Делаем конденсаторную сварку своими руками
Конденсаторная сварка – это технология создания бесшовного соединения металлических изделий. Соединения осуществляется за счет кратковременных импульсов электрической энергии.
Блок: 1/12 | Кол-во символов: 177
Источник: https://svarka.guru/vidy/kontaktnaya/kondensatornaya.html
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.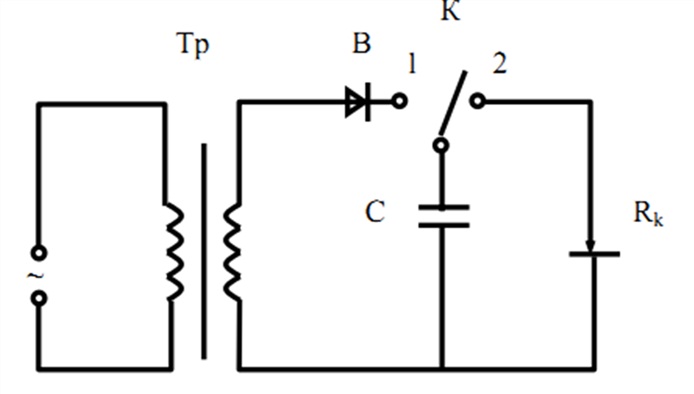
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.


В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Блок: 2/5 | Кол-во символов: 3711
Источник: https://tutsvarka.ru/vidy/kondensatornaya-svarka
Сварочные машины для конденсаторной сварки
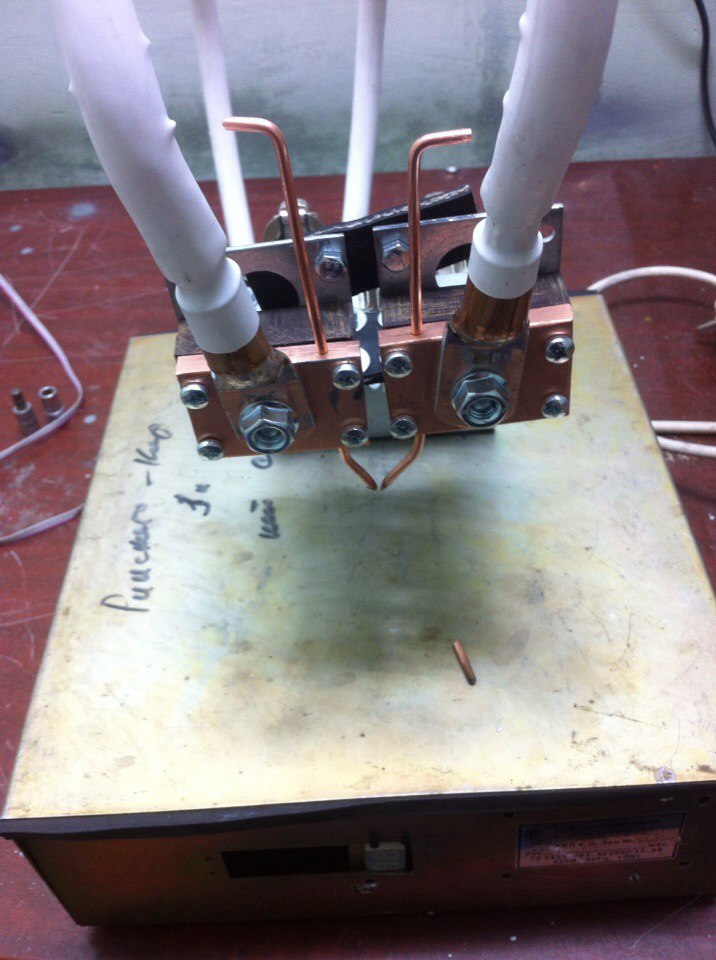
Сварочные машины Power-KES (рис . 2) работают по принципу преобразованного разряда конденсатора. Во время остановки процесса сварки электронное зарядное устройство заряжает специальные конденсаторы до необходимого для сварочного процесса напряжения Во время сварки конденсаторы разрежаются с помощью трансформаторов . Поскольку во время этого процесса энергия из сети не поступает, то подключенная нагрузка очень мала (примерно в 20 раз меньше по сравнению с аналогичными машинами контактной сварки), а нагрузка сети симметрична. Большие машины Power-KES рассчитаны на потребление из сети 32 А.
Во время остановки процесса сварки электронное зарядное устройство заряжает специальные конденсаторы до необходимого для сварочного процесса напряжения Во время сварки конденсаторы разрежаются с помощью трансформаторов . Поскольку во время этого процесса энергия из сети не поступает, то подключенная нагрузка очень мала (примерно в 20 раз меньше по сравнению с аналогичными машинами контактной сварки), а нагрузка сети симметрична. Большие машины Power-KES рассчитаны на потребление из сети 32 А.
Рис. 2. Машина портального типа Power-KES для конденсаторной сварки
Сварочная машина обеспечивает высокую точность сварки без искажений и отжигов, сварку различных материалов (сталь и медь, латунь и сталь) и деталей различной формы с разными поверхностями . Можно сваривать высокопрочные и жаростойкие стали и стали с содержанием углерода больше 0,2 %.
С помощью пульта управления Qualy-KES можно вводить и регулировать параметры сварочного процесса: мощность сварки, сварочный ток, усилие сжатия электродов и время сварки. В Qualy-KES встроен программируемый логический контроллер Все значения параметров, а также результаты работы отображаются на дисплее ПК.
В Qualy-KES встроен программируемый логический контроллер Все значения параметров, а также результаты работы отображаются на дисплее ПК.
Блок: 2/3 | Кол-во символов: 1364
Источник: https://extxe.com/3221/oborudovanie-dlja-kondensatornoj-svarki/
Типы сварочных конденсаторных аппаратов
Существует две разновидности аппаратов конденсаторной сварки — с разрядом накопителей энергии непосредственно на свариваемых поверхностях и с разрядом от вторичной обмотки трансформатора. Первый, бестрансформаторный способ, чаще используется в ударно-конденсаторной сварке. Второй способ, трансформаторный, применяется для создания качественного шва.
Ударно-конденсаторная аппаратура сваривает детали во время удара одного из электродов по детали. Во время удара детали поверхности плотно прижимаются друг к другу. Происходит разряд конденсатора, образующий микродугу, которая нагревает поверхности до температуры плавления металлов.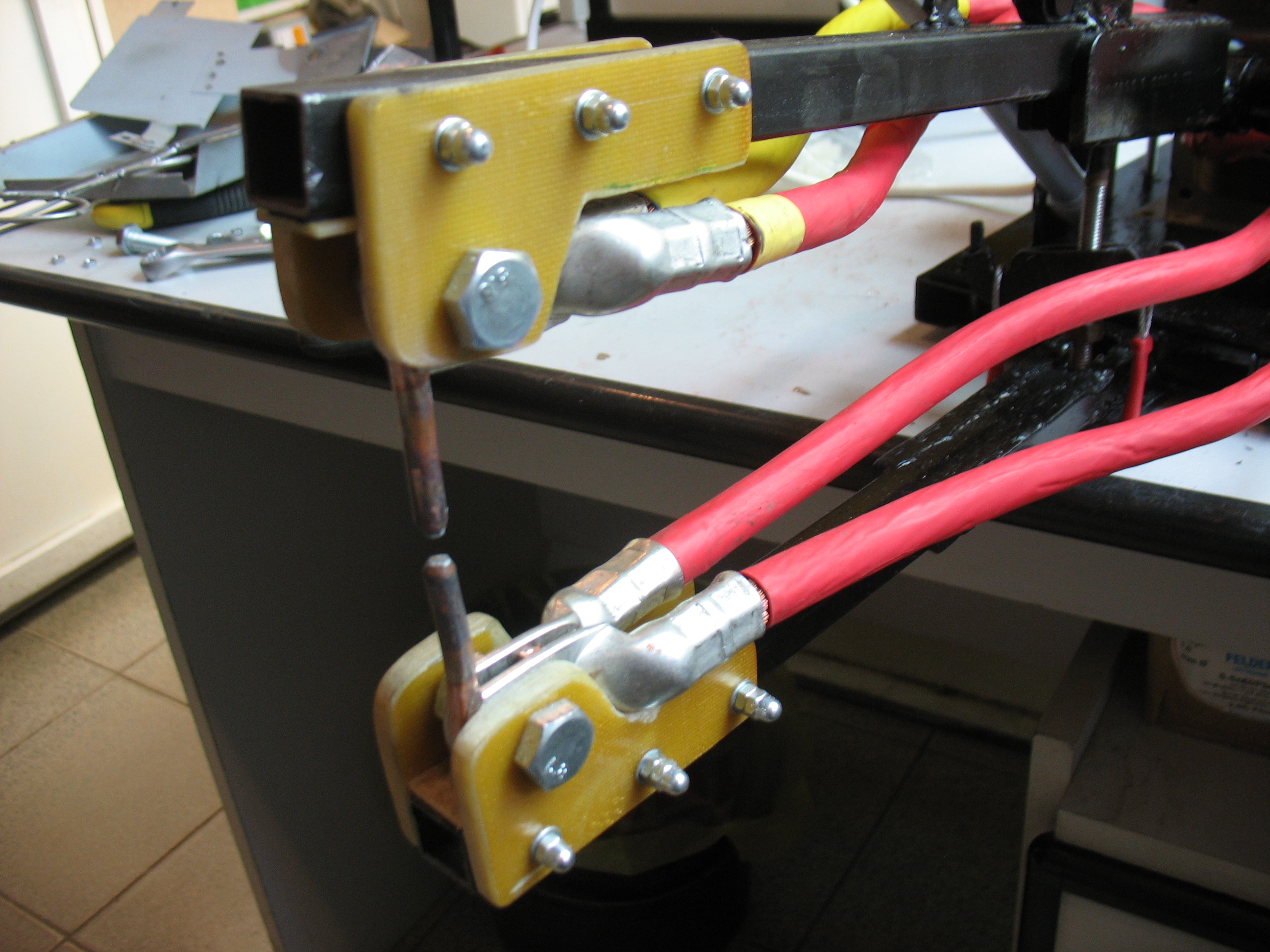 Детали прочно соединяются.
Детали прочно соединяются.
В трансформаторном способе сварки конденсатор после заряда подключается к первичной обмотке понижающего трансформатора. На вторичной обмотке появляется потенциал, в несколько раз меньшей амплитуды входящего импульса. Во время разряда происходит сваривания деталей, конденсатор вновь заряжается и снова отдает энергию первичной обмотке трансформатора. Это позволяет производить длительные серии с частотой до 5 разрядов в секунду, которые создают прочные и точные сварочные швы.
Блок: 3/5 | Кол-во символов: 1175
Источник: https://WikiMetall.ru/oborudovanie/kondensatornaya-svarka.html
Аппараты для конденсаторной сварки
NOMARK 66 D — сварочный аппарат конденсаторного типа (Capacitor Discharge) с непрерывным циклом работы, предназначен для приварки различных типов крепежных элементов из омедненной и нержавеющей стали, латуни, алюминия к металлическому листу без повреждения металла с обратной стороны в месте сварки Минимальная толщина листа 0,6 мм, максимальная толщина не ограничена
Силовой блок сварочного аппарата NOMARK 66 D (рис.
Рис. 3. Силовой блок сварочного аппарата NOMARK 66 D со сварочным пистолетом, цанговым держателем для привариваемых метизов и кабелем заземления
Цифровая схема управления контролирует все параметры работы аппарата, а также обеспечивает стабильность сварочных параметров при различных режимах работы и колебаниях питающего напряжения. Сварочный аппарат имеет электрическую и термозащиту. Основные элементы индикации режимов и индикатор цифрового вольтметра выведены на переднюю панель
Пистолет для приварки шпилек HBS имеет небольшую массу (0,7 кг), сделан из ударопрочного пластика. С помощью резьбы присоединяется цанговый зажим .
Универсальная конденсаторная сварочная машина типа МТК- 6301 (рис . 4) имеет короткий импульс тока, довольно высокую мощность и возможность приложения ковочного усилия, она позволяет соединять стали и алюминиевые сплавы. Жесткость корпуса машин данной серии (МТК-6301, МТК-5001) увеличена за счет бокового расположения трансформатора.
