технология процесса, преимущества и недостатки, сфера использования, виды
Импульсно-дуговая сварка – это вид дуговой сварки, при котором на дежурную дугу накладываются импульсы большего тока. Метод применим при сварке как в среде защитных газов, так и плавящимися и неплавящимися электродами.
Содержание
- 1 Технология импульсно-дуговой сварки
- 2 Преимущества и недостатки
- 3 Сфера использования
- 4 Виды импульсной сварки и их краткая характеристика
- 5 Магнитно-импульсный вид
- 6 Аккумуляторный вид
- 7 Инерционный вид
- 8 Конденсаторный вид
Технология импульсно-дуговой сварки
Импульсно-дуговая сварка осуществляется посредством сварочного оборудования, предполагающего возможность наложения на постоянную дугу импульса, превосходящего в разы по силе тока показатели дежурной дуги.
Импульсно-дуговая сварка происходит, согласно следующему алгоритму:
- на фоне базового тока импульсом высокой мощности происходит расплавление конца электрода и формирование на его конце капли нужного размера;
- далее сформированная капля отделяется и переносится на металлическую заготовку;
- сила тока падает до базового значения, позволяющего поддерживать дежурную дугу;
- происходит осаждение металла в сварочной ванне;
- далее следует повторение данного процесса.

Преимущества и недостатки
Импульсно-дуговой способ сварки разрабатывался как более универсальная и производительная альтернатива дуговому способу. Среди его достоинств можно назвать:
- исключение возможного брака в виде прожогов и несплавлений;
- отсутствие разбрызгивания металла во время сварочного процесса;
- экономичный расход сварочной проволоки и электродов;
- возможность сварки разных по составу металлов;
- благодаря малому числу возникающих дефектов, значительно упрощена обработка сварных швов.
Недостаток импульсно-дугового способа сварки: данный способ неприменим для больших сварочных объемов.
Сфера использования
Изначально данный способ был придуман для сварки нержавеющий стали. Его первое применение – строительство в 1932 году американского поезда Pioneer Zephyr, где применение сваренной этим способом нержавеющей стали позволило сократить вес состава, а, значит, увеличить его скоростные параметры.
Позже выяснилось, что импульсно-дуговая сварка может успешно применяться при соединении друг с другом как разных марок сталей, так и цветных металлов: алюминиевых, медных, никелевых сплавов и титана.
Диапазон заготовок, который можно сваривать с помощью импульсного способа сварки – от 1 до 50 мм.
Сейчас импульсно-дуговой способ широко применяется при монтаже трубопроводов разного назначения. Он обеспечивает качественный сварной шов практически без дефектов, хорошо сформированный обратный валик, не требующий зачистки, и достаточную прочность сварного соединения, что является приоритетным для данных видов конструкций.
Виды импульсной сварки и их краткая характеристика
Классификация видов импульсно-дуговой сварки основана на разнице способов преобразования тока для создания импульса. Всего их выделяют четыре: магнитно-импульсный, аккумуляторный, инерционный и конденсаторный.
Всего их выделяют четыре: магнитно-импульсный, аккумуляторный, инерционный и конденсаторный.
Магнитно-импульсный вид
Суть данного вида сварки – соединение металлических деталей путем их соударения с использованием в процессе импульсного электромагнитного поля.
В процессе сварки одна деталь остается неподвижной, а вторая приводится в движение электромагнитным полем, генерируемым сварочной установкой. В момент их сближения образуется дуга, которая сваривает заготовки. Магнитно-импульсная сварка актуальна в машиностроении для соединения трубчатых деталей между собой и с другими деталями. Также ее применяют для сварки плоских деталей по их наружному и внутреннему контуру. Магнитно-импульсная сварка может применяться для соединения деталей с диапазоном толщин заготовок 0,5-2,5 мм.
Этот вид сварки не получил широкого распространения из-за сложности технологически-настроечного процесса и быстрого износа сварочного оборудования.
Аккумуляторный вид
В сварочных аппаратах, предназначенных для этого вида сварки, необходимая сила тока для импульса генерируется с помощью щелочных аккумуляторов. Их отличительная конструкционная особенность – низкое значение внутреннего сопротивления, что позволяет выдать ток короткого замыкания, который по силе во много раз превосходит ток стандартной разрядки. Подобный вид сварки на данный момент находится в стадии разработки и широко не применяется.
Их отличительная конструкционная особенность – низкое значение внутреннего сопротивления, что позволяет выдать ток короткого замыкания, который по силе во много раз превосходит ток стандартной разрядки. Подобный вид сварки на данный момент находится в стадии разработки и широко не применяется.
Инерционный вид
В инерционном виде сварки применяется накопленная энергия вращающегося маховика, который приводится в движение общим валом роторного силового генератора.
Схема сварки трением
В момент сварки скорость движения маховика замедляется, и он трансформирует запасенную кинетическую энергию в форме импульса сварочного тока.
Конденсаторный вид
При конденсаторной сварке импульс, необходимый для сварного процесса, обеспечивается энергией короткого импульса тока при разряде конденсатора. Этот вид сварки имеет ограничения по максимальному сечению свариваемых заготовок. Область его применения – соединение листового металла с крепежными элементами различной конструкции (шпильками, втулками, гвоздями и т. д.). Также он успешно используется в производстве электронных компонентов и приборостроении, где необходимо сваривать между собой мелкие детали и металлы малых толщин.
Этот вид сварки имеет ограничения по максимальному сечению свариваемых заготовок. Область его применения – соединение листового металла с крепежными элементами различной конструкции (шпильками, втулками, гвоздями и т. д.). Также он успешно используется в производстве электронных компонентов и приборостроении, где необходимо сваривать между собой мелкие детали и металлы малых толщин.
Импульсная сварка: особенности, виды и технология
1 / 1
В современном мире всё большую популярность набирает импульсная сварка. Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Отличие состоит в том, что на постоянный сварочный ток с заданной амплитудой накладываются дополнительные импульсы. Эти выплески энергии могут в несколько раз превышать фоновый ток. Формирование шва происходит последовательно капельным способом. Такая методика исключает разбрызгивание металла и позволяет соединять даже тонкий листовой материал без опаски прожечь его насквозь.
Эти выплески энергии могут в несколько раз превышать фоновый ток. Формирование шва происходит последовательно капельным способом. Такая методика исключает разбрызгивание металла и позволяет соединять даже тонкий листовой материал без опаски прожечь его насквозь.
Импульсная сварка: как это работает?
Для этого способа сварки необходим сварочный полуавтомат с функцией импульсного режима. Электроды могут быть как плавкими (MIG), так и неплавящимися (TIG)
В фоновом режиме подаётся постоянный сварочный ток, задача которого — поддерживать устойчивую дугу. Во время резких скачков нагрузки конец присадочной проволоки плавится. Электродинамические силы истончают шейку образовавшейся капли, и жидкий металл под действием своего веса падает на соединяемые поверхности, формируя шов. Затем сила тока мгновенно падает до дежурного значения. В этот промежуток времени температура в сварочной ванне снижается и металл застывает. Далее процесс повторяется.
Затем сила тока мгновенно падает до дежурного значения. В этот промежуток времени температура в сварочной ванне снижается и металл застывает. Далее процесс повторяется.
Паузы между вспышками можно регулировать настройками аппарата. Это обеспечивает возможность выбора разных режимов сварки и контроль параметров образующегося шва.
Виды импульсно-дуговой сварки
Преобразование тока, в процессе которого создаётся импульс, может достигаться разными способами:
-
аккумуляторным;
-
конденсаторным;
-
электромагнитным;
-
инерционным.
Каждому из них свойственны свои особенности, о которых стоит рассказать подробнее.
Аккумуляторный способ преобразования тока
Сварочные аппараты, поддерживающие такой тип импульсной дуговой сварки, дополнительно оснащены щелочной аккумуляторной батареей. Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Пока аккумуляторное преобразование тока применяется не слишком широко. Основная причина недостаточной популярности – громоздкость конструкции. Но метод удобный и перспективный, поэтому ведутся активные разработки по его совершенствованию.
Конденсаторное преобразование энергии
На этой технологии было основано появление самых первых аппаратов для импульсной сварки. Она уходит корнями в 30-е годы прошлого столетия.
Здесь импульс возникает за счёт мощного разряда, выдаваемого конденсаторной батареей. При этом максимальное значение тока может превышать отметку в 100 тыс. ампер. Импульсные агрегаты позволяют точно дозировать электроэнергию, нужную для скачка напряжения. Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Область применения ограничивается сечением свариваемых изделий. При этом толщина одной из деталей не должна превышать возможности аппарата, а другая, привариваемая к ней, может иметь любую толщину. Поэтому на заре появления конденсаторного метода его использовали для соединения листового металла и приваривания к нему различного крепежа. Сейчас конденсаторная импульсная сварка широко применяется в производстве электроники и в приборостроении, там, где важна максимальная точность. Метод идеально подходит для сварки нержавейки и алюминия.
Магнитно-импульсный способ
Оборудование для сварки магнитно-импульсным способом работает на принципе преобразования электрической энергии в механическую. При этом возникает магнитное поле, соединяющее детали под действием высокого давления. Большая сила сжатия и температура создают сварочный шов.
Процесс происходит так: первая деталь закрепляется неподвижно, а вторую перемещает электромагнитное поле, которое генерируется сварочным аппаратом. Когда заготовки сближаются, возникает скрепляющая их сварочная дуга.
Магнитно-импульсный способ широко применяются машиностроительными производствами. Он позволяет сваривать трубчатые детали друг с другом или с плоскими поверхностями, а также соединять листовой металл по контурам. В быту или на малых предприятиях магнитно-импульсная сварка применяется крайне редко. Процесс настройки и технология сложны, а оборудование быстро изнашивается.
Инерционная импульсная сварка
Генератор такого сварочного устройства имеет мощный маховик, который раскручивается электродвигателем. В процессе раскручивания накапливается необходимое значение кинетической энергии. В момент снижения скорости вращения, возникает инерционный резонанс и трансформируется в импульс сварочного тока.
Технология импульсной сварки
Для импульсной сварки используются аппараты инверторного типа. Чтобы расплавленный металл не контактировал с воздухом, в область сварочной ванны подаётся защитный газ. Благодаря этому металл не вступает в реакцию с кислородом и не окисляется.
Суть импульсно-дуговой сварки заключается в контролируемом переносе металла с присадочной проволоки или плавкого электрода на стык свариваемых поверхностей. Процесс протекает циклично:
-
Сила тока резко увеличивается. Основной материал плавится, образуя точечную сварочную ванну.
-
Происходит уменьшение силы тока. Металл остывает, начинает затвердевать от краёв к центру шва.
Происходит повторение цикла.
Шов получается ровным и качественным. Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Алгоритм импульсной сварки
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
Преимущества
Плюсов у импульсно-дугового метода много:
-
Качественный плотно сформированный сварочный шов, который не приходится впоследствии зачищать.
-
Варить можно любой металл, включая алюминий и нержавеющую сталь. Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
-
Для работы потребуется минимальное количество дополнительного оборудования.
-
Дугу и форму сварочной ванны легко контролировать.
Этому способствует и то, что рабочую зону не заволакивает дымом.
-
Металл капает на шов направленно, нет разбрызгивания, экономится присадочный материал.
-
Тепловложение значительно ниже, чем при обычной сварке. Детали не деформируются под действием высокой температуры. Можно работать даже с тонкой листовой сталью без риска её прожечь.
- От сварщика не требуется высокая квалификация, красивый «чешуйчатый» шов может получиться даже у новичка.
 Этому способствует и то, что рабочую зону не заволакивает дымом.
Этому способствует и то, что рабочую зону не заволакивает дымом.
Недостатки
Считается, что метод импульсной сварки узкоспециализирован. В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
Преобразователь энергии в импульсном режиме склонен к перегреву. Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Консервативные сварщики критикуют импульсный метод за то, что параметры сварочной ванны задаются настройками на аппарате, нет возможности полноценно чувствовать процесс. Хотя это дело индивидуальной привычки.
Ещё одной причиной недовольства может стать необходимость подбора режимов под каждый конкретный случай. Но современные сварочные аппараты могут быть оснащены множеством готовых программ, подходящих для разных задач.
Сфера применения
Импульсная аргонодуговая сварка незаменима в тех случаях, когда приходится вести шов вертикально или в перевёрнутом (потолочном) состоянии, когда мешает сила притяжения. Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Изначально импульсная сварка в среде аргона создавалась для работы с нержавеющей сталью и с этой задачей она справляется как нельзя лучше. Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Аппараты для импульсной сварки
В интернете много информации о том, как своими руками собрать аппарат для сварки импульсным током. Обладая соответствующими знаниями, сделать это не сложно. Но функционал и возможности такой техники будут посредственными. Цена запчастей и затраченное время вряд ли оправдаются в полной мере.
Гораздо выгодней купить универсальный сварочный инвертор, позволяющий работать как с постоянным током, так и с импульсным. К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.
При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.
Режим импульсного тока: нюансы настройки сварочного аппарата
Рассмотрим выбор режимов на примере вышеупомянутого аппарата аргонодуговой сварки КЕДР MultiTIG-2000P DC. Аппарат имеет широкий выбор настроек, подходящих как для новичка, так и для профессионала. Настройка выполняется регулятором, расположенным на панели управления. Режим импульсной TIG-сварки позволяет менять параметры пикового и базового тока, баланса и частоты импульса.
Настройкой импульсного и фонового тока задают амплитуду колебаний напряжения в процессе аргоновой ТИГ-сварки в пределах от 5 до 200 Ампер. Это позволяет контролировать тепловложение и глубину проплавления.
Баланс импульса – это соотношение длительности импульсного и базового тока. Он также влияет на величину тепловложения в основной металл. Регулируется в пределах от 5 до 95 %.
Частота импульса напрямую влияет на скорость работы и глубину проплавления. Пределы регулировки от 0,5 до 200 Гц.
Пределы регулировки от 0,5 до 200 Гц.
Стоит ли осваивать метод импульсной сварки? Если вы используете сварочный аппарат для бытовых нужд пару раз в год, то возможно в этом нет нужды. Во всех остальных случаях — однозначно да. Сегодня это один из самых перспективных методов. Импульсную сварку всё чаще используют в мастерских, автосервисах и на небольших производствах. При работе с тонкостенными металлами, а так же там, где необходимо накладывать вертикальные и потолочные швы — это самый оптимальный выбор.
что это такое, виды и особенности
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Особенности
- Разновидности
- Преимущества и недостатки
- Особенности микроимпульсной сварки
- Самостоятельное изготовление импульсного сварочного аппарата
- Интересное видео
Импульсная сварка — электродуговая технология, во время которой дополнительные кратковременные импульсы. Во время нее ток подается в импульсном режиме, он осуществляет расплавление металла, который преобразуется в каплю и в последующий период образует прочный и ровный шов. Это востребованный метод, который используется при прокладке современных мощных трубопроводов и в строительстве: как в промышленном, так и в гражданском. Но все же он имеет множество нюансов и подводных камней, о которых стоит поговорить подробнее.
Во время нее ток подается в импульсном режиме, он осуществляет расплавление металла, который преобразуется в каплю и в последующий период образует прочный и ровный шов. Это востребованный метод, который используется при прокладке современных мощных трубопроводов и в строительстве: как в промышленном, так и в гражданском. Но все же он имеет множество нюансов и подводных камней, о которых стоит поговорить подробнее.
Особенности
Чтобы правильно провести импульсную сварку необходимо знать, что это такое, а именно сущность процесса. Как было указано, эта технология является разновидностью электродуговой сварки. При ее проведении главный ток используется в фоновом режиме, он преобразуется в импульсы, которые повышают силовую нагрузку.
Стоит отметить! Существует основной закон сварочного процесса: один импульс — одна капля. В связи с тем, что наблюдается влияние электродинамических сил, возникает сужение шейки капли, поэтому она отделяется от электрода.
При регулировании показателей пауз между каплями можно следить за следующими важными условиями:
процессом формирования сварной ванны;
габаритами наплавляемого валика;
формой сварного шва.
Применение импульсов вызывает снижение силы тока до нижних показателей. Именно это обеспечивает экономию расхода присадки. Также предотвращается появление непроваренных мест.
Разновидности
Импульсная сварка может проводиться своими руками, но для этого необходимо знать важные особенности, схему и устройство оборудования, которое применяется для проведения сварочных работ. Но все же в первую очередь требуется узнать, какие существуют разновидности данной технологии, а также чем характеризуется процесс импульсно-дуговой сварки.
Для проведения импульсно-дуговой сварки применяются следующие типы оборудования:
- Приборы конденсаторного типа. Их используют для сваривания нержавейки и алюминия. Они различаются в соответствии с мощностными характеристиками, в продаже встречаются модели имеющие мощность больше 100 кА. Оборудование вырабатывает большие объемы энергии, которые разделяются на дозы.
- Магнитно-импульсные модели. Оборудование производит соединение изделий под сильным давлением, которое создает магнитное поле. Образование швов происходит под высокой температурой и сжатием. Агрегаты этого вида можно использовать для сваривания металлов с хорошими свойствами продуктивности. Рабочий процесс магнитно-импульсных приборов основан на принципе вихревых токов. В период, когда они пересекают магнитное поле, происходит соприкосновение изделий. Далее возникает их сильное вдавливание в область расплава, что приводит к образованию гомогенной структуры. Кромки изделий находятся под углом по отношению друг к другу.
- Инерционные варианты. Устройства имеют основной конструктивный элемент — маховик. Он приводится в движение электродвигателем. Кинетический энергетический потенциал, исходящий от маховика, переходит на импульсные токи. В результате этого появляется инерционный резонанс.
- Модели с аккумуляторами. Они имеют прочный корпус. Положительная особенность состоит в том, на функционирование прибора практически не влияет просадка сети. Короткие замыкания, которые проявляются при розжиге электрода или присадки в полуавтоматических агрегатах, быстро приходят в норму. Для аккумулятора обязательно нужен электролитный наполнитель, в качестве него отлично подходит щелочь.
