Электродуговая сварка это
Главная » Статьи » Электродуговая сварка это
Дуговая сварка — это… Что такое Дуговая сварка?
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счёт электрической дуги, возникающей между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
Содержание
|
История электросварки
(См. Электротехника)
1802 год — В. В. Петров открыл явление электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
Патон, Евгений Оскарович
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др. ) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Cм. также
- Сварочный электрод
- Электросварка
- Электрическая дуга
Источники
Wikimedia Foundation. 2010.
dic.academic.ru
Электродуговая сварка
Работа с металлом требует особых навыков и применения специальной техники. При всем многообразии доступных вариантов электродуговая сварка является одной из самых востребованных. Это связано с ее низкой себестоимостью, а также компактностью аппарата и его легкостью в управлении.
Примечательно, что метод электродуговой сварки был открыт 1882 году — Н. Н. Бенардос и с тех пор остается самым популярным. С течением времени меняется только устройство аппаратов, при этом принцип их работы остается неизменным. Если раньше для электродуговой сварки использовали трансформаторы со сложным управлением, то сегодня — компактные инверторы. У первых аппаратов было крайне сложно выставить нужные параметры, в отличие от современных устройств.
Особенности данного вида сварки
Принцип работы заключается в том, что кромки соединяемых деталей плавятся при помощи дугового разряда. Он преобразует электрическую энергию в тепловую, температура которой доходит до 7 000 °C. Под ее воздействием образуется так называемая сварочная ванна, которая представляет собой сочетание расплавленных кромок, а также защитный шлак.
Источник обеспечивает постоянное напряжение в размере от тридцати до четырехсот ампер. Причем эта величина зависит от ряда решающих факторов, таких как длина и покрытие электрода, особенности заготовки и непосредственно положение самой сварки. Дуга зажигается от приближения к детали или от соприкосновения электрода с заготовкой. Чтобы избежать короткого замыкания, необходимо поддерживать постоянный уровень дуги. То же самое относится к расстоянию между электродом и деталью.
Дуга зажигается от приближения к детали или от соприкосновения электрода с заготовкой. Чтобы избежать короткого замыкания, необходимо поддерживать постоянный уровень дуги. То же самое относится к расстоянию между электродом и деталью.
Во время электродуговой сварки важно строго соблюдать правила безопасности, так как происходит работа с током. На мастере должна быть специальная одежда, маска и перчатки. Стоит очистить место от горючих и легковоспламеняющихся объектов.
Электродуговая сварка: преимущества и недостатки
sp-universal.ru
Современная электродуговая сварка
Современная технология электродуговой сварки подразумевает под собой управление горелкой или же самим электродом, манипуляции различными приспособлениями, установленный режим сварки, а также способ эксплуатации, что влияет на качество шовного соединения. Однако влияние оказывает значительно большее количество факторов, таких как качество и состав используемых электродов и других сварочных материалов, состояние обработки поверхностей и предварительная подготовка материалов.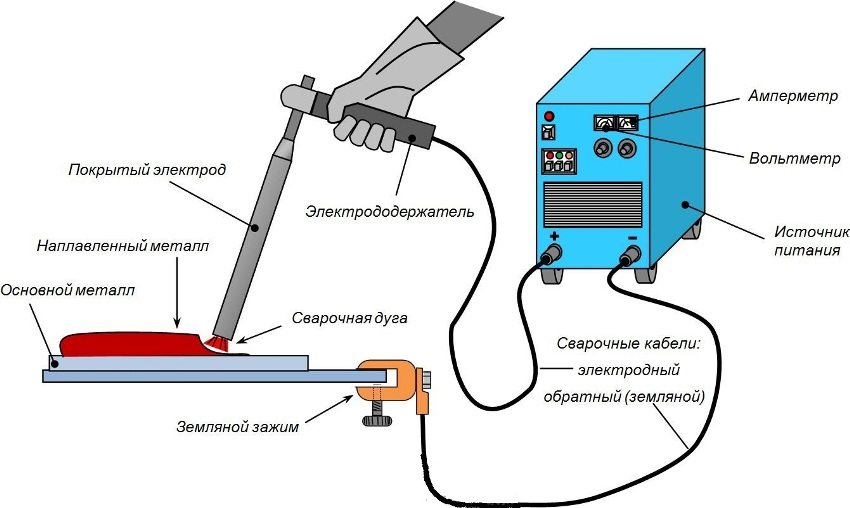
Сварка швов может производиться в различных пространственных положениях, быть самых разнообразных размеров и форм. Условная классификация включает в себя нижние, потолочные, вертикальные и горизонтальные положения швов.
Электродуговая сварка при помощи металлических электродов со специализированным покрытием является одним из наиболее современных методов, которые используются для производства сварных конструкций на промышленных предприятиях. Данный тип сварки позволяет выполнить все требуемые работы мобильно, просто и в достаточно короткие сроки. Труднодоступные места теперь не проблема – ручная электродуговая сварка позволяет соединить требуемые детали.
Однако, как и любой другой метод присоединения, данный тип обладает некоторыми недостатками. Наиболее существенный из них – низкая производительность выполняемого процесса и прямая зависимость качества шва от сноровки и умений специалиста-сварщика.
Электродуговая сварка во времена своего появления проводилась с использованием электродов из разнообразных металлов, покрытых тонким ионизирующим слоем. Это повышало стабильность и надежность дугового разряда. Тем не менее характеристики шовного соединения были низкими. Современные производители не используют подобные технологии и стараются повысить производительность сварочных процессов.
Это повышало стабильность и надежность дугового разряда. Тем не менее характеристики шовного соединения были низкими. Современные производители не используют подобные технологии и стараются повысить производительность сварочных процессов.
Ограниченное применение нашли 2 способа: сварка утолщенным электродом и соединение деталей трехфазным дуговым разрядом. Однако оба они имеют больше недостатков, чем преимуществ, среди которых быстрая утомляемость сварщика, увеличенные масса-габаритные показатели и малая производительность.
Следующий способ – электродуговая сварка в ванне. Расплавление металлов производится под воздействием двух факторов: тепла от электрической дуги и тепла, выделяемого перегретым жидким металлом в ванне. Сварка начинается снизу, при этом расплавляются нижние кромки свариваемых деталей. До самого конца процесса металл в ванне должен оставаться в расплавленном состоянии. В таком случае наплавление шва происходит на уровне, который находится несколько выше поверхности свариваемых изделий. Увеличение производительности достигается за счет использования электродов, которые покрыты железосодержащим порошком.
Увеличение производительности достигается за счет использования электродов, которые покрыты железосодержащим порошком.
Электродуговая сварка с большой глубиной проплавления деталей увеличивает производительность за счет значительной величины проплавления детали током. Для этого используются специальные электроды, выдерживающие все предполагаемые нагрузки. Сварка происходит при значениях тока, приближенных к максимальным. Величина проплавления регулируется при помощи угла наклона электрода, а также скорости его перемещения относительно детали.
fb.ru
особенности и типы, принцип работы
Электродуговая сварка — это незаменимый элемент тяжелой промышленности. Она широко применяется на машиностроительных заводах и металлургических предприятиях. Ручная электродуговая сварка активно используется строителями
Она широко применяется на машиностроительных заводах и металлургических предприятиях. Ручная электродуговая сварка активно используется строителями
- Особенности и типы
- Ручная электродуговая сварка
- С применением полуавтоматов
Сварка — процесс получения неразъемных соединений. Достигают этого, нагревая металл посредством электрического тока. Выделяются такие типы электродуговой сварки:
- Ручная.
- Автоматическая.
- Полуавтоматическая.
Первый вариант наиболее распространенный. Сварщиком подбирается необходимый рабочий режим, весь процесс контролируется им самостоятельно. Если используется полуавтомат, сварочную проволоку подает специальное устройство.
Обязательный атрибут подобных работ — аппарат для сварки. В последнее время все чаще используются агрегаты инверторного типа. Они отличаются компактностью и простотой использования. В отдельных случаях пользуются трансформаторами и выпрямителями. Для ручной электродуговой сварки (как и любой другой) понадобятся электроды или проволока. Они могут быть плавящимися либо неплавящимися. Процесс происходит таким образом, чтобы работник мог видеть процесс горения дуги, и лишь в отдельных случаях процесс будет полностью закрытым. Цветные металлы такие как медь и алюминий соединяют, используя защитные газы (речь идет преимущественно об аргоне и углекислом газе).
Ручная электродуговая сварка
Трубы преимущественно соединяются в ручном режиме. Материалы плавятся под воздействием дуги, образованной между электродом и изделиями. Технология электродуговой сварки определяется в зависимости от опыта сотрудника. Решающее значение отводится подготовительному этапу. Начинают с организации рабочего места (поста). Там размещают сам агрегат вместе с дополнительными материалами и инструментами. Недалеко от поста — источник тока. Перед началом работ приступают к подготовке металлических поверхностей.
Необходимо провести комплексную очистку. Делают ее, используя ветошь и металлическую щетку. Важно правильно подобрать комплект электродов и настроить режим работы. Рекомендуется приобрести комплект со специальным покрытием для получения действительно надежных швов. Толщину подбирают в зависимости от характеристик металла — если его толщина составляет 1−2 мм, то у электрода должно быть 2−3 мм и так далее.
Сама технология отличается простотой: электрическую дугу зажигают сразу после того как электрод прикоснулся к поверхности изделия. Затем быстро отводят рукоять назад на пару миллиметров. Передвижения совершают в зависимости от того, какие швы необходимо получить (вертикальные, горизонтальные, по окружности — при работах с трубопроводами). Если требуется вертикальный шов, рукоять ведут снизу до верхней части, не оставляя при этом непроваренных мест. Стоит совершать небольшие колебательные движения по сторонам.
В идеале дуга должна гореть постоянно, а перерывы — только для смены электрода. Ближе к концу шва потребуется задержка на считаные секунды для предотвращения появления дефектов (трещин) в кратерной зоне.
С применением полуавтоматов
Данной тип занимает особое место среди подобных работ. Может применяться защитный газ. Если его нет, пользуются специальной флюсовой проволокой. Она постепенно плавится, и в зону работ попадает содержимое. Результат плавления флюса — формирование газового облака, препятствующего окислению металлов. Главное достоинство — нет необходимости покупать газовые баллоны.
Защитные газы гарантируют надежность швов, дают возможность отслеживать процесс. Устройство полуавтомата составлено из таких элементов как:
- Горелка.
- Устройство, отвечающее за подачу проволоки.
- Редуктор.
- Шланг.
Перед началом обязательно проводят очистку поверхностей. Затем сварщик занимается организацией заземления, после проверяет напряжение электросети. Далее — настройка режима, который зависит от типа металла и его толщины.
Нельзя забывать о технике безопасности. Вне зависимости от разновидности работ сотрудник должен пользоваться защитной маской либо щитком. Оборудование нельзя переносить, придерживая только за шланг. Под ногами помещают диэлектрические коврики для предотвращения поражения током.
Электродуговая сварка: характеристика, преимущества, недостатки
Электродуговая сварка – самый распространённый способ соединения между собой двух металлических элементов. Таким образом можно производить работу даже в бытовых условиях, не имея большого опыта. При использовании данного метода всегда получается ровный и надежный шов. Но главное при этом – правильно подобрать оборудование и электроды в соответствии с ГОСТ. И тогда работа с ручной сваркой будет максимально простой.
Что необходимо?
Для ручной электродуговой сварки в соответствии с ГОСТ потребуется подобрать не только оборудование, но и средства индивидуальной защиты. В первую очередь это касается одежды. Рекомендуется использовать специальный огнеупорный костюм. Дополнительно можно приобрести фартук из такого же материала — дополнительная защита никогда не повредит.
Но гораздо важнее обеспечить защитой лицо и глаза. Потребуется маска или очки с установленным на них светофильтром. Это поможет уберечься от ожогов и яркого света. Ну и, конечно, потребуется аппарат для дуговой сварки, электроды и хорошо оборудованное рабочее место, если электродуговая сварка производится не на открытой площади. Помимо этого будут нужны:
провода питания;
клемма заземления;
переноска.
Из оборудования потребуются:
Для зачистки рабочей поверхности от шлака пригодится болгарка с шлифовальным и абразивным диском, металлическая щетка и молоток.
Подготовка к работе
В соответствии с ГОСТ 5264-80 место, в котором планируется производить стыковку деталей, необходимо тщательно очистить от влаги и различных загрязнений. Ржавчина удаляется металлической щеткой, то же касается и покрытия – лака и краски, если оно есть. Металл должен блестеть.
С толстых листов металла надо снять фаску, это улучшит качество сцепления. В завершение проводится обезжиривание, которое осуществляется с помощью ацетона.
Как правильно работать?
