Сварочный аппарат на конденсаторах своими руками
Устройство, которые мы представим в этой статье носит название “конденсаторная сварка”. Этой сваркой можно соединять очень мелкие или тонкие предметы и детали.  Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине.
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.


Далее посмотрите, как работает точечная конденсаторная сварка.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
Обсуждение
Урнфры ывовля
+azim meex вы когда-нить дотрагивались за выводы заряженного конденсатора на 3, 8 мкф 250 в? В начале ролика было сказано: 30000 мкф напряжение поступает 70 вольт, в итоге получаем 73, 5 джоуля, это как минимум. Диапазон 10-50 дж в импульсе, уже теряет свою не летальность, и может вызвать электротравмы, несовместимые с жизнью (фибрилляция сердца, смерть).
Урнфры ывовля
+azim meex
70 вольт -это напряжение минимальное у конденсатора, так как питает он от 70. Причем здесь падение? Ты проверь, а потом мне расскажешь о путях его протекания.
Алексей грачёв
+toyama tokanava во влажном помещение с кучей металлических приборов кругом? При том и напряжение наверно указывается не постоянное, а переменное, верно? Не, убиться при желании можно и 12-ю вольтами, но я что-то таких людей не встречал. И потом, практически вся трансформаторная сварка работает на напряжении порядка 70 вольт и проблем особых не возникает.
toyama tokanava
Я даже не против, но есть определенные правила для использования, говорю как бывший сварщик и бывший электрик. Правила техники безопасности вам в помощь.
Vladimir lokot
+алексей грачёв полностью заряженный конденсатор в сто раз меньшей емкости при разряде через палец делает в нем 2 прожженные дырочки, довольно глубокие кстати, это в принципе не смертельно, но чертовски больно. Даже не знаю с чем сравнить – куда болезненнее чем укус осы к примеру. А вот какие “дырочки” прожжет эта дура я честно говоря боюсь представить.
Алексей грачёв
+vladimir lokot так всё зависит от напряжения. Можно и сотню фарад зарядить в 30 вольт и при контакте с пальцем только щипнет, а можно и одну микрофараду зарядить тысячей вольт и тогда мало не покажется, будут и дырочки и всё что угодно. Закон ома, будь он неладен.
Vladimir lokot
+алексей грачёв там поболее 30 вольт, но даже 30 вольт хватает для нормального пробоя кожи. Да и в данном случае важен заряд по сути, а он напрямую зависит от емкости конденсаторной батареи.
Алексей грачёв
+vladimir lokot да, там 70 вольт. Не раз ощущал это напряжение на себе, так как регулярно варю как переменным, так и постоянным током, в последнем случае через диодный мост и конденсаторы. Ощутимо конечно, но явно не на всю мощность сварочника, чай я не железный человек. Так что закон ома рулит и ему без разницы, чем питается цепь – электростанцией, батарейками или конденсаторами.
Vladimir lokot
+алексей грачёв не охота с вами спорить, но 70 вольт от сварочника, это фигня по сравнению с мгновенным разрядом конденсаторной батареи хорошей емкости; даже 220в от сетевой розетки фигня. И закон ома который вы тут всуе упомянули 2 раза, отлично описывает почему, если немного подумать. При мгновенной разрядке такого конденсатора получается кратковременно, но очень большой ток, и это весьма и весьма серьезно.
Алексей грачёв
+vladimir lokot да, разряжаются они быстро, вспомним ту же молнию, но если замкнуть их через сопротивление или вольтметр (который сам является сопротивлением по сути), процесс замедлится в зависимости от количества ом, указанном на резисторе.
Vladimir lokot
+алексей грачёв не хочу вас переубеждать, но проведите простой эксперимент: зарядите конденсатор хотя бы 50-100 мкф до 50-100в и прикоснитесь пальцем к его ножкам. Потом расскажите как сопротивление кожи влияет на скорость разряда конденсатора нет влиять то оно конечно будет, это безусловно. Есть вон люди которые скручивают провода 220 держась за 2 провода и из оно пощипливает только. Или которые полицейский электрошокер напрочь игнорируют. Но это скорее исключения.
Алексей грачёв
+vladimir lokot несколькими сообщениями выше я уже писал про наличие сварки с конденсаторами. То, что 70 вольт ощутимо бьют ещё ничего не доказывает. Прощайте.
Sergey pn
Опасная. Можно все этой хреновиной по голове кого нибудь ударить и будет плохо. А так ничего опасного, зачем молоть языком то в чем не разбираемся.
Sapar malikov
Я постоянно ремонтирую усилителей там +/-100 вольт постоянного тока и конденсаторы у современных усилителей минимум 4 шт по 10000 мкф на 100 вольт иногда забываем разрядит конденсаторы током сильно ударит конечно но никаких дырочки не будет тем более постаянка не очень так вредно на жизнь
alexandr developer
50 или 100? Разница как бы в два раза. У всех конечно по разному но я спокойно держался за клеммы лабораторного бп когда на нем было 90. Мне тогда было лет 13 и ничего. (Не советую конечно повторять особенно если бп без защиты по току или тем более если бп – импульсник. Или вы стоите на металлическом полу босиком). По теме – решительно не понимаю зачем там 70в. Думаю что при разряде конденсаторы переключаются в параллельное соединение – емкость и ток разряда при этом увеличиваются а напряжение падает. К тому же заряд там ограничен и по идеи эти 70 вольт которые приходят должны идти через гальваническую развязку (трансформатор) – если стоять босыми ногами на металле и при этом не приложить или плохо приложить второй электрод то потрясти может, но точно не убить.
Сергей псг
схема.
Https://fotki.Yandex.Ru/next/users/ink740/album/41349/view/852249
https://fotki.Yandex.Ru/next/users/ink740/album/41349/view/852248
схема. Лично я собирал бы так.
Если исключить диод между 1 и 2 и перемычку между 3 и 4, то можно вставить диодный мост. Подсказка как внизу рисунка. Лень рисовать 2 ж ды одинаковое.
Номиналы деталей надо считать. Под конкретные условия.
Грамотный человек разберётся, ну а грамотный в иной области умений заплатит грамотному в электроникеэлектрике. )
Логика работы.
1. Включили в 220 все выключатели разомкнуты.
2. Замкнули кн 1 и ждём прекращения зарядного тока(лампа потухла).
3. Разомкнули кн 1, кратковременно замкнули (или удерживаем) кн 2. Свариваем деталь.
Если где допустил неточность то думаю александр меня поправит.
Сергей псг
+дим русс я не делал ещё.
Автор в видео говорит ёмкость конденсаторов 30 тысяч микрофарад. Напряжение на мосту 70 вольт=на конденсаторах 100-110 вольт. Сами конденсаторы надо брать на большее напряжение 125-160 вольт. 160 даже лучше. Не помню ряд напряжений для конденсаторов. Можно ли больше или меньше ответить может только практика. Поставите ёмкость больше возможно пережигание свариваемой поверхности(прожигание), да простят меня сварщики. Поставите меньше, не хватит энергии для процесса. Можно ли напряжение меньше? Да можно, но! Если мне память не изменяет зависимость количества запасённой энергии от напряжения в конденсаторах квадратичная. То есть напряжение в 2 раза ниже=энергия в 4 раза ниже.
