Контактная электрическая сварка
Сеть профессиональных контактов специалистов сварки
Контактная сварка -это один из наиболее эффективных, экономичных, высокомеханизированных и автоматизированных способов сварки, обеспечивающих высокую прочность, качество и надежность сварного соединения и широко используемых в строительстве для сварки арматуры, трубопроводов, рельсов и т.д. Изготовление наиболее дорогих и сложных узлов легковых и грузовых автомобилей — кузовов и кабин тоже основывается на электроконтактной сварке. Многие конструктивно сложные детали в машиностроении изготовляются путем точечной сварки штампованных из листового проката заготовок.
Способы электроконтактной сварки подразделяются на три группы: стыковая сварка, точечная сварка и шовная сварка.
Электроконтактная сварка деталей выполняется следующим образом: детали сжимают усилием Р , через стык их пропускается электрический ток J в течении времени t , происходит нагрев металла в зоне контакта до температуры плавления, выключается электрический ток, деталь охлаждается и кристаллизуется сварной шов, снимается нагрузка.
Количество тепла, выделившегося при прохождении электрического тока находится по формуле:
Q= J 2 R t, Дж.
Напряжение сварки U по сравнению с электродуговой сваркой очень низкое (всего 1-6 В), а токи измеряются сотнями и тысячами А. Поэтому понижающий трансформатор конструктивно отличается от сварочных трансформаторов для электродуговой сварки: вторичная обмотка имеет от 1 до 6 витков, а сила тока J регулируется изменением количества витков первичной обмотки (рис. 1). Сопротивление R зависит от чистоты, шероховатости и загрязнения поверхности свариваемых деталей, электрического сопротивления материала, давления сжатия деталей и др. Время сварки t изменяется от сотых долей секунды до нескольких минут. Из-за малого времени сварки снижаются окисляемость материалов деталей и величина зоны термического влияния, поэтому при сварке будут минимальные деформации и хорошее качество наплавленного металла.
Стыковой сваркой (рис. 1) свариваются арматурные стержни, полосы, трубы, фланцы, швеллера, рельсы. Применяются три разновидности стыковой сварки: сопротивлением, непрерывным и периодическим оплавлением.
Применяются три разновидности стыковой сварки: сопротивлением, непрерывным и периодическим оплавлением.
Рис.1. Схема электроконтактной стыковой сварки
При сварке сопротивлением торцы свариваемых деталей тщательно обрабатывают, детали сводят до соприкосновения и включают электрический ток. После нагрева металла до пластичного состояния выключают ток и снимают нагрузку. Сваркой сопротивлением можно сваривать детали сечением до 300 мм2, например, трубы — диаметром до 40 мм.
При сварке непрерывным оплавлением

Сварка прерывистым оплавлением выполняется периодическими короткими замыканиями и размыканиями электрического тока за счет перемещения детали . При этом появляются искры и разбрызгивание металла. Этот способ сварки эффективен для легированных сталей (30ХГСА,…).
Точечная сварка используется в основном для сварки листовых конструкций, соединения пересекающих стержней (арматура железобетонных конструкций). Суммарная толщина листов обычно не превышает 10-12 мм (возможна до 20 мм для листовой сварки), а других элементов до 30 мм.
Рис.2. Способы получения точечных сварных швов
Сварные соединения могут реализовываться по разному ( рис. 2) : одноточечная 2-х сторонняя; 2-х точечная односторонняя и многоточечная односторонняя. Последний способ обеспечивается аналогично как и 2-х точечная односторонняя, только в этом случае для каждой пары точек сварки необходима своя вторичная обмотка, так, например, для 40 -точечной контактной сварки необходимо 20 вторичных обмоток трансформатора.
При двухсторонней одноточечной сварке нижний электрод неподвижен, а верхний перемещается с помощью механизма сжатия (механический, пневматический или электрический привод).
После установки и сжатия (рис.3) деталей включается трансформатор, металл нагревается в зоне контакта до образования ядра из расплавленного металла, увеличивается нагрузка сжатия и выключается ток, кристаллизуется расплавленный металл и детали свариваются. Место контакта электрода с деталью нагревается меньше, т.к. тепло отводится через водоохлаждаемые медные электроды. Для сварки конкретных деталей могут использоваться схемы выполнения сварки. отличающиеся от схемы, представленной на рис. 3.
Для сварки углеродистых и низколегированных сталей применяются мягкие режимы (большое время выдержки ( t=0,2-3 с и небольшая плотность тока J=80-160 А/ мм2), а для сварки низкоуглеродистых и высоколегированных сталей, не склонных к закалке, – жесткие режимы (t=0,001-0,1 с , J=150-350 А/ мм2).
Рис.3. Изменение силы тока J и усилия сжатия P деталей по времени Τ выполнения электроконтактной сварки.
Разновидность точечной сварки — рельефная (рис.4). Сначала создаются холодной пластической деформацией выступы на свариваемых поверхностях, а затем детали сжимаются и через них пропускается электрический ток, т.е. производится электроконтактная сварка.
Рис.4. Рельефная сварка
Рис. 5. Шовная сварка
Шовная контактная сварка ( рис.5) применяется для получения прочных и герметичных швов (тонкостенные сосуды, тонкостенные сварные трубы ,..) Листы толщиной 0,3-3 мм собирают внахлестку, сжимают двумя медными роликами, пропускают через них электрический ток, ролики вращаются, листы или ролики перемещаются, происходит контактная сварка.
Есть два способа шовной сварки :
- При непрерывной контактной сварке изделий из малоуглеродистой стали толщиной менее 1мм выполняется непрерывная подача электрического тока.

- Для более толстых изделий используется прерывистая сварка : ролики вращаются непрерывно, а ток подается периодическими импульсами ; образуется ряд непрерывных точек, которые перекрывая друг друга в итоге образуют сплошной сварной шов.

Конденсаторная сварка. Энергия накапливается в конденсаторах, которые разряжаются или непосредственно через изделие или через дополнительный трансформатор на изделие. Чаще всего используется второй способ. Конденсаторной сваркой соединяют металлические детали толщиной 0,005 … 2 мм., но можно приварить тонкий металл (толщиной 0,2…0,3 мм ) к металлическим деталям большой толщины (до 10…15 мм). Конденсаторные установки имеют маленькую мощность и обеспечивают высокое качество сварных соединений.
