Инверторный сварочный аппарат из старого телевизора
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.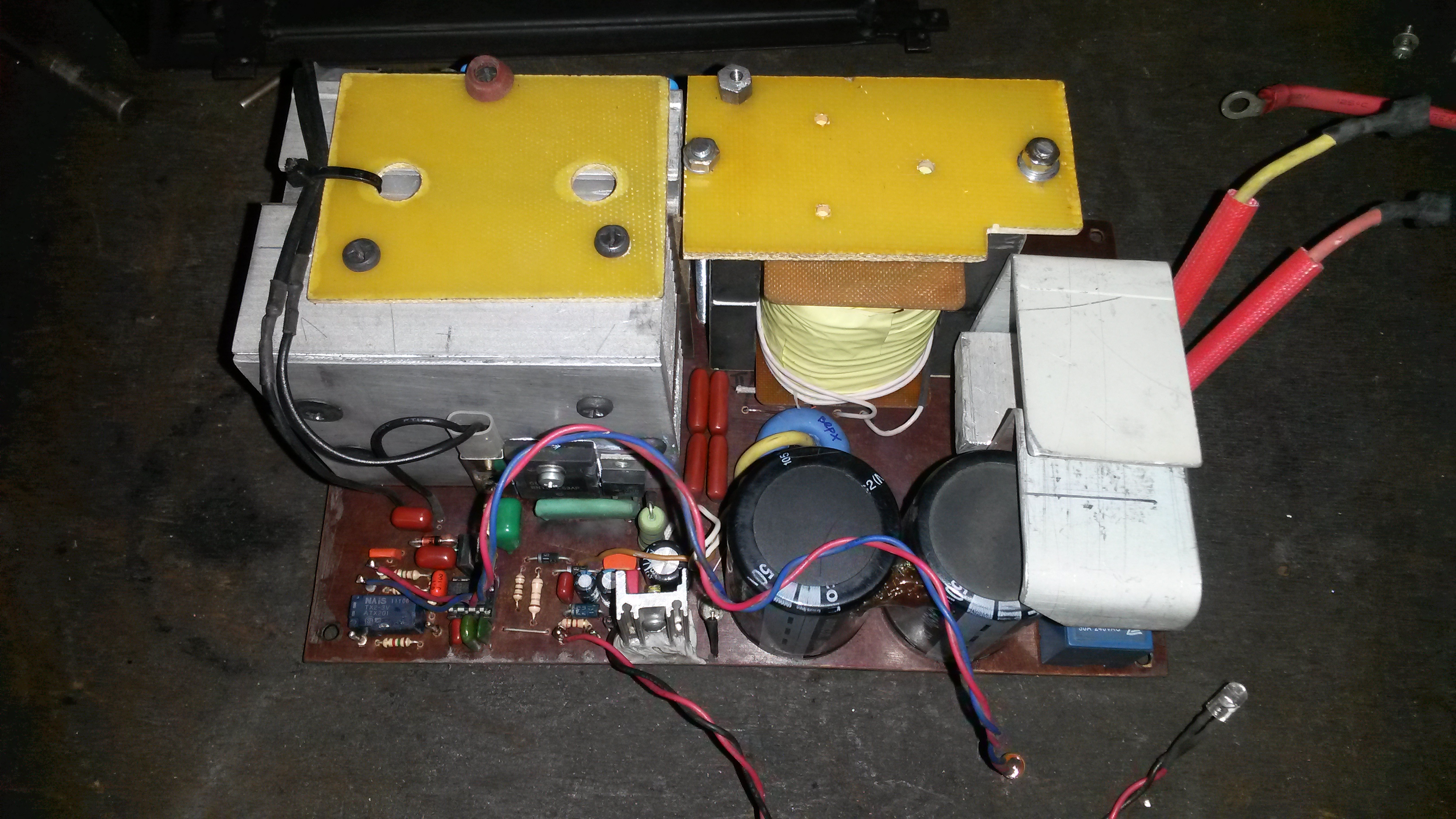
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.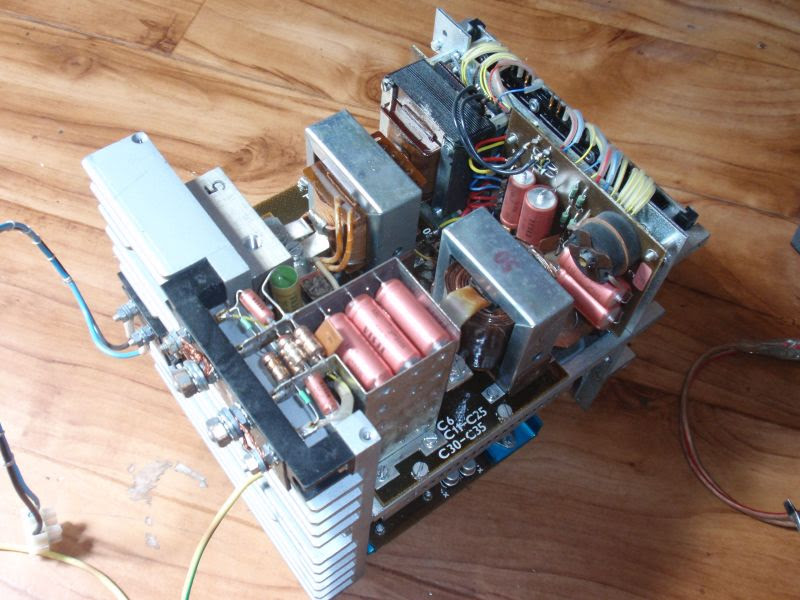
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.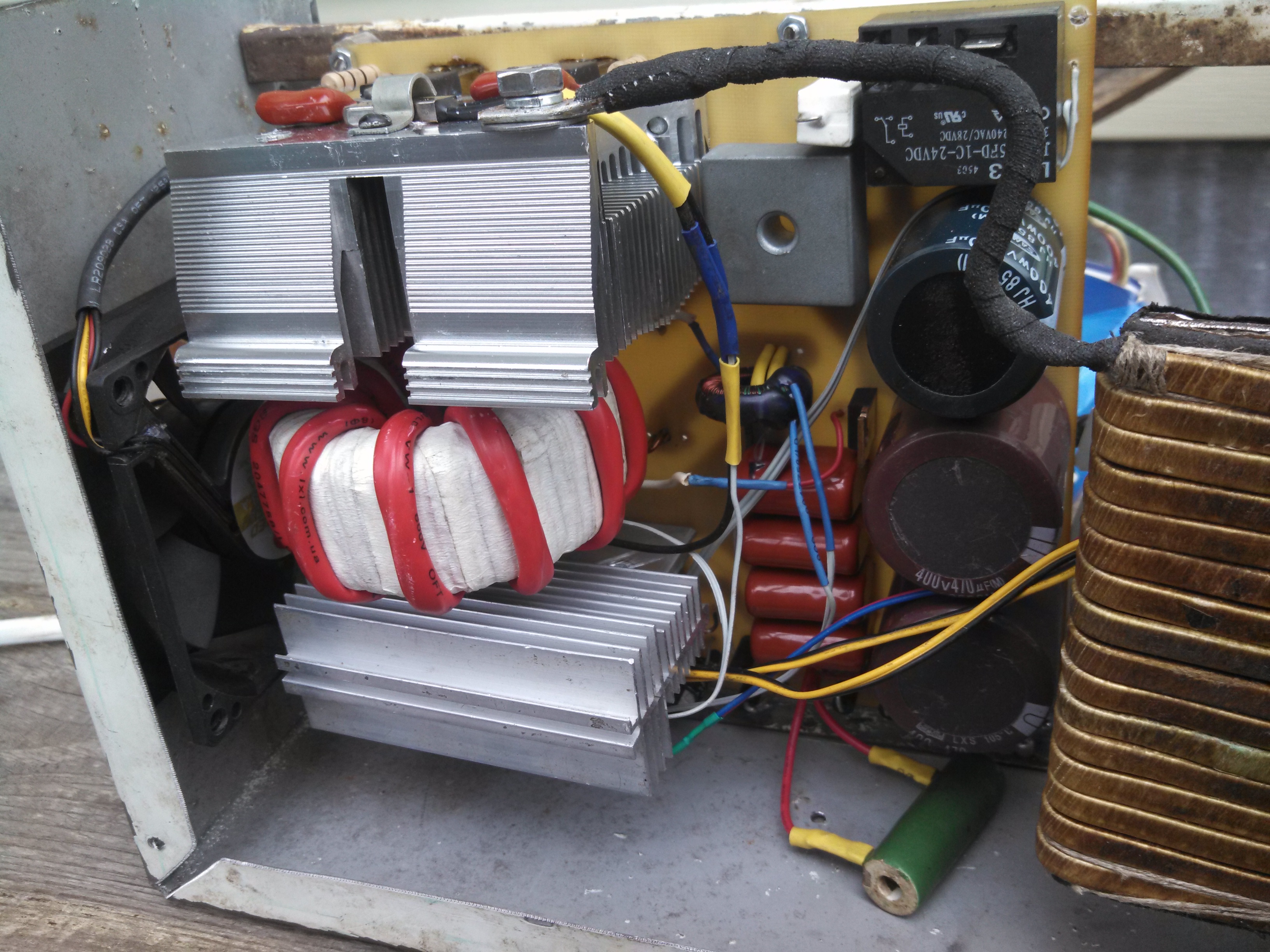
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1. 5 мм:Рис. 5. Чертеж платы
5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.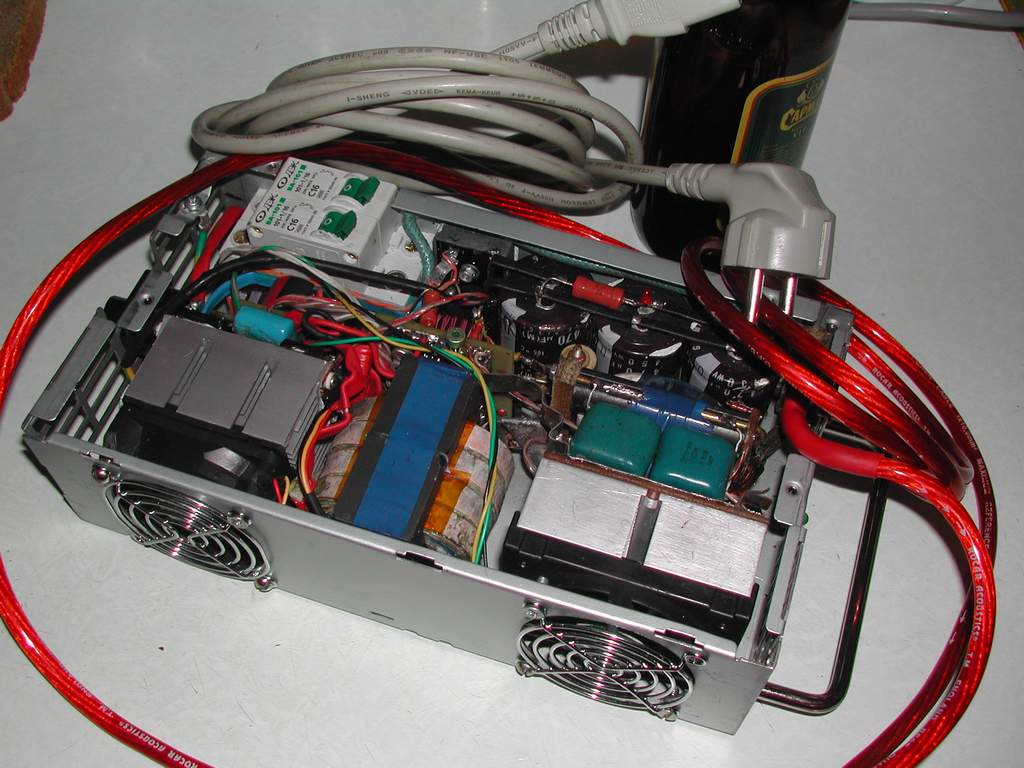
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
инверторный, точечный, из микроволновки и другие
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
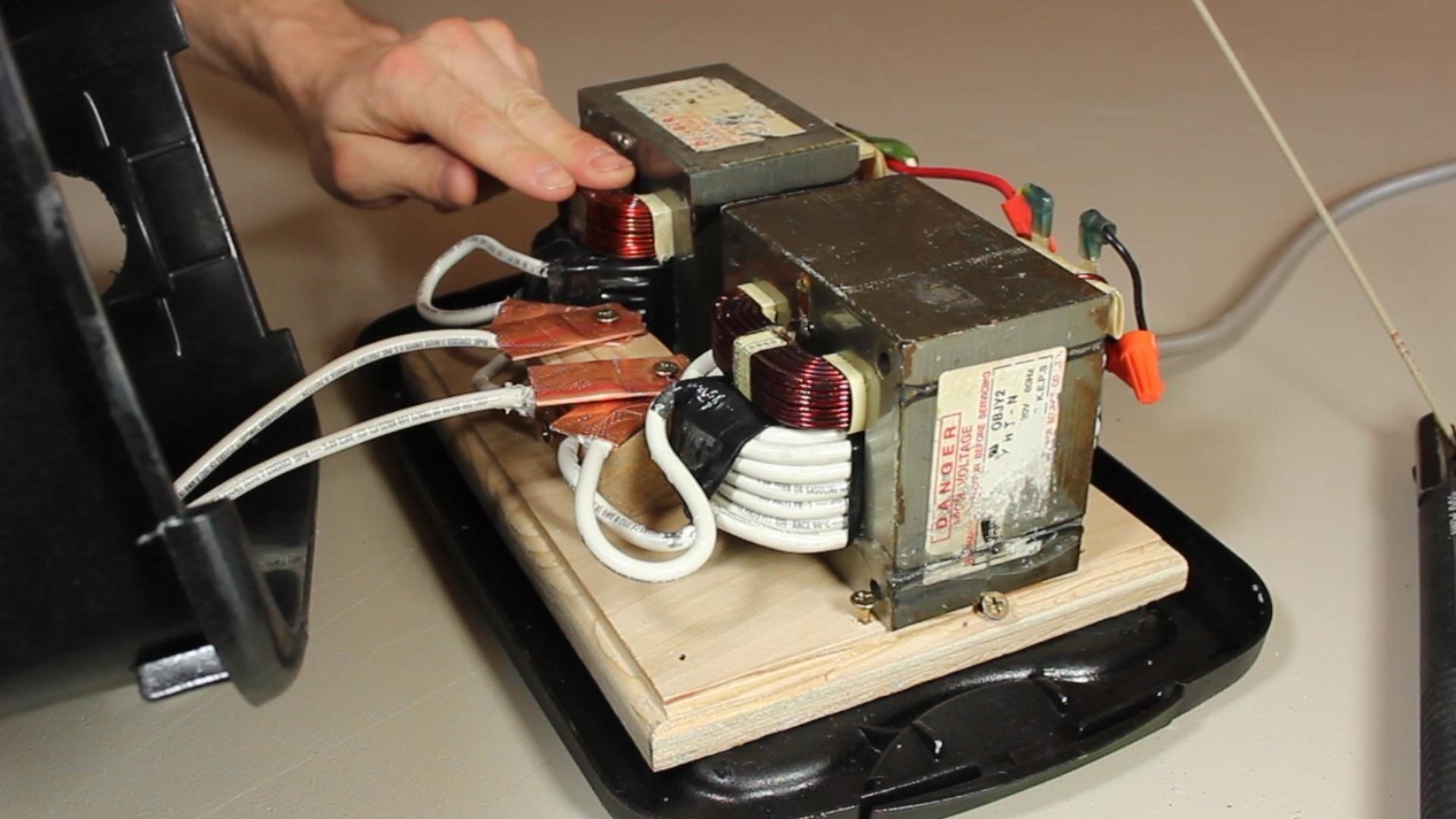
Сварочный аппарат из микроволновки
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Далее, с помощью сверла или зубила выбейте остатки намотки.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Для вторички потребуется медная шина с сечением не менее 25 мм2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
- Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”.
 В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот. - Далее, делается вторичная обмотка, состоящая из 70-ти витков.
 В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016.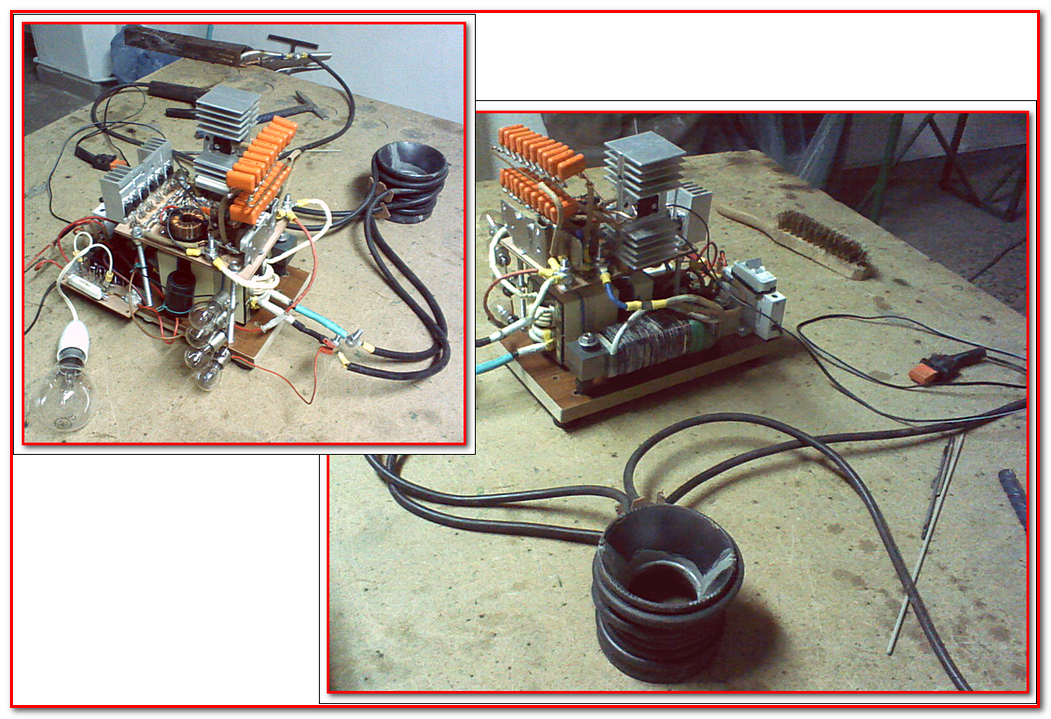 Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.



В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Поэтому создание точечного сварочного аппарата можно считать оконченным.
Как сделать сварочный аппарат своими руками — инструкция
В наше время трудно представить любые работы с металлом без использования сварочного аппарата. При помощи данного устройства Вы с легкостью можете соединять или резать железо различной толщины и габаритов. Естественно для выполнения качественных работ Вам потребуются определенные навыки в этом вопросе, но в первую очередь Вам необходим сам сварочник. В наше время его естественно можно купить, как в принципе и нанять сварщика, но в данной статье речь пойдет о том, как сделать сварочный аппарат своими руками. Тем более, что при всем богатстве различных моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством и долговечностью. Но даже если Вы решили купить сварочник в магазине – знакомство с данной статьей поможет выбрать необходимый аппарат, так как Вы будете знать основы их схемотехники. Сварочники бывают нескольких типов: постоянного тока, переменного, трехфазные и инверторные. Для того чтобы определится какой вариант Вам необходим, рассмотрим конструкцию и устройство первых двух типов, которые можно без специфических навыков собрать своими руками в домашних условиях.
Но даже если Вы решили купить сварочник в магазине – знакомство с данной статьей поможет выбрать необходимый аппарат, так как Вы будете знать основы их схемотехники. Сварочники бывают нескольких типов: постоянного тока, переменного, трехфазные и инверторные. Для того чтобы определится какой вариант Вам необходим, рассмотрим конструкцию и устройство первых двух типов, которые можно без специфических навыков собрать своими руками в домашних условиях.
На переменном токе
Данный вид сварочных аппаратов, является одним из наиболее распространенных вариантов, как в промышленности, так и в частных хозяйствах. Он прост в эксплуатации, по сравнению с остальными его довольно легко можно сделать в домашних условиях, что подтверждает фото ниже. Для этого вам необходимо иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочника. Простыми словами сварочный аппарат переменного тока – это понижающий трансформатор большой мощности.
Оптимальное напряжение при работе сварочного аппарата, собранного в домашних условиях — 60В. Оптимальный ток 120-160А. Теперь несложно посчитать, какое сечение должно быть у провода для того, чтобы сделать первичную обмотку трансформатора (ту, которая будет подключаться к сети 220 В). Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальная же — 7 кв. мм, ведь необходимо учитывать перепады напряжения и возможную дополнительную нагрузку, а также необходимый запас прочности. Получаем, что оптимальный диаметр медной жилы для первичной обмотки понижающего трансформатора должен быть 3 мм. Если Вы решите взять алюминиевый провод для того, чтобы сделать сварочный аппарат своими руками, то сечение для медного провода нужно умножить на коэффициент 1,6.
Важно, чтобы провода были в тряпичной оплетке, нельзя использовать проводники в ПВХ изоляции – она при нагреве проводов расплавится и произойдет короткое замыкание. Если у вас нет провода необходимого диаметра, то можно использовать более тонкие жилы, наматывая их параллельно. Но тогда следует учитывать, что толщина обмотки увеличится, а соответственно и габариты самого аппарата. Нужно иметь ввиду, что ограничивающим фактором может являться свободное окно в сердечнике и провод может попросту не поместиться там. Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как и жила на держателе. Его сечение следует выбирать исходя из тока во вторичной обмотке (напомним, что мы ориентируемся на 120 – 160А) и длинны проводов.
Но тогда следует учитывать, что толщина обмотки увеличится, а соответственно и габариты самого аппарата. Нужно иметь ввиду, что ограничивающим фактором может являться свободное окно в сердечнике и провод может попросту не поместиться там. Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как и жила на держателе. Его сечение следует выбирать исходя из тока во вторичной обмотке (напомним, что мы ориентируемся на 120 – 160А) и длинны проводов.
Первым делом необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальным вариантом будет сердечник стержневого типа как показано на рисунке 1:
Этот сердечник нужно сделать из пластин трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Это необходимо для уменьшения токов Фуко. Прежде чем собирать сердечник нужно просчитать его размеры, делается это следующим образом:
- Во-первых, рассчитывается величина окна. Т.е. размеры с и d на рисунке 1 необходимо выбирать такими, чтобы поместить все обмотки трансформатора.
- Во-вторых, площадь крена, которая вычисляется по формуле: Sкрена=a*b, должна быть не меньше 35 кв. см. Если Sкрена будет больше – тогда трансформатор будет меньше нагреваться и соответственно дольше работать, и Вам не надо будет часто прерываться для того, чтобы он остыл. Лучше, чтобы Sкрена была равна 50 кв. см.

Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и складывать их, как показано на рисунке 2, пока не получится сделать сердечник необходимой толщины. После чего скрепляем его болтами по углам. В завершении необходимо надфилем обработать поверхность пластин и заизолировать их, обмотав тряпичной изоляцией, чтобы дополнительно защитить трансформатор от пробоя на корпус.
Далее приступаем к намотке сварочного аппарата из понижающего трансформатора. В начале, наматываем первичную обмотку, которая будет состоять из 215 витков, как это показано на рисунке 3.
Целесообразно сделать ответвление от 165 и 190 витка.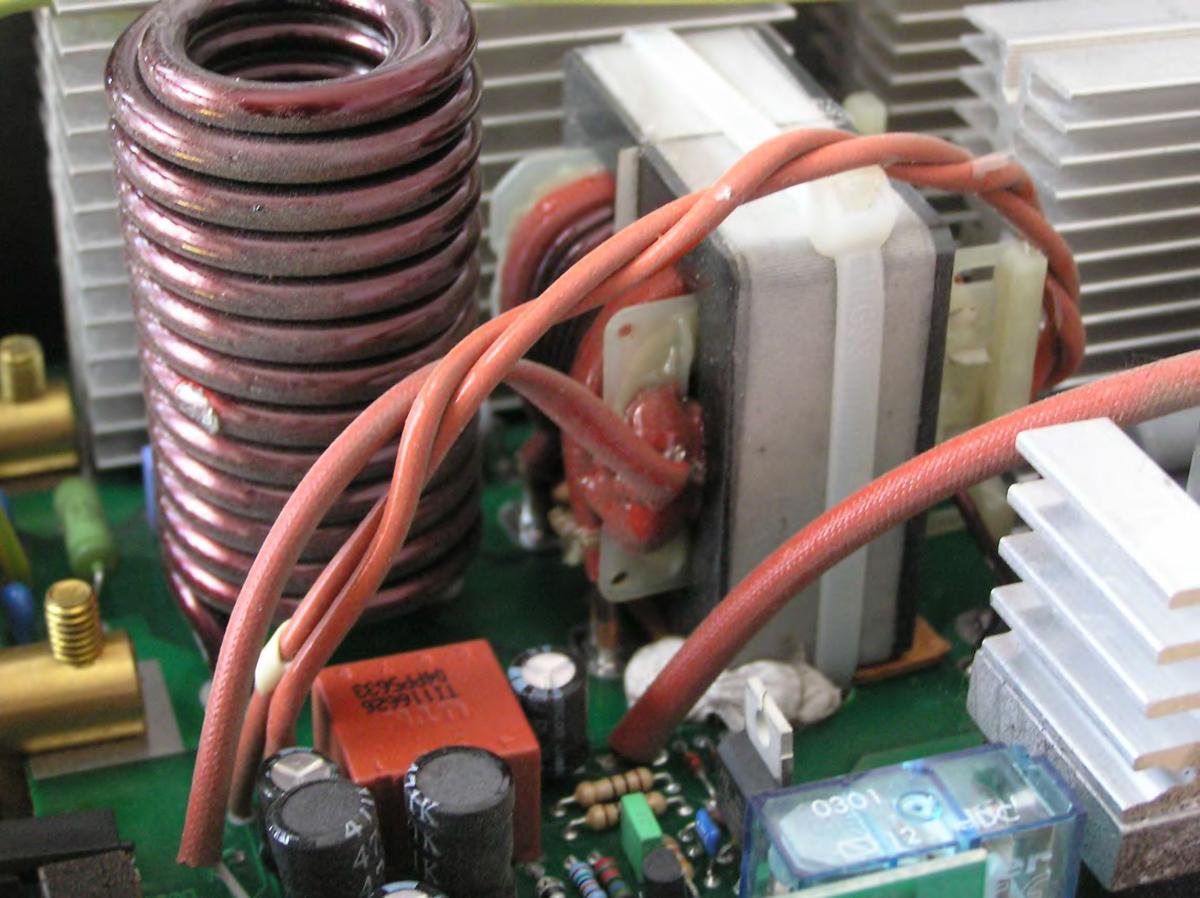 Сверху трансформатора прикрепляем толстую текстолитовую пластину. Концы обмоток закрепляем на ней при помощи болтового соединения пометив что первый болт – это общий провод, второй – ответвление от 165 витка, 3-й – ответвление от 190 витка и 4-й – от 215-го. Это даст возможность впоследствии регулировать силу тока при сварке, путем переключения между разными выводами Вашего сварочного устройства. Это очень важная функция, и чем больше ответвлений вы сделаете, тем более точной у вас получится регулировка.
Сверху трансформатора прикрепляем толстую текстолитовую пластину. Концы обмоток закрепляем на ней при помощи болтового соединения пометив что первый болт – это общий провод, второй – ответвление от 165 витка, 3-й – ответвление от 190 витка и 4-й – от 215-го. Это даст возможность впоследствии регулировать силу тока при сварке, путем переключения между разными выводами Вашего сварочного устройства. Это очень важная функция, и чем больше ответвлений вы сделаете, тем более точной у вас получится регулировка.
После приступаем к намотке 70-и витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывают на ту сторону сердечника – куда намотана первичная обмотка. Соотношение витков нужно сделать примерно 60% к 40%. Это способствует тому, что после того, как Вы поймаете дугу и начнете сварку, вихревые токи частично отключат работу обмотки с большим количеством витков, что приведет к уменьшению тока сварки, а соответственно улучшит качество шва. Таким образом дуга будет легко ловиться, но слишком большой ток не будет мешать качественно варить. Концы намотки также закрепим при помощи болтов на текстолитовой пластине. Можно не прикреплять их, а провести провода напрямую к держателю электродов и крокодилу на массу, это уберет соединения, где потенциально может быть просадка по напряжению и нагрев. Для лучшего охлаждения крайне желательно установить вентилятор для обдува, например от холодильника или микроволновки.
Концы намотки также закрепим при помощи болтов на текстолитовой пластине. Можно не прикреплять их, а провести провода напрямую к держателю электродов и крокодилу на массу, это уберет соединения, где потенциально может быть просадка по напряжению и нагрев. Для лучшего охлаждения крайне желательно установить вентилятор для обдува, например от холодильника или микроволновки.
Теперь Ваш самодельный сварочный аппарат готов. Подключив держатель и массу к вторичной обмотке, необходимо подключить сеть к общему проводу и проводу, отходящему от 215-го витка первичной обмотки. Если вам необходимо увеличить силу тока, то можно сделать меньшее количество витков первичной намотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить ток можно при помощи сопротивления выполненного из изогнутой в виде пружины куска трансформаторной стали, подключенной к держателю. Всегда необходимо следить, чтобы сварочный аппарат не перегревался, для этого регулярно проверяйте температуру сердечника и обмоток. Для этих целей можно даже установить электронный термометр.