По этому сначала делайте как говорит автор 70вольт на вторичке=100 вольт на кондёрах*30тыщ микрофарад. А потом если вас что то не станет устраивать, подберите параметры под себя. Ибо приварить вывод к элементу питания это одно, а использовать в авто рихтовке это мощнее надо.
Евгений федоров
Полезная информация! У меня без всякой электроники контактная сварка, правда кнопка через тиристор по первичке. Для маленьких толщин таймер. Свариваю пластины толщиной от 01 до 1, 5мм.
azim meex
+vahe vardanyan во-первых порошок раздует по рукам и лицу сварщика, во-вторых графит науглеродит точку (не шов) сварки, что сделает её более хрупкой и в-третьих уменьшит сопротивление места сварки и вместе с этим тепловое действие тока.
Алексей полушкин
энергия заряженного конденсатора превращается в тепловую, под действием которой металл расплавляется в точках с минимальным сопротивлением, то есть в местах прижатия электродами. Энергия конденсатора e=c*u*u/2 откуда следует что подняв напряжение в 2 раза – энергию увеличиваем в 4 раза. Много конденсаторов лучше чем один, т. К из-за особенностей конструктива одиночный конденсатор не способен выдать большой ток при коротком замыкании, да и может быстро прийти в негодность. Поэтому от батареи параллельных конденсаторов получим заметно больший ток, чем от одного если бы он был емкостью как вся батарея.
Валерий лысенко
+сергей псг если для тебя это просто, тогда нарисуй схемку. Сделай скрин или фото этого листка выложи в соц сеть. А нам скинь ссылку. Чтоб языком не болтать что это просто. В схеме я разберусь.
Petrow60
доброго здоровья. Очень интересная тема, если можно было бы схемку опубликовать с параметрами. Этот видеоролик заслуживает лайк и уважения. Спасибо. Жду продолжения как подписчик.
Toyama tokanava
Если на выходе добавить импульсный токовый трансформатор с соотношением витков один к десяти, можно ток получить в десять раз больший на электродах. Сечение проводов обмоток брать соответственно току в них, количество витков даже не нужно большое, так и брать, десять витков и вторички один виток. Даже думаю можно арматуру варить. Приходилось заниматься ремонтом сварочной установки в арматурном цехе, использовался там ртутный выпрямитель около 1000 вольт и масляные конденсаторы 100 микрофарад, ну и тиристорное управление почти аналогичное вашему.
Денис
Уважаемый автор видео! Делаю сварку подобную вашей. Использую конденсатор еа-іі-10 номиналом 33000мкф, напряжением 63в и тиристор т-160. Конденсатор заряжаю блоком питания.
С «+» конденсатора идёт провод на анод тиристора, а с катода тиристора идёт на сварочный электрод, «-» с конденсатора также идёт на сварочный электрод. Напряжение на управляющий электрод тиристора идёт с «+» конденсатора через микро выключатель. Тиристор исправен, проверял, конденсатор тоже. Почему то тиристор не открывается мгновенно (при открытии тиристора стрелка вольтметра плавно начинает идти к нулю) и сварка не происходит. Подскажите пожалуйста в чём может быть проблема? Заранее благодарен.
Sungazer
+денис наден ну, во-первых, тиристор – мощная, но медленная штука.
А во-вторых, кондер электролит не расчитан на большие токи.
Поэтому, при длительной работе будет перегрев кондера. Поэтому лучше кондеры набирать малым номиналом и параллелить.
Yury galinsh
+sungazer как понять “медленная штука”? В сетевых регуляторах мощности, при частоте 50 гц, тиристор (семистор) срабатывает 50 (либо 100) раз в секунду. Причём синусоиду он “обрезает” практически вертикально. В конкретном случае, это обыкновенный выключатель.
Электролитический конденсатор скидывает, если не ошибаюсь 80% ёмкости за милисекунды.
Могу предположить неисправность самого тиристора. И насколько помню, к управляющему электроду ставился ограничитель по току (резистор). Ну а плавно разряжаться конденсатор может через управляющий электрод.
Alexander polulyakh
Компоненты нужно искать на радио рынках или в интернете заказывать. Все есть. Чем больше емкость конденсаторов тем больше будет заряд. Микровыключатель посылает микро токи на тиристор а он мгновенно высвобождает весь импульс накопленной энергии конденсаторов.
User0011
+антон туманов искать в пунктах приема металлолома! На лом алюминия они не идут, тонкий металлолом и фольгу алюминиевую не берут! Поэтому можно купить по цене черного металла. Не нужно где-то переплачивать на рынках! А если заинтересовать приемщиков( и т.д). Вот такой “бочоночек” столько-то, а вот такой столько. То насобирать можно быстро.
Контактная сварка на конденсаторах своими руками
 Конденсаторная сварка — это один из методов бесшовного соединения металлических деталей. Он осуществляется благодаря подаче тока и созданию короткого замыкания. Из-за этого металл расплавляется, и две заготовки надёжно скрепляются друг с другом. Такой процесс довольно дорогой, поэтому лучше выполнять его при помощи самодельного устройства. В этом поможет схема и описание конденсаторной сварки своими руками.
Конденсаторная сварка — это один из методов бесшовного соединения металлических деталей. Он осуществляется благодаря подаче тока и созданию короткого замыкания. Из-за этого металл расплавляется, и две заготовки надёжно скрепляются друг с другом. Такой процесс довольно дорогой, поэтому лучше выполнять его при помощи самодельного устройства. В этом поможет схема и описание конденсаторной сварки своими руками.
Общие сведения
Конденсаторная сварка считается одной из самых часто применяемых. Свою популярность она получила благодаря высокому качеству соединения и его долговечности. Чтобы использовать её для своих целей, необходимо подробно изучить всю доступную информацию. Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Достоинства и недостатки
Самодельная контактная сварка на конденсаторах часто применяется не только в промышленности, но и в домашних условиях. Для её осуществления достаточно небольшого помещения, в котором можно расположить малогабаритный аппарат.
Основные преимущества технологии:
 высокая производительность;
высокая производительность;- возможность скрепления деталей, изготовленных из разных материалов;
- долговечность применяемого оборудования;
- малое тепловыделение;
- высокая точность и качество шва;
- отсутствие затрат на покупку дополнительных расходных материалов.
 высокая производительность;
высокая производительность;Несмотря на большое количество достоинств, у технологии есть и несколько недостатков. Их обязательно нужно принимать во внимание перед планированием и началом работы. В противном случае можно столкнуться с проблемами, которые снизят качество изделия и повлекут за собой дополнительные финансовые затраты.
Среди основных недостатков выделяются такие:
- ограниченность размера сечения соединяемых деталей;
- кратковременность мощности процесса;
- помехи в сети, создаваемые импульсной нагрузкой.
Особенности применения
Во время конденсаторной сварки наблюдаются некоторые особенности, которые по-разному влияют на качество работы. Из-за этого следует учитывать все мельчайшие факторы и стараться добиться идеального результата.
Основные особенности:
- Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
- Продолжительность процесса выделения энергии составляет от 1 до 3 миллисекунд. За счёт этого снижается термическое воздействие на зону, находящуюся вокруг места контакта.
