Какие виды сварки бывают | Классификация и характеристика способов сварки
Технологические составляющие сварочного процесса были известны еще в 17 веке. Тогда они были представлены литьем и кузнечным делом. «Осовременивание» началось после открытия такого явления как электрическая дуга. Дополнительный толчок развитие сварочного дела получило с изобретением порошкового покрытия для электродов. А вот основной скачок выпал на конец 20-го века, когда стали доступны лазерные, ультразвуковые и плазменные технологии. Внедрение электроники позволило автоматизировать сварочный процесс, увеличить точность выполнения работ и производительность.
В настоящее время разделяется три вида сварки, которые отличаются между собой используемым для выполнения работ типом энергии:
- термический;
- механический;
- термомеханический.
СОДЕРЖАНИЕ
- Термическая сварка
- Электродуговая контактная сварка
- ММА – ручная дуговая сварка
- Аргоновая сварка TIG
- MAG –сварка полуавтоматом
- Сварка под флюсом
- Газоплазменная
- Электрошлаковая
- Плазменная
- Термомеханический класс сварки
Термическая сварка
Для выполнения сварочных работ потребуется тепло. Под воздействием высоких температур стыки соединяемых заготовок оплавляются и, остывая, скрепляются между собой, а впоследствии кристаллизируются. В качестве источника тепла служит пламя газовой горелки, электрическая дуга или поток плазмы.
Под воздействием высоких температур стыки соединяемых заготовок оплавляются и, остывая, скрепляются между собой, а впоследствии кристаллизируются. В качестве источника тепла служит пламя газовой горелки, электрическая дуга или поток плазмы.
Электродуговая контактная сварка
Наибольшее распространение получили именно аппараты электродуговой сварки. Для нагрева и плавки металла задействуется электрическая дуга, которая представляет собой разряд между катодом и анодом. При этом освобождается тепловая энергия большой мощности. Воздействуя на металлическую заготовку, она приводит к ее плавлению с последующим образованием сварочной ванны.
После угасания дуги немедленно начинается остывание и кристаллизация расплава. В результате образуется соединение по составу и прочности сопоставимое с металлами, которые сваривались. Существует несколько видов электродуговой сварки.
ММА – ручная дуговая сварка
Используется со штучными электродами, представляющими собой металлический стержень с обмазкой. Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги.
Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги.
Аппараты – инвертеры, выпрямители, трансформаторы – позволяют выполнять работы в любом пространственном положении. Если подобрать расходные материалы правильно, то можно сваривать любые металлы: черные, цветные, легированные и т.п. Важно подчеркнуть, что держатели могут проникать в труднодоступные места, где использование другого вида сварки невозможно.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Сварка ММА подходит и для профессионалов, и для новичков. Она широко используется в строительстве, монтаже металлоконструкций, в разных отраслях тяжелой промышленности, в частном предпринимательстве. Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.
Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.
Читайте также: Что такое ручная дуговая сварка
Аргоновая сварка TIG
Применяются электроды вольфрамовые, неплавящиеся, графитовые, угольные. В качестве инертного газа используется аргон, азот, гелий или смесь из этих газов в зависимости от соединяемых металлов. Процесс характерен тем, что сварной шов состоит исключительно из металлов заготовок. Добавляется только присадка – металлический пруток или полоса, по своему составу идентична свариваемым металлам. Инертные газы необходимы для защиты рабочей зоны от атмосферного воздуха, чтобы исключить окисление металла и обеспечить стабильность горения электрической дуги.
В процессе выполнения сварочных работ используется переменный или постоянный ток. Сравнительно низкая производительность компенсируется за счет высокого качества сварного соединения. Процесс характеризуется высокой трудоемкостью и требует от специалиста большого практического опыта. Использование TIG оправдано в случаях, когда требуется наложить ответственный шов, который должен выдержать высокие нагрузки, или в случаях, когда большое внимание уделяется эстетической стороне вопроса.
Сравнительно низкая производительность компенсируется за счет высокого качества сварного соединения. Процесс характеризуется высокой трудоемкостью и требует от специалиста большого практического опыта. Использование TIG оправдано в случаях, когда требуется наложить ответственный шов, который должен выдержать высокие нагрузки, или в случаях, когда большое внимание уделяется эстетической стороне вопроса.
Аргоновая сварка востребована для герметизации нефте- и газопроводов, резервуаров для пищевой промышленности, посуды; при изготовлении сосудов высокого давления или микросхем. Она незаменима для соединения тонкостенных заготовок и листовых материалов. Сварка позволяет работать с большим перечнем металлов: нержавеющая, углеродистая, легированная сталь; магний, титан, медь.
Читайте также: Сварка TIG
MAG –сварка полуавтоматом
В качестве присадочного материала используется проволока, которая подобно электроду плавится под воздействием высокой температуры. Проволока поступает в рабочую зону через горелку, куда параллельно подается инертный или активный газ. Состав защитного газа напрямую зависит от типа свариваемого металла. Работает исключительно с постоянным электрическим током. Во время применения активных газов образуется много брызг, а шов получается неаккуратным. Но это с лихвой компенсируется высокой производительностью установки.
Проволока поступает в рабочую зону через горелку, куда параллельно подается инертный или активный газ. Состав защитного газа напрямую зависит от типа свариваемого металла. Работает исключительно с постоянным электрическим током. Во время применения активных газов образуется много брызг, а шов получается неаккуратным. Но это с лихвой компенсируется высокой производительностью установки.
Такого рода оборудование пользуется большой популярностью среди профессионалов и большой аудитории любителей. Отчасти из-за автоматической подачи расходного материала в зону сварки и возможности электронной регулировки настроек. Технология особенно популярна в европейских и североамериканских специалистов. Полуавтоматы сваривают широкий спектр металлов: сталь низколегированную и высоколегированную, большинство марок чугуна; марганец, медь, алюминий, никель, а также их сплавы. Оборудование позволяет выполнять самые сложные разнотипные соединения.
Сварка под флюсом
При сваривании металлических заготовок применяются разные флюсовые порошки. Они необходимы для того, чтобы обеспечить рабочую область защитным газом, который выделяется в процессе плавления. Благодаря наличию флюса не только защищается расплав, но и поддерживается стабильное горение электрической дуги. Подбором флюса специалисты добиваются нужных характеристик сварного шва.
Они необходимы для того, чтобы обеспечить рабочую область защитным газом, который выделяется в процессе плавления. Благодаря наличию флюса не только защищается расплав, но и поддерживается стабильное горение электрической дуги. Подбором флюса специалисты добиваются нужных характеристик сварного шва.
Метод активно используется в промышленном производстве и характеризуется полной автоматизацией: от подачи флюса в зону горения до перемещения оборудования вдоль стыка. Технология применяется в процессе изготовления корпусов морских судов, фюзеляжей самолетов, локомотивов и вагонов, башенных кранов, модулей спутников и множества иного оборудования. На выходе получается очень качественный сварной шов, который легко выдержит самые сложные условия эксплуатации, включая экстремальные температуры и огромное давление.
Газоплазменная
В этом случае металл заготовок плавится под воздействием температуры открытого пламени. Оно образуется в результате горения кислорода с горючими газами – водородом, пропаном, бутаном, ацетиленом и другими.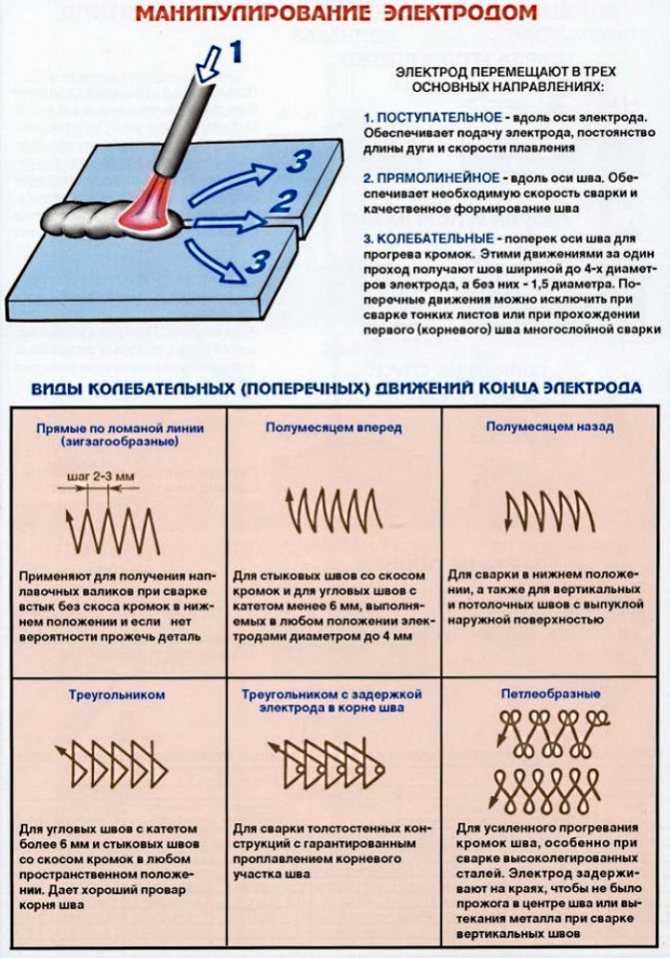 Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).
Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).
Открытое пламя в качестве источника тепла для сварки имеет важное преимущество: оно независимо от энергоснабжения. Поэтому технология широко применяется в «полевых» условиях. Еще одно достоинство заключается в постепенном нагревании металла, что практично при работе с листовыми материалами. Метод непригоден для промышленного использования из-за невозможности автоматизации и низкой производительности. Для работы с такой сваркой от оператора требуется большой стаж сварочных работ.
Электрошлаковая
Кромки деталей плавятся за счет нагрева шлака от расплавленного под воздействием электроэнергии флюса, который предварительно насыпается между свариваемыми элементами. Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.
Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.
Данный тип сварки востребован в промышленности для соединения крупногабаритных деталей с толстыми стенками (40-500 мм): роторные и турбинные валы, опоры, паровые котлы и т.д. Экономическая выгода от такого метода сварки тем выше, чем больше площадь свариваемой поверхности.
Плазменная
Плавит и соединяет кромки струя плазмы, которая генерируется в плазмотроне или между поверхностью заготовок и электродом. Метод отличается большой глубиной обработки деталей и высокой точностью сваривания. Она востребована для соединения как мелких и тонкостенных элементов электротехнических конструкций, так и крупных блоков для тяжелой промышленности. Плазма эффективно воздействует на все без исключения виды металлов.
Помимо рассмотренных к термическим видам сварки относится:
- лазерная;
- контактная стыковая с оплавлением;
- электролучевая;
- с закладными нагревателями.


Термомеханический класс сварки
Контактная сварка: метод характеризуется одновременным нагревом кромок соединяемых заготовок и их деформированием под давлением. Точечная сварка: выполняется при помощи специальных аппаратов или малогабаритными клещами. Обе детали закрепляются между анодом и катодом, через которые пропускается ток. В результате заготовки разогреваются в конкретном месте. После разогрева подача тока прекращается и усиливается давление электродов в месте температурного воздействия. Локальный расплав постепенно кристаллизуется и в результате получается прочное точечное соединение.Точечная сварка может быть:
- односторонней – оба электрода располагаются по одну сторону заготовок;
- двухсторонней – электроды размещаются с разных сторон заготовок один напротив другого.
К недостаткам сварки специалисты относят то, что сваривание заготовок возможно только внахлест. Характеризуется высокой производительностью и возможностью автоматизации.
Точечная сварка широко применяется в автомобилестроении: конвейеры по всему миру используют именно данный тип соединения кузовных элементов. Клещи для точечной сварки отличаются компактностью и мобильностью. Они применяются в мелких мастерских и в домашних условиях. Однако они востребованы и на крупных СТО для выполнения разного рода кузовных работ.
К термомеханическому типу относятся также рельефная и стыковая сварки. Все остальные виды термомеханической сварки не стали популярными и не получили широкого распространения. Это:
- диффузная – соединение неоднородных металлов в условиях вакуума или в среде защитных газов;
- кузнечная – металлы соединяются в результате пластичной деформации;
- за счет высокочастотного тока;
- трением.
Определив особенности сварочного процесса, специалист легко сможет выбрать подходящий сварочный аппарат с учетом его технических показателей. Большинство сварочных процессов легко автоматизируются, дают возможность сформировать надежный и эстетичный сварочный шов, характеризуются невысокой себестоимостью и небольшими временными издержками.
Читайте также: Классификация сварных швов
Какие виды сварки бывают | Классификация и характеристика способов сварки
Технологические составляющие сварочного процесса были известны еще в 17 веке. Тогда они были представлены литьем и кузнечным делом. «Осовременивание» началось после открытия такого явления как электрическая дуга. Дополнительный толчок развитие сварочного дела получило с изобретением порошкового покрытия для электродов. А вот основной скачок выпал на конец 20-го века, когда стали доступны лазерные, ультразвуковые и плазменные технологии. Внедрение электроники позволило автоматизировать сварочный процесс, увеличить точность выполнения работ и производительность.
В настоящее время разделяется три вида сварки, которые отличаются между собой используемым для выполнения работ типом энергии:
- термический;
- механический;
- термомеханический.

СОДЕРЖАНИЕ
- Термическая сварка
- Электродуговая контактная сварка
- ММА – ручная дуговая сварка
- Аргоновая сварка TIG
- MAG –сварка полуавтоматом
- Сварка под флюсом
- Газоплазменная
- Электрошлаковая
- Плазменная
- Термомеханический класс сварки
Термическая сварка
Для выполнения сварочных работ потребуется тепло. Под воздействием высоких температур стыки соединяемых заготовок оплавляются и, остывая, скрепляются между собой, а впоследствии кристаллизируются. В качестве источника тепла служит пламя газовой горелки, электрическая дуга или поток плазмы.
Электродуговая контактная сварка
Наибольшее распространение получили именно аппараты электродуговой сварки. Для нагрева и плавки металла задействуется электрическая дуга, которая представляет собой разряд между катодом и анодом. При этом освобождается тепловая энергия большой мощности. Воздействуя на металлическую заготовку, она приводит к ее плавлению с последующим образованием сварочной ванны.
Воздействуя на металлическую заготовку, она приводит к ее плавлению с последующим образованием сварочной ванны.
После угасания дуги немедленно начинается остывание и кристаллизация расплава. В результате образуется соединение по составу и прочности сопоставимое с металлами, которые сваривались. Существует несколько видов электродуговой сварки.
ММА – ручная дуговая сварка
Используется со штучными электродами, представляющими собой металлический стержень с обмазкой. Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги.
Аппараты – инвертеры, выпрямители, трансформаторы – позволяют выполнять работы в любом пространственном положении. Если подобрать расходные материалы правильно, то можно сваривать любые металлы: черные, цветные, легированные и т.п. Важно подчеркнуть, что держатели могут проникать в труднодоступные места, где использование другого вида сварки невозможно.
