Импульсно-дуговая сварка как основа современных технологий сварки плавящимся электродом / Pulsed Arc Welding as a Basis of Modern Technologies of Welding by Consumable Electrode
ИМПУЛЬСНАЯ ЛАЗЕРНО-ДУГОГОВАЯ СВАРКА
Одновременное применение импульсной модуляции лазерного излучения и сварочного тока
при сварке аустенитной нержавеющей стали позволяет, по сравнению саналогичной
гибридной сваркой в непрерывном режиме, на 10…12% снизить твердость швов, на 10…15%
снизить вних содержание δ-феррита и в 1,5…2 раза уменьшить ширину кристаллитов.
гибридная сварка,
непрерывный режим,
Р=4,4 кВт;
дуга постоянного тока
I=160 A, U=27 В
лазерная сварка,
непрерывный режим,
Р=4,4 кВт
лазерная сварка,
импульсное излучение,
Рпик = 4,4 кВт,
Рср = 3,0 кВт, f = 25 Гц
гибридная сварка,
импульсное излучение,
Рпик = 4,4 кВт, Рср = 3,0 кВт,
f = 25Гц; дуга постоянного тока
I = 160 A, U= 27 В
гибридная сварка: лазер
Рср=3,0 кВт, Рпик=4,4 кВт;
fл=130 Гц, дуга: Iср=180 А,
Uср =19 В, τ =2,5 мс, fд=130 Гц
Макроструктуры металла швов сплав АМг6 (δ=6 мм) , Vсв=120 м/ч
дуга импульсная:
Iср=180 А, Uср =19 В,
τ =2,5 мс, fд=130 Гц
гибридная сварка:
Рнепрерыв=3,0 кВт,
дуга: I=180 А, U=19В
лазер
непрерывный
Р=3,0 кВт
лазер импульсный
Рср=3,0 кВт, Рпик=4,4 кВт,
fл =130 Гц.
дуговая сварка,
импульсный
режим,
Iср=155…160 A,
Uср=20 В, fд=50 Гц
лазерная сварка,
непрерывный режим,
Р=3,0 кВт;
гибридная сварка,
непрерывное излучение,
импульсная дуга,
Р=3,0 кВт; дуга
Iср=155…160 A,
Uср=20 В, fд=50 Гц
гибридная сварка,
импульсный режим,
Рпик=4,4 кВт,
Рср=3,0 кВт,
fл=25 Гц, дуга
I ср=155…160 A,
Uср=20 В, fд=50 Гц
гибридная сварка,
импульсный режим,
Рпик=4,4 кВт,
Рср = 3,0 кВт, fл=50 Гц,
дуга Iср=155…160 A,
Uср= 20В, fд=50 Гц.
Макроструктуры металла швов сталь Х18Н9Т, δ = 6 мм, Vсв =75 м/ч
Разработка способа и устройства для импульсно-дуговой сварки и наплавки в защитных газах плавящимся электродом
Please use this identifier to cite or link to this item: http://earchive. tpu.ru/handle/11683/49232
tpu.ru/handle/11683/49232
| Title: | Разработка способа и устройства для импульсно-дуговой сварки и наплавки в защитных газах плавящимся электродом |
| Authors: | Крампит, Максим Андреевич |
| metadata.dc.contributor.advisor: | Зернин, Евгений Александрович |
| Keywords: | импульсно-дуговая сварка; наплавка; подогрев проволоки; увеличение производительности; разработка оборудования; pulsed arc welding; surfacing; wire heating; increase in productivity; the development of equipment |
| Issue Date: | 2018 |
| Citation: | Крампит М. А. Разработка способа и устройства для импульсно-дуговой сварки и наплавки в защитных газах плавящимся электродом : научный доклад / М. А. Крампит ; Национальный исследовательский Томский политехнический университет (ТПУ), Управление магистратуры, аспирантуры и докторантуры (УМАД), Отдел аспирантуры и докторантуры (ОАиД) ; науч. |
| Abstract: | В работе представлена аннотация к научно-квалификационной работе. Показана актуальность работы и цель исследования.
Целью работы являлась разработка способа и устройства для импульсно-дуговой сварке, реализующего импульсно-дуговую сварку с подогревом электродной проволоки на стандартных выпрямителях.
В 1 главе проведен анализ современного состояния проблемы.
Во 2 главе представлена математическая модель процесса.
В 3 главе спроектировано устройство.
В 4 главе проведены экспериментальные исследования устройства и процесса.
Приведено используемое оборудование. The work presents an abstract to the scientific and qualification work. The relevance of the work and the purpose of the study is shown. The purpose of the work was to develop a method and device for pulsed arc welding, realizing pulse-arc welding with heating of electrode wire on standard rectifiers. Chapter 1 analyzes the current state of the problem.  In 2 Chapter the mathematical model of the process is presented.
In Chapter 3, a device is designed.
In Chapter 4, experimental studies of the device and process were carried out.
The equipment used is shown.
In 2 Chapter the mathematical model of the process is presented.
In Chapter 3, a device is designed.
In Chapter 4, experimental studies of the device and process were carried out.
The equipment used is shown. |
| URI: | http://earchive.tpu.ru/handle/11683/49232 |
| Appears in Collections: | Научные доклады |
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
Импульсно-дуговая сварка вольфрамовым электродом
Импульсно-дуговая сварка вольфрамовым электродом
Заключается в применении в качестве источника теплоты импульсной дуги с целью концентрации во времени теплового и силового воздействия дуги на основной и электродный металл. При стесненном теплоотводе полнее используется теплота дуги на расплавление основного металла, чем при сварке постоянной дугой. Проплавляющая способность импульсной дуги наиболее эффективно проявляется при сварке тонколистового металла толщиной до 2 – 3 мм. Дуга пульсирует с заданным соотношением импульса подачи тока и паузы (рис. 1). Сплошной шов получается расплавлением отдельных точек с определенным перекрытием (рис. 1, б). Повторное возбуждения и устойчивость дуги обеспечиваются благодаря горению маломощной дежурной дуги (10 – 15% от силы тока в импульсе). Основной сварочный ток подается в виде отдельных импульсов (рис. 1, а) большой силы. Наряду с силой тока, напряжением, скоростью сварки к основным параметрам импульсно-дуговой сварки относятся длительность импульса tсв и паузы tп, длительность цикла сварки T= tсв+tп и шаг точек S=V(tсв+tп), где V – скорость сварки. Отношение tп/tсв=G называют жесткостью режима. Жесткость режима при заданной энергии импульса и длительности цикла характеризует проплавляюшую способность дуги.
Дуга пульсирует с заданным соотношением импульса подачи тока и паузы (рис. 1). Сплошной шов получается расплавлением отдельных точек с определенным перекрытием (рис. 1, б). Повторное возбуждения и устойчивость дуги обеспечиваются благодаря горению маломощной дежурной дуги (10 – 15% от силы тока в импульсе). Основной сварочный ток подается в виде отдельных импульсов (рис. 1, а) большой силы. Наряду с силой тока, напряжением, скоростью сварки к основным параметрам импульсно-дуговой сварки относятся длительность импульса tсв и паузы tп, длительность цикла сварки T= tсв+tп и шаг точек S=V(tсв+tп), где V – скорость сварки. Отношение tп/tсв=G называют жесткостью режима. Жесткость режима при заданной энергии импульса и длительности цикла характеризует проплавляюшую способность дуги. Изменяя параметры режима импульсно-дуговой сварки, можно в широких пределах изменять кристаллизацию металла шва и таким образом влиять на свойства сварных соединений. Технологические преимущества сварки импульсной дугой вольфрамовым электродом в наибольшей степени проявляются при сварке тонкого материала – отсутствуют дефекты формирования шва, провисания и подрезы, улучшаются условия формирования шва в различных пространственных положениях, снижаются требования к квалификации сварщика. Так, при сварке металла определенной толщины требуется значительно меньшая погонная энергия, существенно снижаются деформации и прожоги тонколистовых деталей.
Изменяя параметры режима импульсно-дуговой сварки, можно в широких пределах изменять кристаллизацию металла шва и таким образом влиять на свойства сварных соединений. Технологические преимущества сварки импульсной дугой вольфрамовым электродом в наибольшей степени проявляются при сварке тонкого материала – отсутствуют дефекты формирования шва, провисания и подрезы, улучшаются условия формирования шва в различных пространственных положениях, снижаются требования к квалификации сварщика. Так, при сварке металла определенной толщины требуется значительно меньшая погонная энергия, существенно снижаются деформации и прожоги тонколистовых деталей.
Рис 1. Изменение силы тока и напряжения дуги при импульсной аргонодуговой сварке вольфрамовым электродом и формирование шва: а – изменение параметров режима, б – формирование шва
Сварка импульсно-дуговая — Энциклопедия по машиностроению XXL
Разновидности аргонодуговой сварки вольфрамовым электродом. Разработано несколько разновидностей сварки вольфрамовым электродом, основанных на увеличении проплавляющей способности дуги за счет увеличения интенсивности теплового и силового воздействия дуги на свариваемый металл. К этим разновидностям относятся сварка погруженной дугой, с применением флюса, при повышенном давлении защитной атмосферы, импульсно-дуговая, плазменная сварка.
[c.83]
Разработано несколько разновидностей сварки вольфрамовым электродом, основанных на увеличении проплавляющей способности дуги за счет увеличения интенсивности теплового и силового воздействия дуги на свариваемый металл. К этим разновидностям относятся сварка погруженной дугой, с применением флюса, при повышенном давлении защитной атмосферы, импульсно-дуговая, плазменная сварка.
[c.83]
Импульсно-дуговая сварка вольфрамовым электродом. Заключается в применении в качестве источника тепла импульсной (пульсирующей) дуги с целью концентрации во времени теплового и силового воздействия дуги на основной и электродный металл. При стесненном теплоотводе пол- [c.83]
На заводе много сделано по совершенствованию технологических процессов, направленных на повышение качества и производительности труда. Так, па сварочных работах внедрена импульсно-дуговая сварка алюминия, позволяющая повысить производительность труда в 14 раз.
Импульсная старка вольфрамовым электродом прежде всего применяется для сварки тонкого материала, так как кратковременное расплавление небольшой сварочной ванны позволяет избежать прожога. Импульсная дуговая сварка может производиться и на переменном токе. Повысить эффективность воздействия обычной дуги на металл можно с помощью концентрации ее энергии на меньшей площади, чего можно добиться соответствующим изменением размеров анодного пятна при сварке на постоянном токе. В настоящее время разработаны эффективные активирующие флюсы, которые уменьшают размер анодного пятна и позволяют получать швы с узким проплавом, что положительно влияет на уменьшение деформаций при сварке, сокращает зону термического влияния. [c.466]
При импульсно-дуговой сварке с помощью специальной системы создаются условия для управляемого и направленного переноса металла с незначительными его потерями на угар и разбрызгивание. [c.20]
[c.20]
Вьщеляют следующие разновидности сварочного процесса, оказывающие влияние на выбор источника питания сварка в углекислом газе короткой дугой с частыми технологическими короткими замыканиями сварка в углекислом газе и аргоне длинной дугой с крупнокапельным переносом металла сварка в аргоне со струйным переносом металла импульсно-дуговая сварка в аргоне. [c.113]
| Рис. 3.42. Изменение сварочного тока и напряжения при импульсно-дуговой сварке вольфрамовым электродом (а) |
Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности — импульсно-дуговая сварка (рис. 3.49). Теплота, выделяемая основной дугой, недостаточна для плав- [c.134] Для повышения эффективности использования теплоты при сварке вольфрамовым электродом разработаны разновидности способа импульсно-дуговая сварка, погруженной дугой, сквозным проплавлением, по флюсу, с присадочной порошковой проволокой, с магнитным перемешиванием сварочной ванны, в щелевую разделку и др.
 [c.474]
[c.474]Импульсно-дуговая сварка позволяет в более широких пределах изменять размеры сварного шва, уменьшать деформации конструкций, снижать уровень остаточных напряжений, уменьшать размеры кристаллитов и пористость в шве, уменьшать размеры зоны термического влияния. [c.474]
К эффективным мерам в области сварочной технологии выполнения сварных соединений следует отнести прогрессивные способы дуговой сварки пульсирующей, импульсно-дуговой и модулированной (двухчастотной) дугой в ручном и автоматизированном вариантах и, кроме того, сварки электронным лучом, обеспечивающих получение сварных швов и в целом соединений высокого качества и свойств [80-82]. [c.274]
Способ ручной дуговой сварки импульсной дугой (на постоянном токе с дополнительным вводом импульсов тока силой 10. .. 15 А, частотой около 3 кГц) по сравнению с процессом сварки на постоянном токе характеризуется повышенной стабильностью горения дуги, пониженным
[c. 274]
274]
Широко применяется телевизионная техника для визуального, периодического контроля за процессом сварки (сила сварочного тока 160. ….. 230 А, скорость сварки кольцевого валика 9,5 м/мин, напряжение на дуге 9,5. .. 10,8). В Японии автоматическая аргонодуговая сварка получила широкое применение для выполнения швов паропроводов в импульсно-дуговом режиме различной частоты (от низкой до 10 Гц и средней 10. .. 100 Гц до высокой в несколько кГц). Это открыло большие возможности в повышении производительности процессов сварки и формировании качественных швов во всех положениях с регулируемой микроструктурой по зонам сварного соединения.
Обеспечение рационального расходования материалов на изготовление оборудования, электроэнергии, потребляемой при сварке, и сварочных материалов достигается рациональным построением типоразмерных рядов и выбором оптимальных компоновок сварочного оборудования повышением КПД источников энергии, уменьшением их размеров и массы, например, применением инверторных или транзисторных источников для дуговой сварки снижением разбрызгивания металла при сварке путем выбора оптимального ее способа, например, импульсно-дуговой в смеси газов выбором оптимального состава и расхода защитных газов, состава флюса и способов его подачи в зону сварки и уборки после сварки. [c.12]
[c.12]
Основным оборудованием для дуговой сварки и наплавки являются источники сварочного тока для ручной сварки штучными электродами, полуавтоматы, автоматы, станки и установки для сварки плавящимся электродом без внешней защиты дуги, под флюсом и в защитных газах, оборудование для импульсно-дуговой сварки плавящимся электродом в инертных газах, установки для ру шой и автоматической сварки вольфрамовым электродом, специальное оборудование для сварки конкретных изделий. Универсальное оборудование имеет различные степень сложности и эксплуатационные возможности от простых полуавтоматов и источников со ступенчатым регулированием режимов до сложных с микропроцессорным управлением. [c.53]
Защита зоны дуги сварочной ванны в полуавтоматах для дуговой сварки (наплавки) в среде защитных газов плавящимся электродом осуществляется активными или инертными газами, а также их смесями [27, 29].
 Полуавтоматы этой фуппы надежны в работе, просты в обслуживании, позволяют выполнять сварку в любых пространственных положениях изделия и наблюдать за дугой, имеют сравнительно невысокую стоимость. Техническая характеристика рассматриваемых полуавтоматов и серийно изготовляемого полуавтомата ПДИ-304 для импульсно-дуговой сварки приведена в табл. 1.14.
[c.64]
Полуавтоматы этой фуппы надежны в работе, просты в обслуживании, позволяют выполнять сварку в любых пространственных положениях изделия и наблюдать за дугой, имеют сравнительно невысокую стоимость. Техническая характеристика рассматриваемых полуавтоматов и серийно изготовляемого полуавтомата ПДИ-304 для импульсно-дуговой сварки приведена в табл. 1.14.
[c.64]Создание и совершенствование источников питания, позволяющих осуществлять импульсный дуговой сварочный процесс при управлении переносом электродного металла на уровне объема капель и частоты их отрыва от электрода, что обеспечивает возможность сварки в различных пространственных положениях с минимальным разбрызгиванием и требуемым формированием сварного шва. [c.146]
Импульсно-дуговая сварка. Сущность способа состоит в том, что сварочный ток не сохраняет постоянную величину, а поступает в дежурную сварочную дугу определенными кратковременными импульсами. [c.8]
ТЕХНОЛОГИЯ ИМПУЛЬСНО-ДУГОВОЙ и ПЛАЗМЕННОЙ СВАРКИ
[c. 235]
235]
ИМПУЛЬСНО-ДУГОВАЯ СВАРКА [c.235]
При импульсно-дуговой сварке сварочная дуга подразделяется на дежурную дугу (вспомогательная дуга) и рабочую дугу. Дежурная дуга питается от обычного источника, который обеспечивает постоянную величину силы тока. Эта дуга горит беспрерывно. Рабочая дуга питается от специального импульсного генератора, создающего импульсный ток. [c.236]
Процесс импульсно-дуговой сварки состоит в следующем [c.236]
Применение импульсно-дуговой сварки особенно важно при наложении корневого слоя, так как в этом случае обеспечивается стабильный провар свариваемых кромок без прожогов. [c.236]
Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности — импульсно-дуговая сварка (рис. 48). Теплота, выделяемая основной дугой, недостаточна для плавления электродной проволоки со скоростью, равной скорости ее подачи. Вследствие этого длина дугового промежутка уменьшается. Под действием импульса тока происходит ускоренное раснлавлепиэ электрода, обеспечивающее формирование капли на его конпе. Резкое увеличение электродинамических сил сужает шейку канли и сбрасывает ее в направлении сварочной ванны в любом пространственном по-ло5кении.