- Для выполнения сварки в домашних условиях необходимо подключать прибор к обычной электросети, а в промышленности — к специальным устройствам, обладающим высокой мощностью.
- Лучше всего использовать конденсаторную сварку для ремонта кузова автомобиля или любого другого транспортного средства. С её помощью тонкий лист металла не будет подвержен деформации, что значительно улучшит качество выполненной работы.
 Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.Основные требования и технологические приёмы
Для того чтобы хорошо выполнить соединение двух деталей, необходимо принять во внимание основные требования к процессу. Они помогут избежать недочётов в работе и снизят риск возникновения непредвиденной ситуации.
Условия проведения работы:
- Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
- Разжимать электроды следует через небольшой промежуток времени после завершения импульса. Это поможет получить лучшую кристаллизацию деталей.
- Поверхности скрепляемых деталей должны быть хорошо очищены от каких-либо загрязнений (ржавчина, плёнка окиси). Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
- При выборе электродов следует отдавать предпочтение медным стержням. Их диаметр в точке контакта должен быть в 3 или более раз больше толщины скрепляемых деталей.
 Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.Кроме этого, очень важно правильно выбрать способ воздействия на свариваемые элементы. Все они используются для соединения определённых деталей и подходят для той или иной конструкции.
Среди них выделяются следующие:
- Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
- Роликовая. Этот вид представляет собой несколько последовательных точечных соединений, которые образуют сплошной шов. В такой сварке используются электроды, имеющие форму вращающейся катушки.
- Ударная. Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.
 Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.Самодельные устройства
Есть несколько способов смастерить своими руками аппарат для конденсаторной сварки. Каждый из них выбирается исходя из особенности формы и размера конструкции, которую нужно сваривать, а также её назначения.
Простой вариант
Самая простая конструкция применяется только для соединения деталей толщиной до 0,5 миллиметра. Во всех остальных случаях установка не сможет качественно справиться со своей задачей. Такой аппарат можно изготовить в любой мастерской или гараже. Принцип его работы основывается на подачи импульса через трансформатор. Один из концов его вторичной обмотки подводится к электроду, а другой — к обрабатываемой детали.
Особенности процесса изготовления аппарата:
- За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.
- Один из её концов должен проходить через диагональ преобразователя в виде диодного моста, а другой — через тиристор, управляемый кнопкой пуска.
- Для вырабатывания необходимого импульса следует применять конденсатор ёмкостью от 1 до 2 тыс. микрофарад.
- Его обмотку (300 витков) лучше всего делать из ПЭВ провода с сечением не более 0,8 миллиметров.
- Вторичную обмотку (10 витков) следует изготавливать из медной шины.
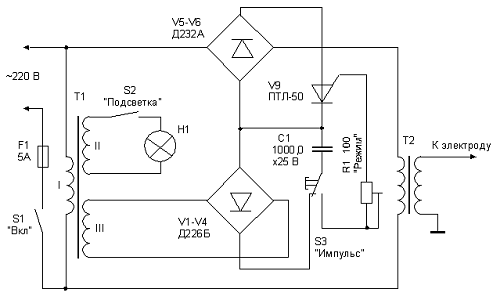
- В качестве прибора управления может служить тиристор ПТЛ-50 или КУ200.
 За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.
За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.Сложная конструкция
Для изготовления более многофункционального прибора понадобится больше материалов и времени. Однако это даст возможность соединять заготовки толщиной около 1 миллиметра.
Нюансы создания аппарата своими руками:
- В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.
- В главной цепи входного трансформатора встраивается реле. С его помощью можно настроить скорость и интервал срабатывания установки.
- Необходимая для импульса энергия накапливается в электролитических конденсаторах, которые объединены в общую батарею при помощи параллельного соединения.
- Первичная обмотка трансформатора выполняется из провода сечением не более полутора миллиметров, а вторичная — из медной шины.
 В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.
В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.Принцип действия изготовленного своими руками прибора соответствует стандартной схеме. Она одинакова для всех подобных устройств и идеально подходит для работы аппарата в домашних условиях.
- После включения устройства срабатывает реле.
- С его помощью активируются контакты тиристоров, и включается трансформатор.
- Как только конденсатор будет полностью разряжен, происходит отключение аппарата.
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.
Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.
 Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали. При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
- устройство для сварки;
- электрод;
- трансформатор;
- проволока;
- конденсатор.
Отличие точечного метода сварки от других существующих
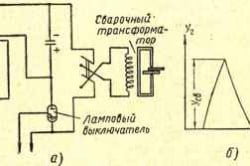
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небо
Сварка представлена в нескольких разновидностях, каждому из которых присущи свои отличительные характеристики. Одним видом можно пользоваться исключительно в домашних условиях, а осилить другой сможет только профессионал своего дела.
Особенности и требования
Первое описание конденсаторной сварки появилось еще в 30-е годы XX века. В настоящее время ее используют не только при бытовой сварке, но и в промышленности. Эта процедура особенно актуальна во время крепежа между собой деталей маленького размера. Зачастую сварку конденсатором используют для работы с алюминием и медью.
При стандартном сваривании используют сложные агрегаты с электродами, а также во время процедуры могут потребоваться специальные навыки. Отличительной особенностью сварного вида сварки можно назвать ее экологическую безопасность, а также отсутствие следов на поверхности по окончании процедуры.
Благодаря данному подходу мастера смогут экономить электричество, а также не использовать большое количество средств для собственной защиты.
Конденсаторное сваривание материалов – это гарантия аккуратного и точного результата, а также минимальные временные затраты. В этом случае используется компактное оборудование, которое не нуждается в охлаждении. Конденсаторная сварка должна иметь минимум пару узлов: импульсный источник и блок сварки.
При этом должна быть организована регулировка режима сваривания и защиты схемы. Ко всему прочему требования к данной процедуре включают такие моменты.
- Создавать хорошую поставку кратковременного потока, что имеет период функционирования, не превышающий 1 милисекунду.
- Обеспечивать высокую скорость накопления энергии для выполнения последующих действий.
- Проводники должны быть подготовлены к удержанию листов, а также иметь возможность быстрого отсоединения для уменьшения температурного режима.
- Материалом изготовления меди должна быть медь, при этом толщина должна в 3 раза превосходить самое тонкое место в листке.
- Перед свариванием поверхность должна быть качественно очищена от ржавчины, грязи и жира.
Распространенность данного способа сваривания обуславливается не только удобством в использовании данного метода скрепления материалов, но и практичностью, надежностью, аккуратностью, экономичностью, высокой производительностью, а также плотностью сварочного тока.
ГОСТ регламентируют правила, согласно которым должны проводиться сварочные операции с использованием конденсаторов.
Данная технология основана на процессе трансформации энергии электрозаряда, что накопился в конденсаторе, в тепловой вид энергии. Во время прикосновения электродов возникает заряд и кратковременная электрическая дуга. Благодаря теплу, которое она выделяет, металлические детали плавятся – возникает шов.
