Выбор клея для труб пвх и инструкция по холодной сварке
Клей холодная сварка для пластика, стал незаменимым в строительстве и ремонте. Удобство в том, что специальных приспособлений для работы или навыков не нужно. Высокая прочность склеивания, может легко конкурировать с другими составами. Преимущество холодного сваривания состоит в отсутствии термических воздействий на пластик. Плотность обрабатываемой поверхности не несёт ключевого значения и не влияет на качество соединения.
Преимущество холодного сваривания состоит в отсутствии термических воздействий на пластик
Блок: 1/5 | Кол-во символов: 529
Источник: https://svarkaprosto.ru/tehnologii/instruktsiya-po-primeneniyu-holodnoj-svarki-dlya-plastmassy
Разделы статьи
Способы соединения пластиковых труб
Известно несколько методов соединения ПВХ труб между собой:
- Химический, или клеевой.
- Физико-химический:
- сварка;
- сплавление.


- Механический:
- резьбовой;
- с использованием фитингов.
Преимущества химического способа перед другими:
- Повышение оперативности сборки систем водоснабжения и водоотведения.
- Уменьшение риска протечек, которые могут возникнуть при механическом соединении или сварке труб встык.
- Снижение трудоемкости процесса.
- Меньший расход электроэнергии.
- Уменьшение материалоемкости.
- Невысокая себестоимость монтажа.
Клеевым способом с успехом соединяют трубы различных диаметров: 6–400 мм.
Клей для холодной сварки поливинилхлорида
Сравнивая клеевое соединение труб со сварным и механическим, можно заметить некоторое сходство и различие:
- По быстроте, качеству и малой материалоемкости проводимых работ соединение методом склеивания не уступает традиционной сварке. Однако, в отличие от нее, метод склеивания не использует специальное оборудование. Аппарат для сварки труб ПВХ, который применяется для устройства системы пластиковых труб, потребляет достаточно большое количество электроэнергии. За счет этого повышается себестоимость монтажа системы труб сварным способом.
- Механическое соединение, как и клеевое, не так энергозатратно, но гораздо более материалоемко. Использование дополнительных расходных материалов (различного рода фитингов) неизбежно приводит к удорожанию монтажных работ.
 Аппарат для сварки труб ПВХ, который применяется для устройства системы пластиковых труб, потребляет достаточно большое количество электроэнергии. За счет этого повышается себестоимость монтажа системы труб сварным способом.
Аппарат для сварки труб ПВХ, который применяется для устройства системы пластиковых труб, потребляет достаточно большое количество электроэнергии. За счет этого повышается себестоимость монтажа системы труб сварным способом.Такова разница в способах монтажа, на основе нее вы можете оценить их трудоемкость и выбрать наиболее подходящий способ.
Блок: 2/4 | Кол-во символов: 1560
Источник: http://vse-o-trubah.ru/holodnaya-svarka-pvh-trub-tehnologiya-soedineniya-kleevym-sposobom-svoimi-rukami.html
Область применения
Стремительное развитие промышленности с использованием пластиковых материалов, спровоцировало популярность клея холодная сварка.
Основные сферы использования:
- Ремонт пластмассовых корпусов технических изделий;
- Выравнивание и склеивание кузовных деталей автомобиля;
- Починка рыболовных снастей;
- Наладка канализационных систем;
- Соединение пластиковых деталей и узлов.

Клей холодная сварка применяется не только для соединения пластика, так же прочно соединяет металлоконструкции, дерево, и другие материалы.
Блок: 2/5 | Кол-во символов: 529
Источник: https://svarkaprosto.ru/tehnologii/instruktsiya-po-primeneniyu-holodnoj-svarki-dlya-plastmassy
Сварка ПВХ труб холодным способом
При монтаже пластиковых труб с раструбом применяется сварка ПВХ труб методом склеивания. Этот способ соединения называют «холодной сваркой». Его рассмотрению мы и посвятим нашу статью.
Клеевой способ соединения отличается крайней простотой выполнения
Способы соединения пластиковых труб
Известно несколько методов соединения ПВХ труб между собой:
- Химический, или клеевой.
- Физико-химический:
- Механический:
- с использованием фитингов.
- с использованием фитингов.

Преимущества химического способа перед другими:
- Повышение оперативности сборки систем водоснабжения и водоотведения.
- Уменьшение риска протечек, которые могут возникнуть при механическом соединении или сварке труб встык.
- Снижение трудоемкости процесса.
- Меньший расход электроэнергии.
- Уменьшение материалоемкости.
- Невысокая себестоимость монтажа.
Клеевым способом с успехом соединяют трубы различных диаметров: 6–400 мм.
Клей для холодной сварки поливинилхлорида
Сравнивая клеевое соединение труб со сварным и механическим, можно заметить некоторое сходство и различие:
- По быстроте, качеству и малой материалоемкости проводимых работ соединение методом склеивания не уступает традиционной сварке. Однако, в отличие от нее, метод склеивания не использует специальное оборудование. Аппарат для сварки труб ПВХ, который применяется для устройства системы пластиковых труб, потребляет достаточно большое количество электроэнергии. За счет этого повышается себестоимость монтажа системы труб сварным способом.
- По быстроте, качеству и малой материалоемкости проводимых работ соединение методом склеивания не уступает традиционной сварке.
 Однако, в отличие от нее, метод склеивания не использует специальное оборудование. Аппарат для сварки труб ПВХ, который применяется для устройства системы пластиковых труб, потребляет достаточно большое количество электроэнергии. За счет этого повышается себестоимость монтажа системы труб сварным способом.
Однако, в отличие от нее, метод склеивания не использует специальное оборудование. Аппарат для сварки труб ПВХ, который применяется для устройства системы пластиковых труб, потребляет достаточно большое количество электроэнергии. За счет этого повышается себестоимость монтажа системы труб сварным способом.
- Механическое соединение, как и клеевое, не так энергозатратно, но гораздо более материалоемко. Использование дополнительных расходных материалов (различного рода фитингов) неизбежно приводит к удорожанию монтажных работ.
Такова разница в способах монтажа, на основе нее вы можете оценить их трудоемкость и выбрать наиболее подходящий способ.
Почему и как стоит использовать «холодную сварку»
Особенности «холодной сварки»
- Для работы используется клей, специально предназначенный для соединения труб и соединительных деталей (фитингов), изготовленных из хлорированного поливинилхлорида (ХПВХ).
- Для работы используется клей, специально предназначенный для соединения труб и соединительных деталей (фитингов), изготовленных из хлорированного поливинилхлорида (ХПВХ).

- Клей растворяет поверхности соединяемых деталей на одну треть толщины, т.е. осуществляется холодная диффузионная сварка.
- На такой процесс, как пайка труб ПВХ, оказывают влияние различные условия:
- влажность воздуха;
- Работы по склеиванию труб можно проводить при широком диапазоне температур воздуха: 5–35°С. Использование морозостойкого клея делает возможным проведение работ при температуре до –17°С. При жаркой погоде склеивание следует производить как можно быстрее, во избежание высыхания клея до завершения монтажа.
Количество соединений, которое можно произвести при помощи 1000 мл клея
- По своим свойствам клей должен быть:
- с однородной консистенцией;
- без посторонних включений.
- без посторонних включений.

Емкость с клеем следует плотно закрывать крышкой в перерывах между непосредственным проведением работ, чтобы избежать испарения летучих компонентов.
Технология клеевого соединения труб
Спайка труб ПВХ в раструб производится в несколько этапов:
Схема «холодной сварки» труб из ПВХ
- Ровно отрезать необходимый кусок трубы. Для этого могут быть использованы:
- ножовка по металлу, имеющая мелкие зубцы;
- специальные ножницы.
- Снять фаску на конце трубы, соблюдая угол в 15 градусов, используя фаскосниматель. Следует избегать появления заусенцев.
- Очистить раструб фитинга и трубу от грязи и пыли, удалить влагу.
Для эффективной очистки соединяемых деталей можно использовать очиститель для труб ХПВХ.
- Нанести клей. Работа производится кистью аккуратно по поверхности трубы и раструба.
- Вставить в раструб трубу сразу же после нанесения клеевого слоя.
- Для того чтобы клей равномерно распределился по склеиваемым поверхностям, повернуть фитинг на 90 градусов относительно трубы.
- Зафиксировать детали на 20–30 секунд. Не производить повторного поворачивания соединенных деталей после их фиксирования! Весь процесс склеивания должен быть закончен в течение 1 минуты.
Время выдержки соединения до пробной подачи транспортируемой жидкости или газа
- По окончании склеивания проверить наличие равномерного слоя («валика») клея по окружности.
- По окончании склеивания проверить наличие равномерного слоя («валика») клея по окружности.

- При необходимости убрать избыточный клей при помощи мягкой ткани.
Плюсы клеевого соединения ПВХ труб
- Возможность проведения качественного монтажа пластиковых труб даже в местах, доступ к которым затруднен.
- Нет необходимости использовать дорогое оборудование, потребляющее много электроэнергии. Весь процесс может быть проведен своими руками.
- Непосредственно в процессе склеивания деталей из ХПВХ происходит образование монолитной структуры, которая гарантирует герметичность стыка.
- При проведении клеевой «сварки», в отличие от обычной, внутри трубы не образуется наплывов, которые сужают просвет труб и способствуют оседанию на поверхности твердых частиц.
- Соблюдение несложных правил и рекомендаций по проведению работы исключает возникновение провисания и протечек трубопровода.
- Соблюдение несложных правил и рекомендаций по проведению работы исключает возникновение провисания и протечек трубопровода.

- Срок службы трубопровода, смонтированного методом склейки, может достигать 50 лет.
Блок: 2/5 | Кол-во символов: 5516
Источник: https://rinnipool.ru/raznoe/holodnaya-svarka-dlya-trub-pvh.html
Виды холодной сварки для пластмассы
Производители данной техники склеивания пластика, предлагают несколько видов холодной сварки для пластмассы:
- Однокомпонентный состав, способен склеить любые виды пластика. Имеет консистенцию обычного канцелярского клея. Часто используется в быту, считается универсальным.
- Двухкомпонентный. Само название говорит за себя, состоит из смолы и наполнителя. Для использования смешивают в равных долях.
- Стержневой, выпускается в форме карандаша с внутренним наполнителем. Перед использованием, требует дополнительного вымешивания, до однородной субстанции.
Стержневая холодная сварка в форме карандаша
По консистенции они делятся на жидкие и пластилинообразные. Применяются в зависимости от сложности работ и толщины сваривания.
Применяются в зависимости от сложности работ и толщины сваривания.
Выбор холодной сварки
Разные производители, предлагают широкий ассортимент данного продукта. К выбору состава нужно подходить с особой внимательностью, учитывая все параметры склеиваемых материалов.
- Температурный режим. Планируя работу при высоких термических условиях, важно уточнить максимальный температурный режим, который выдержит клей. Стандартно — 200-260 градусов, в зависимости от марки. Если не обращать внимание на характеристики состава, возможны нарушения эксплуатации ремонтируемых элементов.
- Максимальные нагрузки. Предполагают допустимые нормы силы давления после использования холодной сварки. Данные на сдвиг и разрыв помогут избежать некачественного соединения, и сделать швы очень прочно.
- Скорость засыхания. Для длительного ремонта подойдут медленно остывающие клеи — около 1 часа, а для быстрого используют холодную сварку моментального склеивания — 3-10 минут.
- Консистенция. С помощью жидкого состава удобно клеить тонкие детали, корпус любой техники. Пластилинообразный, предназначен для более грубых работ, выравнивания поверхностей бампера, соединения отопительных и канализационных систем, дождевых стоков.
К выбору состава нужно подходить с особой внимательностью, учитывая все параметры склеиваемых материалов
Блок: 3/5 | Кол-во символов: 2001
Источник: https://svarkaprosto.ru/tehnologii/instruktsiya-po-primeneniyu-holodnoj-svarki-dlya-plastmassy
Клей для полипропиленовых труб
Технология склейки данного вида материала практически не отличается от соединения труб ПВХ. Клеи для полипропилена могут быть аналогичными. Часто мастера применяют Тангит. Под этой маркой реализуется ряд однокомпонентных средств, которые нужно просто нанести на поверхность трубы. Также продаются двухкомпонентные средства, которые надо смешивать перед применением. Они более надежные, создают самый прочный шов, но потребуют больше усилий на работу. Вот список прочих хороших клеев для изделий из полипропилена:
Вот список прочих хороших клеев для изделий из полипропилена:
- Cosmoplast 500. Однокомпонентный прозрачный клей, применяется в быту и промышленности. Качество сцепления с поверхностью идеальное, поэтому элементы можно располагать даже под углом (клей показан для уголков и стыков трубы). Из минусов надо назвать очень быстрое первичное схватывание — 3–5 секунд. Полная полимеризация наступает за 16 часов.
- Dow Corning 7091. Представляет собой клей-герметик, создаваемое им соединение будет стойким к действию воды, перепадам температур.
- WEICON Easy-Mix PE-PP. Двухкомпонентный состав для всех типов пластиковых труб, основу средства составляет метилакрил. Застывает за сутки, первичное схватывание происходит за 30 секунд.
Алгоритм приклеивания труб из полипропилена аналогичен таковому для изделий из ПВХ. Вначале трубы обрезают, затем делают пробное соединение, после чего проводят склейку. Спустя час можно проверить стык на герметичность — это позволит сразу найти дырку, вовремя ее заделать и избежать трубной течи в будущем.
