Сварочный аппарат из двух трансформаторов от микроволновки. Дуговая сварка из микроволновки
В домашнем хозяйстве часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой является трансформатор. Для личных нужд может быть изготовлена из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает.
Принцип действия устройства точечной сварки
Металлические детали помещаются между электродами из меди или латуни, которыми их прижимают друг к другу. После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения.
Подача тока и разогрев происходят в виде импульса, после которого детали продолжают оставаться зафиксированными в одном положении, пока немного не остынут.
Представляя себе принцип работы, легче разобраться, как сделать точечную сварку самостоятельно.
Преимущества и недостатки точечной сварки
Основными преимуществами точечной сварки являются:
- экономичность;
- высокая прочность соединения;
- простота устройства;
- возможность изготовления своими руками;
- возможность автоматизации процесса в производственных условиях.
Контактная сварка не обеспечивает герметичность шва, что является основным недостатком.
Требования к машине для сварки
Изготовление сварочного аппарата своими руками
Из описания принципа работы становится ясно, что ручная точечная сварка прежде всего должна обеспечить нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппаратов отличается, и нужно представлять себе, для каких целей самодельное устройство будет использоваться.
Детали для изготовления:
- трансформатор;
- изолированный провод диаметром от 10 мм;
- электроды;
- выключатель;
- наконечники;
- болты;
- подручный материал для изготовления корпуса и сварочных клещей (фанера, деревянные бруски).


Аппараты делают в основном настольными. Переносные устройства широко используются и часто не уступают стационарным.
Клещи для точечной сварки
Электроды вставляются в наконечники, а последние крепятся на концах сварочных клещей, изолированных друг от друга. Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры.
Перемещается только верхний рычаг, а нижний крепится к основанию. Силу сжатия требуется обеспечить как можно больше, особенно когда нужно сварить толстые листы металла. Для этого нужен мощный рычаг. Его нужно подпружинить, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечить прижатие не более чем на 30 кг. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, чтобы плечо было 1:10. В промышленности для необходимого прижатия деталей с регулируемым усилием применяют пневматические и гидравлические приспособления.
На ручку удобно вывести выключатель.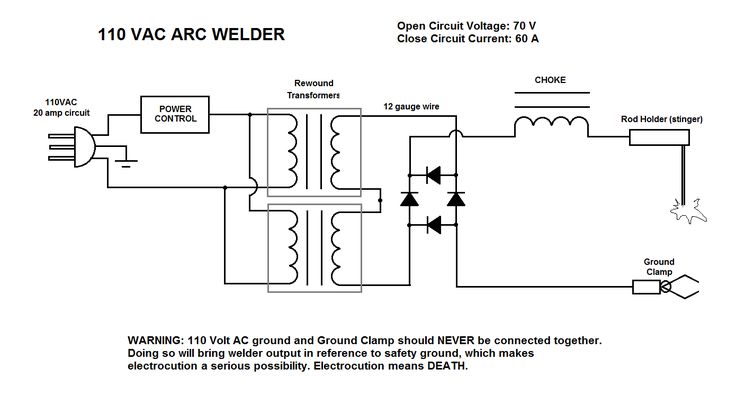 Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются.
Сборка трансформатора
Когда делается точечная сварка из микроволновки своими руками, основной деталью устройства является трансформатор мощностью 700-1000 Вт. Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм.
Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тысяч А.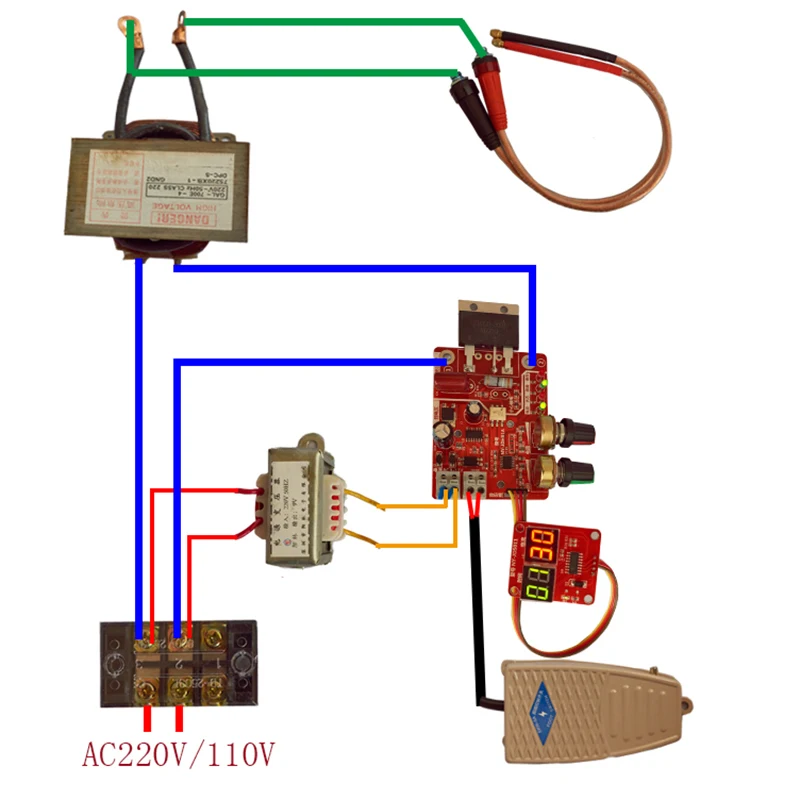 При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство.
Как разобрать микроволновку — это не проблема. Важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для ее увеличения применяют два одинаковых подключаемые параллельно друг к другу. Для этого схема точечной сварки создается из двух одинаковых вторичных обмоток с соединением одноименных выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать выводы, чтобы не произошло короткое замыкание. В результате можно будет сваривать пластины толщиной до 5 мм.
При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также следует избегать ошибочного подключения в противофазе. Для этого на выход подключается нагрузка и вольтметром измеряется переменное напряжение.
Трансформаторы крепятся к основанию корпуса и заземляются.
Изготовление электродов
Для изготовления электродов легче всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки.
Требования к электродам:
- прочность при рабочей температуре;
- легкость механической обработки;
- высокая тепло- и электропроводность.
В наибольшей степени этим требованиям удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом.
Нижний электрод устанавливается неподвижно, а верхний крепится к верхнему рычагу. Важно обеспечить их надежную изоляцию.
Подключение аппарата к сети производится автоматическим выключателем на 20 А.
Подключение проводов
К электродам подключаются провода, длина которых должна быть как можно меньше. Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление.
Технология контактной сварки
Сварка производится только после прижатия электродов, иначе они могут подгореть. Основные параметры сварки следующие:
- сила тока;
- длительность импульса;
- сила прижатия электродов;
- форма и размеры электродов (сфера, плоскость).
Максимальное сжатие создается при пропускании тока и короткое время после него. При этом металл успевает кристаллизоваться, и соединение получается более прочным.
Аппарат желательно охлаждать вентилятором. Надо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе.
Время точечной сварки зависит от величины тока и подбирается опытным путем.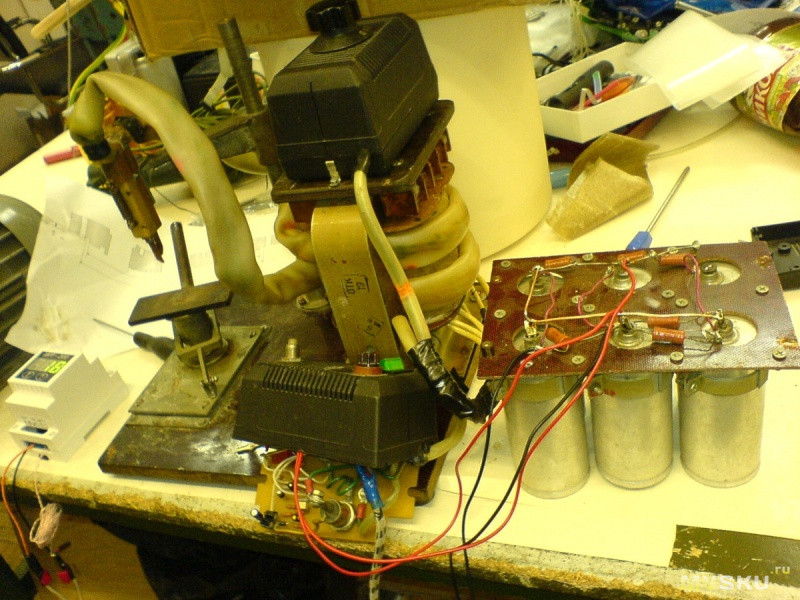 Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни.
Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой продолжительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей.
От диаметра контактной поверхности электрода зависит давление, и величина пятна сварки.
В домашних конструкциях аппаратов точечной сварки величину тока обычно не регулируют. В основном делается ориентация на длительность нагрева, а контроль производится по изменению цвета деталей. Если требуется регулирование напряжения, можно применять лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе не перегорала его обмотка при замыкании колесиком, применяют устройства со ступенчатым регулированием напряжения.
Применение точечной сварки
Домашнему мастеру контактная сварка нужна для мелкого ремонта, когда надо соединить небольшие листы металла. Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться.
Заключение
Выбор на рынке большой, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, своими руками собранная, надежно работает и обеспечивает необходимый мелкий ремонт деталей, если все параметры правильно подобраны. Здесь важно понять, для каких целей она изготавливается.
При выполнении различных ремонтных работ иногда возникает необходимость надёжно скрепить между собой тонкие металлические листы или их фрагменты. Идеальным вариантом в этом случае является применение электрической .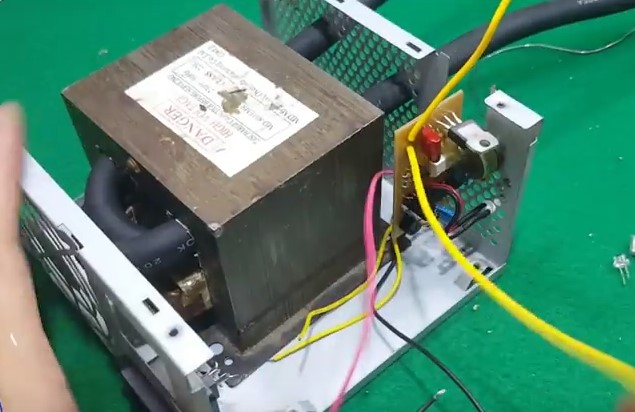
В отличие от аппаратов, предназначенных для ручной электродуговой сварки, которые давно стали привычными атрибутами домашних мастерских, приспособления для контактной точечной сварки встречаются гораздо реже.
Главное, чтобы выбранный кабель прошёл в окно магнитопровода. Наматывают два витка выбранным проводником на месте удалённой вторичной обмотки. Теперь можно провести первое испытание сделанного своими руками трансформатора из микроволновки для точечной сварки.
Концы кабеля зачищают от изоляции. Соблюдая правила безопасности, подключают трансформатор микроволновки в сеть 220 вольт. С помощью вольтметра измеряют напряжение на вторичных выводах (то есть, на выводах сварочного кабеля).
Если напряжение находится в пределах 2 – 4 вольта, всё в порядке. После этого проверяют работу трансформатора в режиме точечной сварки, то есть, в режиме короткого замыкания.
Для проверки рабочим током будущего аппарата точечной сварки из трансформатора микроволновки, зачищенные концы сварочного кабеля надёжно соединяют между собой, используя болтовое соединение.
Охватывают вторичный проводник токоизмерительными клещами и кратковременно включают трансформатор. По индикатору токоизмерительных клещей отслеживают значение тока короткого замыкания. Если его величина около 500 ампер и выше, значит, всё сделано правильно.
Сборка аппарата
Для того чтобы аппаратом точечной сварки, сделанным из микроволновки, можно было пользоваться, его необходимо снабдить рычагом для зажима заготовок, контактными точечными электродами и выключателем.
Рычаг, обеспечивающий точечное сжатие заготовок, а также корпус для трансформатора, можно изготовить из дерева. На концах плеч рычага располагаются электроды из толстых медных прутков. К электродам надёжным болтовым подключают выводы сварочного кабеля. В удобном, легкодоступном месте располагают выключатель.
Теперь сделанная своими руками точечная сварка из микроволновки, готова к работе. Свариваемые заготовки помещают между электродами, зажимают их рычагом и включают ток. Так происходит сваривание.
Наиболее простой конструкцией для самостоятельного изготовления обладает сварочный аппарат, основанный на принципе работы контактной или . Причем такая точечная сварка своими руками из микроволновки будет являться и самой доступной технологией не только в плане необходимого багажа знаний, но и по величине затрат для достижения поставленной цели.
Контактной точечной сваркой называют способ соединения заготовок в виде листов металлопроката или приваривание к конструкциям различных штучных изделий: болты, шайбы, заклепки и многое другое. Наиболее широкое применение эта технология контактной сварки нашла в таких отраслях промышленности, как автомобилестроение, самолетостроение и приборостроение.
Обладание аппаратом точечной сварки дает ряд преимуществ и дополнительных возможностей, а именно:
- возможность сварки изделий из листового металлопроката с малой толщиной;
- способность сваривать легкоплавкие металлы;
- аккуратный и прочный сварочный шов.
