ГОСТ 2.312-72 ЕСКД. Условные изображения и обозначения швов сварных соединений
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия.
Усиление снято с обеих сторон.
Параметр шероховатости+ поверхности шва:
с лицевой стороны — 20 мкм;
с оборотной стороны — 80 мк
м
Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической дуговой сваркой под флюсом по замкнутой линии
Шов углового соединения со скосом кромок, выполняемый электрошлаковой сваркой проволочным электродом. Катет шва 22 мм
Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Расчетный диаметр точки 9 мм.
Шаг 100 мм.
Расположение точек шахматное.
Усиление должно быть снято.
Параметр
шероховатости
обработанной поверхности 40 мкм.
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутко
м
Одиночные сварные |
|
|
|
|
| — |
точки соединения |
|
|
|
|
|
|
внахлестку, |
|
|
|
|
|
|
выполняемые |
|
|
|
|
|
|
дуговой сваркой под |
|
|
|
|
| |
флюсом. |
|
|
|
|
|
|
Диаметр |
|
|
|
|
|
|
электрозаклепки 11 мм.
Усиление должно быть снято.
Параметр
шероховатости
обработанной поверхности 80 мкм.
Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии
Катет шва 6 мм.
Длина
провариваемого участка 50 мм.
Шаг 100 мм.
Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный диаметр литого ядра точки 5 мм
Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой.
Ширина литой зоны шва 6 мм.
Длина
провариваемого участка 50 мм.
Шаг 100 мм.
Шов соединения внахлестку без скоса кромок, односторонний, выполняемый дуговой полуавтоматической сваркой в инертных газах плавящимся электродом.
Шов по незамкнутой линии.
Катет шва 5 мм.
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
N 1).
ПРИЛОЖЕНИЕ 2 (справочное). ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ НЕСТАНДАРТНОГО ШВА СВАРНОГО СОЕДИНЕНИЯ
ПРИЛОЖЕНИЕ 2 Справочное
Характеристика шва |
| Условное изображение и обозначение шва на чертеже |
|
|
|
Примечание. В технических требованиях делают следующее указание: «Сварка ручная дуговая».
Электронный текст документа подготовлен ЗАО «Кодекс» и сверен по: официальное издание
Единая система конструкторской документации: Сб. ГОСТов. — М.: Стандартинформ, 2007
ГОСТ 2.312-72. Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений /
Общероссийский классификатор стандартов → ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ → Графические обозначения → Графические обозначения для машиностроительных и строительных чертежей, диаграмм, планов, карт и соответствующей технической документации на продукцию *Стандарты, включенные в эту подгруппу, следует также включать в другие группы и/или подгруппы в соответствии с их темами
СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ → Графические обозначения → Графические обозначения для машиностроительных и строительных чертежей, диаграмм, планов, карт и соответствующей технической документации на продукцию *Стандарты, включенные в эту подгруппу, следует также включать в другие группы и/или подгруппы в соответствии с их темами
ГОСТ 2.312-72. Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве
| Название на англ.: | Unified system for design documentation. Symbolic designations and representations of welds and welded joints |
| Тип документа: | стандарт |
| Статус документа: | действующий |
| Число страниц: | 12 |
| Дата актуализации текста: | 01. 08.2013 08.2013 |
| Дата актуализации описания: | 01.08.2013 |
| Дата издания: | 20.08.2010 |
| Дата введения в действие: | 01.01.1973 |
| Дата последнего изменения: | 22.05.2013 |
| Переиздание: | переиздание с изм. 1 |
| Взамен: | ГОСТ 2.312-68 |
Поправки и изменения:
- Изменение №1 к ГОСТ 2.312-72
ГОСТ 2.312-68 «Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений»
Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
Заменен на ГОСТ 2.312-72: Условные изображения и обозначения швов сварных соединений
Действие завершено 01.01.1973
Заменяет ГОСТ 5263-58 Сведения из перечня «Указатель государственных стандартов СССР 1970 г. «, Издательство комитета стандартов 1970
«, Издательство комитета стандартов 1970
Скрыть дополнительную информацию
| Дата введения: | 01.01.1971 |
|---|---|
| Добавлен в базу: | 21.05.2015 |
| Заверение срока действия: | 01.01.1973 |
| Статус документа на 2016: | Неактуальный |
Страница 1
Страница 2
Страница 3
Страница 4
Страница 5
Страница 6
Страница 7
Страница 8
Страница 9Страница 10
Страница 11
Страница 12
Страница 13
Страница 14
Страница 15
Страница 16
Страница 17
Страница 18
Страница 19
Страница 20
Страница 21
Страница 22
Страница 23
Страница 25
Страница 26
Страница 27
Страница 28
Страница 29
Страница 30
Страница 31
Страница 32
Страница 33
Страница 34
Страница 35
Страница 36
Страница 37
Страница 38Сохраните страницу в соцсетях: |
Чтение чертежей сварных конструкций по системе ЕСКД.
 на 08.06.2020 Задание по теме Чтение
на 08.06.2020 Задание по теме Чтениечертежей сварных
конструкций по системе
ЕСКД.
Задание на 08.06.2020 г.
Для групп 15.05-2а
15.05-2б
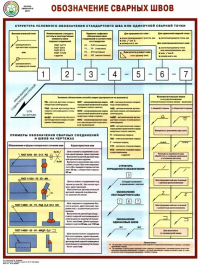
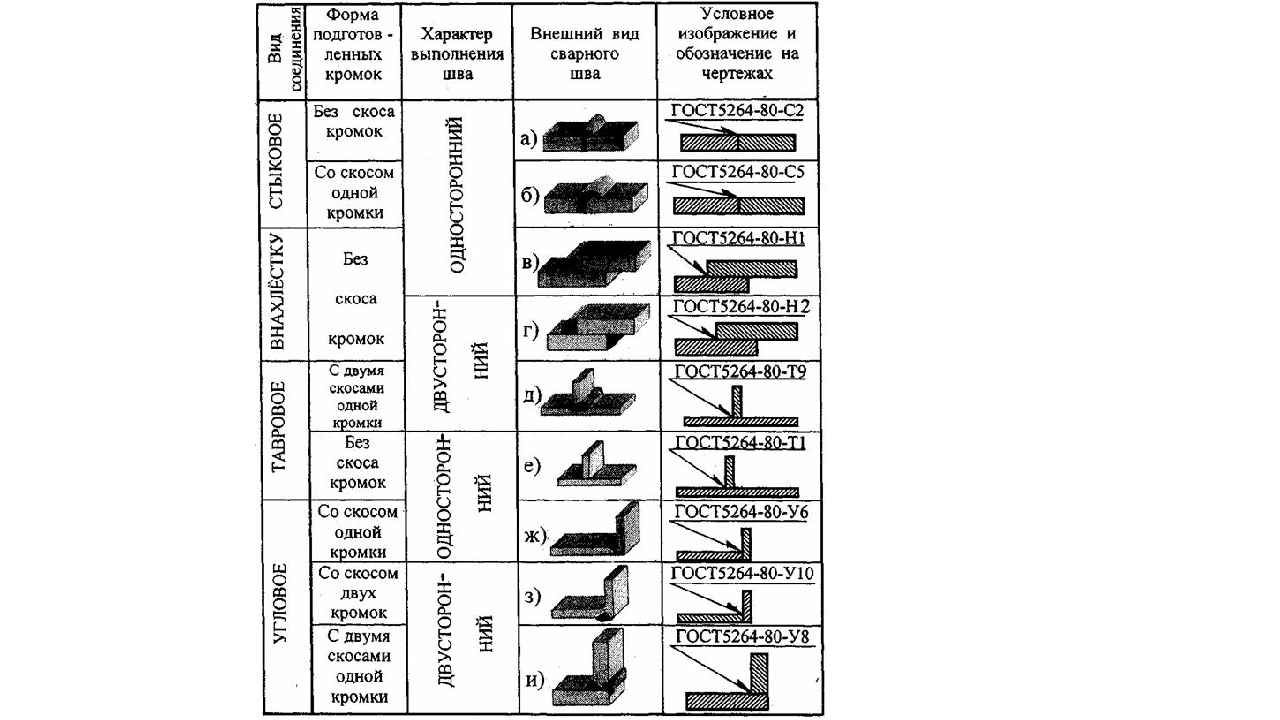
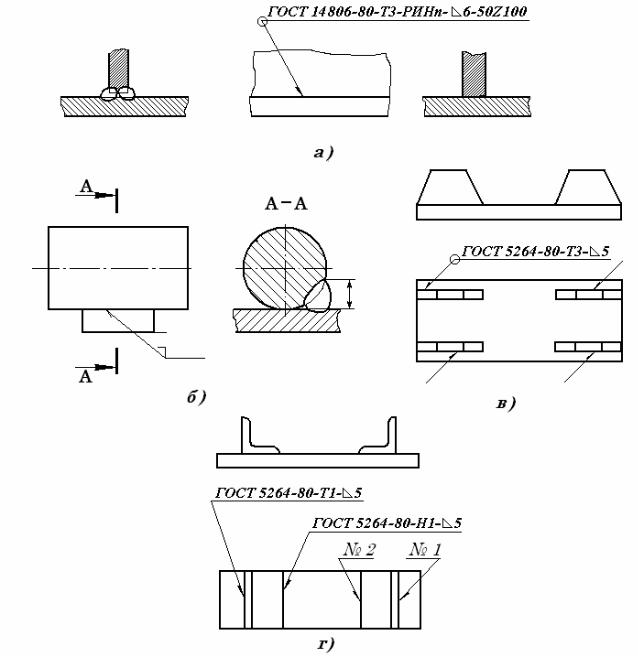
2. Обозначение швов сварных соединений
«С» —стыковое
соединение.
«У» — угловое
соединение.
«Т» —
тавровое
соединение.
«Н» —
нахлесточное
соединение.
Виды сварки:
ГОСТ 5264-80 — ручная дуговая сварка;
ГОСТ 11533-75 — автоматическая и
полуавтоматическая сварка под
флюсом;
ГОСТ 14771-76 — дуговая сварка в защитном
газе;
ГОСТ 15878-79 — контактная сварка;
ГОСТ 14776-79 — дуговая сварка. Соединения
сварные точечные;
ГОСТ 8713-79 — сварка под флюсом.
15164-78 — электрошлаковая сварка;
14806-80 — дуговая сварка в защитном газе
плавящимся электродом.
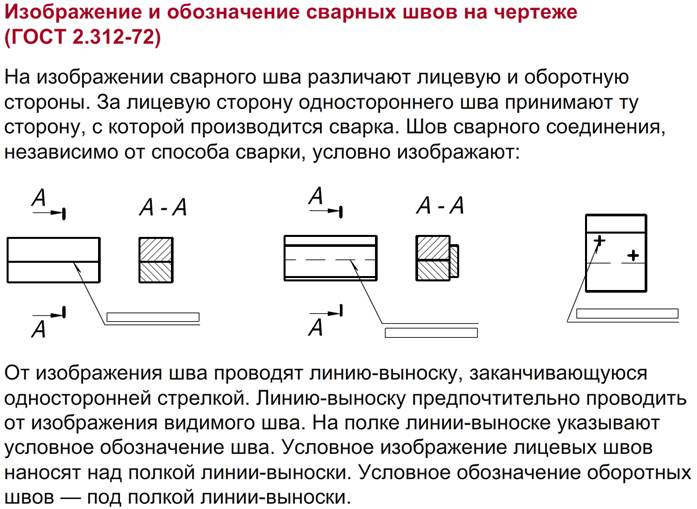
6. Изображение швов сварных соединений на чертежах
Шов условноизображают:
сплошной
основной линией,
если шов видимый
штриховой
линией, если шов
невидимый.
Видимую одиночную сварную точку,
независимо от способа
сварки, условно изображают знаком
«+», который выполняют сплошными
линиями.
Невидимые одиночные точки не
изображают
На изображение сварного
шва или одиночной
сварной точки указывает
односторонняя тонкая
стрелка.
Это упрощенное
обозначение швов
сварных соединений
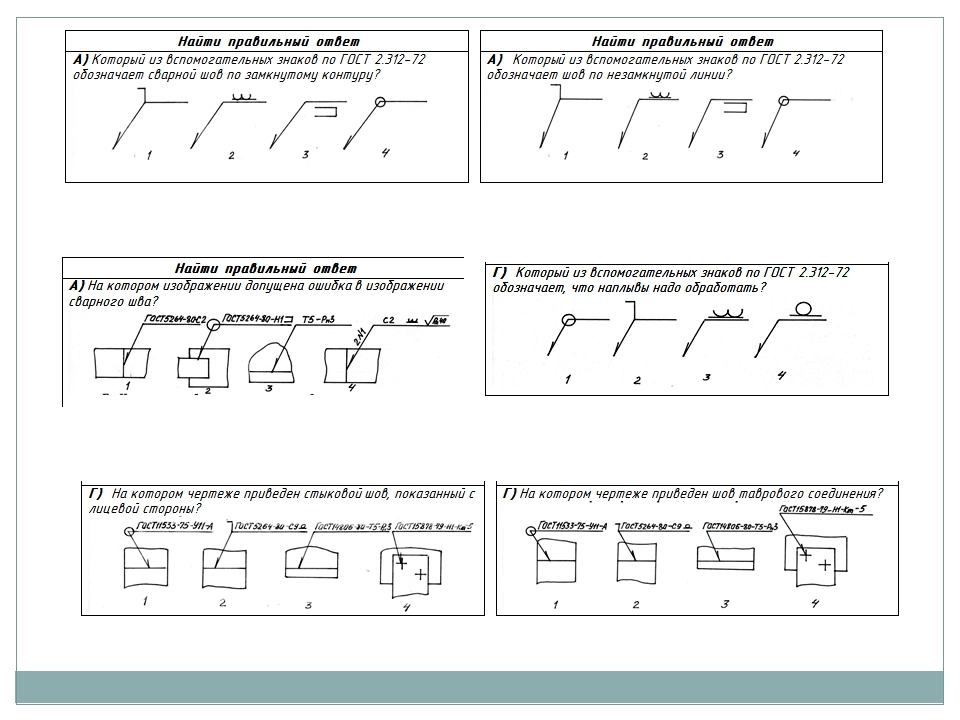
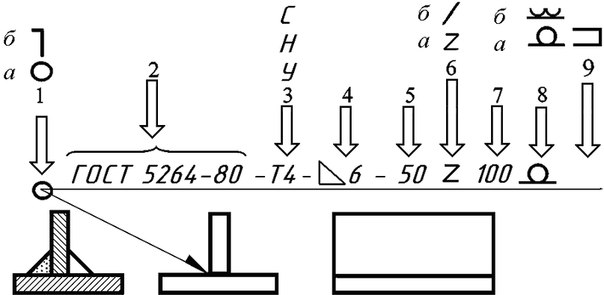
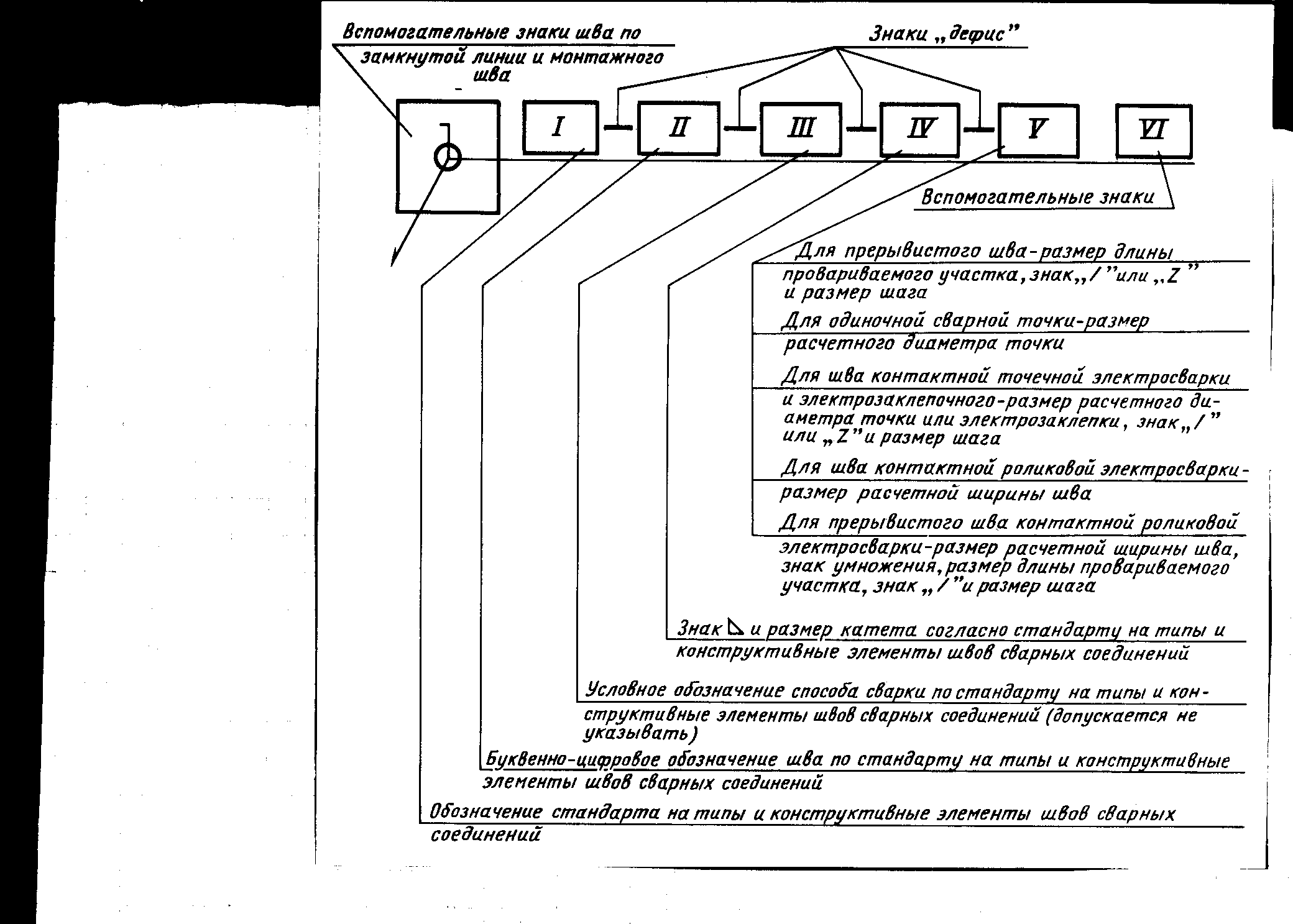
9. Условное обозначение швов сварных соединений на чертежах
На полке линии-выноски тонкойодносторонней стрелки размещаются
условные обозначения шва сварного
соединения. Их размещают над
полкой, если шов расположен с
лицевой стороны изделия, или под
полкой, когда шов расположен с
оборотной стороны изделия.
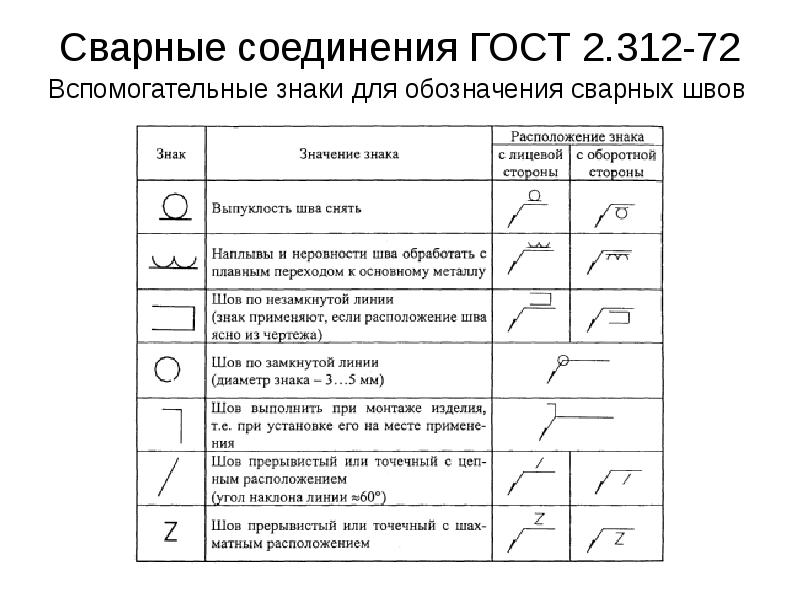
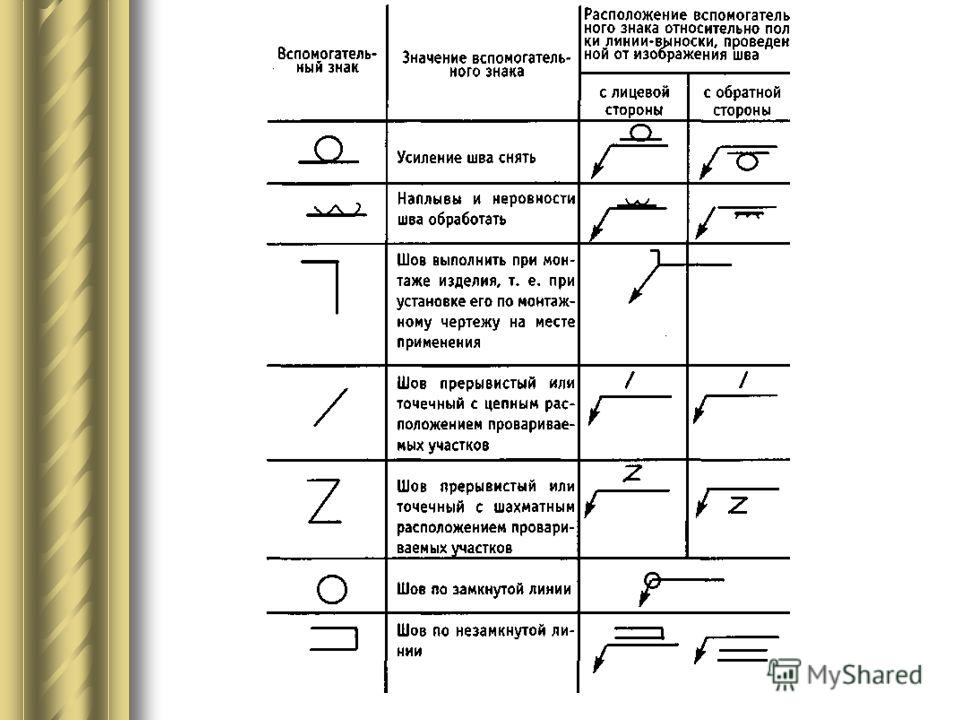
Условное обозначение включает в
себя
вспомогательные
знаки,
приведенные в таблице.
12. № 1 —для прерывистого шва с цепным расположением провариваемых участков с указанием длины участка L и шага t.
13. №2 — для прерывистого шва с шахматным расположением провариваемых участков с указанием размеров L и t.
14. № 3 — если требуется снять выпуклость (усилие шва) с указанием (или без указания) шероховатости обработанной поверхности шва.
15. Примеры условных обозначений швов сварных соединений
Задание № 1 Расшифруйте каждый символ указанный на полкеЗадание № 2 Расшифруйте каждый символ указанный на полке
Задание № 3 Расшифруйте каждый символ указанный на полке
19. Ответить на контрольные вопросы
1. Сварноесоединение,
представленное на
рисунке
обозначается
буквой:
а) «С»;
б) «Т»;
в) «Н».
2. Сварное
соединение,
представленное
на рисунке
обозначается
буквой:
а)
«У»;
б)
«Т»;
в)
«Н».
3. Согласно стандарту шов сварного
соединения, представленного на
рисунке, имеет условное обозначение:
а) «С2»;
б) «СЗ»;
в) «С15»
4. Условное обозначение шва сварного
соединения «h2» соответствует
представленному рисунку под номером.
а)1;
б)2;
в)3
5.
 Сварное
Сварноесоединение,
представленное
на рисунке
обозначается
буквой:
а)
«У»;
б)
«Т»;
в)
«Н».
ВЫПОЛНЕНИЕ ЗАДАНИЯ
КРИТЕРИИ ОЦЕНОК
6-5 правильных ответов – 5
(отлично)
4 правильных ответов – 4
(хорошо)
3 правильных ответов -3
(удовлетворительно)
Менее 3-х правильных ответов — 2
(неудовлетворительно)
Госты, применяемые при сварке — Сварка Профи
Сварочные ГОСТы
ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сваркиГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
Обратите внимание
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.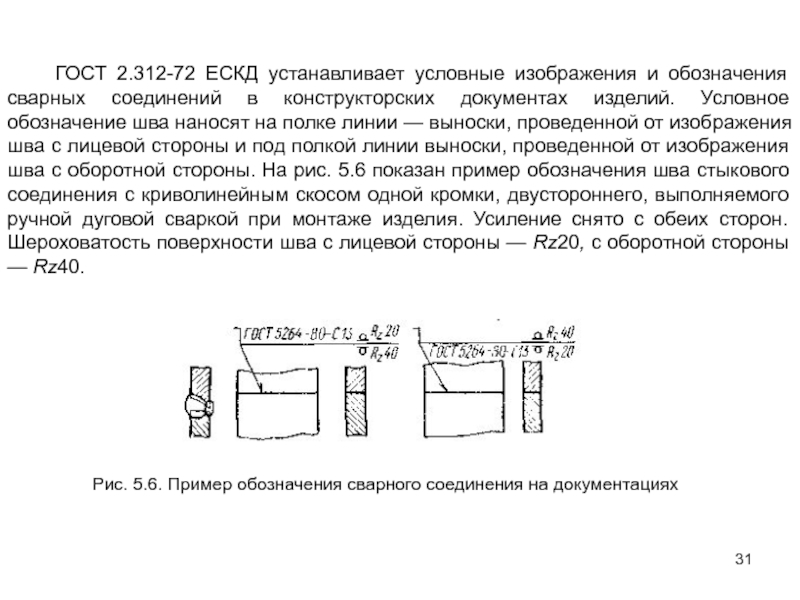 312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсомГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
Важно
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминияГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
Совет
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта.
Основные типы, конструктивные элементы и размеры.
 Основные типы, конструктивные элементы и размеры.
Основные типы, конструктивные элементы и размеры.ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТы: сварочные материалыГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
Обратите внимание
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
Важно
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
Технические условия.
ГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
Совет
ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930. 9-79 Материалы наплавочные. Методы определения бора
9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
https://www.youtube.com/watch?v=qBf24cIxYuU
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
Обратите внимание
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки.