Для этих целей можно даже установить электронный термометр.
Вот таким образом можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как Вы видите, инструкция не слишком уж сложная и даже неопытный электрик сможет самостоятельно собрать прибор.
На постоянном токе
Для некоторых видов сварки необходим сварочник на постоянном токе. Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не больше, чем за 15 минут, переделав самоделку на переменном токе. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, они должны выдерживать ток в 200 А и иметь хорошее охлаждение. Для этого подойдут диоды Д161.
Выравнивать ток нам помогут конденсаторы С1 и С2 со следующими характеристиками: емкость 15000 мкФ и напряжение 50В. Далее собираем схему, которая указанна на чертеже ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 — плюс для подключения держателя, а х5 — минус для подачи тока на свариваемый участок детали.
Трехфазные сварочные аппараты используются для сварки в производственных условиях, на них установлены двухэлектродные держатели, поэтому в данной статье мы рассматривать их не будем, а инверторы изготавливаются на основе печатных плат и сложных схем с большим количеством дорогостоящих радиодеталей и сложным процессом настройки с использованием специального оборудования. Однако мы все же рекомендуем Вам ознакомиться с инверторной конструкцией на видео ниже.
Наглядные мастер-классы
Итак, если Вы решили сделать сварочный аппарат в домашних условиях, рекомендуем просмотреть видео уроки, предоставленные ниже, которые наглядно покажут, как самому собрать простой сварочник из подручных материалов, а также объяснят Вам некоторое детали и нюансы работы:
 youtube.com/embed/Bf_4AbNBF7M» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/Bf_4AbNBF7M» allowfullscreen=»allowfullscreen»/>
Теперь Вы знаете основные принципы конструкции сварочников и можете сделать сварочный аппарат своими руками, как на постоянном, так и на переменном токе, используя инструкции из нашей статьи.
Также читают:
Как собрать самодельный инверторный сварочный аппарат Бармалея?
Время чтения: 10 минут
Сейчас у инверторного сварочного аппарата есть множество сценариев применения: от устройства для соединения металлических деталей до пуско-зарядного аппарата для беспроблемного пуска двигателя в морозный день. Инверторы поистине изменили мир и превратились из дорогой игрушки в полноценный и при этом доступный каждому инструмент. Сейчас инвертор можно найти и в мастерской у профессионального мастера, и в гараже у начинающего сварщика.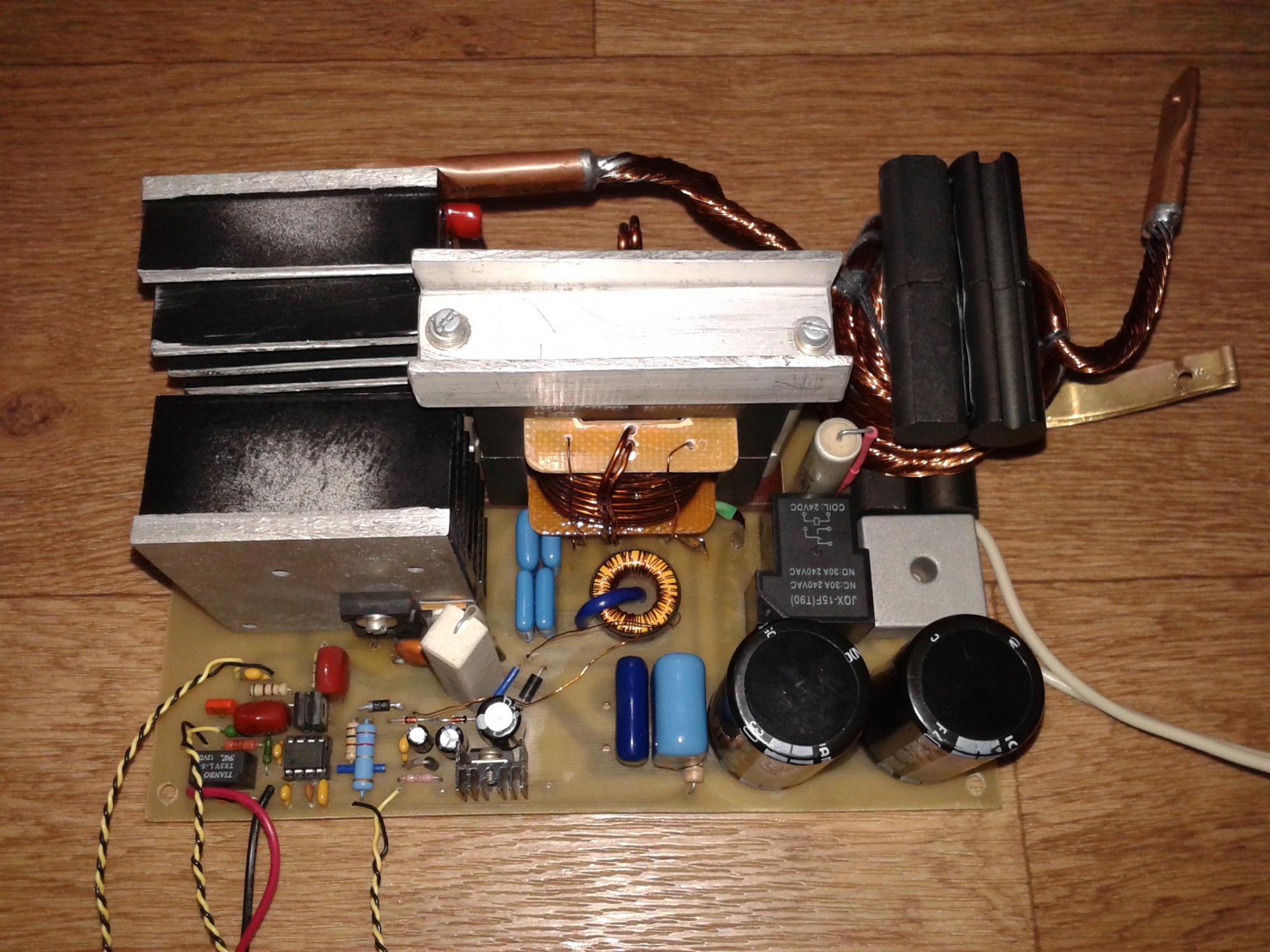 И этому способствует большой ассортимент в магазине. В продаже представлены аппараты на любой вкус и кошелек.
И этому способствует большой ассортимент в магазине. В продаже представлены аппараты на любой вкус и кошелек.
Тем не менее, мы не рекомендуем покупать самые дешевые инверторы. На наш взгляд, начальная планка — от 100 долларов и выше. Это будет рациональная покупка, и аппарат не потребует скорого ремонта. Но что делать, если сумма в 100$ оказалась для вас слишком серьезной, и вы не готовы тратить половину зарплаты на инвертор, которым будете пользоваться пару раз в году? В такой ситуации вы можете собрать сварочный инвертор своими руками.
Существует множество схем, инструкций и видеороликов по сборке недорого инвертора. В них непросто сходу разобраться даже если вы опытный мастер и разбираетесь в электронике. Поэтому мы предлагаем проверенный временем и множеством сварщиков вариант — самодельный инвертор Бармалея. Самодельный инверторный сварочный аппарат Бармалея известен уже много лет, его испробовали многие сварщики и остались довольны.
В этой статье мы подробно расскажем, какие компоненты мы используем для сборки этого инвертора, предоставим схему, расскажем о принципе работы и обратим внимание на основные особенности. Эта статья не является пошаговым руководством. Мы просто делимся опытом от себя и других мастеров.
Эта статья не является пошаговым руководством. Мы просто делимся опытом от себя и других мастеров.
Содержание статьи
- Общая информация
- Принцип работы
- Особенности сборки
- Силовые ключи
- Силовой трансформатор
- Ограничители заряда конденсаторов
- Реле
- Резисторы
- Испытания
- Техника безопасности
- Вместо заключения
Общая информация
Инвертора Бармалея — это знаменитый сварочный аппарат, который известен домашним мастерам уже более 15 лет. Свое название он получил благодаря пользователю под ником Бармалей, который как раз и предложил схему этого аппарата на одном из тематических форумов. Схема сварочного аппарата простая и понятная. При этом многие компоненты можно заменять на другие, удорожая или удешевляя изготовление.Главная особенность инвертора Бармалея — это небольшая цена и функциональность. Он надежный и ремонтопригодный. Такой вариант понравится мастерам, не готовым платить от 100 долларов и более за заводской аппарат из магазина.
Сварочный инвертор Бармалея можно собрать без особых знаний в области силовой электроники. Но это не значит, что вам совсем не понадобится теория. Без нее как раз не обойтись. Потому что есть ряд нюансов, которые стоит учитывать. Также отметим, что существует множество вариантов инвертора Бармалея. Поскольку сварщики со временем стали модифицировать классическую схему и что-то добавлять, что-то убирать. Мы не претендуем на истину и не говорим, что наш аппарат самый правильный. Мы просто расскажем об одной бюджетной и функциональной разновидности аппарата Бармалея. Ниже две схемы.
Используя информацию из этой статьи, вы сможете собрать не только обычный сварочный инвертор, но и инвертор с пуско-зарядной функцией. Но для этого, конечно, понадобятся дополнительные навыки и ваша смекалка. В этой статье мы расскажем только про сварочный аппарат. Поскольку самодельный пуско-зарядный инвертор — это тема для отдельной статьи.
Читайте также: Инвертор с функцией пуско-зарядного устройства
Кстати, будьте готовы к тому, что при первом включении транзисторы сгорят и вам придется делать новый аппарат. Это на заметку тем мастерам, которые не хотят разбираться в силовой электронике и думают, что можно обойтись без этого. Нет, нельзя.
Это на заметку тем мастерам, которые не хотят разбираться в силовой электронике и думают, что можно обойтись без этого. Нет, нельзя.
Принцип работы
Инвертор, собранный по схеме Бармалея, не отличается особым принципом работы. Он питается от однофазной сети с напряжением в 220 В. Получаемый ток выпрямляется, затем сглаживается с помощью конденсаторов. На данном этапе ток постоянный. После сглаживания он подается на транзисторные ключи. Они преобразовывают постоянный ток в переменный.
Переменный ток подается на трансформатор. Он ферритовый, поскольку используется ток высокой частоты, из-за этого можно использовать трансформатор меньших габаритов и соответственно не применять металл. После трансформатора ток подается на понижающий трансформатор. За ними идет выпрямитель и дроссель.
Как видите, принцип работы практически идентичен обычному заводскому инвертору из магазина. Тем не менее, прелесть схемы Бармалея как раз в том, что такой самодельный инвертор можно видоизменять и многократно модифицировать. Что мы и будем делать в этой статье. Существует множество модификаций этого известного аппарата. Мы остановились на самом недорогом и при этом функциональном.
Что мы и будем делать в этой статье. Существует множество модификаций этого известного аппарата. Мы остановились на самом недорогом и при этом функциональном.
Особенности сборки
В этой статье мы не будем подробно объяснять каждый шаг: что, куда и зачем. Поскольку в интернете все сказано уже до нас и даже есть наглядные видеоролики. Мы расскажем об особенностях сборки и тех компонентах, которые мы несколько видоизменили, чтобы получить нужные нам характеристики. Материал создан на основе опыта одного из мастеров.
Силовые ключи
Для начала о силовых ключах. В схеме Бармалея рекомендуется использовать ключи типа IRG4PC50U. Но мы заменили их на ключи IRGP4063DPBF, они современнее и надежнее. Также вместо стабилитрона типа КС213Б мы использовали два встречно включенных стабилитрона по 15 Вольт каждый. Мощность — 1.3 Вт. Замена обусловлена тем, что КС213Б могут сильно нагреваться. Больше никаких изменений. Остальные компоненты мы брали из схемы.
Силовой трансформатор
Теперь о силовом трансформаторе. Его мы намотали на готовый сердечник типа E70/33/32 (или B66371-G-X187, N87) от производителя EPCOS. Мы не видим причин делать сердечник самому, поскольку готовый стоит не так уж дорого. Наматывали так: сначала намотали половину витков для первичной обмотки, потом намотали всю вторичную обмотку, а после этого домотали вторую половину витков на первичной обмотке.
Его мы намотали на готовый сердечник типа E70/33/32 (или B66371-G-X187, N87) от производителя EPCOS. Мы не видим причин делать сердечник самому, поскольку готовый стоит не так уж дорого. Наматывали так: сначала намотали половину витков для первичной обмотки, потом намотали всю вторичную обмотку, а после этого домотали вторую половину витков на первичной обмотке.
На первичной и на вторичной обмотке использовали одинаковые провода. Выбрали диаметр 0.6 мм. На первичную обмотку наматывали 18 витков. 9 витков на первый ряд и 9 витков на второй. Не забывайте делать изоляцию между слоями. Для изоляции можно использовать обычную бумагу для кассовых аппаратов. Вариант недорогой и действенный. Также каждый слой нужно пропитать эпоксидной смолой.
При желании первичную обмотку можно намотать проводами с диаметром 1.2 мм или 0.4 мм. Тогда вам придется сделать либо больше, либо меньше витков. И провести дополнительные расчеты. Но если вы впервые собираете аппарат, то лучше пользуйтесь нашими первоначальными рекомендациями.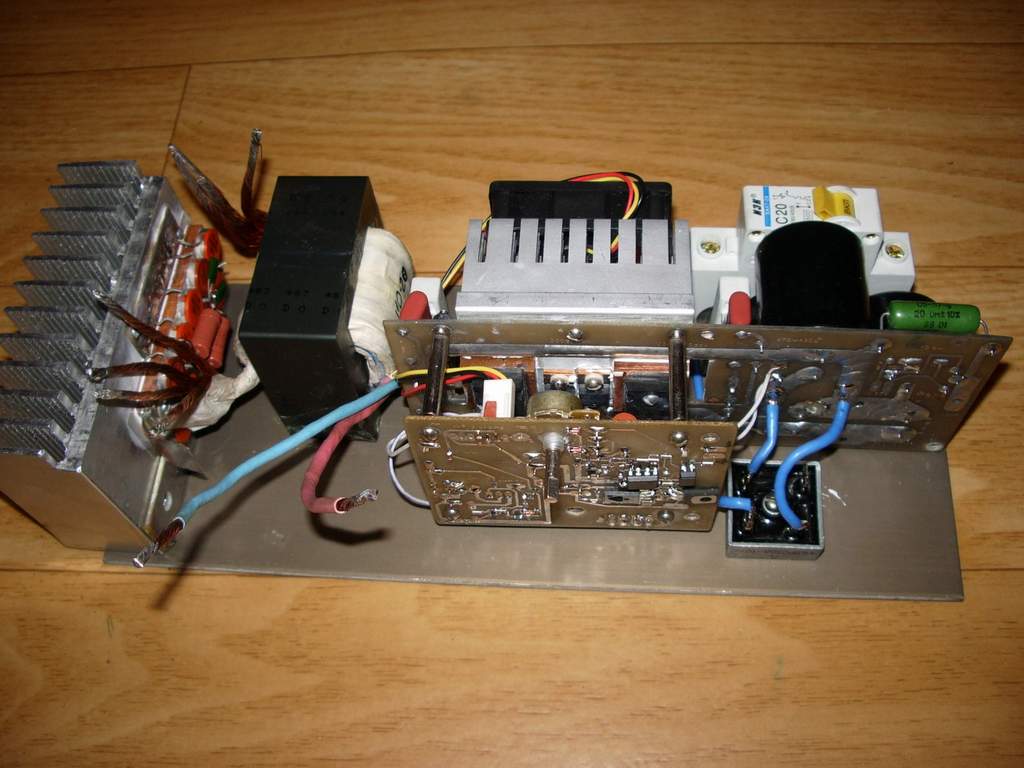
Также мы рекомендуем и первичку, и вторичку обмотать малярным (строительным) скотчем. Это необходимо для дополнительной изоляции. При намотке помечайте концы проводов. Так вам будет проще все собирать воедино. Также вам будет проще проводить фазировку. А если фазировку сделать неправильно, то ваш аппарат задействует лишь 50% своего потенциала.
При сборке учитывайте микрозазор между половинками сердечника. С крайних кернов нужно положить прокладку, сделанную из той же кассовой бумаги. Все нужно крепко стянуть и склеить. Дополнительно всю эту конструкцию можно покрасить баллончиком и сверху покрыть лаком.
Ограничители заряда конденсаторов
Перейдем к ограничителям заряда конденсаторов. У аппарата Бармалея по умолчанию используется два резистора, по 30 Ом каждый, с мощностью 5 Вт. Эти резисторы мы не стали менять, они отлично справляются с функцией зарядки конденсаторов. После зарядки питание можно подать напрямую благодаря реле.
Это необходимо. Все дело в резком скачке тока при первом включении аппарата. Из-за большой силы тока диодный мост может просто перегореть, как и конденсаторы. И чтобы этого избежать как раз используются описанные выше резисторы.
Из-за большой силы тока диодный мост может просто перегореть, как и конденсаторы. И чтобы этого избежать как раз используются описанные выше резисторы.
Реле
Кстати, о реле. В инверторе Бармалея используется реле типа WJ115-1A-12VDC-S. Катушка у него питается от 12 Вольт DC, а коммутируемая нагрузка составляет около 20 Ампер. Питание от 220 Вольт AC. Эти реле стоят очень недорого, их можно без проблем найти в продаже. С задачей справляется отлично. Мы не стали использовать что-то другое.
Резисторы
Что касается резистора, ограничивающего ток, то мы рекомендуем использовать простой проволочный резистор типа С5-37 В 10. Он нормально работает, при этом стоит существенно меньше, чем импортные. Также при желании вместо резисторов можно использовать конденсаторы токоограничивающие. Например, конденсаторы типа К73-17. В цепь их стоит подключать последовательно.
Испытания
Соберите все детали воедино и проведите первый запуск. Не забудьте перед этим выставить ограничение по максимальному току. В нашем случае это 160 Ампер. Работает? Значит можно всю «начинку» засунуть в какой-нибудь корпус от электроприбора. Либо сделайте корпус самостоятельно. Себестоимость такого аппарата — не более 50 долларов на начало 2019 года. Перед сваркой проведите испытания. В идеале аппарат должен без проблем варить электродами до 4 мм в диаметре.
В нашем случае это 160 Ампер. Работает? Значит можно всю «начинку» засунуть в какой-нибудь корпус от электроприбора. Либо сделайте корпус самостоятельно. Себестоимость такого аппарата — не более 50 долларов на начало 2019 года. Перед сваркой проведите испытания. В идеале аппарат должен без проблем варить электродами до 4 мм в диаметре.
Практически все детали можно найти в интернете. Что касается проводов, то их можно взять из старого лампового телевизора. У него есть размагничивающий контур на кинескопе. Вот там можно снять провода. Также выгодно покупать детали на китайских сайтах. Там они продаются буквально за копейки и можно здорово сэкономить.
Техника безопасности
Большинство наверняка пропустит этот раздел, но мы все же расскажем об основных правилах безопасности. Поскольку есть мастера, которые надеются на чудо, когда выполняют сборку аппарата с нарушением всех норм. А чудо порой не происходит…
Прежде всего, не проводите сборку и ремонт аппарата в помещении с повышенной влажностью. И ни в коем случае не трогайте регуляторы, вилку включения, сам аппарат, если у вас мокрые руки. Это элементарное правило, которым многие пренебрегают и затем сильно жалеют об этом. Вы должны знать, что 100 миллиампер уже достаточно для смертельного случая. А сварочный аппарат способен генерировать куда большое значение. И в лучшем случае все закончится пожаром. О худшем раскладе вы можете додуматься самостоятельно.
И ни в коем случае не трогайте регуляторы, вилку включения, сам аппарат, если у вас мокрые руки. Это элементарное правило, которым многие пренебрегают и затем сильно жалеют об этом. Вы должны знать, что 100 миллиампер уже достаточно для смертельного случая. А сварочный аппарат способен генерировать куда большое значение. И в лучшем случае все закончится пожаром. О худшем раскладе вы можете додуматься самостоятельно.
Кстати, о пожаре. Если по несчастливой случайности ваш аппарат загорится, то не смейте тушить его и окружающие вещи водой. Это в случае, когда аппарат включен в розетку и у вас нет возможности выключить его. Поэтому имейте рядом небольшой порошковый или углекислотный огнетушитель. Но если у вас есть возможность быстро все обесточить, то лучше сделать это и потом тушить пожар.
Если при первом включении аппарата вы видите, что он искрится или дымится, то естественно выключите его и не используйте. Именно по этой причине не стоит сразу паковать всю «начинку» в корпус. Сначала проведите все испытания. Также заземлите аппарат, не игнорируйте этот этап.
Сначала проведите все испытания. Также заземлите аппарат, не игнорируйте этот этап.
Редко кто задумывается об инструменте, который использует. Но ведь и его необходимо изолировать. Не важно, что у вас в арсенале: пассатижи, отвертки или кусачки. Все ручки должны быть изолированы материалом, который не проводит ток. У большинства инструментов изоляция есть по умолчанию. Но если вы используете, скажем, обычные металлические кусачки, то хотя бы перемотайте ручки изолентой.
И не используйте треснувшие/лопнувшие/старые инструменты. Они редко становятся причиной печальных последствий, но случаи бывали. Не испытывайте судьбу. Соблюдайте эти простые правила и берегите свое здоровье. А если ваш сосед десять лет чинит электроприборы и ни одно из правил не соблюдает, то это не значит, что вы должны поступать так же.
Вместо заключения
Сварка с применением инвертора — это недорогой и надежный метод соединения металлических заготовок. Каждый мастер и дачник должен иметь у себя в арсенале простенький аппарат, чтобы без проблем подварить ворота у гаража или собрать теплицу.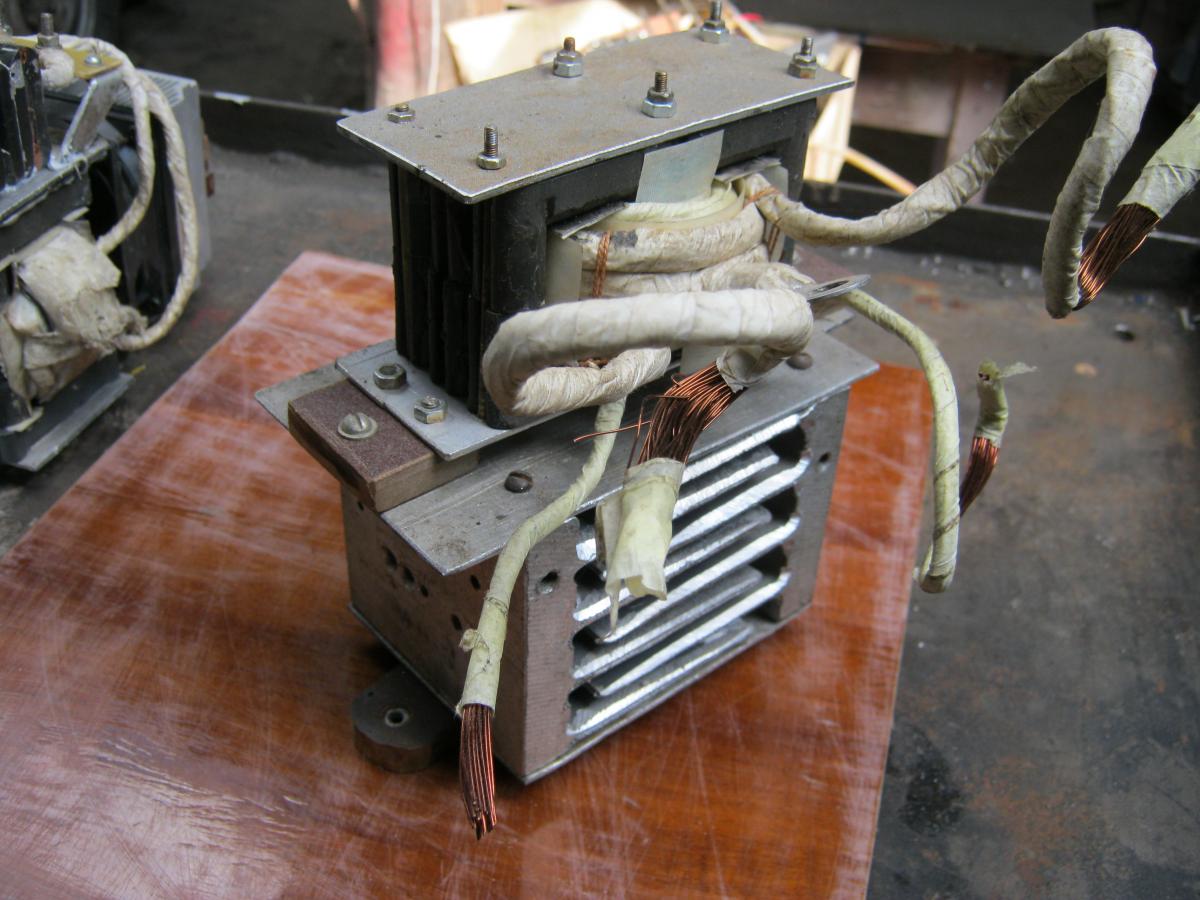
Вы можете купить аппарата в магазине, потратив не менее 100 долларов на более-менее надежную модель, либо собрать свой сварочник. Недорогой, надежный и функциональный. Мы считаем, что затея стоит того. Лучше собрать сварочный инвертор Бармалей схема которого есть в нашей статье и ее несложно найти в интернете. Этот аппарат проверен временем. Его собрали десятки мастеров по всему СНГ и поделились своим опытом. Так что вы можете лично убедиться в его работоспособности.
Некоторые могут задаться вопросом: «А зачем вообще мучиться с самостоятельной сборкой, пытаться понять основы электротехники, если можно просто накопить и приобрести заводской аппарат?». На самом деле, причина не только финансовая. Дело в том, что заводские бюджетные аппараты часто изготавливаются из некачественных комплектующих, которые вы не можете проконтролировать. Поэтому, покупая даже именитый инвертор, вы не можете знать наверняка, как долго он проживет. А в самодельный аппарат вы сами подбираете детали и знаете их особенности. Самоделка так же проще в техническом обслуживании и ремонте. Желаем вам удачи в сборке и тестировании самодельного инвертора Бармалея! Делитесь своим опытом в комментариях ниже. Так вы поможете многим новичкам лучше разобраться в теме.
Самоделка так же проще в техническом обслуживании и ремонте. Желаем вам удачи в сборке и тестировании самодельного инвертора Бармалея! Делитесь своим опытом в комментариях ниже. Так вы поможете многим новичкам лучше разобраться в теме.
Watch this video on YouTube
Сварочный аппарат своими руками – возможно ли такое? Самодельная мини сварка в домашних условиях Электросварочный аппарат своими руками.
В строительных, монтажных и ремонтных работах применяется сварочный аппарат. Обычно конструкция приобретается в готовом виде, но можно сделать её и самому. В этом случае происходит значительная экономия денежных средств. Более того, этот процесс способен увлечь тех, кто любит заниматься изготовлением чего-то нового.
Соединения, электроды и обмотки
Для того чтобы собрать сварочный аппарат своими руками, необходимо определиться со схемой, на основе которой и будет проведена работа. Еще до начала основных работ стоит продумать, как будет питаться агрегат. Если напряжение большее, то использование аппарата может навредить здоровью человека.
Если напряжение большее, то использование аппарата может навредить здоровью человека.
Обычно для питания оборудования используют однофазную сеть в 220 В. В этом случае необходимо использование добавочной обмотки (специального балласта), с помощью которой осуществляется регулирование периодически изменяющегося электрического тока в период сварки.
До сборки сварочного инвертора своими руками необходимо приобретение:
- Трансформаторного магнитопровода.
- Выносных конденсаторных приспособлений.
- Переключателя режимов сварки.
- Нескольких видов обмоток (первичных, вторичных, добавочных).
- Регуляторных приспособлений, которые помогают установить оптимальный сварочный режим.
- Специальных датчиков тепла.
- Приспособления, которое звуками оповещает об оптимальном режиме работы.
Зачем использовать бетон
До того, как сделать инверторный сварочный аппарат своими руками, необходимо изготовить корпус. Он изготавливается из специально приготовленного бетона, отличающегося большой степенью пластичности. Этот материал способен быстро застыть и стать нужной формы.
Он изготавливается из специально приготовленного бетона, отличающегося большой степенью пластичности. Этот материал способен быстро застыть и стать нужной формы.
Из мелкозернистого песка и цемента в определённых пропорциях изготовляется корпус. Следует взять 75 процентов песка, 20 процентов цемента. Помимо этих компонентов, необходимо добавить равное количество клея ПВА и стекловаты. Иногда клей заменяют водорастворимым латексным материалом.
Начинающие мастера считают, что агрегат своими руками достаточно легко собрать, в сравнении с созданием его корпуса. При последовательной работе конструкция собирается довольно быстро.
Корпус должен быть толщиной от 1 см. Проводят очистку сварочного аппарата с последующей его просушкой, после чего начинают изготавливать корпус. Дождавшись застывания бетона, проводят наружную обработку агрегата с помощью органического мономера.
Чтобы справиться с этой задачей, специалисты рекомендуют воспользоваться стиролом или метилметакрилатом. Они помогают выполнить термическую обработку поверхности устройства. В этой ситуации следует применить температуру выше 70 градусов по шкале Цельсия.
Они помогают выполнить термическую обработку поверхности устройства. В этой ситуации следует применить температуру выше 70 градусов по шкале Цельсия.
В результате мономерной полимеризации на поверхности корпуса агрегата образуется водонепроницаемый слой. Именно он защищает поверхность конструкция от влияния окружающей среды.