После подготовки материала можно приступать к работе в полном соответствии с установленным ГОСТ стандартом. Если нет опыта, то предварительно лучше потренироваться. В первую очередь надо найти удобное положение, можно даже сесть. Зажим с электродом надо держать двумя руками. Соединяемые детали прижимаются друг к другу. Сварку легче всего производить встык, делая прямой однослойный шов. Всё должно делаться в определенной последовательнос
Если нет опыта, то предварительно лучше потренироваться. В первую очередь надо найти удобное положение, можно даже сесть. Зажим с электродом надо держать двумя руками. Соединяемые детали прижимаются друг к другу. Сварку легче всего производить встык, делая прямой однослойный шов. Всё должно делаться в определенной последовательнос
Для начала надо резко коснуться электродом поверхности детали, чтобы появилась дуга. Затем дуга подводится к началу шва, и начинается процесс плавления металла. Важно при этом правильно расположить электрод по установленным правилам ГОСТ: он должен быть под углом примерно 25-40 градусов, с наклоном в сторону шва. Он не должен касаться вплотную рабочей поверхности. Расстояние от электрода до детали должно быть 3 мм. Через несколько секунд начнет появляться сварочная ванная. В этот самый момент можно двигать электрод по направлению шва.
Все движения должны быть плавными и неторопливыми. При этом важно учитывать, что металл будет плавиться быстрее. Наклон электрода всегда должен быть ровным в соответствии с ГОСТ. В зависимости от наклона меняется высота шва. Чтобы не было прожигов и непроваров, надо работать с определенной скоростью. Она вычисляется опытным путем.
При этом важно учитывать, что металл будет плавиться быстрее. Наклон электрода всегда должен быть ровным в соответствии с ГОСТ. В зависимости от наклона меняется высота шва. Чтобы не было прожигов и непроваров, надо работать с определенной скоростью. Она вычисляется опытным путем.
Когда электродуговая сварка будет окончена, не надо сразу убирать электрод, иначе появится кратер в точке отрыва. Чтобы этого избежать, при убирании электрода надо сделать круговое движение.
Когда металл остынет и почернеет, на месте шва появится шлак. Его надо очистить в соответствии с ГОСТ: для этого используется молоток и железная щетка. Чтобы шов был незаметным, он шлифуется болгаркой, но это — не обязательное действие. На этом электродуговая сварка окончена.
Преимущества и недостатки
Ручная электродуговая сварка имеет целый ряд преимуществ над другими методами. Среди основных отметим следующие:
Среди основных отметим следующие:
сварка в любом положении;
работа в труднодоступных местах;
высокая скорость;
- работа с любой сталью;
простота;
транспортабельно
сть оборудования.
Конечно, не стоит забывать и про недостатки:
Низкая производительнос
ть. Качество зависит от опыта сварщика.
Вредные условия работы.
В остальном никаких проблем с ручной сваркой по данному методу нет. Главное — соблюдать правила техники безопасности в соответствии с ГОСТ – работать в СИЗ и быть предельно осторожными. Не стоит торопиться и отвлекаться в процессе пайки — это может не только повлиять на качество шва, но вполне может стать причиной несчастного случая. К такой работе надо относиться серьезно.
Не стоит торопиться и отвлекаться в процессе пайки — это может не только повлиять на качество шва, но вполне может стать причиной несчастного случая. К такой работе надо относиться серьезно.
Похожие статьи
- Соединение деталей в защитных газах посредством сварки
- Характеристика дуговой сварки ручного типа
- Все о ручной сварке: виды, возможности и варианты применения
- Сварка труб под давлением — сложно ли это на практике?
Ручная дуговая сварка — технология, особенности
Ручная дуговая сварка применяется на многих предприятиях и производствах. Она отличается простотой технологического процесса, экономностью расходных материалов, и компактностью некоторых видов оборудования, что удобно для маневренности. Вести работу аппаратами для ручной дуговой сварки покрытыми электродами можно в полноценном режиме по десять часов в день. Поскольку многие учебные заведения преподают данный метод и технологию сваривания металлических частей, найти хороших специалистов для работы не сложно. Начинающим сварщикам важно хорошо знать что такое ручная дуговая сварка, каковы ее технологии, режимы и возможности.
Начинающим сварщикам важно хорошо знать что такое ручная дуговая сварка, каковы ее технологии, режимы и возможности.
Содержание страницы
- 1 Сварка MMA — что это такое?
- 2 Применение MMA сварки
- 3 Преимущества электросварки
- 4 Безопасность при MMA сварке
- 5 Технология выполнения и параметры
Сварка MMA — что это такое?
MMA сварка — это способ соединения двух металлических частей при помощи электрической дуги и плавящегося покрытого электрода. Перевод аббревиатуры подразумевает ручное управление этим процессом. Суть метода заключается в замыкании электрической цепи, в результате которой образуется сварочная дуга. Высокая температура производит расплавление кромок металла и стержня электрода. Образуется сварочная ванна.
В качестве источника тока используются различные трансформаторы, генераторы, и преобразователи, выдающие переменное и постоянное напряжение. Для работы используется два кабеля (+ и -), один из которых крепится на изделие, а второй снабжается держателем электрода и находится в руках сварщика. В зависимости от того, какой вид кабеля крепится к массе, определяется полярность сварки. Этого требует режим сваривания различных металлов.
В зависимости от того, какой вид кабеля крепится к массе, определяется полярность сварки. Этого требует режим сваривания различных металлов.
Ручная электродуговая сварка предусматривает защиту сварочной ванны от воздействия газов атмосферы. За этот процесс отвечает покрытие электродов. Его действие можно увидеть на многочисленных видео. Снабженное специальным составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги. Без специальной обмазки ручная дуговая сварка была бы невозможна. Расплавленный металл электродов вступал бы во взаимодействие с окружающей средой, и жидкие частицы разлетались бы по всей поверхности свариваемого изделия. Водород, из-за легкого веса, вырывался бы наружу и образовывал поры в кристаллизующемся шве.
Как показывают многие видео, в процессе ведения дуги, сварочная ванна разделяется на несколько цветовых и весовых зон:
- самым белым выглядит расплавленный металл кромок и присадочного электрода;
- ярко-красным обозначает себя жидкий шлак;
- железо, под действие веса, стремится ко дну ванны;
- шлак, обладающий меньшим весом, плавает на поверхности.


Понимая эти различия, можно умело манипулировать концом электрода для создания ровного и прочного шва. После выполнения работы требуется отбивать застывший шлак, чтобы убедиться в качестве сваренного соединения и придать более привлекательный вид всей конструкции.
Применение MMA сварки
Технология ручной дуговой сварки нашла широкое отображение в различных производственных сферах. Это:
- машиностроение
- прокладка различных трасс для теплоснабжения, перекачки газа и подачи воды;
- кораблестроение;
- ремонтные работы на СТО;
- коммунальные службы.
Данный метод позволяет сваривать обычную углеродистую сталь во всех пространственных положениях. При использовании электродов со специальным омеднением покрытия возможна сварка чугуна. Если применять нержавеющие покрытые электроды, то свариванию поддаются легированные виды стали.
Полученные швы отличаются высокой устойчивостью к сопротивлению на разрыв и излом. Об этом свидетельствуют многочисленные испытания и подтверждающие видео. Метод сварки используется не только для сваривания частей, но и для наплавки поверхностей истертых деталей и последующей механической обработки.
Метод сварки используется не только для сваривания частей, но и для наплавки поверхностей истертых деталей и последующей механической обработки.
Преимущества электросварки
Ручная сварка покрытыми электродами включает ряд выгодных преимуществ:
- ценовая доступность аппаратов и расходных материалов;
- эксплуатация оборудования в течении всего рабочего дня;
- простота выполнения работ и высокая скорость при умелом обращении;
- легкая обучаемость, включая различные пособия и видео;
- прочность швов;
- возможность сваривания элементов в любом пространственном положении;
- легкость оборудования и возможность быстрого перемещения по рабочему объекту.
Безопасность при MMA сварке
Технология дуговой сварки требует соблюдения правил безопасности. Без этого можно значительно навредить своему здоровью или окружающим. Во-первых, при расплавлении обмазки электрода, выделяется много тяжелых газов, вредных для дыхания. Поэтому сварочные работы ведутся на открытом воздухе, или в хорошо проветриваемом помещении. В закрытых пространствах (комнаты, емкости) необходимо предусмотреть искусственную вентиляцию.
Поэтому сварочные работы ведутся на открытом воздухе, или в хорошо проветриваемом помещении. В закрытых пространствах (комнаты, емкости) необходимо предусмотреть искусственную вентиляцию.
Во-вторых, технология ручной дуговой сварки подразумевает работу с большими показателями силы тока (А) и малым напряжением (V). Это требует бережного обращения с аппаратом, не допускающего его падения или перегрева, что может привести к нарушению изоляции и проведению тока на корпус устройства. Хотя используемое напряжение безопасно для жизни (обычно до 48 V), держатель должен быть хорошо заизолирован, а при работе в металлических емкостях под ноги сварщика необходимо подкладывать резиновый коврик.
При горении дуги происходит выделение высокой температуры и ультрафиолетового излучения, поэтому руки сварщика должны быть защищены рукавицами из прочного материала. Не должно быть открытых участков кожи, так как это может привести к световым ожогам. Еще часты брызги расплавленного шлака, которые летят довольно высоко, поэтому головной убор для сварщика обязателен.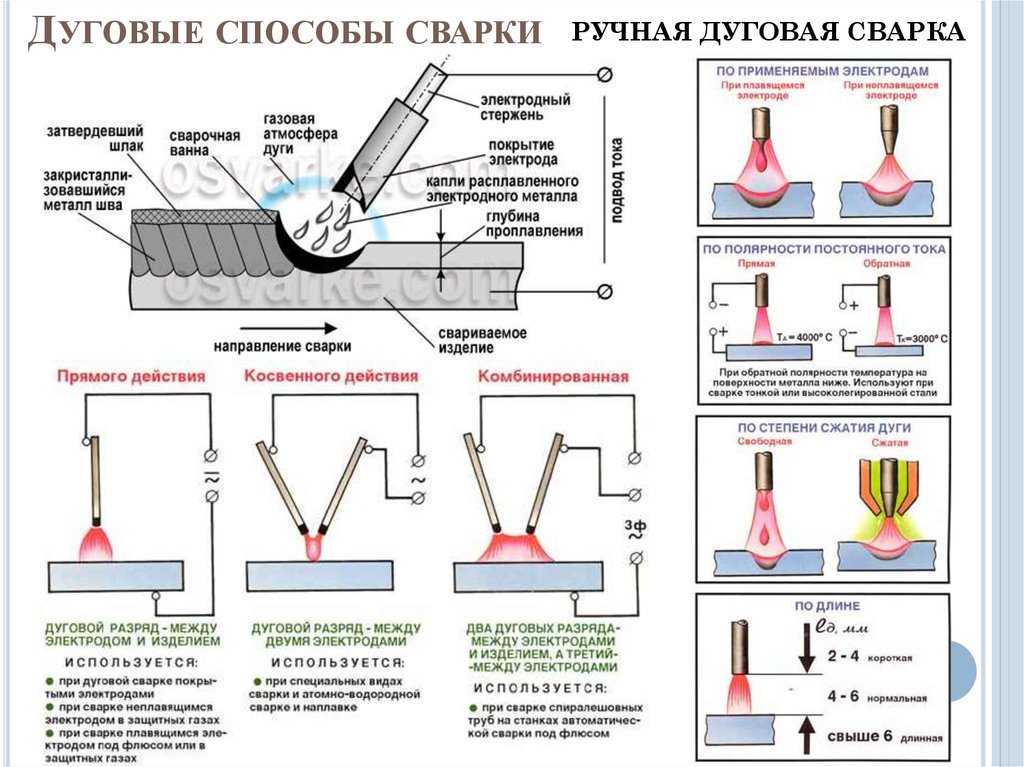
Для защиты зрения рабочего используются специальные маски со светофильтрами, защищающие от вредного излучения. Эти элементы имеют разнообразные номера маркировки для работы в условиях разной освещенности.
Технология выполнения и параметры
Техника ручной дуговой сварки доступна на многих обучающих видео. Все начинается с правильной разделки кромок под 45 градусов. Для пластин толще 6 мм предусматривается выставление зазора в 2-3 мм. Это содействует хорошему проплавлению. Розжиг дуги производится постукиванием электрода по массе. Лучше это сделать на отдельной пластине и уже разогретый электрод поднести к стыку. Ставится несколько прихваток длинной в 5 мм для фиксации свариваемых частей.
