает их состыковать точно. В этой ситуации не обойтись без дополнительных приспособлений. Мы в своей практике используем центратор. Сейчас можно найти в продаже компактные недорогие модели, которые удобно монтируются. При стыковании труб оставьте небольшой зазор между ними. Зазор должен быть чуть меньше диметра электрода, которым вы будете варить. Оптимальный размер зазора — 2.5 миллиметра.
Помимо труб нужно подготовить и сами электроды. Когда с заготовками закончено, приступают к подготовке электродов. Если размер зазора равен 2.5 миллиметра, то выберите электроды диаметром 2.6 миллиметров. Что касается производителя, то здесь выбор остается за вами. Мы используем в работе Kobelco LB52U. На наш взгляд они идеально выполняют свою работу, хотя и стоят недешево.
На наш взгляд они идеально выполняют свою работу, хотя и стоят недешево.
Электроды нужно прокалить в печи, чтобы убрать всю лишнюю влагу. Прокаливайте часа 1.5-2, при температуре не более 380 градусов. Рекомендуем прокаливать непосредственно перед сваркой. Но если такой возможности нет, то нужно сложить стержни в специальный пенал, не в картонную коробку. Если не хотите покупать пенал, можете сделать его своими руками из ППУ трубы.
Настройка режима сварки
Качественная сварка труб под просвет во многом зависит от правильно настроенного режима сварки. Тема режимов сварки очень обширная и сложная. Мы уже рассказывали вам некоторые особенности тут, тут и тут. Что касается настройки режима при работе с трубами, то нужно ориентироваться на толщину стенок и применяемые электроды. Нет однозначных рекомендаций, какая сила тока лучше, ведь каждый случай индивидуален. Так что вам поможет только метод проб и ошибок.
Что касается остальных параметров режима сварки, то дуга должна быть короткой, скорость сварки должна быть не слишком быстрой и не слишком медленной.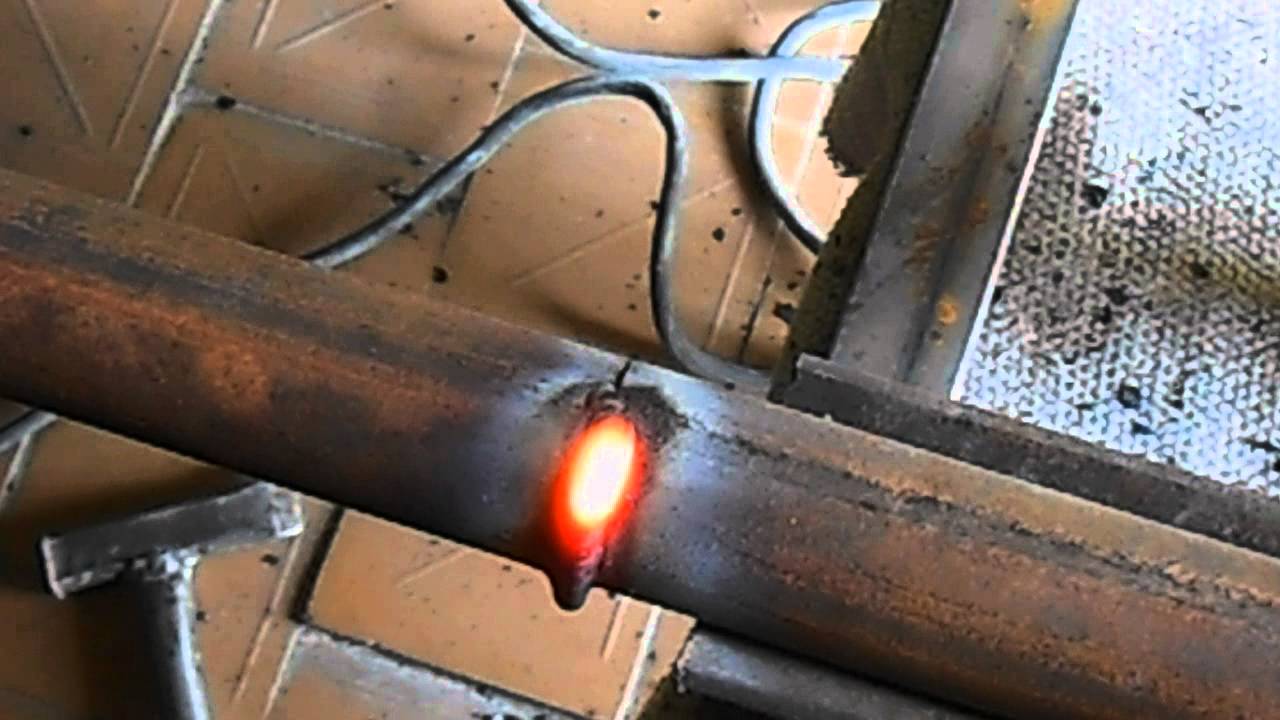 Иначе будут непровары или прожоги. Также рекомендуем установить прямую полярность и постоянный ток. Это общие рекомендации. Мы не рассказываем о напряжении дуги и прочих параметрах, потому что они тоже индивидуальны для каждого типа работ. И подбирать их нужно непосредственно на месте.