Основным достоинством контактной точечной сварки является то, что на ней можно научиться работать самостоятельно, имея всего лишь базовый уровень знаний. Для этого необходимо немного потренироваться и вы сможете добиться при работе на таком аппарате высокой производительности, при сравнительно небольших затратах расходных материалов и электроэнергии.
Для этого необходимо немного потренироваться и вы сможете добиться при работе на таком аппарате высокой производительности, при сравнительно небольших затратах расходных материалов и электроэнергии.
Трансформатор
Основной составляющей частью любого сварочного аппарата, использующего электрический ток для процесса термического соединения различных металлов, является силовой трансформатор, если не учитывать современные электронное инверторное сварочное оборудование. Причем будущий должен иметь большой коэффициент трансформации для способности генерации больших сварочных токов.
Процесс контактной точечной электросварки основывается на законе Ленца-Джоуля, который говорит, что электрический ток при протекании через проводник выделяет количество теплоты, равное квадрату силы электрического тока, умноженному на сопротивление участка этого проводника за единицу времени:
Q = I**2 x R x t.
То есть, при силе тока, к примеру, в 1000 ампер на небольшом участке контакта будет выделяться большое количество тепловой энергии.
Отсюда одним из лучших кандидатов для изготовления будет силовой трансформатор, взятый из старой сломанной микроволновки. Как правило, мощность таких повышающих трансформаторов от микроволновой печи колеблется в пределах от 700 ватт до 1,5 киловатта, что вполне достаточно.
Имейте в виду: что в качестве сварочного трансформатора можно взять любой подходящий силовой трансформатор с мощностью примерно в 1 кВт, но наиболее удобным все-таки, на наш взгляд, является преобразователь напряжения от микроволновой печи, его проще переделать.
Пошаговая инструкция
Прежде всего, для этого нам понадобится минимум инструмента и приспособлений, которыми вполне располагает, пожалуй, любое домашнее хозяйство, а именно:
- небольшая углошлифовальная машина с отрезным кругом по металлу;
- электродрель или шуроповерт со сверлами;
- молоток и зубило;
- набор слесарного инструмента в виде плоскогубцев, различных отверток и т. п.
 п.
п.Итак, приступаем:
Важно! Ни при каких обстоятельствах не повредите первичную обмотку, она является основным элементом будущего сварочного трансформатора. Ее можно не снимать с сердечника.
- Изготавливаем вторичную обмотку нашего будущего сварочного трансформатора. Для этого нам понадобится отрезок медного изолированного провода сечением примерно в 50 мм2 или около 8-10 мм в диаметре (визуально в палец толщиной) и длиной в 70-100 сантиметров. Основным условием при выборе такого провода — это то, что он должен быть обязательно новым и неповрежденным.
Наматываем этот медный проводник на центральный магнитопровод стального сердечника нашего трансформатора так, чтобы получилось два-три полных витка. Причем это надо сделать таким образом, чтобы витки на магнитопроводе были серединой медного проводника, а оставшиеся концы были примерно равными по длине.
- Собираем сварочный трансформатор. Для этого разобранные части стального магнитопровода устанавливаем на место их ровно так, как они стояли, предварительно перед этим смазав места контакта эпоксидной смолой или другим клеем, подходящим для этих целей. Зажимаем всю конструкции в тисках и ждем полного затвердевание клея.
 Зажимаем всю конструкции в тисках и ждем полного затвердевание клея.
Зажимаем всю конструкции в тисках и ждем полного затвердевание клея.Конечно, если есть возможность, то можно сварить эти части магнитопровода, но при этом необходимо надежно защитить обмотки трансформатора от возможного повреждения расплавленным металлом или искрами.
- Закрепляем изготовленный сварочный трансформатор на платформе, лучше всего для этого взять какое-нибудь изолированное основание в виде прочной пластмассовой пластины, деревянной доски или толстой фанеры. Размерами примерно по ширине в 150 мм и длиной от 300 до 700 мм, что будет определять в дальнейшем глубину свариваемой заготовки.
Сам трансформатор стоит укрыть защитным коробом, в котором необходимо выполнить вентиляционные отверстия для естественного охлаждения.
- Далее, изготавливаем сварочные контакты. Причем один из них должен быть неподвижный и выдерживать большие нагрузки, поэтому делаем его из прочного кронштейна, который жестко закрепляем на основании трансформатора. К этому кронштейну с помощью медного наконечника подключаем один из концов провода вторичной обмотки.

Другой контакт необходимо выполнить подвижным так, чтобы он мог ровно смыкаться с неподвижным, но в не рабочем состоянии быть нормально разомкнутым. Для этого делаем конструкцию второго контакта в виде рычага, который закрепляем на основании и подпружиниваем с помощью эластичной резиновой ленты или стальной пружины. На рычаге крепим кронштейн сварочного контакта, на который подключаем второй, оставшейся провод вторичной обмотки сварочного трансформатора.
Сварочные контакты проще всего сделать из медного прута 10-20 мм в диаметре, сделав при этом конусообразные заострения на концах. Можно, конечно, использовать специально предназначенные для контактной сварки стержни из вольфрама или на основе сплавов бериллиевой бронзы с цирконием.
- В завершение делаем электрическую часть, то есть подключаем первичную обмотку к сети 220 В. Для этого также можно воспользоваться шнуром питания с вилкой от нашей разобранной микроволновой печи, тем более он там больше уже не нужен.

Для автоматизации процесса сварки необходимо сделать выключатель. Лучше всего для этих целей подойдет так называемый микрик или выключатель нажимного типа, его также можно взять из микроволновки, он будет находиться в цепи блокировки открытия дверцы.
Микровыключатель ставим на разрыв первичной обмотки, то есть сети 220 В, а расположить его удобней всего, закрепив на рычаге подвижного контакта.
Внимание! Все контакты и оголенные части электрической цепи 220 В, изготовленного нами сварочного аппарата, необходимо тщательно изолировать с помощью ПВХ изоленты.
- Все, точечная сварка из микроволновки готова. Вам остается для начала потренироваться, чтобы понять, как протекают основные процессы сварки для различных металлов в зависимости от формы и толщины изделий. А вот после этого можно приступать к практическому применению вашего по непосредственному предназначению.
Споттер своими руками из микроволновки
Мы описали изготовление своими руками одного из вариантов конструкции точечной контактной сварки.![]() Хотя с такой же легкостью на основе того же силового трансформатора от микроволновки можно сделать и другие схемы, в том числе и споттер для проведения кузовных сварочных работ на автомобиле. Для этого вместо стационарных прижимных контактов делаем удлиненные гибкие контакты, используя все тот же медный изолированный провод сечением 50 мм в диаметре, но уже длиной не менее 2 метров на каждый сварочный электрод.
Хотя с такой же легкостью на основе того же силового трансформатора от микроволновки можно сделать и другие схемы, в том числе и споттер для проведения кузовных сварочных работ на автомобиле. Для этого вместо стационарных прижимных контактов делаем удлиненные гибкие контакты, используя все тот же медный изолированный провод сечением 50 мм в диаметре, но уже длиной не менее 2 метров на каждый сварочный электрод.
Один из контактов будет массой и его выполняют в виде медной клеммы с большой площадью контакта. Второй электрод будет непосредственно сварочным и его изготавливают в виде металлического прута с прочным упором, на конце которого делают специальный заостренный медный контакт на конце для простой точечной сварки.
А вот для изготовления настоящего споттера, не уступающего промышленным образцам, понадобится вдобавок выполнить, как минимум, электрическую схему управления и формирования сварочного импульса, а также придется прилично потратиться на различные комплектующие и расходные элементы для проведения полноценных ремонтных кузовных работ.
Если у вас есть свой опыт по изготовлению и применению самодельных сварочных аппаратов контактной точечной сварки, то поделитесь им в блоке комментариев.
Для нерегулярного использования точечной сварки нецелесообразно покупать дорогостоящий аппарат. Выходом из ситуации будет изготовление контактной сварки из микроволновки своими руками. Точнее, потребуется не сама микроволновая печь, а высоковольтный трансформатор, находящийся в ней.
Точечная сварка: преимущества и недостатки
У любого способа сварки есть свои положительные стороны, у контактной таковыми являются:
К недостаткам можно отнести негерметичность сварного шва, а сварные точки являются генераторами напряжения.
При изготовлении сварочного аппарата из микроволновки своими руками потребуются:
- Трансформатор из микроволновки. Для мощного аппарата нужно достать два трансформатора.
- Толстый медный одножильный провод.
- Рычаги, которые будут применяться как прижимы.
- Надёжная станина, на которой будет расположен аппарат.
- Для выполнения сварки можно использовать электроды из меди.

Извлечение и доработка трансформатора
Главной деталью самодельной точечной сварки из микроволновки является трансформатор. Он извлекается из рабочей микроволновки. Чем выше его мощность, тем лучше будет оборудование. При разборке микроволновки следует соблюдать осторожность : конденсаторы большой ёмкости могут сохранять напряжение, опасное для жизни. Во избежание поражения током нужно закоротить контакты конденсаторов (это можно сделать при помощи отвёртки).
После извлечения трансформатора требуется снять с него вторичную обмотку. Её можно распилить ножовкой или обрубить стамеской. А также нужно убрать шунты, расположенные с двух сторон трансформатора.
После удаления обмотки и шунтов придётся изготовить новую обмотку, чтобы трансформатор мог выдавать токи сильнее 500А. Для этого потребуется медный провод диаметром от 1 см (можно использовать несколько проводов для достижения нужного сечения), достаточно 2−4 витка для получения нужных токов. Для повышения мощности можно использовать несколько трансформаторов, в этом случае их подключают параллельно. Если в самодельном аппарате будет задействовано несколько трансформаторов, обмотка на них должна быть общая , но важно не перепутать выводы во избежание короткого замыкания.
Для повышения мощности можно использовать несколько трансформаторов, в этом случае их подключают параллельно. Если в самодельном аппарате будет задействовано несколько трансформаторов, обмотка на них должна быть общая , но важно не перепутать выводы во избежание короткого замыкания.
При слишком высокой силе тока могут появляться скачки напряжения в электросети, поэтому следует осторожно применять мощные сварочники в городской квартире во избежание выхода из строя бытовых приборов.
Электроды для аппарата
В точечной сварке электроды выполняют несколько функций: подвод тока в зону сварки, отвод тепла, сжатие соединяемых деталей. Качество выполненных работ будет напрямую зависеть от формы и размера электродов. Их форма может быть как прямой, так и фигурной, а диаметр должен быть выше или равен диаметру рабочих проводов.
Требования, применяемые к электродам для контактной сварки, просты: они должны выдерживать рабочую температуру, хорошо проводить тепло и электрический ток, легко обрабатываться (затачиваться).

Исходя из этих требований, идеальными материалами для электродов будут сплавы меди.
Сборка сварочника
Чаще всего самодельные аппараты делают стационарными. Электроды устанавливают в наконечники, которые крепятся на концах рычагов, выполняющих роль прижимов. Последние проще всего изготовить из деревянного бруса. К электродам нужно припаять провода с обмотки.
Пайка крайне желательна, поскольку если соединять обжимом, то в месте соединения появится дополнительное сопротивление. Нижний рычаг неподвижен, его следует закрепить к основанию. Верхний рычаг должен быть прочным, так как для сварки толстых деталей требуется большая сила сжатия. Помимо этого, рычаг нужно подпружинить, чтобы электроды были разомкнуты в исходном состоянии.
Первичную обмотку трансформатора нужно заземлить.А также заземляется корпус аппарата, если он изготовлен из токопроводящего материала. Собирая своими руками сварочник из микроволновки, нужно помнить, что напряжение трансформатора составляет 230 В , оно считается потенциально опасным для жизни, поэтому все токопроводящие части аппарата следует закрыть в корпусе.
Поскольку аппарат сильно нагревается, крайне желательно придумать охлаждение. Для этих целей может подойти кулер из системного блока компьютера. Кнопку питания можно располагать в любом удобном для работы месте. Помимо этого, можно применять подачу питания с помощью педали.
Содержание:Для выполнения домашних хозяйственных работ постоянно требуются различные инструменты и приспособления. В их число входит и сварочная аппаратура, доступная не каждому хозяину по причине высокой стоимости. Поэтому многие народные умельцы предпочитают самостоятельно изготавливать все необходимое. Наиболее простым вариантом считается контактная сварка своими руками из микроволновки, для которой не требуется каких-либо дорогих или труднодоступных материалов. При наличии знаний электротехники такое оборудование может изготовить любой желающий, хорошо представляющий себе принцип работы этой аппаратуры.
Принцип действия контактной сварки
Контактная или точечная сварка работает по очень простой схеме. Между латунными или медными электродами расположены металлические заготовки, прижатые друг к другу. Под действием электрического тока, пропускаемого через них, место сварки нагревается докрасна. В результате, детали приобретают пластичность, а место стыка переходит в жидкое состояние. Диаметр этой области составляет примерно 12 мм. Под влиянием давления обе жидкие среды перемешиваются и, таким образом, детали оказываются сваренными между собой.
Между латунными или медными электродами расположены металлические заготовки, прижатые друг к другу. Под действием электрического тока, пропускаемого через них, место сварки нагревается докрасна. В результате, детали приобретают пластичность, а место стыка переходит в жидкое состояние. Диаметр этой области составляет примерно 12 мм. Под влиянием давления обе жидкие среды перемешиваются и, таким образом, детали оказываются сваренными между собой.