Электрод держится под углом в 45 градусов относительно плоскости. Первый шов является корневым, поэтому накладывается ровным ведением из одной стороны в другую. Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка.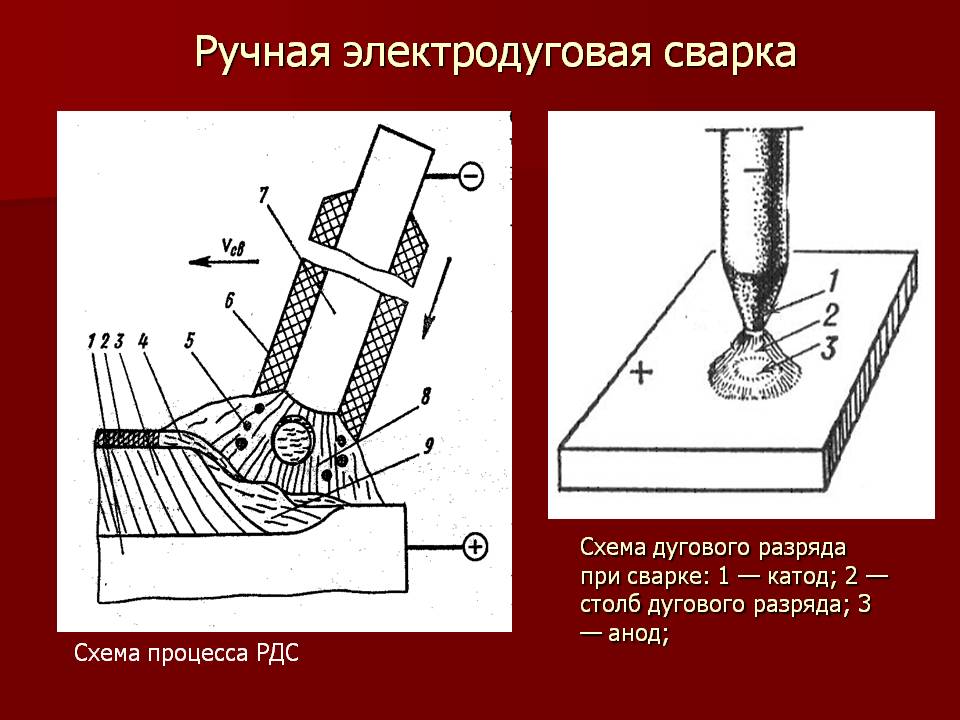 Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Электросварка позволяет соединять части деталей и в вертикальном положении. Здесь применяется технология прерывистой дуги. Поскольку жидкий металл тяжелый, беспрерывное горение приведет к падению расплавленного металла вниз. Поэтому шов накладывается в виде «полочек» друг на друга слоями. Это требует больше времени, но не влияет на качество соединения. Потолочный стык выполняется по похожей технологии. Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:
Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
3 | 175-185 | 3 |
5 | 200-225 | 4 |
7 | 250-270 | 5 |
10 | 300-330 | 6 |
Качественные электроды напрямую влияют на процесс работы и результат. Особое внимание уделяется обмазке. Если она быстро выгорает, то это будет оголять металлический стержень и разбрызгивать капли по сторонам. Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.
Особое внимание уделяется обмазке. Если она быстро выгорает, то это будет оголять металлический стержень и разбрызгивать капли по сторонам. Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.
Ручная электросварка, если ее хорошо освоить, может стать хорошим способом соединения металлических частей. Это будет означать экономию для личного предприятия и востребованность на рынке труда.
https://www.youtube.com/watch?v=NnaJTrs2qQA
Электроды и сварочная проволока: что общего и в чем различия?
Давайте для начала разберемся, что такое сварка. Сварка — это способ соединения металла под действием высокой температуры. Насколько прочно будет соединение зависит от качественного сварного шва. Для этого необходимо:
“Добавлять” металл в зону прохождения сварочной дуги;
Защищать зону сварки от окружающей атмосферы, содержащей активные газы, которые мешают получить качественное соединение.

Эти две проблемы для разных методов сварки решаются разными способами. Рассмотрим два самых популярных метода получения неразъёмных соединений: ручную дуговую сварку и сварку плавящимся электродом в среде защитных газов (она же полуавтоматическая).
Ручная дуговая сварка
Этот вариант сварки самый доступный и дает прекрасный результат. Процесс происходит следующим способом:
- сварщик вручную зажигает электрическую дугу;
- подает электрод по мере его оплавления в зону сварки;
- двигает дугу вдоль свариваемых деталей.
Электроды при этом виде сварки — это отрезки проволоки длиной 300 — 450 мм (в среднем), покрытые обмазкой. Дуга, проходя через электрод к свариваемому металлу, нагревает и расплавляет конец электрода, и металл попадает в зону сварки, перемешивается с расплавленным металлом кромок деталей, и образует “сварочный шов”. После сгорания электрода сварщик вручную его меняет, опять зажигает дугу и продолжает работу.
Таким образом, решается вопрос с “добавлением” металла в сварочный шов. А электродная обмазка, сгорая, решает проблему с защитой жидкого металла сварочной зоны от газов атмосферы. Из этой специфики метода вытекают и его минусы:
- Увеличение трудоемкости из-за необходимости очистки швов от шлака;
- Более медленный процесс из-за ручной замены электродов.
А плюсы таковы:
- Самый простой способ сварки;
- Его можно использовать в удалённых и труднодоступных пространствах.
Сварка полуавтоматическая
Здесь электрод — это сварочная проволока, намотанная на катушку. Её подача в рабочую зону выполняется в автоматическом режиме, а сварщик вручную выполняет перемещение дуги вдоль участка сварки, поэтому этот вид и называется полуавтоматическим.
При полуавтоматической сварке защита металла выполняется потоком защитного газа или смесью газов. Сварщик нажимая кнопку на горелке, подает одновременно проволоку и защитный газ, и зажигает дугу. Остается только контролировать процесс сварки, перемещая горелку вдоль кромок деталей. Электрическая дуга расплавляет основной металл в зоне сварки и саму проволоку, которая капельно переносится на деталь.
Остается только контролировать процесс сварки, перемещая горелку вдоль кромок деталей. Электрическая дуга расплавляет основной металл в зоне сварки и саму проволоку, которая капельно переносится на деталь.
Преимущества метода:
- Аккуратность. Шов при этой сварке получается более привлекательным внешне, чем при ручной дуговой сварке;
- Уменьшение трудоёмкости. Защита соединения выполняется при помощи газа и шлак на поверхности шва не образуется;
- Небольшая деформация изделия. Диаметр проволоки меньше, чем диаметр электрода, соответственно уменьшаются сварочные деформации изделия.
Недостатки метода:
- Меньшая мобильность: зона работы сварщика определяется длиной кабеля горелки;
- Большой риск появления дефектов при работе неопытного сварщика (из-за сложностей с настройкой полуавтомата). Такие дефекты не видны, и вследствие этого требуется дополнительный контроль соединений.
Что выбрать?
Сварочную проволоку и электроды для ручной дуговой сварки объединяет само их предназначение — получение наплавленного металлического шва с определенным составом и свойствами, позволяющими эксплуатировать конструкцию в конкретных условиях.
Но одна и та же задача в этих материалах решена по-разному: в электродах легирующие элементы находятся не только в металле (электрода), но и в обмазке, и элементы переходят в шов в процессе сварки. При работе с полуавтоматом легирующие элементы находятся только в металле самой проволоки. Электродам не требуется какая-то дополнительная защита во время сварки, в отличие от нужно прокаливать перед использованием, так как обмазка впитывает влагу из воздуха, и потом переносит водород в сварной шов, что крайне нежелательно поскольку могут возникнуть дефекты.
Для сварки низкоуглеродистой и низколегированной стали используется проволока св-08Г2С либо её аналоги. Ее диаметр и режимы работы нужно выбирать в зависимости от толщины свариваемого металла, чаще всего используется диаметр 1,2 мм. В случае с электродами — это будут скорее всего АНО-4, АНО-12, ОЗС-12, УОНИ 13/55 или их аналог. Диаметр электродов также выбирается в зависимости от толщины металла.
Сделаем вывод
Разные виды сварки и, соответственно, сварочные материалы, решают разные задачи. Если нужна сварка в труднодоступных местах, или вне сварочного цеха — удобно использовать переносной дуговой сварочный аппарат, а если нужна качественная сварка в цеховых условиях, то стоит выбрать сварку полуавтоматическую.
Если нужна сварка в труднодоступных местах, или вне сварочного цеха — удобно использовать переносной дуговой сварочный аппарат, а если нужна качественная сварка в цеховых условиях, то стоит выбрать сварку полуавтоматическую.
Технология электродуговой сварки металлов
Воздействие электрической дуги на структуру материала – один из старейших способов получения прочного соединения между металлическими заготовками. Первые технологические подходы к данному способу сварки имели массу недостатков, связанных с пористостью шва и образованием трещин в рабочей зоне. К сегодняшнему дню производители оборудования и вспомогательных устройств существенно оптимизировали методику проведения электродуговой сварки, расширив и область ее использования.
Общие сведения о технологии
Метод носит обозначение ММА (Manual Metal Arc), что можно расшифровать как ручную сварку штучными электродами. Рабочий процесс базируется на управлении электрическим током, подаваемым к целевой зоне специальным источником, подключаемым к сети. К свариваемым деталям ток подводится двумя кабелями разной полярности. Собственно, замыкание электрической цепи и провоцирует образование дуги, тепловое воздействие которой плавит металл и формирует сварочную ванну.
К свариваемым деталям ток подводится двумя кабелями разной полярности. Собственно, замыкание электрической цепи и провоцирует образование дуги, тепловое воздействие которой плавит металл и формирует сварочную ванну.
После завершения тепловой атаки рабочая зона остывает, а ее структура кристаллизуется. Важной составляющей технологии электродуговой сварки является электрод. Как правило, это стальной стержень, обеспеченный обмазкой с определенным химическим составом. По мере воздействия электродуги структура прутка тоже плавится и каплями поступает в рабочую зону, образуя с заготовкой единый по структуре материал.
Поджиг дуги как первый рабочий этап
Как уже говорилось, инициация теплового воздействия происходит в результате замыкании электрической цепи. Сама дуга в зависимости от применяемого источника тока может характеризоваться пологопадающими, крутопадающими или жесткими вольтамперными свойствами. Она возникает в результате подачи тока к электроду и поверхности рабочей заготовки. Ток пропускается через оба объекта, после чего между ними и образуется электрическая дуга.
Ток пропускается через оба объекта, после чего между ними и образуется электрическая дуга.
Само возбуждение процесса происходит разными способами. В одном случае электродуговая сварка инициируется путем кратковременного касания прутком рабочей детали с быстрым отрывом. А в другом – выполняются чиркающие касания с такими же отрывами на определенные расстояния. При этом стабильность сварки будет зависеть именно от выдержки приемлемой дистанции между электродом и заготовкой. Если превысить это расстояние, то горение дуги прекратится. И напротив, слишком близкое расположение стержня к свариваемой детали может вызвать слипание материалов. Выбор оптимального отступа зависит от степени эластичности самой дуги, которая в том числе определяется вольтамперными настройками оборудования. Опытные мастера могут корректировать дистанцию в рамках допустимого диапазона, влияя таким образом и на эффективность расплава, и на провар металла.
Процесс сварки
В работе участвует уже упомянутый источник тока, виды которого будут рассмотрены отдельно, и два кабеля с разной полярностью. Один кабель оканчивается электродным держателем, а другой – зажимом клеммы, которая фиксируется на заготовке. В результате теплового воздействия инициированной дуги происходит плавление металла в сварочной ванне. По мере течения этого процесса выполняется и перенос капель плавящегося электрода – мелкокапельный и крупнокапельный. Здесь надо подчеркнуть значимость покрытия прутка. Химический состав обмазки определяется не столько требованиями к взаимодействию с электрической дугой, сколько влиянием на структуру шва, которая примет в себя компоненты покрытия через плавящиеся капли.
Один кабель оканчивается электродным держателем, а другой – зажимом клеммы, которая фиксируется на заготовке. В результате теплового воздействия инициированной дуги происходит плавление металла в сварочной ванне. По мере течения этого процесса выполняется и перенос капель плавящегося электрода – мелкокапельный и крупнокапельный. Здесь надо подчеркнуть значимость покрытия прутка. Химический состав обмазки определяется не столько требованиями к взаимодействию с электрической дугой, сколько влиянием на структуру шва, которая примет в себя компоненты покрытия через плавящиеся капли.
В процессе электродуговой сварки также происходит сгорание внешнего слоя электрода, в результате чего образуются газообразные защитные соединения. Формирование облака, которое не допускает вредного воздействия от окружающей среды, является принципиальным отличием современного подхода к сварке ММА. После прекращения подачи электрической дуги начинается процесс затвердевания и кристаллизации образованного соединения.
