Сварка нержавейки, аргонно-дуговая сварка в Москве
Наша компания предлагает услуги по сварке металла. В производственной базе имеются стационарные и мобильные сварочные аппараты.
Опытные сварщики производят сварочные работы, как в цеху, так и непосредственно на объекте заказчика.
На нашем производстве мы осуществляем следующие виды сварки металла: ручную, аргонно-дуговую, полуавтоматическую, контактную и др.
Аргонно-дуговая сварка
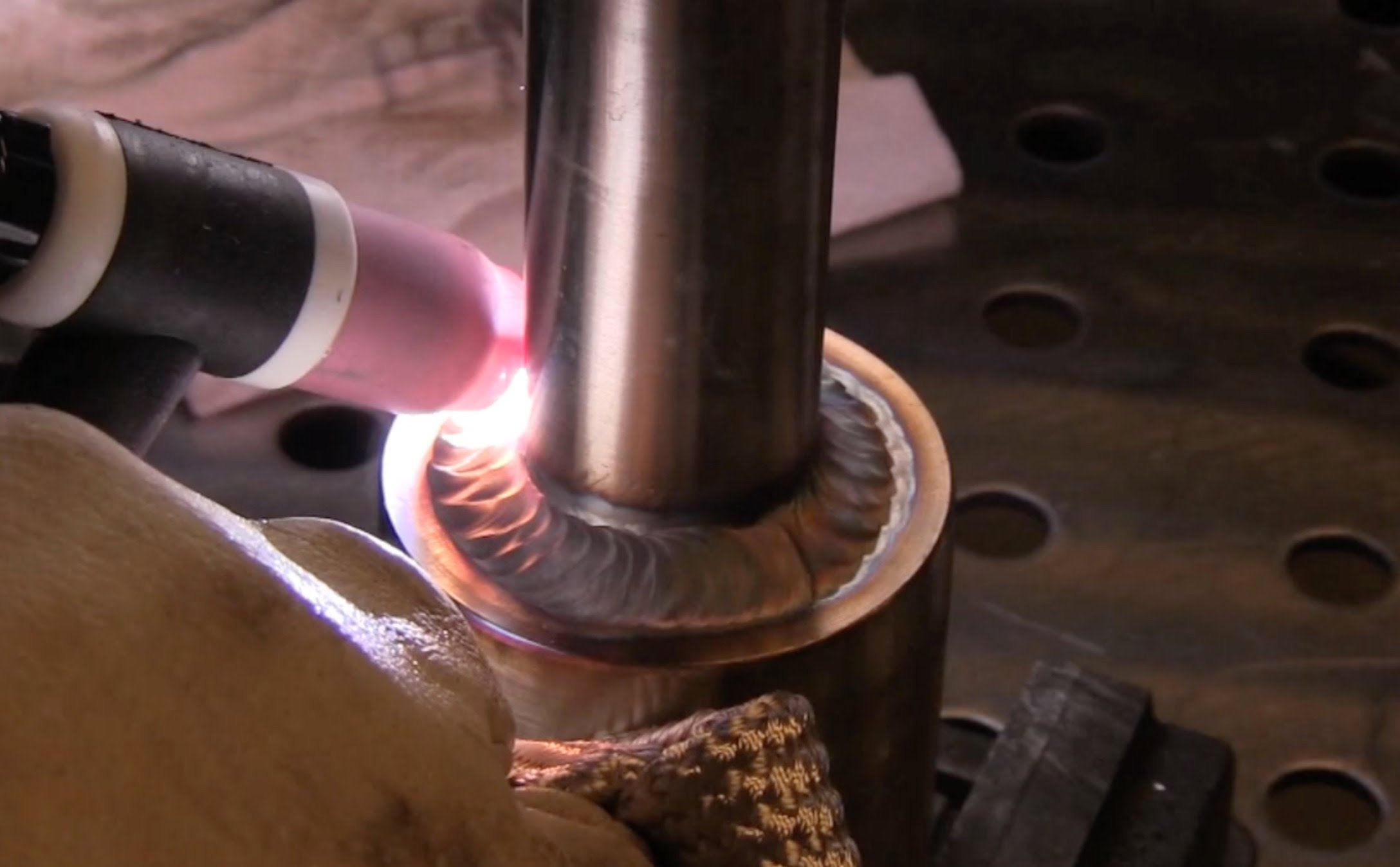
Аргонно-дуговая сварка или как еще принято ее называть аргонная сварка – это сварка неплавяшимся электродом в среде защитного газа аргона. Аргонная сварка применяется для сварки низкоуглеродистых металлов таких как нержавеющая сталь, титан, медь, алюминий, и других цветных металлов.
Сварка данным методом производится в инертном газе, чаще всего аргоне, так как в противном случае на металле образуется вредоносная оксидная плёнка.
Производится сварка низкоуглеродистой и нержавеющей стали, в том числе декоративной и тонколистовой. Также производим сварку круглой и профильной трубы. При необходимости производим обработку сварного шва: зачистку, шлифовку или полировку.
Контактная сварка
Это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
В производственной базе Компании АртМеталл имеются сварочные аппараты контактной сварки.
Контактная сварка применяется в случаях, когда необходимо избежать следов сварки, утяжек на лицевой поверхности детали: при производстве корпусов деталей, лифтовых порталов, рекламных конструкций.
Преимущества контактной сварки перед другими способами:
- Высокая производительность (время сварки одной точки или стыка составляет 0,02… 1,0 с)
- Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима,
что снижает требования к квалификации сварщика - Это экологически чистый процесс, легко поддающийся механизации и автоматизации.


Конденсаторная сварка
Этoт мeтoд иcпoльзуeтcя для пpивapки шпилeк нa тoнкoлиcтoвыx мeтaллax c минимaльнoй тoлщинoй 0.6 мм.
При это способе на лицевой поверхности металла не остается следов перфорации, деформации, сварки и обесцвечивания.
Основная область применения: обработка листового металла, приборостроение, электронная промышленность, коммуникационные шкафы, лабораторное и медицинское оборудование, пищевое оборудование, строительство зданий, инженерные коммуникации, торговые и игровые автоматы, рамы и каркасы различных стеклянных конструкций и т.п.
Возможность комбинации свариваемых металлов: сталь, нержавеющая сталь, латунь, алюминий — алюминий. Установка резьбовых шпилек М3, М4, М5, М6 и М8;
Полуавтоматическая сварка
Одним из видов сварки, использующимся на нашем производстве является сварка полуавтоматом.
Данный вид сварки имеет следующие преимущества:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки
- варит тонкий металл – толщина заготовок начинается от 0,5 мм
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы
- на готовом сварочном соединении нет шлака
Обработка сварного шва
После сварки нержавейки требуется последующая обработка сварного шва.
Для механической обработки необходимо использовать только специально предназначенные для этого инструменты: круги, ленты, щетки.
Помимо механической обработки на нашем производстве мы активно используем обработку сварного шва методом травления.
Для этого мы используем специальное оборудование — пассиватор. С помощью этого метода уничтожается вредный оксидный налет и выравнивается поверхность сварного шва. После процесса травления место обработки тщательно промывается.
Сварка нержавейки
Вы можете заказать услуги по сварке нержавейки по телефону +7 (495) 585-51-56, sales@chermet. com
com
|
|
Менеджер отдела продаж |
Нержавейкой, или нержавеющей сталью называются легированные стали с высоким содержанием хрома. В связи с тем, что легированные стали обладают более низкой температурой плавления, высоким электросопротивлением, значительным расширением по длине при нагревании, сварка нержавейки значительно отличается от сварки других углеродистых сплавов. При дуговой сварке нержавейки необходимо выбирать более короткие электроды и пониженный ток. Обязательным процессом в сварке нержавеющих сталей является обработка швов. Ведь именно в этом месте могут возникнуть коррозионные явления в результате выгорания присадок. Легирующие добавки, придающие сталям устойчивость к коррозии, могут оказывать разное воздействие на сварку. Сера, фосфор, хром и марганец увеличивают возможность образования трещин, тогда как титан, напротив, улучшает свариваемость поверхностей.
Особенности сварки нержавейки
Перед началом сварки следует очень качественно подготовить поверхности. Нужно удалить оксидную пленку, которая возникает в результате контакта добавок с кислородом. Одним из наиболее распространенных способов сварки нержавеющей стали является сварка в газовой защитной среде. Для этого вида сварки применяются такие газы как инертный аргон или гелий, либо активные газы типа азота и углекислого газа. Спектр методов, используемых для сварки нержавейки неширок. Это может быть лазерная, дуговая под флюсом или плазменно-дуговая сварка. В последнем случае применяются укороченные вольфрамовые электроды. По мере уменьшения температуры свариваемого изделия до 400°С защитные газы необходимо убирать постепенно.
В государственном стандарте ГОСТ 10052-75 определяются типы электродов, которые предназначены для того или иного состава легированной стали.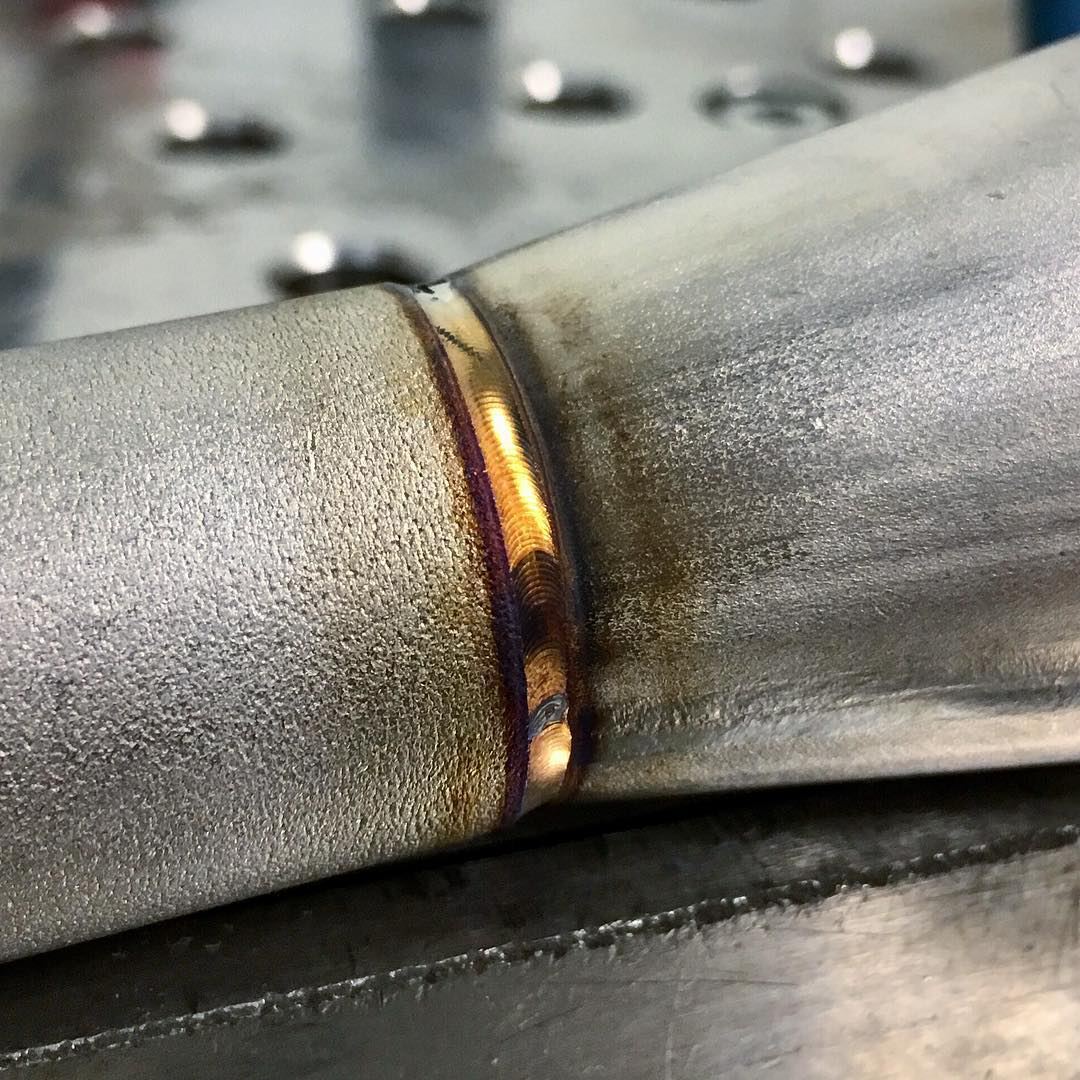 Руководствуясь этим стандартом можно выбрать наиболее подходящий электрод. Обычно для сварки нержавейки берутся электроды НИАТ-1, ОЗЛ-8, ЦЛ-11 и т.д. Именно правильно выбранный электрод обеспечивает необходимые свойства сварного шва. При проведении сварки нержавейки током обратной полярности следует обращать внимание на то, чтобы сила тока была меньше примерно на 15%, чем для низколегированной стали, а также на то, чтобы диаметр электрода был небольшой и проплавление шва – как можно меньше.
Руководствуясь этим стандартом можно выбрать наиболее подходящий электрод. Обычно для сварки нержавейки берутся электроды НИАТ-1, ОЗЛ-8, ЦЛ-11 и т.д. Именно правильно выбранный электрод обеспечивает необходимые свойства сварного шва. При проведении сварки нержавейки током обратной полярности следует обращать внимание на то, чтобы сила тока была меньше примерно на 15%, чем для низколегированной стали, а также на то, чтобы диаметр электрода был небольшой и проплавление шва – как можно меньше.
Обработка швов после сварки нержавейки
В процессе образования сварочного соединения хром перемещается на поверхность, образуя с кислородом окисленную пленку, и в металле под ним его содержание существенно снижается. Это приводит к тому, что коррозионная устойчивость изделия в этом месте страдает. Помимо хрома на поверхности образуется налет из легирующих добавок и соединений, возникших под воздействием высоких температур. Эти вещества могут вызывать нежелательные химические реакции, способные разрушить шов.
Обработка швов после сварки нержавейки осуществляется механическим, термическим и химическим путем. Механическая обработка подразумевает шлифовку абразивами и ручную очистку специальными щетками. При термической обработке шов нагревают до высоких температур, в результате чего происходит равномерное распределение хрома по шву и расплавление посторонних соединений. Травление происходит под воздействием смеси из азотной и плавиковой кислоты, растворенной в воде. Этот способ требует последующей механической обработки для увеличения прочности сварного соединения.
|
ЭЛЕКТРОДЫ SAFINOX R 308 L (d: 2,0 мм) |
||||||||||||||||||||||
|
подробнее…
|
Для сварки нержавеющей стали 304 и 308.
|
|
||||||||||||||||||||
|
ЭЛЕКТРОДЫ SAFINOX R 308 L (d: 2,5 мм) |
||||||||||||||||||||||
|
подробнее…
|
Для сварки нержавеющей стали 304 и 308.
|
|
||||||||||||||||||||
|
ЭЛЕКТРОДЫ SAFINOX R 308 L (d: 3,2 мм) |
||||||||||||||||||||||
|
подробнее.
|
Для сварки нержавеющей стали 304 и 308.
|
|
||||||||||||||||||||
|
ЭЛЕКТРОДЫ SAFINOX R 308 L (d: 4,0 мм) |
||||||||||||||||||||||
|
подробнее…
|
Для сварки нержавеющей стали 304 и 308.
|
|
||||||||||||||||||||
|
ЭЛЕКТРОДЫ SAFINOX R 316 L (d: 1,6 мм) |
||||||||||||||||||||||
|
подробнее…
|
Для сварки нержавеющей стали 316.
|
|
||||||||||||||||||||
|
ЭЛЕКТРОДЫ SAFINOX R 316 L (d: 2,0 мм) |
||||||||||||||||||||||
|
подробнее.
|
Для сварки нержавеющей стали 316.
|
|
||||||||||||||||||||
|
ЭЛЕКТРОДЫ SAFINOX R 316 L (d: 2,5 мм) |
||||||||||||||||||||||
|
подробнее…
|
Для сварки нержавеющей стали 316.
|
|
||||||||||||||||||||
|
ЭЛЕКТРОДЫ SAFINOX R 316 L (d: 3,2 мм) |
||||||||||||||||||||||
|
подробнее…
|
Для сварки нержавеющей стали 316.
|
|
||||||||||||||||||||
|
ЭЛЕКТРОДЫ SAFINOX R 316 L (d: 4,0 мм) |
||||||||||||||||||||||
|
подробнее.
|
Для сварки нержавеющей стали 316.
|
|
||||||||||||||||||||
|
ЭЛЕКТРОДЫ SAFINOX R 347 (d: 4,0 мм) |
||||||||||||||||||||||
|
подробнее…
|
Для сварки нержавеющей стали 321 и 347.
|
|
||||||||||||||||||||
|
ЭЛЕКТРОДЫ SAFINOX R 309 L (d: 2,0 мм) |
||||||||||||||||||||||
|
подробнее…
|
Для сварки нержавеющей стали 309, а также нелегированной стали с нержавеющей сталью.
|
|
||||||||||||||||||||
|
ЭЛЕКТРОДЫ SAFINOX R 309 L (d: 2,5 мм) |
||||||||||||||||||||||
|
подробнее.
|
Для сварки нержавеющей стали 309, а также негелированной стали с нержавеющей сталью.
|
|
||||||||||||||||||||
 ..
..
 0 кг, длина электродов 350 мм.
0 кг, длина электродов 350 мм. ..
..
 7 кг, длина электродов 300 мм.
7 кг, длина электродов 300 мм. ..
..
 2 кг, длина электродов 350 мм.
2 кг, длина электродов 350 мм. ..
..
Сварка нержавейки — Аргоник — аргонная сварка
CВАРКА НЕРЖАВЕЙКИ
Нержавейка или нержавеющая сталь обладает уникальными свойствами, которые позволяют использовать этот металл в любых отраслях жизни и производственной деятельности: машиностроение, медицина, дизайн, автомобилестроение, электроника, механика и многие другие сферы деятельности.
Нержавейка – это прочный надежный материал, обладающий положительными эстетическими качествами и имеющий благородный вид. Нержавеющая сталь может обрабатываться различными способами: штамповкой, токарным способом или с помощью сварки.
Сварка нержавейки применяется достаточно широко, особенно при возведении зданий и сооружений. Если раньше результат сварочных работ не отличался высоким качеством и происходил разлом сварных швов, приводящих к серьезным последствиям, то сейчас при применении современного оборудования и использовании качественных сварочных материалов, сварные швы получаются прочными, надежными, эластичными, выдерживающими большие нагрузки, вибрацию, перепады температур и даже удары.
Сварка нержавейки может проводиться несколькими способами: ручная, аргоно-дуговая, сварка на полуавтомате и т.д.
Большинство разновидностей сталей имеют высокую степень свариваемости. Например сталь 12Х18Н10Т легко сваривается, но также легко может начаться межкристаллитная коррозия, разрушающая металл. Данный вид коррозии опасен тем, что разъедает конструкцию изнутри, это может привести к поломке конструкции в целом.
Для проведения сварочных работ по высоколегированной стали желательно использовать в качестве сварного материала специальные электроды с защитно-легирующим покрытием, стержень электродов должен быть из высоколегирующего материала. Применение таких электродов помогает обеспечить образование металла нужного химического состава. Электроды такого вида также эффективны при сварке сталей 12Х18Н10Т, 12Х18Н9Т, 12Х18Н12Т и некоторых других.
Если для сварки используется дуговая сварка, то применяют защитные газы: аргон, гелий и углекислый газ. Чаще всего можно встретить аргоно-дуговую сварку металлоконструкций. Аргоно-дуговая сварка нержавейки проводится с использованием вольфрамовых электродов путем воздействия постоянной силы тока с обратной полярностью.
Аустенитную нержавеющую сталь следует сваривать особенно тщательно и с осторожностью, так как свойства такой стали отличаются от углеродистой, например, горазда выше электрическое сопротивление, выше температура плавления, снижена теплопроводность. Аустенитную сталь можно подвергать ручной сварке только при условии, что толщина сварной конструкции более полутора миллиметров, дуговая сварка обязательно должна проводиться с использованием вольфрамовых электродов в инертном газе, если сваривать тонкие листы металла, если листы более 0.8 мм, то можно использовать короткую дугу при работе в инертном газе.
Сварка нержавейки любым способом провоцирует образование пористого оксидного слоя, основной составляющей которого является хром, который ослабляет металл и ускоряет его коррозию. Чтобы избежать ускоренной коррозии сварного шва, желательно его обработать после проведения сварочных работ.
НАШИ РАБОТЫ
Особенности сварки нержавейки инвертором
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей
Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т. д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61. 85, ОК61.30
85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Читайте на сайте статью: Сварка алюминия — инструкция, аппарат, проволока, газ |
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
Сварка нержавеющей стали – процесс, требующий определенных навыков. Особенности материала могут поставить в тупик даже опытного сварщика, привыкшего работать с традиционными материалами.
Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала.
Особенности нержавеющей стали, влияющие на процессы сварки
Для придания стали антикоррозийных свойств, материал легируется. В качестве добавочных присадок применяется проверенный материал, имеющий 100% устойчивость к ржавчине – хром.
Массовая доля этого материала в сплаве может достигать 1/5 части.
Кроме того, в состав качественной нержавейки добавляется никель, молибден и другие материалы, осложняющие образование классической сварочной дуги.
Примеры сварки тонкой нержавейки простым инвертором ММА
Какие факторы осложняют сварочный процесс:
- Нержавеющая сталь имеет слабую теплопроводность. В сравнении с обычным составом, этот показатель ниже на 50%. Поэтому следует уменьшить ток на 15%-25%. Это непривычно для сварщика.
- При нагреве железо и хром вступают в химическую реакцию, в результате чего выделяется большое количество карбида. Если не охлаждать зону сварки, железная часть сплава полностью теряет стойкость к коррозии. Причем это не сплошная поверхность, покрытая ржавчиной, а межкристаллическое окисление. Коррозия проникает внутрь, полностью разрушая изделие.
- Избыточное расширение при нагреве. При сварке тонкой нержавейки, изделие покрывается волнами, которые невозможно устранить. Заготовки большой толщины могут расшириться настолько, что конструкция деформируется. Поэтому требуется обеспечить зазор между деталями.
- Рекомендуется присадочная проволока для сварки, выполненная из нержавейки. Если зазор слишком велик – могут образоваться пустоты внутри шва.
Сварка нержавейки в домашних условиях с помощью инвертора
Поскольку тонкие листы нержавейки представляют наибольшую сложность для сварки, разработаны особые технологии, учитывающие особенности материала. Оба способа работают в среде инертного газа, причем расход аргона при сварке нержавейки не выше, чем при сварке алюминия.
- Сварка короткой дугой. Наиболее щадящий режим для листовой нержавейки, однако, требует большого опыта
- Импульсная сварка полуавтоматом. Каждый импульс тока сопровождается дискретной подачей проволоки. За один импульс образуется одна капля. Края листа не успевают покоробиться от температуры, а шов получается ровным, и практически не требует после сварочной обработки.
Еще большее качество шва дает сварка полуавтоматом нержавейки в среде углекислого газа.
Вы можете обойтись без различных ухищрений, единственное условие – скорость проведения работ. Подачу проволоки следует ускорить, а шов вести быстро и энергично.
Принцип тот же – зона вокруг сварки не успевает нагреться и покоробиться.
Вообще, полуавтомат предоставляет более широкие возможности при работе с таким сложным материалом.
Потренировавшись на ненужных обрезках нержавейки, вы быстро приобретете необходимый опыт.
Еще один хороший способ варить нержавейку это сварка полуавтоматом в среде углекислого газа, смотрите подробное виде
Сварка нержавейки электродом в домашних условиях
Полуавтомат – достаточно дорогое удовольствие для домашнего применения. Чаще всего дома применяют обычный недорогой инвертор.
Делимся секретами или сварка нержавейки штатным инвертором – видео
Технология позволяет варить с высоким качеством, используя специальные электроды. Однако инверторная сварка по нержавейке требует определенных условий:
- Ни в коем случае не перегревать место шва и всю заготовку. Надо стараться не выходить за температуру 200°С
- Можно использовать толстые медные пластины для теплоотвода
Если вы работаете с инвертором, обязательно потренируйтесь перед началом ответственных работ. Освойте толстые заготовки из нержавейки со средними токами сварки.
Освойте толстые заготовки из нержавейки со средними токами сварки.
Когда вы прочувствуете темп прохождения шва короткой дугой, постепенно переходите на более тонкие листы, уменьшая значение тока.
Электродами 3 мм и малыми токами работать по нержавейке достаточно сложно. Не начинайте варить «в чистовую», пока не поймете, что освоили технологию.
Шлифовка после сварки
Если вы изготавливаете утилитарное изделие (бак для воды, канистру, трубопровод) придание «товарного вида» после сварки необязательно.
Достаточно удалить черные шлаки и провести элементарную шлифовку.
Шлаки удаляются с помощью травильной пасты или кислоты. Чтобы кислота не стекала по поверхности, не нуждающейся в обработке – ее необходимо загустить.
Например – деревянными опилками. Затем растворенный шлак обильно промывается проточной водой, а место сварки насухо вытирается.
Шлифовка производится стандартными средствами – абразивными кругами. Никакой технологии нет, просто зачищаете поверхность до ровного слоя.
Особое внимание уделяете отсутствию мелких раковин на поверхности шва.
Полировка нержавейки после сварки
Другое дело, если вы варите декоративную деталь, где требуется эстетичный внешний вид. Место сварки шлифуется несколькими кругами от крупнозернистого до «бархатного», для выведения шва.
Все неровности удаляются шарошками маленьких размеров. Затем происходит классическая полировка обычным войлочным кругом. Можно использовать пасту ГОИ, или иные современные средства.
Сварка нержавейки инверторами различных типов – видео
Вывод:
Сварка нержавеющей стали относится к трудоемким операциям. Однако при наличии опыта и правильных расходных материалов, варить нержавейку можно даже в домашних условиях и самым обычным инвертором.
Нержавеющая сталь является наиболее предпочтительным из всех материалов, применяемых для изготовления разнообразных конструкций: болтов, крепежных систем, баков, консервных банок, арматуры и т. д. При необходимости производства или ремонта каких-либо изделий, применяется сварка электродом с помощью инвертора. Это достаточно трудная работа, которая требует определенного опыта и знаний необходимых параметров, влияющих на сварочный процесс. Для того, чтобы получить в итоге качественную работу, стоит изучить все нюансы метода сварки нержавеющей стали инвертором.
д. При необходимости производства или ремонта каких-либо изделий, применяется сварка электродом с помощью инвертора. Это достаточно трудная работа, которая требует определенного опыта и знаний необходимых параметров, влияющих на сварочный процесс. Для того, чтобы получить в итоге качественную работу, стоит изучить все нюансы метода сварки нержавеющей стали инвертором.
Данный аппарат для сварки стали играет роль основного источника питания для электрической дуги. Он обеспечивает качество работы, горение дуги и легкий поджиг. Главным фактором является достижение устойчивости к различным помехам. Источниками питания для сварочной дуги также могут служить трансформатор и выпрямитель. Инверторный тип аппарата для сварки был изобретен в прошлом веке и стал особенно популярным из-за своей высокой эффективности.
Особенности сварки нержавеющей стали
Нержавеющая сталь классифицируется как высоколегированный металл, так как она на 20% состоит из хрома. В ее состав могут входить никель, титан и другие элементы, благодаря которым повышается устойчивой стали к коррозии. Отличительными свойствами нержавеющей стали являются:
1. Любая высоколегированная сталь обладает более низкой теплопроводостью, по сравнению низкоуглеродистыми металлами. В связи с этим, сварка нержавейки должна происходить на пониженном токе (примерно на 20%).
2. Нержавеющая сталь обладает высоким коэффициентом линейного расширения. Поэтому, во избежание деформации, между плотными деталями материала необходимо предусматривать необходимый зазор. Также, следует учитывать момент, что в момент сварки расширение деталей происходит неравномерно.
3. Отличительной характеристикой высокохромистых материалов является межкристаллическая коррозия, что означает возможное понижение устойчивости к коррозии. Сложность состоит в том, что во время сварки края стали начинают покрываться хромом и карбидом железа. Чтобы исключить эту проблему, используется быстрое охлаждение.
Методы сварки нержавеющей стали
- Ручная дуговая сварка. Данный метод предусматривает использование двух видов электродов: с различным покрытием покрытием. Сварка с применением электродов, имеющих основное покрытие, производится только на обратном токе. Электроды с рутиловым покрытием (двуокись титана) можно применять как на обратном, так и на переменном токе. Эти электроды наиболее предпочтительны, так как дают возможность получения более качественной дуги и меньшего образования брызг во время работы. Более успешно электроды с рутиловым покрытием применяются в нижнем положении варки.
- В случае необходимости соединения тонкой нержавеющей стали обычноприменяется метод аргонодуговой сварки с использованием чистого аргона или аргонно-гелиевой смеси. В этом случае сварка производится с помощью присадочной проволоки либо без нее.
- Полуавтоматическая сварка применяется, когда нужно соединить толстые детали. Данный метод предусматривает использование аргона с минимальным добавлением кислорода (для лучшего смачивания краев шва). Существуют следующие технологии полуавтоматической сварки: с использованием короткой дуги, со струйным переносом и импульсно. Первая из них обычно используется для соединения тонкой стали. Для толстых деталей лучше подходит струйный перенос.Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги. Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.
 Данный метод предусматривает использование двух видов электродов: с различным покрытием покрытием. Сварка с применением электродов, имеющих основное покрытие, производится только на обратном токе. Электроды с рутиловым покрытием (двуокись титана) можно применять как на обратном, так и на переменном токе. Эти электроды наиболее предпочтительны, так как дают возможность получения более качественной дуги и меньшего образования брызг во время работы. Более успешно электроды с рутиловым покрытием применяются в нижнем положении варки.
Данный метод предусматривает использование двух видов электродов: с различным покрытием покрытием. Сварка с применением электродов, имеющих основное покрытие, производится только на обратном токе. Электроды с рутиловым покрытием (двуокись титана) можно применять как на обратном, так и на переменном токе. Эти электроды наиболее предпочтительны, так как дают возможность получения более качественной дуги и меньшего образования брызг во время работы. Более успешно электроды с рутиловым покрытием применяются в нижнем положении варки.Для самостоятельной сварки нержавейки инвертором вам необходимо приготовить:
- Зажимы для заземления.
- Электроды.
- Силовой кабель (не меньше 2 м.).
- Растворитель.
- Защитную одежду, маску и перчатки.
- Проволоку.Зажимы для заземления.
- Электродержатели.
- Стальную щетку.
- Силовой кабель (не меньше 2 м.)

Сварка нержавеющей стали инвертором. Инструкция
Перед сваркой необходимо тщательно подготовить и обработать поверхности к работе. Обработка нержавеющей стали практически не отличается от обработки низкоуглеродистых металлов, дополнительно следует предусмотреть зазор сварного стыка для обеспечения правильной усадки. Рабочую поверхность и кромки необходимо обработать стальной щеткой, после чего тщательно обработать растворителем (бензином или ацетоном) для удаления жира, который мешает устойчивости дуги.
Самостоятельная сварка инвертором и электродами дает возможность получения качественных сварных соединений. В случае предъявления дополнительных требований, следует приобрести инвертор, имеющий специальный режим для сварки нержавеющей стали: электроды должны соответствовать ГОСТу, поэтому вы должны разбираться в марках стали.
Для сварки нержавейки применяется ток обратной полярности. В процессе работы следует стараться меньше проплавлять швы, поэтому лучше не брать электроды с большим диаметром (они пригодятся для работы с толстыми поверхностями).
Как мы уже отмечали, ток для сварки нержавейки должен быть ниже, чем для работы с низколегированными металлами. В противном случае, покрытие электродов начнет отваливаться из-за высокого сопротивления и недостаточной теплопроводности. Для новичков это часто становится неожиданностью. После полной готовности шва нужно провести процесс охлаждения для улучшения устойчивости металла к коррозии. Для этого используются медные прокладки.
Таким образом, процесс сварки нержавеющей стали инвертором предусматривает наличие необходимых знаний и опыта. Если этого нет, не следует сразу надеяться на идеальный результат. Естественно, при сварке аргоном процесс будет происходить намного быстрее и проще, однако сварка инвертором тоже может дать неплохой результат.
Отличительной особенностью сварки нержавеющей стали инвертором является возможность ее использования независимо от пространства и ситуации. Необходимо учитывать и то, что даже опыт не дает гарантию на получение качественного результата.
Необходимо учитывать и то, что даже опыт не дает гарантию на получение качественного результата.
Выбор инвертора и электродов
Для того, чтобы выбрать нужный инвертор, следует учесть ряд моментов:
1. Рабочий температурный диапазон. Это важный момент, так как некоторые модели инверторов рассчитаны для работы в низких температурных условиях.
2. Сила и мощность тока. Если вам нужен инвертор для сварки нержавеющей стали для работы в домашних условиях, лучше делать выбор в пользу аппарата, имеющего показатель 180 А. Показатель 200 А и выше — это уже профессиональные модели.
Выбор инвертора для сварки нержавейки — очень важный момент, так как именно он оказывает большое влияние на качество сварки.
Для правильного выбора электрода, в зависимости от толщины металла, следует воспользоваться специальными таблицами. Ошибка в выборе электрода может повлечь за собой ухудшение герметичности шва, возникновение пор, трещин и раковин (из-за вскипания металла). Только использование подходящего электрода (в зависимости от работы) дает возможность получения прочного и надежного шва. Чаще всего применяются электроды ОЗЛ-6 и ОЗЛ-8, которые можно приобрести в каждом магазине за невысокую стоимость. Использование электродов ОК 46.00, МР-3 позволяет добиться качественного и комфортного сварочного процесса и получить красивый шов.
Нужно учитывать и то, что подобные электроды не только удобные — они представляют собой определенную опасность. После завершения сварки шов остывает и от него начинает отскакивать раскаленный шлак. Поэтому, нужно быть предельно осторожным и не находиться в непосредственной близости от изделия в момент его самоочищения. Выполняя сварку, соблюдайте необходимые меры безопасности, чтобы исключить возникновение травмы глаз и сильные ожоги: обязательно надевайте маску сварщика; используйте для работы только качественный держатель электродов для защиты рук; защитная одежда должна быть из плотного и прочного материала. Если вы запаслись всем необходимым снаряжением, можете приступать к безопасной сварке нержавеющей стали в любом положении. Однако, даже находясь в таком снаряжении следует находиться как можно дальше от места отскакивания шлака.
Если вы запаслись всем необходимым снаряжением, можете приступать к безопасной сварке нержавеющей стали в любом положении. Однако, даже находясь в таком снаряжении следует находиться как можно дальше от места отскакивания шлака.
Плазменная сварка нержавеющей стали | Особенности и преимущества плазменной сварки
Плазменная сварка (PAW) аналогична дуговой сварке вольфрамовым электродом (GTAW), однако, принципиальное отличие между этими двумя видами процесса заключается в том, что плазменная дуга сужена специальным соплом, которое создает мощный поток плазмы с температурой от 10 000 до 20 000 градусов Цельсия. В целом, процесс плазменной сварки производится при помощи «трансформированной» дуги, где суженная дуга формируется между электродом и рабочей поверхностью нержавеющей стали. При прочих видах сварки, как правило, используется «не трансформированная» сжатая дуга.
Так как плазменное сопло крайне тонкое по диаметру, оно не может обеспечить адекватную защиту сварочной ванне, поэтому процесс плазменной сварки необходимо снабдить более широким диаметром кольцеобразного потока защитного газа. Газы, используемые для защитных целей и для создания потока плазмы те же, что и при сварке GTAW — чистый аргон (Ar)-водород h3 (до 20%) или смесь аргон-гелий (He)-водород h3. Газовые смеси, содержащие водород, рекомендуется применять для сваркиаустенитных нержавеющих сталей, но не для ферритных, мартенситных и дуплексных — для данных сталей рекомендуется добавлять в газовую смесь азот, чтобы получить соответствующие пропорции аустенита и феррита в сварочном шве.
Технология ручной плазменной сварки еще называется «микро-плазма» или «мини-плазма» и производится при переменном токе от 0.1 до 15 Ампер, либо в технике «безпучковое сопло» для переменных токов от 15 до 100 Ампер.
Автоматическая сварка, где лучевой поток помещен в кожух (плазмотрон), производится так называемый процесс «ключ-прорезь». Под воздействием повышенного переменного ток свыше 100 Ампер и потока газа, создается очень мощный пучок плазмы, который может насквозь прожечь поверхность нержавеющей стали. Во время сварки образуется сквозное отверстие, а сварочная ванна формируется на поверхности металла, образуя сварной шов.
Во время сварки образуется сквозное отверстие, а сварочная ванна формируется на поверхности металла, образуя сварной шов.
Основные преимущества процесса PAW по сравнению со сваркой GTAW, заключаются в стабильности дуги, которая, в свою очередь, приводит к следующим особенностям плазменной сварки:
- «жесткая» дуга, которая позволяет лучше контролировать энергозатраты
- толерантность к изменению расстояния от сопла к рабочей поверхности стали, без изменения морфологии сварочного шва
- узкая околошовная зона (HAZ)
- в целом, ускоренные темпы сварки
Требования к толщине рабочей поверхности нержавеющей стали:
- от 0,1 мм до 1 мм для микро- и мини-плазменных процессов
- от 1 мм до 3.5 мм для «без-потокового» метода сварки
- от 3.5 мм до 10 мм для сквозной плазменной сварки (в один проход)
Наша продукция
Сварка листового материала и нержавейки.
Сварка листового материала
Сварку внедряют в самые различные зоны деятельности человека. В каждой области могут быть полезны несколько типов сварки:
— дуговая сварка
— газовая сварка
— сварка полуавтоматом
— сварка аргоном.
Независимо от комплексности конструкции, существует возможность проводить сварку для любых изделий, которые могут быть и выполненными не по стандарту. Чаще всего для сварки применяются листовые материалы, изготовленные из нержавейки, чугуна, алюминия и меди. При этом выбор способа сварки зависит от свариваемого материала и его толщины.
Например, для сварки листов более полутора миллиметров применяется ручная сварка. Листы 10 мм и более должны свариваться дуговой сваркой под флюсом.
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это сильно снижает стойкость металла к коррозии и уменьшает его прочность. Во избежание этого проводится термообработка готовой детали. Для этого оксидная пленка зачищается при температурах, приближенных к 1000 градусам Цельсия, что позволяет выровнять параметры присадочного материала. После термообработки выполняется механическая зачистка металла. Для этого необходимо подбирать подходящие инструменты, используемые для данного типа металла. По окончании процесса зачистки проводится травление металла, что придает изделию законченный вид.
Во избежание этого проводится термообработка готовой детали. Для этого оксидная пленка зачищается при температурах, приближенных к 1000 градусам Цельсия, что позволяет выровнять параметры присадочного материала. После термообработки выполняется механическая зачистка металла. Для этого необходимо подбирать подходящие инструменты, используемые для данного типа металла. По окончании процесса зачистки проводится травление металла, что придает изделию законченный вид.
Следует также выделить, что процесс сварки и следующую за ним обработку металла проводят в особых мастерских во избежание рисков для здоровья персонала. Все работы должны выполняться специалистами подходящей квалификации с достаточным опытом работы.
Сварка нержавейки
Нержавейка или нержавеющая сталь имеют уникальные параметры, дающие возможность внедрять такой металл практически во всех сферах жизнедеятельности.
Металл является очень крепким и надежным, имеет хорошие эстетические свойства и привлекательный внешний вид. Обработка нержавейки может вестись разнообразными методами, включая штамповку, токарные способы и сварку.
Довольно часто сварка нержавейки необходима во время возведения зданий и конструкций.
Современные технологии сварки позволяют полностью избежать прежних дефектов изделий из нержавейки, включая разлом сварных швов. В результате современные швы получаются надежными, прочными и эластичными. Это позволяет конструкциям из нержавейки выдерживать большие нагрузки, температурные перепады, удары и вибрации.
Сварка нержавейки проводится следующими способами:
— аргонно-дуговой сваркой
— ручной сваркой
— полуавтоматом.
Чаще всего сталь имеет нормальную степень свариваемости. В то же время определенные классы стали могут быть подвержены межкристаллитной коррозии, которая разрушает металл. Особенно опасен этот вид коррозии внутри изделия, что может стать причиной его полной поломки.
Поэтому необходимо включать специальные электроды с защитным легирующим покрытием – стержень таких электродов изготавливают из высоколегирующего материала. В результате образуется нужный металл с требуемым химическим составом.
В результате образуется нужный металл с требуемым химическим составом.
При дуговой сварке включаются защитные газы: аргон, углекислый газ, гелий. Обычно применяется аргонно-дуговая сварка. В процессе такой сварки можно работать вольфрамовыми электродами, а на свариваемые изделия будет воздействовать постоянный ток обратной полярности.
Нержавеющая сталь должна свариваться с большой осторожностью, так как она имеет отличие от углеродистой стали в виде более высокого электрического сопротивления и температуры плавления, но в то же время имеет меньшую величину теплопроводности.
При ручной сварке нержавеющей стали требуемая толщина шва более 1,5 миллиметров. Если же свариваются более тонкие листы, то целесообразно использовать дуговую сварку с укороченной дугой в инертном газе.