Если подобрать расходные материалы правильно, то можно сваривать любые металлы: черные, цветные, легированные и т.п. Важно подчеркнуть, что держатели могут проникать в труднодоступные места, где использование другого вида сварки невозможно.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Сварка ММА подходит и для профессионалов, и для новичков. Она широко используется в строительстве, монтаже металлоконструкций, в разных отраслях тяжелой промышленности, в частном предпринимательстве. Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.
Читайте также: Что такое ручная дуговая сварка
Аргоновая сварка TIG
Применяются электроды вольфрамовые, неплавящиеся, графитовые, угольные. В качестве инертного газа используется аргон, азот, гелий или смесь из этих газов в зависимости от соединяемых металлов. Процесс характерен тем, что сварной шов состоит исключительно из металлов заготовок. Добавляется только присадка – металлический пруток или полоса, по своему составу идентична свариваемым металлам. Инертные газы необходимы для защиты рабочей зоны от атмосферного воздуха, чтобы исключить окисление металла и обеспечить стабильность горения электрической дуги.
В качестве инертного газа используется аргон, азот, гелий или смесь из этих газов в зависимости от соединяемых металлов. Процесс характерен тем, что сварной шов состоит исключительно из металлов заготовок. Добавляется только присадка – металлический пруток или полоса, по своему составу идентична свариваемым металлам. Инертные газы необходимы для защиты рабочей зоны от атмосферного воздуха, чтобы исключить окисление металла и обеспечить стабильность горения электрической дуги.
В процессе выполнения сварочных работ используется переменный или постоянный ток. Сравнительно низкая производительность компенсируется за счет высокого качества сварного соединения. Процесс характеризуется высокой трудоемкостью и требует от специалиста большого практического опыта. Использование TIG оправдано в случаях, когда требуется наложить ответственный шов, который должен выдержать высокие нагрузки, или в случаях, когда большое внимание уделяется эстетической стороне вопроса.
Аргоновая сварка востребована для герметизации нефте- и газопроводов, резервуаров для пищевой промышленности, посуды; при изготовлении сосудов высокого давления или микросхем. Она незаменима для соединения тонкостенных заготовок и листовых материалов. Сварка позволяет работать с большим перечнем металлов: нержавеющая, углеродистая, легированная сталь; магний, титан, медь.
Она незаменима для соединения тонкостенных заготовок и листовых материалов. Сварка позволяет работать с большим перечнем металлов: нержавеющая, углеродистая, легированная сталь; магний, титан, медь.
Читайте также: Сварка TIG
MAG –сварка полуавтоматом
В качестве присадочного материала используется проволока, которая подобно электроду плавится под воздействием высокой температуры. Проволока поступает в рабочую зону через горелку, куда параллельно подается инертный или активный газ. Состав защитного газа напрямую зависит от типа свариваемого металла. Работает исключительно с постоянным электрическим током. Во время применения активных газов образуется много брызг, а шов получается неаккуратным. Но это с лихвой компенсируется высокой производительностью установки.
Такого рода оборудование пользуется большой популярностью среди профессионалов и большой аудитории любителей. Отчасти из-за автоматической подачи расходного материала в зону сварки и возможности электронной регулировки настроек. Технология особенно популярна в европейских и североамериканских специалистов. Полуавтоматы сваривают широкий спектр металлов: сталь низколегированную и высоколегированную, большинство марок чугуна; марганец, медь, алюминий, никель, а также их сплавы. Оборудование позволяет выполнять самые сложные разнотипные соединения.
Технология особенно популярна в европейских и североамериканских специалистов. Полуавтоматы сваривают широкий спектр металлов: сталь низколегированную и высоколегированную, большинство марок чугуна; марганец, медь, алюминий, никель, а также их сплавы. Оборудование позволяет выполнять самые сложные разнотипные соединения.
Сварка под флюсом
При сваривании металлических заготовок применяются разные флюсовые порошки. Они необходимы для того, чтобы обеспечить рабочую область защитным газом, который выделяется в процессе плавления. Благодаря наличию флюса не только защищается расплав, но и поддерживается стабильное горение электрической дуги. Подбором флюса специалисты добиваются нужных характеристик сварного шва.
Метод активно используется в промышленном производстве и характеризуется полной автоматизацией: от подачи флюса в зону горения до перемещения оборудования вдоль стыка. Технология применяется в процессе изготовления корпусов морских судов, фюзеляжей самолетов, локомотивов и вагонов, башенных кранов, модулей спутников и множества иного оборудования. На выходе получается очень качественный сварной шов, который легко выдержит самые сложные условия эксплуатации, включая экстремальные температуры и огромное давление.
На выходе получается очень качественный сварной шов, который легко выдержит самые сложные условия эксплуатации, включая экстремальные температуры и огромное давление.
Газоплазменная
В этом случае металл заготовок плавится под воздействием температуры открытого пламени. Оно образуется в результате горения кислорода с горючими газами – водородом, пропаном, бутаном, ацетиленом и другими. Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).
Открытое пламя в качестве источника тепла для сварки имеет важное преимущество: оно независимо от энергоснабжения. Поэтому технология широко применяется в «полевых» условиях. Еще одно достоинство заключается в постепенном нагревании металла, что практично при работе с листовыми материалами.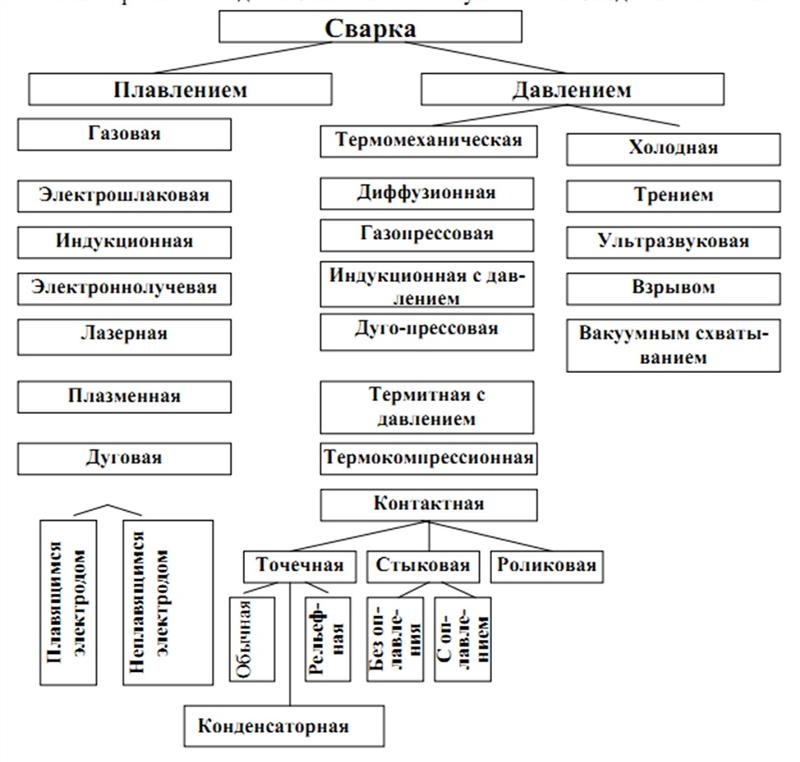 Метод непригоден для промышленного использования из-за невозможности автоматизации и низкой производительности. Для работы с такой сваркой от оператора требуется большой стаж сварочных работ.
Метод непригоден для промышленного использования из-за невозможности автоматизации и низкой производительности. Для работы с такой сваркой от оператора требуется большой стаж сварочных работ.
Электрошлаковая
Кромки деталей плавятся за счет нагрева шлака от расплавленного под воздействием электроэнергии флюса, который предварительно насыпается между свариваемыми элементами. Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.
Данный тип сварки востребован в промышленности для соединения крупногабаритных деталей с толстыми стенками (40-500 мм): роторные и турбинные валы, опоры, паровые котлы и т.д. Экономическая выгода от такого метода сварки тем выше, чем больше площадь свариваемой поверхности.
Плазменная
Плавит и соединяет кромки струя плазмы, которая генерируется в плазмотроне или между поверхностью заготовок и электродом. Метод отличается большой глубиной обработки деталей и высокой точностью сваривания.
Помимо рассмотренных к термическим видам сварки относится:
- лазерная;
- контактная стыковая с оплавлением;
- электролучевая;
- с закладными нагревателями.
Термомеханический класс сварки
Контактная сварка: метод характеризуется одновременным нагревом кромок соединяемых заготовок и их деформированием под давлением. Точечная сварка: выполняется при помощи специальных аппаратов или малогабаритными клещами. Обе детали закрепляются между анодом и катодом, через которые пропускается ток. В результате заготовки разогреваются в конкретном месте. После разогрева подача тока прекращается и усиливается давление электродов в месте температурного воздействия. Локальный расплав постепенно кристаллизуется и в результате получается прочное точечное соединение.
Точечная сварка может быть:
- односторонней – оба электрода располагаются по одну сторону заготовок;
- двухсторонней – электроды размещаются с разных сторон заготовок один напротив другого.
К недостаткам сварки специалисты относят то, что сваривание заготовок возможно только внахлест. Характеризуется высокой производительностью и возможностью автоматизации.
Точечная сварка широко применяется в автомобилестроении: конвейеры по всему миру используют именно данный тип соединения кузовных элементов. Клещи для точечной сварки отличаются компактностью и мобильностью. Они применяются в мелких мастерских и в домашних условиях. Однако они востребованы и на крупных СТО для выполнения разного рода кузовных работ.
К термомеханическому типу относятся также рельефная и стыковая сварки. Все остальные виды термомеханической сварки не стали популярными и не получили широкого распространения. Это:
- диффузная – соединение неоднородных металлов в условиях вакуума или в среде защитных газов;
- кузнечная – металлы соединяются в результате пластичной деформации;
- за счет высокочастотного тока;
- трением.

Определив особенности сварочного процесса, специалист легко сможет выбрать подходящий сварочный аппарат с учетом его технических показателей. Большинство сварочных процессов легко автоматизируются, дают возможность сформировать надежный и эстетичный сварочный шов, характеризуются невысокой себестоимостью и небольшими временными издержками.
Читайте также: Классификация сварных швов
Какие виды сварки бывают | Классификация и характеристика способов сварки
Технологические составляющие сварочного процесса были известны еще в 17 веке. Тогда они были представлены литьем и кузнечным делом. «Осовременивание» началось после открытия такого явления как электрическая дуга. Дополнительный толчок развитие сварочного дела получило с изобретением порошкового покрытия для электродов. А вот основной скачок выпал на конец 20-го века, когда стали доступны лазерные, ультразвуковые и плазменные технологии. Внедрение электроники позволило автоматизировать сварочный процесс, увеличить точность выполнения работ и производительность.
Внедрение электроники позволило автоматизировать сварочный процесс, увеличить точность выполнения работ и производительность.
В настоящее время разделяется три вида сварки, которые отличаются между собой используемым для выполнения работ типом энергии:
- термический;
- механический;
- термомеханический.
СОДЕРЖАНИЕ
- Термическая сварка
- Электродуговая контактная сварка
- ММА – ручная дуговая сварка
- Аргоновая сварка TIG
- MAG –сварка полуавтоматом
- Сварка под флюсом
- Газоплазменная
- Электрошлаковая
- Плазменная
- Термомеханический класс сварки
Термическая сварка
Для выполнения сварочных работ потребуется тепло. Под воздействием высоких температур стыки соединяемых заготовок оплавляются и, остывая, скрепляются между собой, а впоследствии кристаллизируются. В качестве источника тепла служит пламя газовой горелки, электрическая дуга или поток плазмы.
Электродуговая контактная сварка
Наибольшее распространение получили именно аппараты электродуговой сварки. Для нагрева и плавки металла задействуется электрическая дуга, которая представляет собой разряд между катодом и анодом. При этом освобождается тепловая энергия большой мощности. Воздействуя на металлическую заготовку, она приводит к ее плавлению с последующим образованием сварочной ванны.
После угасания дуги немедленно начинается остывание и кристаллизация расплава. В результате образуется соединение по составу и прочности сопоставимое с металлами, которые сваривались. Существует несколько видов электродуговой сварки.
ММА – ручная дуговая сварка
Используется со штучными электродами, представляющими собой металлический стержень с обмазкой. Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги.
Аппараты – инвертеры, выпрямители, трансформаторы – позволяют выполнять работы в любом пространственном положении. Если подобрать расходные материалы правильно, то можно сваривать любые металлы: черные, цветные, легированные и т.п. Важно подчеркнуть, что держатели могут проникать в труднодоступные места, где использование другого вида сварки невозможно.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Сварка ММА подходит и для профессионалов, и для новичков. Она широко используется в строительстве, монтаже металлоконструкций, в разных отраслях тяжелой промышленности, в частном предпринимательстве. Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.
Читайте также: Что такое ручная дуговая сварка
Аргоновая сварка TIG
Применяются электроды вольфрамовые, неплавящиеся, графитовые, угольные. В качестве инертного газа используется аргон, азот, гелий или смесь из этих газов в зависимости от соединяемых металлов. Процесс характерен тем, что сварной шов состоит исключительно из металлов заготовок. Добавляется только присадка – металлический пруток или полоса, по своему составу идентична свариваемым металлам. Инертные газы необходимы для защиты рабочей зоны от атмосферного воздуха, чтобы исключить окисление металла и обеспечить стабильность горения электрической дуги.
В процессе выполнения сварочных работ используется переменный или постоянный ток. Сравнительно низкая производительность компенсируется за счет высокого качества сварного соединения. Процесс характеризуется высокой трудоемкостью и требует от специалиста большого практического опыта. Использование TIG оправдано в случаях, когда требуется наложить ответственный шов, который должен выдержать высокие нагрузки, или в случаях, когда большое внимание уделяется эстетической стороне вопроса.
Аргоновая сварка востребована для герметизации нефте- и газопроводов, резервуаров для пищевой промышленности, посуды; при изготовлении сосудов высокого давления или микросхем. Она незаменима для соединения тонкостенных заготовок и листовых материалов. Сварка позволяет работать с большим перечнем металлов: нержавеющая, углеродистая, легированная сталь; магний, титан, медь.
Читайте также: Сварка TIG
MAG –сварка полуавтоматом
В качестве присадочного материала используется проволока, которая подобно электроду плавится под воздействием высокой температуры. Проволока поступает в рабочую зону через горелку, куда параллельно подается инертный или активный газ. Состав защитного газа напрямую зависит от типа свариваемого металла. Работает исключительно с постоянным электрическим током. Во время применения активных газов образуется много брызг, а шов получается неаккуратным. Но это с лихвой компенсируется высокой производительностью установки.
Такого рода оборудование пользуется большой популярностью среди профессионалов и большой аудитории любителей. Отчасти из-за автоматической подачи расходного материала в зону сварки и возможности электронной регулировки настроек. Технология особенно популярна в европейских и североамериканских специалистов. Полуавтоматы сваривают широкий спектр металлов: сталь низколегированную и высоколегированную, большинство марок чугуна; марганец, медь, алюминий, никель, а также их сплавы. Оборудование позволяет выполнять самые сложные разнотипные соединения.