Типы получаемых швов
Существует несколько классификаций швов, которые можно получить в процессе данной сварки. Например, по положению выделяют потолочные, вертикальные и горизонтальные соединения. В свою очередь, вертикальные швы различаются в зависимости от направления – на спуск и подъем. Горизонтальные стыки, пожалуй, наиболее сложные, так как из сварочной зоны металл будет попадать на нижние кромки заготовки. По этой же причине верхняя кромка может получить подрез.
По протяженности различают прерывистые и непрерывные соединения. Первые довольно часто используются по той причине, что позволяют сэкономить ресурсы и время. Сплошные швы электродуговой сварки применяют в тех случаях, когда нужно обеспечить высокую степень надежности при сопряжении двух ответственных конструкций. Прерывистое соединение менее прочное, но в определенных условиях оно себя оправдывает.
Есть и классификация по выпуклости. Этот параметр зависит от объема наплавленного металла. Различают выпуклые, нормальные и вогнутые швы. При этом не стоит рассчитывать, что наличие большого количества наплава как такового обеспечивает прочность и долговечность соединения. Под действием высоких нагрузок и вибраций такой шов проигрывает стыку нормальной структуры.
При этом не стоит рассчитывать, что наличие большого количества наплава как такового обеспечивает прочность и долговечность соединения. Под действием высоких нагрузок и вибраций такой шов проигрывает стыку нормальной структуры.
Трансформаторы для сварки MMA
Это универсальный источник и преобразователь электрического тока, который также задействуют при сварке флюсом и плазменной резке металла. Такие аппараты просты в устройстве, неприхотливы в обслуживании и надежны. Управление даже современных моделей по большей части механическое. Начинку оборудования представляет катушка с намотанной проволокой – сердечник, преобразующий сетевой электрический ток в нужное для конкретных задач напряжение. Важно отметить, что работа с электродуговой сваркой под трансформаторным энергоснабжением предполагает использование переменного тока, что требует профессиональных навыков от оператора.
Инверторные аппараты
Наиболее технологичный, удобный в обращении и функциональный прибор для поддержки современной сварки. Он обеспечивает работу в условиях постоянного тока, повышая шансы на получение ровного и чистого шва даже у новичка. Что еще важно, электродуговая сварка с инвертором позволяет использовать для питания бытовую сеть, если она способна обеспечивать силу тока от 16 А до 25 А. В целом же это оптимальное решение для частных нужд, когда требуется обработка деталей в гараже, укладка металлических покрытий и т. д. Специалисты же могут использовать ресурсы инвертора и для аргонно-дуговой сварки, расширяя возможности эксплуатации оборудования.
Он обеспечивает работу в условиях постоянного тока, повышая шансы на получение ровного и чистого шва даже у новичка. Что еще важно, электродуговая сварка с инвертором позволяет использовать для питания бытовую сеть, если она способна обеспечивать силу тока от 16 А до 25 А. В целом же это оптимальное решение для частных нужд, когда требуется обработка деталей в гараже, укладка металлических покрытий и т. д. Специалисты же могут использовать ресурсы инвертора и для аргонно-дуговой сварки, расширяя возможности эксплуатации оборудования.
Выпрямители для электродуговой сварки
Такие приборы служат для преобразования сетевого тока из переменного в постоянный, также способствуя выполнению качественных швов. Главным же отличием этого вида источников тока является слаженность взаимодействия с разными типами электродов. С такой поддержкой аппараты электродуговой сварки можно использовать для операций в защитных газовых средах – например, если пруток выполнен из стали или цветмета. К недостаткам же выпрямителей относят крупные размеры, большую массу и, как следствие, сложности с транспортировкой. Поэтому производители в качестве дополнения предлагают ходовые платформы с колесами для удобного перемещения аппарата.
Поэтому производители в качестве дополнения предлагают ходовые платформы с колесами для удобного перемещения аппарата.
Плюсы технологии
Конфигурация данного метода сварки на фоне многих альтернативных методов может казаться устаревшей и малоэффективной, тем не менее в рамках этой концепции можно организовать возможность обработки практически всех распространенных видов металлов. Универсальность является основным преимуществом метода MMA. Отмечается и плюс с точки зрения физической эргономики работы. Нельзя сказать, что ручная электродуговая сварка комфортна, однако сама возможность выполнения операций в любых положениях и в замкнутых пространствах очень ценна.
Отдельно стоит подчеркнуть и независимость от внешних атмосферных и температурных условий работы. Процесс можно организовать и в помещении, и на улице. Если же речь будет идти о повышенных требованиях к качеству шва, то технология допускает использование защитных сред для предотвращения доступа воздуха в сварочную ванну, что минимизирует риски появления дефектов.
Минусы технологии
Способ весьма дешево обходится в плане организации, что не может не обуславливать и ряд негативных факторов. Например, исключение современных методов автоматизации процесса и электронного контроля отдельных параметров источника тока перекладывает ответственность за качество шва на оператора. От его навыков в большей степени будут зависеть характеристики полученной структуры соединения. Простой в исполнении электродуговую сварку металлов тоже назвать нельзя. Сложность заключается в процессе розжига дуги, который, опять же, контролируется пользователем «на глаз» без вспомогательных систем. Если же сравнивать метод с полуавтоматической сваркой, то обнаружится и недостаток производительности.
Заключение
Благодаря своей универсальности технология ММА охватила и стабильно удерживает множество сфер применения. В домашнем хозяйстве, в мастерских и автосервисах, на производствах и в строительстве находит свое место электродуговая сварка, позволяя выполнять самые разные по устройству швы. Что касается ограничений, то они в основном определяются эргономикой. Альтернативные концепции полуавтоматической сварки благодаря своему удобству тоже пользуются немалым спросом, по некоторым направлениям вытесняя принципы ММА. С другой стороны, дуговая сварка выигрывает у многих конкурентных технологий за счет повышенной прочности формируемого шва и минимальных ресурсных вложений в организацию работ.
Что касается ограничений, то они в основном определяются эргономикой. Альтернативные концепции полуавтоматической сварки благодаря своему удобству тоже пользуются немалым спросом, по некоторым направлениям вытесняя принципы ММА. С другой стороны, дуговая сварка выигрывает у многих конкурентных технологий за счет повышенной прочности формируемого шва и минимальных ресурсных вложений в организацию работ.
Различные виды дуговой сварки
Современные сварщики представляют собой требовательную группу в современной культуре. Различные фабрики и рабочие места требуют помощи сварщиков для сборки, ремонта и ремонта различных типов машин и выполнения проектов по изготовлению металлоконструкций.
Процесс сварки не так легко обучить и требует много знаний и тяжелой ежедневной работы.
Дуговая сварка — это сложный навык для многих, но может быть невероятно полезным, если его изучить.
Эта статья научит вас основам дуговой сварки, ее преимуществам и недостаткам, а также различным существующим типам.
Пропустить вперед
- Что такое дуговая сварка?
- Другие типы сварочных процессов
- Газокислородная сварка
- Сварка сопротивлением
- Твердотельная сварка
- Электронно-лучевая сварка
- Лазерная сварка
- Электрошлаковая сварка
- 8 типов дуговой сварки
- Дуговая сварка углеродом
- Дуговая сварка порошковой проволокой (FCAW)
- Газовая дуговая сварка металлическим электродом (GMAW) / MIG
- Газовая вольфрамовая дуговая сварка (GTAW) / TIG
- Плазменно-дуговая сварка
- Дуговая сварка в защитном металле (SMAW)
- Дуговая сварка под флюсом
- Атомно-водородная сварка
- Преимущества и недостатки дуговой сварки
- Преимущества
- Недостатки
Что такое дуговая сварка?
Общее определение сварки включает в себя сплавление двух отдельных частей под действием тепла, давления или совместного усилия между ними.
Дуговая сварка следует аналогичному процессу, но использует электричество для выработки тепла.
Электрическая дуга образуется между основным металлом и стержнем электрода или проводом через надежный источник питания.
При этом типе сварки источником питания может быть постоянный или переменный ток, в зависимости от выбранного вами стиля.
Постоянный ток направляет электричество в одном направлении. Магнитные поля имеют время для формирования и обеспечивают постоянный поток электрических токов.
Переменный ток может переносить электричество в нескольких направлениях. Он может переносить электрические токи на большие расстояния, но не имеет постоянного потока, как постоянный ток.
Это все очень краткое объяснение того, как работает дуговая сварка. Подробности мы узнаем в другом посте.
Прочие виды сварочных процессов
Процесс сварки может различаться в зависимости от используемого оборудования, техники и материалов.
Дуговая сварка является лишь одним из многих сварочных процессов, существующих в промышленности.
Прежде чем мы перейдем к различным типам дуговой сварки, остановимся на некоторых других сварочных процессах, наиболее часто используемых сегодня.
Газокислородная сварка
Этот тип сварки основан на комбинированной силе кислорода и ацетилена для создания горячего пламени.
Через ручную горелку или паяльную трубку пламя может нагреваться до 3200 градусов для сварки таких прочных материалов, как сталь.
Эта сварка идеально подходит для ремонта, например, для ремонта сломанных труб и ослабленных приспособлений. При правильной температуре он также может выполнять пайку бронзы и серебра.
Сварка сопротивлением
Этот тип сварки очень экономичен, поскольку для создания соединения не используются другие материалы.
Металлы соединяются за счет приложенного давления и пропускания тока от изготовленных электродов из сплава на основе меди. Электрод отводит тепло, образуя самородок в точке сварки, и ждет приложения давления.
Сварка сопротивлением является распространенным процессом в автомобильной и аэрокосмической промышленности.
Сварка в твердом теле
Этот процесс сварки отличается от других тем, что температура всегда ниже точки плавления. Расплавленный металл бесполезен, и он позволяет избежать таких дефектов, как пористость или шлаковые включения.
Металлы соединяются за счет приложенного давления или давления плюс тепло без присадочного металла. Диффузионная, фрикционная и ультразвуковая сварка — это три разновидности контактной сварки, которые соединяют металл посредством коалесценции.
Вы можете узнать твердотельную сварку по отсутствию самородков и деформации основного металла.
Сварщики находят применение этому процессу в большинстве аэрокосмических отраслей и ремонте негерметичных труб.
Электронно-лучевая сварка
Этот тип сварки является точным и использует заряженные электроны через электронную пушку. Электрические поля ускоряют скорость электронов, создавая кинетическую теплоту и соединяя детали.
Весь процесс происходит в вакуумном пространстве, потому что любой газ может разрушить пучок и вызвать рассеяние электронов.
Сварка происходит через операционную компьютерную систему для ее высокой точности.
Лазерная сварка
Этот бесконтактный процесс использует интенсивный свет для формирования лазерного луча и сплавления двух кусков металла вместе. Сварка занимает пару миллисекунд, чтобы произвести достаточно тепла для надлежащего смешивания и затвердевания.
Два различных вида сварки лазерным лучом зависят от интенсивности лазера: при проведении сварки используется низкая энергия для неглубокого сварного шва, а при проплавлении в металле образуются отверстия.
Электрошлаковая сварка
Этот процесс сварки использует жидкий шлак для проведения электрического тока по поверхности сварки. Шлак остается расплавленным, в то время как тепло, выделяемое током, соединяет две заготовки вместе.
Электрошлаковая сварка сокращает время сварки металла и повышает производительность. Этот тип сварки применяется к работам, связанным со стальными пластинами и другими тяжелыми металлами и машинами.
Типы дуговой сварки
Теперь, когда мы рассмотрели другие процессы сварки, давайте перейдем к различным типам дуговой сварки.
Дуговая сварка разветвляется на разные подкатегории процесса. Есть много приложений, и использование зависит от работы и ее сложности.
Тип металла также определяет, какой процесс дуговой сварки использовать. Некоторые детали требуют больше энергии, чем другие, и результат определяет конкретный сварной шов.
Вот различные виды дуговой сварки.
Дуговая сварка углеродом
Большинство сварщиков считают этот процесс старой техникой, хотя некоторые до сих пор используют его. Электричество низкого напряжения нагревает две заготовки вместе с этим вариантом дуговой сварки.
Технологические достижения сделали этот процесс (созданный в 1881 году) древним и в основном выполняемым опытными сварщиками. Сварщики, использующие эту технику, оснащают ручные инструменты для работы с высокими температурами электродов.
В прошлом этот сварочный процесс отлично подходил для ремонта дефектных сварных швов, выдалбливания трещин и других повреждений.
Дуговая сварка порошковой проволокой (FCAW)
Также известен как сварка с двойным экраном , в этом процессе используется электрод с непрерывной подачей проволоки с постоянным напряжением, подаваемым на точку сварки.
При сварке защитный газ защищает сварочную ванну от окисления и возможного шлакообразования. Этот метод был разработан для сварки конструкционной стали.
Вы можете найти этот процесс, выполняемый на строительных площадках, поскольку он обрабатывает сварку, которая требует наплавки и твердого покрытия.