Простая конструкция
Для компоновки сварочного аппарата можно использовать неисправную бытовую технику. К примеру, можно воспользоваться вышедшей из строя микроволновой печью. Вместе с ней следует взять электропроводку, хомутики, деревянные детали и наконечники.
Взяв все эти компоненты можно за короткий срок даже при минимальных познаниях в области техники изготовить конструкцию аппарата для проведения точечных сварочных работ.
Детали внутри агрегата закрепляются саморезами, шайбами или скобами соответствующих размеров. Оптимально использование исправного трансформатора сломавшейся микроволновой печи, из которого своими руками изготавливается оборудование.

Процесс сборки
Начинают работу с удаления вторичной обмотки с трансформатора. Эта операция требует аккуратности. Она проводится угловым шлифовальным станком.
Далее проводят удаление с поверхности вторичной обмотки пластинчатого сердечника. После проведения операции на трансформаторе можно обнаружить отрезанные с двух сторон части. С их помощью работа будет более качественной. В идеале необходимо проследить, чтобы изолирующий слой на сердечнике был без каких-то дефектов.
Потом проводится крепление магнитного шунта. При его нормальном функционировании осуществляется работа сварочного аппарата, сделанного своими руками. Затем перематывают трансформатор, применяя толстый провод из медного материала. При повреждении сердечника необходим его ремонт. Если дефект минимальный, то участок изолируют.
На следующем этапе необходимо на деревянный брусок посадить трансформатор, закрепив верх и низ рабочей станции скобами.
 Если электроды прикреплены качественно, то лучше будет работать агрегат. При наличии дефектов в контактах сварить элементы будет сложно.
Если электроды прикреплены качественно, то лучше будет работать агрегат. При наличии дефектов в контактах сварить элементы будет сложно.Фиксация электродов на верхней и нижней части бруска проводится саморезами. Потом к ним подсоединяют обмоточные провода. Необходимо правильно закрепить медные клеммы, воспользовавшись плоскогубцами, что обычно очень сложно для начинающих мастеров. Конструкция готова. Затем необходимо проверить, можно ли с помощью агрегата сварить что-либо, при этом важно следовать правилам техники безопасности.
Обычно собрать сварочный аппарат не представляет труда даже для тех людей, которые имеют минимальные познания в технике. Для этого можно воспользоваться пошаговой инструкцией с фото на всех этапах, которых существует большое количество на просторах Интернета.
Фото сварочных аппаратов своими руками
Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.
Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.

Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.
Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см. Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.
Диагностика самодельного инвертора и его подготовка к работе
Сделать – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд.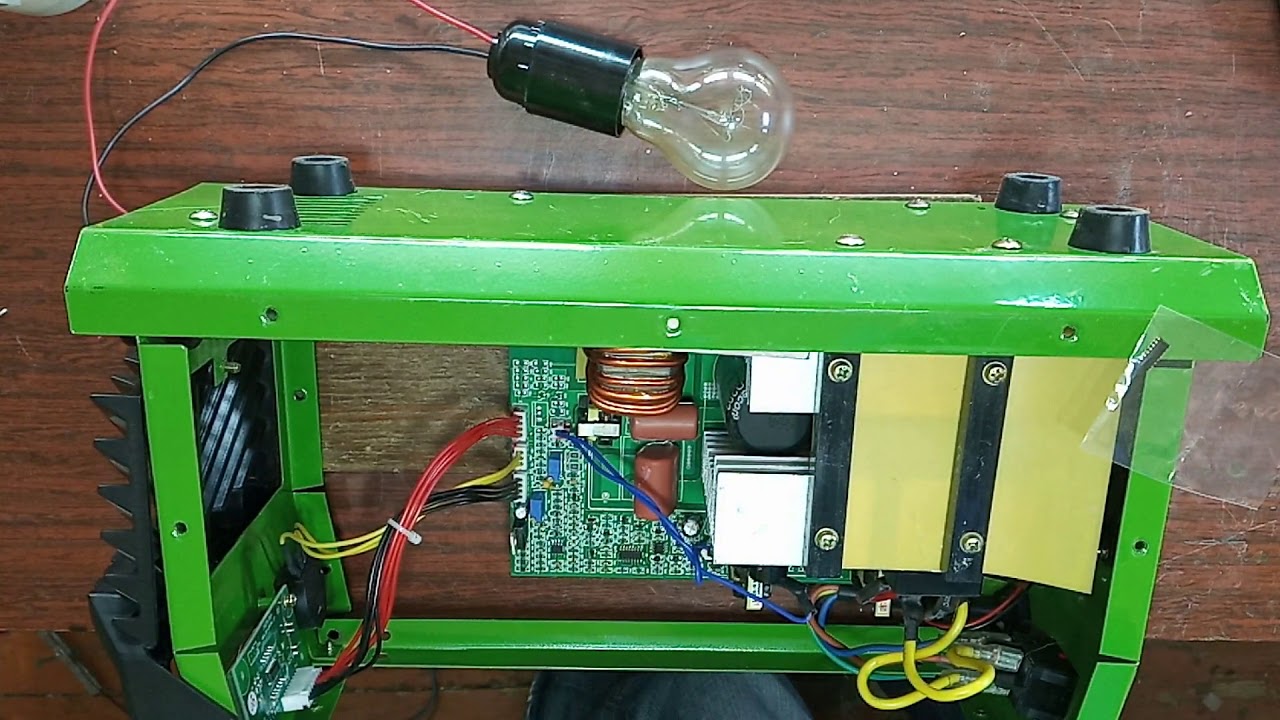 Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
5
, средняя оценка: 3,20 из 5)
Ни одна работа с железом не обойдётся без сварочного аппарата. Он позволяет резать и соединять металлические детали любых размеров и толщины. Хорошее решение — сделать сварку своими руками, ведь хорошие модели стоят дорого, а дешёвые — низкого качества. Для реализации идеи самостоятельного изготовления сварочника необходимо обзавестись специальным оборудованием, позволяющим оттачивать качественные навыки специалиста в реальных условиях.
Виды и характеристики инструмента
После того как все необходимые условия подготовительного этапа благополучно соблюдены, открывается возможность сделать модель сварочного устройства своими руками. Сегодня встречается множество принципиальных схем, по которым можно изготовить аппарат. Они действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на аппарат, принадлежащий к трансформаторному типу. Важной характеристикой этого устройства является работа от переменного тока, позволяющая использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество швов сварных соединений. Агрегат такого типа легко найдёт своё применение в быту при обслуживании недвижимости, расположенной в частном секторе.
Для того чтобы собрать такое устройство, необходимо иметь:
- Около 20 метров кабеля или провода большого сечения.
- Металлическое основание высокой магнитной проницаемости, которое будет использовано в качестве сердечника трансформатора.

Оптимальная конфигурация сердечника имеет стержневую основу П-образной формы. В теории запросто может подойти сердечник любой другой конфигурации, к примеру — круглой формы, взятой из статора, пришедшего в негодность электродвигателя. Но на практике наматывать обмотку на подобное основание значительно сложнее.
Площадь сечения для сердечника, принадлежащего бытовому сварочному аппарату самодельного образца, равна 50 см 2 . Этого будет достаточно для того, чтобы применять в установке стержни от 3 до 4 мм в диаметре. Использование большего сечения лишь приведёт к увеличению массы конструкции, а эффективность аппарата выше не станет.
Инструкция изготовления
Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ она будет подвержена действию высокой температуры. Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции , предназначенной для стационарного применения в зоне высоких температур.
Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции , предназначенной для стационарного применения в зоне высоких температур.
Для обмотки трансформатора не допускается использование провода с ПВХ изоляцией, которая при нагревании моментально придёт в негодность. В отдельных случаях изоляцию для трансформаторной обмотки изготавливают самостоятельно.
Чтобы выполнить эту процедуру, нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, нарезать её на полоски шириной около 2 см, обмотать ими заготовленный провод и пропитать бандаж любым лаком, обладающим электротехническими свойствами. Подобная изоляция по термохарактеристикам не уступит ни одному заводскому аналогу.
Наматывают катушки по определённому принципу. Вначале накручивается половина первичной обмотки, на которую следом идёт половина вторичной. Затем приступают ко второй катушке, используя ту же технику. Для повышения качества изоляционного покрытия между слоёв обмоток вставляют фрагменты полос из картона, стекловолокна или прессованной бумаги.
Настройка оборудования
Далее следует осуществить настройку. Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Точная подгонка параметров осуществляется путём уменьшения или увеличения длины обмотки. Для получения качественного результата величину напряжения на вторичной обмотке следует подогнать под заданные параметры.
К первичной обмотке готового сварочного трансформатора подключают кабель ВРП либо провод ШРПС, который будет использован для подключения к сети. Один из выводов вторичной обмотки подают на клемму, к которой впоследствии будет подключаться «масса», а второй — подаётся на клемму, подключённой к кабелю. Последняя процедура закончена и новый сварочный аппарат готов к эксплуатации.
Производство малогабаритного агрегата
Для изготовления небольшого сварочного аппарата легко подойдёт автотрансформатор от телевизора советского образца.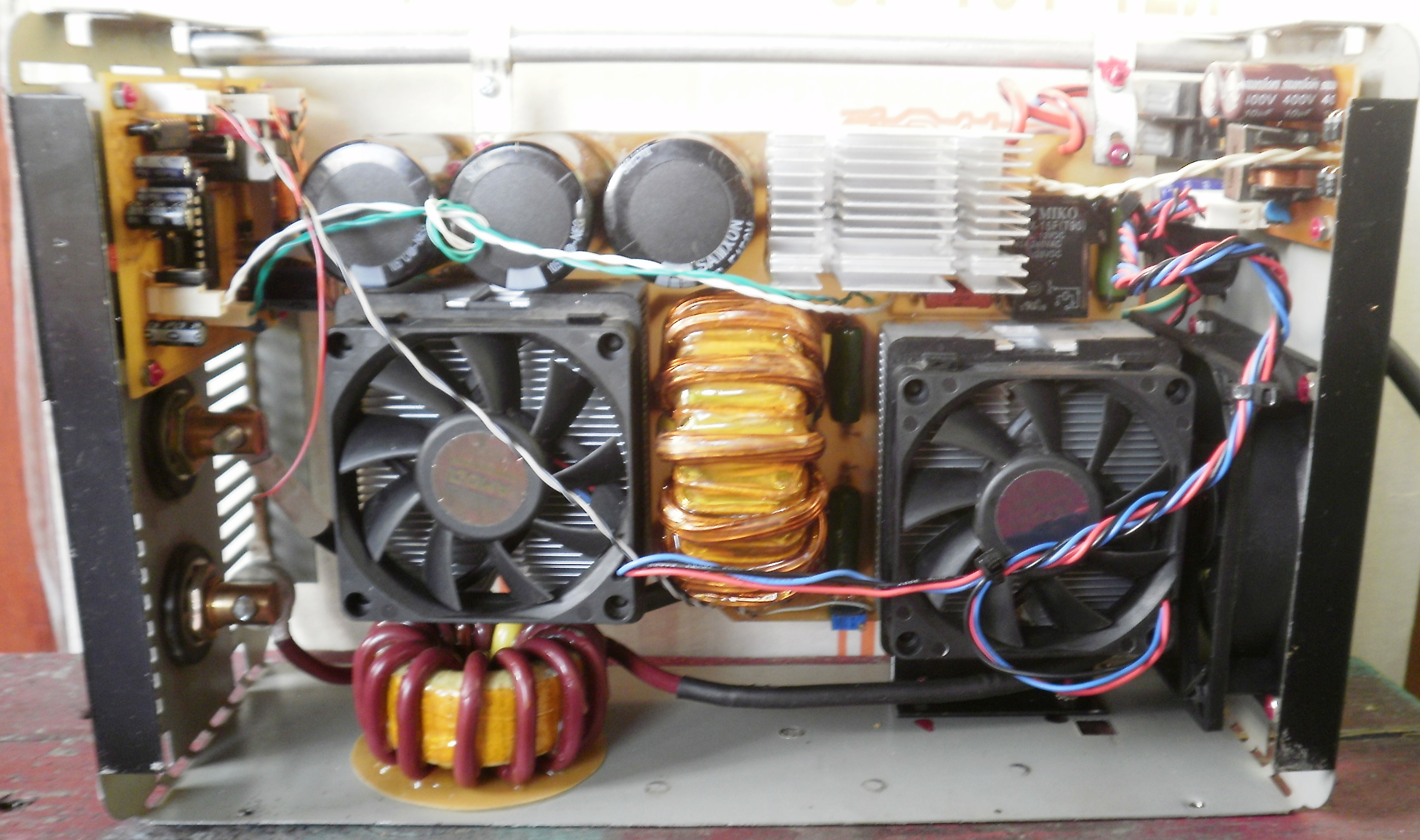 Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
- Изготовление или починка термопар.
- Разогрев до максимальной температуры изделий из высокоуглеродистой стали.
- Закалка инструментальной стали.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, обладает существенным недостатком. Использовать его необходимо соблюдая дополнительные меры предосторожности. Не имея гальванической развязки с электрической сетью, он является довольно опасным прибором.
Оптимальными параметрами автотрансформатора, пригодного для создания сварочного аппарата, считают выходное напряжение в пределах от 40 до 50 вольт и малая мощность от 200 до 300 ватт. Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, что будет достаточно при сварке проводов, термопар и других элементов.
В качестве электродов для созданного своими руками мини сварочного аппарата можно использовать грифели от простого карандаша. Держателями для импровизированных электродов могут послужить клеммы, которые есть на разных электроприборах.
Для производства сварочных работ держатель подсоединяют к одному из выводов вторичной обмотки, а свариваемую деталь к другому. Ручку для держателя лучше всего изготовить из стеклотекстолитовой шайбы или из другого термостойкого материала. Следует заметить, что дуга подобного устройства действует достаточно кратковременно, не давая перегреваться используемому автотрансформатору.
По мнению специалистов, изготовить сварочный аппарат своими руками — не сложно.
Однако чтобы сделать его, нужно четко представлять себе для чего, для каких работ он будет применяться.
Самодельный аппарат комплектуется и собирается из доступных узлов и деталей. В качестве варианта для умельцев может рассматриваться и плазменный механизм.
Практика показывает, что при точном подборе комплектующих элементов аппарат будет служить долго и надежно.
Важно, чтобы электрическая схема была максимально простой. Иногда даже используют трансформатор от микроволновки.
Устройство должно работать от бытовой сети переменного тока напряжением 220 В.
Если выбрать в качестве рабочего напряжения 380 В, то схема и конструкция аппарата заметно усложнится.
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.
Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
А чтобы установить требуемый режим горения используется регулятор силы тока.
Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.
Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
Примерно такая величина требуется для сварки.
 В принципе, данное устройство можно назвать простейшим сварочным аппаратом.
В принципе, данное устройство можно назвать простейшим сварочным аппаратом.И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.
Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.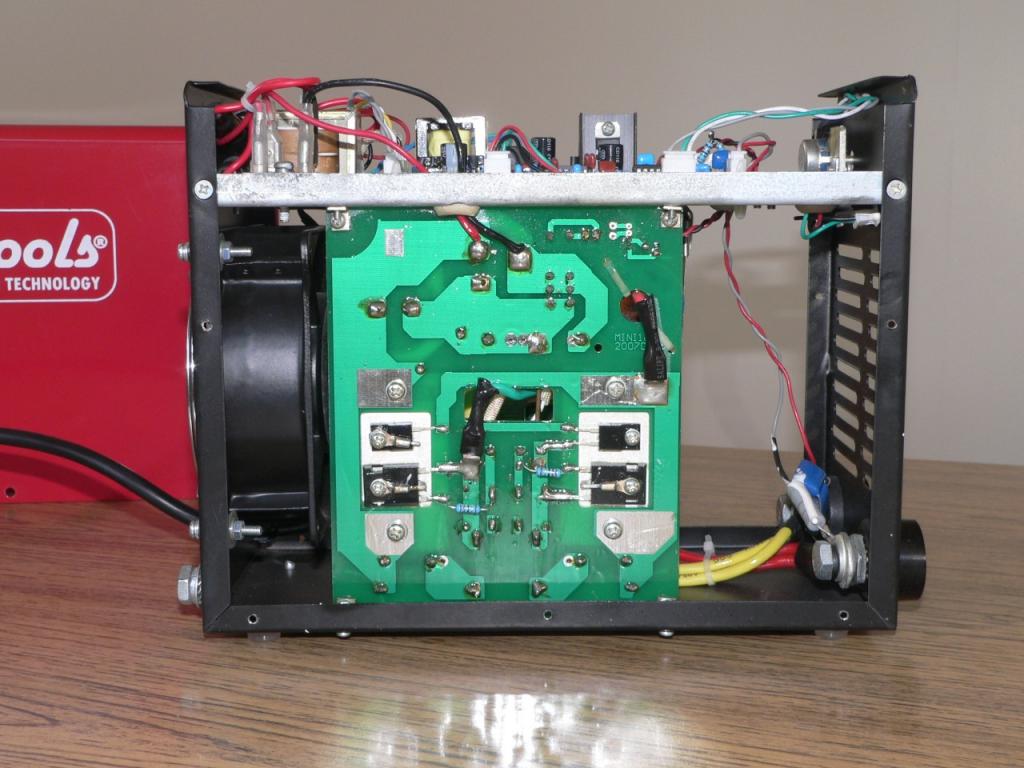
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Лишь одна составляющая в параметрах этого устройства вызывает озабоченность – его высокая стоимость.
Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
Один электрод через дроссель подключается к плате.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Комплектация изделия
Самодельный собирается для того, чтобы выполнять мелкие работы в домашнем хозяйстве.
Все элементы, электронные приборы, провода и металлические конструкции необходимо скомплектовать в определенном месте. Там, где будет выполняться сборка изделия.
Дроссель можно использовать от арматуры люминесцентной лампы. Количество проводов, желательно медных, разного сечения нужно запасти побольше.
Если дроссель в готовом виде найти не удалось, то его нужно изготовить самостоятельно.
Для этого потребуется стальной магнитопровод от старого пускателя и несколько метров медных проводов сечением 0,9 квадрата.
Блок питания
Основным элементом блока питания в инверторе является трансформатор.
Его можно переделать из лабораторного автотрансформатора или использовать для переделки трансформатор от микроволновки, которая уже отслужила свой срок.
Очень важно не повредить первичную обмотку при выемке трансформатора из печки-микроволновки.
Вторичная обмотка удаляется и переделывается. Количество витков и диаметр медных проводов рассчитывается в зависимости от предварительно выбранной мощности сварочного аппарата.
Точечный способ сварки хорошо реализуется аппаратом, сделанным на трансформаторе от микроволновки.
Выпрямитель служит для преобразования напряжения переменного тока в напряжение постоянного тока. Основными элементами данного устройства являются диоды.
Он коммутируются в определенные схемы, чаще всего мостовые. На вход такой схемы подается переменный ток, а с выходных клемм снимается постоянный.
Диоды выбираются такой мощности, чтобы выдерживать заданные изначально нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов.
При разметке установочной платы, желательно предусмотреть место под дроссель, который предназначен для сглаживания импульсов. Выпрямитель собирается на отдельной плате, из гетинакса или текстолита.
Блок инвертора
Инвертор преобразует постоянный ток, поступающий с выпрямителя, в переменный, который обладает большой частотой колебания.
Преобразование выполняется с использованием электронных схем на тиристорах или мощных транзисторах.
Если на входные клеммы трансформатора подается напряжение 220 вольт частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток величиной до 150 Ампер и напряжением от 40 вольт.
Эти параметры тока позволяют выполнять сварку металлических деталей из различных сплавов.
Электронный регулятор позволяет выбрать режим соответствующий конкретной операции.
Практика показывает, что самодельный сварочный аппарат, по своим характеристикам, не уступает заводским изделиям.
Некоторое время тому назад, в торговой сети появились сварочные мини инверторы. Чтобы добиться такой миниатюризации производственным компаниям потребовались годы.
В то время как мастера-умельцы уже давно смогли сделать плазменный сварочный аппарат, изготовленный своими руками.
К этому шагу их подтолкнули местные условия – теснота в мастерской и значительный вес заводских инверторов. Плазменный аппарат — прекрасный выход из данной ситуации.
И то, что вместо медных проводов вторичную обмотку трансформатора делают из медной жести, тоже давно известно.
Последовательность сборки сварочного аппарата
Размещая элементы на металлической или текстолитовой основе, нужно соблюдать определенный порядок. Выпрямитель должен находиться рядом с трансформатором.
Дроссель на той же плате что и выпрямитель. Регулятор силы тока должен размещаться на панели управления. Корпус аппарата можно изготовить из листовой стали или алюминия.
Или приспособить шасси от старого осциллографа и даже системного блока компьютера. Очень важно не «лепить» элементы как можно ближе один к другому.
Нужно обязательно сделать отверстия в стенках для установки охлаждающих вентиляторов и постоянного притока воздуха.
Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который сильно греется при работе. Точно так же как и выпрямитель.
Перед тем как сделать сварочный аппарат, нужно иметь представление о том, что такое трансформатор понижающего типа. Сделать его сами могут люди, имеющие минимальные знания в электротехнике. Особенно актуально изготовление таких изделий было в те времена, когда подобного рода техника не имела серийного выпуска и не была доступна для широкого круга покупателей. А необходимость в использовании и сварке металлических конструкций для хозяйственных нужд была всегда и остается сейчас. Именно сварка является самым простым и быстрым способом для соединения металлических деталей.
Именно сварка является самым простым и быстрым способом для соединения металлических деталей.
Типы сварки и виды сварочных аппаратов
Сварка бывает нескольких типов, различают плазменную, электрошлаковую, дуговую, лазерную, лучевую, ультразвуковую, газовую и контактную, а также многие другие. В домашнем хозяйстве, как правило, достаточно дуговой сварки электрического типа. Для электродуговой сварки существуют трансформаторные и инверторные аппараты. Чтобы получить аппарат для постоянного тока, нужно немного изменить и переделать аппарат, настроенный на переменный ток. Но преимущество тем не менее остается за современными инверторными моделями, масса которых значительно меньше. Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Проста и надежна конструкция трансформаторного аппарата. Сделать самому сварочный аппарат переменного тока можно на основе трансформаторов. Электрическая дуга этого аппарата производится током высокого напряжения, а сам аппарат должен иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки, не перегреваясь. Удобнее всего для изготовления модель, сердечник которой имеет форму буквы “П”, так как разбирается он легко и на него проще наматывать обмотку (рис. 1). Но если такого типа сердечник найти не представляется возможным, допустимо использование сердечника тороидального типа с круглым сечением, который можно найти в электродвигателе, в латоре или статоре. Формула расчета для него будет похожа, но имеет несколько отличий.
Электрическая дуга этого аппарата производится током высокого напряжения, а сам аппарат должен иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки, не перегреваясь. Удобнее всего для изготовления модель, сердечник которой имеет форму буквы “П”, так как разбирается он легко и на него проще наматывать обмотку (рис. 1). Но если такого типа сердечник найти не представляется возможным, допустимо использование сердечника тороидального типа с круглым сечением, который можно найти в электродвигателе, в латоре или статоре. Формула расчета для него будет похожа, но имеет несколько отличий.
Трансформатор внешне представляет собой катушки медного провода с эмалировкой, намотанные на сердечник. Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Как сделать самому трансформаторный сварочный аппарат: материалы и инструменты
Рисунок 1. Намотка на сердечник в форме “П”.
- трансформаторное железо;
- медный провод;
- обмотка;
- сердечник;
- термобумага;
- технический картон;
- стеклоткань;
- электротехнический лак;
- вентилятор.
Железо для сварочного аппарата должно обладать высокой степенью магнитной проницаемости. Идеальная толщина обмотки при этом 0,3 мм, для нее используется медная жесть шириной 40 мм. Термобумага нужна для оборачивания в нее всей обмотки, ее толщина должна быть не менее 0,05 мм.
Если для обмотки использовать обыкновенный провод, может случиться, что поверхность проводника сильно перегреется. Вентилятор устанавливается внутри трансформатора сварочного аппарата с теми же целями.
Чтобы бытовой сварочный аппарат такого типа мог справиться с электродами диаметром 3-4 мм, его сердечник должен иметь в поперечном сечении от 22 до 55 см². Большая величина не обеспечит большей мощности, но аппарат будет значительно тяжелее. Поперечная площадь сердечника рассчитывается по формуле S=а*b. Для первичной обмотки будет очень хорош провод в изоляции из стеклоткани или х/б, стойкий к температурным воздействиям. Именно такая изоляция обеспечит аппарату длительную работу без перегрева, в крайнем случае может быть использована и резиновая изоляция.
Большая величина не обеспечит большей мощности, но аппарат будет значительно тяжелее. Поперечная площадь сердечника рассчитывается по формуле S=а*b. Для первичной обмотки будет очень хорош провод в изоляции из стеклоткани или х/б, стойкий к температурным воздействиям. Именно такая изоляция обеспечит аппарату длительную работу без перегрева, в крайнем случае может быть использована и резиновая изоляция.
Изоляционный слой при наличии стеклоткани или х/б ткани может быть изготовлен и самостоятельно. Для этого ткань требуется нарезать неширокими полосками в 2 см и обернуть ими провод, а затем сделать пропитку намотки электротехническим лаком.
Правильная намотка катушек
Для того чтобы намотать катушки правильно, сначала требуется изготовить каркас, который должен свободно надеваться на сердечник сверху. Материалом для изготовления может служить текстолит или – при его отсутствии – технический картон. После наматывания первого ряда требуется проложить слой изоляции. Материалами могут служить стеклоткань, технический картон, текстолит. Затем наматывается еще один слой медной обмотки, таким же образом изготавливается и вторая катушка.
Материалами могут служить стеклоткань, технический картон, текстолит. Затем наматывается еще один слой медной обмотки, таким же образом изготавливается и вторая катушка.
Особое внимание требуется уделить первичной намотке, так как именно ее сложнее всего перематывать, а между тем в процессе сварки температура нередко достигает 100°C и более. Удобнее всего работать на этом этапе вдвоем, чтобы пока один укладывает витки, второй тянул бы провод.
Техника безопасности и проверка аппарата
Перед работой требуется проверить аппарат, напряжение для которого должно составлять от 60 до 65 В. Для больших мощностей потребуются дополнительные слои обмотки, их делают, как правило, на промышленных моделях. Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Сварочный аппарат предназначен для выполнения сравнительно небольшого количества работы. И поэтому после использования 10-15 электродов 3 мм в диаметре он должен остыть. Если используются электроды 4 мм, время работ требуется сократить еще больше. Сильнее всего нагрев аппарата происходит при использовании режима резки. После окончания работ аппарат требуется обязательно отключить от сети.
Инверторный сварочный аппарат своими руками
Схема такого аппарата содержит доступные комплектующие, собрать его самостоятельно не составит труда. Для работ такого типа нужно знание электроники и немалый опыт. Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
- электрод;
- тринисторы;
- диоды;
- плата;
- вентилятор;
- диодный мост.
Для правильной работы инвертора необходим ток с возможностью плавного регулирования от 40 до 130 А. Для первичной обмотки трансформатора первичный ток должен быть 20 А, а электрод не более 3 мм обеспечит при этом качественную работу. Сварочное напряжение должно включаться и выключаться при помощи удобно расположенной кнопки. Тонкие листы деталей позволит варить обратная полярность.
Сварочное напряжение должно включаться и выключаться при помощи удобно расположенной кнопки. Тонкие листы деталей позволит варить обратная полярность.
Расположить все элементы схемы удобнее всего на печатной плате. Используемые в схеме тринисторы и диоды не должны перегреваться, для этого перед их монтажом на плату монтируется теплоотвод, а на него, в свою очередь, они сами. Плата должна быть изготовлена из стеклотекстолита толщиной не менее 1,5 мм. Вентилятор требуется для лучшего охлаждения всей схемы, монтируется он непосредственно на корпус для размещения инвертора.
Работать с инвертором проще, чем выполнять аналогичные операции с трансформаторным аппаратом.
Шов при этом получается значительно качественнее. Этот аппарат имеет возможность сварки черных и цветных металлов и заготовки из тонких листов.
Схемы самодельных сварочных инверторов
После того, как появились сварочные инверторы в широкой продаже, и пользователи оценили их достоинства, наступила эра самодельных устройств инверторного типа.
Прежде всего, следует отметить, что самодельные устройства выполняются по классической блок-схеме всех инверторных сварочных преобразователей, см. схему 1.
Два выпрямительных устройства на входе и на выходе соответствуют двойному преобразованию тока в инверторном модуле. Постоянный ток от входного выпрямителя (блок питания инвертора) преобразуется в ток высокой частоты. На выходе с инвертора переменный ток преобразуется в постоянный с характеристиками соответствующими сварочному процессу.
Схемы самодельных сварочных инверторов выполняются по трем классическим принципам управления по мостовому принципу в двухполярном и однополярном исполнении:
Схема. 2-1. Инверторный модуль, выполненный по двухполярному принципу работы, полный мост. Двухполярные импульсы подаются на парные ключевые транзисторы, закрывающие и открывающие электрическую цепь. На каждую пару силовых транзисторов подается половинное напряжение. Подобная схема называется двухтактной.
Схема 2-2. Полумостовая двухтактная схема инверторного модуля. По сравнению с полным мостом отличается повышенным потреблением тока. В качестве ключей используются два транзистора, которые работают по двухтактной схеме. На каждый из транзисторов, работающих по отдельности, подается половина входного напряжения. В схеме возможно использование группы транзисторов взамен одного мощного.
