Условное обозначение сварного шва на чертежах по гост
Сварка, как технологический процесс известна с давних времен, точнее с того момента, как наши предки научились работать с железом. На сегодня можно насчитать порядка 150 видов сварочных процессов. Но все они объединены одним – обозначением.
Инженер-конструктор, занимаясь разработкой изделия, использует в своей работе множество справочной и нормативной документации. Но при оформлении результатов своей работы он должен руководствоваться требованиями ЕСКД (единая система конструкторской документации). Это набор нормативов, регламентирующий оформление документов – чертежей, спецификаций, технических условий и пр. Если все рабочие документы выполнены в соответствии с требованиями нормативной документации, будут указаны все обозначения резьбы, сварки и пр., то допустить брак при изготовлении детали будет сложно.
Общие принципы
В состав ЕСКД входит ГОСТ 2.312-72, «Условные изображения и обозначения швов сварных соединений».
На его страницах инженер-конструктор найдет всю необходимую информацию и показать условное обозначение сварки в рабочей документации не составят труда.
Действительно, в обозначении швов на чертежах нет ничего сложного, особенно если следовать требованиям, которые описаны в указанном ГОСТ.
Для детального обозначения швов на чертеже применяют линию выноску с полкой, на которой указывают параметры шва, условия дополнительной обработки и пр.
Видимую часть сварочного стыка на чертеже условно изображают с использованием основной линии, невидимую показывают штриховой линией.
Если стык выполняют за несколько проходов, то в сечении допустимо показывать каждый слой отдельным контуром. Более того, каждому из них необходимо присвоить буквенное обозначение. Таким образом , при чтении чертежа станет понятно, что слой А наносят первым, слой Б вторым и так далее.
Принцип выбора типа шва и способа сварки
В основе любой разработки лежит набор определённых расчетов, определенные в техническом задании на разработку.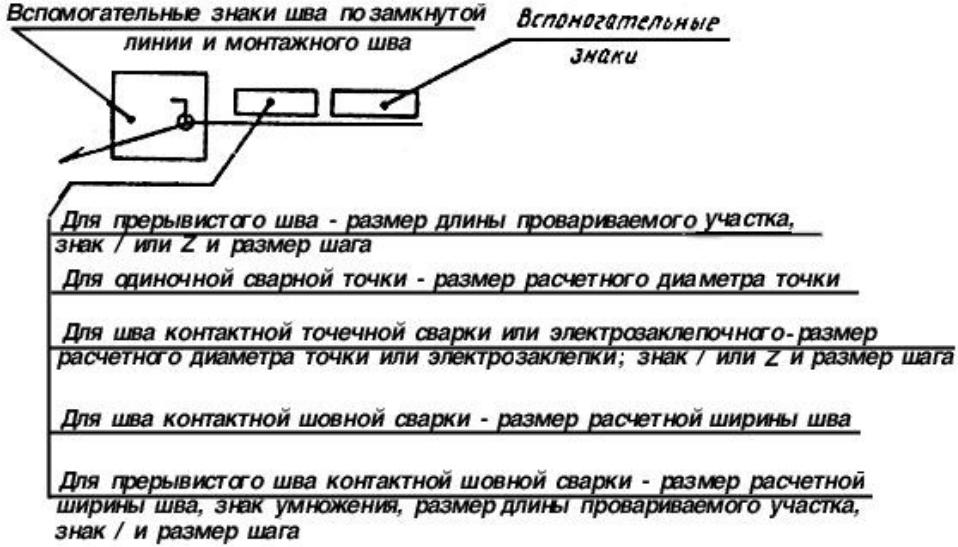
В результате расчетов, будет определен и способ сварки, например, дуговая сварка под защитными газами или традиционная ручная сварка с использованием электродов. В зависимости от этого, конструктор должен обратиться к ГОСТ, в которых содержится вся необходимая информация.
Виды сварных соединений
Каждый конструктор знает, что отечественными ГОСТ определено пять типов швов:
стыковые – С;
нахлесточные – Н;
тавровые – Т;
угловые – У;
торцовые.
Каждый из указанных стыков может быть применен в зависимости от требований к конструкции получаемого узла. Подробнее о типах и видах сварных швов и соединений читайте здесь.
Кроме, указанных в скобках буквенных обозначений, существуют дополнительные (вспомогательные) знаки, которые призваны обеспечить полноту информации о сварном шве.
Дополнительные( вспомогательные) знаки
В ГОСТ 5264-80 и ГОСТ 14771-76 показаны основные виды сварных соединений, их обозначение и допустимые размеры. К примеру, тавровый сварной шов, выполняемый из листовой стали толщиной от 8 – 100 мм имеет обозначение сварного шва на чертеже – Т8.
Форма подготовленных кромок | Форма поперечного сечения | Толщина свариваемых деталей, мм | Условное обозначение сварного соединения | |
Подготовленных кромок | Выполненного шва | |||
С криволинейным скосом одной кромки | 15 – 100 | Т2 | ||
С двумя симметричными скосами одной кромки | 8 – 100 | Т8 | ||
| 12 – 100 | Т9 | |||
В этих же документах указаны обязательные к исполнению размеры, например катета шва.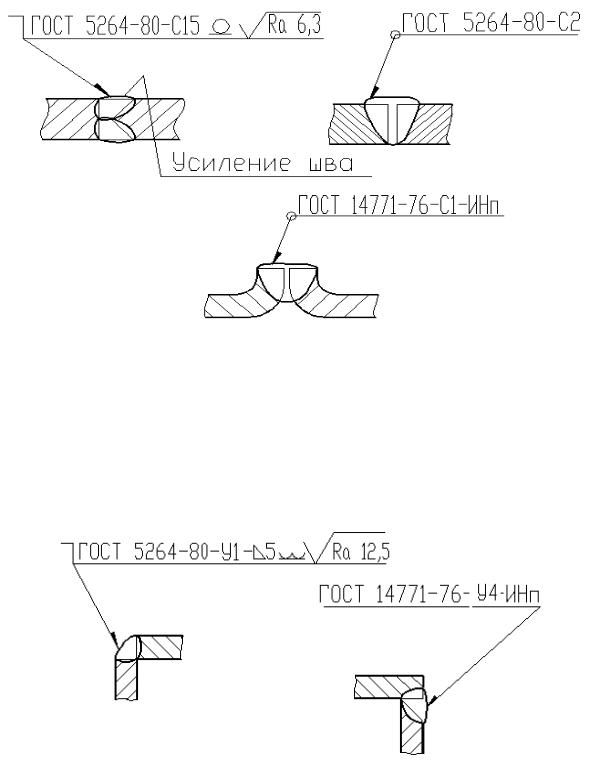 Его ра выбирают исходя их размера предела текучести. Так, если предел текучести недостиг 400 МПа, то при толщине свариваемых деталей от 22 до 32 мм, катет шва должен быть 8 мм. При использовании стандартных размеров сварных швов, на чертежах нет необходимости указывать его размеры.
Его ра выбирают исходя их размера предела текучести. Так, если предел текучести недостиг 400 МПа, то при толщине свариваемых деталей от 22 до 32 мм, катет шва должен быть 8 мм. При использовании стандартных размеров сварных швов, на чертежах нет необходимости указывать его размеры.
В случае если конструктор принял решение об использовании нестандартного шва, то его размеры необходимо указать полностью
Полное обозначение шва на чертежах
Структура обозначения стандартного шва
В пронумерованных ячейках разработчик должен указать главные характеристики шва.
Так, в первой ячейке необходимо показать дополнительные знаки, изображенные на рисунке. Во второй конструктор прописывает ГОСТ на метод сварки. В третьей, должно быть, записано обозначение шва, например, Т4. Далее, должен быть обозначен размер катета шва. В этом обозначении указываются параметры прерывистого шва и другие вспомогательные знаки.
Данными размещенные на чертежах служат основанием для контроля готовой продукции. То есть работник отдела технического контроля, руководствуясь требованиями рабочей документации и технических условий, должен выполнить соответствующие замеры. Допустим, размер катета он может проверить с использованием традиционного мерительного инструмента. Качество сварки можно проверить с использованием средств технического контроля, например, УЗИ.
То есть работник отдела технического контроля, руководствуясь требованиями рабочей документации и технических условий, должен выполнить соответствующие замеры. Допустим, размер катета он может проверить с использованием традиционного мерительного инструмента. Качество сварки можно проверить с использованием средств технического контроля, например, УЗИ.
Если в изделии используется множество однотипных стыков, то конструктор вправе составить таблицу соединений деталей с указанием параметров сварки и номера шва.
Использование САПР в работе конструктора
В наши дни, большая часть конструкторских работ выполняется с использованием программных комплексов. Эти программные продукты (AutoCad, SolidWorks, Kompas и пр.). Каждый из них обладает своими преимуществами и недостатками, но речь не об этом.
Их использование позволяет сократить сроки разработки деталей, сборочных единиц и готовых изделий в целом, например, первые автомобили ГАЗель, проектировались с применением САПР, и вместо расчетных 5 – 8 лет, которые ранее затрачивались на проектирование и подготовку производства, использование систем проектирования позволило его сократить до 2 – 3 лет.
Кроме того, некоторые из систем автоматизированного проектирования позволяют смоделировать поведение детали под воздействием определенных нагрузок. Это позволяет конструктору выбирать оптимальные инженерные решения и сразу вносить их в чертежи.
Практически все программы, применяемые при проектировании деталей, оснащаются библиотеками, в которых собраны различные данные. Например, в системе Компас (САПР отечественного производства) можно в течение считанных секунд выбрать тип сварочного соединения, его обозначение и показать его в рабочей документации.
Надо отметить, то что все САПР, используемые в отечественной промышленности, позволяют разрабатывать документацию в соответствии с требованиями ЕСКД.
Обозначение сварных швов на чертежах — Справочная информация
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72
СВАРКА МЕТАЛЛА.Термины и определения основных понятий ГОСТ 2601-84
http://docs.cntd.ru/.