Иногда в системе водоснабжения или сливных труб, сделанной из металлопластика, возникает протечка. Надо сказать, что такие случаи достаточно редки, ведь прочность материала очень высока. Почему могут образовываться дырочки? Алюминиевая труба, которая является основой, может потечь только при ошибках монтажа или при серьезном механическом воздействии на изделие. Обычно причиной является несоблюдение радиуса изгиба во время установки, тогда дыра формируется на месте сгиба. Также проблему может вызвать неправильно смонтированный фитинг.
При ремонте для начала надо перекрыть воду и применить временную меру — наложить специальную клейкую ленту или сделать так называемый бандаж для труб из куска резины. Как заклеить металлопластиковую трубу? Если отверстие небольшое, можно заделать его эпоксидкой или герметиком. Предварительно надо обработать поверхность наждачкой и обезжирить. Наждачная бумага создаст нужную шероховатость, что усилит адгезию. Наносят слой клея, после обматывают место стыка бинтом в 3–4 слоя, смазывают еще слоем клея. Через 12 часов можно эксплуатировать трубу.
Через 12 часов можно эксплуатировать трубу.
Если течь происходит из-за повреждения фитинга, нужно отключить воду, разобрать подтекающий конец (снять гайку, трубу вытянуть). Важно осмотреть уплотнительное кольцо, штуцер, резьбу на предмет повреждений и заменить детали. Если труба лопнула, придется ее полностью заменить.
Блок: 4/5 | Кол-во символов: 2883
Источник: https://kraska.guru/klej/stroitelnyj/dlya-pvx-trub.html
Инструкция по применению
От правильной подготовки поверхностей, зависит долговечность и качество склеивания. Инструкция по применению, написана пошагово производителем, на коробке или тюбике. Для избежания кожных повреждений, рекомендуется работать в перчатках. Последовательность выполнения влияет на качество дальнейшей работы склеиваемого элемента.
Перед нанесением холодной сварки, нужно затереть область повреждённой поверхности мелкой наждачной бумагой или надфилем. Обезжирить участок растворителем или ацетоном. Отсутствие этой процедуры, может спровоцировать разрыв.
Следует быстро нанести клей небольшим слоем. Остатки состава повторно использовать невозможно, поэтому предварительно рассчитайте необходимое количество. После нанесения, для прочности понадобиться жгут или пресс. Спустя несколько часов, жгут или пресс можно снять, и вести дальнейшие работы.
Остатки состава повторно использовать невозможно, поэтому предварительно рассчитайте необходимое количество
Температурный режим в помещении или на улице влияет на время сварки. Чем он выше, тем быстрее засохнет материал.
Блок: 4/5 | Кол-во символов: 1090
Источник: https://svarkaprosto.ru/tehnologii/instruktsiya-po-primeneniyu-holodnoj-svarki-dlya-plastmassy
Разновидности клеев и способы монтажа
Все химические составы для пластиковых труб на клею относятся к двум группам.
К первой группе относятся клеи для канализационных труб горячего сплавления. Кроме того, они подходят для соединения и воздухоотводных, и водопроводных труб из ПВХ. При правильном использовании клеевого состава в итоге получается качественное и долговечное соединение. Для этого прилагается инструкция от изготовителя – она позволит правильно расходовать вещество, так что стыки получатся в полной мере герметичными.
Для этого прилагается инструкция от изготовителя – она позволит правильно расходовать вещество, так что стыки получатся в полной мере герметичными.
Учтите, что клей для канализационных пластиковых труб ПВХ – легковоспламеняющееся вещество. Поэтому придерживайтесь всех правил противопожарной безопасности. Кроме того, избегайте соприкосновения с кожей!
Соединение труб, даже в случае не совсем четкой обработки швов, будет иметь качественный результат. Для монтажа потребуется особый паяльник для изделий из пластика. Достаточно обзавестись обычным непрофессиональным оборудованием малого размера.
Паяльник понадобится для прогрева торцов элементов трубопровода. Как правило, аппарат комплектуется рядом различных насадок, позволяющих работать с трубами разного сечения. Инструмент состоит из нагревательных ТЭНов и подошвы. Для правильной пайки труб нужно изучить все температурные режимы работы инструмента. В данном случае все детали водопровода потребуется прогревать до 260 ºС.
Еще одним способом сварки является холодное склеивание.
Склеивание ПВХ труб в таком случае будет проводиться такими средствами:
- универсальными;
- специализированными.
Разница между ними состоит в том, что второй вариант может быть применен лишь для склеивания трубной продукции, а первый может быть использован для любых изделий, состоящих из поливинилхлорида. К примеру, универсальный клей холодной сварки подойдет для спайки линолеума.
Прокладка ПВХ труб при помощи холодной сварки чаще всего производится раструбным методом. Перед использованием клей нужно хорошенько перемешать. Для получения более качественного соединения, еще на заводе узкую часть поверхности трубы делают немного шероховатой. Во время прокладки раструб с внутренней части нужно обезжирить, после чего трубу покрывают клеевым составом и прибегают к химической сварке.
Особенно качественно стоит обработать поверхности для склейки – они должны быть максимально чистыми (про «Как выполняется склейка полипропиленовых труб при монтаже и ремонте трубопроводов»). Если этого не сделать, в результате можно получить не такое качественное соединение, как хотелось бы. Удерживают склеиваемые детали на протяжении нескольких секунд, обычно 15 секунд и более. В процессе склеивания пластиковые детали запрещается вращать и смещать. Лишний клей можно легко удалить салфеткой.
Если этого не сделать, в результате можно получить не такое качественное соединение, как хотелось бы. Удерживают склеиваемые детали на протяжении нескольких секунд, обычно 15 секунд и более. В процессе склеивания пластиковые детали запрещается вращать и смещать. Лишний клей можно легко удалить салфеткой.
Только что склеенные трубы нельзя перемещать в течение 5-15 минут, а заполнять готовую систему водой можно лишь по прошествии суток.
Блок: 4/6 | Кол-во символов: 2956
Источник: https://trubaspec.com/soedinenie-trub/kakoy-kley-dlya-pvkh-trub-vybrat-preimushchestva-i-nedostatki-vidov.html
Работа с чугунным радиатором при протечке
Случается, что батарея отопления потекла — испортился резьбовой стык, появилась течь на секции. Для ремонта потребуются эпоксидный клей и бинт. Материал пропитывают клеем, наносят на область дырки. После схватывания можно закрасить эту область в основной цвет. Данная мера считается временной, и после отключения отопления лучше заменить радиатор.
Также используется холодная сварка батарей. Специальное средство разминают в руках, прикладывают на место повреждения. Оно быстро расплавляется, схватывается и позволяет «заплатке» просуществовать до момента отключения отопления.
Не стоит пытаться клеить радиаторы при сильной течи, которая привела к аварийной ситуации. Лучше сразу вызвать бригаду специалистов, которая остановит течь и поменяет радиатор на новый.
Блок: 5/5 | Кол-во символов: 823
Источник: https://kraska.guru/klej/stroitelnyj/dlya-pvx-trub.html
Полезные советы
Если при работе со сваркой произошел контакт с кожей, необходимо срочно намылить участок и смыть холодной водой. Смягчить возможный ожёг, поможет масло или любой крем.
Хранить состав нужно в сухом холодном месте, без попадания солнечных лучей, в тепле быстро застывает. При подсыхании или отвердении подогреть на любой тёплой поверхности в течении получаса.
Для получения быстрого эффекта, поможет воздействие на участок склеивания горячим воздухом, например феном.
Приобретая продукт неизвестного производителя, изучите состав и срок годности.
Клей холодная сварка для пластика, незаменимый продукт. Имеет широкий спектр использования как в быту так и на строительных площадках. Благодаря высокой прочности и простоте в эксплуатации, применяется в склеивании сантехники, ремонте бамперов, и любых пластиковых изделий с разными характеристиками.
Блок: 5/5 | Кол-во символов: 870
Источник: https://svarkaprosto.ru/tehnologii/instruktsiya-po-primeneniyu-holodnoj-svarki-dlya-plastmassy
Кол-во блоков: 14 | Общее кол-во символов: 21460
Количество использованных доноров: 6
Информация по каждому донору:
- http://vse-o-trubah.ru/holodnaya-svarka-pvh-trub-tehnologiya-soedineniya-kleevym-sposobom-svoimi-rukami.html: использовано 2 блоков из 4, кол-во символов 2378 (11%)
- https://trubaspec.com/soedinenie-trub/kakoy-kley-dlya-pvkh-trub-vybrat-preimushchestva-i-nedostatki-vidov.html: использовано 1 блоков из 6, кол-во символов 2956 (14%)
- https://kraska. guru/klej/stroitelnyj/dlya-pvx-trub.html: использовано 2 блоков из 5, кол-во символов 3706 (17%)
- https://rinnipool.ru/raznoe/holodnaya-svarka-dlya-trub-pvh.html: использовано 1 блоков из 5, кол-во символов 5516 (26%)
- http://TrubaMaster.ru/montazh-i-remont/klej-dlya-pvh-trub.html: использовано 1 блоков из 6, кол-во символов 1885 (9%)
- https://svarkaprosto.ru/tehnologii/instruktsiya-po-primeneniyu-holodnoj-svarki-dlya-plastmassy: использовано 5 блоков из 5, кол-во символов 5019 (23%)
 guru/klej/stroitelnyj/dlya-pvx-trub.html: использовано 2 блоков из 5, кол-во символов 3706 (17%)
guru/klej/stroitelnyj/dlya-pvx-trub.html: использовано 2 блоков из 5, кол-во символов 3706 (17%)простой способ устранения протечки труб без сварки
Холодная сварка труб отопления — это современный, действенный способ соединения железных магистралей (и не только) без использования инвертора и другого оборудования, работающего по типу температурного воздействия. Соединение происходит за счет деформации сварочной массы и ее плотного прилегания к рабочей поверхности.
Холодная сварка.Способ, широко применяемый в авто-слесарном деле и взятый на вооружение сантехническими бригадами.
Характеристики и компоновка холодной сварки
Выражаясь проще – это клей для металлических изделий. Производится одно- или двухкомпонентным составом. В изготовлении превалируют следующие соединения:
основа – эпоксидные смолы отвечающие за однородность и пластичность массы; в качестве наполнителя используются металлические компоненты и сера.По консистенции – это полимерный состав обладающий склеивающими действиями, при деформировании и небольшом нагреве. Прочность соединения зависит от правильности использования а также от качества смеси и подготовки свариваемой поверхности, а точнее магистрали в автономном отоплении дома .
Если подойти к исполнению правильно, то в идеальных условиях сварное место будет прочнее основной массы металла. Но при всех качествах шов по надежности уступает исполнению дуговой сварки . Собственно поэтому, холодной сваркой можно ремонтировать только небольшие поломки или течи в трубе.
Температурные показатели смеси
Состав на основе которого изготовлен материал, напрямую сказывается на том, какую температуру сможет выдержать шов. Обычно параметры указываются на упаковке, и их необходимо придерживаться, чтобы сделать герметичное соединение.
Обычно параметры указываются на упаковке, и их необходимо придерживаться, чтобы сделать герметичное соединение.
Максимальные показатели недорогих составов, при которых можно заварить место протечки в трубе, составляют 260 градусов Цельсия. Но опять же, прочность зависит от правильности проделанных работ. Поэтому решив приобрести недорогой состав, помните, что им можно «варить» только те детали, которые будут эксплуатироваться в нормальных условиях.
На рынке есть смеси, выдерживающие и более высокую температуру, до 1316 градусов Цельсия. В состав входят компоненты, способные работать при постоянном нагреве трубы индивидуального отопления дома и не только. Ремонт соединения трубы и шланга холодной сваркой.
На заметку. Чтобы варить трубы отопления достаточно приобрести недорогие низкотемпературные составы. Если правильно подготовить место, то тех максимальных показателей, которые указываются на их упаковках, будет вполне достаточно для «реанимирования» прохудившейся трубы.
Сварка труб отопления
Сварка труб отопления
Сварка – это очень обширная тема и охватить ее полностью одной статьей просто невозможно. Ранее мы уже рассказывали о том, как найти и устранить течь в системе отопления . Сегодня более обширно рассмотрим, как правильно паять полипропиленовые трубы для отопления и сваривать сталь.
Работа с полимерами
Чтобы разобраться, как правильно паять полипропиленовые трубы для отопления, нужно знать, из чего они сделаны. Полипропилен – это полимер, который может состоять из различных по структуре частиц:
гомополимеров; блок-сополимеров; рандом-сополимеров;Также следует учитывать, что при сварке труб отопления придется иметь дело с армированными изделиями. Если армирование выполнено их стекловолокна, то это никак не влияет на процесс монтажа, а вот алюминиевое покрытие нужно зачищать на глубину проникновения в стык. Это касается изделий с расположением слоя фольги ближе к наружной поверхности. Есть изделия, в которых армирование находится ближе к внутренней поверхности, в этом случае зачистка не потребуется.
Есть изделия, в которых армирование находится ближе к внутренней поверхности, в этом случае зачистка не потребуется.