Сферы применения
Конденсаторную сварку используют не только для сварки элементов аккумуляторов, приварки фурнитуры, но и многих других работ. Это экономичный процесс, поэтому им часто пользуются в домашних условиях. Особенно востребованной данная технология считается при ремонтных работах транспортного кузова.
Такая популярность обусловлена отсутствием прожигания и деформирования тонких стенок во время работы с кузовными деталями. В последующем этим деталям не требуется дополнительное рихтование.
Данный вид сваривания также нашел свое применение в радиоэлектронике при соединении изделий, которые не паяются обычным флюсом либо выходят из строя во время перегреваний. Активное применение данных видов аппаратов наблюдается во время сваривания и ремонта ювелирных изделий. Не обойтись без конденсаторов на предприятии, которое реализует шкафы коммуникаций, оборудование для лабораторий, пищевой, медицинской промышленности. Нередко эта такая сварка применяется во время постройки зданий, мостов и иженерных коммуникаций.
Точечная сварка конденсаторного типа используется в промышленности в следующих случаях.
- При сваривании болтов, гаек, крюков.
- Соединении металлов, не исключая цветные.
- Сваривании элементов из часов, фототехники.
- Процессе изготовления светового и оптического оборудования.
- При сборе элекроаппаратуры.
Обзор видов
Конденсаторная сварки имеет 3 разновидности, используя каждую из них, сварщик сможет выполнить определенные задачи.
Точечная
При точечной конденсаторной сварке происходит генерация короткого импульса напряжения, что имеет возможность мгновенно расплавлять металл и присоединять элементы.
Эта технология является самой распространенной, поэтому нашла свое применение во многих направлениях промышленности.
Сварщики ценят точечную процедуру за ее универсальность, так как с ее помощью можно приварить материалы разной толщины.
Шовная
Принцип шовной сварки практически аналогичен предыдущему, однако, между получаемыми точками не должна соблюдаться определенная дистанция, последние обязаны перекрывать друг друга. Этот вид соединения характеризуется герметичностью, поэтому не пропускает частицы пыли и влаги. Шовную конденсаторную сварку используют во время изготовлений вакуумных и мембранных товаров.
Стыковая
Стыковый тип сварки имеет существенные отличия от вышеописанных. В данном случае при помощи токового разряда плавится не металлическая поверхность, а торцы, которые в последующем подвергаются состыковке и во время остывания способны образовать надежный вид соединения.
Данный метод конденсаторного сваривания считается самым сложным.
Оборудование
Конденсаторный вид сварки нашел свое применение при необходимости присоединения деталей микроскопических размеров, соединение которых невозможно дуговым методом. Созданием и установкой сварочного аппарата конденсаторного типа можно заняться собственноручно, однако, при этом не стоит забывать о средствах индивидуальной защиты.
Чтобы собрать полноценный агрегат, потребуется наличие следующих элементов.
- Трансформатор на 220 вольт.
- 4 выпрямительных диода.
- Тиристор ПТЛ – 50.
- Электролитический конденсатор.
- Переменный резистор.
- Трансформатор с мощностью в 1000 Вт.
- Электроды и сварочный пистолет.
- Метр медного провода.
- Переключатели, предохранители, корпус на собственное усмотрение.
Основой сварочного агрегата является конденсатор либо блок из конденсаторов, которые могут заряжаться от источника питания с постоянным напряжением.
При правильном монтаже и исправности приварного крепежа, резьбовых шпилек и остальных элементов такое оборудование сможет прослужить долгие годы.
Технология
Плотное скрепление объектов парой проводников осуществляется при подаче кратковременного электрозаряда. Схема промышленной конденсаторной сварки следующая.
- В накопительных конденсаторах собирается необходимый объем энергии, который способен поступать по первичной цепи.
- Когда электрод контактирует с материалом, происходит всплеск частичек, который влечет за собой нагревание и плавку металла.
- Повтор вышеперечисленных этапов.
На практике конденсаторная сварка проводится такими этапами.
- Изделия подготавливаются к сварке. Результат процедуры будет качественным только в том случае, когда поверхности идеально чистые. Сварщику потребуется ликвидировать грязь, коррозию, посторонние смеси.
- Второй этап подразумевает под собой соединение частей. Сплавы нужно распределить правильно, чтобы они находились между контактами или были ими сдавлены. Когда будет нажата кнопка пуска, начнется процедура сваривания, по окончании которой электроды будут отсоединены.
- Повтор второго этапа потребуется проводить до тех пор, пока не произойдет надежной сварки.
Чтобы процедура сваривания деталей прошла качественно, мастеру потребуется наличие зубила, молотка, циркуля, ножа, наждачной бумаги и иных инструментов, которые необходимы для подготовки поверхности. Несмотря на то что процедура не подразумевает никаких сложностей, работник должен строго придерживаться техники безопасности. В противном случае сварщику грозит удар электрическим током или возгорание.
Конденсаторную сварку можно назвать удобной, простой и проверенной технологией.
Аппарат для проведения процедуры можно изготовить в домашних условиях, для этого не потребуется много финансовых и временных затрат. При правильном проведении сварки конденсатором получаются надежные и едва заметные швы, чего не скажешь об иных методах.
Процесс конденсаторной сварки в видео ниже.
Часто возникает необходимость в точечной сварке, когда не надо соединять трубы или профили, а просто требуется присоединить небольшую, но важную деталь. Осуществить это поможет конденсаторная сварка своими руками.

Электрическая схема точечной микросварки.
Контактная сварка – это достаточно востребованный вид соединения металлов, особенно цветных. Многие стремятся к тому, чтобы иметь возможность ее осуществить в домашних условиях. Конденсаторная сварка своими руками вполне доступна и легко выполнима.
Читайте также:
Как провести проверки нивелира.
Обзор современных теодолитов.
Об устройстве теодолита читайте тут.
Разновидности конденсаторной сварки

Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Конденсаторная сварка представляет собой разновидность сварки, при которой расплавление металла происходит за счет запасенной электрической энергии в конденсаторах. По методу проведения конденсаторную сварку можно подразделить на контактную, ударную и точечную.
Контактная сварка подразумевает, что конденсатор разряжается на предварительно прижатые друг к другу две металлические заготовки. В месте контакта возникает дуга, которая расплавляет и соединяет заготовки на небольшом участке их контакта. Сварочный ток в зоне дуги достигает 15 кА при времени воздействия до 3 мс. При ударной сварке контакт между металлическими заготовками, на который подан разряд, совершается в виде кратковременного удара. Время действия дуги при этом не превышает 1,5 мс, что еще уменьшает участок сварки.
При точечной сварке разряд подается на два медных электрода, которые в точках касаются поверхности металлов с двух сторон. Дуга образуется между электродами в течение 0,01-0,1 с в зависимости от регулировки. Сила сварочного тока может достичь 10 кА. Сварка металлов происходит практически в точке.

Схема конденсаторной сварки.
По виду формируемого разряда конденсаторная сварка подразделяется на бестрансформаторную и трансформаторную сварку. При первом виде разряд с конденсаторов поступает непосредственно на поверхность металла. Такая сварка может производиться путем высоковольтного разряда (напряжение до 1 кВ) с током до 100 А в течение 0,005 с или низковольтного разряда (напряжение до 60 В) с током 1-2 кА в течение до 0,6 с.
