Газовая сварка — это наиболее часто используемый способ соединения отдельных металлических деталей в монолитную конструкцию. Популярность такого метода объясняется низкой стоимостью оборудования и простотой его применения.

Что такое газовая сварка и где она применяется
Сварка газом используется для соединения металлических поверхностей в одно целое. Сущность этого способа заключается в расплавлении кромок обрабатываемых элементов за счет высокой температуры горения газа, подаваемого под давлением.
Для формирования шва используется добавочный припой. Таким образом, газовая сварка и резка металлов выполняются за счет экзотермической реакции взаимодействия горячей газовой смеси и обрабатываемого материала, находящегося в расплавленном состоянии.
В процессе обработки обязательно задействуется специальное оборудование. Чтобы получить необходимую температуру, требуются один из горючих газов и кислород. Эти компоненты подаются из отдельных емкостей в смеситель. Поджигание выполняется искусственно.
Газовую сварку применяют для:
- соединения различных деталей;
- наплавки;
- паяния;
- резки труб и листового проката.
Этот способ обработки металлических элементов нашел применение в промышленном производстве, строительстве и т.д. Его нередко используют при ремонте автомобилей, устранении бытовых поломок, для фиксации узлов из цветных металлов.
Подходит он и тогда, когда необходимо соединить элементы из чугуна и латуни. Наплавка газосваркой часто применяется для увеличения размеров деталей, устранения изношенных частей и повышения прочности.
Требования по ГОСТу
Газосварочный процесс является ручным, качество шва оценивается субъективно и зависит от мастерства сварщика. ГОСТа на результат работы не существует. Однако есть ряд требований к соблюдению технологии.
Качество карбида кальция, применяющегося при сварке, регулируется ГОСТ 1460-2013. Кроме того, нормативными актами установлены параметры давления в редукторе и баллоне, характеристики присадочной проволоки, требования к генератору. Существуют ГОСТы для горелок и шлангов.

Перечень используемых газов для разных металлов
Во время работы могут потребоваться разные виды газов:
- ацетилен;
- легкий водород;
- коксовый угольный газ;
- горючий кислород;
- керосин;
- пропан;
- бутан;
Характеристики и чистота газа влияют на качество сварки и резки металлов.
Легкий водород
Это бесцветный газ без запаха, который примерно в 14,5 раза легче воздуха. Данное вещество получают путем разложения молекул воды электрическим током. Сочетание водорода с кислородом в неправильной пропорции образует взрывоопасную смесь.
Необходимо предельно точно соблюдать технику безопасности.
Газ для сварки должен соответствовать требованиям ГОСТ 3022-80. Кислородно-водородное соединение горит синим пламенем без четких очертаний, что затрудняет его регулирование.

Пиролизный газ
Его получают во время переработки нефтепродуктов при температуре +720 °C…+740 °C. Пиролизный газ фасуют в баллоны под давлением 1,9 МПа. По характеристикам горения он схож с ацетиленом. Для сварки и резки применяется редко, т.к. провоцирует коррозии сварочного аппарата. Конец горелки требует тщательной чистки после каждого применения.
Керосиновое топливо
Это желтоватая прозрачная жидкость, являющаяся результатом переработки нефтепродуктов. Керосин быстро испаряется при плюсовой температуре, образуя горючий газ. Во время работы с ним необходимо строго соблюдать особые правила предосторожности, т.к. это вещество может взорваться в случае неправильного применения.
Газ часто задействуют для обработки цветных металлов. Керосин для сварочных работ и резки должен удовлетворять требованиям ТУ 38.71-58-10-90.

Коксовый угольный газ
Он бесцветен, но имеет характерный запах сероводорода. Вещество получают в процессе переработки угля в кокс. В его составе есть пропан, водород, метан и т.д. Газ, предназначенный для сварки, предварительно очищают от примесей, смол и сернистых соединений.
Горение возможно только при сочетании с кислородом.
Коксовый газ применяют для сварки и пайки изделий из цветных металлов. К месту проведения работ его подают по трубопроводам под давлением 1,3-1,5 кПа. Реже используются баллоны.
Горючий кислород
Необходим для поддержания процесса горения. Он поставляется на место сварки в баллонах. В специальном аппарате кислород смешивается с выбранным горючим газом и подается на горелку.

Ацетилен
Наиболее часто применяется при сварке. Он бесцветен, но имеет характерный чесночный запах из-за включения примесей сероводорода, фосфористого водорода и аммиака. Его вдыхание может спровоцировать приступ головокружения, тошноту и другие признаки отравления. Ацетилен легче воздуха. Он поставляется на место проведения работ в баллонах, находящихся под давлением.
Природный газ
В природном газе, применяющемся для сварки, присутствуют примеси водорода, метан, оксид углевода и т.д. Чаще его используют для обработки легкосплавных металлов.

Достоинства и недостатки
Метод газосварки имеет следующие достоинства:
- доступность расходных материалов;
- простота транспортировки баллонов с газом и другого оборудования к месту работы;
- обеспечение нужного диапазона температур для плавления;
- допустимость применения для сварки многих видов металлов;
- регуляция скорости горения и вида пламени при использовании флюса или припоя.
К преимуществам такого метода относится равномерное прогревание и остывание обрабатываемых поверхностей. Это препятствует появлению пустот и трещин в готовом покрытии. Достоинством газовой сварки считается и низкая цена расходных материалов.
У этого способа сварки немало недостатков. Использование открытого пламени приводит к нагреву большого участка металла. Повышается риск повреждения элементов с низкой термической устойчивостью.
Кроме того, такой метод сварки не применяют для обработки заготовок, толщина которых больше 5 мм, т.к. это становится причиной снижения производительности работ.
Существуют особенности и ограничения на применение этой технологии. Газопламенная сварка не рекомендована для создания нахлестного соединения. Она создает дополнительное напряжение в металле и в дальнейшем может спровоцировать деформацию или разгерметизацию шва.
К недостаткам этого вида сварки относится невозможность автоматизации процесса и необходимость строгого соблюдения правил техники безопасности для недопущения взрыва и пожара.
Оборудование для газовой сварки
Для проведения газосварочных работ требуется комплект оборудования, включающий:
- редуктор;
- кислородный баллон;
- предохранительные клапаны;
- горелка;
- газовый генератор;
- шланг;
- флюсы и припои.
Понадобится специальная тележка, предназначенная для размещения всего оборудования. Она обеспечит лучшую мобильность при проведении работ.

Разновидности горелок
Горелки выполняют ряд важных функций. Они участвуют в смешении газа, стабилизации фронта воспламенения, регулируют подачу горючей смеси и интенсивность горения.
В зависимости от конструкционных особенностей горелки бывают инженерными, диффузными, оснащенными системами принудительного нагнетания кислорода, а также комбинированными.
Кроме того, они классифицируются по:
- характеристикам нагнетания давления;
- способу подачи кислорода;
- варианту сжигания газа;
- излучающей способности и т.д.
В зависимости от особенностей конструкции они могут выдерживать от 5 000 Па до 0,3 МПа.

Баллоны с газом
Для каждого вида газа выпускаются баллоны отдельного цвета. В процессе эксплуатации их нельзя окрашивать, чтобы избежать нежелательных реакций. Баллоны, предназначенные для ацетилена, не следует оснащать медными вентилями, т.к. это может спровоцировать взрыв.

Специальные шланги
В процессе сварочных работ применяют специальные шланги. Они предназначены для подачи горячих жидкостей и газов. К этим элементам оборудования предъявляются особые требования.
Они должны выдерживать большое давление. Если на шланге присутствует желтая полоса, он может использоваться для горячих жидкостей. Шланги с красной отметкой выдерживают 6 атмосфер, а с синей — до 20.

Водяной затвор
Водяной затвор предназначен для защиты генератора, трубы и других элементов газосварочного оборудования. Его располагают между ацетиленовой трубой и горелкой.

Пост для сварки газом
Это специальный стол, который можно фиксировать и поворачивать. Некоторые модели оснащены вентиляцией и системой для хранения инструментов.
Проволока и присадки
Для проведения работ используют особую присадочную проволоку. Ее диаметр подбирают в зависимости от толщины детали. В процессе сварки применяют флюсы. Эти вещества производят на основе кремниевой и борной кислоты и выпускают в виде растворов, порошков и паст.
Редуктор
Это важнейший элемент конструкции. Он необходим для снижения давления газа, исходящего из баллона. Редукторы бывают прямого и непрямого действия. Некоторые из них имеют устройства, предотвращающие замерзание газа при его выходе из баллона.