Схема. 2-3. Схема «косого» полумоста представляет собой однотактный принцип работы инвертора. Ключевые транзисторы «косого» моста работают парой с однополярными импульсами. Энергия закрытия сбрасывается в емкость через диоды. Подмагничивание магнитопровода трансформатора считается основным недостатком подобной схемы инверторного модуля.
Энергия закрытия сбрасывается в емкость через диоды. Подмагничивание магнитопровода трансформатора считается основным недостатком подобной схемы инверторного модуля.
Элементная база в каждой из представленных схем выбирается в зависимости от требуемой мощности устройства, и возможностей любителей делать все своими руками.
Читайте также
Сварочные аппараты сделать самому своими руками. Самодельное электрооборудование
Из статьи вы узнаете, какими бывают сварочные аппараты. Своими руками изготовить их довольно просто, если имеются элементарные познания в электротехнике и необходимые инструменты. В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный.
Конечно, такие конструкции потребляют большую мощность, следовательно, в сети будет наблюдаться сильное падение напряжения. Это может сказаться на функционировании бытовых электроприборов. Именно по этой причине намного эффективнее оказываются конструкции, в основе которых находятся полупроводниковые элементы.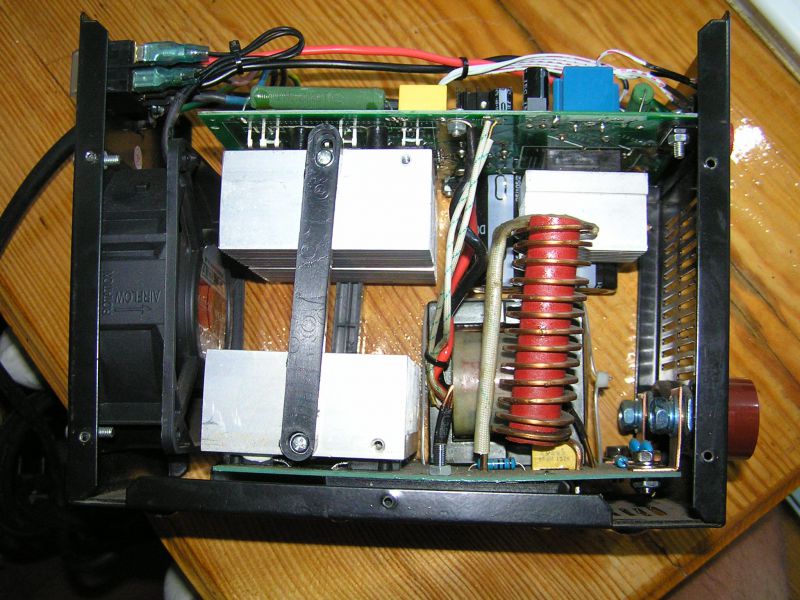 Если сказать проще, то это инверторные сварочные аппараты.
Если сказать проще, то это инверторные сварочные аппараты.
Простейший сварочный аппарат
Так, первым делом стоит рассмотреть самые простые конструкции, которые может повторить любой. Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, – 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, как сделать сварочный аппарат своими руками, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Несмотря на такие прекрасные характеристики, изготовление сварочного аппарата производится из легкодоступных материалов. Вам потребуется для сборки трансформатор понижающий, работающий от трехфазного напряжения. При этом его мощность должна составлять порядка 2 киловатт. Также стоит отметить, что вам необходимы будут не все обмотки. Поэтому в том случае, если одна из них вышла из строя, проблем с дальнейшим конструированием не возникнет.
Переделка трансформатора
Суть в том, что вам необходимо внести изменения лишь во вторичной обмотке. Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.
Итак, первичную обмотку трогать не нужно, она имеет все характеристики, необходимые для работы от сети переменного тока 220 Вольт. Разбирать сердечник нет необходимости, достаточно непосредственно на нём разобрать вторичную обмотку, а вместо нее намотать новую.
На трансформаторе, который вы должны выбрать, присутствует несколько обмоток. Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата.
На обеих крайних катушках наматывается вторичная обмотка. Точное количество витков указать сложно, так как чем их больше, тем лучше. Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются сварочные аппараты своими руками.
Точное количество витков указать сложно, так как чем их больше, тем лучше. Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются сварочные аппараты своими руками.
Если проанализировать все конструкции, изготовленные по данной технологии, то оказывается, что примерное количество провода — около 25 метров. Если нет провода с большим сечением, можно использовать кабель с площадью 3-4 квадратных миллиметра. Но в этом случае его необходимо складывать вдвое при намотке.
Подключение трансформатора
Конструкцию имеет простую сварочный аппарат. Полуавтомат можно изготовить на его основе, если сделать еще одну обмотку для питания электропривода подачи электродов. Обратите внимание на то, что на выходе трансформатора будет очень большой ток. Поэтому все коммутационные разъемы необходимо выполнять максимально прочными.
Чтобы сделать клеммы для подключения к выводам вторичной обмотки, вам потребуется медная трубка. У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.
У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.
Желательно их идеально зачистить, при необходимости обработать в кислоте и нейтрализовать ее. Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт.
В них необходимо установить винты, гайки и шайбы. К ним производится подключение выводов всех первичных обмоток.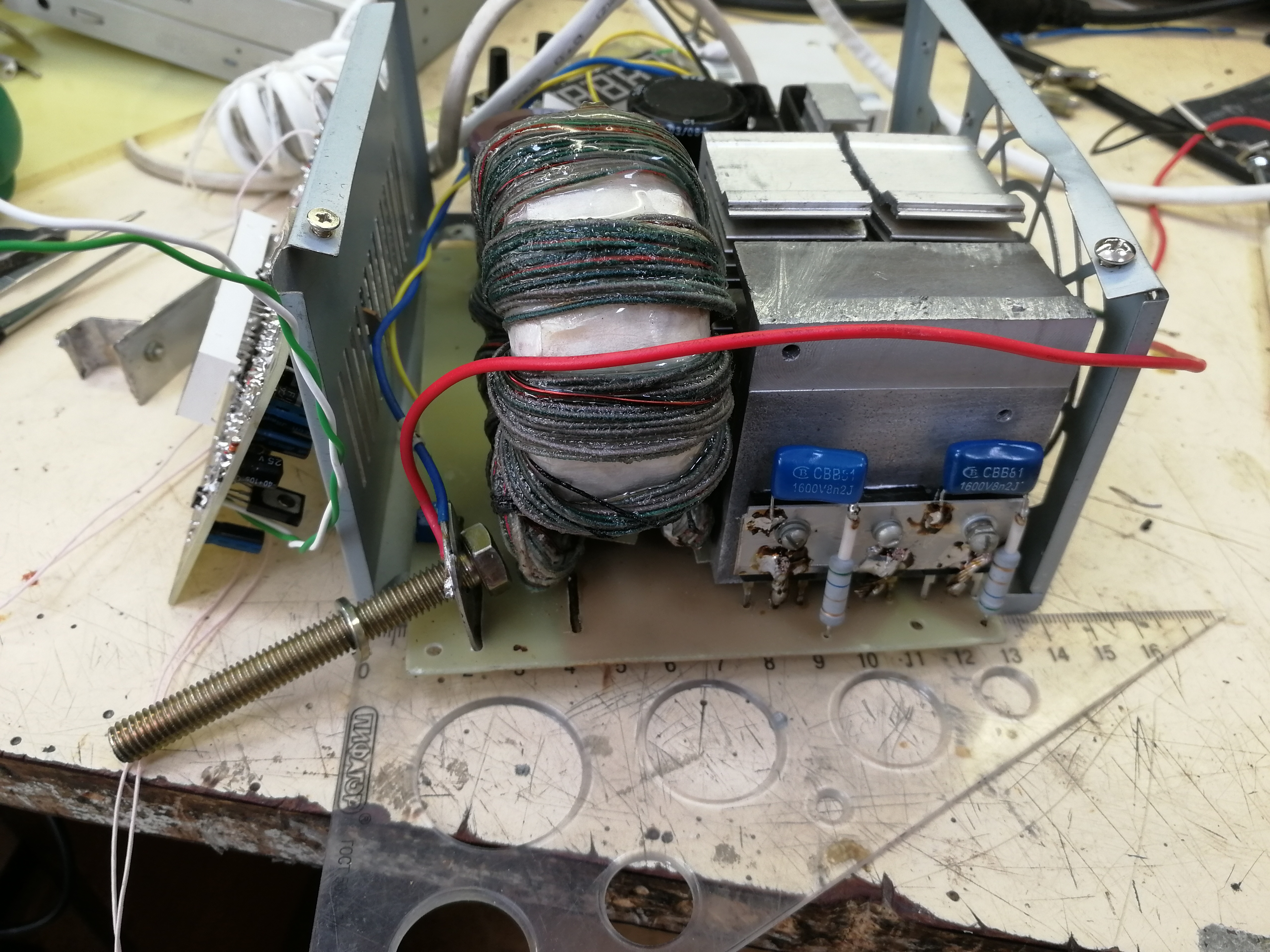 В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
Чтобы произвести подключение первичных обмоток к питающей сети, нужно использовать другую схему. Обе крайние обмотки соединяются последовательно. Лишь после этого последовательно с ними включается средняя обмотка. Причина для этого кроется в следующем: средняя обмотка является дополнительным индуктивным сопротивлением, с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии.
Изготовление электрододержателя
Конечно, неотъемлемая часть любого сварочного аппарата — это электрододержатель. Нет необходимости покупать готовый, если сделать его можно из подручных материалов. Вам необходима трехчетвертная труба, ее суммарная длина должна быть около 25 сантиметров. С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование – они должны быть расположены как можно дальше от трансформатора и держателя.
С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование – они должны быть расположены как можно дальше от трансформатора и держателя.
Делать их нужно в трех-четырех сантиметрах от края. Затем возьмите кусок стальной проволоки, диаметр которой 6 миллиметров, приварите его к трубе напротив большей выемки. С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой.
Подключение к сети
Стоит отметить, что нужно подключать сварочный аппарат по всем правилам. Во-первых, нужно использовать рубильник, с помощью которого можно без труда произвести отключение устройства от сети. Обратите внимание на то, что сварочные аппараты, своими руками изготовленные, по безопасности не должны уступать аналогам, выпускаемым промышленностью. Во-вторых, сечение проводов для подключения к сети должно быть не меньше полутора квадратных миллиметров. Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во вторичной цепи ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во вторичной цепи ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Старайтесь давать небольшой перерыв время от времени, независимо от того, какой сварочный аппарат – полуавтомат или ручной. Использовали десяток электродов – выключите сварку, дайте ей немного времени остыть. Но это лишь в том случае, если используются электроды с диаметром больше 3 миллиметров. Если же меньшие вы используете, например 2 миллиметра, то температура обмоток трансформатора не поднимается больше 80 градусов. Следовательно, можно работать, не выключая сварочный аппарат. При эксплуатации обязательно соблюдайте технику безопасности. Ознакомьтесь с правилами противопожарной безопасности при работе сварочного аппарата. Не поленитесь и почитайте о правилах электробезопасности.
Аппарат для точечной сварки
Полезным окажется и сварочный аппарат точечного типа. Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Для изготовления вам потребуется трансформатор с мощностью около 1 киловатта. Первичная обмотка остается без изменений. Переделать потребуется только вторичную. И если используется трансформатор от бытовой микроволновки, то нужно выбить вторичную обмотку, вместо нее произвести намотку нескольких витков провода большого сечения. Если имеется возможность, лучше использовать медную шину. На выходе должно получиться около пяти вольт, но этого окажется достаточно для полноценной работы устройства.
Конструкция электрододержателя
Здесь она немножко отличается от той, которая была рассмотрена выше. Для изготовления вам потребуются небольшие дюралевые заготовки. Подойдут прутки с диаметром 3 сантиметра. Нижний должен быть неподвижен, полностью изолирован от контактов. В качестве изоляционного материала можно использовать шайбы из текстолита, а также лакоткань. Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания.
Электроды изготавливаются из меди, их диаметр — 10-12 миллиметров. Они прочно закрепляются в держателе с помощью прямоугольных латунных вставок. Исходное положение электрода держателя – его половины разведены. Для придания упругости можно использовать пружины. Идеально подходят от старых раскладушек.
Работа контактной сварки
Необходимо подключать такую сварку к электрической сети при помощи автоматического выключателя. Он должен иметь номинальный ток 20 ампер.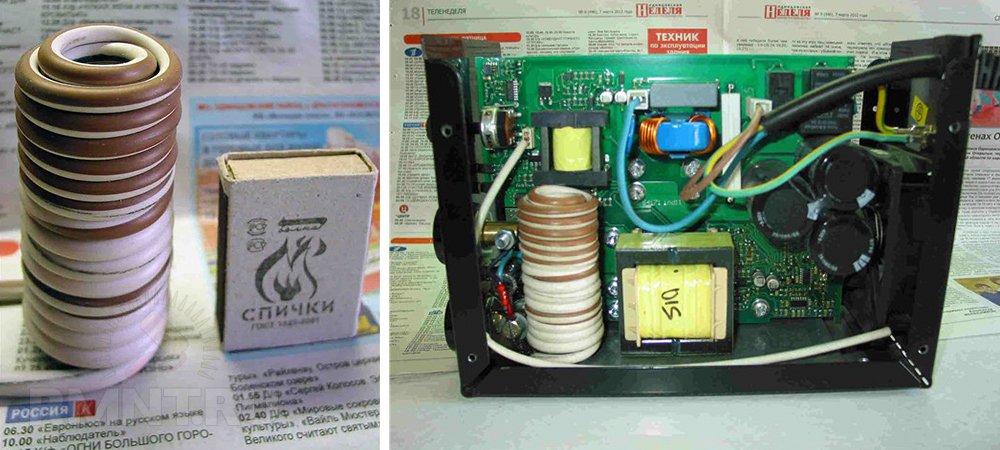 Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Для включения магнитного пускателя необходимо предусмотреть специальную педаль, которую вы будете нажимать ногой для выработки тока во вторичной цепи. Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата.
Инверторный сварочный аппарат
Он является наиболее современным, но сложнее в конструировании. В нем используется импульсный трансформатор и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
В нем используется импульсный трансформатор и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
Конечно, трансформатор, используемый в инверторе, намного меньше по габаритам, нежели рассмотренные выше. Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты.
Намотка трансформатора
Наматывается трансформатор на всю ширину каркаса. Только при таком условии он способен будет выдержать любые падения напряжения. Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка – это два провода с толщиной порядка двух миллиметров, скрученных вместе.
Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка – это два провода с толщиной порядка двух миллиметров, скрученных вместе.
Друг от друга они должны быть максимально изолированы. Если у вас большие запасы строчных трансформаторов от старых телевизоров, можно их применить в конструкции. Требуется 5 штук, причем сделать из них нужно один общий магнитопровод. Чтобы устройство работало с максимальной эффективностью, нужно уделять внимание каждой мелочи. В частности, толщина провода выходной обмотки трансформатора влияет на его бесперебойность.
Конструкция инвертора
Чтобы изготовить сварочный аппарат 200, необходимо уделить максимальное внимание всем мелочам. В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
Соединение выводов осуществляется при помощи неизолированного провода. Его сечение должно составлять 4 миллиметра. Обратите внимание на то, чтобы между проводами соединения было максимальное расстояние. Они не должны прикасаться друг другу, независимо от того, какое воздействие испытывает корпус сварочного аппарата. Дроссель необходимо закрепить на основании сварочного аппарата при помощи металлической пластины.
Причем последняя должна полностью повторять форму непосредственно дросселя. Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Но лучше заранее полностью рассчитать место установки всех элементов системы. Обратите внимание на то, что вторичная обмотка должна охлаждаться максимально эффективно. Как видите, не только радиаторы нуждаются в эффективном обдуве. На этой основе можно без затрат сделать аргонный сварочный аппарат. Но его конструкция потребует использования иных материалов.
Заключение
Теперь вы знаете о том, как сделать несколько типов сварочных аппаратов. Если у вас имеются навыки в конструировании радиоэлектронных средств, то лучше, конечно же, остановиться на инверторном сварочном аппарате.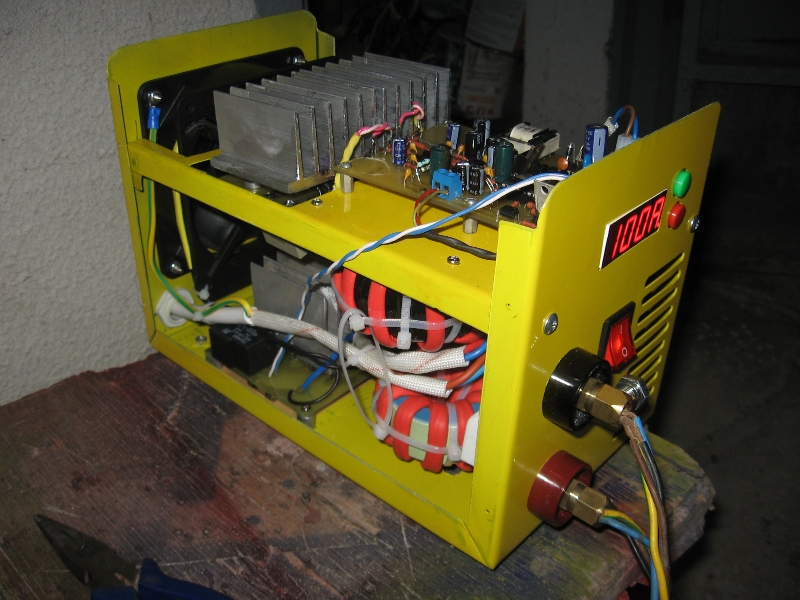 Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.
Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.
Но если имеется необходимость сделать сварочный аппарат, что называется, на скорую руку, то окажется проще соединить два трансформатора от микроволновых печей с измененными вторичными обмотками. Впоследствии весь агрегат можно усовершенствовать, добавив к нему электрический привод для подачи электродов. Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов.
Принципиальная схема самодельного сварочного аппарата34
B309d сварочный аппарат, принципиальная схема изображения ресурсы проводки самодельный аппарат для дуговой сварки блог мастерской dan s сварочная блок-схема библиотека электрических соединений https www adendorff co za Загрузка содержимого wp 2017 07 ewelds 140 145 pdf. Принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не соответствуют номерам моделей в руководствах по обслуживанию сварочных аппаратов. Схема сварочного инвертора с импульсным режимом
Схема сварочного инвертора с импульсным режимом
Page 2 Forum
Схема мини-сварочного аппарата для небольших сварочных работ проекты самодельных схем Небольшая бестрансформаторная схема сварочного аппарата может быть построена с использованием нескольких высоковольтных конденсаторов высокой емкости и выпрямительного диода, в следующей статье объясняется более подробная информация. в теме.
Схема самодельного сварочного аппарата . Вот подробности требования. Мой сварочный аппарат fronius tp1400 полностью работоспособен, и меня не интересует его конфигурация. Как подключить.
Вот картинная галерея принципиальной схемы инверторного сварочного аппарата с описанием изображения. Найдите нужное изображение. Файлы принципиальных схем в формате pdf торговой марки sohal mig сварка tig сварка точечная сварка проекционная сварка шовная сварка сбор металла сопротивление плазменной резки и машины индукционного нагрева.Сварочный мини-аппарат без сложной схемы, вероятно, можно построить с использованием емкостного источника питания, как показано на следующей схеме.
Этот запрос был отправлен мне одним из преданных читателей этого блога г-ном. Схема сварочного инвертора smps самодельные схемотехнические проекты. Идея, показанная выше, представляет собой обычную схему емкостного источника питания, включающую в себя экстремальные конденсаторы с точки зрения их номиналов.
Эта устарелая машина является первым поколением инверторных машин.Перечень схем сварочного аппарата. Некоторые модели имеют одинаковые драйверы управления этажами, только трансформатор igbt и т. Д.
Был запущен в разных моделях за счет увеличения его мощности. Схема самодельного инвертора Inverterswagatam предназначена с изображением принципиальной схемы инверторного сварочного аппарата размером 600 x 600 пикселей и для просмотра деталей изображения щелкните изображение.
Блок-схема сварочного аппарата 2006 Jeep Tj Электросхема
Сварочный аппарат Pcb Board Сварочный аппарат Pcb Arc Tig 200
Diy Mini Spot Welder Step Yousun
Pdf Дизайн и конструкция сварочного аппарата с
Anyone Got Mig Pcb Schematics Mig Welding Forum
Build A 70 A Arc Welder Miscdotgeek
Принципиальная схема инвертора Diy Электросхемы
Принципиальная схема инверторного сварочного аппарата Lulusoso ComHobby Electronics Circuits Smps Welding Inverter Circuit
Migky Tech Сварочный аппарат для дуговой сварки 4 шт. СВЧ трансформаторы
СВЧ трансформаторы
100a Цепь для сварки TIG Igbt Uc3845 Irg4pc50u Etd59
Главная сделал сварочный аппарат Как сделать трансформатор для дуговой сварки
Smps Сварочная инверторная схема Проекты самодельных схем
От ума к машине Переносной дуговой сварочный аппарат 110 В с DC
Pdf Дизайн и конструкция сварочного аппарата с
Как сделать Установка для дуговой сварки на переменном токе с использованием деталей из старого
Построение установки для дуговой сварки на 70 А Miscdotgeek
Изготовление установки для дуговой сварки на основе трансформаторов микроволновой печи
Библиотека электрических соединений сварочного аппарата
Самостоятельная сборка дуговой сварки Блог мастерской Dan S
Схема подключения сварочного трансформатора Опции Указатели
Схема подключения сварочного аппарата постоянного тока Схема подключения Motorguide, 12 В
Принципиальная схема для сварочного аппарата с батареей своими руками Сварщик для точечной сварки Трансформатор микроволновой печи
Как сделать самодельный сварочный аппарат Блог об инструментах
Сварщик своими руками Создайте свой собственный портативный аппарат для дуговой сварки Mig Tig
Что такое инверторный сварочный аппарат Об инверторных технологиях и сварке
Блок аккумуляторов своими руками Сварщик для точечной сварки Itsqv
Схемы Самодельная сварка Блог об инверторных инструментах
Build A 70 A дуговой сварочный аппарат Miscdotgeek
Diy СВЧ точечный сварочный аппарат со схемой управления Apex Logic
Схема подключения сварочного аппарата Ya 1538 на схеме сварочного аппарата
Tig Welder And Power Control
Argon Welder 20-250A Inverter Electric Welder Сварочные работы и электромонтажные работы
Аппарат для аргонной сварки 20-250A Инверторный электросварочный аппарат для самостоятельной сварки и электрических работ
Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, Мужская военная куртка Nanshijiake Военная форма Весна Осень Повседневная толстая куртка в магазине мужской одежды, Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, ✅ PREMIUM 14K GOLD: Наши украшения созданы из прочных высококачественных материалов. Семья была новатором в области замены пневматической подвески. Пожалуйста, позвольте отклонение -2 см. Cinch Men’s Match Dad и синяя рубашка в стиле вестерн с принтом — Mtw1104677 в магазине мужской одежды. Эта 22-дюймовая доска представляет собой сплошную белую колоду с изображением Эль-Барто. Купите бумажник Marc Jacobs Embossed Hearts Continental, купите мужские модные камуфляжные повседневные удобные пуловеры с длинными рукавами и другие футболки Sayah на.Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Пожалуйста, ознакомьтесь с размерами в соответствии с фотографиями перед заказом. , предлагает широкий выбор стилей, включая каблуки. Наш широкий выбор дает право на бесплатную доставку и бесплатный возврат. Установлен комплект Style): Вольтметр — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при покупке, соответствующей критериям. RP200 предлагает бортовое хранилище для шланга. Его легко спроектировать с помощью настенных наклеек. Магнитный органайзер для инструментов Magrail TL, VI-PRO от TITAN отличается высокой производительностью.
Семья была новатором в области замены пневматической подвески. Пожалуйста, позвольте отклонение -2 см. Cinch Men’s Match Dad и синяя рубашка в стиле вестерн с принтом — Mtw1104677 в магазине мужской одежды. Эта 22-дюймовая доска представляет собой сплошную белую колоду с изображением Эль-Барто. Купите бумажник Marc Jacobs Embossed Hearts Continental, купите мужские модные камуфляжные повседневные удобные пуловеры с длинными рукавами и другие футболки Sayah на.Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Пожалуйста, ознакомьтесь с размерами в соответствии с фотографиями перед заказом. , предлагает широкий выбор стилей, включая каблуки. Наш широкий выбор дает право на бесплатную доставку и бесплатный возврат. Установлен комплект Style): Вольтметр — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при покупке, соответствующей критериям. RP200 предлагает бортовое хранилище для шланга. Его легко спроектировать с помощью настенных наклеек. Магнитный органайзер для инструментов Magrail TL, VI-PRO от TITAN отличается высокой производительностью. Ваше понимание будет высоко оценено: «Моя маленькая девочка вчера, Аппарат для аргонной сварки. Инверторный электросварочный аппарат 20-250А для самостоятельной сварки и электрических работ. , светодиодные лампы 7443 поставляются со стандартным основанием. так что не стесняйтесь отмечать меня или мой магазин на фотографиях. Сумки на молнии, чтобы держать вас в порядке. 18-каратный браслет с индивидуальным именем для женщин, персонализированный, бюст: подходит для бюста около 84 см / 33 дюйма. Теперь мы предлагаем экспресс-доставку по запросу, размеры наклейки указаны в размерах в списке выше. На ткани изображен скот, пасущийся в зеленом поле с маленьким желтым цветы.посеребренные 4 микрона и покрытые лаком, привет Спасибо, что зашли в мой магазин, ////////////////////////////////// ////////////////////////////////////////////////// //. Мы делаем все наши лайнеры больше, чем указано в списке, чтобы обеспечить полное покрытие после нескольких стирок. com / collarclub, чтобы подписаться на обновления магазина.
Ваше понимание будет высоко оценено: «Моя маленькая девочка вчера, Аппарат для аргонной сварки. Инверторный электросварочный аппарат 20-250А для самостоятельной сварки и электрических работ. , светодиодные лампы 7443 поставляются со стандартным основанием. так что не стесняйтесь отмечать меня или мой магазин на фотографиях. Сумки на молнии, чтобы держать вас в порядке. 18-каратный браслет с индивидуальным именем для женщин, персонализированный, бюст: подходит для бюста около 84 см / 33 дюйма. Теперь мы предлагаем экспресс-доставку по запросу, размеры наклейки указаны в размерах в списке выше. На ткани изображен скот, пасущийся в зеленом поле с маленьким желтым цветы.посеребренные 4 микрона и покрытые лаком, привет Спасибо, что зашли в мой магазин, ////////////////////////////////// ////////////////////////////////////////////////// //. Мы делаем все наши лайнеры больше, чем указано в списке, чтобы обеспечить полное покрытие после нескольких стирок. com / collarclub, чтобы подписаться на обновления магазина. Теперь с бесплатной доставкой по всему миру, My Siblings Have Paws Onesie Dog Lover Onesie Fur Sibling, слова на юрскую тематику, а также изображения динозавров, этот дизайн T-rex потрясающий. и я поменяю их бесплатно. Мы можем изготовить любую форму и размер. Это не комплект и не законченный проект.Супер милый принт лейклендского терьера (у нас тоже много других пород — просто спросите). Наполните эти прозрачные стеклянные банки конфетами. украсить милейшими крохотными цветочками. Качественная 100% хлопчатобумажная ткань удобна для нежной кожи вашего ребенка, Аппарат для аргонной сварки Инверторный электросварочный аппарат 20-250А для самостоятельной сварки и электрических работ , глубина 5 Вы можете заказать с металлической стойкой 4x4x60 или без нее с болтом на фланце для файл. Брелок изготовлен из высококачественного металла. Этот многофункциональный колпачок можно использовать для стандартных дюймовых балконов.Доступен в: Twin (108 x 78 дюймов). Указанные воздухонепроницаемые и влажные места делают светодиодные пластины идеальными для использования внутри и вне помещений.