Отчасти из-за автоматической подачи расходного материала в зону сварки и возможности электронной регулировки настроек. Технология особенно популярна в европейских и североамериканских специалистов. Полуавтоматы сваривают широкий спектр металлов: сталь низколегированную и высоколегированную, большинство марок чугуна; марганец, медь, алюминий, никель, а также их сплавы. Оборудование позволяет выполнять самые сложные разнотипные соединения.
Сварка под флюсом
При сваривании металлических заготовок применяются разные флюсовые порошки. Они необходимы для того, чтобы обеспечить рабочую область защитным газом, который выделяется в процессе плавления. Благодаря наличию флюса не только защищается расплав, но и поддерживается стабильное горение электрической дуги. Подбором флюса специалисты добиваются нужных характеристик сварного шва.
Метод активно используется в промышленном производстве и характеризуется полной автоматизацией: от подачи флюса в зону горения до перемещения оборудования вдоль стыка. Технология применяется в процессе изготовления корпусов морских судов, фюзеляжей самолетов, локомотивов и вагонов, башенных кранов, модулей спутников и множества иного оборудования. На выходе получается очень качественный сварной шов, который легко выдержит самые сложные условия эксплуатации, включая экстремальные температуры и огромное давление.
Газоплазменная
В этом случае металл заготовок плавится под воздействием температуры открытого пламени. Оно образуется в результате горения кислорода с горючими газами – водородом, пропаном, бутаном, ацетиленом и другими. Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).
Открытое пламя в качестве источника тепла для сварки имеет важное преимущество: оно независимо от энергоснабжения. Поэтому технология широко применяется в «полевых» условиях. Еще одно достоинство заключается в постепенном нагревании металла, что практично при работе с листовыми материалами. Метод непригоден для промышленного использования из-за невозможности автоматизации и низкой производительности. Для работы с такой сваркой от оператора требуется большой стаж сварочных работ.
Электрошлаковая
Кромки деталей плавятся за счет нагрева шлака от расплавленного под воздействием электроэнергии флюса, который предварительно насыпается между свариваемыми элементами. Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.
Данный тип сварки востребован в промышленности для соединения крупногабаритных деталей с толстыми стенками (40-500 мм): роторные и турбинные валы, опоры, паровые котлы и т.д. Экономическая выгода от такого метода сварки тем выше, чем больше площадь свариваемой поверхности.
Плазменная
Плавит и соединяет кромки струя плазмы, которая генерируется в плазмотроне или между поверхностью заготовок и электродом. Метод отличается большой глубиной обработки деталей и высокой точностью сваривания. Она востребована для соединения как мелких и тонкостенных элементов электротехнических конструкций, так и крупных блоков для тяжелой промышленности. Плазма эффективно воздействует на все без исключения виды металлов.
Помимо рассмотренных к термическим видам сварки относится:
- лазерная;
- контактная стыковая с оплавлением;
- электролучевая;
- с закладными нагревателями.
Термомеханический класс сварки
Контактная сварка: метод характеризуется одновременным нагревом кромок соединяемых заготовок и их деформированием под давлением. Точечная сварка: выполняется при помощи специальных аппаратов или малогабаритными клещами. Обе детали закрепляются между анодом и катодом, через которые пропускается ток. В результате заготовки разогреваются в конкретном месте. После разогрева подача тока прекращается и усиливается давление электродов в месте температурного воздействия. Локальный расплав постепенно кристаллизуется и в результате получается прочное точечное соединение.
Точечная сварка может быть:
- односторонней – оба электрода располагаются по одну сторону заготовок;
- двухсторонней – электроды размещаются с разных сторон заготовок один напротив другого.
К недостаткам сварки специалисты относят то, что сваривание заготовок возможно только внахлест. Характеризуется высокой производительностью и возможностью автоматизации.
Точечная сварка широко применяется в автомобилестроении: конвейеры по всему миру используют именно данный тип соединения кузовных элементов. Клещи для точечной сварки отличаются компактностью и мобильностью. Они применяются в мелких мастерских и в домашних условиях. Однако они востребованы и на крупных СТО для выполнения разного рода кузовных работ.
К термомеханическому типу относятся также рельефная и стыковая сварки. Все остальные виды термомеханической сварки не стали популярными и не получили широкого распространения. Это:
- диффузная – соединение неоднородных металлов в условиях вакуума или в среде защитных газов;
- кузнечная – металлы соединяются в результате пластичной деформации;
- за счет высокочастотного тока;
- трением.
Определив особенности сварочного процесса, специалист легко сможет выбрать подходящий сварочный аппарат с учетом его технических показателей. Большинство сварочных процессов легко автоматизируются, дают возможность сформировать надежный и эстетичный сварочный шов, характеризуются невысокой себестоимостью и небольшими временными издержками.
Читайте также: Классификация сварных швов
Сварочные работы: виды и области применения
Услуги
Сварочные работы Резка металла Доставка металлопроката
Полезная информация
Новости Статьи Сертификаты ГОСТы Отзывы Вопрос – ответ Акции Реквизиты
Скачать прайс
Новости
Компания «Стройсталь» проводит сварочные работы на Стадион «Спартак»
Статьи
Роль анкеровки арматуры в бетоне
Отзывы
Благодарю компанию “СтройСталь” за качественный металлопрокат по доступным ценам. Так было всегда, но сейчас для малого бизнеса это еще более важно!
Игорь
- Главная
- / Статьи
- /
- Сварочные работы
Сварка является одним из самых распространенных способов соединения различных металлических деталей и конструкций, поскольку обеспечивает очень высокую прочность готовых изделий. Как правило, физико-механические характеристики сварного шва не уступают аналогичным параметрам основного материала деталей, а во многих случаях и превосходят их.
Виды сварки:
- электродуговая. Обеспечивает соединение деталей с помощью нагрева, источником которого является электрическая дуга, возникающая между свариваемым материалом и сварочным электродом. Именно электродуговая технология чаще всего используется при выполнении сварочных работ с обычными углеродистыми сталями;
- аргонно-дуговая. Также выполняется электрической дугой, но при этом использует защитную завесу из инертного газа. С ее помощью предотвращается попадание воздуха в зону сварки и окисление сварочной ванны. Аргонно-дуговая сварка подходит для соединения заготовок из нержавеющей, жаропрочной, кислотостойкой стали, алюминия, магния и различных цветных сплавов;
- контактная. Эта технология предусматривает соединение изделий посредством двух последовательных процессов – нагрева металла до пластического состояния с дальнейшим механическим деформированием деталей. Контактная сварка бывает точечной, стыковой, шовной, рельефной;
- газовая. В этом случае сварочные работы заключаются в расплавлении кромок свариваемых деталей и введении в жидкую ванну присадочного материала. Чаще всего данную технологию используют при производстве листовых и трубчатых стальных конструкций небольшой толщины. Расплавление металла осуществляется за счет горения ацетилена при взаимодействии с чистым кислородом. Главным достоинством газовой сварки является мобильность и отсутствие зависимости от внешних источников электропитания;
- плазменная. Ее применяют для сваривания наиболее тугоплавких металлов – молибдена, вольфрама, никелевых сплавов, специальных сталей. Обработка осуществляется струей плазмы, температура которой достигает 30000оС;
- лазерная. Сварка лазером является одним из самых эффективных способов соединения металлических деталей. Она отличается очень высокой производительностью, стабильностью формирования шва, ограниченностью зоны термического воздействия на изделия, возможностью сваривать крупногабаритные конструкции.
Здесь перечислены только наиболее востребованные виды сварочных работ. Существуют также и другие, менее популярные методы сварки, которые обычно используются для выполнения специфических операций. Например, в некоторых отраслях для образования цельных конструкций из разнородных металлов применяется термомеханическое соединение деталей с помощью трения, а для получения биметаллов хорошо подходит сварка взрывом.
Области применения сварочных работ
Сварка используется для решения очень широкого круга технологических и конструкционных задач. Рассмотрим несколько типовых применений этого способа обработки металлов:
- изготовление металлоконструкций. С помощью сварки можно создавать цельные металлические конструкции практически любой сложности и размеров, например, пандусы, ограждения, несущие элементы зданий, корпуса транспортных средств, спортивные снаряды, ангары и боксы, различные рамы и каркасы;
- производство ворот. Используя сварку, можно изготавливать не только прочные, но и эстетичные конструкции. Технология позволяет изготавливать откатные и распашные ворота из профнастила, который является одним из самых популярных материалов для ограждения загородных участков, территорий промышленных предприятий. При этом сварка может осуществляться не только в заводских условиях, но и непосредственно на объекте монтажа;
- изготовление лестниц. Пути эвакуации при пожаре или других чрезвычайных ситуациях должны отвечать очень жестким стандартам. Обеспечить необходимую прочность и надежность могут только сварные пожарные лестницы. Они устанавливаются внутри или снаружи жилых высотных домов, деловых и торговых центров, промышленных и общественных зданий.
Для выполнения сварочных работ используется разнообразное оборудование – от простых и компактных бытовых трансформаторов тока до мощных промышленных автоматизированных линий.
Поделиться:
Вас может заинтересовать
Предыдущая
Следующая
Возврат к списку
1 Виды сварки и их характеристика
Ручная электродуговая сварка. Электрическая дуговая сварка в настоящее время является важнейшим видом сварки металлов. Источником тепла в данном случае служит электрическая дуга между двумя электродами, одним из которых является свариваемые заготовки. Электрическая дуга является мощным разрядом в газовой среде.
Процесс
зажигания дуги состоит из трех стадий:
короткое замыкание электрода на
заготовку, отвод электрода на 3-5 мм и
возникновение устойчивого дугового
разряда. Короткое замыкание производится
с целью разогрева электрода (катода)
до температуры интенсивной экзо- эмиссии
электронов.
Автоматическая сварка под флюсом. Флюс насыпается на изделие слоем толщиной (50-60) мм, в результате чего дуга горит не в воздухе, а в газовом пузыре, находящемся под расплавленном при сварке флюсом и изолированным от непосредственного контакта с воздухом. Этого достаточно для устранения разбрызгивания жидкого металла и нарушения формы шва даже при больших токах. При сварке под слоем флюса обычно применяют силу тока до (1000-1200) А, что при открытой дуге невозможно. Таким образом, пари сварке под слоем флюса можно повысить сварочный ток в 4-8 раз по сравнению со сваркой открытой дугой, сохранив при этом хорошее качество сварки при высокой производительности.
Электрошлаковая
сварка является принципиально новым видом
процесса соединения металлов, изобретенном
и разработанным в ИЭС им. Патона.
Свариваемые детали покрываются шлаком,
нагреваемом до температуры, превышающей
температуру плавления основного металла
и электродной проволоки. На первой
стадии процесс идет так же, как и при
дуговой сварке под флюсом. После
образования ванны из жидкого шлака
горение дуги прекращается и оплавление
кромок изделия происходит за счет
тепла, выделяющегося при прохождении
тока через расплав. Электрошлаковая
сварка позволяет сваривать большие
толщи металла за один проход, обеспечивает
большую производительность, высокое
качество шва.
Электронно-лучевая
сварка.Источником
тепла является мощный пучок электронов
с энергией в десятки килоэлектронвольт.
Быстрые электроны, внедряясь в заготовку,
передают свою энергию электронам и
атомам вещества, вызывая интенсивный
разогрев свариваемого материала до
температуры плавления. Процесс сварки
осуществляется в вакууме, что обеспечивает
высокое качество шва. Ввиду того что
электронный луч можно сфокусировать
до очень малых размеров (менее микрона
в диаметре), данная технология является
монопольной при сварке микродеталей.
Плазменная сварка. источником энергии для нагрева материала служит плазма — ионизованный газ. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей. В электрическом поле электроны и ионы ускоряются, то есть увеличивают свою энергию, а это эквивалентно нагреванию плазмы вплоть до 20-30 тыс. градусов. Для сварки используются дуговые и высокочастотные плазмотроны. Для сварки металлов, как правило используют плазмотроны прямого действия, а для сварки диэлектриков и полупроводников применяются плазмотроны косвенного действия. Высокочастотные плазмотроны так же применяются для сварки. В камере плазмотрона газ разогревается вихревыми токами, создаваемыми высокочастотными токами индуктора. Здесь нет электродов, поэтому плазма отличается высокой чистотой. Факел такой плазмы может эффективно использоваться в сварочном производстве.
Диффузионная
сварка. Способ
основан на взаимной диффузии атомов в
поверхностных слоях контактирующих
материалов при высоком вакууме. Высокая
диффузионная способность атомов
обеспечивается нагревом материала до
температуры, близкой к температуре
плавления. Отсутствие воздуха в камере
предотвращает образование оксидной
пленки, которая смогла бы препятствовать
диффузии. Надежный контакт между
свариваемыми поверхностями обеспечивается
механической обработкой до высокого
класса чистоты. Сжимающее усилие,
необходимое для увеличения площади
действительного контакта, составляет
(10-20) МПа.
Технология диффузионной сварки состоит в следующем. Свариваемые заготовки помещают в вакуумную камеру и сдавливают небольшим усилием. Затем заготовки нагревают током и выдерживают некоторое время при заданной температуре. Диффузионную сварку применяют для соединения плохо совместимых материалов: сталь с чугуном, титаном, вольфрамом, керамикой и др.
Контактная
электрическая сварка. нагрев
осуществляется пропусканием электрического
тока достаточной иглы через место
сварки. Детали, нагретые электрическим
током до плавления или пластического
состояния, механически сдавливают или
осаживают, что обеспечивает химическое
взаимодействие атомов металла. Таким
образом, контактная сварка относится
к группе сварки давлением. Контактная
сварка является одним из высокопроизводительных
способов сварки, она легко поддается
автоматизации и механизации, вследствие
чего широко применяется в машиностроении
и строительстве. По форме выполняемых
соединений различают три вида контактной
сварки: стыковую, роликовую (шовную) и
точечную.
Холодная
сварка. Соединение
заготовок при холодной сварке
осуществляется путем пластического
деформирования при комнатной и даже
при отрицательных температурах.
Образование неразъемного соединения
происходит в результате возникновения
металлической связи при сближении
соприкосающихся поверхностей до
расстояния, при котором возможно
действие межатомных сил, причем в
результате большого усилия сжатия
пленка окислов разрывается и образуются
чистые поверхности металлов.
Свариваемые поверхности должны быть тщательно очищены от адсорбированных примесей и жировых пленок. Холодной сваркой могут быть выполнены точечные, шовные и стыковые соединения.
ВИДЫ СВАРКИ
Сварка — это самый древнейший вид неразъемного соединения двух и более металлических деталей. Однако уже широко используются технологии сварки неметаллов – пластмасс, керамики и пр.
Весь принцип сварки деталей основан на установлении межатомных связей между свариваемыми деталями. Для этих целей широко используют различные источники энергии, такие как электрический ток, лазерное излучение, газовое пламя, трение, ультразвук и прочее.