Для повышения твердости и износостойкости рабочих поверхностей деталей и при ремонте посадочных мест под подшипники качения валов, отверстий редукторов, коробок перемены передачи, шеек коленчатых валов двигателей широко используется электроконтактная приварка ленты, проволоки или порошка.
Тепловые деформации при этом малы, материал подбирается высокой износостойкости, обеспечивается долговечность не ниже новых деталей, исключается термическая деформация деталей.
Другие материалы относящиеся к теме «
Контактная электрическая сварка
«:
Машины ( аппараты ) для контактной сварки
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Контактная сварка: как сохранить здоровье и обеспечить безопасность
Контактная сварка требует максимально профессионального подхода со стороны исполнителей, поскольку присутствуют определенные опасные и вредные факторы, которые необходимо не только контролировать, но и, по возможности, нивелировать. Среди наиболее распространенных имеет смысл выделить следующие:
Среди наиболее распространенных имеет смысл выделить следующие:
- вредные химические соединения в воздухе;
- ожоги;
- поражения электротоком;
- механические травмы.
В качестве защиты от твердых и жидких частиц высокой температуры выступают СИЗы: спецовки, специальные очки, специальный комбинезон сварщика или огнестойкая роба, а также жаростойкую обувь
Контактная сварка характеризуется выбросом раскаленного металла. Это означает, что должны применяться механические защитные ограничители, как между работником и аппаратом, так и щиты для находящихся рядом производственных участков.
Обязательно наличие вентиляционного оборудования, в том числе и местного, поскольку при контактной сварке в атмосферном воздухе формируется высокая концентрация металлической пыли.
Поражение электрическим током случается в подавляющем большинстве случаев при пробое трансформаторных обмоток при отсутствии заземления. Качественное, правильно организованное заземление защитит исполнителя от поражения электрическим током. Это же касается электрических шкафов, используемых в управлении.
Это же касается электрических шкафов, используемых в управлении.
Дополнительно для обеспечения электробезопасности применяются блокировочные двери на электрошкафах (отключение подачи напряжения при открытии), коврики из резины либо настилы из дерева.
Важно! Сварщик, если он не является еще и электриком со всеми соответствующими допусками, не должен самостоятельно выполнять ремонтные мероприятия при неисправности электрического оборудования, как в самом аппарате, так и на магистрали питания.
Контактная сварка технически имеет подвижные элементы, способные нанести серьезные травмы работнику. По этой причине при выполнении технологических операций необходимо соблюдать предусмотренные меры безопасности. В частности, при смене электрода на оборудовании контактной сварки электропитание должно быть полностью отключено, причем не только пускателем, а общим рубильником. Это поможет избежать произвольного движения подвижных частей. Для этих целей в обязательном порядке должны использоваться механические фиксаторы и блокираторы, если таковые конструктивно предусмотрены.
После смены сварщик обязан убрать свое рабочее место, то есть содержать установку и прилегающую территорию в чистоте. Предварительно контактную сварку отключают от электропитания и снижают давление воздуха. Электрошкафы контактной сварки обслуживает только наладчик-электрик, в том числе и во время проведения уборки рабочего места.
Если в помещении установлена контактная сварка, то в обязательном порядке в непосредственной с ней близости размещаются общие правила эксплуатации, техники безопасности, а также охраны здоровья.
В контактной сварке используются готовые электроды, изготовленные из бронзовых полуфабрикатов различных форм поставок. Компания «Специальные материалы» поставляет следующие бронзовые сплавы для производства высококачественных электродов:
AERIS 1345 — Российский аналог БрБ2 — Сплав CuBe2
AERIS 1335 — Российский аналог БрНБТ — Сплав CuCoNiBe
AERIS 1340 — Российский аналог БрНХК, БрНХК (ф) — Сплав CuNiSiCr
AERIS 1320 — Российский аналог БрХ — Сплав CuCr1
AERIS 1330 — Российский аналог БрХЦр, Бр1ХЦр, БрХ, БрХ1, БрЦр — Сплав CuCr1Zr
Сварка контактная точечная — — Энциклопедия по машиностроению XXL
Сварка контактная (точечная и линейная, реже стыковая) [c. 119]
119]В машиностроении распространены следующие методы сварки контактная — точечная и шовная дуговая — полуавтоматическая и автоматическая под слоем флюса, в среде защитных газов (аргон, гелий, углекислый газ) электрошлаковая ультразвуковая. Аргонодуговая сварка применяется для сварки алюминиевых и магниевых сплавов, для сварки нержавеющей стали. Электрошлаковая сварка (принципиально новый способ сварки металла неограниченных толщин) внедрена в тяжелом машиностроении для сварки крупных станин различных машин. [c.304]
Сварка контактная, точечная и ковка сталей, алюминия и титана Методические рекомендации МР ТЭО-85, М, ВНИИНмаш, 1985, 60 с, [c.325]
Большое значение имеет применение сварки в производстве металлических кроватей. При замене дуговой сварки контактной точечной экономия электродов составляет 0,19 кг на одну кровать, а производительность уве- [c.29]
Завод металлических конструкций (г. Домодедово) провел работы по замене ручной дуговой сварки контактной точечной. При помощи точечной сварки на этом заводе изготовляются мачты из угловой стали, предназначенные для электролиний высокого напряжения. Сварка
[c.68]
Домодедово) провел работы по замене ручной дуговой сварки контактной точечной. При помощи точечной сварки на этом заводе изготовляются мачты из угловой стали, предназначенные для электролиний высокого напряжения. Сварка
[c.68]
Сварка контактная точечная [c.175]
Контактная точечная сварка. Контактной точечной сваркой соединяются различные элементы арматуры, например узлы каркаса и [c.522]
Кт — контактная точечная сварка. [c.194]
Пятая позиция предусматривает правила нанесения обозначений для прерывистых швов, для одиночных сварных точек, для швов контактной сварки точечных или роликовых. Например, для прерывистых швов записывают размер длины провариваемого участка /, знак 2 или / и размер шага шва для шва контактной роликовой электросварки — размер расчетной ширины шва для шва контактной точечной электросварки — диаметр точки d, знак / или знак 2 и размер шага и т. д. Все случаи приведены в примерах услов-1 ых обозначений сварных швов (табл. 7.6).
[c.224]
7.6).