Иначе будут непровары или прожоги. Также рекомендуем установить прямую полярность и постоянный ток. Это общие рекомендации. Мы не рассказываем о напряжении дуги и прочих параметрах, потому что они тоже индивидуальны для каждого типа работ. И подбирать их нужно непосредственно на месте.
Также следите за технологическим окном. Технологическое окно — это небольшое углубление, которое образовывается при оплавлении кромок. Для вас, как для сварщика, технологическое окно — это самое главное. Поскольку благодаря ему вы можете наблюдать за процессом сварки и в любой момент заметите, если что-то пойдет не так.
Выполнение работ в домашних условиях
Для того чтобы выполнить все работы, необходимо соблюдать технологию производства всех необходимых мероприятий. При этом нужно учитывать особенности сварочного аппарата. Важно помнить о том, что нужно соблюдать порядок производства всех необходимых мероприятий.
Сварка трубы на просвет – видео сможет наглядно продемонстрировать особенности производства каждого отдельного технологического процесса. Нужно просмотреть несколько роликов, которые подготовили несколько мастеров. Только после этого вы сможете выполнить все сварочные работы качественно и довольно быстро.
Нужно просмотреть несколько роликов, которые подготовили несколько мастеров. Только после этого вы сможете выполнить все сварочные работы качественно и довольно быстро.
Еще по этой теме на нашем сайте:
- Сварка по алюминию инверторная — азы для начинающих Алюминий — очень распространенный металл, используемый повсеместно, как в домашних условиях, так и на производствах. Будучи цветным металлом, алюминий значительно сложнее в сваривании нежели «чернуха»….
- Как производится сварка проводов в распределительной коробке инвертором Поработав с электропроводкой и убедившись, что все провода находятся в нужных местах, монтированы подрозетники и распределительные коробки, необходимо соединить провода. Выполняется это различными способами. Но…
- Принцип работы инвертора сварочного — быстрая сварка и резка металла сварочным инвертором Обработка различных видов металла ― один из самых перспективных видов коммерческой деятельности, поскольку именно обработка всегда востребована. Металлические конструкции и изделия используются повсеместно, в самых…
- Сварка аргоном алюминия — используем сварочный аппарат для сварки алюминиевых сплавов Алюминиевые сплавы применяются в различных сварных конструкциях. Среди их основных преимуществ следует выделить небольшую плотность, устойчивость к коррозии, высокие показатели проводимости и прочность. Несмотря на…
 Металлические конструкции и изделия используются повсеместно, в самых…
Металлические конструкции и изделия используются повсеместно, в самых…Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Введение
Эта статья рассказывает о том, что такое сварка на просвет, как правильно провести состыковку элементов трубы, какие нужны настройки оборудования и как надежно заполнить шов.
Изучив предоставленные данные, можно понять, как происходит сваривание труб на просвет и как добиться качества шва при таком типе сварки.
Сваривая «на просвет» или «под просвет» корень шва, сварщик варит трубы, имея между деталями зазор. Этот зазор должен быть сквозным, то есть, иметь просвет.

Эта технология подходит для труб до двенадцати миллиметров в диаметре. Однако в редких случаях обрабатываются и трубы больших размеров. Уже готовые к обработке детали называются «катушка».
Определение «на просвет» также используется для соединения труб, проходящих радиографический контроль. Во время этой проверки на металл направляются лучи, которые «просвечивают» его.