Выдержка из ГОСТа —
57. Сварное соединение
Неразъемное соединение, выполненное сваркой
D. Schweissverbindung
Е . Welded joint
F. Joint soudé; Assemblage soudé; Soudure
58. Стыковое соединение
Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями
D. Stumpfstoss; Stumptschweissverbindung
Е . Butt joint
F. Assemblage en bout; Joint en bout
59. Угловое соединение
Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
D. Eckstoss; Eckverbindung
Е . Corner joint; Fillet weld
F. Joint d’angle; Soudure en corniche
60. Нахлесточное соединение
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
D. Überlappstoss; Überlappverbindung
Е . Lap joint; Overlap joint
F. Assemblge à recouvrement; Joint a recouvrement
61. Тавровое соединение
Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
Ндп. Соединение впритык
D. T-Stoss; T-Verbindung
E. Tee joint; T-joint
F. Assemblage en T; Joint en T
62. Торцовое соединение
Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу
Ндп. Боковое соединение
D. Stirnstoss
E. Edge joint; Flange joint
F. Joint des plaques juxtaposées; Joint à bords relevées
63. Сварная конструкция
Металлическая конструкция, изготовленная сваркой отдельных деталей
D. Schweisskonstruktion
Е . Welded structure
F. Construction soudée
64. Сварной узел
Часть конструкции, в которой сварены примыкающие друг к другу элементы
D. Schweissteil; Schweisseinheit
Е . Welded assembly
F. Ensemble soudé; Assemblage soude.
65. Сварной шов
Сварной шов
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Шов
D. Schweissnaht
E. Weld
F. Soudure
66. Стыковой шов
Сварной шов стыкового соединения
D. Stumpfnaht; Slossnalit
Е . Butt weld
F. Soudure en bout; Soudure bout à bout
67. Угловой шов
Сварной шов углового, нахлесточного или таврового соединений
D. Kehlnaht
Е . Fillet weld
F. Soudure d’angle
68. Точечный шов
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
D. Punktschweissung
Е . Spot weld
F. Soudure par points
69. Сварная точка
Элемент точечного шва, представляющий собой в плане круг или эллипс
D. Schwelsspunkt
Е . Weld spot; Weld point
F. Point de soudure; Point soudé
70. Ядро точки
Ядро точки
Зона сварной точки, металл которой подвергался расплавлению
D. Schweisslinse
Е . Weld nugget; Spot weld nugget
F. Noyau de soudure; Lentille de soudure
71. Непрерывный шов
Сварной шов без промежутков по длине
Ндп. Сплошной шов
D. Durchlauiende Naht
Е . Continuous weld; Uninterrupted weld
F. Soudure continue
72. Прерывистый шов
Сварной шов с промежутками по длине
D. Unterbrochene Naht
Е . Interrupted weld; Intermittent weld
F. Soudure discontinue; Soudure intermittente
73. Цепной прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
Цепной шов
D. Symmetrisch unterbrochene Naht
Е . Chain intermittent weld; Chain intermittent fillet weld
F. Soudure discontinue symmétrique
74. Шахматный прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
Шахматный шов
D. Unterbrochene versetzte Naht
Unterbrochene versetzte Naht
Е . Staggered intermittent weld
F. Soudure discontinue alternée
75. Многослойный шов
—
D. Mehrlagennaht
Е . Multi-run weld; Multi-pass weld
F. Soudure en plusieurs passes;
Soudure à couches multiples;
Soudure à plusieurs couches
76. Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
D. Gegennaht
Е . Sealing bead
F. Cordon support; Cordon à l’envers
77. Прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
D. Heftnaht
Е . Tack weld
F. Soudure de pointage
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
D. Baustellenschweissnaht; Montageschweissungs
Е . Site weld
F. Soudure de montage
79. Валик
Металл сварного шва, наплавленный или переплавленный за один проход
D.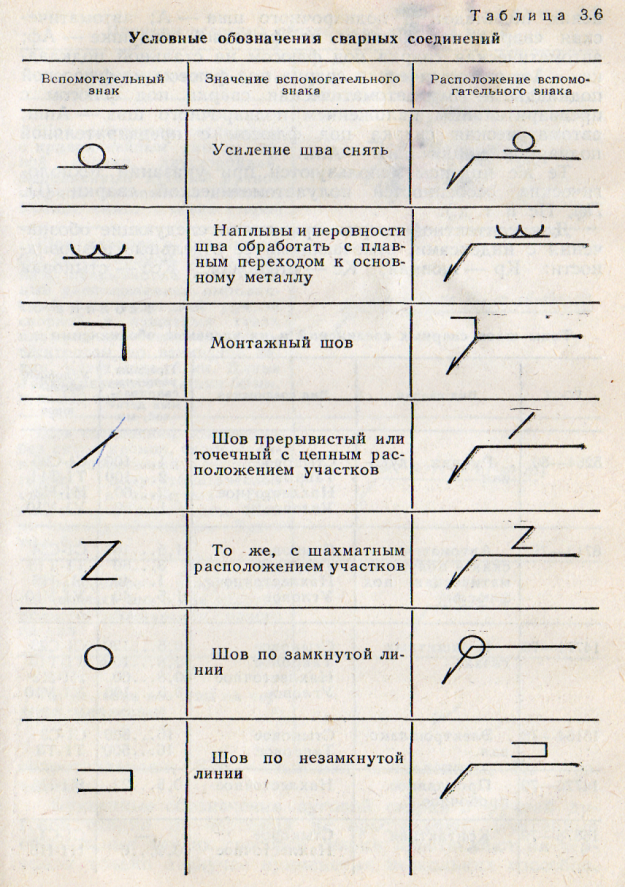 Schweissraupe
Schweissraupe
Е . Weld bead; Bead
F . Cordon
80. Слой сварного шва
Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Слой
D. Lage
Е . Layer
F . Couche
81. Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности
D. Nahtwurzcl; Wurzel
Е . Weld root
F. Racine de la soudure
82. Выпуклость сварного шва
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
Выпуклость шва
Ндп. Усиление шва
D. Nahtüberhöhung
Е . Weld reiniorcemcnt; Weld convexity
F.Surépaisseur de la soudure
83. Вогнутость углового шва
Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Вогнутость шва
Ндп. Ослабление шва
Ослабление шва
D. Konkavität der Kehlnaht
Е . Fillet weld concavity
F. Concavité de la soudure
84. Толщина углового шва
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
D. Nahthöhe; Kehlnahtdicke
Е . Fillet weld throat thickness
F. Epaisseur à clin; Epaisseur d’une soudure en angle
85. Расчетная высота углового шва
Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Расчетная высота шва
D. Rechnerische Nahtdicke
Е . Desipn throat thickness
F. Epaisseur nominale de la soudure
86. Катет углового шва
Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
Катет шва
D . Schenkell ä ng у; Nahtschenkel
Schenkell ä ng у; Nahtschenkel
Е . Fillet weld leg
F. Côte de la soudure d’angle
87. Ширина сварного шва
Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Ширина шва
D . Nahtbreite
Е . Weld width
F. Largeur de la soudure
88. Коэффициент формы сварного шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Коэффициент формы шва
D. Nahtiormfaktor
Е . Weld shape factor; Weld geometry factor
F. Facteur géométrique de la soudure
89. Механическая неоднородность сварного соединения
Различие механических свойств отдельных участков сварного соединения
Механическая неоднородность
D . Mechanische Inhoniogenit ä t
Е . Mechanical heterogeneity
F. Hétérogénéité mécanique
90. Мягкая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Мягкая прослойка
D. Weiche Zwischenlage
Weiche Zwischenlage
Е . Soft interlayer
F. Couche intermédière douce
91. Твердая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердая прослойка
D. Harte Zwischenlage
Е . Hard interlayer
F. Couche intermédière dure
92. Разупрочненный участок сварного соединения
Участок зоны термического влияния, в котором произошло снижение прочности основного металла
Разупрочненный участок
D. Infestigte Zone
E. Weakened zone
F. Zone affaibliu
93. Контактное упрочнение мягкой прослойки
Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями
Контактное упрочнение
D. Lokale Verfestigung
Е . Local strengthening
F. Raffermissement locale
ТЕХНОЛОГИЯ СВАРКИ
94. Направление сварки
Направление сварки
Направление движения источника тепла вдоль продольной оси сварного соединения
D. Schweissrichtung
Е . Direction of welding
F. Sens de la soudure; Direction de la soudure
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
D. Pilgerschrittschweissen
Е . Back-step sequence; Back-step welding; Step-back welding
F. Soudage à pas de pélerin
96. Сварка блоками
Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
D. Absatzweises Mehrlagenschweissen
Е . Block sequence
F. Soudage par blocs successifs
97. Сварка каскадом
Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
D. Kaskadenschweissung
Е . Cascade welding
Cascade welding
F. Soudage en cascade
98. Проход при сварке
Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке
Проход
D. Schweissgang
Е . Pass; Run
F . Passe
99. Сварка напроход
Сварка, при которой направление сварки неизменно
D. Einrichtungschweissen
Е . One direction welding
F. Soudage dans un sens
100. Сварка вразброс
Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине
D. Absatzweises Schweissen
E. Skip welding
F. Soudage fractionné
101. Сварка сверху вниз
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз
D. Fallnahlschweissen; Abwärtsschweissen
E. Downhill welding
F. Soudage descendant
102. Сварка снизу вверх
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх
D. Aufwärtsschweissen
Aufwärtsschweissen
E. Uphill welding
F. Soudage montant; Soudage ascendant
103. Сварка на спуск
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз
D. Bergabschweissen
E. Downward welding (in the inclined position)
F. Soudage descendant (en position inclinée)
104. Сварка на подъем
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх
D. Schrägaufwärtsschweissen Bergautschweissen
E. Upward welding (in the inclined position)
F. Soudade montant (en position inclinée )
105. Сварка углом вперед
Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки
D. Schweissen mit stechendcr Brennerstellung
E. Welding with electrode inclined under acute angle
F. Soudage avec électrode inclinése en avant
106. Сварка углом назад
Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки
D. Schweissen mit schleppen der Brennersteilung
Schweissen mit schleppen der Brennersteilung
E. Welding with electrode in dined under obtuse angle
F. Soudage avec électrode inclinése en arriére
107. Сварка па весу
Односторонняя спарка со сквозным проплавлением кромок без использования подкла
https://internet-law…gosts/gost/851/
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами.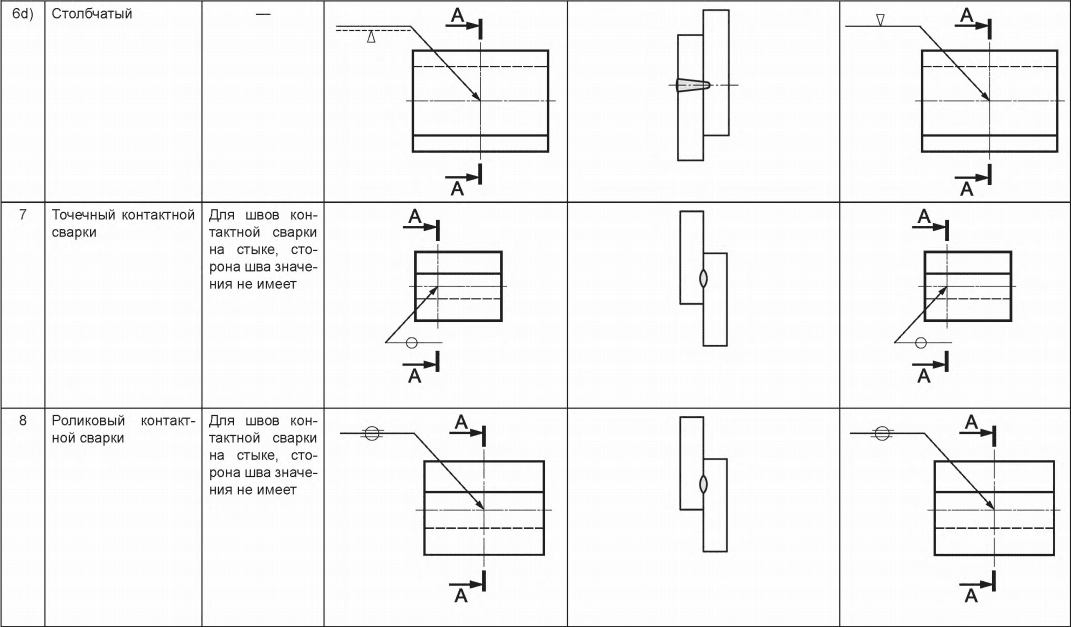 Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швовВиды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.

- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.

А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей.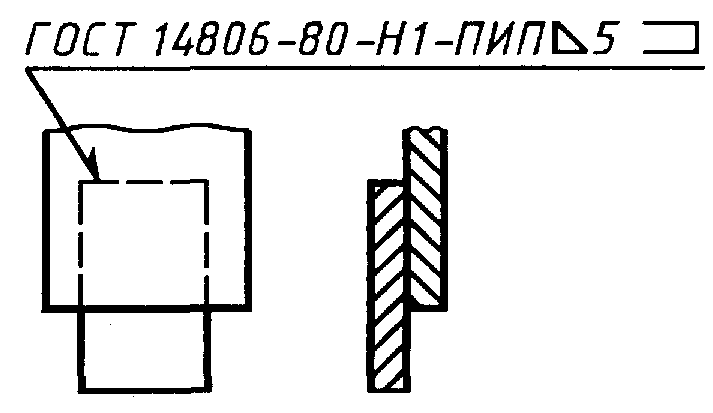 У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТамВариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Классификация сварных швов.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Обозначение сварки на чертежах по ГОСТ
Сварка – это сложный технологический процесс, обеспечивающий неразъёмное соединение деталей в результате их местного нагрева и расплавления. Её применение в различных отраслях промышленности и строительства позволяет упростить технологии производства изделий и монтажа конструкций. Как следствие, скорость выполнения работ увеличивается и снижаются затраты. Кроме того, сварное соединение придаёт наибольшую прочность деталям и жёсткость конструкциям.
Её применение в различных отраслях промышленности и строительства позволяет упростить технологии производства изделий и монтажа конструкций. Как следствие, скорость выполнения работ увеличивается и снижаются затраты. Кроме того, сварное соединение придаёт наибольшую прочность деталям и жёсткость конструкциям.
От соблюдения технологии производства и монтажа в строительстве, машиностроении, авиа- и судостроении напрямую зависит качество продукции, надёжность которой обеспечивает безопасность жизни и здоровья людей.
Поэтому в таких ответственных сферах деятельности ГОСТ имеет силу закона и его соблюдение контролируется органами технадзора.
Единая Система Конструкторской Документации – это ГОСТы, которые устанавливают нормы разработки и оформления документов, включая чертежи. ЕСКД позволяет согласовывать последовательное взаимодействие различных участников технологической цепи. Нарушение норм ведения, в частности, чертежей, может привести к различным неблагоприятным последствиям, вплоть до техногенных катастроф.