Паяльник для пропилена
Перед тем как паять полипропиленовые трубы для отопления потребуется приобрести электрический паяльник. Для того чтобы спаять пропилен применяется специальный паяльник, который состоит из:
корпуса; электронного блока с катушкой, вмонтированного в корпус; нагревательной платформы; головки; также может иметь регулировку уровня нагревания платформы.При пайке пластиковых труб для отопления из пропилена важное значение имеет степень нагревания деталей. В идеале верхний слой полипропилена должен расплавиться ровно настолько, чтобы создать однородную массу, при этом, не потеряв своих физико-химических характеристик. При нарушениях температурного режима соединение будет слабым, может залить расплавленным пропиленом условный проход, что сильно заузит путь теплоносителю.
Холодная сварка для труб отопления, преимущества и недостатки метода
Трубы из металла можно использовать для внутридомовых водопроводных коммуникаций непродолжительное время. Металлические трубы допускается эксплуатировать на протяжении строго отведенного периода времени. Окислы, известковые отложения внутри железных коммуникаций уменьшают внутренний диаметр труб, и разрушают водопровод. Системы отопления, спроектированные и собранные правильно, не нуждаются в дополнительном обслуживании.
Металлические трубы допускается эксплуатировать на протяжении строго отведенного периода времени. Окислы, известковые отложения внутри железных коммуникаций уменьшают внутренний диаметр труб, и разрушают водопровод. Системы отопления, спроектированные и собранные правильно, не нуждаются в дополнительном обслуживании.
Трубы в системе отопления могут быть соединены без применения горячей сварки
Классическая высокотемпературная сварка
Как сварить отопление из железной трубы в соответствии со строительными нормами, указано в ГОСТе. Имеет значение и диаметр труб, и протяженность системы. СНИП укажет, как правильно сварить трубы для отопления в каждом конкретном случае: частное домовладение, многоэтажный дом или водопроводная линия промышленного назначения.
При использовании газового сварочного аппарата для создания качественных швов потребуется немалый практический опыт. Электросваркой также можно создавать безупречного качества сварные соединения, но в этом случае потребуется не только опыт, но и качественные электроды, верно выбранный уровень тока и «чувство дуги». Качественная электросварка трубы отопления доступна лишь настоящим профессионалам.
Качественная электросварка трубы отопления доступна лишь настоящим профессионалам.
Металлические трубы — наиболее распространенный материал для систем отопления
Холодная сварка для труб отопления
При ремонте труб и батарей в системе отопления могут применяться различные способы. Когда речь идет о бытовом применении, где наблюдаются не особо сильные нагрузки и хозяева хотят получить максимально простой и доступный метод ремонта, то вполне подходят относительно недорогие и эффективные материалы. Одним из таких является холодная сварка для труб отопления. В отличие от стандартной сварки инвертором, это не название процесса соединения металла, а название клея, использующегося для устранения неполадок.
Холодная сварка для труб отопления
Несмотря на существенную разницу в принципе действия, итоговый результат оказывается очень схожим. Качество соединения для бытовой сферы вполне удовлетворительно, ведь здесь не встречаются трубы высокого давления. Также нет сверхвысоких температур, на которые не рассчитан клей. Трубопроводы не проводят химически агрессивные жидкости и газы, что могли бы навредить наложенной латке. Стоимость одного тюбика клея является невысокой, а применение его довольно простое и не требует особого опыта. Научиться пользоваться материалом можно буквально с первого раза. Именно эти факторы обеспечили высокую популярность материалу, несмотря на явные его недостатки.
Также нет сверхвысоких температур, на которые не рассчитан клей. Трубопроводы не проводят химически агрессивные жидкости и газы, что могли бы навредить наложенной латке. Стоимость одного тюбика клея является невысокой, а применение его довольно простое и не требует особого опыта. Научиться пользоваться материалом можно буквально с первого раза. Именно эти факторы обеспечили высокую популярность материалу, несмотря на явные его недостатки.
Преимущества
Холодная сварка для батарей и труб обеспечивает надежный результат заделки трещин и течей в системе водопровода бытового использования; Процесс заделки не требует дополнительных технических устройств и прочих приспособлений; Использование холодной сварки является более безопасным процессом, чем горячей; Себестоимость наложения одного шва намного ниже, чем у других способов; Во время создания шва трубы не поддаются температурной обработке, что не портит их, а также не создает напряжений и деформации на металле; Нет сложности в проведении работ с разной толщиной изделий; Холодная сварка подходит для пластиковых труб и прочих изделий, так как относится к универсальным скрепляющим веществам; Скорость проведения ремонты является относительно высокой и все не займет много времени; Холодная сварка для труб отопления доступна во многих местах, где продаются соответствующие товары и ее можно без проблем приобрести в любой момент.
Сварка (пайка) полипропиленовых труб
Все чаше металлические трубы заменяют на пластиковые, в частности — из полипропилена. Они имеют длительный срок эксплуатации (до 50 лет), не ржавеют, не гниют, весят немного, да еще и собрать все можно своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует некоторого навыка, но он приходит быстро. Предварительно можно попрактиковаться на небольших обрезках и недорогих фитингах, а затем приниматься за создание более серьезных вещей.
Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей
Виды и назначение
Содержание статьи
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета. Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета. Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят. PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа. PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления. PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
|
Главная » Холодная сварка труб Опубликовано: 23.10.2017Холодная сварка труб отопления — это современный, действенный способ соединения железных магистралей (и не только) без использования инвертора и другого оборудования, работающего по типу температурного воздействия. Соединение происходит за счет деформации сварочной массы и ее плотного прилегания к рабочей поверхности. Способ, широко применяемый в авто-слесарном деле и взятый на вооружение сантехническими бригадами. рекомендуемые статьи:Характеристики и компоновка холодной сваркиВыражаясь проще – это клей для металлических изделий. Производится одно- или двухкомпонентным составом. В изготовлении превалируют следующие соединения: основа – эпоксидные смолы отвечающие за однородность и пластичность массы; в качестве наполнителя используются металлические компоненты и сера.По консистенции – это полимерный состав обладающий склеивающими действиями, при деформировании и небольшом нагреве. Прочность соединения зависит от правильности использования а также от качества смеси и подготовки свариваемой поверхности, а точнее магистрали в автономном отоплении дома . Если подойти к исполнению правильно, то в идеальных условиях сварное место будет прочнее основной массы металла. Но при всех качествах шов по надежности уступает исполнению дуговой сварки . Температурные показатели смесиСостав на основе которого изготовлен материал, напрямую сказывается на том, какую температуру сможет выдержать шов. Обычно параметры указываются на упаковке, и их необходимо придерживаться, чтобы сделать герметичное соединение. Максимальные показатели недорогих составов, при которых можно заварить место протечки в трубе, составляют 260 градусов Цельсия. Но опять же, прочность зависит от правильности проделанных работ. Поэтому решив приобрести недорогой состав, помните, что им можно «варить» только те детали, которые будут эксплуатироваться в нормальных условиях. На рынке есть смеси, выдерживающие и более высокую температуру, до 1316 градусов Цельсия. В состав входят компоненты, способные работать при постоянном нагреве трубы индивидуального отопления дома и не только. Ремонт соединения трубы и шланга холодной сваркой. На заметку. Сварка труб отопленияСварка труб отопления Сварка – это очень обширная тема и охватить ее полностью одной статьей просто невозможно. Ранее мы уже рассказывали о том, как найти и устранить течь в системе отопления . Сегодня более обширно рассмотрим, как правильно паять полипропиленовые трубы для отопления и сваривать сталь. Работа с полимерамиЧтобы разобраться, как правильно паять полипропиленовые трубы для отопления, нужно знать, из чего они сделаны. Полипропилен – это полимер, который может состоять из различных по структуре частиц: гомополимеров; блок-сополимеров; рандом-сополимеров;Также следует учитывать, что при сварке труб отопления придется иметь дело с армированными изделиями. Паяльник для пропилена Перед тем как паять полипропиленовые трубы для отопления потребуется приобрести электрический паяльник. Для того чтобы спаять пропилен применяется специальный паяльник, который состоит из: корпуса; электронного блока с катушкой, вмонтированного в корпус; нагревательной платформы; головки; также может иметь регулировку уровня нагревания платформы.При пайке пластиковых труб для отопления из пропилена важное значение имеет степень нагревания деталей. В идеале верхний слой полипропилена должен расплавиться ровно настолько, чтобы создать однородную массу, при этом, не потеряв своих физико-химических характеристик. Холодная сварка для труб отопления, преимущества и недостатки методаТрубы из металла можно использовать для внутридомовых водопроводных коммуникаций непродолжительное время. Металлические трубы допускается эксплуатировать на протяжении строго отведенного периода времени. Окислы, известковые отложения внутри железных коммуникаций уменьшают внутренний диаметр труб, и разрушают водопровод. Системы отопления, спроектированные и собранные правильно, не нуждаются в дополнительном обслуживании. Трубы в системе отопления могут быть соединены без применения горячей сварки Классическая высокотемпературная сварка Как сварить отопление из железной трубы в соответствии со строительными нормами, указано в ГОСТе. Имеет значение и диаметр труб, и протяженность системы. При использовании газового сварочного аппарата для создания качественных швов потребуется немалый практический опыт. Электросваркой также можно создавать безупречного качества сварные соединения, но в этом случае потребуется не только опыт, но и качественные электроды, верно выбранный уровень тока и «чувство дуги». Качественная электросварка трубы отопления доступна лишь настоящим профессионалам. Металлические трубы — наиболее распространенный материал для систем отопления Холодная сварка для труб отопленияПри ремонте труб и батарей в системе отопления могут применяться различные способы. Когда речь идет о бытовом применении, где наблюдаются не особо сильные нагрузки и хозяева хотят получить максимально простой и доступный метод ремонта, то вполне подходят относительно недорогие и эффективные материалы. Холодная сварка для труб отопления Несмотря на существенную разницу в принципе действия, итоговый результат оказывается очень схожим. Качество соединения для бытовой сферы вполне удовлетворительно, ведь здесь не встречаются трубы высокого давления. Также нет сверхвысоких температур, на которые не рассчитан клей. Трубопроводы не проводят химически агрессивные жидкости и газы, что могли бы навредить наложенной латке. Стоимость одного тюбика клея является невысокой, а применение его довольно простое и не требует особого опыта. Научиться пользоваться материалом можно буквально с первого раза. Именно эти факторы обеспечили высокую популярность материалу, несмотря на явные его недостатки. ПреимуществаХолодная сварка для батарей и труб обеспечивает надежный результат заделки трещин и течей в системе водопровода бытового использования; Процесс заделки не требует дополнительных технических устройств и прочих приспособлений; Использование холодной сварки является более безопасным процессом, чем горячей; Себестоимость наложения одного шва намного ниже, чем у других способов; Во время создания шва трубы не поддаются температурной обработке, что не портит их, а также не создает напряжений и деформации на металле; Нет сложности в проведении работ с разной толщиной изделий; Холодная сварка подходит для пластиковых труб и прочих изделий, так как относится к универсальным скрепляющим веществам; Скорость проведения ремонты является относительно высокой и все не займет много времени; Холодная сварка для труб отопления доступна во многих местах, где продаются соответствующие товары и ее можно без проблем приобрести в любой момент. Сварка (пайка) полипропиленовых трубВсе чаше металлические трубы заменяют на пластиковые, в частности — из полипропилена. Они имеют длительный срок эксплуатации (до 50 лет), не ржавеют, не гниют, весят немного, да еще и собрать все можно своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует некоторого навыка, но он приходит быстро. Предварительно можно попрактиковаться на небольших обрезках и недорогих фитингах, а затем приниматься за создание более серьезных вещей. Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей Виды и назначениеСодержание статьи Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт. По назначению полипропиленовые трубы бывают следующих видов: Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета. Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета. Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.Цвета на характеристики не влияют Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке: PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят. PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа. PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления. PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления. PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной. |

 Собственно поэтому, холодной сваркой можно ремонтировать только небольшие поломки или течи в трубе.
Собственно поэтому, холодной сваркой можно ремонтировать только небольшие поломки или течи в трубе. Чтобы варить трубы отопления достаточно приобрести недорогие низкотемпературные составы. Если правильно подготовить место, то тех максимальных показателей, которые указываются на их упаковках, будет вполне достаточно для «реанимирования» прохудившейся трубы.
Чтобы варить трубы отопления достаточно приобрести недорогие низкотемпературные составы. Если правильно подготовить место, то тех максимальных показателей, которые указываются на их упаковках, будет вполне достаточно для «реанимирования» прохудившейся трубы. Если армирование выполнено их стекловолокна, то это никак не влияет на процесс монтажа, а вот алюминиевое покрытие нужно зачищать на глубину проникновения в стык. Это касается изделий с расположением слоя фольги ближе к наружной поверхности. Есть изделия, в которых армирование находится ближе к внутренней поверхности, в этом случае зачистка не потребуется.
Если армирование выполнено их стекловолокна, то это никак не влияет на процесс монтажа, а вот алюминиевое покрытие нужно зачищать на глубину проникновения в стык. Это касается изделий с расположением слоя фольги ближе к наружной поверхности. Есть изделия, в которых армирование находится ближе к внутренней поверхности, в этом случае зачистка не потребуется. При нарушениях температурного режима соединение будет слабым, может залить расплавленным пропиленом условный проход, что сильно заузит путь теплоносителю.