Трансформаторный вид конденсаторной сварки заключается в том, что разряд с конденсатора производится на обмотку трансформатора, а с его вторичной обмотки поступает в зону сварки. Такой вид сварки расширяет возможности регулировки процессом. Напряжение разряда достигает 1 кВ при этом во вторичной обмотке достигается сварочный ток силой до 6 кА, который подается в течение до 0,001 с.
Вернуться к оглавлению
Принцип точечной сварки

Конструкция трансформаторов для точечной сварки.
Наиболее распространенным типом конденсаторной сварки в бытовых условиях является точечная сварка трансформаторного вида. Основной принцип точечной сварки заключается в том, что свариваемые заготовки, совмещенные в необходимом положении, зажимаются между двумя электродами, на которые подается кратковременный сварочный ток большой величины. Образующаяся между электродами электрическая дуга расплавляет металл заготовок в зоне диаметром 4-12 мм, что приводит к их соединению.
Действие сварочного импульса обеспечивается в течение 0,01-0,1 с, что обеспечивает образование общего для обоих свариваемых металлов ядра расплава. После снятия импульса тока на заготовки продолжает действовать сдавливающая нагрузка, что обеспечивает образование общего сварного шва. Ограничение зоны расплавления металлов достигается тем, что в момент подачи импульса, металлы контактировали между собой, обеспечивая теплоотвод.
Сварочный ток (импульс) подается на электроды с вторичной обмотки, где обеспечивается большой ток при малом напряжении. На первичную обмотку подается импульс, возникающий при разряде конденсатора (или блока конденсаторов). В самом конденсаторе заряд накапливается в период между подачей импульсов на электроды, т.е. зарядка конденсатора осуществляется за время, пока электроды перемещаются в другую точку для сварки.
Область применения такой сварки обширна по виду материала. Особо хорошие результаты получаются при сварке цветных металлов, в том числе меди и алюминия. По толщине свариваемых листов есть существенное ограничение – до 1,5 мм. Зато точечная сварка прекрасно показала себя в случае присоединения тонких полос проволоки к любой массивной конструкции. При этом соединяемые материалы могут быть разнородными.
Вернуться к оглавлению
Требования к конденсаторной сварке

Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Для того чтобы конденсаторная точечная сварка своими руками была произведена качественно, необходимо выполнить некоторые условия. Должна быть обеспечена подача кратковременного импульса в течение до 0,1 с и последующее накопление энергии от сети для нового импульса за очень короткое время.
Давление электродами на свариваемые детали в момент подачи сварочного импульса должно обеспечивать надежный контакт между ними. Разжимание электродов необходимо производить с задержкой для того, чтобы расплав остывал под давлением, что улучшает режим кристаллизации металла в сварном шве.
В качестве электродов для точечной сварки наиболее распространены медные электроды. Диаметр точки в месте контакта должен превышать толщину самой тонкой свариваемой заготовки в 2-3 раза.
Поверхность свариваемых заготовок перед сваркой должна быть тщательно очищена, чтобы окисные пленки и ржавчина не создали большое сопротивление для тока.
Конденсаторная точечная сварка своими руками может быть произведена только при условии сборки устройства, имеющего как минимум два блока: источник сварочного импульса и сварочный блок. Кроме того, необходимо предусмотреть возможность регулирования режимом сварки и защиту.
Вернуться к оглавлению
Простая конструкция для точечной сварки

Сварочные горелки для точечной сварки.
При сваривании тонких листов (до 0,5 мм) или при варке тонких элементов к любым деталям можно использовать упрощенную конструкцию сварочного аппарата. В нем подача сварочного импульса осуществляется через трансформатор. При этом один конец вторичной обмотки соединен непосредственно с массивной деталью, к которой приваривается тонкая деталь, а второй конец – к электроду. Другими словами, устройство предусматривает применение только одного (верхнего) электрода. Прижим его к тонкой детали производится вручную. Для крепления и удержания электрода можно, например, использовать стандартные зажимные клеммы для автомобильного аккумулятора (зажим типа «крокодил»).
При изготовлении простого источника сварного тока (импульса) можно использовать следующую схему. Первичная обмотка трансформатора, питающего сварочный блок, подключена к электросети, причем одним концом через одну из диагоналей выпрямительного диодного моста. На другую диагональ этого моста подается сигнал с тиристора, управление которого производится при помощи пусковой кнопки.

Положение электрода при сварке.
Сварочный импульс накапливается в конденсаторе, который располагается в цепи тиристора и подключен к диагонали моста с выходом на первичную обмотку трансформатора. Зарядка конденсатора производится от вспомогательной цепи, включающей входной трансформатор и выпрямительный диодный мост.
Работает источник в следующем порядке. Пока сварочный трансформатор отключен, идет зарядка конденсатора от вспомогательной сети. При нажатии пусковой кнопки (включении сварочного трансформатора) конденсатор отключается от вспомогательной сети и разряжается на первичную обмотку трансформатора через резистор. Разрядка конденсатора протекает через управляющий тиристор. Время длительности разряда изменяется с помощью регулирующего резистора. При выключении кнопки цепь разряда разрывается, а вспомогательная цепь включается, начинается цикл зарядки конденсатора.
Источником импульса является конденсатор емкостью 1000 мкФ или 2000 мкФ на напряжение до 25 В. Важным элементом схемы является трансформатор. Он может быть изготовлен на базе сердечника Ш 40 толщиной 70 мм. Первичная обмотка выполняется из провода ПЭВ-2 диаметром 0,8 мм. Количество витков – 300. Вторичная обмотка имеет 10 витков и выполняется из медной шины сечением 20 мм². Для управления можно использовать тиристор ПТЛ-50 или КУ202. В качестве входного трансформатора можно использовать любой трансформатор мощностью 10 Вт с напряжением на вторичной обмотке 15 В. При использовании рекомендованного источника, можно обеспечить импульс тока до 500 А с длительностью до 0,1 с.
Вернуться к оглавлению
Аппарат с повышенной мощностью

Схема шовной сварки.
Для повышения мощности источника сварочного тока следует рекомендовать изменение конструкции, позволяющее сваривать листы толщиной до 1 мм или провод до 5 мм. Управление сигналом производится с помощью бесконтактного пускателя МТТ4К на ток 80 А и обратное напряжение до 800 В. В управляющий модуль включены два параллельно соединенные тиристора, два диода и резистор. Время срабатывания регулируется с помощью реле времени, включенном в цепь входного трансформатора.
Накопление энергии происходит в электролитических конденсаторах, собранных в батарею путем параллельного соединения. Конденсаторы, обычно в количестве 6 штук, выбираются следующего номинала: два конденсатора емкостью 47 мкФ, два – емкостью 100 мкФ, два – емкостью 470 мкФ, на рабочее напряжение не менее 50 В. В качестве реле времени можно использовать герконовое реле РЭС42, РЭС43 на напряжение до 20 В.

Схема рельефной сварки.
Первичная обмотка сварочного трансформатора изготавливается из провода диаметром 1,5 мм, а вторичная из медной шины или провода сечением не менее 60 кв.мм. Количество витков во вторичной обмотке – 4-7. При этом обеспечивается ток в зоне сварки до 1500 А.