 Оборудование вырабатывает большие объемы энергии, которые разделяются на дозы.
Оборудование вырабатывает большие объемы энергии, которые разделяются на дозы.Преимущества и недостатки
Что такое импульсная сварка и в чем состоит ее главное назначение, мы рассмотрели, но все же чтобы точно разобраться в данной технологии стоит узнать ее положительные и негативные особенности. Этот метод имеет множество возможностей, которые позволяют его применять в разных областях промышленности. А если разобраться в устройстве оборудования, то можно произвести импульсно-дуговую сварку своими руками.
Итак, среди основных преимуществ можно выделить:
- При проведении сварочного процесса используется кратковременный импульс. Именно он способствует тому, что капли из расплавленной металлической структуры ровно ложатся на зону сварного шва. Все это позволяет применять сварочную технологию для сваривания тонких изделий, к примеру, металлических алюминиевых листов.
- Шов выходит прочным и качественным. При проведении работ образуется аккуратный валик с равномерной структурой, он имеет ровные кромки, не требуется зачистка, обработка и проковка.
- Редко образуются дефекты, и только в случаях, когда не соблюдаются правила технологического процесса или наблюдается нестабильное напряжение.
- Не возникает разбрызгивание расплавленного металла в сварочной ванне.
- При работе с полуавтоматическим оборудованием в несколько раз снижается расход присадочных материалов.
- При помощи импульсного сваривания можно сваривать разные виды металлов.
- Импульсно-дуговая сварка плавящимся электродом сопровождается контролем момента расплава присадочного материала. Также во время нее наблюдается стабильная работа используемых режимов.
 Именно он способствует тому, что капли из расплавленной металлической структуры ровно ложатся на зону сварного шва. Все это позволяет применять сварочную технологию для сваривания тонких изделий, к примеру, металлических алюминиевых листов.
Именно он способствует тому, что капли из расплавленной металлической структуры ровно ложатся на зону сварного шва. Все это позволяет применять сварочную технологию для сваривания тонких изделий, к примеру, металлических алюминиевых листов.
Импульсная дуговая, точечная сварка имеет негативные качества. Но по сравнению с преимуществами их не так много:
- при выполнении сварочных работ наблюдается слишком сильное нагревание преобразователя. По этой причине стоит применять качественную охладительную систему;
- технология не предназначена для помещений с большими площадями;
- отсутствуют варианты для домашнего использования, а приборы для промышленности имеют высокую стоимость;
- импульсный режим сварки TIG имеет низкий КПД, требуется постоянно регулировать режим подачи присадки.
Особенности микроимпульсной сварки
Микроимпульсная сварка создает прочный стыковой шов. Для этого вида сваривания применяются специальные микроимпульсные дуговые сварочные агрегаты, они могут работать с дентальными сплавами в зубном протезировании, а также позволяют сваривать тонколистные изделия.
Оборудование имеет компактные размеры. Оно обладает простым управлением, с которым смогут разобраться даже начинающие сварщики. Корпус у аппаратов закрытый, предусмотрен удобный игольчатый наконечник и светодиодная подсветка.
Корпус у аппаратов закрытый, предусмотрен удобный игольчатый наконечник и светодиодная подсветка.
Самостоятельное изготовление импульсного сварочного аппарата
Если вы решили сделать импульсную сварку своими руками, то стоит рассмотреть устройство приборов. Основой является преобразователь, он генерирует рабочий ток, который имеет высокую частоту до 150 А.
В основе преобразователя имеется несколько блоков:
- низкочастотный выпрямитель, преобразующий стандартное напряжение в постоянный ток. Он должен иметь выходной фильтр с конденсаторами;
- блок инверторного типа, который имеет транзисторные переключатели. Он генерирует переменный ток с частотой до 75 кГц;
- трансформатор, Оно состоит из понижающих обмоток и вторичного выпрямителя.
Важно! При изготовлении оборудования потребуется блок управления, он стабилизирует процесс преобразования. Дополнительно стоит применять схему, которая включает важные компоненты — низкочастотный выпрямитель, высокочастотный преобразователь, блок управления, рабочий шунт, силовой фильтр.
Чтобы правильно провести все работы стоит предварительно узнать, что такое импульсно-дуговая сварка. Этот процесс имеет множество важных особенностей и нюансов, которые стоит учитывать при осуществлении сваривания. Все это оказывает огромное влияние на качество и прочность соединения.
Интересное видео
Рубрика статьи
Назад
Вперёд
Что собой представляет импульсная сварка
Процесс создания сплошных сварных швов посредством расплавления в определенных точках при последующем их покрытии получил название импульсной сварки. Оборудование, имеющее данную функцию, в перерывах между регулярно повторяемыми импульсами работает в состоянии дежурной дуги малой мощности, пропускающей только часть импульсного тока. Такая дуга в паузах между возбуждениями импульса не оказывает существенного влияния на глубину расплавления металла. За счет этого достигается устойчивое горения дуги в пространстве, целиком устраняются кратеры из сварных точек при уменьшении требуемых участков перекрытия в месте сварного шва. Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки.
За счет этого достигается устойчивое горения дуги в пространстве, целиком устраняются кратеры из сварных точек при уменьшении требуемых участков перекрытия в месте сварного шва. Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки.
Используя импульсную дугу в виде источника тепла, можно существенно расширить возможности традиционной сварки дугой в защитной газовой среде. Технология импульсно-дуговой сварки характеризуется режимами пульсации дуги (объемом и скоростью введения теплоты в заготовку). Они определяются определенной программой, исходя из толщин и свойств соединяемых материалов, а также положения швов в пространстве и др.
Если сварка ведется неплавящимися электродами, то импульсная (или пульсирующая) дуга служит инструментом воздействия на основной металл с образованием шва. При использовании плавящихся электродов она предназначается для регулирования операций плавления и перенесения металла электрода. В ходе процесса импульсно-дуговой сварки с помощью электродов из вольфрама пульсация дуги имеет постоянно заданное отношение импульсов к паузам. Получение сплошного соединения достигается посредством расплавления отдельно взятых точек при их покрытии впоследствии.
В ходе процесса импульсно-дуговой сварки с помощью электродов из вольфрама пульсация дуги имеет постоянно заданное отношение импульсов к паузам. Получение сплошного соединения достигается посредством расплавления отдельно взятых точек при их покрытии впоследствии.
Применение имульсной сварки
К важнейшим параметрам, характеризующим этот процесс, относят продолжительности импульсов с паузами, всего цикла и шаг точек со скоростью сваривания. Способность к проплавлению пульсирующей дуги с заранее установленной продолжительностью цикла и импульса определяется импульсным режимом сварки, его жесткостью. Этот параметр технологии в своем крайнем значении характерен для дугового варианта сварки. При традиционной сварке дугой постоянного горения он равен нулю, а при точечной сварке дугой стремится к бесконечности. Регулируя импульсные характеристики, можно оказывать воздействие как на размер с формой зоны сваривания, процесс кристаллизации металлов, так и на образование швов, остаточные либо временные деформации, прочие характеристики хода сварки. При определении режима сварки этим способом немаловажное значение придается шагу точек, особенно при соединении тонколистовых материалов.
При определении режима сварки этим способом немаловажное значение придается шагу точек, особенно при соединении тонколистовых материалов.
Способность к проплавлению пульсирующей дуги дает наибольший эффект при импульсной сварке алюминия с толщинами листов менее 3 мм. Возможность рационального применения поверхностного натяжения металлов в ходе импульсно-дуговой сварке создает необходимые условия для должного формирования шва независимо от его положения в пространстве. Этим объясняется активное применение свойств импульсной дуги при выполнении швов в потолочном, вертикальном либо горизонтальном положении на металлоизделиях самого большого диапазона толщин и для соединения автоматической сваркой участков труб с неповоротными стыками.
В аппаратах импульсной сварки в виде источника питания чаще всего применяются сварочные преобразователи, оснащенные регуляторами тока с прерывателями, работающие на постоянных токах. Использование в них плавящихся электродов целесообразно в ситуациях, когда горение дуги постоянно, а на обычный сварочный ток время от времени накладывается импульсный. Преобладание при этом электродинамической силы приводит к отделению капли. Таким образом осуществляется направляемый перенос металла по частоте соизмеримый с импульсами при значении тока, на порядок меньшем, чем критическое.
Преобладание при этом электродинамической силы приводит к отделению капли. Таким образом осуществляется направляемый перенос металла по частоте соизмеримый с импульсами при значении тока, на порядок меньшем, чем критическое.
Поэтому, в отличие от применения неплавящихся электродов, точечная импульсная сварка с помощью плавящегося электрода намного производительнее и позволяет существенно снижать сварочную деформацию с равными качественными характеристиками получаемых соединений. Она наиболее эффективна в конструкциях важного назначения, выполненных из сталей различных марок, сплавов меди, никеля, алюминия и титана для швов любых пространственных ориентаций. Этот вариант сварки способствует хорошей стабилизации дуги в пространстве. Учитывая способность вылета электродов больших длин, его эффективно применять при осуществлении стыковых соединений при обработке кромок с узкими щелями из толстых листов металла.
Особенности магнитно-импульсной сварки
В принципе действия магнитно-импульсной сварки лежит использование силы электромеханического действия вихревых токов.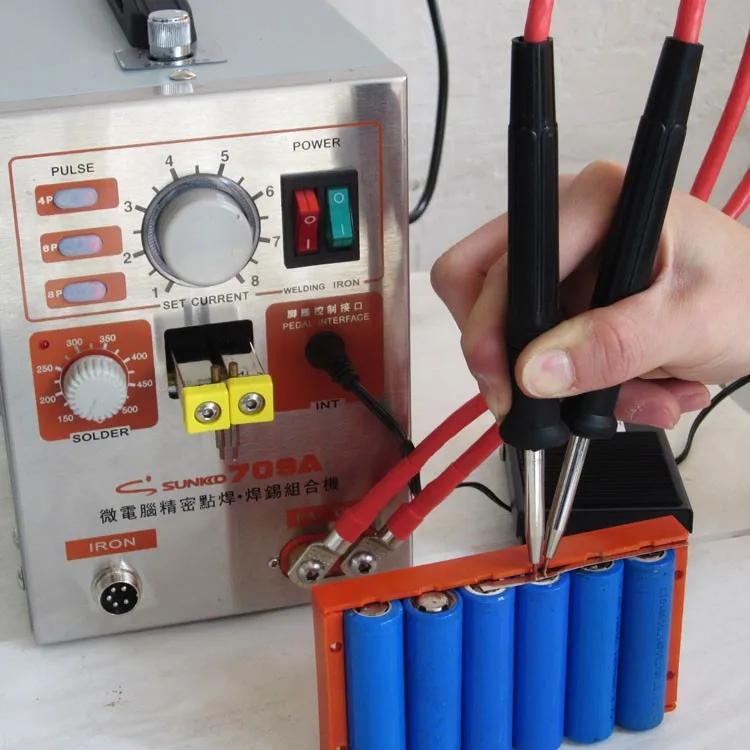 При наведении на стенки обрабатываемого изделия они пересекаются с линиями магнитных сил импульсного поля и с магнитным потоком. Одновременно электроэнергия превращается в механическую, а импульсы давления магнитного поля воздействуют на детали напрямую, без помощи специальных передающих сред.
При наведении на стенки обрабатываемого изделия они пересекаются с линиями магнитных сил импульсного поля и с магнитным потоком. Одновременно электроэнергия превращается в механическую, а импульсы давления магнитного поля воздействуют на детали напрямую, без помощи специальных передающих сред.
Процесс такой сварки предполагает мгновенную передачу давления обрабатываемой заготовке на скорости магнитных полей, а в движение приводятся не только определенные участки, а деталь полностью. Чтобы обеспечить последовательное передвижение контактирующей зоны, заготовки помещают соединяемыми кромками под углом друг к другу. Соединение формируется в ходе соударений сопряженных деталей. Одновременно происходит очищение кумулятивной струей соединяемых поверхностей от грязи и окислов и пластическая деформация поверхностных слоев материалов с образованием между ними химических связей.
Соединение магнитно-импульсным способом осуществляется по трем традиционным схемам импульсной сварки: обжатие изделий из трубчатых материалов, их раздача и деформирование листового материала. В первом случае используют индуктор, обхватывающий изделие, во втором – его помещают внутрь заготовки, а в третьем – применяется плоский индуктор. Во избежание деформаций тонкостенных деталей в ходе сварки во внутренность труб вставляются специальные металлические оправки, которые удаляются по завершении работ.
В первом случае используют индуктор, обхватывающий изделие, во втором – его помещают внутрь заготовки, а в третьем – применяется плоский индуктор. Во избежание деформаций тонкостенных деталей в ходе сварки во внутренность труб вставляются специальные металлические оправки, которые удаляются по завершении работ.
Применение данной технологии сварки наиболее эффективно в производстве различных конструкций из трубчатых деталей, свариваемых как между собой, так и в сочетаниях с другими заготовками. Использование возможностей импульсной лазерной сварки необходимо при соединении плоских заготовок по внутренним либо наружным контурам. При этом возможна сварка различных материалов в любых сочетаниях в широком диапазоне толщин.
Импульсная и контактная сварка – особенности, преимущества и недостатки
Наибольшее распространение в современном производстве получила полуавтоматическая сварка. Ее основные достоинства – высокая производительность и широкий спектр толщин свариваемых металлов. Однако и она не лишена недостатков.
Однако и она не лишена недостатков.
Недостатки полуавтоматической сварки
Главным минусом полуавтоматической сварки является разбрызгивание металла. Это особенно заметно при использовании углекислого газа в качестве защитного. При этом около 30 % сварочной проволоки не попадает в шов. При использовании смеси аргона с углекислым газом ситуация улучшается, но полностью проблема не решается. Брызги металла требуют зачистки и портят внешний вид изделия. Это особенно критично при работе с тонкими материалами или цветными металлами. Решить эту проблему призвана импульсная сварка.
Сварка металлов может выполняться несколькими способами: газовым пламенем, электрической дугой, электронным лучом, лазерным излучением, трением и даже ультразвуком.
Что такое импульсно-дуговая сварка
Импульсно-дуговая сварка стала возможной после изобретения инверторного источника энергии. Она представляет собой контролируемый процесс переноса металла в среде защитного газа. Такой метод используется при работе с алюминием и нержавеющей сталью. Суть его состоит в цикличном повторении следующего процесса:
Такой метод используется при работе с алюминием и нержавеющей сталью. Суть его состоит в цикличном повторении следующего процесса:
- Под воздействием мощного импульса тока происходит отделение и перенос одной капли металла сварочной проволоки на изделие.
- Сила тока уменьшается до значения, позволяющего поддерживать сварочную дугу, но недостаточную для отделения и переноса металла.
- Сварочная ванна в месте соединения изделий остывает.
- Цикл повторяется.
Высокое качество швов возможно благодаря точному управлению импульсами сварочного тока. Одновременно обеспечивается отсутствие разбрызгивания. Частота импульсов варьируется в диапазоне 30-300 Герц. Каждый из них обеспечивает перенос в сварочную ванну только одной капли металла. Пример такого сварочного аппарата – MERKLE HIGHPULSE 350 DW.
Зачем нужен защитный газ
Во время процесса сварки расплавленный металл в сварочной ванне может контактировать с воздухом из окружающей среды. При этом в результате реакции с кислородом образуется оксид металла. Это пористое и хрупкое соединение. Защитный газ необходим для предотвращения его образования. Он вытесняет кислород из рабочей зоны и служит своеобразным барьером.
При этом в результате реакции с кислородом образуется оксид металла. Это пористое и хрупкое соединение. Защитный газ необходим для предотвращения его образования. Он вытесняет кислород из рабочей зоны и служит своеобразным барьером.
Аккуратный шов, заваренный импульсно-дуговой сваркой
Отличия импульсно-дуговой сварки от классической полуавтоматической
Импульсно-дуговая сварка плавящимся электродом имеет ряд отличий от классической полуавтоматической:
- импульсная сварка эффективнее;
- отсутствует разбрызгивание металла и необходимость зачистки околошовного участка;
- уменьшается выгорание металла;
- сварка возможна в любом пространственном положении, чего не может обеспечить классический способ;
- уменьшается зона температурного воздействия и, соответственно, деформация изделий.
Преимущества импульсно-дуговой сварки
- абсолютная управляемость процесса переноса металла;
- возможность работы с тонкими материалами;
- обеспечение лучшего проплавления металла;
- уменьшение перегрева металла и дымообразования.

Недостатки
- максимальная скорость подачи проволоки ниже, чем в классической полуавтоматической сварке;
- ограничен выбор защитных газов.
Контактная сварка изделий
Контактная импульсная сварка
Импульсная контактная сварка является еще одним известным способом соединения металлов. Другое ее название – резистивная сварка или сварка плавлением. Она кардинально отличается от импульсной дуговой сварки. В данном случае через два отдельных изделия импульсами пропускается электрический ток. В точке контакта соединяемых элементов из-за высокого сопротивления происходит резистивный нагрев. При увеличении силы тока температура в месте контакта изделий повышается настолько, что металл расплавляется. В итоге образуется точечный сварной шов. Для таких целей предназначена, например, машина контактной сварки BLUEWELD PCP 28.
Контактная сварка – это эффективный и экономный способ соединения металлов. Если ограничить величину электрического тока, можно добиться слабого соединения металлов. Это явление можно использовать для прихватки деталей перед их сваркой.
Если ограничить величину электрического тока, можно добиться слабого соединения металлов. Это явление можно использовать для прихватки деталей перед их сваркой.
Импульсная сварка является безусловным достижением технологии соединения металлов с применением электрического тока. Она позволяет качественно выполнять такие виды работ, которые не в состоянии обеспечить классическая полуавтоматическая сварка.
1.2 6.2 11.2 Импульсно-дуговая сварка плавящимся электродом. Технологические особенности. Область применения.