Films Media Group — Дуговая сварка экранированного металла (SMAW)
Введение: Что такое дуговая сварка экранированного металла (SMAW)? (01:49)
БЕСПЛАТНЫЙ ПРОСМОТРДуга возникает, когда электроны переходят от отрицательного к положительному положению, создавая сильное тепло. При сварке штангой покрытие из флюса защищает сварочную ванну, добавляет легирующие элементы и позволяет ванне остыть. Совет по безопасности прилагается.
Компоненты системы дуговой сварки экранированных металлов (02:31)
Компоненты включают источники питания, которые рассчитываются в соответствии с их рабочими циклами. Рассматриваемые концепции включают режимы переменного, постоянного и постоянного тока, а также такое оборудование, как электрододержатель и зажим заземления. Совет по безопасности прилагается.
Рассматриваемые концепции включают режимы переменного, постоянного и постоянного тока, а также такое оборудование, как электрододержатель и зажим заземления. Совет по безопасности прилагается.
Выбор правильного сварочного стержня (02:46)
Зрители узнают факторы выбора электрода SMAW. Сварочные стержни бывают разного диаметра. Предлагается несколько универсальных электродов. Всегда обращайтесь к паспорту безопасности материалов, прилагаемому ко всем сварочным стержням.
Безопасная сварочная среда и защитное оборудование (03:31)
Зрители узнают, как создать безопасную сварочную среду.Средства защиты включают средства индивидуальной защиты (СИЗ) и одежду, предназначенную для полной защиты сварщика. Совет по безопасности предупреждает о «вспышке дуги» или «глазе дуги».
Настройка системы дуговой сварки экранированного металла для использования (01:47)
Следуйте инструкциям по настройке и включению аппарата для дуговой сварки. Демонстрируются и объясняются все этапы подготовки к процессу сварки, включая меры предосторожности и советы по безопасности.Совет по безопасности: никогда не накидывайте кабель электрода через плечо.
Укладка бусины (05:11)
Качественный сварной шов означает хорошее проплавление сварного шва, правильную стыковку с другими валиками и минимальные дефекты, которые проходят кодекс. Следуйте пошаговым инструкциям и демонстрациям от зажигания дуги, укладки валика и до возобновления сварки.
Чтение бус (01:42)
Время от времени проверяйте качество валика сварочного шлака. Чтение валика даст представление о параметрах сварки, которые, возможно, потребуется изменить. Узнайте о качествах хорошего сварного шва. Компьютерная графика сопровождает это обсуждение.
Чтение валика даст представление о параметрах сварки, которые, возможно, потребуется изменить. Узнайте о качествах хорошего сварного шва. Компьютерная графика сопровождает это обсуждение.
Продвинутые методы сварки (03:21)
Передовые методы сварки включают в себя сварку пяти основных типов соединений. Следуйте пошаговым инструкциям и демонстрациям по сварке. Включены решения для дугового раздува.
Кредиты: Дуговая сварка экранированного металла (SMAW) (00:38)
Кредиты: Дуговая сварка экранированного металла (SMAW)
Чтобы узнать о дополнительных возможностях аренды и покупки цифровых материалов, обратитесь к консультанту по СМИ по телефону 800-257-5126
(нажмите вариант 3) или по адресу sales@films. com.
com.
(PDF) Высокоскоростное видео переноса металла при дуговой сварке под флюсом
8 Обсуждение
Невозможно переоценить важность наблюдения за переносом металла при сварке под флюсом.Представленная здесь методика
позволила создать высокоскоростное видео с SAW с использованием туннеля, который не является частью стандартного процесса
SAW. Тогда наиболее важный вопрос, который необходимо решить, — это «наблюдается ли перенос металла
на видео, представляющий SAW без туннеля?» Окончательный ответ на этот вопрос
не может быть дан в одной статье и требует участия многих исследователей, оспаривающих методологию
с разных точек зрения.В этой первой работе валидность методологии
рассматривалась с использованием трех различных подходов: анализ электрического сигнала, спектроскопия газа
в полости сварного шва и анализ поперечных сечений сварного шва.
Анализ электрического сигнала с помощью БПФ не показал очевидной разницы в спектре
до, во время и после туннеля. Это поддерживает предложенную методологию. Однако этот тест
Это поддерживает предложенную методологию. Однако этот тест
не является исчерпывающим. Минимальная частота, достижимая при анализе, все еще была слишком высокой для обнаружения каких-либо следов переноса металла
, и визуальный осмотр рисунка 4 показывает, что, по крайней мере, для эксперимента 5,
колебания напряжения, связанные со скоростью подачи проволоки, не так отчетливы. при пересечении туннеля, поскольку они
находятся до или после туннеля.Сбор необработанных данных о напряжении, токе и скорости подачи проволоки
для обсуждаемых здесь экспериментов включен в электронную таблицу SOM5 для последующего анализа другими
исследователями, заинтересованными в этой области.
