Электросварка для начинающих: советы и рекомендации
Электросварка для начинающих: советы и рекомендацииНачинающий сварщик в процессе работы сталкивается с различными штатными ситуациями, которые необходимо научиться быстро решать. Многое из всего вышеперечисленного ниже, конечно же, приходит только с определенным опытом.
Это и поиск, и устранение неполадок, и умение правильно работать со сварочным инструментом, и эффективная организация рабочего места, поэтому мы подготовили на сайте mmasvarka.ru список кратких рекомендаций, которые помогут вам на практике.
Электросварка для начинающих
В первую очередь, следует смириться с тем, что в начале своей профессиональной деятельности будут ошибки, поэтому у вас всегда под рукой должна быть готовая к работе болгарка. Различные ошибки при сварке можно быстро исправить болгаркой: срезать сварочный шов, сточить его или подровнять. Поэтому, болгарка — это просто незаменимый инструмент для сварщиков.
Если вы собираетесь производить электросварку в солнечный день, то для того чтобы хорошо видеть стык, лучше установить в маску стекло №3 или 4.
Если у вас не получается возбудить дугу, то в первую очередь проверяем правильность всех своих действий, если ошибок не заметили, то тогда следует проверить напряжение в электрической сети. Кроме того, ржавчина на металле или сильно отсыревшие электроды, также очень часто приводят к возникновению данной проблемы. Следует хорошенько очистить металл от ржавчины и прокалить электроды перед сваркой.
Зачастую начинающий сварщик хранит электроды в месте, совсем не предназначенном для этих целей. Выбирайте сухое место, например возле батареи отопления.
После того как стык успешно заварен, не стоит сразу же счищать корочку. Сделайте небольшую паузу и приступайте к действию, только после того, как надели специальные защитные очки.
Сварочный аппарат для сварщика это его главный инструмент, поэтому очень важно поддерживать его в исправном состоянии, и в случае появления даже незначительной поломки – оперативно ее устранять.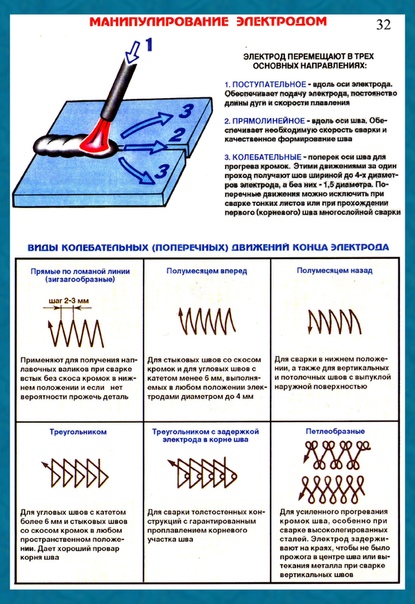 Особое внимание уделите всем проводам, которые обеспечивают питание, проверяйте их до и после проведения работ.
Особое внимание уделите всем проводам, которые обеспечивают питание, проверяйте их до и после проведения работ.
Электросварка как процесс для начинающих подразумевает большое количество проб и ошибок. Но единственное, чего следует избегать как огня – это использование самодельных сварочных аппаратов низкого качества, которые могут привести к беде.
Поделиться в соцсетях
уроки для чайников, основы и правила работы для начинающих
Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.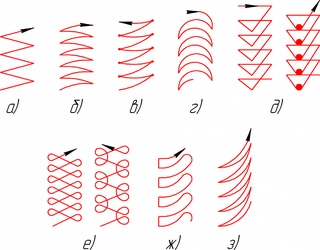
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.
Как выглядит инвертор
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места. При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.
Азы сварки металла инвертором для начинающих
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.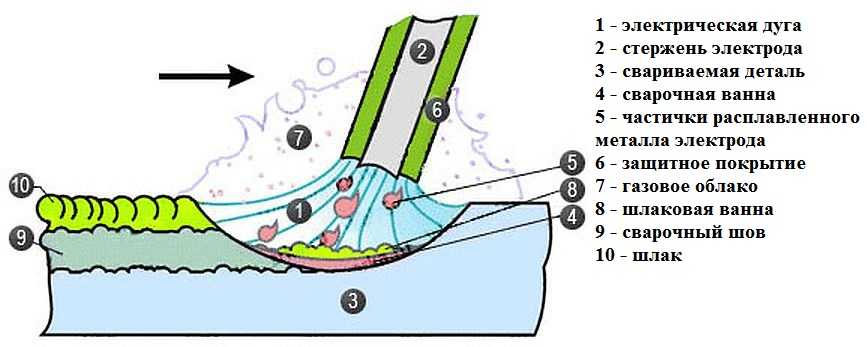
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Блок: 1/6 | Кол-во символов: 380
Источник: https://svaring.com/welding/teorija/azy-svarki-elektrodami
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
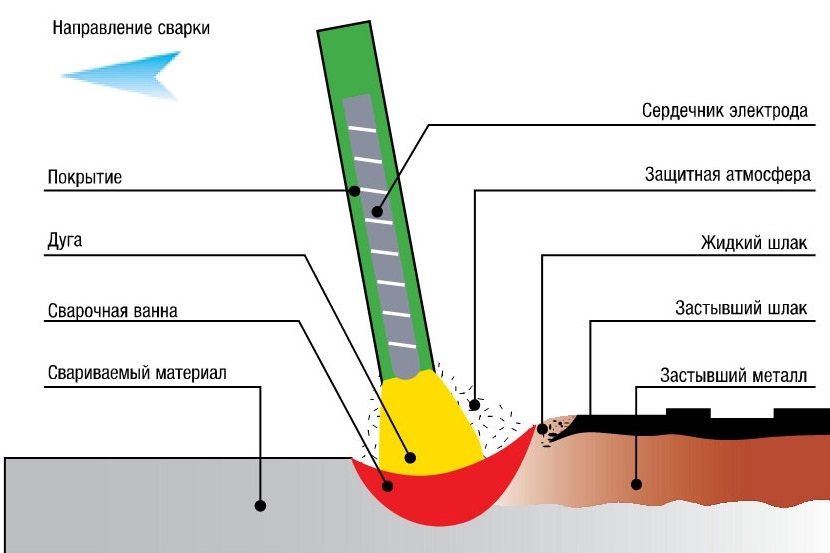
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием.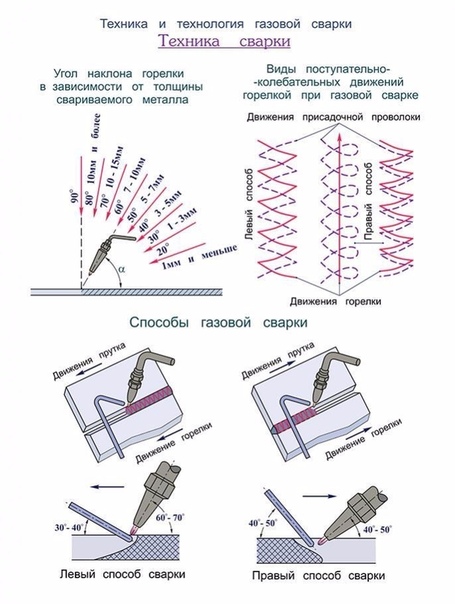 Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Блок: 2/10 | Кол-во символов: 1954
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы.
 Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами; - выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
 Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).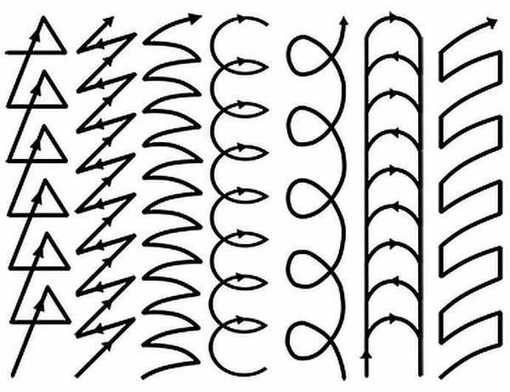
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Блок: 2/6 | Кол-во символов: 1984
Источник: https://svaring.com/welding/teorija/azy-svarki-elektrodami
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Блок: 3/10 | Кол-во символов: 3315
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Блок: 3/6 | Кол-во символов: 935
Источник: https://svaring.com/welding/teorija/azy-svarki-elektrodami
Как правильно подобрать электрод
Подбор электрода по диаметру производится в соответствии с толщиной свариваемого металла. Кроме того, от этого параметра зависит величина тока сварки, которая ограничена конструктивными особенностями конкретного инвертора. При увеличении диаметра электрода или уменьшении значения сварочного тока падает его плотность, что делает дугу нестабильной и может привести к возникновению различных дефектов. Размерный ряд диаметров электродов для ручной сварки дискретный, поэтому обычно под конкретный электрод методом пробы подбирают величину тока из табличного диапазона (см. таблицу ниже).