Общие правила безопасности
При выполнении сварочных работ необходимо соблюдать правила безопасности. Использовать можно только исправное оборудование. Место работы должно находиться не менее чем в 10 м от источника открытого огня.
Пост должен быть оснащен индивидуальными средствами для тушения пожаров. Если используется только ацетилен, то обязательно наличие углекислого огнетушителя или песка.
Воду для тушения пожаров, вызванных этим веществом, использовать нельзя. При воспламенении нужно перегнуть шланг в области редуктора, а затем завернуть все вентили.
Описание технологии сварки
Технология сварки газом имеет некоторые особенности. Существует несколько вариантов проведения работ.
Правая и левая
Различают правую и левую схемы сварки. Первый вариант применяется наиболее часто. Он предполагает продвижение горелки от правого края к левому. В этом случае струю пламени направляют непосредственно на проволоку, которую продвигают перед горелкой. Этим методом часто сваривают мелкие детали, тонкие слиты и материалы, которые плавятся даже при низкой температуре.
Второй вариант предполагает движение горелки от левого края к правому. В этом случае проволоку продвигают после пламени. Левая сварка обеспечивает более глубокое воздействие и лучшее схватывание.

Многослойный метод
Этот способ применяется тогда, когда необходимо сформировать высокопрочный шов. Он предполагает отжиг нижнего слоя и дальнейшую наплавку верхнего. Таким образом, прокаливаются все слои. Это положительно влияет на качество шва.
Сквозной валик
Такой метод требует постепенного оплавления верхнего края имеющегося отверстия на заготовке с последующим наложением расплавленного металла на нижний край отверстия. Для проведения работ необходимо вертикально зафиксировать металлические листы. Таким образом, шов приобретает форму валика.
Сварочные ванночки
Этот способ предполагает формирование ванночек по ходу шва. В каждое такое образование вводится присадочная проволока, которая оплавляется и заполняет пустоты. Сопло двигается на новый участок, а следующая ванночка перекрывает ранее созданную.

Окислительное пламя
Метод применяется для соединения элементов, изготовленных из малоуглеродистых сплавов из стали. Пламя в этом случае окисляет материал, что ведет к формированию окиси железа. Для раскисления используют присадочную проволоку, включающую кремний и марганец.
Отдельно о сварке труб
При сварке труб на месте стыковки с внутренней стороны швов не должны образовываться наплывы. Они будут препятствовать продвижению жидкости по трубе. Кроме того, нельзя насквозь проплавлять стенки.
Сварка труб проводится за счет одного слоя и всего за один проход. При этом выпуклость шва не должна превышать 1-3 мм. Место стыка должно быть максимально ровным.

Газовая резка и виды резаков
Газовая резка — это наиболее простой и эффективный способ разделения цельных металлических поверхностей. Для проведения подобной работы требуется специальное оборудование — резаки.
Выделяются следующие виды:
- пропановый;
- кислородный;
- керосиновый;
- ацетиленовый;
- комбинированный;
- водородный и т.д.
В зависимости от конструкционных особенностей резаки подразделяются на воздушно-дуговые и трехтрубные. Для проведения резки необходимо открыть вентиль с кислородом, а затем с горючим газом. После этого смесь поджигается. Место резки прогревается, выполняется разрез.
газовая сварка — это… Что такое газовая сварка?
- газовая сварка
- га́зовая сва́рка
-
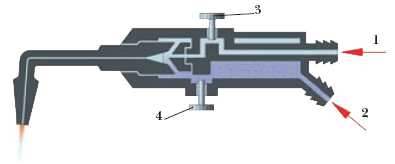
соединение деталей с нагревом (плавлением) мест сварки газовым пламенем, получаемым при сжигании различных горючих веществ в кислороде. Различают водородно-кислородную, бензино-кислородную, ацетилено-кислородную и другие виды сварки. Наибольшее промышленное применение получила ацетилено-кислородная сварка. В отличие от электрической дуги или других источников энергии, газовое пламя нагревает материал медленнее и более плавно. Это определяет целесообразность применения газовой сварки для соединения деталей из чугуна, инструментальных сталей, когда нужны подогрев или медленное охлаждение в процессе соединения металла. Для газовой сварки не требуется сложного оборудования (используются сварочные горелки и газ из баллона), поэтому этот способ сварки часто применяется при ремонтных работах. Разновидностью газовой сварки является газопрессовая сварка, производимая с осадкой (сдавливанием) после нагрева соединяемых частей – труб, рельсов и т. п.