При сварке нержавейки любым методом появляется пористый слой окиси, а хром, входящий в состав стали, послабляет параметры металла и повышает способность к коррозии. Поэтому следует тщательно обработать завершенное изделие после сварочных работ.
5 распространенных ошибок при сварке нержавеющей стали
Большинство типов нержавеющих сталей обладают хорошей свариваемостью и могут свариваться всеми процессами дуговой сварки (GMAW, FCAW, GTAW, SMAW и SAW). Нержавеющая сталь используется во многих различных сферах благодаря своей прочности, стойкости к истиранию и коррозии. К сожалению, многие считают, что ее можно сваривать так же, как углеродистую сталь.
На самом деле, это первая и худшая ошибка, которую можно сделать: если предположить, что он будет свариваться (и вести себя) как углеродистая сталь.
Существует множество марок нержавеющих сталей, которые имеют очень разные механические и химические свойства. Получение четкого представления о нержавеющих сплавах, их свойствах, способах их сварки и выборе правильного сплава для конкретного применения — это наука, которую освоили очень немногие. В этом посте не будет предпринята попытка представить ускоренный курс по сварке нержавеющих сталей.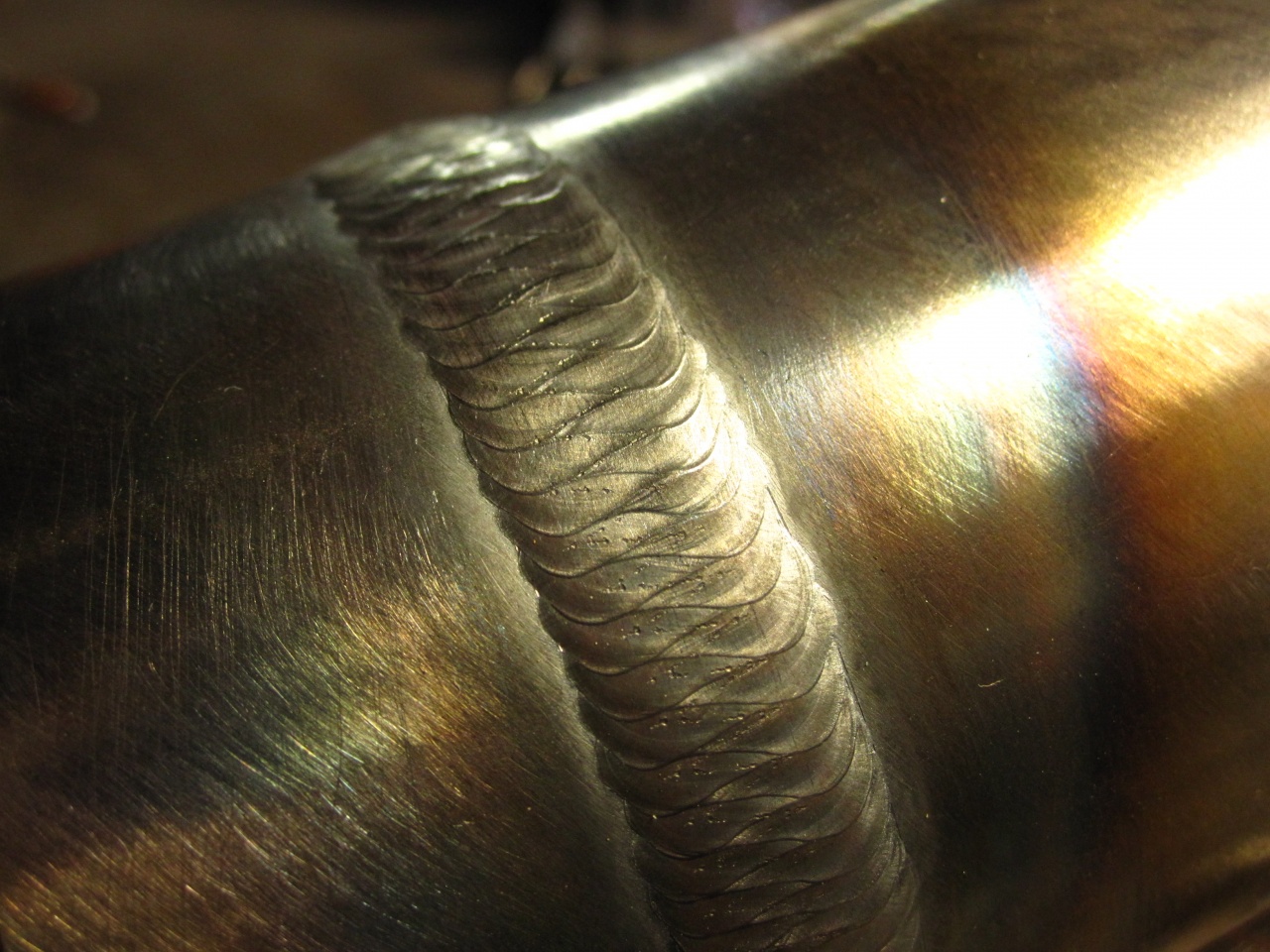 Вместо этого мы хотим сосредоточиться на 5 наиболее распространенных ошибках, которые допускаются при сварке нержавеющей стали. Ошибок, которых стоит обязательно избегать.
Вместо этого мы хотим сосредоточиться на 5 наиболее распространенных ошибках, которые допускаются при сварке нержавеющей стали. Ошибок, которых стоит обязательно избегать.
Ошибка № 1: Предположим, он сваривает так же, как углеродистую сталь.
Нержавеющая сталь по своим физическим свойствам сильно отличается от углеродистой стали. Благодаря более высокому тепловому расширению и гораздо более низкой теплопроводности, чем углеродистая сталь, нержавеющая сталь имеет тенденцию деформироваться, коробиться и создавать всевозможные проблемы при установке. Если вы впервые свариваете листы из нержавеющей стали, вы определенно столкнетесь с этим. Советы по контролю искажений см. В разделах «7 способов борьбы с искажениями» и «4 свойства материалов, влияющих на искажения».
Благодаря высокому коэффициенту теплового расширения и низкой теплопроводности из нержавеющей сталиона легко деформируется при сварке.
Ошибка № 2: Использование одних и тех же инструментов для нержавеющей и углеродистой стали.
Сварка нержавеющей стали должна быть полностью отделена от углеродистой стали. Много проблем может возникнуть, когда оба сварены на одних и тех же станциях. Например, если вы используете щетку из нержавеющей стали для сварных швов из углеродистой стали, а затем примените ее к сварным швам из нержавеющей стали, вы нанесете железо на сварной шов из нержавеющей стали.Это приведет к преждевременной коррозии. Лучше всего иметь отдельные инструменты.
Ошибка № 3: Незнание типа / марки нержавеющей стали, которую вы свариваете.
Существует множество марок нержавеющей стали, каждая из которых имеет свои характеристики и механические свойства. Некоторые из них легко свариваются, другие склонны к растрескиванию. Использование неподходящего присадочного металла может иметь катастрофические последствия. Всегда знайте основной материал, чтобы выбрать подходящий присадочный металл.
Растрескивание при затвердевании (горячее растрескивание) является проблемой при сварке нержавеющей стали.Правильный выбор присадочного металла очень важен. На фото выше: 304 приварен к A36 с присадочным металлом 308.
Ошибка № 4: Использование защитного газа, как для углеродистой стали.
Хотите верьте, хотите нет, это чрезвычайно распространено. При сварке нержавеющих сталей мы хотим убедиться, что содержание углекислого газа и / или кислорода не превышает 2–3%. Многие магазины будут использовать газ, который они используют для углеродистой стали (например, 90% аргона / 10% углекислого газа при сварке методом MIG) для нержавеющей стали.Что скрывает эту проблему, так это то, что он отлично сваривается и выглядит нормально. Но такое высокое содержание углекислого газа приведет к преждевременной коррозии. Хуже всего то, что он пройдет визуальный осмотр и покинет ваш магазин, но через несколько недель или месяцев вам позвонит клиент и сообщит, что сварные швы ржавеют.
Ошибка № 5: Слишком горячая сварка.
Это особенно заметно при сварке TIG сваркой. Когда вы свариваете слишком горячую, вы существенно снижаете уровень хрома.Хром — это то, что обеспечивает коррозионную стойкость, поэтому вы получите преждевременную коррозию, если не будете контролировать свои процедуры. Это особенно верно в отношении аустенитных нержавеющих сталей (например, серии 300). Сварка с очень высокой потребляемой мощностью приводит к медленной скорости охлаждения, что увеличивает время, затрачиваемое на диапазон чувствительности. Эта проблема иногда вызывает необходимость закалки после сварки. К счастью, нержавеющие стали серии 300 не подвержены охрупчиванию, как углеродистые стали. При сварке нержавеющей стали старайтесь минимизировать тепловложение.
Ссылка: Металлы и способы их сварки
Сварка аустенитной нержавеющей стали — Часть 2
Предыдущая статья Job Knowledge , № 103, была посвящена металлургии аустенитных нержавеющих сталей и некоторым проблемам сварки, с которыми можно столкнуться.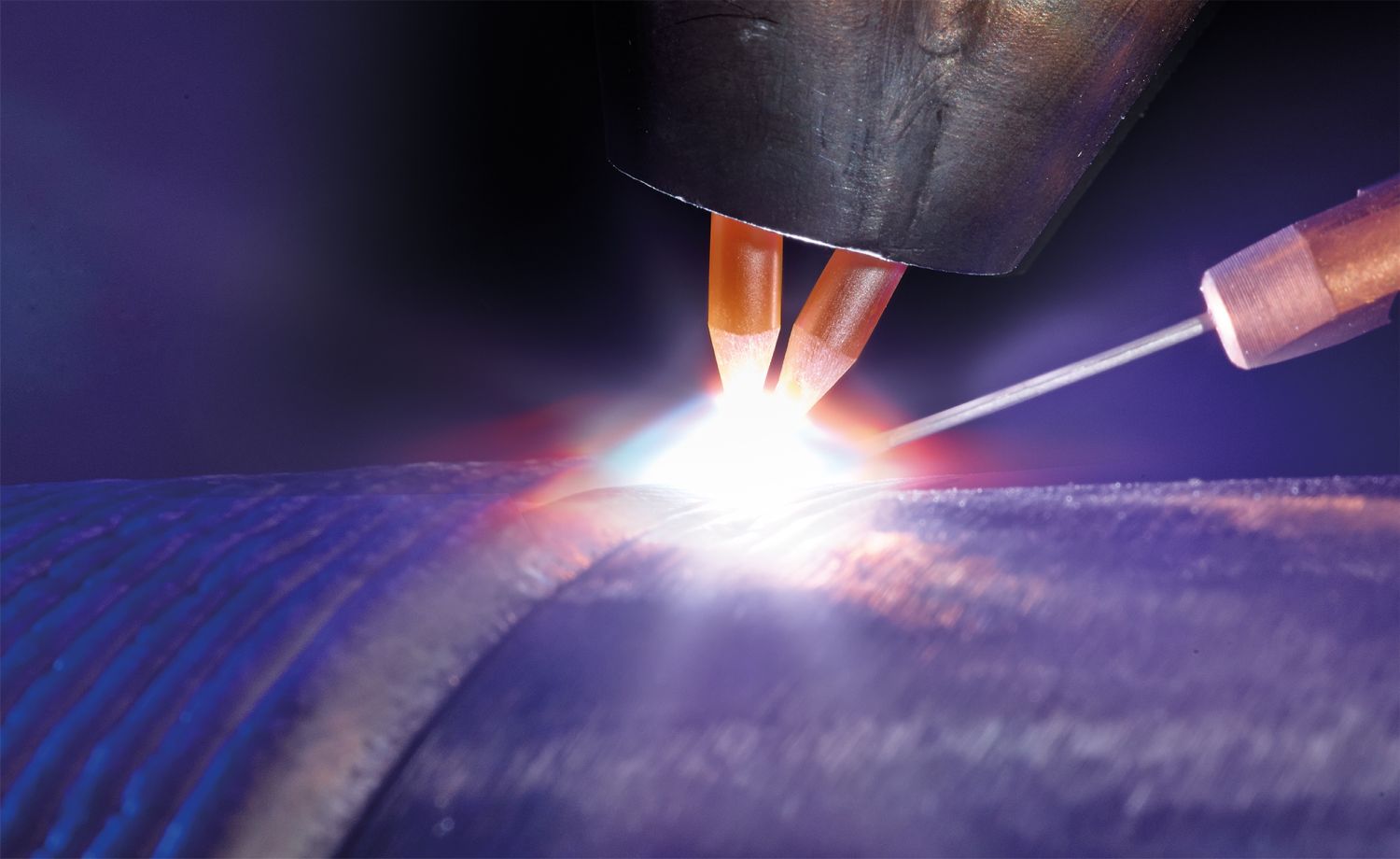
Аустенитные нержавеющие стали можно сваривать с помощью всех имеющихся в продаже способов сварки. Для большинства аустенитных сплавов доступны подходящие присадочные металлы, за исключением отсутствия присадочного металла типа 304 (этот сплав обычно сваривают с присадочным металлом типа 308) и присадочного материала типа 321 из-за проблем с переносом титан поперек дуги.Стали типа 321 обычно сваривают с присадкой типа 347.
Также упоминается в Job Knowledge 103 , что аустенитные нержавеющие стали являются простыми с металлургической точки зрения сплавами, и на механические свойства при комнатной температуре изменения в процедуре сварки существенно не влияют. Однако увеличение содержания кислорода и феррита снизит ударную вязкость при криогенных (~ -196 ° C) температурах.
Ручные металлические дуговые электроды с основным покрытием и регулируемой короткой длиной дуги и основными агломерированными флюсами под флюсом необходимы для достижения наилучшей ударной вязкости при использовании процессов дуговой сварки.Сталь и присадочный металл следует выбирать с как можно более низким содержанием феррита, скажем, от 1 до 3% для получения наилучших результатов испытаний по Шарпи-V.
И наоборот, для наилучшего сопротивления ползучести следует выбирать сталь класса «H» и использовать рутиловые или кислотно-рутиловые электроды и кислотные флюсы под флюсом. Они улучшают сопротивление ползучести за счет увеличения содержания титана и ниобия в металле сварного шва, образуя большую концентрацию карбидов, упрочняющих зерно.
Сварка TIG (GTAW) корневого прохода всегда должна выполняться с обратной продувкой инертным газом, чтобы предотвратить потерю хрома (и, следовательно, коррозионной стойкости). Обычно для этой цели используется аргон.Можно использовать азот, но существует риск того, что наплавленный металл будет поглощать азот, вследствие чего он станет полностью аустенитным и чувствительным к горячим трещинам.
Две характеристики аустенитных нержавеющих сталей, которые отличают их от ферритных сталей, — это коэффициенты теплопроводности и расширения. Аустенитные нержавеющие стали имеют низкий коэффициент теплопроводности, примерно 1/3 от ферритной стали при комнатной температуре, и коэффициент теплового расширения примерно на 30% больше, чем у ферритной стали.
Аустенитные нержавеющие стали имеют низкий коэффициент теплопроводности, примерно 1/3 от ферритной стали при комнатной температуре, и коэффициент теплового расширения примерно на 30% больше, чем у ферритной стали.
Более высокое расширение в более узкой ЗТВ приводит к более высоким остаточным напряжениям и большей деформации. Это особая проблема при изготовлении тонких листов, где достижение желаемых допусков на размеры может быть чрезвычайно трудным и дорогостоящим. Использование методов ускоренного охлаждения, таких как охлаждение меди или замораживающий газ (жидкий CO 2 метод низкого напряжения без искажения типичен для этого подхода), было использовано для уменьшения искажений до приемлемых уровней.
Одной из основных причин использования аустенитной нержавеющей стали является ее коррозионная стойкость. Хотя это в первую очередь зависит от содержания хрома в стали, углерод также оказывает серьезное, но неблагоприятное воздействие, приводящее к форме коррозии, известной как межкристаллитная или межкристаллическая коррозия (ICC), или распаду сварного шва, локализованному эффекту, ограниченному HAZ.
Карбиды, присутствующие в ЗТВ аустенитной нержавеющей стали, растворяются при нагревании и реформируются при охлаждении во время теплового цикла сварки.К сожалению, эти новые выделения преимущественно образуются в виде карбидов хрома на границах зерен, истощая хром из области, непосредственно примыкающей к границе, что приводит к локальной потере хрома и снижению коррозионной стойкости. Если образуется достаточное количество карбидов хрома, это приводит к образованию сетки стали вдоль границ зерен, чувствительной к коррозии; сталь была сенсибилизирована. Эта сенсибилизация происходит в зоне HAZ, где наблюдаются температуры от 600 до 900 ° C и время, которое может составлять всего 50 секунд.
Есть несколько способов преодолеть эту трудность. Термическая обработка на твердый раствор (1050 ° C с последующей закалкой в воде) приведет к повторному растворению карбидов, и они останутся в растворе при быстром охлаждении. Хотя это устранит обедненные хромом области, обработка сложных сварных конструкций редко бывает практичной.
Хотя это устранит обедненные хромом области, обработка сложных сварных конструкций редко бывает практичной.
Наиболее очевидным альтернативным методом является снижение содержания углерода. Это имеет два положительных эффекта:
- Чем ниже содержание углерода, тем больше времени требуется для образования карбидов.При 0,08% углерода это время составляет около 50 секунд; при 0,03% углерода необходимое время составляет около восьми часов, что маловероятно во время сварки!
- Чем ниже содержание углерода, тем меньше карбидов образует непрерывную обедненную хромом сетку. Следовательно, марки «L», тип 304L или 316L предпочтительны там, где требуется лучшая коррозионная стойкость.
Еще один метод — это добавление легирующих элементов, которые будут образовывать карбиды, а не хром; Таким образом, были разработаны стабилизированные марки 321 и 347, содержащие соответственно титан и ниобий.
Титан и ниобий — очень сильные карбидообразователи, которые выделяют карбиды при более высоких температурах, чем те, при которых образуются карбиды хрома, поэтому углерод недоступен для реакции с хромом. Однако даже эти стабилизированные марки могут подвергаться коррозии в очень узкой полосе рядом с линией плавления (так называемая ножевая атака) в присутствии горячих кислот. Это связано с более высоким и более ограниченным диапазоном температур, в котором растворяются карбиды ниобия или титана.Решение, как указано выше, состоит в том, чтобы ограничить содержание углерода максимум 0,03%.
Сварочные материалы также следует выбирать с низким содержанием углерода, если требуется лучшая коррозионная стойкость. Большинство расходных материалов для дуговой сварки содержат менее 0,03% углерода, но существуют присадочные металлы с содержанием углерода до 0,10%; их следует использовать только для сварки стали марки «H», где требуется хорошее сопротивление ползучести.
Хотя сварка MAG (GMAW) часто используется, следует помнить, что улавливание углерода возможно при использовании смесей аргона / CO 2 , особенно если сварка выполняется в режиме переноса погружением. Поэтому смеси аргон / 2% кислорода обычно предпочтительны там, где требуется лучшая коррозионная стойкость, но аргон / 10% CO 2 /2% кислорода является хорошим компромиссом, который может использоваться в широком диапазоне применений.
Поэтому смеси аргон / 2% кислорода обычно предпочтительны там, где требуется лучшая коррозионная стойкость, но аргон / 10% CO 2 /2% кислорода является хорошим компромиссом, который может использоваться в широком диапазоне применений.
Другой серьезной проблемой при эксплуатации аустенитных нержавеющих сталей является коррозионное растрескивание под напряжением. Это может быть вызвано сильными щелочными растворами, но в первую очередь виноваты галогениды (хлориды, фториды и бромиды). Растрескивание происходит в областях с высоким напряжением, как следует из названия, и поэтому не ограничивается только сварными швами, но именно в сварных швах и рядом с ними обнаруживаются напряжения, приближающиеся к пределу текучести металла, и это представляет особую проблему.
Растрескивание является межкристаллитным, и скорость его распространения может быть чрезвычайно высокой при идеальных условиях. Например, в горячих концентрированных растворах хлорида проникновение тонких листовых компонентов может происходить в течение нескольких минут. Однако чем ниже температура и / или концентрация кислоты, тем меньше скорость распространения трещин. Поэтому аустенитные нержавеющие стали обычно не используются там, где присутствуют галогениды. Даже здесь коррозионное растрескивание под напряжением (SCC) может происходить из-за загрязнения либо продукта в трубе или резервуаре, либо извне морской водой, особенно там, где жидкость может концентрироваться в щелях.
Чтобы исключить любую возможность SCC, единственное решение — снять напряжение сварного шва при температуре примерно от 700 до 900 ° C. Следует помнить, что:
- это может сделать сталь чувствительной, поэтому следует использовать только низкоуглеродистые марки, а
- сталь может охрупчиваться из-за образования сигма-фазы (см. Знания о работе 103 ) при более низких температурах термообработки.