Рис. 4. Конденсаторная точечная машина МТК-6301
Основные технические характеристики аналогичных машин приведены в табл . 1
1
Таблица 1
Технические характеристики универсальных конденсаторных машин
| Тип машины | Силатока, кА | Номинальная мощность, кВ • А | Толщина свариваемых сталей, мм | Толщина свариваемых листов алюминия, мм | Длина консолей, мм | Усилие сварочное, Н | Усилие ковочное, Н | Диаметр обечайки, мм | Длина обечайки, мм |
| МТК-5001 | 50 | 30 | 0,3… 1,2 | 0,3.. .1,8 | 500 | 1 500. . .8 000 | 17 500 | 480 | 470 |
| МТК-6301 | 63 | 40 | 0,4… 1,5 | О Ю О | 1200 | 1 500. . .9 500 | 20 000 | 320 | 1000 |
| МТК-75 | 80 | 75 | 0,5… 1,5 | 0,8.. .2,5 | 1500 | 2 500.. .14 000 | 32 000 | 500 | 650 |
Блок: 3/3 | Кол-во символов: 3000
Источник: https://extxe.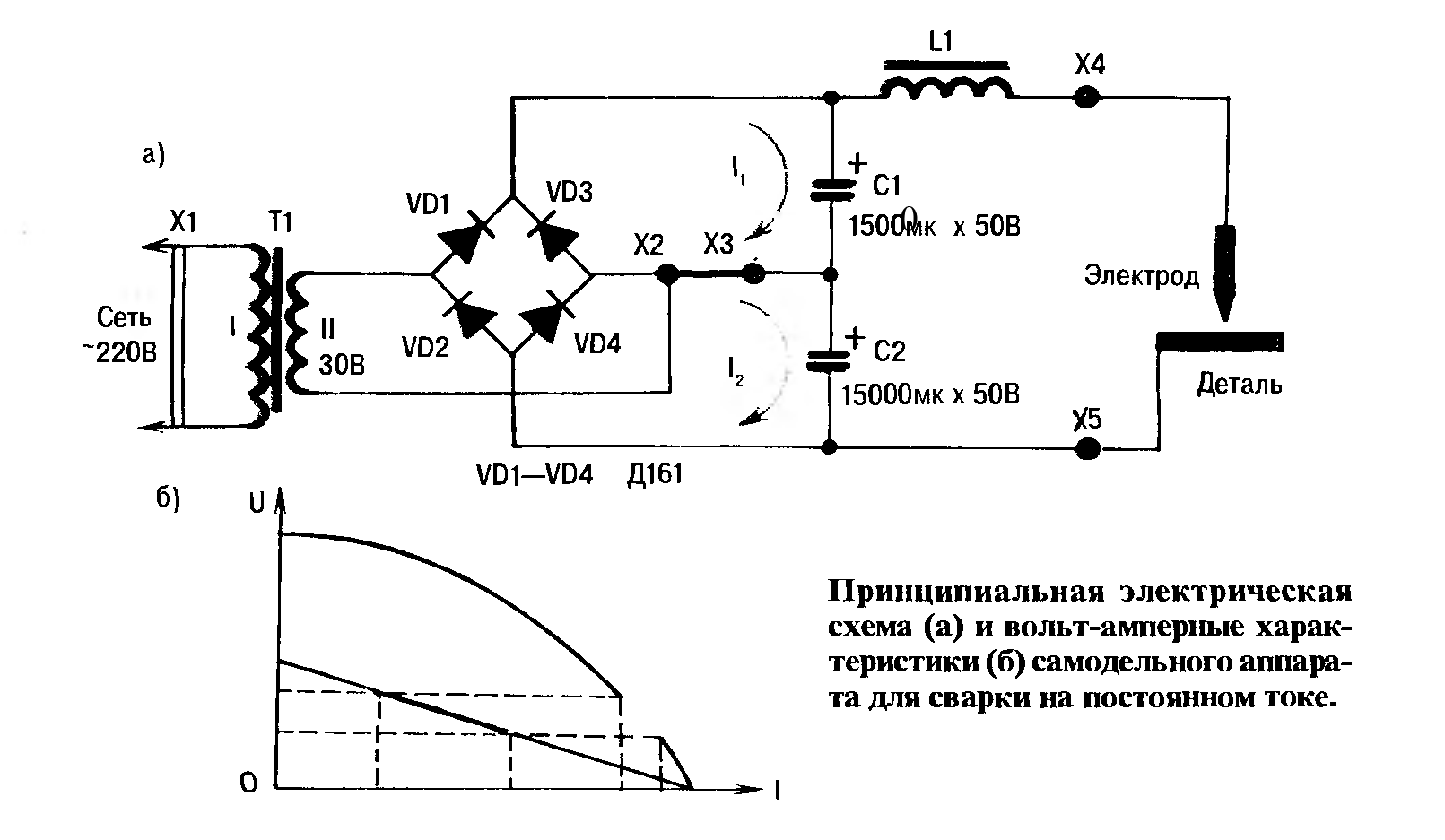 com/3221/oborudovanie-dlja-kondensatornoj-svarki/
com/3221/oborudovanie-dlja-kondensatornoj-svarki/
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне контактной сварки металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Блок: 4/5 | Кол-во символов: 1945
Источник: https://tutsvarka. ru/vidy/kondensatornaya-svarka
ru/vidy/kondensatornaya-svarka
Достоинства и недостатки СА на конденсаторах
Поскольку сварной шов это всего две точки, вероятность хорошего сварного соединения очень высока (около 99%). Также здесь ничего не греется. Сварные швы становятся холодными сразу после сварки, потому что это всего лишь короткий импульс и несколько мелких искр. Давление почти постоянное благодаря пружинам, ход электрода составляет около 2 мм. Вот фотографии сварных швов. Таким образом, плюсы и минусы этого СА следующие:
Достоинства
- очень короткий импульс сварки
- хорошая настройка сварочной мощности
- быстрая генерация тепла и сварка элементов
- легкая конструкция
- немного компонентов
- возможность работы от батареи, портативность
- высокая повторяемость правильных сварных швов
Недостатки
- большая стоимость исполнения
- более быстрое разрушение конденсаторов
- более длительный период ожидания для полной мощности
- не предназначен для сварки листового металла более 1 мм.

Но несмотря на множество недостатков сварочной машины с конденсаторами, её определенно можно советовать для самостоятельной сборки, потому что если все хорошо подобрать — работает очень быстро и безопасно. Это идеальное решение для сварки батарейных ячеек, а также для ювелирных изделий. Заметим, что сварку аккумуляторов лучше всего делать с использованием цинковой пластины. Цинковая фольга может быть куплена в катушке.
Блок: 4/5 | Кол-во символов: 1334
Источник: https://2shemi.ru/kondensatornyj-svarochnyj-apparat-dlya-akkumulyatorov/
Самодельные устройства
Есть несколько способов смастерить своими руками аппарат для конденсаторной сварки. Каждый из них выбирается исходя из особенности формы и размера конструкции, которую нужно сваривать, а также её назначения.
Простой вариант
Самая простая конструкция применяется только для соединения деталей толщиной до 0,5 миллиметра. Во всех остальных случаях установка не сможет качественно справиться со своей задачей. Такой аппарат можно изготовить в любой мастерской или гараже. Принцип его работы основывается на подачи импульса через трансформатор. Один из концов его вторичной обмотки подводится к электроду, а другой — к обрабатываемой детали.
Такой аппарат можно изготовить в любой мастерской или гараже. Принцип его работы основывается на подачи импульса через трансформатор. Один из концов его вторичной обмотки подводится к электроду, а другой — к обрабатываемой детали.
Особенности процесса изготовления аппарата:
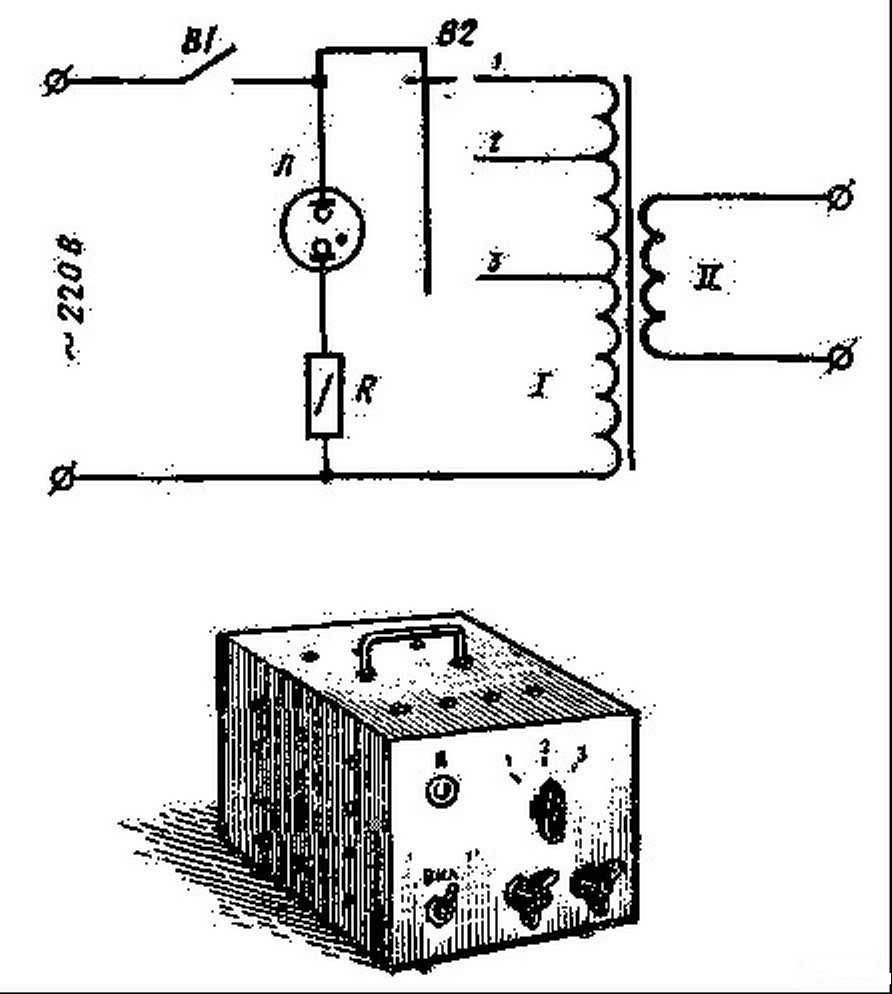
- За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.
- Один из её концов должен проходить через диагональ преобразователя в виде диодного моста, а другой — через тиристор, управляемый кнопкой пуска.
- Для вырабатывания необходимого импульса следует применять конденсатор ёмкостью от 1 до 2 тыс. микрофарад.
- Его обмотку (300 витков) лучше всего делать из ПЭВ провода с сечением не более 0,8 миллиметров.
- Вторичную обмотку (10 витков) следует изготавливать из медной шины.
- В качестве прибора управления может служить тиристор ПТЛ-50 или КУ200.
Сложная конструкция
Для изготовления более многофункционального прибора понадобится больше материалов и времени. Однако это даст возможность соединять заготовки толщиной около 1 миллиметра.
Однако это даст возможность соединять заготовки толщиной около 1 миллиметра.
Нюансы создания аппарата своими руками:
- В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.
- В главной цепи входного трансформатора встраивается реле. С его помощью можно настроить скорость и интервал срабатывания установки.
- Необходимая для импульса энергия накапливается в электролитических конденсаторах, которые объединены в общую батарею при помощи параллельного соединения.
- Первичная обмотка трансформатора выполняется из провода сечением не более полутора миллиметров, а вторичная — из медной шины.
Принцип действия изготовленного своими руками прибора соответствует стандартной схеме. Она одинакова для всех подобных устройств и идеально подходит для работы аппарата в домашних условиях.
Порядок действий:
- После включения устройства срабатывает реле.
- С его помощью активируются контакты тиристоров, и включается трансформатор.
- Как только конденсатор будет полностью разряжен, происходит отключение аппарата.
Блок: 3/5 | Кол-во символов: 2526
Источник: https://rusenergetics.ru/ustroistvo/sxema-kondensatornoj-svarki
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Блок: 5/5 | Кол-во символов: 419
Источник: https://tutsvarka.ru/vidy/kondensatornaya-svarka
Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.

Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали. При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
 youtube.com/embed/2htMkUYwQk0″/>
youtube.com/embed/2htMkUYwQk0″/>
Блок: 5/5 | Кол-во символов: 1837
Источник: https://rusenergetics.ru/ustroistvo/sxema-kondensatornoj-svarki
Преимущества и недостатки
К достоинствам аппаратов относят:
- производительность работ;
- возможно применение в промышленных и бытовых целях;
- низкое энергопотребление;
- простая конструкция;
- длительный период эксплуатации;
- точечное воздействие позволяет выполнить соединения без тепловой деформации изделия;
- не требуется применение расходных материалов;
- малые размеры позволяют свободно перемещать устройство самостоятельно.
Конденсаторы в сварочных аппаратах, функционирующих по прочим технологиям, также играют важную роль. Например, алюминиевые электролитические конденсаторы в инверторах и полуавтоматических аппаратах они отвечают за повышение уровня напряжения, а также сглаживают возможные пульсации.
Недостатков всего два:
- Малая мощность не позволяет соединять заготовки большого сечения.
- Эксплуатация аппарата вызывает помехи, которые нарушают функционирование рабочей сети.

Блок: 6/12 | Кол-во символов: 879
Источник: https://svarka.guru/vidy/kontaktnaya/kondensatornaya.html
Схема и описание более мощного устройства
Схема устройства для точечной сварки на конденсаторах, способной работать с изделиями большей толщины, имеет следующий вид:
Основу аппарата составляют 6 конденсаторов на 10000 мкФ, соединенные в единую батарею. В данном случае, в качестве ключей были использованы два тиристора 70TPS12, подключенные параллельно. Зарядка конденсаторов осуществляется с помощью повышающего преобразователя. Сопротивление резистора составляет 130 Ом.
Для визуального контроля над уровнем заряда имеется блок светового индикатора с 3 делениями.
Расчетная сила тока составляет 2000 А, а величина напряжения – 32 В.
В качестве электродов рекомендуем использовать состав из хромированной бронзы. Срок службы классического медного контакта не превышает 900 разрядов.
Срок службы классического медного контакта не превышает 900 разрядов.
Единственный недостаток данной модели – продолжительность зарядки конденсаторов, которая составляет 45 секунд.
Собранный аппарат не сможет приварить шпильку большого диаметра, однако вполне справится с проводом, сечением до 5 мм.
Обращаем внимание, что промышленные образцы изготовлены с соблюдением ГОСТов, регулирующих данную отрасль промышленности. В случае самостоятельных изобретений вся ответственность за возможные последствия ложится на конструктора.
Блок: 8/12 | Кол-во символов: 1245
Источник: https://svarka.guru/vidy/kontaktnaya/kondensatornaya.html
Заключение
Можете использовать трансформаторы малой мощности для зарядки конденсаторов, но тогда нужно выбрать резистор соответственно с максимальным током зарядки, иначе он быстро нагреется и сгорит. Готовность возникает из-за достижения напряжения постоянного тока на конденсаторе, что является результатом преобразования переменного напряжения (для сети 50 Гц это около 1,41 х значение переменного напряжения), и это можно контролировать, например, вольтметром..jpg) Очевидно следует использовать специальные конденсаторы для импульсной работы. Стоит позаботиться о том, чтобы допустимое рабочее напряжение конденсаторов находилось с определенным запасом по отношению к предполагаемому значению.
Очевидно следует использовать специальные конденсаторы для импульсной работы. Стоит позаботиться о том, чтобы допустимое рабочее напряжение конденсаторов находилось с определенным запасом по отношению к предполагаемому значению.
Блок: 5/5 | Кол-во символов: 693
Источник: https://2shemi.ru/kondensatornyj-svarochnyj-apparat-dlya-akkumulyatorov/
Устройство контактного блока
Механизм для фиксации и перемещения электродов по рабочей плоскости называется контактным блоком. Примитивная конструкция подразумевает ручную регулировку контактов. В продвинутых моделях за надежность крепления отвечает блок из метизов.
В этом случае нижний стержень фиксируется в неподвижном положении. Его длина должна быть в диапазоне 10-20 мм, а сечение – не менее 8 мм.
Второй стержень крепят на подвижную площадку. Для регулировки давления устанавливают простейшие винты.
Для обеспечения безопасности следует о наличии надежной изоляции между площадкой и основанием энергетического блока.
Блок: 9/12 | Кол-во символов: 625
Источник: https://svarka.guru/vidy/kontaktnaya/kondensatornaya.html
Порядок проведения работ
Рабочий процесс можно условно разделить на три этапа:
- Подготовка. Рабочая поверхность должна быть тщательно очищена от коррозии и масляных пятен.
- Рабочий цикл. Изделия стыкуют в нужно положении. После этого к ним подводят электроды. Заряд подается после нажатия пусковой кнопки.