[c.224]
Шов таврового соединения без скоса кромок, односторонний, выполняемый электродуговой ручной сваркой по замкнутому контуру. Катет шва 5 мм Шов углового соединения со скосом одной кромки, двусторонний с предварительным наложением под-варочного шва, выполняемый автоматической сваркой под флюсом по замкнутой линии Шов нахлесточного соеди-кения, трехрядный с шахматным расположением точек, выполняемый контактной точечной электросваркой. Расчетный диаметр точек 10 мм, шаг между точкамИ 40 мм [c.225]
Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор. По типу сварного соединения различают сварку стыковую, точечную и шовную. [c.212]
Контактную точечную сварку углеродистых и легированных сталей выполняют на мягких режимах, т. е. длительным нагревом током и быстрым удалением заготовок из машины для избежания
[c. 232]
232]
При изготовлении сварных конструкций с помощью контактной точечной сварки оптимальными объектами роботизации являются тонколистовые и каркасно-решетчатые конструкции двери, [c.72]
Поэтому для прихватки и сварки кузовов автомашин все шире используют роботы, оснащенные клещами для контактной точечной сиа[)кп. Использование роботов делает производство более гибким, т. е. позволяет переходить к изготовлению кузовов другой модификации путем простой смены программы роботов, обслуживающих отдельные рабочие места. [c.346]
В условное обозначение шва может быть включено также буквенное обозначение способа сварки, например сварку автоматическую обозначают А, полуавтоматическую — П (ГОСТ 11533—75), контактную точечную — Кг, шовную—Кш (ГОСТ 15878—79) и др. [c.274]
Размеры конструктивных элементов швов сварных соединений, выполняемых контактной точечной, рельефной и шовной сваркой, зависят только от марки материала и толщины свариваемых деталей, поэтому на типы их разделять нецелесообразно. Швы этих соединений обозначаются как стандартные, но без буквенно-цифрового обозначения соединения, которое ГОСТ 15878—79 не устанавливает, например
[c.164]
Швы этих соединений обозначаются как стандартные, но без буквенно-цифрового обозначения соединения, которое ГОСТ 15878—79 не устанавливает, например
[c.164]
Условные обозначении типов соединений по ГОСТ 14098—68 Рис. 9. Крестообразные соединения контактной точечной сваркой (КТ) а — двух стержней (КТ-2) б — трех стержней (КТ-3) [c.125]
Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный диаметр литого ядра точки 5 мм [c.119]Рис, 66. Схема контактной точечной. сварки [c.109]
Контактную точечную и шовную сварку применяют для соединения листов и профильного проката преимущественно из деформируемых сплавов. Контактную стыковую сварку выполняют преимущественно методом оплавления. Так как алюминий и его сплавы отличаются высокой тепло- и электропроводностью, то необходимо при электроконтактной сварке, особенно точечной, применение больших токов и мощных машин, для повышения эффективности нагрева целесообразно сваривать при малой длительности импульсов тока. [c.135]
[c.135]
В сварочном производстве нашли преимущественно применение роботы, перемещающие сварочные клещи для контактной точечной сварки. Это связано с более низкими требованиями к перемещению клещей между точками при контактной сварке по сравнению с перемещением электрододержателя или горелки в процессе дуговой сварки. Роботы, предназначенные для дуговой сварки, должны осуществлять непрерывное движение электрода при регулируемы величинах перемещения, скорости и ускорения. Это усложняет его конструкцию и требует значительно большего объема памяти программирующих устройств. [c.144]
Следует отметить, что и при наличии давления может происходить расплавление металла, например, при термитной сварке с давлением, контактной точечной и шовной сварке с образованием литого ядра, стыковой сварке оплавлением, сварке трением и др. [c.22]
Расчет соединений, выполняемых контактной точечной, рельефной и шовной сваркой, обычно производится на срез по площади контакта. Такие соединения, как правило, не несут больших нагрузок, так как применяются для деталей малой толщины.
[c.258]
Такие соединения, как правило, не несут больших нагрузок, так как применяются для деталей малой толщины.
[c.258]
Контактная сварка (стыковая, точечная, шовная) отличается высокой производительностью и экономичностью. Ею хорошо свариваются углеродистые, низколегированные и некоторые коррозионно-стойкие стали, а также алюминий, титан и их сплавы. [c.154]
Типы и конструкции сварных швов. В зависимости от расположения свариваемых деталей швы бывают стыковые (рис. 4.2, а), внахлестку (рис. 4.2, б), угловые (рис. 4.2, в), тавровые (рис. 4.2, г) и другие в зависимости от расположения шва относительно линии действия силы—лобовые (рис. 4.3, а), фланговые (рис. 4.3, б) и косые (рис. 4.3, в). Область применения тех пли иных швов во многом зависит от способа сварки при дуговой и газовой сварке распространение получили все типы швов, при контактной стыковой — лобовые швы, при контактной точечной, роликовой и короткоимпульсной —швы внахлестку.
[c. 401]
401]
При контактной точечной сварке качество соединения зависит от числа свариваемых деталей, которое не должно превышать [c.402]
При изготовлении корпусных деталей приборов методом холодной штамповки форма и размеры заготовки определяются опытным путем. Основными операциями, с помощью которых получают нужную форму и размеры корпусной детали, являются гибка и вытяжка. Толщина 5 листового материала обычно составляет 0,7—2 мм. Радиусы гибки Я определяются в зависимости от вида и толщины материала обычно для стали Я = 0,5з, алюминиевых сплавов Я = 0,35, дуралюмина Я = 1,35. Элементы штампованных корпусных деталей наиболее рационально соединять с помощью контактной точечной сварки (см. 119). [c.487]
Хорошо сваривается контактной, точечной и роликовой сваркой. Дуговой и газовой сваркой сваривается плохо. Обрабатываемость резанием удовлетворительная. Режимы термической обработки указаны в табл. 35—37.
[c.34]
Режимы термической обработки указаны в табл. 35—37.