При нарушениях температурного режима соединение будет слабым, может залить расплавленным пропиленом условный проход, что сильно заузит путь теплоносителю. СНИП укажет, как правильно сварить трубы для отопления в каждом конкретном случае: частное домовладение, многоэтажный дом или водопроводная линия промышленного назначения.
СНИП укажет, как правильно сварить трубы для отопления в каждом конкретном случае: частное домовладение, многоэтажный дом или водопроводная линия промышленного назначения. Одним из таких является холодная сварка для труб отопления. В отличие от стандартной сварки инвертором, это не название процесса соединения металла, а название клея, использующегося для устранения неполадок.
Одним из таких является холодная сварка для труб отопления. В отличие от стандартной сварки инвертором, это не название процесса соединения металла, а название клея, использующегося для устранения неполадок.
(PDF) Оценка безопасности дефекта холодной сварки электросварного соединения полиэтиленовой трубы точек данных в
256 стадии формирования, а n2 — количество точек данных в районе плато
257.
258 Согласно экспериментальным данным, линейное уравнение стадии формирования и области плато может быть выражено как Согласно уравнению(6) рассчитывается минимальное время сварки. Оценка безопасности соединения ЭП, содержащего дефект холодной сварки
262, включает две части. Один из них заключается в проверке соединения EF с помощью квалифицированного инспектора
Один из них заключается в проверке соединения EF с помощью квалифицированного инспектора
263, чтобы отличить квалифицированное соединение EF от
264 неквалифицированного соединения EF. Метод собственных линий является возможным
265 способом количественной характеристики степени холодной сварки
266 соединения ЭП после сварки или даже в процессе эксплуатации.На основе испытания на отслаивание
267 минимальное время сварки может быть определено экспериментально. Тогда минимальная необходимая ширина расплавленной области может быть
269 теоретически рассчитана с помощью температурной модели (рис. 6
270 и 7)AQ3 [7].
271 Ширина зоны оплавления при сварке ЭП в оцениваемом соединении
272 представлена расстоянием между собственной линией
273 и нагревательной проволокой (L). Квалификационным критерием соединения EF
274 является измеренная ширина L, которая должна быть больше, чем минимальная
275 требуемая ширина зоны расплава (L
p
). Процедура оценки безопасности
Процедура оценки безопасности
276 оценки холодного сварного соединения может быть осуществлена в соответствии с
277 по рис. энергия расплавленного интерфейса, энергия изгиба трубы и энергия удлинения трубы. Энергия связи расплавленной поверхности
282, которую можно использовать для характеристики прочности соединения EF
283, можно рассчитать либо с помощью феноменологической модели
284, либо методом анализа энергии деформации.
(2) 285
Стадию формирования прочности и область плато в процессе сварки ЭП
286
можно определить методом билинейной подгонки
287
. Пересечение этих двух прямых линий представляет собой
288
минимально необходимое время сварки соединения EF.
(3) 289
Метод оценки безопасности дефекта холодной сварки разработан на основе предложенной ранее температурной модели
291
и метода собственных линий.
292
292
подтверждение
293
Авторы с благодарностью признают финансовую поддержку от
294
Национальные ключевые технологии НИОКР. Программа НИОКР P. R. China (проект
Программа НИОКР P. R. China (проект
295
No 2011bak06b01).
Ссылки
[1] Ши, Дж., Чжэн, Дж., Го, В., и Цинь, Ю., 2012 г., «Классификация дефектов и отказов»
296
ure Режимы электромуфтового соединения для соединения полиэтилена Пайпс», Дж.заявл.
297
Полим. Sci., 124(5), стр. 4070–4080. AQ4
[2] Bowman, J., 1997, «Обзор процесса электромуфтового соединения труб из полиэтилена
298
ylene», Polym. англ. Sci., 37(4), стр. 674–691.
[3] Ван, Х., 2007 г., «Ультразвуковой контроль и оценка безопасности дефектов в
299
электросварном соединении полиэтиленовой топливной газовой трубы», Чжэцзянский университет. AQ5
[4] Накашиба А., Нисимура Х., Иноуэ, Ф. и др., 1993, «Моделирование сварки
300
полиэтиленовых электромуфтовых соединений для газораспределения», Polym. англ. наук,
301
33(17), стр. 1146–1151. AQ6
[5] Higuchi, Y., Nishimura, H.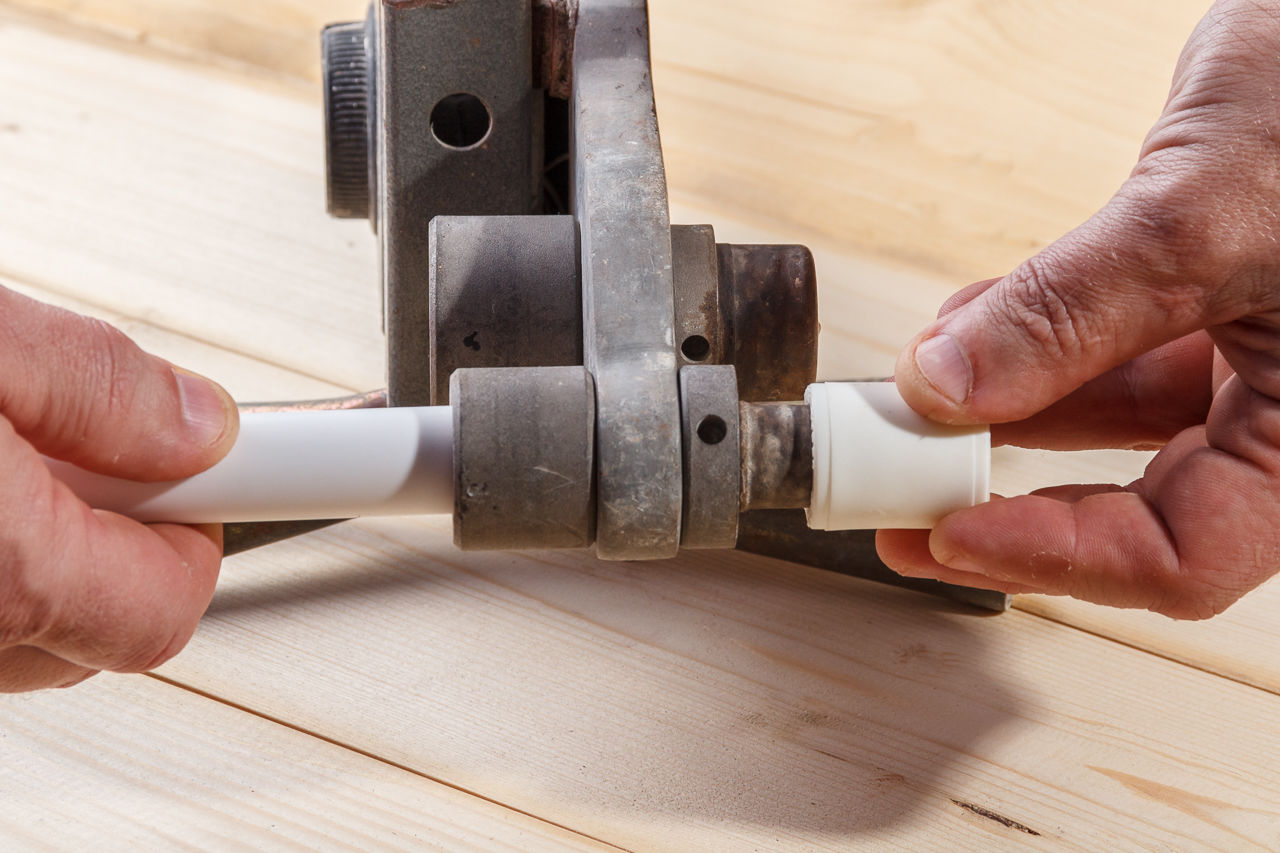 , Inoue, F., Ishikawa, T., and Miyaki, S., 2002,
, Inoue, F., Ishikawa, T., and Miyaki, S., 2002,
302
«Исследование подходящего времени охлаждения для электромуфтовой сварки полиэтилена».
303
Трубы для газораспределения // Полим. англ. Sci., 42(2), стр. 382–394.
[6] Розала, Г. Ф., Дэй, А. Дж., и Вуд, А. С., 1997, «Конечно-элементная модель
304
электромуфтовой сварки термопластичных труб», Proc. Инст. мех. Eng.,
305
Часть E: J. Process Mech. Eng., 211 (E2), стр. 137–146.
[7] Ши, Дж., Чжэн, Дж., Го, В., Сюй, П., Цинь, Ю., и Цзо, С., 2009, «Модель для
306
Прогнозирование температуры Электромуфтовые соединения для полиэтиленовых труб», ASME
307
J.Технологии сосудов под давлением, 131(6), с. 061403.
[8] Ши, Дж., Чжэн, Дж., и Го, В., 2011, «Механизм образования собственной линии в электромуфтовых соединениях полиэтиленовых труб», ASME J. Давление Сосуд л
309
Техн.,133(5), с. 051403.
[9] Ву, Д. Ю., Мере, С., и Соломон, Д., 2008 г., «Самовосстанавливающийся полимерный материал,
Ю., Мере, С., и Соломон, Д., 2008 г., «Самовосстанавливающийся полимерный материал,
310
и др.: Обзор последних разработок», Prog. Полим. Sci., 33(5), стр.
311
479–522.
[10] Butler, CA, Mcc ullough, RL, Pitchumani, R., et al., 1998, An Analysis AQ7of
312
Механизмы, управляющие соединением плавлением термопластичных композитов, J.
313
3 Thermoplast . Композиции Матер., 11(4), стр. 338–363.
[11] Ши, Дж., 2011 г., «Механизм образования, проверка и оценка безопасности электромуфтового соединения
314
, содержащего дефект холодной сварки», Чжэцзянский университет.
J_ID: PVT DOI: 10.1115/1.4024447 Дата: 17 мая 13 Этап: Страница: 6 Всего страниц: 7
ID: sambasivamt Время: 20:16 I Путь: //xinchnasjn/ASME/3B2/PVT#/Vol00000/130053/APPFile/AS -PVT#130053
000000-6 / Том. 00, МЕСЯЦ 2013 г. Операции ASME
EVO. Все пластиковые трубы с PP-RCT. Новый стандарт для систем холодного и горячего водоснабжения
Главная : Новости : ЭВО. Все пластиковые трубы с PP-RCT. Новый стандарт для систем холодного и горячего водоснабжения
Все пластиковые трубы с PP-RCT. Новый стандарт для систем холодного и горячего водоснабженияPP-RCT — полипропилен нового поколения (тип 4), который применялся исключительно для многослойных труб премиум-класса.
EVO из PP-RCT
Новый стандарт для систем холодного и горячего водоснабжения
- Повышение качества трубопроводов
- Экономия средств – использование меньших диаметров
- Полностью совместим с текущей системой Экопластик
Свойства
- PP-RCT — полипропилен нового поколения (тип 4), который применялся исключительно для многослойных труб премиум-класса
Пропускная способность выше на 37% по сравнению с трубами из полипропилена (тип 3) | Расчетное значение |
20 лет гарантии | Повышенная устойчивость к давлению при высоких температурах |
На 28 % легче |
Технические параметры трубы
| Состав | PP-RCT |
|---|---|
| S (SDR) | S 3,2 (SDR 7,4) Ø 16 мм, S 4 (SDR 9) Ø 20–125 мм |
| Стойкость к давлению и температуре | 20 °C / 50 лет / 19. 3 бар 3 бар |
| 70 °C / 50 лет / 8,5 бар |
Сварка
- Параметры сварки труб PPR и труб PP-RCT идентичны.
- Не нагревайте трубу дольше, чем необходимо!
| D [мм] | время нагрева [с] |
|---|---|
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
Более тонкие стенки — не увеличивайте время нагрева для идеального сварного шва, экономьте время!
обзор способов и нюансов Монтаж полипропиленовых труб
В современном строительстве почти 70% труб изготавливаются из полипропилена.Их используют не только при прокладке новых трубопроводов, но и при ремонте старых систем. При монтаже системы необходимо соблюдать технологические правила сварки и для достижения наилучшего результата учитывать все нюансы, к которым относится и температура сварки полипропиленовых труб.
Свойства полипропиленовых труб
Этот тип труб в настоящее время является наиболее распространенным, так как сочетает в себе отличные технические качества и невысокую цену. Полипропиленовые трубы прочны, долговечны и устойчивы к коррозионным повреждениям.
Обладая такими качествами, изделия из полипропилена могут использоваться в различных сферах:
- при прокладке водо- и газопроводов;
- для дренажных отверстий;
- для удаления и транспортировки различных агрессивных жидкостей.
Для сварки полипропиленовых труб необходим следующий комплект:
- термометр; ножницы
- , предназначенные для резки труб; обезжириватель
- ;
- старых тряпок из натуральных волокон;
- рулетка, маркер; скребок
- ;
- специальный аппарат для сварки полипропиленовых элементов диаметром более 50 мм.
Также при работе могут понадобиться подручные инструменты: нож, ножовка, если нет возможности работать труборезом или ножницами.
Вернуться к индексу
Подготовка устройства и материала для сварки полипропиленовых труб
Перед тем, как приступить к сварке полипропиленовых труб, важно правильно подготовить оборудование.
В первую очередь нагревательные сопла должны быть надежно закреплены на сварочном аппарате. С помощью термостата установите температуру 250-270 градусов и подключите прибор к электросети.Необходимое время нагрева прибора устанавливается в зависимости от температуры в помещении. Во избежание повреждения рабочего слоя форсунок перед нагревом их необходимо очистить ветошью.
