Сварка экструдером
1. Принцип сварки экструдером
1.1 Назначение
Экструзионная сварка – технологические особенности процесса, устройство оборудования.
Экструзионная сварка – технология, которая применяется для соединения материалов, таких, как:
- Полипропилен;
- Полиэтилен;
- Пластмассы.
- ПВХ
- ПВДФ
Экструзионная сварка не используется для монтажа напорных трубопроводов. Причина – стыковое расположение элементов – труб не дает показатель прочности выше чем 80% от прочности самого изделия в данном случае труб, изготовленных из термопластов.
1.2 Требования
Для достижения высокого показателя прочности стыковых швов при сварке материалов на основе ПВХ, ПВДФ необходимо соблюдать 2 основных требования:
1. Стыковке подлежат только одинаковые по характеристикам материалы, а также химическому составу. Под этим подразумевается следующие показатели:
• ПТР – показатель текучести расплава.
Применение экструзионной сварки требует использование присадочного материала соответствующего показателям плотности и текучести расплава, стыкующихся пластмассовых поверхностей.
Внимание!
Если соединяемые материалы имеют разные показатели текучести расплава, необходимо подбирать присадку у которой ПТР – это средний показатель текучести.
2. Соединяемые поверхности должны быть тщательно очищены. Экструзионная сварка не терпит наличия даже небольшого количества окислившегося материала на поверхностях материалов. Поэтому для обеспечения прочности стыков, швов очистку полипропилена, полиэтилена, пластмасс, а также других материалов следует проводить за 20 минут до начала сварки. Это требование должно выполняться максимально точно, что обусловлено небольшой текучестью и перешиванием материалов в области формирования шва.
1.3 Экструзионная сварка – спецификация
Экструзионная сварка ориентирована на стыковку толстостенных компонентов, деталей, поверхностей, изготовленных из ПВХ, ПВДФ.
Экструзионная технология обладает такими преимуществами по сравнению с методом сварки материалов горячим воздухом с использованием присадочного материала:
• Уменьшает время сварки;
• Сводит к минимуму влияние человеческого фактора на прочностные показатели швов;
• Формирование сплошного стыка – шва вдоль стыкуемых поверхностей.
1.4 Экструзионная сварка – технологическая организация процесса
Технология экструзионной сварки требует подготовки поверхностей перед стыковкой. Это делается тремя способами:
• Создание сварочной канавки, углубления на стыкуемых поверхностях;
• Формирование скоса, среза под углом на торцах соединяемых поверхностей;
• Укладка материалов внахлест.
Сам сварочный процесс начинается с разогрева материалов с целью доведения их до пластичного состояния. Для этого используется поток разогретого воздуха, подаваемого соплом сварочного экструдера. Стационарные промышленные комплексы разогревают материалы перед сваркой излучением.
Полученный материал с помощью сварочного башмака подается к месту стыковки поверхностей, для формирования шва. Сварочным башмаком создается необходимое для этого процесса давление. Стационарные промышленные комплексы может иметь другую схему компрессионного воздействия на присадочный материал, с помощью отдельных узлов, агрегатов.
1.5. Особенности работы сварочного экструдера
Экструдеры комплектуются нагревателями воздуха для обеспечения пластификации стыкуемых материалов. Это необходимо для подачи присадочного материала. Поток горячего воздуха поступает к месту сварки через сопло предварительного нагрева, за счет чего происходит нагрев стыкуемых материалов. Температурный режим воздушного потока регулируется специальным контроллером.
- Встроенные узлы подачи воздуха;
- Подача воздуха организуется с применением внешних источников. Это может быть компрессор или пневматическая сеть.
Простые модели аппаратов осуществляют нагрев материала в шнековой камере воздухом, проходящим по внешнему контуру шнековой камеры. Для этого в конструкции экструдера предусмотрена специальная полость. Затем он подается в область сварки для пластификации свариваемых материалов. Такое устройство нагрева присадочного материала предусматривает привязку температуры воздушного потока, проходящего через полость шнековой камеры с температурой воздуха, подаваемого для нагрева материалов перед сваркой. Сама присадка подается в зону сварки через сварочный башмак. Некоторые модели комплектуются упрощенной системой движения присадочного материала через участок термического воздействия.
Сварочный пруток – материал поступает на профильные вальцы, они с силой переводят его в отверстие участка нагрева, имеющее цилиндрическую форму. Тут в дело вступают электрические нагреватели и начинают термическое воздействие на присадку, превращая ее в однородную, разогретую вязкотекучую массу. Такая схема превращает заднюю часть прутка в толкатель для передней.
Плунжерные экструдеры обладают низким показателем производительности. Компенсируют эту особенность компактные размеры, что позволяет работать с аппаратом в труднодоступных местах. Недостатком плунжерных экструдеров является высокая требовательность к диаметру и форме прутка присадочного материала. Она должна быть ровной, без погрешностей. Возможность загрузки гранулированного материала в плунжерных экструдеров отсутствует.
Пластичная присадочная масса поступает к месту формирования шва через сварочный башмак. Это общая технологическая особенность шнековых и плунжерных сварочных аппаратов.
Рабочая поверхность башмака соответствует форме стыкуемых поверхностей. Передняя его часть оснащается специальным носом, который не допускает поступление присадочного материала перед зоной сварки.
1.6 Свариваемые материалы – температурный режим, особенности
Чаще всего экструдером сваривается ПНД и ПП. Это термопласты первой группы, их преимуществом является большой температурный диапазон между достижением состояния пластификации и термодеструкции (разрушению от воздействия температур) составляет 50–186 градусов C. Значительный перегрев таких материалов не оказывает на них критического воздействия.
Во вторую группу термопластов входят ПВХ, ПВДФ наоборот отличаются небольшой температурной разницей между пластификацией и термодеструкцией. Эта особенность требует повышенного внимания к температурному режиму, необходимо его максимально точно соблюдать. Обеспечить ее может только отладка нагревательной системы аппарата.