Дуговая сварка металлическим газом (GMAW)
Также известен как Сварка металла в среде инертного газа (MIG) , этот процесс аналогичен процессу дуговой сварки с флюсовой проволокой, поскольку в нем используется металлическая проволока в качестве присадочного материала и электрода.
Проволока создает электрическую дугу, которая соприкасается с заготовкой и сплавляет оба материала.
GMAW — это высокоскоростной процесс, который легче освоить, чем, скажем, сварку TIG. Он надежен при сварке углеродистой стали, алюминия и титана.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Также известен как Сварка вольфрамовым электродом в среде инертного газа (TIG) , сложный процесс, требующий многих лет обучения для овладения этим ремеслом.
Эта дуговая сварка создает сварной шов с вольфрамовым материалом в качестве электрода. Газы аргон и гелий защищают зону сварки от загрязнения и непрерывно проводят энергию через дугу.
Вы найдете много сварщиков, имеющих опыт газовой вольфрамовой дуговой сварки на судоходных, аэрокосмических и военных верфях.
Плазменная дуговая сварка
Плазменная сварка похожа на GTAW, поскольку в качестве электрода используется вольфрам. Разница между двумя процессами заключается в сопле, используемом для покрытия электрода.
Ионизированные газы создают горячие плазменные взрывы и сварка металлов с узкой точностью. Высокая скорость концентрации тепла компенсирует низкий расход электрода.
Этот процесс подходит для автоматической сварки и используется для угловых швов и устранения брызг.
Дуговая сварка в защитном металле (SMAW)
В этом процессе, также известном как сварка стержнем, используется электрод с флюсовым покрытием и металлический стержень в качестве основной части. Покрытие распадается во время сварки и выделяет пар, который обеспечивает защитный газ и дополнительный слой шлака.
Скорость сварки низкая по сравнению с другими методами дуговой сварки, но можно настроить размер провара и количество брызг.
Очень полезно в рабочих зонах с ограниченным пространством. Этот вид дуговой сварки часто применяют при ремонте, в строительстве, при сварке алюминия.
Дуговая сварка под флюсом
Этот тип дуговой сварки похож на SMAW, поскольку они оба требуют покрытия. При этом дуга покрывается слоем порошкообразного флюса.
Этот слой гранулированного материала обеспечивает электропроводность между соединяемым металлом и электродом. Это требует твердой руки, так как сварщик не может видеть дальше покрытия.
Этот процесс можно выполнять только в плоском и горизонтальном положениях. Он часто используется в производственных работах с использованием тяжелых стальных пластин.
Сварка атомным водородом
В этом процессе дуговой сварки используются два металлических вольфрамовых электрода в атмосфере водорода. Электрическая дуга в процессе разрушает молекулы водорода и снова объединяет их за счет сильного нагрева.
Этот процесс дает одно из самых горячих пламен, между 3400 и 4000°C. Этого тепла достаточно, чтобы расплавить вольфрам.
Подобно угольной дуговой сварке, это еще один процесс, который многие сварщики считают устаревшим.
Преимущества и недостатки дуговой сварки
Эти процессы имеют свои преимущества и недостатки. Для правильной работы требуется правильное количество электроэнергии и, в зависимости от работы, правильный уровень напряжения.
Вот некоторые плюсы и минусы использования процесса дуговой сварки.
Преимущества
Одна из лучших особенностей дуговой сварки — это экономичность процесса по сравнению с другими методами сварки.
В большинстве случаев этому типу сварки относительно легко научиться при правильном обучении и большом количестве практики, и он может применяться к большинству типов металлов.
Оборудование, необходимое для дуговой сварки, является портативным, и его можно легко переносить по нужным местам.
Темпы производства перевешивают стоимость единиц сварного шва и обеспечивают высокий выход продукции.
Недостатки
Дуговая сварка должна использоваться только на прочных материалах, которые могут выдерживать высокую интенсивность тепла. Мягкие материалы и тонкие металлы можно испортить. Лучше всего работать с прочными металлами.
Кроме того, остатки и отходы, остающиеся после процесса, могут быть слишком токсичными для воздействия. После дуговой сварки следует процедура стерилизующей очистки.
Хотя это определенно то, чему можно научиться на профессиональном уровне, большинству людей трудно научиться дуговой сварке самостоятельно.
Аппараты дуговой сварки | Краткое описание процесса сварки
Спасибо нашей любимой Королеве.
Бескорыстная жизнь служения своей стране и своему народу, да упокоится она с миром.
Дуговая сварка металлическим газом
Дуговая сварка — это тип сварки, при котором используется источник сварочного тока для создания электрической дуги между электродом и основным материалом для расплавления металлов в точке сварки. Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также плавящиеся или неплавящиеся электроды. Зона сварки обычно защищена защитным газом, паром и/или шлаком.
Для подачи электроэнергии, необходимой для процессов дуговой сварки, можно использовать несколько различных источников питания. Наиболее распространенной классификацией являются источники питания постоянного тока и источники питания постоянного напряжения. При дуговой сварке напряжение напрямую связано с длиной дуги, а сила тока связана с количеством подведенного тепла. Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка вольфрамовым электродом в среде защитного газа и дуговая сварка металлическим электродом, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод абсолютно неподвижно, и в результате длина дуги и, следовательно, напряжение имеют тенденцию к колебаниям. Источники постоянного напряжения поддерживают постоянное напряжение и изменяют ток, поэтому чаще всего используются для автоматизированных сварочных процессов, таких как дуговая сварка металлическим электродом в среде защитного газа, дуговая сварка с флюсовой проволокой и дуговая сварка под флюсом. В этих процессах длина дуги поддерживается постоянной, поскольку любое колебание расстояния между проволокой и основным материалом быстро компенсируется большим изменением тока. Например, если провод и основной материал находятся слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и плавлению кончика провода, возвращая его к исходному разделительному расстоянию.
Направление тока, используемого при дуговой сварке, также играет важную роль в сварке. В процессах с плавящимся электродом, таких как дуговая сварка металлическим электродом в среде защитного газа и дуговая сварка металлическим электродом в среде защитного газа, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно. При сварке положительно заряженный анод будет иметь большую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, он будет плавиться быстрее, увеличивая глубину провара и скорость сварки. В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. В процессах с неплавящимся электродом, таких как дуговая сварка вольфрамовым электродом, может использоваться как постоянный ток (DC), так и переменный ток (AC). Однако при постоянном токе, поскольку электрод только создает дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод делает более глубокие сварные швы. Переменный ток быстро перемещается между ними, что приводит к сварке со средним проваром. Один недостаток переменного тока, тот факт, что дуга должна повторно зажигаться после каждого пересечения нуля, был устранен с изобретением специальных блоков питания, которые создают прямоугольную форму волны вместо обычной синусоидальной волны, устраняя время низкого напряжения после переходы через ноль и минимизация последствий проблемы.
Lincoln Electric, ESAB — это лишь два из многих производителей оборудования для дуговой сварки.
Методы плавящимся электродом
Одним из наиболее распространенных типов дуговой сварки является дуговая сварка в среде защитного газа (SMAW), которая также известна как ручная дуговая сварка металлическим электродом (MMAW) или электродуговая сварка. Электрический ток используется для зажигания дуги между основным материалом и расходуемым электродным стержнем или «стержнем». Электродный стержень изготовлен из материала, совместимого со свариваемым основным материалом, и покрыт флюсом, выделяющим пары, которые служат защитным газом и создают слой шлака, оба из которых защищают зону сварки от атмосферного загрязнения. . Сердечник электрода сам по себе действует как наполнитель, что делает ненужным отдельный наполнитель. Этот процесс очень универсален, требует небольшой подготовки оператора и недорогого оборудования. Однако время сварки довольно медленное, поскольку расходуемые электроды необходимо часто заменять, а шлак, оставшийся от флюса, необходимо удалять после сварки. Кроме того, этот процесс обычно ограничивается сваркой черных металлов, хотя специальные электроды позволяют сваривать чугун, никель, алюминий, медь и другие металлы. Универсальность метода делает его популярным в ряде приложений, включая ремонтные работы и строительство.
Дуговая сварка металлическим газом (GMAW), обычно называемая MIG (Metal Inert Gas), представляет собой полуавтоматический или автоматический процесс сварки с непрерывной подачей расходуемой проволоки, действующей как электрод и присадочный металл, вместе с инертным или полуинертным защитный газ обтекал проволоку, чтобы защитить место сварки от загрязнения. Источник постоянного напряжения постоянного тока чаще всего используется с GMAW, но также используется постоянный переменный ток. С непрерывной подачей присадочных электродов GMAW обеспечивает относительно высокую скорость сварки, однако более сложное оборудование снижает удобство и универсальность по сравнению с процессом SMAW. Первоначально разработан для сварки алюминия и других цветных металлов в 19 веке. 40-х годов, GMAW вскоре стал экономично применяться для сталей. Сегодня GMAW широко используется в таких отраслях, как автомобильная, благодаря его качеству, универсальности и скорости. Из-за необходимости поддерживать стабильную защитную газовую оболочку вокруг места сварки использование процесса GMAW в местах с интенсивным движением воздуха, например на открытом воздухе, может быть проблематичным.
Дуговая сварка с флюсовой проволокой (FCAW) представляет собой разновидность метода GMAW. Проволока FCAW на самом деле представляет собой тонкую металлическую трубку, заполненную порошкообразными флюсовыми материалами. Иногда используется защитный газ, подаваемый извне, но часто для создания необходимой защиты от атмосферы используется сам поток. Этот процесс широко используется в строительстве из-за его высокой скорости сварки и портативности.
Дуговая сварка под флюсом (SAW) представляет собой высокопроизводительный сварочный процесс, при котором дуга зажигается под покрывающим слоем гранулированного флюса. Это повышает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Шлак, образующийся на сварном шве, обычно отделяется сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Условия работы намного лучше по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и не образуется дым. Этот процесс широко используется в промышленности, особенно для крупногабаритных изделий.[9]] Поскольку дуга не видна, она обычно автоматизирована. SAW возможен только в положениях 1F (плоское скругление), 2F (горизонтальное скругление) и 1G (плоский паз).
Методы неплавящегося электрода
Газовая вольфрамовая дуговая сварка (GTAW) или сварка ВИГ (вольфрам в инертном газе) — это процесс ручной сварки, в котором используется неплавящийся электрод из вольфрама, смесь инертного или полуинертного газа и отдельный наполнитель. Особенно полезный для сварки тонких материалов, этот метод характеризуется стабильной дугой и высоким качеством сварных швов, но требует значительных навыков оператора и может выполняться только на относительно низких скоростях. Его можно использовать практически для всех свариваемых металлов, хотя чаще всего он применяется для нержавеющей стали и легких металлов. Он часто используется, когда чрезвычайно важно качество сварных швов, например, в велосипедах, самолетах и на флоте. Родственный процесс, плазменная дуговая сварка, также использует вольфрамовый электрод, но использует плазменный газ для создания дуги. Дуга более концентрированная, чем дуга GTAW, что делает поперечный контроль более важным и, таким образом, в целом ограничивает технику механизированным процессом. Из-за стабильного тока этот метод можно использовать для материалов с более широким диапазоном толщин, чем метод GTAW, и он намного быстрее. Его можно применять ко всем тем же материалам, что и GTAW, за исключением магния; автоматизированная сварка нержавеющей стали является одним из важных применений этого процесса. Разновидностью этого процесса является плазменная резка, эффективный процесс резки стали.
Другие процессы дуговой сварки включают атомно-водородную сварку, угольную дуговую сварку, электрошлаковую сварку, электрогазовую сварку и дуговую сварку стержнями.
Коррозия
Некоторые материалы, особенно высокопрочные стали, алюминиевые и титановые сплавы, подвержены водородному охрупчиванию. Если электроды, используемые для сварки, содержат следы влаги, вода разлагается под действием тепла дуги и выделяющийся водород попадает в решетку материала, вызывая его хрупкость. Стержневые электроды для таких материалов со специальным маловодородным покрытием поставляются в герметичной влагонепроницаемой упаковке. Новые электроды можно использовать прямо из банки, но при подозрении на поглощение влаги их необходимо высушить путем прокаливания (обычно при температуре от 800 до 1000 ° F (от 425 до 550 ° C)) в сушильной печи. Используемый флюс также должен быть сухим.
Некоторые аустенитные нержавеющие стали и сплавы на основе никеля склонны к межкристаллитной коррозии. При воздействии температуры около 700 ° C (1300 ° F) в течение слишком долгого времени хром вступает в реакцию с углеродом в материале, образуя карбид хрома и истощая края кристаллов хрома, ухудшая их коррозионную стойкость в процессе, называемом сенсибилизацией. Такая сенсибилизированная сталь подвергается коррозии в областях вблизи сварных швов, где температура-время были благоприятными для образования карбида. Этот вид коррозии часто называют распадом сварного шва.