Анализ атмосферы в резонаторе проводился путем инжекции неона в туннель, а
— путем спектроскопии образующейся плазмы. На рис. 6 показано, что результирующий спектр
не включает ни одного пика для неона, предполагая, что газы, генерируемые потоками, оттеснили все
других газов в туннеле. Всегда наблюдались сильные струи, выбрасываемые из обоих концов туннеля
Всегда наблюдались сильные струи, выбрасываемые из обоих концов туннеля
в Video SOM1, вероятно, выталкивая любые внешние газы из полости. Отсутствие неоновых пиков
подтверждает предложенную методологию. Хотя это обнадеживает, необходима дальнейшая проверка.
Например, необходимо с уверенностью определить, что пики отсутствовали, а не просто маскировались
под сильным светом остальной части спектра. Помимо плазмы, неизвестна роль потока расплавленного металла
в проведении электричества между проводом и опорной пластиной.Если важна проводимость через расплавленный поток
, то в будущих работах по
необходимо количественно измерить эффект нарушения потока через туннель.
Анализ поперечных сечений показывает небольшую, но измеримую разницу в ширине сварного шва и проницаемости под туннелем. Кроме того, визуальный осмотр валиков после каждого эксперимента
показал, что шлак не отслаивается легко от сварного шва, выполненного под туннелем. Также при 1000 A,
Также при 1000 A,
режим переноса металла, по-видимому, нарушается при прорезании вертикальных стенок туннеля.
Хотя все эти различия кажутся незначительными, необходимы дальнейшие исследования, чтобы доказать, что
действительно незначительны.
Некоторые экспериментальные аспекты могут быть улучшены в будущих исследованиях. Прямоугольный туннель с поперечным сечением
может быть лучшим выбором для прямоугольной формы видео. Использование очень тонких проводящих материалов, отличных от
, для туннеля (или электрической изоляции металлического туннеля) может избежать проблемы
, связанной с паразитными дугами между электродом и туннелем.Задача в этом случае будет заключаться в том, чтобы
локально расплавить туннель до того, как он коснется провода. Закачка газа в туннель, кажется,
практически не влияет на дугу, но, когда газ не впрыскивается, порошки рассеянного потока блокируют обзор камеры
, когда дуга начинает прорезать туннель.
9 Выводы
Были сняты высокоскоростные видеоролики о переносе металла при сварке под флюсом и опубликованы
впервые почти за 50 лет.Эти видеоролики вместе с сопутствующим сбором данных
показывают отсутствие передачи металла при коротком замыкании во всех наблюдаемых случаях. На 500 А очень хаотично,
12
Сварка МИГ для начинающих | Видео с Шауно из 4WD 24/7
Сварка МИГ для начинающих. Учитесь вместе с Шауно, чтобы превратить свои сварочные навыки с нуля в героя.Плюс пошаговое руководство с фотографиями.
Почему МИГ?
Из трех наиболее распространенных методов сварки (MIG, Stick / MMA и TIG), сварка MIG является самым простым процессом для освоения. Выберите правильный провод, установите правильные настройки, и все, что вам действительно нужно сделать, это управлять фонариком! Это также наиболее эффективно, потому что присадочный металл (проволока) автоматически подается в сварной шов, что позволяет оператору выполнять сварку быстрее и избегать необходимости делать шаг для «повторной нагрузки».
Выберите правильный провод, установите правильные настройки, и все, что вам действительно нужно сделать, это управлять фонариком! Это также наиболее эффективно, потому что присадочный металл (проволока) автоматически подается в сварной шов, что позволяет оператору выполнять сварку быстрее и избегать необходимости делать шаг для «повторной нагрузки».
Что означает MIG?
MIG означает «металлический инертный газ», потому что инертные газы, такие как аргон, используются для защиты сварного шва и предотвращения окисления. Это также иногда называют GMAW (сварка металлической дугой в газовой среде).