К местному снятию напряжения следует подходить с осторожностью, поскольку температурные градиенты могут привести к появлению напряжений за пределами нагретой полосы; Поэтому могут потребоваться более широкие полосы нагрева и более строгий контроль градиентов температуры, чем требуется спецификациями или нормами. Обработка раствором (выдержка при 1050 ° C с последующим очень быстрым охлаждением, в идеале — закалка в воде) устранит все остаточные напряжения, избегая как сенсибилизации, так и охрупчивания, но редко бывает практичной для сварной сборки.
Обработка раствором (выдержка при 1050 ° C с последующим очень быстрым охлаждением, в идеале — закалка в воде) устранит все остаточные напряжения, избегая как сенсибилизации, так и охрупчивания, но редко бывает практичной для сварной сборки.
В качестве альтернативы можно выбрать более прочную сталь; Тип 316 для подшипников из молибдена лучше, чем 304 или 321. Ферритные нержавеющие стали ( Job Knowledge 101 ) не восприимчивы к хлориду SCC.
Эту статью написал Джин Мазерс .
Дуговая сварка на трубном стане из нержавеющей стали
Советы по достижению максимальной производительности
Бернард Маннион
Трубные мельницы производят трубы путем прокатки сплошной полосы материала, пока края полосы не встретятся вместе. на сварочной станции.В этот момент в процессе сварки края трубы плавятся, и материал выходит. сварочная станция в виде сварной трубы.
Часто основным ограничением выпуска продукции является скорость сварки. Таким образом, скорости сварки, при которых работают трубные станы. обычно более чем в 10 раз превышают скорость сварки для других применений. Именно с этими значительно более высокими, чем обычно, скорости сварки, с которыми многим производителям трубок приходится бороться, чтобы получить конкурентное преимущество.
Труба из нержавеющей стали для дуговой сварки
GTAW. При производстве труб из нержавеющей стали с помощью дуговой сварки обычно используется процесс газовой вольфрамовой дуговой сварки (GTAW / Tig) в качестве
источник электрической дуги, которая плавит основной материал и формирует сварной шов. В процессе GTAW возникает электрическая дуга.
между вольфрамовым электродом и свариваемой деталью.Для зажигания дуги подается сигнал высокого напряжения (обычно от 3,5 до 7 киловольт).
используется для разрушения (ионизации) изоляционных свойств защитного газа и придания ему электропроводности для крошечных
количество тока.
В процессе GTAW возникает электрическая дуга.
между вольфрамовым электродом и свариваемой деталью.Для зажигания дуги подается сигнал высокого напряжения (обычно от 3,5 до 7 киловольт).
используется для разрушения (ионизации) изоляционных свойств защитного газа и придания ему электропроводности для крошечных
количество тока.
Конденсатор пропускает ток в этот электрический путь, что снижает напряжение дуги до уровня, при котором источник питания затем может подавать ток на дугу.Источник питания реагирует на запрос и обеспечивает сварочный ток для поддержания дуги. Свариваемый металл плавится под действием сильного тепла дуги и сплавляется.
Плазменная дуга. В горелке для плазменной сварки вольфрамовый электрод расположен внутри медного сопла с небольшим отверстием на конце. Между электродом горелки и наконечником сопла зажигается вспомогательная дуга.Затем эта дуга передается на свариваемый металл.
Путем нагнетания плазменного газа и дуги через суженное отверстие сопла резак обеспечивает высокую концентрацию нагрейте до небольшого участка. Это может привести к образованию жесткой дуги, обеспечивающей хорошую стабильность дуги и однородные сварные швы. Учитывая, что вольфрам электрод защищен медным соплом, плазменный процесс обычно позволяет проводить сварку еще на много часов перед обслуживанием. на электроде не требуется.
При использовании процесса GTAW или плазменной дуги производительность трубного стана зависит от скорости дуговой сварки и общего времени. провел сварку. Поэтому для достижения максимальной производительности трубного стана необходимо учитывать следующие важные вопросы сварки:
- Свариваемость материала
- Защитный газ
- Tube mill considerations — способность трубного стана обеспечивать стабильное высококачественное изображение кромок материала под сварочной дугой.
- Рекомендации по сварочной системе — способность сварочной системы обеспечивать стабильную сварочную дугу для оптимального качества сварки и максимального количества часов сварки

Свариваемость материала
Свариваемость — это слово, используемое только в сварочной промышленности, и поиск его в словаре Вебстера будет бесплодным.В слово «свариваемость» обычно означает легкость, с которой металлический материал плавится и сливается, образуя сварное соединение, которое демонстрирует почти такая же механическая, термическая и коррозионная стойкость, как и у основного металла.
Свариваемость также подразумевает способность обеспечивать приемлемую скорость сварки под сварочной дугой, которая может сильно варьироваться в зависимости от к материалу.В целом нержавеющая сталь 300, используемая в трубах, обладает высокой степенью свариваемости. 400-я серия нержавеющие стали также поддаются сварке, но их следует учитывать после обработки. Медь, алюминий, сплавы на основе никеля (INCONEL®, MONEL® и HASTELLOY®), титан и другие драгоценные металлы обладают некоторой степенью свариваемости, но могут присутствовать проблемы с поверхностными оксидами и потоком расплавленного металла.
Защитный газ
Смешивание небольшого процента водорода с защитным газом аргоном (от 90 до 98 процентов аргона, от 10 до 2 процентов водорода) может иметь благотворно влияет на сварной шов по следующим причинам:
- Водород действует как смазка в расплавленном сварочном материале, тем самым увеличивая смачиваемость сварного соединения. В
Результатом этого эффекта является то, что два материала кромки сливаются вместе быстрее, и, таким образом, скорость сварки может быть увеличена.
- Водород становится частью процесса передачи энергии сварному шву, создавая более глубокий профиль сварного шва с меньшим энергопотреблением. дуга. Это означает, что для того же проплавления можно использовать меньший сварочный ток и меньшую сварочную ванну. Физический размер сварочной ванны является ограничением скорости, поэтому меньшая сварочная ванна обеспечивает более высокую скорость сварки.
- Водород очищает сварной шов, обеспечивая более чистый сварной шов.
 В
Результатом этого эффекта является то, что два материала кромки сливаются вместе быстрее, и, таким образом, скорость сварки может быть увеличена.
В
Результатом этого эффекта является то, что два материала кромки сливаются вместе быстрее, и, таким образом, скорость сварки может быть увеличена.Естественно, каждое преимущество имеет недостаток. Добавка водорода не подходит для сварки труб из всех материалов, особенно некоторые экзотические сплавы, потому что они могут вызвать водородную хрупкость получаемого сварного шва. Однако для наиболее часто используемых нержавеющих сталей нет проблем с охрупчиванием.
Добавление водорода в защитный газ сокращает срок службы стандартного сварочного электрода с 2-процентным торированным вольфрамом. Под этими В условиях, некоторые производители используют 1,5% лантанового вольфрама, который может легче приспособиться к добавлению водорода.
Рекомендации по трубной мельнице
Для трубного стана важно обеспечить стабильное высококачественное изображение кромок материала под сварочной дугой.В
фреза должна обеспечивать чистую стыковку кромочного материала без раскачивания сварного шва под сварочной дугой даже при высокой
скорости. Невыполнение этого требования приведет к снижению качества сварки и, скорее всего, к снижению скорости трубного стана до
добиться требуемого качества.
Подгонка сварного шва зависит от требований спецификации сварного шва. НКТ изготавливаются по свободным или жестким допускам, в зависимости от области применения, для которой будет приобретена трубка.Когда два края трубок стыкуются вместе для При сварке двумя основными соображениями являются несоответствие и зазоры.
Обычно сварочная коробка трубного стана устанавливается так, чтобы ролики или башмаки сварочной коробки направляли концы труб вместе. и удерживайте их под сварочной дугой.
Размер сварного шва, производимого на трубном стане, зависит от подводимого тепла для данной длины трубы.Для данной сварочной силы тока трубный стан должен поддерживать скорость сварки в пределах жестких допусков. Доступны изделия, связывающие сварочный ток сила тока точно соответствует фактической скорости трубной мельницы, а не запрограммированной скорости. Эти системы также помогли свести к минимуму утиль НКТ, образующийся при остановке и пуске трубной мельницы.
Рекомендации по сварочной системе
В любой сварочной системе используемое оборудование должно обеспечивать стабильную сварочную дугу с небольшими допусками для обеспечения стабильной выходной мощности. качество сварного шва.Параметры, при которых работает трубный стан, еще более критичны из-за задействованных скоростей сварки.
Путем более внимательного изучения всех элементов сварочной системы поставщики труб могут уменьшить или устранить некоторые из причин.
что сварочные системы, кажется, развивают собственную личность. Типичная сварочная система включает в себя многие из следующих
элементы.
Источник питания / дуговой пускатель. Двигатель за дугой, источник питания и устройство зажигания дуги обеспечивают средства для зажигания сварочной дуги и обеспечения стабильной сила, с которой материал трубки сплавлен вместе. Сначала эти блоки питания были простыми, большие трансформаторы обеспечивали перебором дуги. Многие из этих систем теперь заменены источниками питания с большей эффективностью и точностью. Недавно мощные линейные усилители предложили производителям ламп источник постоянного тока, способный корректировать дугу. нестабильности в миллисекундах.
Регулировка расстояния дуги. Качество и повторяемость сварки в значительной степени зависят от формы дуги и напряжения, которые пропорциональны расстояние между электродом горелки и заготовкой. Во время сварки расстояние дугового промежутка должно быть постоянным. Дуга дистанционные контроллеры позволяют предварительно устанавливать и поддерживать дуговый зазор в строго определенных допусках.
Контроль расстояния до дуги при традиционной сварке позволяет поддерживать постоянное расстояние, на котором электрод остается свариваемая деталь. Обычно это средство для компенсации биения детали или для перемещения электрода назад по мере сборки детали. вверх за счет добавления присадочного материала в зону сварного шва. Регулировка расстояния дуги при сварке на трубных станах позволяет позиционировать и быстро изменять дуговый зазор между электродами при смене электродов и изменять положение электрода в соответствии с некоторый износ электрода.
Магнитное управление дугой. Скорость сварки трубных станов настолько высока, а материал движется под дугой так быстро, что иногда системы магнитного управления дугой
используются для удержания сварочной дуги в точном и повторяемом положении над свариваемым материалом. Это предотвращает дугу
от перемещения или от притяжения к движущейся под ним высокоскоростной сварочной ванне.Благодаря простой настройке магнитный
Блок управления дугой может легко увеличить выходную скорость трубного стана как минимум на 5 процентов.
Скорость сварки трубных станов настолько высока, а материал движется под дугой так быстро, что иногда системы магнитного управления дугой
используются для удержания сварочной дуги в точном и повторяемом положении над свариваемым материалом. Это предотвращает дугу
от перемещения или от притяжения к движущейся под ним высокоскоростной сварочной ванне.Благодаря простой настройке магнитный
Блок управления дугой может легко увеличить выходную скорость трубного стана как минимум на 5 процентов.
Вольфрамовый электрод. Вольфрамовый сварочный электрод, источник сварочной дуги, является одним из важнейших элементов сварочной системы. но он также является одним из наиболее часто игнорируемых пользователями трубных мельниц.Каждый раз, когда мельница останавливается и снова запускается, определенное количество лома, и проблема восстановления стабильности всей системы для непрерывного производства становится первостепенной.
Некоторые производители трубок продолжают шлифовать вольфрамовые электроды вручную, а затем задаются вопросом, почему они получают противоречивые результаты. При сварке на трубных станах постоянное наблюдение за вольфрамовым сварочным электродом — это один из шагов, который может улучшить стабильность сварочного шва. мощность сварки при минимальных усилиях.Многие пользователи трубных мельниц теперь покупают электроды предварительно заточенными у поставщика. Это помогает устраняют необходимость в использовании операторами шлифовальных электродов с немного другой геометрией.
Изменение материала вольфрамового электрода, поддержание постоянной геометрии кончика электрода и использование полированной поверхности электрода
может улучшить способность электрода к зажиганию дуги, улучшить стабильность дуги и увеличить срок службы электрода.
Рекомендации по улучшению характеристик сварных швов
Учитывая постоянно растущие требования к качеству сварных швов в трубной промышленности, все больше и больше компаний ищут способы убедитесь, что качество их сварки на должном уровне. Самый простой способ улучшить качество и стабильность сварного шва — улучшить качество прямо у дуги.Предложения включают следующее:
- Используйте систему контроля расстояния дуги, чтобы поддерживать правильное расстояние от электрода до трубки при выполнении GTAW. Этот может улучшить стабильность дуги и сварочного шва.
- Рассмотрите возможность использования процесса плазменной сварки для повышения стабильности дуги, проплавления, скорости сварки и срока службы электродной дуги.
- Используйте специальные электродные материалы, такие как лантановый вольфрам, с оптимизированной геометрией вольфрамового наконечника и полированным электродом. поверхность наконечника.
- Установите магнитную систему управления дугой, чтобы дуга оставалась как можно более стабильной. Это позволяет увеличить скорость сварки и увеличить производительность трубной мельницы.
- Рассмотрите возможность использования смесей защитных газов, таких как аргон / водород или других, для улучшения смачивания металлов, когда они находятся в
расплавленная форма. Это может позволить увеличить скорость сварки и улучшить общую производительность трубного стана.

Как сваривать нержавеющую сталь
Введение в нержавеющую сталь
Прежде чем приступить к сварке нержавеющей стали, следует дать общее описание материала.Нержавеющие стали представляют собой класс материалов на основе железа, которые обладают определенной устойчивостью к ржавлению и коррозии в некоторых средах из-за присутствия в их составе хрома. Хром способствует образованию прочного, непроницаемого слоя оксида хрома на поверхности материала, который защищает поверхность от ржавчины и коррозии. Следует знать, что выражение «нержавеющая сталь» представляет собой огромный класс различных материалов. Это не технический термин, обозначающий какой-либо конкретный металл, и его нельзя использовать в практических целях, таких как покупка.
Три класса
Три более общих класса нержавеющих сталей — аустенитная, ферритная и мартенситная — указаны со ссылкой на их металлургическую структуру. В частности, они используют идентификатор, который относится к внешнему виду их микроструктуры, видимой под микроскопом или с помощью дифракции рентгеновских лучей. Эти микроструктуры могут присутствовать в определенной стали, поэтому они используются для обозначения преобладающей структуры в нержавеющей стали. Свойства каждого класса могут влиять на процесс сварки по-разному, поэтому важно заранее определить, какой тип используется.
В частности, они используют идентификатор, который относится к внешнему виду их микроструктуры, видимой под микроскопом или с помощью дифракции рентгеновских лучей. Эти микроструктуры могут присутствовать в определенной стали, поэтому они используются для обозначения преобладающей структуры в нержавеющей стали. Свойства каждого класса могут влиять на процесс сварки по-разному, поэтому важно заранее определить, какой тип используется.
1. Аустенитный
При сварке нержавеющей стали аустенитная нержавеющая сталь считается самой легко свариваемой из трех классов. Они известны как «серия 300», что соответствует стандартной классификации, разработанной Американским институтом чугуна и стали (AISI) и Обществом автомобильных инженеров (SAE). Важный подкласс, известный как «18/8», содержит легирующие элементы, состоящие из 18 процентов хрома и восьми процентов никеля.
Основные характеристики аустенитных нержавеющих сталей следующие:
- Немагнитный или слабо магнитный
- Не подвергается воздействию 10-процентного раствора азотной кислоты (HNO3) в спирте
- Не затвердевает при какой-либо термической обработке
- Деформационное упрочнение — Достаточно пластичен и легко деформируется при механической обработке, которая увеличивает как твердость и прочность
- Легко сваривается, при соблюдении необходимых мер предосторожности
- Теплопроводность от одной трети до половины по сравнению с другими сталями
- Коэффициент теплового расширения на 30-40 процентов, иногда даже на 50%
При сварке нержавеющих сталей , две последние характеристики по-разному влияют на результат, вызывая большие искажения, чем в других сталях.
Не все аустенитные нержавеющие стали серии 300 обладают одинаковой свариваемостью. Добавление серы или селена, используемых для улучшения обрабатываемости (как в Типе 303), приводит к сильному растрескиванию сварных швов, что делает этот конкретный материал «несвариваемым».
Соблюдайте осторожность при сварке аустенитных нержавеющих сталей. На характеристики коррозионной стойкости этих нержавеющих сталей может отрицательно повлиять процесс сенсибилизации, который происходит в температурных интервалах от 600 до 900 по Цельсию (от 1100 до 1650 по Фаренгейту).Это способствует накоплению карбидов хрома на границах зерен и параллельной потере антикоррозионного хрома из основного металла.
Вышеуказанный температурный диапазон возникает естественным образом не в зоне сварного шва, где температура выше и сохраняется только в течение короткого времени, а в двух полосах металла с каждой стороны сварного шва. Это зона теплового воздействия (HAZ), где проявляются вредные воздействия.
В сенсибилизированном соединении хром, который является основным «нержавеющим» ингредиентом, изолируется или выводится из строя и локально становится недоступным для защитного действия.При неправильном обращении сварка нержавеющих сталей 18/8 может привести к потере их защитных свойств на чувствительных участках, и свариваемый материал станет склонным к межкристаллитному разрушению в коррозионной среде.
Существуют три стратегии, которые можно использовать для уменьшения негативных последствий процесса сенсибилизации для нержавеющих сталей серии 300. Один из них — использовать версию с очень низким содержанием углерода (например, 304L, где L означает низкоуглеродистый), где для производства карбидов хрома доступно мало углерода.
Другая стратегия заключается в использовании другого типа основного металла, который включает титан (тип 321) или колумбий (тип 347), которые образуют карбиды титана или колумбия, в результате чего углерод становится недоступным для хрома во время процесса сенсибилизации. Это позволяет хрому выполнять свои антикоррозионные функции.
Примечание : При необходимости в качестве присадочного металла для этого материала всегда должен использоваться колумбий. Почему? Потому что титан реакционноспособен, и его нелегко восстановить во время осаждения.Это означает, что он не будет доступен в самый нужный момент. Колумбий, однако, не является реактивным. Он будет оставаться на месте во время процесса плавления, и когда материал нагреется до диапазона температур сенсибилизации, он будет производить карбиды колумбия, экономя время.
Почему? Потому что титан реакционноспособен, и его нелегко восстановить во время осаждения.Это означает, что он не будет доступен в самый нужный момент. Колумбий, однако, не является реактивным. Он будет оставаться на месте во время процесса плавления, и когда материал нагреется до диапазона температур сенсибилизации, он будет производить карбиды колумбия, экономя время.
Третья стратегия заключается в выполнении термообработки на твердый раствор при повышенной температуре (1050 по Цельсию или 1900 по Фаренгейту), которая устранит восприимчивость к коррозии. Эта стратегия предполагает использование твердого раствора карбидов хрома, который образовался в процессе повышения чувствительности сварки обычной нержавеющей стали 18/8.Однако этот процесс сопряжен с такими проблемами, как образование тяжелых оксидов, если его не проводить в вакууме или другой защитной атмосфере, свободной от загрязнений. Типы 309 и 310, используемые при повышенных температурах, и тип 316 или лучше, тип 316L, используемый для повышенной коррозионной стойкости, обычно не подвержены сенсибилизации и используются с присадочной проволокой аналогичного состава.
2. Ферритный
Второй класс нержавеющей стали называется ферритной нержавеющей сталью.Эта сталь является ферромагнитной, но ее нельзя упрочнять термической обработкой. Это распространенный тип нержавеющей стали, используемый в компонентах выхлопных систем автомобилей. Ограниченное количество ферритной структуры, когда она присутствует в основном в аустенитной структуре, считается выгодным, поскольку снижает вероятность горячего растрескивания. Сварку нержавеющих ферритных сталей можно легко выполнить с помощью процессов дуговой сварки с ферритным или аустенитным присадочным металлом. Для улучшения свойств может потребоваться послесварочная термообработка.
3. Мартенситный
Мартенситные нержавеющие стали обладают магнитными свойствами и могут полностью закаливаться путем термообработки. Сварка нержавеющей стали этого типа не рекомендуется, хотя это возможно с помощью специальных методов. Сварка может вызвать трещины, особенно если содержание углерода недостаточно низкое. Может потребоваться предварительный нагрев и последующая термообработка.
Сварка нержавеющей стали этого типа не рекомендуется, хотя это возможно с помощью специальных методов. Сварка может вызвать трещины, особенно если содержание углерода недостаточно низкое. Может потребоваться предварительный нагрев и последующая термообработка.
Один финальный класс
Чтобы завершить обзор сварки нержавеющей стали, следует упомянуть четвертый класс материалов, не перечисленных выше, — дисперсионно-твердеющие (PH) нержавеющие стали, которые довольно легко свариваются.Однако следует соблюдать точные инструкции относительно термической обработки, чтобы развить требуемые свойства.