Процесс подачи тока и последующий разогрев выполняются импульсом. После его воздействия обе детали остаются зафиксированными в изначальном положении, до того момента пока они не начнут остывать. Данная схема является основой работы контактной сварки. Она успешно применяется при самостоятельном изготовлении. К основным преимуществам данного вида сварки можно отнести экономичный режим работы, соединения с высокой прочностью, простое устройство аппарата, возможность автоматизировать технологический процесс при больших объемах работ. Существенным минусом является отсутствие герметичности швов, хотя в некоторых случаях это необязательное требование.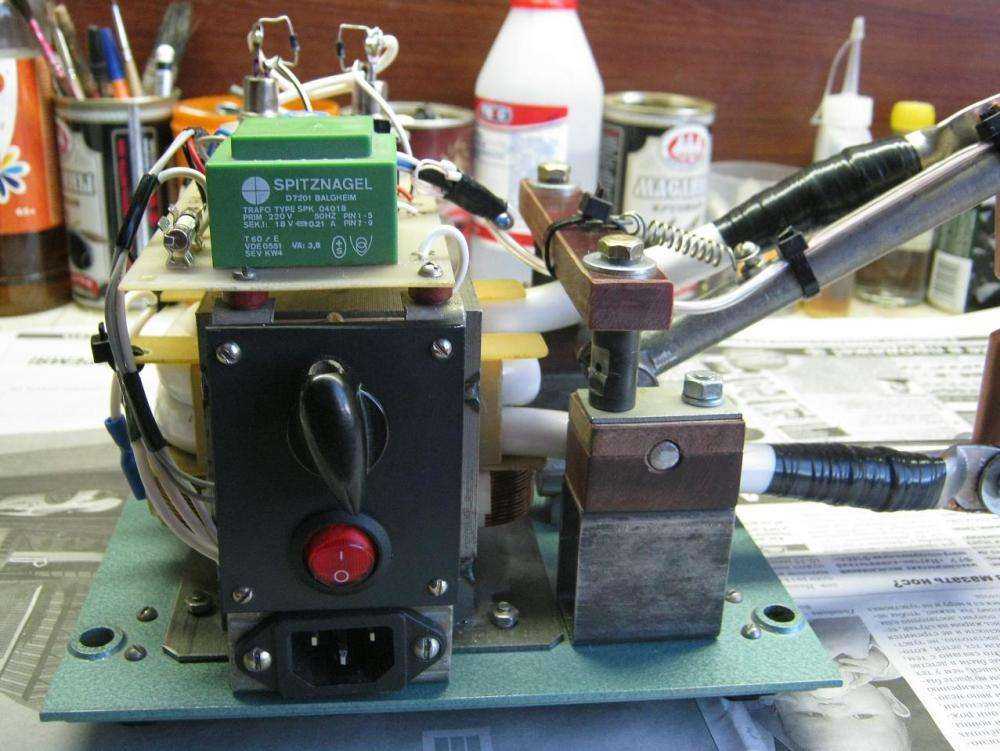
Продолжительность сварочного процесса при необходимости должна изменяться. В точке сварки создается значительное давление, которое максимально увеличивается к концу нагрева. Материал для электродов должен иметь высокую тепло- и электропроводность. На рабочем конце электрода площадь контакта как правило ниже размеров сварочного шва примерно в 2-3 раза.
Подготовка материалов и сборка трансформатора
При рассмотрении принципа работы выяснилось, что с помощью ручной контактной сварки обеспечивается нагревание деталей в точке соединения до температуры плавления. Каждый аппарат отличается индивидуальной мощностью нагрева, поэтому нужно заранее определить, с какими целями будет в дальнейшем применяться то или иное устройство.
Для сборки понадобится сам трансформатор, материал для электродов, провод в изоляции, диаметром не менее 10 мм. Также, нужно подобрать подходящие наконечники, выключатель, болты крепления. В зависимости от конструкции корпуса и сварочных клещей, возможно будут нужны деревянные бруски и фанера. В большинстве случаев самодельная контактная сварка из микроволновки изготавливается в настольном варианте. Часто применяется переносная сварка, по своим качествам не уступающая стационарным устройствам.
В большинстве случаев самодельная контактная сварка из микроволновки изготавливается в настольном варианте. Часто применяется переносная сварка, по своим качествам не уступающая стационарным устройствам.
Для самодельной точечной сварки лучше всего подходит трансформатор от микроволновой печки, мощность которого составляет от 700 до 1000 ватт. Предпочтение отдается трансформаторам с более высокой мощностью. У микроволновок эта деталь выполнена в виде сварной конструкции.
В обязательном порядке с трансформатора удаляется вторичная обмотка. Это связано с тем, что по умолчанию она выдает примерно 2000В при очень незначительной силе тока. Такие параметры совершенно не подходят для проведения сварочных работ. Вместо вторичной обмотки наматывается толстый изолированный провод в количестве 2-3 витков, плотно входящий в проем между первичной обмоткой и сердечником. При отсутствии нужного провода может использоваться изолированная медная шина. С помощью готового устройства мощностью 1 кВт, можно сваривать пластины толщиной около 3 мм.
Мощность сварочного аппарата зависит от трансформатора, применяемого в его конструкции. Увеличение мощности возможно за счет использования двух одинаковых , подключаемых параллельно между собой. С этой целью в схему контактной сварки включаются две одинаковые вторичные обмотки, в которых одноименные выводы соединяются на входе и выходе. За счет этого мощность и сварочный ток увеличиваются в 2 раза, а напряжение остается неизменным.
Подобная конструкция позволяет выполнять сварку пластин толщиной около 5 мм. Самое главное — правильно подключить выводы, в противном случае может произойти короткое замыкание. По окончании сборки сварочного аппарата трансформаторы закрепляются на основании корпуса, после чего их нужно заземлить.
Электроды, клещи, провода
Основным рабочим элементом контактной сварки являются электроды, сделанные из медных стержней. Для небольших устройств подойдут жала, установленные в мощном паяльнике. В процессе работы происходит постепенная потеря формы электродов, поэтому они требуют периодического подтачивания. В связи с этим следует изначально давать определенный запас по толщине. В самих стержнях сверлятся отверстия, через которые они соединяются с вторичной обмоткой с помощью болтов.
В связи с этим следует изначально давать определенный запас по толщине. В самих стержнях сверлятся отверстия, через которые они соединяются с вторичной обмоткой с помощью болтов.
Электроды должны обладать высокой тепло- и электропроводностью, сохранять прочность при достижении рабочей температуры, легко обрабатываться механическим путем. Такие свойства более всего присущи медным сплавам, в которые добавляется вольфрам, хром или бронза. Эффективны сплавы с содержанием кобальта и кадмия. Нижний электрод фиксируется в неподвижном положении, а верхний устанавливается на верхний рычаг сварочных клещей.
Клещи, которые использует контактная сварка из микроволновки, могут изготавливаться разными способами. В наиболее распространенном варианте на концы сварочных клещей, изолированных между собой, устанавливаются наконечники, куда в свою очередь, помещаются электроды. Для рычагов используются деревянные бруски, а сам корпус изготавливается из фанеры. Нижний рычаг неподвижно закрепляется на основании, а верхний может перемещаться и сжимать заготовки. Сила сжатия должна быть максимальной, особенно при сваривании металлических листов большой толщины.
Сила сжатия должна быть максимальной, особенно при сваривании металлических листов большой толщины.
На верхнем рычаге устанавливается пружина, возвращающая электроды в исходное разомкнутое состояние. Для выполнения работ в домашних условиях вполне достаточно прижатия, не превышающего 30 кг. Длина рукоятки может достигать 60 см, а крепление электродов осуществляется ближе к оси вращения. Таким образом получается плечо в пропорции 1:10. В условиях промышленного производства прижатие деталей выполняется с помощью пневматических и гидравлических приспособлений с регулируемым усилием.
Выключатель сварочного аппарата выводится на рукоятку клещей. Он подключается к первичной обмотке с небольшим значением тока. В некоторых конструкциях для управления сваркой используется ножная педаль, приводящая в действие магнитный пускатель.
Провода, используемые для подключения к электродам должны иметь минимальную длину. Их соединение с наконечниками осуществляется методом пайки. Необходимо спаивать и отдельные жилы проводов, так как большой ток может вызвать окисление контактов и потерю мощности. Не рекомендуется обжимать наконечники, во избежание появления дополнительного сопротивления в местах контакта.
Необходимо спаивать и отдельные жилы проводов, так как большой ток может вызвать окисление контактов и потерю мощности. Не рекомендуется обжимать наконечники, во избежание появления дополнительного сопротивления в местах контакта.
Технология применения контактной сварки
Самодельная точечная сварка из микроволновой печи имеет ряд специфических особенностей, которые необходимо учитывать в процессе эксплуатации. Следует помнить, что при сварке электроды должны быть прижаты, в противном случае они просто подгорят. Основными параметрами являются сила тока, продолжительность импульса, сила прижатия электродов, их форма и размеры.
Максимальная степень сжатия возникает во время прохождения тока и в течение короткого периода после этого. Таким образом, металл быстро кристаллизуется, усиливая прочность соединения. Для охлаждения аппарата рекомендуется использовать вентилятор. Также, нужно контролировать температуру проводов, электродов и трансформаторных обмоток. В случае опасного повышения температуры работу необходимо прервать.
Аппарат точечной сварки из трансформатора микроволновой печи
Гост на стальной круг подробнее на сайте metalcentr.ruпошаговая инструкция своими руками, что можно сделать для самодельной дуговой сварки от трансформатора СВЧ-печи – Виды сварочных аппаратов на Svarka.guru
Сварочный аппарат точечного действия можно использовать при ремонте различных бытовых приборов в квартире и частном доме.
Если позволяют возможности, можно приобрести бытовой агрегат для контактной сварки небольшой мощности, однако гораздо приятнее изготовить его самостоятельно, сэкономив время и средства для более полезных занятий.
При желании, подобный аппарат можно изготовить из подручных материалов. Исходя из этого, тема данной статьи – «контактная сварка из микроволновки своими руками пошаговая инструкция».
Содержание
- 1 Принцип
- 2 Порядок работы
- 2.1 Извлечение
- 2.2 Изготовление нового
- 3 Объединение
- 3.1 Технологический процесс
- 3. 2 Определение правильности последовательно присоединенных проводов
- 3.3 Создание корпуса
- 3.4 Выбор электродов
- 4 Испытания
- 5 Процесс эксплуатации
- 6 Заключение
 2 Определение правильности последовательно присоединенных проводов
2 Определение правильности последовательно присоединенных проводовПринцип
По большому счету, самодельные сварочные трансформаторы, изготовленные из микроволновых печей, не имеют принципиальных отличий от устройства заводского производства. Основное отличие заключается в реализации конструкции, где применяются материалы, находящиеся под рукой. Основными элементами самодельного устройства являются:
- Управляющий блок;
- Автоматический выключатель;
- Сварочный трансформатор;
- Зажимающие электроды;
- Блок питания.
Принцип действия любого прибора, независимо от условий производства, заключается в воздействии тока значительной силы на место соединения.
[stextbox id=’info’]Любопытно, что на качественные характеристики шва абсолютно не влияет уровень напряжения. В некоторых моделях данная величина не превышает 3В. [/stextbox]
[/stextbox]
Соединяемые элементы помещают между двумя электродами. Сварка происходит вод воздействием электрических импульсов, которые сопровождаются значительным выделением температуры. Перед поступлением на электроды, ток проходит через блок питания и трансформатор, в котором создаются условия, необходимые для проведения сварки изделий. Сам процесс характеризуется коротким интервалом воздействия на место соединения, в течение которого происходит значительный выброс электрической энергии, расплавляя металл в зоне контакта.
Порядок работы
Промышленный сварочный аппарат обладает не только хорошим качеством, но и высокой стоимостью, которая далеко не каждому по карману, особенно если эксплуатация устройства носит непостоянный характер. Чуть позже можно увидеть, что можно сделать из трансформатора от микроволновки и ее составляющих. Очередность создания самоделки выглядит следующим образом.
Извлечение
Средняя модель СВЧ печи обладает преобразователем, мощностью 700-900Вт. Данного трансформатора от микроволновки более чем достаточно для сварки тонкостенных элементов незначительной толщины.
Данного трансформатора от микроволновки более чем достаточно для сварки тонкостенных элементов незначительной толщины.
Этот узел относится к категории повышающего типа. Он способен вырабатывать достаточно высокое напряжение, с целью обеспечения питания магнетрона, условия эксплуатации которого, требуют особых условий.
В связи с этим, трансформаторы в микроволновых печах отличаются меньшим количеством витков на первичной обмотке, и большей на вторичной.
Следует соблюдать особую осторожность при демонтаже трансформатора. Не следует использовать для этих целей молоток, долото, либо прочие инструменты интенсивного механического воздействия.