- Изменение положения детали. В случае необходимости, изделие перемещают для нового точечного воздействия.
Блок: 10/12 | Кол-во символов: 409
Источник: https://svarka.guru/vidy/kontaktnaya/kondensatornaya.html
Количество использованных доноров: 7
Информация по каждому донору:
- https://tutsvarka.ru/vidy/kondensatornaya-svarka: использовано 3 блоков из 5, кол-во символов 6075 (23%)
- https://rusenergetics. ru/ustroistvo/sxema-kondensatornoj-svarki: использовано 2 блоков из 5, кол-во символов 4363 (16%)
- https://WikiMetall.ru/oborudovanie/kondensatornaya-svarka.html: использовано 2 блоков из 5, кол-во символов 2017 (8%)
- https://svarka.guru/vidy/kontaktnaya/kondensatornaya.html: использовано 8 блоков из 12, кол-во символов 5745 (21%)
- https://2shemi.ru/kondensatornyj-svarochnyj-apparat-dlya-akkumulyatorov/: использовано 4 блоков из 5, кол-во символов 3038 (11%)
- https://electrod.biz/accessories/delaem-kondensatornuyu-svarku.html: использовано 2 блоков из 5, кол-во символов 1134 (4%)
- https://extxe.com/3221/oborudovanie-dlja-kondensatornoj-svarki/: использовано 2 блоков из 3, кол-во символов 4364 (16%)
 ru/ustroistvo/sxema-kondensatornoj-svarki: использовано 2 блоков из 5, кол-во символов 4363 (16%)
ru/ustroistvo/sxema-kondensatornoj-svarki: использовано 2 блоков из 5, кол-во символов 4363 (16%)Конденсаторная сварка своими руками. Делаем конденсаторную сварку самостоятельно
Конденсаторная сварка – метод сварки, так называемой, запасенной энергией. Заряды энергии скапливаются в конденсаторах во время зарядки от выпрямителя и трансформируются в теплоту. Она, в свою очередь, образуется в контакте в моменты протекания тока между соприкасающимися заготовками. Исходя из этого, конденсаторную сварку часто называют контактной.
Она, в свою очередь, образуется в контакте в моменты протекания тока между соприкасающимися заготовками. Исходя из этого, конденсаторную сварку часто называют контактной.
Отличительные особенности конденсаторной сварки
Главным отличием данной технологии сварки является экологичность и скорость. Стандартный аппарат конденсаторной сварки функционирует на высоких токах. Что позволяет получить максимально качественный шов при небольшом расходовании электрической энергии.
Вообще конденсаторная сварка, ровно как и оборудование для этого, находит применение в случаях, когда требуется микросварка либо сварка больших сечений и толщин. Принцип работы заключается в следующем:
- Накапливается достаточное количество энергии в конденсаторах.
- Заряды преобразуются в тепло, используемое для сварки.
Мы можем говорить об абсолютной экологичности, поскольку конденсаторная сварка, пусть даже самодельная, фактически не влияет на окружающую среду. Агрегаты не требуют охлаждающей жидкости ввиду нулевого тепловыделения. Этот безусловный плюс позволяет увеличить жизненный цикл всего сварочного аппарата.
Агрегаты не требуют охлаждающей жидкости ввиду нулевого тепловыделения. Этот безусловный плюс позволяет увеличить жизненный цикл всего сварочного аппарата.
Вместо стандартных цилиндров в машины встраиваются опциональные сервоприводы, что сокращает необходимость в так называемом пневмоподключении. Интегрированные элементы позволяют быстро и эффективно скапливать сварочное усилие. При этом электроды действуют на поверхность чрезвычайно деликатно.
Итак, перечислим достоинства конденсаторной сварки:
- высокая скорость сварки;
- точность сварки;
- экологичность;
- надежность сцепления;
- долговечность сварочного оборудования.
Конденсаторная сварка благодаря высокой точности не деформирует, не плавит металл. Агрегаты щадяще действуют на разного рода обрабатываемые напыления и покрытия. Высокие показатели качества демонстрируются при контактном или ударном методе. К примеру, ударно-конденсаторная сварка отлично справляется при обработке цветных металлов и сплавов на их основе.
Вывод: шов получается аккуратным, прочным, сварка занимает минимальное время.
Разновидности сварки
Выделяют четыре вида:
- электромагнитная;
- аккумуляторная;
- конденсаторная;
- инерционная.
Конденсаторная получила наиболее широкое применение в промышленности благодаря совокупности эксплуатационных характеристик. Оптимально технологическое явление, в ходе которого неразъемный контакт металлических элементов производится ввиду тепловыделения. Причем из зоны сварки посредством сжимающего усилия Р устраняются грязь, оксидные пленки, дополнительные включения, неровности. В результате образуются межатомные соединения между обрабатываемыми покрытиями.
Энергетические заряды аккумулируются в процессе зарядки от генератора или выпрямителя. Регулировать энергию можно при помощи изменения напряжения и емкости зарядки.
Виды конденсаторной сварки:
1. Бестрансформаторная.
Конденсаторы разряжают энергию на обрабатываемую поверхность. Допускают две схемы зарядки:
Допускают две схемы зарядки:
- 1000 мкФ конденсаторы аккумулируют энергию на напряжение до 1000 В посредством повышающего трансформатора; время сварки составляет 0,005 с; сварочный ток в диапазоне от 10 до 100 А. Технология опасна для человека из-за высокого напряжения;
- 40 – 400 тысяч мкФ конденсаторы аккумулируют энергию на напряжение до 60 В посредством понижающего трансформатора; время сварки достигает 0.6 с; сварочный ток в диапазоне от 1000 до 2000 А.
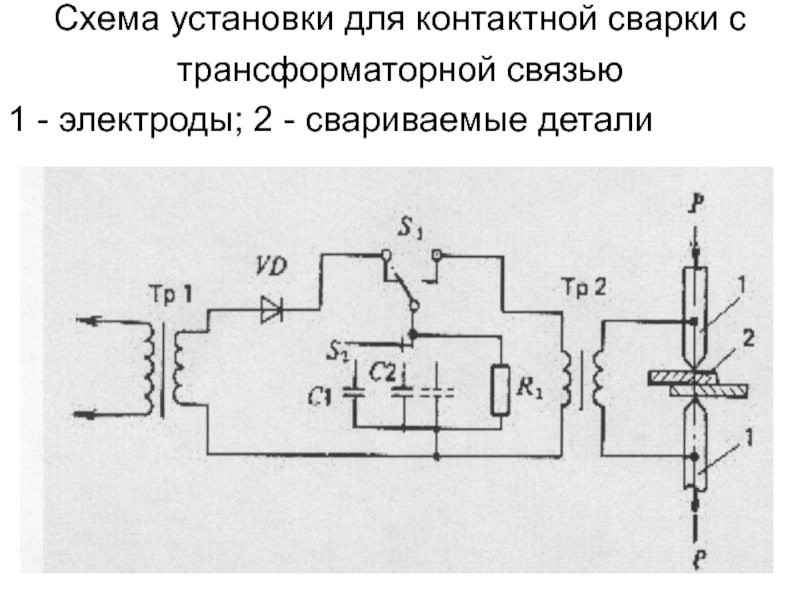
2. Трансформаторная.
Конденсатор разряжает энергетический заряд на первичную обмотку трансформаторного устройства. Причем заготовки располагаются в так называемом сварочном контуре, который соединен со вторичной трансформаторной обмоткой. Этот вид сварки эксплуатируется в качестве микросварки с характеристиками:
- напряжение зарядки – 1000 В;
- время сварки – 0,001 с;
- сварочный ток – 6000 А;
- емкость конденсаторов – 1000 мкФ.
Схема конденсаторной трансформаторной сварки
Конденсатор аккумулирует энергию до определенного количества при левом положении рычага. При правом производится разряд теплообменников на первичную обмотку трансформатора. Конденсаторная сварка, как демонстрирует схема, во вторичной обмотке индуктируется э.д.с. Она в свою очередь обуславливает силу тока в сварочной цепи.
При правом производится разряд теплообменников на первичную обмотку трансформатора. Конденсаторная сварка, как демонстрирует схема, во вторичной обмотке индуктируется э.д.с. Она в свою очередь обуславливает силу тока в сварочной цепи.
Преимущества конденсаторной сварки
1. Высокая скорость и плотность сварочного тока.
Это способствует высококонцентрированному тепловыделению в районах соединения. Обеспечивает мгновенное расплавление небольшого участка металлических изделий. Как результат, шов не нуждается в дополнительной обработке. А специалист получает возможность сваривать сплавы и металлы, отличные по своим теплофизическим параметрам.
2. Экономичность и стабильность работы.
Каждый сварочный цикл требует постоянного, четко выверенного объема электрической энергии. Это обеспечивает высокую стабильность и экономичность сварки.
3. Практичность.
Благодаря скорости работы и паузе, точечная конденсаторная сварка доступна при воздушной системе охлаждения электродов. Работа эффективно автоматизируется и механизируется.
Работа эффективно автоматизируется и механизируется.
4. Невысокая потребляемая мощность.
Требуемая мощность составляет от 0,05 до 20 кВА. Невысокие энергоресурсы объясняются постепенным отбором мощности из сети с процессом стабилизации напряжения.
5. Деликатность сварки.
Ввиду дозировки энергии. в районе контакта получается прочный шов небольшой толщины. Эту возможность используют при деликатной сварке цветных металлов.
Сфера применения конденсаторной сварки
Эта технология сварки используется:
1. Для соединения металлов однородного типа:
- сталь всех классов;
- заготовки из латуни;
- заготовки из алюминиевых сплавов;
- заготовки тугоплавких металлов;
- заготовки из бронзы и др.
2. Для приварки толстых пластин к тонким, а также сварки разнородного металла:
- бронза и серебро;
- латунь и нихром;
- константан и нержавеющая сталь;
- константан и низкоуглеродистая сталь.

Бестрансформаторный способ используется:
- для стыковки спиралей небольшого диаметра;
- для соединения так называемого термопара;
- для стыковой сварки нитей накаливания.
Бестрансформаторная сварка чаще всего применяется в производстве часов и других изделий, имеющих в составе микродетали.
Трансформаторный способ используется в производстве:
- катодов ПУЛ;
- спиралей для ламп накаливания;
- сильфонов;
- металлических игрушек;
- реле;
- мембран;
- многослойных пакетов из медной фольги;
- микросхем.
Точечная микросварка с легкостью соединяет детали из меди и других цветных металлов. Это и сварка медного провода, и соединение тонких и толстых пластин из бронзы и серебра, и стыковка миниатюрных деталей.
Технология сварки цветных металлов
По физико-химическим и технологическим данным цветные металлы контрастируют с традиционной сталью. В зависимости от металла специалисты используют различные способы тепловой обработки. Выделим особенности сварки цветных металлов:
В зависимости от металла специалисты используют различные способы тепловой обработки. Выделим особенности сварки цветных металлов:
- температура плавления;
- температура кипения;
- плотность;
- сродство к атмосферным газам;
- механические данные при низкой и высокой температуре.
Выделяют металлы со совокупности данных:
1. Тяжелые цветные (серебро, платина, медь).
2. Тугоплавкие и активные (вольфрам, цирконий, титан, молибден).
3. Легкие (бериллий, магний, алюминий).
За исключением драгоценных металлов, из первой группы подвергаются плавлению всеми современными методами сварки сплавы из меди. Чаще всего используют для сварки медных проводов механизированные аппараты. Они обеспечивают высокое качество и соблюдение исходных размеров.
Что касается металлов второй и третьей группы, для их обработки требуются агрегаты с высокой концентрацией энергии. Самостоятельно приваривать детали из этой категории не рекомендуется ввиду образования летучих вредных соединений.
Сварка медного провода своими руками
Самостоятельно вполне по силам собрать аппарат для сварки медной проволоки. Для этого понадобится трансформатор 450 Вт, а также несколько подручных компонентов.
Трансформатор подойдет стандартный, с первичной обмоткой медью толщиной 2х0.75 мм и вторичной обмоткой 6-миллиметровым алюминиевым силовым кабелем. Непосредственно для сварочных работ потребуется угольный электрод, применяющийся для сварки меди.
Прибор для сварки медных проводов функционирует на переменном токе от 30 до 40 А. При этом высшая точка напряжения может составить 15,5 В. В роли ручки-держателя электрода отлично смотрятся два зажима типа «крокодил». В качестве проводника для самодельного агрегата может использоваться угольный электрод, произведенный из щетки троллейбусного контакта.
Что любопытно, подобное изобретение, в случае аккуратной эксплуатации и хранения прослужит не один год. Следите за тем, чтобы аккумулятор не разрядился, а также за контактами. Схема сварки медных проводов не предполагает использование аппаратов с высокими ресурсами. Даже самодельный аппарат отлично справится с большими объемами работы при правильном подходе и бережливом обращении.
Схема сварки медных проводов не предполагает использование аппаратов с высокими ресурсами. Даже самодельный аппарат отлично справится с большими объемами работы при правильном подходе и бережливом обращении.
Сварочные аппараты, собранные своими руками, могут предназначаться для куда более серьезных целей. Следовательно, конфигурации машин будут отличаться от мобильных до массивных. В домашних условиях оптимальным вариантом станут настольные версии. Они эффективно используются для плавления легких черных и цветных металлов.
Гаусс «пушка» и конденсаторная сварка на основе конденсатора своими руками | Электронные схемы
что можно сделать на высоковольтном конденсаторечто можно сделать на высоковольтном конденсаторе
На основе одного высоковольтного конденсатора можно провести несколько опытов.Все опыты будут проводиться с высоким напряжением,поэтому надо соблюдать технику безопасности.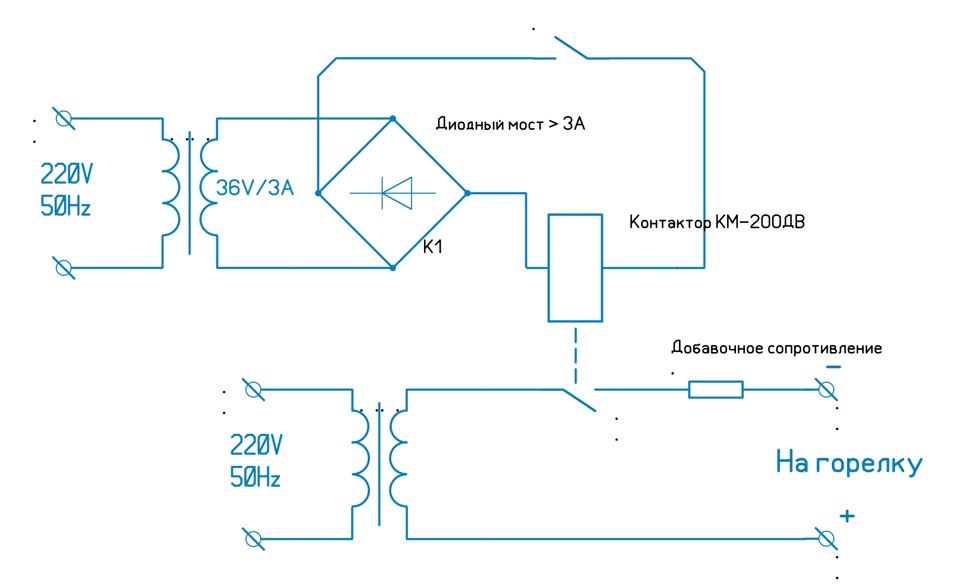 Такие конденсаторы можно взять из импульсных источников питания телевизора,монитора,компьютерного блока питания. Источник питания для заряда конденсатора применял на 90В постоянного напряжения.Рабочее напряжение конденсатора при этом было 200В.