Сварку можно начинать, если на индикаторе или контактном термометре отображается необходимая температура.
Перед началом сварки полипропиленовых труб необходимо провести визуальный осмотр, так как поверхностный слой элементов не должен иметь дефектов, фитинги должны быть в рабочем состоянии.Все резьбы должны быть проверены с изделиями с противоположными резьбами.
Свариваемые трубы и фитинги должны быть тщательно очищены и обезжирены.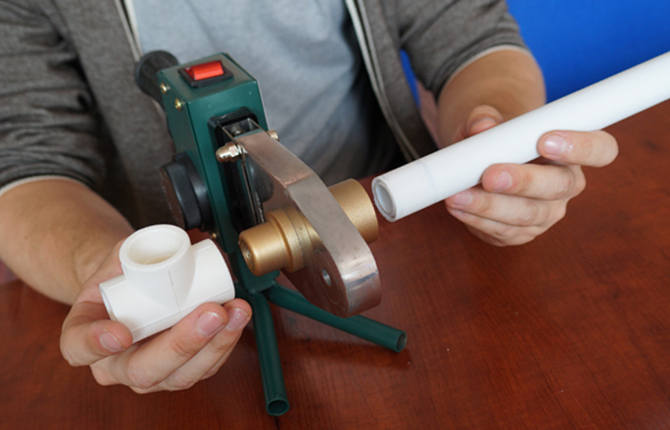 Все фитинги должны быть проверены на соответствие. Фитинги, которые качаются и плохо подходят, выбрасываются.
Все фитинги должны быть проверены на соответствие. Фитинги, которые качаются и плохо подходят, выбрасываются.
Все трубы должны быть тщательно измерены и отрезаны. Если они были срезаны ножовкой, то края также должны быть зачищены.
С помощью специально предназначенного для этого оборудования или острого ножа трубы обрезаются на конце свариваемой кромки примерно под углом 45 градусов.Эти манипуляции в основном производятся с изделиями больших размеров (сечением более 40 мм). Этот разрез необходим для предотвращения расслаивания материала при вставке конца трубы в фитинг.
Перед началом пайки объемных элементов необходимо проверить их окружность.
Перед тем, как приступить к пайке труб, важно удалить с них оксидированный слой по всему ореолу стыка, так как оксид негативно влияет на качество сварных швов.
Важно перед пайкой вставить трубу в фитинг и сделать отметки на глубину ее входа, но с учетом того, что труба вставлена до упора. Чтобы избежать сужения трубы в шве, нужно оставить зазор в 1 мм.
Вернуться к индексу
Температура нагрева сварочного аппарата
По сравнению с пайкой встык, где детали нагреваются поверхностно и при низкой температуре и в течение длительного времени. Чтобы избежать напряжения внутри материала, при сварке в раструб пропилена температура аппарата повышена, и он быстрее нагревается.На выбор температуры нагрева свариваемого устройства накладывается ряд ограничений:
- Оплавление свариваемых поверхностей должно производиться быстро, трубы могут потерять первоначальный вид, и их будет сложно соединить. Это является причиной высокой температуры нагрева устройства.
- При перегреве сварного устройства полипропиленовые элементы могут подвергнуться термической деформации.
- Рабочая часть устройства с тефлоновым покрытием, сохраняет отличное состояние, если работать постоянно при температуре 260 градусов, но если использовать более высокие температуры, устройство постепенно выходит из строя.

Учитывая все нюансы раструбной сварки, оптимальная температура нагрева рабочей поверхности насадок в 260 градусов, с отклонениями плюс/минус 10 градусов.
Такой режим нагрева может отрицательно сказаться на внутренних напряжениях в стыках. Но это компенсируется почти двустенной системой трубопроводов в местах стыков и максимальной площадью сварки.
Многие модели аппаратов для раструбной сварки труб из полипропилена оснащены задающим регулятором температурного режима.Термостат устроен таким образом, что при установке соответствующей температуры она соответствует температуре на приваренных патрубках. Температура нагревателя выше на 15 градусов.
Большинство моделей сварных аппаратов устарели и не имеют ручки регулятора, а их температурный режим установлен производителем сразу на 260 градусов. С учетом технологии работы, по мнению мастеров, это правильно, так как ручка регулятора скорее всего установлена для повышения популярности.
Многие задаются вопросом, как сварить и какие ошибки можно допустить при сварке полипропиленовых труб? Ответы на эти вопросы представлены в данной статье. Для монтажа и ремонта сантехнических и отопительных систем используются не только металлические элементы, но и детали из разного рода пластиков: полипропилена или . В настоящее время эти материалы пользуются популярностью: их монтаж можно легко выполнить своими руками, не прибегая к услугам специалистов. Сварка полипропиленовых труб (сварка ППР) имеет ряд преимуществ:
Для монтажа и ремонта сантехнических и отопительных систем используются не только металлические элементы, но и детали из разного рода пластиков: полипропилена или . В настоящее время эти материалы пользуются популярностью: их монтаж можно легко выполнить своими руками, не прибегая к услугам специалистов. Сварка полипропиленовых труб (сварка ППР) имеет ряд преимуществ:
- Трубы из не подвержены процессу коррозии.
- Их стоимость ниже металлических.
- Они легкие.
- Существует несколько основных способов их установки.
- Быстрая сборка при работе в одиночку. С напарником работа может ускориться.
- Простые методы пайки. Соблюдая определенную последовательность действий и соблюдая основные правила, вы сможете получить готовое соединение самостоятельно.
- Долгий срок службы. Современные модели изделий из полипропилена могут служить несколько десятков лет.
пп сварка труб: инструмент на выбор
Может быть нескольких видов: ручная, полуавтоматическая или автоматическая. Последний тип будет самым дорогим в плане стоимости. При работе с конкретным агрегатом следует руководствоваться правилами, изложенными в данной статье, а также инструкцией к нему.
Последний тип будет самым дорогим в плане стоимости. При работе с конкретным агрегатом следует руководствоваться правилами, изложенными в данной статье, а также инструкцией к нему.
Кроме паяльника вам потребуются:
- специальные ножницы для резки необходимого размера трубы из полипропилена.
- маркер для нанесения меток на детали.
- спиртовая жидкость для обезжиривания поверхности кромок.
- фитинги (например, муфты).
Муфты и трубы желательно выбирать одного производителя. Если выбрать разные, есть риск, что детали не подойдут друг к другу по размеру или составу материала.
Трубы ПП подразделяются на виды в зависимости от назначения и технологии применения:
Также делятся на разновидности в зависимости от маркировки.
- Маркировка PN 10 применяется для холодного водоснабжения с температурой до 20°С, а также для теплого пола до 45°С.
- Маркировка PN 16 применяется для водопроводных систем с холодной водой, а также с горячей водой до 60°.
- Полипропилен с маркировкой PN 20 необходимо приобретать для горячего водоснабжения до 95°.
- Маркировка PN 25 используется для горячего водоснабжения, а также для отопления до 95°.

Сварка полипропилена и полиэтилена: отличия
- Температура плавления ПП выше, чем у полиэтилена.
- ПП — более прочный и не такой гибкий.
- ПП более жаро- и морозостойкий.
Различия пропиленовых труб в зависимости от цвета
- Белый и серый цвета монтируются в доме, на улице использовать их запрещено. Они идеально подходят для водопроводных и отопительных систем.
- Черный цвет содержит в составе материала вещества, придающие дополнительную стабильность и износостойкость. Это отличный вариант для использования в канализационных системах.
- Зеленые ПП используются, как правило, для полива насаждений.Некоторые современные продукты зеленого цвета также можно использовать для холодной воды.

Подготовка к работе
Непосредственно перед пайкой детали необходимо очистить и обезжирить специальными спиртовыми растворами. На них не должно быть посторонних предметов, пыли, грязи и заусенцев. Для работы необходимо подготовить не только сами детали, но и само место работы: оно не должно быть грязным, пыльным, рекомендуется отсутствие посторонних и предметов.
Примерная температура для работы с паяльником около 260-270 градусов.Все детали должны быть подготовлены заранее, перед нагревом оборудования до нужной температуры. Процесс подключения занимает несколько секунд. Необходимо следить за тем, чтобы детали располагались ровно, тогда шов получится качественным и герметичным. Точное время соединения может отличаться в зависимости от толщины детали и исправности сварочного оборудования. Следует иметь в виду, что если паяльник греется не очень сильно, время нагрева необходимо увеличить.Не приступайте к работе со слегка нагретым оборудованием. Соединение может быть неплотным. Элементы, которые планируется соединять между собой, должны нагреваться одновременно.
Элементы, которые планируется соединять между собой, должны нагреваться одновременно.
Перегрев элементов характеризуется тем, что материал становится очень мягким и может деформироваться при соприкосновении друг с другом.
Результат перегрева полипропиленовых труб
В таблице ниже приведены примерные показатели температуры при пайке в зависимости от толщины детали, времени сварки и остывания.
| Объем трубы (см) | Время нагрева (сек) | Время сварки (сек) | Время охлаждения после сварки (мин) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
пп сварка труб
Когда пластик расплавится, детали необходимо снять с насадок паяльника и аккуратно соединить. Это нужно сделать быстро. Запрещается сильно нажимать и скручивать их. Держите элементы прямо. Если по каким-то причинам шов оказался некачественным, разъединить его уже невозможно. Можно только разрезать этот шов ножницами и снова спаять края.
Это нужно сделать быстро. Запрещается сильно нажимать и скручивать их. Держите элементы прямо. Если по каким-то причинам шов оказался некачественным, разъединить его уже невозможно. Можно только разрезать этот шов ножницами и снова спаять края.
Виды пайки пластиковых труб
Существует три вида соединения пластиковых деталей:
Стыковой способ – результат соединения расплавленных кромок. Детали крепятся друг к другу с помощью специального сварочного аппарата для стыковой сварки.
Машина для стыковой сварки
Соединение – способ пайки с использованием муфт. Муфта – это специальное устройство, предназначенное для соединения деталей друг с другом. Муфтовый метод также осуществляется с помощью специального сварочного оборудования.
Способ соединения осуществляется с помощью специальных электрических муфт. Оборудование нагревает электрические муфты, а точнее спираль внутри него. Обычно пайку ппр труб этим методом применяют при необходимости соединения изделий большого диаметра и/или в местах с возможностью сейсмической активности.
Аппарат для электромуфтовой сварки
Для каждого из вышеперечисленных видов соединения в продаже имеются определенные виды сварочного оборудования. Существуют общие правила использования такого сварочного оборудования, а также инструкция по сварке полипропиленовых труб конкретной модели.
В свою очередь он делится на ручной, полуавтоматический и автоматический. Ручное оборудование применяется при соединении элементов, работающих под средним и низким давлением. Управление ими полностью зависит от человека, его функции не автоматизированы, отсутствует возможность фиксации (логирования) данных.Полуавтоматическое оборудование автоматизировано, но не полностью. Обычно речь идет о возможности регистрации данных о температуре. Автоматика не требует человеческого контроля и управления. Вам достаточно задать необходимые параметры, и аппарат автоматически выберет нужный режим сварки. Последний вид сварочного оборудования является самым дорогим, но и самым эффективным. Это исключает возможность ошибок или дефектов.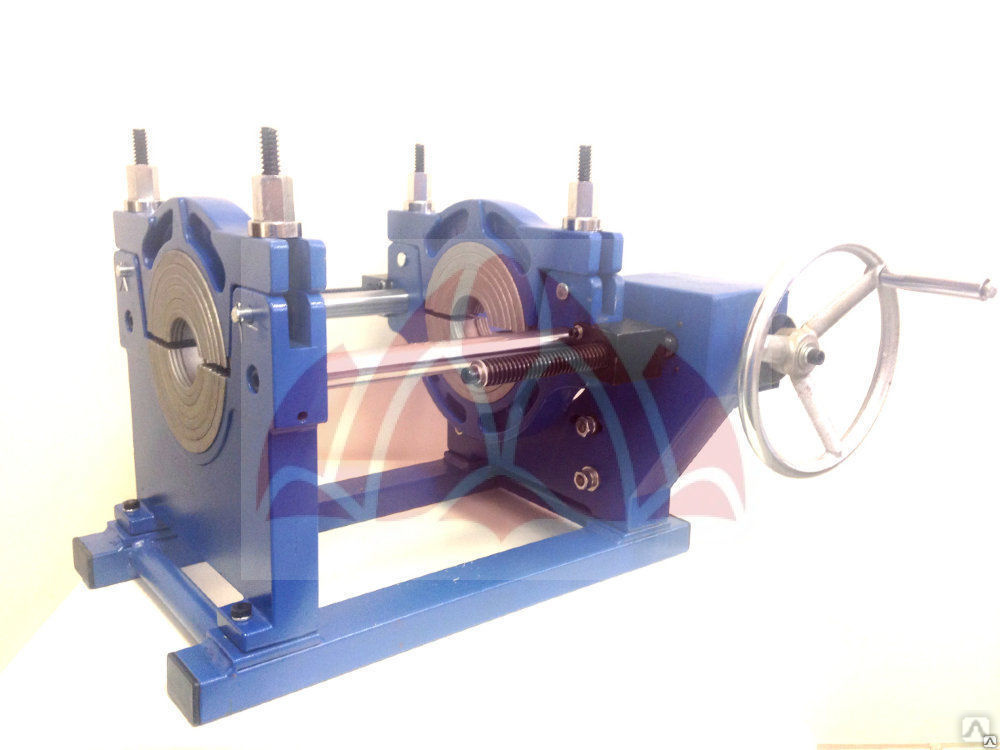
Для устройства коммуникаций из пластмасс, служащих длительное время, очень важно правильно определить температуру пайки полипропиленовых элементов.При устройстве разводки трубопроводов водопровода и отопления на основе полипропилена очень важно точно выдерживать требуемые значения температуры и времени при сварке труб. Если допускаются отклонения от рекомендуемых показателей, то есть риск повреждения мест соединения. Еще одним негативным последствием этого может стать ухудшение циркуляции жидкости по трубам.