 Основные параметры и размеры
Основные параметры и размерыГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
Важно
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
Совет
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
Источник: http://svarak.ru/svarochnyie-gostyi/
Гост сварка электродуговая
Главная » Статьи » Гост сварка электродуговая
Электродуговая сварка – высокотехнологический способ обработки металла, который позволяет эффективным методом работать с толстыми металлическими конструкциями.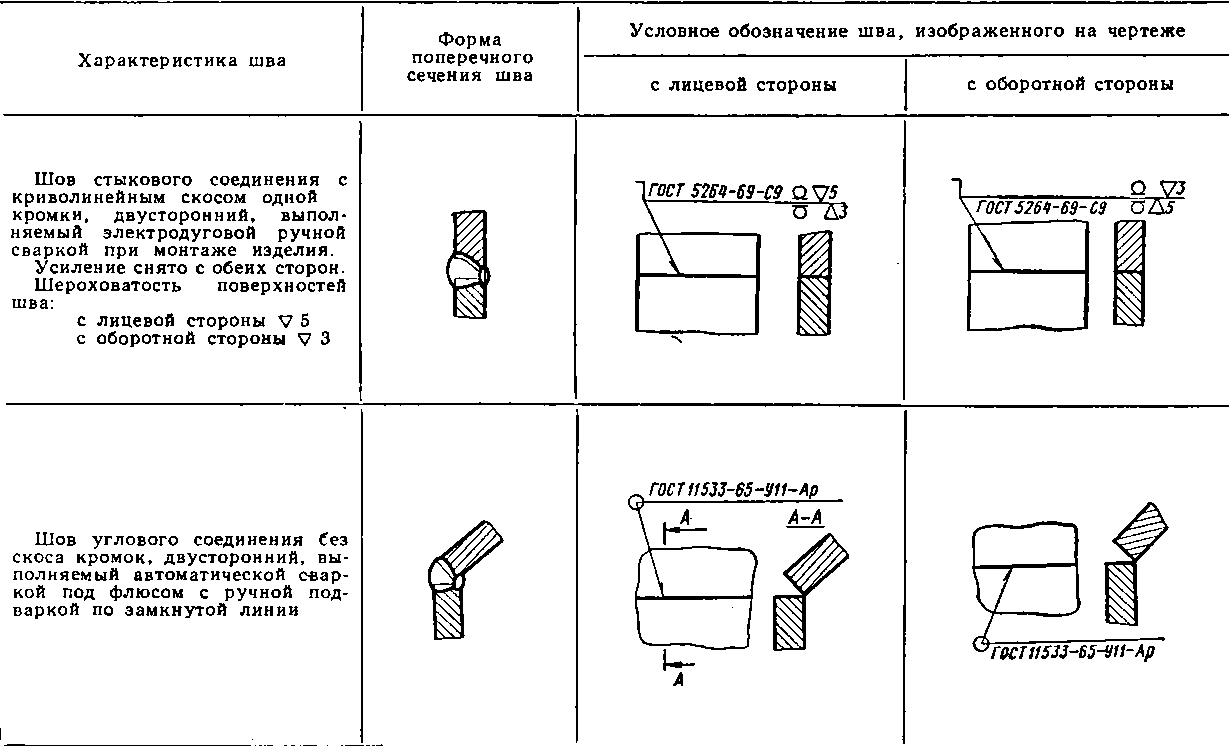
Именно такой вид сварки используют при монтаже различных металлических изделий, а в домашних делах она по сегодняшний день просто великолепный помощник.
Естественно, что характер сварного шва находится в зависимости как от качества изделия, так и от квалификационных данных самого исполнителя. Но если к металлоконструкции не предъявляются особенные требования, то сварное дело может постигнуть даже человек без большого опыта работы. А появившееся недавно современное инверторное оборудование значительно упрощает работу по сварке изделий.
Безопасность работ
Перед тем как разбираться, что такое электродуговая сварка металлов и как ее выполнять, следует подумать от безопасности проведения работ со сварочным оборудованием. Большая часть новичков не обращает внимания на режим техники безопасности, что приводит к неприятным и тяжелым последствиям.
– Самым важным является электробезопасность. Необходимо следить за внешним видом силового кабеля, чтобы изоляция была в надлежащем виде. Нельзя работать во время дождя или при влажной погоде.
Нельзя работать во время дождя или при влажной погоде.
– При сварочных работах следует использовать индивидуальные средства предохранения. Особенно это касается глаз. Ведь электродуговая сварка выделяет много ультрафиолета, что вредно для зрения. Поэтому в работе надо использовать специальный щиток с темным стеклом.
– Одежда сварщика должна быть из плотной ткани, так как шлак и расплавленный металл, попадая на открытые участки тела, часто оставляют сильные ожоги, которые долго заживают.
Техника исполнения работ
Сварка осуществляется благодаря тепловой энергии, которую производит электрическая дуга, появляющаяся между горелкой и металлом. Для вырабатывания дуги используют специальные электроды, которые расплавляют кромку изделия и соединяют расплавленный металл, образуя сварочный шов.
Сами электроды для электродуговой сварки состоят из проволоки определенной толщины, на которую сверху нанесено специальное покрытие. Каждый металл и различные режимы работы требуют применения особенных марок электродов. Чаще всего используются марки ЭПС, УОНИ, ЦМ и УП.
Чаще всего используются марки ЭПС, УОНИ, ЦМ и УП.
Сварочный аппарат
Главное снаряжение, которым пользуется сварщик, называется сварочным трансформатором. В его задачу входит снижение напряжения, которое влияет на усиление силы тока, достаточного для плавки металла.
Аппарат электродуговой сварки может быть «домашним», для применения в бытовых условиях с подключением к одной фазе, и промышленным, обладающим большой мощностью, который подключается к трем фазам. Также сварочное оборудование делится на вырабатывающее постоянный ток и на преобразующее постоянное напряжение (трансформаторы).
В домашнем быту специалисты рекомендуют иметь сварочный инвертор, который хоть и дороже обычных аппаратов, зато имеет ряд положительных сторон:
1. Небольшой вес.
Обратите внимание
2. Устойчивость к величине силы тока и выходного напряжения, что, в свою очередь, влияет на качество электрической дуги, практически не зависящее от скачков напряжений в сети.
3. Простота и легкость в работе на высоте.
Простота и легкость в работе на высоте.
ГОСТ: сварка ручная электродуговая
Те, кто профессионально занимаются сварными делами, знают, что существуют специально разработанные стандарты сварки металлов, типов соединений, работ с алюминием, качества электродов и так далее.
Для более эффективной работы нужно придерживаться этих правил. Например, ГОСТ 5264-80 отвечает за методы соединительных сварных швов металлических конструкций: прямой шов, скошенный или скошенный с замком.
Чем еще регламентируется электродуговая сварка? ГОСТ 14771-76 вводит правила варки в защитных газах. Бывают и другие ГОСТы, регулирующие методы работ с электросваркой. В промышленности и на производствах к этим стандартам относятся серьезно и требовательно. Каждый сварщик, работающий на предприятии, должен знать все ГОСТы и по возможности их применять.
https://www.youtube.com/watch?v=yww-vPMWEAA
При выполнении домашних работ придерживаться этих стандартов необязательно, но желательно иметь о них хотя бы общее представление.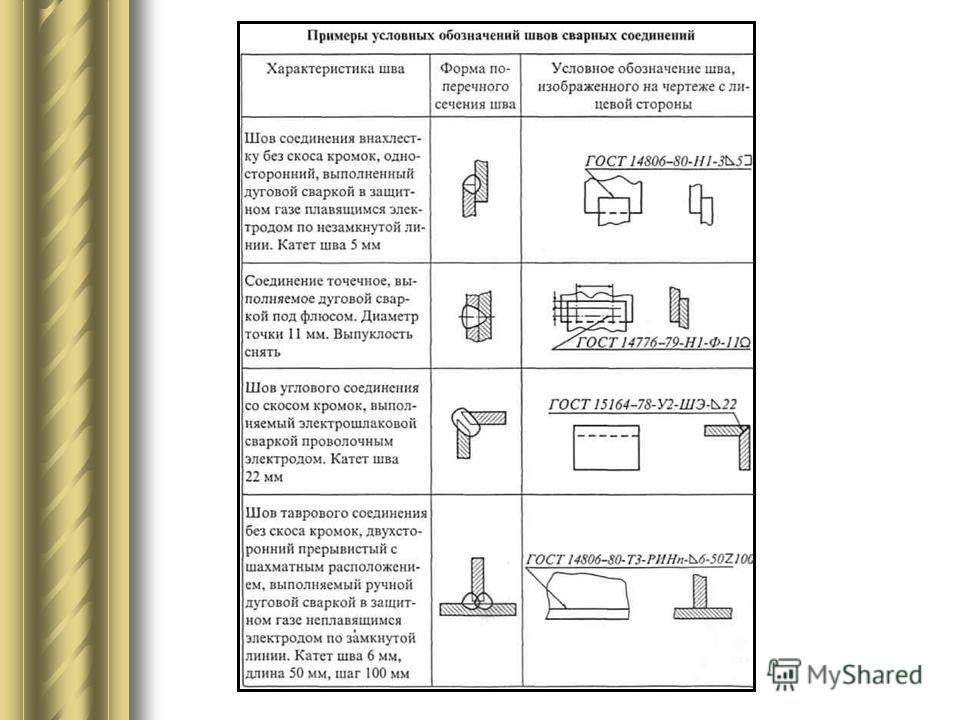 Для примера можно привести ГОСТ (сварка ручная электродуговая) под номером 26-291-79, который устанавливает правила использования электродов определенных марок и толщины для сварки тех или иных металлов и конструкций из них.
Для примера можно привести ГОСТ (сварка ручная электродуговая) под номером 26-291-79, который устанавливает правила использования электродов определенных марок и толщины для сварки тех или иных металлов и конструкций из них.
Те же стандарты описывают основные сварочные соединения:
– Внахлест, когда одна деталь немного накрывает другую.
– Встык – оба объекта состыковываются друг с другом на одной плоскости.
– Соединение углом.
– Торцовая варка в виде буквы «Т».
Технология электродуговой сварки
Техника ручной сварки состоит в следующем: создание дуги и удержание ее в определенном месте, передвижение электрода и образование сварного шва. Дуга может появляться двумя способами:
1. Недолгим касанием (ударом) электрода по металлической поверхности.
2. Скольжением электрода по металлу в виде чирканья спичками.
После того как появилась дуга, горелку немного отводят для устойчивой поддержки горения. Исходя из режима сварки, электрод отводят на расстояние, равное 0,5-1 его диаметра.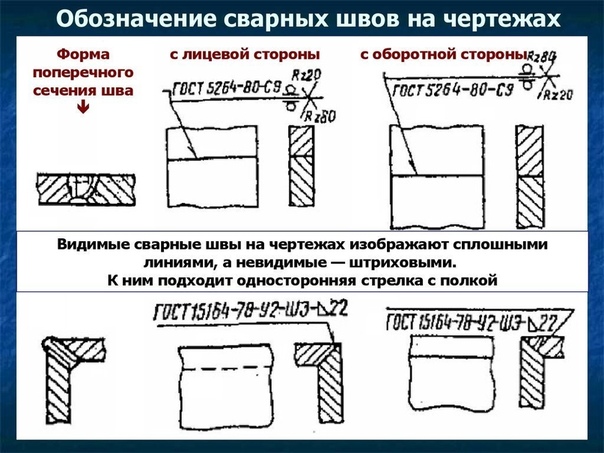
Перемещение электрода
Чтобы получались качественные швы электродуговой сварки, надлежит двигать электроды в трех позициях:
– Небольшое поступательное движение, при котором электрод то отдаляется, то приближается к поверхности свариваемого материала.
– Передвижение электрода вдоль оси шва детали. Это перемещение считается основным в сварочных работах. Скорость движения может быть медленной или быстрой, в зависимости от режима работы, силы тока, а также от типа шва.
– Электрод перемещают поперек оси шва. Таким образом соединяются детали металлическим валиком.
Высокая квалификация и профессионализм сварщика обуславливают то, насколько четко и уверенно он может держать дугу, а также его умение совершать все три способа ведения электрода.
Режимы сварных работ
Чтобы узнать силу тока, необходимую для сварки, необходимо определиться, какой тип шва планируется делать и какого диаметра электрод употребляется в работе:
– При налаживании нижнего шва ток для электрода в три миллиметра должен быть 75-100 А, а для пяти миллиметров – 160-180 А.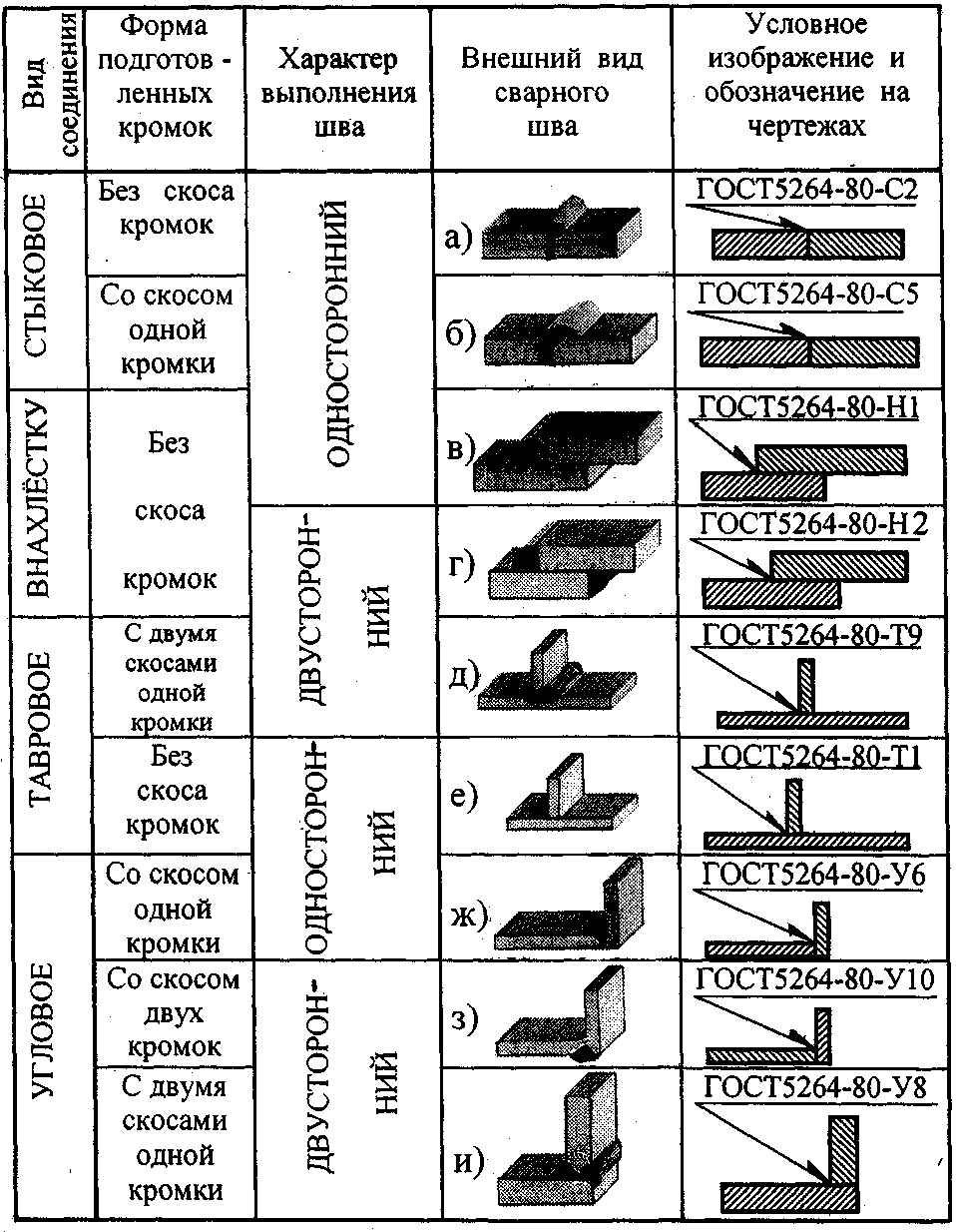
– При отвесном монтаже необходимо снизить силу тока для тех же электродов до 80 А и до 150 А соответственно.
– Верхние швы, называемые потолочными, накладываются 3-4-миллиметровыми электродами, сила тока которых не должна быть меньше 70 А и больше 100 А.
Нюансы сварочных работ
Электродуговая сварка может преобразовывать электрическую энергию в тепловую. И это ее главная особенность. Дуга нагревается до температуры в 6000-8000 градусов по Цельсию, что дает возможность расплавлять практический любой металл или сплав. Сама дуга окружена ореолом. На поверхности электрода температура несколько снижается и составляет около 4000 градусов по Цельсию.
Во время сварки на поверхности детали формируется ванна раскаленного и расплавленного металла с небольшой ямкой. При этом дуга имеет длину 2-6 мм. Это нормальное рабочее расстояние почти для всех видов бытовых и некоторых промышленных сварных работ.
Сварку выполняют короткой дугой, так как при длинной дуге начинается сильное разбрызгивание, шов прерывается и происходит плохая спайка металла.
Если работы ведутся угольным электродом, то длина электрической дуги может быть порядка 20 миллиметров.
Как уже говорилось, электродуговая сварка может использовать переменный или постоянный ток. При переменном токе электрическая дуга слаба и неустойчива. Для улучшения ее качества увеличивают силу тока. Поэтому необходимо следить за напряжением при варке определенных изделий. Например, если сваривают мелкие детали, то есть опасность их прожечь.
При постоянном токе дуга стабильна, что позволяет сваривать мелкие и тонкие металлоконструкции.
Базовые правила сваривания труб
Электродуговая сварка труб позволяет работать с трубным материалом диаметром 5-120 см и толщиной стенок от 3 до 25 мм.
Стыки труб свариваются несколькими швами. После каждого прохождения обязательно производят зачистку поверхности прошлого шва от наслоения шлака.
Трубы, чей диаметр меньше 22 см, сваривает один рабочий. При этом толщина стенок не имеет значения.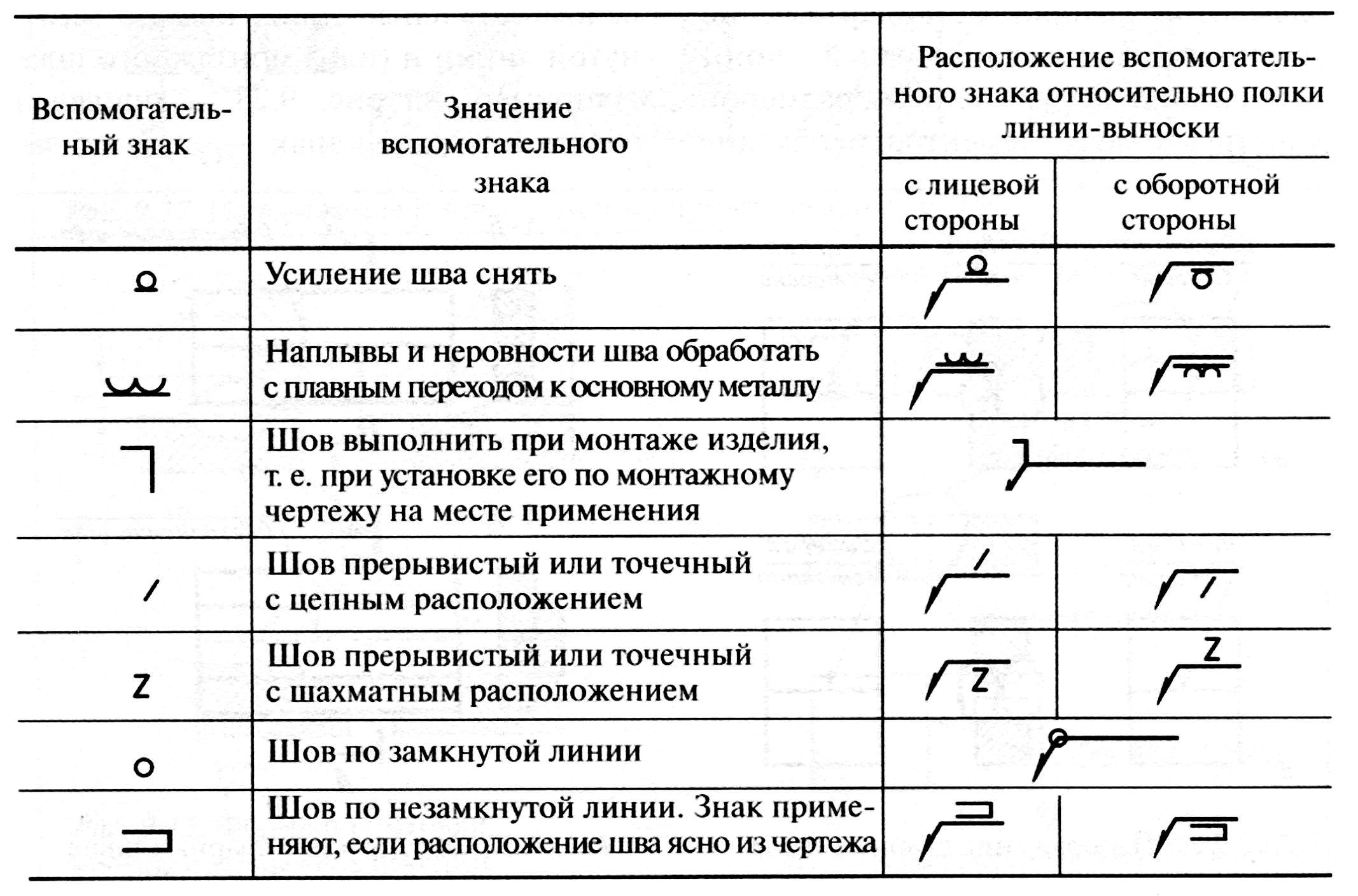 Но если изделие превышает обозначенный диаметр, то сварные работы ведут вместе два сварщика.
Но если изделие превышает обозначенный диаметр, то сварные работы ведут вместе два сварщика.
Важно
Процесс варки происходит как можно меньшей дугой, чтобы не нарушить структуру и качество шва. Сам шов обязан перекрывать линию соединения на пару миллиметров в каждую сторону. При этом, чем толще стенки труб, тем больше швов необходимо наложить. Специалисты, работающие сварщиками в нефтяных и газовых компаниях, знают, что:
– при толщине стенок до 6 мм – количество шовных слоев – 2;
– 7-11 мм – 3 слоя;
– 12-14 мм – 4 слоя.
И так далее. При максимальной толщине трубы количество швов достигает семи. Основной, начальный шов ведется электродом, чей диаметр должен быть 3 мм.
Особенности существующих сварных материалов
Чугунные изделия
Сварка чугунных деталей — трудоемкий процесс из-за химического состава чугуна и его особенностей.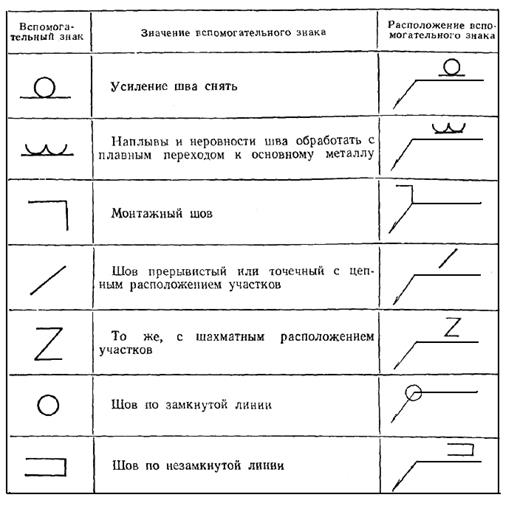 Какой-то определенной технологии работы с чугуном нет, так как различная структура этого материала требует к себе разных подходов.
Какой-то определенной технологии работы с чугуном нет, так как различная структура этого материала требует к себе разных подходов.
Однако все существующие способы работы с этим металлом делят на два вида: горячую сварку, когда объект нагревают, а потом дают остыть, и холодную – изделие предварительно не разогревают, но варят специально предназначенными для чугуна электродами.
Цветные металлы и их сплавы
Изделия из этих элементов, особенно алюминия, массово применяются для запчастей в автотранспорте. Однако медные, латунные и бронзовые поверхности свариваются трудно, так как эти металлы обладают в расплавленном состоянии большой текучестью, они быстро поглощают кислород и окисляются. В зоне сварки такие металлы изменяют свою структуру.
Специалисты советуют работать с цветметаллом электродами марки МН-5 и ОЗБ-1, а также угольным электродом при постоянной силе тока.
Также многие сварщики при работе с латунью и медью используют прутья, содержащие цинк. Его испарения помогают быстрее остывать поверхности свариваемого материала и улучшают качество шва. Но в процессе работы цинк выделяет ядовитые газы, поэтому при работе с ним необходимо надевать маску или респиратор.
Его испарения помогают быстрее остывать поверхности свариваемого материала и улучшают качество шва. Но в процессе работы цинк выделяет ядовитые газы, поэтому при работе с ним необходимо надевать маску или респиратор.
Алюминий
Этот металл нагревается при низких температурах. Так, чистый алюминий начинает плавиться при температуре 6600С, а его сплавы – при 20000С.
Совет
Потому для работы с ним вместо стандартных электродов используют проволоку, которая похожа по своему составу с алюминием.
Например, электроды для алюминия ОЗА-1 и ОЗА-2 часто используют на предприятиях и в тяжелой промышленности для сварки автомобильных деталей.
Вывод
Аппарат для ручной электрической сварки – полезная вещь не только на производстве, но и в домашних делах. Практически любую металлоконструкцию можно сварить собственными силами дома, если прислушиваться к советам специалистов и иметь базовые знания и навыки по работе с электродуговой сваркой.
Самым важным элементом при работе на сварочном оборудовании является соблюдение техники безопасности, так как научиться варить металл можно даже методом проб и ошибок, но экспериментировать с собственным здоровьем не следует.
www.syl.ru
Гост 5264-80 ручная дуговая сварка. соединения сварные. основные типы, конструктивные элементы и размеры
Название англ.: Manual arc welding. Welding joints.
Main types, design elements and dimensions
Содержание госта: Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80
Похожие документы
- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
- ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
- ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
- ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
- ГОСТ Р МЭК 61557-4-2007 Сети электрические распределительные низковольтные напряжением до 1000 В переменного тока и 1500 В постоянного тока. Электробезопасность. Аппаратура для испытания, измерения или контроля средств защиты. Часть 4. Сопротивление заземления и эквипотенциального соединения
 Типы, конструкции и размеры
Типы, конструкции и размерыznaytovar.ru
Гост 5264-80 ручная дуговая сварка (2003)
ГОСТ 5264-80
УДК 621.791.75.052:006.354 Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Источник: http://www.samsvar.ru/stati/gost-svarka-elektrodugovaya.html
Все о ручной сварке: виды, возможности и варианты применения
Сваркой металла называется технологический процесс создания неразъемного соединения деталей посредством образования прочной межатомной связи. Возникновение такой устойчивой связи может происходить вследствие разных физических процессов. Эти процессы образуют три основных класса сварки, в соответствии с ГОСТ 19521-74:
Возникновение такой устойчивой связи может происходить вследствие разных физических процессов. Эти процессы образуют три основных класса сварки, в соответствии с ГОСТ 19521-74:
- термическую (сварка плавлением без приложения давления)
- термомеханическую (плавление с приложением давления)
- давлением.
В настоящее время существует множество видов сварки. Число их постоянно растет. Разделяют виды сварки по таким техническим признакам:
- по непрерывности процесса
- по методу и характеру защиты металла в сварочной зоне
- по типу защитного газа
- по степени механизации
По типу механизации сварку делят на:
- автоматическую
- автоматизированную
- механизированную
- ручную.