Неустойчивость к воздействию температуры второй группы термопластов требует соблюдения еще одного требования при проведении сварки. Аппарат нельзя надолго оставлять в режиме ожидания, его нужно отключать полностью при длительных временных перерывах.
Еще один минус ПВХ – повышенная химическая активность при нагреве, а также абразивность. Из-за этого к шнековой камере предъявляются специализированные технологические требования.
2. Формы сварных экструзионных швов
Основные формы экструзионных швов определены в отраслевом стандарте DVS 2207-4. Также документ содержит правила проведения сварки:
- Швы формируются за один проход;
- Желательно делать двухсторонний шов, он обеспечивает высокие прочностные материалы изделиям из термопластов;
- Двухсторонний шов обеспечивает экономию присадочного материала.
- Двухсторонний шов в меньшей степени влияет на характеристики основы листа или пленки во время остывания.
3. Формы и особенности сварочных башмаков
Готовая к работе присадка поступает в зону формирования шва через сварочный башмак. Также он выполняет следующие функции:
- Оказывает давление на поступающий материал;
- Формирует шов;
- Сглаживает поверхность шва.
Глубина зоны создания давления должна быть не менее 1/5 глубины шва. Глубина разреза должна быть приблизительно 0,5 мм с расширением вперед. Это позволяет опоре не деформировать поверхность корневого слоя. Это сделать легко, так как материал находится в разогретом состоянии. Нос башмака препятствует неконтролируемому распределению присадки. В свою очередь, создаваемой ей давление продвигает аппарат.
Нос башмака не должен соприкасаться со свариваемыми листами, но его форма должна повторять их конфигурацию. Выполнить это требование можно при создании зазора носом башмака и корневым слоем от 1 до 3 мм. Сам он должен иметь скругленный передний и задний край. Такая опора предотвращает утечку присадки. Для этого необходимо создавать прижимное усилие во время сварки.
Подготовка к процессу сварки
Листы, пленка должны проходить подготовку непосредственно перед началом процесса. Это обусловлено быстрым окислением поверхности полимеров. Также причиной такого требования является возможность попадания на поверхность основы загрязнения: пыли, влаги, что значительно снизит прочностные показатели шва.
Проводить подготовку полимеров к сварке необходимо за 20 минут до начала сварки. Если прошло больше указанного временного промежутка, следует повторно провести подготовку и незамедлительно приступить к сварке.
Внимание!
Удаление загрязнения с поверхности полимеров проводится механическим способом, например, с помощью скребков. Обезжиривающие составы неэффективны при подготовке к экструзионной сварке.
4.1 V-образный шов
Шов V-образной формы требует предварительной обработки торцов, кромок стыкующихся материалов. Такая подготовка проводится с использование столярного инструмента:
• Рашпиля;
• Рубанка;
• Ножовки;
• Стамески.
Созданный на кромках скос должен обеспечить раскрытие шва в диапазоне 45–90 градусов. Толстые полимерные листы требуют создания скоса с большим углом тонкие с меньшим. Угол раскрытия должен обеспечивать заполнение присадкой все пространство образуемое торцевыми срезами. Ограниченный угол раскрытия для толстостенных материалов обусловлен показателем общей шириной шва и зон перехлестов на его поверхности. Это показатель не должен превышать 30 мм. Игнорирование этого требования не позволит создать необходимое усилие, которое обеспечит отсутствие выступания присадки за края сварочного башмака.
Корневой слой шва должен содержать миллиметровые нескошенные участки. Их отсутствие приведет к перегреву и оплавлению материала в зоне сварки при неравномерном движении сварочного аппарата. Последствием этого также станет нарушение ширины зазора между листами, он станет заметно шире или уже.
Материал перед началом сварки фиксируется, благодаря чему формируется равномерный зазор. Его оптимальная ширина не должна быть больше 2 мм. Это позволит присадке проникать на внутреннюю часть свариваемых материалов, что гарантирует высокое качество сварки.
Механическая обработка шва должна осуществляться не ближе, чем в 2 мм от кромок скоса. Это делается при условии, что перехлест шляпки стыка в две стороны составляет не более, чем 2 мм.
4.2 X-образный шов
Этот тип шва является двухсторонней версией V-образного стыка. Это позволяет использовать в работе одни и те же требования, правила. Разница заключается только в невозможности контролировать качество проварки корневого слоя X-образным швом. Такая особенность меняет требования к работе с основой:
- На торцах формируются скосы;
- Угол их раскрытия 30–60 градусов;
- Лицевая сторона обрабатывается механически на расстоянии 2 мм от края скоса;
- Корневой слой фиксируется без зазора;
- Предварительно необходимо провести стыковку с помощью термофена с применением специальной насадки;
- Формируется V-образный шов лицевой части;
4.3 Шов типа HV
Для такой формы шва угол раскрытия определяется толщиной корневого слоя и составляет 45–60 градусов. Более значимое влияние на это оказывает вертикальный лист. Здесь необходимо оставить на торце не скошенный участок шириной 1 мм. Листы нужно зафиксировать, чтобы между ними оставался зазор 2 мм. Это даст гарантию качественной проварки.
Внимание!
Расстояние от края горизонтального листа до начала шва, после окончания сварки должно составлять не менее 10 мм.
Плоскость, находящаяся с левой стороны обрабатывается механически не ближе, чем в 3-х мм от края скоса кромки. Тут необходимо предусмотреть запас. Алгоритм действий при формировании шва формы HV аналогичен созданию X-образного шва.
4.4 K-образный шов
Угловое внутреннее соединение требует предварительной фиксации листов. Это делается с помощью термофена. Для временной сварки подойдет специальная насадка или сопло с присадочным материалом.
Зона временной фиксации обрабатывается с помощью скребка:
- При использовании насадки для сварки это делается заостренным краем скребка;
- Использование присадочного материала требует механической обработки скругленной поверхностью скребка.
Шов с переменным сечением
Представленные выше конфигурации швов являются идеализированными, но зачастую оператор сталкивается с необходимостью формирования шва, у которого сечение будет меняться. Пример такой работы – вваривание патрубка в трубу большего диаметра.