Выбор типов пайки
При работе с трубами сечением до 63 мм чаще всего выбор останавливают на способе пайки, предполагающем использование таких элементов, как муфты и раструбы.Примечательно, что в обоих случаях обязательно использование такого дополнительного компонента, как муфты. Если соединяемые элементы превышают в диаметре 63 мм, то чаще всего применяют стыковой способ.
Если значение диаметра не превышает 40 мм, то такие трубы сваривают с помощью переносного электросварочного агрегата. Если сечение конструкции превышает 49 мм, то работы по соединению элементов ведут с помощью приспособления с центрической конструкцией.
Если сечение конструкции превышает 49 мм, то работы по соединению элементов ведут с помощью приспособления с центрической конструкцией.
При соединении полимерных элементов используется метод нагрева, осуществляемый с помощью насадок сварного узла.
Если выбор остановился на розеточном способе, то сначала необходимо провести подготовительные мероприятия:
Считается недопустимым, если при подключении электротехнических изделий температура наружного воздуха не соответствует оптимальному режиму . Этому моменту необходимо уделить особое внимание. Если в летний период и на улице стоит сильная жара, то необходимо сократить продолжительность нагрева комплектующих. В обратной ситуации, когда температура наружного воздуха низкая, подключенные элементы должны нагреваться дольше, чем обычно.Чтобы определить подходящую температуру для сварки труб, важно учесть все нюансы.
Первая сварка начинается через 5 минут с момента включения сварочного аппарата на прогрев. При этом при завершении очередного процесса сварки с использованием электросварочного агрегата необходимо удалить частицы пластика с его рабочих поверхностей.
При этом при завершении очередного процесса сварки с использованием электросварочного агрегата необходимо удалить частицы пластика с его рабочих поверхностей.
Влияние температуры на процесс муфтового соединения полипропиленовых труб и фитингов
Если говорить об особенностях соединения полипропиленовых труб, то обязательной процедурой, которая предшествует пайке, является нагрев элементов до определенной температуры.Соблюдение этого условия позволяет придать пластическим массам соединяемых элементов достаточную упругость. Закончив работу по пайке полипропиленовых труб, можно наблюдать такое явление, как диффузия молекул полипропилена . Другими словами, структура свариваемых элементов изменяется на молекулярном уровне, поэтому после затвердевания материала пластические массы в зоне соединения приобретают прочные связи.
Выбранный температурный режим является одним из ключевых факторов, от которого зависит прочность соединяемых поверхностей полипропиленовых труб.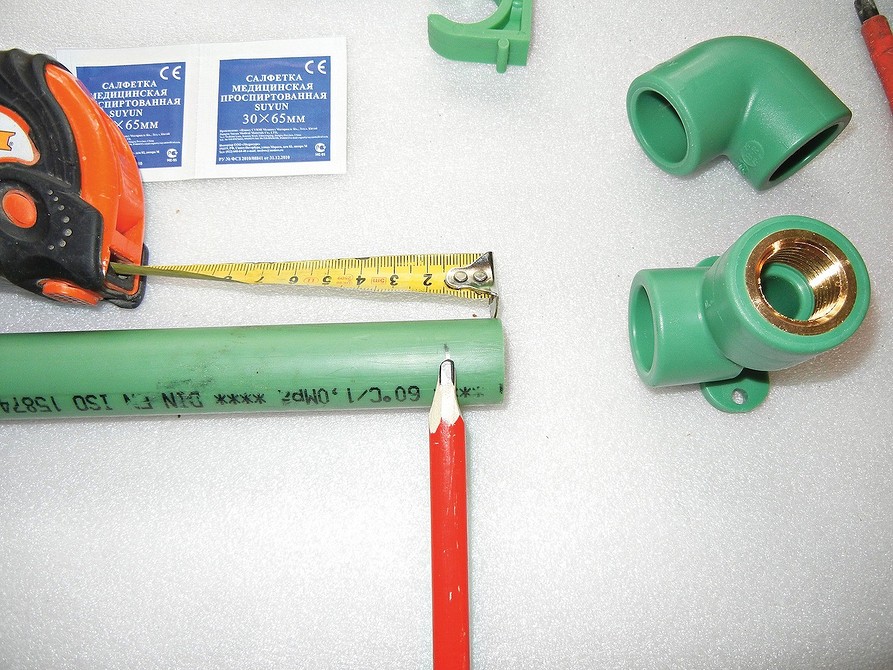 Если температура нагрева оказалась недостаточной, что чаще всего заканчивается тем, что в процессе пайки не удается обеспечить достаточный процесс диффузии. В результате молекулы тела трубы и фитингов не имеют возможности добраться до мест сопряжения, что негативно сказывается на качестве соединения. Под воздействием нагрузок разрушается пайка или через небольшой промежуток времени в используемой конструкции наблюдается течь.
Если температура нагрева оказалась недостаточной, что чаще всего заканчивается тем, что в процессе пайки не удается обеспечить достаточный процесс диффузии. В результате молекулы тела трубы и фитингов не имеют возможности добраться до мест сопряжения, что негативно сказывается на качестве соединения. Под воздействием нагрузок разрушается пайка или через небольшой промежуток времени в используемой конструкции наблюдается течь.
Если соединяемые элементы перекрываются, то можно столкнуться с критической деформацией тела элементов .На этом фоне свариваемые детали теряют свою геометрию или во внутреннем сечении может образоваться перелив избыточного валика. Следствием этого является уменьшение диаметра внутреннего отверстия изделия в месте сварки.
Особенности выбора температуры
При работе с полипропиленовыми трубами важно обеспечить нагрев в зоне стыка до уровня 255-265 градусов Цельсия. При выборе температурного режима необходимо обратить внимание на ряд дополнительных параметров:
На практике можно наблюдать прямую зависимость между диаметром соединяемых элементов и продолжительностью их нагрева.
Особое внимание следует уделять повышению температуры наружного воздуха. Это связано с тем, что при монтажных работах обязательно образуются небольшие разрывы, связанные с необходимостью извлечения элементов из нагревательного сварочного агрегата и выполнения их муфтового соединения. Для минимизации эффекта, вызываемого охлаждением при низких температурах изделия, желательно более длительное время подвергать полипропиленовые конструкции воздействию тепла. В качестве рекомендуемого интервала следует выбирать 2-3 секунды, а в некоторых случаях этот вопрос решается опытным путем.
Также необходимо быть очень внимательным при выборе температурного режима отопительного прибора. выше 270 градусов Цельсия на фоне относительно короткого отопительного периода. При пайке полипропиленовых труб с такими параметрами есть риск, что верхние слои материала буквально в одно мгновение нагреются до высоких температур, а основной корпус недостаточно прогреется. Стыковка в таких условиях может привести к образованию слишком тонкой прозрачной пленки.
Инструкции по нагреву, значение времени воздействия
При решении вопроса с параметрами нагрева соединяемых полипропиленовых труб необходимо обратить внимание на диаметры деталей, которые можно найти в соответствующей таблице. При этом в зависимости от габаритов полипропиленовой трубы необходимо менять продолжительность нагрева, оставляя неизменной заранее выбранную температуру на ТЭНе. Для обеспечения высокой надежности муфтового соединения необходимо соответствовать следующим критериям:
- продолжительность нагрева;
- время, в течение которого необходимо зафиксировать сустав;
- продолжительность паузы, после которой допускается продолжение операции сварки соединяемых элементов.
Факторы, которые могут повлиять на качество работы
Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочной ленты, которая должна иметь оптимальную длину. Чаще всего он имеет такой же размер, как и глубина цилиндрических насадок , которые используются на нагревательных элементах сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо тщательно закрепить полипропиленовую трубу на корпусе элемента.
Чаще всего он имеет такой же размер, как и глубина цилиндрических насадок , которые используются на нагревательных элементах сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо тщательно закрепить полипропиленовую трубу на корпусе элемента.
В тех случаях, когда сварка производится в условиях отрицательных температур, желательно использовать теплый материал, для чего перед работой его следует выдержать некоторое время в теплом помещении.
Перед проведением работ сварочный агрегат необходимо нагреть до температуры 283 градуса Цельсия, а точный режим определяется с учетом температуры окружающей среды. Действуя таким образом, можно предотвратить значительные тепловые потери, когда соединяемый элемент транспортируется от аппарата к месту, где должно быть выполнено соединение.Для определения оптимальной величины нагрева и его продолжительности проводят предварительный подогрев , каждый раз корректируя указанные показатели на одну-две секунды.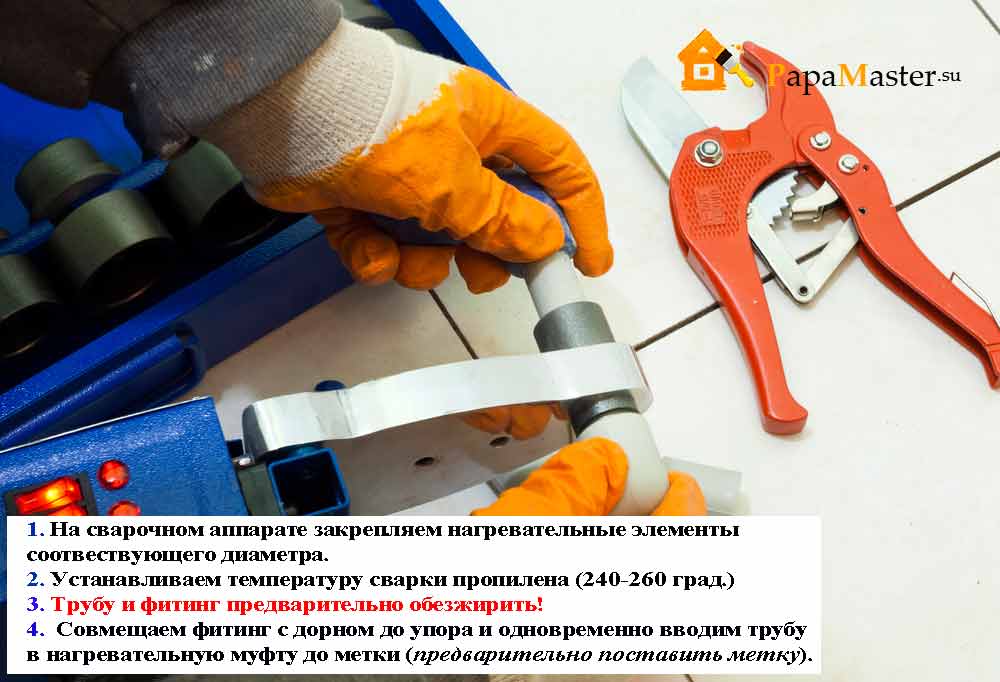
Некоторые особенности теплового воздействия
При разработке проекта полипропиленового трубопровода необходимо учитывать особенности последующего поэтапного монтажа. Нежелательно располагать сварочное оборудование слишком далеко от места, где будет создаваться соединение с нагреваемыми элементами.В некоторых случаях могут быть допущены ошибки, затрудняющие обеспечение прямого доступа к месту сварки.
В таком случае ничего не остается, кроме как нагревать элементы на большом расстоянии от устройства . Все это приводит к возникновению тепловых потерь в момент доставки свариваемых элементов к месту их соединения, где необходимо затратить время на точную укладку в районе раструбного стыка. Если пренебречь этими нюансами, то зачастую не удается обеспечить достаточную прочность шва.
Если сварку провести в неправильном порядке, то последствием этого будет невозможность создания окончательного соединения. Это может произойти из-за того, что между элементами недостаточно места, чтобы вставить туда нагревательный элемент. В таких ситуациях следует избегать деформации места на трубопроводе, чтобы добиться более широкого зазора . Решив создать более удобные условия для размещения устройства в месте будущего стыка, можно ухудшить привлекательный вид коммуникаций, а помимо этого существует вероятность появления статического напряжения на отдельных участках системы.
В таких ситуациях следует избегать деформации места на трубопроводе, чтобы добиться более широкого зазора . Решив создать более удобные условия для размещения устройства в месте будущего стыка, можно ухудшить привлекательный вид коммуникаций, а помимо этого существует вероятность появления статического напряжения на отдельных участках системы.
Заключение
Процесс сварки полипропиленовых труб предусматривает множество нюансов, среди которых одним из основных является правильный выбор температуры нагрева свариваемых элементов. Необходимо помнить, что продолжительность нагрева может не только повлиять на качество соединения, но и изменить внешний вид самой инженерной системы. По этой причине важно обращать внимание на все особенности, которые необходимо учитывать при пайке элементов трубопровода.