[c.56]
Вследствие этого длина дугового промежутка уменьшается. Под действием импульса тока происходит ускоренное раснлавлепиэ электрода, обеспечивающее формирование капли на его конпе. Резкое увеличение электродинамических сил сужает шейку канли и сбрасывает ее в направлении сварочной ванны в любом пространственном по-ло5кении.
[c.56]
Важными направлениями совершенствования технологии сварки, выполняемой при сборке машин и механизмов, являются разработка и внедрение в производство приборов и устройств для автоматического контроля и одновременной записи параметров процесса сварки совмещение процесса сварки легкоокисляющихся материалов с очисткой осуществление диффузионной сварки в вакууме применение при сварке алюминия установок, обеспечивающих снятие окислов в вакуумной камере механической зачисткой, наложением ультразвуковых колебаний, с восстановительной средой внедрение высокопроизводительных установок для соединения в вакууме металлокерамических изделий со сталью (тормозных лент и дисков муфт) контроля сварных соединений рентгенотелевизионньш методом с применением интроскопии внедрение импульсно-дуговой сварки в защитных газах с программным изменением процесса повышение надежности и долговечности сварных соединений разработка способов предупреждения и устранения вредных влияний напряжений и деформаций в сварных соединениях. [c.276]
[c.276]
Ножницы приводные. . . . . . Аппарат для металлизации. . . Пост газовой сварки, резки и наплавки Установка для импульсно-дуговой элек тронаплавки……… [c.56]
В обозначениях источников питания первая буква — это их тип Т — трансформатор, В — выпрямитель, Г — генератор, У — установка. Вторая и третья буквы — вид и способ сварки Д — дуговая, П — плазменная, Ф — под флюсом, Г — в защитных газах, У — универсальный источник. Отсутствие третьей буквы означает ручную сварку. Четвертая буква обозначает дополнительные сведения Д — многопосто-вой, И — для импульсной сварки. Первая цифра после букв — сила номинального сварочного тока в сотнях ампер, две последующие цифры — регистрационный номер изделия. Буквы и цифры после них -климатическое исполнение У — умеренный, Т — тропический, М -морской климат. Например, ТД301У2 означает, что это трансформатор (Т) для дуговой (Д) ручной сварки штучными электродами (отсутствие третьей буквы), с номинальным током 300 А, регистрационный номер 01 для умеренного климата (У), второй категории размещения (2). [c.95]
[c.95]
При импульсно-дуговом способе сварки повышается стабильность горения дуги, что цозволяет значительно снизить нижний предел сварочного тока, соответству1 ий устойчивому горению дуги. [c.466]
Сварку горизонтальных швов на металле толщиной 1… 6 мм выполняют тонкой проволокой на режимах с частыми короткими замыканиями и импульсной дугой. При толщине металла более 4 мм необходим скос кромки верхнего листа. Сварку проводят с наклоном электрода сверху вниз. На металле толщиной более 8 мм корневой шов сваривают тонкой проволокой с частыми короткими замыканиями, импульсно-дуговой сваркой или непла-вящимся электродом. [c.210]
| Рис. 3.50. Схема импульсно-дуговой сварки плавящимся электродом в защитном газе при узкощелевой разделке кромок |
С целью повышения эффективности сварки плавящимся электродом в среде инертных газов применяют предварительный подофев сварочной проволоки проходящим током и импульсно-дуговую сварку.
 Полуавтоматическая импульсно-дуговая сварка титановых сплавов обеспечивает повышение производительности сварочных работ в 2. .. 3 раза при снижении погонной энергии сварки в 2. .. 2,5 раза.
[c.476]
Полуавтоматическая импульсно-дуговая сварка титановых сплавов обеспечивает повышение производительности сварочных работ в 2. .. 3 раза при снижении погонной энергии сварки в 2. .. 2,5 раза.
[c.476]В США фирмой Дженерал-электрик при изготовлении паропроводов в качестве основного метода соединения труб применялась автоматическая дуговая сварка в смеси газов 75 %Аг-25 %СОг в режиме постоянного тока и импульсно-дуговой частотой от 20. .. 100 до 1 ООО. .. 3000 Гц. Кольцевые швы неповоротных вертикальных стыков паропроводных труб выполнялись тонкими слоями толщиной 2,5. .. 3 мм одновременно четырьмя сварочными головками на «спуск» в узкую разделку кромок с использованием присадочной проволоки диаметром 0,8 мм. Фирма Аст-роаак Корпорейщн (США) применяет автоматы орбитального типа для аргонодуговой сварки неповоротных стыков паропроводов с использованием присадочной проволоки диаметром 0,5. .. 1,6 мм в режиме постоянного тока силой до 300 А с поперечным колебанием неплавящегося электрода и в режиме сварки плазменной дугой. [c.278]
[c.278]
Ответственной операцией процесса изготовления является соединение деталей упругого элемента друг с другом или с арматурой с помощью сварки или иайки. Сварка или пайка не должны искажать форму упругого элемента и снижать его свойства. Здесь непригодны такие способы сварки или пайки, которые связаны с длительным нагревом материала до температур структурных превращений. Широко применяют точечную и шовную импульсно-дуговую сварку, когда упругий элемент нагревается только вблизи самого шва, а также аргонодуговую сварку. [c.20]
Сварка и наплавка являются самыми распространенными способами восстановления деталей. На ремонтных предприятиях находят применение немехаиизированные — ручные (газовая, элек-тродуговая) и механизированные способы сварки и наплавки. На долю ручных способов сварки приходится от 35 до 65% общей трудоемкости сварочных работ. Среди механизированных способов наибольшее применение получили наплавка под слоем флюса, в среде защитных газов, вибрирующим электродом в жидкости, в среде водяного пара. Опытную проверку проходят плазменная сварка и наплавка, сварка трением, наплавка жидким металлом, электрофизические способы сварки (диффузионные, ультразвуковые, лазером, электроннолучевые, импульсно-дуговые).
[c.191]
Опытную проверку проходят плазменная сварка и наплавка, сварка трением, наплавка жидким металлом, электрофизические способы сварки (диффузионные, ультразвуковые, лазером, электроннолучевые, импульсно-дуговые).
[c.191]
Сущность импульсно-дуговой сварки состоит в том, что сварочный ток в зону дуги подается кратковременными импульсами. Этот способ сварки может применяться при использовании как плавящегося, так и иеплавя- [c.235]
Импульсная сварка: особенности и характеристики процесса
На многих современных строительных объектах используется импульсная сварка, при помощи которой выполняют довольно сложные работы по соединению различных конструкций, изготовленных из металла. Принцип действия рассматриваемой сварочной методики заключается в том, что для этих целей используется аппарат импульсной сварки, режим работы которого выбирается специалистом самостоятельно.
Этим устройством выполняется соединение металлических деталей короткими импульсами. В качестве расходных материалов для этого прекрасно подходит как плавящиеся электроды, так и не плавящиеся. Специалист, который эксплуатирует такой аппарат, должен иметь соответствующую квалификацию для проведения сварки, так как данная процедура требует выбрать не только правильный режим, но и предельного внимания и сосредоточенности.
В качестве расходных материалов для этого прекрасно подходит как плавящиеся электроды, так и не плавящиеся. Специалист, который эксплуатирует такой аппарат, должен иметь соответствующую квалификацию для проведения сварки, так как данная процедура требует выбрать не только правильный режим, но и предельного внимания и сосредоточенности.
Преимущества метода
Благодаря соединению поверхностей из металла таким видом сварки, режим которой выбирается специалистом, можно отметить следующие положительные моменты:
- — получается качественное соединение;
- — красивый и ровный сварочный шов;
- — если все происходит на весу, то практически исключается образование различных прожогов;
- — возможность перенесения металла в том случае, когда процесс осуществляется плавящимся электродом.
Источники питания
Многие строительные организации используют при проведении сварочных работ специальное оборудование (их режим функционирования должен соответствовать качеству поверхностей, которые необходимо соединить), для которого необходимы специальные источники питания. Более всего для этих целей подходят блоки, особенностью которых является возможность регулирования величины импульса, а также паузы, необходимой для сварочного тока. В некоторых случаях дополнительно используются специальные генераторы. Их конструкция довольно простая, так как в их создании участвовали конденсаторы и управляемые выпрямители.
Более всего для этих целей подходят блоки, особенностью которых является возможность регулирования величины импульса, а также паузы, необходимой для сварочного тока. В некоторых случаях дополнительно используются специальные генераторы. Их конструкция довольно простая, так как в их создании участвовали конденсаторы и управляемые выпрямители.
Импульсно дуговое сваривание – особенности данного метода
Выполняется импульсно дуговая сварка в различных отраслях хозяйствования. Благодаря данной методике появилась возможность осуществлять высокопрочное скрепление металла, которого невозможно добиться при использовании других методов. При проведении сварочных процедур применяются специальные сварочные автоматы, для которых необходимо подобрать надёжные источники питания. Использование такого генератора обусловлено тем, что достаточно часто нужно выполнять управляемый перенос метала. В дугу аппарата подаётся достаточно большое число импульсов (от 50 Гц до 100 Гц).
 youtube.com/embed/75uSQ2hXyOk?rel=0″ allowfullscreen=»»/>
youtube.com/embed/75uSQ2hXyOk?rel=0″ allowfullscreen=»»/>
Эффективность этого метода
При использовании данной технологии наибольшего эффекта можно добиться в том случае, когда используется плавящийся электрод. Очень важно использовать такую методику в тот момент, когда выполняется наложение корневого слоя.
В настоящее время импульсная сварка нашла широкое применение при строительстве современных трубопроводов, для качественной работы которых необходимо надёжное и высокопрочное соединение, а этого можно добиться только при использовании высокотехнологичного оборудовании, для которого нужно выбрать правильный режим.
Похожие статьиИМПУЛЬСНО-ДУГОВАЯ СВАРКА КАК ОСНОВА СОВРЕМЕННЫХ ТЕХНОЛОГИЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
4.
 5. Дуговая сварка в среде защитных газов
5. Дуговая сварка в среде защитных газов4.5. Дуговая сварка в среде защитных газов При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струёй защитного газа. В качестве защитных газов применяют инертные газы (аргон и гелий)
ПодробнееТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Курганский государственный университет» Кафедра
ПодробнееСварочные источники питания
Министерство образования и науки, молодежи и спота Украины Государственное высшее учебное заведение «Приазовский государственный технический университет» Б.И. Носовский Сварочные источники питания Учебное
Подробнее3-5 июня 2010 г.
 г. Екатеринбург
г. Екатеринбург3-5 июня 2010 г. г. Екатеринбург Самозащитная порошковая проволока производства компании Линкольн Электрик Московское представительство Линкольн Электрик : Олег Колюпанов 0 Компания Линкольн Электрик ЭЛЕКТРОДУГОВАЯ
ПодробнееИ. А. Цибульский В. В. Сомонов
Министерство образования и науки Российской Федерации САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТА ПЕТРА ВЕЛИКОГО И. А. Цибульский В. В. Сомонов «Разработка технологии сварки металлических материалов
ПодробнееВестник науки Сибири (2)
Вестник науки Сибири. 01. 1 () Павлов Николай Викторович, ст. препод. кафедры сварочного производства Юргинского технологического института (филиал) ТПУ. E-mail: [email protected] сварка с управляемым
ПодробнееУДК Миронова М.
 В.
В.УДК 621.791.927.5 Миронова М.В. ПРОИЗВОДИТЕЛЬНОСТЬ РАСПЛАВЛЕНИЯ ФЕРРОМАГНИТНЫХ СВАРОЧНЫХ ПРОВОЛОК ПРИ НАПЛАВКЕ В ПРОДОЛЬНОМ МАГНИТНОМ ПОЛЕ Использование продольного магнитного поля (ПРМП) при электродуговой
ПодробнееСВАРКА ТОЧКАМИ 3-ФАЗНОЙ СЖАТОЙ ДУГОЙ
СВАРКА УДК 621.791.75 СВАРКА ТОЧКАМИ 3-ФАЗНОЙ СЖАТОЙ ДУГОЙ Моторин К. В., Короткова Г. М. Тольяттинский государственный университет, г. Тольятти, Россия [email protected] Аннотация. Предложена сварка
Подробнее2013 г. КАТАЛОГ ПРОДУКЦИИ
2013 г. КАТАЛОГ ПРОДУКЦИИ О компании — российское машиностроительное предприятие, производящее современное промышленное сварочное оборудование для полуавтоматической сварки в среде активных и защитных
ПодробнееWiseFusion НЕВЕРОЯТНО БЫСТРАЯ СВАРКА MIG
НЕВЕРОЯТНО БЫСТРАЯ СВАРКА MIG 18. 05.2019 ОПТИМИЗИРОВАННАЯ ФУНКЦИЯ СВАРКИ ДЛЯ ОБЕСПЕЧЕНИЯ КАЧЕСТВА, ВЫСОКОЙ СКОРОСТИ И УДОБСТВА РАБОТЫ Оптимизированная функция сварки обеспечивает очень узкую сварочную
05.2019 ОПТИМИЗИРОВАННАЯ ФУНКЦИЯ СВАРКИ ДЛЯ ОБЕСПЕЧЕНИЯ КАЧЕСТВА, ВЫСОКОЙ СКОРОСТИ И УДОБСТВА РАБОТЫ Оптимизированная функция сварки обеспечивает очень узкую сварочную
Сварка в углекислом газе
Федеральное агентство по образованию Государственное образовательное учреждение ВПО Сибирская государственная автомобильно-дорожная академия (СибАДИ) Кафедра «Конструкционные материалы и специальные технологии»
ПодробнееТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ СВАРКИ ДАВЛЕНИЕМ
1 ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ» Кафедра «Оборудование и технология сварочного производства» ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ СВАРКИ ДАВЛЕНИЕМ
ПодробнееТЕХНОЛОГИЯ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ
ГОСУДАРСТВЕННОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ» Кафедра «Оборудование и технология сварочного производства» ТЕХНОЛОГИЯ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯ Методические
ПодробнееСварщики Sunstone> Образование в области микросварки> Лучшие аппараты для сварки TIG и импульсно-дуговой сварки в условиях Micro
Прежде чем мы начнем с наших самых популярных продуктов, вам необходимо сначала понять концепцию, лежащую в основе этих продуктов. Прочитав эту статью, вы узнаете, что такое сварка TIG и импульсная дуговая сварка, а также для чего они используются.
Прочитав эту статью, вы узнаете, что такое сварка TIG и импульсная дуговая сварка, а также для чего они используются.
Что такое сварка TIG?
Сварка вольфрамовым электродом в среде защитного газа также известна как сварка вольфрамовым электродом в среде защитного газа.Это процесс дуговой сварки, в котором для получения сварного шва используется плотный неплавящийся вольфрамовый электрод. Как следует из названия, в этом процессе используется инертный газ, обычно аргон, для защиты и охлаждения сварочной ванны.
Для чего используется сварка TIG?
Теперь, когда мы знаем, что такое сварка TIG, давайте выясним, для чего мы ее используем. Сварка TIG обеспечивает более высокую точность и управляемость, чем большинство сварочных процессов, и используется в различных отраслях промышленности, где необходим определенный уровень контроля, например:
1. Aerospace — Детали самолетов и космических аппаратов обычно изготавливаются с использованием сварки TIG. К ним относятся коммерческие самолеты, на которых летают люди, а также сложная Международная космическая станция и прочные космические шаттлы, которые использует Национальное управление по аэронавтике и космонавтике. Все они получили преимущество благодаря прочности и точности методов сварки TIG.
К ним относятся коммерческие самолеты, на которых летают люди, а также сложная Международная космическая станция и прочные космические шаттлы, которые использует Национальное управление по аэронавтике и космонавтике. Все они получили преимущество благодаря прочности и точности методов сварки TIG.
2. Автомобилестроение — Безопасность и надежность являются первоочередными задачами автомобильной промышленности.Опять же, прочность и точность, которые дает сварочный процесс TIG, неоценимы для автопроизводителей во всем мире. В автоспорте сварка TIG снова используется для изготовления гоночных автомобилей — она делает вещи легкими и прочными, способными противостоять авариям и обеспечивать безопасность водителей.