Хотя это и не является технически правильным, термин «MIG» также часто используется для описания сварки «безгазовой» порошковой проволокой (FCAW). Сейчас это очень популярный процесс благодаря высококачественной безгазовой проволоке, такой как Platinum GL-11, которая проста в использовании и дает отличный результат.В приведенном ниже руководстве также есть несколько полезных советов, которые помогут вам научиться выполнять безгазовую сварку MIG.
Какие материалы можно сваривать с помощью MIG?
С MIG можно сваривать; низкоуглеродистая сталь, нержавеющая сталь и алюминий. Вы также можете сваривать бронзовой проволокой, этот процесс известен как пайка MIG.
Что делают регуляторы / регуляторы на сварочном аппарате MIG?
Все машины MIG будут иметь две основные настройки;
1. Вольт , который по существу контролирует нагрев
2.И Wire Speed , который регулирует скорость выхода проволоки из пистолета, который также регулирует ампер
Правильный баланс между этими двумя функциями имеет решающее значение для получения хорошего сварного шва.
Почти все машины имеют отдельные шкалы для этих двух параметров. Некоторые машины, такие как 210MST итальянского производства Weldclass, также имеют программы, которые позволяют оператору указывать тип / размер проволоки и толщину материала, а затем машина автоматически устанавливает напряжение и скорость подачи проволоки.
Совет: Попрактикуйтесь на куске подручного материала, чтобы найти правильные настройки и технику, прежде чем приступить к работе.
Как установить напряжение и скорость подачи проволоки на сварочном аппарате MIG
Идеальные настройки будут зависеть от типа материала / проволоки, толщины, а иногда и от типа соединения, которое вы пытаетесь достичь.
Ниже приведены некоторые распространенные проблемы при сварке MIG и способы их устранения.
Совет: У большинства современных инверторных сварочных аппаратов есть «шпаргалка» на внутренней стороне дверцы отсека механизма подачи проволоки с предлагаемыми настройками.Это действительно хорошая отправная точка для начинающих сварщиков.
Устранение неисправностей MIG # 1: чрезмерное разбрызгивание и подрезание
Имеется много брызг, сварной шов кажется «подрезавшим» материал, и заготовка долго раскалывается после сварки.
Решение: Сварочный шов слишком горячий, поверните регулятор напряжения ВНИЗ.
Устранение неисправностей MIG # 2: Высокий и худой
Сварной шов высокий, тонкий, кажется, лежит поверх материала с плохой проплавкой.
Решение : сварной шов слишком холодный, поверните ручку напряжения вверх.
MIG Устранение неисправностей # 3: Плоский и широкий
Сварной шов плоский, широкий, сварочную ванну трудно контролировать
Решение : Скорость подачи проволоки слишком высока, установите УМЕНЬШИТЬ ампер / скорость проволоки.
Устранение неисправностей MIG # 4: узкий и шаткий
Сварной шов очень узкий и непоследовательный.
Решение : слишком высокая скорость движения, уменьшите скорость движения резака.
Совет: Перед тем, как нажать на курок горелки, сделайте «пробный прогон» в том месте, где вы хотите сваривать. Благодаря этому ваши руки будут в удобном положении, и вы сможете добиться более постоянной скорости движения.
Благодаря этому ваши руки будут в удобном положении, и вы сможете добиться более постоянной скорости движения.
Устранение неисправностей MIG # 5: продувки
Сварной шов вздувается и / или проволока протыкает материал
Решение : Скорость движения слишком низкая, немного увеличьте скорость руки.
Совет: Качественный сварочный аппарат может иметь большое значение. В наши дни в технологии инверторных сварочных аппаратов произошли значительные изменения, призванные помочь начинающим сварщикам. Одним из ключевых изменений является введение функции автоматической сварки, при которой вы просто выбираете толщину материала, и аппарат автоматически устанавливает параметры за вас!