При увеличении диаметра электрода или уменьшении значения сварочного тока падает его плотность, что делает дугу нестабильной и может привести к возникновению различных дефектов. Размерный ряд диаметров электродов для ручной сварки дискретный, поэтому обычно под конкретный электрод методом пробы подбирают величину тока из табличного диапазона (см. таблицу ниже).
Для того чтобы с помощью инвертора правильно сваривать различные виды металлов, необходимо разбираться в типах покрытия электродов. Каждое из них предназначено либо для работы с конкретными группами металлов и сплавов, либо для сварки с определенной пространственной ориентацией.
Назначение, диаметр, состав покрытия, ориентация и ряд других параметров входят в стандартную маркировку электродов.
Блок: 4/8 | Кол-во символов: 1013
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Пошаговая инструкция по сварке инвертором для начинающих
Для освоения сварки инвертором начинающему сварщику необходимо изучить некоторые основы сварочной технологии и освоить азы сварки штучными электродами. Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора. Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Кроме этого, обязательно нужно разобраться с предельными возможностями электрической сети дома или дачи, а также определиться с оборудованием места проведения сварочных работ и подключением силового кабеля для запитывания инвертора. Для обучения сварке штучными электродами листового и конструкционного проката небольшой толщины с использованием инвертора достаточно будет приобрести пачку электродов с основным покрытием Ø 2÷3 мм. Также потребуется металлическая щетка для зачистки сварных швов и поверхностей свариваемых заготовок.
Настройка силы тока
Правильный подбор величины тока сварочного инвертора является залогом качества сварного шва. Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
Для того чтобы выбрать значение, соответствующее толщине металла и диаметру электрода, начинающему сварщику лучше всего воспользоваться соответствующей таблицей из паспорта инвертора. После этого необходимо включить тумблер питания аппарата, а затем, поворачивая регулятор, установить необходимое значение силы тока. У некоторых устройств шкала его значений нанесена на лицевой панели инвертора по дуге поворота регулятора, у других оно отображается на цифровом индикаторе (см. фото ниже).
В любом случае это будет приблизительная величина, поэтому вполне возможно, что силу тока для хорошего провара придется подстраивать в процессе выполнения пробных сварных швов.
Как подключать электрод
На одном конце любого штучного электрода 20÷30 мм внутреннего стержня свободны от обмазки. Этой частью он фиксируется в держателе (держаке), через который на него подается сварочный ток. В настоящее время самыми распространенными являются зажимные держатели («прищепки») с профилированной под стержень электрода внутренней частью губок. Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
Эти приспособления отличаются удобством, большой скоростью замены огарков на новые электроды и их жесткой фиксацией.
Розжиг дуги
Традиционно для зажигания сварочной дуги применяют два метода. При первом концом вертикально удерживаемого электрода слегка касаются поверхности металла, а затем отводят его назад на расстояние в несколько миллиметров (см. левый рис. ниже). При втором его движение аналогично перемещению головки спички по боковине коробка, поэтому он называется «чирканьем» (см. правый рис. ниже).
При использовании инвертора розжиг электрода значительно облегчен наличием у этих устройств специальной функции «горячий старт», которая при касании металла выдает импульс тока повышенной мощности, а при возникновении дуги возвращает значение силы тока к номинальному.
Передвижение и наклон электрода при сварке
При сварке инвертором движение электрода вдоль свариваемых поверхностей осуществляется так же, как и при использовании других технологий ручной сварки. И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
И так же существует три основных разновидности его наклона по отношению к прямой линии движения (см. рис. ниже). Большинство сварочных швов выполняют углом вперед. Это самая распространенная сварочная технология, и она лучше всего подходит для начинающих при освоении сварки инвертором. При работе в ограниченных пространствах и сваривании труднодоступных мест используют сварку с перпендикулярным положением электрода. Он требует высокой квалификации и не подходит для обучения новичков даже несмотря на то, что функции инвертора могут компенсировать их некоторые ошибки. Сваривание угловых и стыковых сопряжений чаще всего выполняют сваркой с углом назад.
Контроль промежутка дуги
Электрическая дуга возникает в зазоре между торцом электрода и плоскостью заготовки. От правильного выбора и поддержания требуемой величины сварочной дуги в процессе сварки инвертором во многом зависит равномерность и качество сварного шва. В соответствии с рекомендациями по технике сварки в идеальном варианте ее размер не должен быть больше диаметра электрода. Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
Но постоянно выдерживать такое расстояние очень трудно, поэтому приемлемой считается дуга, не превышающая диаметр более чем на один – два миллиметра.
Блок: 5/8 | Кол-во символов: 4042
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Блок: 5/6 | Кол-во символов: 846
Источник: https://svaring.com/welding/teorija/azy-svarki-elektrodami
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Блок: 6/10 | Кол-во символов: 891
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Блок: 6/6 | Кол-во символов: 1314
Источник: https://svaring.com/welding/teorija/azy-svarki-elektrodami
Влияние силы тока
Таблица выбора сварочного тока.
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Блок: 7/10 | Кол-во символов: 430
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Как резать металл электродом
Электродуговые аппараты (в том числе и инверторы) применяют не только для сварки, но и для резки металла. Для этих целей предпочтительнее использовать специализированные электроды марки ОЗР-1, хотя в принципе подойдут и обычные, для сварки с обратной полярностью. Так же, как и при сварке, во время резки движение электрода выполняется углом вперед, при этом сварочный ток подбирается на 20÷50 % больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи. К примеру, при резке инвертором низкоуглеродистой конструкционной стали толщиной до 20 мм электродом Ø3 мм рабочий ток будет находиться в диапазоне от 150 до 200 А.
У всех современных инверторов в системе управления «зашиты» три неотключаемые функции, которые предназначены для оптимизации процесса сварки. В их число входит и форсаж дуги, разрушающий сплошной поток жидкого металла. А какое воздействие эти функции оказывают на процесс резки? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Блок: 8/8 | Кол-во символов: 1136
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Блок: 9/10 | Кол-во символов: 786
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Блок: 10/10 | Кол-во символов: 583
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Количество использованных доноров: 3
Информация по каждому донору:
- https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih: использовано 6 блоков из 10, кол-во символов 7959 (33%)
- https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html: использовано 5 блоков из 8, кол-во символов 10748 (44%)
- https://svaring.com/welding/teorija/azy-svarki-elektrodami: использовано 5 блоков из 6, кол-во символов 5459 (23%)
Сварка для начинающих: подробное руководство
Сварщики, работающие от глубин океана до космоса, несут ответственность за ремонт конструкций в самых сложных условиях.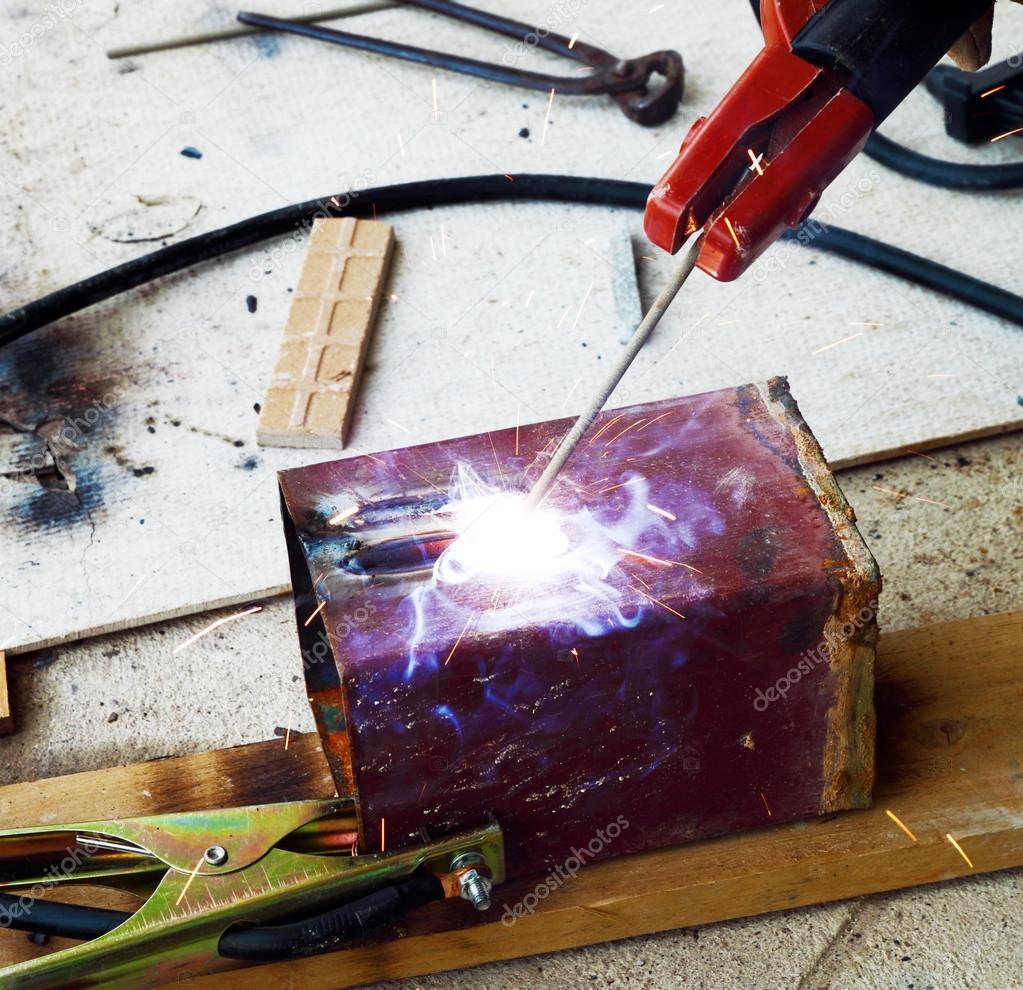
Если вы сварщик своими руками или хотите сделать карьеру сварщика, вы можете начать работу с этим полным руководством по сварке.