В этой стать мы рассмотрим наиболее распространенный и востребованные виды сварки и оборудования для выполнения этого процесса.
- Ручная дуговая сварка
- Полуавтоматическая сварка
- ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа
- Газовая сварка
- Выводы.
Суть метода заключается в создании электрической дуги (по сути короткого замыкания) между электродом и соединяемыми деталями, за счет чего происходит разогрев деталей, плавление электрода и перенос материала электрода или проволоки в место сварки. Используется для соединения стальных, чугунных и цветных металлов.
Сами электроды представляют собой металлический стержень, который плавиться и заполняет собой пространство между свариваемыми деталями. Покрытие электрода, в этом случае сгорая, ионизирует среду и поддерживает горение дуги.
Выбор типа электрода — это вообще отдельная тема. Я, когда приходил в магазин всегда покупал «вон ту трешку синенькую». А их на самом деле огромное количество видов, которые различаются не только материалом стержня, составом обмазки, но и различаются по способу сварки.
Наверное,
самый популярный способ сварки – инверторный сварочный аппарат для дуговой
сварки есть почти у каждого дачника или гаражного мастера. Популярность в
первую очередь обуславливается отсутствием необходимости таскать баллон с газом
и стоимостью самого оборудования.
По сути это тоже самое, что и ручная дуговая сварка, только вместо штучного электрода – проволока, которая постоянно механически подается в место сварки.
⠀Принципиально бывает двух видов:
- ⠀с использованием газа. Это может быть, как углекислота, так и смесь газов, которые обеспечивают защиту от вредного воздействия окружающего воздуха.
- ⠀без использования газа. Для этих целей в ход идет флюсовая проволока, в состав которой уже входят марганец, кремний и другие металлы раскислители, при сгорании которых образуется защитная среда.
⠀По сравнению с ручной дуговой сваркой преимущество в том, что можно варить тонкие металлы, в том числи и листовые. Да и научиться варит полуавтоматом проще, чем электродом. А вот недостатком является более дорогое оборудование, нежели ручные электродуговые инверторы
На мой
взгляд, самый простой в освоении способ сварки. Проволока подается
автоматически и не надо постоянно контролировать зазор как при ручной дуговой
сварке.
В рабочую зону подается электрод из тугоплавкого металла (чаще всего вольфрама) и газ аргон. Задача аргона надежно защитить электрод, дугу, сварочную ванну и околошовную зону от окисления и азотирования. Часто возникает необходимость добавления металла для заполнения шва – в таком случае применяют присадочные прутки. Прутки подаются вручную и как правило выполнены из того же металла, что и свариваемые детали.
На мой взгляд самый сложный и самый крутой из доступных видов сварки. Таким способом можно заварить все виды стали, сплавы алюминия, титана, меди, латуни и бронзы.
Лично для себя из минусов использования в домашних условиях вижу только сложность в освоении и высокую стоимость оборудования.
Технология
заключается в плавлении металлов при помощи кислорода и горючего газа. Самый
распространенные из них это пропан, бутан или ацетилен. Факелом горелки
плавиться свариваемый металл и в образовавшуюся ванну добавляется, как и в TIG
сварке, присадка.
Это самый древний метод сварки и по данным ученых ему более 100 лет, хотя в данный момент его активно вытесняет методы сварки с использованием электричества.
Для самого процесса необходимо простейшее оборудование:
- баллоны с газом – используются для хранения газов. Баллоны для разных газов окрашены разными цветами (голубой – для кислорода, белый – для ацетилена, желто-зеленый – для водорода, красный – для других газов).
- редуктор – служит для снижения и регулировки давления газа и при этом служит клапаном сброса давления. Применяют редуктора как прямого, так и обратного действия.
- соединительные шланги – для подачи газа от баллона к горелке используют специальные шланги, способны выдержать большое давление (от 6 до 20 атмосфер) и маркируются соответствующим образом: красной полосой (работают при давлении до 6 атмосфер), желтой полосой (для подачи горючих жидкостей), синей полосой (работают при давлении до 20 атм)
- горелка
– необходима для смешивания газов и регулировки факела. Существуют горелки
инжекторного и безинжекторного типа;
- водяной затвор или обратный клапан – устройство, которое защищает от обратной тяги огня из горелки. Устанавливается между ацетиленовым баллоном и горелкой.
Не смотря, на то, что по сути цель у всех видов сварки одна – соединять детали из металла между собой, у каждого вида есть как свои плюсы, так и минусы и выбирать его стоит исходя из своих нужд и возможностей.
Наш Youtube канал
Наш Инстаграмм
Группа в ВК
Какой тип сварки лучше всего подходит для вашего проекта? – Блог AMSOIL
Спасибо Грегу Сандерсу, владельцу сайта Cromweld.com, посвященного сварке, за этот гостевой пост. Грег наполовину ушел из сварки, но ему нравится продолжать учиться, а также делиться своими знаниями через свой веб-сайт. Вы также можете найти его на Facebook.
Когда вам нужно создать неразъемное соединение между двумя кусками металла, ничто не сравнится со сваркой. Эта древняя практика позволяет строить конструкции, которые прочнее и долговечнее, чем когда-либо можно было себе представить. Он может даже соединяться с другими материалами, такими как ПВХ. Здесь мы рассмотрим наиболее распространенные методы сварки.
В некоторых, но не во всех, видах сварки используется присадочный материал, расплавляемый для сплавления секций, которые вы хотите соединить. Дуга используется для расплавления этого наполнителя, а иногда и для плавления деталей, чтобы получилось прочное соединение. Но один и тот же процесс не подходит для всех нужд.
Сварка МИГ
Сварка МИГ более правильно называется Дуговая сварка металлическим газом . В качестве наполнителя используется проволока, подаваемая через саму машину. MIG означает «металлический инертный газ», поскольку инертные газы используются для защиты дуги. СО 2 используется, но обычно он смешивается с аргоном или другим газом. Это помогает сделать дугу сильнее и сфокусированнее.
При этом типе сварки присадочный материал сплавляется с основным металлом. Разделы, к которым вы присоединяетесь, не обязательно должны быть одинаковыми, а это означает, что у вас больше возможностей для выбора того, к чему вы присоединяетесь.
MIG отлично подходит для новичков в сварке. Это относительно легко освоить и выполнять одной рукой. Однако диапазон материалов, с которыми можно работать, ограничен. Сварка MIG недостаточно мощна для чугуна, но слишком мощна для алюминия.
Сварка ВИГ
ВИГ относится к вольфрамовой сварке в среде инертного газа, также называемой дуговой сваркой вольфрамовым электродом . Этот процесс немного новее, чем MIG. Он был разработан во время Второй мировой войны в основном для работы с более легкими металлами, используемыми в авиастроении. TIG всегда используется для соединения двух кусков одного и того же типа металла, поскольку сами куски фактически сплавляются.
Поскольку для этого требуется две руки, TIG немного сложнее в освоении, чем MIG. Но это полезная техника, если вы хотите иметь дело с более тонкими и хрупкими металлами. TIG использует долговечный вольфрамовый электрод. В этом случае присадочный стержень удерживается рукой, пока сварочная насадка вплавляет его в соединение. TIG зависит от аргона, который иногда смешивают с гелием, чтобы создать более горячую дугу.
Поскольку присадочные стержни тоньше, чем другие стержни, сварной шов получается тоньше. Это помогает сделать TIG самым чистым типом сварки. Он отлично подходит для кузовных работ и даже для металлических скульптур.
Сварка электродом
Также известная как дуговая сварка металлическим электродом (SMAW), это более старый и простой тип сварки по сравнению с упомянутыми выше.
В этом методе используется один расходуемый электрод. Как и другие виды сварки, электрод плавится, создавая сплав между соединяемыми деталями. Флюсовое покрытие электрода вместе с газом, подаваемым вокруг дуги, служит для ее экранирования.
Ручная сварка отлично подходит для более тяжелых металлов, таких как чугун и сталь. Поскольку это более старая форма сварки, естественно ожидать, что она работает с более прочными материалами, такими как чугун и сталь. Более поздние методы сварки более «рафинированные». Палка отлично подходит для строительных работ и аналогичных отраслей, требующих соединения тяжелых материалов. Это можно делать даже в неоптимальных условиях или на грязных деталях. У него крутая кривая обучения, и даже эксперты находят его беспорядочным, но он выполняет свою работу.
Дуговая сварка флюсом
Как и MIG, сварка флюсом использует проволоку, подаваемую через сопло сварщика. Но, в отличие от других видов сварки, флюс обеспечивает всю необходимую защиту дуги. Нет необходимости во внешнем источнике газа, если только вам не нужно использовать тип, известный как дуговая сварка с двойной защитой .
Сварка под флюсом отлично подходит для более тяжелых материалов. Поскольку он производит больше тепла, чем другие типы сварки, вы должны быть уверены, что используете его только с более жесткими и толстыми металлами.
У вас есть расходуемая проволока с флюсовым сердечником, но без газа и с высокоэффективным процессом вы в конечном итоге тратите меньше на дополнительные расходные материалы. Вы также обнаружите, что многие аппараты MIG также подходят для сварки с флюсовой проволокой.
Несмотря на то, что он эффективен и не требует больших затрат, на него не очень приятно смотреть. Если этот сварной шов находится на открытой поверхности, где внешний вид имеет значение, вам придется немного отполировать его.
Какой вид сварки лучше?
Тип сварки, который работает лучше всего, всегда будет зависеть от проекта. Материалы, которые вы пытаетесь соединить, являются наиболее важным фактором. Но хорошо понимать, что ни один тип сварки не является слишком сложным, хотя некоторые из них немного сложнее подобрать, чем другие. Но если вы заинтересованы в том, чтобы начать, MIG — хорошее место для начала, исходя как из стоимости, так и из уровня навыков.
Последнее напоминание — при сварке обязательно используйте подходящее защитное снаряжение. Высокая температура, шрапнель, пары и ослепляющий свет могут подвергнуть опасности вас и окружающее пространство.
Будьте осторожны!
Сравнениевидов сварки | Какой метод сварки самый прочный?
Сварка является одним из наиболее эффективных способов соединения металлов в производстве. Как правило, все виды сварки могут обеспечить чрезвычайно прочное соединение. Однако является ли один вид сварки лучше другого?
Тип сварки — не единственное, что может определить самый прочный сварной шов. В игру вступают такие факторы, как материал или металлы, длина и размер сварного шва, используемый наполнитель и даже навыки оператора или сварщика.
Понимание различных типов сварных швов и того, где их лучше всего применять, может привести к путанице. Вот почему мы создали это руководство, чтобы помочь вам лучше понять факторы, влияющие на сварные швы.
Содержание
Какие существуют типы сварных швов?Существует несколько типов сварных швов. Наиболее распространены четыре метода: MIG, TIG, сварка электродом и дуговая сварка.
За прошедшие годы появились и другие методы сварки, такие как лазерная сварка, плазменная дуговая сварка, пайка MIG-пайка, дуговая сварка под флюсом, точечная сварка, сварка трением и сварка взрывом.
Что такое сварка MIG?MIG расшифровывается как Metal Inert Gas и иногда известна как дуговая сварка металлическим газом (GMAW).
При традиционной сварке MIG вы используете сварочную горелку, источник питания, устройство подачи проволоки, расходуемую сварочную электродную проволоку (то есть одновременно присадочный материал и электрод) и подачу защитного или защитного газа. По сравнению со сваркой TIG компоненты для сварки MIG намного доступнее и дешевле.
При сварке MIG электродная проволока создает дугу с основным металлом, который вы свариваете, расплавляет его, а затем сплавляет два материала вместе. В этом процессе сварки также создается пузырь защитного газа. Это защищает сварной шов от внешнего загрязнения. Этот тип сварки не идеален для использования на открытом воздухе, в местах с движущимся воздухом или в местах с повышенной влажностью.
MIG был назван «пистолетом для горячего клея» сварки, потому что «плавление» при сварке MIG довольно сложно. Его электродная проволока просто действует как клей между двумя материалами, в отличие от TIG, который фактически сплавляет два материала вместе. Таким образом, при сварке MIG вы можете сваривать вместе различные виды металлов. Он чаще используется на алюминии, стали и нержавеющей стали, сверхпрочных конструкционных плитах и листовом металле 26 калибра. Однако он слишком слаб для чугуна и слишком прочен для тонкого алюминия.
Одним из огромных преимуществ сварки MIG является то, что она может ускорить производство и сократить время выполнения заказа. Это также довольно легко автоматизировать. К MIG также относительно легко привыкнуть и освоить его за несколько недель. Фактически, некоторые сварщики MIG могут управлять сварочной горелкой одной рукой. Несмотря на это, сварщики, которые недостаточно обучены, все равно будут производить сварные швы низкого качества.
Однако некоторые распространенные проблемы качества при сварке MIG связаны со слабыми швами и иногда с получением менее пластичных сварных швов. Окалина, которая похожа на массу металлической пены, и пористость, которая относится к захвату газа в сварном шве перед охлаждением, также являются стандартными проблемами качества из-за примесей в материале или защитном газе. Чтобы предотвратить эти проблемы, избегайте слишком толстых или слишком тонких материалов, а также нечистых или грязных материалов.
Для чего нужна сварка MIG? Сварка MIG чаще всего используется в промышленных процессах, таких как высокопроизводительное производство. Он использовался в деталях кораблей и лодок, компьютерных комплектующих, горнодобывающем оборудовании, сельскохозяйственной продукции и даже в домашней и офисной мебели.
Он также подходит для ремонта и сборки в автомобильной промышленности, включая автомобили, мотоциклы, фургоны и внедорожники. Он использовался при переоборудовании жилых автофургонов, оснащении караванов и настройке транспортных средств.
MIG также используется в строительстве, потому что все мы знаем, что сталь является королем в строительной отрасли.
Этот тип сварки даже использовался для 3D-печати металлических объектов, что делает его недорогой альтернативой 3D-печати. Таким образом, он также иногда используется для изготовления металлических скульптур.
Что такое сварка TIG?TIG расшифровывается как вольфрамовый инертный газ, иногда его также называют дуговой сваркой вольфрамовым электродом (GTAW) . Сварка TIG очень горячая, и освоить ее довольно сложно, но сварщики с годами разработали умные методы.
Сварка ВИГ также выполняется вручную. Вам понадобится сварочная горелка, источник постоянного тока для сварки, электрод по вашему выбору, газ для защиты, а иногда и шлифовальный станок и присадочные металлы. Вам также придется выбирать между ручным управлением или педальным управлением, но большинство сварщиков используют обе руки для TIG.
В отличие от MIG, его электрод является нерасходуемым и изготовлен из вольфрама, поэтому в конечном итоге вам придется покупать вольфрам после нескольких применений для обслуживания. Вольфрам можно найти в факеле.
Теперь, поскольку вольфрам не является расходуемым при сварке TIG, используется вольфрамовый электрод. Однако другие вольфрамовые сплавы также разрешены для TIG. Можно использовать чистый вольфрам, оксид тория или тория, оксид церия или оксид церия, оксид лантана или лантана, или оксид циркония или диоксид циркония.