Развитие автоматизированных методов сварочных работ привело к значительному увеличению скорости и качества процесса. При этом, у ручной сварки есть свои преимущества, которые делают ее незаменимой в ряде случаев:
- возможность применения в труднодоступных местах;
- доступность для работы в различных пространственных положениях;
- быстрота перехода от одного свариваемого материала к другому;
- широкий выбор марок электродов, позволяющий проведение сварки различных типов стали;
- удобство транспортировки и простота обслуживания сварочного оборудования.

При помощи ручной сварки решаются многочисленные задачи в строительстве, производстве, сфере обслуживания и быту.
https://www.youtube.com/watch?v=8KPusauj5NE
Ручная электродуговая сварка металла может производиться при помощи двух типов электродов. Электродами называются специальные стержни с защитным покрытием, изготовленные из сварочной проволоки. Наиболее распространенная технология — сварка плавящимися электродами.
Кромки электрода и изделия, соприкасаясь, образуют электрическую дугу, которая расплавляет металл, образуя сварочную ванну. При смешивании металла электрода и изделия образуется сварной шов. Расплавленный шлак поднимается на поверхность.
Окончательная обработка при последующем затвердении, необходима для работы со швами, покрытыми шлаками.
Пространственное положение, величина и форма кромок свариваемых поверхностей, скорость перемещения дуги — эти факторы влияют на размеры сварочной ванны. Постепенное плавление электрода вынуждает сварщика производить плавное движение вниз для сохранения длины дуги. Перемещение вдоль оси шва необходимо для заполнения разделки. Ширина шва формируется вследствие поперечного движения руки.
Перемещение вдоль оси шва необходимо для заполнения разделки. Ширина шва формируется вследствие поперечного движения руки.
Положение швов в пространстве разделяют на нижнее (до 60º), вертикальное (60-120º) и потолочное (120-180º). Наиболее простым для работы является нижнее положение шва. Удержание сварочной ванны необходимо для исключения непроваров и прожогов при дуговой сварке. Достигается оно использованием подкладки (съемной медной или несъемной стальной) и наложением дополнительного подварочного шва.
Вертикальное положение затрудняет формирование шва вследствие стекания расплавленного металла. Производительность сварки в этом случае падает. Особенно трудоемким становится создание горизонтальных швов.
Для качественного выполнения сварки в потолочном положении необходимо максимально уменьшить размеры сварочной ванны. Это достигается применением электродов малого диаметра, снижением силы тока и созданием коротких замыканий.
Технология ручной дуговой сварки с применением плавящихся электродов отличается большей производительностью, но требует удаления шлака, который образуется поверх шва, по мере выполнения работ.
Ручная аргонодуговая сварка происходит с использованием неплавящегося электрода. Сварщик держит в одной руке аргоновую горелку, а в другой — присадочную проволоку.
Обратите внимание
Горелка представляет собой цилиндрическую ручку, внутри которой при помощи специального держателя крепится вольфрамовый электрод. Через сопло на свариваемое изделие подается защитный газ.
Аргон является инертным элементом, он вытесняет воздух из сварочной зоны и препятствует химической реакции расплавленного металла.
Дуга создается бесконтактным способом. Для этого используется специальное устройство, называемое осциллятором. Предназначение осциллятора — создание высоковольтных высокочастотных импульсов. Под действием импульсов происходит ионизация дугового промежутка и зажигается дуга.
Технология ручной аргонодуговой сварки требует более высокой квалификации сварщика. При этом, количество видов свариваемых материалов и качество швов значительно выше, чем у электродуговой сварки, выполняемой своими руками. Электродами, покрытыми загрязнениями, невозможно качественное проведение дуговой сварки.
Чистота кромки электрода нарушается при соприкосновении со свариваемым металлом.
Полуавтоматическая сварка является одним из видов ручной сварки. Подача электрода (сварочной проволоки) производится автоматически. Ручным процессом является перемещение дуги по линии сваривания. Полуавтоматическая сварка отличается наименьшей трудоемкостью и высокой производительностью. Используется, главным образом, для сварки нержавеющих, низколегированных и низкоуглеродистых сталей.
Основное применение контактной сварки происходит в промышленных масштабах. Точечная сварка своими руками — единственный вид контактной сварки, доступный в домашних условиях.
Технология процесса предусматривает размещение свариваемых деталей между электродами. Затем происходит нагревание поверхности, вследствие прохождения сварочного тока, и последующая пластическая деформация.
Ручная точечная сварка отличается высокой экономичностью и прочностью образующихся швов.
Самодельный сварочный аппарат для точечной сварки можно сделать в домашних условиях своими силами. Настольный вариант применяется наиболее часто. Основные компоненты: сварочный трансформатор, полупроводниковый тиристор и реле времени.
Важно
Электроды изготавливаются, в основном, из меди с примесью хрома и цинка. Реже применяются сварочные стержни, созданные на основе бронзы и вольфрама. Диаметр точек соединения должен быть в 2-3 раза больше, чем толщина детали соединения.
Своими руками производят контактную сварку при ремонте бытовой техники, кухонных приборов.
Газовая сварка
Еще один вид сварочных работ. Технология газовой сварки заключается в газопламенной обработке металла специальной горелкой. Горючим газом для газовой сварки выступает ацетилен. Реже используются водород, метан, пропан, пары керосина. Сжигание происходит в парах кислорода для эффективного достижения высокой температуры.
Горючим газом для газовой сварки выступает ацетилен. Реже используются водород, метан, пропан, пары керосина. Сжигание происходит в парах кислорода для эффективного достижения высокой температуры.
Особое значение при газовой сварке придается соблюдению правил противопожарной безопасности. Все виды горючих газов являются взрывоопасными. Детонация может быть вызвана превышением допустимого давления и быстрым нагреванием до температуры 500ºC.
Основным инструментом в работе газосварщика является горелка. Она служит для образования горючей смеси ацетилена и кислорода. Газовые горелки бывают инжекторного и безинжекторного типа. Сварочные горелки комплектуются сменными наконечниками для работ с деталями разной толщины.
Газовая сварка используется при обработке легированной и углеродистой стали, чугуна и цветных металлов. Дефекты отливок, сколы, трещины труб исправляются при помощи ручной газовой сварки.
Процессы сварочных работ, применяемое оборудование, техника безопасности, контроль и качество строго регламентированы ГОСТами. Вот некоторые из них:
Вот некоторые из них:
ГОСТ Р ИСО 17659-2009 определяет многоязычные термины для сварочных соединений
ГОСТ 5264-80 и ГОСТ 11534-75 разработаны для ручной дуговой сварки
ГОСТ 14771-76 и ГОСТ 23518-79 устанавливают основные требования для дуговой сварки в защитном газе
ГОСТ 10157-79 регламентирует технические условия для Аргона
ГОСТ 5583-78 предусматривает технические условия для Кислорода.
Источник: http://GoodSvarka.ru/metalov/vse-o-ruchnoj/
Перечень стандартов ЕСКД
В последнее время соблюдение определенного стандарта в разработке технической документации становится обязательным для многих отечественных и зарубежных компаний. В этом разделе мы будем выкладывать основные и узкоспециализированные стандарты на
.
ПЕРЕЧЕНЬ СТАНДАРТОВ ЕСКД
ГОСТ 2.001-93 ЕСКД. Общие положенияГОСТ 2.002-72 ЕСКД. Требования к моделям, макетам и темплетам,
применяемые при проектировании
ГОСТ 2.004-88 ЕСКД.
 Общие требования к выполнению конструкторских и
Общие требования к выполнению конструкторских итехнологических документов на печатающих и графических
устройствах вывода
ГОСТ 2.051-2006 ЕСКД. Электронные документы. Общие положения
ГОСТ 2.052-2006 ЕСКД. Электронная модель изделия. Общие положения
ГОСТ 2.053-2006 ЕСКД. Электронная структура изделия. Общие положения
ГОСТ 2.101-68 ЕСКД. Виды изделий
ГОСТ 2.102-68 ЕСКД. Виды и комплектность конструкторских документов
ГОСТ 2.103-68 ЕСКД. Стадии разработки
ГОСТ 2.104-2006 ЕСКД. Основные надписи
ГОСТ 2.105-95 ЕСКД. Общие требования к текстовым документам
ГОСТ 2.106-96 ЕСКД. Текстовые документы
ГОСТ 2.109-73 ЕСКД. Основные требования к чертежам
ГОСТ 2.111-68 ЕСКД. Нормоконтроль
ГОСТ 2.113-75 ЕСКД. Групповые и базовые конструкторские документы
ГОСТ 2.114-95 ЕСКД. Технические условия
ГОСТ 2.116-84 ЕСКД. Основные положения. Карта технического уровня и
качества продукции
ГОСТ 2.118-73 ЕСКД.
 Техническое предложение
Техническое предложениеГОСТ 2.119-73 ЕСКД. Эскизный проект
ГОСТ 2.120-73 ЕСКД. Технический проект
ГОСТ 2.123-93 ЕСКД. Комплектность конструкторских документов на печатные
платы при автоматизированном проектировании
ГОСТ 2.124-85 ЕСКД. Порядок применения покупных изделий
ГОСТ 2.125-88 ЕСКД. Правила выполнения эскизных конструкторских
документов
ГОСТ 2.201-80 ЕСКД. Обозначение изделий и конструкторских документов
ГОСТ 2.301-68 ЕСКД. Форматы
ГОСТ 2.302-68 ЕСКД. Масштабы
ГОСТ 2.303-68 ЕСКД. Линии
ГОСТ 2.304-81 ЕСКД. Шрифты чертежные
ГОСТ 2.305-68 ЕСКД. Изображения – виды, разрезы, сечения
ГОСТ 2.306-68 ЕСКД. Обозначения графические материалов и правила их
нанесения на чертежах
ГОСТ 2.307-68 ЕСКД. Нанесение размеров и предельных отклонений
2
ГОСТ 2.308-79 ЕСКД. Указание на чертежах допусков форм и расположения
поверхностей
ГОСТ 2.309-73 ЕСКД. Обозначение шероховатости поверхностей
ГОСТ 2.
 310-68 ЕСКД. Нанесение на чертежах обозначений покрытий
310-68 ЕСКД. Нанесение на чертежах обозначений покрытийтермической и других видов обработки
ГОСТ 2.311-68 ЕСКД. Изображения резьбы
ГОСТ 2.312-72 ЕСКД. Условные изображения и обозначения швов сварных
соединений
ГОСТ 2.313-82 ЕСКД. Условные изображения и обозначения неразъемных
соединений
ГОСТ 2.314-68 ЕСКД. Указания на чертежах о маркировании и клеймении
изделий
ГОСТ 2.315-68 ЕСКД. Изображения упрощенные и условные крепежных деталей
ГОСТ 2.316-68 ЕСКД. Правила нанесения на чертежах надписей, технических
требований и таблиц
ГОСТ 2.317-69 ЕСКД. Аксонометрические проекции
ГОСТ 2.318-81 ЕСКД. Правила упрощенного нанесения размеров отверстий
ГОСТ 2.319-81 ЕСКД. Правила выполнения диаграмм
ГОСТ 2.320-82 ЕСКД. Правила нанесения размеров, допусков и посадок
конусов
ГОСТ 2.321-84 ЕСКД. Обозначения буквенные
ГОСТ 2.401-68 ЕСКД. Правила выполнения чертежей пружин
ГОСТ 2.402-68 ЕСКД. Условные изображения зубчатых колес, реек, червяков и
звездочек цепных передач
ГОСТ 2.
 403-75 ЕСКД. Правила выполнения чертежей цилиндрических зубчатых
403-75 ЕСКД. Правила выполнения чертежей цилиндрических зубчатыхколес
ГОСТ 2.404-75 ЕСКД. Правила выполнения чертежей зубчатых реек
ГОСТ 2.405-75 ЕСКД. Правила выполнения чертежей зубчатых колес
ГОСТ 2.406-76 ЕСКД. Правила выполнения чертежей цилиндрических червяков
и червячных колес
ГОСТ 2.407-75 ЕСКД. Правила выполнения чертежей червяков и колес
глобоидных передач
ГОСТ 2.408-68 ЕСКД. Правила выполнения рабочих чертежей звездочек
приводных роликов и втулочных цепей
ГОСТ 2.409-74 ЕСКД. Правила выполнения чертежей зубчатых (шлицевых)
соединений
ГОСТ 2.410-68 ЕСКД. Правила выполнения чертежей металлических
конструкций
ГОСТ 2.411-72 ЕСКД. Правила выполнения чертежей труб, трубопроводов и
трубопроводных систем
3
ГОСТ 2.412-81 ЕСКД. Правила выполнения чертежей и схем оптических изделий
ГОСТ 2.413-72 ЕСКД. Правила выполнения конструкторской документации
изделий, изготовляемых с применением электрического монтажа
ГОСТ 2.
 414-75 ЕСКД. Правила выполнения чертежей жгутов, кабелей и
414-75 ЕСКД. Правила выполнения чертежей жгутов, кабелей ипроводов
ГОСТ 2.415-68 ЕСКД. Правила выполнения чертежей изделий с электрическими
обмотками
ГОСТ 2.416-68 ЕСКД. Условные обозначения магнитопроводов
ГОСТ 2.417-91 ЕСКД. Платы печатные. Правила выполнения чертежей
ГОСТ 2.418-77 ЕСКД. Правила выполнения конструкторской документации
упаковки
ГОСТ 2.419-68 ЕСКД. Правила выполнения документации при плазовом методе
производства
ГОСТ 2.420-69 ЕСКД. Упрощенные изображения подшипников качения на
сборочных чертежах
ГОСТ 2.421-75 ЕСКД. Правила выполнения рабочих чертежей звездочек для
пластинчатых цепей
ГОСТ 2.422-70 ЕСКД. Правила выполнения рабочих чертежей цилиндрических
зубчатых колес передач Новикова с двумя линиями зацепления
ГОСТ 2.424-80 ЕСКД. Правила выполнения чертежей штампов
ГОСТ 2.425-74 ЕСКД. Правила выполнения рабочих чертежей звездочек для
зубчатых цепей
ГОСТ 2.426-74 ЕСКД.
 Правила выполнения рабочих чертежей звездочек для
Правила выполнения рабочих чертежей звездочек дляразборных цепей
ГОСТ 2.427-75 ЕСКД. Правила выполнения рабочих чертежей для кругозвенных
цепей
ГОСТ 2.428-84 ЕСКД. Правила выполнения темплетов
ГОСТ 2.501-88 ЕСКД. Правила учета и хранения
ГОСТ 2.502-68 ЕСКД. Правила дублирования
ГОСТ 2.503-90 ЕСКД. Правила внесения изменений
ГОСТ 2.601-2006 ЕСКД. Эксплуатационные документы
ГОСТ 2.602-95 ЕСКД. Ремонтные документы
ГОСТ 2.603-68 ЕСКД. Внесение изменений в эксплуатационную и ремонтную
документацию
ГОСТ 2.604-2000 ЕСКД. Чертежи ремонтные. Общие требования
ГОСТ 2.605-68 ЕСКД. Плакаты учебно-технические. Общие технические
требования
ГОСТ 2.608-78 ЕСКД. Порядок записи сведений о драгоценных материалах в
эксплуатационных документах
ГОСТ 2.610-2006 ЕСКД. Правила выполнения эксплуатационных документов
ГОСТ 2.701-84 ЕСКД. Схемы, виды и типы. Общие требования к выполнению
4
ГОСТ 2.
 702-75 ЕСКД. Правила выполнения электрических схем
702-75 ЕСКД. Правила выполнения электрических схемГОСТ 2.703-68 ЕСКД. Правила выполнения кинематических схем
Г0СТ 2.704-76 ЕСКД. Правила выполнения гидравлических и пневматических
схем
ГОСТ 2.705-70 ЕСКД. Правила выполнения электрических схем обмоток и
изделий с обмотками
ГОСТ 2.709-89 ЕСКД. Обозначения условные проводов и контактных
соединений электрических элементов, оборудования и участков
цепей в электрических схемах
ГОСТ 2.710-81 ЕСКД. Обозначения буквенно-цифровые в электрических схемах
ГОСТ 2.711-82 ЕСКД. Схемы деления изделия на составные части
ГОСТ 2.721-74 ЕСКД. Обозначения условные графические в схемах.
Обозначения общего применения
ГОСТ 2.722-68 ЕСКД. Обозначения условные графические в схемах. Машины
электрические
ГОСТ 2.723-68 ЕСКД. Обозначения условные графические в схемах. Катушки
индуктивности, дроссели, трансформаторы,
автотрансформаторы и магнитные усилители
ГОСТ 2.
 728-74 ЕСКД. Обозначения условные графические в схемах. Резисторы,
728-74 ЕСКД. Обозначения условные графические в схемах. Резисторы,конденсаторы.
ГОСТ 2.729-68 ЕСКД. Обозначения условные графические в схемах. Приборы
электроизмерительные
ГОСТ 2.762-85 ЕСКД. Обозначения условные графические в электрических
схемах. Частоты и диапазоны частот для систем передачи с
частотным разделением каналов.
ГОСТ 2.781-96 ЕСКД. Обозначения условные графические. Аппараты
гидравлические и пневматические, устройства управления и
приборы контрольно-измерительные
ГОСТ 2.782-96 ЕСКД. Обозначения условные графические. Машины
гидравлические и пневматические
ГОСТ Р 2.901-99 ЕСКД. Документация, отправляемая за границу. Общие
требования
ГОСТ 2.902-68 ЕСКД. Порядок проверки, согласования и утверждения
документации
Назад в раздел
1. | ГОСТ 2.002-72 | ЕСКД. |
2. | ГОСТ 2.004-88 | ЕСКД. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода ЭВМ |
3. | ГОСТ 2.101-68 | ЕСКД. Виды изделий |
4. | ГОСТ 2.102-68 | ЕСКД. Виды и комплектность конструкторских документов |
5. | ГОСТ 2.103-68 | ЕСКД. Стадии разработки |
6. | ГОСТ 2.109-73 | ЕСКД. Основные требования к чертежам |
7. | ГОСТ 2.111-68 | ЕСКД. Нормоконтроль |
8. | ГОСТ 2.113-75 | ЕСКД. Групповые и базовые конструкторские документы |
9. | ГОСТ 2.118-73 | ЕСКД. Техническое предложение |
10. | ГОСТ 2.119-73 | ЕСКД. Эскизный проект |
11. | ГОСТ 2.120-73 | ЕСКД. Технический проект |
12. | ГОСТ 2.123-83 | ЕСКД. Комплектность конструкторских документов на печатные платы при автоматизированном проектировании |
13. | ГОСТ 2.124-85 | ЕСКД. Порядок применения покупных изделий |
14. | ГОСТ 2.125-88 | ЕСКД. Правила выполнения эскизных конструкторских документов |
15. | ГОСТ 2.201-80 | ЕСКД. Обозначение изделий и конструкторских документов |
16. | ГОСТ 2.301-68 | ЕСКД. Форматы |
17. | ГОСТ 2.302-68 | ЕСКД. Масштабы |
18. | ГОСТ 2.303-68 | ЕСКД. Линии |
19. | ГОСТ 2. | ЕСКД. Шрифты чертежные |
20. | ГОСТ 2.305-68 | ЕСКД. Изображения-виды, разрезы, сечения |
21. | ГОСТ 2.306-68 | ЕСКД. Обозначения графические материалов и правила их нанесения на чертежах |
22. | ГОСТ 2.309-73 | ЕСКД. Обозначения шероховатости поверхностей |
23. | ГОСТ 2.310-68 | ЕСКД. Нанесение на чертежах обозначений покрытий, термической и других видов обработки |
24. | ГОСТ 2.311-68 | ЕСКД. Изображения резьбы |
25. | ГОСТ 2.312-72 | ЕСКД. Условные изображения и обозначения швов сварных соединений |
26. | ГОСТ 2.313-82 | ЕСКД. Условные изображения и обозначения неразъемных соединений |
27. | ГОСТ 2.314-68 | ЕСКД. Указания на чертежах о маркировании и клеймении изделий |
28. | ГОСТ 2.315-68 | ЕСКД. Изображения упрощенные и условные крепежных деталей |
29. | ГОСТ 2.316-68 | ЕСКД. Правила нанесения на чертежах надписей, технических требований и таблиц |
30. | ГОСТ 2. | ЕСКД. Правила упрощенного нанесения размеров отверстий |
31. | ГОСТ 2.320-82 | ЕСКД. Правила нанесения размеров, допусков и посадок конусов |
32. | ГОСТ 2.321-84 | ЕСКД. Обозначения буквенные |
33. | ГОСТ 2.401-68 | ЕСКД. Правила выполнения чертежей пружин |
34. | ГОСТ 2.402-68 | ЕСКД. Условные обозначения зубчатых колес, реек, червяков и звездочек цепных передач |
35. | ГОСТ 2.403-75 | ЕСКД. Правила выполнения чертежей цилиндрических зубчатых колес |
36. | ГОСТ 2.404-75 | ЕСКД. Правила выполнения чертежей зубчатых реек |
37. | ГОСТ 2.405-75 | ЕСКД. Правила выполнения чертежей конических зубчатых колес |
38. | ГОСТ 2.406-76 | ЕСКД. Правила выполнения чертежей цилиндрических червяков и червячных колес |
39. | ГОСТ 2.407-75 | ЕСКД. Правила выполнения чертежей червяков и колес глобоидных передач |
40. | ГОСТ 2.408-68 | ЕСКД. Правила выполнения рабочих чертежей звездочек приводных роликов и втулочных цепей |
41. | ГОСТ 2.409-74 | ЕСКД. Правила выполнения чертежей зубчатых (шлицевых) соединений |
42. | ГОСТ 2.410-68 | ЕСКД. Правила выполнения чертежей металлических конструкций |
43. | ГОСТ 2.411-72 | ЕСКД. Правила выполнения чертежей труб, трубопроводов и трубопроводных систем |
44. | ГОСТ 2.413-72 | ЕСКД. Правила выполнения конструкторской документации изделий, изготовляемых с применением электрического монтажа |
45. | ГОСТ 2.414-75 | ЕСКД. Правила выполнения чертежей жгутов, кабелей и проводов |
46. | ГОСТ 2.415-68 | ЕСКД. Правила выполнения чертежей изделий с электрическими обмотками |
47. | ГОСТ 2.416-68 | ЕСКД. Условные изображения сердечников магнитопроводов |
48. | ГОСТ 2.417-91 | ЕСКД. Платы печатные. Правила выполнения чертежей |
49. | ГОСТ 2.418-77 | ЕСКД. Правила выполнения конструкторской документации упаковки |
50. | ГОСТ 2.419-68 | ЕСКД. Правила выполнения документации при плазмовом методе производства |
51. | ГОСТ 2. | ЕСКД. Упрощенные изображения подшипников качения на сборочных чертежах |
52. | ГОСТ 2.421-75 | ЕСКД. Правила выполнения рабочих чертежей звездочек для пластинчатых цепей |
53. | ГОСТ 2.422-70 | ЕСКД. Правила выполнения рабочих чертежей цилиндрических зубчатых колес передач Новикова с двумя линиями зацепления |
54. | ГОСТ 2.424-80 | ЕСКД. Правила выполнения чертежей штампов |
55. | ГОСТ 2.425-74 | ЕСКД. Правила выполнения рабочих чертежей звездочек для зубчатых цепей |
56. | ГОСТ 2.426-74 | ЕСКД. Правила выполнения рабочих чертежей звездочек для разборных цепей |
57. | ГОСТ 2.427-75 | ЕСКД. Правила выполнения рабочих чертежей звездочек для круглозвенных цепей |
58. | ГОСТ 2.428-84 | ЕСКД. Правила выполнения темплетов |
59. | ГОСТ 2.501-88 | ЕСКД. Правила учета и хранения |
60. | ГОСТ 2.502-68 | ЕСКД. Правила дублирования |
61. | ГОСТ 2.503-90 | ЕСКД. Правила внесения изменений |
62. | ГОСТ 2.603-68 | ЕСКД. Внесение изменений в эксплуатационную и ремонтную документацию |
63. | ГОСТ 2.605-68 | ЕСКД. Плакаты учебно-технические. Общие технические требования |
64. | ГОСТ 2.608-78 | ЕСКД. Порядок записи сведений о драгоценных материалах в эксплуатационных документах |
65. | ГОСТ 2.701-84 | ЕСКД. Схемы. Виды и типы. Общие требования к выполнению |
66. | ГОСТ 2.705-70 | ЕСКД. Правила выполнения электрических схем обмоток и изделий с обмотками |
67. | ГОСТ 2.707-84 | ЕСКД. Правила выполнения электрических схем железнодорожной сигнализации, централизации и блокировки |
68. | ГОСТ 2.708-81 | ЕСКД. Правила выполнения электрических схем цифровой вычислительной техники |
69. | ГОСТ 2.711-82 | ЕСКД. Схема деления изделия на составные части |
70. | ГОСТ 2.722-68 | ЕСКД. Обозначения условные графические в схемах. Машины электрические |
71. | ГОСТ 2.723-68 | ЕСКД. Обозначения условные графические в схемах. Катушки индуктивности, дроссели, трансформаторы, автотрансформаторы и магнитные усилители |
72. | ГОСТ 2.725-68 | ЕСКД. Обозначения условные графические в схемах. Устройства коммутирующие |
73. | ГОСТ 2.726-68 | ЕСКД. Обозначения условные графические в схемах. Токосъемники |
74. | ГОСТ 2.727-68 | ЕСКД. Обозначения условные графические в схемах. Разрядники, предохранители |
75. | ГОСТ 2.728-74 | ЕСКД. Обозначения условные графические в схемах. Резисторы, конденсаторы |