3. Ремонт — Небольшие предприятия, укомплектованные квалифицированными сварщиками, часто используют этот процесс. С помощью сварочных аппаратов TIG они фиксируют более мелкие и более сложные детали, такие как детская игрушка, мебель или бытовые металлоконструкции.
4. Искусство и ювелирные изделия — Уровень контроля и точности, который предлагает сварка TIG, не имеет себе равных по сравнению с другими сварочными процессами. По этой причине сварка TIG используется для изготовления сложных объектов различных размеров, форм и металлов для создания великих произведений искусства. В ювелирном деле он часто используется для обработки и ремонта металлов, таких как кольца, ожерелья, браслеты и т. Д.
Что такое аппарат для импульсной дуговой сварки?
Так как же аппарат импульсной дуговой сварки соединяется со сварочным аппаратом TIG? Простой.Аппараты для импульсной дуговой сварки — это аппараты для микро-сварки TIG.
Сварочный аппарат с импульсной дугой использует бесконтактный метод с использованием электроэнергии для получения высококачественных сварных швов. Вам не нужно применять силу. Все, что вам нужно, — это неплавящийся вольфрамовый электрод, который некоторые аппараты для импульсной дуговой сварки обычно используют как заостренный наконечник. В аппарате для импульсной дуговой сварки дуга возникает между вольфрамовым электродом и заготовкой, как следует из названия. Возникающая дуга создает высокотемпературную плазму, способную плавить металл.
В аппарате для импульсной дуговой сварки дуга возникает между вольфрамовым электродом и заготовкой, как следует из названия. Возникающая дуга создает высокотемпературную плазму, способную плавить металл.
Импульсная дуговая сварка — это высокоточная сварка, тип TIG, плазменный разряд, сварочный процесс. Сварочные аппараты с импульсной дугой Sunstone Engineering способны обеспечивать чрезвычайно точный отвод энергии. Каждый плазменный разряд создает небольшие сварные швы, похожие на лазерные. Импульсная дуговая сварка, как и лазерная сварка, обычно представляет собой процесс сварки кромок. Сварочное пятно создается, когда вольфрамовый электрод снимается с поверхности сварного шва, и процесс плавления начинается снаружи и проникает внутрь. Как и традиционная сварка TIG, импульсная дуговая сварка может использоваться для добавления дополнительного материала, например проволоки.Это полезно во многих случаях, когда требуется дополнительный материал для дополнительной прочности. Кроме того, импульсная дуговая сварка также может использоваться для плавления и сплавления деталей вместе без необходимости использования присадочной проволоки. В отличие от традиционной крупномасштабной сварки TIG, импульсная дуговая сварка может создавать сварные швы, которые перекрывают зазоры между деталями. Частично это связано с высокими пиковыми сварочными токами и динамикой жидкого металла, которые возникают во время короткого процесса сварки.
В отличие от традиционной крупномасштабной сварки TIG, импульсная дуговая сварка может создавать сварные швы, которые перекрывают зазоры между деталями. Частично это связано с высокими пиковыми сварочными токами и динамикой жидкого металла, которые возникают во время короткого процесса сварки.
Дополнительным преимуществом импульсной дуговой сварки является чрезвычайно низкое энергопотребление для создания сварного шва.Это свойство сварки означает, что даже термочувствительные детали или детали можно сваривать с очень низкой вероятностью теплового повреждения. Импульсная дуговая сварка также помогает уменьшить любые искажения, которые обычно возникают во время других сварочных процессов.
Импульсная дуговая сварка — это универсальный и экономичный сварочный процесс для различных областей применения. Sunstone рада помочь вам в сварке вашего оборудования или помочь вам внедрить импульсную дуговую сварку на вашем предприятии. Свяжитесь с нами, чтобы узнать, какое решение будет лучшим для вашего бизнеса.
Как пользоваться аппаратом для импульсной дуговой сварки?
Аппараты для импульсной дуговой сварки отлично подходят для обработки меди, платины, титана, нержавеющей стали, серебра и золота. Это делает сварку намного более эффективной, чистой и контролируемой, особенно когда речь идет о таких задачах, как ремонт отливок и калибровочных колец. Вы даже можете использовать аппарат для импульсной дуговой сварки для более сложных работ, таких как сварка разнородных металлов вместе.
Благодаря тому, насколько прочны и надежны сварные швы, созданные с помощью аппаратов для импульсной дуговой сварки, следующие отрасли промышленности используют его для своих нужд:
Получите более подробную информацию о процессе импульсной дуговой сварки, посмотрев это видео.
Аппараты для импульсной дуговой сварки — это наш продукт с самым высоким рейтингом, но наши клиенты часто покупают следующие.
1.
 Система импульсной дуговой сварки Orion mPulse 30
Система импульсной дуговой сварки Orion mPulse 30Система импульсной дуговой сварки Orion mPulse 30 особенно подходит для легких ремонтных работ и ювелирных изделий. Обладая потенциалом мощности 30 Вт, этот сварочный аппарат с термопарами может использоваться практически кем угодно и способен выполнять все виды работ. Это идеальный инструмент для любителей и новичков благодаря компактным размерам и удобному пользовательскому интерфейсу с сенсорным экраном.
Диапазон настроек мощности от 3,0 до 30 Вт с шагом 1 Вт, что дает возможность выбора из 27 различных настроек мощности. Размеры точечной сварки варьируются от 1 мм до 1,5 мм в зависимости от материала заготовки и выбранной мощности.
Orion mPulse 30 — идеальный инструмент для работы с золотом, серебром и многими другими металлами, которые используются при изготовлении и ремонте ювелирных изделий. Другие хрупкие предметы, такие как металлические стеклянные оправы, теперь можно исправить с помощью Orion mPulse 30. Это делает его отличным дополнением к любой мастерской по ремонту очков.Конструкция такова, что позволяет оператору использовать mPulse 30 обеими руками для большей точности. Встроенный пользовательский интерфейс с сенсорным ЖК-дисплеем также позволяет легко выбрать правильную настройку мощности на лету, без необходимости возиться с примитивными ручками или кнопками. Все, что вам нужно знать, отображается на экране, поэтому вам не придется гадать.
Это делает его отличным дополнением к любой мастерской по ремонту очков.Конструкция такова, что позволяет оператору использовать mPulse 30 обеими руками для большей точности. Встроенный пользовательский интерфейс с сенсорным ЖК-дисплеем также позволяет легко выбрать правильную настройку мощности на лету, без необходимости возиться с примитивными ручками или кнопками. Все, что вам нужно знать, отображается на экране, поэтому вам не придется гадать.
В целом, система импульсной дуговой сварки Orion mPulse 30 — отличный инструмент для легких ремонтных работ и изготовления небольших предметов, таких как ювелирные изделия.Готовый продукт, стоящий ваших денег.
2. Система импульсной дуговой сварки Orion 150s
Мечта микросварщика, система импульсной дуговой сварки Orion 150s представляет собой универсальный инструмент. Вы можете увидеть это в лабораториях, университетах и научно-исследовательских учреждениях по всему миру. Orion 150s — это комбинация устройства для импульсной дуговой сварки и устройства для контактной сварки разрядом в одном отличном корпусе. Это позволяет любому квалифицированному сварщику использовать Orion 150s практически безгранично для творческих возможностей.
Это позволяет любому квалифицированному сварщику использовать Orion 150s практически безгранично для творческих возможностей.
Orion 150s обладает значительным потенциалом мощности, синхронизируемым с энергией импульсной дуговой сварки 150 джоулей. Несмотря на огромную мощность, которую предлагает Orion 150s, он также идеально подходит для работы с низким энергопотреблением. Он может выдавать всего 1 джоуля энергии и может быть увеличен всего на 0,2 джоуля на приращение, до 150 джоулей для всего 1000 настроек мощности. Эти настройки представляют собой беспрецедентный уровень контроля, которого нет у других конкурентов.
Как и все продукты Orion, 150s оснащен очень подробным пользовательским интерфейсом с сенсорным ЖК-дисплеем.На экране отображается все, что вам нужно, от настроек питания, типа материала и даже двух языковых настроек для английского и испанского.
Другими уникальными особенностями Orion 150 являются технологии зажигания и скоростного режима сварки, которые уникальны для каждого продукта Orion. Наблюдая за электродом и поднимая его перед отпусканием сварного шва, можно продлить срок службы электрода. Это также предохраняет электрод от пропусков зажигания и прилипания к рабочему материалу. Режим скорости сварки позволяет использовать одиночную (1 сварку в секунду) или скоростную (5 сварок в секунду).Это позволит вам работать в желаемом темпе.
Наблюдая за электродом и поднимая его перед отпусканием сварного шва, можно продлить срок службы электрода. Это также предохраняет электрод от пропусков зажигания и прилипания к рабочему материалу. Режим скорости сварки позволяет использовать одиночную (1 сварку в секунду) или скоростную (5 сварок в секунду).Это позволит вам работать в желаемом темпе.
В целом, система импульсной дуговой сварки Orion 150s представляет собой замечательный инструмент практически для всех типов микросварочных работ и незаменим в любом бизнесе. Вложение стоит каждой копейки.
3. Сварочный аппарат Orion 100c Pulse-Arc / Micro-TIG
Комбинация 2 в 1 Orion 100c делает его надежным инструментом для любого слесаря для решения практически любых задач, с которыми вы можете столкнуться. Orion 100c представляет собой комбинацию устройства для импульсной дуговой сварки и устройства для контактной сварки разрядом в одном отличном корпусе.Это позволяет любому квалифицированному сварщику использовать Orion 100c практически безгранично для творческих возможностей.
Как и Orion 150, Orion 100c также способен производить до 100 джоулей энергии импульсной дуговой сварки с высоким уровнем контроля.
Пользовательский интерфейс с полнофункциональным сенсорным ЖК-дисплеем позволяет оператору полностью управлять Orion 100c со всем, что вам нужно, на дисплее. Это делает Orion 100c очень интуитивно понятным и простым в использовании, поскольку вас не замедляют примитивные ручки или кнопки по сравнению с другими продуктами на рынке.
Orion 100c также оснащен технологией зажигания сварного шва, которая продлевает срок службы электрода за счет подъема электрода перед контактом с заготовкой и отпускания сварного шва. Это защищает 100c от пропусков зажигания и предотвращает прилипание электрода к заготовке.
По мощности и точности ничто не может сравниться — поистине отличный продукт.
Что такое импульсная сварка? И как это работает?
0Последнее обновление
Если вы знакомы с самыми разными методами сварки, только тогда вы станете лучшим сварщиком и, в конечном итоге, возьмете на себя больше задач. Среди наиболее ошибочных методов называется импульсная сварка, которую мы подробно обсудим в этом руководстве.
Среди наиболее ошибочных методов называется импульсная сварка, которую мы подробно обсудим в этом руководстве.
Если вы ищете точную процедуру сварки, вы можете принять во внимание импульсную сварку. Помимо создания привлекательных сварных швов, он помогает предотвратить распространенные дефекты и нарушения сплошности сварных швов.
Импульсная сварка — это диверсификация двух основных процедур, которые обычно изучаются в программе обучения сварке: TIG и MIG. В этой статье мы рассмотрим импульсную сварку и то, как она работает.Мы также обсудим, когда вы можете использовать его с процедурами сварки вольфрамовым электродом в среде инертного газа и металла в среде инертного газа. Продолжай читать!
Что такое импульсная сварка?
Это (разновидность обычной процедуры сварки) — это форма, при которой электрический ток пульсирует. Вначале мы объяснили, что это означает. Тем не менее, давайте теперь подробно обсудим процедуру импульсной сварки и разберемся со всем, что с ней связано.
Чтобы понять это, мы сравним импульсную сварку со сваркой вольфрамовым электродом в среде инертного газа, поскольку в наши дни это одна из наиболее широко используемых сварочных процедур.При сварке TIG вы устанавливаете максимальный ток на сварочном аппарате, который вам нужен. Затем вы используете ножную педаль, чтобы отрегулировать ее мощность.
Во время сварки TIG удерживайте педаль газа в стабильном положении. Выполняются лишь небольшие модификации, если вы хотите добавить больше тепла или уменьшить его, если он превышает удовлетворительный уровень. Мощность горелки TIG указывается в расстоянии, до которого нажата педаль.
Когда дело доходит до импульсной сварки, вы используете ножную педаль аналогично тому, как это делается при сварке TIG.Единственное отличие состоит в том, что горелка TIG генерирует импульсную волну, а не постоянную силу тока.
Тем не менее, при импульсной сварке вы можете использовать ножную педаль, чтобы при необходимости уменьшить или увеличить нагрев. Это похоже на сварку TIG. Теперь, когда вы лучше понимаете, что такое импульсная сварка, давайте посмотрим, как она работает, и все, что вам нужно знать.
Это похоже на сварку TIG. Теперь, когда вы лучше понимаете, что такое импульсная сварка, давайте посмотрим, как она работает, и все, что вам нужно знать.
Кредит изображения: Данил Евский, Shutterstock
Какие общие термины ассоциируются с импульсной сваркой?
Что такое частота пульса?
Это периодичность, при которой сварочный ток меняется с высокого на низкий за одну секунду.Это будет зависеть от того, насколько сильно вы отрегулируете силу тока на сварочном аппарате. Например, если вы установите силу тока на 50, она будет пульсировать от пика до минимума пятьдесят раз в секунду. Если вы поднесете его к единице, то он будет пульсировать всего раз в секунду.
Несмотря на то, что вы можете отрегулировать силу тока на сварочном аппарате на любой предпочтительный уровень, рекомендуется установить импульс меньше четырех или выше 30. Это связано с тем, что стробоскопическое воздействие частот между 4 и 30 может привести к серьезным проблемам.
Тем не менее, убедитесь, что вы ищете свои уровни выносливости и придерживайтесь их. Предлагаются более низкие частоты, например, один раз в секунду или меньшее количество, потому что, если вы будете подавать наполнитель в соответствии с импульсом, на таких уровнях будет проще.
Предлагаются более низкие частоты, например, один раз в секунду или меньшее количество, потому что, если вы будете подавать наполнитель в соответствии с импульсом, на таких уровнях будет проще.
Обеспечивает более ровный аскетичный шов. Когда речь идет об увеличенной толщине металла, более высокая установка импульса каждую секунду — это общее практическое правило. Если у вас тонкие металлы, выберите настройку с низким уровнем пульса.
Например, пятьдесят или меньше импульсов в секунду для стали толщиной 3 мм и сто импульсов в секунду для стали толщиной 12 мм предлагаются в качестве подходящих импульсов.Тем не менее, существует множество различных мнений о идеальной частоте пульса. Другими словами, идеальные частоты пульса субъективны и различаются от одного человека к другому.
Что такое наклон вниз?
После того, как вы отпустите спусковой крючок резака, наклон вниз регулирует время простоя крутизны мощности. Какое время простоя? Это время, необходимое для снижения мощности сварочного тока с текущего до нуля. Это помогает остановить ожоги и полезно для сварных швов, которые заканчиваются на краю материала.
Это помогает остановить ожоги и полезно для сварных швов, которые заканчиваются на краю материала.
Что такое импульсный режим?
Длительность импульса находится в равновесии со временем при высоком уровне тока и низком токе в импульсном режиме. Эквивалентное время на пике и минимуме составляет 50%. Это связано с тем, что сварочные аппараты TIG, которые позволяют пользователям регулировать настройку, обычно имеют фиксированную настройку на 50% для импульсного режима.
Что такое пост-поток и предварительный поток газа?
Применяется как импульсная сварка, так и другие сварочные процедуры. Перед зажиганием дуги вы можете настроить подачу газа.Таким образом можно тщательно очистить место сварки. Кроме того, вы будете уверены в хорошем начальном шве, протерев начальную область сварного шва.
Настройка продувки позволяет потоку газа продолжать движение даже после прекращения сварки. Благодаря этому сварной шов в подходящих атмосферных условиях уплотняется. Тем не менее, после того, как вы отпустите спусковой крючок и сварка прекратится, вы должны держать горелку, используемую для сварки, над сварным швом, пока газ не перестанет течь.
Тем не менее, после того, как вы отпустите спусковой крючок и сварка прекратится, вы должны держать горелку, используемую для сварки, над сварным швом, пока газ не перестанет течь.
Это одни из самых распространенных фраз, используемых при импульсной сварке.Поэтому, если вы поймете эти фразы, вы получите представление о том, что такое импульсная сварка.
Кредит изображения: Extarz, Shutterstock
Как работает импульсная сварка TIG?
В этом типе импульсной сварки оператор использует ножную педаль для регулировки выходной силы тока. Тем не менее, выходная сила тока горелки TIG представляет собой пульсирующую форму волны, а не регулярный поток электрического тока.
Если бы вы проследили изменения электрического тока на графике, то получилось бы изображение в форме нескольких волн.