Проблемы с подачей проволоки MIG
Чтобы обеспечить успешную подачу проволоки, необходимо учесть ряд факторов.Ознакомьтесь с нашим руководством по устранению неполадок подачи проволоки, чтобы получить советы по этой теме.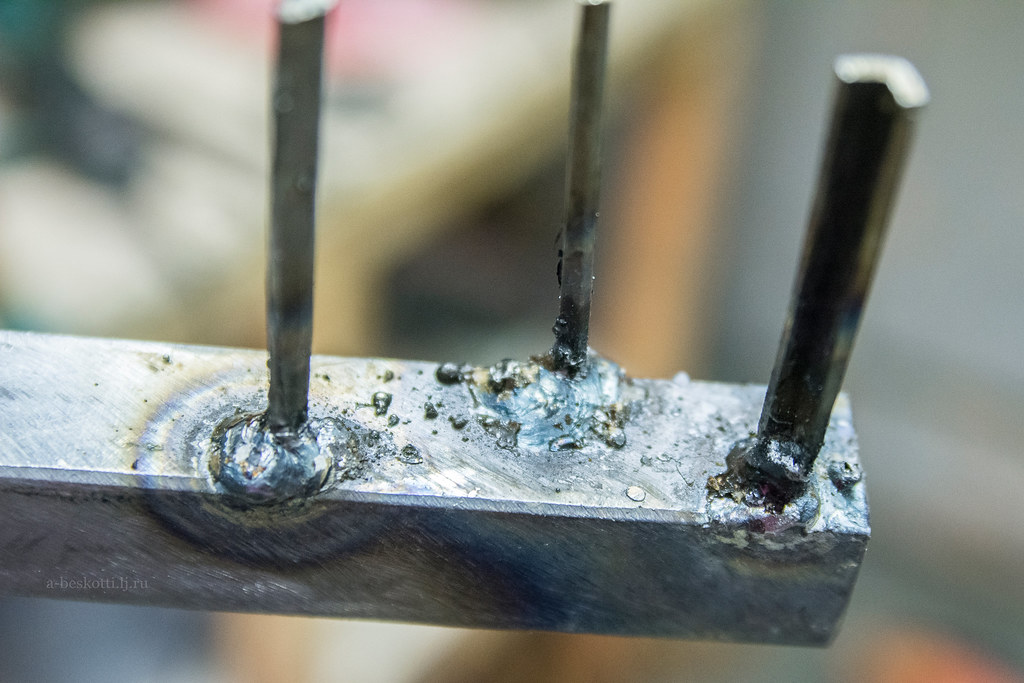
Оптимальный угол наклона горелки / пистолета MIG
Еще одна распространенная ошибка — неправильный угол наклона резака.
При сварке газом (сплошная проволока) направьте горелку перпендикулярно сварному шву, затем наклоните на 10-15 градусов от предполагаемого направления движения и направьте / толкните горелку в направлении движения.
При сварке безгазовой проволокой или порошковой проволокой наклоните горелку на 10–15 градусов в направлении движения и перетащите ее.
Совет: Вот удобная поговорка, которая поможет вам запомнить, тянуть или толкать фонарик; « Когда есть шлак, тащишь ». Безгазовая / порошковая проволока образует шлак, сплошная / газовая проволока — нет.
Получение правильной полярности на сварочном аппарате MIG
Мы все сделали это … проклинали сварочный аппарат только для того, чтобы узнать, что полярность неправильная.
Есть быстрый способ убедиться, что полярность правильная:
Просто запомните полярность вашего Torch ;
С газом = Плюс (сплошная проволока)
Без газа = Отрицательная (безгазовая проволока)
После того, как вы правильно подключили резак, просто подключите заземляющий провод к оставшейся или противоположной розетке / клемме.
Совет: Для большинства аппаратов провод полярности для резака будет расположен на передней части аппарата, вы просто вставляете его в правильную розетку, а затем заземляющий провод подключаете к альтернативному. Однако на некоторых других машинах кабель полярности резака может находиться внутри отсека механизма подачи проволоки.
Земля и соединения: очень важно!
Когда вы выполняете сварку, вы замыкаете цепь, поэтому очень важно, чтобы каждая часть этой цепи работала должным образом…. в противном случае ваша способность производить качественные сварные швы будет поставлена под угрозу.
В случае сварки MIG схема включает; Горелка и кабель, полярность горелки, провод заземления и, конечно же, внутренние компоненты самого сварочного аппарата.
Если одна часть этой цепи неисправна или находится в плохом состоянии, это приведет к потере тока и ограничит производительность вашего сварщика — это все равно, что пытаться использовать садовый шланг, в котором есть утечка.
Вот несколько распространенных проблем, на которые следует обратить внимание;
- Кабельные разъемы с поворотным замком ненадежно подключены
- Зажим заземления изношен или поврежден (ослабление компонентов, слабая пружина и т. Д.)
- Плохое соединение между кабелем заземления и зажимом заземления (ослабленный кабельный наконечник, не все медные провода подключены, ослабленная гайка на клеммном болте и т. Д.)