76. | ГОСТ 2.729-68 | ЕСКД. Обозначения условные графические в схемах. Приборы электроизмерительные |
77. | ГОСТ 2.730-73 | ЕСКД. Обозначения условные графические в схемах. Приборы полупроводниковые |
78. | ГОСТ 2.731-81 | ЕСКД. Обозначения условные графические в схемах. Приборы электровакуумные |
79. | ГОСТ 2.732-68 | ЕСКД. Обозначения условные графические в схемах. Источники света |
80. | ГОСТ 2.733-68 | ЕСКД. Обозначения условные графические детекторов ионизирующих излучений в схемах |
81. | ГОСТ 2.734-68 | ЕСКД. Обозначения условные графические в схемах. Линии сверхвысокой частоты и их элементы |
82. | ГОСТ 2.735-68 | ЕСКД. Обозначения условные графические в схемах. Антенны и радиостанции |
83. | ГОСТ 2.736-68 | ЕСКД. Обозначения условные графические в схемах. Элементы пьезоэлектрические и магнитострикционные. Линии задержки |
84. | ГОСТ 2.737-68 | ЕСКД. Обозначения условные графические в схемах. Устройства связи |
85. | ГОСТ 2.739-68 | ЕСКД. Обозначения условные графические в схемах. Аппараты, коммутаторы и станции коммутационные телефонные |
86. | ГОСТ 2.740-89 | ЕСКД. Обозначения условные графические в схемах. |
87. | ГОСТ 2.741-68 | ЕСКД. Обозначения условные графические в схемах. Приборы акустические |
88. | ГОСТ 2.743-91 | ЕСКД. Обозначения условные графические в схемах. Элементы цифровой техники |
89. | ГОСТ 2.744-68 | ЕСКД. Обозначения условные графические в схемах. Устройства электрозапальные |
90. | ГОСТ 2.745-68 | ЕСКД. Обозначения условные графические в схемах. Электронагреватели, устройства и установки электротермические |
91. | ГОСТ 2.746-68 | ЕСКД. |
92. | ГОСТ 2.747-68 | ЕСКД. Обозначения условные графические в схемах. Размеры условных графических обозначений |
93. | ГОСТ 2.749-84 | ЕСКД. Элементы и устройства железнодорожной сигнализации, централизации и блокировки |
94. | ГОСТ 2.752-71 | ЕСКД. Обозначения условные графические в схемах. Устройства телемеханики |
95. | ГОСТ 2.755-87 | ЕСКД. Обозначения условные графические в электрических схемах. Устройства коммутационные и контактные соединения |
96. | ГОСТ 2.756-76 | ЕСКД. Обозначения условные графические в схемах. Воспринимающая часть электромеханических устройств |
97. | ГОСТ 2.757-81 | ЕСКД. Обозначения условные графические в схемах. Элементы коммутационного поля коммутационных систем |
98. | ГОСТ 2.758-81 | ЕСКД. Обозначения условные графические в схемах. Сигнальная техника |
99. | ГОСТ 2.759-82 | ЕСКД. Обозначения условные графические в схемах. Элементы аналоговой техники |
100. | ГОСТ 2.761-84 | ЕСКД. Обозначения условные графические в схемах. |
101. | ГОСТ 2.762-85 | ЕСКД. Обозначения условные графические в электрических схемах. Частоты и диапазоны частот для систем передачи с частотным разделением каналов |
102. | ГОСТ 2.763-85 | ЕСКД. Обозначения условные графические в электрических схемах. Устройства с импульсно-кодовой модуляцией |
103. | ГОСТ 2.764-86 | ЕСКД. Обозначения условные графические в электрических схемах. Интегральные оптоэлектронные элементы индикации |
104. | ГОСТ 2.765-87 | ЕСКД. Обозначения условные графические в электрических схемах. |
105. | ГОСТ 2.766-88 | ЕСКД. Обозначения условные графические в электрических схемах. Системы передачи информации с временным разделением канала |
106. | ГОСТ 2.767-89 (МЭК 617-7-83) | ЕСКД. Обозначения условные графические в электрических схемах. Реле защиты |
107. | ГОСТ 2.768-90 | ЕСКД. Обозначения условные графические в схемах. Источники электрохимические, электротермические и тепловые |
108. | ГОСТ 2.770-68 | ЕСКД. Обозначения условные графические в схемах. Элементы кинематики |
109. | ГОСТ 2.787-71 | ЕСКД. Обозначения условные графические в схемах. Элементы, приборы и устройства газовой системы хроматографов |
110. | ГОСТ 2.788-74 | ЕСКД. Обозначения условные графические. Аппараты выпарные |
111. | ГОСТ 2.789-74 | ЕСКД. Обозначения условные графические. Аппараты теплообменные |
112. | ГОСТ 2.790-74 | ЕСКД. Обозначения условные графические. Аппараты колонные |
113. | ГОСТ 2.791-74 | ЕСКД. Обозначения условные графические. Отстойники и фильтры |
114. | ГОСТ 2.792-74 | ЕСКД. Обозначения условные графические. Аппараты сушильные |
115. | ГОСТ 2.793-79 | ЕСКД. Обозначения условные графические. Элементы и устройства машин и аппаратов химических производств. Общие обозначения |
116. | ГОСТ 2.794-79 | ЕСКД. Обозначения условные графические. Устройства питающие и дозирующие |
117. | ГОСТ 2.795-80 | ЕСКД. Обозначения условные графические. Центрифуги |
118. | ГОСТ 2.801-74 | ЕСКД. Макетный метод проектирования. Геометрическая форма, размеры моделей |
119. | ГОСТ 2.802-74 | ЕСКД. Макетный метод проектирования. Техническая информация на рабочем макете |
120. | ГОСТ 2.803-77 | ЕСКД. Макетный метод проектирования. Требования к конструкции и размерам макетов и моделей |
121. | ГОСТ 2.804-84 | ЕСКД. Макетный метод проектирования. Техническое содержание рабочего макета |
 Требования к моделям, макетам и темплетам, применяемым при проектировании
Требования к моделям, макетам и темплетам, применяемым при проектировании

 304-81
304-81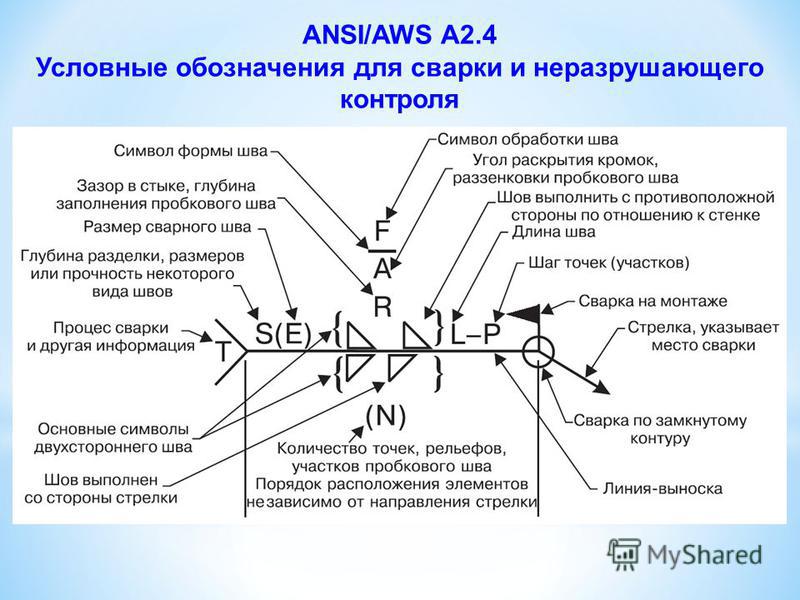
 318-81
318-81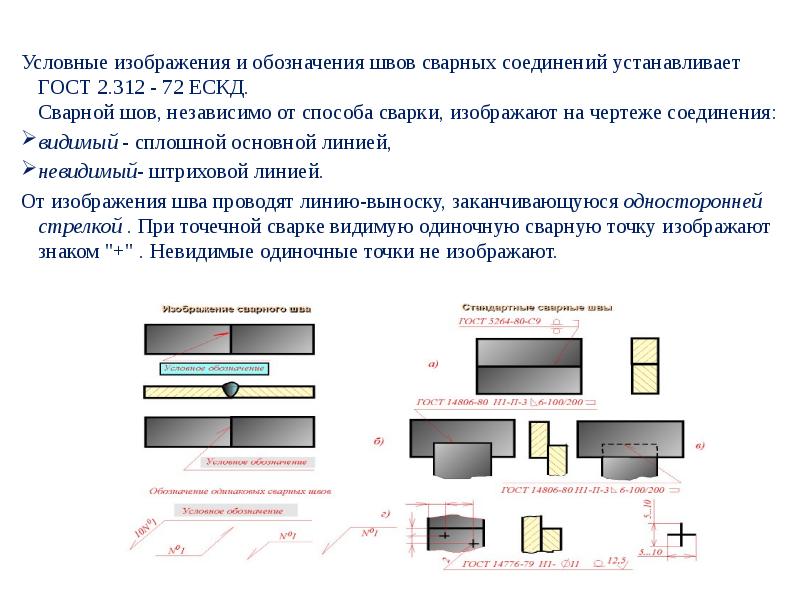


 420-69
420-69



 Аппараты и трансляции телеграфные
Аппараты и трансляции телеграфные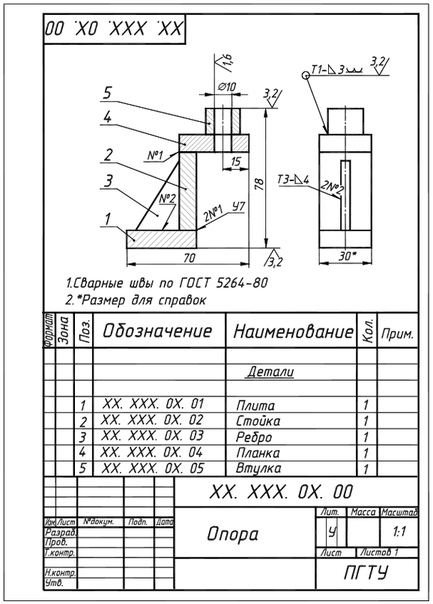 Обозначения условные графические в схемах. Генераторы и усилители квантовые
Обозначения условные графические в схемах. Генераторы и усилители квантовые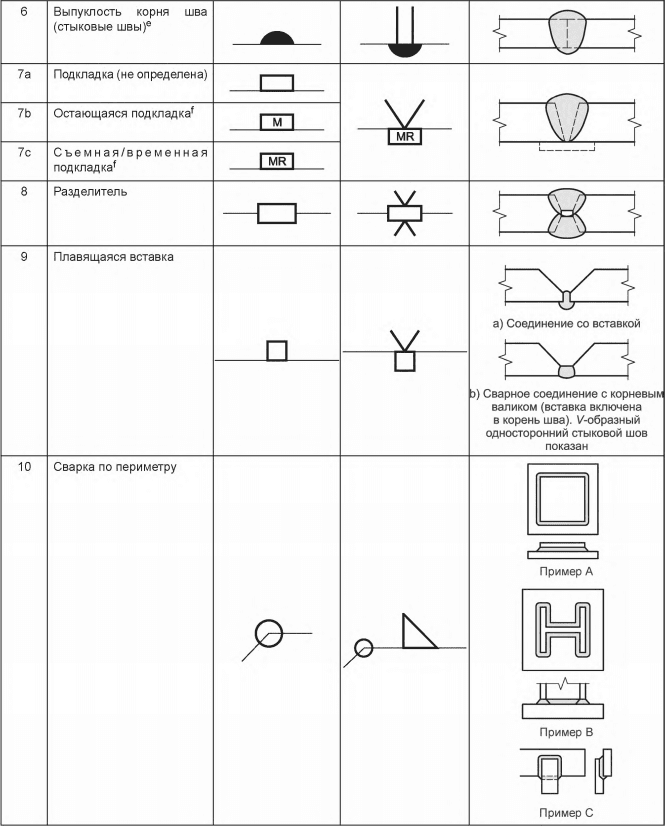
 Компоненты волоконно-оптических систем передачи
Компоненты волоконно-оптических систем передачи Запоминающие устройства
Запоминающие устройства


RussianGost | Официальная нормативная библиотека — ГОСТ 2.301-68
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 01 Общие. Терминология. Стандартизация. Документация »
Стандарты на трубопроводную арматуру (ТПА) »
8. Конструкция трубопроводной арматуры (ТПА) »
8.1 Общие вопросы проектирования трубопроводной арматуры (TPA) »
8.1.1 ЕСКД »
Конструкция трубопроводной арматуры (ТПА) »
8.1 Общие вопросы проектирования трубопроводной арматуры (TPA) »
8.1.1 ЕСКД »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » III Качество » 2 Гарантия качества продукции » 2.1 Обеспечение качества продукции на стадии технической подготовки производства » 2.1.1 Конструкторская подготовка производства »
Классификатор ISO » 01 ОБЩИЕ ПОЛОЖЕНИЯ.ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.100 Технические чертежи » 01.100.01 Технические чертежи в целом »
Национальные стандарты » 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.100 Технические чертежи » 01.100.01 Технические чертежи в целом »
Национальные стандарты для сомов » Последнее издание » T Общие технические и организационно-методические стандарты » Система документации T5 » Система конструкторской документации T52 »
В качестве замены:
ГОСТ 3450-60 — Чертежи в машиностроении. Размеры
Размеры
Ссылка на документ:
ГОСТ 11589-75 — Шлюпки и шлюпки для морских судов. Стол аварийно-спасательный
ГОСТ 13.1.003-83 — Репрография. Микрография. Копии, документы, изготовленные методом репродукции с микрофильмов. Технические требования и методы контроля
ГОСТ 13.1.112-89 — Репрография. Микрография. Микрофиши для нормативных технических документов. Общие требования и стандарты
ГОСТ 13.1.202-88 — Репрография. Микрография.Символы и трафареты. Общие требования
ГОСТ 13.2.002-90 — Репрография. Копирография. Средства диазокопирования. Общие технические требования и методы испытаний
ГОСТ 13.2.007-88 — Репрография. Копирография. Диазотип калге. Технические характеристики
ГОСТ 13.402-73 — Микрофильмирование. Правила внесения изменений в микрофильмы
ГОСТ 13.501-74 — Микрофильмирование. микрофильмированные устройства. Типы и основные параметры
ГОСТ 13.503-74 — Микрофильмирование. Аппарат для чтения и чтения и копирования.Типы и основные параметры
Аппарат для чтения и чтения и копирования.Типы и основные параметры
ГОСТ 13.504-74 — Микрофильмирование. Аппарат для увеличения с микрофильмом. Типы и основные параметры
ГОСТ 13.603-73 — Микрофильмирование. Ящики для перевозки оригиналов технической документации. Дизайн и габариты
ГОСТ 14.104-74 — Единая система технологической подготовки производства. Правила разработки графической информационной модели для системы технологической подготовки производства
ГОСТ 15.016-2016: Система разработки и запуска продукции в производство. Техническое задание. Требования к содержанию и форме изложения
ГОСТ 18509-88 — Дизели тракторные и комбайновые. Методы стендовых испытаний
ГОСТ 18865-82 — Машины чертежные. Спецификация
ГОСТ 19.002-80 — Единая система программной документации. Схемы алгоритмов и программ. Правила завершения
ГОСТ 19.104-78 — Единая система программной документации. Основные легенды
ГОСТ 19. 106-78: Единая система программной документации. Требования к печатным документам
106-78: Единая система программной документации. Требования к печатным документам
ГОСТ 19.201-78 — Единая система программной документации. Технические условия на разработку. Требования к содержанию и форме изложения
ГОСТ 19838-82 — Характеристики управляемости авиационных изделий. Правила учета и внешнего вида
ГОСТ 2.004-88 — Единая система конструкторской документации. Общие требования к исполнению конструкторской и технологической документации на устройства печати и графического вывода компьютеров
ГОСТ 2.051-2006: Единая система конструкторской документации. Цифровые документы. Общие принципы
ГОСТ 2.051-2013 — Единая система конструкторской документации. Цифровые документы. Общие принципы
ГОСТ 2.055-2014 — Единая система конструкторской документации. Электронная спецификация. Общие положения
ГОСТ 2.104-2006 — Единая система конструкторской документации. Основные надписи.
ГОСТ 2.105-79 — Единая система конструкторской документации.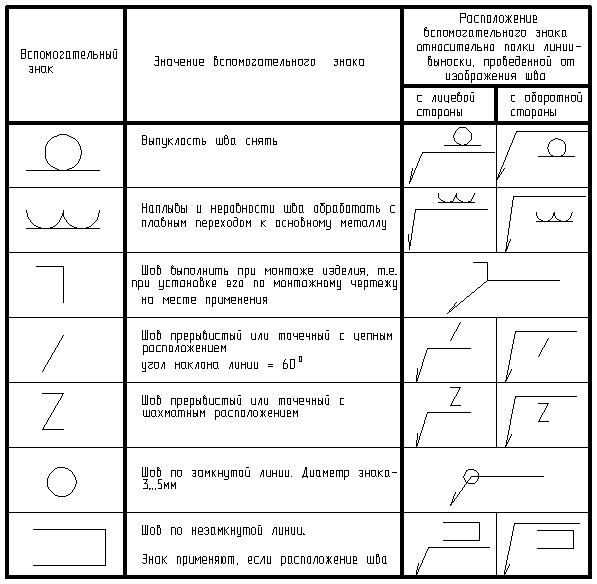 Общие требования к текстовым документам
Общие требования к текстовым документам
ГОСТ 2.105-95: Общие требования к оформлению документов
ГОСТ 2.106-68 — Единая система конструкторской документации. Текстовые документы
ГОСТ 2.106-96 — Единая система конструкторской документации. Текстовые документы
ГОСТ 2.107-68 — Единая система конструкторской документации. Основные требования к рабочим чертежам
ГОСТ 2.108-68 — Единая система конструкторской документации. Технические характеристики
ГОСТ 2.114-2016 — Единая система конструкторской документации. Технические характеристики
ГОСТ 2.114-70: Единая система конструкторской документации. Технические требования. Правила планировки, формулировки и оформления
ГОСТ 2.114-95 — Единая система конструкторской документации. Технические характеристики
ГОСТ 2.116-84 — Технический уровень и карта качества продукции
. ГОСТ 2.119-2013 — Единая система конструкторской документации. Эскизный проект
Эскизный проект
ГОСТ 2.119-73 — Эскизный проект
.ГОСТ 2.125-2008 — Единая система конструкторской документации. Правила оформления эскизных проектных документов.Общие принципы
ГОСТ 2.303-68 — Единая система конструкторской документации. Строки
ГОСТ 2.417-78 — Единая система конструкторской документации. Правила выполнения чертежей печатных плат
ГОСТ 2.419-68 — Единая система конструкторской документации. Правила оформления документации на пресс-форму лофт методом производства
ГОСТ 2.501-2013 — Единая система конструкторской документации. Правила регистрации и хранения
ГОСТ 2.501-68: Единая система конструкторской документации. Правила регистрации и хранения
ГОСТ 2.501-88 — Единая система конструкторской документации. Правила регистрации и хранения
ГОСТ 2.503-2013 — Единая система конструкторской документации. Правила внесения изменений
ГОСТ 2.503-68 — Единая система конструкторской документации.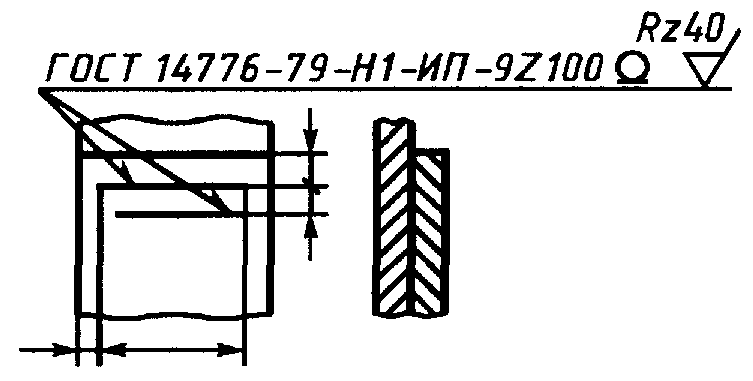 Правила внесения изменений
Правила внесения изменений
ГОСТ 2.503-74 — Единая система конструкторской документации. Правила внесения изменений
ГОСТ 2.503-90: Правила внесения изменений
ГОСТ 2.504-81 — Единая система конструкторской документации. Порядок передачи документации
ГОСТ 2.505-82 — Единая система конструкторской документации. Правила внесения изменений в автоматизированный проект
ГОСТ 2.601-2006 — Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 2.601-2013 — Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 2.601-95 — Эксплуатационная документация
.ГОСТ 2.602-2013: Единая система конструкторской документации. Документация по ремонту
ГОСТ 2.602-95 — Единая система конструкторской документации. Документация по ремонту
ГОСТ 2.701-2008 — Единая система конструкторской документации. Диаграммы. Виды и виды. Общие требования к исполнению.
ГОСТ 2. 701-76 — Единая системная конструкторская документация. Диаграммы. Виды и виды. Общие требования к выполнению
701-76 — Единая системная конструкторская документация. Диаграммы. Виды и виды. Общие требования к выполнению
ГОСТ 2.701-84 — Единая системная конструкторская документация. Диаграммы.Виды и виды. Общие требования к выполнению
ГОСТ 2.711-82 — Единая система конструкторской документации. Схема разделения изделия на составляющие
ГОСТ 2.851-75 — Документация наскальная графическая. Общие правила изображения наскального рисунка
ГОСТ 21.101-79 — Система строительной проектной документации. Основные требования к рабочим чертежам
ГОСТ 21.101-93 — Система проектной документации для строительства. резиновые изделия. Общие технические требования.Основные требования к рабочим документам
ГОСТ 21.101-97 — Система проектной документации для строительства Основные требования к проектной и рабочей документации
.ГОСТ 21.114-2013 — Система проектной документации для строительства. Правила выполнения эскизных чертежей общих видов нестандартных изделий
ГОСТ 21. 114-95 — Система проектной документации для строительства. Правила выполнения эскизных чертежей общих видов нестандартных изделий
114-95 — Система проектной документации для строительства. Правила выполнения эскизных чертежей общих видов нестандартных изделий
ГОСТ 21.301-2014: Система проектной документации для строительства. Общие требования к оформлению отчетных документов по инженерным изысканиям
ГОСТ 21.502-2016 — Система строительной проектной документации. Правила выполнения рабочей документации на металлоконструкции
ГОСТ 21.607-2014 — Система проектной документации для строительства. Правила оформления рабочей документации на наружное электрическое освещение
ГОСТ 21.608-2014 — Система строительной проектной документации.Правила оформления рабочей документации электроосвещения салона
ГОСТ 24.301-80 — Система технической документации для компьютерных систем управления. Общие требования к текстовым документам
ГОСТ 24.302-80 — Система технической документации для компьютерных систем управления. Общие требования к схемам изготовления
ГОСТ 24.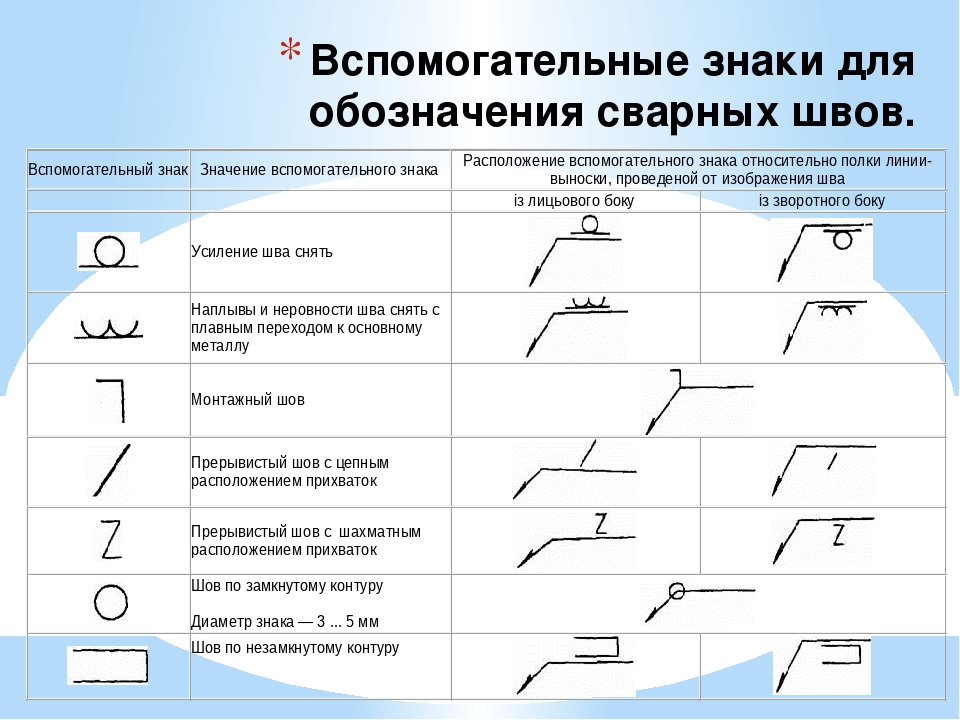 304-82 — Система технической документации для компьютерных систем управления. Требования к оформлению чертежей
304-82 — Система технической документации для компьютерных систем управления. Требования к оформлению чертежей
ГОСТ 24.402-80 — Система технической документации для компьютерных систем управления.Регистрация, хранение и доступ
ГОСТ 25123-82 — Компьютеры и системы обработки данных. Техническое задание. Правила устройства, описание и расположение
ГОСТ 26197-84 — Программы унификации и специализации производства машиностроительной продукции. Порядок создания
ГОСТ 26348-84 — Аппарат факсимильный со средствами уменьшения избыточности для передачи и приема информации факсимильных документов. Основные параметры
ГОСТ 26631-85 — Аппарат факсимильный со средствами уменьшения избыточности для передачи и приема фото факсимильной информации.Основные параметры
ГОСТ 27487-87 — Электрооборудование промышленное. Общие требования и методы испытаний
ГОСТ 27692-2012 — Техническая документация авиационной техники. Состав, ведомость, оформление и содержание журналов учета
ГОСТ 28264-89 — Испытательные документы ФС1, ФС2, ФС3 на факсимильный аппарат. Технические характеристики
Технические характеристики
ГОСТ 28266-89 — Контрольные документы МПС, РПС, ЧРТ, СП на факсимильный аппарат. Технические характеристики
ГОСТ 28267-89 — Тестовое изображение растровое 64-уровневое для факсимильных аппаратов.Технические характеристики
ГОСТ 28388-89 — Системы обработки информации. Документы на магнитных носителях. Порядок реализации и обращения
ГОСТ 28697-90 — Программа и методы испытаний сильфонных компенсаторов и уплотнений. Общие требования
ГОСТ 28932-91 — Машины вытяжные
.ГОСТ 28933-91 — Приборы чертежные
.ГОСТ 3.1103-2011 — Единая система технологической документации. Основные надписи. Общие принципы
ГОСТ 3.1105-2011 — Единая система технологической документации.Форма и правила оформления документов общего назначения
ГОСТ 3.1105-84 — Единая система технологической документации. Формы и правила составления документов общего назначения
ГОСТ 3.1130-93 — Единая система технологической документации. Общие требования к бланкам и бланкам документов
Общие требования к бланкам и бланкам документов
ГОСТ 31270-2004 — Самолеты гражданские. Обработка сервисных бюллетеней и выполнение работ в соответствии с ними
ГОСТ 33153-2014 — Дороги автомобильные общего пользования.Проектирование тоннелей. Общие требования
ГОСТ 33259-2015 — Фланцы для арматуры, фитингов и трубопроводов на давление до PN 250. Конструкция, размеры и общие технические требования
.ГОСТ 34.602-89 — Информационные технологии. Набор стандартов для автоматизированных систем. Технические инструкции по изготовлению автоматизированных систем
ГОСТ 34022-2016 — Краны. Эксплуатационная документация
ГОСТ 34282-2017 — Броневая защита автомобилей. Общие технические требования
ГОСТ 8.061-80 — Государственная система обеспечения единства измерений. Графики поверки. Объем и компоновка
ГОСТ Р 21.1003-2009 — Система проектной документации для строительства. Правила оформления и хранения конструкторской документации
ГОСТ Р 21.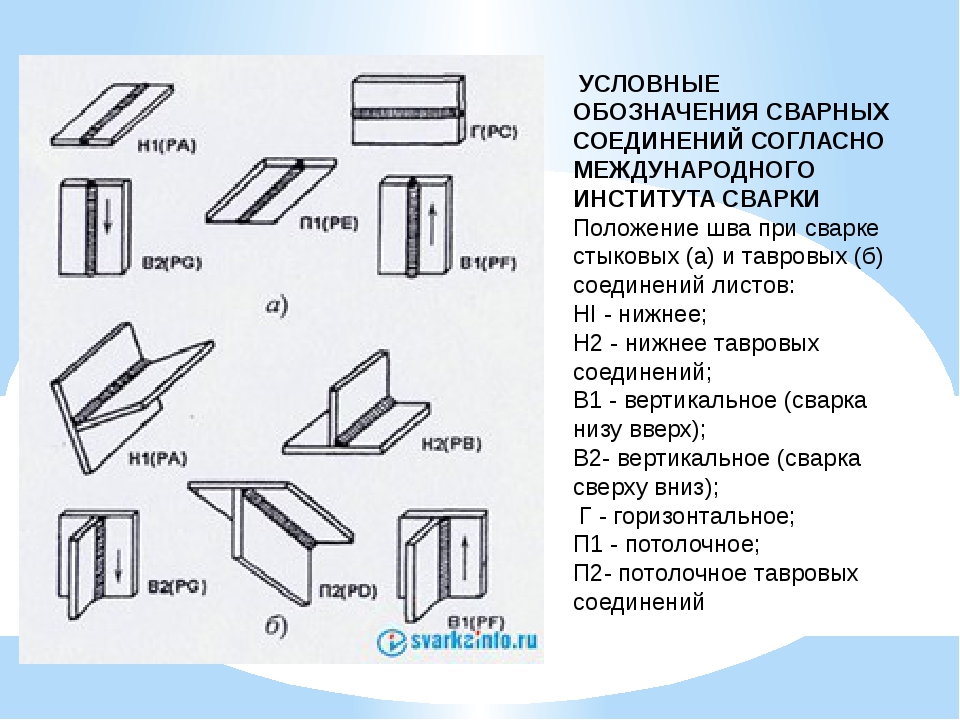 1101-2009 — Система проектной документации для строительства. Основные требования к конструкторской и рабочей документации
1101-2009 — Система проектной документации для строительства. Основные требования к конструкторской и рабочей документации
ГОСТ Р 21.1101-2013 — Система проектной документации для строительства. Основные требования к конструкторской и рабочей документации
ГОСТ Р 21.1101-92: Система проектной документации для строительства. Общие технические требования. Основные требования к рабочим документам
ГОСТ Р 21.1703-2000 — Система проектной документации для строительства. Правила оформления рабочей документации для систем проводной связи
ГОСТ Р 21.1709-2001 — Система проектной документации для строительства. Правила оформления рабочей документации на оросительную систему
ГОСТ Р 43.2.8-2014 — Информационное обеспечение оборудования и операционной деятельности.Язык операционной деятельности. Форматы сообщений для технических мероприятий
ГОСТ Р 50963-96 — Машины бронезащитные. Общие технические требования
ГОСТ Р 51647-2000 — Электронные средства связи и информации. Операционные документы. Виды и правила орудий
Операционные документы. Виды и правила орудий
ГОСТ Р 51647-2018 — Средства связи и реабилитации информации электронные. Операционные документы. Виды и правила реализации
ГОСТ Р 51772-2001 — Радиоэлектронное оборудование бытовое.Эксплуатационная документация. Виды и правила внедрения
ГОСТ Р 51826-2001 — Системы и оборудование факсимильной связи. Параметры
ГОСТ Р 53623-2009 — Информационные технологии. Вычислительные информационные системы. Компьютерное оборудование для школы. Качественные характеристики. Технические требования
ГОСТ Р 54432-2011 — Фланцы для арматуры, фитингов и трубопроводов на давление от PN 1 до PN 200. Конструкция, размеры и общие технические требования
.ГОСТ Р 54763-2011 — Лекарственные средства ветеринарные.Производственный регламент производства. Содержание, порядок разработки, согласование и подтверждение
ГОСТ Р 55632-2013 — Внутренний водный транспорт. Судовая техническая документация.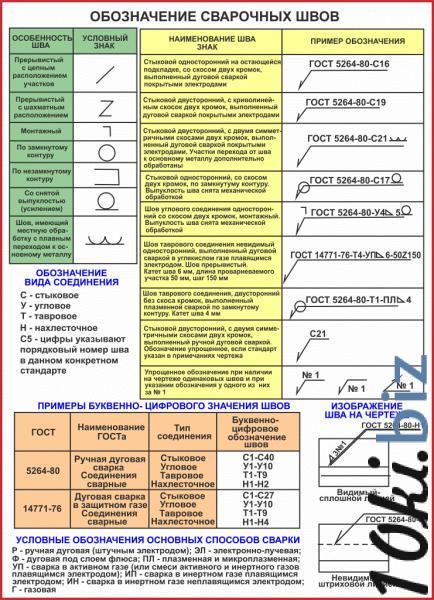 Бортжурнал
Бортжурнал
ГОСТ Р 55996-2014 — Системы космические. Требования к содержанию и формату технического задания по развитию науки и техники пространства социально-экономической деятельности
ГОСТ Р 56303-2014 — Единая энергосистема и изолированные энергосистемы. Оперативно-диспетчерское управление.Схемы нормального подключения объектов электроэнергетики. Общие требования к графическому представлению
ГОСТ Р 57839-2017 — Услуги производственные. Системы технической безопасности. Конструктивные данные и направления. Общие требования
И 1.16-10: Инструкция по составу и оформлению электротехнической документации (общие требования и рекомендации)
M788-1073: Строительная электрическая документация. Общие требования и рекомендации по составу и формату
MI 2626-2000: Рекомендация.Государственная система обеспечения единства измерений. Порядок подготовки к утверждению государственных стандартов России и документов к ним
МР 21. 03-99: Справочник исходных требований к разработке технической документации на оборудование, изготавливаемое на заказ (к СНиП 11-01-95, ГОСТ 21.401-88, ГОСТ 21.114-95)
03-99: Справочник исходных требований к разработке технической документации на оборудование, изготавливаемое на заказ (к СНиП 11-01-95, ГОСТ 21.401-88, ГОСТ 21.114-95)
НПБ 308-2002: Порядок разработки документации пожарных машин и насосов
ОСТ 10-238-99 — СОП по мелиоративному и гидротехническому обслуживанию.Основные правила, применяемые к рабочим чертежам гидротехнических сооружений.