Ножевая атака (KLA) — это еще один вид коррозии, поражающий сварные швы, воздействующий на стали, стабилизированные ниобием. Ниобий и карбид ниобия растворяются в стали при очень высоких температурах. При некоторых режимах охлаждения карбид ниобия не выделяется, и тогда сталь ведет себя как нестабилизированная, образуя вместо нее карбид хрома. Это влияет только на тонкую зону шириной в несколько миллиметров в непосредственной близости от сварного шва, что затрудняет обнаружение и увеличивает скорость коррозии. Конструкции из таких сталей должны нагреваться в целом примерно до 1,9°С.50 ° F (1070 ° C), когда карбид хрома растворяется и образуется карбид ниобия. Скорость охлаждения после этой обработки не имеет значения.
Присадочный металл (материал электродов), неправильно выбранный для условий окружающей среды, также может сделать их чувствительными к коррозии. Также возникают проблемы с гальванической коррозией, если состав электрода существенно отличается от свариваемых материалов или сами материалы отличаются друг от друга. Даже между различными марками нержавеющих сталей на основе никеля коррозия сварных соединений может быть серьезной, несмотря на то, что они редко подвергаются гальванической коррозии при механическом соединении.
История
Основные статьи: кузнечная сварка, сварка сопротивлением, газокислородная сварка и дуговая сварка вольфрамовым электродом
Хотя примеры кузнечной сварки восходят к бронзовому и железному векам, дуговая сварка не применялась до сих пор. потом. В 1802 г. Василий Петров открыл непрерывную электрическую дугу и впоследствии предложил ее возможные практические применения, в том числе для сварки. Французский изобретатель-электрик Огюст де Меритен изготовил первую угольную дуговую горелку, запатентованную в 1881 году, которая успешно использовалась для сварки свинца при производстве свинцово-кислотных аккумуляторов. В 1881-1882 годах русский изобретатель Николай Бернардос создал метод электродуговой сварки стали, известный как угольная дуговая сварка, с использованием угольных электродов. Успехи в дуговой сварке продолжились с изобретением металлических электродов в конце 19 века.века русским Николаем Славяновым (1888 г.) и американцем К. Л. Коффином. Примерно в 1900 году А. П. Строменгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу. В 1905 году русский ученый Владимир Миткевич предложил использовать для сварки трехфазную электрическую дугу. В 1919 году CJ Holslag изобрел сварку на переменном токе, но она не стала популярной в течение следующего десятилетия.
Конкурирующие сварочные процессы, такие как сварка сопротивлением и кислородная сварка, также были разработаны в это время, но оба, особенно последний, столкнулись с жесткой конкуренцией со стороны дуговой сварки, особенно после металлического покрытия (известного как флюс) для электрода для стабилизации дуги. и защищать основной материал от примесей, продолжали развиваться.
Во время Первой мировой войны сварка стала использоваться в кораблестроении в Великобритании вместо клепаных стальных листов. Американцы также стали более восприимчивыми к новой технологии, когда процесс позволил им быстро отремонтировать свои корабли после нападения Германии в гавани Нью-Йорка в начале войны. Дуговая сварка была впервые применена к самолетам во время войны, и некоторые фюзеляжи немецких самолетов были построены с использованием этого процесса. В 1919 году британский кораблестроитель Каммелл Лэрд начал строительство торгового судна «Фуллагар» с полностью сварным корпусом; она была спущена на воду в 1921.
В течение 1920-х годов были достигнуты значительные успехи в технологии сварки, включая введение в 1920 году автоматической сварки, при которой электродная проволока подавалась непрерывно. Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере. Пористость и хрупкость были основными проблемами, и разработанные решения включали использование водорода, аргона и гелия в качестве сварочных сред. В течение следующего десятилетия дальнейшие достижения позволили сваривать химически активные металлы, такие как алюминий и магний. Это, в сочетании с разработками в области автоматической сварки, переменного тока и флюсов, привело к значительному расширению дуговой сварки в XIX веке.30-х годов, а затем во время Великой Отечественной войны.
В середине века было изобретено много новых методов сварки. Дуговая сварка под флюсом была изобретена в 1930 году и до сих пор пользуется популярностью. В 1932 году русский Константин Хренов успешно осуществил первую подводную электродуговую сварку. Газовая вольфрамовая дуговая сварка после десятилетий разработки была окончательно усовершенствована в 1941 году, а в 1948 году последовала газовая дуговая сварка металлическим электродом, что позволило быстро сваривать цветные материалы, но требовало дорогих защитных газов. Используя плавящийся электрод и атмосферу углекислого газа в качестве защитного газа, он быстро стал самым популярным процессом дуговой сварки металлическим электродом. В 1957 дебютировал процесс дуговой сварки с флюсовой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки. В том же году была изобретена плазменная дуговая сварка. Электрошлаковая сварка была выпущена в 1958 году, а в 1961 году за ней последовала ее родственница, электрогазовая сварка.
Хотите поговорить с нашей командой?
Может быть, вы не знаете, какой сварочный аппарат лучше всего подходит вам? Наш отдел продаж будет рад обсудить ваши требования к сварке.
Обладая обширными знаниями о ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
С понедельника по пятницу в течение нашего рабочего дня с 8:00 до 17:00 по Гринвичу мы стремимся ответить на ваш запрос в течение 2 часов после получения вашего электронного письма.
Тел.: +44 (0)116 269 6941
Электронная почта: [email protected]
Воспользуйтесь нашей контактной формой
Что такое дуговая сварка? — Сварочный центр
Пьера Янга
Дуговая сварка используется сварщиками для соединения металлов в различных областях. Он используется уже более 50 лет и на сегодняшний день является наиболее распространенным видом сварки. Этот пост в блоге посвящен тому, что такое дуговая сварка, что вам нужно знать о ней и почему это лучший выбор для многих работ.
Так что же такое дуговая сварка?
Дуговая сварка включает пропускание электрического тока через плавящийся электрод, который выделяет тепло, которое сплавляет металлы.
Электроды изготовлены из одного или двух металлов, которые реагируют друг с другом при контакте и образуют расплавленный шов при высоких температурах с выделением шлака (затвердевший побочный продукт). Этот процесс может быть выполнен с использованием ручного труда или автоматизированного оборудования в зависимости от того, что вы свариваете и какой тип металла соединяете.
Например, электроды могут быть изготовлены из алюминия или магния для соединения стали и алюминия, что делает дуговую сварку отличным выбором для многих работ. Этот процесс использовался на автомобильных производственных линиях с тех пор, как он был впервые представлен, потому что он помогает сделать автомобили легче, а также повышает прочность сварных швов.
Самым большим преимуществом дуговой сварки является то, что она может делать по сравнению с другими видами сварки:
- Это быстрый процесс, который делает его идеальным для крупных проектов, требующих быстрого завершения и меньшего количества работ по очистке после него. Сварка открытым пламенем или газом занимает больше времени, потому что нужно дождаться, пока материал нагреется.
- Он точен и идеально подходит для сварки деталей, особенно тонких металлических деталей, которые не выдерживают сильного нагрева при других видах сварки. Газовые горелки производят открытое пламя, которое создает намного больше отходов, чем то, что вы получаете при дуговой сварке, плавя обе стороны одновременно и не требуя дополнительных присадочных материалов.
- Он чистый, что делает его идеальным для работ на открытом воздухе, таких как сварка на строительной площадке, где пыль и мусор могут мешать другим типам проектов. Вам не придется иметь дело с пламенем, дымом, искрами или шлаком, поэтому ваша рабочая зона остается безопасной, а в целом образуется меньше отходов.
Дуговая сварка — это то, что мы рекомендуем практически для всех типов металлоконструкций, потому что она быстрее, чем другие варианты, точнее, с меньшим количеством отходов и дает более чистые результаты. Если у вас есть какие-либо вопросы о том, какое оборудование вам нужно или какие металлы можно сваривать вместе, задайте их одному из наших экспертов сегодня! Мы всегда рады помочь любым возможным способом.
Какое оборудование вам нужно для дуговой сварки?
Дуговая сварка существует в нескольких различных формах, поэтому то, что вам понадобится, действительно зависит от типа работы, над которой вы работаете, и от того, какие металлические поверхности будут соединяться вместе.
Существует три основных типа:
Точечная сварка
Одним из способов завершения соединения двух деталей является точечная сварка, при которой электрический ток быстро пропускают между электродом и только одной точкой на каждой стороне металл сваривается с помощью инструмента, называемого «точечная сварка». Вы также можете использовать этот метод во время других процессов сварки, чтобы сократить время, необходимое для процесса.
Точечная сварка — это прежде всего точность, поэтому, если между местом, где вы работаете, и тем, что вокруг него, есть достаточно места, вам следует использовать именно его. Электроды изготовлены из металлического сплава, который реагирует на высокую температуру сварки, расплавляясь и создавая сварные швы, что делает их многоразовыми с течением времени без необходимости заменять их каждый раз, когда они израсходованы.
Точечная сварка сопротивлением
Другим вариантом, который вам нужен, является «точечная сварка сопротивлением», при которой используется высокочастотный генератор для соединения двух металлических частей. Он работает, применяя электрический ток в течение короткого периода времени, поэтому он не производит тепла или расплавленных сварных швов, как это делает дуговая сварка, а вместо этого выполняет задачу за счет сопротивления.
Если это единственный доступный вариант, вам следует использовать этот тип точечной сварки, так как он может быть выполнен быстро и создает прочное соединение между деталями. Однако для этого требуются две руки, а это означает, что для завершения процесса должен быть кто-то еще.
Ультразвуковая (поперечная)
В последнем типе точечной сварки используется «ультразвуковой преобразователь» для завершения соединения двух деталей путем применения, по существу, звукового удара. Вы можете выполнять этот тип сварочного процесса как одной, так и двумя руками, поэтому для этого не требуется дополнительный человек, и вам не нужно беспокоиться о том, какое оборудование у вас есть в вашем распоряжении.
Этот тип точечной сварки подойдет вам, если вы работаете с большими деталями, которые необходимо сварить быстро и точно. Это также то, что мы рекомендуем для соединения тонких металлических деталей, поскольку при этом не образуются искры или шлак, в отличие от других методов, когда они создают расплавленный металл.
Резюме
Дуговая сварка — это то, что мы рекомендуем практически для всех типов металлоконструкций, потому что она быстрее, чем другие варианты, точнее, с меньшим количеством отходов и дает более чистые результаты.
О Пьере Янге
Здравствуйте, я Пьер Янг, сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Основы дуговой сварки в защитном металле
By Дженнифер Даллос on
Объясняются основы этого давно используемого и универсального процесса
При дуговой сварке защищенным металлом (SMAW) дуга между покрытым электродом и сварочной ванной используется для выполнения сварного шва. По мере того, как сварщик постоянно подает электрод с покрытием в сварочную ванну, при распаде покрытия выделяются газы, защищающие ванну. Процесс используется без приложения давления и с присадочным металлом из покрытого электрода. Качественный металл шва, наплавленный в процессе, используется как для соединения, так и для нанесения функциональной поверхности на металлические изделия.
Из-за множества возможных вариаций состава покрытия электрода и большого выбора химического состава сердечника в процессе можно получить широкий диапазон наплавленного металла с требуемыми механическими и физическими свойствами, обеспечивая при этом ровную дугу, однородный металл. передаточные характеристики и простота в эксплуатации. Это один из старейших и простейших процессов сварки, который до сих пор широко используется.
Простота процесса распространяется на количество и характер необходимых компонентов схемы, а именно:
1. Источник питания с соответствующим номинальным током и рабочим циклом
2. Электрод SMAW, совместимый с выходной мощностью источника питания
3. Сварочный кабель подходящего размера
4. Электрододержатель
5. Кабель заготовки.
Основы процесса
Отличительной особенностью SMAW является физическое наличие покрытия/покрытия, которое окружает жилу расходуемого электрода. Покрытый стержень называется электродом, потому что он функционирует как клемма, от которой электрический поток переходит от проводящего твердого тела к проводящей плазме сварочной дуги.
Для любого применения электрод должен соответствовать следующим трем критериям:
1. Он должен экранировать дугу и металл сварного шва.
2. Должен добавлять металл к сварному шву.
3. Он должен выдерживать сварочную дугу.
Эти функции выполняют компоненты покрытия. При достаточном нагреве ингредиенты покрытия делают следующее:
1. Разлагаются на газы и вытесняют воздух в месте сварки, обеспечивая тем самым защиту дуги и металла сварного шва;
2. Ионизация для поддержки дуговой плазмы;
3. Плавить расплавленный металл и при охлаждении образовывать на сварном шве защитный шлаковый покров.