Что такое сварка?
Сварка представляет собой простой процесс соединения двух металлических частей расплавленным материалом. Как бы просто это ни звучало, для этого необходимо использовать различные методы сварки.
Самый распространенный класс сварки — дуговая сварка. Дуговая сварка — это самый простой вид сварки, и с нее должны начать все новички.
Поскольку дуговая сварка является категорией, она включает в себя ряд методов сварки, таких как сварка штучной сваркой, сварка металлов в среде защитного газа и сварка вольфрамовым электродом в среде защитного газа. Эти методы сварки удобны и широко используются в промышленности.
Вот подробное описание этих методов сварки.
Ручная сварка
Сварка палкой также называется дуговой сваркой в защитном металлическом корпусе или SMAW.Это один из старейших и широко используемых методов сварки благодаря своей простоте. В отличие от сварки TIG и MIG с использованием газовых баллонов, на нее не влияет ветер. Это делает его популярным для сварки на открытом воздухе.
В отличие от сварки TIG и MIG с использованием газовых баллонов, на нее не влияет ветер. Это делает его популярным для сварки на открытом воздухе.
Основы сварки штангой
Сварщики выполняют сварку штучной сваркой, создавая электрическую дугу между заготовкой и металлическим электродом. Электрический ток, который проходит через электрод, плавит его, так что на заготовке образуется сварочная ванна. Электрод имеет флюсовое покрытие, которое плавится для защиты сварочной ванны от коррозии и загрязнения окружающей среды.Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Флюс плавится, образуя слой шлака на сварном шве. Этот защитный слой следует удалить после остывания сварного шва.
Преимущества сварки штангой
Ниже приведены основные преимущества сварки штангой.
- Этот способ сварки портативный. Сварку палкой можно выполнять на металлических профилях большой толщины. Оборудование не особо тяжелое; следовательно, его можно легко транспортировать в разные места. Нет необходимости в механизме подачи проволоки или другом дополнительном оборудовании, таком как газовый баллон.
- Ручная сварка — один из наиболее подходящих вариантов для сварки на открытом воздухе. Сварка газом на открытом воздухе невозможна, особенно в условиях сильного ветра.
- Хотя ее легче освоить по сравнению со сваркой TIG, для освоения сварки штангой требуется определенный уровень практики.
- Сварку палкой можно выполнять, даже если поверхность не идеально чистая. Это можно сделать на металлических поверхностях, на которых есть ржавчина или прокатная окалина.
 Нет необходимости в механизме подачи проволоки или другом дополнительном оборудовании, таком как газовый баллон.
Нет необходимости в механизме подачи проволоки или другом дополнительном оборудовании, таком как газовый баллон.Недостатки
Защитное оборудование
Перед сваркой помните, что самое важное — это ваша личная безопасность. Это должно иметь более высокий приоритет, чем что-либо еще.
Перед использованием любого сварочного оборудования, которое вы развернули, вы всегда должны обращаться к руководству пользователя. Обратите особое внимание на инструкции по технике безопасности, предоставленные производителем оборудования.
У вас должно быть под рукой подходящее защитное оборудование, чтобы защитить себя от ультрафиолетовых лучей, тепла и искр, генерируемых дугой.Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Надевайте защитные очки и шлем, чтобы защитить глаза и голову.
Флюс выделяет тяжелые пары во время сварки штангой. Следовательно, в любом месте, где вы выполняете сварку стержнем, должна быть достаточная вентиляция. Если вы выполняете сварку на открытом воздухе, вам не нужно слишком беспокоиться о вентиляции.
Но в закрытых помещениях правильная вентиляция — важная мера безопасности.Вы должны установить выхлоп, чтобы он вытягивал пары из окружающей среды.
Оборудование для стержневой сварки
Новичок может использовать универсальный сварочный аппарат. Это позволит вам попрактиковаться в различных методах сварки, таких как сварка стержневой сваркой, TIG и MIG. Вы также можете купить специальный сварочный аппарат, который будет намного экономичнее.
Зажим заземления
Зажим заземления также доступен со сварочным аппаратом.Вы должны вставить зажим заземления в сварочный аппарат и зажать его на свариваемой металлической части.
Удаление шлака
Сварка палкой покроет вашу заготовку шлаком, который необходимо удалить, когда сварная часть достаточно остынет. Затвердевший шлак можно отколоть стружкой и молотком.
Для улучшения качества поверхности можно очистить сварную часть, где вы соскребли шлак, проволочной щеткой.
Выбор правильного электрода
На рынке доступно множество электродов для стержневой сварки.Вы должны выбрать наиболее подходящий электрод в соответствии с потребностями вашего проекта. Некоторые из наиболее часто используемых сварочных электродов включают 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
Если вы свариваете низкоуглеродистую сталь, вы можете использовать любой стержневой электрод E70 или E60. 6013 — прекрасный вариант для новичков, хотя 7018 чрезвычайно популярен благодаря своей прочности при сварке.
Чтобы понять, какой сварочный электрод вам нужен, вы должны знать, что означают 4 цифры.
Первые 2 цифры указывают на самую низкую прочность на разрыв. Например, электрод, который начинается с цифры 60, означает, что его предел прочности на разрыв составляет 60000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Цифра 3 , ряд указывает положения, в которых можно использовать сварочный электрод. Номер один означает, что электрод можно использовать в любом положении. Цифра 2 означает, что электрод следует использовать только в ровном положении.
Цифра 4 и указывает ток, который может использоваться для электрода, а также покрытие электрода. Вот разбивка цифр. За цифрами следует тип покрытия. В скобках указан вид сварочного тока.
0 — натрийцеллюлоза (dcep)
1 — целлюлоза калийная (dcen, dcep, ac)
2 — диоксид титана натрия (dcen, ac)
3 — диоксид титана калий (dcen, ac)
4 — порошок железа диоксид титана (dcen, dcep, ac)
5 — натрий с низким содержанием водорода (dcep)
6 — калий с низким содержанием водорода (dccep, ac)
7 — железный порошок оксид железа (dcep, ac)
8 — железный порошок с низким содержанием водорода (dcen, dcep, ac)
Установка для стержневой сварки
Настройка аппарата для ручной сварки — довольно простая задача, поскольку само оборудование довольно простое по сравнению с другими сварочными аппаратами. Имейте в виду, что настройки полярности зависят от типа электрода, который вы используете в проекте. Всегда убедитесь, что вы дважды проверяете, задействован ли DC + / DC- / AC.
Имейте в виду, что настройки полярности зависят от типа электрода, который вы используете в проекте. Всегда убедитесь, что вы дважды проверяете, задействован ли DC + / DC- / AC.
Для практики вы можете начать с электродов 6013, используя dcen на стальной пластине толщиной около 3/16 дюйма.