[c.34]
Для сварки жаропрочных сталей и сплавов больших толщин (до 30 мм) применяют элек-тронно-лучевую сварку. Возможность сварки за один проход зависит от формы шва и является важным технологическим преимуществом этого способа сварки. Контактной точечной и шовной сваркой сваривают детали толщиной 0,05-6 мм. Соотношение толщин свариваемых деталей не более 5 1. [c.28]
Sta k welding — Пакетная сварка. Контактная точечная сварка сложенных в пакет пластин, сварка всех пластин происходит одновременно. [c.1050]
МНОГОТОЧЕЧНАЯ СВАРКА (контактная) — точечная сварка, при которой за один рабочий цикл машины выполняется более двух сварных точек. Различают М. с. одновременную и последовательную. Последняя может осуществ-лят1,ся как при поочерелном опускании электродов, так и нри поочередном подключении нр( Дварител1.но опущенных электродов к сварочному трансформатору. М. с. используется в массовом производстве, где требуется повышенная производительность при значительном количестве сварных точек на каждой свариваемой детали. Многоточечная контактная машина является специализированной машиной, конструкция которой разрабатывается в каждом отдельном случае применительно к спариваемому изделию. Количество электродов, применяемых в этих машинах, практически не ограничено и зависит от количества требуемых сварных точек. Существуют одно- и много-трансформаторные многоточечные машины те и другие как для одновременного, так и для последовательного зажатия электро-
[c.82]
М. с. используется в массовом производстве, где требуется повышенная производительность при значительном количестве сварных точек на каждой свариваемой детали. Многоточечная контактная машина является специализированной машиной, конструкция которой разрабатывается в каждом отдельном случае применительно к спариваемому изделию. Количество электродов, применяемых в этих машинах, практически не ограничено и зависит от количества требуемых сварных точек. Существуют одно- и много-трансформаторные многоточечные машины те и другие как для одновременного, так и для последовательного зажатия электро-
[c.82]
Автоматизированная подсистема, будучи самостоятельным звеном АСУТП, предназначается для расчета режимов и технических норм времени на выполнение ручной электродуговой, механизированной, автоматической сварки контактной точечной, шовной и других способов сварки. [c.387]
Сварка контактная точечная Стационарные машины серийного выпуска малой и средней мощности с педальным приводом Выполнение сварки мелких и средних узлов из стальных деталей малой и средней толщииы на стационарных рабочих местах Применяются для сварки малоответственных деталей Единичное и серийное производство
[c. 174]
174]
В третьей позиции указывают способ выполнения сварки. Кроме ручной электродуговой сварки, все остальные швы имеют несколько способов исполнения, например А — автоматическая сварка под слоем флюса П — полуавтоматическая сварка под слоем флюса Кт — контактная точечная сварка Кр — контактная роликовая сварка Кс — контактная стыковая сварка и т. д. Сгюсобы выполнения сварки даны в стандартах на типы и конструктивные элементы сварных швов. [c.223]
Так, в установке (рис. 7.66) из намотанных на барабаны / продольны проволок, а также выправленных и нарезанных поперечных проволок 9 контактной точечной сваркой изготовляется непрерывная сетка, разрезаемая на отрезки 8 заданной длины с помощью гильотинных ножниц 7. Продольные проволоки проходят через пятироликовые правильные устройства 2 и направляющие втулки 3. Поперечные проволоки (стержни) по одной захватываются специальным автоматическим механизмом из бункера-питателя н укладываются сверху на продольные проволоки перпенди-
[c. 234]
234]
Осесимметричное распределение температур возникает при контактной точечной сварке, при дуговой сварке электрозакле-почных соединений, при термической правке. При этом возникает осесимметричное поле напряжений, характеризуемое компонентами Or и Оо плоского напряженного состояния в полярных координатах. Наиболее просто выполняется упругое решение. Для осесимметричного нагрева пластины с произвольным законом изменения температуры в радиальном направлении известно следующее упругое решение [c.430]
И размер шага. Для швов контактной точечной сварки или элек-трозаклепочного — размер расчетного диаметра точки или электрозаклепки, знак / или I и размер шага. [c.228]
Технологические данные. Пластичность в горячем состоянии высокая. Температура ковки-штамповки 470—475° С. Хорошая свариваемость контактной, точечной и роликовой сваркой. Дуговой и газовой сваркой сваривается плохо. Обра- [c.38]
Технологические данные. Пластичность в горячем состоянии пониженная. Температура ковки-штамповки 450—475 С. Хорошая свариваемость контактной, точечной и роликовой сваркой. Дуговой газовой сваокой сваоиваются плохо.
[c.39]
Пластичность в горячем состоянии пониженная. Температура ковки-штамповки 450—475 С. Хорошая свариваемость контактной, точечной и роликовой сваркой. Дуговой газовой сваокой сваоиваются плохо.
[c.39]
Что такое контактная сварка, как она работает, виды сварки | ММА сварка для начинающих
Впервые контактная сварка была опробована более века назад. Сегодня данный вид сварки широко применяется в промышленности и машиностроении.
Данный способ сваривания металлов отличается простотой, а качество соединения не зависит от имеющегося опыта у сварщика. Из данной статьи вы сможете узнать, что такое контактная сварка, принцип её работы, а также про аппараты, которые используются для этого вида сварки.
Что такое контактная сварка
Контактная сварка представляет собой процесс получения неразъёмного соединения путем нагревания металлов с последующим их сжатием. Благодаря деформации нагретые металлы надежно соединяются, образуя тем самым прочное и надежное соединение.
Для контактной сварки характерна быстрота выполнения работ, отсутствие как таковых расходных материалов, и необходимости в опыте сварщика. Контактная сварка получила широчайшее распространение в промышленности, особенно в машиностроении.
Аппараты для контактной сварки
Для контактной сварки применяются специальные аппараты, конструкция которых состоит из двух основных элементов — электрической и механической составляющей. Электрическая составляющая аппарата для контактной сварки — это понижающий трансформатор, который выдаёт большое количество ампер.
Благодаря низкому напряжению, но большому амперажу (сила тока иногда достигает несколько тысяч ампер), нагрев металла происходит за считанные секунды. В роли механической составляющей служат специальные клещи, которые не только сводят металлы вместе, но и с силой сжимают их под давлением.
Таким образом, при сжатии и нагревании, металлы надежно соединяются один с другим, образуя очень прочное соединение.
Виды контактной сварки
Контактная сварка имеет несколько видов, в зависимости от размеров соединения, необходимой прочности, области применения и многого другого. Поэтому оборудование, которое может использоваться для каждого вида контактной сварки, отличается своей конструкцией и функциональными возможностями.
Итак, на сегодняшний день различаются следующие виды контактной сварки:
Точечная сварка — самый простой и доступный из всех вид контактной сварки. Такой способ соединения металлов может быть выполнен с одной или с двух сторон. Он подразумевает собой соединение металлов точечно.
Рельефная сварка — является разновидностью точечной сварки и позволяет формировать рельефные стороны на свариваемой заготовке вместо плоских. Это могут быть шпильки или выступающие полусферы. Основное отличие рельефной сварки от точечной, это формирование более высокого по прочности соединения.
Шовная сварка — отличается длинными продольными швами.