- Плохое состояние кабеля заземления или горелки: изношенная изоляция, оголенные провода и т. Д.
- Резак не плотно ввинчен в переднюю часть аппарата (на аппаратах с евро-подключением)
Совет: Разъемы кабеля полярности резака часто могут отсоединяться без ведома оператора. Чтобы предотвратить это, отсоедините кабель и вставьте в него «скрутку» в направлении, обеспечивающем затяжку разъема, затем снова подключите.
Чтобы предотвратить это, отсоедините кабель и вставьте в него «скрутку» в направлении, обеспечивающем затяжку разъема, затем снова подключите.
Вот отличное видео, которое объясняет больше по этой теме:
Посмотреть зажимы заземления можно здесь
Другие советы и рекомендации по сварке MIG
Препарат
Подготовка, как всегда, главное! К счастью, сварка MIG довольно проста, но вы всегда добьетесь лучшего результата, удалив ржавчину, краску, окалину и т. Д.
Чашечная щетка — отличный выбор для очистки металлов перед сваркой.
MIG Алюминий
Сварка алюминия — это совсем другое дело, поэтому мы разработали специальное руководство именно для этого. Ознакомьтесь с инструкциями по настройке сварочного аппарата MIG для сварки алюминия.
Насадка для погружения геля
Гель для окунания — отличный способ защитить сопло от сварочных брызг, а также продлить срок службы расходных материалов.
Безопасность
Безопасность прежде всего, всегда! Существует ряд защитных приспособлений, которые не только помогут вам безопасно выполнять сварку, но и помогут вам выполнять свою работу намного лучше.
1. Необходимо иметь сварочный шлем достойного качества. Несмотря на то, что он защищает ваши глаза, хороший шлем с улучшенной технологией распознавания цвета, безусловно, улучшит вашу способность правильно видеть сварочную ванну и, в конечном итоге, улучшит ваши впечатления от сварки.
2. Сварочные перчатки — все готово, «нет, она права, это всего лишь короткий сварной шов!» Поверьте, пара приличных сварочных перчаток позволит вам поставить руки в более удобное и устойчивое положение.
3. Старая рубашка с длинными рукавами лучше, чем ничего, но чтобы не загораться (что, как мне сказали, может быть неудобно), купите себе сварочную куртку приличного качества.
Надеюсь, эти простые советы помогут вам усовершенствовать технику сварки MIG. Но, помимо всего прочего, лучший способ научиться сваривать — это просто попробовать. Итак, удачи в укладке бус и всего самого наилучшего!
Но, помимо всего прочего, лучший способ научиться сваривать — это просто попробовать. Итак, удачи в укладке бус и всего самого наилучшего!
Сварочные роботы Демонстрация дуговой сварки CO2, дугово-пульсационной сварки и сварки TIG для надрезания стальных труб на Vimeo
Прежде всего, давайте определимся с роботизированной сваркой.Это означает автоматическую сварку с использованием робота, который можно предварительно запрограммировать на различные пути сварки и геометрию изготовления. Да, просто.
Это видео представляет собой изображение одного из наших сварочных аппаратов с CO2, демонстрирующее различные способы его использования для достижения различных результатов при сварке. Процесс дуговой сварки, сокращенно MIG — сварка металла в инертном газе или MAG — сварка металла в активном газе, в основном используется для наших приложений. Подача сварочной проволоки осуществляется от двигателя. В то же время сопло над сварным швом выпускает необходимый газ, чтобы предотвратить окисление расплавленного металла под дугой.
Подача сварочной проволоки осуществляется от двигателя. В то же время сопло над сварным швом выпускает необходимый газ, чтобы предотвратить окисление расплавленного металла под дугой.
Используя различные составы газа (чистый CO2 или смесь газов аргон + CO2), можно активно влиять на сварочный процесс и адаптировать его в зависимости от материала. Грубо говоря, можно сказать, что процесс MAG используется для стали, а процесс MIG — для цветных металлов.
Для этих типов дуговой сварки наш робот может быть оснащен самыми разнообразными сварочными горелками для однопроволочной или сдвоенной / тандемной проволоки.
Кроме того, процесс сварки TIG (вольфрамовый инертный газ), разработанный Advanced Machinery, уже используется в нашей роботизированной системе.Контролируемому отделению капель с небольшим тепловложением способствует пульсация сварочного тока. При сварке TIG присадочная проволока быстро движется вперед и назад.