Изготовление нового
После извлечения трансформатора можно приступить к его модификации, для соответствия требованиям сварочного оборудования. В первую очередь необходимо удалить вторичную обмотку, ввиду ее ненадобности. Вместе с ней следует удалить все ограничители силы тока, если таковые будут в наличии.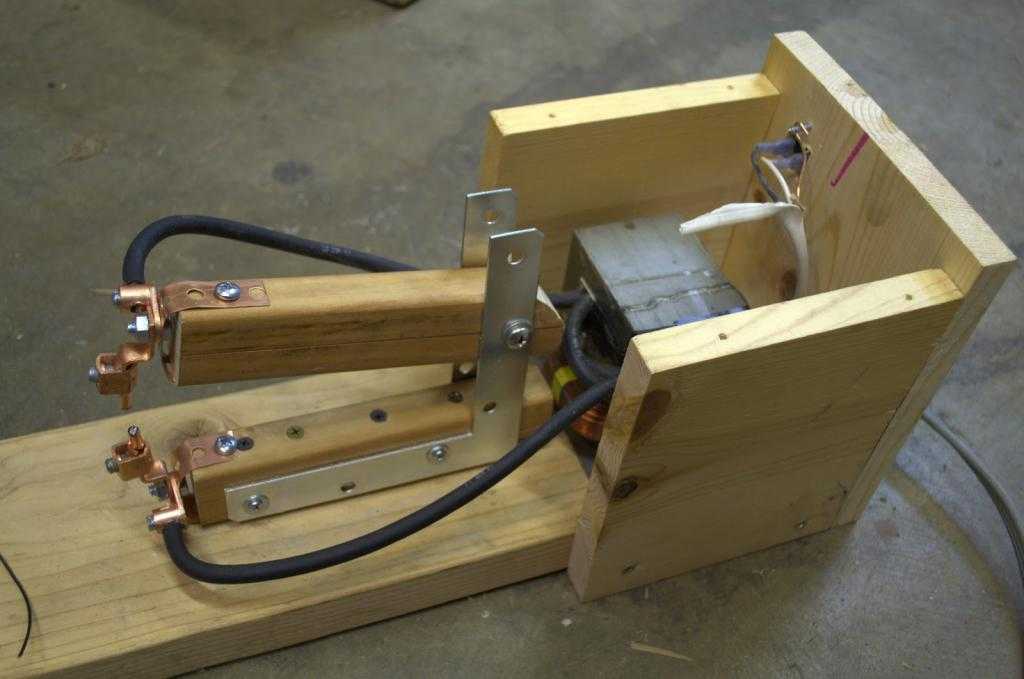
Следующим этапом будет создание новой вторичной обмотки. С этой задачей лучше всего справятся профессиональные намотчики трансформаторов, особенно в случая отсутствия базовых знаний о том, как перемотать трансформатор.
[stextbox id=’info’]Сечение провода для намотки трансформатора должно быть не менее 1 см. Экономия на данном этапе может привести к коту, что все последующие действия окажутся напрасными.[/stextbox]
После завершения намотки новое устройство должно вырабатывать ток с силой около 1000 А. В этом случае результат можно считать успешным.
С целью увеличения производительности практикуют изготовление сварочных трансформаторов из двух одинаковых.
Объединение
Для работы с толстостенным металлом два или более трансформаторов объединяют в единую сеть. Использование сразу нескольких узлов практикуют при малой мощности трансформатора в микроволновой печи.
Контакт осуществляется с помощью электродного соединения. Процесс объединения требует повышенного внимания – в случае ошибки агрегат ожидает короткое замыкание внутри цепи.
Технологический процесс
С технологической точки зрения, идеальным решением будет намотка тороидального трансформатора своими руками. Высокая себестоимость преобразователей данного типа обусловлена сложностью их создания. Кроме того, сердечники и внутренности лабораторных автотрансформаторов встречаются довольно редко, потому их применяют не так часто, как хотелось бы домашним умельцам.
Однако следует помнить, что не обладая опытом изготовления данных устройств вероятность впустую потратить дорогостоящий провод стремится к единице, несмотря на то, что тороидальные трансформаторы своими руками – это лучший прибор для контактной сварки, который только можно придумать: он отличается повышенной устойчивость к перегрузкам и обладает отличными внешними характеристиками.
Определение правильности последовательно присоединенных проводов
Наиболее надежным методом определения выводов является создание схемы – она поможет соблюсти правильную последовательность подключения и существенно упростит процесс технического обслуживания и ремонта.
[stextbox id=’info’]В процессе сборки соединения не обойтись без вольтметра, который укажет напряжения на обмотках.[/stextbox]
Создание корпуса
В качестве корпуса будущего аппарата допустимо использование защитного кожуха старой микроволной печи, который подвергают некоторой обработке:
- В местах расположения автоматического выключателя и силовых кабелей вырезают отверстия подходящих размеров.
- Выполняют восстановление лакокрасочного покрытия поверхности корпуса.
- Надежно фиксируют все внутренние элементы сварочного агрегата.
- Присоединяют провод для подключения к сети.
Выбор электродов
При подборе электродов следует помнить основное правило – их диаметр должен быть больше, чем величина сечения провода. Кроме того, необходимо помнить следующее:
- Заточка электродов. Процесс эксплуатации сопровождается изменением формы, электродов. Поэтому периодически необходимо проводить шлифовку формы для сохранения качества соединения. В случае невозможности восстановления геометрии электрода, они подлежат замене.
- Увеличение длины соединительных проводов ведет к потере мощности.
- Очистка медных наконечников. Необходимо проводить данную процедуру не реже чем раз за два месяца. В противном случае возможна потеря производительности.
 В случае невозможности восстановления геометрии электрода, они подлежат замене.
В случае невозможности восстановления геометрии электрода, они подлежат замене.Испытания
После завершения сборочных работ необходимо убедиться в надежности конструкции аппарата и его соединений. После этого выполняется проверка с помощью универсального цифрового мультиметра.
В случае положительного результата всех исследований можно выполнить пробный запуск сварочного агрегата для контактной сварки. Дальнейшая проверка заключается в подробном изучении свойств полученного неразъемного соединения. На нарушение работы будут указывать следующие дефекты:
- Низкая степень проварки шва. Причиной является недостаточно сильное температурное воздействие на место соединения. Причинами могут быть перебои напряжения сети, низкий сварочный ток или плохое качество подготовки свариваемых элементов.
- Пережег соединения. Является следствием нарушения формы электродов, их смещения в процессе работы или попадания посторонних частиц в зону сварки.
- Сколы и трещины. Как правило, они появляются в случае слишком быстрого охлаждения шва.

Процесс эксплуатации
Поскольку сварка считается работой повышенной опасности, в процессе эксплуатации следует соблюдать определенные правила:
- Перед началом рабочего цикла необходимо проверить фиксацию электродов. Их смещение приведет к снижению качества соединения.
- Соблюдайте температурный режим. Для дополнительного охлаждения рекомендуем установить несколько дополнительных вентиляторов в корпус.
- Выбирайте режим соединения с учетом свойств материала. Лучше всего осуществлять визуальный контроль над рабочим процессом.
Заключение
Не стоит избавляться от старой микролновой печи. С помощью ее трансформатора можно сделать не только аппарат для контактной сварки, но полноценный агрегат для дугового способа выполнения работ. Перед началом работ настоятельно рекомендуем изучить нормативные документы по охране труда и технике безопасности, связанные с рассматриваемой технологией.
Перед началом работ настоятельно рекомендуем изучить нормативные документы по охране труда и технике безопасности, связанные с рассматриваемой технологией.
[stextbox id=’info’]Сварщик-любитель Шаповалов Анатолий Геннадьевич: «Я люблю конструировать различное оборудование в домашних условиях. Изготовление аппарата для контактной сварки из СВЧ-печи заняло всего два дня, с учетом закупки электродов. В основном использую ее для соединения алюминия. Качество ничуть не хуже, чем сварка цеховым аппаратом».[/stextbox]
[stextbox id=’warning’]Также читайте на нашем сайте статьи о самостоятельном изготовлении:
- Газовой горелки
- Сварочного инвертора
- Тележки для сварочного баллона[/stextbox]
Контактная сварка своими руками из микроволновки: сварочный аппарат из трансформатора
активно применяется в разных отраслях промышленности уже много лет. Не менее актуальна она в домашних мастерских, ремонтных цехах и гаражах, где ее успешно реализуют умельцы своими силами для выполнения разнообразных операций, связанных с металлом.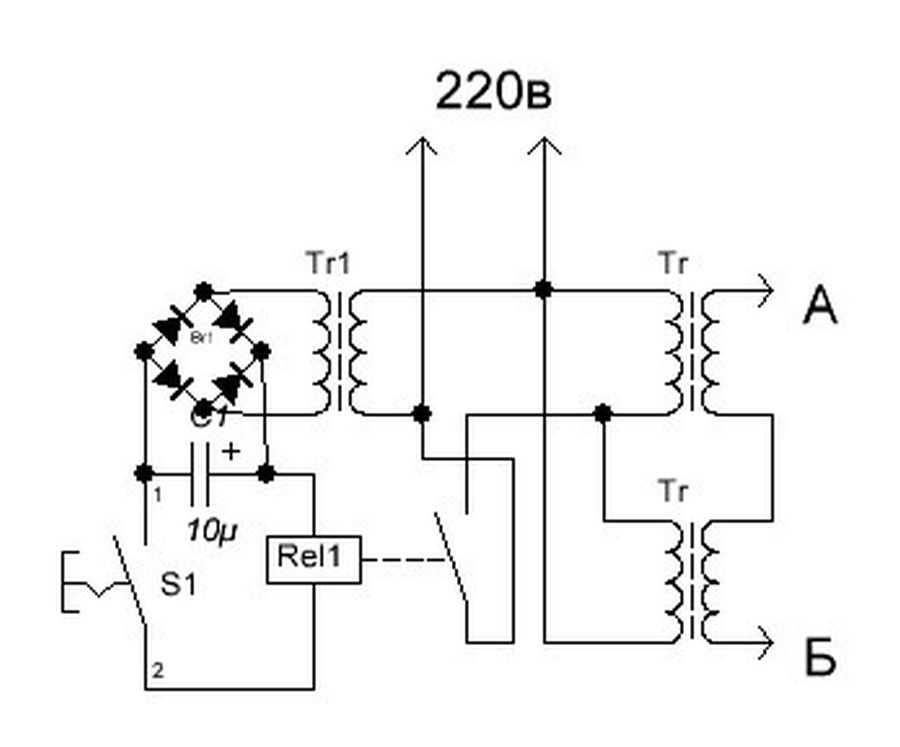
Стоимость серийного оборудования для подобных технологических операций довольно высока, но агрегат для контактной сварки может быть сконструирован .
Содержание
- Коротко о технологиях точечной контактной сварки
- Контактная сварка, собранная своими руками
- Схема устройства самодельного сварного аппарата
- Необходимые в работе материалы и инструменты
- Электроды для точечного сварочного аппарата
- Управление самодельным сварным аппаратом
- Заключение
Коротко о технологиях точечной контактной сварки
Технология контактной представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.![]()
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
Способ контактной сварки.И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.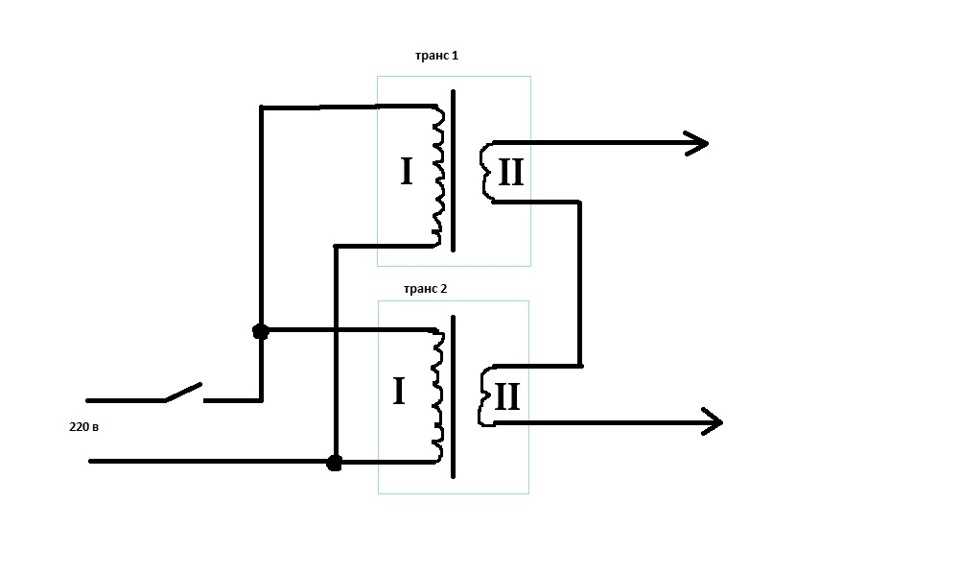
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Контактная сварка, собранная своими руками
Изготовление сварочного аппарата.
С целью получения надежного сварочного агрегата, необязательно приобретать дорогостоящую модель. Сварку делаем из микроволновки своими руками, если в распоряжении мастера есть такой прибор.
Агрегат сваривает электродом кромки металлоизделий и собирается по такому же принципу, как и в случае применения специального оборудования, но обойдется мастеру в разы дешевле профессионального агрегата.
Прежде чем рассказать, как сделать контактную сварку своими силами, отметим важную деталь. Наиболее значимым элементом в СВЧ печи в процессе сборки сварного аппарата является трансформатор от микроволновой печи.
Он обеспечит сварку высоким напряжением ввиду наличия большого коэффициента трансформации. Поэтому для самодельной точечной сварки следует подбирать печи больших размеров.
Для расплавления кромок металлических изделий, которые соединяются путем контактной сварки, необходим ток высокой силы. Величина напряжения при этом не влияет на качество сварных швов, поэтому во внимание не берется. В большинстве случаев применяется уровень до 3-х Вольт.