Стыковая сварка — может быть реализована несколькими способами — оплавлением или сопротивлением с последующим сжатием металлов.
Контактная сварка отличается простотой и высоким качеством получаемого соединения. Однако такой способ сварки применим чаще всего на производстве, там, где нужна высокая скорость работы по соединению металлов.
Еще статьи про сварку:Комплект точечной сварки Eastwoodдля сварочных аппаратов и горелок MIG
Пункт # 13901 БРЕНД: Иствуд
Теперь выполните точечную сварку с помощью сварочного аппарата Eastwood или горелки MIG типа Tweco®.
Теперь выполните точечную сварку с помощью сварочного аппарата Eastwood или горелки MIG типа Tweco®.
Комплект для точечной сварки MIG оценивается 4.1 из 5 по 91.
Теперь можно выполнять точечную сварку с помощью сварочного аппарата Eastwood или горелки MIG типа Tweco®
- 90-дневный возврат
- Техническая поддержка
Обзор продукта:
Описание
Теперь вы можете выполнять точечную сварку с помощью сварочного аппарата MIG….просто добавьте этот набор для точечной сварки в свой ящик для инструментов!
- Дублирование оригинальных точечных сварных швов с полным проплавлением с одной стороны с помощью существующего сварочного аппарата MIG
- Нет необходимости покупать прочный аппарат для точечной сварки (около 250 долларов США!) сопло для точечной сварки, обеспечивающее полное проплавление на обратной стороне сварного шва
- Сопло для точечной сварки имеет «удлинители ножек» для создания точного расстояния отступа, необходимого для точечной сварки металлов 20-го и 18-го калибра
- Подходит для сварки Eastwood MIG 135 (12011 ), MIG 175 (12012) и оригинальный MP200i (20489)
Используйте сварочный аппарат MIG вместе с нашим комплектом для точечной сварки для выполнения профессиональных точечных сварок без необходимости использования большого аппарата для контактной сварки.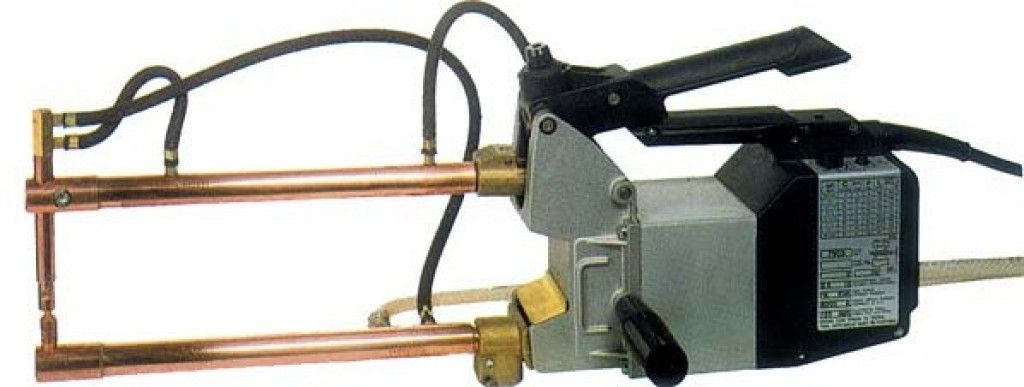
Блог Eastwood. Создавайте точечные сварные швы, как на заводе, с помощью сварочного аппарата MIG
До сих пор для точечной сварки в основном использовался большой аппарат для контактной сварки, но теперь вы можете использовать свой аппарат для сварки MIG вместе с этим комплектом для точечной сварки от Eastwood для достижения тех же профессиональных результатов.
Точечная сварка выполняется путем зажима двух панелей вместе и их сплавления с помощью ряда последовательно расположенных сварных швов, а не сплошным валиком, чтобы скрепить панели вместе.Этот комплект предназначен для использования со сварочными аппаратами Eastwood, а также сварочными аппаратами любых других марок, в которых используется горелка MIG типа Tweco®.