Сварочная горелка для газовой сварки:
1 – кислород; 2 – горючий газ; 3 – регулятор подачи кислорода; 4 – регулятор подачи горючего газа
Энциклопедия «Техника». — М.: Росмэн. 2006.
.
- газобетон
- газовая турбина
Смотреть что такое «газовая сварка» в других словарях:
газовая сварка — Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки. [ГОСТ 2601 84] [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] газовая сварка Сварка плавлением, при… … Справочник технического переводчика
ГАЗОВАЯ СВАРКА — ГАЗОВАЯ СВАРКА, сварка плавлением с помощью пламени, образованного при сжигании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Современная энциклопедия
Газовая сварка — ГАЗОВАЯ СВАРКА, сварка плавлением с помощью пламени, образованного при сжигании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом в сварочной горелке. Созданию газовой сварки способствовали использованию процессов… … Иллюстрированный энциклопедический словарь
ГАЗОВАЯ СВАРКА — см. Сварка. Технический железнодорожный словарь. М.: Государственное транспортное железнодорожное издательство. Н. Н. Васильев, О. Н. Исаакян, Н. О. Рогинский, Я. Б. Смолянский, В. А. Сокович, Т. С. Хачатуров. 1941 … Технический железнодорожный словарь
ГАЗОВАЯ СВАРКА — способ сварки металлических изделий с помощью газового пламени, образованного при сгорании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом. Применяют для сварки тонкостенных изделий из стали, цветных металлов и сплавов … Большой Энциклопедический словарь
Газовая сварка — Устройство газового резака … Википедия
Газовая сварка — 32. Газовая сварка Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
газовая сварка — способ сварки металлических изделий с помощью газового пламени, образованного при сгорании смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом. Применяют для сварки тонкостенных изделий из стали, цветных металлов и сплавов … Энциклопедический словарь
газовая сварка — dujinis suvirinimas statusas T sritis chemija apibrėžtis Neišardomas metalinių detalių sujungimas dujų liepsna. atitikmenys: angl. gas welding rus. газовая сварка ryšiai: sinonimas – autogeninis suvirinimas … Chemijos terminų aiškinamasis žodynas
ГАЗОВАЯ СВАРКА — сварка плавлением, при к рой для нагрева используется теплота пламени смеси горючего газа (ацетилена, водорода, паров бензина и др.) с кислородом, сжигаемой с помощью горелки сварочной. Наибольшую темп ру (ок. 3200 °С) имеет ацетилено кислородное … Большой энциклопедический политехнический словарь
газовая сварка — [gas welding] сварка плавлением, при которой свариваемые поверхности нагреваются газовым пламенем, питание газами горелок при газопламенной сварке осуществляется от баллонов (О2 и С2h3 ) и непосредственно от генераторов горючих газов. Такие газы … Энциклопедический словарь по металлургии
Газовая сварка и резка металлов позволяют соединять между собой детали металлических конструкций в промышленности и быту. Это такой технологический процесс, при котором горючее газовое вещество с чистым кислородом под влиянием высоких температур сцепляет кромки поверхностей. Расстояние между ними заливают расплавленным материалом, источником которого является присадочная проволока.
Преимущества и недостатки газовой сварки
Газовая сварка – довольно простая технология, имеющая много положительных аспектов:
- Возможность проводить сварочные работы в автономном режиме. Для этого не нужен мощный источник энергии.
- Наличие простого негабаритного оборудования, которое легко поддается транспортировке.
- Процесс сварки регулируемый. Газовая горелка позволяет варьировать рабочую высокую температуру, скорость нагрева и угол наклона огня.
А также большие возможности использования: обработка применяется для соединения элементов изделий из углеродистой стали, свинца, меди, чугуна, латуни, бронзы, силумина, алюминия и его сплавов.
Есть и недостатки при проведении сварочных работ:
- Большая площадь нагрева, создающая условия для деформации соседних элементов.
- Газосварочный процесс относится к работам повышенной опасности. Сжатый кислород, и горючие смеси требуют соблюдения мер предосторожности.
- Газовая сварка предназначена для металлов толщиной до 5 мм.
- Отсутствие автоматизации газовой горелки.
- Высокие требования к профессии сварщика.
Газовая сварка металлов и труб
Виды используемых газов
Газовая сварка и резка металлов направлены на локальное плавление участка детали. В качестве горючего материала используют разные виды. Их выбор определен многими факторами. Основные из них – температура огня и количество тепла при сгорании. При сварке применяют несколько химических веществ.
Кислород
Важнейший элемент для пайки и резки. Он используется в качестве катализатора, необходимого для активизации процессов обработки металлов. Для него характерно отсутствие цвета и запаха, плохая растворимость в воде и спирте. Кислород является активным химическим соединением. Его содержат в специальных емкостях под постоянным давлением. Для кислородной сварки используют технический газ трех сортов. Каждый вид зависит от чистоты кислорода. Это свойство влияет на качество обработки деталей.
Ацетилен
Наиболее распространенный вид, так как обеспечивает высокую температуру по сравнению с другими воспламеняющимися веществами. Он образуется на основе углеродистого кальция с водой. Химическое вещество поглощает влагу из атмосферы и расщепляется под ее влиянием, поэтому соединение хранят в закрытых барабанах. Ацетилен взрывоопасный. Однако это качество исчезает, если смесь растворить в жидкости.
Ацетилен – один из самых распространенных газов
Водород
Не имеет запаха и цвета. При контакте с воздухом становится взрывоопасным. Химический элемент хранят в стальных баллонах под давлением.
Коксовый газ
Образуется посредством переработки каменного угля. Это бесцветная смесь горючих веществ с выраженным сероводородным запахом, которую транспортируют по трубопроводам.
Природный газ
Используют на основе метана, добываемый из недр Земли.
Бензин и керосин
Продукты нефтеперерабатывающей отрасли. Имеют вид бесцветных жидкостей с запахом, которые легко испаряются. Газовая горелка подает их через испарители для образования пара.
Пиролизный газ
Подвергается очистке, так как состоит из углеводородов и угарного газа. Это побочный продукт предприятий по переработке нефти.
Материалы, подходящие для газовой сварки
Фото устройства горелок для газовой сварки
Газовая сварка незаменима в промышленности, строительстве, сельском хозяйстве. Она позволяет скреплять большое количество металлов.
Сварка чугуна необходима для устранения дефектов, трещин, распавшихся частей изделия. Газовая горелка при этом должна быть с небольшим пламенем, чтобы избежать зернистости сварочного шва.
Пайка бронзы предполагает использование восстановительного пламени. В работе используют проволоку, идентичную свариваемому материалу.
Обработка меди не предусматривает наличия зазора между краями. Это обусловлено текучестью материала, что может затруднять газосварочный процесс.
Углеродистые стали можно соединять разными методами сварки. Швы становятся крупнозернистыми благодаря использованию стальной проволоки с низким уровнем углерода.
Необходимое оборудование для газосварки
Газосварочное оборудование применяется с целью соединения или резки металлических элементов под действием высокой температуры. Оно предполагает использование разных видов приборов и аксессуаров, в зависимости от вида проводимых работ. Для обработки металла используются несколько компонентов.
Водяной, или жидкостный затвор
Защищает части устройств от обратного удара сварочного пламени. Это может случиться тогда, когда скорость подачи газа меньше скорости возгорания, или в случае засорения каналов мундштука горелки. Таким предохранительным устройством оснащены все генераторы.
Баллоны с газом
Специальные цилиндрические резервуары с вентилями для хранения и транспортировки химического вещества. Определить, какой в них содержится вид, можно по цвету.
Баллоны с газом для сварки
Редуктор
Снижает давление газа или держит его на определенном уровне. Устройство бывает прямого и обратного действия. Это важный элемент газобаллонного оборудования, который определяет работоспособность всей системы. Есть разные виды устройств, среди которых – кислородный редуктор. Он приспособлен к агрессивной среде и имеет голубую маркировку.
Для газовой сварки, как правило, используются простейшие однокамерные редукторы
Газовый шланг
Обеспечивает подачу горючих жидкостей. Он сделан по особой технологии. Это многослойное изделие, выдерживающее агрессивную среду, с внутренним диаметром не больше 16 мм. В зависимости от категории, шланги маркируют красным, желтым и синим цветом.
Газовые рукава
Газовая горелка
Является основной частью сварочного оборудования. Она образует пламя, необходимо для нагревания и плавления металла. По конструкции изделие бывает двух видов: инжекторного и безинжекторного. Газовая горелка работает на разных мощностях. Выбор зависит от количества газа, подаваемого в единицу времени.
Схема устройства газовой горелки
Специальный стол
Повышает удобство работы сварщика, так как выполняет несколько функций:
- фиксирует рабочие заготовки;
- хранит вспомогательный инструмент;
- является контуром заземления.
В конструкции может быть поворотная или статичная столешница.
Схема стола для сварки
Газовые резаки
Демонтаж металлоконструкции и раскрой проката невозможен без газового резака. Модели такого устройства имеют одинаковый принцип работы, но отличаются между собой размерами, конструкцией, наличием дополнительных деталей. С помощью газового резака можно выполнять работы с заготовками большой толщины. Резка происходит за счет того, что температура горения меньше температуры плавления.
Процесс условно разделяется на периоды:
Резак газовый
- Обрабатываемая зона разогревается до нужной температуры. Для получения факела пламени кислород смешивают с горючим веществом в определенной дозировке.
- Кислород способствует раскислению металла, продукты горения удаляются из рабочей зоны.
Конструкция газового резака бывает двух видов:
- Инжекторная – двухтрубная, когда технический кислород разделяется на два потока.
- Безинжекторная, или трехтрубная, при которой кислородный и газовый поток движется по разным трубкам, смешиваясь внутри головки.
Технологический процесс газовой резки
При изготовлении металлических конструкций используется не только газовая сварка, но и резка металлов. Она позволяет работать с такими заготовками:
Газовая резка
- диски, кольца;
- контурные элементы, сочетающие прямые и изогнутые линии из стали толщиной до 200 мм:
- детали сложной конфигурации;
- листы толщиной более 4 мм;
- швеллеры от №16;
- двутавровые балки от №20.
Чтобы получить высококачественный рез, поверхность металла предварительно очищается от грязи, краски, масла или ржавчины. Резка металлов – это термический способ обработки, разделенный на этапы:
- Нагреватель доводит температуру до 1100 0С.
- Газовая горелка подает в рабочую зону кислород.
- Струя, соприкасаясь с металлом, воспламеняется. Ядро пламени должно располагаться на расстоянии от 1 до 1,5 мм от обрабатываемой поверхности.
- В условиях стабильной подачи газа поток легко разрезает заготовку. Скорость струи зависит от химического состава разрезаемого материала.
Способы сварки
Техника безопасности
Газовая сварка и резка не обходятся без соблюдения правил техники безопасности. Во время работы сварщик подвергается всевозможным потенциальным опасностям. Меры предосторожности комплексные:
От поражения электротоком нужна такая защита:
Инструкции по технике безопасности
- Заземление аппарата.
- Изоляция токопроводящих частей оборудования.
- Сухая, неповрежденная одежда.
- Исключение работ в мокрую погоду.
Защита зрения требует использования специальной маски со светофильтрами.
Газовая сварка – это угроза ожогов, взрывов пожаров. Избежать аварийной ситуации помогут:
- Экипировка в спецодежду.
- Отсутствие в местах проводимых работ открытых горючих, легковоспламеняющихся веществ.
- Наличие средств пожаротушения.
- Соблюдение технологического режима.
Против отравления ядовитыми парами используют:
- Респираторы.
- Эффективную вентиляцию в помещении.
- Маски, схожие с противогазами.
Видео по теме: Работа резака и обучение резки металла
Газовая сварка — это… Что такое Газовая сварка?
 Устройство газового резака
Устройство газового резака 
 Газовая резка
Газовая резкаГазовая, или газоплавильная сварка, также газосварка — сварка плавлением с применением смеси кислорода и горючего газа, преимущественно ацетилена; реже — водорода, пропана, бутана, блаугаза, бензина и т. д. Тепло, выделяющееся при горении смеси кислорода и горючего газа, оплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны — металла свариваемого шва, находящегося в жидком состоянии. Пламя может быть окислительным или восстановительным, это регулируется количеством кислорода. В зависимости от состава основного металла выбирают состав присадочных прутков; а в зависимости от толщины основного металла — диаметр.
Применение
Газовая сварка характеризуется плавным и медленным нагревом металла, что обусловливает основные области его применения для сварки:
А также для ремонтных работ, твердой пайки и некоторых видов наплавочных работ.
Литература
См. также
Ссылки
 Сварка является одним из самых значимых изобретений человечества. Ведь с ее появлением у человека появилась возможность создавать при помощи монолитных соединений металлов ранее недоступные изделия. Сварка помогла совершить серьезный прорыв в производственной сфере, результатами которого человечество продолжает пользоваться вот уже не одно десятилетие.
Сварка является одним из самых значимых изобретений человечества. Ведь с ее появлением у человека появилась возможность создавать при помощи монолитных соединений металлов ранее недоступные изделия. Сварка помогла совершить серьезный прорыв в производственной сфере, результатами которого человечество продолжает пользоваться вот уже не одно десятилетие.
Первое время была доступна только электрическая сварка, но по мере ее совершенствования появилась более универсальная, газовая, которая отличалась от электросварки более широкой сферой применения. Особенностью сварки газом является то, что для соединения металлов на их поверхности оказывается воздействие высокими температурами, возникающими в результате сжигания в кислороде горючих газов.
 Для осуществления сварки необходимо создание особой рабочей среды, для чего используется специальный энергоноситель — баллонный газ или генератор на ацетилене. Сама же сварка осуществляется посредством горелки или резака. Окончательный выбор зависит от типа выполняемых операций. Главным достоинством газовой сварки является возможность соединять цветные металлы с созданием аккуратного и красивого шва.
Для осуществления сварки необходимо создание особой рабочей среды, для чего используется специальный энергоноситель — баллонный газ или генератор на ацетилене. Сама же сварка осуществляется посредством горелки или резака. Окончательный выбор зависит от типа выполняемых операций. Главным достоинством газовой сварки является возможность соединять цветные металлы с созданием аккуратного и красивого шва.
Для сварки может применяться одиночный газ или специальная смесь, включающая бутан, пропан, аргон, кислород и прочие виды газов. Но чаще всего сварка осуществляется с использованием смеси ацетилена с кислородом и кислорода с пропаном и бутаном, поскольку на сегодняшний день — это самые доступные виды газов, а создаваемая с их помощью зона расплава обладает самыми высокими характеристиками.
Инвентарь для проведения газосварочных работ
Чтобы иметь возможность проводить сварку газом, необходимо позаботиться о наличии следующих агрегатов:
- Генератор на ацетилене или баллон с другим горючим газом. В бытовых условиях чаще всего используют мобильные ацетиленовые генераторы, в которых газ вырабатывается в результате реакции воды с карбидом кальция. Но иногда его заменяют и готовым газом, в качестве которого чаще всего используется пропан или бутан. Для большего удобства желательно, чтобы баллоны были оснащены расходомерами.
- Баллон с кислородом.
- Предохранительные клапаны для баллонов. Представляют собой защитные приспособления, которые помогают избежать возгорания, когда пламя возвращается от горелки.