Для качественной реализации такой задачи требуется модернизация башмака. Это параллелепипед со скругленными углами, он соприкасается с верхней частью корневой основы, где угол между листами прямой – 90 градусов и с нижней частью, где угол может достигать 120–140 градусов.
Экструзионная сварка — Словарь терминов | ПластЭксперт
Сварка деталей из полимерных материалов, которая осуцествляется при помощи расплавленного экструдируемого присадочного материала. Наилучшие показатели сварного шва достигаются ри применении одного и того же материала для деталей и сварки.
Экструзионная сварка может быть как автоматическая, так и ручная с применением ручных или переносных экструдеров.
Назначение
Экструзионная сварка применяется для сварки листов, профилей и пленок из ПЭ, ПП, реже ПВХ или ПЭТФ; еще реже из других термопластов. Для напорных трубопроводов из термопластов экструзионная сварка неприменима по одной причине – при стыковом расположении свариваемых изделий (труб, листов, и так далее) прочность сварного экструзионного соединения не превышает 80% от прочности исходных деталей.
Общие требования
Так же, как и для любой другой технологии сварки пластмасс, для сварки экструдером действуют общие требования:
Сваривать следует только детали из одинаковых термопластов. Важнейшим показателем «одинаковости» являются химический состав, плотность и ПТР. При сварке экструдером, те же требования предъявляются к присадочному материалу.
Если ПТР свариваемых деталей отличаются, то присадочный материал следует выбирать таким образом, чтобы его ПТР был средним между ПТР свариваемых деталей.
Свариваемые поверхности должны быть чистыми. При экструзионной сварке эти требования настолько жесткие, что свариваемые поверхности должны быть механически очищены даже от тончайшего слоя окислившегося материала, не более чем за 20 минут до начала сварки.
Это связанно с тем, что технология экструзионной сварки создает сравнительно небольшое течение и перемешивание материала в зоне сварки.
Главная идея
Технология сварки экструдером была изначально разработана для сварки сравнительно толстостенных деталей. По сравнению со сваркой горячим воздухом с применением присадочного материала (прутка), сварка экструдером обеспечивает следующие преимущества:
— позволяет сваривать толстостенные детали за один подход;
— увеличивает скорость сварки;
— уменьшает влияние человеческого фактора на качество сварного шва.
Принцип
Свариваемые поверхности – специально подготовленная сварочная канавка или угол между листами, или поверхностью пленки, уложенной внахлест, предварительно нагреваются до температуры пластификации горячим воздухом, выходящим из сопла предварительно нагретого сварочного экструдера. В случае стационарных цеховых сварочных экструдеров, поверхности могут нагреваться тепловым излучением.
Одновременно с этим, присадочный материал в виде прутка или гранул, подается в экструдер, нагревается до вязко-текучего состояния и перемешивается шнеком до достижения гомогенной массы.
Вязко-текучий присадочный материал выдавливается из сварочного экструдера и подается в зону сварки через так называемый сварочный башмак.
Давление необходимое для экструзионной сварки, прикладывается через присадочный материал – сварочным башмаком. В случае стационарных цеховых экструдеров, сварочное давление на присадочный материал может сообщаться отдельными приспособлениями.
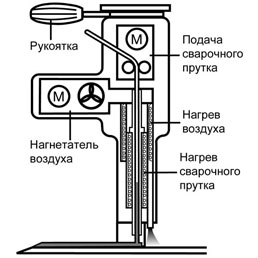
Схема работы сварочного экструдера
Поскольку зона сварки должна быть нагрета перед впрыскиванием присадочного материала, сварочный экструдер снабжен нагревателями воздуха. Горячий воздух подается в зону сварки через «сопло предварительного нагрева», и нагревает свариваемые поверхности до вязко-текучего состояния. Температура горячего воздуха регулируется специальным контроллером.
Нагреватель воздуха может быть в форме термофена, то есть иметь встроенный нагреватель воздуха. Как вариант, экструдер может быть расчитан на внешнюю подачу воздуха – от компрессора или пневмосети предприятия.
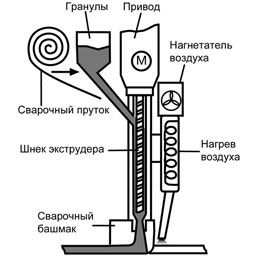
Если речь идет о сварочном экструдере шенкового типа, то присадочный материал в форме сварочного прутка или гранул подается в шнековую (экструзионную) камеру.
Вращение шнека обеспечивается электроприводом. На качественных экструдерах используются модифицированные электромоторы, рассчитанные на продолжительный режим работы и имеющие больший ресурс.
Проходя через экструдер, присадочный материал постепенно нагревается и перемешивается до состояния однородной массы. Нагрев материала обеспечивается электронагревателями, расположенными вокруг экструзионной камеры. Температура электронагревателей регулируется специальным контроллером.
Расплавленный присадочный материал подается в зону сварки через сварочный башмак.
В сварочных экструдерах плунжерного типа используется упрощенная схема продвижения присадочного материала через зону нагрева.
Материал в виде сварочного прутка подается на профильные вальцы, которые с усилием вводят его в цилиндрическое отверстие зоны нагрева. Электронагреватели, расположенные вокруг зоны нагрева, постепенно нагревают пруток до вязко-текучего состояния. Таким образом, задняя твердая часть прутка служит поршнем для передачи пластифицированной части.
Сварочные экструдеры плунжерного типа отличаются меньшей производительностью. Компактность и небольшой вес позволяют использовать такой экструдер в труднодоступных местах. К недостаткам плунжерных экструдеров следует отнести их высокую требовательность к диаметру сварочного прутка. А подача присадочного материала в форме гранул здесь вообще невозможна.
Нагретый присадочный материал из сварочного экструдера плунжерного типа, так же как и из шнекового экструдера, подается в зону сварки через сварочный башмак.
Форма рабочей поверхности сварочного башмака соответствует форме свариваемых поверхностей. В передней части башмака имеется специальный «нос», ограничивающий выдавливание присадочного материала вперед по направлению сварки.