Работает аппарат следующим образом. При нажатии пусковой кнопки срабатывает реле, которое через управляющие контакты тиристоров включает сварочный трансформатор. После разрядки конденсаторов реле отключается. Точное регулирование длительности импульса осуществляется переменным резистором.
В связи с увеличением мощности, сварочный блок следует сделать более надежным. В нем используются два медных электрода. Достаточно часто в качестве электродов используются сварочные клещи, в которых обеспечивается давление до 20 кг/см². Диаметр контактных площадок подбирается самым минимальным.
Вернуться к оглавлению
Конструкции контактного блока
Сварочный блок представляет собой контактный блок, т.е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
Вернуться к оглавлению
Проведение конденсаторной точечной сварки
Весь процесс конденсаторной точечной сварки своими руками можно разделить на несколько этапов. Сначала проводится подготовка поверхности свариваемых заготовок. Затем заготовки совмещаются в необходимом порядке, помещаются в пространство между электродами и сдавливаются ими. С помощью пусковой кнопки подается сварочный импульс. Через 1-2 мин после прекращения импульса электроды раздвигаются. Сваренная деталь снимается и устанавливается в другой точке.
Промежуток между точками сварки зависит от толщины заготовки и обычно колеблется в интервале 15-60 мм.
Процесс сварки повторяется.
Чтобы произвести точечную сварку своими руками потребуется следующий дополнительный инструмент:
- тиски;
- ножовка;
- болгарка;
- круг наждачный;
- напильник;
- плоскогубцы;
- отвертка;
- ключи гаечные;
- шкурка наждачная;
- нож;
- тестер;
- молоток;
- зубило;
- штангенциркуль.
Конденсаторная сварка своими руками поможет соединить нетолстые листы из любого металла или приварить небольшие делали к любой металлической конструкции. Такая точечная сварка достаточно проста и доступна.
Схема и описание конденсаторной сварки
Существует несколько способов соединения металлических элементов, но среди всех особое место занимает конденсаторная сварка. Технология стала популярной примерно с 30-х годов прошлого века. Стыковка осуществляется путем подачи электрического тока в нужное место. Создается короткое замыкание, которое позволяет металлу плавиться.
Преимущества и недостатки технологии
Самое интересное, что сварка конденсатора может применяться не только в промышленных условиях, но и в быту.Это предполагает использование небольшого устройства, которое имеет заряд постоянного напряжения. Такое устройство может легко перемещаться по рабочей зоне.
Из технологических достоинств следует отметить:
- высокая производительность работ;
- долговечность используемого оборудования;
- возможность объединения разных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность стыковочных элементов.
Однако существуют ситуации, когда на сварочном аппарате сварка конденсатора для соединительных деталей невозможна.В первую очередь это связано с кратковременной мощностью самого процесса и ограничением по сечению соответствующих элементов. Кроме того, импульсная нагрузка может создавать различные помехи в сети.
Особенности и специфика применения
Процесс соединения заготовок включает в себя контактную сварку, для реализации которой расходуется определенное количество энергии в специальных конденсаторах. Его высвобождение происходит практически мгновенно (в течение 1 — 3 мс), вследствие чего зона теплового воздействия уменьшается.
Конденсаторную сварку удобно выполнять своими руками, потому что процесс экономичен. Используемое устройство может быть подключено к обычной электрической сети. Для использования в промышленности существуют специальные мощные устройства.
Особенно популярной была техника в цехах, предназначенных для ремонта кузовов автомобилей. При работе тонкие листы металла не обгорают и не подвергаются деформации. Необходимость в дополнительном выравнивании исключена.
Основные требования к процессу
Чтобы конденсаторная сварка выполнялась на высоком уровне качества, необходимо соблюдать некоторые условия.
- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным для обеспечения надежного соединения. Расширение электродов должно производиться с небольшой задержкой, благодаря чему достигается лучший режим кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы оксидные пленки и ржавчина не создавали слишком большого сопротивления при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц эффективность технологии значительно снижается.
- Медные прутки арт
Схема и описание конденсаторной сварки
Существует несколько способов соединения металлических элементов, но среди всех особое место занимает конденсаторная сварка. Технология стала популярной примерно с 30-х годов прошлого века. Стыковка осуществляется путем подачи электрического тока в нужное место. Создается короткое замыкание, которое позволяет металлу плавиться.
Преимущества и недостатки технологии
Самое интересное, что сварка конденсатора может применяться не только в промышленных условиях, но и в быту.Это предполагает использование небольшого устройства, которое имеет заряд постоянного напряжения. Такое устройство может легко перемещаться по рабочей зоне.
Из технологических достоинств следует отметить:
- высокая производительность работ;
- долговечность используемого оборудования;
- возможность объединения разных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность стыковочных элементов.
Однако существуют ситуации, когда на сварочном аппарате сварка конденсатора для соединительных деталей невозможна.В первую очередь это связано с кратковременной мощностью самого процесса и ограничением по сечению соответствующих элементов. Кроме того, импульсная нагрузка может создавать различные помехи в сети.
Особенности и специфика применения
Процесс соединения заготовок включает в себя контактную сварку, для реализации которой расходуется определенное количество энергии в специальных конденсаторах. Его высвобождение происходит практически мгновенно (в течение 1 — 3 мс), вследствие чего зона теплового воздействия уменьшается.
Конденсаторную сварку удобно выполнять своими руками, потому что процесс экономичен. Используемое устройство может быть подключено к обычной электрической сети. Для использования в промышленности существуют специальные мощные устройства.
Особенно популярной была техника в цехах, предназначенных для ремонта кузовов автомобилей. При работе тонкие листы металла не обгорают и не подвергаются деформации. Необходимость в дополнительном выравнивании исключена.
Основные требования к процессу
Чтобы конденсаторная сварка выполнялась на высоком уровне качества, необходимо соблюдать некоторые условия.
- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным для обеспечения надежного соединения. Расширение электродов должно производиться с небольшой задержкой, благодаря чему достигается лучший режим кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы оксидные пленки и ржавчина не создавали слишком большого сопротивления при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц эффективность технологии значительно снижается.
- Медные стержни требуются в качестве электродов. Диаметр точки в зоне контакта должен быть не менее чем в 2-3 раза больше толщины свариваемого элемента.
Технологические методы
Существует три варианта воздействия на заготовку:
- Точечная сварка конденсатора в основном используется для соединения деталей с различным соотношением толщины. Успешно используется в области электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде непрерывного шва.Электроды напоминают вращающиеся катушки.
- Ударно-конденсаторная сварка позволяет создавать стыковые соединения элементов с небольшим поперечным сечением. Перед столкновением заготовок образуется дуговой разряд, расплавляющий концы. После соприкосновения деталей выполняется сварка.
Что касается классификации оборудования, можно разделить технологию по наличию трансформатора. Если оно отсутствует, конструкция основного устройства упрощается, а также основная масса тепла выделяется в зоне прямого контакта.Основным преимуществом трансформаторной сварки является возможность подачи большого количества энергии.