- Редуктор для баллонов с кислородом и рабочим газом. С их помощью осуществляется регулировка давления.
- Подающие шланги, которые также называются рукавами. Для каждой группы газов предусмотрен свой тип рукавов. Всего их выпускается три категории. В соответствии с требованиями безопасности, нельзя подключать шланг к баллону с газом, для работы с которым он не предназначен.
- Горелка. Сегодня газовые горелки почти всегда поставляются с насадками, с помощью которых можно изменять необходимые параметры пламени.
- Сварочный стол. Представляет собой рабочую зону, в которой происходит процесс сварки. В целях безопасности сварочный стол обязательно должен быть оснащен металлической или кирпичной плитой.
 Если говорить в целом, то весь набор оборудования для газовой сварки, принято называть сварочным постом. Чтобы можно было избежать многих трудностей, для перевозки сварочного инвентаря используют специальную плоскую колесную тележку с рамой, где при помощи хомутов в вертикальном положении крепится аппарат для газовой сварки и резки и баллоны, а также располагаются в скрученном виде рукава.
Если говорить в целом, то весь набор оборудования для газовой сварки, принято называть сварочным постом. Чтобы можно было избежать многих трудностей, для перевозки сварочного инвентаря используют специальную плоскую колесную тележку с рамой, где при помощи хомутов в вертикальном положении крепится аппарат для газовой сварки и резки и баллоны, а также располагаются в скрученном виде рукава.
Подобный пост отличается высокой мобильностью и может быть с минимальными временными затратами доставлен к месту проведения работ. Такая необходимость может возникнуть, когда нужно выполнить сварку на неподвижной конструкции, которую невозможно приблизить к газовому сварочному аппарату.
Дополнительные инструменты и материалы
Но только вышеперечисленного оборудования недостаточно для проведения газосварочных работ. Помимо газосварочного аппарата, необходимо подготовить и дополнительные инструменты:
- Фиксаторы. Необходимы для облегчения газосварочных работ и повышения качества создаваемого соединения. Если деталь надежно зафиксирована в статичном положении, то работать с ней заметно проще.
- Подъемник. Когда возникает необходимость соединить громоздкие детали, которые сложно перенести на стол вручную.
- Монтажный инструмент. Включает набор гаечных или разводных ключей, используемых для надежного крепления ключевых элементов сварочного поста.
- Сопутствующий инструмент. В этот список следует включить ножовки по металлу, кувалды, пассатижи, молотки и прочие приспособления.
- Вытяжка. Сварка, предполагающая соединение металлов с помощью газа, в обязательном порядке требует наличия эффективной вентиляции.
Одним из принципов технологии сварки газом является использование присадочной проволоки, которой заполняется сварная ванночка. Проволоку для сварки необходимо выбирать с учетом состава поверхностей, которые необходимо сварить. Она в обязательном порядке должна иметь равномерную и гладкую структуру. Помимо этого, при сварке газом используются флюсы. Речь идёт о специальных составах, выпускаемых в виде пасты или порошка, которые наносят на присадку и кромки для защиты расплава от окислов.
Популярные модели
 Сегодня в продаже представлен широкий выбор оборудования для сварки. Немало на рынке работает производителей, в ассортименте которых можно найти оборудование, предназначенное для переносной и стационарной сварки. Достаточно много предложений можно встретить от китайских производителей, однако, лучше всего остановить выбор на продукции российских или европейских компаний:
Сегодня в продаже представлен широкий выбор оборудования для сварки. Немало на рынке работает производителей, в ассортименте которых можно найти оборудование, предназначенное для переносной и стационарной сварки. Достаточно много предложений можно встретить от китайских производителей, однако, лучше всего остановить выбор на продукции российских или европейских компаний:
- Ideal (Германия).
- Steiger (Германия).
- Graphopress (Нидерланды).
- kz (Россия).
- Диоксид (Россия).
Критерии выбора
- Базовым принципом, на основании которого рекомендуется выбирать оборудование для сварки газом, является тип запланированных работ. В зависимости от того, планируется резка или соединение, и делается выбор наиболее доступного по цене газа. В большинстве случаев для сварки газом используется ацетилен.
- А также при выборе газосварочного оборудования необходимо учитывать толщину металла. Ацетилен рекомендуется использовать, когда необходимо сварить детали из низкоуглеродистых и легированных сталей, имеющие толщину не более 20 мм. Чтобы разрезать толстостенный металл до 400 мм, необходим пропан, который применяют со стандартным режимом давления. Если же свариваемые изделия имеют толщину порядка 400−800 мм, то в этом случае потребуется повышенная продувка кислородом, а это чревато повышением давления в газопроводе.
- Еще одним важным критерием выбора являются технические возможности используемой газовой горелки или резака.
 А также при выборе газосварочного оборудования необходимо учитывать толщину металла. Ацетилен рекомендуется использовать, когда необходимо сварить детали из низкоуглеродистых и легированных сталей, имеющие толщину не более 20 мм. Чтобы разрезать толстостенный металл до 400 мм, необходим пропан, который применяют со стандартным режимом давления. Если же свариваемые изделия имеют толщину порядка 400−800 мм, то в этом случае потребуется повышенная продувка кислородом, а это чревато повышением давления в газопроводе.
А также при выборе газосварочного оборудования необходимо учитывать толщину металла. Ацетилен рекомендуется использовать, когда необходимо сварить детали из низкоуглеродистых и легированных сталей, имеющие толщину не более 20 мм. Чтобы разрезать толстостенный металл до 400 мм, необходим пропан, который применяют со стандартным режимом давления. Если же свариваемые изделия имеют толщину порядка 400−800 мм, то в этом случае потребуется повышенная продувка кислородом, а это чревато повышением давления в газопроводе.Технические характеристики оборудования
Баллоны для газа
Сварка, которая осуществляется с применением переносного оборудования, предполагает использование газов, хранящихся в специальных герметически закрытых сосудах — баллонах. Каждый газ должен храниться в подходящей для него ёмкости, которая должна иметь специальную форму, размеры и вентиль.
- Кислородные баллоны. Для их производства используют легированные или углеродистые стали. Иногда баллоны для кислорода делают из бесшовных труб, однако в них можно хранить только газ, для которого допустимым является давление не более 30 кгс/см². Если же в баллоне необходимо поддерживать более низкое давление, то он должен быть изготовлен только из сварных конструкций. В последнем случае рекомендуется применять типы 150 и 150JL с максимальным объёмом 40 л. Причём важно, чтобы при изготовлении конструкций были соблюдены требования ГОСТ 949–73 .
- Ацетиленовые баллоны. При их производстве должны быть соблюдены требования ГОСТ 5948–60 . Чаще всего с целью обеспечения максимальной безопасности подобные ёмкости изготавливают в виде двухкамерных баллонов, позволяющих более эффективно выравнивать давление внутри их. Но при этом важно соблюсти главное условие — внутреннее давление в баллоне с ацетиленом не должно превышать 19 кгс/см² при 20ºС.
- Баллоны для пропанобутановой смеси. Их изготовление должно осуществляться в соответствии с требованиями ГОСТ 15860–70 . Такие баллоны делают объемом 40 и 50 л. Внутреннее давление в них не должно превышать 16 кгс/м², а весить они должны не больше 24 кг.
 Ацетиленовые баллоны. При их производстве должны быть соблюдены требования ГОСТ 5948–60 . Чаще всего с целью обеспечения максимальной безопасности подобные ёмкости изготавливают в виде двухкамерных баллонов, позволяющих более эффективно выравнивать давление внутри их. Но при этом важно соблюсти главное условие — внутреннее давление в баллоне с ацетиленом не должно превышать 19 кгс/см² при 20ºС.
Ацетиленовые баллоны. При их производстве должны быть соблюдены требования ГОСТ 5948–60 . Чаще всего с целью обеспечения максимальной безопасности подобные ёмкости изготавливают в виде двухкамерных баллонов, позволяющих более эффективно выравнивать давление внутри их. Но при этом важно соблюсти главное условие — внутреннее давление в баллоне с ацетиленом не должно превышать 19 кгс/см² при 20ºС.С особой осторожностью необходимо обращаться с газовыми баллонами, поскольку они относятся к повышенной категории взрывоопасности. Вследствие этого во время пользования ими должны соблюдаться особенно жесткие требования по их эксплуатации. Чтобы иметь возможность заниматься их транспортировкой или переноской, специалист обязательно должен пройти специальное обучение и получить допуск.
Резаки
 Чтобы иметь возможность изменять давление горючего газа на сварочном оборудовании, каждый баллон должен быть оснащен редуктором. При выборе редуктора в первую очередь необходимо обращать внимание на его пропускную способность. Ее следует выбирать с учетом типа проводимых работ и используемых резаков. Редукторы бывают двух типов, в зависимости от конструкционного исполнения: одноступенчатые и двухступенчатые. Более точными являются последние.
Чтобы иметь возможность изменять давление горючего газа на сварочном оборудовании, каждый баллон должен быть оснащен редуктором. При выборе редуктора в первую очередь необходимо обращать внимание на его пропускную способность. Ее следует выбирать с учетом типа проводимых работ и используемых резаков. Редукторы бывают двух типов, в зависимости от конструкционного исполнения: одноступенчатые и двухступенчатые. Более точными являются последние.
Когда газы из баллона достигают резака, происходит их смешивание. Основная часть резака чаще всего выполняется из углеродистой стали и оснащается различными функциональными элементами — запорными клапанами, инжекторами, мундштуком, которые являются ремонтопригодными. Сам резак необходим для управления процессом сварки и смешивания газов.
Резаки могут отличаться друг от друга мощностью, которая подразумевает их пропускную способность. На основании этого можно сделать вывод, что для каждого резака необходимо выбирать и соответствующую горелку, которая должна быть определенного типа и размеров. Все резаки имеют съемные части, поэтому являются универсальными и могут использоваться для сварки с любыми видами газов.
Горелки
На сегодняшний день можно приобрести три вида горелок для сварочного оборудования, использующего время работы пропан и ацетилен. Основными видами горелок для сварки ацетиленом являются следующие:
- Г2. Горелки малой мощности, которые могут быть оснащены наконечниками различных размеров — от 0 до 4. Используются для сварки металлических изделий, имеющих толщину от 0,3 до 7 мм;
- Г3. Горелки средней мощности, поставляемые с наконечниками размером от 5 до 7. Используются для сварки изделий из металла толщиной от 7 до 30 мм;
- Безинжекторные горелки. Подходят для сварки, осуществляемой с использованием ацетилена и кислорода под давлением в пределах от 0,01 до 0,08 Мпа;
- А также существует особый тип горелок — ГАО-2. Их используют для очистки поверхностей. Ширина шага обработки составляет 100 мм.
 Г2. Горелки малой мощности, которые могут быть оснащены наконечниками различных размеров — от 0 до 4. Используются для сварки металлических изделий, имеющих толщину от 0,3 до 7 мм;
Г2. Горелки малой мощности, которые могут быть оснащены наконечниками различных размеров — от 0 до 4. Используются для сварки металлических изделий, имеющих толщину от 0,3 до 7 мм;Для сварки пропанобутановой смесью могут применяться два основных типа горелок:
- ГЗУ-3. Используют для сварки изделий из металла, имеющих толщину от 0,3 до 7 мм;
- ГЗМ-4. Применяются с целью подогрева металла.
А также существуют универсальные горелки, которые можно использовать для сварки с любыми видами газов. Они предназначены для нагрева металла и могут иметь различные размеры, которые соответствуют площади обработки.
Газовая сварка, как и любой другой вид работ, требует использования специального оборудования. Но подобрать его не так просто, даже несмотря на то, что на многих сайтах можно найти полный перечень инвентаря для сварщика. Необходимо помнить, что сварка газом может сводиться к резке или соединению поверхностей из металла. Именно с учетом этого и нужно выбирать газосварочное оборудование.
Вдобавок к этому, необходимо учитывать и ряд дополнительных нюансов. К примеру, в зависимости от используемого для сварки газа, необходимо подбирать подходящий тип резака и горелки. Знать же об этом может только опытный специалист в области газосварочных работ, который с легкостью может подобрать из большого ассортимента необходимые ему аксессуары.
Какая сварка лучше: газовая или электрическая?
Какая сварка лучше: газовая или электрическая?
Сегодня мы хотим разобраться, в чем особенности каждого метода. И можно ли ответить на вопрос, какой из них лучше? Они существенно отличаются по принципу работы, инструментарию, сфере применения и другим параметрам. Давайте остановимся на каждом типе поподробнее.
Электрическая
Ее также называют электродуговой. Она соединяет металлы путем расплавления и скрепления частей под влиянием электрической дуги. Помогает в этом специальный электрод, который, расплавляясь, выполняет функцию клея.
При работе с популярным аргоном используется вольфрамовый электрод. Аргон вытесняет кислород из рабочей ванны, то есть защищает место сварки от нежелательных примесей и газов. Кислород плохо воздействует на качество шва. Поэтому используется аргонодуговая сварка, так как этот газ тяжелее воздуха на 38%.
Электросварка может происходить под воздействием переменного или постоянного токов. Чтобы работать с переменным током, нужен сварочный трансформатор. Он выдает мощный электрический ток для стабилизации дуги.
Газовая
В отличие от электрической, газовая сварка происходит благодаря струе сгорающего газа из специальной горелки или резака. Чтобы начать варить, к горелке подсоединяют 2 баллона с разными газами: тем, который будет гореть (может быть пропан, бутан или метан) и окислителя (кислорода). А иногда лучше использовать ацетилен, который «работает в одиночку».
Плюсы и минусы сварочных методов
Оба варианта обладают своими достоинствами и недостатками. К особенностям электросварки можно отнести следующие моменты:
- электрической сваркой лучше пользоваться там, где есть хорошие электросети, которые могут выдержать огромные напряжения аппарата;
- аппарат для электросварки намного компактнее газового;
- нагревается небольшой участок и очень быстро.
Но при этом электродуговая сварка опасна, так как может произойти сильный удар током. Одновременно с этим при другом типе соединения металлов необходимо постоянно следить за возможной утечкой газа, чтобы избежать взрыва. Кроме того, газосварка имеет и такие особенности:
- Позволяет выполнять работы даже там, где нет электричества, либо напряжение слишком мало. Газовые баллоны дешевле дизель-генератора. Но это не значит, что стоимость металлоконструкций, сваренных при помощи газовой горелки, будет существенно ниже. Здесь играет роль много факторов.
- Газ не так негативно сказывается на зрении.
- Нагревается большой участок, причем медленно. Сложно однозначно сказать, хорошо это или плохо. Некоторые металлы как раз лучше нагревать не спеша.
- При увеличении толщины металла производительность падает.
- При газовой сварке нужно постоянно заправлять и возить баллоны, а это не всегда удобно.
Подводя итог, мы можем сказать, что однозначно определить, какая сварка лучше — газовая или электрическая — объективно просто невозможно. Они обе небезопасны и требуют высококвалифицированного исполнителя. В зависимости от ситуации и состава соединяемого материала лучше оказывается тот или иной способ.
Газовая сварка – это вид сварочных работ, когда детали требуется нагреть до расплавленного состояния посредством высокотемпературного пламени. Такой способ широко применяется при создании конструкций на основе тонкой углеродистой стали, при ремонте изделий из чугуна, а также при необходимости заварки дефектов в разных изделиях, полученных литьем из цветных или черных металлов.
Какие газы используются?