Давление присадочного материала на «нос» сварочного башмака обеспечивает движение сварочного экструдера в направлении прокладки сварного шва. Скорость движения сварочного экструдера, таким образом, определяется производительностью экструдера и площадью сечения сварного шва.
Свариваемые материалы
Экструзионной сваркой наиболее часто свариваются изделия из ПНД, ПП иди других термопластов 1-й группы, у которых разница между температурой вязко-текучего состояния и температурой начала термодеструкции составляет более 50оС. Это означает, что даже значительный перегрев материала (на 30-40оС) не может серьезно повредить материалу.
Термопласты 2-й группы, как ПВДФ и особенно ПВХ, отличаются неприятной особенностью – температура термодеструкции материала не намного превышает температуру пластификации. Поэтому при сварке ПВДФ особое требование предъявляются к точности работы системы нагрева материала (экструзионной камеры). А для сварки ПВХ, кроме того, используется сварочный экструдер со шнеком специальной формы, который более тщательно перемешивает материал в процессе его расплавления, не допуская локального перегрева.
Температурная неустойчивость термопластов 2-й группы, кроме того, накладывает дополнительные ограничения на технологию экструзионной сварки – в частности, экструдер не должен выключаться и вновь включаться в процессе сварки, не должен на долго оставляться в режиме ожидания и тому подобное.
Другая неприятность, связанная с ПВХ – это его абразивность и высокая химическая активность при нагреве. Это предъявляет особые требования к стойкости материалов экструзионной камеры и шнека.
Зона опоры не позволяет присадочному материалу выдавливаться в стороны за пределы сварного шва. Для этого в процессе сварки следует прижимать сварочный башмак к свариваемым деталям с заметным усилием.
Подготовка зоны сварки
Подготовка свариваемых поверхностей должна производиться непосредственно перед проведением сварки, так как поверхность многих термопластов быстро окисляется на воздухе. Кроме того, даже небольшое запыление или другое загрязнение свариваемых поверхностей может губительно повлиять на прочность сварного шва при экструзионной сварке. Если после подготовки кромок прошло более 20-ти минут, следует очистить поверхности и сразу приступать к сварке. Очистка растворителями неэффективна.
Варианты сварки
Сварка двух листов бывает швом V-типа, швом X-типа, швом HV-типа, швом К-типа. Выше перечисленные идеализированные, наиболее типичные формы сварных швов. На практике часто возникает необходимость сварить шов, форма сечения которого меняется на протяжении шва. В таком случае, используется вариант сварки швом переменного сечения.
Гладкова Наталья
Объявления о покупке и продаже оборудования можно посмотреть на
Доске объявлений ПластЭксперт
Обсудить достоинства марок полимеров и их свойства можно на
Форуме о полимерах ПластЭксперт
Зарегистрировать свою компанию в Каталоге предприятий
Вернуться к списку терминовСварка пластмасс экструдируемой присадкой (расплавом)
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сущность и схемы процесса
Сущность процесса состоит в том, что расплавленный материал, выходящий из экструдера (экструзионная сварка или сварка экструдируемой присадкой) или из машины для литья под давлением, непрерывно или периодически подается в зазор между соединяемыми поверхностями, которые он нагревает до температуры сварки, сплавляясь с ними, так образуется сварной шов.
Экструзионная сварка может осуществляться по бесконтактной и контактной схемам (рис. 29.3).

Бесконтактная сварка
При бесконтактной сварке мундштук экструдера не контактирует со свариваемыми поверхностями, а устанавливается на определенном расстоянии от них. Это расстояние выбирается таким образом, чтобы расплав, выдавливаемый из экструдера, не успел переохладиться. Из этих же соображений температура расплава на выходе из мундштука должна превышать температуру текучести или плавления на 40—50 К. Для плотного прижатия присадочного материала к свариваемым поверхностям применяются прижимные приспособления (ролики, ползуны и т. п.).
Контактно-экструзионная сварка
При контактно-экструзионной сварке мундштук экструдера касается кромок соединяемых деталей. За счет этого уменьшаются потери теплоты в окружающую среду и осуществляется дополнительный подогрев кромок. Давление, развиваемое в экструдере, достаточно для создания необходимого контакта присадочного материала с соединяемыми кромками, поэтому дополнительных прижимных устройств не требуется. В некоторых случаях к мундштуку экструдера присоединяются нагретый инструмент с рифлениями, обеспечивающими перемещение присадочного материала параллельно направлению сварки.
Экструдированной присадкой можно сваривать детали встык, внахлестку, а также выполнять угловые швы из таких материалов как полиэтилен, полипропилен, поливинилхлорид, полистирол. Состав присадочного материала аналогичен свариваемому. Этот способ применяют для сварки изделий, имеющих швы большой протяженности — пленки (скорость сварки до 2,5 м/с), листы, профили, трубы и т. д.
Экструдированная сварка листовых материалов толщиной до 3 мм выполняется без разделки кромок только контактным методом, так как в этом случае разделка осуществляется при движении мундштука в процессе сварки. При больших толщинах следует применять V-образную или Х-образную разделки кромок.
Оборудование
Для сварки экструдируемой присадкой наиболее широкое применение получили полуавтоматы ПСП-5, ПСП-5м, ПСП-6 и РЭСУ-500 с прямоточными пистолетами и ПСП-ЗЭ, ПСП-4 со шнековыми пистолетами. На базе полуавтомата ПСП-5 создан специализированный карусельный стенд УСА-1.
См. также:
Сварка пластмасс — Википедия
Сварка пластмасс — технологический процесс получения неразъемного соединения элементов конструкции за счет диффузионно-реологического или химического воздействия макромолекул полимера, в результате чего между соединяемыми поверхностями исчезает граница раздела и создается структурный переход от одного полимера к другому.
Диффузионно-реологический процесс взаимодействия свариваемых поверхностей деталей наиболее эффективно реализуется в стадии вязкотекучего состояния материала, когда молекулы имеют максимальную подвижность и наименьшую плотность упаковки. В некоторых случаях возможно достичь разрыхлений структуры полимера с помощью действия растворителя. Степень и скорость диффузии зависит от молекулярной массы и полярности звеньев полимеров. С их снижением скорость диффузии увеличивается.