В большинстве случаев применяется уровень до 3-х Вольт.
Мощность трансформатора нужно подбирать с учетом толщины деталей, с которыми планируется работать в дальнейшем:
- при толщине до 1 мм актуальна модность в районе 1000 Вт;
- при толщине до 2 мм ‒ в районе 2000 Вт;
- при толщине до 3 мм ‒ в районе 5000 Вт.
Если данные условия будут соблюдены, получится действительно высокопроизводительный сварочный аппарат для использования в быту.
Схема устройства самодельного сварного аппарата
Основной элемент любого аппарата для контактной сварки ‒ это трансформатор, который стоит изъять из старой микроволновки. Важное условие – прибор должен быть рабочим.
Самодельный будет способен соединять листы стали с толщиной до 1 мм, если при его сборке использовать мощный трансформатор.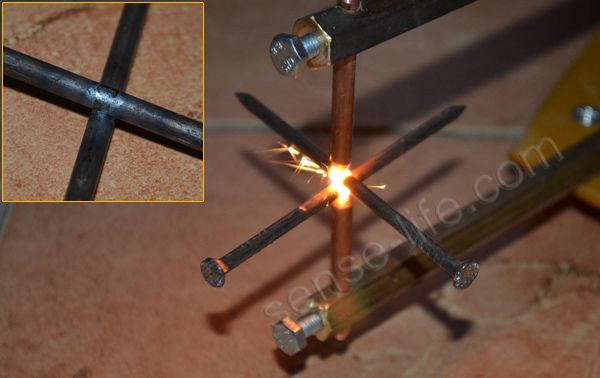 Оптимально, если величина мощности превысит 1 кВт. Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
Оптимально, если величина мощности превысит 1 кВт. Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
На заметку! Дабы не допустить ошибок при сборке самодельного сварного оборудования, важно составить схему соединения его конструктивных элементов. Следуя ей, можно без каких-либо трудностей собрать сварочный аппарат для бытового использования из СВЧ печи.
Схемы самодельных сварных агрегатов также в большом количестве присутствуют в интернете на форумах сварщиков. Они помогут изготовить агрегат, служащий хорошим подспорьем для выполнения сварных операций в быту, и будут значительно более экономичными по стоимости, нежели магазинные версии.
Тем более что дорогостоящее профессиональное оборудование не всегда целесообразно покупать для выполнения мелких бытовых операций.
Сборка рабочей части устройства позволяет оперативно выполнить соединение сварных электродов, и зажать металлическое изделие между ними.
Технологически всю работу можно разделить на две части:
- Создание нижнего основания контактной сварки своими руками из микроволновой печки.
С этой целью используется профиль, штанга или деревянный брус. Один его конец нужно крепко зафиксировать на корпусе при помощи саморезов, обеспечивающих жесткую фиксацию. На второй край требуется подсоединить нижний сварочный электрод с подведенным к нему кабелем от трансформатора. Для жесткой фиксации провода его приматывают к штанге. - Обустройство верхней подвижной части устройства в виде рычага.
Функцию оси может выполнить длинный не ржавый гвоздь, а стойки по бокам изготавливаются из брусков или профилей. Не стоит допускать наличие зазоров между стойками и основанием самодельного рычага, в противном случае может снизиться точность соответствия верхней и нижней части и точности самой сварки.
В начале работы из микроволновки изымают трансформатор, но этот элемент потребуется не весь, а лишь некоторые его части. А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
Далее, на трансформатор потребуется соорудить новую обмотку, для чего применяют многожильный провод с сечением не менее 100 мм2. Кабель для сварки проводов наматывается в 2-3 витка. Но если на проводе присутствует слишком толстая изоляция, то ее можно убрать и заменить текстильной изолентой.
Если агрегат нужно сделать мощным, для него используется два трансформатора, а повторную обмотку для них делают общей. При этом крайне важно верно осуществить соединение выводов с первичных обмоток обоих трансформаторов, чтобы не снизилась мощность сварного аппарата.
Следующие этапы работы по изготовлению контактной сварки из микроволновой печи своими руками выглядят следующим образом:
- установка системы управления агрегатом, позволяющей наладить бесперебойное сваривание металлических изделий точечным контактным методом;
- изготовление и подсоединение сварных электродов, диаметр и вид которых подбирается с учетом характеристик рабочих деталей;
- монтаж внутренней части агрегата для контактной сварки в надежный корпус от старой бытовой техники, демонстрирующий высокую стойкость к воздействию негативных факторов из окружающей среды.

Самодельная контактная сварка из микроволновой печки, созданная по такой инструкции, может справиться с:
- сеткой;
- клетками;
- прутками с диаметром до 3 мм;
- пластинами металла до 3 мм.
Все эти изделия без особенных трудностей могут использоваться для создания металлоконструкций с помощью собранного своими силами агрегата для точечной сварки.
Необходимые в работе материалы и инструменты
Если в распоряжении мастера имеется микроволновка, которая больше не используется по прямому назначению, из нее можно смастерить аналог профессионального оборудования проведения для сварочных работ.
Способ сваривания деталей точечной сваркой.В процессе работы мастеру потребуется следующие комплектующие детали будущей микроимпульсной сварки, вспомогательные приспособления и инвентарь для сборки агрегата:
- переделанный трансформатор от микроволновки или АКБ батареи;
- провод приличного диаметра из меди или жгут проводов небольшого размера;
- рычаги, выполняющие функции прижимов;
- основание для установки сварочного аппарата;
- зажимные струбцины;
- отвертки разного вида и размера;
- кабели;
- обмоточные материалы;
- электроды из меди, за счет которых и будет выполняться сварка;
- кнопка.

Важно! Если нужно изготовить мощную точечную сварку из бывшей в употреблении микроволновки, понадобится два трансформатора. От количества этих конструктивных деталей бывшего в употреблении изделия будет зависеть уровень максимальной мощности самодельной сварки.
Электроды для точечного сварочного аппарата
Точечная контактная сварка выполняется путем замыкания двух электродов. Их можно смастерить собственными силами из медного прутка или жала профессионального паяльника, если агрегату не требуется высокая мощность.
Специальную проволоку для сварочного аппарата из трансформатора микроволновки подсоединяют к проводу от аппарата посредством медного наконечника, соединенного с ним пайкой.
Место внутри наконечника ограниченно, поэтому неопытные мастера не сразу могут провести сквозь него кабель. Задачу выполнить проще, если смазать провод маслом или солидолом. Далее, наконечник нужно аккуратно совместить с электродом болтовым соединением высокой надежности.
Тогда рост сопротивления в местах ненадежного контакта не спровоцирует потерю мощности аппарата. Предварительно в электроде и наконечнике важно организовать одинаковые по размеру отверстия.
На заметку! Крепежные элементы для сборки самодельного сварочного аппарата из микроволновой печи стоит подбирать или ее сплавов. Медные болты, гайки для соединения электродов и наконечников с проводами отличаются минимальной величиной электрического сопротивления.
Если все соединения отдельных конструктивных элементов для контактной точечной сварки будут надежными, это значительным образом упростит обслуживание оборудования в будущем. Работа будет выполняться быстро, а сварные швы приобретут высокие эксплуатационные параметры.
Управление самодельным сварным аппаратом
Управление аппаратом из микроволновки, изготовленного своими руками, не составит особых трудностей даже для неопытного мастера. Оно осуществляется с помощью двух элементов: рычага и выключателя.
Рычаг отвечает за силу сжатия между электродами, определяющую надежность контакта соединяемых деталей в точке выполнения сварки. Поэтому его важно дополнить винтовыми элементами, обеспечивающими еще более значительную силу сжатия.
Рычаг в нерабочем состоянии самостоятельно отводится вверх, что позволит предотвратить произвольное замыкание контактов и беспрепятственный доступ к заведению изделия. Для этого к его основанию следует закрепить пружину с карбюратора актуальной жесткости.
Специализированное производственное оборудование, используемое с целью соединения листов стали со значительной толщиной, имеют элементы сжатия, способные создавать давление от 50 до 1000 кг, исходя из необходимости.
Для точечной сварки из микроволновки, применяемой для нерегулярных и простых работ в домашних условиях, будет достаточно давления до 30 кг.
Для большего комфорта сварщика, простоты работы и увеличения силы сжатия до актуального значения, прижимной рычаг стоит сделать длинным. Оптимальная длина ‒ 60 см.
С его помощью можно увеличить прилагаемое усилие в 10 раз, а это значит, что при давлении на рычаг с усилием 3 кг, электроды и соединяемые металлические детали будут сжиматься силой, равной 30 кг.
То есть, даже незначительное по силе нажатие на рычаг рукой сварщика, позволит ему запустить сварной процесс и точно провести электродом по рабочей поверхности металла.
На заметку! Крайне важно надежно зафиксировать сварное оборудование на поверхности рабочего стола, для чего применяют струбцины соответствующего размера. В противном случае, при надавливании на такой рычаг сам аппарат может сдвигаться с места, что может стать причиной серьезных дефектов сварных швов на металлоконструкции.
В противном случае, при надавливании на такой рычаг сам аппарат может сдвигаться с места, что может стать причиной серьезных дефектов сварных швов на металлоконструкции.
Выключатель отвечает в устройстве за подачу тока к электродам для сварки и подключается к цепи первичной обмотки трансформатора. Напомним, что сила тока во вторичной обмотке значительно превышает аналогичный показатель первичной обмотки.
Если подсоединить выключатель ко вторичной обмотке, он спровоцирует образование дополнительного сопротивления, и произойдет приваривание его контактов под воздействием сильного тока.
Располагайте выключатель непосредственно на рычаге, если он используется в качестве прижимного механизма. В таком случае вторая рука сварщика останется свободной, и ею можно будет придерживать свариваемые детали.
Это позволит улучшить качество сварных швов, так как повыситься прицельность и точность ведения электрода по поверхности рабочего изделия.
Основные операции по сбору точечной сварки своими руками из обычной б/у микроволновки завершены.
Мастеру останется лишь потренироваться перед началом работы, что позволит понять суть и вникнуть в особенности протекания основных процессов сварки различных металлов, исходя из формы и толщины металлоизделий. И только потом можно приступать к практическому применению самодельного оборудования из микроволновки.
Важно! Особенностью работы на оборудовании для точечной сварки, изготовленном своими руками из микроволновки, заключается в том, что подавать ток нужно только на сжатые электроды.
Если подача тока осуществляется на электроды, не находящиеся в состоянии сжатия, сварщик столкнется с интенсивным искрением сварной проволоки и ее активным подгоранием.
Еще одной проблемой, с которой может столкнуться мастер в процессе применения самодельного агрегата для сваривания металлических деталей, является риск сильного нагрева трансформатора и токопроводящих элементов этого оборудования.
Такая ситуация приводит к выходу самодельной модели из строя. Избежать перегрева позволит создание простейшей системы охлаждения сварочного аппарата из вентилятора.
Еще одной хитростью, уберегающей точечную сварку от перегрева, являются такие временные перерывы в ее работе, на протяжении которых трансформатор и токопроводящие элементы успевают остыть.
Время выдержки сварных электродов под током в сжатом состоянии при сварных операциях нужно контролировать визуально, с учетом цвета точки в месте соединения. Малоопытный сварщик может применить с этой целью специальное реле.
https://youtu.be/eUmhrj36UNQ
Заключение
Бытовую сварку из трансформатора микроволновки можно сделать при минимуме материальных вложений и временных затрат в бытовых условиях. Технология сборки контактной сварки из микроволновки проста и не требует наличия дорогостоящего оборудования, специфического инвентаря, редких материалов.
Важно подготовить подробную схему сборки агрегата, проявить бдительность при разборке СВЧ печи и сборке самодельной сварки на ее основе. Тогда сварщику удастся сэкономить и выполнять ряд несложных сварочных операций по соединению металлических деталей в бытовых условиях самодельным оборудованием.
Тогда сварщику удастся сэкономить и выполнять ряд несложных сварочных операций по соединению металлических деталей в бытовых условиях самодельным оборудованием.
Контактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.![]() (Вики)
(Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Исходник в picBasic pro
drive.google.com/file/d/0B0QDn8EiGpgMQmdYUk5fLXpEYzQ/view?usp=sharing&resourcekey=0-KoOwsck69XTz8EjPrRpMEg
Ссылка на проект протеус
drive.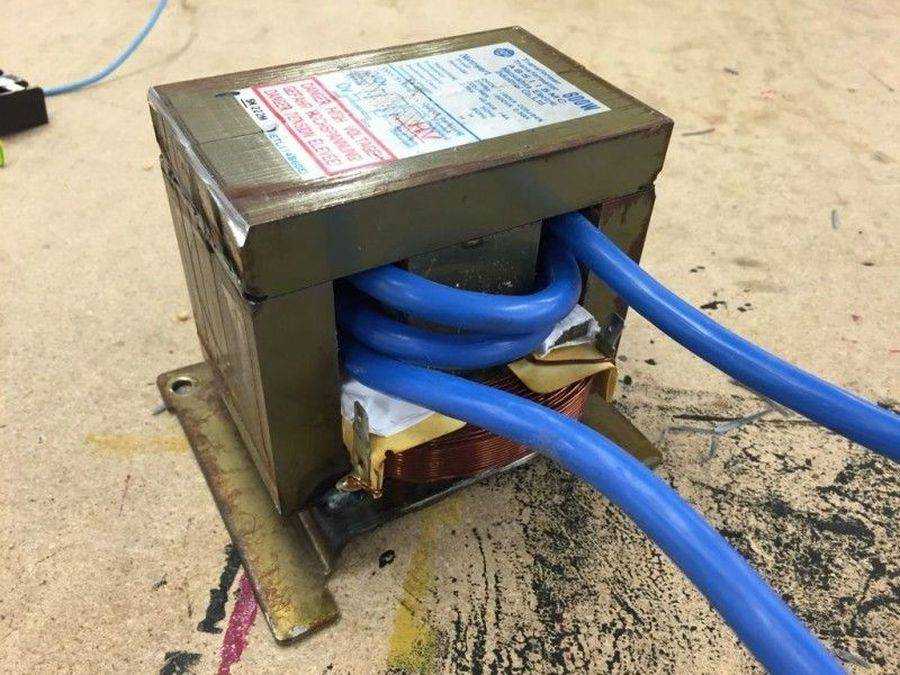 google.com/file/d/10uL4EDy2RnXJKfFNwZBj9IMLVv9VfF5L/view?usp=sharing
google.com/file/d/10uL4EDy2RnXJKfFNwZBj9IMLVv9VfF5L/view?usp=sharing
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/file/d/1P9wkaBqdjM-lXSXexDpcgminD9IMXkWo/view?usp=sharing
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
Содержание: Для выполнения домашних хозяйственных работ постоянно требуются различные инструменты и приспособления. В их число входит и сварочная аппаратура, доступная не каждому хозяину по причине высокой стоимости. Поэтому многие народные умельцы предпочитают самостоятельно изготавливать все необходимое. Наиболее простым вариантом считается контактная сварка своими руками из микроволновки, для которой не требуется каких-либо дорогих или труднодоступных материалов. При наличии знаний электротехники такое оборудование может изготовить любой желающий, хорошо представляющий себе принцип работы этой аппаратуры. Принцип действия контактной сваркиКонтактная или точечная сварка работает по очень простой схеме. Между латунными или медными электродами расположены металлические заготовки, прижатые друг к другу. Процесс подачи тока и последующий разогрев выполняются импульсом. После его воздействия обе детали остаются зафиксированными в изначальном положении, до того момента пока они не начнут остывать. Данная схема является основой работы контактной сварки. Она успешно применяется при самостоятельном изготовлении. К основным преимуществам данного вида сварки можно отнести экономичный режим работы, соединения с высокой прочностью, простое устройство аппарата, возможность автоматизировать технологический процесс при больших объемах работ. Существенным минусом является отсутствие герметичности швов, хотя в некоторых случаях это необязательное требование. Продолжительность сварочного процесса при необходимости должна изменяться. В точке сварки создается значительное давление, которое максимально увеличивается к концу нагрева. Материал для электродов должен иметь высокую тепло- и электропроводность. На рабочем конце электрода площадь контакта как правило ниже размеров сварочного шва примерно в 2-3 раза. Подготовка материалов и сборка трансформатораПри рассмотрении принципа работы выяснилось, что с помощью ручной контактной сварки обеспечивается нагревание деталей в точке соединения до температуры плавления. Каждый аппарат отличается индивидуальной мощностью нагрева, поэтому нужно заранее определить, с какими целями будет в дальнейшем применяться то или иное устройство.
Для сборки понадобится сам трансформатор, материал для электродов, провод в изоляции, диаметром не менее 10 мм. Также, нужно подобрать подходящие наконечники, выключатель, болты крепления. В зависимости от конструкции корпуса и сварочных клещей, возможно будут нужны деревянные бруски и фанера. Для самодельной точечной сварки лучше всего подходит трансформатор от микроволновой печки, мощность которого составляет от 700 до 1000 ватт. Предпочтение отдается трансформаторам с более высокой мощностью. У микроволновок эта деталь выполнена в виде сварной конструкции. В обязательном порядке с трансформатора удаляется вторичная обмотка. Это связано с тем, что по умолчанию она выдает примерно 2000В при очень незначительной силе тока. Такие параметры совершенно не подходят для проведения сварочных работ. Вместо вторичной обмотки наматывается толстый изолированный провод в количестве 2-3 витков, плотно входящий в проем между первичной обмоткой и сердечником. При отсутствии нужного провода может использоваться изолированная медная шина. С помощью готового устройства мощностью 1 кВт, можно сваривать пластины толщиной около 3 мм. Мощность сварочного аппарата зависит от трансформатора, применяемого в его конструкции. Увеличение мощности возможно за счет использования двух одинаковых преобразователей напряжения, подключаемых параллельно между собой. С этой целью в схему контактной сварки включаются две одинаковые вторичные обмотки, в которых одноименные выводы соединяются на входе и выходе. За счет этого мощность и сварочный ток увеличиваются в 2 раза, а напряжение остается неизменным. Подобная конструкция позволяет выполнять сварку пластин толщиной около 5 мм. Самое главное – правильно подключить выводы, в противном случае может произойти короткое замыкание. По окончании сборки сварочного аппарата трансформаторы закрепляются на основании корпуса, после чего их нужно заземлить. Электроды, клещи, проводаОсновным рабочим элементом контактной сварки являются электроды, сделанные из медных стержней. Для небольших устройств подойдут жала, установленные в мощном паяльнике. В процессе работы происходит постепенная потеря формы электродов, поэтому они требуют периодического подтачивания. Электроды должны обладать высокой тепло- и электропроводностью, сохранять прочность при достижении рабочей температуры, легко обрабатываться механическим путем. Такие свойства более всего присущи медным сплавам, в которые добавляется вольфрам, хром или бронза. Эффективны сплавы с содержанием кобальта и кадмия. Нижний электрод фиксируется в неподвижном положении, а верхний устанавливается на верхний рычаг сварочных клещей. Клещи, которые использует контактная сварка из микроволновки, могут изготавливаться разными способами. В наиболее распространенном варианте на концы сварочных клещей, изолированных между собой, устанавливаются наконечники, куда в свою очередь, помещаются электроды. Для рычагов используются деревянные бруски, а сам корпус изготавливается из фанеры. Нижний рычаг неподвижно закрепляется на основании, а верхний может перемещаться и сжимать заготовки. На верхнем рычаге устанавливается пружина, возвращающая электроды в исходное разомкнутое состояние. Для выполнения работ в домашних условиях вполне достаточно прижатия, не превышающего 30 кг. Длина рукоятки может достигать 60 см, а крепление электродов осуществляется ближе к оси вращения. Таким образом получается плечо в пропорции 1:10. В условиях промышленного производства прижатие деталей выполняется с помощью пневматических и гидравлических приспособлений с регулируемым усилием. Выключатель сварочного аппарата выводится на рукоятку клещей. Он подключается к первичной обмотке с небольшим значением тока. В некоторых конструкциях для управления сваркой используется ножная педаль, приводящая в действие магнитный пускатель. Провода, используемые для подключения к электродам должны иметь минимальную длину. Их соединение с наконечниками осуществляется методом пайки. Технология применения контактной сваркиСамодельная точечная сварка из микроволновой печи имеет ряд специфических особенностей, которые необходимо учитывать в процессе эксплуатации. Следует помнить, что при сварке электроды должны быть прижаты, в противном случае они просто подгорят. Основными параметрами являются сила тока, продолжительность импульса, сила прижатия электродов, их форма и размеры. Максимальная степень сжатия возникает во время прохождения тока и в течение короткого периода после этого. Таким образом, металл быстро кристаллизуется, усиливая прочность соединения. Для охлаждения аппарата рекомендуется использовать вентилятор. Также, нужно контролировать температуру проводов, электродов и трансформаторных обмоток. В случае опасного повышения температуры работу необходимо прервать. Аппарат точечной сварки из трансформатора микроволновой печи |
 Уровень напряжения в этом случае не важен. Зачастую применяется уровень до 3 вольт.
Уровень напряжения в этом случае не важен. Зачастую применяется уровень до 3 вольт. Этого хватит для создания контактной сварки своими руками.
Этого хватит для создания контактной сварки своими руками.
 Также необходимо выполнять аккуратно во избежание повреждения магнитопровода.
Также необходимо выполнять аккуратно во избежание повреждения магнитопровода.
 В качестве эксперимента при определении правильности соединения можно задействовать провода малого сечения.
В качестве эксперимента при определении правильности соединения можно задействовать провода малого сечения. Так можно избежать появляющихся потерь мощности в точках контактирования.
Так можно избежать появляющихся потерь мощности в точках контактирования. Однако при создании точечной сварки из микроволновки своими руками требуется предусмотреть органы управления. Главные – выключатель и рычажный элемент, при помощи которого будет создаваться необходимое усилие на электродах и свариваемых заготовок.
Однако при создании точечной сварки из микроволновки своими руками требуется предусмотреть органы управления. Главные – выключатель и рычажный элемент, при помощи которого будет создаваться необходимое усилие на электродах и свариваемых заготовок. Если это сделать до сжатия, то будет происходить искрение во время соприкосновений с деталью. Это также способствует выгоранию электродов и поломке аппарата.
Если это сделать до сжатия, то будет происходить искрение во время соприкосновений с деталью. Это также способствует выгоранию электродов и поломке аппарата.
 Под действием электрического тока, пропускаемого через них, место сварки нагревается докрасна. В результате, детали приобретают пластичность, а место стыка переходит в жидкое состояние. Диаметр этой области составляет примерно 12 мм. Под влиянием давления обе жидкие среды перемешиваются и, таким образом, детали оказываются сваренными между собой.
Под действием электрического тока, пропускаемого через них, место сварки нагревается докрасна. В результате, детали приобретают пластичность, а место стыка переходит в жидкое состояние. Диаметр этой области составляет примерно 12 мм. Под влиянием давления обе жидкие среды перемешиваются и, таким образом, детали оказываются сваренными между собой.
 В большинстве случаев самодельная контактная сварка из микроволновки изготавливается в настольном варианте. Часто применяется переносная сварка, по своим качествам не уступающая стационарным устройствам.
В большинстве случаев самодельная контактная сварка из микроволновки изготавливается в настольном варианте. Часто применяется переносная сварка, по своим качествам не уступающая стационарным устройствам.
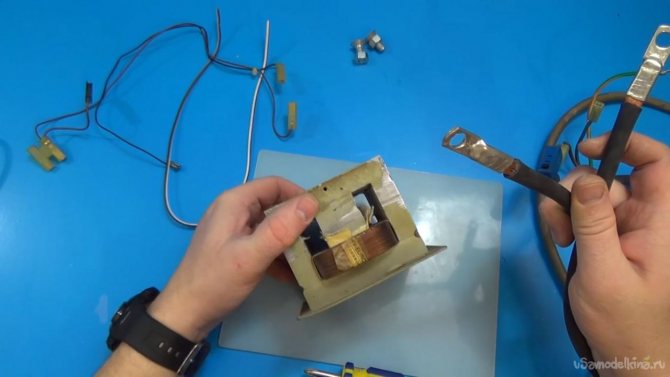 В связи с этим следует изначально давать определенный запас по толщине. В самих стержнях сверлятся отверстия, через которые они соединяются с вторичной обмоткой с помощью болтов.
В связи с этим следует изначально давать определенный запас по толщине. В самих стержнях сверлятся отверстия, через которые они соединяются с вторичной обмоткой с помощью болтов. Сила сжатия должна быть максимальной, особенно при сваривании металлических листов большой толщины.
Сила сжатия должна быть максимальной, особенно при сваривании металлических листов большой толщины. Необходимо спаивать и отдельные жилы проводов, так как большой ток может вызвать окисление контактов и потерю мощности. Не рекомендуется обжимать наконечники, во избежание появления дополнительного сопротивления в местах контакта.
Необходимо спаивать и отдельные жилы проводов, так как большой ток может вызвать окисление контактов и потерю мощности. Не рекомендуется обжимать наконечники, во избежание появления дополнительного сопротивления в местах контакта.

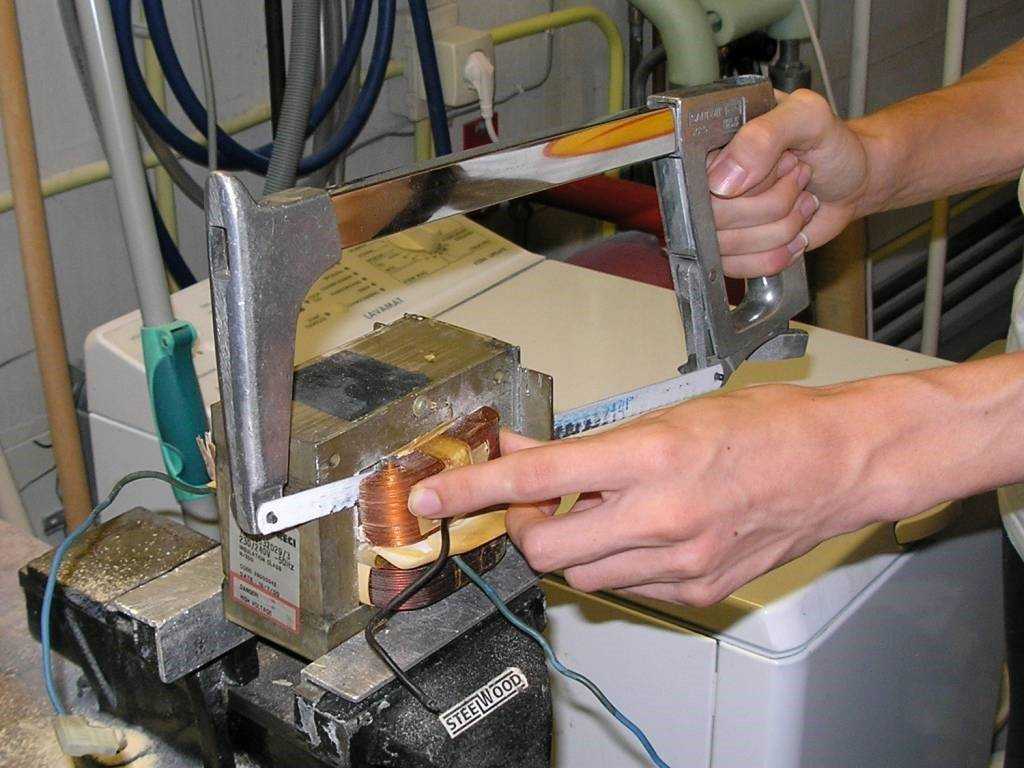 п.