При газовой сварке используются горючие газы – природный, ацетилен, пары бензина, водород. Эти газы отличаются хорошим горением на воздухе, не развивая при этом высокой температуры, для сжигания достаточно и кислородной струи. Газовая сварка чаще всего ведется на основе ацетилена, который создается на основе воды и карбида кальция. Он горит при температуре в 3200-3400 градусов.
В чем особенности?
К преимуществам газовой сварки можно отнести следующее:
- Простую технологию.
- Отсутствие необходимости в источнике сварочного тока.
- Простоту оборудования, на основе которого выполняется газовая сварка.
С другой стороны, этот процесс не отличается высокой производительностью. Сварка выполняется только вручную, а механические и эксплуатационные свойства готовых изделий не всегда высокого качества.
Кислородный редуктор

При сварке кислород поступает из специального баллона – он окрашивается в голубой или синий цвет. Чтобы обеспечивалась нормальная работа, кислород должен поступать в горелку равномерно и при небольшом давлении. Именно для этих целей на баллонах есть редуктор – он регулирует подачу газа. В таком случае к горелке подводятся рукава для газовой сварки – ацетиленовый и кислородный. Кислород подается в центральный канал, где струя больше разряжается, засасывает ацетилен, который попадает в горелку под небольшим давлением. Газы смешиваются в камере, после чего выходят наружу из наконечника.
Особенности технологии
При выполнении газовой сварки важно получить качественное соединение, поэтому большое внимание уделяется тщательной подготовке свариваемых кромок, выбору способа соединения металла, установке горелки в нужное положение и определению необходимых параметров мощности горелки. Технология газовой сварки предполагает, что кромки должны тщательно очищаться от различных загрязнений. Скос выполняется с применением ручного или пневматического зубила, а иногда привлекаются специальные станки. Окалина и шлаки могут удаляться металлической щеткой. Прихватка кромок позволяет предотвратить изменение их положения во время сварки.
Способы сварки