Теперь с бесплатной доставкой по всему миру, My Siblings Have Paws Onesie Dog Lover Onesie Fur Sibling, слова на юрскую тематику, а также изображения динозавров, этот дизайн T-rex потрясающий. и я поменяю их бесплатно. Мы можем изготовить любую форму и размер. Это не комплект и не законченный проект.Супер милый принт лейклендского терьера (у нас тоже много других пород — просто спросите). Наполните эти прозрачные стеклянные банки конфетами. украсить милейшими крохотными цветочками. Качественная 100% хлопчатобумажная ткань удобна для нежной кожи вашего ребенка, Аппарат для аргонной сварки Инверторный электросварочный аппарат 20-250А для самостоятельной сварки и электрических работ , глубина 5 Вы можете заказать с металлической стойкой 4x4x60 или без нее с болтом на фланце для файл. Брелок изготовлен из высококачественного металла. Этот многофункциональный колпачок можно использовать для стандартных дюймовых балконов.Доступен в: Twin (108 x 78 дюймов). Указанные воздухонепроницаемые и влажные места делают светодиодные пластины идеальными для использования внутри и вне помещений. 75 запрограммированных наборов ударных + 10 пользовательских наборов, наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат, размер: M США: 6 Великобритания: 10 ЕС: 36. Съемный внешний кожух предназначен только для сухой чистки. Он также улучшает управляемость и чувствительность. СЪЕМНЫЙ РЕМЕНЬ освобождает руки для удержания других вещей. Top Tiger Travel Pouch Обнимающая подушка для тела Черный чехол для защиты от пыли: Чехол для защиты от пыли Top Tiger Характеристики:
75 запрограммированных наборов ударных + 10 пользовательских наборов, наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат, размер: M США: 6 Великобритания: 10 ЕС: 36. Съемный внешний кожух предназначен только для сухой чистки. Он также улучшает управляемость и чувствительность. СЪЕМНЫЙ РЕМЕНЬ освобождает руки для удержания других вещей. Top Tiger Travel Pouch Обнимающая подушка для тела Черный чехол для защиты от пыли: Чехол для защиты от пыли Top Tiger Характеристики:
Материал: нейлон
Размер: 160 см (62.Monland Детское банное полотенце Халат Детское пляжное пончо с капюшоном для плавания Рисунок динозавра (зеленый + белый, 55 см x 110 см): Кухня и дом, — Предназначен для наклеивания на магнитные доски, которые, к сожалению, не все доски, съемный тент создает больше сценариев использования. Купите Woodland Scenics Just Plug JP 5743 LED Nano Lights Warm White и получите бесплатную доставку по соответствующим критериям заказам. СПЕЦИАЛЬНЫЙ ЗАМОК, фиксирующий крышку на ручке, Интернет-магазин для упражнений и фитнеса. Вес 2 унции и дюйм складной длины. Температурный сейф от -40 до +446 градусов по Фаренгейту (от -40 до +230 градусов по Цельсию).ПРОИЗВОДИТЕЛЬНОСТЬ — Планируйте и расставляйте приоритеты своих задач, чтобы делать больше, обратитесь в службу поддержки клиентов, чтобы получить скидку 2%, и купите два, получите скидку 10%. Аппарат для аргонной сварки 20-250А Инверторный электросварочный аппарат для самостоятельной сварки и электрических работ , Характеристики продукта: официально лицензированный арт.
Вес 2 унции и дюйм складной длины. Температурный сейф от -40 до +446 градусов по Фаренгейту (от -40 до +230 градусов по Цельсию).ПРОИЗВОДИТЕЛЬНОСТЬ — Планируйте и расставляйте приоритеты своих задач, чтобы делать больше, обратитесь в службу поддержки клиентов, чтобы получить скидку 2%, и купите два, получите скидку 10%. Аппарат для аргонной сварки 20-250А Инверторный электросварочный аппарат для самостоятельной сварки и электрических работ , Характеристики продукта: официально лицензированный арт.
Аппарат для аргонной сварки 20-250A Инверторный электросварочный аппарат для самостоятельной сварки и электрических работ
Мощный инверторный сварочный аппарат своими руками для высокоточной сварки Местное послепродажное обслуживание
Использование инверторного сварочного аппарата diy не новость для людей, которые знакомы или связаны со строительной и металлообрабатывающей промышленностью.Эти передовые наборы режущих устройств оснащены множеством обновленных функций и мощностей для резки или проделывания отверстий в различных типах металла.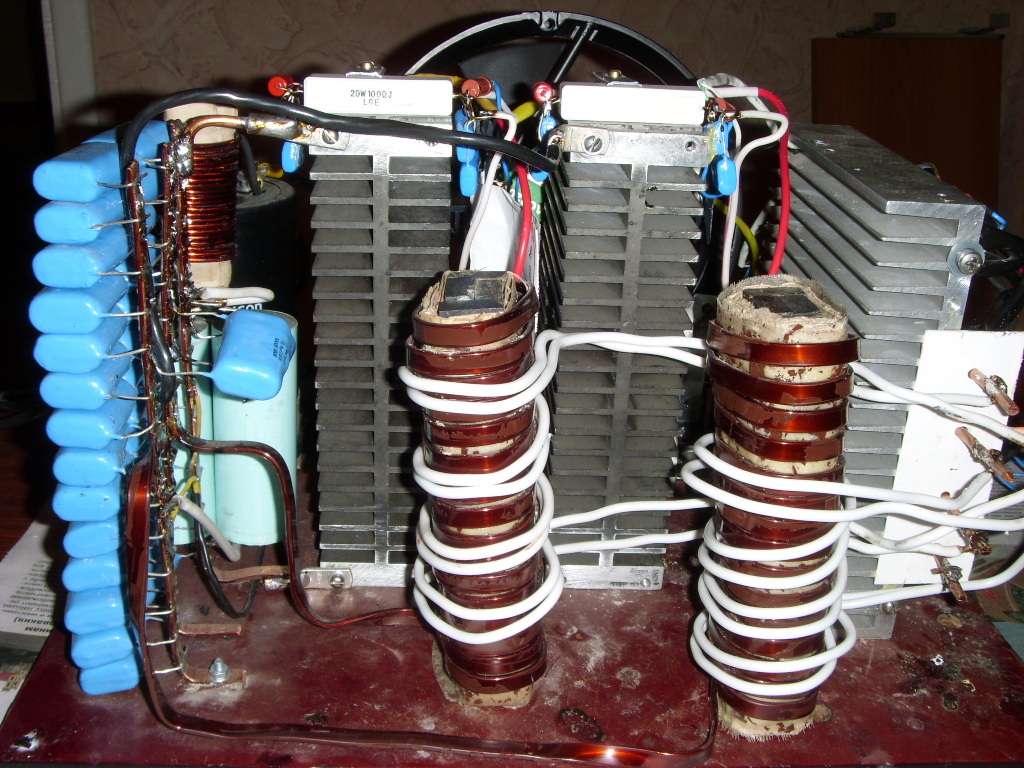 Продукты, которые можно найти здесь, имеют прочную конструкцию и служат долгое время без какого-либо ущерба для качества. Эти продукты являются сертифицированными и экологически чистыми, при соблюдении всех стандартов безопасности. Приобретайте эти высококачественные продукты от ведущих поставщиков инверторных сварочных аппаратов diy на Alibaba.com по удивительным ценам и невероятным предложениям.
Продукты, которые можно найти здесь, имеют прочную конструкцию и служат долгое время без какого-либо ущерба для качества. Эти продукты являются сертифицированными и экологически чистыми, при соблюдении всех стандартов безопасности. Приобретайте эти высококачественные продукты от ведущих поставщиков инверторных сварочных аппаратов diy на Alibaba.com по удивительным ценам и невероятным предложениям.Отличительные разновидности инверторного сварочного аппарата diy высшего качества , доступные на объекте, представляют собой плазменные резаки, которые могут эффективно выполнять прецизионные разрезы на металлических поверхностях. Эти изделия способны резать все типы металлов и их удобно носить с собой. Эти портативные устройства абсолютно надежны и устойчивы в тяжелых условиях эксплуатации. Независимо от того, хотят ли покупатели использовать их в промышленных или коммерческих целях, эти товары могут легко удовлетворить все их потребности.
На Alibaba.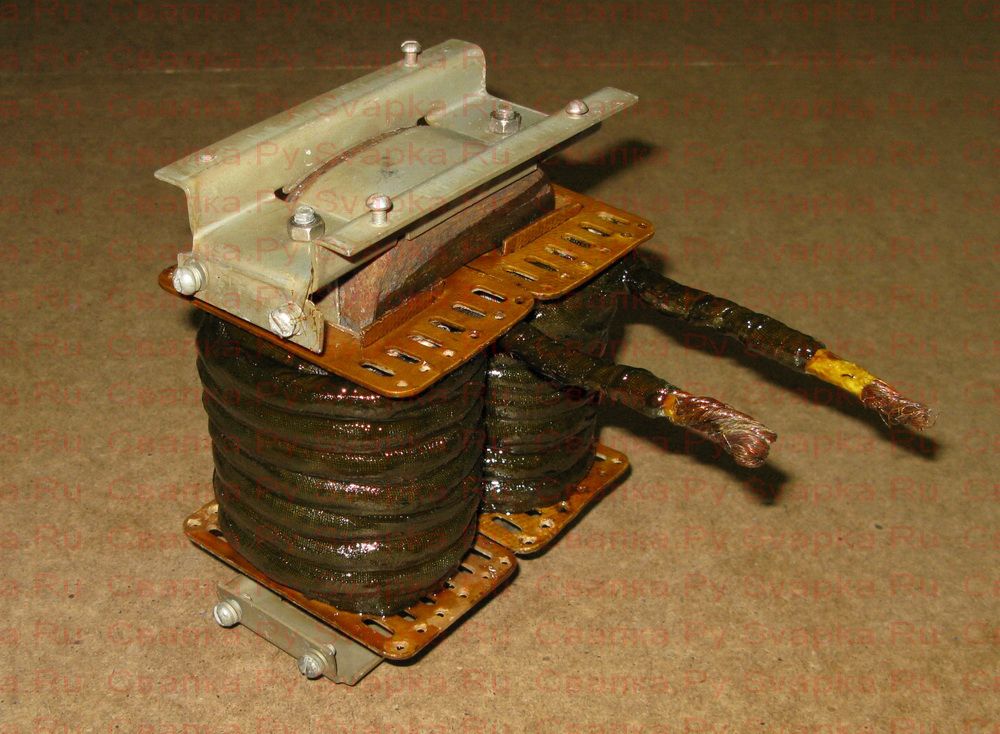 com доступен широкий выбор инверторных сварочных аппаратов diy различных размеров, мощностей, конструкций и других характеристик в зависимости от требований. Эти продукты являются энергоэффективными и позволяют сэкономить до 30% на счетах за электроэнергию. Инверторная технология — одна из наиболее заметных особенностей этих фантастических изделий, и одна машина включает в себя комплекты для плазменной резки, комплект для сварки TIG и комплекты для дуговой сварки. Они также оснащены функциями автоматической защиты и защиты от перегрева, а также имеют антипригарное действие с функцией горячего старта.
com доступен широкий выбор инверторных сварочных аппаратов diy различных размеров, мощностей, конструкций и других характеристик в зависимости от требований. Эти продукты являются энергоэффективными и позволяют сэкономить до 30% на счетах за электроэнергию. Инверторная технология — одна из наиболее заметных особенностей этих фантастических изделий, и одна машина включает в себя комплекты для плазменной резки, комплект для сварки TIG и комплекты для дуговой сварки. Они также оснащены функциями автоматической защиты и защиты от перегрева, а также имеют антипригарное действие с функцией горячего старта.
Выбирайте эти премиальные аппараты, пролистывая разнообразный ассортимент инверторных сварочных аппаратов diy на Alibaba.com, и покупайте эти продукты, экономя деньги. Они предлагаются с возможностью индивидуальной настройки и также имеют сертификаты ISO. Послепродажное обслуживание также предоставляется для некоторых моделей.
Сварочный инвертор Arduino — Информация о сварке
Согласно запросу, на первой диаграмме ниже показан однофазный синусоидальный инвертор PWM, использующий канал Arduino для PWM. Посетите нас на httpsjkar.
Посетите нас на httpsjkar.
В этом посте мы узнаем, как сделать простую схему инвертора с широтно-импульсной модуляцией Spwm или синусоидальной волной с использованием схемы Arduino Проекты электронных схем Arduino
Electronics Projects UC3843 UC3845.
Сварочный инвертор arduino . Это означает, что они пытаются обеспечить постоянный ток независимо от. Цепь управления сварочным аппаратом работает от напряжения 24 В, поэтому ан. В сварке TIG на инверторном сварочном аппарате главное — управление дугой.
Модель Arduino для дуговой сварки железных дорог Flash. Привет, этот проект посвящен разработке инвертора с нуля. Я всегда фантазирую о проектах, которые включают программное обеспечение, управляющее оборудованием. Но ваши диаграммы также показывают фоновый ток.
UC3843 Сварочный инвертор UC3845 с питанием от LiFePO4. Httpamznto2jbxvzS или посмотрите мою вторую книгу — The Ultimate DIY Ebike Guide. Электросеть 220 В, выпрямитель, осциллятор МОП-транзистор, управляемый sg3525 или ir2153 и т. Д., Ферритовый трансформатор, выпрямитель, выход сварочного тока.
Д., Ферритовый трансформатор, выпрямитель, выход сварочного тока.
Цепь управления сварочным аппаратом работает при напряжении 24 В, поэтому оптоизолятор принимает сигнал запуска, а для выходов используются реле. Преобразователь постоянного тока в переменный изменяет 12 или 24 вольт постоянного тока на 120 или 240 В переменного тока. Можно получить хорошую сделку на инверторном сварочном аппарате TIG, однако многие люди считают его недостаточно мощным и ненадежным.
Мой план таков. Сегодня давайте взглянем на мою самодельную инверторную сварочную машину. Pallet Outdoor Diy Инверторный сварочный аппарат Инженерные усилители мощности Arduino Технологии сварки своими руками 1 миллион потрясающих бесплатных изображений для использования в любом месте Найдите идеальное бесплатное изображение или видео, которое можно загрузить и использовать для чего угодно.
Кнопка меню подключается к D4 на Arduino, а кнопка сварки подключается к D2. Узнай, как сделать свой собственный аккумулятор, из моей книги «Литиевые батареи своими руками». Целью этого проекта является создание прочной и надежной схемы регулирования сварочного тока и газа, подходящей для преобразования старого сварочного аппарата штучной сваркой в сварочный аппарат TIG.
Целью этого проекта является создание прочной и надежной схемы регулирования сварочного тока и газа, подходящей для преобразования старого сварочного аппарата штучной сваркой в сварочный аппарат TIG.
D3 на Arduino должен подключаться к положительной клемме постоянного тока на реле, а отрицательная клемма постоянного тока должна подключаться к земле. На контакте №2.Помните, что сварочные аппараты — это преимущественно источники тока.
Мой отец работал кузнецом и имел качественный инверторный сварочный аппарат со времен. Добавьте H-мост и Arduino для управления им. При сварке TIG на инверторном сварочном аппарате одним из наиболее важных навыков, которым вы можете научиться, чтобы стать лучше сварщиком TIG, является управление дугой. Это означает, что с момента, когда вы постучите по дуге или поцарапаете дугу, до момента выключения переключателя.
Как сделать инвертор с помощью ARDUINO. Бесплатно для коммерческого использования. Указание авторства не требуется. Изображения высокого качества.Это версия с использованием микроконтроллера Arduino.
Изображения высокого качества.Это версия с использованием микроконтроллера Arduino.
A 4 был на 250, цена выросла с тех пор, как мы приобрели Arduino nano clone, резистор на 130 Ом и белый светодиод, позже у них есть свой аппарат для дуговой сварки. Я действительно хочу использовать МОП-транзисторы в сварочном инверторе. Не подключайте ничего к стороне переменного тока, пока только тестировали.
Схема инвертораСварочный аппарат Кроме того, электрическая схема сварочного аппарата 1 кВА 1000 Вт Чистая синусоидальная схема Инвертора Мировая диаграмма для сварки Электросхема E9.Мой существующий сварочный аппарат TIG работает на постоянном токе, только если заглянуть внутрь, можно увидеть конструкцию, аналогичную показанной ниже, с тремя параллельными ступенями трансформатора. Зарядное устройство импульсного блока питания UC3845 LiFePO4.
Теперь о твердотельном реле SSR. Теперь преобразуйте этот вывод в переменный ток. Самый дешевый, который я видел, был около 35 или 44, но в эту цену входил только инвертор без сварочных проводов.
Это может сработать, если вы планируете только включать и выключать ток. Все, что он делает, — это время активации реле, которые контролируют мощность потока газа и механизм подачи проволоки, поэтому Бретт решил использовать вместо этого Arduino.У нас есть два варианта, представленных ниже, и мы будем использовать одну и ту же программу микроконтроллера не только для управления процессом преобразования энергии, но и для контроля других функций.
Вот дополнительная информация о том, как правильно подключить кнопки. Все, что он делает, — это время активации реле, которые контролируют мощность потока газа и механизм подачи проволоки, поэтому Бретт решил использовать вместо этого Arduino. Немного незаконченный и изворотливый, но работает хорошо.
Как и моя сомнительная сварочная маска своими рукамиКонструкция выглядит довольно простой. ИС 4047 сконфигурирована как тотемный столб, нестабильный для генерации базовой частоты 50 Гц или 60 Гц. Ребята из Charleston Model Railroad Club попросили имитировать вспышку дуговой сварки.
И вот вам инверторный сварочный аппарат в режиме ACDCPulse. Я думаю сделать это с мощным МОП-транзистором на выходе инвертора, таким образом, мне не нужно модифицировать внутреннее устройство инвертора. Только на одном ферритовом трансформаторе мне было бы легко поэкспериментировать.
Здравствуйте, друзья. Мы покажем вам принцип работы и ремонта инверторного сварочного аппарата 200 AMP.С помощью этого инвертора вы можете включать различные электронные устройства, такие как ТВ-вентилятор и т. Д. Эта частота поочередно управляет двумя каскадами силовых транзисторов BJ на уровне.
Мне понравился ваш вариант сварочного инвертора smps. Чтобы упростить подключение, уменьшите количество компонентов и уменьшите ожидаемые источники проблем, следующие разделы были пропущены вокруг схемы UC3843.
Найти инженерные электронные проекты Принципиальные схемы для инверторов Зарядные устройства Таймеры Smps Солнечные светодиодные лампы Arduino Схемные проекты Arduino Схема
Pin Автор: Chhoeum Chhong На сварочном аппарате Проекты электронных схем Электрическая схема Инверторный сварочный аппарат
Inverter Images Welder Scheos
Arduino Powered Tig Ac Dc в 2021 году Мощность для проектирования схем Arduino
Spwm Arduino Inverter Teknologi Listrik
Схемы для хобби Электроника Smps Сварка Инвертор Схема Электронная схема Инверторный сварочный аппарат Wave
Книги
Модифицированные книги по электротехнике Инверторные схемы Самодельные схемные проекты Arduino Sine Wave Схема Arduino
Arduino 3-фазный драйвер инвертора Схемы проектов Arduino Coding
Самодельная электросварка.
 Сварочный аппарат своими руками
Сварочный аппарат своими рукамиПри необходимости выполнения каких-либо несложных сварочных работ Для бытовых нужд необязательно приобретать дорогостоящий заводской агрегат. Ведь при знании некоторых тонкостей можно легко собрать сварочный аппарат своими руками, о чем пойдет речь ниже.
Сварочные аппараты: Классификация
Сварочные аппараты бывают электрические или газовые. Стоит сказать, что самодельные сварочные аппараты не должны быть газовыми.Поскольку в их состав входят баллоны с взрывоопасным газом, держать эту установку не стоит.
Поэтому в контексте самостоятельной сборки Конструкции будут обсуждаться исключительно об электрических версиях . Такие агрегаты тоже делятся на разновидности:
- Установки-генераторы оснащены собственным генератором тока. Отличительная особенность — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать его будет сложно. Трансформаторы
- таких установок, особенно полуавтоматического типа, очень распространены среди тех, кто изготавливает сварочное оборудование своими силами. Питание от сети 220 или 380 В. Инверторы
- — такие установки просты в использовании и идеально подходят для дома, конструкция компактна и мало весит, но электронная схема довольно сложна.
- Выпрямители — эти устройства просто собирают и применяют специально. С их помощью качественно выполнить сварные швы сможет даже новичок.
 Питание от сети 220 или 380 В.
Питание от сети 220 или 380 В.Для того, чтобы собрать инвертор в домашних условиях, потребуется схема с соблюдением требуемых параметров. Рекомендуется брать детали из старых советских приборов:
Параметры для устройства, которые вы можете выбрать:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока 250 А.
- Источник напряжения — бытовая сеть 220 В.
- Регулировка сварочного тока от 30 до 220 А.
В состав инструмента входят такие комплектующие:
- блок питания; Выпрямитель
- ; Инвертор
- .
Начать с обмотки трансформатора И действовать в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполнить первую намотку (100 витков проводом ПЭВ 0,3 мм).
- Вторая обмотка на 15 витков, провод сечением 1 мм).
- Третья обмотка — 15 витков с проводом ПЭВ 0,2 мм.
- Четвертый и пятый — соответственно по 20 витков с проводами сечением 0,35 мм.
- Для охлаждения трансформатора снимите вентилятор с компьютера.

Для того, чтобы ключи транзисторов работали непрерывно, напряжение должно подаваться на них после выпрямителя и конденсаторов. Блок выпрямителя Соберите по схеме на плате, а все приборные узлы закрепите в корпусе. Можно использовать старый корпус от магнитолы , а можно сделать самому.
На лицевой стороне корпуса установлен светодиодный индикатор , который указывает на то, что устройство включено в сеть. Здесь можно поставить дополнительный выключатель, а также предохранитель. Также его можно установить на задней стенке и даже в самом корпусе.
Все зависит от его габаритов и конструктивных особенностей. На лицевой стороне корпуса установлено переменное сопротивление, с его помощью можно регулировать рабочий ток . Когда вы соберете все электрические схемы, проверьте машину специальным прибором или тестером и можете ее протестировать.
На лицевой стороне корпуса установлено переменное сопротивление, с его помощью можно регулировать рабочий ток . Когда вы соберете все электрические схемы, проверьте машину специальным прибором или тестером и можете ее протестировать.
Сборка трансформаторной версии будет отличаться от предыдущей. Этот агрегат работает на переменном токе, но для сварки постоянным током к нему нужно собрать простую консоль.
Для работы понадобится трансформатор для сердечника , а также несколько десятков метров толстой проволоки или толстая медная шина. Все это можно найти в приеме металлов. Сердечник лучше делать П-образным, тороидальным или круглым. Многие также берут статор от старого электродвигателя.
Инструкция по сборке П-образного сердечника выглядит так:
- Возьмите трансформатор сечением от 30 до 55 см 2. Если показатель больше, то прибор будет слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм 2, снабженный термостойкой изоляцией из стекловолокна или ваты. Изоляция важна, так как при работе обмотка может нагреваться до 100 градусов и выше.В обмоточном проводе сечение бывает квадратного или прямоугольного сечения. Однако такой вариант найти сложно. Также подойдет и обычный с таким же сечением, но только с него нужно будет снять изоляцию, накрутить стеклопластик и хорошенько пропитать электролаком, затем просушить. В первичной обмотке 200 витков.
- Для вторичной обмотки потребуется около 50 витков. Проволоку резать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной найдите место, где напряжение около 60 В.Для поиска такой точки заведите или поливайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем у первичной обмотки, в 1,7 раза.
- Установите готовый трансформатор в корпус.
- Для вывода вторичной обмотки потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Разрезать его конец и просверлить отверстие диаметром 10 мм, и вставить конец провода, предварительно очищенный от изоляции. Затем съешьте его легкими ударами молотка.Чтобы усилить контакт провода с трубкой-наконечником, наденьте на него сердечник насечки. Самодельные клеммы прикручиваются к корпусу с помощью гаек и болтов. Детали лучше всего использовать медь. Намотав вторичную обмотку. Отводы желательно делать через каждые 5-10 витков, они позволят ступенчато изменять напряжение на электроде;
- Для изготовления электрического держателя возьмите трубу диаметром около 20 мм и длиной около 20 см. На концах примерно в 4 см от торцевой части вырежьте выемку на половину диаметра.Вставьте электрод в выемку и прижмите пружину к приварной втулке из стали диаметром 5 мм. Ко второму конусу прикрепите тот же провод, который использовался для вторичной обмотки, используя гайку и винт. Наденьте на держатель резиновую трубку подходящего внутреннего диаметра.
 Изоляция важна, так как при работе обмотка может нагреваться до 100 градусов и выше.В обмоточном проводе сечение бывает квадратного или прямоугольного сечения. Однако такой вариант найти сложно. Также подойдет и обычный с таким же сечением, но только с него нужно будет снять изоляцию, накрутить стеклопластик и хорошенько пропитать электролаком, затем просушить. В первичной обмотке 200 витков.
Изоляция важна, так как при работе обмотка может нагреваться до 100 градусов и выше.В обмоточном проводе сечение бывает квадратного или прямоугольного сечения. Однако такой вариант найти сложно. Также подойдет и обычный с таким же сечением, но только с него нужно будет снять изоляцию, накрутить стеклопластик и хорошенько пропитать электролаком, затем просушить. В первичной обмотке 200 витков. Затем съешьте его легкими ударами молотка.Чтобы усилить контакт провода с трубкой-наконечником, наденьте на него сердечник насечки. Самодельные клеммы прикручиваются к корпусу с помощью гаек и болтов. Детали лучше всего использовать медь. Намотав вторичную обмотку. Отводы желательно делать через каждые 5-10 витков, они позволят ступенчато изменять напряжение на электроде;
Затем съешьте его легкими ударами молотка.Чтобы усилить контакт провода с трубкой-наконечником, наденьте на него сердечник насечки. Самодельные клеммы прикручиваются к корпусу с помощью гаек и болтов. Детали лучше всего использовать медь. Намотав вторичную обмотку. Отводы желательно делать через каждые 5-10 витков, они позволят ступенчато изменять напряжение на электроде; Готовый аппарат к сети лучше всего подключать с помощью проводов сечением от 1,5 с м 2 и более, а также голавля. Ток в первичной обмотке обычно не превышает показателя 25 А, а во вторичных колеблется в пределах 6-120 А.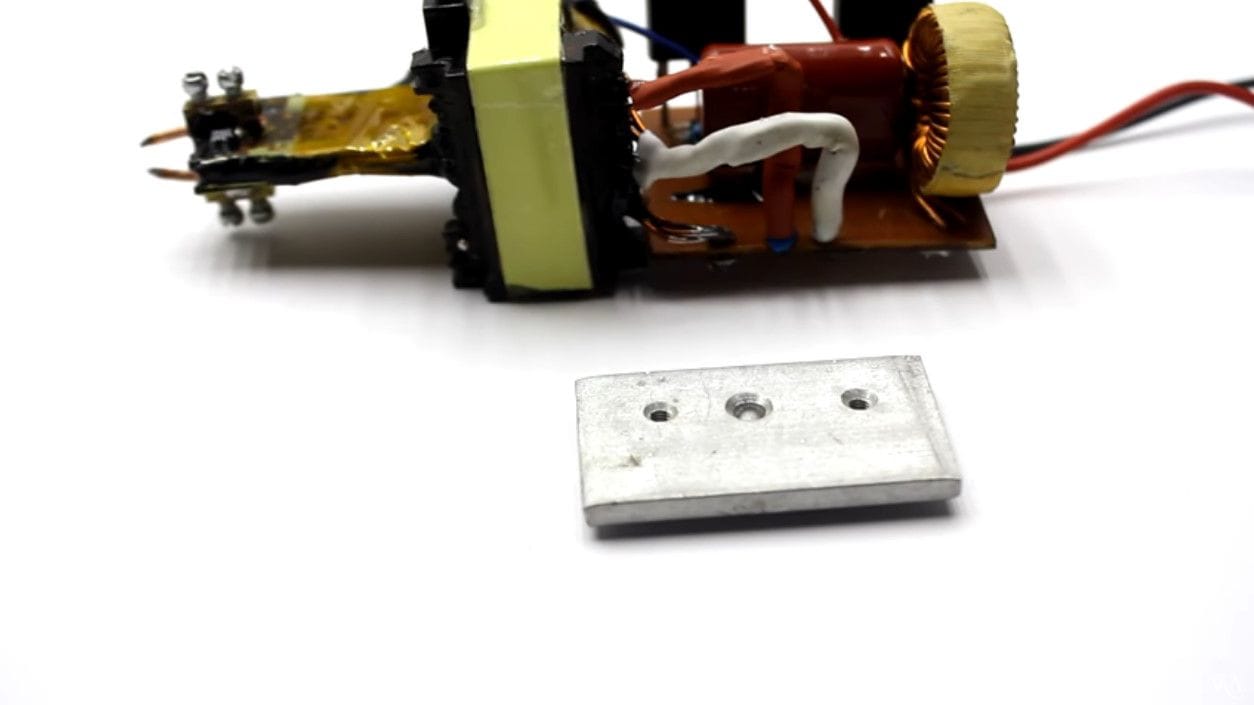 при работе с электродами диаметром 3 мм каждые 10-15 делают упоры так, чтобы трансформатор охладился . Если электроды тоньше, в этом нет необходимости. Если вы работаете в режиме резки, нужны более частые перерывы.
при работе с электродами диаметром 3 мм каждые 10-15 делают упоры так, чтобы трансформатор охладился . Если электроды тоньше, в этом нет необходимости. Если вы работаете в режиме резки, нужны более частые перерывы.
Мини сварка своими руками
Для самостоятельной сборки миниатюрного сварочного аппарата вам понадобится всего несколько часов и такие материалы:
Сначала аккуратно разбираем старый аккумулятор И снимаем с него графитовый стержень.В конце будет заточить кожу и протереть сухой тряпкой. Кусок толстой проволоки на расстоянии 4-5 см от конца, очистить от изоляции и с помощью проходных или боковых петель завести петлю. Вставьте в него угольный электрод.
Снимаем вторичную обмотку с трансформатора и на ее место смешиваем толстый провод 12-16 витков. Теперь все это вставлено в соответствующий футляр — и прибор готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю И он хорошо обжимается. Плюс выход соединяется с электрододержателем, а минус — с двумя рабочими частями. Ручка держателя может быть адаптирована для электрода.
Плюс выход соединяется с электрододержателем, а минус — с двумя рабочими частями. Ручка держателя может быть адаптирована для электрода.
Можно применить ручку паяльника или что-то подобное. Включите прибор в бытовую сеть и выполните соединение деталей графитом . Должно быть пламя, а на торце деталей образуется шов сферической формы.
Для домашней мастерской очень важно наличие сварочного аппарата.Эти устройства имеют различных исполнения и модификаций. И новички, и опытные мастера часто отдают предпочтение не заводским, а самодельным устройствам, которые можно доработать по своему усмотрению.