Комбинация точечных клещей и насадки для точечной сварки обеспечивает полную сварку на всем протяжении и точное дублирование каждой точечной сварки.
Для стали 18 калибра или если вы используете сварочный аппарат MIG с силой тока менее 175 ампер, просто используйте входящее в комплект двустороннее сверло из быстрорежущей стали, чтобы просверлить направляющее отверстие диаметром 0,187 дюйма только в верхней панели, а затем выполните точечную сварку, как обычно.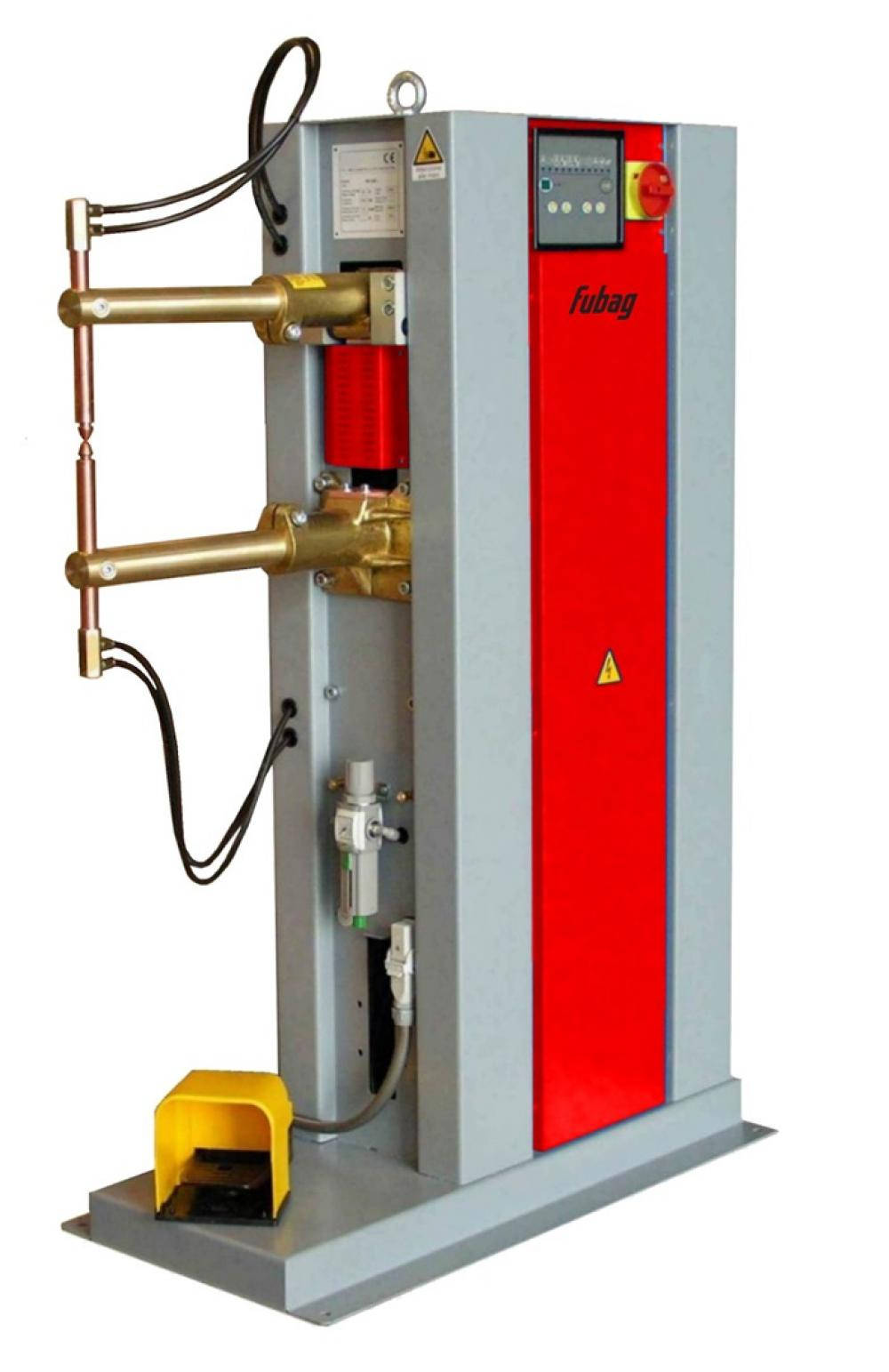 Пилотное отверстие служит для обеспечения полного и полного проникновения от верхней до нижней панели. Этот тип сварного шва намного прочнее, чем простой сварной точечный сварной шов, но обеспечивает точный внешний вид оригинального оборудования с большей прочностью сварного шва.
Пилотное отверстие служит для обеспечения полного и полного проникновения от верхней до нижней панели. Этот тип сварного шва намного прочнее, чем простой сварной точечный сварной шов, но обеспечивает точный внешний вид оригинального оборудования с большей прочностью сварного шва.
Гарантия
В коробке
Содержимое
- Насадка для точечной сварки (подходит для сварочных аппаратов Eastwood и других горелок Tweco®)
- Плоскогубцы для точечной сварки с фиксатором
- Два двухсторонних сверла 3/16 дюйма
- Подробные инструкции
Направляющие и аксессуары
Инструкции
Информация о безопасности
Соблюдайте все меры безопасности, указанные в руководстве по эксплуатации вашего сварочного аппарата.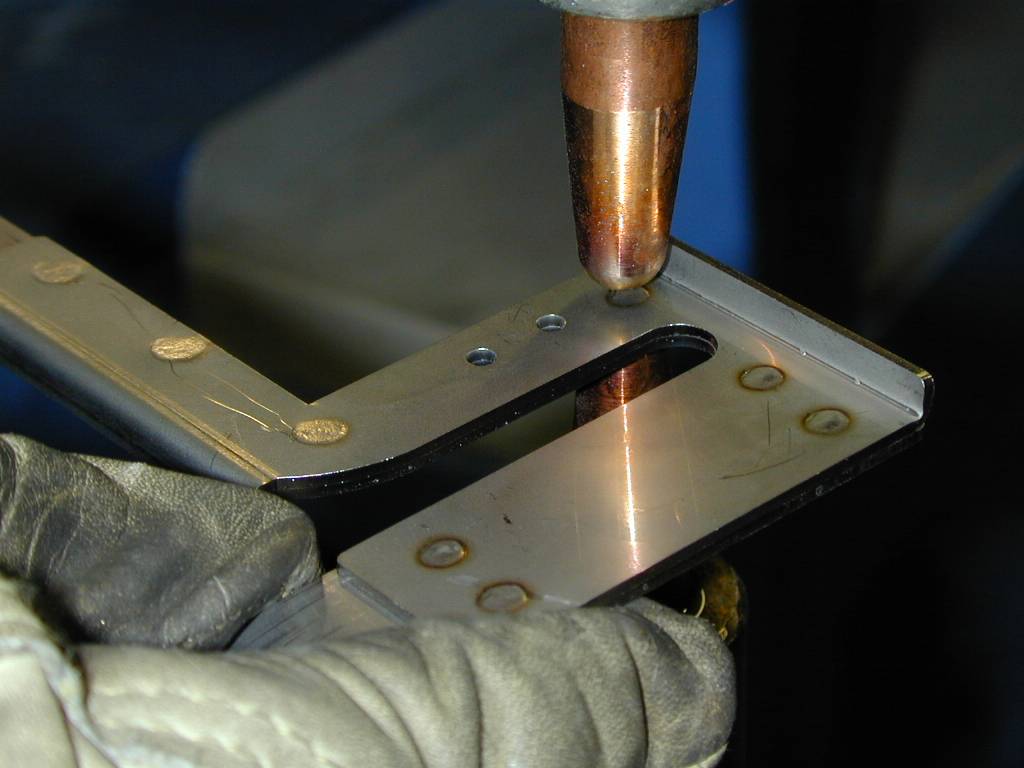 Не прикасайтесь к соплу или плоскогубцам во время сварки. Соблюдайте осторожность при прикосновении к плоскогубцам, так как они могут быть горячими и вызвать ожоги. Всегда используйте сварочную маску с оттенком не менее 10, сварочные перчатки, рубашку с длинными рукавами и брюки.
Не прикасайтесь к соплу или плоскогубцам во время сварки. Соблюдайте осторожность при прикосновении к плоскогубцам, так как они могут быть горячими и вызвать ожоги. Всегда используйте сварочную маску с оттенком не менее 10, сварочные перчатки, рубашку с длинными рукавами и брюки.
Аксессуары
Рейтинг 5 из 5 от Аноним из Сопло для точечной сварки Я заказал это сопло для точечной сварки для моего портового грузового самолета MIG 180, который представляет собой пистолет конструкции tweco. Подходит идеально. Я буду использовать насадку в следующем проекте, но я счастлив, что она идеально подходит. Он подходит для любого пистолета на любом сварочном аппарате с пистолетом конструкции tweco.