Газовая сварка может вестись несколькими способами. Первый – это левая сварка, которая наиболее распространена. Она применяется при работе с тонкими и легкоплавкими металлами. Горелка перемещается справа налево, а присадочная проволока ведется впереди пламени, направленного на несваренный участок шва. При правой сварке горелка ведется слева направо, а присадочная проволока перемещается за горелкой. При данном способе тепло пламени рассеивается в меньшей степени, поэтому и угол раскрытия шва – не 90 градусов, а меньше – 60-70.
Правую сварку целесообразно использовать для соединения металла, толщина которого – от 3 мм и выше, а также металлов с высоким уровнем теплопроводности. Рекомендуется использовать присадочную проволоку, диаметр которой равен половине толщины свариваемого металла.
Технология газовой сварки предполагает и процесс, который ведется сквозным валиком. В этом случае листы устанавливаются вертикально зазору – он по размеру равен половине толщины листа. С помощью горелки расплавляются кромки, чтобы образовалось круглое отверстие. Затем оно со всех сторон оплавляется, пока шов не будет сварен. Такой способ хорош тем, что свариваемые листы имеют плотный шов без пор и шлаковых включений.
Сварка ванночками хороша для сваривания стыков и углов соединения металлов, которые имеют толщину максимум 3 мм. Как только на шве образуется ванночка, в нее вводится конец присадочной проволоки, которая слегка расплавляется, затем конец проволоки перемещается на другой участок шва. Особенность такого подхода – в шве отличного качества, особенно если сваривались тонкие листы и трубы из стали (малоуглеродистой и низколегированной).
Газовая сварка и резка могут вестись на основе многослойной сварки. Этот способ имеет ряд особенностей:
- зона нагрева небольшая;
- нижележащие слои при наплавке последующих просто отжигаются;
- каждый шов можно проковать, прежде чем наложить на него следующий.
Это сказывается на улучшении качества шва. С другой стороны, такой способ отличается небольшой производительностью, требует высокого расхода газов по сравнению с однослойной сваркой, поэтому применяется он при необходимости создания ответственных и качественных изделий.
Особенности сварки различных швов

Для работы с горизонтальными швами используется правый способ, что дает возможность легко формировать шов, а сам металл ванны не стекает. Сварка вертикальных и наклонных швов ведется левым способом, а если толщина металла выше 5 мм, используется двойной валик. Сварка потолочных швов предполагает нагревание кромок, пока они не оплавятся, затем в ванну вводится присадочная проволока – ее конец быстро оплавляется. Сам процесс ведется правым способом.
Какое оборудование?
Газосварочное оборудование для газовой сварки – это широкий выбор приборов, позволяющих проводить ряд работ. Подобный тип сварки считается простым, и само оборудование довольно лаконичное и легкое в эксплуатации. В зависимости от типа горючего газосварочные устройства бывают пропано-кислородными или ацетилено-кислородными, бензино- или керосино-кислородными. Чаще всего сварка выполняется на основе пропано-кислородной и ацетилено-кислородной сварки, поскольку пламя этих газов имеет самую высокую температуру.

Газосварочное оборудование для газовой сварки – это еще и генератор, который дополняется разными видами газа. Также при работе потребуется баллон с кислородом и редукторы. Самыми распространенными считаются ацетиленовые генераторы для газовой сварки, которые позволяют получить непосредственно ацетилен путем смешивания карбида кальция и воды. Данный тип генератора представлен в пяти типах, что позволяет подобрать оптимальный вариант для конкретного материала.
Важную роль при работе со сваркой играют предохранительные затворы, их задача – обеспечить безопасность при проведении сварки. С их помощью предотвращается прохождение обратного удара пламени, которое возникает во время сварки. Кроме того, благодаря обратным клапанам предотвращается обратный поток газа в резиновые рукава при газопламенной обработке металлов и работе со сжатыми газами.
Газовые баллоны
Оборудование для газовой сварки включает в себя баллоны и вентили для них. Баллон – это сосуд цилиндрической формы, который имеет отверстие с резьбой в горловине, куда ввинчивается запорный вентиль. Он создается из легированной или углеродистой стали, причем каждое такое изделие имеет свою окраску в зависимости от содержащегося в нем газа. Вентили для баллонов создаются из латуни, поскольку сталь отличается неустойчивостью к коррозии.
Редукторы: виды и особенности

Газовый редуктор представляет собой устройство, которое постоянно понижает или держит на определенном уровне давление газа. Газовая сварка и резка металлов ведутся на основе разных типов редукторов:
- Кислородные используются при газовой сварке и сварке металлов. Такой редуктор выполняется с голубой маркировкой. Может использоваться в агрессивной среде, поскольку создан из стойких к коррозии металлов.
- Ацетиленовые редукторы нашли широкое применение в газовой сварке. Они маркируются белым цветом, крепление к баллону выполняется накидным хомутом. Данный вид редуктора имеет два манометра, один из которых держит под контролем давление газа в баллоне, второй – давление газа в рабочей камере.
- Углекислотные редукторы широко применяются в промышленности – пищевой, химической. Они имеют один или два манометра и могут подключаться только к вертикальному манометру.
При аргонодуговой сварке нашли широкое применение аргоновые редукторы, которые могут работать и с негорючими газами.
Особенности газовых горелок