Как работает импульсная сварка MIG?
Ток также изменяется при этом типе импульсной сварки. Первоначально этот подход был введен для улучшения регулирования переноса металла, если вы используете токи с низкими средними уровнями. Это зависит от направления во время работы быстрых импульсов пикового тока.
Это зависит от направления во время работы быстрых импульсов пикового тока.
Результатом является процедура, при которой присадочный металл перемещается от анода к сварочной ванне без контакта. Анод не контактирует с работой. На конце анода при каждом импульсе создается капля расплавленного металла.
Если ток достигает своего пика, маленькие капли проталкиваются через дугу в лужу. На каждый импульс выделяется одна капля.
Какие бывают типы импульсной сварки?
При рассмотрении типов мы будем обсуждать только процедуры импульсного GMAW. Существует два различных типа пульсирующих процессов GMAW: синергетический и несинергетический.
В синергетическом режиме уровень мощности автоматически изменяется в зависимости от скорости проволоки по мере ее изменения. В наши дни это самый распространенный метод импульсных процедур GMAW.Причина в том, что это самый простой способ настройки и достижения хороших параметров сварки.
Например, если скорость подачи проволоки изменяется с 200 до 400 дюймов каждую минуту, длина дуги или мощность на кабеле остаются неизменными. Это примерно тот уровень мощности, который был доступен на скорости 200 дюймов в минуту.
Это примерно тот уровень мощности, который был доступен на скорости 200 дюймов в минуту.
С другой стороны, если вы будете использовать процедуру несинергетического пульсирующего GMAW, оператор изменяет мощность в соответствии со скоростью подачи проволоки.
Где применяется импульсная сварка?
Конденсационная активность сварного шва поддерживается импульсной сваркой в положении и вне его. Это происходит, когда вы предотвращаете разбрызгивание расплава из стыка во время фонового цикла. Поэтому импульсная сварка рекомендуется при сварке тонких металлов, если существует высокий риск ожога.
Настройте пульс на частоту, равную единице или меньшую, если вы хотите получить приятный эффект. Сделайте то же самое, если хотите создать визуально привлекательный сварной шов.Затем вставьте наполнитель в соответствии с импульсом. Вы можете использовать импульсную сварку, чтобы уменьшить общий нагрев сварного шва. Сделайте это, если вы хотите сваривать цветные металлы с максимальной теплопроводностью, такие как алюминий.
Кроме того, с помощью этого варианта сварки вы можете добиться более проникающего шва, не добавляя слишком много тепла к сварному шву.
Большой ток облегчает этот вид сварки, в то время как регулируемое охлаждение становится возможным благодаря малому току. Несмотря на то, что у вас будет высокий ток, который позволяет больше проплавить сварные швы, у вас также будет более низкий ток при импульсной сварке, и это обеспечит охлаждение материала.
Почему следует использовать импульсную сварку?
Это один из наиболее часто задаваемых вопросов по импульсной сварке. Есть несколько причин, по которым вы должны его использовать. Прежде всего, импульсная сварка помогает выполнить проплавление сварного шва. Он похож на другие варианты сварки с минимальным нагревом и мощностью.
Импульсная сварка экономит энергию, а также предотвращает изгиб материала во время процедуры сварки. Кроме того, параметры рабочего цикла сварщика зависят от связи между используемыми токами и временем, которое требуется сварному металлу, чтобы остыть и быть готовым к повторному использованию.
Время, необходимое для охлаждения машины, зависит от необходимой ей мощности. Чем меньше потребляемая мощность, тем меньше времени требуется на охлаждение устройства. Другая причина, по которой предпочтение отдается импульсной сварке, заключается в том, что она способствует образованию надежного и более ровного сварного шва.
Наконец, если вы создаете сварной шов с помощью импульсной сварки, он выглядит привлекательно и выглядит как точный сварной шов, сформированный машиной. Все вышеперечисленные причины должны побудить любого принять во внимание импульсную сварку при сварке.
Кредит изображения: YAKISTUDIO, Shutterstock
Преимущества импульсной сварки
- При импульсной сварке общая тепловая мощность снижается. Это также уменьшает зону теплового воздействия и искривление.
- Уменьшает разбрызгивание (сводит к минимуму вторичные операции и переделки).
- Импульсная сварка имеет высокую скорость наплавки в нерабочем состоянии (это результат быстрого охлаждения при фоновом токе цикла).

- Обладает превосходным сплавлением по сравнению с другими режимами переноса (многие полагают, что импульсная сварка уменьшает проплавление).Однако это неправда).
- Импульсная сварка снижает уровень дыма, производимого дугой, по сравнению с другими способами сварки.

Недостатки импульсной сварки
- Обычно шестерни, используемые при импульсной сварке, дороже по сравнению с традиционными источниками питания с понижающим трансформатором.
- Необходимые газовые смеси также дороги, чем широко используемые смеси аргон-углекислый газ или 100% углекислый газ.
- Высокая энергия дуги генерирует высокий уровень излучаемого тепла и лучистую дугу.Поэтому для сварочной линзы нужен более темный оттенок и дополнительная защита (перчатки с термозащитой).
Кредит изображения: dedek, Shutterstock
Часто задаваемые вопросы
Что такое сварка с переносом импульса?
Пульсирующий GMAW — это измененная процедура переноса распылением, при которой источник энергии переключается с высокого напряжения или тока на низкий ток. Это происходит от 30 до 400 раз в секунду.
Это происходит от 30 до 400 раз в секунду.
При изменении тока сильный ток сжимает небольшую каплю кабеля и направляет ее к сварному стыку.
Что такое подстройка при импульсной сварке?
Уменьшая обрезку с 1,00 до 0,85, вы минимизируете длину дуги. Вы также уменьшите напряжение сварного шва. Аналогичным образом, увеличив подстройку до 1,15, вы увеличите длину дуги и сварочное напряжение. Это означает, что, когда вы минимизировали напряжение, вы также уменьшали длину дуги.
Что такое первичная мощность при сварке?
Это часто называют силой тока, которая в настоящее время доступна в сварочном аппарате от основной линии электропередачи и входного линейного напряжения.Обычно указывается в ваттах (Вт) или киловаттах (кВт). Первичная входная мощность — переменный ток (переменный ток) и может быть однофазным или трехфазным.
Что такое двойная импульсная сварка?
Технология MIG / MAG с двойным импульсом позволяет управлять импульсами тока и изменять скорость подачи проволоки. Таким образом улучшается внешний вид сварного шва. Если вы выполняете сварку методом MIG / MAG с двойным импульсом, импульсы тока имеют два диапазона.
Таким образом улучшается внешний вид сварного шва. Если вы выполняете сварку методом MIG / MAG с двойным импульсом, импульсы тока имеют два диапазона.
Каковы основные преимущества импульсной сварки распылением?
Импульсную сварку распылением можно использовать для сварки большого количества металлов различной толщины.Он обеспечивает хорошее сплавление на носках сварных швов. Это быстрее по сравнению с шаровым переносом и коротким замыканием. Кроме того, по сравнению с сваркой с коротким замыканием, импульсная сварка распылением дает на 90% меньше брызг.
Заключение
Импульсная сварка повышает производительность за счет высокой производительности наплавки. Кроме того, если вы используете импульсную сварку для сварки, она менее сложна по сравнению с другими методами переноса, что снижает производительность.
Наконец, импульсная сварка гарантирует получение более стабильной дуги и превосходного качества отделки по сравнению с другими методами сварки. Это то, что вам в конечном итоге понадобится при любой сварочной процедуре.
Это то, что вам в конечном итоге понадобится при любой сварочной процедуре.
Изображение предоставлено: Skinfaxi, Shutterstock
сварщиков солнечного камня | Аппарат для импульсной дуговой сварки Orion
О аппаратах для импульсной дуговой сварки# twoj_fragment1-1
Orion PA230# twoj_fragment1-2
Orion Pulse 150i# twoj_fragment1-3
Orion Pulse 200i и 250i_0002 # twoj_fragment1-4 Pulse # 2 -5
Orion 200i² 250i²# twoj_fragment1-6
Orion 150 и 250 Series# twoj_fragment1-7
Orion 100c# twoj_fragment1-8
Orion Mpulse 30# twoj_fragment1-9
# twoj_fragment1-9
Argon # Газовый регулятор# twoj_fragment1-11
Импульсная дуговая сварка использует короткие импульсы, чтобы поддерживать низкий средний ток во время сварки.Вы получаете чистые сварные швы с гораздо меньшим тепловложением. Меньшее разбрызгивание и больший контроль сварных швов — отличный вариант для многих применений, требующих точных сварных швов.
Чем мы можем вам помочь
Advanced Integrated Technologies (AIT) — поставщик сварочного оборудования и технической поддержки для импульсных сварочных аппаратов Sunstone. Мы можем оценить образцы вашей продукции, предоставить бесплатные испытательные сварные швы и точно указать, какое оборудование лучше всего подходит для вашей области применения.Затем мы можем предоставить вам необходимое оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь с вашим следующим проектом.
Аппараты для импульсной дуговой сварки Sunstone Orion находят широкое применение в:
- Ремонт пресс-форм и штампов
- Реле
- Соленоиды
- Катушки трансформатора
- Приводы
- Катушки индуктивности
- Сварка швов
- Сварка термопар
- Концевая заделка катушки (PA230)
- Катушки с карандашом (PA230)
- Узел ядерного топливного стержня (PA230)
— это аппарат для импульсной дуговой сварки, использующий 230 джоулей, а также аппарат для точечной резистивной сварки, использующий технологию емкостного разряда. PA230 имеет 3 различных режима сварки, которые можно изменить одним нажатием кнопки, а энергию сварки можно отрегулировать в соответствии с областью применения. Эта модель подходит для различных металлов и применений, даже для более экзотических металлов, таких как золото, и находит хорошее применение в медицинской промышленности и на рабочем месте, учитывая ее универсальность.
PA230 имеет 3 различных режима сварки, которые можно изменить одним нажатием кнопки, а энергию сварки можно отрегулировать в соответствии с областью применения. Эта модель подходит для различных металлов и применений, даже для более экзотических металлов, таких как золото, и находит хорошее применение в медицинской промышленности и на рабочем месте, учитывая ее универсальность.
Список функций Orion PA230 включает,
- 45 предустановок
- 15 слотов сохранения
- Регулировка мощности на 1% (1-230 джоулей)
- 3 режима сварки:
- Импульсно-дуговой режим
- Микроимпульсно-дуговый режим
- Режим точечного сопротивления
| Характеристики | PA230 |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 3 |
| Предустановленные параметры сварки | 45 |
| Настраиваемые параметры сохранения | 15 |
| Языки | Английский и испанский |
| Дисплей | LCD 4 дюйма |
| Энергия (WS) | 1-230 |
| Импульсный источник питания | 110 В / 240 В |
| Диаметр точки сварного шва | 0. 3-4,0 мм 3-4,0 мм |
| Зона основания | 10 дюймов x 13 дюймов x 6,5 дюймов |
| Вес | 26 фунтов |
| Увеличение стерео микроскопа | 5х-10х |
| Затвор / Автозатемнение | Жалюзи |
| Импульсный дуговый режим | |
| Мин./Максимум. Энергия (Джоули) | 20-230 Дж |
| Мин. / Макс. Ток (пик-амперы) | 60-240 А |
| Силовые ступени | Снижение до 1% |
| Мин. / Макс. Длина импульса (миллисекунды) | 1-64 мс |
| Количество приращений времени импульса | 11 |
| Микроимпульсный режим дуги | |
Мин. /Максимум. Энергия (Джоули) /Максимум. Энергия (Джоули) | <1-30 Дж |
| Мин. / Макс. Ток (пик-амперы) | 25-275 А |
| Силовые ступени | Снижение до 1% |
| Мин. / Макс. Длина импульса (миллисекунды) | ,5-6 мс |
| Количество приращений времени импульса | 11 |
| Точечный / Fusion | |
| Мин./Максимум. Ток (ватт-секунды) | 1-230 вс |
| Мин. / Макс. Мощность (пик-ампер) | 10-3000 А |
| Силовые ступени | Снижение до 1% |
| Мин. / Макс. Длина импульса (миллисекунды) | 1-20 мс |
| Количество приращений времени импульса | 11 |
| Параметры сварки | |
| Формирование прямоугольных импульсов (сварка зазором / удлиненным электродом) | + |
| Smooth Pulse Shaping (улучшает качество поверхности) | + |
Абсолютный макс. Время сварки до сварки (секунды) Время сварки до сварки (секунды) | 1,2 с |
| Типичная скорость повторного использования (сварных швов / сек) | 2-3 Вт / с |
| Расход газа (л / мин) | 4 л / м |
| Диаметр сварочного электрода (мм) | 0,5 / 1 мм |
| Ускоритель сварочного газа перед подачей газа | + |
| Размеры устройства | |
| Блок питания (Д x Ш x В) | 13 дюймов x 10 дюймов x 6.5 « |
| Масса блока питания (фунты / кг) | 11,8 кг / 26 фунтов |
| Микроскоп (Д x Ш x В) | 12 дюймов x 11,5 дюймов x 15,5 дюймов |
| Вес микроскопа (фунты / кг) | 16 фунтов / 7,25 кг |
| Расширенный внутренний мониторинг | |
| Датчик подключения газа и сигнализация отказа газа | + |
| Экранный контроль расхода газа | + |
| Smart-Temp Контроль внутренней температуры | + |
| Автоматическое определение принадлежностей (микроскоп / объектив) | + |
| Таймер безопасности для перехода в режим остановки | + |
| Микропроцессор | |
| Двойное микропроцессорное управление | + |
| Микропроцессор формирования импульсов | + |
| Восстановление последних настроек при запуске | + |
| Количество сохраняемых настроек программы | 15 |
| Анимированные меню | + |
| Значок быстрого справочника в меню | + |
| Требования к электропитанию Orion | |
110–120 В перем. Тока Тока | + |
| 220-240 В перем. Тока | + |
| Выбранное пользователем рабочее напряжение | + |
| Элементы быстрого доступа и доступа в одно касание | |
| Вызов списка сохраненных настроек | + |
| Переключение между автоматическим и лапным спусковым крючком | + |
| Регулировка уровня мощности | + |
| Регулировка времени импульса | + |
| Выбор режима (импульсная дуга, микроимпульсная дуга, точечная сварка / сварка) | + |
| Безопасный режим Пуск / Останов | + |
| Расширенные пользовательские элементы управления | |
| Время подачи газа до и после подачи газа | + |
| Время втягивания наконечника (регулировка в соответствии с предпочтениями пользователя) | + |
| Время до и после затемнения линзы / затвора | + |
| Блокировка настроек сварного шва | + |
| Сохранение настроек программы с настраиваемым именем из 10 символов | + |
| Включить / выключить предупреждающие сообщения | + |
| Регулировка контрастности экрана | + |
| Выберите между автоматическим и лапным спусковым крючком | + |
Отрегулируйте деления уровня мощности (например,г. 1%, 5%, 10%) 1%, 5%, 10%) | + (1%, 5%, 10%) |
| Меню справки | + |
| Язык | английский / испанский |
В Orion Pulse 150i используется недавно разработанная технология Intelligent Welding TM, которая автоматически регулирует параметры сварки для любого металла или области применения.Благодаря интерактивной навигации с сенсорным экраном, высокочастотному перемешиванию сложных металлов, таких как палладий, адаптивному поджигу сварного шва для увеличения срока службы электродов и новой многоимпульсной настройке для лазерной сварки, пользователь получает удобный и простой рабочий процесс. Pulse 150i продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное сварочное решение на рынке сегодня. Как и другие сварочные аппараты Orion, Orion Pulse 150i использует две разные технологии сварки — импульсную дугу и прихватку. В режиме прихватки используется технология контактной сварки с энергопотреблением до 150 ватт-секунд. Режим прихватывания идеально подходит для временного размещения или постоянной сварки плавлением. В импульсном режиме дуги используется технология импульсной дуговой сварки, и он состоит из трех различных энергетических диапазонов — Ultra, Micro и Nano. Диапазон энергии Ultra использует до 150 джоулей энергии для проектов, требующих более глубокого проникновения или большего размера пятна. Серия Micro energy использует до 30 джоулей энергии и идеально подходит для умеренного проникновения и более деликатных изделий.Диапазон Nano energy — это новая настройка сварочного шва, которая предлагает точный контроль энергии сварного шва от 0,5 до 5 джоулей энергии, что идеально подходит для очень тонких приложений.