Нанесение первого сварного шва электродом
После того, как вы настроили сварочный аппарат согласно руководству пользователя, пора начинать сварку. Дважды проверьте правильность всех настроек.Как только это будет сделано, вы можете разместить несколько кусков металлолома толщиной 3/16 дюйма, чтобы создать стыковой сварной шов.
Так как сварка штучной сваркой требует немалых навыков, настоятельно рекомендуется сначала попрактиковаться на стальном ломе, а затем перейти к сварочным работам. Продолжайте практиковаться, пока не освоитесь и не почувствуете уверенность в сварке штангой.
Поджигание электрода для создания дуги часто является самой сложной частью процесса.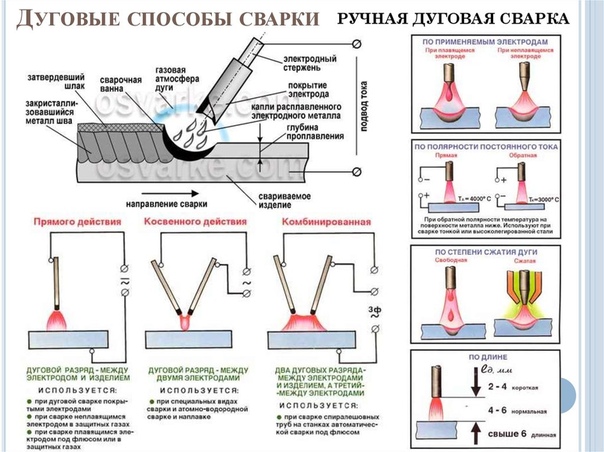 Вы можете освоить этот шаг, если будете много практиковаться.В остальном процесс сварки довольно прост.
Вы можете освоить этот шаг, если будете много практиковаться.В остальном процесс сварки довольно прост.
Сварка МИГ
СваркаMIG также известна как сварка металлическим электродом в газе или GMAW. Сам Mig означает металлический инертный газ.
СваркаMig очень популярна, потому что это самый простой способ сварки для начинающих. Он хорошо подходит для сварки автозапчастей и ремонта дома. Сварка MIG часто используется для соединения низколегированных сталей.
При сварке MIG дуга возникает между проволочным электродом и металлической заготовкой.Это постепенно расплавляет проволочный электрод, который используется для создания сварного шва.
Вы можете легко и точно подавать проволочный электрод с помощью электродной горелки, подключенной к сварочному аппарату MIG. Пистолет MIG также выпускает контролируемое количество защитного газа для защиты сварочной ванны от загрязнения.
Преимущества сварки Mig
Производительность
Одним из важнейших преимуществ сварки MIG, помимо простоты использования, является высокая производительность и низкие затраты на очистку. Вы экономите много времени, так как вам не нужно заменять электроды или снимать шлак. Следовательно, сварка MIG имеет значительно более высокую производительность, чем сварка стержнем.
Вы экономите много времени, так как вам не нужно заменять электроды или снимать шлак. Следовательно, сварка MIG имеет значительно более высокую производительность, чем сварка стержнем.
Низкие затраты
Вы можете приобрести надежный сварочный аппарат MIG менее чем за 500 долларов. Хороший выбор — сварочный аппарат Hobart 500559 MIG. Затем вы должны потратить небольшую сумму на газ и проволочный электрод, чтобы начать сварку MIG. Из-за вышеупомянутой повышенной производительности затраты на сварку будут дополнительно сокращены.Это идеально подходит для малого бизнеса.
Просто изучить и установить
Любой желающий может сразу научиться сварке этой техникой. В результате сварка MIG является лучшим выбором для любителей и домашних сварщиков. Вы можете настроить сварочный аппарат MIG за несколько минут и приступить к работе.
Высокое качество
В методе сварки MIG используется защитный газ для защиты сварочной ванны от загрязнения окружающей средой. Конечный результат — надежный и чистый сварной шов.Застывший шлак не нужно откачивать. Сварка также очень точная, поскольку вы можете управлять сварочной горелкой MIG двумя руками. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Конечный результат — надежный и чистый сварной шов.Застывший шлак не нужно откачивать. Сварка также очень точная, поскольку вы можете управлять сварочной горелкой MIG двумя руками. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Провод MIG
Вы должны правильно вставить проволоку MIG в сварочный аппарат, чтобы аппарат мог пропустить ее через сварочный пистолет в стык.
Размеры проволоки
У сварщика может быть рулон порошковой проволоки.Для сварки MIG вам понадобится более толстая проволока для соединения более толстых металлических секций.
Для получения наилучшего качества сварных швов следует использовать самую тонкую проволоку. Вот несколько рекомендаций по выбору сварочной проволоки.
0,23-дюймовая проволока — подходит только для небольших сварочных аппаратов MIG и для сварки тонких металлических листов от 16 до 24.
0,3-дюймовая проволока — сварочные аппараты MIG часто поставляются с проволокой такой толщины. Эта проволока подходит для сварки листов толщиной до 1/8 дюйма.
Эта проволока подходит для сварки листов толщиной до 1/8 дюйма.
провод 0,35 дюйма — этот провод подойдет новичкам. Он подходит для сварки металлических профилей толщиной до дюйма.
Проволока 0,45 дюйма — часто это лучший выбор для промышленной сварки, поскольку проволоки такой толщины достаточно для металлических секций толщиной более дюйма.
Сварочный газ
MIG требует защитного газа для защиты расплавленного сварного шва от коррозии, пока он горячий. Вот краткое руководство о важных характеристиках защитных газов и о том, как их следует выбирать для своих проектов.
Пористость
Пористость— это просто отверстия, которые образуются внутри сварного шва. Вы бы хотели избежать этого дефекта, поскольку отверстия ослабляют сварной шов, что делает его ненадежным.
Нередко именно газы в атмосфере приводят к пористости. Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, сварной шов вступает в реакцию с азотом и кислородом из атмосферы, что делает его пористым.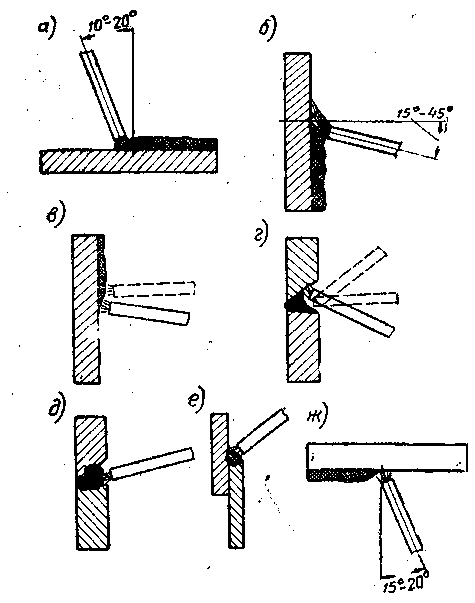
Если вы используете сварочную проволоку с флюсовой сердцевиной, вам не о чем беспокоиться, поскольку сердечник выпускает защитные газы, которые защищают сварочную ванну.
Лучше всего обеспечить оптимальный поток защитного газа из баллона, чтобы обеспечить прочный и надежный сварной шов без пористости. Выпуск слишком большого количества газа — не лучшая идея, так как это может снизить температуру расплавленного сварного шва. Вы должны найти баланс между достаточным потоком газа и высокой температурой.
Хороший способ убедиться в этом — держать руку на расстоянии 3 дюйма от наконечника сопла.Увеличьте поток газа. Идеальный газовый поток — это когда вы только начинаете ощущать поток газа на своей руке.
Типы защитных газов
Вот наиболее часто используемые смеси защитных газов.
Чистый аргон
Запрещается использовать чистый аргон для сварки стали. Этот газ подходит для цветных металлов, например алюминия. Аргон имеет низкую теплопроводность. Это приведет к получению более узкого борта. Хотя вы обнаружите хороший провар в середине сварного шва, его может быть недостаточно в других областях сварного шва.Следовательно, он неэффективен для стали.
Это приведет к получению более узкого борта. Хотя вы обнаружите хороший провар в середине сварного шва, его может быть недостаточно в других областях сварного шва.Следовательно, он неэффективен для стали.
Двуокись углерода
Углекислый газ — прекрасный выбор, потому что он намного дешевле аргона. Таким образом, он широко используется сварщиками MIG.
Однако с двуокисью углерода есть одна серьезная проблема. Возникающая дуга может быть довольно широкой и менее стабильной. Это приведет к появлению большого количества брызг.
Смесь аргона
Соответствующая смесь углекислого газа и аргона может обеспечить высочайшее качество сварки. По своим свойствам дуга находится где-то посередине между чистым диоксидом углерода и чистым аргоном.Дуга имеет правильную ширину, хорошее проникновение и минимальное разбрызгивание.