ГОСТ 2.312-72 ЕСКД
Этот ГОСТ регламентирует обозначение сварных швов.
Основные требования стандарта:
- видимый шов сварного соединения изображается сплошной основной линией. От изображения шва или сварной точки проводится линия-выноска с односторонней стрелкой, указывающей на шов;
- если шов многопроходный, допускается изображать контуры проходов, обозначая их прописными буквами;
- нестандартные швы изображаются с нанесением размеров, необходимых для работы по данному чертежу.
ГОСТ указывает правила условного обозначения швов, которые располагаются на линии-выноске, если они располагаются с лицевой стороны. Вспомогательные знаки указывают на характер шва (прерывистый или точечный), дополнительные требования к обработке, особенности монтажа (при необходимости) и некоторые другие.
Обозначения сварочных швов по ГОСТ 2.312-72
Обозначение стандартного сварного шва на линии-выноске структурируется так:
- вспомогательные знаки шва по замкнутой линии
- ГОСТ
- буквенно-цифровое обозначение типа шва и конструктивных его элементов
- указание способа сварки (необязательно)
- размер катета шва ( для угловых соединений)
- размеры точечных и прерывистых швов
- вспомогательные знаки.

Пункты, начиная со второго, разделяются дефисом.
Катет шва – характеристика углового соединения. Это величина кратчайшего расстояния от плоскости одной из соединяемых заготовок до границы шва на плоскости второй заготовки. Размер катета влияет на способность соединения выдерживать расчётную нагрузку.
Основные виды сварных соединений и их условное обозначение
Ручная дуговая сварка
В этом способе сварки используется электрод с нанесённым на его поверхность покрытием, которое, расплавляясь, играет роль защитного флюса, который препятствует воздействию атмосферы на расплавленный металл. Если допустить контакт кислорода и паров воды, содержащихся в воздухе, то они вступят в химическую реакцию с металлом, образуя оксидную плёнку на его поверхности и нарушат прочность соединения. Кроме того, в состав покрытия входят легирующие элементы, что положительно сказывается на качестве шва. Пары флюса также обеспечивают стабильность горения дуги.
Расстояние между электродом и сварочной ванной и перемещение дуги вдоль линии шва производится вручную.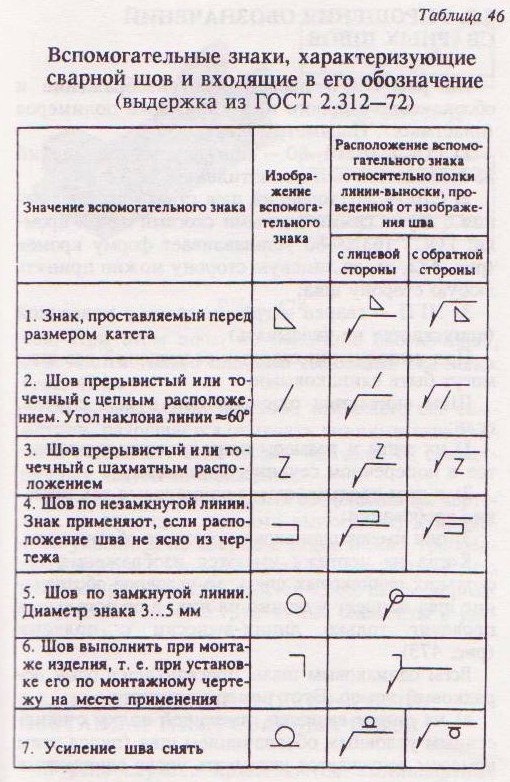 Поэтому качество соединения напрямую зависит от квалификации сварщика. Диаметр, состав и длина электродов устанавливаются специальным ГОСТом.
Поэтому качество соединения напрямую зависит от квалификации сварщика. Диаметр, состав и длина электродов устанавливаются специальным ГОСТом.
Виды сварных швов, предварительную обработку кромок деталей перед работой, а также толщину свариваемого металла регламентирует при ручной дуговой сварке ГОСТ 5264-80. Стандарт предусматривает следующие типы соединений:
- стыковое. Обозначается буквой “С” с цифровым индексом, по которому можно установить форму подготовленных кромок, характер шва (одно- или двухсторонний), форму поперечного сечения кромок и шва, толщину свариваемых деталей. Все эти характеристики приведены в таблице;
- угловое. Обозначение – “У”;
- тавровое. Буква “Т”;
- нахлёсточное -“Н”.
ГОСТ 5264-80 не распространяется на соединения стальных трубопроводов.
ГОСТ 14771-76 “Дуговая сварка в защитном газе”.
Этот вид сварки производится либо неплавящимся электродом, представляющим собой стержень из графита или вольфрама, либо плавящимся – стальной проволокой. Защитный газ (аргон, гелий, азот, углекислота) образует газовый пузырь, закрывая сварочную ванну и дугу от воздуха. Проволока подаётся автоматически, рабочий инструмент перемечается вдоль шва вручную, вследствие чего такую сварку называют полуавтоматической. В зависимости от типа электрода и используемого защитного газа маркируется следующими сочетаниями букв: ИН, ИНп, ИП, УП.
Защитный газ (аргон, гелий, азот, углекислота) образует газовый пузырь, закрывая сварочную ванну и дугу от воздуха. Проволока подаётся автоматически, рабочий инструмент перемечается вдоль шва вручную, вследствие чего такую сварку называют полуавтоматической. В зависимости от типа электрода и используемого защитного газа маркируется следующими сочетаниями букв: ИН, ИНп, ИП, УП.
ГОСТ 8713-79 “Сварка под флюсом. Соединения сварные”
Сварка под флюсом подразделяется на автоматическую, выполняемую по заданной программе (АФ, АФФ, АФм, АФо, АФп, АФш), и механизированную, имеющую аналогичные с автоматической маркировки, начинающиеся с буквы “М”.
ГОСТ 11534-75 устанавливает типы, детали конструкций и размеры сварных швов, выполняемых ручной дуговой сваркой под разными углами расположения свариваемых деталей.
Различные положения рабочего инструмента (электрода) и сварочной ванны относительно линии горизонта по разному влияют на стекание расплавленного металла, что необходимо учитывать в процессе работы.
По пространственному положению линии швы делятся на горизонтальные, вертикальные и потолочные.
Характер расположения деталей относительно друг друга подразумевает и особые требования к обработке кромок перед работой.
На чертежах угловые швы обозначаются буквой “У”. ГОСТом также оговаривается цифровой индекс после буквы, соответствующий углам взаимного расположения деталей, толщине металла, форме кромок и т.д.
ГОСТ 14776-79 “Соединения сварные точечные”.
Способы сварки обозначаются согласно этому стандарту так: Ф, УП, УПм, УПмс УН, ИП, ПП, ИН. Эти буквенные обозначения характеризуют особенности рабочего процесса и дополнительные условия работы, например, такие, как применение направленного магнитного поля, сквозное проплавление, использование присадочного металла и так далее.
ГОСТ 16037-80 “Соединения сварные стальных трубопроводов”
Принятые стандартом обозначения:
- ЗП – дуговая сварка в защитном газе плавящимся электродом
- ЗН – дуговая сварка в защитном газе неплавящимся электродом
- Р – ручная дуговая сварка
- Ф – дуговая сварка под флюсом
- Г – газовая сварка.
Дополнительные буквенные маркировки выполняются буквами латинского алфавита и соответствуют диаметрам свариваемых труб, толщине их стен, выпуклости сварного шва и т.д.
Перечисленные ГОСТы предназначены для сварных соединений деталей из сталей и их сплавов. Сварочные работы с другими металлами устанавливаются иными стандартами, предусматривающими применение плазменной, лазерной и даже сварку взрывом.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью.
|

Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Обозначения швов сварных соединений на чертежах
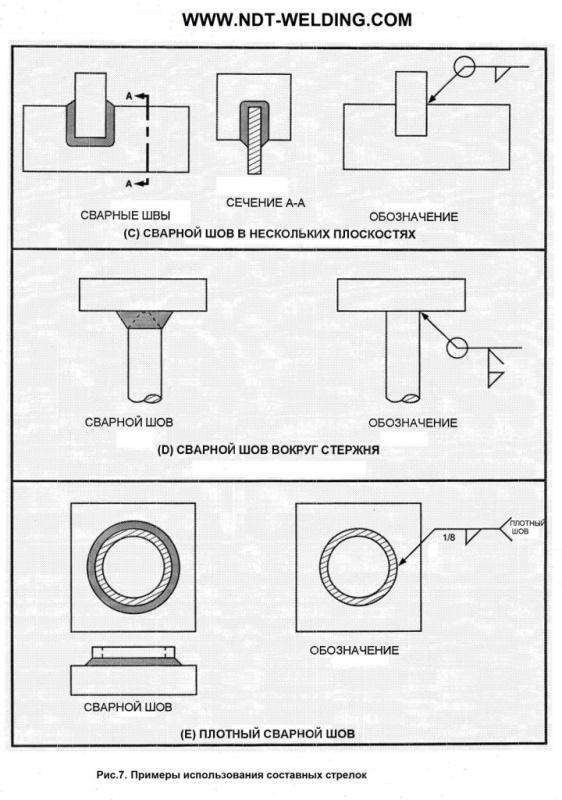
В соответствии с ГОСТ 2.312—72 швы сварных соединений на чертежах обозначают сплошной (видимые) и штриховой (невидимые) линиями. Видимую одиночную сварную точку (независимо от способа сварки) условно изображают знаком « + » (см. рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).
рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).
Рис. 1.
Условные изображения видимых и невидимых швов сварных соединений:
а — видимый электрозаклепочный, б — видимый стыковой односторонний, в — невидимый стыковой односторонний; 1— условное обозначение шва по ГОСТу
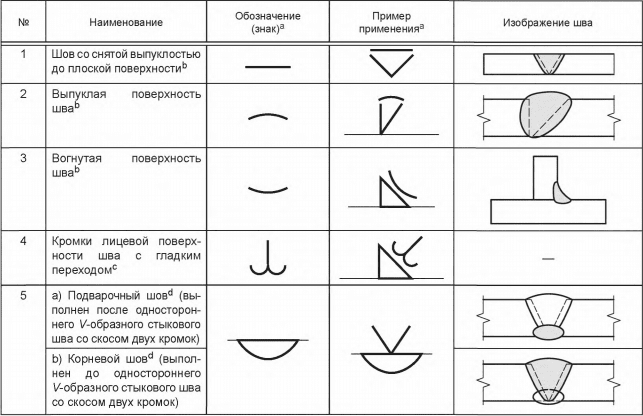
Таблица № 1.
Вспомогательные знаки для обозначения сварных швов
№ п/п | Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии выноски | |
С лицевой стороны | С оборотной стороны | |||
1 | Усиление шва снять | |||
2 | Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
3 | Шов выполнить при монтаже изделия, т. | |||
4 | Шов прерывистый или точечный с цепным расположением. Угол наклона линии равен 60° | |||
5 | Шов прерывистый или точечный с шахматным расположением | |||
6 | Шов по замкнутой линии. Диаметр знака — 3…5 мм | |||
7 | Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | |||
 е. при установке его по монтажному чертежу на месте применения
е. при установке его по монтажному чертежу на месте примененияПримечания:
1. 3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку.
3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой выполняют сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
На рис. 2 показана структура условного обозначения шва. Вспомогательные знаки для обозначения сварных швов приведены в табл. 1, а ГОСТы на основные типы и конструктивные элементы швов сварных соединений — в табл. 2. В структуре условного изображения шва могут применяться только вспомогательные знаки 3 и 6, Обозначение стандарта можно выносить в технические условия на чертеже. Ручная дуговая сварка буквенного обозначения не имеет. Способ сварки можно не указывать. Примеры условных обозначений швов сварных соединений взяты из ГОСТ 2.312—72 (приложение 1) и представлены в табл. 3.
При наличии на чертеже одинаковых швов у одного из изображений наносят обозначение и порядковый номер шва (на выносной линии), а от изображений остальных одинаковых швов проводят линии-выноски с полками, над (под) которыми ставят порядковый номер шва, например № 1 (рис. 3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.
3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.
Рис. 2.