Для
улучшения технологических свойств дуги
применяют периодическое изменение ее
мгновенной мощности — импульсно-дуговая
сварка (рис. 11). Теплота, выделяемая
основной дугой, недостаточна для
плавления электродной проволоки со
скоростью, равной скорости ее подачи.
Вследствие этого длина дугового
промежутка уменьшается. Под действием
импульса тока происходит ускоренное
расплавление электрода, обеспечивающее
формирование капли на его конце. Резкое
увеличение электродинамических сил
сужает шейку капли и сбрасывает ее в
направлении сварочной ванны в любом
пространственном положении.
Резкое
увеличение электродинамических сил
сужает шейку капли и сбрасывает ее в
направлении сварочной ванны в любом
пространственном положении.
Рис.11 Изменение тока и напряжения дуги при импульсно-дуговой сварке;
I п ,U п – ток и напряжение основной дуги, I и,U и ток и напряжение дуги во время импульса, Тп и Ти – длительность паузы и импульса.
Можно
использовать одиночные импульсы (рис.
11) или группу импульсов с одинаковыми
и различными параметрами. В последнем
случае первый или первые импульсы
ускоряют расплавление электрода, а
последующие сбрасывают каплю электродного
металла в сварочную ванну. Устойчивость
процесса зависит от соотношения
основных параметров (величины и
длительности импульсов и пауз).
Соответствующим подбором тока основной
дуги и импульса можно повысить скорость
расплавления электродной проволоки,
изменить форму и размеры шва, а также
уменьшить нижний предел сварочного
тока, обеспечивающий устойчивое горение
дуги.
При достаточно высоких плотностях постоянного по величине (без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах может наблюдаться очень мелкокапельный перенос электродного металла. Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении силы сварочного тока до «критического» для данного диаметра электрода.
Величина критического тока уменьшается при активировании электрода (нанесении на его поверхность тем или иным способом некоторых легкоионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на величину критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Он не получен и при использовании тока прямой полярности.
При
переходе к струйному переносу поток
газов и металла от электрода в сторону
сварочной ванны резко интенсифицируется
благодаря сжимающему действию
электромагнитных сил. В результате
под дугой уменьшается прослойка жидкого
металла, в сварочной ванне появляется
местное углубление. Повышается
теплопередача к основному металлу, и
шов приобретает специфическую форму
с повышенной глубиной проплавления по
его оси. При струйном переносе дуга
очень стабильна — колебаний сварочного
тока и напряжений не наблюдается. Сварка
возможна во всех пространственных
положениях.
В результате
под дугой уменьшается прослойка жидкого
металла, в сварочной ванне появляется
местное углубление. Повышается
теплопередача к основному металлу, и
шов приобретает специфическую форму
с повышенной глубиной проплавления по
его оси. При струйном переносе дуга
очень стабильна — колебаний сварочного
тока и напряжений не наблюдается. Сварка
возможна во всех пространственных
положениях.
Изменять
технологические характеристики дуги
можно, используя центральную подачу
защитного газа с высокой скоростью.
Высокие скорости истечения газа при
обычных расходах достигаются
применением сопл с уменьшенным выходным
отверстием. Обдувание дуги газом
способствует уменьшению ее поверхности,
т.е сжатию. В результате ввод теплоты
дуги в изделие становится более
концентрированным. Кинетическим
давлением потока газа расплавленный
металл оттесняется из-под дуги, и дуга
углубляется в изделие. В результате
глубина проплавления увеличивается
в 1,5—2 раза, но при этом повышается и
возможность образования в швах
дефектов.
Способ сварки по узкому или щелевому зазору. При этом способе изделия толщиной до 200 мм без скоса кромок собирают с зазором между ними 6—12 мм. Сварку осуществляют на автоматах, плавящимся и неплавящимся электродом, одной или двумя последовательными дугами (при плавящемся электроде сварочные проволоки диаметром до 2 мм). При сварке сталей плавящимся электродом для защиты лучше использовать смесь из 75—80% аргона и 25—20% углекислого газа. Для сварки алюминия и его сплавов применяют смесь аргона и гелия. Разделку заполняют путем наложения одинаковых по сечению валиков. Метод характеризуется уменьшенной протяженностью зоны термического влияния и равномерной мелкокристаллической структурой швов. Возможна сварка не только в нижнем, но и в других пространственных положениях.
Экономичность
способа определяется уменьшением числа
проходов в шве за счет отсутствия
разделки кромок. Повышение производительности
достигается также повышением скорости
расплавления электродной проволоки с
увеличенным вылетом. Нагрев электрода
в вылете протекающим по нему сварочным
током обеспечивает повышение коэффициента
расплавления. Однако при этом уменьшается
глубина проплавления, поэтому способ
целесообразно применять для сварки
швов, требующих большого количества
наплавленного металла.
Нагрев электрода
в вылете протекающим по нему сварочным
током обеспечивает повышение коэффициента
расплавления. Однако при этом уменьшается
глубина проплавления, поэтому способ
целесообразно применять для сварки
швов, требующих большого количества
наплавленного металла.
При
сварке плавящимся электродом в защитных
газах зависимости формы и размеров
шва от основных параметров режима такие
же, как и при сварке под флюсом. Для
сварки используют электродные проволоки
малого диаметра (до 3 мм). Поэтому швы
имеют узкую форму провара и в них может
наблюдаться повышенная зональная
ликвация. Применяя поперечные колебания
электрода изменяют форму шва и условия
кристаллизации металла сварочной ванны
и уменьшают вероятность зональной
ликвации. Имеется опыт применения
для сварки в углекислом газе электродных
проволок диаметром 3—5 мм. Сила
сварочного тока в этом случае достигает
2000 А, что значительно повышает
производительность сварки. Однако при
подобных режимах наблюдается ухудшенное
формирование стыковых швов и образование
в них подрезов. Формирование и качество
угловых швов вполне удовлетворительны.
Формирование и качество
угловых швов вполне удовлетворительны.
Расстояние от сопла горелки до изделия обычно выдерживают в пределах 8-15мм. Токоподводящий наконечник должен находиться на уровне краев сопла или утапливаться до 3мм.
При сварке тонколистового металла электрод отклоняют от вертикали на 20-300 в сторону направления сварки.
Введение в импульсный GMAW
By Дженнифер Даллос on on
Эрик Браун, инженер-сварщик и AWS CWI, промышленное оборудование, Miller Electric Mfg. Co., Appleton, Wis.
Перепечатано с разрешения: The AWS Welding Journal
Этот процесс обеспечивает контроль направления сварочной ванны, быструю подачу проволоки и скорость перемещения, а также уменьшение разбрызгивания
Компании всегда ищут способы повысить производительность, производить детали более высокого качества и получать большую прибыль. В некоторых случаях для достижения этих целей необходимо улучшить обучение операторов, внедрить методы бережливого производства или принять другие инициативы по постоянному совершенствованию. Изменение сварочных процессов может иметь большое значение.
В некоторых случаях для достижения этих целей необходимо улучшить обучение операторов, внедрить методы бережливого производства или принять другие инициативы по постоянному совершенствованию. Изменение сварочных процессов может иметь большое значение.
Импульсная дуговая сварка металлическим электродом в среде защитного газа (GMAW-P) не является чем-то новым для отрасли, однако многие компании впервые применяют ее в качестве средства улучшения сварочных операций. Этот процесс является отличной альтернативой GMAW с постоянным напряжением и может быть хорошим вариантом для компаний, стремящихся повысить свою эффективность, особенно потому, что он может помочь улучшить качество сварных швов при различных уровнях квалификации сварщиков.
Почему колебания?
В некоторых случаях компании не спешат внедрять GMAW-P в свою деятельность по разным причинам.
Может случиться так, что компании просто не знакомы с процессом, или руководители сварки или операторы не решаются менять технологии, опасаясь, что может потребоваться обширное обучение. Некоторые компании могут быть обеспокоены тем, что стоимость будет значительно выше.
Некоторые компании могут быть обеспокоены тем, что стоимость будет значительно выше.
К счастью, переход от процесса распыления к обучению GMAW-P не составляет труда. Переход от стандартного GMAW или процесса передачи с коротким замыканием требует обучения оператора, но кривая обучения обычно намного короче, чем ожидалось. Однако правда в том, что этот процесс производит другой звук, который может кого-то тревожить или пугать, а сама технология часто стоит дороже.
Однако долгосрочные преимущества, предлагаемые процессом, могут обеспечить солидную отдачу от инвестиций, а немного практики и знаний могут легко решить общие проблемы.
Как это работает
Pulsed GMAW — это модифицированный процесс переноса распылением, при котором источник питания переключается между высоким пиковым током или напряжением и низким фоновым током или напряжением от 30 до 400 раз в секунду. Во время этого переключения пиковый ток отрывает каплю проволоки и продвигает ее к сварному соединению. В то же время фоновый ток поддерживает дугу, но производит такое малое тепловложение, что перенос металла невозможен, позволяя сварочной ванне слегка замерзнуть и помогая предотвратить проплавление.
В то же время фоновый ток поддерживает дугу, но производит такое малое тепловложение, что перенос металла невозможен, позволяя сварочной ванне слегка замерзнуть и помогая предотвратить проплавление.
Это действие отличается от традиционного процесса распыления, при котором мельчайшие капельки расплавленного металла непрерывно передаются в сварной шов.
Синергический и несинергический
Существует два различных типа процессов GMAW-P: синергетический и несинергетический. В синергетической системе GMAW-P уровень мощности автоматически подстраивается под скорость проволоки по мере ее изменения. На сегодняшний день это наиболее распространенный метод в сварочном оборудовании, так как оператору сварки проще всего установить и добиться хороших параметров сварки.
Например, если скорость подачи проволоки изменится с 200 до 400 дюймов/мин, длина дуги или мощность на проволоке останутся такими же по сравнению с уровнем мощности, который был при настройке 200 дюймов/мин. С другой стороны, использование несинергетического процесса GMAW-P требует, чтобы оператор сварки регулировал мощность в соответствии со скоростью подачи проволоки.
С другой стороны, использование несинергетического процесса GMAW-P требует, чтобы оператор сварки регулировал мощность в соответствии со скоростью подачи проволоки.
Преимущества
Использование GMAW-P дает пользователям ключевые преимущества. Учитывайте эти положительные факторы, влияющие на производительность, качество и простоту использования.
- Исключительный контроль направления сварочной ванны облегчает новичкам изучение процесса GMAW-P и создание сварных швов с хорошим внешним видом валика. Кроме того, большинство импульсных сигналов имеют встроенную технологию «адаптивной функции», которая позволяет более неопытным сварщикам с менее уверенными руками выполнять более стабильные сварные швы.
- Улучшенное управление запуском и остановкой дуги помогает уменьшить количество дефектов сварки и улучшить внешний вид. Когда оператор сварки зажигает дугу, процесс обеспечивает более высокую энергию, что обеспечивает хорошее плавление. Затем он снижает количество энергии, поступающей в сварной шов, чтобы предотвратить проплавление и обеспечить больший контроль над внешним видом сварочного валика. При остановке дуги идеально подходит процесс GMAW-P с функцией кратера, поскольку он позволяет оператору снизить параметры сварки до более низких параметров, чтобы заполнить кратер в конце. Это помогает устранить вероятность растрескивания концов, которая может легко возникнуть при сварке таких материалов, как алюминий.
- GMAW-P может обеспечить более высокую подачу проволоки и скорость перемещения во многих областях применения. Это помогает повысить производительность при одновременном снижении подводимого тепла, уменьшить остаточное напряжение и уменьшить вероятность деформации или проплавления. Рассмотрим нержавеющую сталь. Этот материал не может выдержать слишком много тепла, иначе сварщик может выжечь хром и никель из основного материала. В результате металл сварного шва и окружающий стык превращаются в мягкую сталь, которой не хватает коррозионной стойкости и ударной вязкости. Импульсный GMAW является хорошим решением для сварки этого материала и позволяет избежать таких ошибок.
- Некоторые источники питания GMAW-P позволяют операторам сварки регулировать ширину конуса дуги, что помогает адаптировать профиль сварного шва к условиям применения. Это помогает предотвратить чрезмерную сварку и плохой сплав. Более широкие валики помогают улучшить сцепление с обеих сторон сустава, в то время как более узкие валики обеспечивают хорошее срастание у корня сустава.
- Уменьшение разбрызгивания, образующегося в процессе GMAW-P, приводит к сокращению времени и денег, затрачиваемых на связанную с этим шлифовку и очистку после сварки.
- Простая настройка процесса означает, что оператор сварки использует одну ручку для установки скорости подачи проволоки. Поскольку длина дуги или напряжение автоматически регулируются с помощью GMAW-P, дуга соответственно становится длиннее или короче, что повышает удобство использования и производительность.
 Затем он снижает количество энергии, поступающей в сварной шов, чтобы предотвратить проплавление и обеспечить больший контроль над внешним видом сварочного валика. При остановке дуги идеально подходит процесс GMAW-P с функцией кратера, поскольку он позволяет оператору снизить параметры сварки до более низких параметров, чтобы заполнить кратер в конце. Это помогает устранить вероятность растрескивания концов, которая может легко возникнуть при сварке таких материалов, как алюминий.
Затем он снижает количество энергии, поступающей в сварной шов, чтобы предотвратить проплавление и обеспечить больший контроль над внешним видом сварочного валика. При остановке дуги идеально подходит процесс GMAW-P с функцией кратера, поскольку он позволяет оператору снизить параметры сварки до более низких параметров, чтобы заполнить кратер в конце. Это помогает устранить вероятность растрескивания концов, которая может легко возникнуть при сварке таких материалов, как алюминий. Импульсный GMAW является хорошим решением для сварки этого материала и позволяет избежать таких ошибок.
Импульсный GMAW является хорошим решением для сварки этого материала и позволяет избежать таких ошибок.Приложения
Применения, предрасположенные к дефектам сварки, таким как неполное проваривание или пористость, или такие проблемы, как проплавление, разбрызгивание или коробление, являются хорошими кандидатами для GMAW-P. Более низкое тепловложение, создаваемое этим процессом, дает те же преимущества, что и при использовании такого процесса, как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), наряду с хорошим проплавлением, осаждением и плавлением, связанными с традиционным процессом переноса распылением.
Более низкое тепловложение, создаваемое этим процессом, дает те же преимущества, что и при использовании такого процесса, как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), наряду с хорошим проплавлением, осаждением и плавлением, связанными с традиционным процессом переноса распылением.
можно использовать для сварки толстых или тонких материалов. На более толстых участках это помогает свести к минимуму время простоя для изменения положения деталей, поскольку создает более холодную сварочную ванну, чем традиционный процесс переноса распылением, что позволяет использовать его во всех положениях. На более тонких участках он сводит к минимуму возможность проплавления и снижает риск коробления за счет контроля подвода тепла. Этот контроль часто позволяет операторам использовать проволоку большего диаметра (до 3⁄64 дюйма), что, в свою очередь, увеличивает скорость наплавки и производительность. Это также позволяет сварщику накладывать больше металла на сварной шов за меньшее время без риска перегрева.
Распространенные ошибки
Операторы сварки, не знакомые с GMAW-P, должны знать о нескольких подводных камнях и распространенных ошибках, наиболее распространенной из которых является предположение, что длина дуги равна напряжению.
Фактически, в источнике питания GMAW-P длина дуги является функцией напряжения, но фактическое число может быть произвольным. Эти источники питания часто имеют шкалу от нуля до 100, что соответствует номинальному значению 50. Например, если оператору сварки требуется меньшая мощность, он или она может отрегулировать значение ниже 50, а затем отрегулировать значение выше 50 для большей мощности.
Ограниченный взгляд на возможности GMAW-P — еще одна распространенная ошибка. Существуют расширенные процессы GMAW-P, доступные с несколькими программами, каждая из которых обладает различными атрибутами. Операторы сварки должны всегда проверять, чтобы убедиться, что у них есть правильная программа для работы, чтобы достичь наилучших результатов.
Как всегда, компаниям следует консультироваться с доверенным дистрибьютором сварочных аппаратов по вопросам, касающимся GMAW-P, чтобы определить наилучший источник питания для конкретного применения и гарантировать получение наилучших результатов.
Импульсно-дуговая сварка выводов аккумуляторных батарей для электрификации транспортных средств
Команда автомобильных инженеров работает над платформой шасси электромобиля, принимает меры, работает с программным обеспечением 3D CAD, анализирует эффективность. Рама автомобиля с колесами, двигателем и аккумулятором.Дженнифер Даллос на
Оценка этого процесса для нескольких комбинаций материалов вкладок
ТИМА ФРЕЧА, ДЖОЛИН ТРАН И КЕЙТ НАМОЛА
ТИМ ФРЕЧ (tfrech@ewi. org) — старший инженер, ДЖОЛИН ТРАН — бывший стажер
org) — старший инженер, ДЖОЛИН ТРАН — бывший стажер
, а КЕЙТ НАМОЛА — бывший руководитель проекта,
EWI, Колумбус, Огайо. Презентация этой статьи была сделана на
XIX конференции по сварке листового металла, состоявшейся 2–4 ноября 2021 г. в
Ливония, штат Мичиган, 9.0005
Перепечатано с разрешения: The AWS Welding Journal
Аккумуляторы, используемые в электромобилях, обычно имеют призматическую форму с комбинацией медных, алюминиевых или никелевых контактов или цилиндрическую форму со стальным или алюминиевым корпусом. Соединение этих батарей для производства блоков может быть очень простым; например, никелевые выступы к стальным корпусам — это зрелый процесс контактной сварки. Более сложные комбинации материалов включают сварные швы разнородных металлов: медь-алюминий, алюминий-сталь и другие. Хотя процессы сварки были разработаны для многих из этих комбинаций, все они имеют некоторые ограничения. Компания EWI устранила эти ограничения, оценив импульсную дуговую сварку для нескольких комбинаций материалов язычковых батарей. Формы сварочных импульсов были исследованы для точного контроля проплавления и затвердевания сварного шва. В этой статье будет описан процесс импульсно-дуговой сварки, обсуждены различные комбинации соединений и параметры сварки, а также даны рекомендации для реальных применений аккумуляторных батарей.