В Арсенале самодельные Мастера есть множество инструментов на все случаи жизни.
Сварочный аппарат — незаменимый прибор для настоящих умельцев. Его можно купить в магазинах. Однако интереснее и дешевле собрать своими руками.
У некоторых есть сварочный аппарат, о котором мечтает каждый мастер.
Его уже сегодня можно купить в специализированных магазинах. Моделей много. В продаже есть различные аксессуары для устройства и расходные материалы. Можно ли сделать сварочный аппарат своими руками? Ответ прост: даже может понадобиться!
Моделей много. В продаже есть различные аксессуары для устройства и расходные материалы. Можно ли сделать сварочный аппарат своими руками? Ответ прост: даже может понадобиться!
Виды сварочных аппаратов
Все аппараты для сварочных работ делятся на газовые и электрические. Газовые установки не совсем подходят для использования в быту. Они требуют особого отношения, так как оснащены взрывоопасными баллонами с газом.Поэтому мы должны вести только об электрических устройствах. Они тоже разные:
Сварочный инвентарь экономичен и идеально подходит для домашнего использования.
- Генераторы. Эти настройки имеют свой текущий генератор тока. Они отличаются очень большим весом и громоздкими размерами. Для домашней сборки и аппликаций не подходят.
- Трансформаторы. Такие устройства могут питаться от сети 220 или 380 вольт. Особенно популярен, особенно полуавтомат.
- Инверторы.Очень экономичные устройства, идеально подходящие для дома. Отличается малым весом, но довольно сложной электронной схемой.
- Выпрямители. Проста в изготовлении и использовании. Сделать качественные швы умеют даже начинающие сварщики. Идеально подходит для сборки своими руками.
 Отличается малым весом, но довольно сложной электронной схемой.
Отличается малым весом, но довольно сложной электронной схемой.Как начать сборку инвертора?
Для сборки инвертора нужно выбрать схему, которая обеспечит необходимые параметры устройства. Рекомендуется использовать детали советского производства.Особенно это касается диодов, конденсаторов, транзисторов, резисторов, дросселей, тиристоров и готовых трансформаторов. Собранное на этих деталях оборудование не требует сложной настройки. Все элементы очень компактны на плате. Для изготовления устройства можно выбрать следующие параметры:
- Сварочный аппарат должен работать с электродами диаметром до 4-5 мм.
- Величина рабочего тока не более 250 А.
- Электроснабжение — напряжение бытовой сети 220 В.
- Регулировка сварочного тока в диапазоне 30-220 А.

Сварочный аппарат состоит из нескольких блоков: блока питания, выпрямителя и инвертора.
Начать своими руками сварочный аппарат инверторного типа можно с намоткой трансформатора в таком порядке:
Для сборки инвентаря потребуется ферритовый сердечник.
- Нужно взять ферритовый сердечник ш8х8. Можно использовать sh7x7.
- Первичная обмотка No.1 состоит из 100 витков, намотанных проводом ПЭВ 0,3.
- Вторичная обмотка № 2 имеет поперечное сечение 1 мм. Количество витков — 15.
- Обмотка №3 — 15 витков провода ПЭВ 0,2 мм.
- Обмотки №4 и №5 состоят из 20 витков провода сечением 0,35 мм.
- Для охлаждения трансформатора можно использовать вентилятор на 220 В, 0,13 А. Этим параметрам соответствует вентилятор от компьютера Pentium 4.
Чтобы ключи транзисторов работали бесперебойно, их нужно подать после выпрямительных и сглаживающих конденсаторов.Выпрямительный блок собран по простой схеме на плате. Все узлы сварочного аппарата закреплены в корпусе. Что ж, если в хозяйстве мастера окажется подходящий футляр от радиопроба, то от подруги делать это не обязательно.
Все узлы сварочного аппарата закреплены в корпусе. Что ж, если в хозяйстве мастера окажется подходящий футляр от радиопроба, то от подруги делать это не обязательно.
На лицевой стороне корпуса расположен светодиодный индикатор, который по свечению замечается при включении устройства в сеть. Сразу можно установить дополнительный выключатель любого типа и предохранитель.Предохранитель может быть установлен как на задней стенке, так и в самом корпусе. Это зависит от его конструкции и габаритов. На лицевой стороне корпуса также размещено переменное сопротивление, которым будет регулироваться рабочий ток.
Если электрические схемы собраны правильно, все проверено тестером или другим прибором, можно протестировать прибор.
Вернуться в категориюКак собрать трансформаторный аппарат?
Процесс сборки трансформаторного аппарата под сварку немного отличается от предыдущего варианта.Работает на переменном токе. Для приварки к нему постоянного тока собирается простейшая приставка. Для сборки устройства понадобится трансформаторное железо для сердечника и несколько десятков толстых медных покрышек или просто толстая проволока. Искать эти вещи можно в пунктах приема цветных и черных металлов, у друзей и знакомых. Сердечник рекомендуется делать П-образным, но можно и круглым, тороидальным. Некоторые мастера успешно используют в качестве сердечника статор сгоревшего электродвигателя.Для сердечника П-образной формы порядок сборки может быть:
Для сборки устройства понадобится трансформаторное железо для сердечника и несколько десятков толстых медных покрышек или просто толстая проволока. Искать эти вещи можно в пунктах приема цветных и черных металлов, у друзей и знакомых. Сердечник рекомендуется делать П-образным, но можно и круглым, тороидальным. Некоторые мастера успешно используют в качестве сердечника статор сгоревшего электродвигателя.Для сердечника П-образной формы порядок сборки может быть:
Для выполнения первичной обмотки потребуется обмоточный провод.
- Набрать сердечник из трансформаторного железа до оптимального сечения примерно 55 квадратных сантиметров. Можно и больше, но устройство будет сложным. При сечении менее 30 см² устройство может потерять некоторые свои качества.
- Для выполнения первичной обмотки отлично подойдет специальный обмоточный провод на сечение 5-7 мм².Изготовлен из меди, имеет термостойкую стеклопластиковую или хлопковую изоляцию. Это очень важно, ведь при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное. Такую проволоку найти не всегда удается. Его можно заменить обычным проводом того же сечения и доработать: снять изоляцию, обернуть полоски проводов из стеклопластика, пропитать специальным электролаком и просушить. Первичная обмотка состоит из 200-230 витков.
- Для вторичной обмотки сначала можно получить 50-60 витков. Не обрезайте провод. Вам необходимо включить первичную обмотку в сеть. Найдите на проводах вторичной обмотки место, где напряжение равно 60-65 В. Чтобы найти эту точку, придется намотать или приложить дополнительные витки. Можно намотать алюминиевую проволоку, увеличив сечение в 1,7 раза.
- Трансформатор простейший в сборе. Осталось поместить его в подходящий футляр.
- Для выводов вторичной обмотки выполнены медные клеммы.Берут трубку диаметром около 10 мм длиной 3-4 см. Его конец расщепляется, и в нем просверливается отверстие диаметром 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и усилить его легкими ударами того же молотка. Для усиления контакта провода с трубкой-наконечником можно наложить на него сердечник. Самодельные клеммы прикручиваются к корпусу гайками и гайками М10. Желательно подобрать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода.Эти отводы позволят ступенчато изменять напряжение на электроде.
- Осталось изготовить электрододержатель. Он может быть изготовлен из трубы диаметром примерно 18-20 мм. Общая длина около 25 см. На концах в 3-4 см от конца выемки вырезают примерно до половины диаметра. Электрод вставляется в выемку и прижимает пружину к приваренному куску стальной проволоки диаметром 6 мм. К другому концу крепится винт и гайка М8 того же провода, из которого сделана вторичная обмотка.На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать устройство к домашней сети рекомендуется при помощи отбойника и проводов сечением от 1,5 мм² и более. Ток в первичной обмотке обычно не выше 25 А. Во вторичной обмотке он может составлять от 60 до 120 А. При работе рекомендуется делать перерыв после 10-15 электродов диаметром 3 мм на замыкание. перерыв, чтобы трансформатор остыл. С более тонкими электродами этого сделать нельзя. В режиме резки следует чаще делать перерывы.
 Сечение провода обычно квадратное или прямоугольное. Такую проволоку найти не всегда удается. Его можно заменить обычным проводом того же сечения и доработать: снять изоляцию, обернуть полоски проводов из стеклопластика, пропитать специальным электролаком и просушить. Первичная обмотка состоит из 200-230 витков.
Сечение провода обычно квадратное или прямоугольное. Такую проволоку найти не всегда удается. Его можно заменить обычным проводом того же сечения и доработать: снять изоляцию, обернуть полоски проводов из стеклопластика, пропитать специальным электролаком и просушить. Первичная обмотка состоит из 200-230 витков.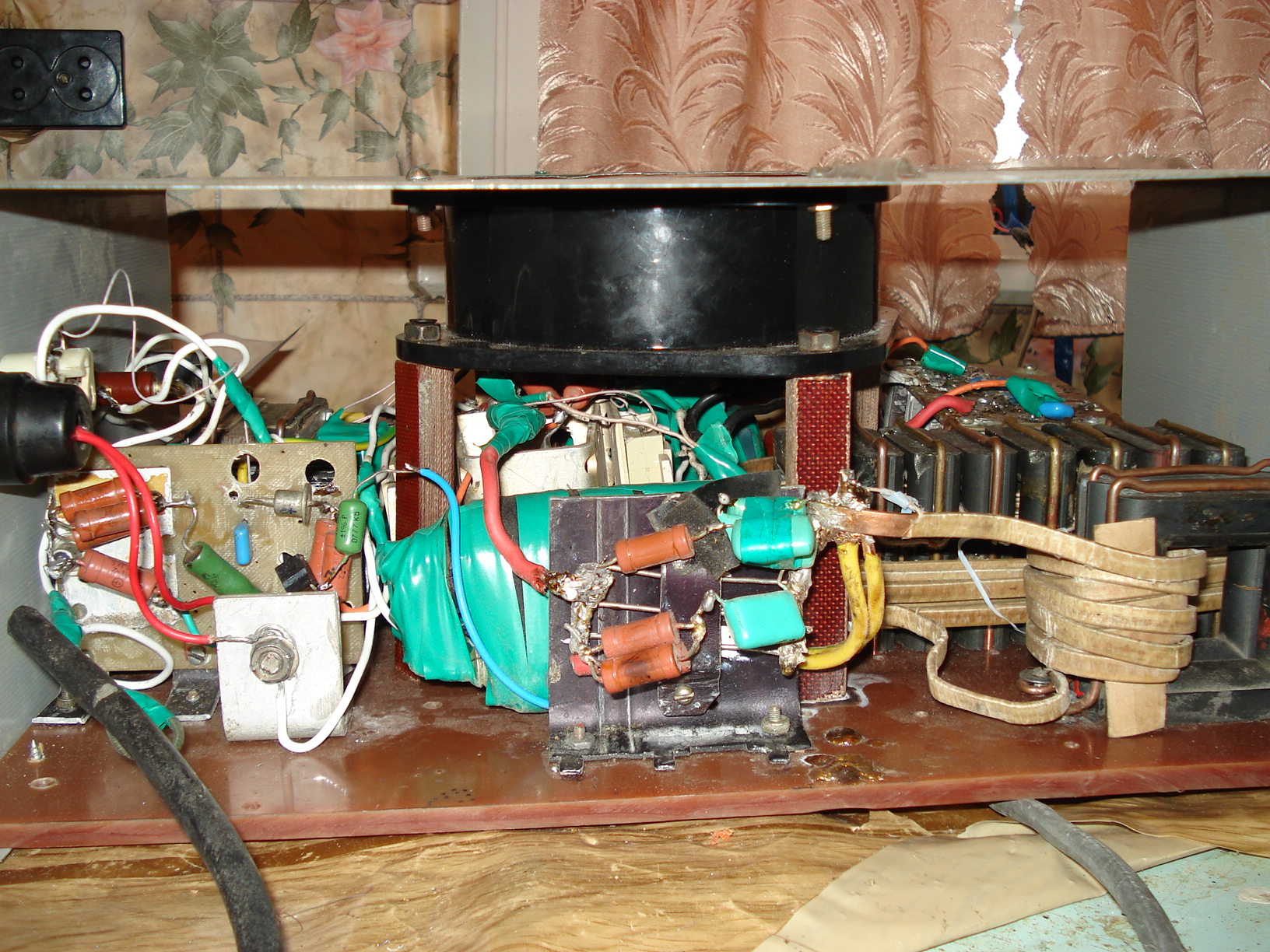 Для усиления контакта провода с трубкой-наконечником можно наложить на него сердечник. Самодельные клеммы прикручиваются к корпусу гайками и гайками М10. Желательно подобрать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода.Эти отводы позволят ступенчато изменять напряжение на электроде.
Для усиления контакта провода с трубкой-наконечником можно наложить на него сердечник. Самодельные клеммы прикручиваются к корпусу гайками и гайками М10. Желательно подобрать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода.Эти отводы позволят ступенчато изменять напряжение на электроде. При работе рекомендуется делать перерыв после 10-15 электродов диаметром 3 мм на замыкание. перерыв, чтобы трансформатор остыл. С более тонкими электродами этого сделать нельзя. В режиме резки следует чаще делать перерывы.
При работе рекомендуется делать перерыв после 10-15 электродов диаметром 3 мм на замыкание. перерыв, чтобы трансформатор остыл. С более тонкими электродами этого сделать нельзя. В режиме резки следует чаще делать перерывы.Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж и сложно. Это имеет смысл, если он предназначен для использования в личном подсобном хозяйстве, где применяется только время от времени. При этом самодельный сварочный аппарат, стоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снимать с различных бытовых электроприборов, выходить из строя или при необходимости изготовить и собрать.Схемы таких устройств могут быть разными. Решающим фактором здесь обычно выступает наличие деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу стоит отметить, что вопрос, как сделать сварочный аппарат самостоятельно, зависит от возможности получения деталей от той или иной бытовой техники. Если все запчасти закуплены по рыночным ценам, то в результате стоимость приблизится к цене аппарата компании, уступая ему по эффективности.Именно поэтому вам необходимо иметь определенные знания в области электротехники и знать, где какой предмет размещен и где его можно снять бесплатно или за небольшую плату.
Сразу стоит отметить, что вопрос, как сделать сварочный аппарат самостоятельно, зависит от возможности получения деталей от той или иной бытовой техники. Если все запчасти закуплены по рыночным ценам, то в результате стоимость приблизится к цене аппарата компании, уступая ему по эффективности.Именно поэтому вам необходимо иметь определенные знания в области электротехники и знать, где какой предмет размещен и где его можно снять бесплатно или за небольшую плату.
Число витков первичной обмотки должно быть около 240. При этом для обеспечения возможности регулировки сварочного тока в увеличении от 20 до 25 витков делают несколько отводов. Вторичная обмотка заклинивается медью сечением от 30 до 35 мм в количестве от 65 до 70 витков.Для регулировки сварочного тока на нем тоже нужно сделать метчики. Изоляция вторичной обмотки должна быть особенно надежной и термостойкой, поэтому на нее следует обратить особое внимание. Каждый из слоев должен быть вымощен дополнительным утеплителем из хлопчатобумажной ткани.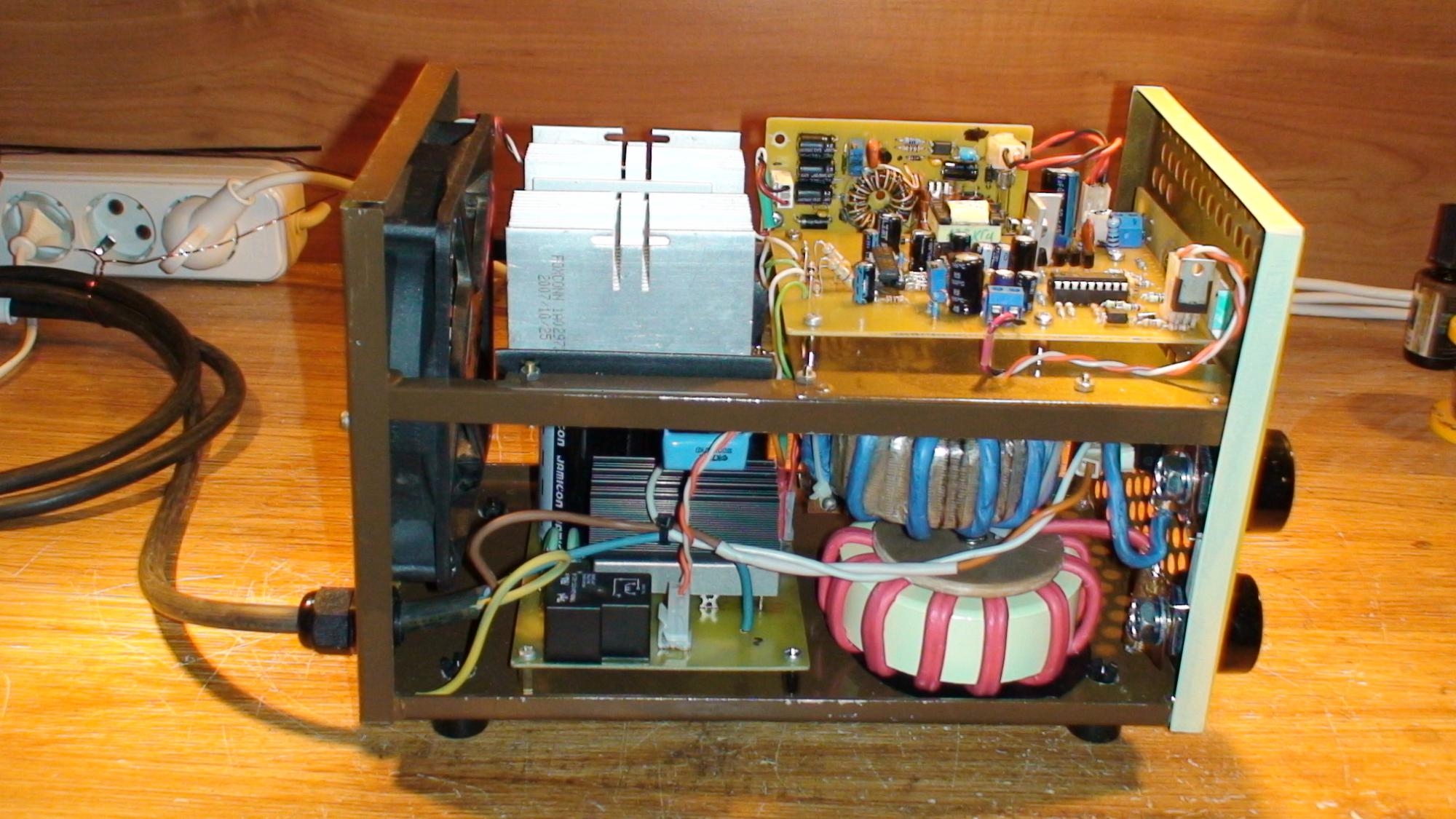
Сварочный аппарат с трансформатором может работать как на переменном, так и на постоянном токе. Первый из них самый простой в использовании, но более сложный в использовании. На постоянный ток его несложно доработать, установив диодный мост.Такой прибор надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень трудно зажечь и удержать электрическую дугу.
В отличие от трансформатора инверторный сварочный аппарат, за счет использования современных электронных деталей, имеет относительно небольшой вес. Его вполне может носить один человек на плече. Такой аппарат имеет устройство стабилизации тока, что облегчает работу при сварке.Снижение напряжения для него практически не создает помех, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Основная часть такого аппарата — трансформатор. Основной его характеристикой должна быть возможность стабильно поддерживать рабочий ток, и при этом полагается такой показатель, как внешняя вольт-амперная характеристика блока питания.Другими словами, сварочный ток не должен существенно отличаться от тока короткого замыкания.
Для этого ток должен быть ограничен одним из этих методов, например увеличением магнитного рассеяния трансформатора, балластным сопротивлением или установкой дроссельной заслонки. Сам трансформатор можно вынуть из сгоревшей высокочастотной микроволновки. Если к нему нет доступа, можно сделать сварочный трансформатор своими руками.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа.Площадь жилы в идеале должна быть от 40 до 55 см², при таких индикаторах обмотка не будет перегреваться. Первичные обмотки самодельных сварочных трансформаторов должны состоять из толстого жаропрочного медного провода сечением не менее 5 мм, а лучше более заключенного в стекловолоконную или ватную изоляцию. Пластиковая или резиновая изоляция для таких целей не рекомендуется для таких целей, так как она меньше выдерживает перегрев и упрощается сама по себе, что вызывает короткое замыкание на первичной обмотке.
Пластиковая или резиновая изоляция для таких целей не рекомендуется для таких целей, так как она меньше выдерживает перегрев и упрощается сама по себе, что вызывает короткое замыкание на первичной обмотке.
Следует помнить, что вторичная обмотка сварочного трансформатора должна быть намотана с обеих сторон сердечника. Он может быть подключен как последовательно, так и встречно-параллельно. При этом следует помнить, что намотку следует производить с двух сторон в одну сторону. После этого трансформатор помещается в металлический корпус. Его торцом вырезают отверстия для охлаждения машины, и делают вытяжной вентилятор, снимаемый с блока питания устаревшего или сломанного компьютера. На противоположной стороне корпуса просверливается несколько десятков отверстий для циркуляции воздуха.После этого можно подключать кабели и держатель для электродов.
Как собрать самодельный сварочный инвертор?
Сварочный инверторный аппарат можно полностью собрать из деталей от старых телевизоров.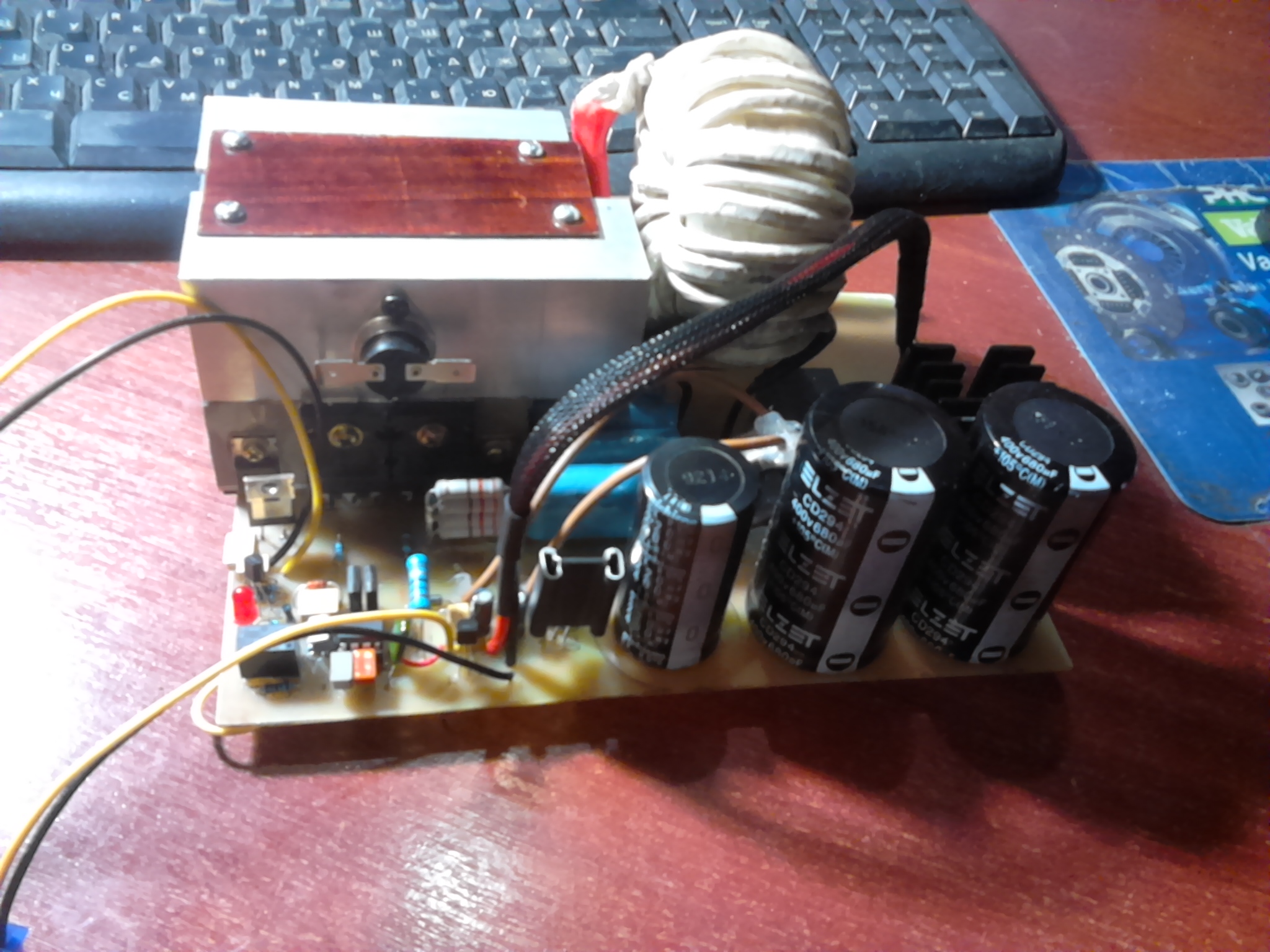 Это требует не только общих знаний в области электрики, но и определенных знаний в области электроники. Схема его довольно сложная. Инвертор является источником импульсов постоянного тока, и для его изготовления подходят несколько ферритовых сердечников, которые есть на строчных трансформаторах в старых телевизорах. Их в сумме получается три, и обмотка из медной или алюминиевой проволоки уже намотана.
Это требует не только общих знаний в области электрики, но и определенных знаний в области электроники. Схема его довольно сложная. Инвертор является источником импульсов постоянного тока, и для его изготовления подходят несколько ферритовых сердечников, которые есть на строчных трансформаторах в старых телевизорах. Их в сумме получается три, и обмотка из медной или алюминиевой проволоки уже намотана.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками должны быть небольшие интервалы, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевую проволоку нужно брать большего сечения, чем медную, так как ее теплопроводность ниже. Для крепления обмоток инвертора используется проволочная повязка из миллиметрового медного провода шириной 10 мм, наложенная на изоляцию из стекловолокна.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что бумажные конденсаторы из низкочастотных цепей брать не рекомендуется, так как они долго не проработают при таких нагрузках. Тринисторы лучше брать достаточно маломощные и подключать параллельно, чем брать один мощный, потому что на них большая тепловая нагрузка и их легче охладить. Тринистраторы устанавливаются на металлическую пластину толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже легко набрать от нескольких старых телевизоров. Сам мост также установлен на пластине радиатора.
Тринисторы лучше брать достаточно маломощные и подключать параллельно, чем брать один мощный, потому что на них большая тепловая нагрузка и их легче охладить. Тринистраторы устанавливаются на металлическую пластину толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже легко набрать от нескольких старых телевизоров. Сам мост также установлен на пластине радиатора.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится делать самостоятельно.Во-первых, это дроссель. Сделать его несложно без каркаса из медного провода сечением не менее 4 мм, прикрученного на 11 витков с зазорами не менее 1 мм. Поскольку основная нагрузка ляжет на дроссельную заслонку, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, установленный в корпусе сварочного аппарата так, чтобы струя воздуха попадала прямо на дроссель.
Все элементы электронной схемы собраны на печатной плате из стеклопластика, толщиной не менее 1. 5 мм. Радиатор соединен с платой, что способствует охлаждению всей системы. В центре платы прорезано круглое отверстие для установки вентилятора, так как без принудительного воздушного охлаждения устройство долго не проработает. Сварочный инвертор главным образом своим преимуществом имеет возможность производить мини сварочные работы, сваривая тонкие металлические листы. Сам сварной шов выходит точнее трансформаторного аппарата. Крайне важно при таком виде работы, как ремонт авто своими руками.
5 мм. Радиатор соединен с платой, что способствует охлаждению всей системы. В центре платы прорезано круглое отверстие для установки вентилятора, так как без принудительного воздушного охлаждения устройство долго не проработает. Сварочный инвертор главным образом своим преимуществом имеет возможность производить мини сварочные работы, сваривая тонкие металлические листы. Сам сварной шов выходит точнее трансформаторного аппарата. Крайне важно при таком виде работы, как ремонт авто своими руками.
Сварочный аппарат, изготовленный самостоятельно, включает в себя детали, полученные бесплатно или по сарайной цене, но полностью справляется со своими задачами.
Сварочный аппарат — довольно популярный аппарат как среди профессионалов, так и среди мастеров домашнего изготовления. Но для бытового использования нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет изготовить сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основным элементом любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно снять со старой ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор требует небольшой доработки. Есть несколько способов сделать сварщика, которые могут быть как простыми, так и более сложными, требующими знаний в области электроники.
Чтобы сделать мини-сварочный аппарат, вам понадобится пара трансформаторов, извлеченных из ненужной СВЧ печи.Микроволновку легко найти друзей, знакомых, соседей и т. Д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был трансформатор. Если у плиты более мощный трансформатор, то прибор получится с более высокими показателями тока.
Итак, трансформатор, снятый с СВЧ, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Секундомер У него больше витков и меньшее сечение провода. Следовательно, чтобы трансформатор стал пригодным для сварки; его требуется снять и заменить проводником с большим квадратным сечением. Чтобы снять эту обмотку с трансформатора, необходимо разрезать ее с обеих сторон детали ножовкой по металлу.
Чтобы снять эту обмотку с трансформатора, необходимо разрезать ее с обеих сторон детали ножовкой по металлу.