Такие конденсаторы можно взять из импульсных источников питания телевизора,монитора,компьютерного блока питания. Источник питания для заряда конденсатора применял на 90В постоянного напряжения.Рабочее напряжение конденсатора при этом было 200В.
Гаусс пушка на конденсаторе
Первый опыт называется Гаусс-пушка.С его помощью можно стрелять металлическими гвоздями по мишени.Для него потребуется стержень от гелевой ручки.На этот стержень,у одного его края,надо намотать 150 витков провода 0.5 мм диаметра,уложив его в пять слоев.Намотка ведется в одном направлении.Шляпку тонкого гвоздя-«пули» надо отстегнуть кусачками.Металлический гвоздь для стрельбы надо вставить внутрь катушки,но не полностью,примерно на треть или подобрать экспериментально.Выключатель или кнопка на ток не менее 10А. Заряжаем конденсатор на 90В,нажимаем на кнопку и катушка магнитным полем затягивает гвоздь и он вылетает с ускорением из стержня.Если применить три конденсатора в параллель соединенных,мощность вылета увеличиться и можно пробивать тонкую стенку алюминиевой банки.![]()
конденсаторная сварка своими руками
Заряженный большой энергией конденсатор,при замыкании выводов может в короткий промежуток времени ее отдать,при этом будет хлопок с искрами.Это свойство конденсатора можно использовать для простого опыта-конденсаторной сварки.Два лезвия один заряженный конденсатор может вполне сварить точкой.
Контактная сварка — DIY конденсаторная — Самодельное сварочное и вспомогательное оборудование
Народ, привет!
Назрела проблема ремонтировать аккумуляторные сборки (NiMh, LiIon etc), а следовательно нужен аппарат точечной сварки. Паять буду тонкой никелевой лентой. Вникнув немного в тему, определили для себя, что с этой задачей хорошо будет справляться самодельный конденсаторный аппарат.
За основу буду брать буржуйскую конструкцию:
Оригинальная конструкция
И ее усовершенствованный вариант:
Сварка с контроллером
У буржуинов получается очень хорошо.
Как накопитель энергии возьму т.н. «автомобильный» силовой аудио конденсатор на 1-2 Фарада, 24В. Эти конденсаторы довольны распространены, стоят около 70 долларов даже в нашем молдавском захолустье. С учетом местных цен один такой конденсатор брать дешевле, чем набирать батарею + компактнее + стильный корпус с вольтметром и подсветкой.
Блок питания — 24В 5А от ноутбука, благо он имеет второй выход USB На 5В. Тиристор — на 100А (есть в наличии симистор ТС171-250-8-3 на 250А, но, по моему, лучше брать именно тиристор, т.к. односторонняя проводимость уменьшит длительность импульса (с симистором будет образоваться колебательный контур — проверено на практике, когда делал подобие Гаусс-пушки).
Микросхема контроллера тоже есть в наличии, LM22678, получал как образцы.
Что хочется поменять во второй конструкции — иметь возможность устанавливать длительность импульса. Благо один вывод контроллера свободен, значит можно поменять его на PIC12F675 — совместим по выводам + есть АЦП, программу переписать не проблема. На свободный вывод садим линейный потенциометр + шкалу к нему.
На свободный вывод садим линейный потенциометр + шкалу к нему.
Вообще-то у меня есть и личная разработка программируемого таймера на PI16F628 и ЖКИ экране, в свое время делал для устройства экспозиции УФ-светом печатных плат. Может возьму и ее за основу, т.к. ЖКИ экран более информативен + можно точно задавать форму и длительность импульса.
Буду постепенно выкладывать результаты.
Кто желает изучать тему по второй ссылке — будьте внимательны :aggressive: , в лучших традициях открытых разработок:fool: :diablo: заложены несколько ошибок в разводке платы (не проведена дорожка к 4-й ноге контроллера зарядки) и в программе — разные имена процедур в теле программы DLY_xxx против Dly_xxx, ассемблер будет ругаться на необьявленные переменные).
Не верю, что так и было, автор специально поставил, чтоб народ хоть немного думал :spiteful: !
Изменено 12.2010 10:11 » data-short=»11 г»>12 декабря, 2010 пользователем kreitzz
12.2010 10:11 » data-short=»11 г»>12 декабря, 2010 пользователем kreitzzКонденсаторная машина для точечной сварки тип ТКМ
В конденсаторных машинах точечная сварка осуществляется за счет энергии, накапливаемой в специальных конденсаторных батареях. При разрядке конденсатора через первичную обмотку трансформатора в сварочную цепь подается кратковременный импульс тока большой мощности, В некоторых машинах разряд производится непосредственно через сварочную цепь. [c.86]Для осуществления герметичных, вакуумноплотных соединений высокой прочности при производстве приборов успешно применяют а) непрерывную, прерывистую или шаговую сварку на шовных машинах, оснащенных либо игнитронными, либо конденсаторными дозаторами, позволяющими задавать и поддерживать заданную продолжительность и форму импульсов, а также требуемую паузу между импульсами тока б) рельефную сварку по замкнутому выступу, расположенному по линии герметизируемого соединения, выполняемую либо на машинах переменного тока, либо на конденсаторных в) точечную сварку с малым шагом, обеспечивающим перекрытие соседних точек и, этим самым, герметизацию шва г) точечно-кольцевую сварку, при которой сварка происходит по кольцевому соединению деталей (примером такой сварки может служить сварка труб в трубные доски) д) шовную сварку в защитной среде, позволяющую предупредить окисление металла в зоне сварки. [c.51]
[c.51]
МАШИНА КОНДЕНСАТОРНАЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ [c.225]
МАШИНА КОНДЕНСАТОРНАЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ПЕРЕНОСНЫМ ЭЛЕКТРОДОМ ТИП К-7 [c.225]
МАШИНЫ КОНДЕНСАТОРНЫЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ПЛИТОЧНЫМ И РУЧНЫМ ПЕРЕНОСНЫМ ЭЛЕКТРОДАМИ ТИПЫ К-22 и К-32 [c.226]
Машины для конденсаторной сварки состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и полуавтоматические) и специализированными. [c.114]
С е р г е е в В. С>, Конденсаторные машины для точечной сварки лёгких сплавов, Автогенное дело № 5, 1947. [c.306]
Существенной особенностью конденсаторных машин является низкая потребляемая из сети мощность (по сравнению с машинами с непосредственным потреблением энергии). Это связано с тем, что необходимая для сварки энергия накапливается в конденсаторах во время паузы между сварками. В точечных и рельефных машинах время заряда конденсаторов в 5 и более раз превышает время их разряда. Соответственно средняя мощность, выделяемая в зоне сварки при разряде конденсаторов, значительно больше средней мощности, потребляемой из сети при их заряде.
[c.170]
Это связано с тем, что необходимая для сварки энергия накапливается в конденсаторах во время паузы между сварками. В точечных и рельефных машинах время заряда конденсаторов в 5 и более раз превышает время их разряда. Соответственно средняя мощность, выделяемая в зоне сварки при разряде конденсаторов, значительно больше средней мощности, потребляемой из сети при их заряде.
[c.170]Параметры точечных машин переменного тока представлены в табл. 1.2, постоянного тока, низкочастотных и конденсаторных — в табл. 1.3 рельефных переменного тока и низкочастотных — в табл. 1.4 шовных переменного и постоянного тока, низкочастотных — в табл. 1.5 подвесных — в табл. 1.6, а сварочных клещей — в табл. 1.7. Каждая машина контактной сварки включает несущий корпус, элементы вторичного (сварочного) контура, сварочный трансформатор, систему управления, привод сжатия, систему охлаждения токоведущих элементов вторичного контура, вспомогательное оборудование. [c.170]
Крепление элементов пружин производят либо скрепками или точечной сваркой в двух диаметрально противоположных точках на конденсаторной машине ТКМ-15.
 Режим сварки подбирают в зависимости от толщины ленты. Сваренную пружину подвергают закалке при температуре 920—950° С и последующему дисперсионному твердению при 650—7СЮ°С с выдержкой 2-4 ч.
[c.348]
Режим сварки подбирают в зависимости от толщины ленты. Сваренную пружину подвергают закалке при температуре 920—950° С и последующему дисперсионному твердению при 650—7СЮ°С с выдержкой 2-4 ч.
[c.348]При электроконтактной точечной или роликовой сварке алюминиевых сплавов применяют токи большей силы, чем при сварке сталей той же толщины. Продолжительность сварки должна быть меньше. Это объясняется повышенной теплопроводностью и электропроводностью алюминиевых сплавов по сравнению со сталью. Например, при точечной сварке листовой стали толщиной 2 мм применяют силу тока 7500 а при продолжительности сварки 0,5 сек и давлении электродов 3 кн (300 кг), а при сварке листового дюралюминия такой же толщины соответственно 31 ООО а, 0,12 сек и 5 кн (500 кГ). В машинах, используемых для сварки алюминиевых сплавов применяют специальные ионные прерыватели, обеспечивающие минимальное время протекания тока. Широкое применение нашли конденсаторные машины, дающие мощный импульс сварочного тока за сотые доли секунды.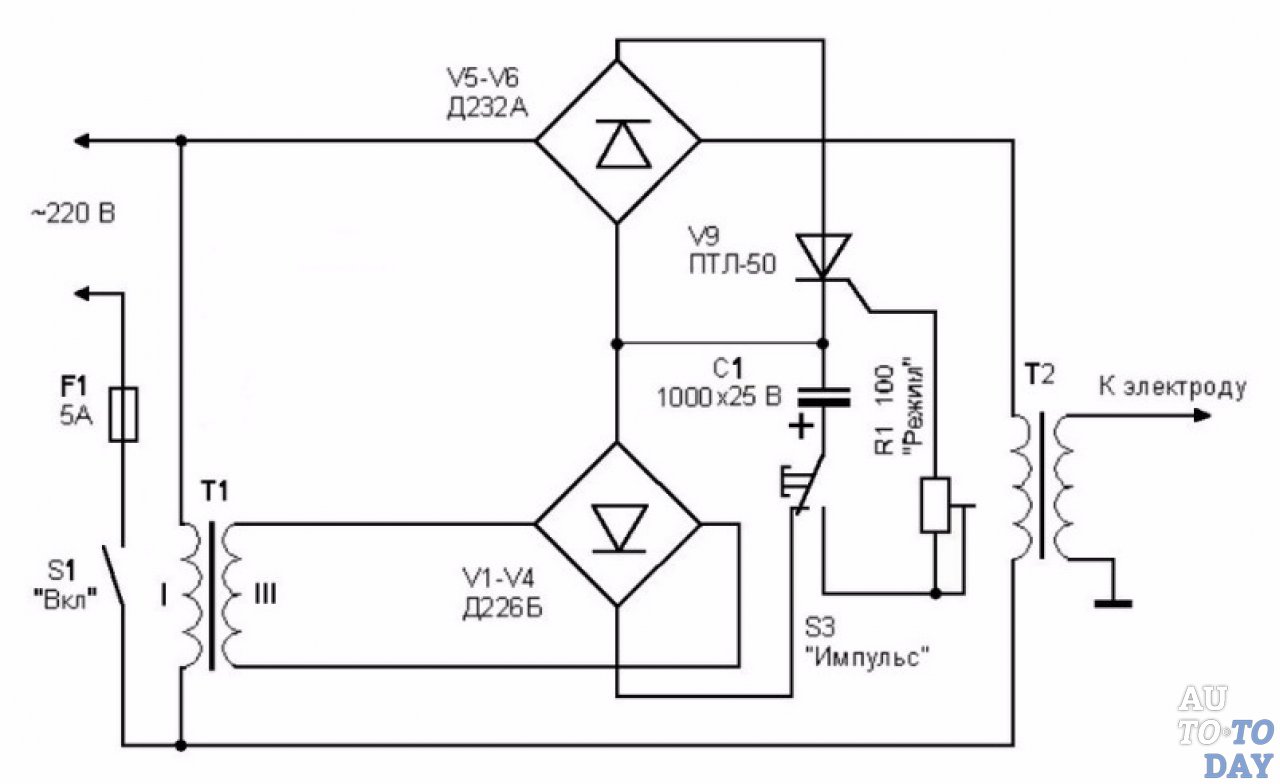 [c.496]
[c.496]
Для автоматической точечной сварки металла небольших толщин применяются машины мощностью до 75 ква. При сварке металла средней толщины эти машины используются как полуавтоматические, с механизированным приводом давления. Машины имеют полностью автоматизированное управление, осуществляемое системой электронно-конденсаторных регуляторов времени. Система давления пневматическая, обеспечивающая автоматизацию процесса сварки по любому циклу повышение давления в конце сварки, пульсация давления, изменение хода верхнего электрода. Для сварки металла толщиной более 8 мм выпускаются точечные машины мощностью 300 и 400 ква, имеющие пневматические механизмы сжатия, и электронные регуляторы времени. [c.351]
При точечной и роликовой сварке деталей неравной толщины следует применять жесткие режимы сварки и соответствующим образом выбирать рабочие поверхности электродов. Особо хорошие результаты дает сварка деталей неравной толщины на конденсаторных машинах (тппа МТК и др.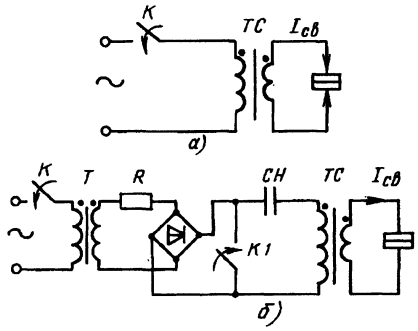 ).