Литий-ионные элементы
Литий-ионные элементы обычно используются в бытовой электронике и электромобилях, и их применение в аэрокосмической промышленности быстро растет. В связи с возросшим спросом в последние годы компания EWI выбрала различные пути оптимизации производства аккумуляторных батарей с литий-ионными элементами. Самой последней областью исследований было присоединение выводов и шин к цилиндрическим элементам и выводам призматических батарей. Исторически корпуса литий-ионных аккумуляторов изготавливались из различных материалов. Сталь с никелевым покрытием и алюминий были популярными материалами из-за их химической стойкости и защиты от коррозии. Структурная целостность литий-ионного корпуса имеет решающее значение для общественной безопасности.
Структурная целостность литий-ионного корпуса имеет решающее значение для общественной безопасности.
Производство аккумуляторов Соединение приложений
Как правило, подключение каждого отдельного литий-ионного элемента включает присоединение язычка или шины к корпусу элемента — рис. 1. Иногда шина подключается непосредственно к элементу; в других конструкциях используется выступ, который тоньше, чем шина, и проходит между шиной и ячейкой. Многие конструкции упаковки собираются с помощью контактной сварки. Ультразвуковое соединение проводов также распространено для соединений между ячейками и шинами в крупногабаритных батареях. Лазерная сварка, третий процесс, часто выбирается для высокоскоростной бесконтактной сварки определенных комбинаций материалов. Сварка сопротивлением обеспечивает возможность контроля качества в процессе сварки посредством мониторинга процесса сварки. Одним из отрицательных аспектов контактной сварки может быть более низкая производительность по сравнению с лазерной сваркой. Однако системы контактной сварки с несколькими головками в сочетании с источником сварочного тока, общим для нескольких сварочных головок, могут быть менее дорогостоящими и производить сварку со скоростью, сравнимой с лазерной сваркой. На протяжении многих лет компания EWI исследовала несколько процессов соединения многих комбинаций материалов выводов и шин с ячейками и выводами.
Однако системы контактной сварки с несколькими головками в сочетании с источником сварочного тока, общим для нескольких сварочных головок, могут быть менее дорогостоящими и производить сварку со скоростью, сравнимой с лазерной сваркой. На протяжении многих лет компания EWI исследовала несколько процессов соединения многих комбинаций материалов выводов и шин с ячейками и выводами.
Импульсно-дуговая сварка
Импульсная дуговая сварка — это относительно новый процесс, при котором между вольфрамовым электродом и заготовкой создается дуга с высокой плотностью энергии. Это приводит к высоким локальным температурам плавления свариваемых металлов с минимальными зонами термического влияния (ЗТВ). Импульсная дуговая сварка обычно используется в небольших сварочных процессах. Контроль силы тока и продолжительности сварки обеспечивает стабильный процесс сварки. Поскольку система представляет собой замкнутый контур питания, существует возможность обеспечения контроля качества в процессе.
Экспериментальный
Компания EWI недавно провела проект по оценке импульсной дуговой сварки и определению ее эффективности в обычных комбинациях материалов для сварки аккумуляторов. Аппарат импульсной дуговой сварки Sunstone Engineering Orion 250i-EV с вольфрамовым электродом использовался для соединения стали с медным никелевым покрытием и стали с никелевым покрытием. Дальнейшее исследование было завершено для меди и нержавеющей стали 304L
. Толщина вкладок для исследования колебалась от 0,005 до 0,010 дюйма 9 .0005
Результаты
Большинство комбинаций материалов дали превосходные результаты. Первоначальные испытания показали превосходную свариваемость для двух наиболее распространенных комбинаций: стали с медным и никелевым покрытием и стали с никелевым покрытием. Сталь, покрытая медью и никелем, имела большую кривую сварки, которая показала превосходный вид сварных швов с неизменной прочностью (см. рис. 6). Металлографический анализ сваренных образцов показал, что более длительное время сварки приводит к почти полному проплавлению шва. Сокращение времени сварки привело к пористости сварного шва. Энергия оказала меньшее влияние на проплавление и внешний вид, чем время сварки. При сварке стали, покрытой никелем, проблем с пористостью не возникало. Испытание на отслаивание показало, что соединения имеют прочность на отслаивание от 70 до 120 ньютонов (Н), когда достигается полное проваривание шва. Последующие работы по сварке меди с нержавеющей сталью 304L привели к сварным швам с частичным проплавлением. Испытание образцов на отрыв показало, что прочность составляет в среднем от 20 до 40 Н, что вдвое меньше, чем у стали с медно-никелевым покрытием и стали с никелево-никелевым покрытием. В этом случае прочность соединения может быть увеличена за счет выполнения нескольких сварных швов.
Сокращение времени сварки привело к пористости сварного шва. Энергия оказала меньшее влияние на проплавление и внешний вид, чем время сварки. При сварке стали, покрытой никелем, проблем с пористостью не возникало. Испытание на отслаивание показало, что соединения имеют прочность на отслаивание от 70 до 120 ньютонов (Н), когда достигается полное проваривание шва. Последующие работы по сварке меди с нержавеющей сталью 304L привели к сварным швам с частичным проплавлением. Испытание образцов на отрыв показало, что прочность составляет в среднем от 20 до 40 Н, что вдвое меньше, чем у стали с медно-никелевым покрытием и стали с никелево-никелевым покрытием. В этом случае прочность соединения может быть увеличена за счет выполнения нескольких сварных швов.
Заключение
Эти исследования процесса импульсной дуговой сварки показывают развивающийся потенциал для внедрения в производство литий-ионных элементов, особенно когда используются медные или никелевые контакты. Этот метод сварки минимизировал ЗТВ и риск повреждения элемента. Комбинация материалов из стали с медно-никелевым покрытием и стали с никелированием-никелированием показала приемлемую прочность на отрыв. Импульсно-дуговая сварка может заменить сварку сопротивлением и лазерную сварку при производстве блоков с использованием цилиндрических элементов или призматических батарей. Планы будущей работы включают исследование мониторинга в процессе, чтобы помочь понять взаимосвязь профилей сварочного тока и напряжения с качеством сварки. Другие комбинации материалов, такие как гальванические и ламинированные шины, будут исследованы для импульсной дуговой сварки со стальными и алюминиевыми корпусами ячеек.
Этот метод сварки минимизировал ЗТВ и риск повреждения элемента. Комбинация материалов из стали с медно-никелевым покрытием и стали с никелированием-никелированием показала приемлемую прочность на отрыв. Импульсно-дуговая сварка может заменить сварку сопротивлением и лазерную сварку при производстве блоков с использованием цилиндрических элементов или призматических батарей. Планы будущей работы включают исследование мониторинга в процессе, чтобы помочь понять взаимосвязь профилей сварочного тока и напряжения с качеством сварки. Другие комбинации материалов, такие как гальванические и ламинированные шины, будут исследованы для импульсной дуговой сварки со стальными и алюминиевыми корпусами ячеек.
Импульсная сварка MIG/MAG – почему мы ее используем?
Преимущества и недостатки импульсной дуги по сравнению со стандартной дугой
Езда на высокой скорости по автостраде – в современном седане вы чувствуете, что просто скользите, а не сопротивляетесь центробежные силы. Он отражает легкость бытия и позволяет с легкостью преодолевать большие расстояния. Но что было бы, если бы эти ездовые качества и легкость были перенесены на проселочные дороги или даже на городской трафик?
Он отражает легкость бытия и позволяет с легкостью преодолевать большие расстояния. Но что было бы, если бы эти ездовые качества и легкость были перенесены на проселочные дороги или даже на городской трафик?
С точки зрения технологии сварки струйная дуга соответствует скольжению по автостраде. Его дуговые свойства желательны во всех диапазонах мощностей и для многих применений. Однако, если сварщики перейдут в область дуги переноса погружения или промежуточной дуги, в зависимости от мощности, они внезапно окажутся в городском потоке или снова на проселочных дорогах. Скорость сварки падает, проплавление уменьшается, а любые доработки, которые могут потребоваться, увеличиваются, иногда чрезвычайно, из-за сварочных брызг. Это усложняется. И здесь на помощь приходит импульсная сварка (импульсная сварка)…
Как работает стандартная дуга – техническая история импульсной сварки
Если вы хотите понять технические принципы импульсной сварки, сначала вам нужно понять, как работают варианты стандартной дуги. Что облегчает или усложняет работу?
Что облегчает или усложняет работу?
В общем: Когда проволочный электрод касается заготовки, происходит короткое замыкание. Чтобы избежать более длительной фазы короткого замыкания, ток увеличивается, что вызывает зажигание дуги. Возникающее тепло расплавляет основной материал и конец проволоки, что приводит к переносу материала, т. е. к отрыву капель. В диапазоне мощности от низкой до средней каждая отделившаяся капля основана на коротком замыкании. Однако во всем диапазоне мощностей характеристики отрыва капель сильно различаются:
- Дуга переноса провала: В этом случае отрыв капли происходит в фазе сильного тока соответствующего короткого замыкания . В результате разрыв короткого замыкания, т. е. зажигание дуги, носит взрывной характер, что может привести к образованию брызг. Тем не менее, это обычно настолько хорошо в нижнем диапазоне мощностей, что не прилипает к исходному материалу. Квалифицированные сварщики также могут отлично контролировать дугу переноса погружения, так как они могут постоянно ощущать непосредственный контакт со сварочной ванной.

- Промежуточная дуга: Принцип отрыва капель на основе короткого замыкания в фазе сильного тока остается тем же и в этом случае. Поскольку здесь уже используются значительно более высокие силы тока, взрывы при отрыве капель также более выражены. Также образуются более крупные капли, которые отрываются от конца проволоки без короткого замыкания и поэтому могут попасть рядом со сварным швом. В результате сварочные брызги появляются чаще, крупнее и неизбежно прилипают к заготовке, что значительно увеличивает количество переделок. Для сварщика промежуточная дуга может быть освоена с большим трудом.
- Распылительная дуга: Когда вы в конечном итоге достигаете диапазона распылительной дуги, конец проволоки нагревается больше из-за высокой мощности. Капли также сжимаются вокруг конца проволоки магнитным полем, создаваемым током (пинч-эффект), становясь в результате все меньше и меньше, а также более многочисленными, и таким образом направляются в сварочную ванну, как по нити. передача материала тогда почти без короткого замыкания . Это приводит к сверхчистому переносу материала, особенно при высоких скоростях наплавки, что идет рука об руку с максимальным уменьшением разбрызгивания.
 передача материала тогда почти без короткого замыкания . Это приводит к сверхчистому переносу материала, особенно при высоких скоростях наплавки, что идет рука об руку с максимальным уменьшением разбрызгивания.
передача материала тогда почти без короткого замыкания . Это приводит к сверхчистому переносу материала, особенно при высоких скоростях наплавки, что идет рука об руку с максимальным уменьшением разбрызгивания.Таким образом, дуга дает сварщикам ощущение превосходного баланса и легкости в обращении – направление дуги и, таким образом, соединение металлов кажется «сверхмягким».
Импульсная дуга – электротехнический прием
Предпочтительны сварочные свойства струйной дуги, в идеале во всем диапазоне мощностей: сверхплоские, равнобедренные швы, идеальное проплавление, малое разбрызгивание и, конечно же, высокие скорости сварки . Однако спроецировать все это на переходную и промежуточную дугу было бы невозможно в стандартном диапазоне дуги. Вместо этого требуется немного электротехнической изобретательности… и результат получил название импульсной сварки.
В отличие от стандартной дуги, импульсная дуга идеально не имеет короткого замыкания . Поэтому прямого контакта между проволокой и сварочной ванной нет. Настоящий секрет заключается в колебаниях между чрезвычайно низким током базы и импульсным током , который имеет очень высокие значения тока (интервалы импульсов). По сути, задача базового тока состоит в том, чтобы предотвратить разрыв дуги и сохранить жидкость в сварочной ванне. Затем импульсный ток генерирует достаточно тепла, чтобы отделить каплю и, таким образом, привести к проникновению.
Поэтому прямого контакта между проволокой и сварочной ванной нет. Настоящий секрет заключается в колебаниях между чрезвычайно низким током базы и импульсным током , который имеет очень высокие значения тока (интервалы импульсов). По сути, задача базового тока состоит в том, чтобы предотвратить разрыв дуги и сохранить жидкость в сварочной ванне. Затем импульсный ток генерирует достаточно тепла, чтобы отделить каплю и, таким образом, привести к проникновению.
Как работает импульсная сварка?
Важно: Импульсный режим использует так называемый пинч-эффект, как и дуга распыления. В отличие от дуги переноса погружением, капля НЕ отделена в фазе сильного тока . Проволочный электрод плавится и сужается в определенной точке за счет подачи чрезвычайно высокого тока в течение примерно одной-двух миллисекунд во время соответствующего импульса. Незадолго до того, как ток снова достигает диапазона низкого базового тока, сжатая капля высвобождается и плавно скользит в сварочную ванну. При соответствующей длине дуги (расстояние между концом проволоки и сварочной ванной) никогда не возникает контакта между проволочным электродом и сварочной ванной, поэтому импульсная сварка практически не имеет коротких замыканий. Таким образом, он обеспечивает чрезвычайно чистый перенос материала – исключения подтверждают правило.
При соответствующей длине дуги (расстояние между концом проволоки и сварочной ванной) никогда не возникает контакта между проволочным электродом и сварочной ванной, поэтому импульсная сварка практически не имеет коротких замыканий. Таким образом, он обеспечивает чрезвычайно чистый перенос материала – исключения подтверждают правило.
Кроме того, что касается дуги распыления, размер капель сохраняется достаточно небольшим и примерно одинаковым во всем диапазоне мощностей, что положительно сказывается на переносе материала. Изменяется только количество импульсных интервалов и, следовательно, количество отделенных капель, при этом меньше импульсов в диапазоне низкой мощности и значительно больше в диапазоне высокой мощности. Это тоже можно услышать: чем больше мощность, тем выше тон (частота импульсов).
Преимущества и недостатки импульсной сварки на практике
- Подвод тепла: Пиковый ток, необходимый для пинч-эффекта, должен достигать минимум 450 ампер. Таким образом, импульсная сварка всегда более горячая, чем стандартная сварка в дуге с переносом погружения . Вот почему сварщики часто предпочитают его для тонколистового металла, в частности, когда требуется максимальное снижение тепла. Тем не менее, дополнительное тепловложение также может быть идеально преобразовано в более высокие скорости сварки. Следовательно, в определенных диапазонах толщины листа импульсная дуга также может повысить эффективность.
Если, с другой стороны, приблизиться к диапазону дуги распыления , происходит обратное: импульс позволяет уменьшить тепловложение, особенно в диапазонах высокой мощности, поскольку высокие токи не применяются постоянно.
 Таким образом, импульсная сварка всегда более горячая, чем стандартная сварка в дуге с переносом погружения . Вот почему сварщики часто предпочитают его для тонколистового металла, в частности, когда требуется максимальное снижение тепла. Тем не менее, дополнительное тепловложение также может быть идеально преобразовано в более высокие скорости сварки. Следовательно, в определенных диапазонах толщины листа импульсная дуга также может повысить эффективность.
Таким образом, импульсная сварка всегда более горячая, чем стандартная сварка в дуге с переносом погружения . Вот почему сварщики часто предпочитают его для тонколистового металла, в частности, когда требуется максимальное снижение тепла. Тем не менее, дополнительное тепловложение также может быть идеально преобразовано в более высокие скорости сварки. Следовательно, в определенных диапазонах толщины листа импульсная дуга также может повысить эффективность.- Недостатки в обращении: Импульсная сварка основана на том, что нет прямого контакта между электродом и сварочной ванной. Поэтому профессиональные сварщики говорят о преимуществах работы с дугой с переносом погружения, поскольку непрерывный контакт позволяет лучше направлять сварочную ванну и предотвращать подрезы.

- Уменьшение сварочных брызг: Сразу видно – сварочные брызги уменьшаются на 100 % благодаря отделению капель без короткого замыкания и чрезвычайно чистому переносу материала. Поэтому настоятельно рекомендуется импульсная сварка в диапазоне промежуточной дуги , в частности, поскольку она позволяет избежать невероятного количества переделок.
- Всегда один и тот же тип дуги: От минимальной до максимальной мощности всегда можно использовать один и тот же тип дуги с помощью импульсной функции.
- Преимущество для технологии многопроходной сварки: Импульсная сварка идеально подходит для наплавки слоев.
- Гарантированные плоские швы
Особенно выгодно для алюминия
Для пользователей, которые работают в области профессиональной сварки алюминия, импульсный сварочный аппарат MIG/MAG просто незаменим. Здесь можно наблюдать особый эффект: дуга переноса погружения часто слишком холодная из-за высокой теплопроводности алюминия. На практике это означает, что сварщики должны устанавливать значительно более высокий сварочный ток (скорость подачи проволоки) с DTA по сравнению с импульсной дугой. Это значительно усложняет выбор подходящего параметра сварки. Если сварка слишком «холодная», в результате получается шов со значительным усилением сварного шва. С другой стороны, если используется слишком высокий параметр сварки, это приводит к чрезмерному проплавлению (потеря присадочного металла).
Здесь можно наблюдать особый эффект: дуга переноса погружения часто слишком холодная из-за высокой теплопроводности алюминия. На практике это означает, что сварщики должны устанавливать значительно более высокий сварочный ток (скорость подачи проволоки) с DTA по сравнению с импульсной дугой. Это значительно усложняет выбор подходящего параметра сварки. Если сварка слишком «холодная», в результате получается шов со значительным усилением сварного шва. С другой стороны, если используется слишком высокий параметр сварки, это приводит к чрезмерному проплавлению (потеря присадочного металла).