ОСТ 108.001.04-81: Порядок разработки, согласования и утверждения отраслевых стандартов
.ОСТ 108.001.07-80 — Общие технические условия. Порядок согласования, согласования и официальной регистрации.
ОСТ 108.001.11-81: Порядок применения стандартов единой системы конструкторской документации (УДДС).
ОСТ 108.004.10-86 — Программа контроля качества продукции атомной энергетики.
ОСТ 12.14.322-87 — Технология добычи угля открытым способом Формы и правила разработки документации на процесс выемки и штабелирования.
ОСТ 21. 112.0.006-84 — Система стандартов безопасности в промышленности строительных материалов. Организация мониторинга безопасности на предприятиях.
112.0.006-84 — Система стандартов безопасности в промышленности строительных материалов. Организация мониторинга безопасности на предприятиях.
ОСТ 25.1241-86 — Монтаж систем автоматического пожаротушения, пожарной, охранной и пожарной сигнализации. Рабочие чертежи
ОСТ 25.1265-86 — Системы автоматического пожаротушения и пожарной сигнализации.Требования к содержанию, согласованию и утверждению задания на проектирование
ОСТ 25.1282-87 — Системы охранной и пожарной сигнализации автоматические. Требования к содержанию, согласованию и утверждению задания на проектирование
ОСТ 34-13-959-88: Карточка технического уровня и качества продукции. Порядок составления и ведения карты уровня
ОСТ 34-37-811-85 — Пусконаладочные работы на атомных электростанциях (АЭС) с водо-водяными энергетическими реакторами.Понятия и определения. Техническая документация. Технологические схемы.
ОСТ 34-38-446-84: Технические условия на капитальный ремонт. Правила построения, устройства и оформления. Порядок согласования, согласования и регистрации.
Правила построения, устройства и оформления. Порядок согласования, согласования и регистрации.
ОСТ 36-134-86 — Монтаж систем промышленной вентиляции и кондиционирования. Рабочий процесс проекта. Порядок разработки, структура и содержание.
ОСТ 45.161-2000 — Система отраслевой стандартизации. Технические условия на коммуникации.Требования к конструкции и содержанию
ОСТ 45.21-81 — Комплектность, обозначение и основные надписи проектно-сметной документации на строительство объектов и сооружений связи
.ОСТ 64-02-003-2002 — Продукция медицинской промышленности. Технологический регламент производства. Содержание, порядок разработки, согласования и утверждения
ОСТ 67-02-80 — Общие технические условия. Порядок согласования, согласования и официальной регистрации.
ОСТ 95 511-85: Правила оформления рабочих чертежей технологических трубопроводов (КТД)
ПБ 08-624-03 — Правила техники безопасности в нефтегазовой отрасли
ПКО-2010. 6: Справочные материалы для проектных работ по электрической части проекта
6: Справочные материалы для проектных работ по электрической части проекта
Р 50.1.027-2001: Постоянное приобретение и поддержка жизненного цикла. Автоматический обмен технической информацией. Обзор и общие требования
Р 50-54-91-88 — Рекомендации. Документы на магнитных носителях информации.Оформление и обработка
Р 50-601-5-89: Рекомендации. Системная разработка и производство продукции. Формирование исходных требований к продукции
РД 10-69-94 — Типовой технологический процесс монтажа электрооборудования. Основные положения.
РД 107.SKIP.0002.01-2009: Ведущий документ. Правила оформления временных разрешений при производстве.
РД 153-34.0-20.608-2003 — Методические указания. Проектные работы по ремонту энергооборудования электростанций.Требования к составу, содержанию и оформлению
РД 153-34.1-35.521-00 — Состав и ведение эксплуатационной документации АСУ ТП (теплоэнергетика и автоматика) тепловых электростанций
РД 25.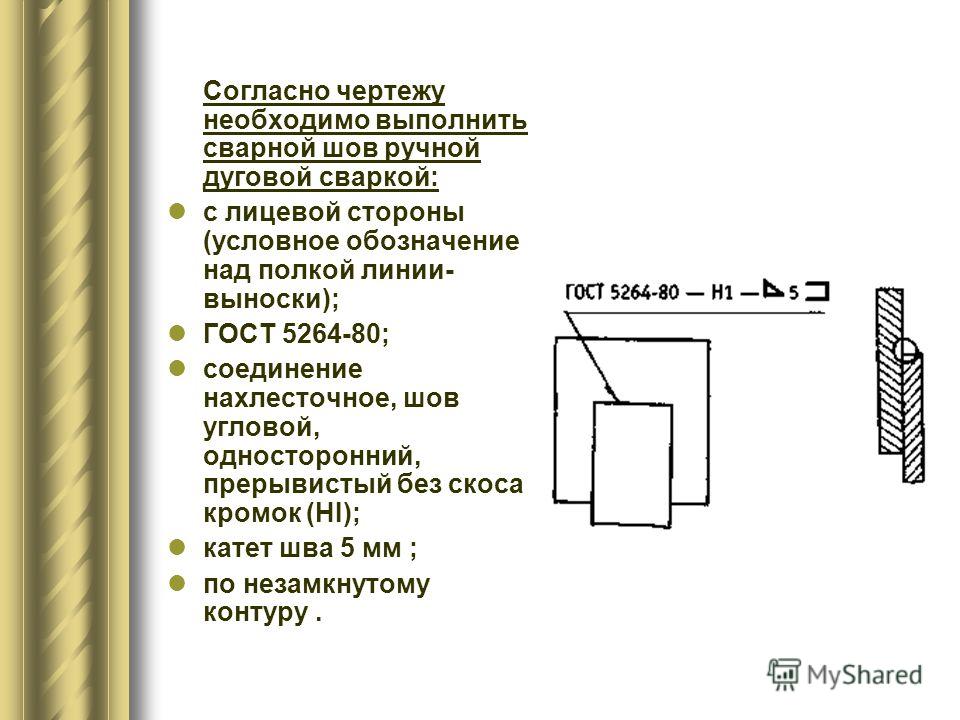 952-90 — Системы автоматического пожаротушения, пожарной, охранной и охранной сигнализации. Порядок разработки технического задания на проектирование
952-90 — Системы автоматического пожаротушения, пожарной, охранной и охранной сигнализации. Порядок разработки технического задания на проектирование
РД 31.00.87-95: Технические условия. Правила построения, оформления и оформления. Порядок согласования, согласования и регистрации
РД 31.30.01.08-81: Правила оформления чертежей и текстовых документов объектов строительства морского транспорта. Раздел 8. Технологические решения морских портов
РД 34.17.207 — Методические указания по оформлению технологической документации на сварочные работы при ремонте оборудования ТЭЦ
РД 34.35.129-95 — Порядок разработки и поставки программного обеспечения персональных компьютеров для типовых задач на тепловых электростанциях
РД 39-0147103-309-88 — Положение о порядке разработки, согласования и утверждения технологического заказа (РЕГЛАМЕНТ) на установки подготовки нефти.
РД 39-0148052-537-87 — Модель рабочего проекта на строительство нефтяных и газовых скважин
РД 39-0148306-417-89 — Положение о технологическом регламенте производства продукции на газоперерабатывающих предприятиях Миннефтегаза
РД 50-170-79 — Методические указания.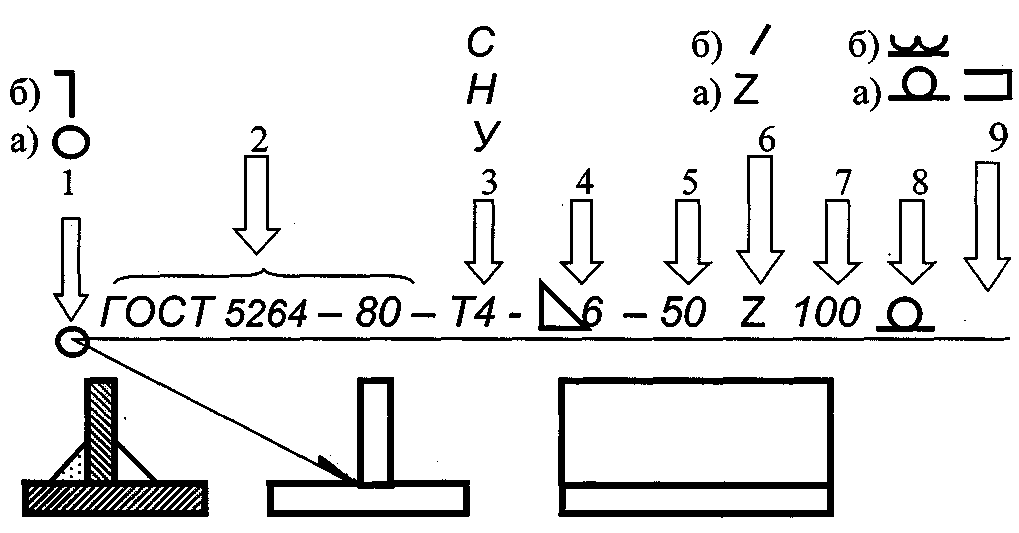 Унификация продуктов. Альбомы типовых дизайнов изделий. Основные положения
Унификация продуктов. Альбомы типовых дизайнов изделий. Основные положения
РД 50-538-85 — Методические указания. Системная разработка и производство продукции. Порядок разработки аванпроект по созданию новых продуктов
РД 50-667-88 — Должность.Система сертификации электронных устройств IEC. Организация и порядок сертификации электронной продукции
РД 50-669-88 — Электроника бытовая. Требования к составлению, оформлению и исполнению инструкции по ремонту и эксплуатации
РД 50-689-89 — Методические указания. Бытовая электроника. Порядок составления, согласования и утверждения перечней и норм расхода запасных частей на ремонт оборудования
РД 51-3-96 — Правила содержания подводных переходов магистральных газопроводов через водные преграды
РД 52.14.10-95: Инструкция. Порядок создания автоматизированных информационно-измерительных систем экологического мониторинга
РД 52.14.617-2000: Инструкция. Порядок нормирования
РД 52. 14.642-2003 — Документы текстовые. Общие требования к составу, оформлению, оформлению, содержанию и обозначению
14.642-2003 — Документы текстовые. Общие требования к составу, оформлению, оформлению, содержанию и обозначению
РД 52.18.617-2015: Организация и порядок проведения мониторинга
РД 53.025.011-89 — Система технического обслуживания и ремонта атомных электростанций.Технические условия на капитальный ремонт энергетического оборудования. Конструкция, наполнение, презентация и дизайн. Порядок согласования, согласования и регистрации
РД ЭО 1.1.2.25.0705-2006: Техническое обслуживание и ремонт систем и оборудования атомных станций. Документы программы и регламента. Виды и полнота. Требования к содержанию и оформлению
РД ЭО 1.1.2.25.0937-2013 — Неразрушающий контроль. Единые требования к форме и содержанию технологических карт
РД РОСЭК 01-011-96: РД устанавливает порядок оформления паспорта на все типы мостовых и козловых кранов.
РГ 1.1.3.21.1418-2018: Согласование технических заданий и технических условий на оборудование и кабельную продукцию, необходимое для строительства энергоблоков атомных станций Концерна Росэнергоатом. Постановление
Постановление
РГ 1.3.3.99.0018-2015: Регламент взаимодействия ОАО «Концерн Росэнергоатом» и Инжиниринговой компании (Генеральный проектировщик АЭС) по согласованию ТУ на оборудование АЭС
РМ 4-106-91 — Системы автоматизации технологических процессов.Электрические схемы. Требования к реализации. Пособие по РТМ 36.22.7-89
РМ 4-107-82 — Системы автоматизации производственных процессов. Требования к реализации проектной документации на платы и приставки
РМ 4-261-91 — Системы автоматизации технологических процессов. Справочник по выполнению конструкторской документации
РМ 4-59-95 — Системы автоматизации. Состав, оформление и комплектация рабочей документации
РМ 4-6-92 — Системы автоматизации технологических процессов.Проектирование электропроводки и трубопроводов. Часть 3. Методические указания по выполнению документации. Пособие по РТМ 36.22.7-92
РСТ РСФСР 506-81: Системная разработка и производство продукции.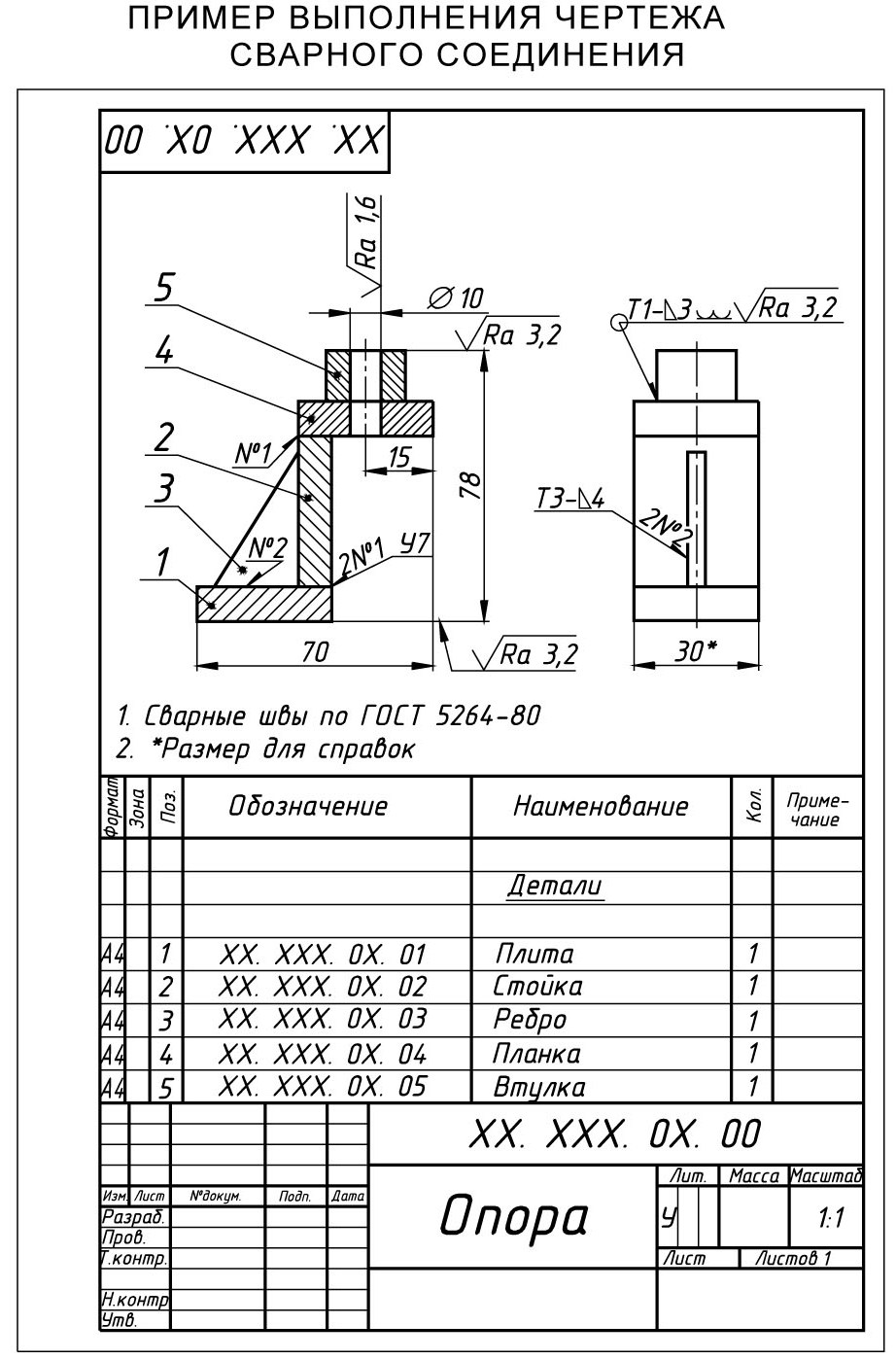 Гаражное оборудование. Основные положения
Гаражное оборудование. Основные положения
РСТ РСФСР 729-85 — Система разработки и запуска производства. Средство механизации технического обслуживания и мелкого ремонта автомобилей
RTM 36.18.32.2-92: Требования к формату текстовых документов в проектной и проектно-конструкторской документации
СП 317.1325800.2017: Инженерно-геодезические изыскания для строительства. Общий регламент выполнения работ
СТ ЦКБА 031-2006 — Арматура трубопроводная. Заграничный пасспорт. Правила разработки и оформления
СТ ЦКБА 031-2009 — Арматура трубопроводная. Заграничный пасспорт. Правила разработки и оформления
СТ ЦКБА 031-2015 — Арматура трубопроводная и приводы к ней. Заграничный пасспорт. Правила разработки и оформления
СТБ 51.3.02-2000 — Оборудование и оборудование для банков. Машины для инкассации и перевозки ценных грузов.Методы испытаний стрелкового оружия на разрыв и удар
СТО 1.1.1.01.003.1073-2015: Ремонтная документация.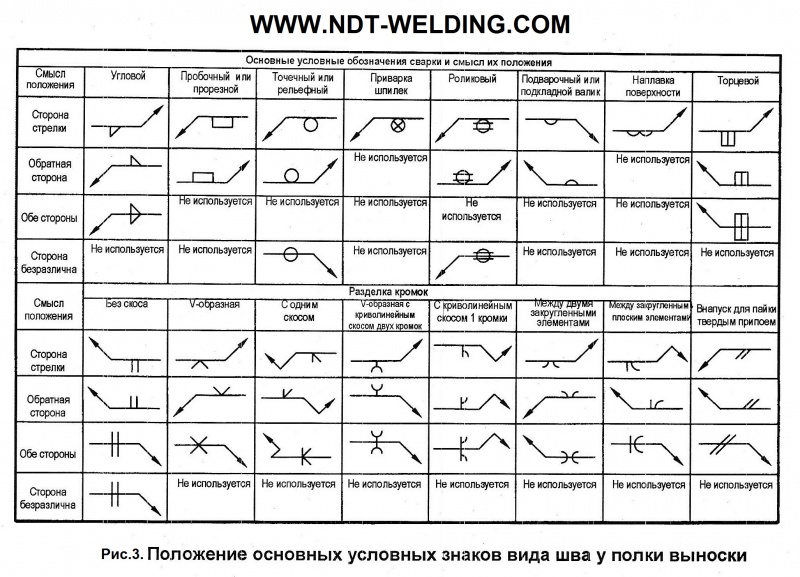 Правила технического обслуживания и ремонта систем и оборудования атомных электростанций. Правила строительства, презентации, проектирования, согласования, согласования и регистрации
Правила технического обслуживания и ремонта систем и оборудования атомных электростанций. Правила строительства, презентации, проектирования, согласования, согласования и регистрации
Туркменистан Руководство по разработке и применению стандартов: Руководство по разработке и применению стандартов по неизбежным потерям и расточительству материалов в строительстве
VRD 39-1.12-067-2002: Регламент технологического процесса производства продукции газоперерабатывающих и нефтеперерабатывающих заводов
ВСН 25-09.66-85: Установки автоматического пожаротушения и охранной, пожарно-охранной и пожарной сигнализации. План установки. Рекомендации по составлению.