Методы сварки MIG
Вот наиболее распространенные движения, используемые при сварке MIG.
Форхенд / Толкание
Проталкивание сварного шва с использованием переднего положения является наиболее распространенной техникой сварки MIG. Чтобы достичь оптимального положения для сварки MIG, вы должны расположить сварочный пистолет под углом 10 градусов. Электрод должен быть направлен в том направлении, в котором вы собираетесь сваривать. Вы можете дополнительно уменьшить угол, чтобы изменить форму сварного шва.
Чтобы достичь оптимального положения для сварки MIG, вы должны расположить сварочный пистолет под углом 10 градусов. Электрод должен быть направлен в том направлении, в котором вы собираетесь сваривать. Вы можете дополнительно уменьшить угол, чтобы изменить форму сварного шва.
Когда сварочная горелка находится в правильном положении, нажмите спусковой крючок и медленно перемещайте горелку MIG. Сдвиньте сопло вперед в направлении сварки.
Наотмашь / Тяга
В этом положении вы перемещаете сварочный пистолет по направлению к телу, используя положение левой руки. Используйте тот же угол, который описан выше. Этот метод обеспечивает большее проникновение, чем при проталкивании электрода.
Сварка TIG
TIG — сварка вольфрамовым электродом в среде защитного газа. В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки его плавления.Защитный газ направляется на сварочную ванну, чтобы защитить ее от воздействия атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
Поскольку сварка TIG требует, чтобы оператор держал горелку TIG в одной руке и подавал присадочный материал другой рукой, это самый сложный процесс сварки, поскольку требуется более высокая маневренность и одновременное использование обеих рук.
Сварка TIG выполняется с помощью вольфрамовых электродов, которые не расходуются и очень стабильны.Может потребоваться наполнитель, который подается вручную. Защитный газ защищает сварочную ванну и электрод от коррозии. Сварка TIG позволяет получить точные сварные швы, и ее можно использовать для самого широкого диапазона металлов.
Tig — это очень универсальный метод сварки, так как он подходит для широкого спектра металлов, таких как нержавеющая сталь, сталь, никелевые сплавы, алюминий, хромомолибден, медь, магний, бронза, латунь и золото.
Поскольку он не использует флюс, опасность коррозии из-за захвата флюса отсутствует.Никаких шлаков не образуется. Это исключает очистку после сварки. Кроме того, в этом процессе не образуются искры или опасные пары, что делает его более безопасной альтернативой MIG и сварке электродом.
Поскольку сварка TIG обеспечивает чистые и высококачественные сварные швы, она лучше всего подходит для применений, в которых важен внешний вид. При этом не происходит разбрызгивания, так как требуется относительно небольшое количество наполнителя.
Благодаря желаемым тепловым свойствам вольфрама может поддерживаться дуга, температура которой может достигать 11 000 градусов по Фаренгейту.Превосходная теплопроводность и высокая температура плавления предотвращают плавление вольфрама. Вольфрам также имеет гораздо более высокий предел прочности на разрыв по сравнению со сталью.
Методы сварки TIG
Сварка TIG осуществляется в 2-х режимах: автоматическом и полуавтоматическом. В полуавтоматическом режиме сварщик настраивает расход газа и параметры тока. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В автоматическом режиме оператор настраивает расход газа, длину дуги, положение присадочного стержня и скорость движения.Затем они наблюдают за ходом операции и вмешиваются только при необходимости.
Сварку TIG можно выполнять как с источниками переменного, так и постоянного тока с током от 15 до 350 ампер.
Как выполнять сварку TIG
Для выполнения сварки TIG оператор должен сначала включить подачу газа из баллона. Этот поток газа можно регулировать с помощью клапана, расположенного на горелке TIG. Горелку следует держать над зоной сварки, не касаясь ее. Оператор должен нажать ножную педаль, чтобы между вольфрамовым электродом и заготовкой возникла дуга.При этом плавится присадочный материал, который затем создает сварочную ванну на заготовке. Сварочный шов создается, когда сварочная ванна затвердевает после охлаждения.
Однако, несмотря на все преимущества и высокое качество сварки, сварка TIG является гораздо более медленным процессом, чем сварка палкой и сварка MIG. Поэтому он используется там, где первостепенное значение имеет высокое качество сварных швов, несмотря на низкую скорость этого процесса.
Поэтому он используется там, где первостепенное значение имеет высокое качество сварных швов, несмотря на низкую скорость этого процесса.
Сварочное оборудование Tig
Сварочное оборудование TIG часто бывает дороже, чем сварка ручкой и MIG.Вы можете приобрести Everlast PowerTIG менее чем за 1000 долларов.
Горелка
Доступны резаки разных размеров с разной силой тока. В корпусе горелки находятся электрод и газовые сопла.
Система водяного охлаждения
Сильные токи могут привести к высоким температурам. Система водяного охлаждения предотвращает перегрев резака. Эта система охлаждения намного эффективнее воздушного охлаждения, но требует дополнительного обслуживания.
Подавление постоянного тока
Образование оксидов на поверхности является поводом для беспокойства при сварке TIG магниевых и алюминиевых сплавов. При сварке алюминия между разнородными металлами (вольфрамом и алюминием) возникает дуга, что означает, что переменный ток можно преобразовать в постоянный..jpg) Подавитель постоянного тока предотвращает это нежелательное преобразование.
Подавитель постоянного тока предотвращает это нежелательное преобразование.
Вольфрамовый электрод
Вольфрам имеет очень высокую температуру плавления, около 3000 градусов Цельсия, что делает его очень подходящим для электродов TIG.Он также имеет отличную электрическую и теплопроводность. Для увеличения срока службы электрода и повышения стабильности дуги от 1 до 2 процентов циркония и тория смешивают с вольфрамом. На диаметр электрода также влияет полярность тока.
Газовые форсунки
Эти сопла изготовлены из термостойкого керамического материала, чтобы выдерживать высокие температуры сварки. Доступны сопла различной формы для всех видов сварочных работ.
Газовая линза
Эта функция сводит к минимуму турбулентность газового потока.Турбулентный поток газа может не дать наилучших результатов. Следовательно, для плавного потока газа используется газовая линза, которая защищает сварочную ванну.
Пуск с нуля в сравнении с высокочастотным пуском
Функция «высокочастотный запуск» доступна на более продвинутых аппаратах для сварки TIG.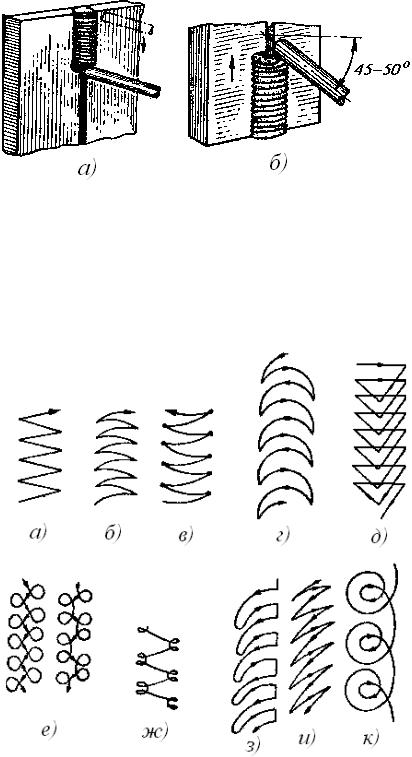 Благодаря этой функции нет необходимости ударять электродом по заготовке, чтобы создать дугу. Высокочастотный пуск позволяет создать сварочную дугу, даже когда электрод находится на расстоянии дюйма от заготовки.Это значительно упрощает сварку, потому что поджечь электрод для создания дуги довольно сложно.
Благодаря этой функции нет необходимости ударять электродом по заготовке, чтобы создать дугу. Высокочастотный пуск позволяет создать сварочную дугу, даже когда электрод находится на расстоянии дюйма от заготовки.Это значительно упрощает сварку, потому что поджечь электрод для создания дуги довольно сложно.
После возникновения дуги ток и напряжение возвращаются к нормальным рабочим параметрам. Это автоматическое регулирование напряжения и тока предотвращает перегрузку вольфрамового электрода.
Наконечники для сварки TIG
Начинающим сварщикам следует начинать с практики на металлоломе, так как при сварке TIG выполняется множество функций, таких как подача присадочного металла, правильное удержание горелки и управление ножной педалью.
Держите резак под углом около 75 градусов. Убедитесь, что вы поддерживаете расстояние от ¼ дюйма до 1/8 дюйма между электродом и заготовкой.