В режиме прихватки используется технология контактной сварки с энергопотреблением до 150 ватт-секунд. Режим прихватывания идеально подходит для временного размещения или постоянной сварки плавлением. В импульсном режиме дуги используется технология импульсной дуговой сварки, и он состоит из трех различных энергетических диапазонов — Ultra, Micro и Nano. Диапазон энергии Ultra использует до 150 джоулей энергии для проектов, требующих более глубокого проникновения или большего размера пятна. Серия Micro energy использует до 30 джоулей энергии и идеально подходит для умеренного проникновения и более деликатных изделий.Диапазон Nano energy — это новая настройка сварочного шва, которая предлагает точный контроль энергии сварного шва от 0,5 до 5 джоулей энергии, что идеально подходит для очень тонких приложений.
Приложения
• Наполнение
• Holloware
• Ремонт пресс-форм и штампов
• Окончание катушки
• Реле
• Соленоиды
• Катушки для карандашей
• Катушки трансформатора
• Приводы
• Катушки индуктивности
• Сварка швов
• Термопары
• Проволока для бисероплетения
• Сварка любого металла
• И многое другое
Характеристики
• Большой сенсорный дисплей с несколькими языками
• Сохранить и загрузить настройки
• Высокочастотное перемешивание
• Адаптивное сварочное зажигание TM
• Программное обеспечение MyWeld TM
• Быстрая огнеупорная сварка (4 сварки в секунду)
• Возможность формирования импульса (длина сварного шва)
• Обновляемый / обновляемый
• 5-кратный микроскоп со встроенной системой затвора
• Режим прихватки
• Режим нано
| Характеристики | Орион Импульс 150i |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 4 |
| Предварительно запрограммированные параметры металла | 15 |
| Настраиваемые параметры сохранения | 30 |
| Языки | Несколько |
| Дисплей | Сенсорный экран 9 дюймов |
| Энергия (WS) | 0. 5-150 вс 5-150 вс |
| Импульсный источник питания | 110 В / 240 В (автоматическое определение) |
| Диаметр точки сварного шва | ~ 0,25 — 3,75 мм |
| Зона основания | 4,7 x 8,4 x 10,4 дюйма (12 x 21,13 x 26,4 см) |
| Вес | 28 фунтов (12,7 кг) |
| Стерео микроскопическое увеличение | 5x |
| Затвор / Автозатемнение | Жалюзи |
Orion Pulse 200i и 250i имеют ряд самых передовых функций микродуговой сварки.В 200i и 250i используется технология интеллектуальной сварки, которая оптимизирует процесс сварки за счет автоматической регулировки настроек в зависимости от металла и области применения. Пользователь получит дополнительное преимущество в виде навигации на сенсорном экране, многоимпульсных настроек для более точных сварных швов и высокочастотного перемешивания для тяжелых работ и металлов.
Список функций Orion Pulse 200i и 250i включает:
- Большой сенсорный экран
- Высокочастотное перемешивание
- Адаптивное сварочное зажигание
- Мультиимпульсное срабатывание
- Встроенная динамическая регулировка мощности
- Микроскоп для экономии места
- Четыре режима сварки
В серии Orion Pulse используются четыре различных режима энергопотребления: Ultra, Micro, Nano и Tack .
- Самый высокий диапазон энергии, Ultra, использует до 200 джоулей энергии для Orion Pulse 200i и 250 для Orion Pulse 250i для более сложных проектов, требующих большего размера пятна и большей глубины проникновения.
- Средний диапазон энергии, Micro, использует до 20 джоулей энергии и идеально подходит для умеренного проникновения и более деликатных изделий.
- Самый низкий диапазон энергии, Nano, — это настройка сварного шва, при которой используется точное значение в диапазоне 0,5–5 Дж для получения наилучших сварных швов.
- Режим прихватывания — это режим контактной сварки, в котором используется до 200 джоулей энергии для Orion Pulse 200i и 250 для Orion Pulse 250i, для временных сварных швов или постоянной сварки плавлением.

| Характеристики | Orion Pulse 200i и Orion Pulse 250i |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 4 |
| Предварительно запрограммированные параметры металла | 18 |
| Настраиваемые параметры сохранения | 30 |
| Языки | Несколько |
| Дисплей | Сенсорный экран 9 дюймов |
| Энергия (WS) | 0-200 (200i) 0-250 (250i) |
| Импульсный источник питания | 110 В / 240 В |
| Диаметр точки сварного шва | 0. 1-4,0 мм 1-4,0 мм |
| Зона основания | 4,7 дюйма x 8,4 дюйма x 10,4 дюйма |
| Вес | 28 фунтов |
| Стерео микроскопическое увеличение | 5х-10х |
| Затвор / Автозатемнение | Жалюзи |
Система для сварки меди Orion EV.Включает в себя кронштейн для микроскопа, модифицированный Wh2125A, промышленный стилус Orion и рулон меди SC500N10 в паре со сварочным аппаратом EV.
Орион 200i²
Orion 200i2 обладает функциями, упрощающими процесс сварки. К инновационным функциям относятся: новый режим сварки Pico для сложных сварных швов, использующий энергию сварки всего 0,01 Дж для получения действительно микроскопических сварных швов; выбирается пользователем до 200 джоулей энергии для больших деталей; большой 10-дюймовый сенсорный экран с доступом ко всем параметрам сварки одним касанием; максимальная компактность конструкции; и 3 варианта формы волны уникальной формы импульса на выбор: классический Orion (для пользователей Orion, полюбивших сварные швы на Orion 150i), Triangle и Square. Кроме того, мы представляем режим «шов» — революционный прорыв в микроимпульсной дуговой сварке. Режим шва позволяет пользователям имитировать лазерную сварку со скоростью сварки до 30 швов в секунду. Следуя традициям Orion в отношении отличного обслуживания клиентов, обучения и поддержки, мы добавили экранные ресурсы, в том числе видеоуроки и руководство пользователя продукта. Запатентованный Orion 200i2 дает вам точность лазера с универсальностью, мощностью и легкостью, присущими аппарату для импульсной дуговой сварки.
Кроме того, мы представляем режим «шов» — революционный прорыв в микроимпульсной дуговой сварке. Режим шва позволяет пользователям имитировать лазерную сварку со скоростью сварки до 30 швов в секунду. Следуя традициям Orion в отношении отличного обслуживания клиентов, обучения и поддержки, мы добавили экранные ресурсы, в том числе видеоуроки и руководство пользователя продукта. Запатентованный Orion 200i2 дает вам точность лазера с универсальностью, мощностью и легкостью, присущими аппарату для импульсной дуговой сварки.
Приложения
• Приводы
• Индукторы
• Сварка швов
• Термопары
• Закругление проволоки
• Маленькая проволока или цепь
• Ремонт пресс-формы и штампа
• Скрепление деталей вместе
• Добавление металла
• Концевая заделка катушки
• Реле
• Соленоиды
• Катушки с карандашом
• Катушки трансформатора
• Сваривайте любой металл
• И многое другое
Отрасли промышленности
• Ювелирные изделия
• Медицинские
• Промышленные
• Стоматологические
Характеристики
• 10-дюймовый сенсорный дисплей
• Пико-режим для очень малых и точных сварных швов
• 3 импульсных формы волны — классический, новый треугольник, новый квадрат
• Режим шва — сварка до 30 сварных швов в секунду
• Высокочастотное перемешивание — включая новые отрицательное перемешивание
• Внутренний мониторинг сварного шва для обеспечения однородности сварного шва и автоматической оптимизации параметров сварки.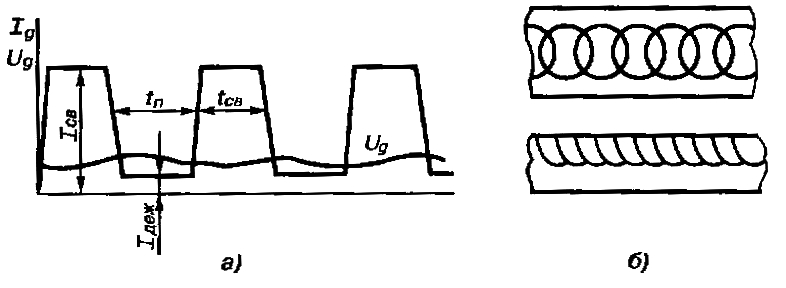
• Расширенные параметры формы волны
• Adaptive Weld Ignition ™ — для увеличения срока службы наконечника электрода
• Программное обеспечение Intelligent Welding ™ и MyWeld ™
• Программное обеспечение, обновляемое через порт USB
• Импульсная дуга и технология контактной сварки в одном аппарате
• 5-кратный микроскоп
• Выбор энергии сварки — установка энергии с помощью шкалы или клавиатуры.Регулируется от 0,01 до 200 Дж
| Характеристики | Орион 200i² |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 5 |
| Предварительно запрограммированные параметры металла | 15 |
| Настраиваемые параметры сохранения | Безлимитный |
| Языки | 20 + (Спросите у представителя, есть ли у нас ваш язык) |
| Дисплей | Сенсорный экран 10 дюймов |
| Энергия (WS) | 0. 01-200 вс 01-200 вс |
| Импульсный источник питания | 110/240 В переменного тока (автоматическое определение) |
| Диаметр точки сварного шва | ≈ 0,1 — 4,5 мм |
| Зона основания | Д x Ш x В — 4 x 5 x 27 дюймов (10 x 12,5 x 68,5 см) |
| Вес | 28 фунтов (13 кг) |
| Стерео микроскопическое увеличение | 5x |
| Защита глаз микроскопа — затемняющие линзы | ИК 16 / УФ 16 |
Орион 250i²
Orion 250i2 обладает функциями, упрощающими процесс сварки.К инновационным функциям относятся: новый режим сварки Pico для сложных сварных швов, использующий энергию сварки всего 0,01 Дж для получения действительно микроскопических сварных швов; выбирается пользователем до 250 джоулей энергии для больших деталей; большой 10-дюймовый сенсорный экран с доступом ко всем параметрам сварки одним касанием; максимальная компактность конструкции; и 3 варианта формы волны уникальной формы импульса на выбор: классический Orion (для пользователей Orion, полюбивших сварные швы на Orion 150i), Triangle и Square. Кроме того, мы представляем режим «шов» — революционный прорыв в микроимпульсной дуговой сварке. Режим шва позволяет пользователям имитировать лазерную сварку со скоростью сварки до 30 швов в секунду. Следуя традициям Orion в отношении отличного обслуживания клиентов, обучения и поддержки, мы добавили экранные ресурсы, в том числе видеоуроки и руководство пользователя продукта. Запатентованный Orion 250i2 дает вам точность лазера с универсальностью, мощностью и легкостью, присущими аппарату для импульсной дуговой сварки.
Кроме того, мы представляем режим «шов» — революционный прорыв в микроимпульсной дуговой сварке. Режим шва позволяет пользователям имитировать лазерную сварку со скоростью сварки до 30 швов в секунду. Следуя традициям Orion в отношении отличного обслуживания клиентов, обучения и поддержки, мы добавили экранные ресурсы, в том числе видеоуроки и руководство пользователя продукта. Запатентованный Orion 250i2 дает вам точность лазера с универсальностью, мощностью и легкостью, присущими аппарату для импульсной дуговой сварки.
Приложения
• Приводы
• Индукторы
• Сварка швов
• Термопары
• Закругление проволоки
• Маленькая проволока или цепь
• Ремонт пресс-формы и штампа
• Скрепление деталей вместе
• Добавление металла
• Концевая заделка катушки
• Реле
• Соленоиды
• Катушки с карандашом
• Катушки трансформатора
• Сваривайте любой металл
• И многое другое
Отрасли промышленности
• Ювелирные изделия
• Медицинские
• Промышленные
• Стоматологические
Характеристики
• 10-дюймовый сенсорный дисплей
• Пико-режим для очень малых и точных сварных швов
• 3 импульсных формы волны — классический, новый треугольник, новый квадрат
• Режим шва — сварка до 30 сварных швов в секунду
• Высокочастотное перемешивание — включая новые отрицательное перемешивание
• Внутренний мониторинг сварного шва для обеспечения однородности сварного шва и автоматической оптимизации параметров сварки.
• Расширенные параметры формы волны
• Adaptive Weld Ignition ™ — для увеличения срока службы наконечника электрода
• Программное обеспечение Intelligent Welding ™ и MyWeld ™
• Программное обеспечение, обновляемое через порт USB
• Импульсная дуга и технология контактной сварки в одном аппарате
• 5-кратный микроскоп
• Выбор энергии сварки — установка энергии с помощью шкалы или клавиатуры.Регулируется от 0,01 до 250 Дж
| Характеристики | Orion 250i² |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 5 |
| Предварительно запрограммированные параметры металла | 15 |
| Настраиваемые параметры сохранения | Безлимитный |
| Языки | 20 + (Спросите у представителя, есть ли у нас ваш язык) |
| Дисплей | Сенсорный экран 10 дюймов |
| Энергия (WS) | 0. 01-250 вс 01-250 вс |
| Импульсный источник питания | 110/240 В переменного тока (автоматическое определение) |
| Диаметр точки сварного шва | ≈ 0,1 — 5,5 мм |
| Зона основания | Д x Ш x В — 4 x 5 x 27 дюймов (10 x 12,5 x 68,5 см) |
| Вес | 28 фунтов (13 кг) |
| Стерео микроскопическое увеличение | 5x |
| Защита глаз микроскопа — затемняющие линзы | Жалюзи |
Сварочные аппараты серии Orion — это прочные и мощные аппараты для микроимпульсной дуговой сварки, которые идеально подходят для множества различных применений, включая ремонт пресс-форм, медицинские устройства, работу с проволокой, ювелирные изделия и другие уникальные сварочные решения. Они также могут использоваться лабораториями, университетами, а также научно-исследовательскими учреждениями. Сварочные аппараты Orion, разработанные для максимальной универсальности и управляемости, можно отрегулировать как для очень тонких, так и для очень больших сварных швов. Различные сплавы металлов и различной толщины можно сваривать одним нажатием кнопки
Они также могут использоваться лабораториями, университетами, а также научно-исследовательскими учреждениями. Сварочные аппараты Orion, разработанные для максимальной универсальности и управляемости, можно отрегулировать как для очень тонких, так и для очень больших сварных швов. Различные сплавы металлов и различной толщины можно сваривать одним нажатием кнопки
Пульс Ориона 150 с
Orion 150s оснащен большим сенсорным экраном, который оптимизирует и упрощает процесс сварки, позволяя пользователям делать больше и работать более эффективно.Пользователям доступно множество функций, включая высокочастотное перемешивание для увеличения проплавления и прочности сварного шва, адаптивное зажигание сварного шва для увеличения срока службы электрода, настраиваемые параметры сохранения для быстрого и легкого переключения между параметрами сварки, полностью обновляемое и обновляемое программное обеспечение и многое другое. . Orion 150s продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное сварочное решение на рынке сегодня. Как и в других сварочных аппаратах Orion, в Orion 150s используются две разные технологии сварки — импульсная дуга и прихватка.В режиме прихватки используется технология контактной сварки с энергопотреблением до 150 ватт-секунд. Режим прихватывания идеально подходит для временного размещения или постоянной сварки плавлением. В импульсном дуговом режиме используется технология импульсной дуговой сварки, и он состоит из двух различных диапазонов энергии — Micro и Ultra. Диапазон энергии Ultra использует до 150 джоулей энергии для проектов, требующих более глубокого проникновения или большего размера пятна. Серия Micro energy использует до 30 джоулей энергии и идеально подходит для небольших и более хрупких предметов.Orion 150s предлагает универсальную, компактную и доступную сварочную систему в простой в использовании упаковке.
Как и в других сварочных аппаратах Orion, в Orion 150s используются две разные технологии сварки — импульсная дуга и прихватка.В режиме прихватки используется технология контактной сварки с энергопотреблением до 150 ватт-секунд. Режим прихватывания идеально подходит для временного размещения или постоянной сварки плавлением. В импульсном дуговом режиме используется технология импульсной дуговой сварки, и он состоит из двух различных диапазонов энергии — Micro и Ultra. Диапазон энергии Ultra использует до 150 джоулей энергии для проектов, требующих более глубокого проникновения или большего размера пятна. Серия Micro energy использует до 30 джоулей энергии и идеально подходит для небольших и более хрупких предметов.Orion 150s предлагает универсальную, компактную и доступную сварочную систему в простой в использовании упаковке.