Подходит идеально. Я буду использовать насадку в следующем проекте, но я счастлив, что она идеально подходит. Он подходит для любого пистолета на любом сварочном аппарате с пистолетом конструкции tweco.Дата публикации: 28.11.2021
Рейтинг 5 из 5 от Гэри из Калифорнии из Отличный набор для точечной сварки Отличный набор для сварщиков, особенно если вам нужна помощь в точечной сварке листового металла. Простой в использовании инструмент. Я использовал его для каждой части моего проекта реставрации.мой оригинальный точечный сварочный аппарат не идет ни в какое сравнение с инструментом EastwoodsДата публикации: 28.07.2021
Рейтинг 5 из 5 от Gearheadmike от Работает отлично! Прошел мой тест! Только купил это 3 дня назад. Появился сегодня! Я быстро проверил наконечник, чтобы увидеть, подходит ли он к моему lincoln pro-135 с газом (я рискнул), но он подходит как влитой! собрал немного листового металла (22 г) и попробовал. Получил хорошие прочные точечные сварные швы и прошел испытание молотком и разрывом.Металл рвался вокруг сварных швов, как и положено.
Получил хорошие прочные точечные сварные швы и прошел испытание молотком и разрывом.Металл рвался вокруг сварных швов, как и положено.Дата публикации: 23 мая 2021 г.
- Обзор комплекта для точечной сварки MIG — стр. 2
Вопросы и ответы
Есть ли у вас комплект точечной сварки для установки eastwood 250 tourch?
Автор вопроса: Mark270
К сожалению, у нас нет комплекта для горелки 250.Ответил: ZachC
Дата публикации: 2021-12-14
Будет ли это работать на моем миг 250?
Автор вопроса: БобБури
К сожалению, этот комплект не подходит для сварщиков MIG250.
Ответил: Келли Х
Дата публикации: 2021-09-17
У меня MP200i. Будет ли этот комплект для точечной сварки работать с моим сварочным аппаратом? Если да, то будет ли он работать со сталью 12ga.
Автор вопроса: JohnM
К сожалению, этот комплект для точечной сварки не работает с горелкой MP200i.Ответил: Винс
Дата публикации: 25 мая 2021 г.
подойдет ли насадка к моему Hobart Iron Man 240?
Автор вопроса: Нейт
К сожалению, если у вашего Hobart Iron Man 240 нет внешнего контактного наконечника с резьбой, он не будет совместим.Ответил: Соня
Дата публикации: 2021-02-19
Наконечник сидит внутри отверстия или предназначен для использования внутри ваших плоскогубцев?
Автор вопроса: DERNST4
Эта насадка поместится внутри самих плоскогубцев. Фото этого можно посмотреть на комплекте для точечной сварки https://www.eastwood.com/mig-spot-weld-kit.html.
Фото этого можно посмотреть на комплекте для точечной сварки https://www.eastwood.com/mig-spot-weld-kit.html.Ответил: Келли Х
Дата публикации: 08.03.2020
подойдет ли насадка к моему Millermatic 175
Автор вопроса: Гэри
К сожалению, мы не проверяем нашу совместимость с устройствами других производителей.Ответил: ZachC
Дата публикации: 04.11.2021
Это работает на MP140i?
Автор вопроса: Джастин
По-видимому, недоступно для Millermatic 175.Ответил: Гэри
Дата публикации: 08.03.2020
Подходит ли наконечник для точечной сварки к Clarke 125 EN?
Автор вопроса: Эдвард
К сожалению, мы не можем гарантировать совместимость с устройством, которое не продаем. Тем не менее, мы знаем, что он подходит для резаков Tweco с резьбовым креплением и соплом серии 21.
Тем не менее, мы знаем, что он подходит для резаков Tweco с резьбовым креплением и соплом серии 21.Ответил: Келли Х
Дата публикации: 07.12.2021
- Вопросы по комплекту для точечной сварки MIG — стр. 2
Мы нашли другие товары, которые могут вам понравиться!
Распродано.Срок возврата 8 апреля
Welding — TIG и услуги точечной сварки
Процесс точечной сварки ESF
Electro-Space — один из немногих производителей металлоконструкций, располагающих собственными полностью сертифицированными мощностями с набором сварочного оборудования для точечной сварки алюминия и стали до толщиной 1/8 дюйма. Мы используем идеальные сварные швы, которые могут выдержать испытания на отрыв до 2000 фунтов, что является несомненным преимуществом для продуктов, которые должны работать в суровых и неблагоприятных условиях.Для обеспечения стабильно высокого качества ESF использует 3-фазные Sciakys мощностью от 75 до 200 кВА, которые тщательно контролируют температуру и давление. Все операции основаны на MIL-W-6858 D.
Мы используем идеальные сварные швы, которые могут выдержать испытания на отрыв до 2000 фунтов, что является несомненным преимуществом для продуктов, которые должны работать в суровых и неблагоприятных условиях.Для обеспечения стабильно высокого качества ESF использует 3-фазные Sciakys мощностью от 75 до 200 кВА, которые тщательно контролируют температуру и давление. Все операции основаны на MIL-W-6858 D.
Мы проводим и документируем разрушающие испытания на растяжение всех установок точечной сварки.
Что такое точечная сварка?
Точечная сварка, также известная как контактная точечная сварка, использует кондуктивный нагрев, генерируемый электрическим током, для неразъемного соединения двух отдельных кусков металла без использования присадочных материалов.
ESF Специализируется на сварке TIG и MIG
Вольфрам в среде инертного газа, широко известный как сварка TIG или GTAW (дуговая сварка вольфрамовым электродом в газе), представляет собой процесс дуговой сварки, обеспечивающий высококачественную сварку. Чаще всего используется с более тонким листовым металлом или более хрупкими материалами, чем в обычных сварочных проектах, сварка TIG использует дугу вольфрамового электрода для плавления металлов током, обычно добавляя присадочный металл. Инертный газ создает защитный экран от атмосферных загрязнений в зоне сварки.
Чаще всего используется с более тонким листовым металлом или более хрупкими материалами, чем в обычных сварочных проектах, сварка TIG использует дугу вольфрамового электрода для плавления металлов током, обычно добавляя присадочный металл. Инертный газ создает защитный экран от атмосферных загрязнений в зоне сварки.