Структура условного обозначения стандартного шва
2 — обозначение стандарта,1 — вспомогательные знаки,
3 — буквенно-цифровое обозначение шва согласно стандарту на типы и конструктивные элементы швов сварных соединений,
4—знак «дефис»,
5 — условное обозначение способа сварки (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.),
6 — знак и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений,
7 — другие характеристики шва (длина привариваемого участка, размер шага, размеры отдельных точек и др.),
8 — вспомогательные знаки (см. табл. 1, порядковые номера 1, 2, 4, 5 и 7), 9 — шероховатость поверхности шва.
Рис.3.
Обозначение на чертеже одинаковых швов (цифрой 12 указано количество одинаковых швов)
Таблица № 2.
ГОСТы на основные типы и конструктивные элементы швов сварных соединений
гост | Способ сварки | Тип соединения | Условное обозначение шва | |
5264—80 | Ручная дуговая | Стыковое | С … С27; С39; С40 | |
Угловое | У1 … У10 | |||
Тавровое | Т1 … T9 | |||
Нахлесточное | HI; Н2 | |||
11534—75 | То же (под острыми и тупыми углами) | Угловое | У1 … У8 | |
Тавровое | Т1 … Т8 | |||
14771—76 | Дуговая в защитных газах | Стыковое | C1 … С28 | |
Угловое | У1 … У10 | |||
Тавровое | Т1 … T9 | |||
Нахлесточное | Н1 … Н2 | |||
23518—79 | То же (под острыми и тупыми углами) | Угловое | У1 … У10 | |
Тавровое | Т1 … Т9 | |||
8713—79 | Автоматическая под флюсом | Стыковое | Cl … С34 | |
Угловое | У1 … У4 | |||
Тавровое | Tl … Т13 | |||
Нахлесточное | |Н1 … Н6 | |||
11533—75 | То же (под острыми и тупыми углами) | Угловое | У1 … У6 | |
Тавровое | Tl … T9 | |||
14806—80 | Дуговая алюминия и алюминиевых сплавов (толщина элементов — 0,8… …60 мм) | Стыковое | C1…С27 | |
Угловое | У1…У 14 | |||
Тавровое | Т1…Т12 | |||
Нахлесточное | Н1, Н5 | |||
16098-80 | Дуговая и электрошлаковая двуслойной коррозионно-стойкой стали | Стыковое | Cl…С22 | |
Угловое | У1…У11 | |||
Тавровое | Т1…Т6 | |||
15164-78 | Электрошлаковая | Стыковое | С1…СЗ | |
Угловое | У1…У4 | |||
Тавровое | Т1…ТЗ | |||
14776-79 | Дуговая электрозаклепками под флюсом, в углекислом газе и аргоне | Нахлесточное | Н1…Н6 | |
Тблица № 3
Примеры условных обозначений стандартных швов
Форма поперечного сечения | Условное обозначение шва, изображенного на чертеже | |
с лицевой стороны | с обратной стороны | |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. | ||
Шов угловой, соединение без скоса кромок, двусторонний, выполняемый автоматической сваркой под флюсом с ручной подваркой по замкнутой линии | ||
Шов нахлесточного соединения без скоса кромок, односторонний, выполняемый дуговой механизированной сваркой в защитных газах плавящимся электродом. Шов — по незамкнутой линии; катет шва — 5 мм | ||
 Усиление снято с обеих сторон. Шероховатость поверхностей шва с лицевой стороны 5, с обратной 20.
Усиление снято с обеих сторон. Шероховатость поверхностей шва с лицевой стороны 5, с обратной 20.Комментарии к ГОСТ 2.312-72. Упрощение обозначений швов сварных соединений
Требование позволяет разгрузить пространство чертежа путем перенесения обозначения стандарта с обозначений швов сварных соединений (где оно может повторяться многократно) в технические требования чертежа (рисунок 1.1) или в таблицу сварных швов (рисунок 1. 2).
2).
| Рисунок 1.2 |
Как правило, таблицу швов сварных соединений используют при оформлении документации на конструкции с большим количеством различных сварных соединений (емкости, печи, рамы, и т.д.). В таких случаях таблица швов сварных соединений упрощает:
- расстановку обозначений швов сварных соединений;
- чтение чертежа сварной конструкции.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (рисунок 2.1).
Подобная ситуация характерна для простых чертежей.Допущение позволяет:
- разгрузить пространство чертежа;
- в некоторых случаях упростить чертеж.
 7).
7). | Рисунок 2.2 |
Листы свариваются при помощи двух сварных точек. Оба места сварки очевидны и изображены с лицевой стороны. Одна сварная точка определена при помощи полного обозначения, вторая точка определена при помощи линии-выноски без полки. Порядковый номер не присвоен, т.к. использовано допущение.
Подраздел 3.3 ГОСТ 2.312-72. Допущение
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
Допущение позволяет:- разгрузить пространство чертежа;
- уменьшить количество обозначений.
Допущение следует использовать с осторожностью, т.к. оно может порождать неоднозначности в трактовке чертежа.
 На предприятиях ОПК используется редко.
На предприятиях ОПК используется редко.На рисунке 3.1 изображен фрагмент чертежа с неоднозначной трактовкой.
| Рисунок 3.1 |
С точки зрения соблюдения ГОСТ 2.312-72, швы обозначены корректно (рисунок 3.1). С конструктивной точки зрения обозначения швов содержат ошибки. Из чертежа понятно каким швом привариваются два бруска, но не понятно каким швом привариваются два других бруска.
На рисунке 3.2 изображен фрагмент чертежа с однозначной трактовкой.
| Рисунок 3.2 |
С точки зрения соблюдения ГОСТ 2.312-72, швы обозначены корректно (рисунок 3.2). С конструктивной точки зрения, швы также обозначены корректно. Конструкция имеет две плоскости симметрии, но расположение швов понятно, т.к. все швы двусторонние и симметричные.
При использовании САПР и специализированных САПР допущение теряет свою ценность.

Подраздел 3.4 ГОСТ 2.312-72. Допущение
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
Допущение позволяет:- разгрузить пространство чертежа;
- в некоторых случаях упростить чертеж;
- уменьшить количество обозначений.
Желательно использовать с указанием:
- соответствующего технического требования;
- количества сварных швов.
На рисунке 4 изображена лестница со швами сварных соединений, обозначенными с учетом допущений 3.2, 3.3 и 3.4.
| Рисунок 4 |
Перекладины привариваются к уголкам в шести местах тавровым двусторонним швом. Все места сварки очевидны из чертежа, а количество сварных соединений определено. Допущения используются правильно.
Все места сварки очевидны из чертежа, а количество сварных соединений определено. Допущения используются правильно.
Подраздел 3.5 ГОСТ 2.312-72. Допущение
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
Допущение позволяет:- разгрузить пространство чертежа;
- в некоторых случаях упростить чертеж;
- уменьшить количество обозначений.
Характерно для простых чертежей и единичного производства.
На рисунке 5 приведено техническое требование, которое позволяет не создавать обозначение сварки деталей поз. 1 и поз. 2 на чертеже.
| Рисунок 5 |
Подраздел 3.
 6 ГОСТ 2.312-72. Требование
6 ГОСТ 2.312-72. ТребованиеОбозначение сварных швов по ГОСТ
Любые металлоконструкция состоят из отдельных частей, которые соединены путем сварки. Место сварки обладает характерными параметрами. Для инженера важно иметь полную информацию о прочности соединения, о размерах и форме стыка, его герметичности и времени выполнения работ. В ГОСТ оговорены строгие требования, которые должны соблюдаться. Их нарушение, в частности, чертежей, приводит к тяжелым последствиям, вплоть до техногенных катастроф. Обозначения на чертеже — это пояснения по стыковке, формы сварного соединения, его выполнение и другие необходимые сведения. Маркировка сварочного стыка регламентируется стандартами: ГОСТ 2.312-72, 5264-80, 14771-76 по которым должны выполняться все современные чертежи. На основе государственных стандартов и от показателей металла устанавливаются нормы сварки. Кроме того, присваиваются буквенно – цифровые обозначения: стыковые, угловые, тавровые, нахлёсточные.
Угловой называют сварку, если два элемента, расположены под углом в месте примыкания. Таких видов насчитывается 10: от У1 до У10.
Тавровой называют сварку при которой торец элемента приварен к боковой поверхности другого элемента. По документации предусмотрено несколько видов сварки: от Т1 до Т9.
Нахлесточной называют сварку при которой угловые швы элементов, расположенные параллельно друг друга, соединяют в единую конструкцию. Таких видов сварки несколько: от HI до Н2.
Сварные соединения должны соответствовать ГОСТ 2312-72 и обязательно отмечаются . Шов сварного соединения, называемый видимым, изображаются сплошной линией и невидимый – штрихованной.
Обозначение шва отмечают линией — выноской, заканчивающейся стрелкой. Характеристики шва проставляют над полкой – для лицевой стороны шва – или под полкой – для обратной сварного соединения.
Цифры совпадают с номером конкретного стандарта.
Существует несколько обозначений способов сварки Р, ЭЛ, Ф, ПЛ, УП, ИП, ИН, Г,
Обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны. Линия-выноска заканчивается односторонней стрелкой.
Обозначение сварного соединения должно быть в следующем порядке:
1 – знак шва: по замкнутой линии или монтажного;
2 – стандарт: ГОСТ 5264-80; 11533-75; 11534-75; 15878-79; 23792-79; 23518-79.
3 – тип шва по стандарту (буква обозначает вид соединения, а цифра – форму кромок элементов в соединении), например: С– шов стыкового, У – углового, Т –таврового; Н– нахлесточного соединений.
Важно знать, в отношении сварочного дела действуют определенные требования, которые должны соблюдаться, так как могут дорого обойтись при их нарушений.
Главным документом для сварных соединений, является государственный стандарт. Знания которого помогают не допустить ошибок и неточностей и рассчитывать на реализацию успешного проекта из металлоконструкций.
04.10.2019Просмотров: 1233
Обозначение сварных соединений
ГОСТ 2.312 – 72
Изображение сварного соединения на чертеже, независимо от применяемого способа сварки, может быть, как видимым, отображаемым в виде сплошной основной линии, так и невидимым швом, отображаемым штриховой линией.
Изображение сварного соединения
Отображение сварного соединения
Обозначение сварки
Условные обозначения
Упрощенное обозначение
Шов с лицевой стороны
Если сварной шов находится с лицевой стороны, то его условное обозначение наносят на полке линии-выноски, а односторонняя стрелка развёрнута наружу.
Шов с внутренней стороны
Если сварной шов находится с внутренней стороны, то его условное обозначение наносят под полкой линии-выноски, а односторонняя стрелка обращена внутрь.
Для отображения на чертеже одиночной сварной точки, не зависимо от использования метода сварки, применяют знак в виде креста «+», который наносится сплошными линиями. Если одиночные сварные точки невидимые, то их не изображают.
Обозначение сварной точки
От изображения сварного шва или одиночной точки приварки проводят линию-выноску, с односторонней стрелкой. Линию-выноску рекомендуется проводить по возможности от видимого шва.
Места сварки
Многопроходный сварной шов
На изображении сечения многопроходного сварного шва допускается наносить необходимые контуры отдельных проходов, при этом их следует обозначить прописными буквами русского алфавита.
Изображение нестандартного шва
Нестандартный сварной шов изображается на чертеже с указанием размеров конструктивных элементов, необходимых для выполнения данного сварного соединения по данному чертежу.
Границы сварного шва отображают сплошными основными линиями, а конструктивные части кромок в границах этого шва, наносятся сплошными тонкими линиями.
Обозначение шероховатости для механически обработанной поверхности сварного шва наносят на полке либо под полкой линии-выноски после соответствующего условного обозначения шва, а так же указывают в таблице швов, или записывают в технических требованиях чертежа.
Обозначение шероховатости и сварки
Примечание
Содержание и габаритные размеры граф таблицы швов стандартом не регламентируется.
Если для какого либо шва сварного соединения установлен необходимый контрольный комплекс или категория контроля сварного шва, то их обозначение допускается размещать под линией-выноской.
Обозначение контрольного комплекса
или категории контроля шва
На чертеже в таблице швов или в технических требованиях указывают ссылку на необходимый нормативно-технический документ.
На чертеже технологические сварочные материалы указывают в таблице швов или в технических требованиях. Материалы сварочные допускается не указывать.
В случае наличия на чертеже одинаковых сварных швов, им присваивают соответствующий номер.