Приложения
• Заполнение
• Пустотелый
• Ремонт пресс-формы и штампа
• Окончание катушки
• Реле
• Соленоиды
• Карандашные катушки
• Катушки трансформатора
• Приводы
• Индукторы
• Сварка швов
• Термопары
• Проволока для гибки проволоки
• Сварка любого металла
• И многое другое
Характеристики
• Большой сенсорный дисплей с несколькими языковыми опциями
• Сохранение и загрузка настроек
• Высокочастотное перемешивание
• Варианты длины сварного шва
• Возможности формирования импульса
• Обновляемый / модернизируемый
• 5-кратный микроскоп со встроенной системой затвора
| Характеристики | Orion Pulse 150 с |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 3 |
| Предварительно запрограммированные параметры металла | 10 |
| Настраиваемые параметры сохранения | 20 |
| Языки | Несколько |
| Дисплей | Сенсорный экран 7 дюймов |
| Энергия (WS) | 0-150 WS |
| Импульсный источник питания | 110 В / 240 В (автоматическое определение) |
| Диаметр точки сварного шва | ≈ 0. 5 — 3,5 мм 5 — 3,5 мм |
| Зона основания | 11,75 x 8 дюймов x 8 дюймов (29,8 x 20,3 x 20,3 см) |
| Вес | 15 фунтов (6,8 кг) |
| Стерео микроскопическое увеличение | 5x |
| Затвор / Автозатемнение | Жалюзи |
Orion Pulse 250 с
Orion Pulse 250s — мощное дополнение к линии технологии импульсной дуговой сварки Orion.Как и все сварочные аппараты Orion, Orion 250s оснащен большим сенсорным экраном, который оптимизирует и упрощает процесс сварки, позволяя пользователям делать больше и работать более эффективно. Пользователям доступно множество функций, включая высокочастотное перемешивание для увеличения проплавления и прочности сварного шва, адаптивное зажигание сварного шва для увеличения срока службы электрода, настраиваемые параметры сохранения для быстрого и легкого переключения между параметрами сварки, полностью обновляемое и обновляемое программное обеспечение и многое другое. .Orion 250s продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное сварочное решение на рынке сегодня. Как и другие сварочные аппараты Orion, в Orion 250s используются две разные технологии сварки — импульсная дуга и прихватка. В режиме прихватки используется технология контактной сварки с энергопотреблением до 250 ватт-секунд. Режим прихватывания идеально подходит для временного размещения или постоянной сварки плавлением. В импульсном дуговом режиме используется технология импульсной дуговой сварки, и он состоит из двух различных диапазонов энергии — Micro и Ultra.Диапазон энергии Ultra использует до 250 джоулей энергии для проектов, требующих более глубокого проникновения или большего размера пятна. Серия Micro energy использует до 30 джоулей энергии и идеально подходит для небольших и более хрупких предметов. Orion 250s предлагает универсальную, компактную и доступную сварочную систему в простой в использовании упаковке.
.Orion 250s продолжает наследие Orion, предлагая самое высокотехнологичное, универсальное и доступное сварочное решение на рынке сегодня. Как и другие сварочные аппараты Orion, в Orion 250s используются две разные технологии сварки — импульсная дуга и прихватка. В режиме прихватки используется технология контактной сварки с энергопотреблением до 250 ватт-секунд. Режим прихватывания идеально подходит для временного размещения или постоянной сварки плавлением. В импульсном дуговом режиме используется технология импульсной дуговой сварки, и он состоит из двух различных диапазонов энергии — Micro и Ultra.Диапазон энергии Ultra использует до 250 джоулей энергии для проектов, требующих более глубокого проникновения или большего размера пятна. Серия Micro energy использует до 30 джоулей энергии и идеально подходит для небольших и более хрупких предметов. Orion 250s предлагает универсальную, компактную и доступную сварочную систему в простой в использовании упаковке.
Приложения
• Заполнение
• Пустотелый
• Ремонт пресс-формы и штампа
• Окончание катушки
• Реле
• Соленоиды
• Карандашные катушки
• Катушки трансформатора
• Приводы
• Индукторы
• Сварка швов
• Термопары
• Проволока для гибки проволоки
• Сварка любого металла
• И многое другое
Характеристики
• Большой сенсорный дисплей с несколькими языковыми опциями
• Сохранение и загрузка настроек
• Высокочастотное перемешивание
• Варианты длины сварного шва
• Возможности формирования импульса
• Обновляемый / модернизируемый
• 5-кратный микроскоп со встроенной системой затвора
| Характеристики | Orion Pulse 250с |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 3 |
| Предварительно запрограммированные параметры металла | 10 |
| Настраиваемые параметры сохранения | 20 |
| Языки | Несколько |
| Дисплей | Сенсорный экран 7 дюймов |
| Энергия (WS) | 1-250 вс |
| Импульсный источник питания | 110 В / 240 В (автоматическое определение) |
| Диаметр точки сварного шва | ≈ 0. 5 — 4,25 мм 5 — 4,25 мм |
| Зона основания | 11,75 x 8 x 8 дюймов (29,8 x 20,3 x 20,3 см) |
| Вес | 15 фунтов (6,8 кг) |
| Стерео микроскопическое увеличение | 5x |
| Затвор / Автозатемнение | Жалюзи |
Orion 100c — это компактный сварочный аппарат Orion начального уровня, который был спроектирован и разработан для удовлетворения потребностей рынка — меньшая занимаемая площадь для экономии места, простой в использовании интерфейс с сенсорным экраном для быстрого доступа и регулировки параметров сварки, возможность высокочастотного перемешивания для трудно свариваемых металлов, и все это при невысокой начальной стоимости.Orion 100c продолжает наследие Orion, предлагая наиболее высокотехнологичное, универсальное и доступное сварочное решение на рынке сегодня.
Orion 100c предлагает два различных режима сварки: импульсный режим дуги и микро режим. Независимо от того, требует ли приложение сварки высокой мощности или сложных и точных сварных швов вокруг ценных компонентов, Orion 100c обладает гибкостью для сварки с мощностью и точностью.
Независимо от того, требует ли приложение сварки высокой мощности или сложных и точных сварных швов вокруг ценных компонентов, Orion 100c обладает гибкостью для сварки с мощностью и точностью.
Линия продуктов Orion Welders может помочь пользователям увеличить прибыль, сэкономить время и раскрыть потенциал.Используя инновационную технологию импульсной дуги, сварщики Orion выполняют сварку, подобную лазерной, без высокой цены. Используя новую технологию, пользователи могут овладеть сваркой за считанные минуты и могут настроить каждый аспект машины в соответствии со своими предпочтениями.
Orion 100c — мощное дополнение к линии технологии импульсной дуговой сварки Orion. Как и все сварочные аппараты Orion, Orion 100c имеет интерфейс с сенсорным экраном, который оптимизирует и упрощает процесс сварки, позволяя пользователям делать больше и работать более эффективно.Пользователям доступно множество функций, включая высокочастотное перемешивание для увеличения проплавления и прочности сварного шва, точное зажигание сварного шва для получения чистых сварных швов и длительного срока службы электродов, настраиваемые параметры сохранения для быстрого и легкого переключения между параметрами сварки, а также полностью обновляемые и обновляемые параметры программного обеспечения. Как и другие сварочные аппараты Orion, Orion 100c использует две разные технологии сварки — импульсную дугу и прихватку. В режиме прихватки используется технология контактной сварки с энергопотреблением до 100 ватт-секунд.Режим прихватывания идеально подходит для временного размещения или постоянной сварки плавлением. Технология импульсной дуговой сварки включает два различных энергетических диапазона — Micro и Ultra. Диапазон энергии Ultra составляет от 30 до 100 джоулей энергии для проектов, требующих более глубокого проникновения или большего размера пятна. Диапазон энергии Micro energym составляет от 3 до 29 джоулей энергии и идеально подходит для небольших и более хрупких предметов. Orion 100c предлагает универсальную, компактную и доступную сварочную систему в простой в использовании упаковке.
Как и другие сварочные аппараты Orion, Orion 100c использует две разные технологии сварки — импульсную дугу и прихватку. В режиме прихватки используется технология контактной сварки с энергопотреблением до 100 ватт-секунд.Режим прихватывания идеально подходит для временного размещения или постоянной сварки плавлением. Технология импульсной дуговой сварки включает два различных энергетических диапазона — Micro и Ultra. Диапазон энергии Ultra составляет от 30 до 100 джоулей энергии для проектов, требующих более глубокого проникновения или большего размера пятна. Диапазон энергии Micro energym составляет от 3 до 29 джоулей энергии и идеально подходит для небольших и более хрупких предметов. Orion 100c предлагает универсальную, компактную и доступную сварочную систему в простой в использовании упаковке.
Приложения
• Заполнение
• Полые
• Ремонт пресс-форм и штампов
• Окончание катушки
• Реле
• Соленоиды
• Карандашные катушки
• Катушки трансформатора
• Приводы
• Индукторы
• Сварка швов
• Термопары
• Проволока для гибки проволоки
• Сварка любого металла
• И многое другое
Характеристики
• Сенсорный экран с несколькими языковыми опциями
• Возможности импульсной дуговой сварки и сварки сопротивлением
• Сохранение и загрузка настроек
• Высокочастотное перемешивание
• Параметры длины сварного шва
• Возможность обновления / обновления
• Возможности формирования импульса
• 5-кратный микроскоп с Встроенная система жалюзи
| Характеристики | Orion Pulse 200i и Orion Pulse 250i |
| Тип | Импульсная дуга и сопротивление |
| Режимы сварки | 3 |
| Предварительно запрограммированные параметры металла | 5 |
| Настраиваемые параметры сохранения | 5 |
| Языки | Несколько |
| Дисплей | 4-дюймовый сенсорный экран |
| Энергия дуги в импульсе (Вт) | 3-100 Вт |
| Энергия прилипания (Вт) | 3-100 Вт |
| Импульсный источник питания | 110/240 В переменного тока (автоматическое определение) |
| Диаметр точки сварного шва | ≈ 0. 75 — 2,5 мм 75 — 2,5 мм |
| Зона основания | 9,25 x 5,75 x 6,5 дюйма (23,5 x 14,6 x 16,5 см) |
| Вес | 3,4 кг (7,5 фунта) |
| Стерео микроскопическое увеличение | 5x |
| Защита глаз микроскопа — система шторки | ИК ∞ / УФ ∞ |
Orion mPulse 30 — это небольшой и удобный сварочный аппарат, который прост в использовании и обладает большой универсальностью.Сальник имеет потенциал мощности 30 Вт, он отлично подходит для небольших быстрых сварных швов в небольшом рабочем цикле.
Существует 11 различных настроек мощности на выбор от 5,0 до 30 Вт с шагом 2,5 Вт. Наименьший размер сварного пятна составляет около 1 мм, в зависимости от материала. Максимальное значение 30ws даст сварное пятно диаметром примерно 1,5 мм, также в зависимости от материала.
mPulse 30 прекрасно работает с титаном, сталью, золотом, серебром и многими другими металлами, используемыми в самых разных отраслях промышленности. Это превосходная альтернатива любому применению пайки; и, имея размеры 5,5 x 5,25 x 3,625 дюйма, mPulse 30 мал и не мешает работе.
Исследования и разработки, проведенные группой инженеров с докторской степенью, позволили такой маленькой машине стать такой же универсальной и мощной, как большая машина.
MPULSE 30 Характеристики
- Удобство для пользователя
- 30 Вт, потенциал
- Точка сварного шва 1-1,5 мм
- Компактный, размером 5 дюймов.5 дюймов x 5,25 дюйма x 3,625 дюйма
- Универсальный, с возможностью сварки различных металлов, включая титан, сталь, золото, серебро
| Характеристики | MPULSE 30 |
| Режимы сварки | 1 |
| Пиковая мощность (Вт) | 30 Вт |
| Энергия (WS) | 5-30 вс |
| Частота импульса | 1/3. 5 Гц 5 Гц |
| Диаметр точки сварного шва | 0,8-1,7 мм |
| Дисплей | 4,3-дюймовый сенсорный ЖК-экран TFT |
| Дисплей | Экран Atuo-Calibration |
| Видимость затемняющего затвора | от оттенка 3 до оттенка 12 |
| Зона основания | 100/230 В переменного тока (автоматическое определение) |
| Вес сварщика | 2 фунта.6 унций. (1,07 кг) |
| Сварщик и автомат затемнения Вес стойки | 4 фунта. (1,81 кг) |
Надежный регулятор газа промышленного класса обеспечивает точное управление защитным газом аргоном, используемым во многих сварочных процессах. В сочетании с продуктами Sunstone Engineering и Orion Welders точность регулятора обеспечивает превосходные результаты сварки. Он отличается высокой точностью для регулирования низкого расхода аргона от 1 до 30 фунтов на квадратный дюйм с неограниченными регулировками между ними.
Он отличается высокой точностью для регулирования низкого расхода аргона от 1 до 30 фунтов на квадратный дюйм с неограниченными регулировками между ними.
Рукав Орион Уп.
Комплект для микроскопа с поворотным рычагом Orion и принадлежности
в сочетании со сварочным аппаратом.
Базовый прицел Орион
Уп.
Комплект и аксессуары для базового микроскопа Орион,
в паре со сварочным аппаратом.
Орион АДЛ Уп.
Комплект затемняющих линз Orion и аксессуары,
в паре со сварочным аппаратом
Рукав Орион
Микроскоп
Поворотный рычаг Orion и микроскоп с оптическим затвором
, светом и увеличением 5x / 10x.В комплект не входят дополнительные аксессуары
, кроме сварочного аппарата
.
Базовый прицел Орион
Базовый микроскоп Orion с оптическим затвором, светом,
и увеличением 5x / 10x, без использования сварочного аппарата.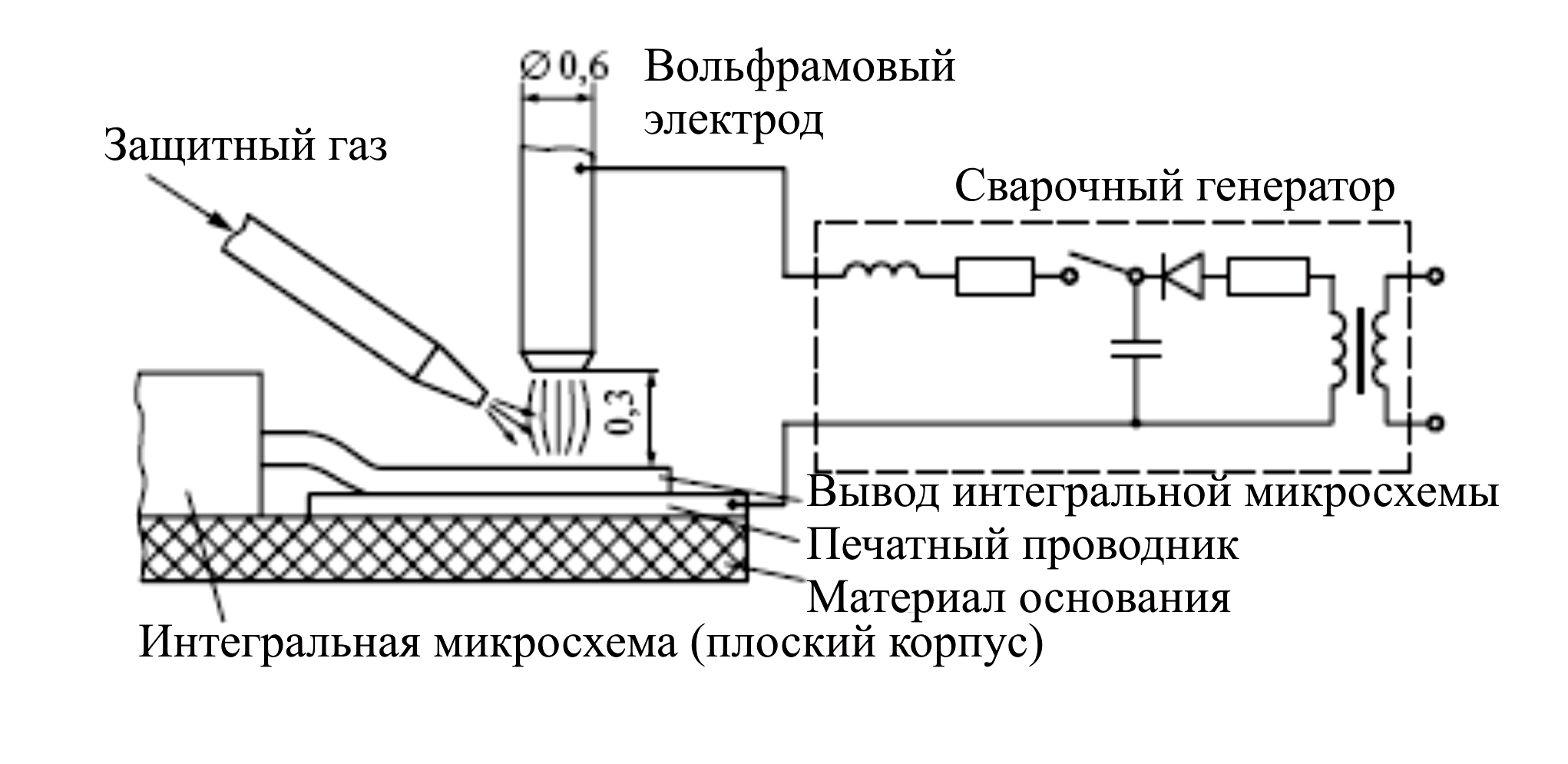
Орион АДЛ
Затемняющая линза Orion с источником света. В комплект не входят дополнительные аксессуары
, кроме сварочного аппарата
.