п.
 Размерами примерно по ширине в 150 мм и длиной от 300 до 700 мм, что будет определять в дальнейшем глубину свариваемой заготовки.
Размерами примерно по ширине в 150 мм и длиной от 300 до 700 мм, что будет определять в дальнейшем глубину свариваемой заготовки.

 Второй электрод будет непосредственно сварочным и его изготавливают в виде металлического прута с прочным упором, на конце которого делают специальный заостренный медный контакт на конце для простой точечной сварки.
Второй электрод будет непосредственно сварочным и его изготавливают в виде металлического прута с прочным упором, на конце которого делают специальный заостренный медный контакт на конце для простой точечной сварки.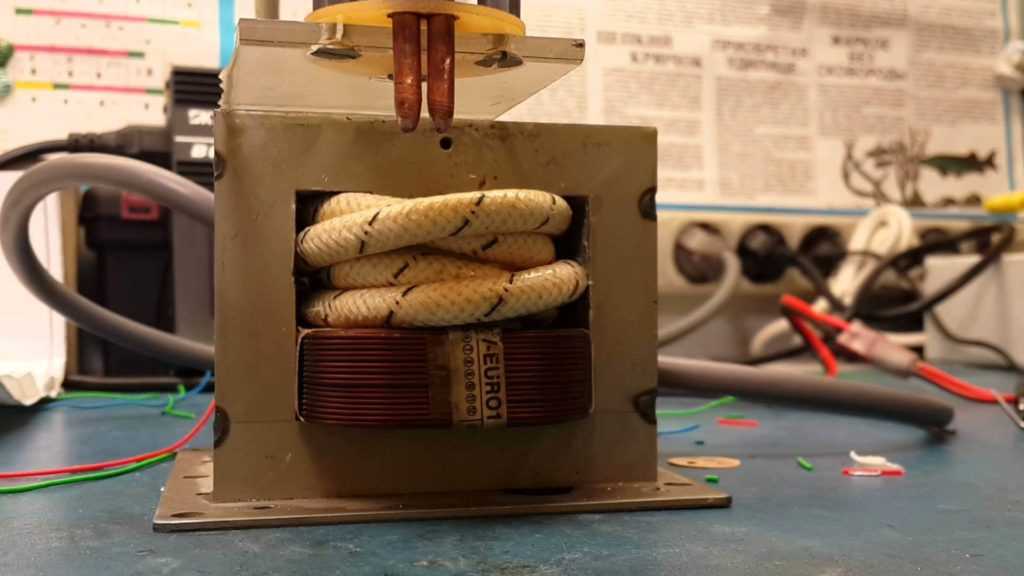 С помощью прибора может быть выполнена точечная сварка своими руками, если применяется переменный сварочный ток с нерегулируемой силой.
С помощью прибора может быть выполнена точечная сварка своими руками, если применяется переменный сварочный ток с нерегулируемой силой. Благодаря использованию такого источника на магнетрон поступает разность потенциалов, которая затем увеличивается за счет встроенного удвоителя в два раза. Оно не превышает 2 кВт. Осуществлять проверку работоспособности посредством измерения уровня напряжения, которое включено в сеть трансформатора, не имеет смысла.
Благодаря использованию такого источника на магнетрон поступает разность потенциалов, которая затем увеличивается за счет встроенного удвоителя в два раза. Оно не превышает 2 кВт. Осуществлять проверку работоспособности посредством измерения уровня напряжения, которое включено в сеть трансформатора, не имеет смысла. Далее следует намотать вторичную обмотку, после этого получают ток, равный 1000 А. Затем следует докупить провода, поскольку без них обойтись нельзя, хоть они и дорогие. Необходим провод, который имеет 1 см в диаметре. При покупке можно сэкономить, приобрести пучок проводов.
Далее следует намотать вторичную обмотку, после этого получают ток, равный 1000 А. Затем следует докупить провода, поскольку без них обойтись нельзя, хоть они и дорогие. Необходим провод, который имеет 1 см в диаметре. При покупке можно сэкономить, приобрести пучок проводов. Предусматривают длину провода, которая является наименьшей из возможных размеров, что не позволит создать дополнительное сопротивление.
Предусматривают длину провода, которая является наименьшей из возможных размеров, что не позволит создать дополнительное сопротивление.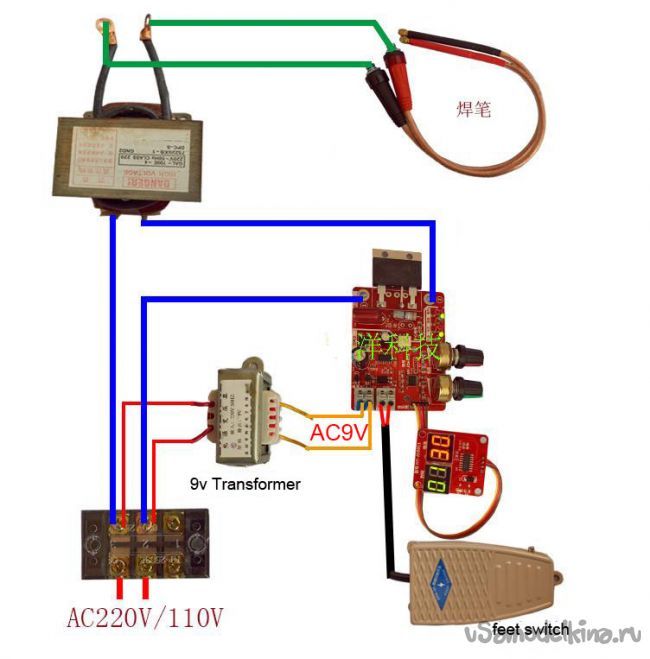 Если она равна больше 2000 А, необходимо уменьшить ее, поскольку это может вызвать перепад сетевого напряжения во всем доме, что вызовет жалобы со стороны соседей. После этого следует измерить силу тока, проходящего через готовый трансформатор с использованием амперметра, посмотрев каждое соединение и отследив короткое замыкание.
Если она равна больше 2000 А, необходимо уменьшить ее, поскольку это может вызвать перепад сетевого напряжения во всем доме, что вызовет жалобы со стороны соседей. После этого следует измерить силу тока, проходящего через готовый трансформатор с использованием амперметра, посмотрев каждое соединение и отследив короткое замыкание.
 Для первичных обмоток характерно напряжение, которое соответствует половине входного напряжения, а его трансформация происходит уже во вторичных обмотках. При этом коэффициенты трансформации являются одинаковыми.
Для первичных обмоток характерно напряжение, которое соответствует половине входного напряжения, а его трансформация происходит уже во вторичных обмотках. При этом коэффициенты трансформации являются одинаковыми. С каждого конца провода в идеальном варианте следует предусмотреть наконечники из меди, которые позволяют присоединить стержни электродов к проводу.
С каждого конца провода в идеальном варианте следует предусмотреть наконечники из меди, которые позволяют присоединить стержни электродов к проводу.

 Существуют иные способы, использование которых требует наличия разных видов оборудования.
Существуют иные способы, использование которых требует наличия разных видов оборудования. Это связано с большой силой тока. Прибор для точеной сварки можно включить только после того, как будут установлены контакты металлов. Это позволит уменьшить расходы электроэнергии, исключив возникновение искрения.
Это связано с большой силой тока. Прибор для точеной сварки можно включить только после того, как будут установлены контакты металлов. Это позволит уменьшить расходы электроэнергии, исключив возникновение искрения.Изготовление самодельного аппарата для контактной сварки из микроволновки, детали для точечного сварочника
Для нерегулярного использования точечной сварки нецелесообразно покупать дорогостоящий аппарат. Выходом из ситуации будет изготовление контактной сварки из микроволновки своими руками. Точнее, потребуется не сама микроволновая печь, а высоковольтный трансформатор, находящийся в ней.
Выходом из ситуации будет изготовление контактной сварки из микроволновки своими руками. Точнее, потребуется не сама микроволновая печь, а высоковольтный трансформатор, находящийся в ней.
- Точечная сварка: преимущества и недостатки
- Извлечение и доработка трансформатора
- Электроды для аппарата
- Сборка сварочника
Точечная сварка: преимущества и недостатки
У любого способа сварки есть свои положительные стороны, у контактной таковыми являются:
- Минимальные энергозатраты.
- Высокая прочность получаемого соединения.
- Возможность сварки листового металла и прочих деталей малой толщины.
- Возможность сварки легкоплавкого металла.
К недостаткам можно отнести негерметичность сварного шва, а сварные точки являются генераторами напряжения.
При изготовлении сварочного аппарата из микроволновки своими руками потребуются:
- Трансформатор из микроволновки. Для мощного аппарата нужно достать два трансформатора.
- Толстый медный одножильный провод.
- Рычаги, которые будут применяться как прижимы.
- Надёжная станина, на которой будет расположен аппарат.
- Для выполнения сварки можно использовать электроды из меди.
 Для мощного аппарата нужно достать два трансформатора.
Для мощного аппарата нужно достать два трансформатора.Извлечение и доработка трансформатора
Главной деталью самодельной точечной сварки из микроволновки является трансформатор. Он извлекается из рабочей микроволновки. Чем выше его мощность, тем лучше будет оборудование. При разборке микроволновки следует соблюдать осторожность: конденсаторы большой ёмкости могут сохранять напряжение, опасное для жизни. Во избежание поражения током нужно закоротить контакты конденсаторов (это можно сделать при помощи отвёртки).
После извлечения трансформатора требуется снять с него вторичную обмотку. Её можно распилить ножовкой или обрубить стамеской. А также нужно убрать шунты, расположенные с двух сторон трансформатора.![]()
После удаления обмотки и шунтов придётся изготовить новую обмотку, чтобы трансформатор мог выдавать токи сильнее 500А. Для этого потребуется медный провод диаметром от 1 см (можно использовать несколько проводов для достижения нужного сечения), достаточно 2−4 витка для получения нужных токов. Для повышения мощности можно использовать несколько трансформаторов, в этом случае их подключают параллельно. Если в самодельном аппарате будет задействовано несколько трансформаторов, обмотка на них должна быть общая, но важно не перепутать выводы во избежание короткого замыкания.
При слишком высокой силе тока могут появляться скачки напряжения в электросети, поэтому следует осторожно применять мощные сварочники в городской квартире во избежание выхода из строя бытовых приборов.
Электроды для аппарата
В точечной сварке электроды выполняют несколько функций: подвод тока в зону сварки, отвод тепла, сжатие соединяемых деталей. Качество выполненных работ будет напрямую зависеть от формы и размера электродов. Их форма может быть как прямой, так и фигурной, а диаметр должен быть выше или равен диаметру рабочих проводов.
Качество выполненных работ будет напрямую зависеть от формы и размера электродов. Их форма может быть как прямой, так и фигурной, а диаметр должен быть выше или равен диаметру рабочих проводов.
Требования, применяемые к электродам для контактной сварки, просты: они должны выдерживать рабочую температуру, хорошо проводить тепло и электрический ток, легко обрабатываться (затачиваться).
Исходя из этих требований, идеальными материалами для электродов будут сплавы меди.
Сборка сварочника
Чаще всего самодельные аппараты делают стационарными. Электроды устанавливают в наконечники, которые крепятся на концах рычагов, выполняющих роль прижимов. Последние проще всего изготовить из деревянного бруса. К электродам нужно припаять провода с обмотки.