Обозначение одинаковых швов
| Поле | Добавляет на изгибе линии сварного шва, чтобы указать, что сварной шов применяется в полевых условиях. |
| Вокруг | Создает окружность на изгибе линии сварного шва, чтобы указать, что сварной шов применяется по всему контуру. |
| Другая сторона | Переместите стрелку от верхней к нижней стороне выноски. |
| Ведущий якорь | Прикрепите выноску к указанному месту на обозначении сварного шва. |
| Используйте лидера для бега трусцой | Позволяет несколько раз щелкнуть в графической области для создания изгибов выноски. |
| Слой | В чертеже с именованными слоями выберите слой из списка. |
| Припой | Добавляет к выноске символа. |
| Клей | Добавляет к выноске символа. |
| Сварной текст | Введите размеры и характеристики сварного шва.
|
| Символ SF | Чтобы добавить к символу информацию о шероховатости поверхности: В разделе «Символ SF» выберите «Сверху» или «Снизу», чтобы разместить символ выше или ниже горизонтальной выноски.Введите информацию в диалоговом окне «Символ шероховатости поверхности» и нажмите «ОК». Для изменения информации о чистоте поверхности: Щелкните «Подробности» для той стороны, которую нужно изменить. |
| Шрифт | Чтобы указать шрифт текста и размер символов: Снимите флажок Использовать шрифт документа и щелкните Шрифт. |
| Стиль | Подробнее см. Стиль . |
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.ЯЗЫК}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Обзор применения обозначений сварных швов на чертежах
Символы сварных швов используются в течение многих лет и представляют собой простой способ передать детали конструкторского бюро различным сотрудникам производственных цехов, например сварщикам, контролерам и инспекторам.Субподрядчикам часто требуется интерпретировать символы сварных швов на технических чертежах, возможно, от главного подрядчика или клиента для определения типа необходимого сварного шва. Важно, чтобы каждый имел полное представление о требованиях к обозначениям сварных швов, чтобы гарантировать выполнение первоначальных проектных требований.
Существует ряд стандартов, относящихся к обозначениям сварных швов, включая британские, европейские, международные и американские (Американское общество сварщиков) стандарты. Большинство деталей часто схожи или фактически одинаковы, но важно, чтобы все, кого это касается, знали, какой стандарт будет использоваться.Поэтому одно из первых требований:
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Какой стандарт?
Великобритания традиционно использовала BS 499, часть 2. Этот стандарт теперь был заменен BS EN 22553, однако во многих сварочных и производственных организациях будут использоваться старые чертежи, которые ссылаются на устаревшие стандарты, такие как BS 499 Pt 2.
BS EN 22553 практически идентичен исходному стандарту ISO 2553, на котором он был основан.Таким образом, мы можем сказать, что, по крайней мере, для объема данной статьи существенных различий нет, но важно, чтобы читатель ознакомился с конкретным стандартом. Американская система также во многом схожа, но здесь мы не будем ее рассматривать.
Основные требования
Все стандарты имеют одинаковые требования в отношении следующих позиций:
- Стрелка и наконечник стрелки
- Ссылка
Линия стрелки может быть под любым углом (кроме 180 градусов) и указывать вверх или вниз.Острие стрелки должно касаться поверхностей соединяемых компонентов и места сварного шва. Любая предполагаемая подготовка кромки (например, для сварного шва с разделкой кромок) или сварной шов не отображается как фактическое изображение поперечного сечения, а заменяется линией. Стрелка также указывает на компонент, который нужно приготовить из отдельных подготовленных компонентов. См. Рис. 1-4.
Рис. 1.
Рис. 2.
Рис. 3.
Фиг.4.
Типы символов
К базовой настройке стрелки и опорной линии чертежник может применить соответствующий символ или символы для более сложных ситуаций.Обозначения, в частности для дуговой и газовой сварки, часто отображаются в виде поперечного сечения либо конструкции соединения, либо завершенного сварного шва. Простые препарирования с одной кромкой показаны на рис. 5 .
Для контактной сварки точечная сварка и сварной шов показаны на Рис.6:
Рис. 5.
Рис. 6.
Форма стыка и / или сварного шва
Приведенные выше примеры можно интерпретировать либо как отдельные детали соединения, либо как законченный сварной шов, однако для готового сварного шва обычно обнаруживается, что задана соответствующая форма сварного шва. Используя приведенные выше примеры, существует ряд вариантов и методов для определения подходящей формы или отделки сварного шва.
Конфигурации со сваркой встык обычно изображаются как выпуклый профиль (рис.7 ‘a’, ‘d’ и ‘f’) или в виде зачищенного сварного шва, как показано в ‘b’ и ‘c’. Обозначения углового сварного шва всегда отображаются как угловой шов «под углом» (прямоугольный треугольник), а выпуклый или вогнутый профиль может быть наложен на угловую форму исходного символа. См. Рис.7 .
Рис. 7.
Как упоминалось ранее, важно, чтобы все участники любого проекта знали, какой стандарт применяется.
Размер сварного шва
Для того, чтобы можно было применить правильный размер сварного шва, обычно находятся числа слева или справа от символа.
Для угловых сварных швов числа слева от символа обозначают расчетную толщину горловины, длину участка (размер ножки) или требования к расчетной толщине горловины и длине ножки. Обычно, но не во всех случаях, угловые швы имеют одинаковую длину. На рисунке 8 приведены примеры символов, используемых в различных стандартах.
Фиг.8
Для угловых швов:
Замененный BS499 Pt 2 дает
a = расчетная толщина горловины
b = длина ножки
Требования ISO 2553 / EN 22553
a = расчетная толщина горловины
z = длина ножки
s = толщина прохода
Для стыковых соединений и сварных швов буква S с числом слева от символа обозначает глубину проплавления, как показано на Рис.9 .
Фиг.9
Если нет конкретных требований к размерам, установленных для стыковых швов на чертеже с использованием обозначений сварных швов, обычно предполагается, что это требование для стыкового шва с полным проплавлением ( рис. 10 ).
Рис.10
Цифры справа от символа или символов относятся к продольному размеру сварных швов, , например, для угловых швов, количеству сварных швов, длине сварного шва и расстоянию между сварными швами для прерывистых сварных швов (например.грамм. прерывистые угловые швы), как Рис.11 .
Рис.11
На угловых сварных соединениях, выполненных с обеих сторон, шахматный сварной шов можно показать, поместив букву «Z» через контрольную линию ( Рис. 12 ).
Фиг.12
Дополнительные символы
Символы сварного шва обозначают тип подготовки к использованию или тип сварного шва. Однако в некоторых случаях может потребоваться другая информация. Таким образом, основная информация может быть добавлена для предоставления дополнительных деталей, как показано на фиг.13, 14 и 15 . Конец символа сварного шва — это место для дополнительной информации о сварном шве.
Рис.13
Рис.14
Рис.15
Сварной круглый
Для полого прямоугольного профиля (RHS), приваренного к пластине, например:
Сварка в полевых условиях или на строительной площадке
Поле, прикрепленное к стрелке, может использоваться, чтобы содержать или указывать на другую информацию.
Сварочный процесс Тип
В стандартеISO 4063 указаны номера конкретных сварочных процессов.Как показано на Рис.16 соответствующий номер процесса помещен в конец стрелки. Остальным процессам присваивается уникальный номер. В этом примере 135 относится к сварке MAG.
Рис.16
В стандартах приведен ряд дополнительных символов (, например, ISO 22553), которые относятся к дополнительным требованиям к сварке или стыку. На рис. 17 показаны требования к проходу уплотнения.
Фиг.17
Составные соединения / сварные швы
Составной шов может быть Т-образным стыковым швом, который требует добавления угловых швов для увеличения толщины шва, как показано на Рис.18 .
Рис.18
Прерванная линия отсчета
Фиг.19
Основная особенность, которая отличает стандарты обозначений сварных швов, заключается в том, что для ISO 2553 и BS EN 22553 существует дополнительная особенность — прерывистая справочная линия.
Этот метод используется, когда сварка или подготовка под сварку должны быть указаны на «другой стороне» стрелки, как показано на Рис. 19 .
Любой символ, который используется для обозначения типа соединения или сварного шва с другой стороны от стрелки, всегда помещается на пунктирной линии.
BS 499 и AWS требуют, чтобы символы размещались над контрольной линией (указывающей на другую сторону) или под контрольной линией (указывающей сторону соединения со стрелкой).
Сводка
Символы сварных швов — очень полезный способ передачи требований к сварке из конструкторского бюро в цех.
Важно, чтобы «правила» используемого стандарта правильно применялись при привлечении офисного персонала. Однако также важно, чтобы персонал цеха мог читать и понимать детали обозначений сварных швов.
Большая часть этого требования может быть удовлетворена посредством ссылки на стандарт, используемый в организации, и персоналом чертежного офиса с учетом потребностей конечного пользователя, такого как сварщики, супервайзеры сварки, персонал, проверяющий сварку, и инженеры по сварке, чтобы свести к минимуму затраты. ошибки из-за неправильного толкования.
Обучение всего персонала правильному использованию спецификаций обозначений сварных швов также играет важную роль в обеспечении правильного нанесения и прочтения обозначений сварных швов.
Эту статью написал Марк Козенс из Weld-Class Solutions .
Статья была переиздана TWI с небольшими изменениями 27.04.2020.