[c.314]
).
[c.314]
Точечная сварка находит все более широкое применение в приборостроении и радиотехнике при изготовлении очень тонких деталей. Для этих целей разработан и выпускается ряд точечных машин конденсаторного типа. [c.9]
Принципиальная схема пайки сопротивлением на конденсаторных электросварочных машинах (точечных и роликовых) приведена на рис. 68. Работа машины для конденсаторной сварки описана в разделе 9 Конденсаторная сварка . [c.126]
Конструкция и технические характеристики конденсаторных машин для точечной сварки [c.113]
Режимы точечной сварки высокопрочных алюминиевых сплавов на конденсаторных машинах [c.134]
Стойкость электродов при точечной сварке алюминиевых сплавов на низкочастотных и конденсаторных машинах может значительно снижаться вследствие поджога рабочей поверхности электродов из-за искрения, возникающего при неисправности машины в момент поднятия верхнего электрода.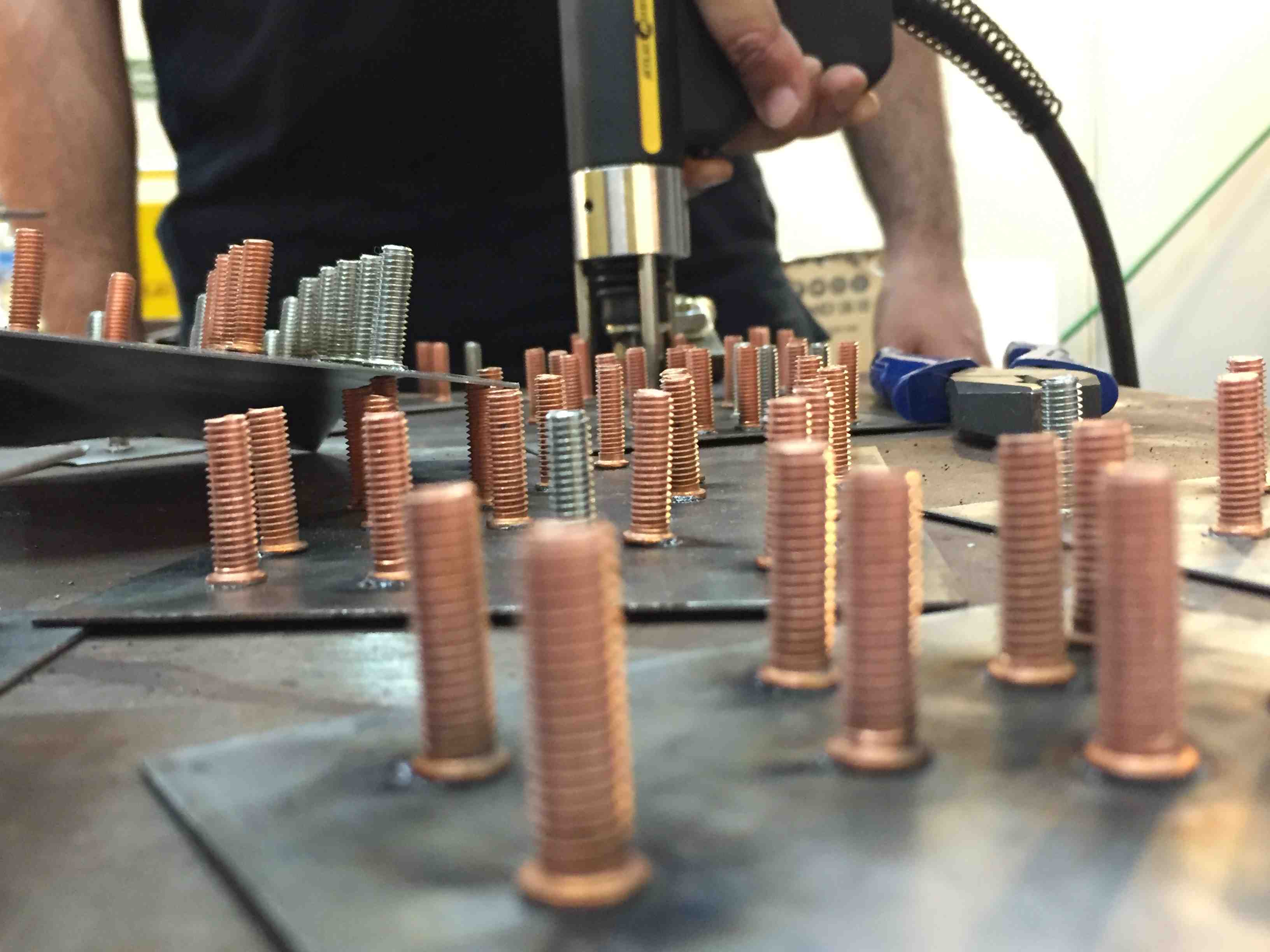 Глубина поджогов может быть достаточно большой и электрод приходится заменять новым.
[c.88]
Глубина поджогов может быть достаточно большой и электрод приходится заменять новым.
[c.88]Режимы точечной сварки алюминиевых сплавов на конденсаторных машинах [3] [c.277]
Конденсаторные машины используют для точечной и рельефной сварки различных металлов и сплавов. Машины малой мощности применяют также и для шовной сварки деталей небольшой толщины (0,5 мм и менее). [c.64]
Конденсаторная сварки. . . машина типа МТК-2 для точечной 3 Подвесные машины типов К-171, К-165-1, К-265-1 для точечной сварки. …………. 26 [c.108]
КОНДЕНСАТОРНАЯ МАШИНА типа МТК-2 ДЛЯ ТОЧЕЧНОЙ СВАРКИ [c.109]
Для точечной сварки стали толщиной до 12 мм служит одноточечная машина низкой частоты (2,5—3 гц) типа МТНЧ-250. Специальные многоточечные автоматы выпущены для сварки арматурных сеток и каркасов. При сварке легких сплавов помимо мощных машин переменного тока применяются машины с питанием аккумулированной энергией (конденсаторные и электромагнитные), а также машины, питаемые одним импульсом выпрямленного тока (типа МТИП-600).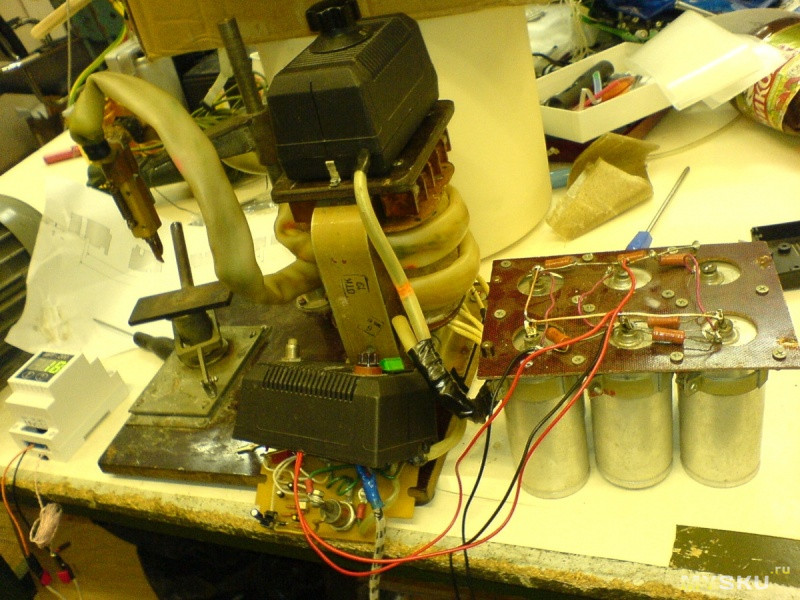 [c.195]
[c.195]
Конденсаторную сварку рекомендуется производить на машинах МТИК-0,1 и МТИК-0,25, предназначенных для точечной сварки импульсом разрядного тока конденсаторов. Машины МТИК-0,1 и МТИК-0,25 подключаются к сети однофазного тока. [c.819]
Сваркопайка изделий нахлесточными соединениями из разнородных металлов (например, из титана и алюминия) осуществляется на контактных точечных и шовных машинах, основными операциями которых являются сжатие и нагрев деталей током. Наиболее перспективны установки с нагревом переменным током промышленной частоты, постоянным током и конденсаторные. Режим сварки выбирается таким образом, чтобы произошло частичное оплавление более низкотемпературного металла, а соединение происходило за счет смачивания им второго металла. Для получения таких соединений успешно применяют машины для контактной точечной сварки на переменном токе МТ-1818, МТ-2023, МТ-2102, МТ-4019 и др. для конденсаторной точечной сварки МТК-2201, МТК-5502, МТК-8004 и др. для шовной сварки на переменном и постоянном токе МШ-1601, МШ-2001, МШ-2201, МШ-3201, МШ-3208, МШВ-8001, МШВ-8501 и др.
[c.400]
для шовной сварки на переменном и постоянном токе МШ-1601, МШ-2001, МШ-2201, МШ-3201, МШ-3208, МШВ-8001, МШВ-8501 и др.
[c.400]
Сварка деталей из алюминия и его сплавов. Вследствие высокой тепло- и электропроюдности точечная сварка деталей из чистого алюминия на машинах переменного тока затруднительна, но может быть успешно осуществлена на имиульсных — конденсаторных и постоянного тока (типа МТИП и МТПТ). [c.75]
Сварка материалов малой толщины дает наиболее положительные результаты на конденсаторных машинах, обеспечивающих во.чможность получения кратковременных достоянных импульсов с большой амп-титудой сварочного тока. Имеется несколько типов машин для точечной сварки тонких изделий из черных и цветных мета.тлов МТИК-0,1. 1МТК-2 и ТКМ-4 и др. [c.359]
В МВТУ им. Баумана на протяжении ряда лет успешно -разрабатываются машины для контактной конденсаторной сварки изделий толщиной 0,01 —1,2 мм из аустенитных сталей и цветных металлов. Показанная на рис. 87 двухпозиционная точечная конденсаторная машина типа К-23 мощностью 2 ква сварнвает до 120 точек в минуту. Эта машина наравне с другими внедрена на Московском электроламповом заводе.
[c.165]
Показанная на рис. 87 двухпозиционная точечная конденсаторная машина типа К-23 мощностью 2 ква сварнвает до 120 точек в минуту. Эта машина наравне с другими внедрена на Московском электроламповом заводе.
[c.165]
В нашей стране в основном используются обозначения типов машин контактной сварки из букв и цифр. Первой буквой обозначения могут быть А — автомат, П — полуавтомат, М — машина, У — установка. Вторая буква характеризует способ сварки Т — точечная, Ш — шовная, Р — рельефная и С — стыковая. Третья буква обозначения (если имеется) указывает характер сварочного тока (кроме переменного тока) К — конденсаторная машина В — машина с выпрямлением тока во вторичном контуре (машина постоянного тока) либо число одновременно свариваемых точек — М (многоэлектродная). Различные типы машин обозначаются МТ, МР, МШ — машвгны соответственно точечные, рельефные, шовные переменного тока МТК, МШК — машины точечные и шовные конденсаторные МТВ, МШВ — машины точечные и шовные постоянного тока МТМ — машина точечная переменного тока многоэлектродная.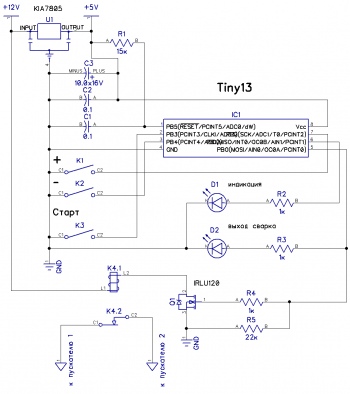 Иногда в обозначении машины имеется четвертая буква, указывающая на конструктивное исполнение машины или ее специальное назначение. Например, МТВР — машина точечная постоянного тока радиального типа (с ходом верхнего электрода по дуге окружности) или АТМС — автомат многоэлектродный для сварки сетки. Кроме букв в обозначение машины входят цифры, характеризующие номинальный сварочный ток в кА и модель или исполнение (две последние цифры). Например, МТ-1618 — машина с номинальным сварочным током 16 кА, модель 18. Изменения конструкции машины или типа аппаратуры управления отражаются в номере модели.
[c.30]
Иногда в обозначении машины имеется четвертая буква, указывающая на конструктивное исполнение машины или ее специальное назначение. Например, МТВР — машина точечная постоянного тока радиального типа (с ходом верхнего электрода по дуге окружности) или АТМС — автомат многоэлектродный для сварки сетки. Кроме букв в обозначение машины входят цифры, характеризующие номинальный сварочный ток в кА и модель или исполнение (две последние цифры). Например, МТ-1618 — машина с номинальным сварочным током 16 кА, модель 18. Изменения конструкции машины или типа аппаратуры управления отражаются в номере модели.
[c.30]
В связи с высокой теплоэлектропроводностью и низкой прочностью при нагреве точечная и шовная сварка цветных сплавов выполняется на жестких режимах. Мягкие режимы сварки вызывают интенсивное загрязнение рабочей поверхности электродов, особенно при сварке пластичных алюминиевых -и магниевых сплавов. Высокое качество сварных соединений цветных сплавов получают при сварке на машинах конденсаторных, низкочастотных, постоянного тока. При точечной сварке высокопрочных алюминиевых и магниевых сплавов для 94
[c.94]
При точечной сварке высокопрочных алюминиевых и магниевых сплавов для 94
[c.94]
В машиностроении решается другая задача — энергетическая, связанная со снижением мощности, потребляемой из сети, в первую очередь при точечной сварке крупногабаритных )шюв из алюминиевых сплавов и сварке по рельефам большой протяженности. Например, при вьшете 1,5 м машина с конденсаторным источником питания сваривает детали из алюминиевых сплавов толщиной 2,5 + 2,5 мм при потребляемой мощности 75 кВ А. Низкочастотная машина при этих условиях потребляет мощность 300 кВ А, а машина переменного тока — 1500 кВ А. [c.352]
Маломощные точечные конденсаторные машины типа МТК-2002 (АО ЭСВА , г. Калининград), МТК-2001, TI M-15 и -17 (разработчик ИЭС им. Е.О. Патона, Киев, Украина), а также монтажно-сварочные столы типа ССП и др. используются в приборостроении для свар- ки деталей из черных и цветных металлов толщиной 0,05… 1,0 мм. Машины этого типа отличаются высокой стабильностью воспроизведения электрических и механических параметров процесса в машинах МТК-2001 и -2002 предусмотрен подогрев деталей перед сваркой переменным током. [c.368]
[c.368]
Конденсаторная сварки. . . маинн1а типа ТКМ-4 для точечной 4 Подвесная машина типа К-201-1 для точечной сварки. …………………. 29 [c.108]
Конденсаторная сварки. . . машина типа ТКМ-7 для точечной 6 Подвесная машина типа МТПП-75 для точечной сварки. ……………….. 30 [c.108]
Конденсаторная сварки. . . машина типа ТКМ-8 для точечной 7 Подвесная маншна типа МТПГ-150-2 для точечной сварки. ……………….. 32 [c.108]
Сборка емкостного сварщика — Немного более серьезный подход — Общее обсуждение — Форум производителей электрических скейтбордов
Так что пока жду платы для http://www.electric-skateboard.builders/t/flexibms-first-prototype-kicad-project-files-released-flexible-configuration-and-charging-bms/ 46117/1 для изготовления и отправки.