Что еще? Наше программное обеспечение для изготовления листового металла Fabricam упрощает всю эту работу, и вы можете манипулировать любым дизайном на своем столе.
Чтобы узнать больше о самом программном обеспечении для изготовления листового металла Fabricam, прочтите эту хорошо подробную статью о Prevision: prevision.co.za/sheet-metal-fabrication-cam-software
Чтобы получить полный каталог по всем нашим машинам, вам, возможно, придется посетить наш веб-сайт в 00:00.co.za или позвоните в наш офис по телефону 060 600 6000 и поговорите с нашими специализированными инженерами по продажам для получения подробных объяснений.
Как звучит сварка? GMAW
Каждый вид сварки имеет уникальный звук. Иногда этот звук может указывать на проблемы. В других случаях он сообщает оператору, что все идет правильно. Компания Xiris добавила аудиомониторинг в наши ведущие в отрасли сварочные камеры. Эта инновационная система дает сварщикам новый инструмент для контроля и улучшения своей работы.
Однако часто требуются годы опыта, чтобы отличить небольшие различия в звуке, которые отделяют хороший сварной шов от плохого. А если вы новичок в сварке или раньше не пользовались звуком, как узнать, к чему прислушиваться?
А если вы новичок в сварке или раньше не пользовались звуком, как узнать, к чему прислушиваться?
Сегодня мы рассмотрим сварку GMAW или MIG и поделимся различными звуками, которые вы можете слышать, и их значением.
- — Frying Bacon: Это наиболее распространенное описание звучания GMAW.Факел будет шипеть, время от времени будет хлопать. Обычно это означает, что ваш сварочный аппарат правильно настроен и вы укладываете качественный валик.
- — Попкорн : Если ваша сварка больше похожа на попкорн, чем на бекон, с большим количеством щелчков и хлопков, это может означать, что ваша скорость подачи проволоки слишком высокая. «Проволока ударяется о поверхность, а не полностью проплавляется в металл, создавая слабый и опасный сварной шов». 1
- — Шипение, , как при утечке газа : Часто означает слишком низкую скорость подачи проволоки.Это также слабый и небезопасный сварной шов. 1
- — Щелчки и шипение: Обычно это означает проблему с защитным газом. Вы также увидите чрезмерное количество искр и шлака, а также поры в готовом сварном шве. Убедитесь, что газ включен, есть ли в баллоне газ и давление в баллоне правильное. 1
- – Необычно: Еще одна проблема, которую можно определить по звуку, — это выступ провода. Если вылет слишком большой, дуга может звучать нерегулярно — высота и / или громкость постоянно меняется. 2
 1
1 Настройки напряжения и тока сварочного аппарата, а также металл, который вы свариваете, влияют на звук дуги в GMAW. 3 Например, при сварке нержавеющей стали используются три различных подхода: перенос погружением, шаровидный перенос или дуговая дуга. Каждый из этих методов имеет разный звук, поскольку дуга переходит от низкой мощности к высокой в течение цикла переноса металла. 4
При переносе погружением (сварка с низким током, которая идеально подходит для более тонких материалов) вы слышите быстрое потрескивание — желанный звук бекона. Шаровая передача, которая используется не часто, издает неравномерный, разбрызгивающийся звук с периодическим шипением. Перенос распылением имеет постоянный шипящий звук, поскольку горячий металл устойчивым потоком переходит на основной материал.
Шаровая передача, которая используется не часто, издает неравномерный, разбрызгивающийся звук с периодическим шипением. Перенос распылением имеет постоянный шипящий звук, поскольку горячий металл устойчивым потоком переходит на основной материал.
Важно изучить свое оборудование, понять используемые материалы и поэкспериментировать с различными настройками. Следите за звуком и внешним видом дуги и критически оценивайте качество сварных швов. Скоро вы будете знать, к чему прислушиваться.
Посмотрите видео, в котором показано, как изменение скорости подачи проволоки и напряжения влияет на звук при сварке MIG: https: // www.youtube.com/watch?v=kmcO0lFfn1k.
Лучшие изображения. Лучшие решения. Лучшее управление процессом.
Подпишитесь на Xiris в социальных сетях, чтобы получать регулярные обновления и видеоролики о сварке!
Источники:
1 https://garage.eastwood.com/eastwood-chatter/listen-to-your-mig/
2 https://www.