% PDF-1.5 % 4101 0 объект> эндобдж xref 4101 209 0000000016 00000 н. 0000008336 00000 н. 0000004476 00000 н. 0000008493 00000 п. 0000008632 00000 н. 0000009077 00000 н. 0000010152 00000 п. 0000010190 00000 п. 0000010243 00000 п. 0000010861 00000 п. 0000011300 00000 п. 0000016576 00000 п. 0000017300 00000 п. 0000017415 00000 п. 0000019176 00000 п. 0000020702 00000 п. 0000022497 00000 п. 0000024425 00000 п. 0000026412 00000 п. 0000028379 00000 п. 0000028496 00000 п. 0000030375 00000 п. 0000032190 00000 п. 0000422047 00000 н. 0000422187 00000 н. 0000422731 00000 н. 0000422786 00000 н. 0000422878 00000 н. 0000423484 00000 н. 0000423620 00000 н. 0000423717 00000 н. 0000423969 00000 н. 0000424248 00000 н. 0000424336 00000 н. 0000424666 00000 н. 0000424945 00000 н. 0000425587 00000 н. 0000425723 00000 н. 0000425824 00000 н. 0000426076 00000 н. 0000426338 00000 п. 0000426426 00000 н. 0000426756 00000 н. 0000427035 00000 н. 0000427673 00000 н. 0000427809 00000 н. 0000427908 00000 н. 0000428104 00000 п. 0000428363 00000 п. 0000428451 00000 п. 0000428787 00000 н. 0000429068 00000 н. 0000429651 00000 п. 0000429787 00000 н. 0000429882 00000 н. 0000430134 00000 п. 0000430415 00000 н. 0000430503 00000 н. 0000430841 00000 п. 0000431121 00000 н. 0000478669 00000 н. 0000478806 00000 н. 0000479024 00000 н. 0000482591 00000 н. 0000482679 00000 н. 0000483010 00000 н. 00004
00000 н. 0000490746 00000 н. 0000490850 00000 н. 0000490924 00000 н. 0000491066 00000 н. 0000491208 00000 н. 0000491360 00000 н. 0000491405 00000 н. 0000491493 00000 н. 0000491578 00000 н. 0000491734 00000 н. 0000491776 00000 н. 0000491856 00000 н. 0000491941 00000 н. 0000492102 00000 п. 0000492147 00000 н. 0000492230 00000 н. 0000492329 00000 н. 0000492371 00000 н. 0000492476 00000 н. 0000492521 00000 н. 0000492623 00000 н. 0000492668 00000 н. 0000492812 00000 н. 0000492857 00000 н. 0000492938 00000 н. 0000493027 00000 н. 0000493173 00000 п. 0000493218 00000 н. 0000493297 00000 н. 0000493376 00000 н. 0000493478 00000 н. 0000493523 00000 п. 0000493617 00000 н. 0000493662 00000 н. 0000493778 00000 н. 0000493823 00000 н. 0000493975 00000 н. 0000494020 00000 н. 0000494107 00000 н. 0000494200 00000 н. 0000494351 00000 п. 0000494396 00000 н. 0000494497 00000 н. 0000494640 00000 н. 0000494685 00000 н. 0000494789 00000 н. 0000494834 00000 н. 0000494913 00000 н. 0000494990 00000 н. 0000495035 00000 н. 0000495080 00000 н. 0000495125 00000 н. 0000495170 00000 н. 0000495270 00000 н. 0000495315 00000 н. 0000495415 00000 н. 0000495460 00000 н. 0000495555 00000 н. 0000495600 00000 н. 0000495691 00000 п. 0000495736 00000 н. 0000495781 00000 п. 0000495826 00000 н. 0000495926 00000 н. 0000495971 00000 п. 0000496079 00000 п. 0000496124 00000 н. 0000496212 00000 н. 0000496257 00000 н. 0000496355 00000 п. 0000496400 00000 н. 0000496499 00000 н. 0000496544 00000 н. 0000496589 00000 н. 0000496634 00000 н. 0000496748 00000 н. 0000496793 00000 н. 0000496901 00000 н. 0000496946 00000 н. 0000497053 00000 п. 0000497098 00000 п. 0000497193 00000 н. 0000497238 00000 п. 0000497283 00000 н. 0000497328 00000 н. 0000497373 00000 н. 0000497487 00000 н. 0000497532 00000 н. 0000497633 00000 н. 0000497678 00000 н. 0000497770 00000 н. 0000497815 00000 н. 0000497860 00000 н. 0000497905 00000 н. 0000498005 00000 н. 0000498050 00000 н. 0000498171 00000 п. 0000498216 00000 н. 0000498317 00000 н. 0000498362 00000 н. 0000498487 00000 н. 0000498532 00000 н. 0000498636 00000 н. 0000498681 00000 п. 0000498799 00000 н. 0000498844 00000 н. 0000498958 00000 н. 0000499003 00000 н. 0000499115 00000 н. 0000499160 00000 н. 0000499278 00000 н. 0000499323 00000 н. 0000499429 00000 н. 0000499474 00000 н. 0000499591 00000 н. 0000499636 00000 н. 0000499739 00000 н. 0000499784 00000 п. 0000499899 00000 н. 0000499944 00000 н. 0000500041 00000 н. 0000500086 00000 н. 0000500131 00000 п. 0000500176 00000 н. 0000500262 00000 н. 0000500358 00000 н. 0000500400 00000 н. 0000500553 00000 п. 0000500598 00000 н. 0000500687 00000 н. 0000500773 00000 п. 0000500868 00000 н. 0000500913 00000 н. 0000501012 00000 н. 0000501054 00000 н. 0000501158 00000 н. 0000501200 00000 н. 0000501242 00000 н. 0000501343 00000 н. 0000501388 00000 н. 0000501433 00000 н. 0000501478 00000 н. трейлер ] >> startxref 0 %% EOF 4103 0 obj> поток xY {XSW_ HBB9`60`AT ((: ĢXoJ72>: GG: v | Z | Vui Թ {$ ~ / {Z ~ k
gost 35xm холоднотянутый бесшовный сплав — Der Quadrateclub Steel — стальной лист для судостроения, холоднокатаная сталь Поставщики и производители
Некоторые результаты удалены в ответ на требование местного законодательства.Подробнее см. Здесь. Назад123456 Далее ГОСТ 9567 Трубы стальные прецизионные, ГОСТ 9567 сорт 20 | Shew
ГОСТ 9567-75, Стандарт на холоднотянутые прецизионные бесшовные стальные трубы Технические требования к холоднотянутым трубам соответствуют ГОСТ 8733. Стальные прецизионные трубы 10, 20, 35, 45, 40×30 по ГОСТ 9567 10, 20, 35, 45, 40×30 удалены. ответ на уведомление о требовании местного законодательства. Подробнее см. здесь. 12345Далее ГОСТ 8734. Трубы стальные бесшовные холодногнутые ГОСТ 8734-75.Трубы стальные бесшовные холоднотянутые S 5,5 — 12 мм ГОСТ 35хм бесшовные холоднотянутые сплав № 177; 8% Примечания Труба нержавеющая марки 10,20,35,45,10Mn2,15Cr, 20Cr, 40Cr, 30CrMnSi, 15CrMo по ГОСТ 1050-88, ГОСТ 19281-89, ГОСТ 4543-71. Доступны другие марки нержавеющей стали. подлежит согласованию.Размеры и допуски по ГОСТ 8734-75.Некоторые результаты удалены в связи с уведомлением о требованиях местного законодательства.Дополнительную информацию см. здесь.
Труба бесшовная, труба бесшовная квадратного сечения, Применение квадратного
Бесшовные стальные трубы можно разделить на два типа: бесшовные круглые трубы, бесшовные квадратные трубы, бесшовные круглые трубы — наиболее важное применение в трубопроводной и машиностроительной промышленности, таких как нефтепроводы и трубопроводы природного газа. газопровод и так далее; есть машиностроение, вагон изготовлен из полу бесшовных труб, бесшовных труб, холоднотянутых бесшовных труб, бесшовных стальных труб / труб. Бесшовные стальные трубы, как следует из названия, представляют собой трубы без шва или сварного соединения.Бесшовная стальная труба представляет собой трубчатый профиль или полый цилиндр, обычно, но не обязательно, круглого сечения, используемый в основном для транспортировки веществ, по которым могут течь жидкости и газы (жидкости), суспензии, порошки и массы мелких твердых тел. , Холоднотянутая бесшовная труба Бесшовные стальные трубы / трубы Бесшовная стальная труба, как следует из названия, представляет собой трубу без шва или сварного соединения. Бесшовная стальная труба представляет собой трубчатое сечение или полый цилиндр, обычно, но не обязательно, круглого сечения. секция, используемая в основном для транспортировки веществ, по которым могут течь жидкости и газы (флюиды), суспензии, порошки и массы мелких твердых частиц.
Трубы и трубы стальные бесшовные, Прецизионная сварная сталь марки ДОМ
DIN2391 Поставщик товаров для бесшовных прецизионных холоднотянутых стальных труб в Аделаиде, мы поддерживаем наших клиентов с идеалом. одобрены. Гидравлические и пневматические бесшовные холоднотянутые трубы EN10305-4 Россия Материал, ГОСТ, Стальная труба, Стальная труба, Материал SMLS Россия, ГОСТ, Стальная труба, Стальная труба, SMLS, Труба из углеродистой стали, Труба из легированной стали, Нержавеющая сталь Труба, легированная труба, легированная труба, медная труба, ERW, OCTG, стальная труба с швом, NBK, SAW, LSAW, NBK, GBK, холоднотянутая, холоднокатаная, теплообменная труба, бесшовная стальная труба, бесшовная стальная труба, сварная стальная труба, Сварные стальные трубы, железная сталь, трубопроводные фитинги, трубы для нефтепровода, трубы ERW, бесшовные трубы из никеля 200, трубы из сплава 200, холодный никель 200 Круглые трубы из сплава 200 являются наиболее часто используемой формой, но бывают квадратные, прямоугольные и гидравлические трубы.Трубки Nickel 200 прочны, устойчивы к коррозии и могут выдерживать высокие температуры. Рабочие температуры достигают 315 градусов Цельсия с температурой плавления 1435 градусов Цельсия, минимальная прочность на растяжение при отжиге составляет 462 МПа, а минимальная —
.Бесшовные трубки из никеля 200, трубки из сплава 200, холодный никель 200
Круглая труба из сплава 200 — это наиболее часто используемая форма, но бывают квадратные, прямоугольные и гидравлические трубы. Трубки Nickel 200 прочны, устойчивы к коррозии и могут выдерживать высокие температуры.Рабочие температуры достигают 315 градусов по Цельсию с температурой плавления 1435 градусов по Цельсию, минимальная прочность на растяжение при отжиге составляет 462 МПа, а минимальная бесшовная труба Inconel 600, трубка из сплава 600, Ni 600 Cold Alloy 600 Производитель трубок, View Ni 600 Cold Размеры вытянутых труб. Бесшовная труба Inconel 600 представляет собой никель-хромовый сплав с хорошей коррозионной стойкостью при экстремальных температурах и стойкостью к коррозии под давлением хлоридных ионов, быстрой коррозии под действием воды высокой чистоты и разрушающей способности.Бесшовные трубы из сплава Incoloy 800 ASTM B407 UNS N08800 ASTM B407 UNS N08800 Поставщик сварных труб Incoloy 800. Преимущество использования Incoloy 800 заключается в его стабильности при повышенных температурах. Этот никель-железо-хромовый сплав может сохранять свою аустенитную микроструктуру, несмотря на то, что труба Incoloy 800 является подвергаются повышенным температурам. Согласно спецификации ASTM B407, эти трубы отжигаются в течение 15 минут при температуре 1800 ГОСТ 35xm из холоднотянутого бесшовного сплава # 176; F.
Изображения холоднотянутого бесшовного сплава ГОСТ 35хм
изображений Холоднотянутая нержавеющая сталь — Холодное волочениеPlymouth гордится производством бесшовных холоднотянутых труб из углеродистой легированной стали, и каждый заказ выполняется на заказ в соответствии с техническими требованиями клиентов.Плимут имеет возможность производить бесшовные трубы из углеродистой легированной стали на наших предприятиях в Соединенных Штатах и экспортировать высококачественный материал по всему миру. ГОСТ — стандарты для стальных материалов: Total Materia Article Эта группа стандартных спецификаций ГОСТ охватывает листы из углеродистой и легированной стали и поковки, используемые в котлах и сосудах под давлением, высокопрочные низколегированные стали, термообрабатываемые стали, горячекатаный и холоднокатаный лист для холодной штамповки, стали для армирования бетона и предварительно напряженного бетона, а также свойства железнодорожных рельсов и принадлежностей.Перечень стандартов ГОСТ: Total Materia Article ГОСТ 5632 1972 Стали высоколегированные и нержавеющие, жаропрочные и термообработанные сплавы. Марки / 134 / ГОСТ 5949 1975 Сортированные и калиброванные коррозионно-стойкие, жаропрочные и жаропрочные стали. / Без материалов / ГОСТ 9941 1981 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия / №
ГОСТ 9940 Трубы бесшовные горячедеформированные коррозионные
ГОСТ 9940-1981 Трубы из нержавеющей стали, трубы из никелевого сплава, трубы из латунного сплава, бесшовные трубы из латунного сплава; Бесшовная трубка из латунного сплава C28000; EN 10305-2 E195 E235 E355 Сварные холоднотянутые прецизионные стальные трубы ГОСТ 8734.Трубы стальные бесшовные холоднокатаные ГОСТ 8734-75. Трубы стальные бесшовные холодногнутые S 5,5 — 12 мм ГОСТ 35хм бесшовные холоднотянутые сплав № 177; 8% Примечания Труба нержавеющая марки 10,20,35,45,10Mn2,15Cr, 20Cr, 40Cr, 30CrMnSi, 15CrMo по ГОСТ 1050-88, ГОСТ 19281-89, ГОСТ 4543-71. Доступны другие марки нержавеющей стали. подлежат согласованию. Размеры и допуски по ГОСТ 8734-75. ГОСТ 8733-74 / 8734-75 Трубы стальные бесшовные холоднотянутые ГОСТ 8733 Трубы бесшовные холоднотянутые из углеродистой стали .1.Труба стальные бесшовные 2.OD: 8-203 мм; Вес: 0,5-20 мм 3. Класс: 20 # 35 # 40 # Q345 10 # 20Cr 40Cr и т. Д. 4. Быстрая доставка OEM-услуг. Область применения Охватывает несколько марок бесшовных механических труб из углеродистой и легированной стали. Эта спецификация охватывает как бесшовные холоднотянутые трубы.
ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные углеродистые
ГОСТ 8732-78 распространяется на трубы стальные бесшовные горячекатаные общего назначения, выпускаемые по наружному диаметру, толщине стенки и длине. Может применяться для изготовления столбов. Изготовление труб производится холоднотянутым и горячекатаным способом.Состояние поставки термообработанные. ГОСТ 4543 Трубы бесшовные из углеродистой стали марки 10Г2 ГОСТ 4543 Технические условия 10Г2. ГОСТ 4543 Трубы бесшовные из углеродистой стали марки 10Г2 также известны как трубы и трубки из мягкой стали. ГОСТ 4543 Трубы из углеродистой стали 10Г2 — это недорогие трубы из низкоуглеродистой стали. с содержанием углерода 007-015% и сочетанием 120-160% марганца, легкого в формовании и формовании. Эти трубы производятся в соответствии с техническими условиями ГОСТ и коммерчески именуются csGOST 10704-91 Труба, GOST 10704-91 Бесшовные трубы, GOST Tycoon трубы один из крупных поставщиков высококачественных бесшовных стальных труб по ГОСТ 10704-91.Внешний диаметр (внешний диаметр) прямошовных труб может быть от 10 мм до 1420 мм, а толщина стенки от 1 мм до 32 мм.