Стилус Орион
Щуп для импульсной дуговой сварки.Наконечник для использования со сварочными аппаратами
Orion
Стилус Orion
Промышленный
Промышленный стилус Orion для тяжелых условий эксплуатации. Включает латунный носовой обтекатель
и все кабели. 10 футов стандартной длины
Орион Дремель
Инструмент Dremel для установки алмазных шлифовальных кругов,
используется для заточки вольфрамовых электродов. Только 110в.
Импульсная дуговая сварка | Metalwerx, Inc.
Микроимпульсная дуговая сварка широко известна как полезный инструмент для повышения эффективности при выполнении основных лабораторных задач, таких как определение размеров колец, соединения вблизи термочувствительных камней и ремонт пористых отливок. Он хорошо работает с золотом, серебром, нержавеющей сталью, титаном, платиной и медью, при соединении крошечных ювелирных компонентов или более крупных элементов для небольших металлических скульптур. Наш аппарат для импульсной дуговой сварки может выйти далеко за рамки этих общих работ, включая прихватывание сложных деталей перед пайкой, сварку длинных швов для полых конструкций и соединение разнородных металлов, таких как титан, с золотом.
Он хорошо работает с золотом, серебром, нержавеющей сталью, титаном, платиной и медью, при соединении крошечных ювелирных компонентов или более крупных элементов для небольших металлических скульптур. Наш аппарат для импульсной дуговой сварки может выйти далеко за рамки этих общих работ, включая прихватывание сложных деталей перед пайкой, сварку длинных швов для полых конструкций и соединение разнородных металлов, таких как титан, с золотом.
Мы разработали практический частный класс, который охватывает широкий спектр сварочных задач и приемов, которые могут улучшить текущий процесс студентов.Наша индивидуальная сертификация дает студентам время попрактиковаться в применении, чтобы они могли получить право арендовать время на нашем сварочном аппарате Orion 200i.
Каждый студент начинает изучение принципов и обслуживания сварки вольфрамовым электродом в среде инертного газа (TIG). Подготовка к сварке, придание формы электродам, настройка сварных швов и методы отделки будут охвачены серией упражнений для развития навыков и методов. Демонстрации и студенческая практика охватят наиболее часто используемые задачи; прикрепление амбушюра, определение размера кольца, закрытие переходных колец, различные типы соединений, наложение шариков на конце проволоки, точечная сварка, заполнение пористости, прикрепление лицевых панелей и настроек, использование присадочной проволоки, а также любые специальные расширенные запросы, которые мы можем удовлетворить.
Демонстрации и студенческая практика охватят наиболее часто используемые задачи; прикрепление амбушюра, определение размера кольца, закрытие переходных колец, различные типы соединений, наложение шариков на конце проволоки, точечная сварка, заполнение пористости, прикрепление лицевых панелей и настроек, использование присадочной проволоки, а также любые специальные расширенные запросы, которые мы можем удовлетворить.
Комиссия:
Обучение включает 6 часов обучения и практики с Венди Джо Нью или Дэвидом Бэрдом. Уроки могут состоять из 1 или 2 разных занятий. После успешного завершения этого частного урока студенты могут арендовать время у нашего сварщика из расчета 30 долларов в час. Это достаточно времени, чтобы сделать МНОГОЕ!
- Стоимость обучения: $ 400
- Комплект материалов: $ 35
Отмены: Если студент отменяет бронирование за 1 неделю заранее, плата не взимается.В случае незаезда или отмены менее чем за 1 неделю взимается комиссия в размере 50%.
Материалы и инструменты
- Использование присадочной проволоки
- Медь: 6 дюймов круглой проволоки 12 г и 18 г, соединительные кольца, лист 18 г, лист 20 г, 2 однодюймовых диска
- Серебро: амбушюры, 2 крепления зубцов, кольцо-заготовка, круглая проволока 6 дюймов 18 г, 20 г и 22 г, переходные кольца, лист 22 г, тонкая серебряная проволока для лицевой панели.
Сообщите Metalwerx, если вы собираетесь привезти свои принадлежности для урока
Студенты могут принести:- Ремонт: студенты могут принести дополнительный ремонт
- Золотая проволока, лист или лом
- Отливки из серебра для заполнения пористости
Доступные сеансы импульсной дуговой сварки:
11 и 12 сентября, 12:00 — 15:00 с Дэвидом Бэрдом
26 и 27 сентября, 10 — 12:00 с Венди Джо Нью
16 и 17 октября, 10–13: 00 с Дэвидом Бэрдом
22 и 23 октября, 22–13 часов с Венди Джо Нью
13 и 14 ноября, 12:00 — 15:00 с Дэвидом Бэрдом
19 и 20 ноября, 10 — 13:00 с Венди Джо Нью
18 и 19 декабря, 12:00 — 15:00 с Дэвидом Бэрдом
* Обратите внимание: эти даты и время гибкие и могут быть изменены непосредственно с инструктором после завершения регистрации. Пожалуйста, свяжитесь с нами по адресу [адрес электронной почты защищен], если у вас есть какие-либо вопросы.
Пожалуйста, свяжитесь с нами по адресу [адрес электронной почты защищен], если у вас есть какие-либо вопросы.
Импульсная дуговая сварка TIG
При создании моей маленькой газоразрядной трубки мне понадобился способ соединения проволоки малого диаметра без точечной сварки, так как у меня возникли трудности с точечной сваркой проволоки из нержавеющей стали с проводами ввода лампы. Я случайно наткнулся на «импульсную дуговую сварку» в Интернете — вероятно, лучший источник информации — это страница Sunstone Engineering об их аппаратах для импульсной дуговой сварки http: // www.sunstonespotwelders.com/spot-welders-pulse-arc.php. Между вольфрамовым электродом и рабочей поверхностью образуется сильноточная импульсная дуга, аналогично сварке TIG, которая образует небольшую сварочную ванну, соединяющую металлы. Не имея импульсного источника энергии, я решил просто попробовать обычную горелку TIG, но включил ее только на очень короткое время, быстро нажав педаль. Оказывается, это работает очень хорошо.
Оказывается, это работает очень хорошо.
Мне пришлось внести две модификации в мой сварочный аппарат TIG (стандартная китайская модель), чтобы это сработало.Во-первых, мне пришлось добавить ножную педаль, что заключалось в простом подключении другого переключателя параллельно пусковому переключателю на ручке резака. Во-вторых, я установил ручной переключатель для газового соленоидного клапана. В обычном режиме TIG поток газа начинается только при нажатии на спусковой крючок. Однако, когда горелка включается только в течение очень короткого времени, почти не выходит газ для защиты сварного шва. Ручное управление позволяет газу течь постоянно, независимо от того, включена горелка или нет.Газовый соленоид внутри сварочного аппарата управляется реле, и я просто подключил переключатель параллельно контактам реле.
Острие вольфрама просто помещается рядом с местом сварного шва, ток устанавливается на довольно низкий уровень (~ 40 А) и на короткое время включается ножной переключатель. Результирующий импульс может красиво расплавить проволоку в небольшой валик или соединить тонкий (0,25 мм) стальной лист. Интересно отметить, что сваривать проволоку встык очень сложно, поскольку шарик расплавленного металла имеет тенденцию перемещаться по той или иной проволоке и разрывать соединение.Лучше всего сформировать небольшой U-образный изгиб на одном проводе и соединить их таким образом (вы можете увидеть это в нижнем соединении на этой фотографии газоразрядной трубки). Большим преимуществом является то, что в отличие от точечной сварки, в отличие от точечной сварки, провода не подвергаются нагрузкам, поэтому соединение можно выполнять на месте.
Результирующий импульс может красиво расплавить проволоку в небольшой валик или соединить тонкий (0,25 мм) стальной лист. Интересно отметить, что сваривать проволоку встык очень сложно, поскольку шарик расплавленного металла имеет тенденцию перемещаться по той или иной проволоке и разрывать соединение.Лучше всего сформировать небольшой U-образный изгиб на одном проводе и соединить их таким образом (вы можете увидеть это в нижнем соединении на этой фотографии газоразрядной трубки). Большим преимуществом является то, что в отличие от точечной сварки, в отличие от точечной сварки, провода не подвергаются нагрузкам, поэтому соединение можно выполнять на месте.
На фотографиях ниже показаны различные сварные швы на листе и проволоке. Кстати, это изящный способ изготовления термопар из разных проводов!
27/05/11: Я сделал педальный переключатель для сварщика со встроенным таймером, который может выполнять хорошие повторяемые импульсные сварные швы.Посмотрите здесь.
Влияние параметров импульса на качество сварки при импульсной газовой дуговой сварке металла: обзор
P.K. Палани, Н. Муруган, Разработка математических моделей для прогнозирования геометрии сварного шва при наплавке порошковой дуговой сваркой, Int. J. Adv. Manuf. Technol. , 2006, 30 (7–8), p 669–676
Статья Google Scholar
Э. Карадениз, У. Озсарак и К.Йылдыз, Влияние параметров процесса на проницаемость в процессах дуговой сварки металла в газовой среде, Mater. Des. , 2007, 28 (2), p 649–656
Статья Google Scholar
К. Ишизаки, Теория межфазного натяжения явления дуговой сварки — механизм проникновения, Труды симпозиума по физике дуговой сварки , Институт сварки, Лондон, 1962, стр. 195–209
Д.С. Нагеш, Г.Л. Датта, Прогнозирование геометрии сварного шва и проникновения при дуговой сварке экранированного металла с использованием искусственных нейронных сетей, J. Mater. Процесс. Technol. , 2002, 123 (2), p 303–312
Mater. Процесс. Technol. , 2002, 123 (2), p 303–312
Статья Google Scholar
Г. Пауэлл, Г. Херфурт, Свойства Шарпи с V-образным надрезом и микроструктура узкозазорных ферритных сварных швов закаленной и отпущенной стальной пластины, Metall. Матер.Пер. A , 1998, 29 (11), p 2775–2784
Статья Google Scholar
V.S.R. Мурти, П. Шринивас, G.H.D. Банадеки, К.С. Раджу, Влияние подводимого тепла на металлургические свойства стали HSLA при многопроходной сварке MIG, J. Mater. Процесс. Technol. , 1993, 37 (1–4), стр. 723–729
Статья Google Scholar
М. Эроглу, М. Аксой, Н. Орхан, Влияние крупного размера исходного зерна на микроструктуру и механические свойства металла шва и ЗТВ низкоуглеродистой стали, Матем. Sci. Англ. A , 1999, 269 (1), p 59–66
Статья Google Scholar

A.S. Шахи, С. Панди и Дж. Гилл, Влияние дополнительного предварительного нагрева присадочной проволоки на растворение в газовой металлической дуге наплавка нержавеющей стали с использованием RSM, Surf.Англ. , 2007, 23 (5), стр. 384–390
CAS Статья Google Scholar
Y.C. Линь и К. Ли, Влияние предварительного нагрева на остаточное напряжение в сварной конструкции из нержавеющей стали типа 304, J. Mater. Процесс. Technol. , 1997, 63 (1–3), п. 797–801
Статья Google Scholar
Т. Мохандас, Г. Мадхусудан Редди и Б.Сатиш Кумар, Зонное размягчение высокопрочных низколегированных сталей при термическом воздействии, J. Mater. Процесс. Technol. , 1999, 88 (1), p 284–294
Статья Google Scholar
Т. Накамура и К. Хираока, Ультраузкий процесс GMAW с недавно разработанной системой управления плавлением проволоки, Sci. Technol. Сварка. Присоединиться. , 2001, 6 (6), п. 355–362
Technol. Сварка. Присоединиться. , 2001, 6 (6), п. 355–362
Google Scholar
Х. Тонг, Т. Уэяма, С. Харада и М. Ушио, Повышение качества и производительности при сварке тонких листов алюминиевых сплавов с использованием системы для сварки металлов импульсным переменным током в инертном газе, Sci. Technol. Сварка. Присоединиться. , 2001, 6 (4), стр. 203–208
CAS Статья Google Scholar
З. Смати, Автоматическая импульсная сварка MIG, Mater. Построить. , 1986, 18 , p 38r – 44r
CAS Google Scholar
К. Станцель, Импульсный GMAW сокращает время цикла на 600 процентов, Weld. Des. Fabr. , 2001, апрель, стр. 85–87
Дж. Типпинс, Изготовление прямоугольной балки с использованием процесса импульсной сварки MIG, Mater. Построить. Br. Сварка. J. , 1970, декабрь, стр. 547–550
Построить. Br. Сварка. J. , 1970, декабрь, стр. 547–550
R.C. Харви, Генерация дыма при газовой дуговой сварке с использованием импульсного тока, Weld. J. , 1995, 74 (11), стр 59с – 68с
Google Scholar
M. Thamodharan, H.P. Бек, А. Вольф, Сварка на постоянном и импульсном постоянном токе с одним преобразователем, Сварка. J. , 1999, 78 (3), стр. 75s – 79s
Google Scholar
А. Раджа, Стеллирование сердечника флюса с помощью импульсной сварки МАГ, WRI, J. , 1998, 19 (3), стр. 98–101
Google Scholar
I.E. Френч и М.Р.Босуорт, Сравнение импульсной и традиционной сварки проволокой с основной порошковой и металлической сердцевиной, Weld.J. , 1995, 74 (6), p 197s – 205s
Google Scholar

М. Цзилонг и Р.Л. Аппс, Новые результаты процесса MIG при управлении режимом переноса металла, Weld. Встретились. Fabr. , 1983, 51 , стр 168–175
Google Scholar
Б. Бернар, Действие защитного газа при импульсной сварке MIG, Join. Матер. , 1989, июнь, стр. 277–280
J.A. Ламберт, Оценка метода импульсной GMA для сварки трубной приставки, Weld. J. , 1989, 68 (2), стр. 35–43
CAS Google Scholar
С. Уэгури, К. Хара и Х. Комура, Исследование переноса металла при импульсной сварке GMA, Weld. J. , 1985, 64 (8), p 242s – 250s
Google Scholar
М. Амин, Параметры импульсного тока для устойчивости дуги и контролируемого переноса металла при дуговой сварке, Met.Построить. , 1983, 15 , стр. 272–278
Google Scholar

П. Ботон, Дж. А. Люси, Использование импульсного тока для управления переносом металла при сварке, Br. Сварка. J. , 1965, 4 , p 159–166
Google Scholar
К.Дж. Аллум, Данные по технологии сварки: Сварка импульсной сваркой MIG, Met. Fabr. , 1985, 53 , стр 24–30
Google Scholar
Ю.С. Ким, «Перенос металла при газовой дуговой сварке металла», докторская диссертация, Массачусетский технологический институт, Кембридж, Массачусетс, 1989.
П. Майк и Кемппи, Источники энергии для импульсной сварки MIG, Join. Матер. , 1989, июнь, стр. 268–271
S. Subramaniam, D.R. Уайт, Дж. Э. Джонс и Д. У. Лайонс, Капельный перенос в импульсной газовой дуговой сварке алюминия, Weld. J. , 1998, 77 (11), p 458s – 463s
Google Scholar

С. Раджасекаран, Метод выбора наиболее подходящей комбинации параметров в процессе дуговой сварки металла импульсным током, Труды Международной конференции по достижениям в машиностроении и промышленной инженерии , Рурки, 1997, стр. 1115–1122.