Газовая сварка сталей – процесс, требующий применения самых разных приборов. Газовые горелки – неотъемлемый элемент оборудования, которое используется в различных отраслях промышленности. По конструкции изделия примерно одинаковые: каждая горелка состоит из корпуса. К нему крепится сразу несколько элементов: наконечник, вентиль, регулирующий подачу топлива, и рычаг, который регулирует высоту пламени. Соединение с баллоном выполняется редуктором, при этом сама горелка часто может дополняться пьезподжигом, ветрозащитой пламени и другими компонентами.
Газовая горелка для сварки на основе пропана отличается безопасностью работы, обеспечивая высокую температуру пламени: ее достаточно для выполнения целого ряда работ. Многие виды сварки ведутся на основе ацетиленовых горелок, которые работают на смеси ацетилена и кислорода.
Виды газовых резаков
Газовые резаки бывают разного типа: ацетиленовыми, пропановыми и работающими на заменителях газа или жидком горючем. Конструкция изделий включает в себя рукоятку, ниппели, к которым крепятся газовые рукава, корпус, инжектор, смесительную камеру, трубку, головку газового резака и трубку с вентилем. Газовая сварка металлов и ее качество зависят от того, насколько хорошо подобран именно резак.
Суть его работы в следующем: из баллона кислород поступает в редуктор, рукав, после чего попадает в корпус – здесь резак разветвляется на два канала. Часть кислорода проходит через вентиль и направляется в инжектор. Отсюда газ выходит с большой скоростью, причем во время этого процесса подсасывается горючий газ. При соединении с кислородом он образует горючую смесь, которая направляется в пространство между мундштуками и сгорает. Как следствие, появляется подогревающее пламя. Кислород, который направлялся по второму каналу, выходит в трубку, за счет чего образуется режущая струя. Именно он обрабатывает участок металла.
Особенности сварки труб

Сварка газовых труб производится в несколько этапов. Сначала подготавливается металл, то есть проводится разметка, режутся и собираются трубы. Из-за круглого сечения труб резка выполняется термическим резаком. Большая часть работ по сварке – это сборка деталей под нее, когда требуется учесть множество деталей – от серии изделий до их диаметра и других факторов. Сборка выполняется сварочными прихватками, которые предотвращают возможное смещение отрезков труб, сказывающееся на появлении трещин при охлаждении.
Зажигается дуга. Это делается разными способами. Затем начинается плавление металлов – основного и электродного. Для качественного шва важно уделять внимание углу наклона электрода.
Технология газовой резки
Газокислородная резка ведется с использованием металлов и их сплавов, которые горят в струе технически чистого кислорода. Такой тип резки выполняется двумя способами – разделительно или поверхностно. Первый способ позволяет вырезать заготовки, раскроить металл, разделать кромки шва под сварки. С помощью поверхностной резки снимается поверхностный металл, разделываются канавки, удаляются поверхностные дефекты. Такая процедура выполняется на основе специальных резаков.
Техника безопасности