ГОСТ 10704-91 Труба, ГОСТ 10704-91 Труба бесшовная, ГОСТ
Tycoon piping — один из крупных экспортеров высококачественных бесшовных стальных труб по ГОСТ 10704-91. Внешний диаметр (внешний диаметр) прямошовных труб может варьироваться от 10 мм до 1420 мм, а толщина стенки — от 1 мм. мм до 32 мм. Холоднотянутые бесшовные стальные трубы малого диаметра.просмотреть все ГОСТ 35хм сплав бесшовные холоднотянутый; ГОСТ 35хм сплав бесшовные холоднотянутый; Прецизионная капиллярная трубка просмотреть все ГОСТ 35xm бесшовные холоднотянутые сплавы; ГОСТ 35хм сплав бесшовные холоднотянутый; Сплав холоднотянутой бесшовной стальной трубы смотреть все холоднотянутые бесшовные сплавгт ГОСТ 35хм; ГОСТ 35хм сплав бесшовные холоднотянутый; Прецизионные бесшовные стальные трубы холоднотянутые или холоднокатаные смотреть все ГОСТ 35xm бесшовные холоднотянутые сплавы; ГОСТ 35хм сплав бесшовные холоднотянутый; Труба холодного волочения из нержавеющей стали смотреть все холоднотянутые бесшовные сплавы gost 35xm; ГОСТ 35хм сплав бесшовные холоднотянутый; ГОСТ 8733-74 Трубы стальные бесшовные холоднотянутые прецизионные посмотреть все ГОСТ 35хм бесшовные холоднотянутые сплавгт; холоднотянутые бесшовные сплавы gost 35xm; Холоднотянутые бесшовные хромомолибденовые трубки Тянутые трубы — Наряду с обширным ассортиментом сварных труб, Webco дополняет свой портфель напорных и механических труб несколькими вариантами холоднотянутых бесшовных труб из углерода и сплавов.Стандартные марки материалов включают 1010,1020,1026 и 4130, а другие сплавы доступны по запросу.
Холоднотянутые — бесшовные хромомолибденовые трубки Тянутые трубки —
Наряду с обширным ассортиментом сварных труб, Webco дополняет свой портфель напорных и механических труб несколькими вариантами холоднотянутых бесшовных труб из углерода и сплавов. Стандартные марки материалов включают 1010, 1020, 1026 и 4130, а также доступны другие сплавы. Запрос. Китай Поставка стальных бесшовных труб ГОСТ 8732 20 Труба из углеродистой стали, стальных труб, бесшовных стальных труб производитель / поставщик в Китае, предлагающие поставку бесшовных стальных труб ГОСТ 8732 20, углеродистая сталь Цена, 201 301 303 304 316L 321 310S 410 430 Круглый квадратный шестигранник Угловой канал Пруток / стержень из нержавеющей стали 316L, Китай поставляет бесшовные стальные трубы ГОСТ 8732 20 Трубы из углеродистой стали, стальные трубы, бесшовные стальные трубы Производитель / поставщик в Китае, предлагающий поставку бесшовных стальных труб по ГОСТ 8732 20 Цена на углеродистую сталь, 201 301 303 304 316L 321 310S 410 430 Круглый квадратный шестигранный плоский угловой канал Пруток / стержень из нержавеющей стали 316L,
Труба из сплава 600, трубка из инконеля 600, бесшовные трубы из никеля 600
ASME SB516 Трубки из сплава Inconel 600, поставщик труб из сплава Inconel 600 ГОСТ 28-2,5-1,5 Продавец труб, поставщик труб из сплава Inconel 600 Inconel DIN NR.2.4816 Трубки, Цена трубки Инконель 600 в Индии Трубка из сплава 600, Трубка Инконель 600, Бесшовные трубки из Никеля 600 ASME SB516 Трубка Инконель 600, Поставщик труб Инконель 600 ГОСТ 28-2,5-1,5 Продавец труб, Поставщик труб из сплава Инконель 600 Inconel DIN NR .2.4816 Трубы, Инконель 600 Цена Трубы в Индии ASTM B444 UNS N06625 Труба Инконель 625 Сплав 625 Бесшовные В соответствии с ASTM B444 плакированные трубы Инконель 625 обычно подвергаются холодной деформации. и 2 класс.Трубы из сплава ASTM B444 UNS N06625 Gr 1 поставляются в отожженном состоянии, тогда как трубы класса 2 должны поставляться в отожженном состоянии.
ASTM B163 Трубка Incoloy 800H, Трубка из сплава 800H, Incoloy
ASME SB163 Экспортер пробирок из сплава Incoloy 800H, Холоднотянутые трубки Incoloy 800H, Холоднокатаные (CR) трубки 800H Incoloy, ERW трубки из сплава Incoloy 800H, Пробирки EFW из сплава Incoloy 800H, Полированные трубы из сплава Incoloy 800H ASTM B163, Электрополированные трубки Incoloy 800H.Трубы ASTM B163 Incoloy 800H являются основным требованием строительной отрасли. ASTM A335 P22 Pipe SA335 Gr P22 Легированная сталь, бесшовная Труба A335 P22 — это бесшовная труба, изготовленная из ферритного сплава нержавеющей стали. Химически сплав материала SA335 P22 содержит углерод, марганец , сера, кремний и фосфор в следовых количествах. Основными добавками в сплаве являются хром и молибден, которые придают нержавеющей стали превосходные механические свойства. легированная нержавеющая сталь.Химически сплав материала SA335 P22 содержит в следовых количествах углерод, марганец, серу, кремний и фосфор. Основными добавками в сплаве являются хром и молибден, которые придают нержавеющей стали превосходные механические свойства.
Сталь AISI 1018, холоднотянутая — MatWeb
AISI 1018 Сталь холоднотянутая Категории Металл; Черный металл; Углеродистая сталь; Сталь серии AISI 1000; Низкоуглеродистая сталь.Примечания к материалу Средне-низкоуглеродистая сталь, имеет хорошую свариваемость и немного лучшую обрабатываемость, чем низкоуглеродистые стали.Холоднотянутые бесшовные трубы 316L / 321/304 ГОСТ 9941-91, мы являемся качественными холоднотянутыми бесшовными трубами 316L / 321/304 ГОСТ 9941-91, DIN 17456 EN10216-5 производителей экспортером — покупайте холоднотянутые бесшовные трубы от Yaang Pipe Industry Co ., Limited. 316L / 321/304 Холоднотянутые бесшовные трубы ГОСТ 9941-91, Мы являемся высококачественными холоднотянутыми бесшовными трубами 316L / 321/304 ГОСТ 9941-91, DIN 17456 EN10216-5 производителей экспортером — покупайте холоднотянутые бесшовные трубы у Yaang Pipe Industry Co., Limited.
10Г2 Сталь конструкционная легированная Steelun
№Описание Steelun 10Г2 Сталь конструкционная легированная Сталь 10Г2 применяется для изготовления крепежа и других деталей, работающих при температурах от -70 ГОСТ 35хм, бесшовные холоднотянутые сплавы № 176; детали трубопроводной арматуры после закалки и отпуска; стальные конструкции; сварные крестовины ВС; хладостойкие бесшовные горячедеформированные трубы для газлифтных систем и строительства газовых месторождений.
гост 12821 пн 1 6 хомут из углеродистой стали фланец-EGO Vas styl Steel
фланец pn 6, фланец pn 6 Поставщики и производители в
Вы также можете выбрать из углеродистой стали, фланца pn 6 из нержавеющей стали Есть 240 поставщиков, которые продают фланец pn 6, в основном расположенные в Азии. Основными странами-поставщиками являются Индия, Китай и Тайвань, Китай, из которых процентная доля Поставка фланца pn 6 составляет 1%, 92% и 5% соответственно. фланец pn 6, фланец pn 6 Поставщики и производители в. Вы также можете выбрать из углеродистой стали, фланца pn 6 из нержавеющей стали. 240 поставщиков продают фланец pn 6 на , в основном расположенные в Азии.Основными странами-поставщиками являются Индия, Китай и Тайвань, Китай, из которых доля поставок фланцев pn 6 составляет 1%, 92% и 5% соответственно. Производители фланцев с приварной горловиной Китай, ASME B16.5 WeldDimension NPS 1 / 2 ~ 24 (15NB-600NB), NPS 26 ~ 60 Материал Углеродистая сталь, нержавеющая сталь, дуплексная сталь, легированная сталь и т. Д. Стандарты ANSI / ASME, BS, DIN, EN, JIS, ГОСТ, ISO, API, SANS / SABS, и т. д. График толщины 10 (S) в график 160 Сертификаты CE-PED 2014/68 / EU / ISO 9001 / MTC EN10204 3.1 / 3.2 Возможность поставки 100 тонн в месяц Нестандартный тип Согласно чертежу
Фланцы напорные ГОСТ 12821-80 Фланцы ГОСТ 33259: 2015
[адрес электронной почты защищен], Jinan Hyupshin Flanges Co., ООО поставляет Фланцы приварные шейки ГОСТ 12821-80 Фланцы из кованой стали ПН10, Производитель ГОСТ 12821-80 Фланец 12821-80 Фланец, ПН0,6Мпа, ПН1.0Мпа, ПН1.6Мпа, ПН2,5Мпа, ПН4.0Мпа, ПН6 ПН10 ПН16 PN25 PN40, фланцы из углеродистой стали и фланцы из нержавеющей стали / ГОСТ 12821 PN 1 6 фланцев с буртиком из углеродистой стали; Поставка BS4504 Slip On Plate Flange, Flat Flange, PN6 в соответствии с британским стандартом BS 4504, раздел 3.1 1989 — Круглые фланцы для труб, клапанов и фитингов ( PN Designated), Технические условия для стальных фланцев, охватывающие фланцы в диапазонах номинального давления PN 2.От 5 до PN 40 и номинальных размеров до DN 4000 (см. Таблицу ниже). Некоторые результаты удалены в связи с уведомлением о требованиях местного законодательства. Для получения дополнительной информации см. Здесь. Назад123456Следующий ГОСТ / 12821-80 Pn1,6 МПа DN125 20 мин. Кованый фланец с приварной горловиной Китай ГОСТ / 12821-80 Pn1,6 МПа Dn125 20mn Приварной фланец с горловиной, подробные сведения о Китае GOST 12821-80 Фланцы, фланец приварной горловины ГОСТ 12821-80 из ГОСТ / 12821-80 Pn1,6 МПа Dn125 20mn Кованый фланец
PN 10 Фланцы кованые из углеродистой стали ГОСТ
фланцы приварные из углеродистой стали по ГОСТ 12821-80 PN 6-PN160 толщиной 24мм ГОСТ углеродистая сталь Российский стандарт фланец, фланцы трубные 30-36 листовые фланцы ASME B 16.5 класс 125 класс 150 для размера трубы в Австралии. Изображения ГОСТ 12821 PN 1 6 изображений фланцев с буртиком из углеродистой стали ГОСТ Стандартный фланец (ГОСТ 12820 / ГОСТ 12821 / ГОСТ / 12820-80 Отверстия фланцы ГОСТ 12821 Фланцы RTJ ГОСТ 33259 Фланцы приварные внахлест ГОСТ / 12820- 80 Фланцы резьбовые ГОСТ 12821 Фланцы приварные ГОСТ 33259 Фланцы приварные ГОСТ 12820 Фланцы плоские ГОСТ 12821 Тип обработки фланцев ГОСТ 33259 Фланцы притертые ГОСТ 12820-80 Фланцы SORF ГОСТ 12821 Фланцы SWRF Фланцы ГОСТ, фланец ГОСТ 12820, фланец ГОСТ 12821 ГОСТ 12821 ГОСТ 12821 является одним из ведущих производителей-поставщиков фланцев ГОСТ, ГОСТ 12820-80, ГОСТ 12821-80, фланцев кованых ГОСТ, экспортеров фланцев ГОСТ в Индии PN = 1,6 (16 / ГОСТ 12821 пн 1 6 фланец воротник из углеродистой стали №178; ) Фланцы из никелевого сплава, фланцы из углеродистой стали, фланцы из легированной стали, фланцы из монеля, фланцы из инконеля, фланцы из хастеллоя, сплав 20