М. Амин, Synergic Pulse MIG Welding, Met. Построить. , 1981, 6 , p 349–353
Google Scholar
С.Дж. Аллум, Сварка МИГ — время для переоценки, Met. Построить. , 1983, июнь, стр. 347–353
S. Rajasekaran, S.D. Кулкарни, Ю. Малья, Р. Чатурведи, Характеристики отслаивания капель и плавления пластин при импульсной газовой сварке металла, дуговой сварке, Weld. J. , 1998, 77 (6), стр. 254s – 269s
Google Scholar
С. Раджасекаран, Топография поверхности металлических дуговых оболочек импульсного тока в газовой среде, Surf. Англ. , 2000, 16 (6), p 495–500
Англ. , 2000, 16 (6), p 495–500
CAS Статья Google Scholar
М. Субан, Дж. Тусек, Методы определения устойчивости дуги, J. Mater. Процесс. Technol. , 2003, 143–144 , п. 430–437
Статья Google Scholar
Н. Якобсен, Моноимпульсное исследование отрыва капли при дуговой сварке металла импульсным газом, J.Phys. D , 1992, 25 , p 783–797
Google Scholar
П. Ботон, Т.М. Матани, Два года импульсной дуговой сварки, Weld. Встретились. Изготовить. , 1967, October, p. 410–420
M.R. Bosworth, Эффективное тепловложение при импульсной газовой дуговой сварке металла сплошными проволочными электродами, Weld. J. , 1991, 70 (5), p 111s – 117s
Google Scholar

П.К. Гош, Л. Дорн, М. Хубнер, В.К. Гоял, Характеристики дуги и поведение переноса металла при сварке алюминиевого сплава импульсным током GMA, J. Mater. Процесс. Technol. , 2007, 194 (1–3), стр. 163–175
CAS Статья Google Scholar
Ю.М. Чжан, Э. Лиго и Б.Л. Уолкотт, Надежное управление дуговой сваркой металла в импульсном газе, J. Dyn. Syst. Измер. Контроль. ASME , 2000, 124 , стр. 1–9
Google Scholar
H.C. Де Миранда, А. Скотти, В.А. Феррарези, Идентификация и контроль переноса металла в импульсном GMAW с использованием оптического датчика, Sci. Technol. Сварка. Присоединиться. , 2007, 12 (3), p 249–257
Статья Google Scholar
P. Praveen, P.K.D.V. Ярлагадда, М.Дж. Канг, Достижения в области импульсной газовой дуговой сварки металлов, J. Mater. Процесс. Technol. , 2005, 164–165 , п. 1113–1119
Mater. Процесс. Technol. , 2005, 164–165 , п. 1113–1119
Статья Google Scholar
П.К. Палани и Н. Муруган, Моделирование и моделирование скорости подачи проволоки для дуговой сварки металла в постоянном и импульсном токе с использованием порошковой проволоки 317L, Int. J. Adv. Manuf. Technol. , 2007, 34 (11–12), п. 1111–1119
Статья Google Scholar
S. Subramaniam, D.R. Уайт, Дж. Э. Джонс и Д. У. Лайонс, Экспериментальный подход к выбору параметров импульса в импульсной GMAW, AWS, Weld.J. , 1999, 78 (5), p 166s – 172s
Google Scholar
Дж. Ф. Коллард, Адаптивное импульсное управление GMAW: цифровая импульсная система, Weld. J. , 1998, 77 (11), стр. 35с – 38с
Google Scholar

P.K. Гош, П. Гупта, В. Goyal, Плакировка листовой конструкционной стали из нержавеющей стали с использованием процесса GMAW импульсным током, Weld.J. , 1998, 77 (7), p 307s – 314s
Google Scholar
Дж. К. Нидхэм, Сварочные дуги плавящимся электродом с импульсным управлением — общие принципы и рабочие характеристики, Br. Сварка. J. , 1965, 4 , p 191–197
Google Scholar
P.K. Гош, С. Гупта, Х.С. Рандхава, Характеристики импульсной сварки в газовой среде с вертикальной подачей газа вверх, в сталь, Металл.Матер. Пер. A , 2000, 31A , p 2247–2259
CAS Статья Google Scholar
P.K. Гош и П. Гупта, Использование сварки MIG импульсным током улучшает сварочные характеристики сплава Al – Zn – Mg, Indian Weld. J. , 1996, апрель, с. 24–32
24–32
Ю.С. Ким и Т. Игар, Перенос металла в импульсной газовой сварке металлической дугой, Weld. J. , 1993, 72 (7), p 279s – 287s
Google Scholar
L.O. Вилариньо и А. Скотти, Альтернативный алгоритм для синергетического импульсного GMAW алюминия, Australas. Сварка. J. , 2000, 45 , стр. 36–44
Google Scholar
W.G. Essers, V. Gompal, Управление дугой с помощью импульсной сварки GMA, Weld. J. , 1984, 64 (6), стр. 26с – 32с
Google Scholar
С. Раджасекаран, Характеристики сварного шва при импульсной сварке GMA сплавов Al – Mg, Weld.J. , 1999, 78 (12), p 397s – 407s
Google Scholar
P.K. Палани, Н. Муруган, Выбор параметров дуговой сварки металла импульсным током (обзор), J. Mater. Процесс. Technol. , 2006, 172 , п. 1–10
Mater. Процесс. Technol. , 2006, 172 , п. 1–10
Статья Google Scholar
А. Джозеф, Д. Фарсон, Д. Харвиг и Р. Ричардсон, Влияние форм тока GMAW-P на подвод тепла и форму сварного шва, Sci.Technol. Сварка. Присоединиться. , 2005, 10 (3), p 311–318
Статья Google Scholar
J.C. Needham, A.W. Картер, Характеристики передачи материала при импульсном токе, Br. Сварка. J. , 1965, 5 , p 229–241
Google Scholar
К.С. Ву, М.А. Чен, Ю.Ф. Лу, Влияние формы тока на перенос металла при импульсной газовой дуговой сварке металла, Измер.Sci. Technol. , 2005, 16 (12), стр. 2459–2465
CAS Статья Google Scholar
I.S. Ким, А. Басу и Э. Сиорес, Математические модели для контроля проникновения сварного шва в процессе GMAW, Int. J. Adv. Manuf. Technol. , 1996, 12 (6), p 393–401
J. Adv. Manuf. Technol. , 1996, 12 (6), p 393–401
Статья Google Scholar
C.J. Allum and L.Кинтино, Контроль характеристик плавления при сварке MIG импульсным током, Meter. Построить. , 1985, апрель, стр. 242r – 245r
М. Нури, А. Абдолла-Задехи и Ф. Малек, Влияние параметров сварки на разбавление и геометрию сварного шва при наплавке, J. Mater. Sci. Technol. , 2007, 23 (6), стр. 817–822
CAS Google Scholar
Х. Ян и Н. Джон, Импульсная сварка MIG / MAG, Join.Матер. , 1989, июнь, с. 264–281
В.К. Гоял, П. Гош, Дж. Сайни, Аналитические исследования теплового поведения и геометрии сварочной ванны при дуговой сварке металла импульсным током, J. Mater. Процесс. Technol. , 2008, 209 (3), p 1318–1336
Статья Google Scholar

P.K. Гош, С. Гупта, П. Гупта, Р. Рати, Усталостные характеристики сплава Al-Zn-Mg, сваренного импульсной сваркой MIG, J.Матер. Sci. , 1991, 26 (22), p 6161–6170
CAS Статья Google Scholar
Т. Исида, Модификация нержавеющей стали на низкоуглеродистой стали с помощью дуги импульсного тока, J. Mater. Sci. Lett. , 1992, 11 (2), р. 83–85
CAS Статья Google Scholar
K.H. Ценг и К. Чжоу, Влияние импульсной GTA-сварки на остаточное напряжение сварного изделия из нержавеющей стали, J.Матер. Процесс. Technol. , 2002, 123 (3), стр. 346–353
CAS Статья Google Scholar
P.K. Гош и Б.К. Рай, Характеристики валика импульсного тока на пластине в процессе GMAW с порошковой сердцевиной, ISIJ Int. , 1996, 36 (8), стр. 1036–1045
1036–1045
CAS Статья Google Scholar
H.S. Рандхава, П.К.Гош, С. Гупта, Геометрические характеристики сварного шва GMA с позиционным импульсным током, ISIJ Int. , 1998, 38 (3), стр. 276–284
CAS Статья Google Scholar
H.S. Рандхава, П.К. Гош, С. Гупта, Некоторые основные аспекты геометрических характеристик вертикального сварного шва GMA импульсным током, ISIJ Int. , 2000, 40 (1), стр 71–76
CAS Статья Google Scholar
П.К. Гош, С.Г. Кулкарни, М. Кумар, Х.К. Диман, GMAW импульсным током для превосходного качества сварки листа аустенитной нержавеющей стали, ISIJ Int. , 2007, 47 (1), стр 138–145
CAS Статья Google Scholar
В.К. Гоял, П. Гош, Дж. Сайни, Влияние параметров импульса на характеристики наплавленных наплавок алюминия и его сплавов при импульсной газовой сварке металла, Металл.Матер. Пер. A , 2008, 39 (13), p 3260–3275
Сайни, Влияние параметров импульса на характеристики наплавленных наплавок алюминия и его сплавов при импульсной газовой сварке металла, Металл.Матер. Пер. A , 2008, 39 (13), p 3260–3275
Статья Google Scholar
Р. Кумар, У. Дильтей, Д.К. Двиведи, С.П. Шарма, П.К. Гош, Сварка тонкого листа сплава (6082) с использованием Vario Wire DC P-GMAW, Int. J. Adv. Производство. Technol. , 2009, 42 (1–2), p 102–117
Статья Google Scholar
Р. Кумар, У. Дильтей, Д.К. Двиведи, П.К. Гош, Сварка тонких листов сплава Al 6082 с помощью импульсной GMA-сварки на переменном токе и импульсной GMA-сварки на переменном токе, Mater. Des. , 2009, 30 (2), стр. 306–313
CAS Статья Google Scholar
P.K. Гоша и А. Гош, Контроль остаточных напряжений, влияющих на усталостную долговечность, при импульсной газовой сварке металл-дуга высокопрочного алюминиевого сплава, Металл. Матер. Пер.A , 2004, 35 (8), p 2439–2444
Матер. Пер.A , 2004, 35 (8), p 2439–2444
Артикул Google Scholar
C.L.M. Сильва, А. Скотти, Влияние двойного импульса на формирование пористости в алюминиевом GMAW, J. Mater. Процесс. Technol. , 2006, 171 (3), p 366–372
Статья Google Scholar
М. Сиреша, В. Шанкар, С.К. Альберт, С. Сундаресан, Микроструктурные особенности разнородных сварных швов между аустенитной нержавеющей сталью 316LN и сплавом 800, мат.Sci. Англ. A , 2000, 292 (1), p 74–82
Статья Google Scholar
А. Гурал, Б. Бостан, А.Т. Оздемир, Термическая обработка в двухфазной области и ее влияние на микроструктуру и механическую прочность после сварки низкоуглеродистой стали, Mater. Des. , 2007, 28 (3), p 897–903
Статья Google Scholar

Г. Лотонгкум, Э. Виянит и П. Бхандхубаньонг, Исследование влияния параметров импульсной сварки TIG на содержание дельта-феррита, коэффициент формы и качество валика при орбитальной сварке пластин из нержавеющей стали AISI 316L, J. Mater. Процесс. Technol. , 2001, 110 (2), стр. 233–238
CAS Статья Google Scholar
S.H. Ван, П. Чиу, Дж. Р. Ян и Дж. Фанг, Гамма (γ) -фазовое превращение в металле сварного шва дуплексной нержавеющей стали при импульсной GTAW-сварке, Mater.Sci. Англ. , 2006, 420 (1–2), стр. 26–33
Google Scholar
В. Баласубраманян, В. Рависанкар, Дж. Мадхусудхан Редди, Влияние сварки импульсным током на усталостные характеристики соединений из высокопрочных алюминиевых сплавов, Mater. Des. , 2008, 29 (2), p 492–500
CAS Статья Google Scholar

В. Баласубраманян, В.Рависанкар, Дж. Мадхусудхан Редди, Влияние сварки импульсным током на механические свойства высокопрочного алюминиевого сплава, Int. J. Adv. Manuf. Technol. , 2008, 36 (3–4), стр. 254–262
Статья Google Scholar
В. Баласубраманян, В. Рависанкар и Г. Мадхусудхан Редди, Влияние импульсного тока и обработки старением после сварки на свойства растяжения аргонодуговой сварки высокопрочного алюминиевого сплава, Mater.Sci. Англ. , 2007, 459 (1–2), стр. 19–34
Google Scholar
Г. Падманабхам, М. Шапер, С. Пандей и Э. Симмчен, Поведение при растяжении и разрушении металлической дуги, сваренной импульсным газом, Al-Cu-Li, Weld. J. , 2007, 86 (6), стр. 147s – 160s
Google Scholar
S. Kou, Welding Metallurgy , 2-е изд. , Публикация Wiley Interscience, 2002, стр. 145–430.
, Публикация Wiley Interscience, 2002, стр. 145–430.
Промышленный аппарат импульсной дуговой сварки для ювелиров? — Обсуждение ювелирных изделий
Я часто видел случай, когда инструмент продавался за 20 процентов цена может удовлетворить 80 процентов всех возможных потребностей для эффекта. На инженерном языке это называется вариант принципа Парето, также известный как правило 80:20.
Эндрю, наше поле может оказаться тем, где вам будет полезно забыть
об этом правиле. Это может относиться к некоторым областям, но в нашем случае увеличение функциональности
на 20% может быть разницей между инструментом, который стоит
владеть и использовать, и тем, который, хотя и пытается работать, просто
не может выполнять эту работу достаточно хорошо, чтобы стоит агревации.
Я могу привести множество примеров:
Дешевые тяговые пластины, сделанные в Индии, часто доступные по цене менее десяти долларов,
действительно даст вам проволоку в большинстве случаев. Но размеры разные,
Но размеры разные,
и отделка не очень хорошая. В первый раз, когда вы попробуете хорошо сделанную пластину из французской стали
или хорошую твердосплавную пластину, вы больше никогда не будете использовать эти пластины из индийской стали
.
Pepe Tools делает великолепно выглядящую головку (Harbour Freight
продает такую же прилично выглядящую китайскую копию за еще меньшую цену) и набор ударников
.Сталь хорошая, отделка отличная. Они выглядят чудесно
и стоят намного меньше, чем хороший французский или немецкий блок
. Но дьявол кроется в деталях. Блок сделан с
углублениями, которые представляют собой полусферы на 180 градусов, и соответствующие штампы
точно подходят. Выглядит неплохо, но для толщины металла нет зазора
. И если вы попытаетесь изготовить полную полусферу
, острые края полусферических углублений оставят на металле
рубцов, а отсутствие угла уклона вверху сделает
металл очень сложным для удаления из блока, и это если вы,
, можете даже найти перфоратор, который обеспечит вам хорошую работу, а
— достаточный зазор для металла. Вы не узнаете об этих
Вы не узнаете об этих
ограничениях, пока не попробуете использовать инструмент, а для многих случаев использования с
меньшими дисками, не подходящими для всего полушария, вы не заметите. Но
— это ключевое отличие.
Ряд других инструментов Pepe имеют аналогичные недостатки, сначала не очевидные
. Их устройство для намотки прыжковых колец, более дешевая копия «прыжкового звонка» Рэя Гроссмана
, является хорошим примером. Выглядит хорошо и экономит ваши деньги.
Но поверьте мне. Инструмент Рэя гораздо удобнее использовать, даже если различия
кажутся незначительными.дьявол кроется в деталях.
Или как насчет аккуратно выглядящей маленькой швейцарской пильной рамы. Очень легкий вес
и хорошо лежит в руке. удобная, хорошо выглядит, красиво сделана.
Но лезвия входят в эти просверленные отверстия и удерживаются установочным винтом. Если площадь зажима слишком мала для
, эти установочные винты часто не удерживают лезвие на
тоньше, чем размер 3/0. В первый раз, когда вы заметите это, вы снова вернетесь назад
В первый раз, когда вы заметите это, вы снова вернетесь назад
к своей старой резервной немецкой пильной раме.
Я подозреваю, что весь этот принцип в меньшей степени применим к инструментам, которые мы используем
, по нескольким причинам.Во-первых, все дело в деталях. Инструмент
, который выполняет 80% работы так, как должен, вероятно, не справляется с работой
достаточно хорошо, чтобы пройти проверку. А с ручными инструментами пределы
часто находятся в самих руках, как и в инструментах.
Ограничение производительности инструмента на 20 процентов может означать гораздо большее ограничение
в степени, с которой человек может заставить его работать. Подумайте, например, о разительной разнице между тем, что
может делать с обычными пильными полотнами, и более качественными.Или высококачественные швейцарские или немецкие надфили
по сравнению с более дешевыми китайскими надфилями
или подобными, которые все еще могут работать, но просто не дают такой же однородной
и точной резки и обработанной поверхности. Или тонкая разница в ощущениях и характеристиках
Или тонкая разница в ощущениях и характеристиках
между хорошими немецкими плоскогубцами и дешевыми
из Пакистана. Последний может подойти новичкам или тем, у кого есть бюджет
, но для точного управления и хорошей работы большинство опытных пользователей
просто не возьмутся за бесполезные дешевые плоскогубцы, если у них есть выбор
(чтобы не сказать, что его нет. t место и для них, особенно если
вам нужно модифицировать плоскогубцы для конкретной работы)
И этот список можно продолжить.
Это как само украшение. Это либо сделано правильно, либо нет.
Почти правильно — это обычно просто неправильно. Существует множество коммерческих ювелирных украшений
, которые подходят под это описание, но мы все знаем разницу
, когда видим ее. Правильно или нет.
То же с инструментами.
Петр