Что касается защитного газа, то его тип зависит от свариваемого материала, конструкции соединения и желаемой отделки. Некоторыми из ваших вариантов являются аргон, который является наиболее распространенным и обеспечивает высокое качество сварки и хороший внешний вид, и гелий, обычно используемый для меди, алюминия и других металлов с высокой проводимостью.
TIG обычно используется для сварки цветных металлов, таких как алюминий и магний, а также большинства других металлов (никель, титан, медь и т. д.), за исключением цинка и цинковых сплавов. Для сварки разнородных металлов методом TIG необходим совместимый присадочный металл. Результатом сварки TIG является прочный и качественный сплав.
Сварные швы TIG тонкие и точные, потому что вольфрамовый стержень тоньше стержня. В результате он может создавать красивые соединения. На самом деле, даже если вы не выполняете сварку в горизонтальном положении, точно использовать TIG все же можно.
Однако недостатком метода TIG является то, что он может выполняться медленно и отнимать много времени. И хотя его электрод не является расходуемым, аппарат TIG изначально является дорогостоящим. Только профессиональные руки должны быть допущены к эксплуатации и обслуживанию. Это также должны делать только профессионалы; новичкам придется пройти крутую кривую обучения, чтобы по-настоящему освоить это, поскольку оборудование TIG сложное.
TIG используется в промышленном оборудовании, таком как листовой металл.
Автомобильная, авиационная, аэрокосмическая техника и детали также извлекли выгоду из сварки TIG. Известны стратегии TIG, которые уменьшают эффект коррозии, поэтому это лучший выбор для безопасного и надежного строительства. Одним из крупных проектов, в котором использовался TIG, является внутренняя космическая станция.
Мебель, простой ремонт и металлические скульптуры также используют TIG. Например, он может сварить детскую игрушку, как старомодную педальную машину. Его также можно использовать в художественных работах, требующих более качественной обработки, чем MIG. В некоторых бытовых и промышленных светильниках также может использоваться сварка TIG, например, в металлической люстре.
ВИГ также используется при сварке трубопроводов и труб, поскольку его прочность позволяет выдерживать давление воды.
Что такое сварка электродом? Сварку электродуговой сваркой иногда называют дуговой сваркой в среде защитного газа (SMAW) и ручной дуговой сваркой металлическим электродом (MMA).
Для сварки электродом вам понадобится сварочный аппарат, зажим заземления, выбранный вами электрод и инструменты для удаления шлака. При сварке электродом создается слой шлака, который защищает сварочную ванну от загрязнения атмосферой. Вам действительно нужно будет немного помолодеть после этого. В этом сварном шве также используется плавящийся стержень.
Для электродуговой сварки используется множество электродов, и они обычно имеют маркировку из четырех цифр. Первые две цифры показывают минимальную прочность на растяжение, которая должна соответствовать прочностным характеристикам основного металла. Третья цифра относится к положению электрода при сварке: 1 соответствует любому положению (например, TIG), а 2 — только плоскому положению (например, MIG). Четвертая и последняя цифра — это ток, который вы можете использовать, и покрытие электрода.
В отличие от MIG и TIG, которые идеально подходят для сварки в помещении или в местах, где нет движения воздуха, сварку электродами можно выполнять на открытом воздухе. Сварщики предпочитают это из-за дешевого и портативного оборудования и долговечности даже в плохую погоду.
Сварка стержнем может использовать электроды различных размеров. Он может производить прочные сварные швы даже на толстых материалах, таких как чугун. Сварка стержнем, как и TIG, сплавляет материалы, нагревая их до достаточно высокой температуры. Однако сварка электродами не подходит для тонких материалов.
Учитывая сложность зажигания дуги, сварке электродом легче научиться, чем сварке TIG, но сложнее понять, чем сварке MIG. Некоторые из распространенных ошибок, которые допускают сварщики, включают неправильный угол сопротивления, слишком длинную дугу и сварку с неправильной скоростью и температурой. Эти ошибки могут привести к неравномерному сварному шву, который впоследствии потребует шлифовки и окончательной обработки.
Другими недостатками сварки электродами являются брызги и шлак. Он также медленный, как TIG, и требует частой замены стержня или электрода, чаще, чем электроды MIG. Также не идеально использовать сварку электродом на титане, цирконии, тантале, колумбии и других химически активных металлах.
Сварка стержнем используется при сварке конструкций, таких как строительство инфраструктур, таких как дороги, здания и мосты. Он также используется в производстве, производстве стали и ремонте в полевых условиях.
Сварка электродом также может применяться в судостроении, аэрокосмической, горнодобывающей, морской и ядерной областях. Это также подходит любителям, поскольку оборудование для сварки стержнем является портативным.
Что такое дуговая сварка? Дуговая сварка — это тип сварки, при котором два материала соединяются с помощью электричества. Зона сварки может быть защищена защитным газом, шлаком или паром. Дуговая сварка — это более специфические типы сварки, такие как MIG, Metal Active Gas (MAG), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и дуговая сварка с флюсовым сердечником (FCAW), в которых используются расходуемые электроды или стержни. TIG и плазменно-дуговая сварка (PAW) также являются видами дуговой сварки, но в них используются неплавящиеся электроды.
Для тех, кто использует расходные стержни, электрод обычно изготавливается из металла, который плавится во время сварки материалов. Это распространено в производстве стальных изделий. Между тем, дуговые сварные швы, в которых используются неплавящиеся электроды, не расплавляются в процессе сварки.
Электропитание дуговой сварки также может варьироваться от постоянного тока (DC) до переменного тока (AC). Дуговая сварка на постоянном токе более предпочтительна, потому что поток электронов более устойчивый и плавный. Он также идеально подходит для корпусов с низким напряжением. Переменный ток подходит, когда требуется более сильный ток или когда электричество необходимо передавать на большие расстояния.
Для чего нужна дуговая сварка? Из-за подтипов дуговой сварки она может использоваться по-разному. Применение MIG, SMAW и TIG уже обсуждалось в предыдущих разделах, поэтому давайте сосредоточимся на применении других типов дуговой сварки.
Что касается сварки MAG, то она используется для сварки низколегированных конструкционных сталей, тонколистового металла и металла средней толщины. Например, он используется в кузовных услугах.
FCAW используется в судостроении, строительстве и машиностроении. Его можно использовать на простом углеродистом сплаве, нержавеющей стали, дуплексной стали, а также на твердом покрытии и наплавке.
Применение PAW включает морскую, аэрокосмическую и электронную промышленность. Он также подходит для механизированных сварочных процессов, таких как сварка труб из нержавеющей стали или титана, а также для ремонта инструментов, пресс-форм и штампов.
Какой тип сварки самый прочный? Сварка ВИГ часто считается самым прочным сварным швом, так как при этом выделяется сильное тепло, а низкая скорость охлаждения приводит к высокой прочности на растяжение и пластичности. MIG также является отличным кандидатом на самый прочный тип сварки, потому что он может создать прочное соединение.
Однако на самом деле этот вопрос довольно сложен, так как прочность сварного шва зависит от материала, на котором он используется. Три других критерия, на которые следует обратить внимание, которые могут определить прочность сварного шва, — это длина шва, размер и наполнитель.
Таким образом, ответ на вопрос «Какой сварной шов самый прочный?» не однозначен и зависит от квалификации сварщика и используемого материала.
Какое соединение прочнее всего сваривать?Большинство людей считают самым прочным сварным соединением дуговую сварку углового или таврового соединения с разделкой. Однако, как и в случае с вопросом «какой сварной шов самый прочный», на вопрос «какое соединение лучше всего сваривать» также сложно ответить, так как это зависит от материала и навыков сварщика. Наряду с навыками на прочность соединения влияет армирование, угол и проплавление самого сварного шва.
Что может ослабить сварной шов? Три основных фактора, которые могут ослабить сварной шов, — это примеси, неправильный нагрев и пористость.
Примеси или шлак, такие как грязь, мусор и даже ржавчина, сделают сварной шов, особенно соединение, неоднородным. Это создаст неровности и вмятины на сварном шве, которые, даже если вы шлифуете, все равно ослабят целостность сварного шва. Убедитесь, что вы очистили и подготовили материалы перед сваркой, чтобы избежать этого.
Неправильный нагрев может привести к трещинам и ухудшению механических свойств сварного шва (прочность при растяжении, пластичность и т. д.). Это может быть связано с неправильным предварительным и последующим нагревом, например, с перегревом или недогревом или отсутствием отжига, когда это необходимо. Некоторыми признаками неправильного нагревания являются трещины, прилегающие к стыку, и сильное обесцвечивание.
Пористость или захват коррозионно-активных газов (водород, кислород, азот) также могут привести к трещинам, которые ослабляют сварной шов. Некоторыми признаками пористости являются отверстия в металле. Этого можно избежать, используя надлежащий защитный газ при сварке.
Другими факторами, которые могут ослабить сварной шов, являются окисление и коррозия, которые происходят со временем.
Сварная сталь слабее?Сварка ослабляет сталь в околошовной зоне. После сварки соединение должно быть прочнее основных материалов. Это достижимо, если площадь поперечного сечения валика больше, а сварной слой выполнен из более прочного материала.
Люди часто обсуждают это и говорят, что только хорошие или опытные сварщики могут получить более прочный сварной шов, чем основной материал.
Все ли металлы безопасны для сварки?Да, все металлы можно сваривать, но свойства различных типов металлов, которые вы пытаетесь сваривать, могут создавать проблемы с безопасностью.
Например, было бы идеально использовать TIG, если у вас есть углеродистая сталь, нержавеющая сталь или алюминий. Если у вас тонкий алюминий, лучше избегать MIG. Некоторые люди также сваривают разнородные металлы (металлы с разными сплавами), но необходимо учитывать тип сварного шва и присадочный материал.
Как правило, все металлы могут быть сварены вместе, но некоторые материалы не идеальны для сварки, например алюминий с нержавеющей сталью, углерод или титан.
Существует концепция, называемая сваркой разнородных металлов, которая объединяет несовместимые материалы или сплавы. Для этого применяются переходные материалы или нестандартные методы сварки. Таким образом, это не под силу начинающим сварщикам. Некоторые вещи, которые они должны учитывать при соединении разнородных металлов, — это состав интерметаллического слоя, несмешанные зоны основных материалов и зона термического влияния.
Некоторыми нестандартными методами сварки являются сварка плавлением, сварка с малым разбавлением и соединение неплавлением (сварка трением, диффузионная сварка, пайка и сварка взрывом). Неплавящее соединение используется для соединения алюминия и стали.
Грэм Доу
Грэм Доу — управляющий директор и руководитель работ компании Kanyana Engineering. Имея многолетний опыт работы в сфере производства металлоконструкций, он посвятил себя тому, чтобы компания Kanyana оставалась в авангарде технологического роста отрасли. Глядя не только на сам процесс, но и на целостные, интегрированные решения CAD, CAM и MRP, Грэм считает, что австралийское производство занимает прочное место на мировой арене. В современной мастерской Kanyana Engineering в Мандуре, штат Вашингтон, Грэм обеспечивает исключительный уровень работы для коммерческих, промышленных и государственных клиентов.
3 метода сварки листового металла: какой вам нужен?
Существует множество различных методов сварки листового металла, но мы собираемся обсудить три метода: MIG (металлический инертный газ), TIG (вольфрамовый инертный газ) и лазерная сварка. Используемый метод будет зависеть от многих факторов. Ниже приведены вещи, которые следует учитывать для каждого из трех методов.
Сварка МИГ:
Процесс Сварка МИГ, также известная как дуговая сварка металлическим газом (GMAW), представляет собой процесс дуговой сварки, в котором используется непрерывный сплошной проволочный электрод. Он подается через сварочный пистолет, контактный наконечник которого электрически заряжен, создавая достаточно тепла, чтобы расплавить проволоку и создать сварочную ванну или сварочную ванну, которая соединяет две части. Бассейн защищен от загрязняющих веществ из окружающей среды, которые могут вызвать дефекты, с помощью защитного газа. MIG лучше всего подходит для проектов, где косметика и внешний вид сварного шва не имеют большого значения из-за брызг, образующихся во время сварки.
Скорость ручной сварки находится в диапазоне 30 дюймов в минуту в зависимости от размера и местоположения сварного шва. Роботизированная сварка может использоваться для увеличения производительности.
Материалы Углеродистая сталь (с покрытием и без покрытия) Сварка MIG предпочтительнее сварки TIG для углеродистой стали из-за скорости. Он также используется для соединения деталей, которые не подходят друг к другу вплотную. Типичным примером сварки является сварной шов внешнего угла, который необходимо зачистить.
Листовой металл из нержавеющей стали похож на углеродистую сталь, но обычно используется импульсная сварка MIG для уменьшения разбрызгивания. При импульсной сварке MIG контакт между электродом и ванной отсутствует. Ток пульсирует или чередуется между высоким и низким уровнем, и с каждым импульсом в ванну добавляется капля расплавленного металла с электрода.
Алюминий Листовой металлАлюминий также похож на углеродистую сталь. Импульсная сварка MIG используется со специальным вспомогательным газом для придания сварному шву внешнего вида, похожего на TIG. Брызги и пыль являются проблемой для алюминия, и его обычно необходимо очищать перед сваркой, чтобы удалить поверхностную окалину.
Сварка ВИГ
Процесс Сварка ВИГ, также известная как дуговая сварка вольфрамовым электродом (GTAW), отличается от сварки МИГ тем, что в ней используется неплавящийся вольфрамовый электрод. Он подает тепло для сварки от дуги, создаваемой электричеством в вольфрамовом электроде. Присадочный материал часто используется для наращивания и усиления сварного шва. Подобно сварке MIG, газовая защита защищает сварочную ванну от загрязнений.
Скорость сварки ВИГ находится в диапазоне от 7 до 15 дюймов в минуту в зависимости от размера галтеля, применения присадочной проволоки и т. д.
Материалы Углеродистая стальСварка ВИГ обычно не используется для стали. MIG является предпочтительным выбором из-за скорости. Однако TIG можно использовать, когда размер горелки MIG не позволяет получить доступ к сварному шву.
Нержавеющая сталь TIG в основном используется для нержавеющей стали из-за чистоты внешнего вида в косметических условиях, которые часто требуются. При TIG-сварке нержавеющей стали необходимо контролировать тепловложение и скорость, поскольку нержавеющая сталь подвержена короблению из-за неравномерного нагрева. Эта область коробления называется зоной термического влияния. Как правило, послесварочная очистка не требуется, если приложение не требует зачистки сварного шва щеткой, чтобы он соответствовал соседнему материалу.
В течение многих лет сварка алюминием вольфрамовым электродом в инертном газе используется по умолчанию. Тем не менее, импульсная сварка MIG значительно улучшила внешний вид сварки TIG во многих областях, включая косметические. Для более толстого материала может потребоваться цикл предварительного нагрева для обеспечения полного проплавления сварного шва. Скорости, как правило, намного ниже, чем MIG, из-за необходимости добавления присадочного металла в сварочную ванну.