Теперь, когда вы знакомы со сваркой, почему бы не начать эту захватывающую и полезную карьеру? Это хорошо оплачиваемая техническая профессия, не требующая высшего образования. Кроме того, перспективы радужные, так как спрос на сварщиков в будущем будет расти.
Кроме того, перспективы радужные, так как спрос на сварщиков в будущем будет расти.
Похожие сообщения:
Лучшие сварочные шлемы для начинающих
Сварочная маска, черная, серия 3350
Джексон Безопасный сверхлегкий сварочный шлем Insight с регулируемым автоматическим затемнением и фильтром, нейлон, ореол…
Instapark ADF Series GX990T Сварочная маска с автозатемнением на солнечных батареях и 4 оптическими датчиками, . ..
Antra Wide Shade Range 4 / 5-9 / 9-13 Сварочная маска с автоматическим затемнением AH6-260-0000 Разработана для TIG…
Jackson Safety Durable, удобный, адаптируемый к каске, сварочный шлем фиксированного оттенка W10 HSL 100, …
Лучший выборСварочная маска, черная, серия 3350
Второй выбор Джексон Безопасный сверхлегкий сварочный шлем Insight с регулируемым автоматическим затемнением и фильтром, нейлон, ореол.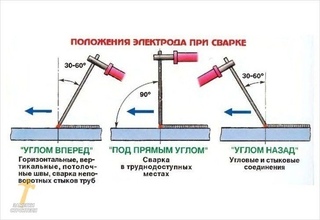 ..
..
Instapark ADF Series GX990T Сварочная маска с автозатемнением на солнечных батареях и 4 оптическими датчиками…
Antra Wide Shade Range 4 / 5-9 / 9-13 Сварочная маска с автоматическим затемнением AH6-260-0000 Разработана для TIG.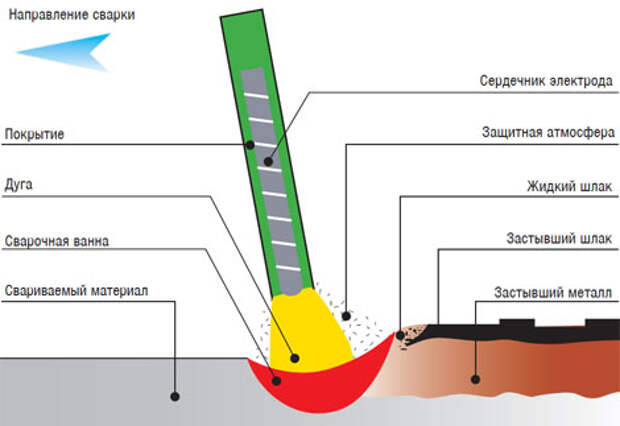 ..
..
Jackson Safety Durable, удобный, адаптируемый к каске, сварочный шлем фиксированного оттенка W10 HSL 100…
Если вы один из тех людей, которые действительно увлекаются сваркой и хотите начать как новичок, приобретение сварочного шлема, вероятно, станет первым шагом, который вы собираетесь сделать. Сварочные маски — это средство безопасности номер один, когда дело доходит до сварки, и они абсолютно необходимы каждому начинающему и профессиональному сварщику.
Сварочные маски — это средство безопасности номер один, когда дело доходит до сварки, и они абсолютно необходимы каждому начинающему и профессиональному сварщику.
Начиная со сварки, вы уже должны знать, что никогда нельзя работать, не соблюдая меры безопасности, чтобы не навредить своему здоровью или здоровью ваших коллег. По этой причине необходимы защитные инструменты и аксессуары для сварки, такие как сварочный шлем, перчатки и сварочные одеяла.
ТАКЖЕ ПРОЧИТАЙТЕ: Окончательное руководство по выбору правильной сварочной маски
Сварка сопряжена со множеством опасностей, и опытные сварщики знают это точно.Как новичок, вы должны принять все меры предосторожности, чтобы избежать подобных опасностей, поэтому приобретение качественного сварочного шлема в ваших интересах.
Какой сварщик лучше всего подходит для начинающих?
Начнем с того, что сегодня используется несколько различных методов сварки. Некоторые из них более известны большинству сварщиков, а другие подходят более опытным сварщикам. Как новичок, вам необходимо изучить и выяснить, какой метод лучше всего подходит для вас, и это поможет вам решить, какой тип сварочного шлема купить.
Некоторые из них более известны большинству сварщиков, а другие подходят более опытным сварщикам. Как новичок, вам необходимо изучить и выяснить, какой метод лучше всего подходит для вас, и это поможет вам решить, какой тип сварочного шлема купить.
Давайте выясним, какие три основных типа сварщиков для начинающих.
1 — Сварка МИГ
На мой взгляд, когда дело доходит до начала сварки, метод MIG является наиболее простым. Это отличный способ познакомиться со сваркой, а также он служит в значительной степени учебным процессом для остальных методов.
Самый быстрый из трех методов, описанных в нашей статье, MIG помогает новичкам по ряду причин. Прежде всего, с помощью этого метода новички могут очень легко добиться прекрасных результатов, которые укрепят их уверенность в себе и их потребность продолжать изучать сварку.
Кроме того, MIG чрезвычайно чист. Начинающему сварщику очень легко добиться прочных соединений, которые прослужат долго, без особых усилий. Вот почему MIG — отличный способ начать изучение основ сварки.
Вот почему MIG — отличный способ начать изучение основ сварки.
Вы должны иметь в виду, что есть некоторые условия, в которых MIG не будет работать должным образом. Ярким примером являются ветреные условия, которые затрудняют эффективную работу MIG. Более того, MID также плохо работает с ржавым металлом, поэтому вам следует использовать сварку порошковой проволокой, чтобы эффективно сплавить ржавые металлы.
2 — Дуговая сварка
Второй способ, который я рекомендую новичкам, — это дуговая сварка. Этот метод является одним из наиболее распространенных методов сварки, широко используемых сварщиками во всем мире. Он подходит как для начинающих, так и для профессиональных сварщиков, и на протяжении последних нескольких десятилетий он является наиболее часто используемым методом в мире сварки.
Когда у вас есть толстые металлические детали, которые вы хотите соединить друг с другом, лучше всего использовать метод дуговой сварки. Он предлагает сварщику возможность производить значительно более прочные сварные швы, следуя очень стандартной процедуре, что является одной из основных причин, по которой его также рекомендуют новичкам.
Помимо отличной работы с толстыми металлами, что является огромным преимуществом для работы любого сварщика, это также один из самых стабильных методов работы с металлом. Благодаря высокому уровню стабильности сварщики могут очень легко обрабатывать металлы и эффективно работать с пылью, ржавчиной и грязью.
Этот метод так широко используется профессионалами, потому что стабильность, которую он предлагает, позволяет без проблем работать в очень ветреных условиях. Это помогает легко обрабатывать деревенские металлические детали со средним усилием.
Если вы новичок, вы должны помнить, что одним из основных недостатков данной техники является то, что она работает только с очень толстыми металлическими деталями. Это означает, что он эффективен только для тяжелых сварочных операций, и с ним невозможно работать с металлом толщиной 1/16 дюйма или меньше.
Метод дуговой сварки немного сложнее, чем метод MIG. Новичкам потребуется больше времени, чтобы привыкнуть к технике и изучить ее. Это связано с тем, что требуется время, чтобы научиться обращаться с ним достаточно осторожно и привыкнуть обращаться с искрами, возникающими во время процесса, не обжигая кожу.
Это связано с тем, что требуется время, чтобы научиться обращаться с ним достаточно осторожно и привыкнуть обращаться с искрами, возникающими во время процесса, не обжигая кожу.
В дополнение к этому, следует отметить, что в технике Arc сварщик должен регулярно менять стержни, при этом необходимо, чтобы он очищал и полировал металл после каждого процесса для лучших результатов и сварки чугуна. Если вы новичок, помните об уровнях сложности конкретного метода и времени, которое на это требуется.
3 — Сварка TIG
Третий метод — сварка TIG. Это метод, который дает самые приятные для глаз результаты, будучи очень чистым.Сварщики используют этот метод, когда им нужно работать с более тонкими кусками металла, так как он считается наиболее стабильным методом работы.
Точность, которую он предлагает сварщику, великолепна. Это происходит потому, что в процессе сварки TIG, чтобы соединить две отдельные металлические детали вместе, сварщики используют плазму. После процесса плавления нет необходимости в очистке, так как это самый чистый метод из трех упомянутых.