Сварочные процессы для нержавеющей стали
Существует множество различных типов сварки, которые можно использовать при сварке нержавеющей стали. Все они имеют свои преимущества и недостатки, и все они требуют конкретных инструкций, чтобы каждый раз обеспечивать надлежащий и прочный сварной шов.
Сварка трением
Сварка нержавеющих сталей трением почти не представляет проблем, за исключением нержавеющих сталей, которые нельзя сваривать без резания.Он используется для сварки нержавеющей стали не только с другими деталями из нержавеющей стали, но и с различными металлами, такими как медь и алюминий. Перед сваркой всегда следует учитывать тип и состояние материала, а также воздействие тепла вблизи стыка. Некоторые элементы, такие как сера или селен, могут ухудшить окончательную прочность сварных соединений.
Сварка сопротивлением
Контактную сварку можно использовать с большинством нержавеющих сталей. Для аустенитной стали 300-й серии и для ферритной стали легко применяется контактная сварка.Тем не менее, мартенситные нержавеющие стали могут представлять проблему, потому что результат сварки будет хрупким, если не смягчить должным образом в результате обработки после отпуска.
Процесс контактной сварки в настоящее время используется для нержавеющей стали с адаптацией, чтобы справиться с различиями в электрическом сопротивлении и низкой теплопроводности, а также с высоким коэффициентом теплового расширения, более высокой температурой плавления и высокой прочностью при повышенных температурах. Электродное усилие больше, а время и ток меньше для низкоуглеродистых сталей.
Электродное усилие больше, а время и ток меньше для низкоуглеродистых сталей.
Все нержавеющие стали должны быть не только очищены от грязи, масла, жира или краски перед процессом контактной сварки (или любым другим процессом сварки), но они также должны быть очищены от естественно образующегося слоя оксида хрома. Его следует удалить проволочной щеткой из нержавеющей стали.
Дуговая сварка
Дуговая сварка может использоваться при сварке нержавеющей стали, если используется соответствующий флюс. Это делает процесс намного менее пригодным для сварки TIG, если нет другого выбора.Сварка TIG нержавеющей стали требует удаления всех следов остаточного флюса на детали после процесса сварки, что увеличивает продолжительность операции и увеличивает затраты. Обычно используется дуговая сварка, уделяя пристальное внимание классу и состоянию свариваемого материала, а также уделяя внимание сенсибилизации и деформациям.
Для сварки нержавеющих сталей можно использовать все виды дуговых процессов с должным вниманием к форме, размерам и подготовке стыка. В частности, дуговая сварка защищенного металла (SMAW) широко используется из-за ее гибкости.Следует отметить, что электроды бывают двух типов по составу покрытия, что может повлиять на выбор используемого тока.
Существует множество присадочных металлов, которые можно использовать в процессе дуги. Классификацию присадочных металлов из нержавеющей стали можно найти в документе AWS A5.9 / A5.9M: 2006 Американского общества сварки — Технические условия на неизолированные сварочные электроды и стержни из нержавеющей стали.
Электронно-лучевая сварка
Электронно-лучевая сварка (ЭЛС) нержавеющих сталей дает хорошие результаты даже при очень глубоких сварных швах.Замечательно высокое отношение глубины к ширине позволяет EBW соединять конфигурации, невозможные с помощью других средств. При низком подводе тепла и ограниченной протяженности зоны термического влияния часто не наблюдается заметного нарушения механических свойств, поэтому дальнейшая термообработка не требуется.
Лазерная сварка
Лазерная сварка также может использоваться при сварке нержавеющих сталей, если в пластине предусмотрены меры предосторожности для изоляции сварки от воздуха и ограничения повреждений, получаемых во время термообработки.
В конце концов, сварка нержавеющей стали совсем не сложный процесс. Просто нужно уделить внимание деталям, когда речь идет о материалах заготовок, присадочных металлах и типе используемой сварки. Если все это в порядке, вы можете успешно сваривать детали из нержавеющей стали.
Связаться с RobotWorx
Хотите узнать больше о сварке нержавеющей стали или роботах, которые могут выполнять такую сварку? Тогда вам следует позвонить в RobotWorx! RobotWorx является сертифицированным интегратором нескольких робототехнических компаний, включая FANUC, Motoman, KUKA, Universal Robots и ABB.У нас есть различные роботы, которые могут удовлетворить ваши потребности в сварке нержавеющей стали. Для получения дополнительной информации свяжитесь с RobotWorx онлайн или по телефону 740-251-4312.
Сварка нержавеющих сталей
Автор : Пьер-Жан Кунат, Жуанвиль-ле-Пон, Франция
Благодарность : абзацы, отмеченные (*) в тексте, взяты из «Работа с нержавеющими сталями», Париж (SIRPE) 1998
Заглавная фотография : ESAB AB, Göteborg (S)
Содержание
1 Общие сведения о нержавеющих сталях
2 Процессы сварки нержавеющей стали
3 Свариваемость нержавеющих сталей
4 Выбор защитных газов для сварки нержавеющих сталей
5 Выбор сварочных материалов для сварки нержавеющих сталей
6 Подготовка стыков при дуговой сварке
7 Финишная обработка для сварных швов
8 Техника безопасности
9 Глоссарий: термины и определения
1 Общая информация о нержавеющих сталях
1.1 Аустенитная нержавеющая сталь: Fe-Cr-Ni (Mo)
Эти сплавы являются наиболее популярными марками нержавеющих сталей благодаря их отличной формуемости, коррозионной стойкости и свариваемости. Все они немагнитны в отожженном состоянии.
Все они немагнитны в отожженном состоянии.
Диапазон составов: C ≤ 0,10% — 16% ≤ Cr ≤ 28% — 3,5% ≤ Ni ≤ 32% — (Mo ≤ 7%).
1.2 Ферритные нержавеющие стали: Fe-Cr- (Mo)
Ферритные нержавеющие стали имеют низкое содержание углерода, при этом хром (и молибден) являются основными легирующими элементами.
Они не закаливаются при термообработке и всегда магнитные.
Диапазон составов: C ≤ 0,08% — 10,5% ≤ Cr ≤ 30% — (Mo ≤ 4,5%).
1.3 Аустенитно-ферритные дуплексные нержавеющие стали: Fe-Cr-Ni (Mo) -N
Микроструктура дуплексных нержавеющих сталей состоит из смеси аустенита и феррита. Они обладают характеристиками обеих фаз с более высокой прочностью и пластичностью. Азот добавлен для придания прочности, а также улучшения свариваемости.Они магнитные и не закаливаются при термообработке.
Диапазон составов: C ≤ 0,03% — 21% ≤ Cr ≤ 26% — 3,5% ≤ Ni ≤ 8% — (Mo ≤ 4,5%) — N ≤ 0,35%.
1,4 Мартенситные нержавеющие стали: Fe-Cr- (Mo-Ni-V)
Эти сплавы можно подвергать термообработке с получением широкого диапазона полезных уровней твердости.
Полученная мартенсная структура является магнитной.
Диапазон составов: C ≤ 1,2% — 11,5% ≤ Cr ≤ 17% — (Mo ≤ 1,8% — Ni ≤ 6% — V ≤ 0,2%).
2 процесса сварки нержавеющей стали
2.1 Электродуговые процессы
2.1.1 Процессы с использованием тугоплавкого металлического электрода
2.1.1.1 Газовая вольфрамовая дуговая сварка: GTAW (*)
Принцип ручной газовой вольфрамо-дуговой сварки Процесс GTAW, также известный как TIG (вольфрамовый инертный газ) или WIG (Wolfram Inert Gas), показан на приведенном выше рисунке. Энергия, необходимая для плавления металла, обеспечивается электрической дугой, которая зажигается и поддерживается между электродом из вольфрама или вольфрамового сплава и заготовкой в инертной или слегка восстановительной атмосфере. Нержавеющие стали всегда сваривают в режиме DCEN (отрицательный электрод постоянного тока) или DCSP (прямая полярность постоянного тока). В этих условиях электроны поражают заготовку, улучшая проникновение, в то время как электрод, который обычно изготавливается из торированного вольфрама (2% ThO 2 ), претерпевает очень небольшой износ. Если используется присадочный металл, он может быть либо в виде оголенных стержней, либо в виде спиральной проволоки для автоматической сварки. Поток инертного газа, который защищает зону дуги от окружающего воздуха, позволяет поддерживать очень стабильную дугу.В зависимости от основного материала защитные газы состоят в основном из смесей аргона (Ar), гелия (He) и водорода (H 2 ) (см. Раздел 4 «Выбор защитных газов для сварки нержавеющей стали»).
Нержавеющие стали всегда сваривают в режиме DCEN (отрицательный электрод постоянного тока) или DCSP (прямая полярность постоянного тока). В этих условиях электроны поражают заготовку, улучшая проникновение, в то время как электрод, который обычно изготавливается из торированного вольфрама (2% ThO 2 ), претерпевает очень небольшой износ. Если используется присадочный металл, он может быть либо в виде оголенных стержней, либо в виде спиральной проволоки для автоматической сварки. Поток инертного газа, который защищает зону дуги от окружающего воздуха, позволяет поддерживать очень стабильную дугу.В зависимости от основного материала защитные газы состоят в основном из смесей аргона (Ar), гелия (He) и водорода (H 2 ) (см. Раздел 4 «Выбор защитных газов для сварки нержавеющей стали»).
Основные преимущества этого процесса для нержавеющих сталей можно резюмировать следующим образом:
- концентрированный источник тепла, ведущий к узкой зоне плавления;
- очень стабильная дуга и спокойная сварочная ванна небольшого размера. Отсутствуют брызги, и поскольку в процессе не требуется флюс, удаляются остатки окисления, что значительно упрощает любую операцию окончательной очистки;
- отличного металлургического качества, с точным контролем проплавления и формы сварного шва во всех положениях;
- Швы без пор и звука без пор
- очень низкий износ электродов
- легкое обучение
Обычный диапазон толщины заготовки 0.От 5 мм до 3,5 / 4,0 мм.
2.1.1.2 Плазменно-дуговая сварка: PAW (*)
Принцип плазменной сварки в замочную скважину Плазменная сварка аналогична дуговой сварке вольфрамовым электродом (GTAW). Существенное отличие состоит в том, что плазменная дуга сужается соплом для создания потока высокоэнергетической плазмы, в которой достигаются температуры от 10 000 до 20 000 ° C. Сварочные процессы обычно используют конфигурацию «переносимой дуги», в которой сжатая дуга образуется между электродом и заготовкой, тогда как в других применениях чаще используется «непереносимая» сжатая дуга.
Сварочные процессы обычно используют конфигурацию «переносимой дуги», в которой сжатая дуга образуется между электродом и заготовкой, тогда как в других применениях чаще используется «непереносимая» сжатая дуга.
Поскольку струя плазмы очень узкая, она не может обеспечить адекватную защиту сварочной ванны, поэтому необходимо добавлять кольцевой поток защитного газа большего диаметра.
Газы, используемые как для этой цели, так и для образования плазмы, аналогичны газам, используемым в GTAW, а именно: чистый аргон (Ar), Ar — водород (H 2 ) до 20%, Ar-гелий (He) — H. 2 . Смеси, содержащие водород, рекомендуются для сварки аустенитных нержавеющих сталей, но, как и в случае GTAW, запрещены для ферритных, мартенситных и дуплексных марок.Для последних материалов рекомендуется добавлять азот для поддержания соответствующих пропорций аустенита и феррита в сварном шве (см. Раздел 4 «Выбор защитных газов для сварки нержавеющих сталей»).
При ручной плазменной сварке, когда горелка держится в руках, используются так называемые микроплазменные и мини-плазменные процессы для токов от 0,1 до 15 ампер и метод «не возникающей струи» для токов. примерно от 15 до 100 ампер.
При автоматической сварке, когда горелка устанавливается на каретке, используется так называемый процесс «замочной скважины».За счет увеличения сварочного тока (более 100 ампер) и потока плазменного газа создается очень мощный плазменный луч, который может полностью проникнуть в заготовку. Во время сварки отверстие постепенно прорезает металл, при этом сварочная ванна течет внутрь, образуя сварной шов.
Основным преимуществом процесса PAW перед GTAW является замечательная стабильность дуги, приводящая к:
- «жесткая» дуга, позволяющая лучше контролировать потребляемую мощность;
- более высокая устойчивость к изменениям расстояния между соплом и заготовкой без значительного изменения морфологии сварного шва;
- узкая зона термического влияния (HAZ) и обычно более высокие скорости сварки;
- Повышенная устойчивость к ошибкам при подготовке, особенно при сварке в замочную скважину.

Стандартный диапазон толщины заготовки:
- от 0,1 мм до 1,0 мм для микроплазменных и мини-плазменных процессов
- От 1,0 мм до 3,5 мм для техники без всплывающей струи
- От 3,5 мм до 10,0 мм для процесса замочной скважины (за один проход).
2.1.2 Процессы с плавким электродом
2.1.2.1 Газовая дуговая сварка металла: GMAW (*)
Принцип газовой дуговой сварки металлаВ процессе GMAW, также известном как процесс MIG (Metal Inert Gas), сварочное тепло вырабатывается дугой, зажигаемой между электрод из металлической проволоки с непрерывной подачей и заготовка.
В отличие от процессов GTAW и PAW, электрод является расходуемым: между плавкой присадочной проволокой и заготовкой зажигается дуга в среде защитного газа.
Основные характеристики этого процесса:
- использование очень высоких плотностей тока в электродной проволоке (> 90 А / мм 2 ), что примерно в 10 раз выше, чем в процессе покрытого электрода (SMAW);
- Быстрое плавление электродной проволоки (скорость плавления около 8 м / мин) из-за высокой температуры дуги, что делает необходимым использование автоматической системы подачи проволоки с подачей 12 кг.катушки; Нержавеющая сталь
- всегда сваривается в режиме DCEP (положительный электрод постоянного тока) или DCRP (обратная полярность постоянного тока), при этом положительный полюс генератора соединяется с электродом;
- : сварочная горелка обычно удерживается вручную (так называемый «полуавтоматический» процесс), но для высоких сварочных мощностей она фиксируется на каретке («автоматический» процесс).
Механизм переноса металла в дуге является важным параметром процесса, различают три основных режима:
Режим короткого замыкания или погружной передачи , в котором металл плавится с образованием больших капель, диаметр которых часто превышает диаметр электродной проволоки.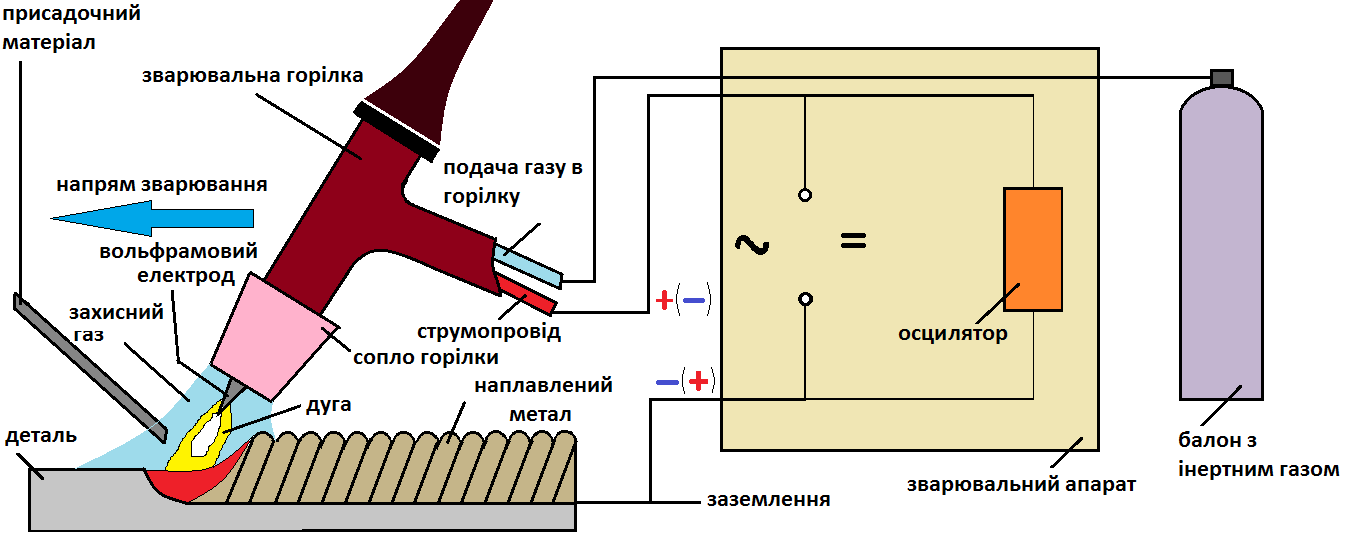 Когда капля образуется на конце электрода, она контактирует со сварочной ванной и вызывает короткое замыкание с внезапным увеличением тока. Поверхностное натяжение вызывает эффект защемления, который отделяет каплю от электрода. Частота этого явления составляет от 20 до 100 Гц, что соответствует времени цикла от 0,01 до 0,05 секунды.
Шаровой перенос или режим гравитационного переноса . Как и в предыдущем случае, плавление происходит в виде крупных капель, которые отрываются, когда их масса достаточна для преодоления сил поверхностного натяжения, и из-за большей длины дуги свободно падают до контакта со сварочной ванной.Режим распыления включает плотности тока выше определенного переходного уровня порядка 200 А / мм 2 . Электрод плавится, образуя струю мелких капель. По мере дальнейшего увеличения плотности тока наконечник электрода становится коническим, и поток еще более мелких капель высвобождается в осевом направлении.
Когда капля образуется на конце электрода, она контактирует со сварочной ванной и вызывает короткое замыкание с внезапным увеличением тока. Поверхностное натяжение вызывает эффект защемления, который отделяет каплю от электрода. Частота этого явления составляет от 20 до 100 Гц, что соответствует времени цикла от 0,01 до 0,05 секунды.
Шаровой перенос или режим гравитационного переноса . Как и в предыдущем случае, плавление происходит в виде крупных капель, которые отрываются, когда их масса достаточна для преодоления сил поверхностного натяжения, и из-за большей длины дуги свободно падают до контакта со сварочной ванной.Режим распыления включает плотности тока выше определенного переходного уровня порядка 200 А / мм 2 . Электрод плавится, образуя струю мелких капель. По мере дальнейшего увеличения плотности тока наконечник электрода становится коническим, и поток еще более мелких капель высвобождается в осевом направлении.
GMAW требуется защитный газ для предотвращения окисления в сварочной дуге (см. Раздел 4 «Выбор защитных газов для сварки нержавеющих сталей»). Аргон с 2% кислорода (O 2 ) дает стабильную дугу и подходит для большинства применений.Примерно такой же результат дает аргон с 3% диоксида углерода (CO 2 ). Скорость сварки и проплавление иногда можно увеличить, если добавить гелий (He) и водород (H 2 ) к защитному газу аргон + O 2 или аргон + CO 2 . Газы с более высоким содержанием CO 2 (процесс MAG) имеют тенденцию к значительному улавливанию углерода сварочной ванной вместе с окислением хрома. По этой причине они не рекомендуются.
Размер валика и степень проплавления зависят от марки заготовки (ферритные, аустенитные и т. Д.).), тип стыка, режим передачи и мастерство сварщика. Для одиночных V-образных и квадратных стыковых соединений, сваренных за один проход, обычно толщина заготовки составляет от 1,0 мм до 5,0 мм.
Примечание : Процесс GMAW часто называют сваркой MIG. Часто возникает путаница между сварочными процессами MIG и MAG. Фактически, в процессе MIG окислительная природа защитного газа (см. Раздел «Выбор газов для сварки нержавеющих сталей») незначительна, тогда как в процессе MAG она намеренно усиливается.Однако в процессе GMAW / MIG низкий процент кислорода (O 2 ) или диоксида углерода (CO 2 ) часто требуется в защитном газе (аргон) для улучшения стабильности дуги и смачивания расплавленным металлом. . Типичные уровни: 2% O 2 или 3% CO 2 . Более высокие уровни O 2 или CO 2 вызывают чрезмерное окисление хрома (Cr), марганца (Mn) и кремния (Si) и чрезмерное накопление углерода (C) в сварочной ванне. Например, содержание углерода (% C) в металле шва, равное 0.025% для 2% CO 2 , содержащего защитный газ, может достигать 0,04% для 4% CO 2 .
2.1.2.2 Дуговая сварка порошковой проволокой: FCAW (*)
Пример порошковой электродной проволокиВариантом процесса GMAW является процесс FCAW (порошковая дуговая сварка), в котором электродная проволока состоит из оболочки из нержавеющей стали, заполненной твердым флюсом, роль которого аналогична роли покрытия электрода в ручной процесс SMAW.Сердечник содержит раскислители и шлакообразующие материалы, а также может обеспечивать защитный газ в случае самозащитных электродов FCAW.