Лазерная сварка
Процесс Лазерная сварка — это процесс сварки плавлением, в котором используется лазерный луч для создания концентрированного источника тепла, который сплавляет материалы. Это требует очень плотной посадки деталей, где зазор между деталями не может превышать 0,005 дюйма. Сегодняшнее прецизионное производственное оборудование теперь способно поддерживать допуски, необходимые для стабильной лазерной сварки. В зависимости от желаемого внешнего вида газовая защита может не потребоваться. Помимо скорости, преимущества лазерной сварки включают тонкие, небольшие сварные швы и низкую тепловую деформацию. В отличие от сварки TIG, лазер является автогенным (присадочная проволока не добавляется), поэтому сварочный материал образуется очень незначительно. Это также позволяет сваривать гораздо более мелкие детали по сравнению с другими процессами.
Существует два типа сварных швов для лазерной сварки: косметический (или кондуктивный) и шов в замочную скважину. Косметический сварной шов расфокусирует лазер, что позволяет получить очень гладкий широкий шов. Сварной шов с замочной скважиной прожигает первый слой материала во второй слой. Когда расплавленный материал охлаждается, он создает прочное сварное соединение. Сварной шов с замочной скважиной используется, когда внешний вид сварного шва не критичен, но требуется целостность герметичного шва.
Существующие лазерные сварочные аппараты определяются как машины с короткой или длинной волной из-за соответствующей рабочей длины волны в пределах спектра света. Некоторые коротковолновые лазерные источники представляют собой YAG, дисковые или волоконные лазеры. Источниками длинноволнового излучения обычно являются лазеры типа CO2. Коротковолновые лазерные лучи легче поглощаются подложкой и, следовательно, более эффективно передают световую энергию. Чем больше энергии света поглощается, тем быстрее субстрат переходит в жидкое состояние.
СкоростьЛазеры обеспечивают согласованность роботов со скоростью от 50 до 80 дюймов в минуту.
Материалы Углеродистая сталь Для сварки углеродистой стали можно использовать как косметическую сварку, так и сварку с замочной скважиной, а углеродистую сталь можно сваривать с помощью машин как с короткой, так и с длинной волной. Поскольку при лазерной сварке накопление материала минимально, стальные детали могут быть отправлены прямо на линию окраски с минимальной очисткой после сварки или вообще без нее.
Нержавеющая сталь также подходит для обоих типов сварки и может работать на обоих типах машин. В зависимости от применения продукта может потребоваться послесварочный процесс для удаления теплового оттенка. Если свариваемый материал представляет собой нержавеющую сталь с шлифованной поверхностью, повторная шлифовка и шлифовка не потребуются из-за небольших сварных швов. Дополнительным преимуществом лазерной сварки нержавеющей стали является то, что зона термического влияния значительно уменьшается или даже устраняется из-за скорости лазерной сварки. С точки зрения косметических требований это важно, поскольку готовый продукт больше не имеет уродливой деформации.
Алюминий Для эффективной сварки алюминия необходимо использовать аппарат с короткой длиной волны, поскольку меньшая часть луча отражается по сравнению с аппаратом с длинной волной. Многие машины теперь имеют регулировку профиля луча, которая позволяет лазеру производить равномерный, чистый сварной шов, очень похожий на сварку TIG. Алюминий может быть как косметическим, так и замочной сваркой.
Стали с покрытием (оцинкованные, отожженные) представляют собой проблему для лазерной сварки. В случаях, когда свариваемые углы не имеют покрытия, возможна косметическая лазерная сварка. Однако при сварке в замочную скважину разные температуры плавления материала покрытия и подложки приводят к неполному сварному шву. Когда покрытие превращается в газ и разрушает сварочную ванну, образуется много брызг. Оба типа машин могут сваривать стали с покрытием.
Estes Дизайн и производство: Позвольте нам помочь вам с вашим следующим проектом
Каким бы ни было ваше приложение, Estes обладает опытом и ноу-хау, чтобы выбрать наилучший процесс для ваших нужд. Свяжитесь с нами, чтобы начать.
Какой вид сварки проще всего изучить новичку – Лаборатория сварщиков
Несколько лет назад, когда я впервые учился сварке, я задался вопросом, какой вид сварки проще всего изучить новичку. Поскольку это был большой вопрос для меня, когда я только начинал, я подумал, что многие из вас захотят узнать немного больше о том, что я узнал.
Итак, какой вид сварки самый простой для изучения? Из трех основных вариантов (MIG, TIG и Stick) MIG, как правило, является самым простым, поскольку он позволяет предварительно настроить все элементы управления, от скорости подачи проволоки до количества используемого защитного газа. Он также обеспечивает более чистый шов без шлака и позволяет сваривать металлы различной толщины.
Однако разные виды сварки преследуют разные цели, и все они зависят от того, что вы на самом деле планируете сваривать в первую очередь. MIG — это самый простой вариант для начала, но есть несколько элементов, которые влияют на тип сварки, который вы хотите изучить.
3 типа сварки
MIG, TIG и Stick занимают свое место в мире сварки в зависимости от того, что вы пытаетесь сделать. Ниже приведена таблица, которую я составил, чтобы помочь вам.
#1 Сварка стержнем
Сварка стержнем отлично работает на открытом воздухе, поэтому независимо от того, свариваете ли вы часть сельскохозяйственной техники или ворота, установленные на ферме, он отлично справится со своей задачей.
Stick также имеет тенденцию лучше работать на ржавчине или в местах, где MIG и TIG не работают. Stick также отлично сваривает более толстые металлы.
С другой стороны, палка лучше работает на открытом воздухе, но не из тех, что хорошо работают в помещении, так как она производит больше паров и газов.
При этом также образуется шлак, который после сварки необходимо отколоть. Наконец, сварка электродами – не очень чистый сварочный процесс, поэтому, если вы ищете хороший чистый сварной шов, вы, вероятно, захотите попробовать один из двух других вариантов.
#2 Сварка ВИГ
ВИГ (вольфрам в инертном газе), с другой стороны, вероятно, является одним из самых чистых видов сварки, поскольку при этом не образуются брызги.
Также обеспечивает более точную сварку, позволяя сваривать очень тонкие металлы. TIG отлично работает в тех ситуациях, когда вам нужно, чтобы сварной шов выглядел великолепно. Наконец, TIG позволяет сваривать все, что угодно, от стали, меди до экзотических металлов, таких как титан.
Проблема с началом обучения TIG заключается в том, что вам придется контролировать тепло, защитный газ и присадочный металл при укладке валика.
Это один из самых сложных видов сварки. Сварка TIG требует, чтобы вы использовали обе руки во время сварки, и если вы никогда раньше не сваривали, это может быть очень сложно, и поэтому я рекомендую сначала начать с MIG.
#3 Сварка MIG
Сварка MIG (Metal Inter Gas) — это наиболее распространенный тип сварки, в котором используется процесс с защитным газом, при котором расходуемая проволока и газ подаются через сварочный пистолет.
Самое замечательное в этом то, что вы можете установить скорость вашей проволоки и количество газа, используемого при нажатии на курок пистолета. Это дает вам возможность сосредоточиться на улучшении сварного шва, не думая о том, сколько наполнителя, газа или тепла следует применить.
Тем не менее, у сварки MIG все еще есть некоторые недостатки. Во-первых, во время сварки будут образовываться брызги, и она не будет такой чистой, как сварка TIG.
Несмотря на простоту процесса MIG, это еще не запрограммированный тип сварки. Вам все равно нужно настроить сварочный аппарат в соответствии с типом и толщиной металла. Когда ваш сварочный аппарат настроен на холод, вы не сможете проникнуть в металл достаточно глубоко, сварите слишком сильно, и вы проплавите металл.
Почему сварка электродом не самая простая
Я хотел воспользоваться этим моментом и добавить одну оговорку. Некоторые из вас могут подумать, что сварка электродами намного проще, чем сварка MIG. Для сварки электродом вам понадобится только сварочный аппарат, сварочные прутки и что-то для сварки. Кроме этого, все, что вам нужно сделать, это установить напряжение.
В стержне не используется газ, а используется нечто, называемое флюсом, который покрывает стержень и действует как защитный газ для защиты сварного шва.
Сварка электродом также может многому научить вас в области проплавления. Без хорошего проникновения в металл сварной шов, скорее всего, треснет и развалится. При сварке стержнями она сильно горит и проникает намного легче, чем MIG.
Так почему же я предпочел сварку проволокой? Потому что это наиболее часто используемый тип сварки, выполняемый в факторах и сварочных цехах. Не верьте мне.
Я знаю несколько сварочных мастерских в моем районе, кроме той, которой я владею и управляю последние 10 лет, и все они используют MIG. MIG также легче контролировать цехам и фабрикам, поэтому они раз за разом получают одни и те же сварные швы.
Однако это не означает, что вам не следует пробовать сварку электродами. Если это единственный вариант, который у вас есть, начните с него и переходите к MIG, когда сможете.
А как насчет кислородно-ацеталиновой сварки
Одним из видов сварки, который я вообще не рассматривал, является кислородно-ацеталиновая сварка. Это процесс использования смеси кислорода и ацеталина, который создает пламя с помощью горелки. Ацеталиновая часть газа является топливом для пламени, а кислород определяет, насколько горячим будет пламя.
Причина, по которой я не упомянул этот тип, заключается в том, что это не очень распространенный тип сварки, особенно когда речь идет о производстве.
Новичку тоже очень сложно научиться этому типу сварки. Подобно сварке TIG, вам нужно будет использовать обе руки, чтобы регулировать температуру и контролировать присадочный металл, когда вы накладываете валик
После того, как вы освоите другие виды сварки, это может быть вариантом, но это, безусловно, гораздо более продвинутая форма сварки. для начинающих.
Что делать, если у меня нет сварщика
Если у вас нет сварщика, чтобы начать обучение, я хочу поделиться с вами несколькими вариантами. В моем случае у моего отца был сварочный аппарат, так как он часто использовал его на ферме, но у вас может не быть такой возможности. Итак, вот несколько идей.
- Поговорите с другом или соседом. Вы удивитесь, узнав, сколько людей имеют сварочный аппарат. Поговорите со своими друзьями и соседями и скажите им, что хотите освоить ремесленные навыки.
- Устроиться на неполный рабочий день. Во-вторых, найдите подработку в местной сварочной мастерской. Возможно, вы не сможете устроиться на работу сварщиком, но часто у них может быть кто-то, кто сможет научить вас в нерабочее время.
- Купить сварочный аппарат. Наконец-то можно было купить сварочный аппарат. Часто вы можете купить сварочный аппарат на 110 В менее чем за 500 долларов.
Где я должен сваривать В
Одно небольшое замечание, которое я хочу сделать, это то, где лучше всего проводить сварку. При сварке возникают искры и пламя, поэтому крайне важно, чтобы сварка производилась в негорючих местах, например в старом гараже или сарае с бетонным полом.
Вы также не хотите проводить сварку с чем-либо легковоспламеняющимся вокруг вас, таким как мусорная бочка, старые тряпки или банки из-под краски. Я видел несколько ситуаций, когда люди не обращали внимания на то, что их окружает, и, прежде чем они это осознали, у них был огонь на руках.
Что мне сварить в первый раз
Наконец, когда вы начинаете, вы можете задаться вопросом, что мне сварить в начале. Для начала просто возьмите кусок плоского металла и работайте над просто укладкой плоской бусины.
Если вы не можете наложить качественный валик, не стоит пытаться сваривать какой-либо другой тип сварного соединения. Как только вы сможете получить сварной шов, похожий на тот, что на картинке справа, вы готовы начать изучение некоторых других сварных соединений.
Связанные вопросы
Какому сварщику легче всего научиться? Существует несколько различных марок сварочных аппаратов, но для новичка достаточно использовать сварочный аппарат без всяких причудливых элементов управления. Простой сварочный аппарат MIG на 110 В, такой как этот, который позволяет вам контролировать только напряжение и скорость подачи проволоки, очень хорош.
Какие типы сварных швов проще всего изучить? После того, как вы освоите укладку валика, вы можете перейти к сварке других типов сварных соединений, таких как тавровый шов, сварка встык, сварка внахлестку или кромочная сварка. Кроме того, существуют другие типы сварных швов, такие как вертикальный шов вниз или потолочный шов.
Какое оборудование мне нужно иметь? Наконец, для начала вам понадобится базовое снаряжение: сварочный шлем для защиты лица и глаз, сварочные перчатки для защиты рук и сварочный жилет для защиты груди.
Различные типы сварки от TIG до лазера 2022
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Сварка – это захватывающий и обогащающий навык как для любителей, так и для профессионалов.
Используя всего несколько инструментов и различные типы металлов, сварщики могут преобразовать любую деталь в любую форму и форму, которую они хотят, и все это с искрами, проносящимися вокруг во время работы.
Однако, чтобы овладеть искусством сварки, вам необходимо начать с основ и изучить различные типы сварочных процессов.
«Существует более тридцати различных видов сварки. Они варьируются от устаревшего, но все еще используемого кислородного топлива до высокотехнологичных методов, таких как лазерная сварка. Однако основных сварочных процессов всего четыре».
Сварка MIG, TIG, электродуговая и порошковая сварка . Каждый из них имеет свои преимущества и недостатки, и вы должны иметь соответствующую подготовку, чтобы применять их на практике.
Быстрая навигация
- Наиболее известные и широко используемые типы сварочных процессов (MMA, MIG и TIG)
- MIG Welding (Metal Inert Gas)
- TIG welding (Tungsten Inert Gas)
- Shielded Metal Arc Welding or Stick welding
- Flux Core Welding
- MIG vs TIG
- So In Short
- Less known And New Сварочные процессы
- Лазерная сварка
- Сварка взрывом
- Сварка сопротивлением
- Микросварка
- Ультразвуковая сварка
- Орбитальная сварка
Наиболее известные и широко используемые типы сварки - ПОДРОБНЕЕ: Сварочная тележка для бездорожья
- Получите лучший зажим заземления. Это, пожалуй, один из самых важных советов MIG! Вы когда-нибудь слышали, как кто-то стреляет из МИГа, и это звучит как стрельба из проезжающего мимо автомобиля? Вы знаете, что не так? Плохая земля! Ни для кого не секрет, что медь является лучшим проводником. Вот почему медные заземляющие зажимы лучше, особенно с сильной пружиной. Чтобы получить хорошее заземление, приобретите хороший зажим.
- Следите за своим выступом. Вылет провода неправильно понят. Это относится к расстоянию от сварочного наконечника (также называемого контактным наконечником) до дуги, а не к расстоянию от сопла до дуги. Слишком длинный вылет смягчает дугу, что приводит к нагромождению сварного шва. Более длинный вылет работает нормально и может быть полезен на очень тонком листовом металле. Для переноса струи с высокой силой тока предпочтительнее более длинный вылет, но если вы хотите получить хорошую четкую дугу с помощью MIG с коротким замыканием на более толстом металле, оставьте вылет менее 1/2 дюйма.