Таким образом, импульсная сварка может помочь при сварке алюминия, особенно в низком диапазоне мощностей. За счет адаптированных импульсных характеристик легко избежать прожогов и избыточного проплавления и в то же время добиться чистого истечения расплавленной массы для вогнутого вида шва (загнутого внутрь). Еще одним преимуществом импульсной дуги при сварке алюминия является ее экономическая эффективность за счет более высоких скоростей сварки и отсутствия разбрызгивания при сварке во всем диапазоне мощностей. Визуальные результаты безупречны и высокопрофессиональны.
Визуальные результаты безупречны и высокопрофессиональны.
Правильный аппарат для импульсной сварки MIG/MAG
Импульсная дуга десятилетиями использовалась в самых современных сварочных системах высочайшего качества. Но импульсная сварка также быстро завоевывает позиции даже в среднем сегменте ручных сварочных систем. Компания Fronius также отреагировала на это развитие рынка и добавила эту функцию в многофункциональные устройства серии TransSteel.
Таким образом, новый TransSteel Pulse оснащен всеми технологиями, необходимыми для решения всех задач ручной сварки, независимо от материала.
Что такое импульсная сварка?
Знание различных методов сварки поможет вам стать лучшим сварщиком и, в конечном итоге, получить больше рабочих мест. Одним из наиболее часто неправильно понимаемых методов является импульсная сварка, о которой я подробно расскажу в этой статье.
Что такое импульсная сварка? Импульсная сварка — это сварка, при которой попеременно используется высокий и низкий ток. Это снижает общее тепловложение и разбрызгивание, обеспечивая при этом большую устойчивость к непровару. Преимущество этого заключается в том, что вы можете сваривать как высокотеплопроводные, так и более тонкие металлы, не обжигая их. Кроме того, с помощью этого типа сварки вы можете выполнять более узкие и проникающие сварные швы на более толстых металлах.
Это снижает общее тепловложение и разбрызгивание, обеспечивая при этом большую устойчивость к непровару. Преимущество этого заключается в том, что вы можете сваривать как высокотеплопроводные, так и более тонкие металлы, не обжигая их. Кроме того, с помощью этого типа сварки вы можете выполнять более узкие и проникающие сварные швы на более толстых металлах.
Что такое импульсная сварка? Более глубокий взгляд
Вариант традиционного процесса сварки, импульсная сварка — это форма сварки, при которой ток подается импульсно. Мы объяснили в самом начале, что это значит. Однако теперь мы углубимся в процесс импульсной сварки, чтобы узнать все, что он влечет за собой.
Чтобы понять, что такое импульсная сварка, давайте сравним ее со сваркой TIG, которая сегодня является одним из наиболее часто используемых сварочных процессов. При сварке TIG сила тока на сварочном аппарате устанавливается пользователем на желаемый максимальный уровень, а ножная педаль используется для управления мощностью.
Как правило, педаль дроссельной заслонки остается постоянной во время сварки TIG, и вносятся лишь незначительные корректировки, чтобы добавить больше тепла или снизить его выше разумного уровня. Мощность горелки TIG напрямую зависит от расстояния, на которое нажата педаль.
С другой стороны, при импульсной сварке пользователи работают с пищевым лепестком точно так же, как и при сварке TIG; единственное отличие состоит в том, что горелка TIG производит импульсную волну вместо стабильной силы тока. Однако, как и при сварке TIG, при импульсной сварке вы можете использовать педаль, чтобы при необходимости добавить или уменьшить нагрев.
Теперь, когда у вас есть общее представление об импульсной сварке, пришло время углубиться во все, что связано с этим процессом. Ниже приведены некоторые общие термины, связанные с импульсной сваркой, и их значение:
Что такое частота импульсов?
Это частота, с которой сила сварочного тока изменяется от пиковой силы тока до основного тока в секунду. Это будет зависеть от того, насколько высокую силу тока вы установите на сварочном аппарате. Например, если вы установите его на 50, то он будет пульсировать от высокого к низкому пятьдесят раз в секунду. Если вы установите его на 1, то он будет пульсировать только один раз в секунду.
Это будет зависеть от того, насколько высокую силу тока вы установите на сварочном аппарате. Например, если вы установите его на 50, то он будет пульсировать от высокого к низкому пятьдесят раз в секунду. Если вы установите его на 1, то он будет пульсировать только один раз в секунду.
Хотя вы можете установить любой уровень, который вам нравится, рекомендуется установить пульс ниже 4 или выше 30. Это связано с тем, что стробоскопический эффект частот между 4 и 30 может вызвать много дискомфорта. Тем не менее, вы должны найти свои собственные уровни переносимости и придерживаться их.
Причина, по которой рекомендуются более низкие частоты, такие как один раз в секунду или меньше, заключается в том, что на таких уровнях легче подавать присадочный стержень в соответствии с импульсом. При этом достигается более равномерный аскетический шов. Эмпирическое правило для увеличения толщины металла заключается в более высоких настройках импульса в секунду.
Для более тонких металлов рекомендуется использовать низкий импульс. Например, пятьдесят импульсов в секунду или менее для стали толщиной 3 мм и сто импульсов в секунду для стали толщиной 12 мм рекомендуются в качестве подходящих импульсов. Однако существует множество различных мнений об идеальной частоте пульса. Другими словами, идеальная частота пульса субъективна и варьируется от человека к человеку.
Например, пятьдесят импульсов в секунду или менее для стали толщиной 3 мм и сто импульсов в секунду для стали толщиной 12 мм рекомендуются в качестве подходящих импульсов. Однако существует множество различных мнений об идеальной частоте пульса. Другими словами, идеальная частота пульса субъективна и варьируется от человека к человеку.
Что такое импульсный режим?
В импульсном режиме импульсный режим уравновешивает время на пиковом уровне тока и низком токе. Равное время на максимуме и минимуме составляет 50%. Это связано с тем, что сварочные аппараты TIG, которые позволяют пользователям управлять этой настройкой, обычно поставляются с фиксированной настройкой 50% импульсного режима.
Что такое наклон вниз?
После того, как курок резака отпущен, крутизна вниз устанавливает время простоя крутизны мощности. К чему относится это время? Это время, необходимое для минимизации мощности существующего сварочного тока до нуля. Это помогает предотвратить ожоги и полезно для сварки, которая прерывается на краю материала.
Что такое предварительная и последующая подача газа?
Это относится как к импульсной сварке, так и к другим вариантам сварочного процесса. Прежде чем зажечь дугу, вы можете настроить подачу газа. Это позволит очистить зону сварки. Кроме того, он обеспечит хороший начальный сварной шов за счет очистки области начала сварного шва.
Даже после прекращения сварки установка постпотока позволит продолжать подачу газа. Это, в свою очередь, позволяет сварному шву конденсироваться в соответствующих атмосферных условиях. Однако после того, как вы отпустите курок и сварка прекратится, вы должны удерживать сварочную горелку над сварным швом до тех пор, пока не перестанет поступать газ.
Вот некоторые из общих терминов, связанных с импульсной сваркой. Поэтому, поняв эти термины, вы сможете получить представление о том, что такое импульсная сварка.
Зачем использовать импульсную сварку?
Это один из наиболее часто задаваемых вопросов об импульсной сварке.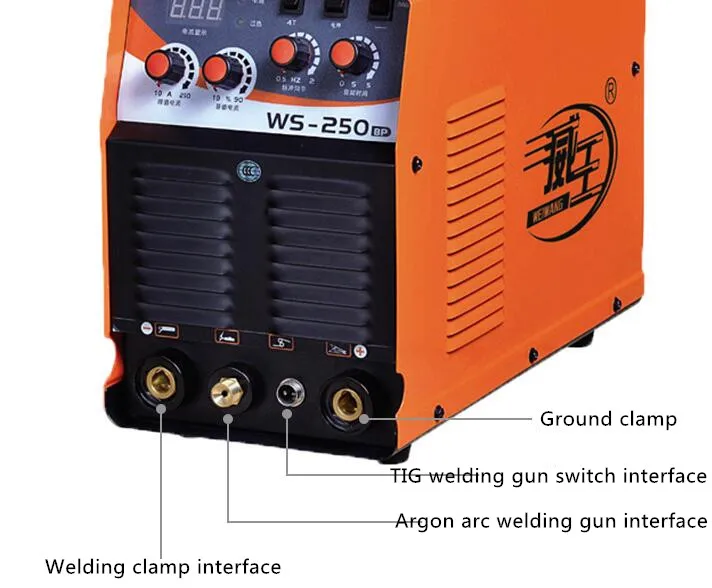 Есть несколько причин для использования импульсной сварки. Прежде всего, импульсная сварка может помочь достичь такого же провара шва, как и другие варианты сварки с меньшим теплом и мощностью. Это не только экономит энергию, но и предотвращает деформацию материала в процессе сварки.
Есть несколько причин для использования импульсной сварки. Прежде всего, импульсная сварка может помочь достичь такого же провара шва, как и другие варианты сварки с меньшим теплом и мощностью. Это не только экономит энергию, но и предотвращает деформацию материала в процессе сварки.
В дополнение к вышеизложенному рейтинги рабочих циклов сварщиков основаны на соотношении между используемой силой тока и требуемым временем ожидания, пока сварочный аппарат остынет и будет готов к повторному использованию. Время, необходимое сварочному аппарату для охлаждения, будет зависеть от того, какая мощность ему требуется. Чем меньше требуется энергии, тем меньше время охлаждения машины.
Еще одна причина использования импульсной сварки заключается в том, что она упрощает создание надежного и более равномерного сварного шва. Наконец, шов, полученный импульсной сваркой, визуально привлекателен и выглядит как идеальный сварной шов, выполненный машиной. Все эти причины должны побудить любого рассмотреть возможность импульсной сварки для своего шва.
Когда следует использовать импульсную сварку?
Уплотнению сварного шва способствует импульсная сварка при сварке в нерабочем положении; это происходит, пока расплавленный металл не выплескивается из стыка фоновым циклом. Поэтому во времена, когда существует высокий риск ожога, для сварки тонких металлов рекомендуется импульсная сварка.
Для создания приятного эффекта и получения визуально привлекательного сварного шва следует установить частоту импульса, равную или меньшую единицы; следуйте за этим, подавая присадочный стержень в соответствии с импульсом. Если вы хотите сваривать цветные металлы с высокой теплопроводностью, такие как алюминий, вы можете использовать импульсную сварку, чтобы снизить общую температуру сварного шва. Кроме того, этот вариант сварки позволит вам получить более проплавляющий шов, не прикладывая «слишком много» тепла к сварному шву.
Сварка выполняется пиковым током, в то время как управляемое охлаждение включается малым током. Несмотря на то, что у вас будет высокий пиковый ток, который позволяет сваривать швы с большим проникновением, у вас будет более низкий средний ток при импульсной сварке, что позволит сохранить материал более холодным.
Несмотря на то, что у вас будет высокий пиковый ток, который позволяет сваривать швы с большим проникновением, у вас будет более низкий средний ток при импульсной сварке, что позволит сохранить материал более холодным.
Каковы преимущества импульсной сварки?
Импульсная сварка имеет несколько преимуществ. К ним относятся (но не ограничиваются ими) экономия проволоки и газа, уменьшение разбрызгивания и образования дыма, снижение тепловыделения, повышение производительности и более высокое качество сварки. Возможно, самым большим преимуществом импульсной сварки является то, что она снижает общее тепловыделение при сварке. Это улучшает общее качество и внешний вид сварного шва.
Еще одним важным преимуществом импульсной сварки является то, что она уменьшает разбрызгивание, что сводит к минимуму вторичные операции и доработки. Большая часть экономии, обеспечиваемой импульсной сваркой, достигается за счет уменьшения разбрызгивания. Кроме того, это сокращает время, необходимое для очистки после завершения сварки.
Импульсная сварка повышает производительность, обеспечивая более высокую скорость наплавки вне рабочего места. Кроме того, сварка импульсной сваркой менее сложна, чем другие методы переноса, что помогает повысить производительность. Наконец, импульсная сварка может обеспечить более стабильную дугу и лучшее качество обработки, чем другие методы переноса; это то, что вы, в конечном счете, хотите от любого процесса сварки.
Импульсная сварка MIG — ESAB — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Импульсная сварка MIG/MAG, или импульсная дуговая сварка MIG, представляет собой метод сварки, при котором импульсы тока от источника питания используются для управления перемещением капель расплавленного присадочного материала в дуге в таким образом, чтобы получить стабильную дугу без разбрызгивания даже при низких параметрах сварки. Метод был разработан в 1960-е годы Дж. К. Нидхэм в TWI (Институт сварки) в Великобритании. Однако в то время было трудно производить источники питания, которые были бы достаточно быстродействующими. В результате первые источники питания использовали часть синусоиды для создания своих импульсов, а это означало, что частота импульсов…
Метод был разработан в 1960-е годы Дж. К. Нидхэм в TWI (Институт сварки) в Великобритании. Однако в то время было трудно производить источники питания, которые были бы достаточно быстродействующими. В результате первые источники питания использовали часть синусоиды для создания своих импульсов, а это означало, что частота импульсов…
2 Сварка короткой дугой особенно подходит для сварки тонколистового металла. При низком уровне подвода тепла термические напряжения и деформации невелики. Если параметры сварки установлены правильно, разбрызгивание обычно не вызывает беспокойства. Аргон, содержащий до 25 % CO > 2 , является подходящим защитным газом: иногда также используется чистый CO > 2 . Проблемные области при сварке короткой дугой Для успешного выполнения сварочного процесса предъявляются высокие требования к характеристикам источника питания, и он чувствителен к помехам. Возможно, потребуется выполнить точную настройку…
Термический импульс обычно используется при сварке TIG для улучшения контроля над сварочной ванной. Частота импульсов находится в диапазоне 1 10 Гц. Процесс включает в себя нагрев точки на заготовке до полного расплавления металла. Затем сварочный ток уменьшают, так что большая часть сварочной ванны затвердевает, после чего процесс повторяется по мере движения дуги вдоль соединения. Импульсный ток выше, чем обычно используется для непрерывной сварки. таким образом, с высокой скоростью, но в течение короткого времени, более эффективно использует энергию с меньшими затратами…
Частота импульсов находится в диапазоне 1 10 Гц. Процесс включает в себя нагрев точки на заготовке до полного расплавления металла. Затем сварочный ток уменьшают, так что большая часть сварочной ванны затвердевает, после чего процесс повторяется по мере движения дуги вдоль соединения. Импульсный ток выше, чем обычно используется для непрерывной сварки. таким образом, с высокой скоростью, но в течение короткого времени, более эффективно использует энергию с меньшими затратами…
4Преимущества ? Процесс полностью контролируется и не разбрызгивается. ? ? Возможность расширения дуговой сварки со струйным распылением до более низких режимов сварки особенно удобна при сварке таких материалов, как нержавеющая сталь или алюминий. Становится возможным сваривать тонкие материалы или выполнять позиционную сварку с лучшими результатами, чем при сварке короткой дугой. Импульсная дуговая сварка иногда используется в пределах обычного диапазона струйной дуги, чтобы обеспечить лучшее проникновение в материал. ? Стабильная дуга может быть получена даже при использовании более толстой присадочной проволоки. Это полезно, когда…
? Стабильная дуга может быть получена даже при использовании более толстой присадочной проволоки. Это полезно, когда…
Импульсная сварка МИГ 5 > Рис. 3. Влияние наклона характеристики источника питания на сварочный ток при изменении длины дуги. Если длина дуги уменьшается, т.е. в результате какого-то внешнего воздействия напряжение упадет, а ток возрастет. Из рис. 3 видно, что при небольшом наклоне характеристики ток увеличивается от рабочей точки 1 к рабочей точке 2, а при крутом наклоне характеристики он будет увеличиваться только до рабочей точки 3. Увеличенный ток приводит к большей скорости плавления присадочной проволоки, так что дуга…
Электромагнитные силы и струя плазмы Любой проводник, по которому течет ток, окружен магнитным полем. Взаимодействие между током и полем создает механическую силу, направленную радиально внутрь проводника. Если проводник не цилиндрической формы, а по каким-то причинам увеличивается или уменьшается в диаметре, то будет присутствовать и продольная составляющая силы. По мере плавления присадочная проволока превращается в каплю металла, которая в результате поверхностного натяжения остается висеть на конце проволоки. Однако, так как сварочный ток…
По мере плавления присадочная проволока превращается в каплю металла, которая в результате поверхностного натяжения остается висеть на конце проволоки. Однако, так как сварочный ток…
Импульсная сварка МИГ 7 , чем предельное значение критического тока, чтобы обеспечить отрыв капель металла. > Рисунок 5. При превышении определенного критического значения тока капли из присадочной проволоки уменьшаются в размерах. Рис. 6. Большие капли при сварке с CO 2 в качестве защитного газа или с низкими значениями силы тока. Стабильная струйная дуга возникает, когда ток превышает критическое предельное значение тока. Сварка короткой дугой Решение проблемы крупных капель, возникающих при сварке малыми токами, заключается в уменьшении длины дуги настолько, чтобы капли контактировали со сварочной ванной…
8 Как напряжение, так и индуктивность необходимо отрегулировать до соответствующих значений, чтобы добиться наилучших результатов при сварке короткой дугой. Однако существует множество других параметров процесса, которые также влияют на качество сварки. > Рисунок 7. Влияние на текущую кривую значений индуктивности при сварке короткой дугой. Нижняя кривая создается более высоким значением индуктивности. Поскольку пики тока ниже, количество брызг уменьшается. Импульсная сварка МИГ Значения тока в импульсах при импульсно-дуговой сварке лежат выше предела критического тока, при котором капли…
> Рисунок 7. Влияние на текущую кривую значений индуктивности при сварке короткой дугой. Нижняя кривая создается более высоким значением индуктивности. Поскольку пики тока ниже, количество брызг уменьшается. Импульсная сварка МИГ Значения тока в импульсах при импульсно-дуговой сварке лежат выше предела критического тока, при котором капли…
В принципе, для определения параметров импульса необходимы четыре основных параметра: значение импульсного тока, значение фонового тока, время включения и время выключения импульса. Однако в ARISTO 2000 время выключения импульса было заменено частотой импульса. Кроме того, фронтам нарастания и спада импульса тока можно задать наклон, регулируемый в девяти шагах (1 9), где каждый шаг соответствует 100 ֵs. Это влияет на шум сварки. Крутой наклон производит больше шума на более высокой частоте. С другой стороны, чрезмерный наклон может, в худшем случае, повлиять на способность…
Чтобы процесс был стабильным, должны быть выполнены два важных условия. Один из них заключается в том, что сила отсечения должна быть такой, какая требуется для отрыва одной капли за импульс, а другая должна заключаться в том, чтобы ток был таким, чтобы расплавить присадочную проволоку с правильной скоростью, чтобы длина дуги поддерживалась постоянной. Отщемление капли Во время импульса тока на каплю действует направленная вниз сила, которая используется для ее отщипывания. Однако поверхностное натяжение имеет тенденцию удерживать каплю в контакте с проволокой. Чтобы оторвать каплю от проволоки, на нее действует сила…
Один из них заключается в том, что сила отсечения должна быть такой, какая требуется для отрыва одной капли за импульс, а другая должна заключаться в том, чтобы ток был таким, чтобы расплавить присадочную проволоку с правильной скоростью, чтобы длина дуги поддерживалась постоянной. Отщемление капли Во время импульса тока на каплю действует направленная вниз сила, которая используется для ее отщипывания. Однако поверхностное натяжение имеет тенденцию удерживать каплю в контакте с проволокой. Чтобы оторвать каплю от проволоки, на нее действует сила…
Pulsedark с ARISTO 2000 11 > Рис. 10. Напряжение дуги измеряется в конце импульса, при необходимости изменяется продолжительность фонового тока. Компания ЭСАБ нашла интересное решение проблемы, позволяющее использовать одновременно самокоррекцию и управление параметрами импульса. Это включает в себя характеристику CCCC, т. е. постоянный ток как во время импульса, так и в период фонового тока между импульсами. Напряжение дуги измеряется в конце импульса тока, таким образом обеспечивая сигнал для указания длины дуги. Если дуга слишком короткая, частота импульсов…
Если дуга слишком короткая, частота импульсов…
Все каталоги и технические брошюры ЭСАБ
Heliarc™ 283i 353i AC/DC
2 страницы
Фартук для одежды
3 страницы
SUPRAREX HDX
12 страниц
ОДЕЖДА
1 стр.