Технология FCAW сочетает в себе преимущества метода SMAW с высокой производительностью автоматического или полуавтоматического процесса благодаря возможности непрерывной подачи порошковой проволоки. По сравнению с обычным твердым электродом флюс обеспечивает покрытие шлака и повышает производительность.
Таким образом, при токе около 200 ампер скорость осаждения составляет около 100 г / мин. для сплошной проволоки диаметром 1,6 мм, содержащей 20% Cr и 10% Ni, по сравнению с примерно 170 г / мин для порошковой проволоки того же диаметра. Это большое различие связано с тем, что в порошковой проволоке только металлическая оболочка проводит электричество, поскольку сердечник, состоящий из смеси минерального и металлического порошков, возможно связанных в силикат щелочного металла, имеет высокое электрическое сопротивление.
для сплошной проволоки диаметром 1,6 мм, содержащей 20% Cr и 10% Ni, по сравнению с примерно 170 г / мин для порошковой проволоки того же диаметра. Это большое различие связано с тем, что в порошковой проволоке только металлическая оболочка проводит электричество, поскольку сердечник, состоящий из смеси минерального и металлического порошков, возможно связанных в силикат щелочного металла, имеет высокое электрическое сопротивление.
И FCAW, и GMAW имеют одинаковые размеры валиков. Для одиночных V-образных и квадратных стыковых соединений, свариваемых за один проход, общий диапазон толщины заготовки составляет 1.От 0 мм до 5,0 мм.
2.1.2.3 Дуговая сварка экранированного металла (покрытый электрод): SMAW (*)
Принцип процесса дуговой сварки экранированным металломХотя процесс SMAW, также известный как процесс MMA (ручная металлическая дуга), очень старый, с тех пор как Кьельберг сообщил о первых приложениях в 1907 году, он по-прежнему широко используется благодаря своей большой гибкости и простоте использования.
Электрод состоит из металлического сердечника, покрытого слоем флюса.Сердечник обычно представляет собой сплошную катанку из нержавеющей стали. Покрытие, которое играет важную роль в этом процессе, выдавливается на сердечник и придает каждому электроду его особую «индивидуальность». Он выполняет три основные функции: электрическую, физическую и металлургическую. Электрическая функция связана с инициированием и стабилизацией дуги, в то время как физическое воздействие связано с вязкостью и поверхностным натяжением шлака, которые контролируют перенос металлических капель, эффективное экранирование сварочной ванны и ее смачиваемость.Металлургическая роль заключается в химическом обмене между сварочной ванной и шлаком, то есть рафинировании металла шва.
Покрытие содержит определенное количество карбоната кальция (CaCO 3 ), который диссоциирует в дуге при температуре около 900 ° C с образованием CaO и CO 2 , последний обеспечивает защиту зоны дуги. В следующем разделе дается краткое описание наиболее часто используемых покрытых электродов:
В следующем разделе дается краткое описание наиболее часто используемых покрытых электродов:
- Электроды с рутилом (диоксидом титана) : Образование шлака является основным защитным механизмом в электродах на основе рутила.Рутиловые электроды просты в обращении, обеспечивают малое разбрызгивание и позволяют выполнять сварные швы с гладкой поверхностью. Образующийся при сварке шлак легко удаляется;
- Электроды с основным покрытием (извести) : Известняк является основным компонентом электродов с основным покрытием из-за его хороших дугостабилизирующих и металлургических характеристик. Он также выделяет углекислый газ, который обеспечивает газовую защиту. Однако основным недостатком известняка является его высокая температура плавления. Этому противодействуют добавки плавикового шпата (CaF 2 ), которые помогают снизить температуру плавления шлака.Базовые покрытия впитают влагу, если оставить их на открытом воздухе в течение длительного времени, поэтому необходимо соблюдать особые меры, чтобы электрод оставался сухим.
Типичное время высыхания составляет один час при температуре приблизительно от 150 ° C до 250 ° C.
Электроды с рутиловым покрытием могут использоваться как в режиме переменного, так и в режиме постоянного тока, тогда как основные (покрытые извести) электроды используются в основном в режиме DCEP.
Стандартный диапазон толщины заготовки:
от 1,0 мм до 2.5 мм для однопроходной обработки
от 3,0 мм до 10,0 мм для многопроходной техники
2.1.2.4 Дуговая сварка под флюсом: SAW (*)
Принцип процесса дуговой сварки под флюсом В процессе сварки под флюсом тепло при сварке создается за счет прохождения сильного электрического тока между одной или несколькими непрерывными проволоками и заготовкой под порошковым флюсом, который образует защитное покрытие расплавленного шлака.
Процесс может быть полностью или полуавтоматическим, хотя в случае нержавеющих сталей большая часть работы выполняется на полностью автоматическом оборудовании.
В автоматическом процессе сварочный ток может быть очень высоким, до 2000 ампер на проволоку, что приводит к большой потребляемой мощности и, как следствие, к сильному разбавлению основного металла присадочным материалом.
Процесс подходит для стыковой и угловой сварки в плоском положении и горизонтально-вертикальной угловой сварки.Источник питания обычно имеет тип DCEP с обратной полярностью и, реже, переменный ток, когда несколько проводов используются одновременно, чтобы избежать возникновения дуги. Для генераторов постоянного и переменного тока скорость разгрузки электродной проволоки должна быть равна скорости плавления, чтобы получить идеально стабильную дугу. Это достигается за счет использования подающих роликов, управляемых системой редуктора двигателя с сервоуправляемой скоростью. Для сварки нержавеющих сталей наиболее широко используется флюс типа «известь / фторид», его типичный состав:
25% ≤ CaO + MgO ≤ 40%, SiO 2 ≤ 15%, 20% ≤ CaF 2 ≤ 35%.
Существуют две формы, полученные плавлением или склеиванием. Плавленые флюсы производятся путем нагрева до температур порядка 1600–1700 ° C и превращаются в порошкообразную форму либо путем распыления на выходе из плавильной печи, либо путем дробления и просеивания затвердевшего сыпучего материала. Связанные флюсы производятся из сырья соответствующего размера зерна, связанного вместе щелочно-силикатным связующим. Полученную смесь сушат, затем обрабатывают механически, чтобы получить желаемый конечный размер частиц.
Только часть флюса расплавляется во время сварки, а нерасплавленный материал собирают, обычно всасывающим шлангом, и возвращают в бункер для дальнейшего использования. Расплавленный флюс затвердевает за зоной сварки, при охлаждении сжимается и может быть легко отделен.
Для получения более толстого материала, сварные швы, как правило, сделаны в один или два прохода, то есть один проход на ручной основы сварного шва, или один проход с обеих сторон пластины, но многопроходной метод также может быть использован. В более тонком материале сварные швы могут быть выполнены за один проход с помощью рифленой подкладной ленты.
Поскольку процесс SAW используется в основном для толстых листов из аустенитной нержавеющей стали, необходимо соблюдать особую осторожность, чтобы избежать образования сигма-фазы из-за использования высоких энергий сварки. Это особенно верно для сплавов 25% Cr — 20% Ni, но также и для марок 18% Cr — 9% Ni с высоким содержанием феррита. При многопроходной сварке, когда диапазон температур 650-900 ° C пересекается несколько раз, увеличивается риск образования сигма-фазы. В этом случае настоятельно рекомендуется последующий отжиг на твердый раствор при 1050 ° C.
В состоянии при поставке флюсы абсолютно сухие. Во избежание накопления влаги рекомендуется хранить флюс при температуре примерно на 10 ° C выше, чем в мастерской, в атмосфере, относительная влажность которой не превышает 50%.
Если есть опасения или подозрения на накопление влаги, полезно запечь порошок при 300 ° C не менее двух часов.
Процесс SAW обычно используется для соединения тяжелых заготовок толщиной от 10 до 80 мм после завершения корневого прохода с использованием другого процесса сварки.Нижний борт также может быть выполнен с помощью рифленой подкладной полосы.
2.1.2.5 Приварка шпилек: SW
Приварка шпильки — это метод прикрепления металлической шпильки к заготовке, обычно имеющей форму листа или пластины. Существует два различных метода приварки шпилек: дуговая сварка (ARC) и разряд конденсатора (CD).
–
Дуговая сварка шпилек (ARC ) включает те же основные принципы и металлургические аспекты, что и любая другая процедура дуговой сварки. Шпилька соприкасается с заготовкой с помощью ручного инструмента, называемого пистолетом для шипов, и зажигается дуга, которая плавит основание шпильки и участок заготовки. Перед сваркой керамическая манжета помещается на конец шпильки для защиты дуги и ограничения металла сварного шва.
Шпилька соприкасается с заготовкой с помощью ручного инструмента, называемого пистолетом для шипов, и зажигается дуга, которая плавит основание шпильки и участок заготовки. Перед сваркой керамическая манжета помещается на конец шпильки для защиты дуги и ограничения металла сварного шва.- Затем шпилька вдавливается в сварочную ванну и удерживается на месте до тех пор, пока расплавленный металл не затвердеет и не образует однородное соединение. Цикл завершается менее чем за секунду, создавая соединение полной прочности.Расширяемое кольцо отломано, чтобы открыть гладкую и законченную галтель в основании шпильки.
- Приварка шпилек с разрядом конденсатора (CD ) включает те же основные принципы и металлургические аспекты, что и любая другая процедура дуговой сварки. Когда сварочная горелка активирована, специальный прецизионный сварочный наконечник инициирует управляемую электрическую дугу от конденсаторной батареи сварочного аппарата, которая плавит конец шпильки и часть заготовки. Шпилька удерживается на месте по мере затвердевания расплавленного металла, мгновенно создавая высококачественный сварной шов.Поскольку весь цикл сварки выполняется за несколько миллисекунд, сварные швы на тонком листе могут быть выполнены без явных деформаций, прожогов и изменения цвета, а также с помощью крепежных элементов небольшого диаметра (9 мм и меньше). Сварка CD также позволяет приваривать шпильки из разнородных металлических сплавов.
Процесс ARC или CD ?
Дуговый процесс обычно используется для шпилек диаметром 6 мм и более, а также при сварке более толстых основных материалов или в конструкционных приложениях.
Технология CD обычно используется для шпилек диаметром до 9 мм и применяется в основном при сварке тонких листов.
Шпильки из нержавеющей стали
Большинство нержавеющих сталей можно приваривать шпильками. Для приварки шпилек чаще всего используются шпильки из аустенитной нержавеющей стали, за исключением сплавов со свободной обработкой.
Шпильки из нержавеющей стали в настоящее время привариваются к нержавеющей стали, а также могут быть приварены к низкоуглеродистой стали. В этом случае важно, чтобы содержание углерода в основном металле не превышало 0,20%.
Слева: дуговая сварка шпилек.Справа: приварка шпилек разряда конденсатора2.2 Сопротивление и индукционные процессы
2.2.1 Контактная точечная сварка: RSW (*)
Принцип контактной точечной сваркиЭтот процесс все еще широко используется и особенно подходит для сварки тонких листов нержавеющей стали. Плавление вызывается резистивным нагревом из-за прохождения электрического тока через материалы заготовки в месте соединения.
В процессе точечной сварки обычно выделяют пять различных стадий, а именно:
- Расположение соединяемых листов
- Опускание верхнего электрода и приложение усилия зажима
- Сварка переменным током низкого напряжения с выделением тепловой энергии W (джоули) = R (Ом) x I 2 (амперы) x t (секунды)
- Удержание зажимного усилия или приложение дополнительного ковочного усилия и, наконец,
- Подъем верхнего электрода перед переходом к следующему циклу.
Что касается электродных материалов, то в случае нержавеющих сталей наилучшее сочетание низкого удельного сопротивления и высокой механической прочности достигается при использовании сплавов медь, кобальт и бериллий. Наконечники электродов обычно имеют форму усеченного конуса с открытым углом 120 °. Формирование сварочного ядра зависит от сварочного тока и его продолжительности, а также от усилия зажима, прикладываемого электродами.
Параметры сварки, рекомендуемые для аустенитной нержавеющей стали с содержанием 18% Cr — 9% Ni и стабилизированной ферритной стали с содержанием 17% Cr, указаны в следующей таблице.
| Толщина листа (мм) | Диаметр наконечника электрода (мм) | Сила зажима электрода (даН) | Сварочный ток (А) | Время сварки (кол-во периодов) |
|---|---|---|---|---|
| 18% Cr — 9% Ni | Аустенитный | Марки | ||
| 0,5 | 3,0 | 170 | 3,500 | 3 |
| 0.8 | 4,5 | 300 | 6 000 | 4 |
| 2,0 | 6,0 | 650 | 11 000 | 8 |
| Стабилизированный | 17% Cr Ферритный | Марки | ||
| 0,5 | 3,0 | 150 | 4 000 | 3 |
| 0,8 | 4,5 | 250 | 7,550 | 4 |
Параметры, приведенные в приведенной выше таблице, должны быть оптимизированы с учетом состояния поверхности (протравленная, глазурованная, светлый отожженная, полированная), которое оказывает сильное влияние на межфазное сопротивление, которое, в свою очередь, играет решающую роль в самородке. формирование.
В отличие от других процессов сварки плавлением, при контактной точечной сварке ванну расплава нельзя контролировать визуально. Единственные дефекты, заметные глазу, — это чрезмерное вдавливание электрода и разбрызгивание на поверхности. Однако простым, хотя и разрушающим методом контроля является так называемое «испытание на отслаивание», которое позволяет быстро определить качество точечной сварки. В этом испытании один из сварных листов отслаивается от другого, так что «пуговицы» металла стремятся оторваться от одного или другого листа.
Единственные дефекты, заметные глазу, — это чрезмерное вдавливание электрода и разбрызгивание на поверхности. Однако простым, хотя и разрушающим методом контроля является так называемое «испытание на отслаивание», которое позволяет быстро определить качество точечной сварки. В этом испытании один из сварных листов отслаивается от другого, так что «пуговицы» металла стремятся оторваться от одного или другого листа.
2.2.2 Сварка контактным швом: RSEW (*)
Принцип контактной шовной сваркиПринцип контактной сварки аналогичен принципу точечной сварки, за исключением того, что процесс является непрерывным. Основное различие заключается в типе электродов, которые представляют собой два колеса из медного сплава с соответствующей системой привода. Кромки колеса обычно имеют либо двойную фаску, либо выпуклый профиль.По сравнению с точечной сваркой, где основной процесс параметрами являются сварочный ток, время нагрева и время выдержки, дополнительные факторы, которые следует учитывать при шовной сварке, — это использование модулированного или импульсного тока и скорость сварки.
Параметры сварки, рекомендуемые для аустенитных марок Fe-Cr-Ni, указаны в следующей таблице.
| Толщина листа (мм) | Толщина колеса (мм) | Сила зажима (даН) | Время сварки (периоды) | Время выключения (периоды) | Сварочный ток (А) | Скорость сварки (см / мин) |
|---|---|---|---|---|---|---|
| 0.5 | 3,0 | 320 | 3 | 2 | 7900 | 140 |
| 0,8 | 4,5 | 460 | 3 | 3 | 10 600 | 120 |
| 1,5 | 6,5 | 80 | 3 | 4 | 15 000 | 100 |
| 2,0 | 8,0 | 1,200 | 4 | 5 | 16 700 | 95 |
3. 0 0 | 9,5 | 1,500 | 5 | 7 | 17 000 | 95 |
При точечной и шовной сварке основными преимуществами электрического резистивного нагрева являются:
- Ограниченная модификация микроструктуры в зонах термического влияния,
- Фактическое отсутствие окисления поверхности при правильном охлаждении листов (струей холодной воды)
- Очень маленькая деформация листов после сварки.
2.2.3 Сварка проекцией: PW (*)
Основные конструкции проекцииВ этом процессе небольшие подготовленные выступы на одной из двух поверхностей заготовки плавятся и разрушаются, когда ток подается через плоские электроды из медного сплава. Выступы формируются путем тиснения (детали из листового металла) или механической обработки (детали из твердого металла), как правило, на заготовке соединения с большей или высокой электропроводностью.Выступы имеют такую форму и расположение, чтобы концентрировать ток, и одновременно можно выполнять большое количество точечных сварных швов. Используются более низкие токи и давления, чем при спортивной сварке, чтобы избежать разрушения выступов до того, как противоположная поверхность заготовки расплавится. Время сварки примерно одинаково для одного или нескольких выступов одной конструкции.
Рельефная сварка особенно удобна для одновременного получения нескольких сварных точек между двумя деталями.
Для сварки кольцевым выступом доступны различные конструкции приварных креплений; например заплечики, болты, штифты, гайки и колодки.
2.2.4 Электрошлаковая сварка: ESW
Принцип процесса электрошлаковой сваркиПринцип процесса электрошлаковой сварки
Процесс электрошлаковой сварки разработан на заводе E.O. Патона (Украина) в начале 1950-х гг.
Электрошлаковая сварка — это однопроходный процесс, используемый для изготовления стыковых соединений в вертикальном положении. Стыки толщиной более 15 мм (без верхнего предела толщины) можно сваривать за один проход, при этом требуется простая подготовка стыка с прямоугольными кромками. Процесс аналогичен операции вертикального литья, поскольку расплавленный металл сварного шва удерживается двумя пластинами заготовки и парой охлаждаемых медных башмаков.
За исключением пуска электрошлакового режима, дуги нет.Электроды с непрерывной подачей расплавляются за счет нагрева сопротивлением, когда они проходят через проводящий слой расплавленного шлака (шлаковая ванна).
Шлаковая ванна также расплавляет прилегающие кромки пластины заготовки и защищает расплавленный металл от атмосферы. Температура ванны составляет порядка 1900 ° C.
Для запуска электрошлакового процесса на дно соединения помещается слой флюса и зажигается дуга между электродами и пусковым блоком или пусковой площадкой, чтобы образовалась ванна с расплавленным шлаком.
В процессе сварки медные башмаки и механизм подачи проволоки перемещаются вверх по стыку со скоростью порядка 30 мм / мин. Скорость наплавки металла составляет около 350 г / мин. Состав электродной проволоки обычно соответствует составу основного металла. Наиболее популярные размеры электродов — 1,6 мм, 2,4 мм и 3,2 мм в диаметре.
Металлургическая структура электрошлаковых швов отличается от других сварных швов плавлением. Медленное охлаждение и затвердевание может привести к крупнозернистой структуре.По этой причине процесс рекомендуется только для аустенитных марок.
2.2.5 Сварка оплавлением: FW (*)
Слева: принцип оплавления. Справа: влияние параметров сварки на окончательный профиль сварного шва.Этот метод используется в основном для длинномерных изделий, например прутки, прутки, трубы и фасонные изделия. Хотя внешне это похоже на сварку с осаждением, стыковая сварка оплавлением на самом деле сильно отличается.Действительно, во время сварки с осадкой было замечено, что, когда стыковые поверхности не находятся в идеальном контакте, ток проходит только в нескольких небольших областях, что приводит к интенсивному локальному нагреву и быстрому плавлению, создавая дуги, которые сильно вытесняют расплавленный металл из соединение из-за связанных магнитных полей (явление мигания).
Важными параметрами процесса являются сварочный ток и напряжение, которых должно быть достаточно, чтобы вызвать мигание, мгновенная скорость мигания, которая должна быть пропорциональна расходу металла и компенсироваться перемещением подвижных зажимов, продолжительность мигания и этап окончательной высадки ковки.Шероховатость исходных стыковочных поверхностей должна быть такой, чтобы точки контакта были достаточно многочисленными и хорошо распределенными для обеспечения равномерного высыхания по всей площади стыка.
После штамповки с высадкой профиль соединения должен иметь характерный трехреберный профиль, свидетельствующий об успешной сварке. Рекомендуемые параметры сварки в зависимости от площади сечения приведены для аустенитных марок в следующей таблице.
| Толщина (мм) | Площадь сечения (мм 2 ) | Начальное отверстие матрицы (мм) | Окончательное отверстие матрицы (мм) | Потери материала (оклейка и ковка) (мм) | Время вспышки (сек) |
|---|---|---|---|---|---|
| 2.0 | 40 | 13 | 5 | 8 | 2,2 |
| 5,0 | 570 | 25 | 7 | 18 | 6,0 |
| 10,0 | 1,700 | 40 | 15 | 25 | 17,0 |
Некоторые типичные области применения: диски колес (для велосипедов), изготовленные из колец, сваренных оплавлением, прямоугольные рамы (для окон и дверей) и т. Д.