Во время сварки TIG аргон также используется для защиты сварного шва от внешних факторов и различного рода загрязнений. Аргон используется во время определенного процесса сварки в качестве защитного газа, поэтому сварной шов остается защищенным.
Я не рекомендую сварку TIG новичкам, и причиной этого является ее самый большой недостаток: время, которое она требует. Несмотря на то, что это самый точный и чистый метод, сварка металла с помощью определенного метода занимает много времени, и его труднее научиться, чем двум другим. Вот почему новичкам рекомендуется начинать с дуговой или MIG (предпочтительно) сварки.
Если вы начинающий сварщик и хотите улучшить свои навыки, вот очень полезный видеоролик об основах сварки:
Сварочные маски, рекомендуемые начинающим
Несмотря на то, что существуют различные марки и типы сварочных шлемов, мы собрали список из 5 лучших сварочных шлемов для начинающих, которые мы рекомендуем. Большинство этих шлемов автоматически затемняются, и это потому, что этот тип сварочных шлемов мы советуем использовать новичкам из-за их простоты и эффективности.
Большинство этих шлемов автоматически затемняются, и это потому, что этот тип сварочных шлемов мы советуем использовать новичкам из-за их простоты и эффективности.
ТАКЖЕ ЧИТАЙТЕ: Best Welding Helmets
Давайте подробнее рассмотрим список рекомендуемых нами сварочных шлемов.
Лучшие сварочные шлемы для начинающих
Наша главная рекомендация
1 — Линкольн Электрик серии 3350
Наша главная рекомендация в отношении сварочных шлемов с автоматическим затемнением — серия Lincoln Electric 3350, которую вы можете найти на Amazon. На мой взгляд, этот шлем — одна из величайших моделей, которые когда-либо производила Lincoln Electric.
Прежде всего, это очень легкий сварочный шлем. Это означает, что он обеспечивает высокий уровень комфорта для сварщика и ускоряет рабочий процесс, поскольку он удобно сидит на голове, не нажимая на части головы. В дополнение к этому, это чрезвычайно устойчивая сварочная маска, которая позволяет меньше отвлекаться во время сварки, чтобы занять свое положение.
Он известен как один из самых удобных шлемов, поскольку сварщику не нужно поднимать его после остановки процесса сварки, а затем снова надевать.Это огромное преимущество и экономия времени, особенно для более длительных проектов.
Lincoln Electric серии 3350 — моя главная рекомендация для каждого начинающего или профессионального сварщика, который хочет приложить максимум усилий и приобрести полнофункциональный сварочный шлем. Однозначно стоит вложенных денег.
Финалист
2 — Безопасность Джексона 46131
Мой второй выбор из сварочных шлемов для начинающих — Jackson Safety 46131.Речь идет о сварочном шлеме с максимальной легкостью подбора оттенков даже для новичков. Опять же, эта модель от Jackson Safety очень легкая, что делает процесс сварки максимально удобным.
Хотя на самом деле это очень легкий шлем, он сделан из высококачественных материалов и кажется очень прочным. Это означает, что его нелегко повредить, и он всегда будет защищать голову и лицо сварщика.
Регулировка высоты шлема очень проста для новичков.Регуляторы расположены в верхней внешней части сварочного шлема, что позволяет легко регулировать его даже во время сварки с помощью простых движений. Кроме того, надевание шлема на голову также является очень простой задачей, потому что он довольно легко надевается и удобно сидит на голове.
Насколько я понимаю, это отличный выбор. Это упрощает процесс сварки для владельца и значительно повышает удобство во время процесса. Сварочный шлем Jackson Safety 46131 с автоматическим затемнением можно найти здесь.
Сварочный шлем обязательно понравится новичкам
3 — Instapark ADF серии GX990T
Наш следующий сварочный шлем — модель, подходящая для большинства начинающих сварщиков. Instapark ADF Series GX990T — это хорошо продуманный сварочный шлем с автоматическим затемнением, работающий от солнечной энергии.
Как и требуют современные стандарты, касающиеся сварочных шлемов, этот шлем снова очень легкий. Поскольку он автоматически затемняется, новичкам будет очень легко использовать его во время процесса сварки, и им удастся управлять, даже если у них совсем нет опыта.
Поскольку он автоматически затемняется, новичкам будет очень легко использовать его во время процесса сварки, и им удастся управлять, даже если у них совсем нет опыта.
В упаковке покупатель обнаружит, что компания Instapark включила сумку для переноски сварочного шлема и защитные линзы на случай, если они вам понадобятся. На внешней части шлема расположены все необходимые регуляторы регулировки, что делает его использование еще более удобным.
Линзы и плафоны шлема работают отлично, они полностью автоматические, что позволяет пользователю детально работать как в процессе сварки, так и во время остановки. Я очень рекомендую новичкам, так как это очень функциональный сварочный шлем.
Доступное решение для сварочной маски
4 — Антра AH6-260-0000
Эта модель сварочного шлема — очень доступное решение для любого бюджета, то есть почти для каждого начинающего сварщика. Antra AH6-260-0000 — это хорошо структурированный шлем с автоматическим затемнением, который был изготовлен компанией Antra с ограниченным бюджетом. Уточняйте его цену на Amazon.
Уточняйте его цену на Amazon.
Являясь одним из самых доступных шлемов на рынке, он полностью функциональный и отлично подходит как для сварки MIG, так и для сварки TIG.Он предлагает приложения для плазменной резки и имеет функцию шлифования, которая делает процесс сварки еще более эффективным для начинающего сварщика.
Что касается функции автоматического затемнения, у шлема очень чувствительная линза, хотя на шлеме есть ручка, с помощью которой вы можете настроить чувствительность в соответствии с вашими потребностями. Если у вас ограниченный бюджет, Antra AH6-260-0000 — это решение для создания высокофункционального и доступного сварочного шлема.
Для новичков, которым нужен пассивный сварочный шлем
5 — Безопасность Джексона W10 HSL 100
И последнее, но не менее важное: для тех, кто только начинает заниматься сваркой и хочет работать по-старому, я здесь, чтобы поговорить о пассивном сварочном шлеме, который немного облегчит вам работу. Jackson Safety W10 HSL 100 — одно из лучших решений для шлема, когда вы хотите стать пассивным.
Эта сварочная маска имеет узкую философию дизайна, что делает ее подходящей, когда вам приходится работать в местах, где мало места. Он имеет удлиненную переднюю часть, что повышает уровень защиты от серьезных опасностей для здоровья, таких как ожоги лица, искры и пары.
Если вы новичок и собираетесь использовать пассивную сварочную каску, то Jackson Safety W10 HSL 100 определенно станет моим лучшим вариантом.Что касается цены, то, как и большинство пассивных сварочных шлемов, они немного более доступны, чем большинство высококачественных сварочных шлемов с автоматическим затемнением.
Заключение
Подводя итог, я честно считаю, что новичку следует начинать с качественного сварочного шлема с автозатемнением, поскольку он делает обучение и рабочий процесс намного проще, удобнее и, что более важно, безопаснее.
Убедитесь, что вы определили свой доступный бюджет, внимательно прочитайте информацию о сварочном шлеме, который вы собираетесь купить, и обязательно попросите совета у профессионала, чтобы сделать более безопасный вывод.
MIG против TIG против Stick
Существует несколько видов сварки. Наиболее популярны сварка MIG, TIG и Stick. Каждый из этих процессов имеет свои преимущества и ограничения, вам просто нужно выяснить, какой из них лучше всего подходит для выполняемой работы.Вообще говоря, TIG больше подходит для чистых и сложных сварных швов, где внешний вид имеет первостепенное значение, а не эффективность. MIG — намного более простой процесс, но результаты не совсем соответствуют стандартам TIG.
В сварке не существует «наилучшего процесса», нужно выбирать то, что подходит именно вам. В таблице ниже показаны основные преимущества и недостатки различных типов сварки.
| Процесс | Рукоять | МИГ | Порошковая | TIG |
| Металл Тип | Сталь, нержавеющая | Сталь, нержавеющая сталь, алюминий | Сталь, нержавеющая | Все |
| Толщина металла | 1/8 ″ и больше | Калибр 24 и выше | 1/8 ″ и больше | 22 калибра и выше |
| Уровень навыка | Средний | Низкая | Низкая | Высокая |
| Скорость сварки | Медленная | Быстро | Быстро | Самый медленный |
| Качество сварки | Низкая | Средний | Низкая | Высокая |
| Эксплуатационные расходы | Высокая | Низкая | Самый низкий | Высокая |
| Стоимость покупки | Низкая | Средний | Средний | Высокая |
Сварка МИГ
MIG Сварка — это самый простой процесс сварки для начинающих. Для сварки MIG вы будете использовать сварочный пистолет MIG, который будет подавать проволочный электрод из сварочного аппарата при нажатии на спусковой крючок.