Причем выбранная температура зависит не только от габаритов свариваемых элементов, но и от условий, в которых будут производиться паяльные работы.Пренебрежение одним или несколькими нюансами может негативно сказаться на работе всей системы. А в некоторых случаях это может даже привести к аварийным ситуациям.
А в некоторых случаях это может даже привести к аварийным ситуациям.
Довольно много видов ремонтных работ предполагают полную замену труб. Для обустройства многих видов трубопроводов (водопровод и др.) сегодня используются комплектующие из полипропилена. Эти изделия отличаются достаточной прочностью и длительным сроком службы, стоят недорого. Они соединяются методом специальной полипропиленовой сварки, предназначенной для соединения материалов схожего состава.
Отлитый данный элемент может иметь различные конструкции. Муфты изготавливаются для прямых участков.
Для поворота используйте специальный угольник. В продаже есть резьбовые фитинги: одна часть крепится к полипропиленовой трубе, другая крепится к металлической трубе или сантехническому прибору.
Тип и количество необходимой арматуры необходимо продумать и определить заранее, поэтому желательно сделать чертеж планируемого трубопровода.
Пайка полипропиленовых труб: как работать
Полиэтиленовые трубы: холодная сварка
Раз уж речь зашла о сварке труб, то не лишним будет вспомнить о холодном способе . Холодная сварка обычно армируется сталью. Применяется для быстрой и прочной герметизации стыков, ремонта и восстановления утраченных элементов изделий из черных и цветных металлов, эксплуатируемых при t от минус 60 до плюс 150.
Холодная сварка обычно армируется сталью. Применяется для быстрой и прочной герметизации стыков, ремонта и восстановления утраченных элементов изделий из черных и цветных металлов, эксплуатируемых при t от минус 60 до плюс 150.
Этот способ отлично подойдет для ремонта, например, отопления в квартире. Его можно использовать даже в помещениях с чрезмерно высоким уровнем влажности. Этот метод характеризуется отличной адгезией к влажным и маслянистым поверхностям. сами пластиковые трубы будут находиться в пластическом состоянии не более пяти минут от начала процесса.
В этой статье пойдет речь о том, как сварить полипропиленовые трубы, какой инструмент для этого используется и как выполняется непосредственно процесс сварки.
Соединение полипропиленовых труб выполняется методом диффузионной сварки, основанной на плавлении путем нагрева соединяемых деталей до необходимой температуры. Для нагрева деталей используется электричество: сначала детали нагреваются до точки плавления, после чего они плотно прижимаются друг к другу, этот процесс называется сваркой плавлением.
Важно: свариваемые детали должны иметь одинаковые свойства.
Сам процесс сварки включает следующие этапы:
- Сварочный аппарат с нагревом до 260°;
Важно: 260° – это точка плавления полипропиленовых фитингов и труб.
- Труба и фитинг нагреваются до одинаковой температуры;
- Прижать трубу и фитинг друг к другу в направлении оси;
- Через пару секунд соединение можно считать завершенным, в результате получается однородный материал, имеющий единую структуру.
При этом после сварки невозможно найти место шва, так как в процессе сварки детали расплавились и их структуры объединились, то есть была получена однородная единая деталь, что позволяет гарантируют прочное и качественное соединение деталей оплавлением.
Инструменты для сварки полипропиленовых труб
Для сварки полипропиленовых труб, применяемых в системах водоснабжения (горячего и холодного) и отопления, достаточно использовать стандартный набор инструментов, в том числе:
- Сам ;
- Нагревательные форсунки;
- Рулетка;
- Ножницы;
- Болты, которыми насадки крепятся к сварочному аппарату;
- Уровень;
- Шаблон отверстия;
- Шестигранник.

Сварочный аппарат, мощность которого может достигать 1500 Вт, питается от электрической сети 220 В. Небольшой вес аппарата облегчает его транспортировку, а удобная ручка позволяет соединять трубы в различных положениях.
Кроме того, прибор оснащен выключателем и терморегулятором, позволяющим поддерживать постоянную температуру 260°. При включении устройства на нем загорается красный индикатор, который гаснет после того, как будет достигнута нужная температура и устройством можно пользоваться.
форсунки
Важнейшим элементом сварочного аппарата являются сварочные насадки, предназначенные для нагрева наружных и внутренних поверхностей соединяемых деталей.
В стандартный комплект сварочного аппарата обычно входят насадки диаметром 16-40 мм.
Важно: насадки для соединения труб большего диаметра (до 125 мм) приобретаются отдельно в строительных магазинах.
Тефлоновая оболочка помогает защитить насадку от воздействия расплавленного пластика, а также уменьшить воздействие на свариваемый пластик со стороны нагревательного элемента, улучшая качество сварки.
Кроме того, тефлоновое покрытие предотвращает прилипание расплавленного пластика к машине.
Важно: необходимо постоянно следить за чистотой тефлонового покрытия.
Сварочные насадки состоят из двух частей:
- В часть с отверстиями вставляется полипропиленовая труба;
- Фитинг надевается на деталь с выступающим буртиком.
В результате получается равномерный нагрев до 260° как наружных боковых труб, так и внутри полипропиленовых фитингов.Крепление сопла к сварочному аппарату осуществляется с помощью болтов, поставляемых в комплекте с аппаратом.
Важно: во время работы устройства болты могут ослабнуть, в этом случае необходимо их подтянуть.
Болты крепления форсунок к устройству затягиваются с помощью прилагаемой цилиндрической отвертки (иногда шестигранной). Установку форсунок следует производить до прогрева, а менять форсунки при прогреве допускается только в крайних случаях.
Резка труб перед сваркой
Для резки перед сваркой труб из полипропилена диаметром не более 32 мм применяют ножницы, лезвия которых изготовлены из стали Высокого Качества. На эти ножницы распространяется гарантия 1 год при условии, что они используются только для резки полипропиленовых труб.
Важно: в продаже есть также ножницы, позволяющие резать трубы диаметром до 63 мм, а резка труб большого диаметра обычно выполняется ножовкой по металлу.
Инструкция по сварке полипропиленовых труб
Прежде всего остановимся подробнее на основных этапах подготовки аппарата для сварки полипропиленовых труб:
- Включите сварочный аппарат, на нем загорятся два индикатора:
- Индикатор включения устройства;
- Индикатор термостата.
- Пока индикаторы не погаснут, сварочный аппарат прогревается, что обычно длится около 10-12 минут.Выключение второго индикатора говорит о том, что устройство нагрелось до необходимой температуры.
- После первого включения устройство потребляет больше энергии, что приводит к нагреву форсунок до температуры около 300-320°, что вызывает деформацию пластика при сварке.
Поэтому сначала ждут реактивации индикатора нагрева и отключают его, после чего можно запускать процесс.

Сварка осуществляется следующим образом:
- Полипропиленовая труба помещается в отверстие с одной стороны патрубка;
- Фитинг надевается на выступ с другой стороны;
Важно: при надевании фитинга необходимо обеспечить легкое давление.
- Труба и фитинг удерживаются в этом положении на время, необходимое для нагрева, соединения деталей и их охлаждения.
Время, необходимое для нагрева, соединения и охлаждения, зависит от диаметра полипропиленовой трубы и глубины сварки. Рекомендуемые значения для этих временных интервалов приведены в таблице:
Глубина сварки | диаметр трубы, | время нагрева, | Время соединения | Время охлаждения |
При сварке полипропиленовых труб необходимо учитывать следующие нюансы:
- Сварное соединение получится наиболее надежным и качественным только при строгом соблюдении времени нагрева;
- Слишком длительный нагрев вызывает сильное плавление полипропилена и деформацию деталей;
- Нагрев в течение времени меньшего, чем указано в таблице, приводит к недостаточному расплавлению деталей, что в процессе эксплуатации вызовет негерметичность соединения.
При сварке полипропиленовых труб запрещается:
- Перемещение деталей в направлении оси;
- Сразу после соединения деталей постарайтесь исправить их расположение, что уменьшает проходное сечение в месте соединения;
- Изменение путем изгиба формы трубы во время охлаждения.
Вот и все, что я хотел рассказать о том, как варить полипропиленовые трубы. Ничего особо сложного в этой процедуре нет, главное подготовить необходимый инструмент и выполнить сварку в соответствии с инструкцией, точно выдерживая время соединения.
Холодная сварка пластика и металла
C различными повреждениями пластиковых или металлических изделий в их жизни практически все. Многие просто меняли ту или иную деталь, но не у всех есть возможность в экстренной ситуации заменить целый узел. Например, когда потек аккумулятор, не стоит покупать новый, когда можно просто заварить. А если нет возможности вызвать сварщика? Для таких случаев есть специальный клей. В народе это называется просто: холодная сварка пластика и металла.
В народе это называется просто: холодная сварка пластика и металла.
Что такое холодная сварка?
Это один из способов соединения деталей из различных материалов без подогрева, при комнатной или даже отрицательной температуре.Для использования достаточно просто нанести средство на сопрягаемые поверхности, затем создать давление и немного подождать. В результате получится практически монолитное и высокопрочное соединение.
Холодная сварка может применяться как для металлических изделий, так и для различных полимерных деталей. Например, этим клеем можно склеивать различные металлы, такие как алюминий, медь, цинк, серебро, железо и другие. Такой клей удобен и незаменим при необходимости соединения разнородных материалов. Например, холодная сварка для пластика отлично соединяет пластиковые трубы без паяльника.
Из чего состоит?
Основой этого клея является специальная эпоксидная смола. Большинство средств, которые продаются в наших магазинах, имеют двухкомпонентную основу. Чтобы сделать клей эффективным, недостаточно использовать только смолу. Поэтому используется так называемый отвердитель. Если смешать два компонента, то такой клей быстро перейдет в непривычно твердое состояние. Это свойство и необходимо в его основе.
Чтобы сделать клей эффективным, недостаточно использовать только смолу. Поэтому используется так называемый отвердитель. Если смешать два компонента, то такой клей быстро перейдет в непривычно твердое состояние. Это свойство и необходимо в его основе.
Эпоксидная смола сама по себе не обладает прочностью. Он очень устойчив к различным нагрузкам, поэтому производители используют вместе со смолой так называемый пластификатор.Это должно повысить его эластичность. Наполнитель нужен для того, чтобы придать составу особые свойства, такие как теплопроводность, теплоемкость, а также абразивность. Для того чтобы холодная сварка пластика имела такие характеристики, в нее добавляют элементы на основе металла.
Иногда в продаже можно встретить полностью готовые к применению смеси, а иногда клей и отвердитель нужно смешивать вручную, с соблюдением точной дозировки.
Основным преимуществом является то, что для такой склейки деталей не требуется никаких дополнительных действий. Получить качественное соединение можно без использования прессов, электроприборов или помощи профессионалов в этих работах.
Клей для пластика
Процессы соединения деталей сваркой уже давно незаменимы в жизни человека. Клеевой метод скрепления, не уступающий по прочности сварочным работам – настоящий технологический прорыв. Не требует больших вложений и длительного времени на работу.
Клей (холодная сварка) для пластика — недорогой и простой способ соединения разных по качеству деталей без нагрева.Соединение получается за счет химических процессов, происходящих при контакте пластика и клеевого состава.
Данная технология позволяет не нарушать свойства соединяемых материалов. Это важно при соединении различных электрических проводов и изоляции. Благодаря этому способу можно безопасно выполнять работу.
Подобный способ соединения широко применяется в различных технических и производственных целях, в строительных работах и, конечно же, в быту.Холодная сварка пластика – уникальный и универсальный продукт. Еще одно ее достоинство – безотходность.
Еще одно ее достоинство – безотходность.
Благодаря этому методу можно получить хорошее уплотнение корпусов. Автолюбители нашли это очень полезным.
Где используется холодная сварка?
Для пластмассовых изделий существует отдельный вид таких составов. Основная область применения:
- Ремонт или шпаклевка бамперов автомобилей.
- Починка предметов домашнего обихода.
- Сильное склеивание различных пластиковых изделий.
- Ремонт различных устройств или деталей.
- Восстановительные работы с пластиковыми трубами.
Холодная сварка пластика: инструкция по эксплуатации
Обычно инструкция по применению этих инструментов указана на упаковке. Производители описывают, как применять средство, какие правила безопасности нужно соблюдать при работе с таким продуктом. Но давайте посмотрим, как использовать этот клей.
В первую очередь необходимо подготовить поверхности, которые необходимо соединить. Для этого необходимо обработать их наждачной бумагой. Далее обезжирьте соединяемые поверхности. Для этой цели подойдет спирт или любые другие спиртосодержащие жидкости. Процесс обезжиривания – очень важная процедура. Теперь нужно подобрать подходящий кусок крепежного материала. Затем необходимо растянуть в пальцах кусочек клея. Для этого нужно надеть перчатки, а пальцы предварительно смочить. Вы поймете, что клей готов, когда он будет напоминать глину.
Далее обезжирьте соединяемые поверхности. Для этой цели подойдет спирт или любые другие спиртосодержащие жидкости. Процесс обезжиривания – очень важная процедура. Теперь нужно подобрать подходящий кусок крепежного материала. Затем необходимо растянуть в пальцах кусочек клея. Для этого нужно надеть перчатки, а пальцы предварительно смочить. Вы поймете, что клей готов, когда он будет напоминать глину.