ГОСТ 12820-80 Размеры фланца, ГОСТ 12815/12821/
Фланцы из нержавеющей стали ГОСТ 12821-80 включают глухие фланцы (ГОСТ12836-67), плоские фланцы (ГОСТ12820-80), фланцы приварные встык (ГОСТ12821-80), стальные приварные встык фланцы ГОСТ12821-80 и т. Д.Размер этих фланцев из углеродистой стали по ГОСТ 12821-80 колеблется от DN15 до DN1600. Помимо того, что фланец ГОСТ 12820-80 доступен в этих размерах, фланец ГОСТ 12820-80 может иметь размеры фланца ГОСТ 12820-80, ГОСТ 12815/12821 / Как правило, ГОСТ 12821- Фланцы 80 RTJ находят применение в таких отраслях, как природный газ, трубопроводные проекты, нефтяные месторождения, шельф, водные системы, судостроение, электроэнергетика и т. Д. Материалы, используемые для производства фланцев ГОСТ 12821, включают углеродистую сталь (например, A105, SS400, SF440 RST37 .2, S235JRG2, P250GH, C22.8), нержавеющая сталь (для e.g.- F304, F304L, F316, F316L, 316Ti), сплавы, такие как медь, никель, фланцы стандарта ГОСТ, фланец ГОСТ 12821 80, заглушка ГОСТ Фланец ГОСТ 12821 представляет собой фланец из нержавеющей стали, который может находиться в диапазоне от DIN15 до DIN1600. также разные типы фланцев. Существуют также различные типы фланцев. Фланец ГОСТ 12821 80 используется в нефтяных месторождениях, морской нефтяной промышленности, природном газе
ГОСТ 12821-80 Фланец приварной встык 0,6,1,0,1,6,2,5 МПа Сталь
ГОСТ 12821-80 Фланец приварной, 0.6,1,0,1,6,2,5 МПа Фланцы стальные приварные встык Фланцы стальные приварные по ГОСТ 12821-80 (типы, присоединительные размеры и размеры уплотнительных поверхностей по ГОСТ 12815-80). 12821-80, 0,1 20 (1 ГОСТ 12821-80 Фланец приварной, Фланец PN 0,6 МПа, Фланец PNGOST 12821-80 PN 1,6 МПа. ГОСТ 12821-80 Фланец PN 2,5 МПа Фланец F65 A860 WPHY65 ТРУБНАЯ ФИТИНГ Фланец Легированная сталь фланец API Фланец AS 4087 ФЛАНЕЦ BS3293 Фланцы C70600 Фланец Фланец из углеродистой стали медно-никелевый Фланец CUNI DIN 2576 Фланец DIN 2642 Фланец DIN 86044 Фланец Дуплекс Труба из нержавеющей стали Фторуглеродное покрытие Шпилька ГОСТ 12821-80 Фланец PN1.6 МПа Размеры Масса ГОСТ 12821-80 Фланец PN1,6 МПа Размеры Масса ДЛЯ ПОЛУЧЕНИЯ ЛУЧШЕЙ СДЕЛКИ НА ЭЛЕКТРОННУЮ ПОЧТУ НА [электронная почта] PN = 1,6 (16 / ГОСТ 12821 pn 1 6 фланец из углеродистой стали с буртиком # 178;)
Размеры фланцев ГОСТ 12821, см. ГОСТ 12821 ГОСТ
Petromet является признанным правительством производителем фланцев ГОСТ 12821 в Индии. Мы предлагаем фланцы с длинной приварной шейкой по ГОСТ 12821, кованые фланцы по ГОСТ 12821, переходные фланцы по ГОСТ 12821 Фланцы с приварной шейкой по ГОСТ 12821 по заводским ценам из-за разумного количества человеко-часов в Индии и из лучших поставщиков высококачественных плоских фланцев ГОСТ 12821-80 по лучшей цене в Мумбаи, Индия.ГОСТ 12820-80 Фланец, ГОСТ 12821-80 Фланец ГОСТ 12820-80 Фланец, ГОСТ 12821-80 Фланцы Мы экспортируем в ОАЭ, Саудовскую Аравию, Катар, Оман, Малайзию, Синагапур, Индонезию, Судан, Израиль, Южную Африку, Кению Metal Industries is a Профессиональный производитель стальных фланцев и поковок в Индии, специализирующийся на производстве фланцев ГОСТ 12820-80, фланцев ГОСТ 12821-80, клапанов стальных, фланцев болтов ГОСТ 12820-80 Фланец, ГОСТ 12821-80 Производители фланцев ГОСТ 12820-80 Фланец, ГОСТ 12821-80 Фланцы, которые мы экспортируем в ОАЭ, Саудовскую Аравию, Катар, Оман, Малайзию, Синагапур, Индонезию, Судан, Израиль, Южную Африку, Кению Metal Industries — профессиональный производитель стальных фланцев и поковок в Индии, специализирующийся на производстве фланцев по ГОСТ 12820-80, ГОСТ 12821 -80 Фланцы, вентиль стальной, фланцы болты
ГОСТ 12820-80 304 ВНРФ Фланец 6 1.6 МПа — www
Китай Производитель фланцев с приварной шейкой Metallicsteel предлагает фланец ГОСТ 12820-80 304 WNRF, 6,1,6 МПа. ГОСТ 12820-80 Фланец 304 PL DN80 1,6 МПа уже много лет специализируется на производстве кованых фланцев. Заглушки, фланец из углеродистой стали, колено из углеродистой стали, тройник из нержавеющей стали, редуктор, стальная труба F Фланец EN1092-1 ТИП 01 Фланец, PN6, PN10, PN16, PN25 ГОСТ 12821-80 Фланец PN6 ГОСТ 12821-80 Фланец PN10 ГОСТ 12821-80 Фланец PN16 ГОСТ 12821-80 Фланец PN25 ГОСТ 12821-80 Фланец PN40 AWWA ФЛАНЕЦ C207 Класс 125 LW CL B, D Фланец кованый.2. Материал Углеродистая сталь P235GH, P245GH, P250GH, RST37.2, C22.8, S235JR, ST37, ASTM A105 3. Материал Нержавеющая сталь ASTM A182 F304, F304L, F316, F316L, F321
Китай ГОСТ PN16 производители фланцевых фланцев со стальной муфтой,
Gost Материал фланца фланца для углеродистой и нержавеющей стали, а также легированной стали. Давление фланца ГОСТ для PN6 PN10 PN16 PN25 PN40 PN63 PN100. ГОСТ Фланец фланца и фланец пластины, используемые в проекте трубопровода. Фланец ГОСТ используется в России, Узбекистане, Казахстане, Украине и других странах. страны.Завод для всех видов фланцев и фитингов с китайским стандартным фланцем из картонной стали ГОСТ 12821-80 — стальным фланцем, фланцем из кованой стали, производителем / поставщиком фланцев из нержавеющей стали в Китае, предлагающим фланец из стандартной картонной стали ГОСТ 12821-80, фланец с приварной шейкой A105 ( 1 / 2-72), бесшовное колено из углеродистой стали ASTM A234 Wpb Sch50 и т. Д. Трубные фланцы из углеродистой стали в соответствии со стандартами ASME, ГОСТ, EN 36-летний завод кованых фланцев из углеродистой стали, фланец с приварной горловиной, надвижной фланец, глухой фланец, пластинчатый фланец, фланец с муфтой, фланец с резьбой, в соответствии со стандартами ASME, ГОСТ, EN, DIN, SABS, BS, JIS
Фланцы трубные из углеродистой стали по стандарту ASME, ГОСТ, EN
36-летний завод по производству кованых фланцев из углеродистой стали, фланцев с приварной шейкой, накладных фланцев, глухих фланцев, плоских фланцев, фланцев с муфтой, фланцев с резьбой, в соответствии со стандартами ASME, ГОСТ, EN, DIN, SABS, BS, JISASTM A182 Фланец с приварной шейкой из легированной стали, 900LB — фланец Landee Китай ASTM A182 Фланец с приварной шейкой из легированной стали ASTM A182 F11, Фланцы с приварной шейкой F22, 900LB, PN150, ГОСТ 12821, ГОСТ 12822, 1/2-24 дюйма, DN15-DN600.12345NextGost 12821 Углеродистая сталь Q235 Фланец для продажи
ГОСТ 33259: 2015, ГОСТ 12821-80 Фланцы, 12821
Jinan Hyupshin Flanges Co., Ltd поставляет фланцы с приварной шейкой ГОСТ 12821-80 PN40, спецификации фланца ГОСТ 12821-80, фланец 12821-80 PN4.0Mpa, PN40, фланцы с приварной шейкой, фланец WNRF включает размеры, OD, ID , PCD, ГОСТ 12836-67 Фланец, 12836-67 Фланец, Jinan Hyupshin Flanges Co., Ltd поставляет ГОСТ 12836-67 Фланцы глухие PN25, спецификации ГОСТ 12836-67 Фланец, 12836-67 Фланец PN2.5МПа, PN25, Сталь ГОСТ 12836-67 Фланец, 12836-67 Фланец, Jinan Hyupshin Flanges Co., Ltd поставляет ГОСТ 12836-67 Фланцы глухие PN16, спецификации ГОСТ 12836-67 Фланец, 12836-67 Фланец PN1.6Mpa, PN16, Сталь
CZ FERRO — СТАЛЬ, spol. s r.o. — velkobchod s hutním materiálem
.Тянутые и сварные стальные закрытые квадратные и прямоугольные профили — описание
Трубы стальные тянутые профильные изготавливаются из стальных прямошовных труб.Они предназначены для таких применений, где требуется более высокая точность размеров и качества поверхности. Трубы секций поставляются с параметрами качества, указанными в стандартах, приведенных в таблицах.
Параметры:
| Технические характеристики | Трубы стальные закрытые тянутые | ||
| квадратная | прямоугольной формы | ||
| Соответствующие стандарты — CSN EN | 10305-5 | 10305-5 | |
| Соответствующие стандарты — CSN | 42 6935 | 42 6936 | |
| Соответствующие стандарты — DIN | 2395 | 2395 | |
| Стандарты сопоставимые — ГОСТ | 8639 | 8645 | |
| Размер [мм] | 8,00×8,00 — 60,00×60,00 | 15,00×10,00 — 100,00×40,00 | |
| Толщина стенки [мм] | 0,80 — 3,00 | 0,60 — 4,00 | |
| Нормы поставки | |||
Качество материала:
Предложение сталей:
| EN 10305-5 | E155, E190, E195, E220, E235, E260, E275, E320, E355, E370, E420 |
| ČSN | 11320, 11343, 11373 |
| DIN | Ст12, USt34-2, USt37-2 |
| ГОСТ | 08кп, Ст2кп |
Профиль и размер программы:
квадратный — скачать
прямоугольный — скачать
Поверхность:
Трубы вытянутого профиля поставляются с глянцевой поверхностью.Сварной шов на внешней поверхности может быть виден, внутреннее кольцо снимается. Поверхностные дефекты и царапины не превышают половины допустимого значения толщины стенок.
Термическая обработка:
Тянутые стальные закрытые профильные трубы поставляются по требованию заказчика:
- без термообработки (состояние ВК по стандарту DIN)
- нормализованное (состояние NBK по стандарту DIN)
Длина и допуски:
| Диапазон длин | Длина [м] | Допуски [мм] |
| Произведено | 2–7 | |
| Примерно | 3,5 — 7 | ± 250 |
| точный | 3,5 — 7 | + 50 |
| Сервис | 0,3 — 2 | ± 0,5 |
Пределы допусков внешних размеров и толщины стенки соответствуют соответствующим стандартам.По согласованию могут поставляться трубы квадратного сечения всех размеров и трубы прямоугольного сечения большего размера до 60 мм.
Упаковка и обозначение:
Тянутые стальные профильные трубы поставляются в ленточно-блочных квадратных пучках массой до 2000 кг. Каждая пачка снабжена этикеткой производителя, на которой указаны следующие данные:
- размер
- марка стали
- длины
- номер плавки
- вес в кг, по договоренности длина в м и количество штук
- заказчик
Поверхность секционных трубок защищена от атмосферной коррозии консервантом.
.