Я разрабатываю еще один инструмент, который мне нужно обновить в моем арсенале, это мой сварочный аппарат для аккумуляторов.
Если вам интересно узнать о моих жалобах и спорах с моим старым сварочным аппаратом, обратитесь к моей сборке из 50 ячеек здесь: http://www.электрический скейтборд.строители/t/10s5p-аккумулятор-сборка-журнал-50-кусков-samsung-35e-cells/23547
В целом, сварочный аппарат плохо работает из-за тяжелых аккумуляторов и путаницы проводов, и я не доволен его работой. Так что делать? Ну, сначала давайте посмотрим, что профессионалы используют в более промышленных условиях. Видео начинается со сварочной части аккумулятора.
Обычно используется один из двух типов источников питания сварочных аппаратов. Они либо используют конденсаторную батарею, которую заряжают до определенного напряжения, а затем разряжают точным импульсом или двойным импульсом, длина импульса которого настраивается.Или они используют сварочный трансформатор для понижения напряжения переменного тока на стене, чтобы снизить напряжение, но повысить ток.
В видео из-за того, что информация о производителе и модели скрыта лентой на сварочном аппарате, я не могу подтвердить тип мощности для этого конкретного аппарата.
Практические примеры обоих: Емкостные ручки управления на передней панели позволяют установить напряжение батареи конденсаторов, которое отображается как накопленная энергия в Вт (ватт-секундах), а две ручки позволяют настроить длительность двух импульсов: Сварщики солнечного камня
Высокая мощность — микросопротивление — усовершенствованный аппарат для точечной сварки компакт-дисков
Высокомощный — усовершенствованный — двухимпульсный CD 1200 от Sunstone предлагает множество возможностей, включая мониторинг сварки, инструменты SPC и большой емкостный сенсорный интерфейс.Интерфейс с сенсорным экраном обеспечивает легкий доступ ко всем параметрам сварки. Кроме того,…
Цена: 11900 долларов США
Сварочный трансформатор. Теперь, если вам случится проверить ссылку на ebay, вы обнаружите, что эта конкретная машина работает в диапазоне 3000+ долларов + то же самое касается емкостных, и я не хочу вставлять что-то подобное.
https://www. ebay.co.uk/itm/Pneumatic-Pulse-Battery-Spot-Welder-Welding-Machine-18-Kva-3500-A-Ps300-B-/112415963445?hash=item1a2c837935
ebay.co.uk/itm/Pneumatic-Pulse-Battery-Spot-Welder-Welding-Machine-18-Kva-3500-A-Ps300-B-/112415963445?hash=item1a2c837935
Значит, путь к славе своими руками? Хорошо, я знаком с конденсаторами и вижу много плюсов, если сварщик правильно с ними справляется.Я беру некоторые концепции и идеи из этой конкретной сборки http://www.zeva.com.au/Projects/SpotWelderV2/, но я пытаюсь сделать ее немного более утонченной, но все же такой же простой и легкой в использовании. максимально собрать (без пайки всяких толстых проводов). И разрешите его интеграцию в установку ЧПУ, как показано на видео.
Я собираюсь собрать сварочный аппарат из 3-х основных блоков. Батарея конденсаторов, электронный переключатель и плата микроконтроллера. Таким образом, я могу сделать его более модульным и не рисковать полной переработкой чего-то, что не работает в одном интегрированном пакете.
В настоящее время я смоделировал конденсаторную батарею и платы электронных переключателей с рисунками ниже.
Плата блока конденсаторов со встроенными диодами TVS для защиты от индуктивных скачков напряжения, которые могут стать реальной проблемой при больших токах и паразитной индуктивности в кабелях. Выбор конденсатора по току https://www.digikey.fi/products/en?keywords=25USC47000MEFCSN35X50
Электронный распределительный щит. Использует https://www.fairchildsemi.com/datasheets/FD/FDBL86561_F085.pdf мощные мосфеты с добавленным диодом TVS для защиты от индуктивных скачков напряжения.
А вот быстрый и грязный блендерный рендер установки, собранной вместе, без платы микроконтроллера.
С 20 конденсаторами ранее упомянутой модели он будет иметь теоретическую энергию ~ 290 Вт, что является довольно большим количеством энергии, и добавление дополнительных плат конденсаторов довольно просто с помощью более длинных шин и плат с двойным креплением, которые просто прикручен к шине.
В общем, я хочу построить этот сварочный аппарат, чтобы уйти от химических источников энергии, то есть аккумуляторов. Я вижу в них проблемы с повторяемостью и ухудшением производительности с течением времени из-за химического распада, происходящего внутри них.
Я вижу в них проблемы с повторяемостью и ухудшением производительности с течением времени из-за химического распада, происходящего внутри них.
Мысли и обсуждение по этому поводу?
САМОПРОИЗВОДСТВЕННАЯ КОНДЕНСАТОРНО-РАЗРЯДНАЯ СВАРОЧНАЯ МАШИНА 600Ws: 2009
Я просматривал Интернет и нашел много сайтов, где ребята думают, что они получат такие же или лучшие сварочные аппараты, увеличив напряжение и уменьшив емкость. Да, будет дешевле и проще увеличить напряжение, чтобы получить больше джоулей или ватт-секунд (1/2x емкость x напряжение x напряжение), НО вот в чем загвоздка: емкость вашей цоколя и сопротивление, которое вы свариваете, определяют длина сварного шва, а не ВАТТ-СЕКУНД.Другими словами, если у вас есть конденсатор на 1 фарад, заряженный до 35 Вольт ( 612Ws ), то он полностью разрядится за 15 мс, если вы сварите металл с сопротивлением 0,003 Ом (0,005 никеля).Если вы увеличите напряжение до 50 В, у вас будет 1250 Вт, и ваш конденсатор все равно будет разряжаться за 15 мс при том же сопротивлении.

С большим конденсатором, скажем, 3 фарад на 20 вольт ( 600Ws ), он будет разряжаться в течение 45 мс.
Вы уже можете видеть, что здесь происходит: более высокое напряжение даст вам больший ток, отдаваемый в вашу заготовку за более короткое время.Он будет выделять больше тепла, его очень трудно контролировать и будет очень сложно сваривать более тонкие металлы, а это означает, что 0,1 мс может дать вам хороший сварной шов, а 0,2 может прожечь дыру в вашей заготовке.
При более низком напряжении и большей емкости ваш сварной шов будет более рассредоточенным и будет иметь меньший ток, чем указано выше, но это даст вам гораздо лучший контролируемый сварной шов и сплавит ваши металлы лучше и прочнее.
Более высокое значение Ws имеет большое значение, но емкость также должна быть больше, чтобы обеспечить более длинные и лучше контролируемые сварные швы. Для хорошего сварщика необходимо сбалансировать напряжение и емкость.
Для аккумуляторных батарей я предложу более высокую емкость, и это то, что я строю здесь.
ЛЮБОЕ НАПРЯЖЕНИЕ, 60 В И БОЛЕЕ , ПЕРЕМЕННОГО ИЛИ ПОСТОЯННОГО ТОКА МОЖЕТ УБИТЬ ВАС ! НАПРЯЖЕНИЕ ОТ 50 ДО 60 В МОЖЕТ ЗАЧУВСТВОВАТЬ ВАС, НО НЕ ПОВРЕДИТ. ЭТОТ СВАРОЧНЫЙ АППАРАТ С НАПРЯЖЕНИЕМ 20 В АБСОЛЮТНО БЕЗОПАСЕН, И ВЫ МОЖЕТЕ ДЕРЖАТЬ ЗОНДЫ В РУКАХ, ПОКА 10000 АМП ПРОТЕКАЕТ ЧЕРЕЗ ЕГО, НИЧЕГО НЕ ЧУВСТВУЯ.
суперконденсатор для точечной сварки
03 ноя Суперконденсатор для точечной сварки
Опубликовано в 21:16 в Без рубрики от •надежнее.| Покупки в Великобритании Часто кажется, что все эти «неудачи» типичны — выбор не той детали для работы. Купите лучший и новейший суперконденсатор для точечной сварки на banggood.com, предлагайте качественный суперконденсатор для точечной сварки в продаже с бесплатной доставкой по всему миру. Вам лучше использовать конденсатор с фотовспышкой, так как он предназначен для сброса всей своей энергии за очень короткий период времени. Лучше всего приваривать к батареям металлические полоски точечной сваркой. Мне еще не удалось найти время для видео, в основном из-за жизненных обстоятельств и т. д. У меня нет свободного времени ни на что, что не оплачивается.Компоненты электроники Diy Electronics Electronics Projects Инверторный сварочный аппарат Мотор-генератор Точечная сварка Самодельный генератор Самодельное оружие Электрические проекты. И, как и другие, вы можете добавить больше емкости, может быть, даже пойти с более высоким напряжением, более низкими электролитическими конденсаторами ESR, отказаться от переключателя потерь, сосредоточить энергию в меньшей точке с заостренными электродами с обеих сторон работы и, возможно, сварить что-то без проблем. 4. Быстрая зарядка: зарядка от 10 секунд до 10 … Я экспериментировал с точечной мини-машиной в виде ручки с беспроводной зарядкой, а не с постоянным питанием.:-) Список деталей: Суперконденсатор 500 FARAD / 2,7 В (приобретен у Alixpress около 5 долларов США) Защитная плата для суперконденсатора (приобретена у Alixpress около 4 долларов США) 2 резистора 1 Ом / 5 Вт (или 1 шт.
Мне еще не удалось найти время для видео, в основном из-за жизненных обстоятельств и т. д. У меня нет свободного времени ни на что, что не оплачивается.Компоненты электроники Diy Electronics Electronics Projects Инверторный сварочный аппарат Мотор-генератор Точечная сварка Самодельный генератор Самодельное оружие Электрические проекты. И, как и другие, вы можете добавить больше емкости, может быть, даже пойти с более высоким напряжением, более низкими электролитическими конденсаторами ESR, отказаться от переключателя потерь, сосредоточить энергию в меньшей точке с заостренными электродами с обеих сторон работы и, возможно, сварить что-то без проблем. 4. Быстрая зарядка: зарядка от 10 секунд до 10 … Я экспериментировал с точечной мини-машиной в виде ручки с беспроводной зарядкой, а не с постоянным питанием.:-) Список деталей: Суперконденсатор 500 FARAD / 2,7 В (приобретен у Alixpress около 5 долларов США) Защитная плата для суперконденсатора (приобретена у Alixpress около 4 долларов США) 2 резистора 1 Ом / 5 Вт (или 1 шт. 2… Регулируемая энергия/мощность сварки. Хотя эта технология не широко известна в США, эта технология довольно популярна среди производителей компонентов автомобильной трансмиссии и сборок подушек безопасности.Всего за 37,79 долларов США можно купить лучший конденсатор gdcph 2.8v3000f для точечной сварки, начать продажу конденсатора квадратного сечения в интернет-магазине по оптовой цене.Разрядная батарея конденсаторов через трансформатор с ферритовым сердечником, вторичная обмотка которого выполнена из одиночного витка медной ленты толщиной 1-2 мм. Нажмите, чтобы включить звук. Для аккумуляторных блоков традиционная точечная сварка слишком медленная, я использую тип емкостного разряда, который сбрасывает конденсатор… Мистер Электрон — Аппарат для точечной сварки с суперконденсатором или ультраконденсатором 2.7V 100F Green Cap, изготовление в домашних условиях (DIY). Видите ли, ватт — это мгновенная величина, не зависящая от времени. Суперкап слишком много фарад при слишком низком напряжении.
2… Регулируемая энергия/мощность сварки. Хотя эта технология не широко известна в США, эта технология довольно популярна среди производителей компонентов автомобильной трансмиссии и сборок подушек безопасности.Всего за 37,79 долларов США можно купить лучший конденсатор gdcph 2.8v3000f для точечной сварки, начать продажу конденсатора квадратного сечения в интернет-магазине по оптовой цене.Разрядная батарея конденсаторов через трансформатор с ферритовым сердечником, вторичная обмотка которого выполнена из одиночного витка медной ленты толщиной 1-2 мм. Нажмите, чтобы включить звук. Для аккумуляторных блоков традиционная точечная сварка слишком медленная, я использую тип емкостного разряда, который сбрасывает конденсатор… Мистер Электрон — Аппарат для точечной сварки с суперконденсатором или ультраконденсатором 2.7V 100F Green Cap, изготовление в домашних условиях (DIY). Видите ли, ватт — это мгновенная величина, не зависящая от времени. Суперкап слишком много фарад при слишком низком напряжении. Чтобы бороться с этим, [Джулиан] установил микропереключатель между конденсатором и медным наконечником, который он предполагал использовать в качестве сварочного наконечника. deʃhipu добавил новый журнал для взлома клавиатуры Chocolad. Но с этой штуковиной здесь у нас есть два электрода, низкое напряжение и высокая емкость, и, как уже говорили другие, в случае суперконденсаторов большое ESR, которое будет ограничивать ток, наблюдаемый в заготовке, — и поскольку это крышка, накопленная энергия все еще будет недолговечной — и короткого / низкого импульса будет недостаточно, чтобы что-либо расплавить, учитывая все дополнительное сопротивление в системе.Амперы не поглощаются и не потребляются, мощность есть. Джоули имеют измерение времени, а не ватт. Выходной мгновенный ток: 2500А. (Я получил эти конденсаторы дешево от друга. Мораль такова: начните с малого и развивайтесь. Используя наш веб-сайт и услуги, вы прямо соглашаетесь на размещение наших производительных, функциональных и рекламных файлов cookie.