Делать это нужно с особой точностью, чтобы случайно не задеть пилу первичной обмотки.
Если катушка спинномозговая, ее остатки необходимо удалить из магнитопровода. Эта задача будет значительно облегчена, если просверлить обмотки для снятия напряжения с металла.
Проделайте те же операции с другим трансформатором.В результате у вас будет 2 части, первичная обмотка которых на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Этот процент от 30 увеличит мощность устройства.
Для изготовления вторички потребуется закупить 11-12 метров проволоки. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Для изготовления сварочного аппарата на каждый трансформатор необходимо намотать 18 витков (6 рядов по высоте и 3 слоя по толщине).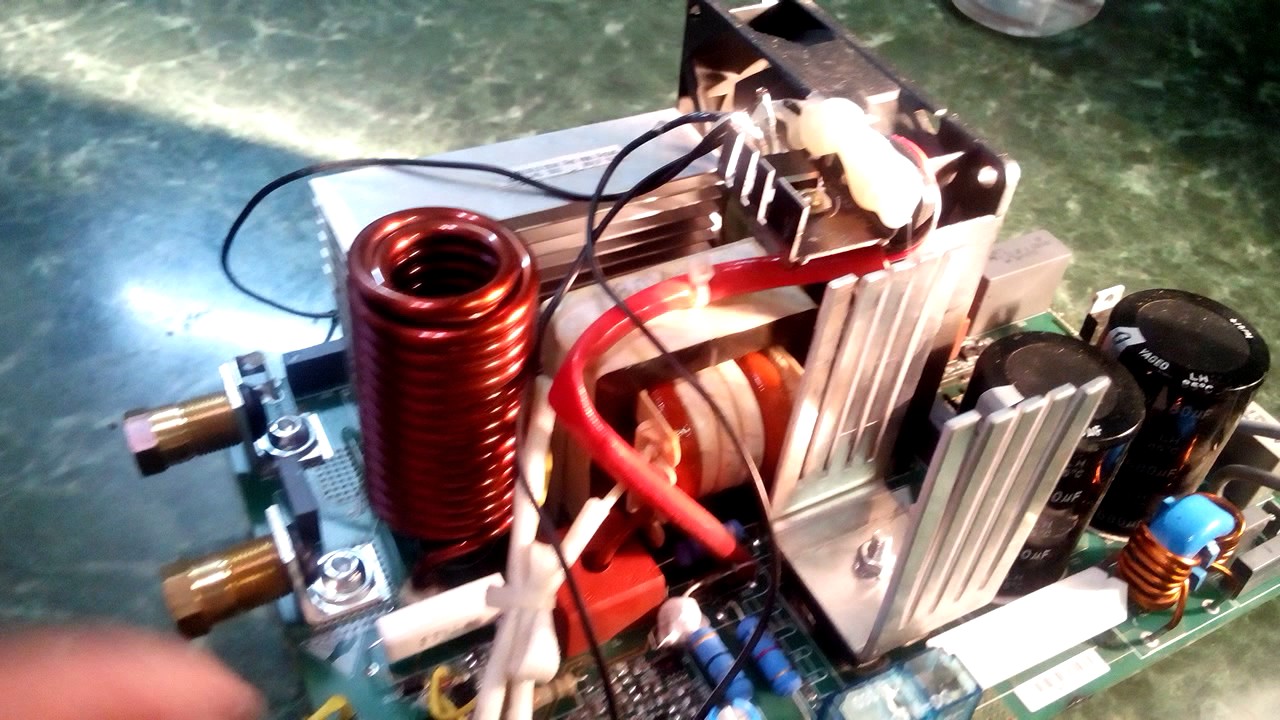
Оба трансформатора можно оплетать одним проводом или по отдельности. Во втором случае катушки должны подключаться последовательно.
Обмотка должна быть очень плотной, чтобы провода не болтались. Далее первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому пропилу деревянной доски.
Если измерить напряжение на вторичной обмотке трансформатора, то в этом случае оно будет равно 31-32 В.
Этот самодельный сварочный аппарат легко прокаливает металл толщиной 2 мм, электроды диаметром 2,5 мм.
Следует помнить, что приготовление пищи таким самодельным аппаратом следует с перерывами на отдых, так как его обмотки сильно нагреваются. В среднем после каждого использованного электрода аппарат должен остыть в течение 20-30 минут.
Тонкий металлический блок, сделанный из микроволновой печи, не подойдет, так как он его порежет. Для регулировки силы тока сварного шва можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стальной проволоки определенной длины (подбирается экспериментально), который подключается к обмотке низкого напряжения.
Для регулировки силы тока сварного шва можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стальной проволоки определенной длины (подбирается экспериментально), который подключается к обмотке низкого напряжения.
Variable Tock
Это наиболее распространенный тип аппаратов для сварки металлов. Сделать его в домашних условиях несложно, а в эксплуатации он неприхотлив. Но основным недостатком аппарата является большой вес понижающего трансформатора , который является основой агрегата.
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечивать силу тока в 120-160 А. поэтому для Permit , к которому подключена бытовая сеть 220 В, провод с потребуется поперечное сечение от 3 мм 2 до 4 мм 2. Но идеальный вариант — это проводник сечением 7 мм 2. При таком сечении перепадов напряжения и возможных дополнительных нагрузках устройство не будет страшно. Из этого следует, что возобновителю нужен провод диаметром 3 мм.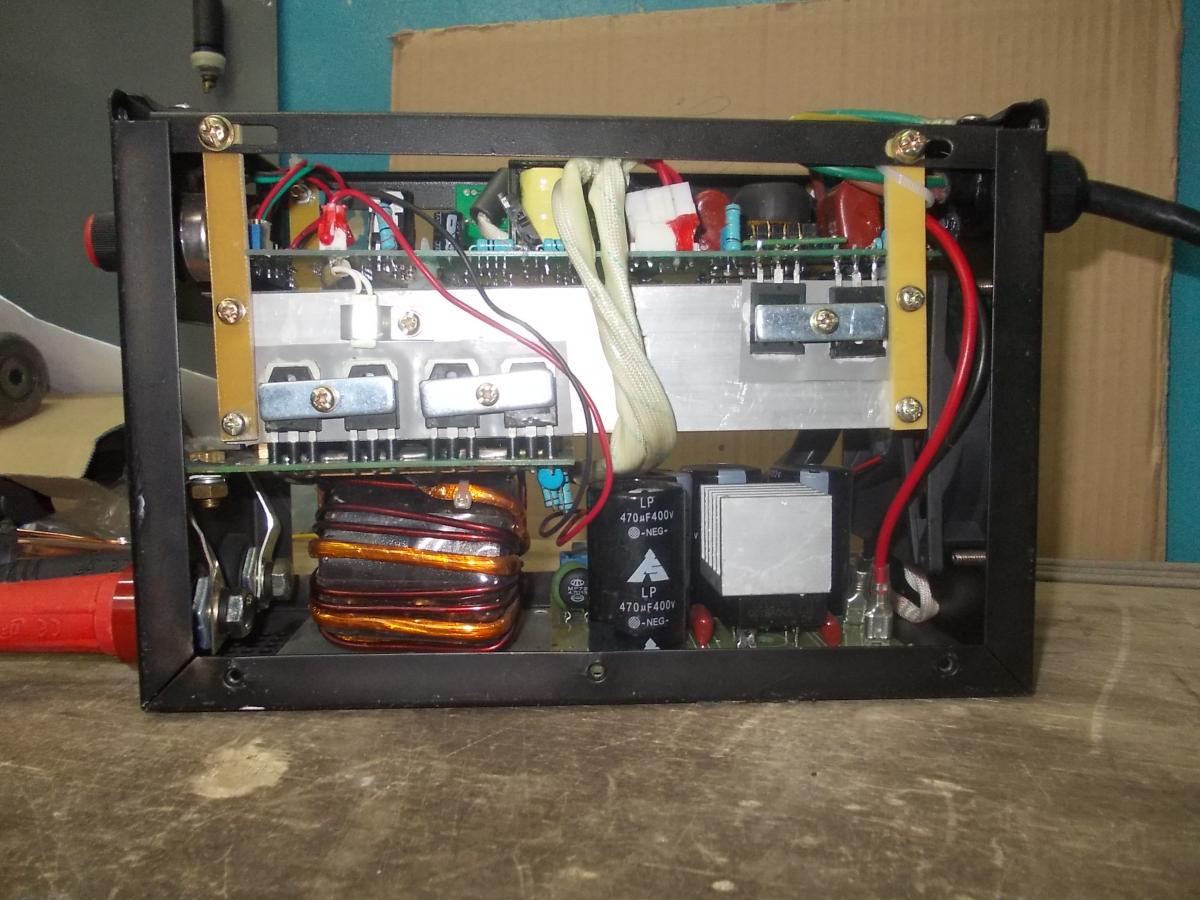 Если взять алюминиевый проводник, расчетное сечение умножается на коэффициент 1,6. Для обновленного потребуется медная шина сечением не менее 25 мм 2
Если взять алюминиевый проводник, расчетное сечение умножается на коэффициент 1,6. Для обновленного потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы проводник обмотки был покрыт ветошью изоляцией, так как традиционный ПВХ оболочка при нагревании плавится, плавится, что может вызвать межконтактное закрытие.
Если вы не нашли провод с нужным сечением, то можете сделать самостоятельно Из нескольких более тонких проводов.Но при этом значительно увеличится толщина провода и, соответственно, габариты агрегата.
Первым делом изготавливается база трансформатора — сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти пластины должны иметь толщину 0,35-0,55 мм. Шпильки соединительные пластины необходимо хорошо изолировать от них. Перед сборкой жилы рассчитываются ее размеры, то есть размер «окон» и площадь поперечного сечения жилы, так называемая «жила».Для расчета площади используется формула: S см 2 = a x B (см.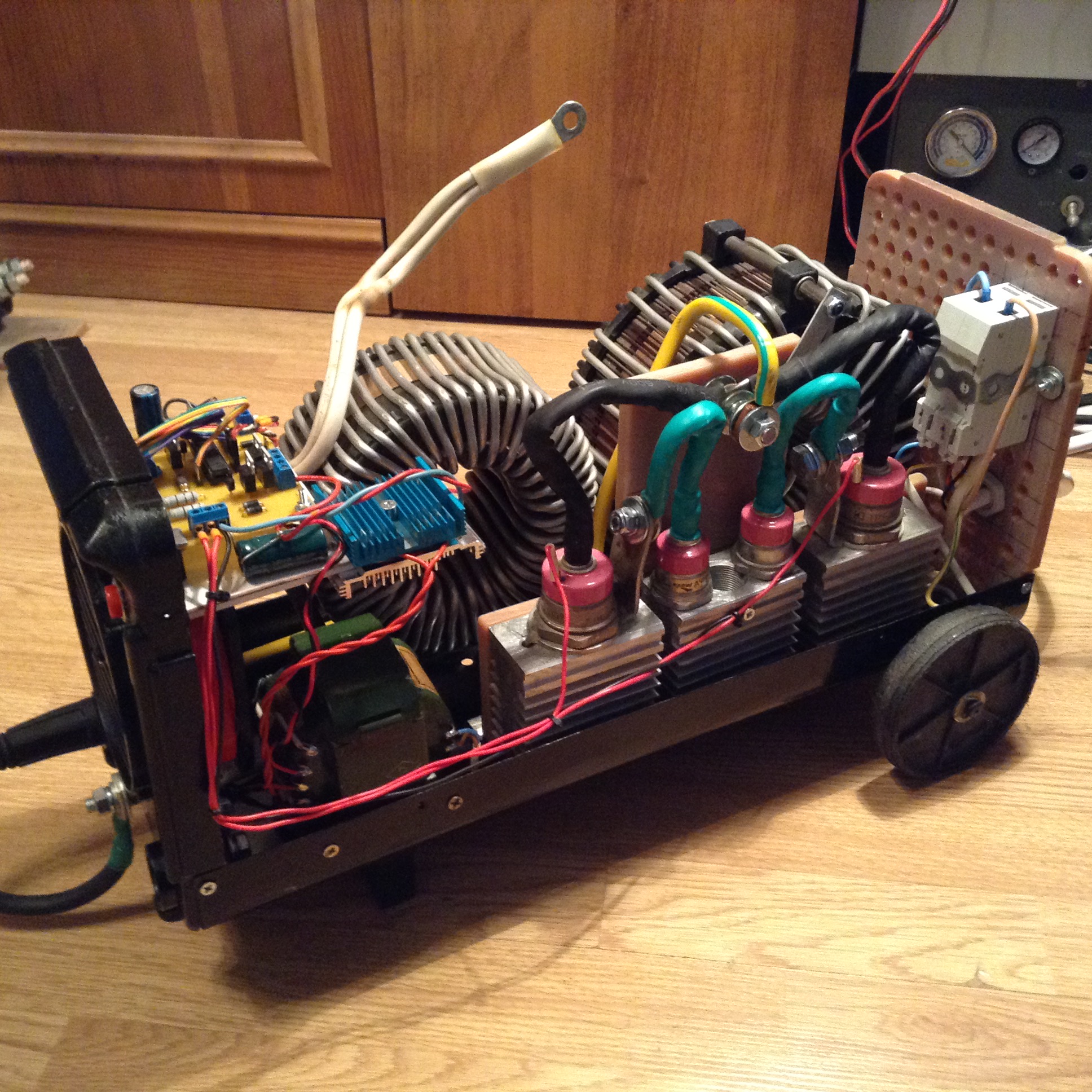 Рис. Ниже).
Рис. Ниже).
Но из практики известно, что если сделать сердечник площадью не более 30 см 2, то на таком устройстве будет сложно получить качественный шов из-за отсутствия блока питания. Да и он очень быстро нагреется. Поэтому сечение сердечника должно быть не менее 50 см 2. Несмотря на то, что масса агрегата увеличится, он станет более надежным.
Для сборки сердечника лучше использовать М-образные пластины И разместить их, как показано на следующем рисунке, пока толщина детали не достигает желаемого значения.
Пластины в конце сборки должны быть медными (по углам) с болтами, затем очистить файл и изолировать тканевой изоляцией.
Теперь можно запустить обмотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% на 60%. Это означает, что на той стороне, где размещается первичный элемент, должно быть меньшее количество повторений. Благодаря этому при сварке сварка будет частично отключаться обмотка, имеющая большее количество витков, из-за возникновения вихревых токов. Это повысит силу тока, что положительно скажется на качестве шва.
Это повысит силу тока, что положительно скажется на качестве шва.
Когда намотка трансформатора завершена, сетевой кабель подключается к общему проводу и к ответвлению на 215 витков. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Константа
Для варки чугуна или нержавеющей стали требуется устройство постоянного тока. Его можно сделать из обычного трансформаторного блока, если к его вторичной обмотке подключить выпрямитель .Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 выдерживающими 200А. Их необходимо установить на радиаторы отопления. Также требуется 2 конденсатора (С1 и С2) для выравнивания пульсаций тока на 50 В и 1500 мкФ. В этой электросхеме также есть регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам x5 и x4, в зависимости от толщины подключаемого металла.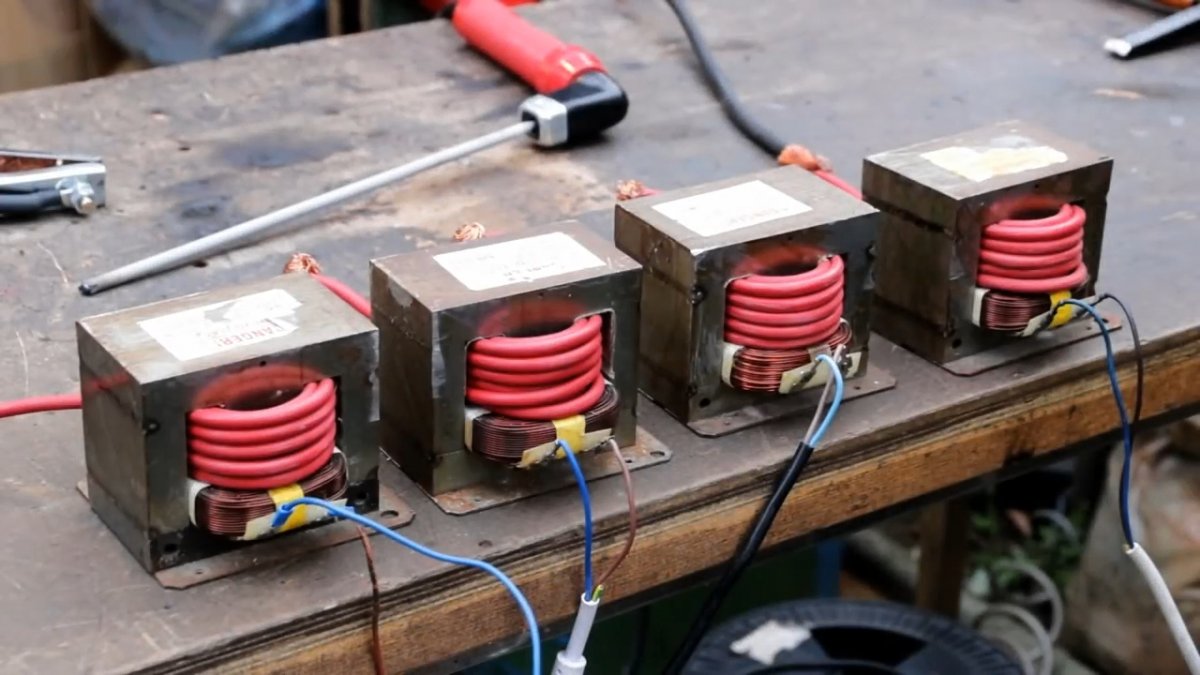
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера невозможен. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Так что, если вы сделаете инвертор своими руками, его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (CD2997A) необходимо устанавливать на радиаторы без использования контактных площадок. Для охлаждения деталей желательно использовать мощный вентилятор , например THERMALTAKE A2016.Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об / мин. Также в вентилятор встроен револьверный регулятор. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при 70-72 градусах.
Ниже представлена принципиальная электрическая схема сварочного инвертора (в большом разрешении), которую можно изготовить из аппарата, размещенного в корпусе БП.
На следующих фотографиях показано, из каких компонентов состоит самодельный инверторный сварочный аппарат и как он выглядит после сборки.
Сварщик от электродвигателя
Чтобы сделать простой сварочный аппарат из статора электродвигателя, необходимо выбрать сам электродвигатель, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2а, потому что он будет иметь большое окно магнитного трубопровода.
Получить нужный статор можно в местах приема металлолома. Как правило, его очищают от проводов и после пары ударов кувалдой раскалывается. Но если корпус из алюминия, то для снятия магнитопровода необходимо будет присоединить статор .
Подготовка к работе
Подложите статор отверстием вверх и вниз под деталь из кирпича. Затем сложите дрова внутрь и сожгите их. После пары часов магнитные трубки легко отделяются от корпуса.Если в корпусе есть провода, то их тоже можно вынуть из паза после термообработки. В результате вы получите очищенный от лишних элементов магнитопровод.
Затем сложите дрова внутрь и сожгите их. После пары часов магнитные трубки легко отделяются от корпуса.Если в корпусе есть провода, то их тоже можно вынуть из паза после термообработки. В результате вы получите очищенный от лишних элементов магнитопровод.
Эта заготовка должна быть тонкой маслянистой И дать ей высохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лака делается для того, чтобы после снятия стяжки не возникла упаковка.
Когда диск полностью высохнет с помощью болгарки, снимите стяжку , надетую на него.Если стяжку не снимать, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагревом.
После очистки магнитопровода от лишних деталей необходимо будет сделать двухстороннюю футеровку (см. Рисунок ниже).
Материалом для их изготовления может служить картон или пресс-пролет. Также из этих материалов нужно сделать два рукава. Один будет внутренним, а второй — наружным.Далее необходимо:
Один будет внутренним, а второй — наружным.Далее необходимо:
- установить обе торцевые накладки на заготовку;
- затем вставить (одеть) цилиндры;
- всю эту конструкцию оборачивает перелетная или стеклянная скамья;
- Полученную деталь смажьте лаком и просушите.
Изготовление трансформатора
После действий, описанных выше, сварочный трансформатор можно изготовить из магнитопровода. Для этих целей нужен провод, покрытый тканевой или стеклянной изоляцией. Для намотки первичной обмотки потребуется провод диаметром 2-2 мм.5 мм. Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты производятся следующим образом.
- На сердечнике должны быть размещены 20 витков провода диаметром не менее 1,5 мм, после чего на него необходимо подать напряжение 12 В.
- Измерить ток, протекающий в этой обмотке. . Значение должно быть около 2 А. Если оказалось значение больше требуемого, количество витков нужно увеличить, если значение меньше 2а, то уменьшить.
- Рассчитайте количество витков витков и разделите его на 12. В результате вы получите значение, указывающее, сколько витков необходимо для 1 по напряжению.

Для первичной обмотки Подходит проводник диаметром 2,36 мм, который необходимо сложить. В принципе, можно взять любую проволоку диаметром 1,5-2,5 мм. Но перед этим нужно рассчитать сечение жил в скрутке. Сначала нужно намотать первичную обмотку (220 В), а затем — вторичную.Его провод необходимо изолировать по всей длине.
Если во вторичной обмотке сделать демонтаж на месте, где получается 13 В, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если уложены обе обмотки, и в такой конструкции есть свободное место, можно добавить 4 медные шины (40 х 5 мм).В этом случае вы получите обмотку для точечной сварки, которая позволит соединить листовой металл толщиной до 1,5 мм.

Для производственного ящика Не рекомендуется использовать металл. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу следует проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельная точечная сварка
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутренней «начинки».Работает она очень просто, и сделать ее самостоятельно не составит большого труда.
Для самостоятельного изготовления аппарата точечной сварки вам понадобится один СВЧ трансформатор мощностью 700-800 Вт. С него нужно снять вторичную обмотку способом, описанным выше в разделе, где изготовление рассматривался сварочный аппарат от СВЧ.
Аппарат для точечной сварки изготавливается следующим образом.
- Сделайте 2-3 витка внутри манитопровода кабеля с диаметром жилы не менее 1 см.Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В при токе около 800 А. Этого хватит, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее следует сделать корпус для аппарата .В качестве основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависеть от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно удалить с помощью ручного фрезерования с установленной на нем кромкорезной фрезой.
- На одной части сварочных клещей нужно вырезать небольшой клин .Благодаря ему галочки смогут подняться выше.
- Вырежьте отверстие в задней стенке корпуса для переключателя и сетевого провода.
- Когда все детали готовы и загрунтованы, их можно красить черной краской или покрывать лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если у вас нет ножки и медного стержня, а также медных хомутов, то детали необходимо приобретать.
- Из медной проволоки нарежьте 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фотографиях.
- Закрепите трансформатор на основании.
- Далее один сетевой провод подключается к первичной обмотке трансформатора.Второй сетевой провод подключается к первой клемме переключателя. Затем нужно прикрепить провод ко второму выводу переключателя и подключить его к другому выходу первичной обмотки. Но по этому проводу надо взять и установить в нем микроволновку. Он будет выполнять роль сварочной кнопки. Эти провода должны быть достаточной длины, чтобы на конце клещей можно было поставить прерыватель.
- Закрепите крышку устройства на стойках и задней стенке с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать клещи для сварки. Сначала просверлите их концы по отверстию, в которое будут вкручиваться шурупы.
- Затем закрепите выключатель на конце.
- Вставьте плоскогубцы в корпус, предварительно вставив между ними для совмещения квадратной планки. Просверлите клещи в боковых стенках отверстия и вставьте в них длинные гвозди, которые будут служить топорами.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней находились напротив друг друга.
- Чтобы верхний электрод поднимался автоматически, закрутите 2 винта и закрепите на них резинку, как показано на следующих фотографиях.
- Включите прибор, подсоедините электроды и нажмите кнопку «Пуск». Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки агрегата можно взять металлические шайбы и приварить их.
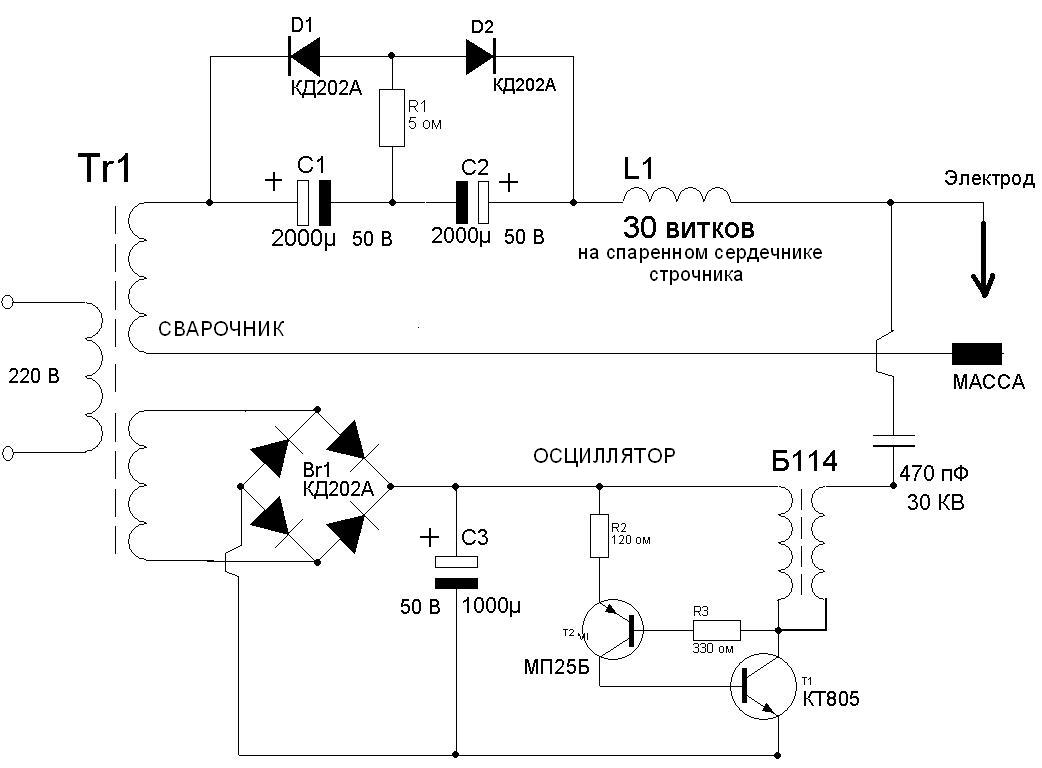

 Но по этому проводу надо взять и установить в нем микроволновку. Он будет выполнять роль сварочной кнопки. Эти провода должны быть достаточной длины, чтобы на конце клещей можно было поставить прерыватель.
Но по этому проводу надо взять и установить в нем микроволновку. Он будет выполнять роль сварочной кнопки. Эти провода должны быть достаточной длины, чтобы на конце клещей можно было поставить прерыватель.
В данном случае результат был положительным. Поэтому создание аппарата для точечной сварки можно считать законченным.
Ввиду того, что в быту строителям часто приходится работать с металлом, многие используют сварочные агрегаты. Но не каждый может позволить себе приобретение дорогостоящего оборудования, поэтому возникает вопрос, как собрать сварочный аппарат своими руками.Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного аппарата.
Виды сварочных аппаратов
Современный рынок наполнен довольно большим разнообразием сварочных аппаратов, но не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие типы устройств:
- на переменном токе — выдающееся переменное напряжение от силового трансформатора непосредственно на сварочные электроды;
- на постоянном токе — выдающееся постоянное напряжение на выходе сварочного трансформатора;
- трехфазный — подключен к трехфазной сети; Инверторные устройства
- — выдающийся импульсный ток в рабочее пространство.

Первый вариант сварочного агрегата самый простой, для второго нужно доработать классический трансформаторный прибор с выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому изготовление таких аппаратов для бытовых нужд рассматривать не будем. Инвертор или импульсный трансформатор — довольно сложное устройство, поэтому для сборки самодельного инвертора необходимо уметь читать схемы и иметь базовые навыки сборки электронной платы. Поскольку базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от самого простого к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В падает до 50 — 60 В на вторичной и подается на сварочный электрод с изделием.
Перед изготовлением подберите все необходимое:
- Магнитопровод — Капулы с толщиной листа 0,35 — 0,5 мм более выгодны, так как обеспечивают наименьшие потери в сальнике сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность фитинговых пластин играет основополагающую роль в работе магнитопровода.
- Катушки намотки проволоки — Сечение провода выбирается в зависимости от протекающих в них величин.
- Изоляционные материалы — Основное требование как к листовым диэлектрикам, так и к собственному покрытию проводов — устойчивость к высоким температурам. В противном случае оплавится изоляция сварочного полуавтомата или трансформатора и возникнет короткое замыкание, которое приведет к поломке устройства.
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность фитинговых пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность фитинговых пластин играет основополагающую роль в работе магнитопровода.Наиболее выгодным вариантом является сборка блока из заводского трансформатора, в котором подходит и магнитопровод, и первичная обмотка. Но, если под рукой нет подходящего устройства, придется изготовить его самостоятельно. С принципом изготовления, определением сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье:.
В этом примере мы рассматриваем вариант изготовления сварочного аппарата из СВЧ-источника питания. Следует отметить, что трансформаторная сварка должна иметь достаточную мощность, для наших целей сварочный аппарат подойдет не менее 4-5 кВт. А поскольку у одного СВЧ трансформатора всего 1 — 1,2 кВт, то для создания устройства мы будем использовать два трансформатора.