Справочник по сварке присадочного металла
556 страниц
Инвертор 161S
2 страницы
WF-100
20 страниц
Питатели и источники питания ESAB
6 страниц
REBEL AC/DC
1 стр.
Fabricator 3 в 1 Многопроцессорные сварочные системы
12 страниц
Каталог продукции 2019 — Северная Америка
228 страниц
Esab
2 страницы
Стик/ВИГ
16 страниц
Переключаемые магнитные зажимы заземления
4 страницы
weldcloud
4 страницы
ТЕХНОЛОГИЯ Thermal Dynamics 3DPro
2 страницы
Thermal Dynamics iHC XT
2 страницы
Thermal Dynamics ProMotion
4 страницы
Thermal Dynamics Precision Performance HeavyCut Technology
2 страницы
Битва воинов
12 страниц
84-1104
4 страницы
СРАВНИТЕЛЬНАЯ ИНФОРМАЦИЯ ARCAIR
2 страницы
Aristo® Mig 5000i/U5000i
4 страницы
TAF 801 / 1251
2 страницы
Серия A
4 страницы
Решения для плазменного оборудования от EsAB
65 страниц
Origo™ Mig 320 и 410
2 страницы
Aristo™ Feed 3004 U6
3 страницы
РТ250 ? RT500
2 страницы
Origo Mig 3001i, A24 Mig 3001i/3001iw
2 страницы
Origo Mag C171/C201/C251
2 страницы
Caddy® Arc 151i/201i
2 страницы
Caddy® Tig 2200i AC/DC
2 страницы
Колонна и штанга
2 страницы
AGW1 и AGW2
2 страницы
Обычные роликовые кровати
2 страницы
КОНСКИЙ ЭКСКАВАТОР
5 страниц
Газокислородные горелки
9 страниц
ESAB Plasma VBA
3 страницы
ВИДЕНИЕ? T5
5 страниц
ALPHAREX
4 страницы
КОМБИРЕКС? DX
7 страниц
Э-ВЕНТИЛЯТОР?
7 страниц
100 — 13 000 мм/мин | ИМП?
4 страницы
Miggytrac 1001
2 страницы
A21 PRB и PRC
2 страницы
Аристо? MechControl 2 и 4
2 страницы
Аристо? MechTig 4000iw
2 страницы
Аристо? MechTig C2002i
2 страницы
Наборы пистолетов Mig Spool
2 страницы
Migmaster® 215 Pro и 280 Pro
2 страницы
GunMaster 250 и 400
2 страницы
Caddy® Mig C200i
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
113 страниц
Станок для гидроабразивной резки Hydrocut LX
2 страницы
ПЕРЕХОД ДАННЫХ
7 страниц
КОЛУМБ III
5 страниц
Энергия ветра
1 страниц
Эффективная сварка в производстве ветряных башен
4 страницы
Buddy Arc 145
2 страницы
Бадди Тиг 160
2 страницы
PT26
2 страницы
Приятель? Arc 180
2 страницы
Ориго? Tig 3001i, TA24
2 страницы
Ориго? Tig 3001i, TA23
2 страницы
KHM 351 YS
2 Страницы
TIGAID 315 AC/DC
2 страницы
Ориго? Tig 4300iw AC/DC, TA24 AC/DC
2 страницы
Ориго? Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy® Tig 2200i AC/DC
2 страницы
Kit_F-15-691
2 страницы
20519_RP
16 страниц
Chart_ver-b
1 страниц
20Данные.
182 страницы
20201
46 страниц
20450
74 страницы
20360
46 страниц
CC-11
44 страницы
SSP-10000
36 страниц
SSP-1014
4 Стр.
SWR-10002
2 страницы
SWR-10000
14 страниц
COR-1049B
22 страницы
COR-1055
16 страниц
КОР-1078
21 страниц
COR-1076
9 страниц
SWR-10001
6 страниц
ALC-10001
4 страницы
Пульты дистанционного управления
2 страницы
DEUCE PACK 150 PLASMARC™
2 страницы
Origo™ Arc 410c/650c/810c
2 страницы
Origo™ Arc 4001i, A22/A24
2 страницы
Caddy™Arc251i
2 страницы
Caddy™Arc 151i/201i
2 Страницы
TIGAID 315 AC/DC
2 страницы
Горелки TIG TXH™ с функциями дистанционного управления
2 страницы
Горелки TXH™ TIG для качественной сварки
2 страницы
Origo™ Tig 4300iw AC/DC, TA24 AC/DC
2 Страницы
Origo™ Tig 3000i AC/DC, TA24 AC/DC
2 страницы
Caddy™ Tig 2200i AC/DC
2 страницы
Aristo™ Tig 4000i
2 страницы
Origo™Tig 3001i, TA24
2 страницы
Origo™Tig 3001i, TA23
2 страницы
Caddy™Tig 1500i/2200i
2 страницы
WeldPoint™
2 страницы
QSet™
1 страниц
MXH™ 300/400 Вт, полипропилен
2 Страницы
PSF™ Centrovac
2 страницы
PSF™
2 страницы
MXH™300/400w PP
2 страницы
Резаки MXL™
2 страницы
MobileFeed 200 / 300 AVS
2 страницы
Aristo™ YardFeed 2000
2 страницы
Origo™ YardFeed 200
2 страницы
Пакет роботов Aristo™ для модернизации ввода-вывода
2 страницы
Упаковка робота Aristo™
4 страницы
Aristo™RoboFeed3004w / FeedMech5804w
2 страницы
Aristo™U8 / W8
2 страницы
Aristo™ Feed 3004 / 4804
2 страницы
Origo™ FeedAirmatic
2 страницы
Origo™ Feed 302 M11 Origo™ Feed 304 и 484 M12
2 страницы
Origo™Mig L305, L405 Origo™Feed L302, L304
2 страницы
Origo™/ Aristo™Mig5000i Aristo™MigU4000i/U5000i
2 страницы
MMA
2 страницы
TIG
2 страницы
MIG/MAG — источники питания с отдельными механизмами подачи проволоки
2 страницы
Компактные сварки MIG/MAG
2 страницы
Suprarex SXE BIG
9 страниц
ESP 150 Plasma
6 страниц
Автоматизация ESAB — максимальное повышение эффективности сварки
16 страниц
Ручные электродуговые электроды
64 страницы
Шлемы NewTech
4 страницы
Origo™ Tig 3000i AC/DC, TA24 AC/DC
2 Страницы
Caddy™ Tig 1500i, 2200i
2 страницы
MobileFeed 200, 300 AVS
2 страницы
Origo™ Mig C3000i, L3000i Origo™Feed L3004
2 страницы
Origo™ Mag C171, C201, C251,
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ 3000
2 страницы
ПОЗИЦИОНЕРЫ И РОЛИКОВЫЕ СТАНКИ ESAB AHMA 250-35000 Позиционеры
2 страницы
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ Источники питания LAF
2 страницы
A2 Multitrac SAW
2 страницы
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ПОД ФЛЮСОМ Miggytrac 1001
2 страницы
Устройство подачи проволоки
2 страницы
Инструмент для сварки труб A21 Сварочные головки PRB и PRC
2 страницы
ОРБИТАЛЬНАЯ СВАРКА MechTig C2002iw
2 страницы
Каталог продукции
105 страниц


Сравнить
Удалить все
Сравнить 10 товаров
ИМПУЛЬСНАЯ ДУГОВАЯ СВАРКА — Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.
 )
)1. Область изобретения
Изобретение относится к импульсной дуговой сварке. метод с использованием в качестве защитного газа только углекислого газа или газовой смеси, содержащей углекислый газ в качестве основного компонента, в частности, к способу импульсной дуговой сварки, при котором перенос капель осуществляется синхронно с группой импульсов, тем самым стабилизировать сварочную дугу и в то же время значительно снизить уровень образования брызг и дыма.
2. Описание предшествующего уровня техники
Метод сварки MAG с использованием в качестве защитного газа смеси Ar и от 5 до 30% CO 2 позволяет снизить уровень образования брызг и дыма за счет мелких капель. , для которых этот метод применялся в самых разных областях в прошлом. В частности, в области, где требуется высококачественная сварка, в настоящее время широко применяется метод импульсной сварки MAG, в котором перенос один импульс-одна капля выполняется путем подачи сварочного тока примерно от 100 до 350 Гц в качестве импульсного тока.
Однако, поскольку газ Ar является дорогостоящим по сравнению с газообразным диоксидом углерода, газообразный диоксид углерода сам по себе или газовая смесь, состоящая в основном из газообразного диоксида углерода, преимущественно используется в качестве защитного газа для выполнения сварочных операций в целом.
С другой стороны, в случае, когда в качестве защитного газа используется только газообразный диоксид углерода или газовая смесь, состоящая в основном из газообразного диоксида углерода, образующаяся капля становится более крупной по размеру примерно в 10 раз больше, чем случае метода сварки МАГ и неравномерно вибрирует и деформируется под действием силы дуги. Это нежелательно приводит к проблемам, связанным с вероятностью короткого замыкания с основным металлом и обрывом дуги, перенос капель становится неравномерным, и чрезмерно образуются брызги и дым.
Чтобы справиться с такими проблемами, в выложенных японских патентах № Hei 7-2 и Hei 7-47473 предлагается способ реализации одноимпульсного переноса одной капли даже при дуговой сварке в углекислом газе путем применения импульсной сварки к углероду. дуговой сварки в среде защитного газа с диоксидом газа, а также путем определения параметров импульса и компонентов сварочной проволоки. В соответствии с этой технологией в данной области техники капля подходящего размера формируется на кончике проволоки перед приложением пикового тока, так что сила электромагнитного зажима пикового тока может вызвать сжатие капли на ранней стадии, тем самым позволяя капле отделиться от проволоки до того, как капля будет отброшена назад в направлении проволоки под действием силы дуги.
дуговой сварки в среде защитного газа с диоксидом газа, а также путем определения параметров импульса и компонентов сварочной проволоки. В соответствии с этой технологией в данной области техники капля подходящего размера формируется на кончике проволоки перед приложением пикового тока, так что сила электромагнитного зажима пикового тока может вызвать сжатие капли на ранней стадии, тем самым позволяя капле отделиться от проволоки до того, как капля будет отброшена назад в направлении проволоки под действием силы дуги.
Что касается вышеуказанного способа сварки, в выложенном патенте Японии № Hei 8-267238 предложен способ сварки, в котором внешнее управление изменением выходных характеристик выполняется для управления выходной мощностью источника питания для сварки, тем самым достигается дополнительное снижение брызги
Кроме того, выложенные патенты Японии №№ 2003-236668 и 2001-129668 относятся к способу дуговой сварки с использованием защитного газа, состоящего в основном из газообразного диоксида углерода, в котором указано, что генерация семи или более импульсов в течение одного переноса капли время способствует уменьшению брызг и сварочного дыма.
Кроме того, выложенная заявка на патент Японии № Hei 8-229680 относится к устройству управления мощностью аппарата для импульсной дуговой сварки с использованием защитного газа, состоящего в основном из газообразного диоксида углерода, в которой указано, что выделение капли определяется повышением напряжения или сопротивления, и ток более низкого уровня выводится в течение заданного периода времени с момента обнаружения, чтобы тем самым подавить образование брызг.
Кроме того, в выложенной заявке на патент Японии № Hei 10-263815 указано, что образование брызг можно подавить, используя аппарат для импульсной дуговой сварки, который выдает импульсы двух разных форм с использованием защитного газа, состоящего в основном из углекислого газа, при этом формы импульсов содержат первый импульс, задающий период импульса и базовый период короче в соответствии с увеличением количества подаваемой проволоки, и второй импульс с периодом импульса, меньшим, чем у первого импульса.
Традиционные методы сварки, описанные в вышеприведенных выложенных патентах Японии № Hei 7-2, Hei 7-47473 и Hei 8-267238, используют недорогой углекислый газ в качестве защитного газа, обеспечивают один импульс — одна капля передачи и улучшить регулярность передачи капель. В то же время скорость образования брызг крупных частиц может быть снижена по сравнению с безимпульсной сваркой. В этих традиционных способах, однако, существует проблема, заключающаяся в том, что капля высвобождается во время пикового периода импульса, что приводит к образованию больших количеств разбрызгиваемых частиц из-за рассеяния в суженной части наконечника проволоки, когда капля высвобождается, и из-за разбрызгивание расплавленной ванны, оставшейся на проволоке после выпуска из нее капли.
В то же время скорость образования брызг крупных частиц может быть снижена по сравнению с безимпульсной сваркой. В этих традиционных способах, однако, существует проблема, заключающаяся в том, что капля высвобождается во время пикового периода импульса, что приводит к образованию больших количеств разбрызгиваемых частиц из-за рассеяния в суженной части наконечника проволоки, когда капля высвобождается, и из-за разбрызгивание расплавленной ванны, оставшейся на проволоке после выпуска из нее капли.
В способах, раскрытых в выложенных японских патентах №№ 2003-236668 и 2001-129668, утверждается, что когда семь или более импульсов генерируются в течение одного времени переноса капель, размер капель может быть меньше. Тем не менее, поскольку в качестве защитного газа используется газ, состоящий в основном из углекислого газа, размер капли по крайней мере в 10 раз превышает размер капли при импульсной сварке МАГ, при этом эффект частиц не столь значителен. Перенос капель сложно взаимосвязан с размером капли, силой электромагнитного зажима в пиковый период, восходящей силой, возникающей в результате силы дуги, конвекцией и вибрациями внутри капли, приписываемыми этим факторам, и т. п. Время высвобождения определяется балансом сил, действующих вдоль направления высвобождения капли. Таким образом, значительного уменьшения разбрызгивания нельзя добиться простым непрерывным применением высокочастотных импульсов, как в этих традиционных методах, потому что время высвобождения различается для каждого момента высвобождения, а интервалы переноса капель варьируются в диапазоне примерно от 15 до 25 миллисекунд.
п. Время высвобождения определяется балансом сил, действующих вдоль направления высвобождения капли. Таким образом, значительного уменьшения разбрызгивания нельзя добиться простым непрерывным применением высокочастотных импульсов, как в этих традиционных методах, потому что время высвобождения различается для каждого момента высвобождения, а интервалы переноса капель варьируются в диапазоне примерно от 15 до 25 миллисекунд.
Кроме того, в вышеупомянутых методах, поскольку высокочастотный импульс применяется просто для обеспечения плавного переноса капель и, таким образом, пиковый ток, базовый ток и ширина импульса, соответственно, фиксированы, частота должна быть модулирована с целью управление длиной дуги на заданном уровне в случае, когда расстояние между стружкой и основным металлом варьируется. То есть, чтобы управлять скоростью плавления проволоки, приходится сильно менять частоту импульсов, но это только нарушает регулярность переноса капель. Соответственно, в случае плетения канавки, когда расстояние между стружкой и основным металлом колеблется в пределах примерно ±5 мм от стандартных условий, возникают трудности с поддержанием стабильной дуги.
Хотя в выложенной заявке на патент Японии № Hei 8-229680 говорится, что устройство управления выходным сигналом способно подавлять образование брызг путем обнаружения высвобождения капли и снижения величины тока в течение заданного периода, оно основано на при допущении, что пиковый ток импульса постоянен для каждого импульса, независимо от того, была ли выпущена капля. Если установлен пиковый ток импульса, разрешающий выброс капли, расплавленный металл, оставшийся на проволоке после выброса капли, рассеивается большой силой дуги при приложении последующего пика импульса после выброса и генерирует множество больших брызги частиц. Снижение пикового тока импульса для подавления этого приводит только к тому, что капля не высвобождается в течение периода пикового импульса.