ВСН 381-85: Электротехническая документация. Общие требования и рекомендации по составу и формату
ВСН 489-86: Объем и формат установочных чертежей для домашних водопроводных систем
ВСН 51-03-01-76: Инструкция по составлению и оформлению технологических рабочих чертежей зданий и сооружений газовой промышленности.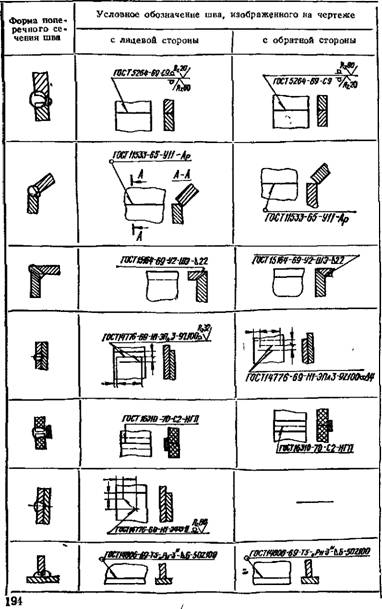 Раздел 1. Общие положения
Раздел 1. Общие положения
ГОСТ 2.104-68 — Единая система конструкторской документации. Основные надписи
ГОСТ 34612-2019 — Арматура трубопроводная. Заграничный пасспорт. Правила разработки и оформления
ГОСТ Р 2.105-2019 — Единая система конструкторской документации. Общие требования к текстовым документам
ГОСТ Р 2.106-2019 — Единая система конструкторской документации. Текстовые документы
ГОСТ Р 2.601-2019 — Единая система конструкторской документации. Эксплуатационная документация
ГОСТ Р 2.711-2019: Единая система конструкторской документации. Схема разделения изделия на составные части
ГОСТ Р 21.101-2020 — Система проектной документации для строительства. Основные требования к конструкторской и рабочей документации
ГОСТ Р ИСО / МЭК 15910-2002: Информационные технологии. Процесс документации пользователя программного обеспечения
И 12.002-75: Порядок сертификации продукции предприятий Министерства угольной промышленности СССР
И 911-74: Инструкция по оформлению проектных материалов, выпускаемых проектными организациями угольной отрасли
Пособие по СНиП II-9-78: Пособие по подготовке и документации инженерных изысканий для строительства. Часть 1. Инженерно-геодезические изыскания
Часть 1. Инженерно-геодезические изыскания
Пособие по СНиП II-9-78: Пособие по подготовке и документации инженерных изысканий для строительства. Часть 2. Инженерно-геологические (гидрогеологические) изыскания
МДС 11-10.2000: Методические указания по разработке территориальных каталогов конструкций и изделий для строительства
МР 21.010 — Оперативная документация в электронном виде. Порядок передачи, экспертизы и согласования
РД 11 20.0020-92 — Система менеджмента качества.Порядок формирования и отчетности по качеству и надежности электронной продукции
РД 12.23.101-85 — Порядок организации и проведения работ по разработке технических условий на неуглеродную продукцию
РД 39-3-64-78: Инструкция о порядке разработки, представления и согласования нормативно-технической документации в системе Миннефти
РД 45.000.023-91 — Правила применения положений государственных стандартов ЕСКД в отрасли
РД 92-0115-87 — Положение. Нормативный контроль документации
Нормативный контроль документации
РГ 1.1.3.21.1562-2019: Согласование технических условий и спецификаций на оборудование и кабельную продукцию, применяемые на атомных станциях. Постановление
РТМ 26-79-72 *: Применение стандартов единой системы конструкторской документации (ЕСКД)
ТСН 13-311-01: Обследование и оценка технического состояния зданий и сооружений
ВСН 17-75: Инструкция о порядке сертификации продукции предприятий Минпромпрома СССР
ВСН 381-77: Инструкция по составлению и оформлению электротехнических чертежей для промышленного строительства
Клиентов, которые просматривали этот товар, также просматривали:
|
 Общие технические условия
Общие технические условия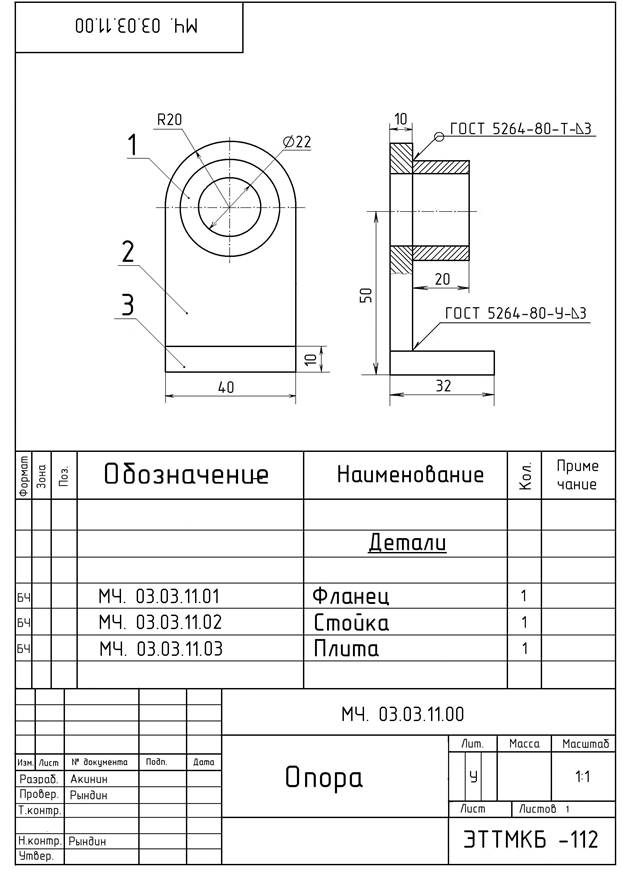 Термины и определения
Термины и определения Доработки для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
Доработки для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды Термическая оценка и классификация
Термическая оценка и классификацияВАШ ЗАКАЗ ПРОСТО!
RussianGost.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
законов Армении | Официальная нормативная библиотека — ГОСТ 2.312-72
Продукт содержится в следующих классификаторах:
Конструкция (макс.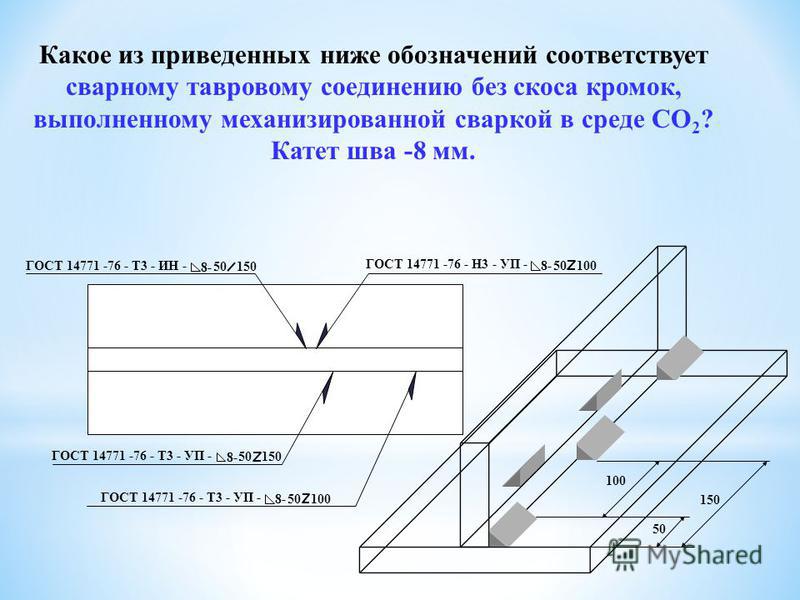 ) »
Стандарты »
Прочие государственные стандарты, применяемые в строительстве »
01 Общие.Терминология. Стандартизация. Документация »
) »
Стандарты »
Прочие государственные стандарты, применяемые в строительстве »
01 Общие.Терминология. Стандартизация. Документация »
Правила сварки » Сварочные работы »
Правила сварки » Сварочные материалы »
Правила сварки » Документация »
Правила сварки » Дефекты »
Правила сварки » Сварочные работы » Ручная сварка »
Правила сварки » Сварочные работы » Механизированная сварка »
Правила сварки » Сварочные работы » Пайка »
Правила сварки » Сварочные материалы » Электроды »
Правила сварки » Сварочные материалы » Проволока »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
Стандарты на трубопроводную арматуру (ТПА) »
8. Конструкция трубопроводной арматуры (ТПА) »
8.1 Общие вопросы проектирования трубопроводной арматуры (TPA) »
8.1.1 ЕСКД »
Конструкция трубопроводной арматуры (ТПА) »
8.1 Общие вопросы проектирования трубопроводной арматуры (TPA) »
8.1.1 ЕСКД »
ПромЭксперт » РАЗДЕЛ I. ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » III Качество » 2 Гарантия качества продукции » 2.1 Обеспечение качества продукции на стадии технической подготовки производства » 2.1.1 Конструкторская подготовка производства »
Классификатор ISO » 01 ОБЩИЕ ПОЛОЖЕНИЯ.ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ » 01.080 Графическое обозначение » 01.080.30 Графические обозначения конструкторских и строительных чертежей, схем, планов, карт и сопутствующей технической документации на продукцию »
Национальные стандарты »
01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ »
01. 080 Графическое обозначение »
01.080.30 Графические обозначения конструкторских и строительных чертежей, схем, планов, карт и сопутствующей технической документации на продукцию »
080 Графическое обозначение »
01.080.30 Графические обозначения конструкторских и строительных чертежей, схем, планов, карт и сопутствующей технической документации на продукцию »
Национальные стандарты для сомов » Последнее издание » T Общие технические и организационно-методические стандарты » Система документации T5 » Система конструкторской документации T52 »
В качестве замены:
ГОСТ 2.312-68: Условные обозначения и изображения сварных швов и сварных соединений
.Ссылка на документ:
ГОСТ 2.411-72 — Единая система конструкторской документации. Правила составления чертежей труб, трубопроводов и трубопроводных систем
ГОСТ 21.101-79 — Система строительной проектной документации. Основные требования к рабочим чертежам
ГОСТ 21.101-93 — Система проектной документации для строительства. резиновые изделия. Общие технические требования. Основные требования к рабочим документам
резиновые изделия. Общие технические требования. Основные требования к рабочим документам
ГОСТ 21.101-97: Система проектной документации для строительства Основные требования к проектной и рабочей документации
ГОСТ 21.107-78 — Система строительной проектной документации. Условные изображения и обозначения элементов зданий и сооружений
ГОСТ 21.501-93 — Система проектной документации для строительства. Правила выполнения архитектурно-строительных рабочих чертежей
ГОСТ 21.502-2007 — Система проектной документации для строительства. Правила оформления проектной и рабочей документации на металлоконструкции
ГОСТ 21.502-2016: Система строительной проектной документации. Правила выполнения рабочей документации на металлоконструкции
ГОСТ 25878-85 — Формы стальные для железобетонных элементов. Поддоны. Конструкция и размеры
ГОСТ 3.1407-86 — Единая система технологической документации. Формы и требования к заполнению и оформлению документов на технологические процессы (операции), специализированные по способам сборки
ГОСТ 3.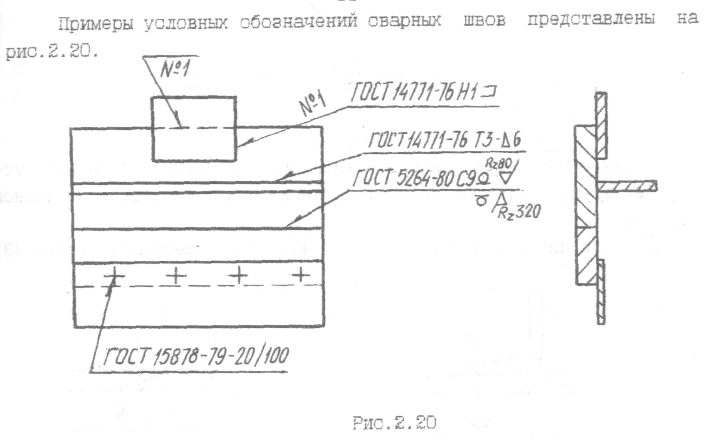 1705-81 — Единая система технологической документации.Правила записи операций и этапов изготовления. Сварка
1705-81 — Единая система технологической документации.Правила записи операций и этапов изготовления. Сварка
ГОСТ 33857-2016 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ Р 21.1101-2009 — Система проектной документации для строительства. Основные требования к конструкторской и рабочей документации
ГОСТ Р 21.1101-2013 — Система проектной документации для строительства. Основные требования к конструкторской и рабочей документации
ГОСТ Р 21.1101-92 — Система проектной документации для строительства.Общие технические требования. Основные требования к рабочим документам
ГОСТ Р 21.1501-92 — Система проектной документации для строительства. Правила выполнения архитектурно-строительных рабочих чертежей
ГОСТ Р 51382-2011 — Котлы отопительные. Часть 4. Отопительные котлы с наддувными горелками. Особые требования к котлам с наддувными жидкотопливными горелками мощностью до 70 кВт и максимальным рабочим давлением 0,3 МПа. Терминология, особые требования, методы испытаний и маркировка
Терминология, особые требования, методы испытаний и маркировка
ГОСТ Р 54439-2011 — Котлы центрального отопления газовые.Котлы типа В номинальной тепловой мощностью не более 300 кВт, но не более 1000 кВт
ГОСТ Р 54440-2011 — Котлы отопительные. Часть 1. Отопительные котлы с наддувными горелками. Терминология, общие требования, испытания и маркировка
ГОСТ Р 57181-2016 — Термитная сварка рельсов. Технологический процесс
ОСТ 108.001.11-81: Порядок применения стандартов единой системы конструкторской документации (УДДС).
ОСТ 108.030.106-82 — Швы стыковые сварные поверхностей нагрева с коллекторами стационарных паровых котлов.Основные размеры, дизайн и технические требования.
ОСТ 108.030.41-82 — Швы сварные стыков арматуры с коллекторами и барабанами стационарных паровых котлов. Основные типы и элементы дизайна, технические требования.
ОСТ 24.050.34-84 — Проектирование и изготовление вагонных металлоконструкций.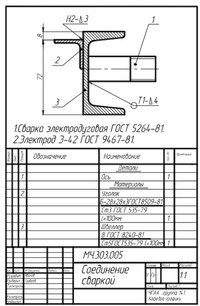 Характеристики.
Характеристики.
ОСТ 24.940.09-74 — Швы сварные стыковые. Основные виды и элементы дизайна.
ОСТ 25.1241-86 — Монтаж систем автоматического пожаротушения, пожарной, охранной и пожарной сигнализации.Рабочие чертежи
ОСТ 26-04-1222-75 — Продукция криогенной техники. Общие технические требования и стандарты.
ОСТ 26-04-2388-79 — Сварка плавлением сталей. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 26-04-2389-79 — Сварка плавлением цветных металлов. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 26-04-480-79 — Сварка контактная. Сварные соединения. Типы, конструктивные элементы и размеры.
ОСТ 36-60-81 — Сварка при монтаже металлических строительных конструкций. Основные положения.
ОСТ 95 10440-2002 — Оборудование для радиоактивных сред. Сварные соединения. Типы и размеры и конструктивные элементы.
ПКО-2010.6: Справочные материалы для проектных работ по электрической части проекта
.
РД 24.020.11-93 — Соединения сварные стационарных паровых, газовых и гидравлических турбин. Правила тестирования и стандарты оценки качества.
РТМ 108.020.26-77: Турбины паровые, газовые и гидравлические. Основные положения по контролю качества сварных соединений
СТ ЦКБА 025-2006 — Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
СТ ЦКБА 045-2009 — Арматура трубопроводная. Сварка и наплавка деталей из титана и титановых сплавов. Технические требования и контроль качества
ВСН 381-85: Электротехническая документация. Общие требования и рекомендации по составу и формату
ВСН 51-03-01-76: Инструкция по составлению и оформлению технологических рабочих чертежей зданий и сооружений газовой промышленности.Раздел 1. Общие положения
ГОСТ Р 21.101-2020 — Система проектной документации для строительства. Основные требования к конструкторской и рабочей документации
И 911-74: Инструкция по оформлению проектных материалов, выпускаемых проектными организациями угольной отрасли
РД 45. 000.023-91 — Правила применения положений государственных стандартов ЕСКД в отрасли
000.023-91 — Правила применения положений государственных стандартов ЕСКД в отрасли
РТМ 24-85: Информационный указатель государственных, республиканских и отраслевых стандартов, технических условий на материалы и изделия, используемые при проектировании печей и сушилок
РТМ 26-79-72 *: Применение стандартов единой системы конструкторской документации (ЕСКД)
Клиентов, которые просматривали этот товар, также просматривали:
|
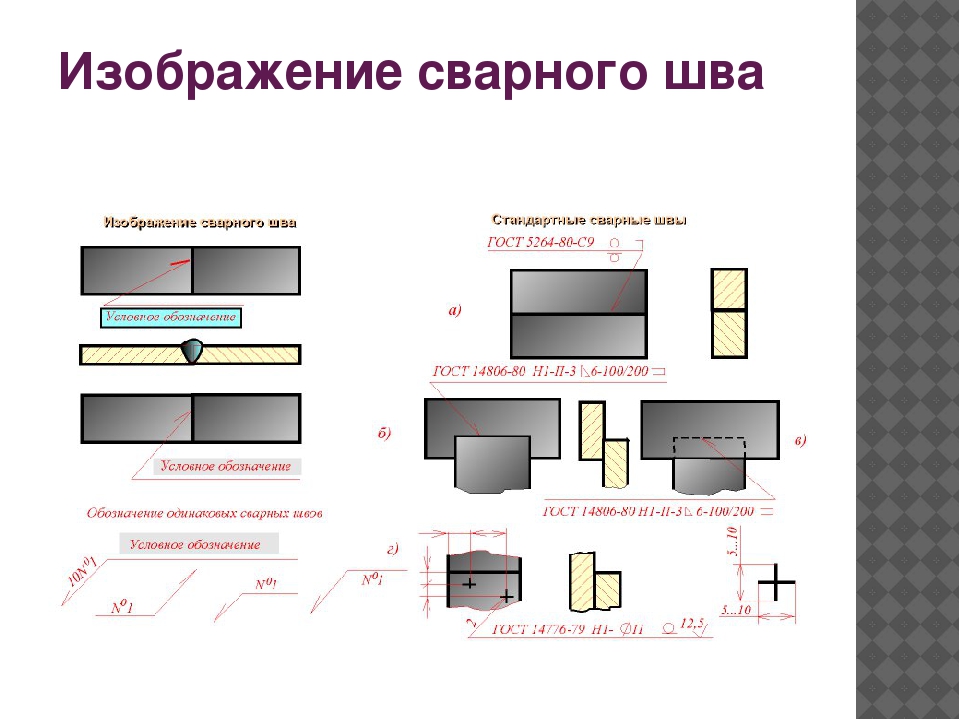 Требования к устройству и эксплуатации взрывоопасного и химически опасного производства
Требования к устройству и эксплуатации взрывоопасного и химически опасного производства Термины и определения
Термины и определения Доработки для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
Доработки для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды Термическая оценка и классификация
Термическая оценка и классификацияВАШ ЗАКАЗ ПРОСТО!
ArmeniaLaws.com — ведущая в отрасли компания со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности является одной из причин, по которым некоторые из крупнейших мировых компаний доверяют нам обеспечение своей национальной нормативно-правовой базы и перевод критически важных сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета.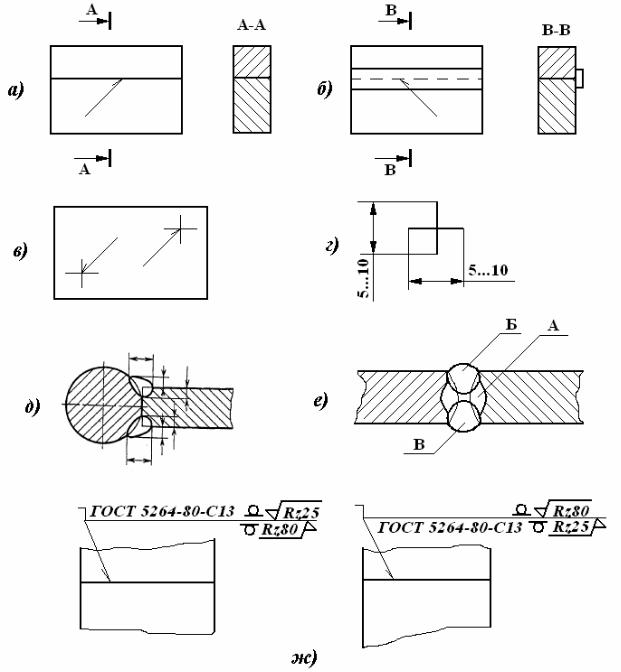 Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Редуктор для строительства нефтепроводароссия гост-Delice Catering STEEL
passuite — Пакет для анализа размеров трубопроводов и оборудования
BS PD 8010-1,2: 2015 Трубопроводные системы (Великобритания) CSA Z662 + Ch. 11 Нефтегазовые трубопроводные системы (Канада) GB 50251-2015 Газопроводы (Китай) GB 50253-2014 Нефтепроводы (Китай) СНиП 2.05.06-85 Газонефтепроводы (Россия) СП 36.13330.2012 Газонефтепроводы (Россия) ГОСТ Р 55989-2014 Газонефтепроводы на давление выше 10 МПа как получить свойства 08х18х20т ГОСТ 5632 Китай Купить как получить свойства 08x18h20t ГОСТ 5632. В течение 20 лет специализируемся на листе из легированной стали, листе из стали для трубопроводов, углеродистой и низколегированной высокопрочной стали, листе из стали для котлов и сосудов под давлением, атмосферостойком листе из стали, судостроении и морской платформе производить и инвентарь.как получить свойства 08х18х20т ГОСТ 5632 Китай Купить как получить свойства 08х18х20т ГОСТ 5632. В течение 20 лет сосредотачивайтесь на листе из легированной стали, листовой стали для трубопроводов, углеродистой и низколегированной высокопрочной стали, стали для котлов и сосудов высокого давления Плита, атмосферостойкая стальная плита, судостроение и морские платформы Стальной лист продукции и запасов.
11 Нефтегазовые трубопроводные системы (Канада) GB 50251-2015 Газопроводы (Китай) GB 50253-2014 Нефтепроводы (Китай) СНиП 2.05.06-85 Газонефтепроводы (Россия) СП 36.13330.2012 Газонефтепроводы (Россия) ГОСТ Р 55989-2014 Газонефтепроводы на давление выше 10 МПа как получить свойства 08х18х20т ГОСТ 5632 Китай Купить как получить свойства 08x18h20t ГОСТ 5632. В течение 20 лет специализируемся на листе из легированной стали, листе из стали для трубопроводов, углеродистой и низколегированной высокопрочной стали, листе из стали для котлов и сосудов под давлением, атмосферостойком листе из стали, судостроении и морской платформе производить и инвентарь.как получить свойства 08х18х20т ГОСТ 5632 Китай Купить как получить свойства 08х18х20т ГОСТ 5632. В течение 20 лет сосредотачивайтесь на листе из легированной стали, листовой стали для трубопроводов, углеродистой и низколегированной высокопрочной стали, стали для котлов и сосудов высокого давления Плита, атмосферостойкая стальная плита, судостроение и морские платформы Стальной лист продукции и запасов.
Приварной эксцентриковый переходник из сверхтяжелой углеродистой стали по ГОСТ
В концентрическом редукторе, который также известен как конический редуктор, центры обоих концов находятся на одной оси.Он поддерживает высоту осевой линии трубопровода. Когда центральные линии большей и меньшей трубы должны оставаться одинаковыми, используются концентрические переходы. Некоторые результаты удаляются в ответ на требование местного законодательства. см. здесь.Предыдущая123456СледующаяСварной эксцентриковый переходник из сверхтяжелой углеродистой стали в ГОСТ В концентрическом переходнике, который также известен как конический переходник, центры обоих концов находятся на одной оси. Он поддерживает высоту центральной линии трубопровода.Если необходимо сохранить центральные линии большей и меньшей трубы одинаковыми, используются концентрические переходники. Некоторые результаты удаляются в ответ на уведомление о требованиях местного законодательства. Для получения дополнительной информации см.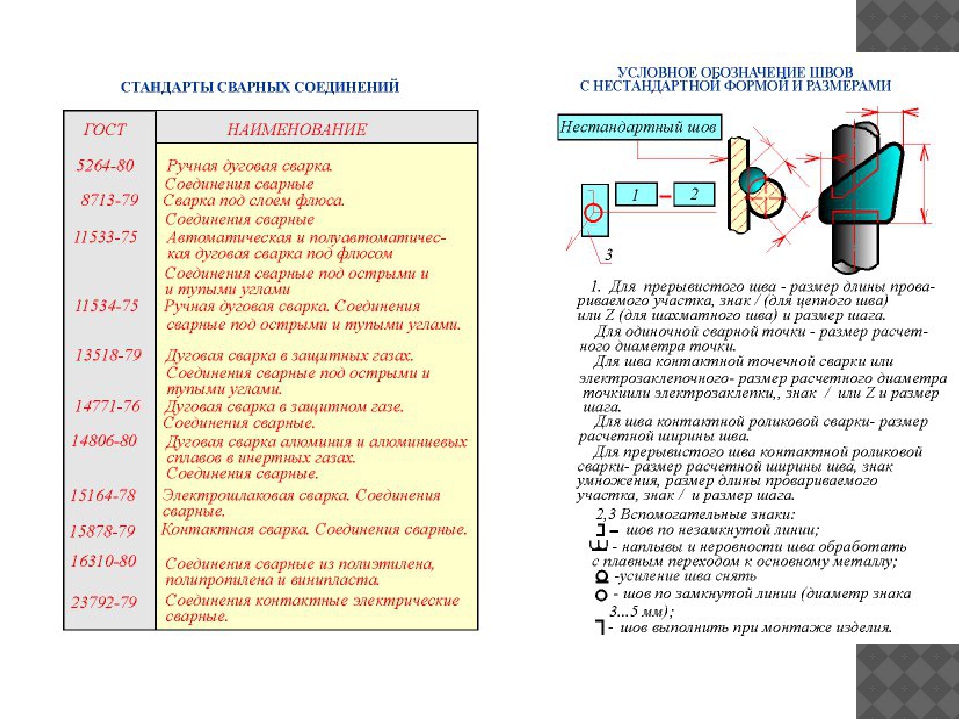 Здесь. 12345Следующая Сертификация ГОСТ для России — Schmidt Schmidt Сертификат ГОСТ является официальным подтверждением того, что продукция соответствует национальным российским требованиям качества и безопасности .. В 1925 году в СССР был создан Госстандарт — Национальный комитет по стандартизации, который отвечал за разработку общих стандартов.
Здесь. 12345Следующая Сертификация ГОСТ для России — Schmidt Schmidt Сертификат ГОСТ является официальным подтверждением того, что продукция соответствует национальным российским требованиям качества и безопасности .. В 1925 году в СССР был создан Госстандарт — Национальный комитет по стандартизации, который отвечал за разработку общих стандартов.
Некоторые результаты удалены в ответ на требование местного законодательства.Для получения дополнительной информации см. Здесь.SHAANXI JIADE IMPORT EXPORT CO., LTD
SHAANXI JIADE IMPORT EXPORT CO., LTD — ведущий бренд в Китае. В настоящее время компания связана с eWorldTrade. SHAANXI JIADE IMPORT EXPORT CO., LTD теперь работает по всему миру. Получите разнообразные продукты по разумным ценам от SHAANXI JIADE IMPORT EXPORT CO. , ООО по всему миру.RussianGost | Официальная нормативная библиотека — ГОСТ 8479-70ГОСТ 32885-2014 Устройство автосцепное модели СА-3 и его составные части.Конструкция и размеры. ГОСТ 33259-2015 Фланцы для арматуры, фитингов и трубопроводов на давление до PN 250. Конструкция, размеры и общие технические требования. ГОСТ 33260-2015 Арматура трубопроводная. Металлы, применяемые при производстве трубопроводной арматуры. Основные требования к выбору материалов
Конструкция, размеры и общие технические требования. ГОСТ 33260-2015 Арматура трубопроводная. Металлы, применяемые при производстве трубопроводной арматуры. Основные требования к выбору материалов
RussianGost | Официальная нормативная библиотека — ГОСТ 24643-81
ГОСТ 16621-80 Пуансоны круглые диаметром от 1 мм до 24 мм. Конструкция и размеры. ГОСТ 16623-80 Пуансоны круглые с увеличенным посадочным диаметром.Конструкция и размеры. ГОСТ 16625-80 Пуансоны круглые диаметром от 24 мм до 52 мм. Конструкция и размеры. ГОСТ 16626-80 Пуансоны круглые быстросменные для шаровой опоры. Строительство и ГОСТ | Официальная нормативная библиотека — ГОСТ 17380-2001 ГОСТ 17378-2001 Фитинги для стыковой сварки углеродистой и низколегированной стали. Редукторы. Конструкция. ГОСТ 17379-2001 Фитинги для стыковой сварки углеродистых и низколегированных сталей. Заглушки эллиптические. Конструкция. ГОСТ 17380-83 Детали трубопроводов стальные бесшовные сварные для строительства трубопроводов ПН Россия редуктор №163; 10 МПа (редуктор ГОСТ №163; 100 кгс / см2). Технические условия. ГОСТ 19281-89 Прокат стальной повышенной прочности. ГОСТ 17378-2001 ГОСТ Р 57991-2017 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Стальные сваи труб, применяемые для устройства фундаментов опор наземных трубопроводов. Общие технические условия. ГОСТ Р 8.740-2011 Государственная система обеспечения единства измерений. Расход и количество газа.