Для сварки MIG вы будете использовать сварочный пистолет MIG, который будет подавать проволочный электрод из сварочного аппарата при нажатии на спусковой крючок.
Газовая МИГ (GMAW)
При использовании газового баллона для сварки MIG вы используете газ для защиты дуги от атмосферы, чтобы предотвратить ее загрязнение. газ проходит через горелку MIG и окружает проволочный электрод.
Плюсы сварки MIG:
- Легко учиться
- Проволока дешевле порошковой.
- Сварные швы хорошего качества с небольшим разбрызгиванием
- Сокращенное время очистки
Минусы сварки MIG:
- Более сложная настройка, чем FCAW
- Не такое хорошее качество, как сварка TIG.
- Сталь должна быть чистой
MIG без газа (FCAW — дуговая сварка сердечником)
Сварочный аппарат MIG можно также использовать для сварки сердечником из флюса. В этом процессе вы не будете использовать газ, а вместо этого будете использовать порошковую проволоку с сердечником, который защитит сварочную ванну от загрязнения.
Преимущества сварки сердечником из флюса:
- Легко учиться
- Глубокое проникновение
- Простота настройки
- Более портативный без газа
Минусы сварки сердечником из флюса:
- Проволока дороже
- Более толстая проволока менее подходит для очень тонкого металла
- Вызывает брызги, которые необходимо очистить
Полное руководство по сварке MIG
Сварка TIG (сварка GTAW)
Сварка TIG — это более сложный процесс, чем сварка MIG, который требует практики и требует больше времени.Однако плюс в том, что он обеспечивает еще более высокое качество сварных швов.
При сварке TIG вы используете горелку с неплавящимся вольфрамовым электродом, медленно подавая присадочный стержень в сварочную ванну для сплавления металлов. Это может быть сложно, поскольку для подачи проволоки требуется использовать обе руки и ножную педаль, но при этом получаются действительно точные сварные швы.
Плюсы сварки TIG:
- Сварные швы более высокого качества, чем MIG
- Сокращенное время очистки
- Подходит для точных сварных швов, требующих внимания к деталям
Минусы сварки TIG:
- Сложнее освоить
- Больше времени, чем MIG
Ручная (дуговая) сварка
Ручная сварка или SMAW (дуговая сварка защищенного металла) — один из наиболее устаревших и недорогих видов сварки.Он используется в основном для сварки толстого чугуна и стали.
При сварке штучной сваркой используется расходный материал, покрытый флюсом стержень / электрод, и между электродом и металлами заготовки образуется электрическая дуга. Покрытие из флюса, окружающее электрод, затем разрушается и защищает сварочную ванну от загрязнения.
Этому довольно просто научиться, но может потребоваться немного больше навыков, чем при сварке MIG, потому что стержень сгорает, поэтому вам нужно следить за тем, чтобы дуга держалась на нужном расстоянии от заготовки.
Плюсы электродной сварки
- Может использоваться на открытом воздухе в ветреную погоду
- Портативный — не требуется ни защитный газ, ни механизм подачи проволоки
- Позволяет производить прочные сварные швы, в том числе на ржавых поверхностях, и сталь не требует очистки.
Минусы сварки штангой
- Образует шлак и брызги
- Шов низкого качества
- Неэффективен, так как увеличенное время очистки и замена электродов снижает производительность.
Обучение сварке — Основы сварки для начинающих
0Сварка существует уже много веков, как и обучение сварщикам, хотя и не в тех формах, которые обычно используются сегодня. Один из первых сварочных процессов, когда-либо использовавшихся, был известен как кузнечная сварка. Кузнечная сварка пытается соединить два металла в процессе нагрева, а затем удара и удара.
Это то, что делали кузнецы. Но с тех пор в мире сварки произошло немало достижений.Благодаря этим новым методам и технологиям сварка вышла за рамки промышленных установок и теперь может выполняться практически где угодно, даже под водой или в космосе!
Как вы можете догадаться из истории обучения сварке, способность соединять два или более металлических куска вместе прочной связью была фундаментальной для наших достижений во всех сферах жизни, от жилья до транспорта; от изготовления до ремонта.
Из этого видео вы узнаете основы сварки как новичок, так что будьте внимательны!
Понимание основ сварки может пригодиться на работе, но так же часто может пригодиться дома, в мастерской или на ферме.Из-за этого сварка — это навык, который может пригодиться практически каждому, мужчине или женщине, молодому или старому.
Почему сваривать?
Если у вас есть какое-либо оборудование или машины из металла, обучение сварке будет отличным и, безусловно, будет полезным навыком. Некоторые типичные цели сварочных работ включают:
- Обучение сварке трещин под напряжением
- Усиление слабых соединений и
- Раскрой / придание формы новым деталям и переходникам из необработанного покрытия.
Для выполнения подобных работ многие сварщики полагаются на процесс, известный как дуговая сварка. Дуговая сварка — это метод, при котором в процессе сварки электрический ток проходит через воздушный зазор (между положительно заряженным электродом и отрицательно заряженной стальной пластиной) и выделяет огромное количество тепла.
Это тепло выделяется на конце сварочного стержня, и когда это происходит, металл можно расплавить. Ну, это немного сложнее, но вы узнаете об этом во время обучения сварке, но концепция та же.
Пожалуй, наиболее распространенный и экономичный метод сварки, используемый сегодня, — это дуговая сварка на переменном токе. Вы можете найти простой сварочный аппарат переменного тока где угодно, например, в местном фермерском магазине или в центре домашнего ремонта. Этот сварочный процесс идеально подходит для большинства простых рутинных сварочных работ. Поэтому дуговая сварка на переменном токе идеально подходит для тех из вас, кто только начинает.
Сведите к минимуму риски с помощью обучения сварке
Хотя дуговая сварка не является чем-то невероятно сложным, есть несколько рисков и опасностей, о которых вам следует знать:
- Воздействие радиации
- Летящие искры (в виде шариков расплавленного металла)
- Удар электрическим током
- Дымовые газы
- Повреждение глаз и
- Бернс
Сварочный дым и опасные факторы воздействия на окружающую среду
Однако, пройдя обучение сварке, надев защитную одежду, специальные сварочные маски и другое снаряжение, вы сможете значительно снизить риски, присущие сварке.Вот еще несколько советов, которые помогут вам обезопасить себя при дуговой сварке:
- Обязательно работать на сухом полу. Надевайте толстую резиновую обувь и сухие кожаные сварочные перчатки.
- Обязательно используйте изолированные держатели электродов.
- Убедитесь, что все ваше оборудование правильно заземлено.
- Обеспечьте хорошую вентиляцию рабочего места, чтобы не вдыхать потенциально токсичные пары.
- Будьте осторожны, чтобы не пропустить летящие куски расплавленного металла, когда они учат сварщиков.
- Самое главное, будьте в курсе всех окружающих вас людей. Если они не носят надлежащего снаряжения, держите их подальше от вашего проекта.
Это поможет вам безопасно начать сварку, что является одним из самых важных моментов при изучении нового ремесла. Если вы новичок, убедитесь, что вы прошли обучение сварке в целях собственной безопасности и безопасности других.
Основы сварочного мастерства Роджера Скейтса
- Домой
- Мои книги
- Обзор ▾
- Рекомендации
- Награды Choice
- Жанры
- Подарки
- Новые выпуски
- Списки
- Изучите
- Новости и интервью
40 Новости и интервью
46
0 Искусство- Художественная литература
- Графические романы
- Историческая фантастика
- История
- Ужасы
- Ужасы
- Тайна
- Документальная
- Поэзия
- Психология
- Романтика
- Наука
- Научная фантастика
- Самопомощь
- Спорт
- Триллер
- Путешествия
- Молодежь
- Другие жанры 039
- Сообщество ▾
- Группы
- Обсуждения
- Цитаты
- Задать вопрос автору
- Войти
- Присоединиться
39
- Мои книги
- Обзор ▾
- Рекомендации
- Choice Awards
- Жанры
- Подарки
- Новые выпуски
- Списки
- Изучите
- Новости и интервью
Жанры
- Бизнес Искусство
03
- 32
- Детская
- Кристиан
- Классика
- Комиксы
- Поваренные книги
- Электронные книги
- Фэнтези
- Художественная литература
- Графические романы
- Историческая фантастика
- История
- Ужасы 932