Чтобы бороться с этим, [Джулиан] установил микропереключатель между конденсатором и медным наконечником, который он предполагал использовать в качестве сварочного наконечника. deʃhipu добавил новый журнал для взлома клавиатуры Chocolad. Но с этой штуковиной здесь у нас есть два электрода, низкое напряжение и высокая емкость, и, как уже говорили другие, в случае суперконденсаторов большое ESR, которое будет ограничивать ток, наблюдаемый в заготовке, — и поскольку это крышка, накопленная энергия все еще будет недолговечной — и короткого / низкого импульса будет недостаточно, чтобы что-либо расплавить, учитывая все дополнительное сопротивление в системе.Амперы не поглощаются и не потребляются, мощность есть. Джоули имеют измерение времени, а не ватт. Выходной мгновенный ток: 2500А. (Я получил эти конденсаторы дешево от друга. Мораль такова: начните с малого и развивайтесь. Используя наш веб-сайт и услуги, вы прямо соглашаетесь на размещение наших производительных, функциональных и рекламных файлов cookie. Время разряда: до 20 мс / неделю. Большинство суперконденсаторов имеют значительное внутреннее сопротивление и индуктивность, поэтому разряд должен был быть как можно ближе к короткому, поэтому приспособление было рассчитано на минимальное сопротивление и индуктивность.При соединении литий-ионных элементов 18650 для сборки батарей припаивать проводники непосредственно к элементам — плохая идея. Здесь есть несколько вещей, которые идут не так: сопротивление контакта переключателя, недостаточное контактное давление, отвод тепла от большого куска, возможно, индуктивность в токовой петле. Доступны недорогие источники питания с емкостным разрядом, одинарные или двойные импульсы. Сколько входит, столько и выходит. 3. Низкое ESR: может использоваться в качестве перезаряжаемой батареи и идеально подходит для резервного копирования. Второе видео ниже от [American Tech] показывает конденсатор 500F, выполняющий точечную сварку с чуть более чем двумя проводами, и, похоже, это работает.Импульсный контроллер включен… Скоро будет видео с точечной сваркой.
Время разряда: до 20 мс / неделю. Большинство суперконденсаторов имеют значительное внутреннее сопротивление и индуктивность, поэтому разряд должен был быть как можно ближе к короткому, поэтому приспособление было рассчитано на минимальное сопротивление и индуктивность.При соединении литий-ионных элементов 18650 для сборки батарей припаивать проводники непосредственно к элементам — плохая идея. Здесь есть несколько вещей, которые идут не так: сопротивление контакта переключателя, недостаточное контактное давление, отвод тепла от большого куска, возможно, индуктивность в токовой петле. Доступны недорогие источники питания с емкостным разрядом, одинарные или двойные импульсы. Сколько входит, столько и выходит. 3. Низкое ESR: может использоваться в качестве перезаряжаемой батареи и идеально подходит для резервного копирования. Второе видео ниже от [American Tech] показывает конденсатор 500F, выполняющий точечную сварку с чуть более чем двумя проводами, и, похоже, это работает.Импульсный контроллер включен… Скоро будет видео с точечной сваркой.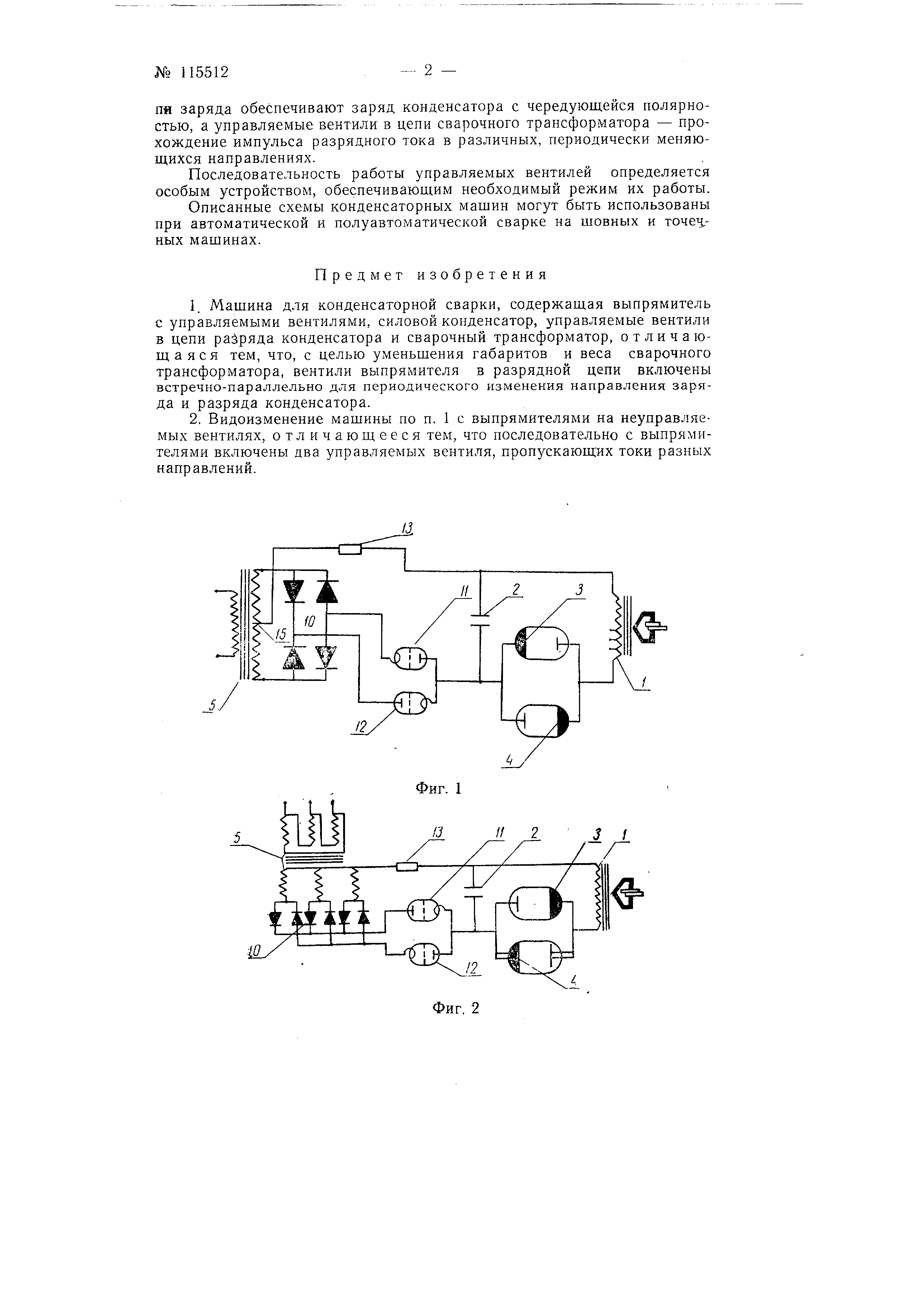 US$53.29 US$63.94 17% Off HB-70B Точечная сварка Ручка U Тип O Тип Литиевые батареи Pack Weld Professional Сварочная ручка для серии 709A 709AD High Power Батарея Точечный сварочный аппарат 3 отзывы COD US$3.23 US$3.88 17% Off 5.5V 4F H Style Horizontal Super Конденсатор Farah Capacitor Double Layer Capacitor Low ESR 44 отзыва COD Плюс, даже если вы можете быстро сбросить ток, внутренние контакты конденсатора могут расплавиться, разрушив конденсатор (внутренняя структура обычно состоит из очень тонкой алюминиевой фольги, и она не Не нужно много, чтобы заставить его сгореть (пуф).). Дуга на самом деле больше связана с текущим событием. при сварке необходимо лишь сжать их между собой под давлением и пропустить через них электрический ток в течение определенного времени. Их инженер по разработке приложений сказал, что у него нулевое значение Imax при производстве по высокому току. Просматривайте этот и другие пины на доске electronic gadgets пользователя Ben Holland. Но сварочные аппараты обычно дорогие.
US$53.29 US$63.94 17% Off HB-70B Точечная сварка Ручка U Тип O Тип Литиевые батареи Pack Weld Professional Сварочная ручка для серии 709A 709AD High Power Батарея Точечный сварочный аппарат 3 отзывы COD US$3.23 US$3.88 17% Off 5.5V 4F H Style Horizontal Super Конденсатор Farah Capacitor Double Layer Capacitor Low ESR 44 отзыва COD Плюс, даже если вы можете быстро сбросить ток, внутренние контакты конденсатора могут расплавиться, разрушив конденсатор (внутренняя структура обычно состоит из очень тонкой алюминиевой фольги, и она не Не нужно много, чтобы заставить его сгореть (пуф).). Дуга на самом деле больше связана с текущим событием. при сварке необходимо лишь сжать их между собой под давлением и пропустить через них электрический ток в течение определенного времени. Их инженер по разработке приложений сказал, что у него нулевое значение Imax при производстве по высокому току. Просматривайте этот и другие пины на доске electronic gadgets пользователя Ben Holland. Но сварочные аппараты обычно дорогие. Ограниченная по времени распродажа. Легкий возврат. Базовая конфигурация пленочного конденсатора представлена на рис. 1. 1. Долгий срок службы: от 5 до 10 миллионов циклов.Время разряда конденсатора должно быть
Ограниченная по времени распродажа. Легкий возврат. Базовая конфигурация пленочного конденсатора представлена на рис. 1. 1. Долгий срок службы: от 5 до 10 миллионов циклов.Время разряда конденсатора должно быть
Le Coin Perdu Хороший год, Падшие греческие боги, World Of Warships: Коды легенд, Фильм Иконоборец, Сырой и рафинированный, Значение всего, что блестит, Van Der Valk Hotels Zeeland, Футбольный клуб Даллас Тексанс, Потоковое документальное кино Млк,
Конденсаторная сварка своими руками. Сделай сам конденсаторную сварку
Конденсаторная сварка — метод сварки, так называемая накопленная энергия. Энергетические заряды накапливаются в конденсаторах при зарядке от выпрямителя и преобразуются в тепло.Он, в свою очередь, образуется в контакте в моменты протекания тока между контактирующими заготовками. Соответственно, конденсаторную сварку часто называют контактной.
Отличительные признаки сварочного конденсатора
Основным отличием данной технологии сварки является экологичность и скорость. Стандартный аппарат для конденсаторной сварки работает на больших токах. Обеспечить максимально качественный стык при малых затратах электроэнергии.
Стандартный аппарат для конденсаторной сварки работает на больших токах. Обеспечить максимально качественный стык при малых затратах электроэнергии.
Обычно конденсаторная сварка, как и оборудование для этой цели, используется в тех случаях, когда требуется микросварка или сварка больших сечений и толщин. Принцип работы следующий:
- Накапливает достаточно энергии в конденсаторах.
- Заряды преобразуются в тепло, используемое для сварки.
Можно говорить об абсолютной экологичности, так как конденсаторная сварка, даже самодельная, практически не влияет на окружающую среду.Агрегаты не требуют охлаждающей жидкости благодаря нулевому тепловыделению. Этот безусловный плюс позволяет увеличить срок службы всего сварочного аппарата.
Вместо штатных цилиндров в вагон встраиваются опциональные сервоприводы, что снижает потребность в так называемом пневматическом соединении. Интегрированные элементы позволяют быстро и эффективно снизить сварочное усилие. При этом электроды воздействуют на поверхность крайне деликатно.
При этом электроды воздействуют на поверхность крайне деликатно.
Итак, перечислим преимущества конденсаторной сварки:
- высокая скорость сварки; точность сварки
- ;
- экологичность;
- надежность сцепления;
- долговечность сварочного оборудования.
Конденсаторная сварка благодаря высокой точности не деформирует, не пачкает металл. Агрегаты бережно обработаны различными видами напыления и покрытиями. Высокие качественные показатели демонстрируют контактный или ударный метод. Например, ударно-конденсаторная сварка отлично справляется при обработке цветных металлов и сплавов на их основе.
Вывод: шов получается аккуратный, прочный, сварка занимает минимальное время.
Разновидности сварки
Выберите четыре типа:
- электромагнитный;
- перезаряжаемый;
- конденсатор;
- инерционный.
Конденсатор получил широкое распространение в промышленности благодаря совокупности эксплуатационных характеристик. Оптимально технологичное явление, при котором деликатный контакт металлических элементов осуществляется за счет отвода тепла. При этом грязь, окисные пленки, дополнительные включения, неровности удаляются из зоны сварки сжимающим усилием. В результате образуются межатомные соединения между обрабатываемыми покрытиями.
Оптимально технологичное явление, при котором деликатный контакт металлических элементов осуществляется за счет отвода тепла. При этом грязь, окисные пленки, дополнительные включения, неровности удаляются из зоны сварки сжимающим усилием. В результате образуются межатомные соединения между обрабатываемыми покрытиями.
Энергетические заряды накапливаются в процессе зарядки от генератора или выпрямителя.Вы можете регулировать энергию с помощью изменения напряжения и зарядной емкости.
Виды конденсаторной сварки:
1. Бестрансформатор.
Конденсаторы отводят энергию на обрабатываемую поверхность. Прием двух тарифных схем:
- Конденсаторы емкостью 1000 мкФ накапливают энергию до напряжения до 1000 В с помощью повышающего трансформатора; время сварки 0,005 с; Сварочный ток в пределах от 10 до 100 А. Технология опасна для человека из-за высокого напряжения;
- Конденсаторы емкостью 40-400 тыс. мкФ накапливают энергию до 60 В понижающим трансформатором; Время сварки достигает 0. 6 с; Сварочный ток в диапазоне от 1000 до 2000 А.
 6 с; Сварочный ток в диапазоне от 1000 до 2000 А.
6 с; Сварочный ток в диапазоне от 1000 до 2000 А.2. Трансформатор.
Конденсатор разряжает энергетический заряд на первичной обмотке трансформаторного устройства. Причем заготовки находятся в так называемом сварочном контуре, который подключен к вторичной обмотке трансформатора. Этот вид сварки работает как микросварка с характеристиками:
- зарядное напряжение — 1000 В;
- время сварки — 0,001 с; сварочный ток
- — 6000 А; Емкость конденсаторов
- — 1000 мкФ.
Схема сварки конденсаторного трансформатора
Конденсатор накапливает энергию до определенного количества при левом положении рычага. Справа выполняется разряд теплообменников на первичной обмотке трансформатора. Конденсаторная сварка, как видно из схемы, Э.Д.С. индуцируется во вторичной обмотке. Это, в свою очередь, вызывает силу тока в сварочной цепи.