Химическая сварка основана на создании химических связей между полимерными материалами. В отличие от склеивания при химическом сварке не создается самостоятельная непрерывная фаза. Материалы, которые не подлежат диффузионной сварке ( реактопласты, вулканизатов ) возможно соединять путем химического взаимодействия функциональных групп или с помощью присадочной материала, который близок по активности к свариваемых полимеров, при этом подогрев и давление создают необходимые условия для сварки, а присадочные материалы способствуют активации групп.
По способности к сварке все известные полимеры можно разделить на 4 группы.
- Первая группа — неориентированный термопласты с энергией активации вязкого течения значительно меньшей, чем энергия разрушения химической связи (не более 150 кДж / моль), температурным интервалом вязкотекучего состояния (Тд-ТТ> 50 ° C), вязкостью расплава 102-105 Па • с в интервале температур сварки. Эти термопласты хорошо свариваются. Сварка возможна с помощью различных методов в интервале температур, лежащий в широких пределах от температуры текучести до температуры деструкции. Полимеры лучше свариваются плавлением, в первую очередь относится к полиолефинy — полиэтилену высокого и низкого давления и полипропилену. Эти полимеры характеризуются низкой энергией активации вязкого течения (46-53 кДж / моль), имеют достаточно низкую температуру текучести (120-160 ° С), широкий интервал вязкотекучего состояния (> 50 ° C) сравнительно низкую вязкость расплава .
- Вторая группа — термопласты с энергией активации вязкого течения, которая близка к энергии разрушения химической связи, с узким температурным интервалом вязкотекучего состояния (<50 ° C) или сравнительно высокой вязкостью расплава (107-108 Па • с ). К этой группе относятся и ориентированы полуфабрикаты из всех известных термопластичных материалов. Все эти материалы плохо свариваются. Для обеспечения возможности их сварки плавлением нужно в каждом отдельном случае искать оптимальные способы и приемы. Эта группа термопластов наиболее распространена. К ней некоторые фторопласты и др.
- Третья группа — термопласты, энергия активации вязкого течения которых не превышает энергию химической связи, а также термопласты, вязкость расплава которых составляет 1011-1012 Па • с. Эти термопласты не могут быть переведены в вязкотекучее состояние, то есть невозможна из сварка плавлением. Образование сварных соединений таких термопластов делается за счет диффузных процессов на границе раздела, при условии, что необходимый для этого контакт осуществляется высокоэластичной деформацией материала. Диффузионная сварка осуществляется путем длительного контакта поверхностей.
- Четвертая группа — реактопласты и вулканизаторы (полимеры, которые невозможно соединить с помощью диффузионной сварки). Они свариваются в результате химического взаимодействия молекул полимеров, спровоцированной подогревом, давлением или введением в зону сварки сшивающего агента.
Методы сварки
Разработаны специальные методы сварки пластмассовых изделий. К ним относятся:
Горячая газовая сварка
Горячая газовая сварка, также известная как сварка горячим воздухом, представляет собой сварку с использованием тепла. Разработана тепловая пушка, которая производит струю горячего воздуха, который смягчает обе части соединяемых материалов из пластика. (Сварка ПВХ с акрилом является исключением из этого правила.)
Горячая газовая сварка воздуха представляет собой распространенный метод изготовления таких изделий, как химические цистерны, емкости для воды, теплообменники и водопроводная арматура.
При сварке тканей и пленок не может использоваться присадочный пруток. Два листа пластмассы нагреваются с помощью горячего газа (или нагревательный элемент ), а затем соединяются. Этот быстрый процесс сварки может выполняться непрерывно.
Термосваривание
Термосваривание — процесс сварки одного термопластичного материала с другим аналогичным материалом с использованием тепла и давления. Термосваривание используется для многих применений, включая соединители, термоактивированные клеи и др.
Экструзионная сварка
Экструзионная сварка используется для производства длинных сварных швов в одном проходе. Этот метод предпочтителен для соединения материала толщиной более 6 мм. Сварочный стержень всталяется в миниатюрные ручные пластиковые экструдеры и выдавливается из экструдера в местах соединения. Места соединений размягчаются струей горячего воздуха.
Высокочастотная сварка
Некоторые пластмассы, такие как ПВХ, полиамиды (ПА) и ацетаты могут быть нагреты высокочастотными электромагнитными волнами. Высокочастотная сварка использует это свойство для размягчения пластмасс при их соединении. Нагревание локализовано, процесс сварки может быть непрерывным.
Радиочастотная сварка используется с 1940 — х годов. Этим методом сварки свариваются ПВХ, полиуретан, нейлон и др.
Индукционная сварка
Используется для сварки пластмасс, имеющих плохую электропроводность. При этом в место соединения вкладывается материал, имеющий высокую электропроводность — металлы или углеродные волокна. Сварочный аппарат содержит индукционную катушку, которая запитывается с высокочастотным электрическим током. Ток генерирует электромагнитное поле, которое действует на проводящие вкладки заготовки. В них проходит резистивный нагрев с помощью индуцированных токов, называемых вихревыми токами. Индукционная сварка широко используется в например авиационно — космической промышленности.
Ультразвуковая сварка
В ультразвуковой сварке используется высокая частота (15 кГц до 40 кГц) с низкой амплитудой колебаний для создания тепла путем создания трения между материалами, подлежащих соединению. Ультразвуковой сваркой можно сваривать практически все пластмассы.
Сварка трением
При сварке трением, две части свариваемого материала воздействуют механическими колебаниями на более низкой частоте (обычно 100-300 Гц) с более высокой амплитудой (от 1 до 2 мм), чем при ультразвуковой сварке. Трение создает высокую температуру, которая плавит контактные зоны между этими частями. В пластмассах формируются слои, которые переплетаются друг с другом. По завершении движения вибрации обе части остаются скрепленными до сварного соединения. Движение трения может быть линейным или круговым.