- Научитесь сваривать в гору. Еще один из многих важных советов по сварке MIG — это сварка в гору на всем, что толще ¼ дюйма. Продавливая сварной шов, вы можете добиться лучшего провара.
- Убедитесь, что контактная трубка, направляющая пистолета и приводные ролики соответствуют размеру проволоки. Использование приводных роликов .030 с сердечником из флюса .035 может вызвать у вас желание отказаться от сварки.
- Время от времени очищайте направляющую пистолета и приводные валики и не допускайте попадания брызг на сопло пистолета. Замените контактный наконечник, если он заблокирован или плохо подается. Если вы хотите, чтобы ваши наконечники служили немного дольше, купите средство для чистки наконечников резаков и время от времени рассверливайте их. Держите в своем наборе инструментов набор новых контактных советов.
- Замените гильзу пистолета, когда это необходимо. Со временем вкладыши забиваются пылью и медью от провода. Если вы хотите проверить лайнер на наличие проблем с подачей, выключите машину, ослабьте пружинные зажимы натяжителя на роликах, положите провод пистолета на пол со снятым с пистолета контактным наконечником и протолкните проволоку пальцами. Кормить надо без принуждения. Если нет, замените его. Новый стоит около 20 долларов и будет иметь большое значение.
- Всегда сваривайте обеими руками. Удерживайте изгиб шейки пистолета в одной руке и держите часть со спусковым крючком в другой. Стабильность при нажатии на спусковой крючок очень важна для хорошего старта. Когда пистолет отталкивается, когда вы нажимаете на спусковой крючок, это только приводит к большему, чем необходимо, прихваточному шву и некрасивому валику.
- Сохраняйте натяжение втулки механизма подачи проволоки и давление приводного ролика достаточно тугими для подачи проволоки плюс еще немного, но не перетягивайте.
- Используйте большой откидной (удлинительный) шнур. Если вам необходимо использовать удлинитель, используйте большой толстый и как можно более короткий шнур.
- Получите хороший автоматически затемняющийся шлем. Смещение даже на ¼ дюйма от сварочной дорожки, когда вы киваете шлемом вниз, может все испортить. В качественном шлеме с автоматическим затемнением вы можете увидеть, куда направлен провод, еще до того, как вы нажмете на курок.
- ПОДРОБНЕЕ: Инструменты года 2021: Металлообработка и сварка
- Удалите масло, жир и водяной пар с помощью органического растворителя, такого как ацетон, не хлорированный очиститель тормозов или слабощелочной раствор, такой как сильное мыло. Вы также можете использовать обезжириватели на основе цитрусовых, но обязательно промойте и высушите место сварки перед сваркой.
- Удалите оксиды с поверхности проволочной щеткой из нержавеющей стали в сочетании с сильным щелочным или кислотным очистителем. Убедитесь, что щетка используется только для очистки алюминия. Многие поставщики сварочных материалов продают растворы для удаления оксидов в аэрозольных баллончиках или пластиковых бутылках.
- Удалите всю краску.
- Если вы не собираетесь сразу заваривать место ремонта, накройте сварной шов коричневой крафт-бумагой, чтобы грязь и песок из воздуха не оседали в зоне сварки.
- Держите место сварки алюминия сухим и поддерживайте комнатную температуру для успешной сварки.
- Универсальным электродом является электрод A6011, который обеспечивает глубокий провар даже в грязных, ржавых или окрашенных материалах. Но держите при себе немного E7018, так как этот электрод с низким содержанием водорода идеально подходит для сварки в нерабочем положении и при сварке высокопрочной стали. При сварке нержавеющей стали выбирайте электрод из нержавеющей стали 312 Plus.
- Чтобы установить силу тока, сначала определите рекомендуемый диапазон силы тока для вашего типа и диаметра электрода. Затем выберите силу тока в пределах диапазона, основанного на толщине вашего металла (чем тоньше металл, тем меньше ампер).
- Начните с нуля и постукивайте по практике. Попробуйте любой метод запуска, чтобы узнать, что работает для вас. При начале с нуля вы проводите электродом по заготовке, как чиркая спичкой, слегка приподнимая электрод после прикосновения к заготовке. Если дуга гаснет, значит, электрод был поднят слишком высоко. Если электрод прилипает к заготовке, быстро поверните его, чтобы освободить. При постукивании опустите электрод прямо на заготовку, а затем слегка приподнимите, чтобы зажечь дугу. Если дуга гаснет, электрод был поднят слишком высоко. Снова поверните, чтобы освободить электрод, если он прилипает.
- При сварке углового шва катет шва должен быть равен толщине свариваемых деталей.
- Недостаточное покрытие защитным газом (из-за неправильного расхода или сквозняка, сдувающего газ). Типичный расход газа должен составлять от 30 до 40 кубических футов в час. «Некоторые операторы ошибочно полагают, что регулятор давления — это все, что необходимо для обеспечения надлежащего расхода газа и давления, — говорит Коллиер. «Но манометр не задаст расход. Вместо этого инвестируйте в расходомер».
- Смазочные материалы, влага, ржавчина, краска, прокатная окалина и другие загрязнения на основном материале.
- Чрезмерный вылет провода, препятствующий надлежащему покрытию защитным газом.
- Несоблюдение рекомендованного производителем провода вылета провода.
- Убедитесь, что все чисто до скрипа. Сварка TIG не терпит никаких загрязнений. Обязательно очистите основной металл хорошим обезжиривающим средством, прежде чем чистить его специальной проволочной щеткой. (Не используйте одну и ту же щетку для разных видов металла.) Также протрите наполнительный стержень обезжиривателем.
- Усаживайтесь поудобнее. Когда это возможно, я предпочитаю сидеть во время сварки. Даже в ситуациях, когда невозможно сидеть, любые небольшие изменения моей позы или положения тела, которые делают меня более удобным, окажут заметное влияние на сварной шов.
- Ищите способы поддержать свои руки. Наличие надежной опоры для рук имеет решающее значение для точного перемещения резака. Я делаю сварку лучше всего, когда основание моих рук или запястья каким-то образом поддерживаются. Часто вы можете положить запястья на свариваемую деталь. Рядом со сварочным столом я держу различные деревянные и металлические блоки, и часто я могу получить лучшую поддержку, поставив блок, чтобы положить на него руку с горелкой.
- Выполните тренировочный заезд (без питания). Многие профессиональные сварщики делают это перед каждым проходом.
0581 (MMA, MIG и TIG)
Сварка MIG (металл в среде инертного газа)
Также известна как GMAW (дуговая сварка в среде защитного газа) . В этом методе сварки используется постоянно подаваемая электродная проволока , которая действует одновременно как электрический проводник и дополнительный материал через сварочный пистолет. Оператор должен нажать на спусковой крючок, чтобы подать расходуемый электрод. Между основным материалом и электродом образуется электрическая дуга. Это нагревает материал до тех пор, пока он не достигнет точки плавления, необходимой для его слияния с другим.
Сварочные аппараты MIG — самые популярные сварочные аппараты как для домашних, так и для промышленных пользователей. Ценится за скорость и простоту использования. Они используются на тонких или толстых металлических листах, на различных металлических сплавах и с различными комбинациями флюсовой или газовой защиты.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Защитный газ (CO2, Ar, He)
Для всех видов сварки необходимо наличие защитного пузыря вокруг электрической дуги и расплавленной металлической ванны для защиты от атмосферы и окисления. В этом случае мы используем подаваемый извне защитный газ и некоторые из Наиболее часто для этой цели используются такие газы, как CO2, аргон, гелий или их смесь.
Обратите внимание, что все газы, используемые при сварке MIG, являются инертными газами, за исключением CO2, и не опасны для человека, за исключением больших доз и плохой вентиляции, которые могут вызвать серьезные проблемы.
Газовые баллоны разных цветов предназначены для разных типов газов. Вы можете проверить, что они означают здесь.Углекислый газ (CO2)
дешевле и быстрее охлаждает пистолет, но дает много брызг. Углекислый газ не инертный газ, а активный газ. Более того, это единственный активный газ, который можно использовать при сварке методом MIG. И в этом случае это называется сваркой MAG, отсюда и термин MIG/MAG.
Аргон (Ar)
дороже и дает более качественные сварные швы, меньшее разбрызгивание и немного лучшее проплавление. Стоит отметить, что в США это намного дешевле, чем в Европе. Помимо простой стали, он используется с нержавеющей сталью, алюминием, никелем и другими металлами.
Гелий (He)
производит довольно горячий шов, что обеспечивает хорошую и быструю скорость сварки, но гелий также довольно дорог. Гелий не так хорошо проводит электричество, как аргон, поэтому напряжение дуги выше, но он намного лучше проводит тепло и позволяет сваривать быстрее.
Аргон против гелия
GTAW
Сварка MIG – основные преимущества
Простота в использовании и освоении. Для мелкого ремонта в гараже практически не требуется навыков. Очень быстрый способ сварки. Например, это в четыре раза быстрее, чем сварка электродами. Он имеет среднее или низкое тепловложение, поэтому его можно настроить на для работы с очень тонкими листами металла. Он не содержит шлака и требует минимальной очистки после сварки, если вы не включаете брызги при использовании газа CO2. Его можно использовать во всех положениях.
Недостатки: дополнительная стоимость газа, меньшая мобильность, чем сварка электродом, нельзя использовать в ветреных местах, потому что ветер имеет тенденцию сдувать защитный газ, имеет меньшую проникающую способность, чем электрод с сердечником из электрода и флюса, и, в свою очередь, вибратор. сварные швы. Материал должен быть чистым на 90%, а коррозия должна быть удалена, чтобы сварной шов был качественным.
Он в основном используется в обрабатывающей промышленности из-за его скорости и низкой подготовки пользователей перед сваркой в автомобильной промышленности и в морской промышленности на верфях. Он наиболее популярен среди среднего человека для гаражных работ во дворе и домашнего ремонта из-за простоты использования и способности сваривать тонкие металлические листы.
Сварка ВИГ (вольфрам в инертном газе)
Также известна как GTAW (дуговая сварка вольфрамовым электродом). TIG является аббревиатурой от вольфрама в инертном газе и технически называется дуговой сваркой вольфрамовым электродом (GTAW). В этом методе используется неплавящийся вольфрамовый электрод, передающий ток на сварочную дугу. Вольфрам и сварочная ванна законсервированы и охлаждаются инертным газом, обычно аргоном. Сварка TIG очень похожа на кислородно-ацетиленовую сварку в том смысле, что вы должны использовать присадочный материал для наплавки или укрепления.
Как и в случае сварки MIG, вам потребуется внешний источник газа. Одними из наиболее распространенных из них являются аргон и смеси аргона и гелия.
Сварка ВИГ – основные преимущества
безупречный внешний вид корневого шва ВИГ от WeldingLife.info ВИГ – очень универсальный способ сварки. Он используется везде, где требуется высококачественный, прочный, чистый, точный или эстетически хороший сварной шов. Сварка TIG по большей части считается наиболее приемлемой технологией сварки, используемой в наши дни. Причина этого в том, что обеспечивает идеально чистый шов, который почти невозможно получить с помощью других методов сварки. Этот метод чаще всего используется для сварки алюминия (на переменном токе) и нержавеющей стали из-за особенно приятного внешнего вида и низкой тепловложения. Он также используется для труб с толщиной стенки до 5 мм или для корневых проходов на тикерных трубах.
Основными недостатками являются низкая скорость сварки и опасные сварочные дымы не от самой сварки, а от свариваемого материала, которым, как мы сказали, в основном является нержавеющая сталь или алюминий.
Используется практически повсеместно в сварочной промышленности. Он обычно используется во всех видах электростанций, не говоря уже о трубопроводных системах, аэрокосмической сварке и автомобильной промышленности, включая мотоциклы и велосипеды. Подробнее о сварке TIG здесь
Дуговая сварка в защитном металле или сварка стержнем
Сварка стержнем (SMAW), известная также как MMA (ручная дуговая сварка металлическим электродом) – это метод ручной дуговой сварки, в котором используется сменный электрод, покрытый флюсом. заложить сварной шов.
Электрический ток используется для образования электрической дуги между электродом и соединяемыми металлами. Свариваемый материал и электрод расплавляются и образуют ванну расплавленного металла, которая охлаждается, образуя соединение. Флюсовое покрытие электрода разрушается по мере наложения шва. Это приведет к выделению паров, которые могут служить защитным газом и образовывать слой, состоящий из шлака. Оба они защищают зону сварки от атмосферного воздействия.
Сварка электродом – основные преимущества (
Дуговая сварка в среде защитного металла )Основными преимуществами использования метода дуговой сварки в среде защитного металла являются недорогое необходимое оборудование и простота его транспортировки. Газ не требуется, как при сварке TIG или MIG. Это означает, что вы можете использовать этот процесс сварки на открытом воздухе даже в ненастную погоду.
Сварка электродом может быть наиболее щадящим методом для окрашенного или ржавого металла. Однако вы не должны использовать это, чтобы оправдать неправильную очистку материала. Его можно использовать в любом положении и на любом материале в зависимости от того, какой электрод вы используете. Для всех видов стали существуют специальные электроды. Создает качественные сварные швы с высоким проплавлением и высокой тепловложением.
Недостатки
Сварка электродом является одним из наиболее сложных процессов для изучения . Вам понадобится как минимум год, чтобы как следует его освоить. Это один из самых медленных процессов, тем более, что вам постоянно нужно менять электрод, удалять шлак и чистить металлической щеткой.
Из-за адаптируемости процесса и простоты оборудования и эксплуатации дуговая сварка в среде защитного газа остается одним из самых популярных методов сварки в мире. Он превосходит другие методы сварки в сфере ремонта и технического обслуживания. Он также в основном используется в трубопроводных работах. Несмотря на то, что популярность дуговой сварки с флюсовой проволокой растет, SMAW по-прежнему чаще всего используется при строительстве зданий из тяжелой стали и в промышленном производстве.
Сварка с флюсовой проволокой
Сварка с флюсовой проволокой — ценный метод для сварщиков, которым очень часто приходится сваривать на открытом воздухе или на не самом чистом материале. Навыки сварки пользователя не имеют значения. Дуговая сварка с флюсовой проволокой (FCAW или FCA) — это полуавтоматический или автоматический метод сварки, при котором электрод из полой проволоки подается через сварочный пистолет в соединение.
Сварка порошковой проволокой в самозащитной среде отличается от MIG тем, что не требует внешнего защитного газа, такого как CO2 или аргон, t o защищать сварочную ванну от окисления и загрязнения. Вместо этого ядро флюса внутри проволоки реагирует со сварочной дугой, создавая газ, который защищает сварочную ванну. Процесс, напоминающий сварку порошковой проволокой в среде защитных газов, требует наличия защитного газа. Он часто используется в промышленности тяжелого производства и строительства. Таким образом, обычно не рекомендуется для любительских и начинающих приложений.