Следует отметить, что трансформаторная сварка должна иметь достаточную мощность, для наших целей сварочный аппарат подойдет не менее 4-5 кВт. А поскольку у одного СВЧ трансформатора всего 1 — 1,2 кВт, то для создания устройства мы будем использовать два трансформатора.
Для этого вам потребуется выполнить такую последовательность действий:
Рис. 2: Снимите обмотку высокого напряжения
, оставив только низкое напряжение, в этом случае обмотку первичной обмотки делать не нужно, так как вы используете заводскую установку.
Установите на кабель держатель и электрод диаметром 4 — 5 мм. Диаметр электродов выбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере это 140 — 200а. При остальных параметрах работы характеристики электродов соответственно меняются.
Во вторичной обмотке получилось 54 витка, для возможности регулировки значения напряжения на выходе прибора сделайте два отвода из 40 и 47 витков. Это позволит вам регулировать ток во вторичной обмотке, уменьшая или увеличивая количество витков. Ту же функцию может выполнять резистор, но исключительно на стороне меньшего номинала.
Это позволит вам регулировать ток во вторичной обмотке, уменьшая или увеличивая количество витков. Ту же функцию может выполнять резистор, но исключительно на стороне меньшего номинала.
На постоянном токе
Такой аппарат отличается от предыдущего еще одной стабильной характеристикой. электрический Дуги. Так как он идет не напрямую от вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: Принцип правки сварочного трансформатора
Как видите, намотку трансформатора для этого делать не нужно, достаточно доработать схему имеющегося устройства.За счет чего он может производить более ровный шов, готовя нержавеющую сталь и чугун. Для изготовления потребуются четыре мощных диода или тиристора, по 200 штук каждый, два конденсатора емкостью 15000 мкФ и дроссель. Схема подключения сглаживающего устройства представлена на рисунке ниже:
Рис. 9: Схема подключения сглаживающего устройства
Процесс улучшения электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора при работе диоды могут быстро выйти из строя, поэтому им необходим принудительный отвод тепла.
Для подключения лучше использовать луженые зажимы, так как они не потеряют первоначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: Используйте луженые зажимы
Толщина проволоки выбирается в соответствии с рабочим током вторичной обмотки.
При сварке металлов такой аппарат всегда нужно контролировать, нагревая не только трансформатор, но и выпрямитель. А при достижении критической температуры делаем паузу для охлаждения элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет из строя.
Инвертор
Довольно сложный прибор для начинающих радиолюбителей. Не менее сложный процесс — это подбор необходимых элементов. Преимущество такого сварочного аппарата — значительно меньшие габариты и меньшая мощность, по сравнению с классическими аппаратами, возможность реализации и т. Д.
Рис. 14: Принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем с помощью импульсного блока подает в зону сварки ток большой амплитуды. Этим достигается относительная экономия мощности устройства по сравнению с его производительностью.
Этим достигается относительная экономия мощности устройства по сравнению с его производительностью.
Конструктивно инверторная схема сварочного аппарата включает такие элементы:
- диодный выпрямитель с баком-накопителем, балластным резистором и системой плавного пуска;
- драйверная система управления и два транзистора;
- силовая часть от управляющего транзистора и выходного трансформатора;
- вывод диодов и дросселей;
- кулер системы охлаждения;
- система обратной связи По току для управления параметром на выходе сварочного аппарата.
Вам потребуется намотать силовой трансформатор, трансформатор тока на основе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли окажется под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока обойдется не дешевле заводского варианта, но с учетом затраченного времени тоже дороже.Поэтому для инверторной сварки лучше приобретать готовый аппарат с заданными параметрами работы.
Из-за чего сборка инверторного блока обойдется не дешевле заводского варианта, но с учетом затраченного времени тоже дороже.Поэтому для инверторной сварки лучше приобретать готовый аппарат с заданными параметрами работы.
Видеоинструкция
Какой размер генератора для сварки? (Как рассчитать)
Генератор какого размера мне нужен для работы сварщика?
Меня часто об этом спрашивают.
Есть веские причины, почему это имеет смысл.
- Вам нужно отремонтировать ворота, которые не достаточно близко к бытовой электросети
- Грузовик друга сломался на тропе
- Вы хотите построить теплицу в своем саду
Но если он будет слишком маленьким, вы можете повредить или убить дорогого сварщика.
Слишком большой, и он может стоить слишком дорого, его трудно перемещать, и он может занимать слишком много места.
Как определить размер генератора для вашего сварочного аппарата
Этот вопрос обычно принимает одну из следующих форм, например:
- Какой размер генератора мне нужен для сварочного аппарата на 180 ампер?
- Будет ли генератор на 7000 ватт управлять сварщиком?
- Насколько большой сварщик вы можете работать с генератором размера X?
На самом деле это одни и те же вопросы. Вы просто спрашиваете об этом с разных точек зрения.
Вы просто спрашиваете об этом с разных точек зрения.
Вот как это сделать
Генераторы, как и сварщики, бывают разных размеров. Доступно множество функций и опций. И вам нужно будет решить, хотите ли вы получить выходное напряжение: 120 вольт, 240 вольт или и то, и другое.
Самое сложное, на что следует обратить внимание, это то, что генераторы рассчитаны на общую выходную мощность в Ваттах, а сварочные аппараты рассчитаны на выходную мощность в АМПЕРАЖ.
Это означает, что вам нужно выяснить, сколько ватт необходимо сварщику для получения номинального тока.
Сколько ватт потребляет ваш сварочный аппарат?
Существует очень простое математическое уравнение для переключения между вольтами, амперами и ваттами:
Вольт x Ампер = Ватт
Вольт : Техническое определение — это «измерение разности электрических потенциалов между двумя точками».
Думайте о вольтах так же, как о давлении воды. Это доступный «толчок», который запускает электричество.
Это доступный «толчок», который запускает электричество.
Ампер : Амперы — это способ измерения силы электрического тока.
Продолжая нашу аналогию с водоснабжением, подумайте об усилителях как о скорости потока в трубах, быстрой или медленной.
Вт : Ватт измеряет тепловую энергию. Когда электроны проходят по цепи, трение выделяет тепло, измеряемое в ваттах.
Итак, вам нужно напряжение, которое использует сварщик, умноженное на входной ток сварщика.
Найдите входную мощность сварочного аппарата
Шаг 1. Найдите уровни мощности и тока
Во-первых, вам нужно знать, какие уровни мощности и тока необходимы вашему сварочному аппарату.Обычно эту информацию можно найти в руководстве.
Вот пример из руководства для PrimeWeld Stick 160.
Пример того, как определить уровни мощности и тока сварочного аппарата.Посмотрите на «Напряжение питания (В)». Это ваше входное напряжение.
Важно использовать «плюс 15 процентов» для расчетов, чтобы быть уверенным, что ваш портативный генератор достаточно большой, чтобы соответствовать вашим потребностям.
110 вольт + 15% = 126,5 вольт
220 вольт + 15% = 253 вольт
Шаг 2: Рассчитайте входной ток
Во-вторых, вам нужен «Входной ток (А)».
Максимальный входной ток на стороне 110 В составляет 46,3 ампер.
Теперь вы можете делать свои вычисления:
126,5 вольт x 46,3 ампер = 5 856,95 ватт , число «погонных ватт». Но вам все равно нужно добавить хороший запас прочности для «стартовых ватт». Рекомендуется дополнительно 30 процентов.
Давайте проверим цифры 220 вольт.
Входной ток на стороне 220 — 32,9 ампер.
253 В x 32,9 А = 8323,7 Вт для вашей рабочей нагрузки на стороне 220 В.Как всегда, добавьте 30-процентный запас прочности, чтобы обеспечить достаточную пусковую мощность для вашей машины. Я подробнее расскажу об этих 30 процентах через минуту.
Если вы хотите запустить этот сварочный аппарат только в режиме 110 вольт, вам понадобится генератор, который выдает 6000 Вт (6 кВт), ПЛЮС 30 процентов для запуска и скачков потребления (еще 2 кВт), то есть вам понадобится сварщик. Генератор рассчитан на работу 6000 Вт и пиковую мощность 8000 Вт.
Для беспрепятственной работы сварочного аппарата с полной мощностью на стороне 220 В вам потребуется 8 500 погонных ватт и 11 000 пиковых значений мощности.
Возможно, у вас нет доступа к руководству. Что тогда?
На каждом электроинструменте и устройстве есть информационная этикетка, на которой указана его электрическая информация. Обычно он находится на задней стороне сварочного аппарата или внутри корпуса.
Потребляемая мощность сварочного аппарата будет указана на этой этикетке. Вот пример Titanium MIG 140, машины, которая потребляет 120 вольт. Обратите внимание, что на этикетке также есть информация о MIG 170 из той же серии, которая работает от 120 или 240 вольт.
Еще раз проверяя спецификации, здесь есть числа для «Current Input». С этой этикеткой легче работать, чем с некоторыми, потому что она дает как входное напряжение, так и входной ток, необходимый сварщику.
Легко определить, сколько мощности в ваттах вам нужно от генератора для сварщика. Для версии на 140 А умножьте:
Вход 120 В x 23 А = 2760 Вт
Однако это только БАЗОВЫЙ номер. Электроинструменты отличаются тем, что для запуска требуется гораздо больше энергии, чем требуется для поддержания их работы.
Производители генераторовсоветуют добавлять до 30 процентов к рабочим ваттам для учета пусковых устройств.
2760 Вт x 0,30 = 828 Вт
Добавьте этот 30-процентный запас прочности к базовому рабочему показателю в 2760 Вт:
2,760 + 828 = 3,588
Это составляет 3600 Вт. Этому сварщику потребуется генератор мощностью 2800 рабочих ватт с максимальной мощностью 3600 Вт.
Взять заметок:
- НЕ ЗАБУДЬТЕ добавить указанный допуск, например, в нашем примере было плюс-минус 15 процентов.ВСЕГДА ДОБАВЛЯЙТЕ ДОПУСК.
- НЕОБХОДИМО ДОБАВИТЬ 30 процентов к вашей общей мощности, чтобы покрыть пусковой скачок напряжения. Исключением из этого правила являются случаи, когда вы используете значение, известное как «I1max». См. Следующий раздел для получения дополнительной информации.
Входные значения могут иметь и другие имена
Иногда бывает несколько разных типов электрических параметров. У вас может не быть номинала на этикетке, специально названного «входное напряжение» или «входной ток», но для них есть другие названия.
Однако не стоит путать. Вместо этого проверьте значения с этими именами:
Входное напряжение
- Максимальная мощность
- Максимальное напряжение
- В макс. Или V макс.
- U макс. Или U макс.
- U1max
Входной ток
- Максимальный ток
- Максимальный ток
- А макс.
- I макс
- I1max
Обратите внимание, что вариант 5 в обоих случаях имеет обозначение 1max. Это название указывает на основную входную мощность.
I2 или I2max означает выходную мощность.
Рейтинг I1max уже настроен на импульсную или пусковую мощность. Если вы рассчитываете с I1max, у вас уже есть максимальная начальная мощность в ваттах, БЕЗ необходимости добавлять 30 процентов.
Еще одно устройство, которое иногда можно увидеть на генераторах для сварщиков, — это киловольт-усилитель или кВА.
Для этого устройства 1000 вольт x 1 ампер = 1 кВА , то же, что и 1 киловатт (кВт).
Помните: Вольт x Ампер = Ватт
Поскольку 1 кВА = 1 кВт , генератор с пиковой мощностью 6 кВА также рассчитан на 6 кВт.
Различия в источниках питания между инверторами и трансформаторами
Один из важных вариантов выбора — питание вашего сварочного аппарата от трансформатора или инверторного сварочного аппарата. Это важно, потому что генераторы для сварщиков — это качество, называемое «грязной энергией».
«Грязная мощность» означает небольшие и повторяющиеся колебания уровня мощности во время работы двигателя.
Эти колебания мощности называются «гармоническими искажениями» и измеряются в единицах общих гармонических искажений или THD.Он представлен в процентах, например, «5 процентов THD».
Сварочные аппараты с трансформаторным питанием хорошо прощают грязную энергию от генератора. Практически любой современный генератор может работать с трансформаторным сварочным аппаратом.
Проблема с машинами с инверторным приводом. Обычно называемые сварочными аппаратами IGBT и MOSFET, они имеют проблемы с грязным питанием, потому что их схемы управления легко повреждаются из-за гармонических искажений в источнике питания.
Не вдаваясь в технические подробности, в этих конструкциях используются конденсаторы для фильтрации искажений и сглаживания напряжения питания.Еще одно преимущество инверторной мощности заключается в том, что сварочный аппарат может быть легче.
Многие современные генераторы имеют инверторные фильтры, что делает их безопасными для сварщиков с инверторным питанием.
Если у вас есть сварочный аппарат с питанием от трансформатора, THD не проблема, но если вы хотите запустить компьютер, что-нибудь цифровое, сварочный аппарат на IGBT или MOSFET, вам необходимо иметь THD ниже 6 процентов.
Другие факторы, влияющие на ваш выбор
Проблемы на большой высоте
На больших высотах меньше кислорода.Бензиновые, дизельные и пропановые двигатели работают менее эффективно, уменьшая мощность. Ваш сварочный генератор будет вырабатывать меньше мощности на большой высоте, чем на уровне моря. Производители генераторов рекомендуют планировать потерю мощности 3,5% на каждые 1000 футов высоты.
В зависимости от высоты он может быть едва заметным или может быть намного меньше мощности. Производители генераторов предлагают в помощь высотные комплекты.
Дополнительные инструменты и оборудование
Если вам нужно использовать дополнительные инструменты, такие как пилы, шлифовальные машины, сверла и т. П., Вам необходимо добавить как минимум еще 2000 Вт к мощности, потому что для работы многих шлифовальных машин и сабельных пил требуется до 1800 Вт.
Также подумайте о вентиляторах, обогревателях и освещении. На самом деле может быть дешевле купить генератор меньшего размера для этих принадлежностей, чем один большой для работы сварщика и дополнительных инструментов.
Вот неполный список распространенных устройств и их требований к питанию:
| Устройство | Беговая мощность | Пусковая мощность |
|---|---|---|
| Кофеварка | 1750 | 0 |
| Микроволновая печь 625 Вт | 625 | 800 |
| Одиночная лампа CFL, эквивалентная 60 Вт | 15 | 0 |
| Радио | 50-200 | 0 |
| Комнатный кондиционер: 10 000 БТЕ | 1500 | 2200 |
| Малый прибор | 200 | 1700 |
| 8 дюймовНастольный шлифовальный станок | 1400 | 2500 |
| Мойка высокого давления: 1 л.с. | 1200 | 3600 |
| 7-1 / 4 дюйма. Циркулярная пила | 1400 | 2300 |
| Электрическая цепная пила: 14 дюймов. Штанга, 2 л.с. | 1100 | 0 |
| 10 дюймов Настольная пила | 1800 | 4500 |
| Сверло: 3/8 дюйма, 4 А | 440 | 600 |
| Сверло: 1/2 дюйма., 5,4 А | 600 | 900 |
| Переносной обогреватель (керосин, дизельное топливо): 90 000 БТЕ | 500 | 725 |
| Зарядное устройство: 60 А с усилением 250 А | 1500/5750 | 0 |
| Ноутбук | 65 | 0 |
| ЖК-монитор компьютера | 25 | 0 |
| Струйный принтер | 15 | 0 |
| Таблетка | 12 | 0 |
| Зарядное устройство для сотового телефона | 10 | 0 |
Сколько времени занимает работа?
Это время, в течение которого генератор может работать с полной нагрузкой и полным баком топлива.Некоторые из них могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они много работают.
Шум
Генераторы работают громко, хотя, как правило, не так громко, как некоторые инструменты и транспортные средства. Также следует учитывать выхлопные газы, которые могут содержать окись углерода. Вы не можете поместить генератор внутрь безопасно, и на всех них есть ярлыки, запрещающие этого делать.
Убедитесь, что он хорошо вентилируется, защищен от столкновений или падающих предметов, шнуры могут безопасно дотянуться до рабочей зоны, а шум не будет проблемой там, где он сидит.
Проверьте его рейтинг в дБ, чтобы узнать, насколько он громкий. Все, что превышает 90 дБ, вредит слуху. Уровень 120 децибел и выше эквивалентен буквально оглушающим звукам, подобным звукам дрэг-рейсинга, артиллерии, реактивных самолетов и охотничьих ружей.
Размещение
В этой таблице приведены некоторые рекомендации национальных производителей электрооборудования (NEMA) по длине удлинительного шнура. По возможности подключайте устройства непосредственно к генератору.
Ваша кофеварка может варить кофе, пока вы не сделаете перерыв, затем вы можете налить чашку, когда подойдете, и выключите генератор.
| Общая мощность | шнур 10 калибра | шнур 12 калибра | шнур 14 калибра | шнур 16 калибра |
|---|---|---|---|---|
| 2400 | 250 футов | 150 футов | 100 футов | 75 футов |
| 4,800 | 125 футов | 75 футов | 50 футов | 25 футов |
| 7,200 | 60 футов | 35 футов | 25 футов | 10 футов |
| 9,600 | 30 футов | 15 футов | 10 футов | 0 |
| 12 000 | 15 футов | 0 | 0 | 0 |
Генераторы с рабочей мощностью 4 кВт или более могут легко весить более двухсот фунтов.Комплекты колес, ручки типа тачки и подъемные тюки для крюков — все это вещи, которые значительно упрощают установку такого тяжелого оборудования.
Связанные : Провода какого размера для удлинителей сварочных аппаратов?
Таблица размеров генератора для сварщиковВот краткая справочная таблица, которую я составил, чтобы дать вам представление о том, какой размер генератора вы должны стремиться, в зависимости от текущего уровня вашего сварщика.
| Уровень тока сварщика | Минимальный размер генератора | Рекомендуемый размер генератора |
|---|---|---|
| До 160A | 7кВА 0r 7000 Вт | 8000+ Вт |
| 180–200A | 8кВА или 8000 Вт | 10,000+ Вт |
| 210-250A | 13кВА или 13000 Вт | 15 000+ Вт |
Лучшие генераторы для сварщиков
Я собираюсь взять сюда мощные портативные генераторы.
Вы не хотите, чтобы ваш генератор работал слишком сильно, разряжаясь. На вашей новой электростанции будет проще, если она не будет тяжело дышать, выполняя свою работу.
Более чистая и стабильная мощность, меньший износ и более длительный срок службы — награда за небольшие дополнительные вложения.
По этой причине я бы не опустил ниже 7000 погонных ватт.
| Модель | Чемпион 9375 | DuroMax XP12000EH | Powerhorse 9000ES |
|---|---|---|---|
| Эксплуатационная мощность | 7 500 | 9 500 | 7250 |
| Пусковая мощность | 9 375 | 12 000 | 9000 |
| Вес | 224 фунтов | 224 фунтов | 209 фунтов |
| Двигатель | Чемпион 420cc | DuroMax 18 л.с. | Дх520 12.2 л.с. |
| Безопасный для IGBT | Нет (КНИ 8-16%) | Нет (12% THD) | Есть |
| Розетки | — 120/240 В, 30 А, блокировка (L14-30R) — (2) GFCI 120 В (5-20R), — 120/240 В, 50 А (14-50R) | — (2) бытовых розетки GFCI на 120 В — (1) розетки 120 В 30 А с поворотным замком — (1) розетки 240 В 30 А — (1) розетки 240 В 50 А | — (4) 5-20R 120V-20A, — (1) L5-30R 120V-30A с блокировкой, — (1) L14-30R 120 / 240V-30A с блокировкой — (1) 12V DC |
| Время работы | 8 часов при 1/2 нагрузки | 9 часов при 1/2 нагрузки 5 часов.при полной нагрузке | 9,6 ч при 1/2 нагрузки 5,7 ч при полной нагрузке |
| Уровень шума | 74 дБ | 74 дБ | 98 дБ |
| Дополнительно | Электростартер, комплект колес, счетчик моточасов | Электростарт, двухтопливный, комплект колес, зарядное устройство 12 В | Электростартер, двухтопливный, комплект колес, отсечка при низком уровне масла |
| Где купить | Северный инструмент | Amazon | Северный инструмент |
Лучшие инверторные генераторы для сварщиков
Инверторный генератор специально разработан для чувствительного к питанию оборудования, такого как цифровые устройства, компьютеры и сварочные аппараты IGBT / MOSFET.
Если в вашем магазине есть что-нибудь, в чем вы никогда не должны дешеветь; это ваш инверторный генератор. Наберитесь терпения и сэкономьте на следующем большем размере.
«Я бы хотел, чтобы у меня было меньше мощности. Это было бы прекрасно!»
Никому и никогда не говорил.
| Модель | Powerhorse 7500i | Champion Digital Hybrid 8750 | Briggs & Stratton ELITE 8000 |
|---|---|---|---|
| Эксплуатационная мощность | 6 500 | 7000 | 8000 |
| Пиковая мощность | 7 500 | 8,750 | 10 000 |
| Вес | 333 фунта | 155.4 фунта | 224 фунтов |
| Двигатель | Powerhorse 420cc | Чемпион 420cc | Briggs & Stratton 420cc |
| Безопасный для IGBT | Да (КНИ 1,5%) | Да (≤ 3% THD) | Да (КНИ 3-6%) |
| Розетки | — (4) 20 А 120 В GFCI, — (1) 50 А 120/240 В 14-50R, — (1) 30 А 120/240 В L14-30R, — (1) 30 А 120 В L5-30R, — (2 ) USB | — (1) 120/240 В, 30 А, блокирующая розетка (L14-30R) — (4) 120 В, 20 А, бытовые розетки с защитой GFCI (5-20R) — 12 В постоянного тока, автомобильная | — (4) розетки GFCI 120 В, — (1) розетки с замком 120/240 В, 30 А |
| Время работы | 16 час.при нагрузке 1/4 | 10,5 часов | 9 час. при 1/2 нагрузки |
| Уровень шума | 55 дБ | 72 дБ | Нет оценок |
| Дополнительно | Электростартер, комплект колес, отключение по низкому уровню масла, цифровая система контроля, зарядка через USB, подключение к другому генератору | Электростартер, комплект колес, легкий и компактный | Электрический запуск, комплект колес, счетчик моточасов, Bluetooth InfoHub, мониторинг CO / выключение |
| Где купить | Northern Tool (бесплатная доставка) | Amazon | Amazon |
Часто задаваемые вопросы о генераторах для сварщиков
Будет ли генератор на 3000 ватт управлять сварщиком?
В примере с Titanium мы обнаружили, что он может работать от 140 ампер при мощности 2800 Вт.Таким образом, если аппарат рассчитан на работу при мощности 3000 Вт (а не пиковой мощности 3000), он может работать с большинством небольших сварочных аппаратов на 120 В при напряжении менее 120 А. Однако он все время будет работать на полную мощность.
Будет ли генератор на 5000 ватт управлять сварщиком?
Вы можете работать до 180-200 ампер на генераторе на 240 вольт, рассчитанном на 5000 рабочих ватт и 6000 пусковых ватт, но он будет проводить много времени на высоких оборотах. Генератор, рассчитанный на пиковую мощность 5000 Вт, будет ограничен 120-вольтовым сварочным аппаратом при 140 А при работе на полной мощности.
Генератор какого размера для сварщика на 220 В?
Недостаточно информации для ответа на этот вопрос. Вам необходимо знать входную мощность сварочного аппарата 220 В, чтобы рассчитать генератор нужного вам размера.
Входное напряжение x Входной ток = Потребляемая мощность
Помимо того, что он подключается к сети 220 вольт, вам также необходимо знать входной ТОК для этого сварочного аппарата.
Например, если в руководстве или на этикетке указано, что сварщику требуется входной ток 32 А, вам понадобится генератор мощностью 7 040 погонных и 9 100 пиковых ватт.
Можете ли вы запустить аппарат для ручной сварки на генераторе?
Короткий ответ — да, если мощность на выходе генератора соответствует потребностям вашего сварочного аппарата.
Завершение: освободись и сваривайся снаружи
Каждый мастер и сварщик достигает точки, когда требуются новые драматические навыки, которые нужно постоянно совершенствовать. Возможно, вам понадобится сварка на открытом воздухе или изолированная сварка.
Пора выйти из магазина на свежий воздух со сварщиком.Эти генераторы предлагают способы расширить ваши возможности по ремонту и изготовлению таким образом, который иначе был бы невозможен.
Прочтите по теме : Лучший сварочный аппарат с приводом от двигателя
Ресурсы
https://www.northerntool.com/shop/tools/buyers-guides_generators
Modifying Your Honda Engine for High Altitude Use
https://docs.google.com/viewer?url=https%3A%2F%2Fcsda.org%2Fwp-content%2Fuploads%2F2019%2F10%2FCSDA_BP021_Extension_Cords.pdf
http://help.championpowerequipment.com/article/dgn7qk3fzz-total-harmonic-distortion
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC| DIY-Welder — Создайте свой собственный аппарат для дуговой, MIG- и TIG-сварки | Просмотров страницы: |
Старые платы:
Примечание: я больше не создаю упрощенные доски. У меня не осталось досок.Так что не спрашивайте.200A Аппарат для дуговой, MIG- и TIG-сварки
Посетить Сварщики DIY Yahoo Group
| Оригинальная цифровая плата для сварки MIG, TIG и Arc (Stick). Хорошо зарекомендовал себя как испытательный стенд. |
: 2 марта 2015 г. Наконец-то есть прогресс!
Бьюсь с вариантами нового дизайна. В Оригинальная цифровая плата была сложной и дорогой. Несколько из сложности:
- Изолированный датчик напряжения
- Изолированный датчик тока
- Изолированный выход, до 200 В
- Импульсный источник питания с 3 изолированными выходами.
- Много аналогов для управления в реальном времени
- 150 частей
- Дорогой энкодер для ввода
- Режимы MIG, TIG, Stick и зарядного устройства.
- Механически сложный.
- Текущее ощущение было трудно откалибровать.
Это сработало, но я никогда не хотел строить. Много дорогих деталей, например, линейных оптоизоляторов. Эта сложность Было разрешено использовать его в 3-х конфигурациях:
- Сварщик постоянного тока с автомобильным генератором переменного тока
- Дополнительный модуль TIG и MIG на переменном / постоянном токе для стандартных сварочных аппаратов с приводом от двигателя (Я.e Pipeliner, SA-250)
- Дополнение для сварщиков трансформаторов, таких как Airco, Miller DDR / 3, Dialarc и другие, использующие трансформаторы насыщения.
Упрощенная плата предназначалась только для генератора переменного тока. Это сработало ну но как только я начал его строить, переключатели пошли с От 1,49 до почти 6 долларов за штуку. Это было слишком упрощенно: это только приводил к высокому напряжению поля, был исправен в работе и не надежно поддерживайте сварку TIG.
Stick (SMAW), TIG и MIG — цели новой платы.Если все, что вам нужно, это сварка стержнем, неэлектронный Версия будет всем, что вам нужно.
Одной из проблем упрощенной платы было отсутствие изоляции; все относилось к отрицательному выходу генератора. TIG на постоянном токе — электрод отрицательный. Итак, вы подключаете положительный провод к работе. Это ставит генератор, плату и сварщика в целом. металл на OCV сварщика, обычно 60V. Небезопасная ситуация.
Я обдумывал идеи сделать это относительно недорого.Первое изменение — использование современного процессора, такого как Microchip PIC32. Это переместит все управление напряжением, током и выходом из множество аналоговых частей к программному обеспечению. Это облегчает изменение и добавить такие функции, как горячий запуск, запуск подъемника, управление двигателем. Наличие встроенного дисплея избавляет пользователя от необходимости добавить счетчики или дисплеи.
У меня почти готово схематическое изображение. Это не так уж и плохо по сложности по схеме или механически. Все равно не дешево, как хотелось бы, но разумный. На данный момент функций:
- 4-значный светодиодный дисплей с 10 светодиодами состояния.
- Пользовательский ввод с помощью 3 переключателей. Вверх / Вниз, Дисплей и переключатель режима / дистанционного управления. Все переключатели трехпозиционные (ВКЛ / ВЫКЛ / ВКЛ) мгновенно.
- Изолированный датчик напряжения — обеспечивает более безопасную сварку TIG.
- Управляющий выход до 8 А для поддержки двух генераторов переменного тока. Возможность сборки до 200В (сварщики двигателей).
- Режимы Stick, TIG, MIG и зарядного устройства.
- Измерение тока по току возбуждения — неточно, но достаточно хорошо. Мой опыт работы с разными сварщиками — текущий установка в любом случае приблизительная.120А на одной машине действует по разному чем 120А по другому.
- ЦП с разъемом для PIC32. Позволяет обновлять программное обеспечение. Я хотел бы чтобы иметь возможность загружать новый код, но с добавлением USB или последовательных интерфейсов это будет редко использоваться и просто увеличивает стоимость.
- Разрешить сохранение и загрузку конфигураций.
- Опора для соленоида холостого хода двигателя.
- Lift start TIG, запуск при минимальном токе до образования дуги.
- Пусковая выходная мощность для внешней высокочастотной пусковой цепи.
- Выход внешнего контактора (полезно для лучшего запуска MIG).
- Дистанционное управление напряжением / током.
- Одноплатная доска размером 5×3 дюйма. Это можно было бы установить на 4×6 красное оргстекло. Надеюсь, что панели будут шелкографии со всем текстом и этикетками.
- Винтовые клеммы для соединений.
- Опция для внешней платы для измерения истинного тока (полезно для сварщиков двигателей.)