См. также: Вращательная сварка
Лазерная сварка
При лазерной сварке две свариваемые части ставятся под давлением. В это время происходит движение лазерного луча вдоль соединительной линии. Луч проходит через первую часть и поглощается другой частью или непрозрачным покрытием, чтобы произошло выделение достаточного количество тепла для смягчения пластмасс и созданий сварного шва.
Для сварки используются полупроводниковые лазерные диоды с длинами волн в диапазоне от 808 нм до 980 нм. и уровнями мощности от 1 Вт до 100 Вт в зависимости от вида материалов, его толщины и желаемой скорости процесса.
Сварка растворением
Сварка проходит с использованием растворителя, который применяется для растворения полимера при комнатной температуре. Во время растворения пластмассы полимерные цепи свободно перемещаются в жидкости и смешиваются с другими растворенными цепями. Со временем цепи теряют подвижность. Формируется твердая масса перепутанных полимерных цепей, которые образует сварной шов.
Этот метод обычно используется для сварки пластиковых труб в бытовой сантехнике.
Литература
- ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений. — М.: ФГУП «Стандартинформ», 2009.
- J. Alex Neumann and Frank J. Bockoff, «Welding of Plastics», 1959, Reinhold publishing.
- Safety in the use of Radiofrequency Dielectric Heaters and Sealers, ISBN 92-2-110333-1
- Michael J. Troughton, «Handbook of Plastics Joining, A Practical Guide», 2nd ed., 2008, ISBN 978-0-8155-1581-4
- Tres, Paul A., «Designing Plastic Parts for Assembly», 6th ed., 2006, ISBN 978-1-5699-0401-5
Ссылки
Сварка пластмасс — Википедия. Что такое Сварка пластмасс
Сварка пластмасс — технологический процесс получения неразъемного соединения элементов конструкции за счет диффузионно-реологического или химического воздействия макромолекул полимера, в результате чего между соединяемыми поверхностями исчезает граница раздела и создается структурный переход от одного полимера к другому.
Диффузионно-реологический процесс взаимодействия свариваемых поверхностей деталей наиболее эффективно реализуется в стадии вязкотекучего состояния материала, когда молекулы имеют максимальную подвижность и наименьшую плотность упаковки. В некоторых случаях возможно достичь разрыхлений структуры полимера с помощью действия растворителя. Степень и скорость диффузии зависит от молекулярной массы и полярности звеньев полимеров. С их снижением скорость диффузии увеличивается.
Химическая сварка основана на создании химических связей между полимерными материалами. В отличие от склеивания при химическом сварке не создается самостоятельная непрерывная фаза. Материалы, которые не подлежат диффузионной сварке ( реактопласты, вулканизатов ) возможно соединять путем химического взаимодействия функциональных групп или с помощью присадочной материала, который близок по активности к свариваемых полимеров, при этом подогрев и давление создают необходимые условия для сварки, а присадочные материалы способствуют активации групп.
По способности к сварке все известные полимеры можно разделить на 4 группы.
- Первая группа — неориентированный термопласты с энергией активации вязкого течения значительно меньшей, чем энергия разрушения химической связи (не более 150 кДж / моль), температурным интервалом вязкотекучего состояния (Тд-ТТ> 50 ° C), вязкостью расплава 102-105 Па • с в интервале температур сварки. Эти термопласты хорошо свариваются. Сварка возможна с помощью различных методов в интервале температур, лежащий в широких пределах от температуры текучести до температуры деструкции. Полимеры лучше свариваются плавлением, в первую очередь относится к полиолефинy — полиэтилену высокого и низкого давления и полипропилену. Эти полимеры характеризуются низкой энергией активации вязкого течения (46-53 кДж / моль), имеют достаточно низкую температуру текучести (120-160 ° С), широкий интервал вязкотекучего состояния (> 50 ° C) сравнительно низкую вязкость расплава .
- Вторая группа — термопласты с энергией активации вязкого течения, которая близка к энергии разрушения химической связи, с узким температурным интервалом вязкотекучего состояния (<50 ° C) или сравнительно высокой вязкостью расплава (107-108 Па • с ). К этой группе относятся и ориентированы полуфабрикаты из всех известных термопластичных материалов. Все эти материалы плохо свариваются. Для обеспечения возможности их сварки плавлением нужно в каждом отдельном случае искать оптимальные способы и приемы. Эта группа термопластов наиболее распространена. К ней некоторые фторопласты и др.
- Третья группа — термопласты, энергия активации вязкого течения которых не превышает энергию химической связи, а также термопласты, вязкость расплава которых составляет 1011-1012 Па • с. Эти термопласты не могут быть переведены в вязкотекучее состояние, то есть невозможна из сварка плавлением. Образование сварных соединений таких термопластов делается за счет диффузных процессов на границе раздела, при условии, что необходимый для этого контакт осуществляется высокоэластичной деформацией материала. Диффузионная сварка осуществляется путем длительного контакта поверхностей.
- Четвертая группа — реактопласты и вулканизаторы (полимеры, которые невозможно соединить с помощью диффузионной сварки). Они свариваются в результате химического взаимодействия молекул полимеров, спровоцированной подогревом, давлением или введением в зону сварки сшивающего агента.
Методы сварки
Разработаны специальные методы сварки пластмассовых изделий. К ним относятся:
Горячая газовая сварка
Горячая газовая сварка, также известная как сварка горячим воздухом, представляет собой сварку с использованием тепла. Разработана тепловая пушка, которая производит струю горячего воздуха, который смягчает обе части соединяемых материалов из пластика. (Сварка ПВХ с акрилом является исключением из этого правила.)
Горячая газовая сварка воздуха представляет собой распространенный метод изготовления таких изделий, как химические цистерны, емкости для воды, теплообменники и водопроводная арматура.
При сварке тканей и пленок не может использоваться присадочный пруток. Два листа пластмассы нагреваются с помощью горячего газа (или нагревательный элемент ), а затем соединяются. Этот быстрый процесс сварки может выполняться непрерывно.
Термосваривание
Термосваривание — процесс сварки одного термопластичного материала с другим аналогичным материалом с использованием тепла и давления. Термосваривание используется для многих применений, включая соединители, термоактивированные клеи и др.