Точечная сварка конденсатора своими руками: простейшая схема устройства
Для соединения тонких листов толщиной до 0,5 мм или мелких деталей может быть применена простая конструкция, выполненная в домашних условиях. В нем импульс подается через трансформатор. Один из концов вторичной обмотки подается на массив основной части, а другой — на электрод.
При изготовлении такого устройства примените цепь, в которой первичная обмотка подключена к электрической сети.Один из его концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны, сигнал подается непосредственно с тиристора, который управляется кнопкой пуска.
Импульс в этом случае создается конденсатором емкостью от 1000 до 2000 мкФ. Для изготовления трансформатора можно взять сердечник SH-40, имеющий толщину 70 мм. Первичная обмотка в триста витков может быть легко изготовлена из проволоки с сечением 0,8 мм с маркировкой PEWДля управления подходит тиристор с обозначением KU200 или PTL-50. Вторичная обмотка с наличием десяти витков может быть выполнена из медной шины.
Более мощная сварка конденсаторов: схема и описание самодельного устройства
Чтобы увеличить мощность, измените конструкцию изготавливаемого устройства. При правильном подходе его можно использовать для соединения проводов сечением до 5 мм, а также тонких листов толщиной не более 1 мм. Для контроля сигнала используется бесконтактный пускатель с маркировкой MTT4K, рассчитанный на электрический ток 80 А.
Обычно тиристоры, подключенные параллельно, диоды и резистор подключены к блоку управления. Интервал переключения настраивается с помощью реле, расположенного в главной цепи входного трансформатора.
Энергия нагревается в электролитических конденсаторах, соединенных в одну батарею через параллельное соединение. В таблице вы можете увидеть необходимые параметры и количество элементов.
Количество конденсаторов | Емкость, мкФ | |
2 | 470 | |
2 | 100 | 47 |
Обмотка главного трансформатора выполнена из 1.Провод 5 мм, а вторичный — из медной шины.
Работа самодельного устройства осуществляется по следующей схеме. При нажатии кнопки пуска активируется реле настройки, которое с помощью тиристорных контактов включает трансформатор сварочного агрегата. Отключение происходит сразу после разряда конденсаторов. Регулировка импульсного воздействия осуществляется с помощью переменного резистора.
Устройство контактного блока
Изготовленное устройство для сварки конденсатора должно иметь удобный сварочный модуль, позволяющий фиксировать и свободно перемещать электроды.Самый простой дизайн предполагает ручное удержание контактных элементов. В более сложной версии нижний электрод фиксируется в стационарном положении.
Для этого на подходящей основе он имеет фиксированную длину от 10 до 20 мм и поперечное сечение более 8 мм. Верхняя часть контакта закруглена. Второй электрод прикреплен к платформе, которая может двигаться. В любом случае должны быть установлены регулировочные винты, с помощью которых будет создаваться дополнительное давление для создания дополнительного давления.
Необходимо изолировать основание от подвижной платформы до контакта электродов.
Порядок работы
Прежде чем приступить к сварке точечным конденсатором самостоятельно, необходимо ознакомиться с основными этапами.
- На начальном этапе подключенные элементы должным образом подготовлены. С их поверхности удаляются примеси в виде частиц пыли, ржавчины и других веществ. Наличие посторонних включений не позволяет добиться качественного соединения заготовок.
- Детали соединены друг с другом в необходимом положении.Они должны быть расположены между двумя электродами. После дробления импульс подается на контактные элементы нажатием кнопки пуска.
- При воздействии электрического тока на заготовку электроды можно раздвинуть. Готовая часть удаляется. При необходимости он устанавливается в другой точке. Толщина свариваемого элемента оказывает непосредственное влияние на размер зазора.
Использование готовых приборов
Работы могут проводиться с использованием специального оборудования.Такой набор обычно включает в себя:
- аппарат для создания импульса;
- приспособление для сварки и зажима крепежа; Обратный кабель
- с двумя защелками; Комплект цанги
- ;
- инструкция по применению;
- проводов для подключения к сети.
Заключительная часть
Описанная технология c
.Сварочный инверторЕсли вы ищете вариант замены обычного сварочного трансформатора, сварочный инвертор — лучший выбор. Сварочный инвертор удобен и работает от постоянного тока. Текущий контроль поддерживается через потенциометр.
Автор: Dhrubajyoti Biswas
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное напряжение линии проходит через фильтр электромагнитных помех, сглаживая его с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие цепи плавного пуска. Поскольку переключение включено, и конденсаторы первичного фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения реле.
В момент переключения питания используются IGBT-транзисторы, которые затем подаются через приводной трансформатор с передним затвором TR2 с последующим формированием цепи с помощью регуляторов IC 7812.
Использование IC UC3844 для управления ШИМ
Схема управления, используемая в этом сценарии, является UC3844, которая очень похожа на UC3842 с пределом ширины импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления питается от вспомогательного источника питания 17 В. Из-за высоких токов в обратной связи по току используется трансформатор Tr3.
Напряжение чувствительного регистра 4R7 / 2W более или менее равно токовому выходу. Выходной ток может дополнительно контролироваться потенциометром P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силового полупроводника является то, что он нуждается в охлаждении, и большая часть выделяемого тепла отводится в выходных диодах.
Верхний диод, состоящий из 2-х DSEI60-06A, должен выдерживать ток в среднем 50А и потери до 80 Вт.
Нижний диод, то есть STTh300L06TV1, также должен иметь средний ток 100 А и потери до 120 Вт. С другой стороны, общая максимальная потеря вторичного выпрямителя составляет 140 Вт. Выходной дроссель L1 дополнительно соединен с отрицательной шиной.
Это хороший сценарий, поскольку радиатор не имеет высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток, протекающий по нижнему диоду, в два раза больше, чем ток верхнего диода.
Расчет потерь IGBT
По сути, расчет потерь IGBT является сложной процедурой, поскольку помимо проводящих потерь коммутационные потери также являются еще одним фактором.
Также каждый транзистор теряет около 50 Вт. Мост выпрямителя также теряет мощность до 30 Вт и устанавливается на тот же радиатор, что и IGBT, вместе с диодом сброса UG5JT.
Существует также возможность замены UG5JT на FES16JT или MUR1560. Потеря мощности диодов сброса также зависит от способа построения Tr1, хотя потеря меньше по сравнению с потерей мощности от IGBT. Мост выпрямителя также приводит к потере мощности около 30 Вт.
Кроме того, при подготовке системы важно помнить о масштабировании максимального коэффициента загрузки сварочного инвертора. Основываясь на измерении, вы можете быть готовы выбрать правильный размер датчика обмотки, радиатора и т. Д.
Еще один хороший вариант — добавить вентилятор, так как он будет контролировать тепло.
Принципиальная электрическая схема
Детали обмотки трансформатора
Переключающий трансформатор Tr1 обмотан двумя ферритовыми сердечниками EE, и они оба имеют центральную секцию колонки 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует позаботиться о том, чтобы в зоне ядра не было воздушного зазора.
Хорошим вариантом было бы использовать первичную обмотку на 20 витков, обмотав ее 14 проводами по 0.Диаметр 5 мм.