2.2.6 Высокочастотная индукционная сварка: HFIW (*)
Принцип индукционной высокочастотной сваркиПринцип индукционной высокочастотной сварки
Высокочастотная индукционная сварка в основном используется для изготовления труб из ленты. Процесс осуществляется с помощью системы профилирования с несколькими валками. На выходе из последней прокатной клети труба имеет продольную щель, которая закрывается сваркой.Соединение образуется путем контакта твердого тела с твердым телом с промежуточным плавлением, поскольку края полосы сводятся вместе парой горизонтальных валков (отжимных валков).
Из-за скин-эффекта индуцированный высокочастотный ток (от 140 до 500 кГц) следует по пути минимального импеданса, концентрируя нагрев по краям.
В случае ферритных нержавеющих сталей этот высокопроизводительный процесс позволяет избежать явления укрупнения зерна, которому подвержены эти сорта.
В этом случае мощность сварки составляет от 150 до 300 кВт в зависимости от диаметра трубы, а скорость сварки варьируется в зависимости от аппарата от 50 до 90 м / мин.
2.3 Радиационно-энергетические процессы (*)
2.3.1 Сварка лазерным лучом: LBW
Принцип работы лазера CO2 (CO2, N2, He), используемого для сваркиЛазерный эффект (усиление света за счет вынужденного излучения излучения) в оптическом диапазоне длин волн был открыт Майманом в 1958 году. Сразу появилась возможность использования лазерного луча в качестве бесконтактного источника энергии высокой интенсивности с небольшой площадью для сварочных работ.Доступные непрерывные уровни мощности особенно высоки для лазеров на диоксиде углерода, хотя следует помнить, что эффективная мощность сварки зависит от отражательной способности материала заготовки для данной длины волны падающего излучения.
Источниками, наиболее широко используемыми для сварочных целей, являются газовые лазеры CO 2 и лазеры на твердотельном иттрий-алюминиевом гранате (YAG). YAG-лазеры предпочтительны для сварки тонких листов нержавеющей стали (<1,5 мм) в импульсном режиме. Так называемые лазеры CO 2 лучше подходят для сварки более толстых листов или полос из нержавеющей стали (1.От 5 до 6,0 мм).
Как и при высокочастотной индукционной сварке (HFIW), этот процесс широко используется для производства прямошовных труб. При мощности около 6 кВт полосу из стабилизированной ферритной нержавеющей стали с 17% хрома толщиной 2 мм можно сваривать со скоростью около 7 м / мин, а поскольку термический цикл очень короткий, происходит укрупнение зерна в зоне термического влияния. крайне ограничен.
2.3.2 Электронно-лучевая сварка: EBW
Принцип электронно-лучевой сваркиЭлектронно-лучевая сварка использует энергию высокоскоростного сфокусированного пучка электронов, который сталкивается с основным материалом.Благодаря высокой энергии луча в материале можно проплавить отверстие и сформировать проникающие сварные швы со скоростью порядка 20 м / мин.
EBW позволяет производить глубокие и тонкие сварные швы с узкими зонами термического влияния. Отношение глубины к ширине составляет порядка 20: 1.
Сварка производится в вакууме, что исключает загрязнение сварочной ванны газами. Вакуум не только предотвращает загрязнение сварного шва, но и создает стабильный луч. Концентрированный характер источника тепла делает процесс очень подходящим для нержавеющих сталей.Доступной мощностью можно легко управлять, и этот же сварочный аппарат можно использовать для однопроходной сварки нержавеющей стали толщиной от 0,5 до 40 мм.
3 Свариваемость нержавеющих сталей
3.1 Аустенитные нержавеющие стали: Fe-Cr-Ni (Mo) — (N)
➤ Конструкции, содержащие несколько процентов феррита (обычный случай )
- Нечувствительность к горячему растрескиванию
- Хорошая стойкость к межкристаллитной коррозии для низкоуглеродистых и стабилизированных марок
- Превосходная вязкость и пластичность
- Охрупчивание может произойти после длительного воздействия от 550 до 900 ° C из-за разложения феррита с образованием сигма-фазы
➤ Полностью аустенитные структуры (исключительные )
- Чувствительность к горячему растрескиванию при затвердевании
- Хорошая стойкость к межкристаллитной коррозии для низкоуглеродистых и стабилизированных марок
- Превосходная вязкость и пластичность
3.2 ферритные нержавеющие стали: Fe-Cr- (Mo-Ni-V)
➤ Полуферритные марки: 0,04% C — 17% Cr
- Чувствительность к охрупчиванию из-за укрупнения зерна выше 1150 ° C
- Низкая вязкость и пластичность
- Чувствителен к межкристаллитной коррозии
- Термическая обработка после сварки при температуре около 800 ° C восстанавливает механические свойства и стойкость к межкристаллитной коррозии
➤ Ферритные сорта: 0,02% C — 17-30% Cr — (стабилизированный Ti, Nb )
- Чувствительность к охрупчиванию из-за укрупнения зерна при температуре выше 1150 ° C
- Удовлетворительная пластичность и повышенная ударная вязкость по сравнению с полуферритными марками
- Обычно нечувствительны к межкристаллитной коррозии
3.3 Аустенитно-ферритные дуплексные нержавеющие стали: Fe-Cr-Ni (Mo) -N
- Нечувствительность к горячему растрескиванию
- Превосходная вязкость и хорошая пластичность в диапазоне от –40 ° C до 275 ° C
- Чувствительность к охрупчиванию из-за сигма-фазы при температуре от 500 до 900 ° C
3.4 Мартенситные нержавеющие стали: Fe-Cr- (Mo-Ni-V)
- Чувствительность к холодному растрескиванию, в зависимости от содержания углерода и водорода и уровней остаточных напряжений, ниже примерно 400 ° C (обычно рекомендуется предварительный нагрев и последующий нагрев)
- Высокая прочность на разрыв и твердость Хорошая вязкость, особенно для низкоуглеродистых марок
4 Выбор защитных газов для сварки нержавеющих сталей
(1)4.1 Влияние защитного газа на: GTAW, PAW, GMAW, FCAW и LBW
На выбор защитного газа существенно влияют следующие факторы:
- Эффективность экранирования (контролируемая атмосфера защитного газа)
- Металлургия, механические свойства (потеря легирующих элементов, улавливание атмосферных газов)
- Коррозионная стойкость (потеря легирующих элементов, улавливание атмосферных газов, окисление поверхности)
- Геометрия сварного шва (профили шва и проплавления)
- Внешний вид поверхности (окисление, брызги)
- Устойчивость дуги и зажигание
- Перевод металла (если есть)
- Окружающая среда (выбросы дыма и газов)
Взаимодействие между процессом сварки и защитным газом более подробно описано в § 2.
4.2 Выбор сварочного газа
| Сварочный процесс | Защитный газ — плазменный газ | Резервный газ |
|---|---|---|
| GTAW | Ar | |
| Ar + H 2 (до 20%) — (1) | Ar | |
| Ar + He (до 70%) | N 2 (2) | |
| Ar + He + H 2 (1) | N 2 + 10% H 2 (1) | |
| Ar + N 2 (2) | ||
| PAW | То же GTAW | То же GTAW |
| GMAW | 98% Ar + 2% O 2 | |
| 97% Ar + 3% CO 2 | ||
| 95% Ar + 3% CO 2 + 2% H 2 (1) | То же GTAW | |
| 83% Ar + 15% He + 2% CO 2 | ||
| 69% Ar + 30% He + 1% O 2 | ||
| 90% He + 7,5% Ar + 2,5% CO 2 | ||
| FCAW | № | № |
| 97% Ar + 3% CO 2 | То же GTAW | |
| 80% Ar + 20% CO 2 | ||
| LBW | He | То же GTAW |
| Ar |
Ar: аргон; H 2 : водород; Он: гелий; N 2 : азот; CO 2 : диоксид углерода
(1) Водородосодержащие смеси нельзя использовать для сварки ферритных, мартенситных или дуплексных нержавеющих сталей.
(2) Для сварки азотсодержащих аустенитных и дуплексных нержавеющих сталей в защиту можно добавлять азот. газ
5 Рекомендуемые сварочные материалы для сварки нержавеющих сталей
| База | Материал | Сварка | Расходные материалы | ||
|---|---|---|---|---|---|
| EN | 10088 | AISI (1) | EN 1600 | EN 12072 | EN 12073 |
| Имя | Число | Покрытые электроды (2) | Провода и стержни (3) | Порошковые электроды (4) | |
| X5CrNi18-10 | 14301 | 304 | E 19 9 | G 19 9 L | т 19 9 л |
| X2CrNi18-9 | 14307 | 304 L | E 19 9 L | G 19 9 L | т 19 9 л |
| X2CrNi19-11 | 14306 | 304 L | E 19 9 L | G 19 9 L | т 19 9 л |
| X5CrNiTi18-10 | 14541 | 321 | E 19 9 Nb | G 19 9 Nb | T 19 9 Nb |
| X5CrNiMo17-12-2 | 14401 | 316 | E 19 12 2 | г 19 12 3 л | т 19 12 3 л |
| X2CrNiMo17-12-2 | 14404 | 316 L | E 19 12 3 L | г 19 12 3 л | т 19 12 3 л |
| X6CrNiMoTi17-12-2 | 14571 | 316 Ti | E 19 12 3 Nb | G 19 12 3 Nb | T 19 12 3 Nb |
| X2CrNiMo18-15-4 | 14438 | 317 л | E 19 13 4 N L | г 19 13 4 л | т 13 13 4 н л |
| X10CrNi18-8 | 14310 | 301 | E 19 9 | G 19 9 L | т 19 9 л |
| X2CrNiN18-7 | 14318 | 301 л | E 19 9 L | G 19 9 L | т 19 9 л |
| X12CrNi23-13 | 14833 | 309 S | E 22 12 | г 22 12 ч | т 22 12 ч |
| X8CrNi25-21 | 14845 | 310 S | E 25 20 | г 25 20 | т 25 20 |
| X25CrNiMo18-15-4 | 14438 | 317 л | E 19 13 4 N L | г 19 13 4 л | т 13 13 4 н л |
| X2CrTi12 | 14512 | 409 | E 19 9 L | G 19 9 L | Т 13 Ti |
| X6Cr17 | 14016 | 430 | E 17 или 19 9 л | G 17 или 19 9 L | Т 17 или 19 9 л |
| X3CrTi17 | 14510 | 430 Ti / 439 | E 23 12 L | G 23 12 L | T23 12 л |
| X2CrMoTi18-2 | 14521 | 444 | E 19 12 3 L | г 19 12 3 л | т 19 12 3 л |
| X2CrTiNb18 | 14509 | 441 | E 23 12 L | G 23 12 L | т 23 12 л |
| X6CrMo17-1 | 14113 | 434 | E 19 12 3 L | г 19 12 3 л | T 19 12 3 Nb |
| X2CrNiN23-4 | 14362 | – | E 25 7 2 N L | G 25 7 2 L | т 22 9 3 н л |
| X2CrNiMoN22-5-3 | 14462 | – | E 25 7 2 N L | G 25 7 2 L | т 22 9 3 н л |
| X12Cr13 | 14006 | 410 | E 13 или 19 9 L | G 13 или 19 9 л | T 13 или 19 9 L |
| X20Cr13 | 14021 | – | E 13 или 19 9 L | G 13 или 19 9 л | T 13 или 19 9 L |
| X30Cr13 | 14028 | 420 | E 13 или 19 9 L | G 13 или 19 9 л | T13 или 19 9 л |
(1) AISI: Американский институт черной металлургии
(2) Электроды с покрытием для ручной дуговой сварки нержавеющих и жаропрочных сталей.Существует два основных флюсовых покрытия: основное (B) или известковое (постоянный ток) и рутиловое (R) или диоксид титана (постоянный или переменный ток )
(3) Проволока электродная, проволока и стержни для дуговой сварки нержавеющих и нержавеющих сталей. жаропрочные стали: G для GMAW, W для GTAW, P для PAW или S для S.A.W .
(4) Электроды с трубчатым сердечником для дуговой сварки металлов с газовой защитой или без нее для нержавеющих и жаропрочных сталей
6 Подготовка стыков при дуговой сварке
Основными основными типами соединений, используемых при дуговой сварке, являются стыковые, нахлесточные, угловые, краевые и Т-образные соединения.Выбор правильного дизайна для конкретного применения будет зависеть в первую очередь от следующих факторов:
- Требуемые механические свойства сварного шва
- Вид свариваемой марки
- Размер, форма и внешний вид свариваемого узла
- Стоимость подготовки стыка и выполнения сварного шва
Независимо от того, какой тип соединения используется, для получения сварных швов хорошего внешнего вида и механических свойств необходима надлежащая очистка заготовок перед сваркой.Для небольших сборок обычно достаточно ручной очистки проволочной щеткой из нержавеющей стали, стальной мочалкой или химическим растворителем. Для больших сборок или для очистки на производственной основе обезжиривание паром или очистка резервуаров могут быть более экономичными. В любом случае необходимо полностью удалить с поверхностей заготовки весь оксид, масло, жир, грязь и другие инородные тела.
6.1 GTAW и PAW
Стыковое соединение с квадратной кромкой является самым простым в приготовлении и может быть сварено с присадочным металлом или без него, в зависимости от толщины двух свариваемых деталей.Позиционирование детали для стыкового соединения с квадратным краем всегда должно быть достаточно плотным, чтобы гарантировать 100% проплавление. При сварке тонкого материала без добавления присадочного металла следует проявлять особую осторожность, чтобы избежать проплавления или прожига.
Стыковое соединение фланцевого типа следует использовать вместо стыкового соединения с квадратной кромкой, если требуется некоторое усиление. Это соединение практично только на относительно тонком материале (от 1,5 до 2,0 мм).
Соединение внахлест имеет то преимущество, что полностью исключает необходимость подготовки кромок.Единственное требование для обеспечения хорошего сварного шва внахлест — это плотное прилегание листов по всей длине свариваемого соединения.
Угловые соединения часто используются при изготовлении кастрюль, ящиков и всех типов контейнеров. В зависимости от толщины основного металла присадочный металл может потребоваться, а может и не потребоваться для обеспечения адекватного усиления на всех угловых соединениях. Следите за тем, чтобы детали плотно прилегали по всей длине шва.
Все Т-образные соединения требуют добавления присадочного металла для обеспечения необходимого наращивания.Если требуется 100% проплавление, убедитесь, что сила сварочного тока соответствует толщине основного материала.
Кромки используются только для легких материалов и не требуют добавления присадочного металла. Подготовка проста, но эту конфигурацию не следует использовать там, где к готовому соединению должны быть приложены прямые растягивающие нагрузки, поскольку этот тип соединения может выйти из строя в корне при относительно низких напряжениях.
6.2 GMAW
Для сварных швов GMAW корневое отверстие, а также углы V часто можно уменьшить по сравнению с теми, которые обычно используются при сварке SMAW.Таким образом, количество сварочного металла на единицу длины может быть уменьшено до 30% за счет создания конструкций, требующих меньшего количества присадочного металла. При проектировании сварных швов GMAW для узких канавок часто необходимо использовать высокую плотность тока (перенос распылением).
6.3 FCAW
В стыковых сварных швах можно уменьшить корневые отверстия и углы V, что часто позволяет сэкономить порядка 40% количества присадочного металла, используемого в соединении.
Оптимальная конструкция шва часто определяется легкостью удаления шлака в многопроходных сварных швах.
При угловой сварке можно использовать меньшие размеры для той же прочности. Порошковая проволока обладает такой же прочностью, как и большая кромка электрода SMAW, имеющего низкую проникающую способность.
По сравнению с электродами SMAW проволока FCAW обеспечивает значительную экономию средств по разным причинам, например, более высокая скорость наплавки, более узкие канавки и иногда два прохода перед остановкой для удаления шлака.
6.4 ПИЛА
Отверстия канавок уменьшены по сравнению с отверстиями, необходимыми для других дуговых процессов.Сварочные проходы тяжелее, чем у электродов SMAW. Для конфигураций с открытой корневой частью часто желательно обеспечить основу из флюса, удерживаемую на месте медным охлаждающим стержнем или керамическим стержнем.
Для всех процессов снятие фаски не требуется для толщины 3,0 мм и менее, но более толстый основной материал должен быть скошен для образования канавки «V», «U» или «J».
7 Обработка сварных швов
Необходимость в отделке поверхности относится в первую очередь к дуговой сварке. Сварные швы, выполненные контактной сваркой, за исключением стыковой сварки оплавлением, обычно используются как сваренные или после легкой очистки.
По завершении операции дуговой сварки область сварного шва и окружающий основной материал могут быть загрязнены сварочными брызгами и оксидной пленкой, в зависимости от типа соединения, толщины материала и используемой технологии сварки.
Для обеспечения максимальной коррозионной стойкости особое внимание следует уделить операции отделки, чтобы удалить все поверхностные загрязнения и неровности, которые могут выступать в качестве участков для коррозионного воздействия при последующем обслуживании.
В некоторых случаях применения, где первостепенное значение имеют соображения коррозионной стойкости, гигиены и эстетической привлекательности, может потребоваться удалить излишки металла шва и отполировать зону шва для смешивания с окружающим основным металлом.
Обычная отделочная обработка может быть любой из следующих, используемых по отдельности или в комбинации, в зависимости от техники сварки и требуемой степени отделки:
- Механическая обработка молотком, щеткой, шлифованием, полировкой и полировкой;
- Кислотное травление с последующей пассивацией и промывкой.
7.1 Удаление шлака, брызг и оксидов
Шлак, оставшийся после сварки, необходимо удалить осторожным ударом молотка, стараясь не повредить прилегающую металлическую поверхность.Сварочные брызги, вероятно, являются одним из наиболее сложных для удаления загрязнений, особенно для сварных швов с сильно отполированными листами. По этой причине обычно рекомендуется защищать поверхности листа, прилегающие к сварному шву, пластиковыми покрытиями. Эта мера предосторожности сводит к минимуму площадь, требующую финишной обработки.
Удаление оксидной пленки и сварочных брызг достигается с помощью проволочной щетки из нержавеющей стали. Если используется щетка из нержавеющей стали, загрязнение частицами железа может привести к образованию ржавчины и обесцвечиванию во время последующего обслуживания.
Другой метод удаления сварочного шлака и брызг на тяжелых деталях — пескоструйная очистка. При этом абразивные частицы (диоксид кремния, оксид алюминия и т. Д.) Проецируются на заготовку с помощью жидкости под высоким давлением (воздуха или воды).
7.2 Шлифование
Физические свойства нержавеющих сталей требуют осторожности во время шлифования, чтобы предотвратить перегрев и связанное с ним тепловое изменение цвета. Это явление возникает, когда температура поверхности превышает 200 ° C. В этом процессе поверхность заготовки обрабатывается шлифовальным кругом, вращающимся с высокой скоростью, с тангенциальными скоростями от 20 до 80 м / с.Абразивные частицы обычно представляют собой оксид алюминия (корунд) или карбид кремния (карборунд). Для операций грубого шлифования, таких как удаление избыточной толщины у сварного шва, используются цилиндрические круги диаметром 100-200 мм с размером зерна порядка 40 меш. В зависимости от типа связующего тангенциальная скорость колеблется от 25 до 60 м / сек. Для чистового шлифования (например, тонкого выравнивания сварных швов) используются полужесткие или гибкие абразивные диски диаметром от 150 до 250 мм и размером зерна от 80 до 120 меш, тангенциальная скорость от 12 до 15 м / с. .
7.3 Полировка
Полировка — это обычная операция обработки поверхности. Обычно следы шлифования удаляются абразивом размером 180–320 меш. Используемые инструменты (бобы и швабры) должны строго предназначаться для нержавеющей стали, чтобы избежать любого риска загрязнения частицами железа. По сравнению с другими материалами, нержавеющая сталь требует больших затрат энергии на удаление примесей. Поэтому необходимо соблюдать осторожность, чтобы избежать чрезмерного нагрева (максимальная температура порядка 200 ° C), который может вызвать небольшое окисление поверхности, препятствующее образованию пассивной пленки.Давление, оказываемое диском или ремнем, должно быть отрегулировано до минимального уровня, обеспечивающего удовлетворительную полировку без местного перегрева.
7.4 Химическая обработка
7.4.1 Травление
При определенных сварочных процессах соединение покрывается окрашенной окисью, которую необходимо удалить, чтобы восстановить пассивность. Можно использовать несколько методов.
➤ Ванны для травления аустенитных марок :
52% азотная кислота (36 ° Боме): 100 л
65% плавиковая кислота: 20 л
или фторид натрия: 30 кг
вода: 900 л
➤ Ванны травления для ферритных сортов :
52% азотная кислота (36 ° Боме): 100 л
65% фтористоводородная кислота: 10 л
или фторид натрия: 30 кг
вода: 900 л
Время погружения при 20 ° C обычно составляет от 15 минут до 3 часов.Температуру ванны и время погружения необходимо тщательно контролировать, чтобы предотвратить коррозию металла. После травления детали необходимо обильно промыть водой, не содержащей хлора.