Далее наносим вещество на детали, которые необходимо соединить, после чего закрепляем их хомутом.Если вы хотите соединить трубы, вам понадобится специальный жгут. После того, как изделие затвердеет, а для этого требуется около часа времени, с ним можно делать что угодно, хоть сверлить и нарезать резьбу. Например, холодная сварка пластика «Титан» позволяет получить особо прочное соединение не только материалов из различных пластиков.
Меры предосторожности
Любая работа должна выполняться с надлежащим уровнем безопасности. Использование таких веществ может нанести вред вашему здоровью, если вы применяете их неправильно.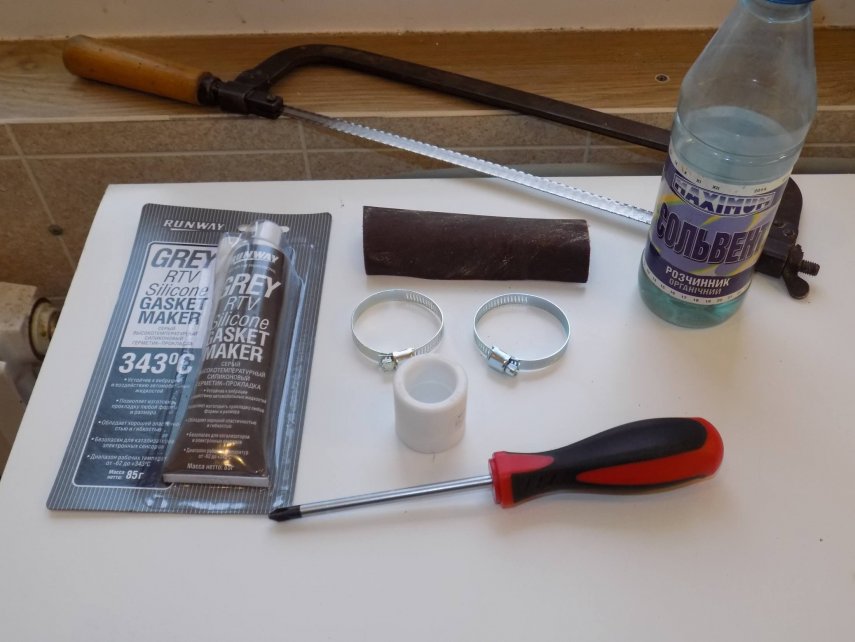
Холодная сварка для пластика: отзывы
Посмотрим, что говорят об этом клее настоящие люди, испытавшие на себе все его достоинства. Многие из них – автомобилисты, владельцы мотоциклов, велосипедисты и обычные люди, которым срочно нужно было что-то починить.
Многие пишут, что используют этот клей регулярно. Отзывы говорят, что это самый простой и недорогой способ починить протекающую трубу, средство для герметизации картера или бензобака в автомобиле.Также многие смогли отремонтировать пластиковый водопровод с помощью холодной сварки.
Заключение
Получается, что холодная сварка пластика – это действительно недорогой, надежный и универсальный способ герметизации и создания прочного соединения деталей из самых разных материалов.
Машины для сварки труб ПНД
Монтаж канализационной системы осуществляется с использованием специальных трубопроводов, которые могут быть изготовлены из пластика, керамики или металла. Как и многие пластиковые отводы, трубы из ПЭВП можно сваривать с помощью термоинструментов или муфт холодного прессования.
Как и многие пластиковые отводы, трубы из ПЭВП можно сваривать с помощью термоинструментов или муфт холодного прессования.
Технологически возможно соединение труб ПНД без сварки или с использованием специального сварочного аппарата. Оба способа имеют свои преимущества и недостатки, рассмотрим преимущества каждого способа крепления.
Холодная сварка или прессование – самый простой вариант, это очень дешевый и доступный метод, который осуществляется за счет использования специальных муфт. Эта технология применяется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги холодной сварки имеют следующие плюсы :
- Простота использования;
- Большой выбор размеров;
- Обеспечивает герметичное соединение с высокой герметизирующей способностью.
Но опрессовка в основном используется только для крепления безнапорных водопроводных соединений. Пластиковые трубы обладают относительно небольшой жесткостью, из-за чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочного крепежа, который считается «мертвым».
Классическая сварка, или, как еще говорят, пайка труб ПНД может выполняться электромуфтовым методом, либо для ее осуществления используется специфический сварочный аппарат. Электромуфты – очень практичный способ соединения металлических газовых труб, а также пластиковых водопроводных коммуникаций.На свободный участок выходного патрубка устанавливается муфта определенного диаметра, после чего в нее просовывается второй отрезок трубы. Такую пайку еще называют пайкой встык, в связи с тем, что для достижения максимально прочного и герметичного крепления необходимо устанавливать детали трубопровода очень плотно с минимальным зазором.
Фото – арматура
С муфтами удобно работать на больших диаметрах, но это не лучшее решение для кранов под умывальник или отопительные коммуникации.Но зато фланцевые соединения ПНД при необходимости можно снять и произвести срочный ремонт.
Фото — встык
Ручная пайка труб производится с помощью паяльника, требует специального оборудования для организации соединений ПНД. Для такой работы очень важна температура нагревательных элементов и время выдержки. Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов.
Для такой работы очень важна температура нагревательных элементов и время выдержки. Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов.
Преимущества метода :
- Это самый прочный и надежный вариант. Благодаря выполнению неразъемного крепления может применяться как для ГДН напорного типа, так и для безнапорных присоединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении внешней системы, так и при монтаже внутренних магистральных труб;
- Предварительное обучение не требуется. Вполне достаточно посмотреть видео и прочитать стандарты СНиП, в которых подробно указано, как обрезать, устанавливать и крепить.
А вот к недостаткам можно отнести то, что соединение при необходимости нельзя снять. Несмотря на все преимущества этого, иногда приходится открывать и чистить трубу.
Установка розетки
Следует отметить, что в отечественных документах вы не найдете стандартов на пайку разъемов. Это описано только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как сварить трубы ПНД с муфтами :
Это описано только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как сварить трубы ПНД с муфтами :
После завершения нагрева и сварки снимите муфту и закрепите трубы на твердой поверхности.
С фланцамиработать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место соединения прогревается феном или муфтой.
Фото — фланец
Экструдерная сварка
Работать ручным феном или паяльником немного сложнее, т. к. нужно дополнительно контролировать не только время прогрева, но и собственные движения.При неправильном проведении сварки может быть нарушена целостность труб ПНД или испорчен шов.
Фото — профессиональный инвертор
Пошаговая инструкция сварки инвертором :
Очень важно не передержать крепление, если слишком сильно затянуть сварку, то ПНД станет очень тонким или будет наплыв полиэтилена по внутреннему диаметру. Для контроля этого момента используется специальная таблица:
Для контроля этого момента используется специальная таблица:
| Наружный диаметр, мм | Сварной шов, мм | Нагрев, сек | Соединение, сек | Охлаждение, с |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Видео: Электромуфтовая сварка труб ПНД
 kanalizaciya-stroy.ru/wp-content/plugins/wp-rocket/inc/front/img/blank.gif» data-lazy-src=»https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed»>
kanalizaciya-stroy.ru/wp-content/plugins/wp-rocket/inc/front/img/blank.gif» data-lazy-src=»https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed»>
Обзор цен
Купить аппарат для сварки труб ПНД можно в любом городе, если цена не устраивает, сейчас многие компании предоставляют оборудование в аренду.Рассмотрим стоимость модели V-Weld R063:
| Город | Цена, у.е. е. |
| Воронеж | 28 |
| Екатеринбург | 28 |
| Казань | 30 |
| Краснодар | 28 |
| Москва | 33 |
| Новосибирск | 30 |
| Санкт-Петербург | 33 |
%PDF-1.4 % 1062 0 объект > эндообъект внешняя ссылка 1062 162 0000000016 00000 н 0000004902 00000 н 0000005053 00000 н 0000006612 00000 н 0000006663 00000 н 0000006713 00000 н 0000006763 00000 н 0000006814 00000 н 0000006866 00000 н 0000006917 00000 н 0000006968 00000 н 0000007019 00000 н 0000007071 00000 н 0000007123 00000 н 0000007174 00000 н 0000007226 00000 н 0000007277 00000 н 0000007328 00000 н 0000007504 00000 н 0000007686 00000 н 0000007868 00000 н 0000007898 00000 н 0000008013 00000 н 0000008064 00000 н 0000008115 00000 н 0000008166 00000 н 0000008217 00000 н 0000008267 00000 н 0000008318 00000 н 0000008369 00000 н 0000008420 00000 н 0000008472 00000 н 0000008524 00000 н 0000008575 00000 н 0000008626 00000 н 0000008678 00000 н 0000008729 00000 н 0000008781 00000 н 0000008832 00000 н 0000008882 00000 н 0000008932 00000 н 0000010241 00000 н 0000011717 00000 н 0000013273 00000 н 0000014991 00000 н 0000015183 00000 н 0000016788 00000 н 0000018386 00000 н 0000018828 00000 н 0000019387 00000 н 0000019834 00000 н 0000019919 00000 н 0000020391 00000 н 0000020772 00000 н 0000021304 00000 н 0000022667 00000 н 0000023484 00000 н 0000023768 00000 н 0000025464 00000 н 0000025650 00000 н 0000025851 00000 н 0000026037 00000 н 0000026233 00000 н 0000026419 00000 н 0000026613 00000 н 0000026807 00000 н 0000027013 00000 н 0000027209 00000 н 0000027305 00000 н 0000027613 00000 н 0000027912 00000 н 0000028167 00000 н 0000028365 00000 н 0000028521 00000 н 0000028819 00000 н 0000028903 00000 н 0000028975 00000 н 0000029106 00000 н 0000029231 00000 н 0000029330 00000 н 0000029876 00000 н 0000030102 00000 н 0000030298 00000 н 0000030391 00000 н 0000030484 00000 н 0000030742 00000 н 0000033303 00000 н 0000033644 00000 н 0000033816 00000 н 0000033894 00000 н 0000037349 00000 н 0000037430 00000 н 0000037717 00000 н 0000038155 00000 н 0000038294 00000 н 0000038372 00000 н 0000038625 00000 н 0000038938 00000 н 0000039049 00000 н 0000039115 00000 н 0000039664 00000 н 0000039766 00000 н 0000040080 00000 н 0000040602 00000 н 0000040738 00000 н 0000041051 00000 н 0000041350 00000 н 0000041606 00000 н 0000041787 00000 н 0000041972 00000 н 0000042173 00000 н 0000042358 00000 н 0000042554 00000 н 0000042735 00000 н 0000042976 00000 н 0000043215 00000 н 0000043436 00000 н 0000043632 00000 н 0000043814 00000 н 0000044052 00000 н 0000044287 00000 н 0000044483 00000 н 0000044665 00000 н 0000045003 00000 н 0000045284 00000 н 0000046115 00000 н 0000046746 00000 н 0000047073 00000 н 0000047427 00000 н 0000047702 00000 н 0000049487 00000 н 0000050023 00000 н 0000051766 00000 н 0000053122 00000 н 0000062649 00000 н 0000063177 00000 н 0000063512 00000 н 0000072393 00000 н 0000075767 00000 н 0000077698 00000 н 0000077966 00000 н 0000078228 00000 н 0000078474 00000 н 0000079758 00000 н 0000080353 00000 н 0000080586 00000 н 0000081405 00000 н 0000081614 00000 н 0000081862 00000 н 0000082204 00000 н 0000084389 00000 н 0000088007 00000 н 0000088330 00000 н 0000089137 00000 н 0000089490 00000 н 0000100687 00000 н 0000101511 00000 н 0000102459 00000 н 0000104267 00000 н 0000104594 00000 н 0000004699 00000 н 0000003605 00000 н трейлер ]/Предыдущая 4131231/XRefStm 4699>> startxref 0 %%EOF 1223 0 объект >поток hb«`b`/g«`ca@
Полипропиленовая линия
Уже несколько лет PP-R (статистический сополимер полипропилена) является альтернативой использованию других материалов в санузлах для транспортировки горячих и холодных жидкостей. Химические и физические характеристики полипропилена и тип соединения различных элементов с помощью сварки обеспечивают реализованным системам идеальное уплотнение и гарантию на долгое время, потому что это продукт отличного качества.
Химические и физические характеристики полипропилена и тип соединения различных элементов с помощью сварки обеспечивают реализованным системам идеальное уплотнение и гарантию на долгое время, потому что это продукт отличного качества.
Полипропилен является одним из самых безопасных материалов, поскольку он не передает запаха или вкуса, а также токсичных веществ или химикатов воде. Он нетоксичен, гигиеничен и безвреден, так как не подвергается коррозии, не раскалывается и не раздавливается.Полипропилен полностью экологичен, поскольку не образует твердых отходов, жидкостей и газов.
Статистический сополимер полипропилена типа 3 дает гарантию на системы более 50 лет. Система распределения труб и фитингов из полипропилена Rietti Group, реализованная в соответствии с правилами DN 8077-8078, особенно подходит для реализации:
• Системы распределения горячей и холодной питьевой воды в гражданском и промышленном секторе;
• Транспортировка питьевой и известковой воды, жидких и агрессивных масел, жидкостей в пищевой промышленности после проверки совместимости по шкале стойкости к химическим веществам;
• Системы отопления
• Системы кондиционирования
Система PPR Rietti Group предлагает полный спектр компонентов высокого качества и надежности, кроме того, мы предлагаем две линии цветов.