Вторичная обмотка с другой стороны имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Tr2, который спроектирован на малой паразитной индуктивности, следует процедуре трехфазной обмотки с тремя витыми изолированными проводами диаметром 0,3 мм и обмотками 14 витков.
Секция сердечника изготовлена из h32 с диаметром средней колонны 16 мм и не оставляет зазоров.
Трансформатор тока Tr3 выполнен из дросселей подавления электромагнитных помех. В то время как первичный имеет только 1 ход, вторичный ранен с 75 ходами 0.4 мм проволока.
Важной проблемой является сохранение полярности обмоток. В то время как L1 имеет ферритовый сердечник EE, средняя колонна имеет поперечное сечение 16×20 мм с 11 витками медной полосы 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет 12 мкГн куб.
Обратная связь по напряжению на самом деле не мешает сварке, но, безусловно, влияет на потребление и потерю тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает уровень потребляемой мощности, а также нагревательных компонентов.
310 В постоянного тока может быть извлечено из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ / 400 В.
Источник питания 12 В может быть получен из готового блока адаптера 12 В или построен дома с помощью информации, предоставленной здесь :
Алюминиевая сварочная цепь
Этот запрос был передан мне одним из преданных читателей этого блога мистерХосе. Вот детали требования:
Мой сварочный аппарат Fronius-TP1400 полностью функционален, и я не заинтересован в изменении его конфигурации. Эта машина, которая имеет возраст, является первым поколением инверторных машин.
Это базовое устройство для сварки покрытым электродом (сварка MMA) или газом вольфрамовой дугой (сварка TIG). Переключатель позволяет выбор.
Это устройство обеспечивает только постоянный ток, это очень подходит для сварки большого количества металлов.
Существует несколько металлов, таких как алюминий, из-за его быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц), что способствует устранению коррозии в циклах с инвертированной полярностью и поверните плавление в циклах прямой полярности.
Существует мнение, что алюминий не окисляется, но это неправильно, что происходит в тот момент, когда в нулевой момент, когда он вступает в контакт с воздухом, образуется тонкий слой окисления, который с тех пор сохраняет его от следующих последующих окисление.Этот тонкий слой усложняет сварочную работу, поэтому используется переменный ток.
Мое желание — сделать устройство, которое будет подключено, между клеммами моего сварочного аппарата постоянного тока и горелки, чтобы получить этот переменный ток в горелке.
Это то, где у меня возникают трудности, в момент создания этого преобразователя CC в AC. Я увлекаюсь электроникой, но не специалистом.
Так что я прекрасно понимаю теорию, я смотрю на ИС HIP4080 или аналогичную таблицу данных и вижу, что ее можно применить к моему проекту.
Но моя большая трудность состоит в том, что я не делаю необходимый расчет значений компонентов. Может быть, есть какая-то схема, которую можно применить или адаптировать, я не нахожу ее в интернете и не знаю, где искать, поэтому и прошу вашей помощи.
Конструкция
Для того, чтобы сварочный процесс мог устранить окисленную поверхность алюминия и обеспечить эффективное сварочное соединение, существующий сварочный стержень и алюминиевая пластина могут быть интегрированы с полным приводом моста. , как показано ниже:
Rt, Ct можно рассчитать методом проб и ошибок, чтобы получить колебания мошек на любой частоте между 100 и 500 Гц.Для точной формулы вы можете обратиться к этой статье.
Th 15В вход может быть подан от любого адаптера 12В или 15В переменного тока в постоянный.
О Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и учебными пособиями.
Если у вас есть запрос, связанный со схемой, вы можете взаимодействовать через комментарии, я буду очень рад помочь!
Примечание: этот продукт имеет дисплей на английском языке, английская версия нормальная доставка, в наличии, доставка в течение 5 дней
Характеристики:
Название: Устройство точечной сварки
Тип: плата управления, весь комплект (опция)
Размер изделия: 100 * 100 * 100 мм / 3,94 * 3,94 * 3,94 дюйма
Размер упаковки: 150 * 150 * 120 мм / 5,91 * 5,91 * 4.72in
Вес упаковки:
Плата управления: 82 г / 2,89 унции
Комплект: 1700 г / 3,75 фунта
Точечный сварочный аппарат имеет небольшой квадратный размер 10 см и легкий вес. Может использоваться для бытовой техники 220 В. Выходное напряжение источника питания точечной сварки составляет 12 В постоянного тока. Машина точечной сварки имеет двойной импульсный регулируемый. Мощный и мощный, вы можете самостоятельно поддерживать конденсатор с напряжением от 2,5 В до 3 В, плату управления с функцией выравнивания, зарядку 10 А полностью удовлетворить потребности игроков на литиевых батареях! Подходит для сборки и обработки различных литиевых батарей! Поддержка 0.2 и ниже паяные соединения из никелевой пластины прочны и надежны, имеют опорный ножной переключатель и встроенную ручку для точечной сварки, реальные материалы надежны
Покупка главной платы управления — это только главная плата управления без других аксессуаров!
Приобретите полный набор ручек для блока питания и точечной сварки
Использование машины:
Подключите зарядное устройство , в правом нижнем углу находится кнопка поворота, вращение может перемещать курсор и регулировать размер значения, а подтверждение заключается в нажатии кнопки.
1. Чем больше значение импульса, тем сильнее сварочная способность. Например, значение импульса один для точечной сварки 0,15 мм никеля составляет около 12, а импульс два можно регулировать.
Ожидание: проще говоря, чем больше значение непрерывного разряда, тем больше время непрерывного разряда.
Автоматическая сварка: ее можно отрегулировать в соответствии с вашими требованиями … (Новичок рекомендует более одной секунды)
2.Настройка напряжения в интерфейсе может регулировать напряжение разряда напряжения конденсатора, например: конденсатор одиночный 2.8 В, затем напряжение составляет 5,6 В после последовательного подключения, если конденсатор составляет 2,7 В, он настраивается в 5,4 В, не забывайте не превышать напряжение после последовательного подключения!
3. Настройка системы:
(1) Зарядный ток относится к скорости зарядки, при которой конденсатор заряжается, чем больше значение, тем быстрее зарядка, диапазон значений составляет 1-10А.
(2) Выдерживаемое напряжение одного конденсатора: относится к диапазону выдерживаемого напряжения одного конденсатора, например 2.Выдерживаемое напряжение 7 В и конденсатор 2,7 В. Это безопасно. Конденсатор на 2,8 В установлен на 2,7 В. Это не перенапряжение и длительное использование приведет к повреждению конденсатора
Не устанавливайте значение напряжения, которое превышает емкость! Сохраните и выйдите после внесения изменений в данные!
Примечание. Не прикасайтесь к металлическим частям фюзеляжа сварочной ручкой!
| Параметры продукта | Модель продукта : | TB-02 |
| электрическая мощность : | 16X100F | |
| емкость | 1600F | |
| Максимальный ток | 800A | |
| Характеристики | регулируемый | |
| Интерфейс ввода : | 12V зарядное устройство | |
| Входные параметры : | 12В 10А | |
| Толщина никелевого ремня | 0.2MM | |
| Список доставки | Хозяин точечной сварки | X1 |
| Разборка сварочной ручки | X1 | |
| зарядное устройство | X1 |