Кроме того, как описано выше, согласно выложенной заявке на патент Японии № Hei 10-263815, образование брызг может быть подавлено с помощью способа импульсной дуговой сварки, выдающего две разные формы импульсных сигналов, при этом формы импульсных сигналов содержат первый импульс установку короткого периода импульса и базового периода в соответствии с увеличением количества подаваемой проволоки и второго импульса с периодом импульса, меньшим, чем первый импульс. Однако, когда первый период импульса и первый базовый период укорачиваются в соответствии с увеличением количества подачи проволоки, в срезаемом слое под действием силы электромагнитного зажима вторым импульсом капля на конце проволоки не формируется в удовлетворительным образом, а сила электромагнитного зажима не применяется эффективно. Как следствие, регулярность переноса одна группа импульсов — одна капля не может быть соблюдена, и образуются брызги крупных частиц.
Однако, когда первый период импульса и первый базовый период укорачиваются в соответствии с увеличением количества подачи проволоки, в срезаемом слое под действием силы электромагнитного зажима вторым импульсом капля на конце проволоки не формируется в удовлетворительным образом, а сила электромагнитного зажима не применяется эффективно. Как следствие, регулярность переноса одна группа импульсов — одна капля не может быть соблюдена, и образуются брызги крупных частиц.
Таким образом, целью изобретения является создание способа импульсно-дуговой сварки, в котором сохраняется очень высокая регулярность переноса один импульс-одна капля, даже когда защитный газ состоит в основном из двуокиси углерода, так что брызги крупных частиц и скорости образования дыма могут быть снижены, и в то же время разбрызгивание твердых частиц из-за рассеивания в суженном участке на конце проволоки во время выпуска капли и рассеяние оставшейся расплавленной ванны на проволоке после выпуска капли может быть значительно уменьшено. уменьшенный.
уменьшенный.
В способе по настоящему изобретению предложен способ импульсной дуговой сварки с использованием только газообразного диоксида углерода или смешанного газа, состоящего в основном из газообразного диоксида углерода, в качестве защитного газа и с использованием импульсного тока с попеременным повторением первого и второго импульсов в качестве защитного газа. сварочный ток, при этом первый импульс и второй импульс имеют форму импульса с разным уровнем пикового тока импульса и разной длительностью импульса соответственно, и выполняются следующие условия: пиковый ток (I p 1) первый импульс = от 300 до 700А; пиковый период (T p 1) = от 0,3 до 5,0 мс; базовый ток I b 1 = от 30 до 200 А, базовый период (T b 1) = от 0,3 до 10 мс; пиковый ток (I p 2) второго импульса = от 200 до 600А; пиковый период (T p 2) = от 1,0 до 15 мс; базовый ток (I b 2)=30 до 200А; и базовый период (T b 2) = от 3,0 до 20 мс. Кроме того, при условии, что I p 1>I p 2, сохраняется один импульсно-капельный перенос и варьируется расстояние между контактной стружкой и основным металлом, хотя бы один из параметров, выбранных из группы состоящий из I п 2, И б 2, Т п 2, и Т б 2 настраивается таким образом, чтобы контролировать длину дуги на заданном уровне, в диапазоне, при котором не нарушается одноимпульсно-капельный перенос .
Кроме того, при условии, что I p 1>I p 2, сохраняется один импульсно-капельный перенос и варьируется расстояние между контактной стружкой и основным металлом, хотя бы один из параметров, выбранных из группы состоящий из I п 2, И б 2, Т п 2, и Т б 2 настраивается таким образом, чтобы контролировать длину дуги на заданном уровне, в диапазоне, при котором не нарушается одноимпульсно-капельный перенос .
В настоящем изобретении две разные формы импульса с разным уровнем пикового тока импульса и разной длительностью импульса непрерывно генерируются попеременно для переноса одной капли за импульс. Таким образом, улучшается регулярность переноса капель и уменьшается образование брызг крупных частиц. Кроме того, за счет снижения тока до базового тока синхронно с временем выпуска капли предотвращается образование брызг из-за рассеяния в суженном участке на конце проволоки во время выпуска капли и из-за рассеяния расплавленной ванны, оставшейся на проволоке. после того, как капля была выпущена, может быть значительно уменьшена. В частности, в настоящем изобретении пиковый ток первого импульса и пиковый ток второго импульса установлены правильно в соответствии с их ролями, так что расплавленный металл, остающийся на проволоке после выпуска капли, может быть предотвращен от разделения/рассеяния при время приложения второго пика импульса для нарушения регулярности переноса капель и образования брызг крупных частиц в больших количествах может быть предотвращено.
после того, как капля была выпущена, может быть значительно уменьшена. В частности, в настоящем изобретении пиковый ток первого импульса и пиковый ток второго импульса установлены правильно в соответствии с их ролями, так что расплавленный металл, остающийся на проволоке после выпуска капли, может быть предотвращен от разделения/рассеяния при время приложения второго пика импульса для нарушения регулярности переноса капель и образования брызг крупных частиц в больших количествах может быть предотвращено.
В этом случае при изменении расстояния между контактной стружкой и основным металлом длину дуги легко поддерживать на заданном уровне, регулируя хотя бы один параметр, выбранный из группы, состоящей из I p 2, I b 2, T p 2 и T b 2. Соответственно, даже при изменении расстояния между чипом и основным металлом, обратная связь изменений напряжения и тока в пределах диапазонов, не нарушающих переноса один импульс-одна капля , хотя бы один или более двух из I p 2, I b 2, T p 2 и T b 2 можно правильно отрегулировать. Таким образом, длину дуги можно поддерживать на заданном уровне, контролируя скорость плавления проволоки.
Таким образом, длину дуги можно поддерживать на заданном уровне, контролируя скорость плавления проволоки.
Далее, в настоящем изобретении, предпочтительно, собственные I p 2, T p 2 и I b 2 заданы скоростями подачи проволоки, и хотя бы один параметр выбран из группы, состоящей из I p 2, T p 2, и I b 2 увеличен для обеспечения T b 2 , чтобы попасть в диапазон от 3,0 до 20 мс с увеличением скорости подачи проволоки, тем самым увеличивая скорость плавления проволоки. Кроме того, чтобы сделать плавное изменение в отношении нарастания и спада первого импульса, формируется наклон вокруг временной оси. Аналогичным образом формируется наклон вокруг временной оси, чтобы обеспечить плавное изменение по отношению к нарастанию второго импульса. Предположим, что период восходящего наклона первого импульса составляет T до 1, период нисходящего наклона первого импульса составляет T вниз , а период восходящего наклона второго импульса равен T вверх 2. Тогда как T вверх 1, так и T вверх 2 предпочтительно не превышают 3 мс, а T вниз предпочтительно не дольше 6 мс.
Тогда как T вверх 1, так и T вверх 2 предпочтительно не превышают 3 мс, а T вниз предпочтительно не дольше 6 мс.
Кроме того, предпочтительно обнаруживать высвобождение капли во время пикового периода первого импульса (T p 1) или в течение последующего периода спада первого импульса (T вниз ) и, в то же время, предпочтительно изменить сварочный ток на заданный ток ниже, чем базовый ток первого импульса (I b 1) или ниже, чем ток при обнаружении.
На сварочный ток предпочтительно накладывают высокочастотный импульс с частотой импульсов в диапазоне от 500 до 2000 Гц в один из периодов или не менее чем в два периода из (Т до 1, Т р 1, Т вниз , и Т б ), или (Т р 2, Т р 2, и Т б 2),
В настоящем изобретении расходуемую электродную проволоку предпочтительно изготавливают из не более 0,1 мас. % C, от 0,20 до 1,0 мас. % Si, от 0,5 до 2,0 мас. % Mn и от 0,05 до 0,40 мас. %, в сумме, Ti+Al+Zr, остальное Fe и неизбежные примеси.
% Si, от 0,5 до 2,0 мас. % Mn и от 0,05 до 0,40 мас. %, в сумме, Ti+Al+Zr, остальное Fe и неизбежные примеси.
Кроме того, проволока расходуемого электрода предпочтительно не покрыта медью на поверхности проволоки.
При дуговой сварке плавящимся электродом в соответствии с изобретением, в котором используется только газообразный диоксид углерода или газовая смесь, состоящая в основном из газообразного диоксида углерода, перенос одного импульса — одной капли может быть достигнут очень регулярным образом. По сравнению со способами предшествующего уровня техники стабилизация сварочной дуги улучшается, разбрызгивание крупных частиц и скорость образования дыма могут быть значительно снижены, и в то же время разбрызгивание частиц из-за рассеяния в суженном участке на конце проволоки во время отпускания капли и за счет разбрызгивания оставшейся ванны расплава на проволоке после выброса капли может быть значительно уменьшено. Если расстояние между стружкой и основным металлом варьируется, длину дуги можно легко поддерживать на заданном уровне, контролируя параметры импульса в диапазонах, не нарушающих перенос один импульс — одна капля.
Дополнительные цели, особенности и преимущества настоящего изобретения станут очевидными из следующего описания предпочтительных вариантов осуществления со ссылкой на приложенный чертеж.
Варианты осуществления настоящего изобретения будут подробно описаны на основе следующих фигур, на которых:
РИС. 1 представляет собой диаграмму формы импульса, показывающую импульсный ток, используемый в способе импульсной дуговой сварки по настоящему изобретению;
РИС. 2 представляет собой диаграмму, показывающую взаимосвязь между импульсным током и узлом переноса сварного шва;
РИС. 3 представляет собой диаграмму формы импульса, показывающую форму импульса, имеющую восходящий и нисходящий наклоны;
РИС. 4А и 4В представляют собой вид в перспективе и схематический вид в разрезе, показывающий, как собираются брызги;
РИС. 5 представляет собой график, показывающий зависимость между скоростью подачи проволоки и скоростью образования брызг; и
РИС.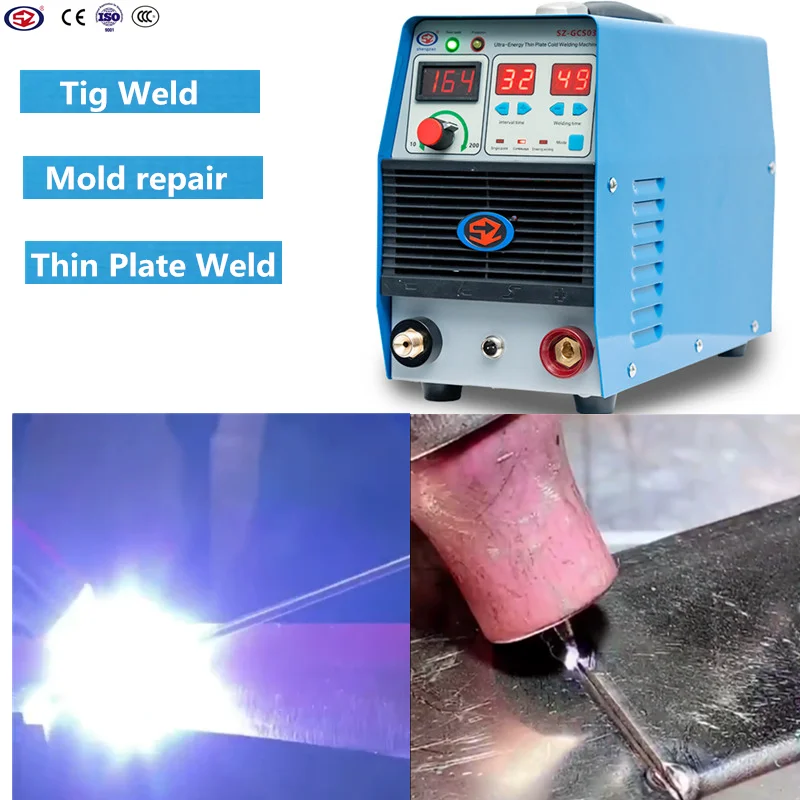 6 представляет собой график, показывающий зависимость между скоростью подачи проволоки и скоростью образования дыма.
6 представляет собой график, показывающий зависимость между скоростью подачи проволоки и скоростью образования дыма.
Теперь будет подробно описан предпочтительный вариант осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. ИНЖИР. 1 представляет собой диаграмму формы импульса, показывающую импульсный ток, используемый в способе импульсной дуговой сварки по настоящему изобретению. В импульсном токе попеременно повторяются первый импульс и второй импульс. В первом импульсе I p 1 обозначает пиковый ток первого импульса, T p 1 обозначает его период (период пика первого импульса), I b 1 обозначает ток базы первого импульса, а T b 1 обозначает его период (a первый базовый период импульса). Во втором импульсе I p 2 обозначает пиковый ток второго импульса, T p 2 обозначает его период (период пика второго импульса), I b 2 обозначает базовый ток второго импульса, а T b 2 обозначает его период (второй базовый период импульса).
В первом варианте осуществления настоящего изобретения условия импульса устанавливаются следующим образом:
(a) пиковый ток I p 1 первого импульса = 300-700 А;
(б) пиковый период T p 1 первого импульса ˜0,3-5,0 мс;
(в) базовый ток I б 1 первый импульс=30-200А;
(d) базовый период T b 1 первого импульса=0,3-10 мс;
(e) пиковый ток I p 2 секундного импульса=200-600А;
(f) пиковый период T p 2 секунды импульса = 1,0-15 мс;
(г) базовый ток I б 2 второй импульс=30-200А;
(h) базовый период T b 2 секунды импульса=3,0-20 мс; а также
(i) I p 1>I p 2.
Когда импульсно-дуговая сварка выполняется в этих импульсных условиях, как показано на РИС. 2, осуществляется образование капель на кончике проволоки и перенос капель. Капля, показанная в (а) на фиг. 2, растет во время пикового периода второго импульса после того, как капля была высвобождена в предыдущем импульсном цикле. Поскольку ток резко уменьшается во время второго базового периода импульса, направленная вверх сила ослабевает, так что капле придается такая форма, что она свисает на кончике проволоки, как это особенно показано на (а). При достижении пикового времени первого импульса капля быстро высвобождается, при этом изменяя свою форму, как показано на (b), под действием силы электромагнитного зажима, возникающей в результате пикового тока, проходящего через провод. Когда дуга движется по стороне проволоки после отключения, ток снижается в течение первого периода базы импульса, как показано на (c). Таким образом, образование брызг в виде частиц из-за рассеяния на суженной части проволоки и из-за рассеяния оставшейся ванны расплава после выброса может быть значительно уменьшено. Во время пикового периода второго импульса в (d) растет другая капля при условии, что пиковый ток второго импульса установлен на уровне, при котором оставшаяся расплавленная ванна на проволоке после выпуска капли не отделяется/рассеивается. При выполнении формирования капли в течение второго базового периода импульса (е) капля снова возвращается в состояние (а), тем самым реализуя передачу один импульс-одна капля на регулярной основе.
В качестве средства определения текущей длины дуги в предыдущем цикле или в заданном предыдущем импульсном периоде, весь цикл, один из (T вверх 1, T p 1, T вниз , T б 1) и (Т вверх 2, Т р 2, Т б 2), или более одного периода Т вверх 1, Т р 1, Т вниз , Т b 1, T up 2, T p 2 и T b 2. Например, если выход источника питания имеет постоянное напряжение, значение тока в период передается по обратной связи; если выход источника питания представляет собой постоянный ток, уровень напряжения в периоде имеет обратную связь, так что более одного из I p 2, I b 2, T p 2, и T b 2, в пределах диапазонов, не нарушающих одноимпульсно-капельный перенос. Таким образом, длину дуги можно поддерживать на заданном уровне, даже если расстояние между контактной стружкой и основным металлом может изменяться.
При дуговой сварке важно контролировать длину дуги на заданном уровне для поддержания стабильной дуги. Чтобы поддерживать длину дуги на заданном уровне, скорость подачи проволоки и скорость плавления проволоки должны иметь почти равные отношения. Однако, поскольку длина выступающей части проволоки изменяется соответственно изменению расстояния между контактной стружкой и основным металлом, теплотворная способность (джоуль) на выступающей части также изменяется. Эта теплотворная способность вызывает изменение скорости плавления проволоки. Следовательно, в практике изобретения более чем один из I п 2, И б 2, Т п 2, и Т б 2 предписывается поддерживать скорость плавления проволоки на заданном уровне.
Благодаря измерению формы волны тока/напряжения во время сварки можно четко определить время высвобождения капли. В частности, время высвобождения капли также можно наблюдать, фотографируя высокоскоростной видеокамерой. Наиболее важным для реализации переноса один импульс-одна капля удовлетворительным воспроизводимым образом является обеспечение определенного периода для T b 2. Как упоминалось выше, T b 2 предпочтительно устанавливается в диапазоне от 3,0 до 20 мс. Для соответствующих скоростей подачи проволоки скорости плавления проволоки при независимо меняющихся I p 2, I b 2 и T p 2 на T b 2 устанавливаются в базе данных и при этом время, допустимый диапазон каждого из I p 2, I b 2 и T p 2 для обеспечения одноимпульсно-капельного переноса устанавливается скоростью подачи проволоки. Кроме того, что касается соответствующих скоростей подачи проволоки, если расстояние между стружкой и основным металлом изменяется, сварочные напряжения контролируются каждый момент, чтобы поддерживать длину дуги на заданном уровне, одновременно реагируя на изменение сварочного напряжения или изменение сварочный ток и форма кривой сварочного тока, необходимые для поддержания напряжения, заносятся в базу данных, чтобы тем самым сделать оптимальный выбор в пределах допустимого диапазона каждого параметра и дополнительно реализовать управление длиной дуги.