Экструзионная сварка
Экструзионная сварка используется для производства длинных сварных швов в одном проходе. Этот метод предпочтителен для соединения материала толщиной более 6 мм. Сварочный стержень всталяется в миниатюрные ручные пластиковые экструдеры и выдавливается из экструдера в местах соединения. Места соединений размягчаются струей горячего воздуха.
Высокочастотная сварка
Некоторые пластмассы, такие как ПВХ, полиамиды (ПА) и ацетаты могут быть нагреты высокочастотными электромагнитными волнами. Высокочастотная сварка использует это свойство для размягчения пластмасс при их соединении. Нагревание локализовано, процесс сварки может быть непрерывным.
Радиочастотная сварка используется с 1940 — х годов. Этим методом сварки свариваются ПВХ, полиуретан, нейлон и др.
Индукционная сварка
Используется для сварки пластмасс, имеющих плохую электропроводность. При этом в место соединения вкладывается материал, имеющий высокую электропроводность — металлы или углеродные волокна. Сварочный аппарат содержит индукционную катушку, которая запитывается с высокочастотным электрическим током. Ток генерирует электромагнитное поле, которое действует на проводящие вкладки заготовки. В них проходит резистивный нагрев с помощью индуцированных токов, называемых вихревыми токами. Индукционная сварка широко используется в например авиационно — космической промышленности.
Ультразвуковая сварка
В ультразвуковой сварке используется высокая частота (15 кГц до 40 кГц) с низкой амплитудой колебаний для создания тепла путем создания трения между материалами, подлежащих соединению. Ультразвуковой сваркой можно сваривать практически все пластмассы.
Сварка трением
При сварке трением, две части свариваемого материала воздействуют механическими колебаниями на более низкой частоте (обычно 100-300 Гц) с более высокой амплитудой (от 1 до 2 мм), чем при ультразвуковой сварке. Трение создает высокую температуру, которая плавит контактные зоны между этими частями. В пластмассах формируются слои, которые переплетаются друг с другом. По завершении движения вибрации обе части остаются скрепленными до сварного соединения. Движение трения может быть линейным или круговым.
См. также: Вращательная сварка
Лазерная сварка
При лазерной сварке две свариваемые части ставятся под давлением. В это время происходит движение лазерного луча вдоль соединительной линии. Луч проходит через первую часть и поглощается другой частью или непрозрачным покрытием, чтобы произошло выделение достаточного количество тепла для смягчения пластмасс и созданий сварного шва.
Для сварки используются полупроводниковые лазерные диоды с длинами волн в диапазоне от 808 нм до 980 нм. и уровнями мощности от 1 Вт до 100 Вт в зависимости от вида материалов, его толщины и желаемой скорости процесса.
Сварка растворением
Сварка проходит с использованием растворителя, который применяется для растворения полимера при комнатной температуре. Во время растворения пластмассы полимерные цепи свободно перемещаются в жидкости и смешиваются с другими растворенными цепями. Со временем цепи теряют подвижность. Формируется твердая масса перепутанных полимерных цепей, которые образует сварной шов.
Этот метод обычно используется для сварки пластиковых труб в бытовой сантехнике.
Литература
- ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений. — М.: ФГУП «Стандартинформ», 2009.
- J. Alex Neumann and Frank J. Bockoff, «Welding of Plastics», 1959, Reinhold publishing.
- Safety in the use of Radiofrequency Dielectric Heaters and Sealers, ISBN 92-2-110333-1
- Michael J. Troughton, «Handbook of Plastics Joining, A Practical Guide», 2nd ed., 2008, ISBN 978-0-8155-1581-4
- Tres, Paul A., «Designing Plastic Parts for Assembly», 6th ed., 2006, ISBN 978-1-5699-0401-5
Ссылки
Сварка пластмасс — Википедия. Что такое Сварка пластмасс
Сварка пластмасс — технологический процесс получения неразъемного соединения элементов конструкции за счет диффузионно-реологического или химического воздействия макромолекул полимера, в результате чего между соединяемыми поверхностями исчезает граница раздела и создается структурный переход от одного полимера к другому.
Диффузионно-реологический процесс взаимодействия свариваемых поверхностей деталей наиболее эффективно реализуется в стадии вязкотекучего состояния материала, когда молекулы имеют максимальную подвижность и наименьшую плотность упаковки. В некоторых случаях возможно достичь разрыхлений структуры полимера с помощью действия растворителя. Степень и скорость диффузии зависит от молекулярной массы и полярности звеньев полимеров. С их снижением скорость диффузии увеличивается.
Химическая сварка основана на создании химических связей между полимерными материалами. В отличие от склеивания при химическом сварке не создается самостоятельная непрерывная фаза. Материалы, которые не подлежат диффузионной сварке ( реактопласты, вулканизатов ) возможно соединять путем химического взаимодействия функциональных групп или с помощью присадочной материала, который близок по активности к свариваемых полимеров, при этом подогрев и давление создают необходимые условия для сварки, а присадочные материалы способствуют активации групп.
По способности к сварке все известные полимеры можно разделить на 4 группы.
- Первая группа — неориентированный термопласты с энергией активации вязкого течения значительно меньшей, чем энергия разрушения химической связи (не более 150 кДж / моль), температурным интервалом вязкотекучего состояния (Тд-ТТ> 50 ° C), вязкостью расплава 102-105 Па • с в интервале температур сварки. Эти термопласты хорошо свариваются. Сварка возможна с помощью различных методов в интервале температур, лежащий в широких пределах от температуры текучести до температуры деструкции. Полимеры лучше свариваются плавлением, в первую очередь относится к полиолефинy — полиэтилену высокого и низкого давления и полипропилену. Эти полимеры характеризуются низкой энергией активации вязкого течения (46-53 кДж / моль), имеют достаточно низкую температуру текучести (120-160 ° С), широкий интервал вязкотекучего состояния (> 50 ° C) сравнительно низкую вязкость расплава .