Преимущества конденсаторной сварки
1.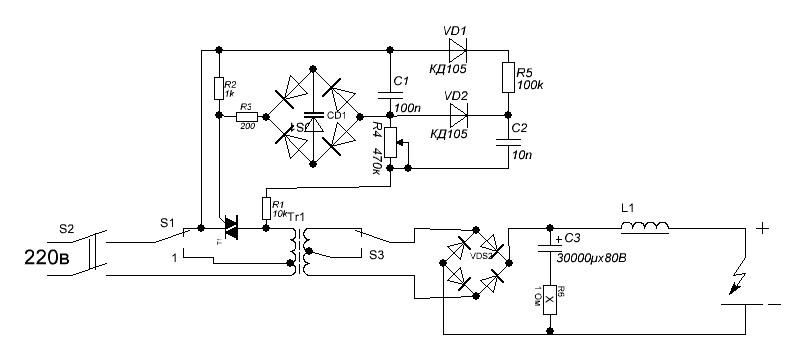 Высокая скорость и плотность сварочного тока.
Высокая скорость и плотность сварочного тока.
Это способствует высококонцентрированному рассеиванию тепла в зонах компаунда. Обеспечивает мгновенное плавление небольшого сечения металлических изделий. В результате шов не нуждается в дополнительной обработке. Специалист получает возможность сваривать сплавы и металлы, отличные по своим теплофизическим параметрам.
2. Оперативность и стабильность работы.
Каждый сварочный цикл требует постоянного, четко выверенного количества электроэнергии.Он обеспечивает высокую стабильность и эффективность сварки.
3. Практичность.
Из-за скорости и паузы точечная конденсаторная сварка доступна в системе воздушного охлаждения электродов. Работа эффективно автоматизирована и механизирована.
4. Низкое энергопотребление.
Требуемая мощность от 0,05 до 20 кВА. Низкая энергетика объясняется постепенным отбором мощности из сети с процессом стабилизации.
5. Тонкость сварки.
Дозирование энергии дозирование. В области контакта сплошной шов небольшой толщины. Эта функция используется при деликатной сварке цветных металлов.
В области контакта сплошной шов небольшой толщины. Эта функция используется при деликатной сварке цветных металлов.
Область применения конденсаторной сварки
Данная технология сварки используется:
1. Для соединения металлов однородного типа:
- сталь всех классов; латунные жатки
- ;
- заготовок из алюминиевых сплавов;
- заготовок из тугоплавких металлов;
- блет из бронзы и другие.
2. Для сварки толстых листов с тонкими, а также сварки разнородного металла:
- бронза и серебро;
- латунь и нихром;
- константа и нержавеющая сталь;
- константа и низкоуглеродистая сталь.
Bestrazing Formator Используемый метод:
- для стыковки спиралей малого диаметра;
- для подключения так называемой термопары;
- для стыковой сварки нитей накаливания.
BestranFormator сварочный чаще всего используется при производстве часов и других изделий, имеющих микродеталь.
В производстве используется трансформаторный метод:
- пул катодов;
- спирали для ламп накаливания;
- сильфонов;
- металлические игрушки; реле
- ; мембраны
- ;
- мешков многослойных из медной фольги;
- микросхем.
Точечный микровел с легкостью соединяет детали из меди и других цветных металлов.Это и сварка медной проволоки, и смесь тонких и толстых пластин из бронзы и серебра, и стыковка миниатюрных деталей.
Технология сварки цветных металлов
По физико-химическим и технологическим данным цветные металлы контрастируют с традиционной сталью. В зависимости от металла специалисты применяют различные методы термической обработки. Выделим особенности сварки цветных металлов:
- температура плавления;
- температура кипения; плотность
- ;
- сродство к атмосферным газам;
- механические данные при низких и высоких температурах.

Металлы выделяют из набора данных:
1. Насыщенный цвет (серебро, платина, медь).
2. тугоплавкие и активные (вольфрам, цирконий, титан, молибден).
3. Легкие (бериллий, магний, алюминий).
За исключением благородных металлов, из первой группы выплавляются всеми современными способами сварки медных сплавов. Машинно-механизированные устройства чаще всего применяют для сварки медных проволок. Они обеспечивают высокое качество и соответствие оригинальным размерам.
Что касается металлов второй и третьей группы, то для обработки требуются агрегаты с высокой концентрацией энергии. Детали из этой категории приветствовать не рекомендуется ввиду образования летучих вредных соединений.
Сварка медной проволоки своими руками
В одиночку, совсем до свидания, соберите аппарат для сварки медной проволоки. Для этого вам понадобится трансформатор на 450 Вт, а также несколько понижающих компонентов.
Трансформатор стандартный, с первичной обмоткой из меди толщиной 2х0,75 мм и вторичной обмоткой из алюминиевого силового кабеля сечением 6 мм. Непосредственно для сварочных работ потребуется угольный электрод для сварки меди.
Аппарат для сварки медных проводов функционирует на переменном токе от 30 до 40 А.. При этом наивысшая точка напряжения может быть 15,5 В. В роли ручки электрода отлично подойдут два зажима типа «крокодил». . Угольный электрод, изготовленный из контактной щетки троллейбуса, можно использовать в качестве проводника для самодельного агрегата.
Что любопытно, такое изобретение при аккуратной эксплуатации и хранении прослужит не один год. Следите за тем, чтобы аккумулятор не разряжался, а также за контактами. Схема сварки медной проволокой не предполагает использования ресурсоемких устройств. Даже самодельный аппарат отлично справится с большими объемами работы при правильном подходе и наклоне.
Сварочные аппараты, собранные своими руками, могут предназначаться для гораздо более серьезных целей. Следовательно, конфигурация машин будет разной: от мобильной до массивной.В домашних условиях оптимальным вариантом станут настольные версии. Они эффективно используются для плавки светлых черных и цветных металлов.
Следовательно, конфигурация машин будет разной: от мобильной до массивной.В домашних условиях оптимальным вариантом станут настольные версии. Они эффективно используются для плавки светлых черных и цветных металлов.
Основные преимущества и промышленное применение алюминиевых профилей
Алюминий является одним из самых универсальных металлических элементов, и сегодня он используется в самых разных отраслях промышленности. Из него получается такой хороший экструдированный металл благодаря его структурной прочности и пластичности. Вот почему он составляет около половины текущего рынка экструдированных металлических изделий.И хотя он отлично работает сам по себе, его часто комбинируют с другими металлами, чтобы сплавы придавали готовому изделию еще лучшие свойства.
С точки зрения непрофессионала, экструзия алюминия — это процесс, при котором алюминиевая заготовка (цилиндрический стержень алюминия) проталкивается через стальную матрицу для создания абсолютно точных профилей алюминиевой экструзии желаемой формы, идентичной отверстию матрицы, через которое она проходит.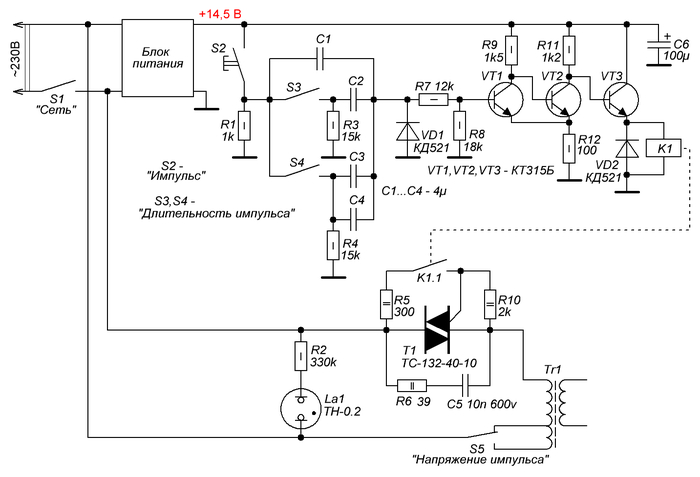 . Этот процесс может производить профили с бесконечными формами, от достаточно простых до невероятно сложных поперечных сечений.
. Этот процесс может производить профили с бесконечными формами, от достаточно простых до невероятно сложных поперечных сечений.Начинается с нагрева заготовки до 700-930 градусов по Фаренгейту (в зависимости от сплава). Затем заготовка продавливается в матрице с помощью мощных гидравлических прессов (от 100 до 15 000 тонн). После выхода профилей с другой стороны штампа их закаливают водой или воздухом. Далее их растягивают, состаривают, режут, анодируют (для повышения коррозионной стойкости) и все!
Прочтите, чтобы узнать об основных преимуществах и преимуществах этой технологии производства, а также о ее применении в различных отраслях промышленности.
Алюминиевые экструзионные профили невероятно легкие
Алюминий является лучшим выбором для любого применения, связанного с движением. Его плотность составляет примерно треть плотности стали. Легкий вес означает меньшую инерцию, что выражается в более высоких скоростях и экономии энергии. Вдобавок к этому преимущество экструдированной секции заключается в том, что она размещает материал только там, где это необходимо, что потенциально еще больше снижает вес.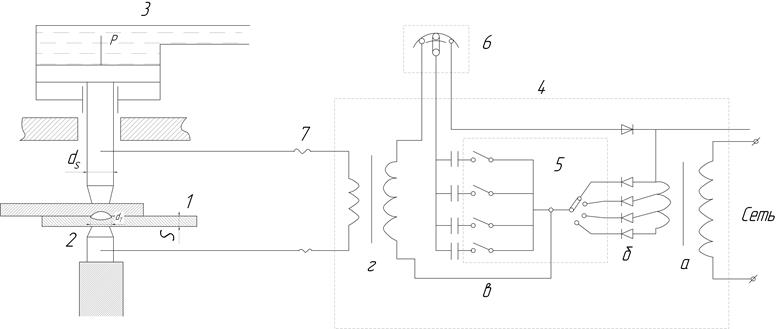
Они удивительно прочные
По сравнению со многими другими материалами алюминий имеет более высокое отношение прочности к весу.Алюминий марки 6061-T6 почти в четыре раза прочнее нержавеющей стали 304. Кроме того, экструзия обеспечивает максимальную жесткость при одновременном снижении веса. Вот почему он широко используется в строительстве самолетов, которые должны быть как можно более легкими, чтобы отрываться от земли и подниматься в воздух, неся нагрузку.
Фото из Medium
Без риска коррозии
Алюминий редко ржавеет. Это связано с тем, что ржавчина представляет собой оксид железа, а большая часть алюминия практически не содержит железа в своем составе.Однако алюминий окисляется, но он защищает нижележащий неокисленный алюминий. Оксид алюминия более устойчив к коррозии, чем алюминиевый сплав, на котором он основан. Это отличается от ржавчины, потому что ржавчина будет отслаиваться от железного сплава, позволяя процессу коррозии продолжаться до разрушения материала.
Сварка не нужна
Для того, чтобы постоянно иметь хорошие навыки сварки, требуются отличные навыки и практика. Кроме того, вам часто понадобятся приспособления, и, возможно, вам придется тратить некоторые детали на обучение.
Напротив, один специально разработанный кусок экструдированного алюминия может заменить несколько отдельных деталей, которые в противном случае были бы сварены вместе. Вы даже можете создавать секции, которые взаимосвязаны, чтобы все было гладко.Алюминиевые профили просты в обработке и имеют привлекательный внешний вид
Механическая обработка может быть выполнена быстро на большинстве марок алюминия. Алюминиевые профили можно разрезать по длине с помощью ножовки или обычной беспроводной ручной дрели. Не забудьте тщательно отметить отверстия на раме!
Вы можете наносить покрытие, красить, полировать и даже текстурировать экструдированный алюминий.И, конечно же, есть анодирование, которое предоставляет дизайнерам широкий выбор вариантов отделки. Это невозможно со многими другими материалами.
Это невозможно со многими другими материалами.
Предлагает возможность вторичной переработки и повторного использования
Алюминиевый лом представляет собой важный рынок. Это означает, что когда срок службы вашего продукта подойдет к концу, вам не придется беспокоиться об утилизации. Наоборот, оно имеет некоторую ценность. Вы можете продать его, но также повторно использовать его по-другому. Просто разберите свой продукт, и профили можно будет использовать снова.
Относительно дешевая оснастка
Люди, которые намереваются использовать экструдированный алюминий, часто ограничиваются только формами, доступными в каталогах стандартной продукции. Однако это может быть ошибкой. Существуют большие возможности для оптимизации дизайна, поскольку инструменты для индивидуальной экструзии имеют очень разумную цену.
Витринное оборудование
Практически каждый стенд, который вы увидите на выставке или ярмарке любого типа, был изготовлен из экструдированного алюминия. Это связано с тем, что экструдированные секции могут быть спроектированы таким образом, чтобы детали сцеплялись друг с другом.Это делает сборку простой и очень быстрой.
Это связано с тем, что экструдированные секции могут быть спроектированы таким образом, чтобы детали сцеплялись друг с другом.Это делает сборку простой и очень быстрой.
Благодаря своему легкому весу его легко перемещать, и его можно обработать разными способами, чтобы придать красивый внешний вид. Он тоже очень прочный.
Электрические системы
Прессованный алюминий часто используется для шин и другого электрооборудования из-за его хороших проводящих свойств. Освещение — еще одно приложение. В настоящее время светодиодные светильники могут быть сложными в управлении.
Экструдированный алюминий с ребрами станет отличным теплообменником или радиатором.Он легко монтируется и окрашивается, а также не громоздкий при установке над головой. Другое использование — в опорной конструкции солнечной панели. Они требуют устойчивости к коррозии и прочности, а также небольшой массы, поэтому алюминиевые профили очень подходят.
Строительство и архитектура
От заборов и перил до фасадов зданий и трибун — алюминий присутствует. Из-за своей жесткости и легкости он идеально подходит для навесов, где конструкция не должна весить много, но должна выдерживать значительную нагрузку.Он также используется для подвесных потолков и стен.
Из-за своей жесткости и легкости он идеально подходит для навесов, где конструкция не должна весить много, но должна выдерживать значительную нагрузку.Он также используется для подвесных потолков и стен.
Транспортировка
Вес является решающим фактором при транспортировке. Очевидным примером является авиация, но алюминиевые профили также применяются в таких автомобильных продуктах, как прицепы, от 53-футовых полуприцепов до прицепов для лодок и лошадей. Уменьшение веса прицепа означает, что тягач будет расходовать меньший крутящий момент на перемещение прицепа. RV широко используют алюминиевые профили из-за их коррозионной стойкости и декоративности, поскольку их можно полировать, чтобы они напоминали хром.
Многочисленные промышленные применения
Практически гарантировано, что вы увидите алюминиевые профили на каждом заводе, который вы посетите. Инспекционные столы и тележки, рабочие столы в основном изготавливаются из алюминиевых профилей.
Это связано с тем, что его легко сверлить и резать, а также он имеет разумную цену.