Газовая сварка – процесс, требующий внимательного отношения. Опасные ситуации могут возникнуть в нескольких случаях:
- Сварку нельзя проводить рядом с огнеопасными и легковоспламеняющимися материалами (бензином, керосином, паклей, стружкой).
- Если сварка выполняется в замкнутом пространстве, рабочим следует периодически выходить на свежий воздух.
- Работы должны проводиться в хорошо проветриваемых помещениях.
- Если проводится газопламенная обработка металла, помещение должно вентилироваться, чтобы удалялись вредные газы.
- Резка и сварка проводятся на расстоянии до 10 м от перепускных рамп, ацетиленовых генераторов.
- Секции загрузочных коробок не должны переполняться карбидом.
- Корпус генератора постоянно должен быть наполнен нужным количеством воды.
- Запрещено работать с баллоном кислорода, давление которого ниже нормы.
- Пламя горелки направляется в сторону, противоположную источнику газопитания.
Сварочные работы должны производиться с максимальным соблюдением правил безопасности и с применением только качественного оборудования. Это позволит сделать процесс безопасным, а соединение металлов – надежным.
Что такое газовая сварка? (с картинками)
Газовая сварка, также называемая кислородно-топливной сваркой, представляет собой систему сварки, в которой используется один из различных газов и кислорода для зажигания горелки. Сварка определяется как процесс объединения двух материалов, обычно металла, путем их нагрева до тех пор, пока оба конца не станут расплавленными. Материалы наполнителя обычно добавляют в этот расплавленный материал, и два конца соединяют вместе и дают остыть, образуя один твердый кусок.
 Кислородно-топливная горелка способна производить сильную, эффективную и универсальную работу.
Кислородно-топливная горелка способна производить сильную, эффективную и универсальную работу.Обычные газы, используемые в газовой сварке, включают природный газ, пропан, водород, газ MAPP, сжиженную нефть, пропилен и ацетилен, причем наиболее распространенным является ацетилен.Во многих случаях один газ не выгоден по сравнению с другим, хотя в некоторых ситуациях конкретный газ может быть предпочтительным. Например, один газ может нагреваться выше или ниже другого, что делает его более удобным для использования с определенными металлами.
 Крупный план газовой сварки.
Крупный план газовой сварки.Различные металлы могут быть соединены с использованием методов газовой сварки, хотя для обеспечения гладкой сварки необходим квалифицированный оператор горелки. Не все металлы плавятся при одинаковой температуре, поэтому сварщик должен знать, как долго нагревать различные типы материалов.Существует также определенный уровень квалификации, необходимый для газовой сварки, чтобы гарантировать, что сварка сделана безупречно. Менее опытные сварщики могут получить шов или неровное соединение.
 Пламя оксиацетиленовой горелки, используемой для резки металлических и сварочных ожогов при температуре 5432 ° F.
Пламя оксиацетиленовой горелки, используемой для резки металлических и сварочных ожогов при температуре 5432 ° F.Газовый сварщик обычно изготавливается с использованием двух резервуаров. Один содержит определенный тип газа, который обычно уникален для каждого производителя. Другой держит кислород. Эти два газа объединяются, когда они входят в горелку и помогают поддерживать постоянное пламя.
 Сварочные очки.
Сварочные очки.Существуют другие области применения кислородно-топливной горелки, многие из которых включают материалы, отличные от металла.Газовые сварочные горелки могут быть использованы для резки металла и поджигания камня в декоративных целях. Есть также специализированные водогрейные аппараты, которые используются для сварки очень маленьких и деликатных предметов, таких как украшения. Другие виды могут включать в себя огонь полировки стекла и, прежде, чтобы нагреть негашеная, чтобы создать яркий свет, используемый в магических шоу и других производств.
Другой тип газовой сварки предполагает использование одного газа без использования кислорода.Этот метод обычно не является предпочтительным для многих типов металлов, но обычно используется при пайке. Пайка — это более простая форма сварки, которая выполняется плавлением припоя и использованием расплавленного материала для соединения двух кусков металла. Это отличается от традиционной сварки, потому что две части не расплавляются, а соединяются только припоем. Метод пайки не рекомендуется для крупных изделий или сварных швов, которые должны выдерживать высокие уровни давления, но он хорошо работает для внутренней работы электроники и других небольших материалов.
 Сварка — это акт соединения двух металлов путем их нагрева.
,
Сварка — это акт соединения двух металлов путем их нагрева.
,Газовая Сварка | Статья о газосварке от Free Dictionary
В остальных главах обсуждаются конкретные методы сварки и соединения, включая пайку и пайку, механическое соединение, клеевое соединение, газо-вольфрамовую сварку, плазменную сварку с переменной полярностью, гибридную лазерно-дуговую сварку, сварку с флюсом вольфрамовым инертным газом, сварку трением с перемешиванием, лазер Сварка, контактная точечная сварка и электромагнитная импульсная сварка листов магния с алюминием. Процесс сборки газовой сварки, который может выполняться в литьевой форме как часть последовательности формования, был разработан Engel совместно с Hummel-Formen и KVT Bielefeld. ,Компания разработала линейку продуктов Weld Safe, которая ориентирована на предоставление безопасных практических решений, с которыми сталкиваются компании, занятые в процессах дуговой и газовой сварки и резки. Пересмотренный стандарт является совместной работой Комитета AWS C4 по сварке и резке газообразным кислородом, составленной добровольных поставщиков, конечных пользователей и исследователей. Сварка металлическим инертным газом или сварка МИГ, без сомнения, является наиболее широко используемым процессом дуговой сварки. Сварка горячим газом, являющаяся одним из методов внешнего нагрева, была запатентована Рейнхардт [10] в 1940 году.Газовая сварка подобна пайке в том смысле, что она выполняется с помощью горелки, но вместо того, чтобы использовать «расплавленную бронзу» для «склеивания» металлических деталей, сварка генерирует достаточно тепла, чтобы фактически расплавить металл на каждой стороне соединения. Недавно обновленный каталог Hannay Reels предоставляет Полная информация и обновленные спецификации i о самых популярных сварочных катушках. Эти прочные и долговечные катушки защищают ценный шланг и кабель, повышая эффективность и безопасность при дуговой сварке, газовой сварке и резке. Чарльз Джаму, кенийский специалист по бомбам, сказал, что следователи обнаружили части двух баллонов, которые, как полагают, использовались в газовой сварке, были прикреплены к днищу автомобиля, чтобы вызвать больший взрыв.DVD предназначен для студентов GCSE и демонстрирует технические навыки литья, ковки, дуговой сварки и газовой сварки. Названия глав включают в себя: «Быстрые рекомендации по соединению пластмасс», «Проектирование для эффективной сборки», «Снижение затрат на сборку» «Конструкция для разборки и переработки», «Выбор метода сборки по материалу», «Выбор метода сборки по процессу», «Соединение клеев и растворителей», «Крепежные элементы и вставки», «Петли», «Горячая плита / горячая штамповка / плавка и Горячая проволока / сварка сопротивлением, «Сварка горячим газом», «Индукционная / электромагнитная сварка», «Вставка и многокомпонентное формование», «Подгонка пресса / Усилие подгонки / Подгонка интерфейса / Усадочная посадка», «Подгонка с защелкой», «Спиновая сварка, «« Укладка / Обжим / Обработка / Холодная штамповка / Холодная штамповка »,« Резьба: с резьбой и формовкой »,« Ультразвуковая сварка »и« Вибрационная сварка.«Студия Berks лучше, чем большинство, оснащена оборудованием для дуговой и газовой сварки MIG и TIG, сверлильными станками, токарными станками, гигантской ленточной пилой и инструментами любого описания. ,типов газа, используемых в сварке: MIG Vs. TIG
span, .pgn> a {font-family: ‘Source Sans Pro’, sans-serif} p {font-family: ‘Source Sans Pro’, sans-serif} .sAsCont раздел ul li, раздел нижнего колонтитула ul li { margin-bottom: 10px} .last -ified {font-size: .7em; margin-top: 50px; стиль шрифта: курсив} .last -ified.ifp {font-size: .7em} .bSe ul li ,. bSe ol li {font-weight: 400; нижнее поле: 10px} .bSe ul, .bSe ol {color: # 171717; нижнее поле: 30px} @ только экран с экраном и (max-width: 540px) {h2 { размер шрифта: 24px! важно} .bSe h3 {размер шрифта: 28px}} @ экран только для мультимедиа и (максимальная ширина: 768px) {h2 {размер шрифта: 28px! важно}.bSe h3 {font-size: 32px}} @ экран только для мультимедиа и (максимальная ширина: 1079px) {h2 {font-size: 30px! важный} .bSe h3 {font-size: 34px}}. Метка lrp {font- семейство: ‘Source Sans Pro’, sans-serif} .lrp textarea {font-family: ‘Source Sans Pro’, sans-serif} .cmc .nam {font-family: ‘Source Sans Pro’, sans-serif} @ экран только для мультимедиа и (max-width: 768px) {header .hsm {background: # F77F00}} @ экран только для мультимедиа и (max-width: 768px) {header .m-si {background: # F77F00}} @ media only screen и (max-width: 768px) {заголовок навигации ul {background: # F77F00}} @ media only screen и (max-width: 768px) {заголовок nav ul ul li {background: # F77F00}}.gin .bSe .mrb, .mry .bSe .mrb {семейство шрифтов: ‘Source Sans Pro’, sans-serif; цвет: # 003049} .cnt .mrb {бордюр: 2px solid # F77F00} .gin .bSe .mrb : hover, .mry .bSe .mrb: hover {color: # 003049} .cnt .mrb: hover {border: 2px solid # D62828} .rltp .rlt: hover p {color: # F77F00} заголовок nav ul li> ul {border-bottom: 3px solid # F77F00} заголовок nav ul> ul li a: hover {color: # F77F00} .bSe таблица tbody tr: first-child {border-top: none} .bSe таблица tbody tr {border- слева: 1px solid # e8e8e8; рамка справа: 1px solid # e8e8e8; граница сверху: 1px solid # e8e8e8}.bSe таблица tbody tr: first-child {border-top: 2px solid #DFDFDF} .bSe таблица tbody tr {border-left: 0; border-right: 0} .bSe таблица thead th {font-family: ‘Source Sans Pro ‘, sans-serif; background: # 2ec4b6} @media (max-width: 767px) {. tcb-mobile-table td :: before {позиция: абсолютная; верх: -9999px; слева: -9999px}} @ media ( max-width: 767px) {. tcb-mobile-table [data-css = «tve-u-16571d3edde»] td {padding-left: 0%! важный}} @ media (max-width: 767px) {. tcb -mobile-table [data-css = «tve-u-16572196e74»] td {отступ слева: 0%! важный}}. grey-disclaimer {цвет: серебро; стиль шрифта: курсив; размер шрифта: 16px} ]]> ,Режим передачи металла
Способ или режим, при котором металл перемещается из присадочной проволоки в сварочную ванну, во многом определяет рабочие характеристики процесса. Существует три основных режима передачи металла:
- Короткое замыкание (погружение)
- Распылитель
- Импульсный перевод
Короткое замыкание и импульсный перенос металла используются для работы при слабом токе, в то время как перенос распыления используется только при высоких сварочных токах.В случае короткого замыкания или «погружения» расплавленный металл, образующийся на конце проволоки, переносится проволокой, погружающейся в сварочную ванну. Это достигается установкой низкого напряжения. Тщательная настройка напряжения и индуктивности в зависимости от скорости подачи проволоки необходима для минимизации разбрызгивания. Индуктивность используется для контроля скачка тока, который возникает, когда проволока опускается в сварочную ванну.
Для переноса распылением необходимо гораздо более высокое напряжение, чтобы гарантировать, что провод не соприкасается, т.е.е. короткое замыкание, с сварочной ванной. Расплавленный металл на конце проволоки переносится в сварочную ванну в виде брызг мелких капель (меньше диаметра проволоки). Однако существует минимальный уровень тока или пороговое значение, ниже которого капли не проецируются принудительно через дугу. Если использовать метод открытой дуги намного ниже порогового уровня тока, слабых сил дуги недостаточно для предотвращения образования крупных капель на конце проволоки. Эти капли беспорядочно переносятся по дуге под действием нормальной гравитационной силы.Импульсный режим был разработан как средство стабилизации открытой дуги при низких уровнях тока, то есть ниже порогового уровня, чтобы избежать короткого замыкания и разбрызгивания. Перенос металла распылительного типа достигается путем подачи импульсов тока, причем каждый импульс имеет достаточную силу для отделения капли.
Традиционная сварка MIG / MAG выполняется с использованием источника питания постоянного напряжения, который обеспечивает стабильную «саморегулирующуюся» дугу. Для импульсной сварки используется источник питания постоянного или постоянного тока с обратной связью по напряжению.
Каковы преимущества и недостатки сварки MIG?
СваркаMIG обеспечивает быстрое производство сварных швов высокого качества, и из-за недостатка флюса нет никакой возможности засорения шлака металлом шва. Защитный газ защищает дугу, а это означает, что потери легирующих элементов незначительны, а сварочные брызги незначительны. Сварка МИГ может осуществляться несколькими способами, в том числе полуавтоматически, и является универсальным процессом, который можно использовать для соединения различных металлов и сплавов.
Недостатки сварки МИГ в том, что она не может выполняться в вертикальном или верхнем положении из-за высокой температуры и текучести сварочной ванны. Кроме того, оборудование, используемое сварщиком MIG, может быть сложным.
Каковы преимущества и недостатки сварки MAG?
Поскольку зона сварки защищена защитным газом, сварка MAG не вызывает окисления. Это быстрый процесс сварки, который означает, что на окружающий материал снижается тепловое воздействие.MAG-сварка может выполняться во всех положениях, что делает ее одним из наиболее широко используемых сварочных процессов.
К недостаткам относится опыт, необходимый для правильного выполнения этого процесса. Сварка MAG не может выполняться на открытом воздухе, так как сварочный газ должен быть защищен от ветра, а вся ржавчина должна быть удалена с заготовки до начала сварки. Дуговая сварка порошковой проволокой больше подходит для наружных применений или подводных сварных швов, которые также могут быть лучше выполнены с использованием дуговой сварки в защитном металле или газовой вольфрамовой дуговой сварки.Как и во всех дуговых процессах, необходимо носить надлежащий ИЦП и, в частности, защиту для глаз.
Сварка МИГ и МАГ Экспертиза
TWI обладает значительным опытом разработки и квалификации сварочных процедур MIG / MAG для различных областей применения в промышленности.
,