Технические условия. ГОСТ 19281-89 Прокат стальной повышенной прочности. ГОСТ 17378-2001 ГОСТ Р 57991-2017 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Стальные сваи труб, применяемые для устройства фундаментов опор наземных трубопроводов. Общие технические условия. ГОСТ Р 8.740-2011 Государственная система обеспечения единства измерений. Расход и количество газа.
Российские законы — самая полная база данных из
Таможенное регулирование России Финансовая система России Федеральные агентства России Федеральное агентство по управлению государственным имуществом Федеральное агентство по техническому регулированию и метрологии Федеральное агентство воздушного транспорта Федеральное архивное агентство Федеральное агентство по строительству и жилищно-коммунальному хозяйству Федеральное агентство рыболовства Федеральное агентство лесного хозяйства Федеральное агентство геодезии и картографии Сварка магистральных трубопроводов и напорных трубопроводов.24 ВСН 008-88. Антикоррозия и теплоизоляция строительства магистральных трубопроводов. 25 ВСН 011-88. Очистка и испытание стволов строительства магистральных трубопроводов. 26 ВСН 012-88-I. Контроль качества строительства магистральных трубопроводов. Пуск в эксплуатацию Часть I. 27 ВСН 012-88-IIСтройки и сварка магистральных трубопроводов и напорных трубопроводов. 24 ВСН 008-88. Строительство магистральных промысловых трубопроводов. Защита от коррозии и теплоизоляция. 25 ВСН 011-88.26 ВСН 012-88-I Контроль качества строительства магистрального трубопровода Пуск Ввод в эксплуатацию Часть I.27 ВСН 012-88-II
Антикоррозия и теплоизоляция строительства магистральных трубопроводов. 25 ВСН 011-88. Очистка и испытание стволов строительства магистральных трубопроводов. 26 ВСН 012-88-I. Контроль качества строительства магистральных трубопроводов. Пуск в эксплуатацию Часть I. 27 ВСН 012-88-IIСтройки и сварка магистральных трубопроводов и напорных трубопроводов. 24 ВСН 008-88. Строительство магистральных промысловых трубопроводов. Защита от коррозии и теплоизоляция. 25 ВСН 011-88.26 ВСН 012-88-I Контроль качества строительства магистрального трубопровода Пуск Ввод в эксплуатацию Часть I.27 ВСН 012-88-II
Российская сертификация и разрешение SGS
Мы работаем в России в качестве аккредитованного органа по сертификации CU TR (ex GOST R), лицензированной экспертной организации, предоставляющей услуги по проверке промышленной безопасности, и в качестве нотифицированного органа (NB) для проверки соответствия европейским директивам, а также других соответствующих лицензий и аккредитаций. .Russia Valve, GOST Valve, GOST Gate Valve, GOST GlobeRussia GOST Fl.Подробнее.Приготовьтесь к строительству газопровода «Сила Сибири» протяженностью 3000 км или восточного маршрута, по которому российский газ будет поставляться в Китай, будет завершено к концу года. Подробнее. 2018/8/13 Администратор Газопровод Средняя Азия-Китай начинается в туркмено-узбекском пограничном городе Ростехнадзор (RTN) Разрешения (ранее известный как брошюра компании или данные компании с описанием экспортера / производителя, включая предыдущий опыт работы в России. Полный список оборудования для включения в Разрешение.Сертификаты соответствия ГОСТ Р (мы можем получить их и для Вас). Технические паспорта по ЕСКД или ГОСТ 2.601-95.
.Russia Valve, GOST Valve, GOST Gate Valve, GOST GlobeRussia GOST Fl.Подробнее.Приготовьтесь к строительству газопровода «Сила Сибири» протяженностью 3000 км или восточного маршрута, по которому российский газ будет поставляться в Китай, будет завершено к концу года. Подробнее. 2018/8/13 Администратор Газопровод Средняя Азия-Китай начинается в туркмено-узбекском пограничном городе Ростехнадзор (RTN) Разрешения (ранее известный как брошюра компании или данные компании с описанием экспортера / производителя, включая предыдущий опыт работы в России. Полный список оборудования для включения в Разрешение.Сертификаты соответствия ГОСТ Р (мы можем получить их и для Вас). Технические паспорта по ЕСКД или ГОСТ 2.601-95.
КАТАЛОГ РОССИЙСКИХ ОТРАСЛЕВЫХ НОРМ — СНиП
Строительство трубопроводов Промышленные трубопроводы для нефти, нефтепродуктов, природного газа, переработанного газа. 13551 Российские отраслевые стандарты — Каталог публикаций в переводе на английский язык Расчет предельных концентраций загрязняющих веществ, выбрасываемых промышленными объектами ГОСТ 17.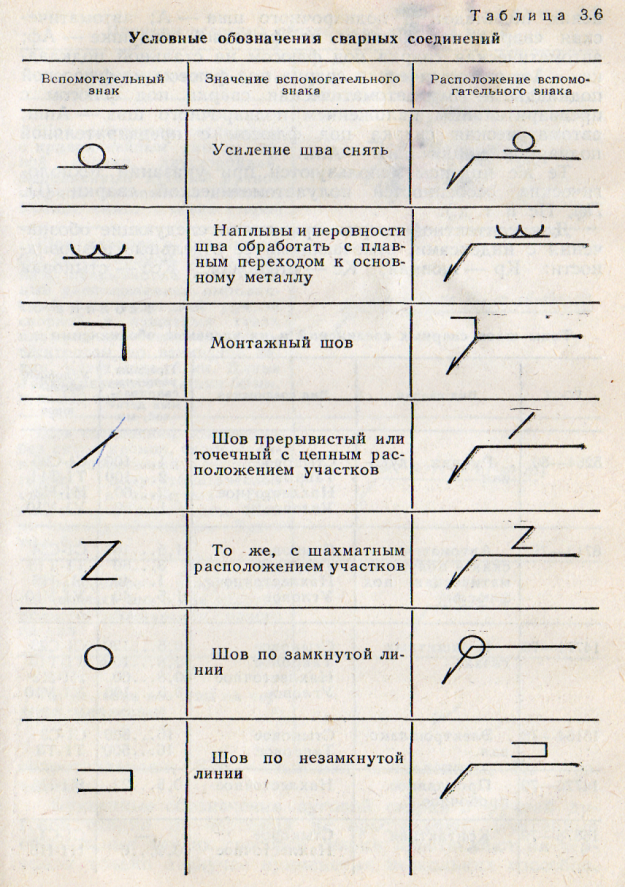 2.3.02-78 Код местонахождения Госстандарта (СССР) Свободный лист Гост Пн1.Фланцы 6 wn — Продукция по индивидуальному заказу — Metleader Мы являемся одним из производителей фланцев ГОСТ PN1 6WN, Metleader pipeline tech inc, производит и экспортирует все виды фланцев ГОСТ во многие регионы и страны. Продукция по индивидуальному заказу — Metleader Мы являемся одним из производителей фланцев ГОСТ PN1 6 WN, Metleader pipeline tech inc, производит и экспортирует все виды фланцев ГОСТ во многие регионы и страны. + 86-13315770315 Email Home
2.3.02-78 Код местонахождения Госстандарта (СССР) Свободный лист Гост Пн1.Фланцы 6 wn — Продукция по индивидуальному заказу — Metleader Мы являемся одним из производителей фланцев ГОСТ PN1 6WN, Metleader pipeline tech inc, производит и экспортирует все виды фланцев ГОСТ во многие регионы и страны. Продукция по индивидуальному заказу — Metleader Мы являемся одним из производителей фланцев ГОСТ PN1 6 WN, Metleader pipeline tech inc, производит и экспортирует все виды фланцев ГОСТ во многие регионы и страны. + 86-13315770315 Email Home
ГОСТ
ГОСТ 12019-66.Пластмассы. Изготовление образцов для испытаний из термопластов. Общие требования. 205 ГОСТ 12503-75. Сталь. Методы ультразвукового контроля. Общие требования. 206. ГОСТ 12821-80. Фланцы стальные приварные встык на Рном от 0,1 до 20,0 МПа (от 1 до 200 кгс / см2). Конструкция и размеры. 207 ГОСТ 12969-67. Таблички именные по ГОСТ 12019-66. Пластики. Изготовление образцов для испытаний из термопластов. Общие требования. 205 ГОСТ 12503-75. Сталь. Методы ультразвукового исследования. Общие требования.206 ГОСТ 12821-80.Фланцы стальные приварные встык на Рном от 0,1 до 20,0 МПа (от 1 до 200 кгс / см2). Конструкция и размеры. 207 ГОСТ 12969-67. Таблички условные по ГОСТ СТАНДАРТ — verastella.lt ГОСТ 12821-80 (приварные встык) ГОСТ 12820-80 * (пластина, приварная встык) ГОСТ 12822-80 (фланец свободный с приварным кольцом) ГОСТ 25660-83 (фланцы уплотнительные для подводного трубопровода) ГОСТ 28759.3-90 (приварные для сосудов и аппаратов ГОСТ 28759.4-90 * * (под сварку встык с прокладками восьмигранного сечения) EN 1092-1: 2002 (DIN) ** ASME B16.5 ASME B16.47 GOST 9399
205 ГОСТ 12503-75. Сталь. Методы ультразвукового исследования. Общие требования.206 ГОСТ 12821-80.Фланцы стальные приварные встык на Рном от 0,1 до 20,0 МПа (от 1 до 200 кгс / см2). Конструкция и размеры. 207 ГОСТ 12969-67. Таблички условные по ГОСТ СТАНДАРТ — verastella.lt ГОСТ 12821-80 (приварные встык) ГОСТ 12820-80 * (пластина, приварная встык) ГОСТ 12822-80 (фланец свободный с приварным кольцом) ГОСТ 25660-83 (фланцы уплотнительные для подводного трубопровода) ГОСТ 28759.3-90 (приварные для сосудов и аппаратов ГОСТ 28759.4-90 * * (под сварку встык с прокладками восьмигранного сечения) EN 1092-1: 2002 (DIN) ** ASME B16.5 ASME B16.47 GOST 9399
Сертификат ГОСТ для России — Schmidt Schmidt
Юридическое положение Область примененияПроцедура сертификацииТребуемые документыПроцесс сертификацииПроцесс обязательной сертификацииПроцесс сертификации по желаниюПроцесс сертификации по ГОСТ обычно состоит из следующих шаговТехническое регулированиеОбязательная маркировка продукцииДлина и затраты на сертификацию ГОСТДоставка документации, которые являются вашими преимуществами, аккредитованными Росатом, сертификация ГОСТ предлагает некоторые из них уполномочен выдавать сертификаты в соответствии с протоколами испытаний, по которым проверяется качество продукции. Основанием для сертификации по ГОСТ является законодательство Российской Федерации, в частности 1. Федеральный закон о техническом регулировании 2. Постановление Правительства Российской Федерации от 01.12.2009 982 3. Письмо ФНС от 20.02.2009 г. 200Подробнее о schmidt-export. Правила безопасности ФЗ Законы Российской Федерации ПБ Безопасность ГОСТ 17378-2001 Редуктор стальной 20 Фитинги трубные Xinyue20-30 дней на партию Редуктор российского стандарта ГОСТ 17378.Условия оплаты 1. Оплата T / T, Western Union, MoneyGram, PayPal. 30% должно быть предоплачено в качестве депозита, баланс 70% должен быть оплачен перед доставкой 2.MOQ 1 шт. 3. Гарантия 12 месяцев 4. Упаковка Фанерные ящики или деревянные поддоны .Предпродажное обслуживание 1. ГОСТ 17378-2001 Стальной редуктор 20 Трубные фитинги Xinyue20-30 дней для партии Редуктор по российскому стандарту ГОСТ 17378. Условия оплаты 1. Оплата T / T, Western Union, MoneyGram, PayPal. 30% должны быть оплачены как депозит, баланс 70% должен быть оплачен до доставки 2.
Основанием для сертификации по ГОСТ является законодательство Российской Федерации, в частности 1. Федеральный закон о техническом регулировании 2. Постановление Правительства Российской Федерации от 01.12.2009 982 3. Письмо ФНС от 20.02.2009 г. 200Подробнее о schmidt-export. Правила безопасности ФЗ Законы Российской Федерации ПБ Безопасность ГОСТ 17378-2001 Редуктор стальной 20 Фитинги трубные Xinyue20-30 дней на партию Редуктор российского стандарта ГОСТ 17378.Условия оплаты 1. Оплата T / T, Western Union, MoneyGram, PayPal. 30% должно быть предоплачено в качестве депозита, баланс 70% должен быть оплачен перед доставкой 2.MOQ 1 шт. 3. Гарантия 12 месяцев 4. Упаковка Фанерные ящики или деревянные поддоны .Предпродажное обслуживание 1. ГОСТ 17378-2001 Стальной редуктор 20 Трубные фитинги Xinyue20-30 дней для партии Редуктор по российскому стандарту ГОСТ 17378. Условия оплаты 1. Оплата T / T, Western Union, MoneyGram, PayPal. 30% должны быть оплачены как депозит, баланс 70% должен быть оплачен до доставки 2. MOQ 1pcs 3.Гарантия 12 месяцев 4.Упаковка Фанерные ящики или деревянные поддоны. Предпродажное обслуживание 1.
MOQ 1pcs 3.Гарантия 12 месяцев 4.Упаковка Фанерные ящики или деревянные поддоны. Предпродажное обслуживание 1.
ГОСТ 17378 Фитинги переходники под приварку встык углеродистые и низкие
Редукторы по ГОСТ 17378-01 эксплуатируются при номинальном давлении PN до 16 МПа и температуре от 70 ° С Строительство газопровода ГОСТ № 176; ниже нуля до 450 Редуктор для строительства газопровода гост № 176; Образец условного обозначения эксцентрикового переходника диаметром 89 ГОСТ 17378 Переходник № 215; 6 мм, 57 Россия ГОСТ Переходник № 215; 4 мм, из стали 20 Переходник ГОСТ 17378 Фитинги для стыковой сварки переходники углеродистые и низкие Переходники по ГОСТ 17378-01 применяются при номинальном давлении PN до 16 МПа и температуре от 70 ° С переходник строительства газопровода № 176; ниже нуля до 450 Редуктор для строительства газопровода гост № 176; выше нуля.Образец условного обозначения эксцентрикового переходника диаметром 89 переход для строительства трубопровода № 215; 6 мм, переходник для строительства трубопровода 57 россия № 215; 4 мм, из стали 20 Переходник ГОСТ Трубопровод AutoPIPE также был ГОСТ сертифицированы на соответствие следующим российским стандартам а. СНИП 2.05.06-85 — Магистральные трубопроводы б.СНИП 2.04.12-86 — Стальные трубопроводы водоснабжения и канализации. в. СП34-116-97 Проектирование, строительство и реконструкция нефте- и газопроводы d.СА 03-003-07 — Давление технологических трубопроводов менее 10 МПа эл.
СНИП 2.05.06-85 — Магистральные трубопроводы б.СНИП 2.04.12-86 — Стальные трубопроводы водоснабжения и канализации. в. СП34-116-97 Проектирование, строительство и реконструкция нефте- и газопроводы d.СА 03-003-07 — Давление технологических трубопроводов менее 10 МПа эл.
Экспорт в Россию От ГОСТ до EAC
Сертификация ГОСТ для России была заменена сертификацией EAC (евразийское соответствие). LR помогает производителям, которым необходимо соответствовать. На нашем веб-сайте используются файлы cookie, чтобы вы могли получить наилучшие впечатления от посещения нашего веб-сайта.Сертификация EAC трубопроводной арматуры оценка соответствия промышленной трубопроводной арматуры и фитингов, таких как дисковые затворы, задвижки, запорная арматура, подтверждает безопасность продукции и ее соответствие техническому регламенту Евразийского экономического союза..После успешной оценки соответствия производитель получает сертификат соответствия. China Gost Steel Pipe, Gost Steel Pipe Производители Китай Gost Steel Pipe Производители — Выберите 2020 высококачественную продукцию Gost Steel Pipe по лучшей цене от сертифицированных китайских производителей стальных труб, Steel
Китай производитель фланцев, трубопроводов, резьбовых фланцев
ГОСТ 12821 Россия Стандартный фланец Pl 304 316 304L Нержавеющая сталь 316L Китайский поставщик Цена на условиях FOB US $ 1-100 / шт. Мин.Заказ 1 шт. СЕРТИФИЦИРОВАННОЕ ПРОИЗВОДСТВО СТАЛЬНЫХ ТРУБОПРОВОДОВ РЕЗКОГРИВЫХ. Применяется для монтажа трубопроводов общего назначения. Соответствует нормативному документу ГОСТ 17378-01. Материал Углеродистая и низколегированная сталь марки 20. Труба стальная деформированная (ГОСТ 8732-78) методом холодной штамповки Способ присоединения к трубопроводу Сварка СЕРТИФИЦИРОВАННОЕ ПРОИЗВОДСТВО СТАЛЬНОЙ РЕЗКОКРИВОЙ Трубопровод. Применяется для монтажа трубопроводов общего назначения Соответствует нормативному документу ГОСТ 17378-01 Материал Углерод и низколегированная сталь (марка стали 20) Способ изготовления Переходник изготовлен из бесшовной трубы стальной горячекатаной (ГОСТ 8732-78) методом холодной штамповки. Способ присоединения к трубопроводу Сварка
Мин.Заказ 1 шт. СЕРТИФИЦИРОВАННОЕ ПРОИЗВОДСТВО СТАЛЬНЫХ ТРУБОПРОВОДОВ РЕЗКОГРИВЫХ. Применяется для монтажа трубопроводов общего назначения. Соответствует нормативному документу ГОСТ 17378-01. Материал Углеродистая и низколегированная сталь марки 20. Труба стальная деформированная (ГОСТ 8732-78) методом холодной штамповки Способ присоединения к трубопроводу Сварка СЕРТИФИЦИРОВАННОЕ ПРОИЗВОДСТВО СТАЛЬНОЙ РЕЗКОКРИВОЙ Трубопровод. Применяется для монтажа трубопроводов общего назначения Соответствует нормативному документу ГОСТ 17378-01 Материал Углерод и низколегированная сталь (марка стали 20) Способ изготовления Переходник изготовлен из бесшовной трубы стальной горячекатаной (ГОСТ 8732-78) методом холодной штамповки. Способ присоединения к трубопроводу Сварка
ANSI B 16.9 Концентрические и эксцентрические переходники для химических веществ
ANSI B 16.9 Концентрические и эксцентрические переходники для трубопроводов химической промышленности. тройники, переходники и другая трубопроводная арматура для трубопроводов строительства, судостроения, котельных, атомных электростанций, эксцентриковый переходник из сверхтяжелой углеродистой стали Weld по ГОСТ 17378. ANSI B 16.9 Концентрические и эксцентрические переходники для химических веществ ANSI B 16.9 Концентрические и эксцентриковые редукторы для химического трубопровода. тройники, переходники и др. трубопроводная арматура для трубопроводов строительства, судостроения, котельных, атомных электростанций, эксцентриковый переходник из сверхтяжелой углеродистой стали Weld по ГОСТ 17378.
ANSI B 16.9 Концентрические и эксцентрические переходники для химических веществ ANSI B 16.9 Концентрические и эксцентриковые редукторы для химического трубопровода. тройники, переходники и др. трубопроводная арматура для трубопроводов строительства, судостроения, котельных, атомных электростанций, эксцентриковый переходник из сверхтяжелой углеродистой стали Weld по ГОСТ 17378.
Экспорт в Россию: От ГОСТа к EAC
Знак EAC указывает, что продукт соответствует всем техническим требованиям Евразийской таможни. Эти инструкции обозначаются аббревиатурой «CU TR», что означает «Технический регламент Таможенного союза», за которым следует номер, например 032 для оборудования, работающего под давлением.
Процесс сертификации стал более прозрачным с появлением сертификации EAC, чем раньше, отчасти потому, что процесс соответствует процедурам Европейского Союза для маркировки CE.Однако по-прежнему существует много неясностей, в которых производители-экспортеры выступают против. Распространенный вопрос: приемлемо ли оборудование, работающее под давлением, изготовленное в соответствии с международно признанными стандартами, такими как ASME? Какие документы необходимо включить в технический паспорт, который должен быть отправлен с продуктом? Кто может выложить эти документы на русском языке?
Распространенный вопрос: приемлемо ли оборудование, работающее под давлением, изготовленное в соответствии с международно признанными стандартами, такими как ASME? Какие документы необходимо включить в технический паспорт, который должен быть отправлен с продуктом? Кто может выложить эти документы на русском языке?
Как выглядит система CU TR?
Сейчас есть 2 вида документов:
- 1. A CU TR DoC (Декларация соответствия) или
- 2.A CU TR CoC (Сертификат соответствия)
В целом процедура CoC является более полной, поскольку она применяется к продуктам, которые связаны с большим риском.
Кроме одноразового сертификата на конкретный товар, можно взять еще и «сертификат типа». Например, если вы производите и экспортируете продукт серийно, может быть выдан сертификат со сроком действия пять лет. После получения сертификата вы можете обозначить свой продукт логотипом EAC (Евразийское соответствие).
В целом, для производителей, экспортирующих в Евразийскую таможню, важно:
- Знайте, какие правила применяются. К одному продукту могут применяться несколько правил (например, оборудование, работающее под давлением и низковольтное оборудование)
- Определите, какую документацию требуют правила и покупатель.
- Знайте, какие требования к сертификации, это CoC или DoC? Это влияет на процедуру и необходимые документы.
- Определите, требуется ли тестирование.Перед подачей заявки на сертификат некоторые продукты должны пройти испытания в российской лаборатории.
- Убедитесь, что все документы и сертификаты в порядке. В противном случае при импорте могут возникнуть проблемы с таможней.
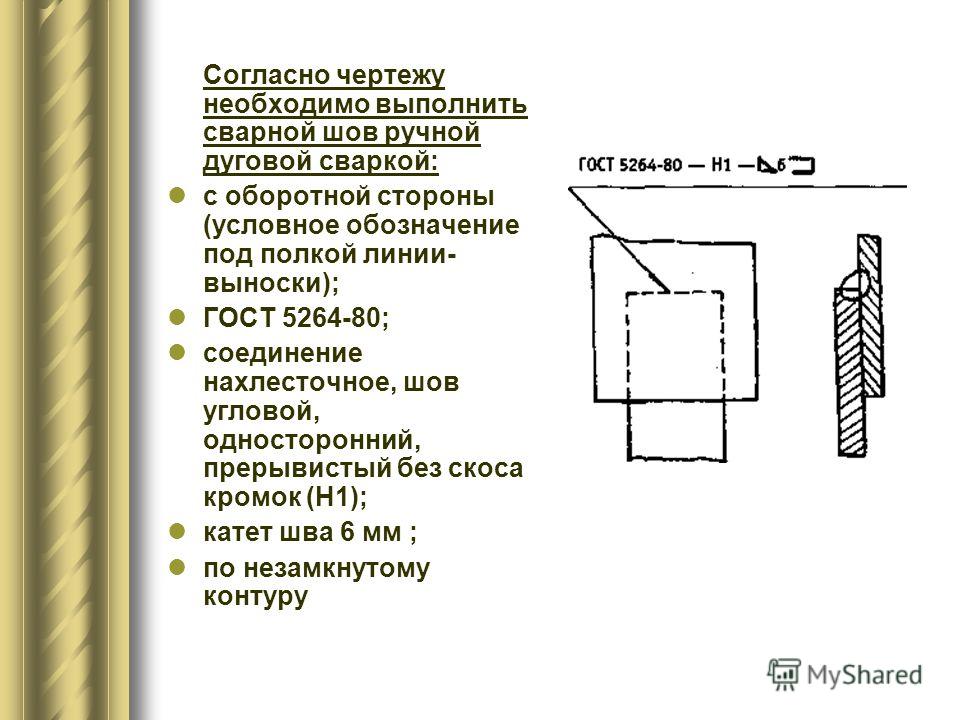 К одному продукту могут применяться несколько правил (например, оборудование, работающее под давлением и низковольтное оборудование)
К одному продукту могут применяться несколько правил (например, оборудование, работающее под давлением и низковольтное оборудование)Чтобы помочь клиентам в этом процессе, Lloyd’s Register заключила партнерские отношения с российским органом по сертификации. Во многих случаях сертификаты и протоколы испытаний, выданные за рубежом, принимаются и составляют основу для сертификации EAC.
На практике это означает, что вы можете следовать стандартному маршруту технического утверждения для оборудования, работающего под давлением, с LR в качестве заказчика. Российский орган по сертификации, как правило, не проводит дополнительную техническую оценку, а уделяет больше внимания формальной части процесса сертификации.
Российский орган по сертификации, как правило, не проводит дополнительную техническую оценку, а уделяет больше внимания формальной части процесса сертификации.
С ростом глобализации становится все более важным, чтобы производители оптимизировали свои бизнес-процессы и логистические процессы и защищали инвестиции, чтобы поддерживать конкурентоспособность. К сожалению, есть примеры злонамеренных российских сертификационных организаций, которые доказывают, что выданные сертификаты недействительны после дорогостоящей процедуры.Вот почему очень важно убедиться, что вы попали в надежную стороннюю компанию.
Как мы можем помочь вам в процессе сертификации CU TR?
Lloyd’s Register может помочь вам в сертификации EAC, чтобы сделать процесс максимально гладким. Мы можем выступать в качестве агента производителя и поддерживать связь с российским центром сертификации.
Кроме того, на первом этапе мы обеспечиваем техническое одобрение вашего продукта, независимо от того, к чему вы привыкли. Короче говоря, двойной работы не бывает! Взгляните сюда поближе.
Короче говоря, двойной работы не бывает! Взгляните сюда поближе.
Если у вас есть дополнительные вопросы о процессе сертификации и / или о том, как мы можем помочь вам с нашими услугами по сертификации EAC, нажмите здесь.
Мы также наметили типичный процесс EAC на новом плакате с блок-схемой процесса сертификации EAC. На второй странице вы увидите, как LR помогает упростить процесс. Нажмите здесь, чтобы скачать это бесплатно.
Кыргызстан Положения КМС, ГОСТ, СНиП КР на англ-1049ки
КыргызстанЗаконодательство.COM, КРУПНЕЙШАЯ НОРМАТИВНАЯ БИБЛИОТЕКА в Кыргызстане, ТЕПЕРЬ ЕСТЬ НОВЫЕ ПУБЛИКАЦИИ ДЛЯ ВАШИХ ПРОЕКТОВ! ПОЖАЛУЙСТА, СМОТРИТЕ СПИСОК НИЖЕ.В настоящее время они доступны на РУССКОМ и АНГЛИЙСКОМ языках. Кроме того, мы можем получить или перевести официальные копии на немецкий, итальянский, французский, испанский, китайский, японский и другие языки.
ЕСЛИ ВЫ НЕ ВИДИТЕ НУЖНУЮ ПУБЛИКАЦИЮ, ПОЖАЛУЙСТА, СВЯЖИТЕСЬ С НАМИ. И МЫ ПОПРОБУЕМ ПОЛУЧИТЬ ЕГО ДЛЯ ВАС.