Далее подробно описывается второй вариант осуществления настоящего изобретения. Если при увеличении скорости подачи проволоки форма капли на кончике проволоки меняется под действием силы защемления первым импульсом, электромагнитная сила защемления не может быть эффективно применена, несмотря на приложение идентичного импульса, а время высвобождения капли меняется, что приводит к образованию брызг крупных частиц. Максимально увеличивая T b 2 в диапазоне от 3,0 до 20 мс и поддерживая оптимальную длину дуги, изменение ослабляется, и форма капли может быть однородной. Таким образом, как и следовало ожидать, я p 2, I b 2 и T p 2 задаются скоростями подачи проволоки и более одного из I p 2, I b 2 и T p 2 увеличивается соответственно увеличение скорости подачи проволоки приводит к увеличению скорости плавления проволоки, тем самым обеспечивая T b 2 в диапазоне от 3,0 до 20 мс.
Далее будет подробно объяснен третий вариант осуществления настоящего изобретения со ссылкой на фиг. 3. При переходе от базового тока к пиковому току устанавливается период восходящей крутизны 3 мс или меньше, по крайней мере, для одного из T до 1 и Т до 2, чтобы можно было предотвратить резкое увеличение силы дуги для постепенного смещения точки возникновения дуги в верхнюю часть капли. Соответственно становится возможным получить достаточную отделяемость капли в первом импульсе и повышенную стабильность образования капли во втором импульсе. В частности, этот вариант осуществления позволяет уменьшить влияние магнитного поля на приложение обычного прямоугольного импульса и дополнительно уменьшить частоту возникновения дугового обрыва. Между тем, при переходе от пикового тока к базовому току для T 9 устанавливается период спада 6 мс или меньше.1444 вниз , чтобы тем самым предотвратить резкое уменьшение усилия защемления. Как следствие, ток изменяется на базовый ток во время выпуска, и частота сбоев при выпуске капли может быть значительно снижена. Кроме того, поскольку этот вариант осуществления может уменьшить влияние магнитного поля лучше, чем в случае применения типичных прямоугольных волн, он эффективен для снижения частоты возникновения дугового обрыва.
Далее будет подробно описан четвертый вариант осуществления настоящего изобретения. Обнаружив высвобождение капли во время пикового периода первого импульса или в течение последующего периода спада первого импульса и, в то же время, путем немедленного переключения тока на базовый ток первого импульса или на заданный ток ниже, чем ток во время обнаружения даже во время пикового периода первого импульса или во время периода спада первого импульса образование брызг частиц из-за рассеяния на суженном участке проволоки или из-за рассеяния оставшейся расплавленной ванны после выброса может быть уменьшено, а при в то же время можно заметно снизить генерацию брызг крупных частиц из-за погрешности выброса капель в первом импульсе.
В качестве средства обнаружения выброса капли измеряют снижение тока при увеличении длины дуги за счет выброса капли в течение пикового периода первого импульса, например, если мощность источника питания во время первого импульса период спада имеет постоянное напряжение. Между тем, резкое увеличение напряжения дуги из-за выброса капель измеряется в течение пикового периода первого импульса, если выход источника питания в течение периода спада первого импульса представляет собой постоянный ток. Кроме того, в период пика первого импульса дифференциальный сигнал по времени первого порядка или второго порядка может использоваться для обнаружения срабатывания тока, напряжения, импеданса дуги и т.п. в течение периода спада первого импульса.
Теперь будет подробно объяснен пятый вариант осуществления настоящего изобретения. Несмотря на то, что изобретение в его первом, втором и третьем вариантах осуществления было направлено на форму переноса один импульс-одна капля, в этом варианте осуществления низкочастотный импульс накладывается на высокочастотный импульс от 500 до 2000 Гц в течение всего цикла переноса. низкочастотный импульс или один из (Т уп 1, Т р 1, Т уп , Т б 1) и (Т уп 2, Т р 2, Т b 2), или более одного периода T до 1, T p 1, T до , T b 1, T до 2, T p 2, и T b 2. Таким образом, сила дуги, способная толкать каплю вверх во второй пиковый период импульса, становится прерывистой. По сравнению со случаем отсутствия высокочастотного импульса восходящая сила уменьшается. Более того, по мере того, как жесткость дуги становится высокой, капля и дуга, вероятно, становятся осесимметричными соответственно. Поскольку и капля, и дуга близки к аксиальной симметрии, путь тока также имеет аксиальную симметрию, и сила электромагнитного зажима, действующая для высвобождения капли, также, вероятно, будет иметь аксиальную симметрию. В этом случае маловероятно, что направление выпуска капли будет отклоняться от направления проволоки. Поскольку сила электромагнитного зажима пропорциональна квадрату силы тока, можно высвободить каплю на более ранней стадии пикового периода по сравнению со случаем, когда не используется высокочастотный импульс. Таким образом, может быть достигнут перенос одной капли в один импульс с очень высокой воспроизводимостью, а скорость образования брызг и дыма может быть значительно снижена. Следует отметить, что применяемый здесь высокочастотный импульс может быть эффективным как в прямоугольной, так и в треугольной волне, без потери эффекта, даже если прямоугольный импульс деформируется под влиянием реактивного сопротивления.
Далее показаны причины определения числовых диапазонов отдельных параметров импульса.
I p 1: 300-700A
Пиковый ток первого импульса I p 1 в значительной степени способствует обеспечению удовлетворительной силы электромагнитного зажима в процессе выпуска капли. Если I p 1 меньше 300 А, электромагнитная сила становится настолько слабой, что капля не может высвободиться до тех пор, пока не превратится в объемистую массу, что приводит к отклонению от переноса один импульс — одна капля. При контакте капли объемной массы с основным металлом образуются брызги и дым в больших количествах. Напротив, если я p 1 превышает 700 А, сила дуги, с которой капля выталкивается вверх, становится настолько большой, что возникают не только затруднения с регулярным выбросом капли, но и увеличение массы и стоимости аппарата. Таким образом, предпочтительный диапазон I p 1 составляет от 400 до 600 А.
T p 1: 0,3-5,0 мс
Пиковый период первого импульса T p 1, аналогично I p 1, способствует обеспечению удовлетворительной силы электромагнитного зажима в процессе выпуска капли. Если Т p 1 короче 0,3 мс, электромагнитная сила становится настолько слабой, что капля не может высвободиться, и в результате происходит перенос одной капли из n импульсов, что нарушает регулярность переноса капли. Напротив, если T p 1 длиннее 5,0 мс, вероятность возникновения высвобождения капли в пиковом периоде импульса увеличивается. В этом состоянии, несмотря на снижение тока до I b 1, исчезает эффект подавления взбрызгивания частиц и одновременно нарушается регулярность переноса капель, что приводит к образованию брызг и дыма в больших количествах.
I б 1: 30-200А
Первый импульс базового тока I б 1 не вызывает обрыва дуги в процессе смещения дуги в сторону проволоки после выброса капли и в значительной степени способствует подавлению образование брызг твердых частиц. Если I b 1 меньше 30 А, может произойти обрыв дуги и короткое замыкание. Напротив, если I b 1 превышает 200 А, сила дуги, вносящая вклад в оставшуюся ванну расплава на проволоке, становится настолько большой в момент, когда дуга смещается к проволоке от капли, что невозможно подавить образование брызг в виде частиц.
Т б 1: 0,3-10 мс
Базовый период первого импульса Т б 1, аналогично I б 1, не вызывает обрыв дуги в процессе смещения дуги в сторону проволоки после отпуска капли и в значительной степени способствует подавлению образования брызг твердых частиц. Если T b 1 короче 0,3 мс, этого недостаточно для формирования оставшейся ванны расплава на проволоке, и нельзя подавить образование брызг в виде частиц. Напротив, если Т b 1 длиннее 10 мс, между каплей и сварочной или расплавленной ванной может произойти короткое замыкание, что нарушит регулярность переноса капель. Кроме того, поскольку верхний предел сварочного тока снижен, сварка вряд ли будет выполняться при высокой скорости подачи проволоки.
I p 2: 200-600A
Пиковый ток второго импульса I p 2 в значительной степени способствует стабильному формированию капли нужного размера на этапе формирования капли. если я p 2 меньше 200 А, не образуется достаточное количество капель, необходимое для высвобождения из проволоки в последующем первом импульсе, что нарушает регулярность переноса капель. Кроме того, поскольку верхний предел сварочного тока снижен, сварка вряд ли будет выполняться при высокой скорости подачи проволоки. Напротив, если I p 2 превышает 600 А, сила дуги во время образования капель становится настолько большой, что капли вибрируют неравномерно, тем самым препятствуя стабильному высвобождению капель. И, в то же время, оставшийся на проволоке расплавленный металл после выброса капель отделяется и разлетается в момент приложения второго пика импульса, нарушая тем самым регулярность переноса капель. Кроме того, поскольку степень плавления проволоки велика, существует высокая вероятность того, что перенос капель будет осуществляться снова в течение пикового периода второго импульса. Кроме того, возникает проблема, связанная с увеличением веса и стоимости устройства. Следует отметить, что предпочтительный диапазон I p 2 составляет от 300А до 500А.
T p 2: 1,0-15 мс
Пиковый период второго импульса T p 2, аналогичный I p 2, в значительной степени способствует стабильному формированию капли нужного размера на этапе формирования капелька. Если T p 2 короче 1,0 мс, не образуется достаточное количество капель, необходимое для высвобождения из проволоки в последующем первом импульсе, что нарушает регулярность переноса капель. Напротив, если Т p 2 длиннее 15 мс, весьма вероятно, что перенос капель снова произойдет во время пикового периода второго импульса, тем самым отклоняясь от переноса один импульс-одна капля.
I b 2: 30-200A
Второй импульсный базовый ток I b 2 в значительной степени способствует стабильному формованию капли, не вызывая обрыва дуги в процессе формирования капли. Если I b 2 меньше 30 А, может произойти обрыв дуги и короткое замыкание. Напротив, если я b 2 превышает 200 А, сила дуги, способствующая образованию капель, становится настолько большой, а плавление в базовый период становится настолько чрезмерным, что результирующая капля колеблется, и ее формирование не может быть выполнено стабильно.
T b 2: 3,0-20 мс
Базовый период второго импульса T b 2, аналогичный I b 2, в значительной степени способствует стабильному формированию капли, не вызывая обрыва дуги в процессе формирования капелька. Если T b 2 короче 3,0 мс, капле не может быть придана удовлетворительная форма, что приводит к образованию примесей в направлении высвобождения капли. Напротив, если Т b 2 превышает 20 мс, количество расплава становится избыточным в базовый период и, таким образом, очень вероятно возникновение короткого замыкания между каплей и расплавленной ванной, что нарушает регулярность переноса капель.
T до 1: не более 3 мс, T до 2: не более 3 мс
Период нарастания первого импульса T до 1 в значительной степени способствует подавлению образования брызг и подавлению разрыв дуги за счет предотвращения резкого увеличения силы дуги по ходу от второго импульса базового тока I б 2 к первому импульсу пикового тока I р 1, чтобы тем самым сместить точку возникновения дуги в верхнюю часть капли. Аналогичным образом, период восходящего наклона второго импульса T до 2 в значительной степени способствует подавлению образования брызг и подавлению обрыва дуги за счет предотвращения резкого увеличения силы дуги в ходе от первого импульса базового тока I b 1 ко второму импульсу пикового тока I p 2, чтобы тем самым сместить точку возникновения дуги в верхнюю часть капли. Однако эффекты исчезают, если T до 1 и T до 2 превышают 3,0 мс. Напротив, поскольку высвобождение капель и их образование занимают много времени, образующаяся капля становится крупной по размеру. Кроме того, поскольку верхний предел сварочного тока снижен, сварка вряд ли будет выполняться при высокой скорости подачи проволоки.
T вниз : не более 6 мс
Период спада первого импульса T вниз в значительной степени способствует подавлению разбрызгивания и подавлению обрыва дуги за счет предотвращения резкого уменьшения силы защемления в ходе от первого импульса пикового тока I п 1 к первому импульсу базового тока I б 1, с тем, чтобы значительно снизить частоту срыва выпуска капли из-за изменения тока на базовый ток при выпуске. Между тем, эффекты исчезают, если T вниз превышает 6 мс, а образование брызг твердых частиц увеличивается, если уровень тока во время выброса высок. Кроме того, поскольку верхний предел сварочного тока снижен, сварка вряд ли будет выполняться при высокой скорости подачи проволоки.
Частота импульса высокочастотного импульса: 500–2000 Гц
Частота импульса высокочастотного импульса в значительной степени способствует уменьшению силы дуги, которая толкает каплю вверх во время пикового и базового периодов импульса, а также повысить жесткость дуги. Жесткость дуги относится к характеру дуги, которая должна быть зафиксирована в направлении удлинения проволоки из-за магнитного поля, создаваемого током, протекающим по проводу, и действует для подавления сотрясений или вибрации дуги во время образования капель. Если частота импульсов высокочастотного импульса меньше 500 Гц, не ожидается никакого эффекта ослабления силы дуги, при котором колебания капли становятся настолько большими, что стабильный рост и формирование капли невозможны. Напротив, если частота импульсов высокочастотного импульса превышает 2000 Гц, эффект применения высокочастотного импульса настолько ослабевает, что восходящая сила дуги увеличивается, что приводит к маловероятности осевой симметрии капли и дуги.
Далее описывается состав расходуемой электродной проволоки. При импульсно-дуговой сварке по настоящему изобретению, несмотря на отсутствие каких-либо особых ограничений на состав проволоки, предпочтительный химический состав расходуемой электродной проволоки включает не более 0,10 мас. % С, от 0,20 до 1,0 мас.% Si, 0,50 до 2,0 мас. % Mn, от 0,05 до 0,40 мас. % Ti+Al+Zr, остальное Fe и неизбежные примеси. Причины указанных выше композиционных диапазонов описаны ниже.
С, 0,10 мас. % или менее
С — элемент, важный для обеспечения прочности свариваемого металла. Когда содержание превышает 0,10 мас.%, образующиеся капли и расплавленная ванна деформируются и сильно вибрируют, что приводит к увеличению количества брызг и дыма. Соответственно, содержание С не должно превышать 0,10 мас.%.
Si: от 0,20 до 1,0 мас. %
Содержание Si должно быть не менее 0,20 мас. % для использования в качестве раскислителя. Если содержание Si составляет менее 0,20 мас. %, вязкость капли становится настолько низкой, что капля неравномерно деформируется под действием силы дуги, что приводит к увеличению количества брызг и дыма. Напротив, если содержание Si превышает 1,0 мас. %, шлак увеличивается, а вязкость капли становится слишком чрезмерной, что в некоторых случаях может привести к отклонению от переноса один импульс-одна капля. Соответственно, содержание Si предпочтительно находится в диапазоне от 0,20 до 1,0 мас.%.
Mn: от 0,50 до 2,0 мас. % Как и Si, Mn является важным элементом в качестве раскислителя, и его содержание должно составлять не менее 0,50 мас. %. Если содержание Mn составляет менее 0,50 мас.%, вязкость капли становится настолько низкой, что капля начинает неравномерно деформироваться из-за силы дуги, тем самым увеличивая разбрызгивание и дым. Напротив, если содержание Mn превышает 2,0 мас. %, во время изготовления сварочной проволоки ухудшается способность к волочению, а вязкость капли становится слишком большой, что может привести к отклонению от одного импульса — в некоторых случаях к переносу одной капли. . Соответственно содержание Mn предпочтительно находится в диапазоне от 0,50 до 2,0 мас.%.
Ti+Al+Zr: от 0,05 до 0,40 мас. %
Ti, Al и Zr являются элементами, важными в качестве раскислителей и для обеспечения прочности свариваемого металла. В частности, в этом процессе эти элементы служат для оптимизации вязкости капли и вызывают эффект подавления нестабильного поведения. Если содержание Ti+Al+Zr составляет менее 0,05 мас.%, такие эффекты, как упомянутые выше, становятся слабыми, увеличивая количество разбрызгивания частиц. Наоборот, если содержание Ti+Al+Zr превышает 0,40 мас. %, снижается отделяемость шлака и ударная вязкость наплавленного металла, а вязкость капли становится настолько высокой, что перенос отклоняется от одного импульса — перенос одной капли, что приводит к увеличение количества брызг и дыма. Соответственно, общее содержание Ti+Al+Zr предпочтительно составляет от 0,05 до 0,40 мас.%.
В способе импульсно-дуговой сварки согласно настоящему изобретению проволока плавящегося электрода предпочтительно не покрыта медью на своей поверхности. Эта поверхность проволоки, не содержащая меди, позволяет снизить поверхностное натяжение в суженной части капли, под которой капля с большей вероятностью отделится от проволоки под действием электромагнитной силы. Таким образом может быть реализован очень воспроизводимый перенос капель.
Способ импульсной дуговой сварки в соответствии с изобретением может быть очень выгодно использован для проволоки диаметром 1,0-1,6 мм при скорости подачи проволоки 9-20 м/мин.
Изобретение более подробно описано с помощью примеров, чтобы проиллюстрировать эффект изобретения. Результаты испытаний проиллюстрированы, включая примеры, входящие в объем изобретения, а также сравнительные примеры, которые не входят в объем изобретения.
Далее поясняются примеры первого варианта осуществления настоящего изобретения. Используя условия сварки, указанные ниже, и значения параметров импульса, указанные в Таблице 1 и Таблице 2, была проведена импульсная дуговая сварка с использованием углекислого газа в качестве защитного газа для измерения скорости образования брызг. В частности, брызги собирали путем проведения процесса сварки внутри медной коллекторной коробки, как показано на фиг. 4А и 4В. ИНЖИР. 4А представляет собой вид в перспективе, а на фиг. 4В представляет собой схематический вид в разрезе. Для проведения процесса сварки сваривают основной металл 3 был зажат между медными коллекторными коробками 1 и 2 , а горелка 4 была расположена на свариваемом основном металле 3 . Брызги 5 , образовавшиеся в результате сварки, затем направлялись в коллекторные коробки 1 и 2 через каналы 1 a и 2 a , подготовленные в верхней части каждой из коллекторных коробок. и 2 .
Условия сварки
Проволока: YGW 11 диаметром 1,2 мм из JIS Z3312
Защитный газ: CO 2 отдельно
Тестовый лист: SM490A
Расстояние между чипом и основным металлом: 25 мм