Покрытие может также содержать металлические порошки, которые увеличивают вклад металла электрода в сварочную ванну.
Принципы работы
В процессе SMAW используется электрическая цепь, которая поддерживает сварочную дугу для преобразования мощности электрической сети или топлива в тепло. Тепло от сварочной дуги является интенсивным и чрезвычайно концентрированным. Он сразу расплавляет часть заготовки и конец электрода. Сварщик поддерживает длину дуги, удерживая постоянное пространство между электродом и сварочной ванной, которая образуется на изделии. При снятии дуги жидкость плавится, а расплав застывает в сплошной металл.
Элементы типовой сварочной схемы для дуговой сварки в защитных газах.
Как показано на схеме на рис. 1, источник питания включен в цепь с электродом и заготовкой последовательно. Сварочный кабель, используемый в цепи, электрододержатель и соединение между кабелем и заготовкой также являются важными элементами цепи. Источник питания имеет две отдельные выходные клеммы. С одной клеммы осуществляется подключение к электроду. При использовании постоянного тока (DC) правильная клемма для подключения электрода определяется требуемой полярностью для данного типа электрода. При использовании переменного тока (AC) электрод можно подключить к любой клемме. Цепь между заготовкой и электродом разомкнута.
Пока электрод SMAW удерживается на расстоянии от заготовки, цепь
остается разомкнутой, и можно использовать вольтметр для измерения падения напряжения между электрододержателем
и заготовкой для этого состояния разомкнутой цепи (предварительной сварки).
Покрытые электроды
Все электроды SMAW имеют покрытие с компонентами, облегчающими процесс сварки, и добавляют легирующие элементы, придающие шву полезные свойства. Без покрытия дугу было бы очень трудно поддерживать, наплавленный металл был бы хрупким из-за растворенного кислорода и азота, валик сварного шва был бы тусклым и неправильной формы, а заготовка была бы подрезана.
Производители электродов наносят покрытие на электроды SMAW методом экструзии или погружением. Экструзия
используется гораздо шире и достигается путем смешивания сухих компонентов с жидкими силикатами. Процесс погружения используется в основном для электродов SMAW, используемых для сварки чугуна, и для некоторых специальных электродов, которые имеют сложную сердечную проволоку.
Покрытие содержит большую часть необходимых для процесса стабилизирующих, экранирующих, флюсующих, раскисляющих и шлакообразующих материалов. Помимо поддержания дуги и подачи присадочного металла для наплавленного металла, разрушение покрытия электрода приводит к попаданию других ключевых материалов в дугу или вокруг нее, или и в то, и в другое. В зависимости от типа используемого электрода покрытие электрода обеспечивает следующее:
1. Газ для защиты дуги и предотвращения чрезмерного атмосферного загрязнения расплавленного металла;
2. Раскислители, реагирующие с растворенными газообразными элементами, которые могут вызывать пористость, и уменьшающие их уровень;
3. Флюсы для ускорения химических реакций и очистки сварочной ванны;
4. Шлаковый покров для защиты горячего металла шва от воздуха и улучшения механических свойств, формы валика и чистоты поверхности металла шва;
5. Легирующие элементы для получения желаемой микроструктуры;
6. Элементы и соединения для контроля роста зерна;
7. Легирующие материалы для улучшения механических свойств металла шва;
8. Элементы, влияющие на форму сварочной ванны;
9. Элементы, влияющие на смачивание заготовки и вязкость жидкого металла шва; и
10. Стабилизаторы, помогающие установить желаемые электрические характеристики электрода и свести к минимуму разбрызгивание.
Химические соединения в покрытии в сочетании с составом основной проволоки создают уникальные механические свойства сварного шва и улучшают характеристики сварки, такие как стабильность дуги, тип переноса металла и шлак. Различные типы электродов разработаны не только для сварки различных металлов, но и для оптимизации определенных характеристик процесса и получения преимущества в определенной области 9.Приложение 0020.
Защита от дуги
Экранирующее действие процесса, показанного на рис. 2, практически одинаково для всех электродов SMAW, но конкретный метод защиты и объем образующегося шлака варьируются от одного типа электрода к другому.
Как показано на рис. 2, работают два механизма для предотвращения вредного воздействия на сварочную ванну газов, содержащихся в воздухе. Первый — принудительное вытеснение воздуха газами, образующимися при горении и разложении покрытия электрода. Во-вторых, это покрывающее действие флюса или шлака, которое предотвращает диффузию компонентов воздуха в жидкий металл. Покрытия электродов различаются по своей зависимости от этих двух механизмов, чтобы обеспечить наиболее выгодное экранирующее действие для конкретного сварного шва.
Преимущества процесса
Основным преимуществом SMAW является большое разнообразие металлов и сплавов, которые можно сваривать в этом процессе. Имеются процедуры и электроды для сварки углеродистых и низколегированных сталей, высоколегированных сталей, сталей с покрытиями, инструментальных и штамповых сталей, нержавеющих и жаропрочных сталей, чугунов, меди и медных сплавов, а также никелевых и кобальтовых сплавов.
Ниже приведены другие преимущества процесса:
1. Оборудование относительно простое, недорогое и портативное.
2. Электрод SMAW обеспечивает как экранирование, так и присадочный металл для получения качественного сварного шва.
3. Вспомогательная газовая защита или гранулированный флюс не требуются.
4. Этот процесс менее чувствителен к ветру и сквозняку, чем процессы дуговой сварки в среде защитного газа.
5. Размеры электродов SMAW идеальны для проникновения в зоны с ограниченным доступом (электроды можно сгибать и с помощью зеркал накладывать в слепых зонах).
6. Этот процесс подходит для большинства часто используемых металлов и сплавов.
7. Этот процесс является гибким и может применяться к различным конфигурациям соединений и положениям сварки.
8. Можно быстро и надежно получить оптимальные результаты.
Ограничения процесса
1. Металлы с низкой температурой плавления, такие как свинец, олово и цинк, и их сплавы не свариваются методом SMAW. Эти металлы имеют относительно низкие температуры кипения, и сильный нагрев дуги SMAW немедленно заставляет их испаряться из твердого состояния. Дуговая сварка защитным металлом также не подходит для химически активных металлов, таких как титан, цирконий, тантал и ниобий, поскольку обеспечиваемая защита недостаточно инертна для предотвращения загрязнения сварного шва.
2. Этот процесс обеспечивает более низкую скорость наплавки, чем процессы дуговой сварки металлическим электродом в среде защитного газа (GMAW) и дуговой сварки с флюсовой проволокой (FCAW). Скорость осаждения ниже, поскольку максимальный полезный ток ограничен.
3. Если электрод слишком длинный или сила тока слишком велика, количество тепла, выделяемого внутри электрода SMAW, будет чрезмерным. После начала сварки температура покрытия в конечном итоге поднимется до предела, который вызовет преждевременное разрушение покрытия. Этот пробой, в свою очередь, вызывает ухудшение характеристик дуги и снижает уровень защиты. Следовательно, сварка должна быть остановлена до того, как электрод полностью израсходуется. Следовательно, величина тока, который может быть использован, ограничена в пределах, исключающих перегрев электрода и пробой покрытия. Ограниченный полезный ток обычно приводит к более низкой скорости осаждения, чем при использовании GMAW или FCAW.
4. Еще одним неотъемлемым недостатком является потеря заглушки. Заглушка — это конец электрода SMAW, который выбрасывается. Он состоит из жилы провода в захвате держателя электрода и небольшой части покрытой длины. Потери на заглушках влияют на эффективность осаждения, а не на скорость осаждения. Более длинные потери в шлейфе напрямую приводят к снижению эффективности осаждения.
5. Коэффициент оператора — время дуги в процентах от общего рабочего времени сварщика — для SMAW обычно ниже, чем при непрерывном электродном процессе, таком как GMAW или FCAW.
Когда для сварки требуется большой объем присадочного металла, сочетание низкой скорости наплавки и
более низкого коэффициента оператора снижает использование SMAW. В этих случаях скорость завершения сварки может быть слишком низкой, а стоимость сварки относительно высокой.
На основании информации из Справочника по сварке, 9-е издание, том 2, Сварочные процессы, часть 1, и Ежедневного карманного справочника по дуговой сварке в среде защитного металла (SMAW), Американское общество сварщиков,
Майами, Флорида,
Общие процессы дуговой сварки | EDT Судебная инженерия и консалтинг
Сварка — это производственный процесс, при котором две или более деталей сплавляются друг с другом с помощью тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Хотя можно сваривать материалы, отличные от металла (например, пластмассы), этот процесс чаще всего связан с соединением металлических деталей. Дуговая сварка — это форма сварки, при которой электрическая дуга используется для выработки тепла, необходимого для нагревания свариваемых материалов до их температуры плавления и соединения — в большинстве случаев с добавлением присадочного материала, имеющего свойства, сравнимые со свойствами соединяемых материалов (стальные присадочные материалы). используются для соединения стальных изделий, алюминиевый наполнитель для алюминия и т. д.). В рамках данного обсуждения мы сосредоточимся на дуговой сварке металлов и процессах, наиболее часто используемых для создания предметов, с которыми мы сталкиваемся ежедневно.
Американское общество сварщиков (AWS) имеет стандартные сокращения и определения для многих сварочных процессов. Однако у этих процессов есть более распространенные полевые или промышленные названия, которые мы также будем использовать в этом обсуждении. Ниже приведены процессы сварки, которые мы рассмотрим:
Обозначение Американского общества сварщиков (AWS) Общепринятое или промышленное название (я)
GMAW (дуговая сварка металлическим газом) = сварка MIG (металл в инертном газе)
GTAW (дуговая сварка вольфрамовым электродом) = Сварка TIG (вольфрам в среде инертного газа)
SMAW (дуговая сварка защищенным металлом) = дуговая сварка или сварка электродом
Процесс сварки MIG:
Сварка MIG (сокращение от Metal Inert Gas) является одним из наиболее распространенных сварочных процессов, используемых сегодня, MIG используется в различных областях. Проще говоря, сварка MIG характеризуется подачей проволочного электрода под напряжением в «лужу» расплавленного металла, образующую сварной шов. Чистота этой лужи/стыка расплавленного металла поддерживается путем окружения ее инертным (нереактивным) «защитным» газом, чаще всего двуокисью углерода, аргоном или их смесью. Присутствие этого защитного газа предотвращает реакцию расплавленного металла и наполнителя с кислородом, влагой и другими реактивными переносимыми по воздуху загрязнителями (и загрязнение ими). Процесс MIG можно адаптировать для использования с тонкими или толстыми металлами, изменяя напряжение дуги и скорость, с которой проволока подается в сварочную ванну. Нетрудно найти примеры изделий, сваренных методом MIG, в нашей повседневной жизни. MIG часто используется в автомобилестроении для соединения компонентов рамы автомобиля, выхлопных труб, каркасов сидений, преобразователей крутящего момента и других различных компонентов. Сварку MIG также можно найти на оборудовании для игровых площадок, поручнях, велосипедах и других устройствах, где секции стальных труб соединяются вместе.
Сварка MIG на стали:
Сварка MIG также подходит для использования на изделиях, изготовленных из алюминия, таких как алюминиевые лодки, трейлеры и других различных устройствах. В то время как для сварки MIG стали часто используются большие катушки проволоки весом 10-30 фунтов, алюминиевой проволоке не хватает жесткости стальной проволоки. Таким образом, алюминиевую проволоку нельзя протолкнуть от источника сварочного тока (там, где обычно находится катушка) к рабочей зоне без изгиба или защемления до того, как она достигнет сварочной горелки. Из-за этого сварщики алюминия часто используют шпульный пистолет, сварочную горелку/наконечник, в котором небольшие (обычно 1 фунт) катушки с проволокой находятся в насадке, а не в источнике сварочного тока (также известном как сварочный аппарат), требуя, чтобы проволока проталкивать только на несколько дюймов, а не на несколько футов, как обычно, от катушки до сварочной ванны. Для крупносерийного производства, когда использование алюминиевых катушек меньшего размера нецелесообразно, используется система «тяни-толкай», в которой используется сварочная горелка с моторизованным механизмом подачи, который протягивает проволоку через провод сварочной горелки и подает проволоку из сварщик (аппарат/источник энергии, а не человек) к сварочной ванне. В целом, сварка MIG предпочтительна из-за высокой производительности и простоты использования. Что касается ограничений сварки MIG, то тот факт, что она использует защитный газ, делает ее уязвимой к загрязнению сварного шва в ветреной среде, когда защитный газ может уноситься ветром из сварочной ванны, что приводит к образованию пористых, загрязненных сварных швов. которые могут не соответствовать требованиям их предполагаемого применения. Учитывая это ограничение процесса, процесс сварки MIG хорошо подходит для использования в заводских/производственных сварочных условиях, где климатические условия более или менее контролируются.