Дуговая сварка металлическим газом, также известная как сварка MIG, представляет собой процесс, в котором используется твердый электрод с непрерывной подачей и защита газа от внешнего источника. Он идеально подходит для более толстых материалов и может использоваться для всех типов имеющихся в продаже металлов и сплавов.
Заключение контрактов со сварщиками
Из-за точных требований к сварке TIG и MIG сварщики Electro-Space являются высококвалифицированными мастерами с многолетним опытом. Каждый сварщик является специалистом по соблюдению жестких допусков и прямоугольности при одновременном контроле тепловой деформации и обеспечении целостности сварного шва.
Мы специализируемся на сварке корпусов, шасси, сварных конструкций и подобных изделий, требующих «формованного» внешнего вида со сложными контурами. Наши сварщики также имеют опыт сложного изготовления корпусов «tempest» поколения, для которых требуется полностью герметичный сварной шов для предотвращения утечки электронных компонентов.
Каждый из наших опытных сварщиков прошел испытания и сертифицирован в соответствии со стандартом MIL-STD-1595A.
Соединитель — Точечная сварка — 2021
A Точечная сварка соединяет два или более тонких металлических листа внахлест на небольших участках (пятнах) без использования какого-либо заполняющего материала.
Тип
| Первая сторона точечной сварки | Грань оболочки или твердого тела. | |
| Вторая сторона точечной сварки | Грань оболочки или твердого тела. Это лицо должно принадлежать другому телу. Это лицо должно принадлежать другому телу. | |
| Места точечной сварки | Вершины или опорные точки. Опорные точки проецируются на грани для определения местоположения точечных сварных швов. | |
| Диаметр точечной сварки | Максимальный диаметр 12.5 мм. |
Настройки символов
| Изменить цвет | Выберите цвет символов. | |
| Размер символа | Установите размер символов. | |
| Показать предварительный просмотр | Переключает отображение символов соединителя в графической области. |
Примечания
- Доступно для статических исследований, исследований потери устойчивости, частотных и динамических исследований. Недоступно для композитных оболочек.
- Можно определить точечные сварные швы между двумя твердыми телами или двумя гранями оболочки или между твердым телом и гранью оболочки.
- Задайте условие отсутствия проникновения между двумя гранями для правильного моделирования.
 Недоступно для композитных оболочек.
Недоступно для композитных оболочек.Советы
- Доступны для статических, продольных, частотных и динамических шпилек. Точечная сварка соединяет два или более тонких металлических листа внахлест на небольших участках (точках) без использования какого-либо заполняющего материала.Практические соображения устанавливают ограничение на общую толщину соединяемых листов. Листы соединяются с помощью локального давления и тепла с использованием профильных электродов из медного сплава. Электроды подают достаточную энергию, чтобы заставить материалы листов плавиться и смешиваться друг с другом.
После удаления электродов расплавленный материал затвердевает, образуя самородок, как показано на рисунке.
- Точечная сварка лучше всего подходит для низкоуглеродистых сталей.Точечные сварные швы легированных сталей с высоким содержанием углерода имеют тенденцию быть хрупкими и могут легко растрескиваться. Алюминиевые листы могут быть соединены точечной сваркой из-за их низкой температуры плавления по сравнению с медью, которая является материалом электродов.
- Точечная сварка наиболее удобна для соединения металлических листов толщиной до 3 мм. Внутри программа размещает цилиндрический соединитель точечной сварки диаметром D и высотой 0,5 (t 1 + t 2 ) между сеточными поверхностями в указанном месте.
- Если толщина листов не одинакова, отношение толщины не должно превышать 3. Предложение основано на практических проектных соображениях, а не на ограничении программы. В идеале тела, подлежащие точечной сварке, должны иметь одинаковую толщину для получения равномерно распределенного сварного шва. Когда это невозможно, центрированный сварной шов достигается с помощью электрода большего размера на более толстом листе. Когда отношение толщин самого толстого листа к самому тонкому (t 1 : t 2 ) достигает 3:1, точечная сварка становится практически затруднительной.
- Прочность соединителя для точечной сварки зависит от диаметра сварного шва и толщины листов. Диаметр точечного сварного шва должен быть в диапазоне 0,5 (t 1 +t 2 ) < D < (t 1 + t 2 ), где D — диаметр точечного сварного шва.

 Когда отношение толщин самого толстого листа к самому тонкому (t 1 : t 2 ) достигает 3:1, точечная сварка становится практически затруднительной.
Когда отношение толщин самого толстого листа к самому тонкому (t 1 : t 2 ) достигает 3:1, точечная сварка становится практически затруднительной.Что такое точечная сварка? — Определение из Corrosionpedia
Что означает точечная сварка?
Точечная сварка — это тип сварки плавлением, относящийся к семейству процессов контактной сварки.Точечная сварка предполагает использование двух электродов, обычно изготовленных из меди, которые зажимаются на двух или более материалах, прижимая их друг к другу. Затем электрический ток проходит через один электрод, и тепло от сопротивления материалов между электродами расплавляет их вместе.
Точечная сварка является очень популярным универсальным процессом сварки благодаря возможности быстрого соединения материалов. Фактическое время сварки при точечной сварке обычно измеряется долями секунды, что позволяет быстро собирать большие сборки.Точечная сварка также хорошо поддается автоматизации и робототехнике.
Corrosionpedia объясняет точечную сварку
Точечная сварка требует относительно большого количества оборудования для правильной работы. Электрический трансформатор необходим для снижения напряжения от входящей линии и увеличения тока. Требуется усилие, чтобы сжать два электрода вместе и прижать свариваемые материалы; обычно это пневматический цилиндр, воздушно-масляный цилиндр или серводвигатель.Электроды также необходимы для точечной сварки, чтобы провести ток от трансформатора к детали. Эти электроды доступны в различных формах и размерах в зависимости от работы. В приложениях с большим временем работы и большим количеством электроэнергии может потребоваться система охлаждения для предотвращения перегрева электродов. Человеко-машинный интерфейс также необходим для настройки параметров контактной точечной сварки.
В приложениях с большим временем работы и большим количеством электроэнергии может потребоваться система охлаждения для предотвращения перегрева электродов. Человеко-машинный интерфейс также необходим для настройки параметров контактной точечной сварки.
Точечная сварка используется для соединения различных материалов, включая углеродистую и нержавеющую сталь.Как правило, чем меньше электрическое сопротивление металла, тем труднее соединить его с помощью процесса точечной сварки, потому что для точечной сварки требуется электрическое сопротивление для создания тепла, необходимого для сварки.
.