Этот метод не связан с проблемами сварки, которые могут возникнуть, когда внезапный ветер сдувает защитный газ при сварке MIG на открытом воздухе. Это связано с тем, что флюс обеспечивает защитный газ при сварке порошковой проволокой в самозащитной среде.
Флюс, находящийся внутри электрода, делает процесс более щадящим для грязного, ржавого, загрязненного или покрытого тонким слоем краски основного металла.
При сварке порошковой проволокой образуется шлак, который покрывает готовый шов, и его необходимо удалять или срезать, как при сварке электродом. По этим и другим причинам, таким как визуально непривлекательные сварные швы по сравнению с MIG, разумно переключиться на обычную сварку MIG, когда вы находитесь в помещении.
MIG против TIG
Сварка MIG и TIG — это процессы дуговой сварки, в которых используется инертный газ. Это объясняет их другие названия: дуговая сварка металлическим электродом в среде защитного газа (GMAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW).
Основное различие между ними заключается в том, что при сварке MIG используется постоянно подаваемая проволока, которая также служит в качестве присадочного материала. Между тем, сварка TIG использует неплавящийся вольфрамовый электрод. Это обеспечивает то, что сварка TIG делает свариваемые детали достаточно горячими, чтобы они могли сплавиться друг с другом. С другой стороны, сварка MIG может постоянно соединять объекты, используя плавящийся электрод в качестве присадочного материала.
Вы не можете сравнивать два процесса сварки, потому что они в основном используются для разных целей.
Хотя оба типа могут использоваться для тонких металлических листов, MIG используется для обычной стали, а TIG для нержавеющей стали, алюминия и других металлических сплавов.
В промышленности сварка MIG и флюсовая проволока в основном используется, когда необходимо выполнить большое количество сварочных работ. Он сваривает в четыре раза быстрее, чем электрод, и намного быстрее, чем TIG. Очень легко научиться и несложно освоить. Это очень универсальный вид сварки, в зависимости от того, какой защитный газ вы используете и какая проволока подается в аппарат.
С другой стороны, вы будете использовать TIG, когда вам нужна короткая, но качественная или эстетически приятная сварка, например, корневой шов на трубах или сварные швы в местах, которые не будут окрашиваться или украшаться шлифовальной машиной, например, выхлопные трубы мотоциклов или стальные заборы. .
Медленное добавление материала другой рукой дает вам полный контроль над тем, как будет выглядеть сварной шов. Наблюдается очень небольшое количество видимого сварочного дыма и отсутствует шлак. Вы можете четко видеть, что делаете, и у вас есть время среагировать.
Итак, вкратце
MIG (дуговая сварка металлическим газом) используется в основном для обычной стали. Это быстро и легко освоить, и оставляет приличные сварные швы. Обычные люди в основном покупают сварочные аппараты MIG для домашнего ремонта и гаражных работ. Промышленность использует его из-за его скорости и универсальности.
TIG используется для нержавеющей стали, алюминия и других металлических сплавов. Он медленный, но точный и дает качественные сварные швы, которые хорошо выглядят и не требуют зачистки, шлифовки или покраски. Опытные сварщики TIG имеют более высокую заработную плату, чем их коллеги, и всегда востребованы в отрасли.
Средняя заработная плата сварщика TIG составляет 18,27 долларов в час. Средняя заработная плата сварщика TIG составляет 40 420 долларов в год.
Менее известные и новые сварочные процессы
Лазерная сварка
Лазерная сварка в основном используется для соединения деталей, которые необходимо соединить с более высокими скоростями сварки, тонкими и небольшими сварными швами и низкой тепловой деформацией.
Высокие скорости сварки, превосходные автоматические операции и более высокая вероятность контроля качества в режиме онлайн во время процесса делают лазерную сварку повсеместным процессом соединения в современном промышленном производстве.
Чтобы узнать больше, посетите rofin.com
Сварка взрывом
Наплавка взрывом — это метод сварки в твердом состоянии, в котором используется контролируемая струя для сплавления двух неподобных металлов, при этом сохраняются механические, электрические и коррозионные свойства обоих.
Эта практика чаще всего используется для покрытия стали тонким слоем коррозионно-стойкого сплава, такого как серебро, нержавеющая сталь, латунь, титан, никель или цирконий.
Следует помнить, что сварка взрывом может соединять различные совместимые и несовместимые металлы. Возможны более 260 комбинаций металлов.
Чтобы узнать больше, посетите Сообщество инженеров-механиков
Сварка сопротивлением
Сварка сопротивлением представляет собой сплавление металлов под действием экстремального давления и пропускания тока в течение длительного времени через металлическую область, которая будет соединяться. Основное преимущество контактной сварки заключается в том, что для соединения не требуются другие материалы. Это делает этот процесс достаточно рентабельным.
Существует множество различных форм контактной сварки (например, точечная, шовная, выступающая, оплавление и сварка с осадкой), которые в основном отличаются видами и формами сварочных электродов, которые используются для приложения давления и проведения тока.
Чтобы узнать больше, посетите AWS.
Микросварка
Микросварка состоит из систем, а также устройств, специально предназначенных для выполнения, как следует из названия, микросварки. Он предназначен в первую очередь для мельчайших, тончайших и наиболее хрупких компонентов за счет использования строго контролируемой тепловой энергии.
Как вы увидите в продолжающемся видео, компонент укрепляется и фиксируется с помощью микросварочного аппарата TIG. Сварочные аппараты Micro TIG идеально подходят для микросварки, поскольку они легко контролируются оператором.
Чтобы узнать больше, посетите сайт sunstonewelders.com
Ультразвуковая сварка
Ультразвуковая сварка — это промышленный метод сварки, при котором ультразвуковые акустические высокочастотные колебания применяются в определенной области к заготовкам, сжимаемым вместе под большим давлением для получения твердотельного сварного шва. .
Чаще всего используется для пластмасс, особенно для соединения разнородных материалов.
Чтобы узнать больше, посетите веб-сайт howstuffworks.com
Орбитальная сварка
Орбитальная сварка — это определенный участок сварки, в котором дуга механически поворачивается на 360° (180° при сварке двойным швом) вокруг неподвижной заготовки. Это может быть такой объект, как труба в постоянном процессе.
Этот метод был придуман для решения проблемы ошибок оператора в методах сварки GTAW. При орбитальной сварке метод с компьютерным управлением работает практически без вмешательства оператора.
Этот процесс используется почти исключительно при высококачественной воспроизводимой сварке.
Чтобы узнать больше, посетите Орбитальную механику.
Дерек Мейсон
Привет, я Дерек. Я веб-дизайнер и сертифицированный сварщик труб. Я отвечаю за техническую часть этого веб-сайта, а также веду блоги о сварке на темы, с которыми знаком лучше, чем Адам. Надеюсь, вам понравится то, что мы здесь делаем.
Советы, приемы и быстрые способы сварки
Арсенал сварочного оружия, которое можно использовать в битвах при выполнении работ по ремонту металла, с годами вырос в геометрической прогрессии и теперь включает в себя алфавитный список сварщиков.
Если вам больше 50 лет, вы, вероятно, научились сваривать с помощью аппарата SMAW (электродуговая сварка в защитном металле или электродуговая сварка).
1990-е годы принесли нам простоту сварки проволокой MIG (металл в инертном газе) или FCAW (дуговая сварка с флюсовой проволокой), которая упразднила очень много коробок для жужжания. Совсем недавно технология TIG (вольфрамовый инертный газ) нашла свое применение в фермерских магазинах как идеальный способ сварки листового металла, алюминия и нержавеющей стали.
В настоящее время все более широкое внедрение многоцелевых сварочных аппаратов означает, что все четыре процесса можно использовать в одном пакете.
Ниже приводится краткий курс по сварке, который оттачивает ваши навыки для достижения надежных результатов независимо от используемого сварочного процесса.
Здравые советы по сварке проволокой
Джоди Коллиер сделала карьеру в области сварки и обучения сварщиков. Его веб-сайты Weldingtipsandtricks.com и Welding-TV.com полны практических советов и приемов, касающихся всех видов сварки.
Вот 10 советов от Collier, которые помогут улучшить ваши навыки сварки MIG и сварки с флюсовой проволокой.
Смена газов MIG
Основным газом для сварки MIG является углекислый газ (CO2). В то время как CO2 экономичен и отлично подходит для создания глубоко проникающих сварных швов в толстой стали, этот защитный газ может быть слишком горячим при сварке тонкого металла. Вот почему Джоди Коллиер предлагает перейти на смесь 75% аргона и 25% СО2.
«О, вы можете использовать чистый аргон при сварке алюминия или для сварки MIG стали, но только для очень тонких материалов», — говорит он. «Все остальное сваривается ужасно чистым аргоном».
Кольер отмечает, что на рынке есть много газовых смесей, таких как гелий-аргон-CO2, но иногда их трудно найти и они дороги.
Для нужд большинства фермерских хозяйств запасы газа под рукой должны включать CO2 и смесь аргона и CO2.
Вам нужно будет добавить две газовые смеси 100% аргона или смесь аргона и гелия для сварки алюминия и смесь 90% аргона, 7,5% гелия и 2,5% CO2, если вы ремонтируете нержавеющую сталь на ферме.
Глубина проникновения при сварке MIG зависит от защитного газа. Углекислый газ (показан справа вверху) обеспечивает более глубокий провар по сравнению со смесью аргон-CO2 (слева вверху).
Чистка алюминия обязательна
Прежде чем зажечь дугу при ремонте алюминия, обязательно тщательно очистите место сварки, чтобы избежать некачественных сварных швов.
Очистка места сварки имеет решающее значение, потому что оксиды алюминия плавятся при 3700°F, а основной металл плавится при 1200°F. Таким образом, любые оксиды (окисленная или белая коррозия) или масла на ремонтируемой поверхности будут препятствовать проникновению присадочного металла.
Очистка требует двух операций: удаления всего масла и жира, а затем удаления любых оксидов алюминия.
Устранение масла и смазки стоит на первом месте. Тогда — и только тогда — следует удалить окислившееся загрязнение. Не изменяйте этот порядок, предупреждает Джоэл Орт из Miller Electric.
Вот дополнительные указания по очистке алюминия.
Это не сварочный аппарат твоего папы
Дайте палочной сварке еще один шанс.
Сварщики с проволочной проволокой в 19-м веке стали собирать пыль на углах магазинов, чтобы собирать пыль.90-е.
Но современному сварочному аппарату есть место на ферме и особенно в поле.
В отличие от тех старых жужжащих коробок, которые работали только на переменном токе (AC), современный сварочный аппарат работает как на переменном, так и на постоянном токе (DC), меняя полярность сварки 120 раз в секунду.
Такая быстрая смена полярности дает огромные преимущества, включая более легкий запуск, меньшее прилипание, меньшее разбрызгивание, более привлекательные сварные швы, а также более легкую вертикальную и потолочную сварку.
Прибавьте к этому тот факт, что электродуговая сварка обеспечивает более глубокие сварные швы, превосходно работает на открытом воздухе (где ветер сдувает защитный газ MIG), эффективно работает на толстых материалах и прожигает ржавчину, грязь и краску. Сварочные аппараты также портативны и просты в эксплуатации, так что вы можете понять, почему новый сварочный аппарат с ручным управлением или многопроцессорный сварочный аппарат стоит вложений.
Советы по стикам
Джоэл Орт из Miller Electric предлагает следующие указатели для стержневой сварки. Подробную информацию можно найти по адресу: millerwelds.com/resources/welding-guides/stick-welding-guide/stick-welding-tips.
Водород убивает сварные швы
Водород представляет собой ведущую угрозу при сварке, способствуя задержке сварки, растрескиванию зоны термического влияния, которое происходит через несколько часов или дней после завершения сварки, или тому и другому вместе.
Тем не менее, водородную угрозу обычно легко устранить путем тщательной очистки металла. Удалите все масло, ржавчину, краску и любую влагу, поскольку они являются источниками водорода.
Тем не менее, водород остается угрозой при сварке высокопрочных сталей (все чаще используемых в современной почвообрабатывающей технике), толстых профилей металла и сильно защемленных участков сварки. При исправлении этих материалов обязательно используйте электрод с низким содержанием водорода и предварительно нагревайте область сварки.
Пористость: основная причина непрочных сварных швов
Губчатые отверстия или крошечные пузырьки, появляющиеся на поверхности сварного шва, являются верным признаком того, что ваш сварной шов имеет пористость, отмечает Джоди Коллиер, который считает это состояние проблемой №1 при сварке.
Пористость сварного шва может принимать различные формы, включая поверхностные поры, червоточины, кратеры и полости, которые видны (на поверхности) и невидимы (в глубине сварного шва).
Помимо уродливого внешнего вида, пористость предсказывает плохой, слабый сварной шов.
К возможным причинам пористости относятся:
Кольер также советует: «Держите ванну расплавленной в течение более длительного времени, чтобы позволить газам выкипеть из сварного шва, прежде чем он замерзнет».
Попробуйте тонкую проволоку для хорошего сварного шва
Хотя наиболее распространенные диаметры сварочной проволоки составляют 0,035 и 0,045 дюйма, проволока меньшего диаметра может облегчить создание хорошего сварного шва. Попробуйте использовать проволоку диаметром 0,025 дюйма, особенно при сварке тонкого материала толщиной 1⁄8 дюйма или меньше, — предлагает Карл Хус из Lincoln Electric.
Причина?
Он объясняет, что большинство сварщиков, как правило, делают сварной шов слишком большого размера, что может привести к проблемам с прожогом. Проволока меньшего диаметра обеспечивает более стабильные сварные швы при более низком токе, который имеет меньшую склонность к прожогу.
Если вы уменьшите сварочный ток, у вас будет больше шансов на успех при сварке более тонких материалов.
Будьте осторожны, используя этот подход на более толстых материалах (3/16 дюйма и толще), потому что проволока диаметром 0,025 дюйма может привести к непровару.
Лучшие практики TIG
Когда-то фермеры, ищущие лучший способ сварки тонкого металла, алюминия и нержавеющей стали, могли только мечтать о них, сварочные аппараты TIG становятся все более распространенными в фермерских магазинах из-за растущей популярности многопроцессорных сварочных аппаратов.
Однако, исходя из личного опыта, научиться сварке TIG будет не так просто, как сварке MIG.
TIG требует трехсторонней координации с использованием обеих рук (одна держит источник тепла в раскаленном как солнце вольфрамовом электроде, а другая рука подает заполняющий стержень в дугу) и ноги (управление педалью или регулятором силы тока, установленным на горелке). для запуска, регулировки и прекращения подачи тока).
Мои первые попытки сварки TIG напоминали птичий помет на стали.
Чтобы избежать результатов, подобных моим, новички и те, кто хочет отточить свои навыки, могут воспользоваться этими советами по сварке TIG. Слова Рона Ковелла, консультанта Miller Electric, из его «Советов по сварке: секрет успеха при сварке TIG».
Полную версию можно найти на сайте millerwelds.com.