➤ Травильные пасты и гели :
Использование паст или гелей позволяет ограничить обработку зонами сварки. Их составы различаются, но часто содержат азотную кислоту. Пасту или гель наносят кистью, а затем очищают поверхность щеткой из нержавеющей стали. После маринования пораженный участок промывают водой.
7.4.2 Пассивация
После травления металл незащищен и должен быть сформирован новый пассивный слой для восстановления его коррозионной стойкости.
➤ Пассивирующие ванны
Детали погружают в кислотную ванну со следующим примерным составом:
52% азотная кислота (36 ° Боме): 250 л
вода: 750 л
Время погружения при 20 ° C обычно составляет от 15 минут до одного часа. После пассивации детали тщательно промывают водой.
➤ Пассивирующие пасты и гели
Пасты и гели используются для локальной пассивации зон сварных швов. Продукт на основе азотной кислоты наносится на обрабатываемые поверхности, затем полностью удаляется щеткой из нержавеющей стали или нейлона с последующей промывкой водой.
➤ Обеззараживание
При различных операциях обработки листа на поверхности могут оставаться частицы, богатые железом, которые необходимо удалить. Хотя их цель иная, методы, используемые для дезактивации, такие же, как и для пассивации.
8 Методы безопасности
8.1 Поражение электрическим током
При всех операциях ручной дуговой сварки основной риск представляет собой поражение электрическим током из-за контакта с неизолированными токоведущими частями сварочной цепи. Напряжение дуги находится в диапазоне от 10 до 40 вольт, но, поскольку напряжение, необходимое для зажигания дуги, может быть выше, источники питания имеют напряжение холостого хода до 80 вольт.
Хотя эти напряжения кажутся низкими по сравнению с 220 В в бытовых источниках питания, было показано, что только напряжения менее 50 В переменного тока (переменного тока) или 120 В постоянного тока (постоянного тока) вряд ли будут опасны для здоровых людей в помещении. сухая рабочая среда.
В следующих инструкциях приводятся основные меры предосторожности для здоровья и безопасности, необходимые для обеспечения безопасных действий и предотвращения несчастных случаев.
- Электрод и цепь детали находятся под напряжением, когда сварочный аппарат включен. Никогда не допускайте контакта между «токоведущими» частями цепей и голой кожей или влажной одеждой. Соответствующая одежда, такая как перчатки, обувь и комбинезон, защитит сварщика от поражения электрическим током.
- Всегда изолируйте себя от обрабатываемой детали и заземления с помощью сухой изоляции при сварке во влажных местах или на металлических полах, особенно в таких положениях, как сидя или лежа, где большие участки тела могут контактировать с токопроводящей поверхностью.
- Никогда не окунайте электрододержатель в воду, чтобы охладить его.
- Когда сварочный аппарат используется в качестве источника питания для механизированной сварки, приведенные выше инструкции также применимы к автоматическому электроду, электродной катушке, сварочной головке, соплу или полуавтоматической сварочной горелке.
Другой вид опасности поражения электрическим током может возникнуть из-за паразитных сварочных токов, которые возвращаются к источнику сварки по путям, отличным от сварочного провода. Например, несмотря на то, что обратная линия отключена, сварка возможна, когда обратный ток течет через провод защитного заземления источника питания.Блуждающие токи могут быть сопоставимы по интенсивности со сварочным током при плохой или неисправной изоляции обратного провода, который может быть закорочен другими проводниками. При сварке строительных конструкций и трубопроводов обратный сварочный кабель следует размещать как можно ближе к месту сварки.
8.2 Дымовые и газы
При сварке могут образовываться опасные для здоровья пары и газы. Эти пары и газы могут загрязнять атмосферу вокруг рабочего места.Необходимо принять меры для исключения риска появления таких паров и газов. В противном случае дым и газы должны контролироваться в их источнике с помощью местной вентиляции и / или вытяжной системы на дуге, чтобы они не попадали в зону дыхания. Не следует использовать респираторное оборудование, пока не будут устранены все другие возможности. Как правило, средства защиты органов дыхания используются только в качестве временной меры, но в некоторых случаях в дополнение к мерам вентиляции может потребоваться индивидуальная защита.
Запрещается производить сварку в местах, близких к парам хлорированных углеводородов, выделяемых при обезжиривании, очистке или распылении. Тепло и излучение дуги могут реагировать с парами растворителя с образованием фосгена, высокотоксичного газа, вместе с другими раздражающими продуктами.
8,3 Излучение дуги
Излучение дуги может повредить глаза и обжечь кожу. Следующие рекомендации должны соблюдаться для обеспечения безопасной работы и предотвращения дугового ожога.
- Используйте экран с соответствующим фильтром и стеклянным экраном, чтобы защитить глаза от излучения дуги и искр как при сварке, так и при наблюдении за сваркой открытой дугой.Линзы фильтров должны соответствовать европейским стандартам.
- Используйте подходящую одежду, чтобы защитить кожу от излучения дуги.
- Защитите ближайший персонал подходящим экраном и предупредите их, чтобы они не смотрели на дугу и не подвергались воздействию излучения дуги, горячих брызг или металла.
9 Глоссарий: термины и определения
9.1 Процессы
Переменный ток (AC ): вид электричества, который периодически меняет свое направление.Для 50-тактового тока ток сначала движется в одном направлении, затем в противоположном, меняя направление 50 раз в секунду.
Arc Blow : Отклонение электрической дуги от нормального пути из-за магнитных сил.
Длина дуги : Расстояние от кончика электрода до точки, где дуга соприкасается с поверхностью заготовки.
Дуговый шовный шов : Шовный шов, выполненный с помощью процесса дуговой сварки (например, GTAW, PAW, GMAW, SMAW, SAW).
Дуговая точечная сварка : Точечная сварка, выполненная с помощью процесса дуговой сварки (например, GTAW, GMAW).
Дуговая сварка : Группа сварочных процессов, в которых тепло для сварки получают от электрической дуги или дуги с использованием или без использования присадочного металла.
Коэффициент времени дуги : отношение времени дуги к общему времени, в течение которого имеется доступное питание.
Автоматическая сварка : Сварка, при которой работа в основном управляется машиной.
Отрицательный электрод постоянного тока (DCEN ): расположение выводов для дуговой сварки на постоянном токе, в котором деталь является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги (например, GTAW, PAW).
Положительный электрод постоянного тока (DCEP ): расположение проводов для дуговой сварки постоянным током, при котором заготовка является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
Обратная полярность постоянного тока (DCRP) = DCEP
Прямая полярность постоянного тока (DCSP) = DCEN
Электронно-лучевая сварка (EBW ): процесс сварки, в котором тепло выделяется, когда высокоскоростной сфокусированный пучок электронов сталкивается с заготовкой.Сварка обычно выполняется в вакуумной камере.
Электрошлаковая сварка (ESW ): процесс сварки, основанный на нагреве сопротивлением (RI 2 ) расплавленного электропроводящего шлака. Стыки (в вертикальной конфигурации) толщиной более 15 мм (без верхнего предела толщины) можно сваривать за один проход, при этом используется простая подготовка стыков с прямоугольными кромками.
Сварка оплавлением (FW ): процесс сварки, при котором заготовки (стержни, трубы) зажимаются в специальном приспособлении и легко сводятся друг к другу.Через зажимы проходит большой ток, и небольшие участки контакта между заготовками перегреваются до тех пор, пока расплавленный металл не будет выбрасываться, то есть вспыхивать.
Дуговая сварка порошковой проволокой (FCAW ): дуговая сварка, при которой используется электрод со сплошным присадочным металлом (трубчатый электрод). Экранирование обеспечивается флюсом, содержащимся внутри трубчатого электрода. Дополнительная защита может быть обеспечена или не обеспечена газовой смесью, подаваемой извне.
Газовая дуговая сварка металла (GMAW ): дуговая сварка металла, при которой используется электрод со сплошным присадочным металлом.Защита дуги и сварочной ванны полностью обеспечивается газом, подаваемым извне.
Газовая дуговая сварка вольфрамом (GTAW) или сварка TIG : процесс дуговой сварки в среде инертного газа с использованием неплавящегося вольфрамового электрода. Можно использовать или не использовать присадочный металл.
Индукционная сварка (IW ): сварочный процесс, в котором тепло для сварки получается за счет сопротивления деталей потоку индуцированного сварочного тока высокой частоты (IHFW) или тока индуцированной низкочастотной сварки (ILFW) с применение давления.Сварочный ток высокой или низкой частоты обеспечивает концентрацию сварочного тепла в желаемом месте.
Сварка в инертном газе : Дуговая сварка, при которой дуга и сварочная ванна защищены от атмосферы средой, которая полностью (процессы GTAW, PAW) или главным образом (процессы GMAW, FCAW) является инертным газом.
Сварка лазерным лучом (LBW ): процесс сварки, в котором тепло для сварки получается за счет приложения концентрированного когерентного светового луча, сфокусированного на стыке.
Плазменно-дуговая сварка (PAW ): дуговая сварка в среде инертного газа с использованием неплавящегося вольфрамового электрода.
Проекционная сварка (PW ): процесс сварки, при котором небольшие подготовленные выступы на поверхности детали плавятся и разрушаются, когда ток подается через два противоположных электрода.
Сварка контактным швом (RSEW ): процесс сварки, при котором листы зажимаются между двумя роликовыми электродами, которые перемещаются вдоль стыка для создания серии точечной сварки.
Точечная сварка сопротивлением (RSW ): процесс сварки, при котором свариваемые листы зажимаются между двумя противоположными электродами, и в течение очень короткого времени пропускается сильный ток.
Сварка сопротивлением : процесс сварки, при котором тепло получается за счет электрического сопротивления поверхностей раздела компонентов, когда они прижимаются друг к другу и пропускается ток.
Корневой запуск : первый запуск, сделанный в корневом каталоге многопроходного процесса.
Полуавтоматическая сварка : Сварка, при которой сварка частично управляется машиной, но требует ручного управления.
Экранированная дуговая сварка (SMAW) или ручная металло-дуговая сварка : Металло-дуговая сварка покрытыми электродами длиной не более 450 мм, выполняемая оператором. Экранирование достигается разложением электродного покрытия.
Приварка шпильки (SW ): процесс сварки, при котором выделяется тепло с помощью электрической дуги, возникающей между концом шпильки и компонентом заготовки.Когда будет достигнута соответствующая температура, две части вступят в тесный контакт.
Сварка под флюсом (SAW ): дуговая сварка металла с использованием проволочного электрода или электродов; дуга или дуги покрываются флюсом, некоторые из которых плавятся, образуя съемное покрытие шлака на сварном шве.
Скорость перемещения : относительная скорость перемещения между электродом и поверхностью заготовки.
Напряжение (вольт) : напряжение, измеренное на клеммах источника питания, которое определяет длину дуги.Истинное напряжение дуги всегда будет иметь меньшее значение на дуге.
Плетение : метод наплавки металла шва, при котором электрод колеблется.
Сварочный ток (амперы)
9.2 Типы сварных соединений
Угол скоса : угол, под которым кромка детали подготавливается для выполнения сварного шва.
Bevel : угловая подготовка кромки.
Несущая полоса : кусок материала, помещенный у основания и используемый для контроля проплавления сварного шва.
Стыковое соединение : соединение между концами или краями двух примыкающих элементов, выровненных приблизительно в одной плоскости (т.е. с углом друг к другу, близким к 180 °).
Стыковой шов : сварной шов, при котором наплавленный металл наплавляется в пределах кромки стыкового соединения.
Фаска : еще один термин для обозначения фаски.
Замкнутое соединение : Соединение, в котором соединяемые поверхности (края двух частей) находятся в контакте во время сварки.
Угловой шов с вогнутой поверхностью : Угловой шов, у которого поверхность шва является вогнутой.
Угловое соединение : Соединение между концами или краями двух частей, образующее угол более 30 °, но менее 135 °.
Крестообразное соединение : Соединение, в котором две плоские пластины приварены к другой плоской пластине под прямым углом и по одной оси.
Двойной V-образный сварной шов : Стыковой сварной шов, в котором подготовленные кромки обоих компонентов имеют двойной скос, так что в поперечном сечении зона сплавления образует две противоположные V-образные швы.
Краевое соединение : Соединение между краями двух деталей, образующих угол друг к другу, близкий к 0 °.
Внешний вид кромки : Подрезка кромок, обработка канавок или скашивание кромок при подготовке к сварке.
Угловой шов : сварной шов приблизительно треугольного поперечного сечения, соединяющий две поверхности приблизительно под прямым углом друг к другу внахлест, Т-образное соединение или угловое соединение.
Плоский угловой сварной шов : Угловой сварной шов, у которого поверхность сварного шва является плоской.
Линия плавления : соединение металла шва с нерасплавленным основным материалом.
Зазор или корневой проем : расстояние в любом поперечном сечении между кромками, торцами или поверхностями, которые необходимо соединить.
Зона термического влияния (HAZ ): Часть основного металла, непосредственно примыкающая к линии плавления, которая не была расплавлена, но в которой микроструктура подверглась воздействию тепла сварки.
Соединение : Соединение, которое должно быть сварено, между двумя или более деталями или между двумя или более частями одной детали.
Соединение внахлест : Соединение между двумя частями внахлест под углом друг к другу, близким к 0 °.
Открытый стык : Соединение, в котором соединяемые детали разделены заданным зазором во время сварки.
Перекрытие : выступ металла сварного шва за носк, поверхность или основание сварного шва.
Проникновение : Глубина, на которую зона плавления простирается ниже поверхности свариваемой детали или деталей.
Корень соединения : зона, в которой элементы находились ближе всего перед сваркой.
Стыковой сварной шов с одним V-образным вырезом : Стыковой сварной шов, при котором подготовленные кромки обеих частей скошены так, что в поперечном сечении зона сплавления образует V.
Квадратный стыковой шов : стыковой сварной шов, при котором стыковые кромки лежат приблизительно под прямым углом к поверхности соединяемых компонентов и параллельны друг другу.
Тройник (или тройник) : Соединение между концом или краем одной детали и лицевой стороной другой детали, при этом два компонента образуют угол, близкий к 90 °.
Прихваточный шов : легкий сварной шов, используемый для облегчения сборки или для сохранения выравнивания кромок во время сварки.
Толщина горловины : Минимальная толщина сварного шва, измеренная на линии, идущей от корня и проходящей через точку посередине между пальцами ног.
Выточка : Канавка, вплавленная в основной металл, прилегающая к носку сварного шва, и оставшаяся незаполненной металлом сварного шва.
Y-образное соединение : Соединение между концом или краем одной детали и лицевой стороной другой, при этом части расположены под углом друг к другу более 10 °, но менее 70 °.
Поверхность сварного шва : Открытая поверхность сварного шва плавлением на стороне, с которой был выполнен сварной шов.
Проникновение сварного шва : глубина плавления или плавления, измеренная от исходной поверхности основного металла.
Усиление сварного шва : нарост металла сварного шва на лицевой стороне сварного шва, превышающий заданную толщину сварного шва.
9.3 Сварочные материалы
Покрытый электрод : присадочный пруток с покрывающим флюсом (для SMAW), используемый при дуговой сварке, состоящий из металлического сердечника с относительно толстым покрытием, которое обеспечивает защиту расплавленного металла и стабилизирует дугу.
Присадочный металл : Металл, добавленный во время сварки (пайки или наплавки).
Присадочный стержень : Присадочный металл в виде стержня (например, для GTAW).
Присадочная проволока : Присадочный металл в виде мотка проволоки (например, для GMAW и SAW).
Флюс : плавкий материал, используемый для защиты сварного шва от атмосферного загрязнения, стабилизации дуги и выполнения металлургических функций (предотвращения, растворения или облегчения удаления оксидов и других нежелательных веществ).
Порошковый электрод : присадочный металл в виде небольшой трубки с флюсом в сердечнике. Сердечник содержит раскислители и шлакообразующие материалы, а также может обеспечивать защитный газ (некоторые электроды с флюсовой сердцевиной являются самозащитными).
Традиционная сварка нержавеющей стали | Конструкции из нержавеющей стали
Сварка нержавеющей стали по сравнению с углеродистой сталью имеет два основных отличия: необходимо уделять больше внимания контролю температуры и правильно подбирать присадочные металлы с свариваемым материалом.
Процесс сварки нержавеющей стали
Существует три наиболее распространенных традиционных метода сварки нержавеющей стали. Все они соединяют металлы с помощью приложения интенсивного нагрева в той или иной форме к стыку между двумя соединяемыми деталями. Это тепло плавит расплавленный присадочный металл, который охлаждается и затвердевает, создавая металлургическую связь.
Поскольку соединительный сварной шов представляет собой смесь металлов, соединение должно иметь такие же прочностные характеристики, как и каждая из металлических частей.Эта прочность проявляется только в сварных соединениях. Методы соединения металлов без плавления, такие как пайка и пайка, не могут соответствовать прочности сварных соединений.
Методы сварки
Три наиболее распространенных традиционных метода сварки нержавеющей стали:
Инструментальная сварка Сварщикам нужны более совершенные инструменты, чем простые зажимы. Таким образом, они могут быть уверены, что сварочные работы из нержавеющей стали будут иметь чистые и безупречные сварные швы. Самый практичный инструмент в этой сварочной линии — кондуктор.
Зажимное приспособление позволяет перемещать инструмент и рабочий продукт одновременно. Когда приспособление прикреплено к сварочному столу, оно известно как приспособление для сварки рамы. Конструкция всех приспособлений облегчает работу. Это также дает сварщику устойчивую неподвижную поверхность для работы.
TIG — это аббревиатура от Tungsten Inert Gas. Это сварочный процесс, в котором для подачи электрического тока на сварочную дугу используется электрод.Слесари используют инертные газы, такие как аргон, для защиты и охлаждения сварочного шва . Сварка нержавеющей стали TIG аналогична кислородно-ацетиленовой сварке. Для наращивания необходимо использовать наполнитель. Этот метод также называется дуговой сваркой Heli-arc. Это название происходит от гелиевого газа, который защищает дугу.
Этот метод дает сварщику возможность плавного пуска и прекращения нагрева. Некоторым сварщикам нравится использовать ножную педаль для регулирования нагрева. Другие, однако, предпочитают пульты дистанционного управления кончиками пальцев, которые позволяют контролировать уровень нагрева во время сварки.
При дуговой сварке электрическая дуга выделяет сильное тепло. Это требуется для расплавления металла и соединения двух металлов с помощью проволоки или стержневого электрода. Эта дуга проводится по стыку вручную или механически. Электрод проводит электрический ток между наконечником и свариваемым металлом. В некоторых случаях используется специально разработанная проволока или пруток. Он также плавится и обеспечивает присадочный металл в свариваемом соединении.
Развитие технологии лазерной сварки нержавеющей сталиТрадиционные методы, описанные выше, подходят для многих применений, таких как профили из нержавеющей стали.С другой стороны, современные технологии позволили создать новый процесс сварки под названием Laser Fusion. Stainless Structurals — лидер в производстве профилей, наплавленных лазером. Этот процесс обеспечивает гибкость конструкции, меньшие сварные швы и повышенную производительность. Подробнее об этом современном способе сварки вы можете прочитать здесь.
Сварка нержавеющей стали | Steelmor Industries
Сварка — это, по сути, процесс соединения двух металлов вместе с помощью нагрева.Существует множество различных методов, каждая из которых различается в зависимости от того, какой металл сваривается.
Как правило, нержавеющая сталь обладает хорошей свариваемостью, поскольку ее можно сваривать с использованием нескольких различных процессов, включая электронно-лучевую сварку, дугу, трение, пайку и контактную сварку. Однако то, что нержавеющая сталь хорошо сваривается, не означает, что ее легко сваривать. Фактически, это один из самых сложных металлов для сварки, и умение делать это эффективно — востребованный навык в сварочных кругах.Нержавеющая сталь не доступна в форме с флюсовой сердцевиной, а это означает, что вам придется использовать газ, если вы используете сварочный аппарат MIG или устройство подачи проволоки.
Есть несколько способов облегчить сварку нержавеющей стали. Один из самых простых, но эффективных приемов — тщательно очистить сталь перед сваркой. Это удалит любые отложения хрома, а также любые масла, грязь или краску. Также всегда рекомендуется использовать слабый нагрев, особенно когда нержавеющая сталь, которую вы свариваете, представляет собой тонкие листы, чтобы предотвратить коробление.Сваривайте короткими очередями по три-четыре секунды за раз, а затем остановите, чтобы сталь остыла, прежде чем приступить к повторной сварке.
Если вы используете сварочный аппарат для сварки нержавеющей стали, убедитесь, что вы используете только стержни из нержавеющей стали. Использование обычных сварочных стержней или проволоки для сварки MIG или порошковой проволоки приведет к коррозии сварных частей.