- Вторая группа — термопласты с энергией активации вязкого течения, которая близка к энергии разрушения химической связи, с узким температурным интервалом вязкотекучего состояния (<50 ° C) или сравнительно высокой вязкостью расплава (107-108 Па • с ). К этой группе относятся и ориентированы полуфабрикаты из всех известных термопластичных материалов. Все эти материалы плохо свариваются. Для обеспечения возможности их сварки плавлением нужно в каждом отдельном случае искать оптимальные способы и приемы. Эта группа термопластов наиболее распространена. К ней некоторые фторопласты и др.
- Третья группа — термопласты, энергия активации вязкого течения которых не превышает энергию химической связи, а также термопласты, вязкость расплава которых составляет 1011-1012 Па • с. Эти термопласты не могут быть переведены в вязкотекучее состояние, то есть невозможна из сварка плавлением. Образование сварных соединений таких термопластов делается за счет диффузных процессов на границе раздела, при условии, что необходимый для этого контакт осуществляется высокоэластичной деформацией материала. Диффузионная сварка осуществляется путем длительного контакта поверхностей.
- Четвертая группа — реактопласты и вулканизаторы (полимеры, которые невозможно соединить с помощью диффузионной сварки). Они свариваются в результате химического взаимодействия молекул полимеров, спровоцированной подогревом, давлением или введением в зону сварки сшивающего агента.
Методы сварки
Разработаны специальные методы сварки пластмассовых изделий. К ним относятся:
Горячая газовая сварка
Горячая газовая сварка, также известная как сварка горячим воздухом, представляет собой сварку с использованием тепла. Разработана тепловая пушка, которая производит струю горячего воздуха, который смягчает обе части соединяемых материалов из пластика. (Сварка ПВХ с акрилом является исключением из этого правила.)
Горячая газовая сварка воздуха представляет собой распространенный метод изготовления таких изделий, как химические цистерны, емкости для воды, теплообменники и водопроводная арматура.
При сварке тканей и пленок не может использоваться присадочный пруток. Два листа пластмассы нагреваются с помощью горячего газа (или нагревательный элемент ), а затем соединяются. Этот быстрый процесс сварки может выполняться непрерывно.
Термосваривание
Термосваривание — процесс сварки одного термопластичного материала с другим аналогичным материалом с использованием тепла и давления. Термосваривание используется для многих применений, включая соединители, термоактивированные клеи и др.
Экструзионная сварка
Экструзионная сварка используется для производства длинных сварных швов в одном проходе. Этот метод предпочтителен для соединения материала толщиной более 6 мм. Сварочный стержень всталяется в миниатюрные ручные пластиковые экструдеры и выдавливается из экструдера в местах соединения. Места соединений размягчаются струей горячего воздуха.
Высокочастотная сварка
Некоторые пластмассы, такие как ПВХ, полиамиды (ПА) и ацетаты могут быть нагреты высокочастотными электромагнитными волнами. Высокочастотная сварка использует это свойство для размягчения пластмасс при их соединении. Нагревание локализовано, процесс сварки может быть непрерывным.
Радиочастотная сварка используется с 1940 — х годов. Этим методом сварки свариваются ПВХ, полиуретан, нейлон и др.
Индукционная сварка
Используется для сварки пластмасс, имеющих плохую электропроводность. При этом в место соединения вкладывается материал, имеющий высокую электропроводность — металлы или углеродные волокна. Сварочный аппарат содержит индукционную катушку, которая запитывается с высокочастотным электрическим током. Ток генерирует электромагнитное поле, которое действует на проводящие вкладки заготовки. В них проходит резистивный нагрев с помощью индуцированных токов, называемых вихревыми токами. Индукционная сварка широко используется в например авиационно — космической промышленности.
Ультразвуковая сварка
В ультразвуковой сварке используется высокая частота (15 кГц до 40 кГц) с низкой амплитудой колебаний для создания тепла путем создания трения между материалами, подлежащих соединению. Ультразвуковой сваркой можно сваривать практически все пластмассы.
Сварка трением
При сварке трением, две части свариваемого материала воздействуют механическими колебаниями на более низкой частоте (обычно 100-300 Гц) с более высокой амплитудой (от 1 до 2 мм), чем при ультразвуковой сварке. Трение создает высокую температуру, которая плавит контактные зоны между этими частями. В пластмассах формируются слои, которые переплетаются друг с другом. По завершении движения вибрации обе части остаются скрепленными до сварного соединения. Движение трения может быть линейным или круговым.
См. также: Вращательная сварка
Лазерная сварка
При лазерной сварке две свариваемые части ставятся под давлением. В это время происходит движение лазерного луча вдоль соединительной линии. Луч проходит через первую часть и поглощается другой частью или непрозрачным покрытием, чтобы произошло выделение достаточного количество тепла для смягчения пластмасс и созданий сварного шва.
Для сварки используются полупроводниковые лазерные диоды с длинами волн в диапазоне от 808 нм до 980 нм. и уровнями мощности от 1 Вт до 100 Вт в зависимости от вида материалов, его толщины и желаемой скорости процесса.
Сварка растворением
Сварка проходит с использованием растворителя, который применяется для растворения полимера при комнатной температуре. Во время растворения пластмассы полимерные цепи свободно перемещаются в жидкости и смешиваются с другими растворенными цепями. Со временем цепи теряют подвижность. Формируется твердая масса перепутанных полимерных цепей, которые образует сварной шов.
Этот метод обычно используется для сварки пластиковых труб в бытовой сантехнике.
Литература
- ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений. — М.: ФГУП «Стандартинформ», 2009.
- J. Alex Neumann and Frank J. Bockoff, «Welding of Plastics», 1959, Reinhold publishing.
- Safety in the use of Radiofrequency Dielectric Heaters and Sealers, ISBN 92-2-110333-1
- Michael J. Troughton, «Handbook of Plastics Joining, A Practical Guide», 2nd ed., 2008, ISBN 978-0-8155-1581-4
- Tres, Paul A., «Designing Plastic Parts for Assembly», 6th ed., 2006, ISBN 978-1-5699-0401-5