У нас есть доступ практически к любым техническим требованиям, кодексам и нормам, связанным с импортом и экспортом, строительством, нефтью и газом, эксплуатацией, железной дорогой, безопасностью, охраной окружающей среды и другими видами деятельности.Примером могут быть КМС, ГОСТ, СНиП, ППБ, НПБ, СанПиН, ТР ТС, СП 13330, СП 13130 и многие другие.
У нас есть полный набор требований для импорта и экспорта продуктов питания, оборудования, машин, транспортных средств, грузовиков и других товаров в Кыргызстан и Таможенный союз (Казахстан, Беларусь и Россия).
Кроме того, мы предоставляем законы, указы, постановления, правила и юридические письма и инструкции, изданные федеральным правительством Кыргызстана, парламентом, региональными агентствами и другими органами.
Ниже приведен список некоторых кодов на английском языке.
www.Ky КыргызстанLAWS.com Нормативная библиотека на английском языке в настоящее время является крупнейшей в Интернете, в ней содержится более 120 000 нормативных документов. Ежемесячно мы добавляем в среднем 50-100 новых документов. Охватывается любое крупное агентство и любая страна бывшего СССР: Россия, Беларусь, Казахстан, Кыргызстан, Армения, Кыргызстан и многие другие.
Ежемесячно мы добавляем в среднем 50-100 новых документов. Охватывается любое крупное агентство и любая страна бывшего СССР: Россия, Беларусь, Казахстан, Кыргызстан, Армения, Кыргызстан и многие другие.
ДЛЯ ЗАПРОСА КОПИИ
ПОЖАЛУЙСТА, СВЯЖИТЕСЬ С www.Ky КыргызстанLAWS.com.COM
http: // www.КыргызстанLAWS.com/t-contact.aspx
ключевые слова: Электронный Adobe Acrobat PDF, версии Microsoft Word DOCX. Печатные издания. Немедленная загрузка. Скачать здесь. Продается. ISBN, SKU. RGTT | Немедленная загрузка PDF. Нормы российских нормативных документов (ГОСТ, СНиП) (ПБ, НПБ, РД, СП, ОСТ, СТО) и законы на английском языке. | www.Ky КыргызстанLAWS.com.com; Коды, Буквы, NP, POT, RTM, TOI, MDK, OND, PPB, SanPiN, SNB, STB, TR TS, Решения, MDS, ONTP, PR, SN, TSN, Указы, МГСН, Приказы, ПУЭ, СНиП, ТУ , КМС, МИ, ОСТ, Р, СНиП РК, ВНТП, ГН, МР, Прочие нормы, РД, СО, ВППБ, ГОСТ, МУ, ПБ, РДС, СП, ВРД, Инструкции, НД, ПНАЭ, Резолюции, СТО, ВСН , Законы, NPB, PND, RMU, TI, строительство, проектирование, окружающая среда, правительство, здоровье и безопасность, человеческие ресурсы, импорт и таможня, горнодобывающая промышленность, нефть и газ, недвижимость, налоги, транспорт и логистика, железная дорога, железная дорога, атомная промышленность , атомный.
============
СТ СЖД 2439-80 / Изделия из стекла для строительства. Термины и определения
СТ СЖД 2440-80 / Защита от коррозии в строительстве. Конструкции из бетона и железобетона. Классификация агрессивных сред. Заменить деталь РС 2371-70
СТ СЖД 2441-80 / Защита от коррозии в строительстве. Конструкции из бетона и железобетона.Основные положения по дизайну. Заменить часть РС 3241-71
СТ СЭВ 2825-80 / ЕСКД СЭВ. Строительные чертежи. Символы и обозначения. Дымо-вентиляционные каналы
СТ СЭВ 2826-80 / ЕСКД СЭВ. Строительные чертежи. Символы и обозначения. Отверстия, выемки, пазы, борозды
СТ СЭВ 291-76 / Безопасность. Электрические лифты. Паспорт
СТ СЖД 3284-81 / Двери деревянные. Метод испытания на сопротивление проникновению
СТ СЖД 3285-81 / Двери деревянные. Метод проверки целостности
СТ СЭВ 3506-81 / ЕСКД СЭВ.Строительные чертежи. Графические символы.
 Элементы водопровода
Элементы водопровода СТ СЭВ 3507-81 / ЕСКД СЭВ. Строительные чертежи. Графические символы. Элементы систем канализации
СТ СЭВ 383-87 / Пожарная безопасность в строительстве. Термины и определения
СТ СЭВ 3972-83 / Надежность строительных конструкций и фундаментов. Строительные металлоконструкции. Основные положения по расчету
СТ СЭВ 3973-83 / Надежность строительных конструкций и фундаментов. Алюминиевые конструкции. Основные положения по расчету.Для замены РС 5239-75
СТ СЭВ 3976-83 / Здания жилые и общественные. Основные положения по конструкции
СТ СЭВ 3977-83 / Здания промышленных предприятий. Основные положения по конструкции
СТ СЭВ 3979-83 / Плитка керамическая. Термины и определения
СТ СЖД 4178-83 / Двери деревянные. Методика испытания сопротивления статической нагрузке силе, действующей по плоскости двери
СТ СЭВ 4179-83 / Двери деревянные. Метод испытания на сопротивление статической нагрузке, действующей перпендикулярно плоскости двери
СТ СЖД 4180-83 / Двери деревянные.
 Метод испытания на ударопрочность
Метод испытания на ударопрочность СТ СЭВ 4181-83 / Двери деревянные. Метод определения плоскостности
СТ СЭВ 4182-83 / Двери деревянные. Методика измерения размеров и отклонения от прямоугольности
СТ СЭВ 4409-83 / ЕСКД СЭВ. Строительные чертежи. Правила выполнения чертежей деревянных конструкций
СТ СЭВ 4417-83 / Надежность строительных конструкций и фундаментов. Конструкции из камня и армированного камня. Основные положения для расчета
СТ СЖД 4419-83 / Защита от коррозии в строительстве.Строительные конструкции. Термины и определения
СТ СЖД 4421-83 / Защита от коррозии в строительстве. Защитные свойства бетона по отношению к стальной арматуре. Электрохимический метод испытаний
СТ СЖД 4534-84 / Защита от коррозии в строительстве. Конструкции из бетона и железобетона. Требования к первичной защите — Частично заменить РС 3241-71
СТ СЭВ 4722-84 / ЕСКД СЭВ. Строительные чертежи. Условные обозначения деталей крепежа и проемов на чертежах металлоконструкций
СТ СЖД 4867-84 / Шумозащита в строительстве.
 Звукоизоляция стен и ограждений. Стандарты
Звукоизоляция стен и ограждений. Стандарты СТ СЭВ 4868-84 / Надежность строительных конструкций и фундаментов. Деревянные конструкции. Основные положения для расчета
СТ СЖД 4926-84 / Изделия асбестоцементные. Термины и определения
СТ СЖД 4927-84 / Изделия асбестоцементные. Классификация
СТ СЭВ 4937-84 / ЕСКД СЭВ. Строительные чертежи. Каменные конструкции
PVS-Studio и ГОСТ. Как появилось приложение для проверки чертежей КОМПАС-Эксперт / Блог АСКОН / Sudo Null IT News
Недавно мы выпустили новое приложение КОМПАС-Эксперт для поиска ошибок в чертежах и моделях, разработанных в КОМПАС-3D.Идея создания — анализатор кода PVS-Studio. Что общего в продуктах для программистов и инженеров и как классифицируются ошибки проектирования, — говорит Олег Волков. В свое время Viva64 вдохновила меня на тестирование кода C ++ (сейчас этот красивый продукт называется PVS-Studio). Он выполняет анализ кода по различным правилам: логический / нелогический, конструктор / деструктор, сравнение переменных и другие.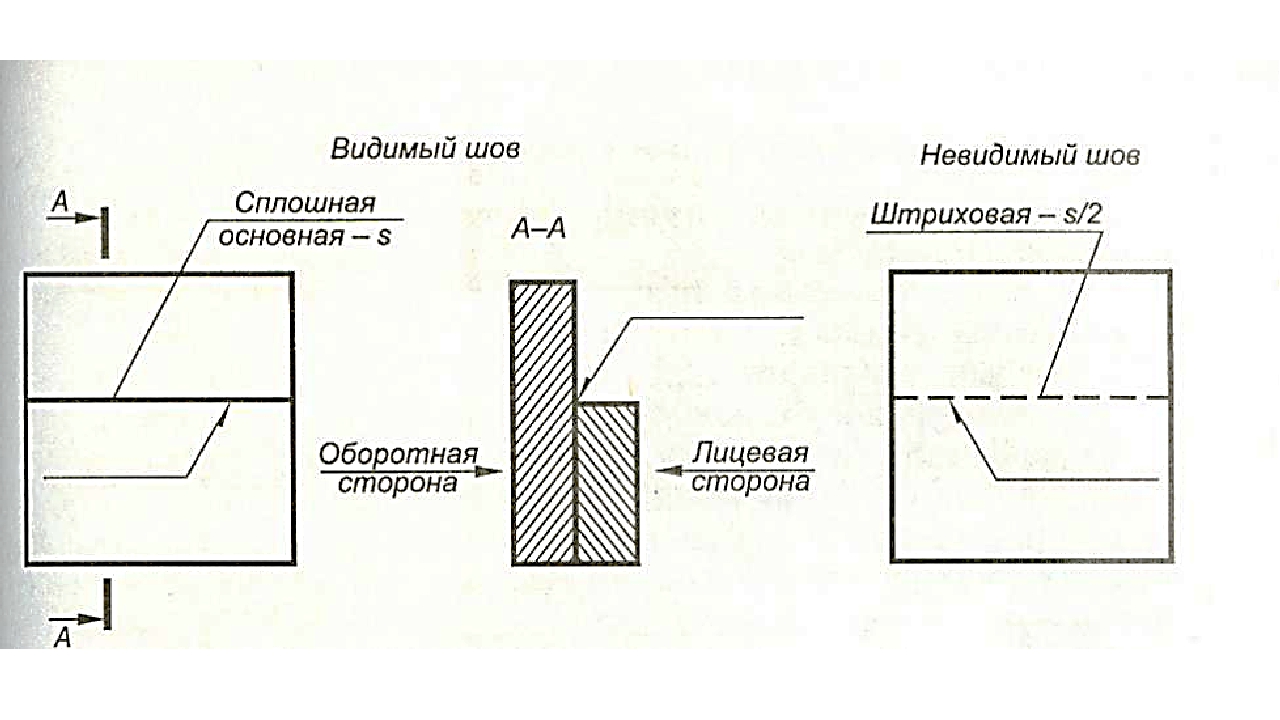 Была идея применить аналогичную идеологию в КОМПАС-3D: на выходе проверять результат — рисунок или 3D модель — по определенным правилам.Более того, в других САПР реализованы аналогичные проверки.
Была идея применить аналогичную идеологию в КОМПАС-3D: на выходе проверять результат — рисунок или 3D модель — по определенным правилам.Более того, в других САПР реализованы аналогичные проверки.
В целом инфраструктура ИТ-разработки налажена гораздо лучше, чем при инженерном проектировании. Подробно описано, как передать код, как его проверить, как изменить его версию, в какие моменты и какие проверки проводить (SWEBOOK в помощь). Почему бы не применить такой подход к работе дизайнера в САПР?
В свое время, когда компьютеры были большими и рабочее время было дорогим, среди программистов было принято не ошибаться на этапе написания кода, чтобы он прошел с первого раза.Теперь снова скомпилируем, выдаст кучу ошибок, исправим, снова запустим. Так что в работе дизайнера — не пытайтесь получить идеальный рисунок с первого раза. Прежде чем идти за подписью, проверьте, исправьте, еще раз проверьте. Думать нужно о своем товаре, а не о дизайне чертежа, «Эксперт» поможет.
Мы разделили все возможные ошибки (дефекты документов) на области знаний и стали «прикреплять» к ним конкретные проверки.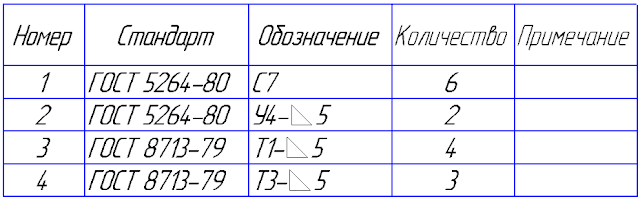 На данный момент в рамках проекта выполнено более 140 проверок.
На данный момент в рамках проекта выполнено более 140 проверок.
Стандарты на конструкторскую документацию (ГОСТ / ЕСКД)
Первыми были реализованы проверки конструкции. Приступая к работе над «Экспертом», мы естественно смотрели, какие решения есть у конкурентов на данный момент. По сути, подобные системы выполняют стандартные проверки стилей оформления: стиля линий, названия и цвета слоев, типа стрелки, стиля шрифта и т. Д. В нашем приложении мы решили пойти дальше и действительно проверить по стандартам, так как КОМПАС-3D всегда выделялся близостью к ним.Разработчики приложения решили поддержать эту традицию и провести полноценные проверки по стандартам ЕСКД.
Проверка соответствия определенному стандарту предписывает нормы этого стандарта. Если в документе есть элементы, относящиеся к стандарту, то они проверяются на соответствие — например, размеры, стили, установка предельных отклонений, квалификация, установка шероховатостей, приварные знаки. Ссылки на стандарты даются как ссылки при проверках. Мы работаем с сайтом TechExpert (http://www.cntd.ru/), на котором заложена фундаментальная база стандартов ГОСТ. Если пользователь желает убедиться в том, что КОМПАС-Эксперт показывает ошибку, он может переключиться на конкретный стандарт, свой конкретный элемент, по которому производилась проверка.
Мы работаем с сайтом TechExpert (http://www.cntd.ru/), на котором заложена фундаментальная база стандартов ГОСТ. Если пользователь желает убедиться в том, что КОМПАС-Эксперт показывает ошибку, он может переключиться на конкретный стандарт, свой конкретный элемент, по которому производилась проверка.
При проверке проекта была проделана большая работа по интеллектуализации анализа текста. В любом проектном документе обязательно должны присутствовать технические требования. ГОСТ рекомендует определенную последовательность их перечисления: сначала данные о материале, затем размеры, качество поверхности и покрытие, настройка изделия и затем особые условия эксплуатации.Мы сделали проверку на правильность составления технических требований. Существует набор ключевых слов, по которым выполняется поиск по техническим требованиям. Если оказывается, что ключевое слово по охвату раньше, чем по материалу, выдается предупреждение об ошибке.
Стандарты корпоративной документации
Предприятия могут выдвигать свои стандарты оформления документов: шаблоны слоев, общие корпоративные стили (поймут те, кто работал со строительными чертежами в AuotCAD).

Пользователь также может сузить требования, рекомендованные ГОСТом, на основе имеющихся инструментов и оборудования. Это касается как размеров и их допусков, резьбы, параметров шероховатости (если парк станков не позволяет), так и форматов листов для печати документов (если нет банально большого плоттера). Такое внутреннее «сужение» стандартов может быть установлено в КОМПАС-Эксперт самими пользователями.
Условия использования КОМПАС-3D
Это тот класс ошибок, который стандартный контроль никогда не увидит, проверяя «бумажку».Даже если документ внешне соответствует нормам, неправильное использование инструмента затрудняет работу самого дизайнера и тех специалистов, которые получают от него документы.
Одно из этих правил — объект Centerline, а не сегменты со стилем Centerline. При использовании параметризации объект сразу правильно параметризуется и правильно вписывается в модель. Сегмент не обладает этими свойствами и загрузит параметрическую модель в эскиз, усложняя работу пользователя.
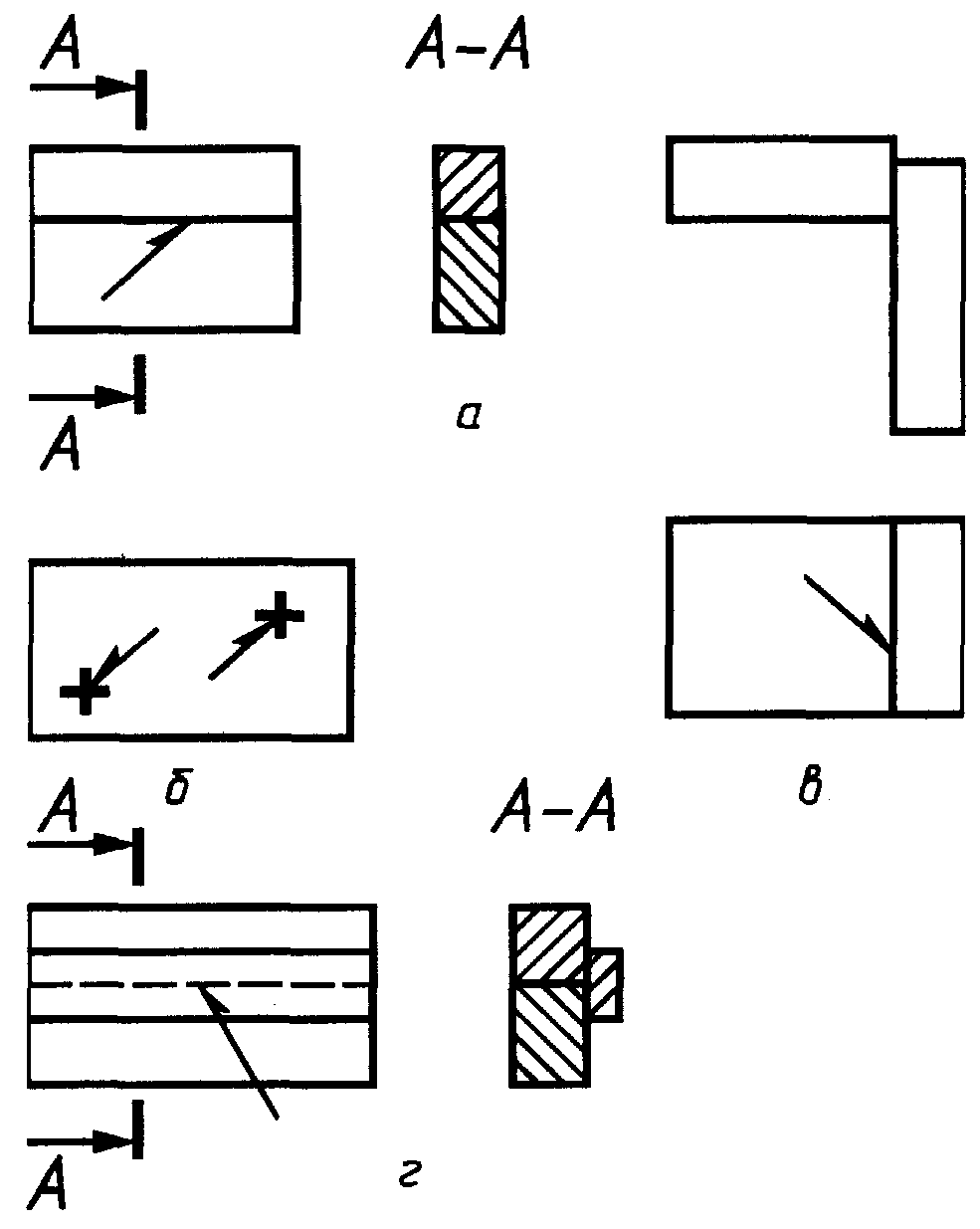
Кстати, в старых версиях КОМПАС-3D не было объекта «Осевая линия». Поэтому имеет смысл проверить чертежи, взятые из архива, чтобы избежать дублирования таких вынужденных ошибок.
Другие аналогичные правила — это использование ассоциативности в объектах аннотации, включение автоматической сортировки текста, использование текстовых гиперссылок там, где это необходимо.
Что ж, если вы считаете себя профессионалами, то пользуйтесь инструментом профессионально.
Защита информации
Практически на всех предприятиях есть специально обученные люди, основная задача которых — «наблюдать» (кое-где они даже собраны в «спецотделах» и являются представителями «органов»).Итак, КОМПАС-Эксперт поможет держаться подальше от тех, кто находится в сфере их профессиональных интересов.
Для предотвращения непреднамеренной утечки информации предусмотрены проверки на наличие неудаленных «черновиков», скрытых объектов, ссылок на закрытые ресурсы предприятия.
Например, потенциальной ошибкой является вставка вида из документа с именем файла C: \\ AAA Department \ BBB Project \ product drawing No. XXXX.cdw и отправка его в «сторону» (у вас другой «структура проекта»?).
XXXX.cdw и отправка его в «сторону» (у вас другой «структура проекта»?).
Обнаружен скрытый компонент
Небрежность и скоростная конструкция
Это все как у программистов: основная беда — использование копипаста.Еще хуже, копипаст из чертежа, который содержит ошибки. Как правило, его автор, Великий Гуру, и его компетентность во всех вопросах не вызывают сомнений, а выдаваемая им документация «по умолчанию» не проверяется на наличие ошибок.
Еще проблема — рисуют практически «вручную»: не по размеру, без привязок и т.п., а потом этот «эскиз» сдают как рисунок. Однако контуры не собираются, размеры не перестраиваются, линии выноски отваливаются. Но «сдался» вовремя.
Технологический контроль
В этом направлении мы только начинаем двигаться.Особенно хотелось бы провести технологические проверки в 3D-моделях, чтобы на этапе создания конструкции выявить возможные трудности с ее изготовлением. А для этого нужно знать технологию производства.
 Например, если деталь будет производиться методом литья, необходимо проанализировать толщину ее стенок.
Например, если деталь будет производиться методом литья, необходимо проанализировать толщину ее стенок.Как это работает
А собственно то, как продукт выглядит и работает. Для пользователя «Эксперт» реализован в виде веб-приложения. Работает независимо от КОМПАС-3D, но наличие его на рабочем месте обязательно.После запуска загружается страница, содержащая панель инструментов и окно результатов.
Документ можно проверить прямо в процессе работы с ним в КОМПАС-3D, в режиме «два окна» (а лучше два монитора). Или укажите список файлов или рабочую папку вашего проекта и запустите сканирование. На 8-ядерном процессоре проверка 200 документов занимает 3-5 минут.
Результаты проверки
Результат отображается в виде списка ошибок, разделенных на группы.Если выбрать конкретную ошибку, то проверенный документ откроется в КОМПАС-3D с местом / объектом, где эта ошибка обнаружена. Согласившись с рекомендацией «Эксперта», пользователь может сразу приступить к внесению исправлений.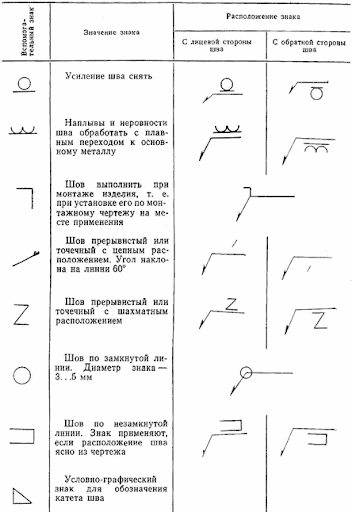
Заключение
1. Сразу после релиза приложения к нам стали приходить запросы: «Мы хотим получить статистику — сколько документов проверено, сколько ошибок выявлено». Теоретически эксперт мог бы дать такую оценку, но мы намеренно отказываемся делать его карательным инструментом и не рекомендуем использовать его при нормировании.Пусть дизайнер проверит, поправит и выдаст документ без ошибок.
2. Использование КОМПАС-Эксперт никоим образом не отменяет другие методы / методы проверки технической документации? существующие (или планируемые) на предприятии. Кроме того, в основной надписи есть загадочный график с надписью «Проверено». Но об этом в следующий раз.
Олег Волков, руководитель отдела программирования, отдел приложений Ascon.
Труды 5-й Международной конференции по промышленной инженерии (ICIE 2019)
Об этих разбирательствах
Введение
В этой книге освещаются последние открытия в области промышленности, производства и машиностроения, а также дается обзор состояния дел в этих областях, в основном в России и Восточной Европе. Обсуждается широкий круг тем и проблем современного машиностроения, в том числе динамика машин и рабочих процессов, трение, износ и смазка в машинах, наземном транспорте и технологических машинах, технология производства промышленных объектов, материаловедение, металлургия, системы управления и др. их промышленное применение, промышленная мехатроника, автоматизация и робототехника. В книге собраны избранные доклады, представленные на 5-й Международной конференции по промышленному инжинирингу (МКПП), которая прошла в Сочи, Россия, в марте 2019 года.Авторы — специалисты в различных областях техники, все статьи тщательно проверены. С учетом своего объема книга будет интересна широкому кругу читателей, включая инженеров-механиков и технологов, преподавателей инженерных дисциплин и выпускников инженерных специальностей.
Обсуждается широкий круг тем и проблем современного машиностроения, в том числе динамика машин и рабочих процессов, трение, износ и смазка в машинах, наземном транспорте и технологических машинах, технология производства промышленных объектов, материаловедение, металлургия, системы управления и др. их промышленное применение, промышленная мехатроника, автоматизация и робототехника. В книге собраны избранные доклады, представленные на 5-й Международной конференции по промышленному инжинирингу (МКПП), которая прошла в Сочи, Россия, в марте 2019 года.Авторы — специалисты в различных областях техники, все статьи тщательно проверены. С учетом своего объема книга будет интересна широкому кругу читателей, включая инженеров-механиков и технологов, преподавателей инженерных дисциплин и выпускников инженерных специальностей.
Ключевые слова
Технологии производства Динамика машин Промышленная гидравлика Обработка поверхностей Гидрометаллургические технологии Конструирование механизмов Трение в машинах
Редакторы и членские организации
 w3.org/1999/xhtml»>
w3.org/1999/xhtml»>- 1. Южно-Уральский государственный университет, Челябинск, Россия,
- 2.Платов, Южно-Российский государственный политехнический университет, Новочеркасск, Россия, ,
 org/Organization»>, г. Южно-Уральский государственный университет, Челябинск, Россия,,
org/Organization»>, г. Южно-Уральский государственный университет, Челябинск, Россия,,Библиографическая информация
- Название книги Материалы 5-й Международной конференции по промышленной инженерии (ICIE 2019)
- Подзаголовок книги Том II
- Редакторы
Андрей А.Радионов
Олег Александрович Кравченко
Виктор Иванович Гузеев
Рождественский Юрий Викторович - Название серии Конспект лекций по машиностроению
- Сокращенное название серии Lect.Notes Машиностроение
- DOI https://doi.org/10.1007/978-3-030-22063-1
- Информация об авторских правах Springer Nature Switzerland AG 2020
- Имя издателя Спрингер, Чам
- электронные книги Инженерное дело Инженерное дело (R0)
- Печатать ISBN 978-3-030-22062-4
- Интернет ISBN 978-3-030-22063-1
- Серия Печать ISSN 2195-4356
- Серия Интернет ISSN 2195-4364
- Номер издания 1
- Число страниц XIX, 1512 г.
- Количество иллюстраций 318 ч / б иллюстраций, 263 цветных иллюстраций
- Темы
Машины и элементы машин
Производство, машины, инструменты, процессы
Трибология, коррозия и покрытия
Технология двигателей - Купить эту книгу на сайте издателя