Процесс дуговой сварки
Самым старым и наиболее распространенным процессом дуговой сварки является «стержневая» сварка, также называемая SMAW (сокращение от «дуговая сварка защищенным металлом»). В этом процессе используется металлический сварочный электрод с флюсовым покрытием, также известный как сварочная «палка» или стержень. Флюсовое покрытие сварочного стержня служит защитным газом, используемым в процессе сварки MIG, защищая сварной шов от загрязнения. Флюсовые покрытия также могут влиять на скорость охлаждения сварочной ванны, тем самым влияя на окончательную прочность сварного шва. Состав флюсового покрытия также может влиять на пригодность сварочного электрода для использования в различных положениях (потолочном, вертикальном и т. д.). Несмотря на то, что он служит аналогичной цели защиты/экранирования сварного шва, флюс не рассеивается, как защитный газ для процесса MIG. Вместо этого флюс часто оставляет корку или «шлак» на сварном шве, который необходимо сколоть, чтобы открыть сварной шов.
Внешний вид сварного шва, отслоение шлака
Сварной шов, отколотый шлак
Помимо образования шлака на сварных швах, этот процесс также имеет тенденцию к образованию большего количества дыма/дыма и брызг (разбрызгивания материала), чем процесс MIG, что делает его несколько менее желательным для использования внутри помещений — при этом стабильность процесса SMAW делает его отличным выбором для сварки на открытом воздухе, например, для сварки конструкционной стали, а также для ремонта в полевых условиях сельскохозяйственного, строительного, горнодобывающего и погрузочно-разгрузочного оборудования. . Сварочные электроды (или «стержни», как их обычно называют) для процесса SMAW доступны в различных составах, что делает их подходящими для конкретных задач. Для этого процесса после того, как электрическая дуга установится или «зажжется» (считается, что процесс напоминает зажигание спички), сварочный электрод вручную подается в сварочную ванну сварщиком (человеком, а не машиной/источником питания). . Это отличается от сварки MIG, где скорость подачи проволоки/электрода предварительно устанавливается до начала сварки в соответствии с потребностями формируемого соединения. Подобно сварке MIG, где диаметр проволоки/электрода может варьироваться в соответствии с потребностями конкретного соединения, при сварке электродом для этой цели используются электроды разного диаметра. Что касается настройки процесса TIG/SMAW для различной толщины металла, электрический ток изменяется (увеличивается для более толстых металлов/более крупных электродов), а не изменяется напряжение, как при сварке MIG. В этом случае источники питания для сварки MIG нельзя легко заменить источниками питания, используемыми для сварки электродами. Как правило, процесс сварки SMAW/Stick сварки предпочтительнее при сварке в ветреную погоду или на открытом воздухе, а также в других местах, где нецелесообразно перемещать сварочный аппарат MIG к месту, где завершается сварка. Помимо работы в ветреную погоду, сварку электродом можно выполнять и под водой. Еще одна желательная черта дуговой сварки — простота оборудования. По сравнению со сварочным аппаратом MIG, для которого требуются механизмы для управления подачей проволоки и защитного газа, а также источник питания для создания дуги, сварочному аппарату для дуговой сварки требуется только источник питания. В этом случае первоначальная стоимость оборудования, как правило, ниже. В то время как сварка MIG обычно происходит в пределах нескольких футов от сварочного аппарата/источника питания, нередко сварка электродом выполняется на расстоянии 50-100 футов от источника питания. Это особенно полезно при работе со стальными конструкциями, когда сварщик (человек) должен перемещаться между различными и часто возвышенными местами, где было бы нецелесообразно перемещать оборудование для сварки MIG из одного места в другое. Хотя это может быть не самый предпочтительный метод для некоторых применений, сварка электродами существует очень давно и, вероятно, останется наиболее распространенным типом сварки, учитывая низкую стоимость и универсальность процесса.
Процесс сварки ВИГ
Еще одним процессом дуговой сварки, часто используемым для соединения металлических компонентов, является процесс ВИГ (вольфрам в инертном газе). В то время как в этом процессе используются источники питания, аналогичные тем, которые используются для сварки электродом, в TIG также используется защитный газ, как и при сварке MIG. Чистый аргон является наиболее распространенным защитным газом для процесса TIG, а гелий обычно используется в тех случаях, когда требуется дополнительное проплавление сварного шва. В то время как сварочное оборудование MIG контролирует подачу защитного газа и присадочного металла в сварочную ванну, сварка TIG полагается на то, что оператор контролирует подачу присадочного металла (прутка, часто диаметром от 1/16 до 1/8 дюйма) в сварочную ванну. сварочной ванны, управляя горелкой другой рукой и во многих случаях используя одну ногу для запуска/остановки дуги и регулировки сварочного тока. Процесс TIG аналогичен газовой сварке, когда кислородно-ацетиленовая горелка нагревает область сварки, образуя ванну (расплавленную область) одной рукой, а другой подает присадочный стержень. Тем не менее, TIG использует электрическую дугу, проходящую между вольфрамовым электродом и заготовкой, для выработки тепла, необходимого для образования сварочной ванны, а не пламени или дуги с меньшими ограничениями, и, как таковая, способна обеспечить очень точный и локальный нагрев сварного шва. материалы. В этом случае TIG создает меньшую ЗТВ (зону термического влияния) по сравнению с другими процессами сварки, тем самым сводя к минимуму неблагоприятное воздействие на свариваемые материалы. Еще одна область, в которой процесс TIG отличается от сварки MIG и дуговой сварки, касается управления током дуги. Хотя для завершения сварки TIG можно использовать фиксированный ток, сварщик TIG (аппарат) часто использует ножную педаль, которая позволяет сварщику (человеку) увеличивать и уменьшать ток в соответствии с потребностями сварки. сварной шов. Используя защитный газ и стабильную и точную дугу, процесс TIG обеспечивает чистое сварное соединение без брызг и шлака. При выполнении квалифицированным сварщиком процесс TIG позволяет получить очень эстетичное сварное соединение по сравнению с другими процессами.
Сварное соединение ВИГ – сталь
Сварное соединение ВИГ – алюминий
Таким образом, процесс ВИГ сложен в освоении, он требует использования хорошо очищенных и плотно подогнанных материалов, а также намного медленнее, чем другие популярные процессы сварки . Таким образом, использование сварки TIG для соединения изделий также обходится дороже, чем альтернативные процессы — в этом случае сварка TIG зарезервирована для критических применений, когда другие процессы не подходят, или для тех, где конечный пользователь готов платить дополнительно за более высокое качество. визуально привлекательный конечный продукт.
Хотя мы обсудили здесь несколько распространенных процессов дуговой сварки, мир сварки огромен и состоит из множества инновационных и увлекательных процессов соединения материалов. Процессы, которые мы здесь обсуждали, используются многими и доступны для всех, от любителей до высококвалифицированных мастеров. Независимо от того, какой процесс дуговой сварки выбран для данного применения, все вышеизложенное подвержено влиянию большого количества переменных. Таким образом, недостатки сварки и отказы могут принимать различные формы: некоторые из них легко заметить, в то время как другие менее заметны и требуют использования более продвинутых методов. Это то, что мы с нетерпением ждем, чтобы обсудить более подробно в следующем посте.
Об авторе
Chris S. Spies, P.E. работает инженером-консультантом в нашем офисе в Канзас-Сити, штат Миссури. Г-н Спайс предоставляет консультационные услуги в области анализа систем транспортных средств, анализа отказов механических систем и компонентов, а также анализа отказов промышленного/коммерческого оборудования. Вы можете связаться с Крисом по вопросам судебно-инженерной экспертизы по адресу [email protected] или (913) 859-9580
. Узнайте о том, как EDT Forensic Engineering & Consulting подходит к причине повреждения и судебно-медицинской экспертизе, назначив файл сегодня.
Теги:
- Судебная экспертиза
- инженер-механик
- Автомобилестроение
Вернуться к блогу
Какой процесс дуговой сварки наиболее эффективен?
На этот вопрос можно ответить очень быстро. Дуговая сварка металлическим газом (GMAW) и дуговая сварка под флюсом (SAW) могут иметь эффективность наплавки 98-99%. Однако вопрос немного сложнее, поскольку, когда мы говорим об эффективности, нас интересует не только эффективность наплавки (какая часть электрода становится металлом сварного шва). Что нас волнует, так это то, как быстро мы можем нанести наплавленный металл.
Из-за этого ответ на этот вопрос «это зависит». Это зависит от приложения и его требований.
Во-первых, рассмотрим строго эффективность наплавки различных типов электродов:
SMAW (стержневой) – 60 – 65%
FCAW-G (порошковая проволока в газовой защите) – 82 – 88%
FCAW-SS (самозащитная порошковая проволока) – 75 – 85 %
GMAW (миг) – 92 – 99 %
SAW (подводная дуга) – 99 % (без учета флюса)
MCAW (металлосердечник) – 94–98 %
GTAW (tig) – 94–97 % С первого взгляда можно предположить, что SMAW самый худший по КПД. Это относится и к эффективности его осаждения. Из каждого фунта стержневого электрода, который вы покупаете, только около двух третей его становятся металлом сварного шва. Остальное сплошные потери и шлак. Кроме того, SMAW — это настоящий ручной процесс, что означает отсутствие автоматической подачи электрода. Это делает SMAW очень неэффективным процессом. Однако бывают случаи, когда возможность быстрой смены типа и диаметра электрода может повысить эффективность. SMAW, как правило, наиболее эффективен при техническом обслуживании и в некоторых случаях на открытом воздухе, когда становится трудно носить с собой баллоны с газом и/или переносные механизмы подачи проволоки.
Дуговая сварка в защитном металле имеет очень низкую эффективность электрода, но это очень универсальный процесс, который пригодится, когда требуется гибкость.
GMAW и MCAW кажутся лучшими, и они эффективны до тех пор, пока мы выполняем сварку в плоском или горизонтальном положении для угловых швов или в плоском положении для канавок. При скорости наплавки, превышающей 15 фунтов в час, с проволокой диаметром 1/16 дюйма, этот процесс чрезвычайно эффективен. Однако, если вы вытащите его из положения и сварите вертикально вверх или над головой, вы будете вынуждены уменьшить скорость наплавки до значения, близкого к 5 фунтам в час.
Дуговая сварка металлическим газом является наиболее популярным процессом дуговой сварки на производственных предприятиях. Высокая эффективность электрода и способность наносить металл с высокой скоростью делают этот процесс очень привлекательным для высокопроизводительных сред.
FCAW может помочь вне позиции. Если вы затем переключитесь на FCAW, когда ваша работа требует, чтобы вы двигались вертикально вверх или над головой, вы можете получить скорость осаждения около 10 фунтов в час с правильным электродом. Существуют тросы FCAW, специально предназначенные для выхода из положения. Хотя эффективность этого типа электрода может составлять всего 75 % для самозащитной сварки FCAW, он может быть наиболее эффективным при сварке в нерабочем положении. Очистка шлака, особенно когда мы делаем несколько проходов, может занять очень много времени. Тем не менее, этот процесс может удвоить скорость наплавки GMAW в нерабочем положении, его легче выполнять сварщику, и он может сократить дорогостоящие доработки.
SAW имеет самую высокую эффективность электрода и будет наиболее эффективной в длинных, плоских, прямых соединениях. Это также чрезвычайно полезно при кольцевых сварных швах разделки кромок, которые выполняются в сосудах под давлением. SAW также является предпочтительным процессом для наплавки прокатных валков и других видов непрерывной сварки при применении наплавки. Однако с SAW вы ограничены плоскими и горизонтальными положениями.
Дуговая сварка под флюсом позволяет наплавлять металл со скоростью более 20 фунтов в час с помощью одного электрода. Однако он ограничен только плоским и горизонтальным положениями.
GTAW очень эффективен, но, как вы, наверное, уже знаете, может быть мучительно медленным.
Всегда имейте в виду, что самый экономичный процесс – это тот, который имеет наименьшую стоимость фута сварного соединения. Таким образом, эффективность электрода — это только одна составляющая. Другими факторами, влияющими на стоимость фута сварного шва, являются:
- Стоимость электрода
- Стоимость труда/времени на сварку, включая удаление шлака (если есть)
- Доработка (некоторые процессы более восприимчивы к несплошностям и дефектам сварки)
- Требуется подготовка шва (т. е. для GTAW требуются идеально чистые швы, а для SMAW нет)
- Навык сварщика
Какой процесс вы используете чаще всего? Считаете ли вы, что это наиболее эффективно для вашего конкретного приложения?
Ссылка: Руководство по дуговой сварке – 14-е издание
Опубликовано
Категория: Без категорий
Раскрытие информации Связь: Некоторые ссылки в посте выше являются «партнерскими ссылками».