Пайка крайне желательна, поскольку если соединять обжимом, то в месте соединения появится дополнительное сопротивление. Нижний рычаг неподвижен, его следует закрепить к основанию. Верхний рычаг должен быть прочным, так как для сварки толстых деталей требуется большая сила сжатия.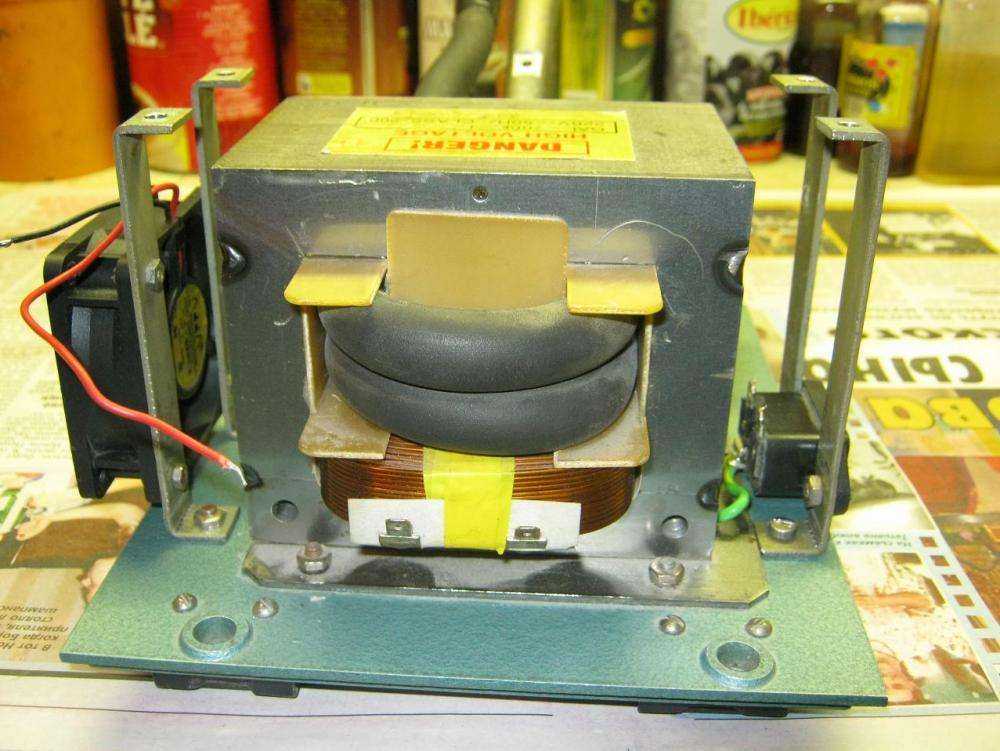 Помимо этого, рычаг нужно подпружинить, чтобы электроды были разомкнуты в исходном состоянии.
Помимо этого, рычаг нужно подпружинить, чтобы электроды были разомкнуты в исходном состоянии.
Первичную обмотку трансформатора нужно заземлить.А также заземляется корпус аппарата, если он изготовлен из токопроводящего материала. Собирая своими руками сварочник из микроволновки, нужно помнить, что напряжение трансформатора составляет 230 В, оно считается потенциально опасным для жизни, поэтому все токопроводящие части аппарата следует закрыть в корпусе.
Поскольку аппарат сильно нагревается, крайне желательно придумать охлаждение. Для этих целей может подойти кулер из системного блока компьютера. Кнопку питания можно располагать в любом удобном для работы месте. Помимо этого, можно применять подачу питания с помощью педали.
Аппарат для точечной сварки своими руками
Аппарат для точечной сварки своими руками Кремона, август 2018 г.Вернуться на главную страницу.
Привет,
это краткий обзор с некоторыми примечаниями о том, как сделать аппарат для точечной сварки из трансформаторы СВЧ (МОТ).

Ничего нового по сравнению с другими онлайн-учебниками, за исключением того, что здесь есть:
- Два параллельных MOT для большей мощности;
- Твердотельное реле для синхронизации, для простоты управляемое Arduino.
ВНИМАНИЕ! Этот проект касается высокого и среднего напряжения. Это опасно и небезопасно. я никоим образом не несу ответственности любой ущерб, который вы можете причинить (даже себе).
Введение
Существует множество учебных пособий по точечной сварке. В основном люди используют трансформаторы микроволновых печей (МТ), снимая высоковольтные вторичный и заменив его всего за несколько витков. Я использую два MOT параллельно, для более высокого выходного тока.Этого достаточно, чтобы сделать базовый аппарат для точечной сварки, но кое-что интересное возможность контролировать время сварки. Также говорят, что короткий импульс перед сваркой размягчает материал и тем самым создает лучший электрический контакт (он же лучшая сварка).
 В моем случае я использую Arduino для реализации простого контроллера времени.
В любом случае, контроллер можно обойти с помощью переключателя, чтобы управлять точечной сваркой в
прямой режим.
В моем случае я использую Arduino для реализации простого контроллера времени.
В любом случае, контроллер можно обойти с помощью переключателя, чтобы управлять точечной сваркой в
прямой режим.Трансформаторы
Вот фото двух трансформаторов для микроволновых печей (MOT), полученных из микроволновой печи.Будьте осторожны, микроволновые печи очень опасны. Там есть высоковольтный конденсатор, сохраняющий высокое напряжение еще долгое время после того, как духовка была выключена. отключенные и опасные химические вещества в магнетроне. Люди говорят, что они сделают вас слепыми.
Технический осмотр сверху все еще нуждается в доработке.
Вторичную обмотку высокого напряжения (более тонкий провод, гораздо больше витков) необходимо удалить и удалить.
заменены несколькими витками толстого провода.
Магнитные шунты должны быть удалены.
Магнитные шунты снижают эффективную мощность трансформатора, так как в них происходит короткое замыкание.
часть магнитного потока.
Вторичные заменены на 3 витка толстого провода (в моем случае я использовал два провода в
параллельно, чтобы иметь большую секцию, поэтому вы увидите 6 витков вместо 3).
Электроды
Электроды обычно делаются из меди (не из латуни, говорят, что она прилипает при сварке). Нашел медные заклепки большого сечения, работают нормально. Два коротких плеча удерживают электроды импровизированным образом, а несколько пружин удерживают плечи открытыми. Подключить электроды, добавить выключатель и все смонтировать.
Трансформаторы должны быть подключены параллельно (обратите внимание на фазу!!), примерно так:
На этом базовый аппарат для точечной сварки готов и уже может работать. Измеренное напряжение между электродами составляет 2,72 В переменного тока.
В следующем разделе я создам контроллер для установки времени сварки.
Контроллер (электроника)
Трансформаторы могут управляться напрямую от сети 220В (прямой режим) или через таймер. В качестве таймера решил использовать Ардуино, управляя дешевым твердотельным реле (3 штуки с ebay, всего за 5 евро). Твердотельные реле включают (обычно) демпфирующий элемент, что очень важно при высокой индуктивности. приложения (например, трансформаторы!!)
Обычные реле рискуют залипнуть при резком отключении больших токов.
Пока дешевое твердотельное реле работает нормально.
приложения (например, трансформаторы!!)
Обычные реле рискуют залипнуть при резком отключении больших токов.
Пока дешевое твердотельное реле работает нормально. Идея твердотельного реле на самом деле очень проста: вы подаете небольшое напряжение на вход (в моем случае это непосредственно выходной контакт Arduino) и выход становится замкнутой цепью для переменного (220В) напряжения.
Примерно так выглядит схема для Arduino (извините, знаю, что коряво..) В любом случае полезно добавить еще один переключатель, чтобы можно было обойти твердотельное реле и сварочный аппарат можно использовать в прямом режиме, как показано выше. Сборка ТО была рассмотрена на предыдущем фото.
Три триммера — это просто делители напряжения (470k должно работать отлично). Рычажный переключатель имеет три положения (среднее отключено) и обсуждается в программе. Другая кнопка запускает сварку при нажатии.
Простая программа Arduino делает в цикле следующее:
- Проверить состояние малого рычажного переключателя;
- Если переключатель находится в первом положении, выполните автоматическую сварку (с контролем времени) при нажатии кнопки;
- Если переключатель находится во втором положении, установите время предварительной сварки, паузы и сварки с помощью трех триммеры;
- Если переключатель находится в третьем положении (ручной режим), то проверьте состояние кнопки и
если он нажат, сварите, пока он не освободится.
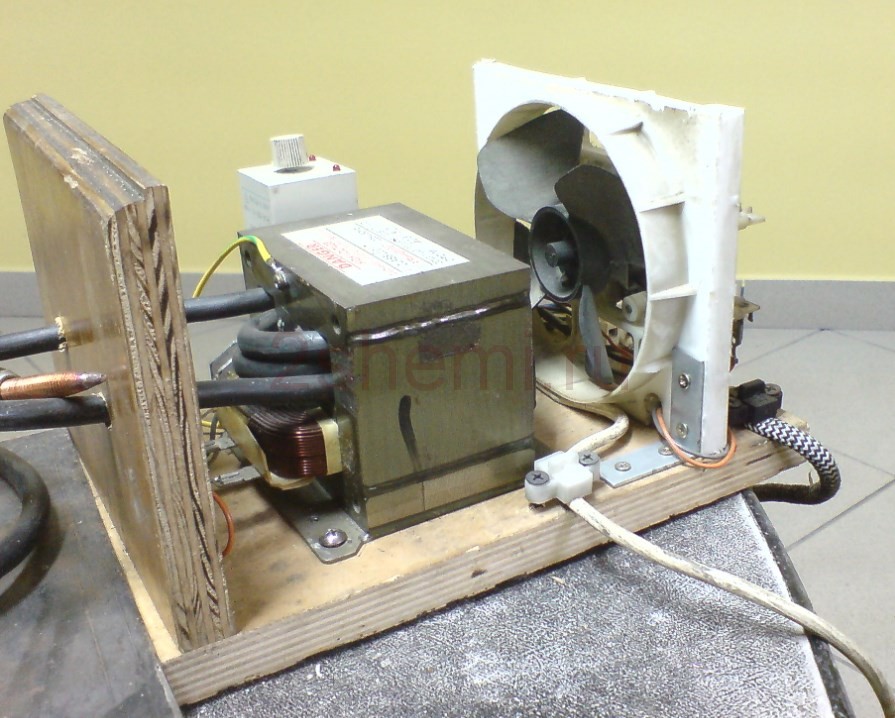
Я слышал, что ты сказал! Какая ужасная простыня! В любом случае..
Если вам нужно вдохновение, вы можете найти мой скрипт ЗДЕСЬ. Это также требует библиотеки LiquidCrystal_I2C для управления дисплеем.
Хорошо, на этом этапе постройте верхний уровень точечной сварки, поместите охлаждающий вентилятор (и металлическую
сетку сзади, чтобы воздух мог выходить через моторы) и добавить электронику.
Наконец, нам нужна панель для триммеров, дисплей и несколько кнопок.
Вот и все, ребята!
Любой комментарий? Не стесняйтесь писать мне!
Ура,
Стефано
Вернуться на главную страницу.
Сборка аппарата дуговой сварки из трансформаторов СВЧ
Последние пару недель я собирал аппарат для дуговой сварки, наматывая новые вторичные обмотки на два трансформатора микроволновой печи (МОТ). Один важный урок, который можно извлечь из всего этого, заключается в том, что трансформаторы большой мощности — это не то место, где работает метод «к черту все, что сойдет»; Я сорвал пару праймериз, так что в итоге пришлось искать свежие MOT и начинать заново.
Первым делом нужно было найти два МТ; чем больше, тем лучше, мощность в конечном итоге будет ограничена насыщением ядра. Дуговой сварочный аппарат, по сути, представляет собой понижающий трансформатор большой мощности; что-то вроде 20 А при 240 В входит, а затем преобразуется в что-то вроде 100 А при 50 В (минус потери). У меня уже были ядра MOT и первичные, все, что мне нужно было сделать, это удалить старые вторичные и добавить новые.
Сначала я разрезал сварные швы, соединяющие Е-образные детали с I-образными. Я использовал угловую шлифовальную машину, но ножовка должна работать; основные цвета собирались использовать повторно, поэтому я старался их не повредить. Чтобы облегчить отделение катушек от сердечников, я смягчил лак, нагревая трансформаторы в духовке при температуре около 200°C в течение примерно получаса. Как только лак смягчился, я сбил обмотки с помощью деревяшки и молотка; снова будьте осторожны, чтобы не повредить первичные компоненты. После того, как обмотки были сняты с сердечников, я немного очистил сердечники, сорвав старую изоляцию, а затем с помощью напильника удалил большую часть лака и сгладил то, что осталось.
Теперь любой старый провод не выдержит 100А, поэтому я купил эмалированную медь прямоугольного сечения 3,81х2,54 мм. Я измерил размер окон в сердечнике и решил, что 5 слоев по 5 витков в каждом будут лучшим способом разместить около 25 витков на каждом сердечнике. Даже с эмалированной медью и квадратным сечением вам нужно добавить не менее 20 % на несовершенную обмотку, иначе вы обнаружите, что ваша прекрасная новая катушка не подходит к сердечнику. Намотать медь такого размера можно и вручную, но требует приличного формирователя, некоторой силы и терпения. Я сделал каркас из кусочков МДФ, склеенных и обрезанных до такой же ширины, как центральная ножка сердечника. Он длиннее сердечника как для того, чтобы можно было скруглить углы, так и для обеспечения лучшего обтекания трансформатора воздухом для улучшения охлаждения. Высота должна быть немного меньше, чем высота окон за вычетом высоты первичной обмотки, так как обмотки будут немного расширяться, когда вы снимаете их с первой. Чтобы облегчить снятие обмотки с каркаса, я обернул слой тонкой карты вокруг каркаса и приклеил его вместе (но не к каркасу) перед тем, как начать намотку.
Чтобы облегчить снятие обмотки с каркаса, я обернул слой тонкой карты вокруг каркаса и приклеил его вместе (но не к каркасу) перед тем, как начать намотку.
Запуск катушки заключался в том, чтобы просунуть конец меди через отверстие в каркасе и согнуть его, пока он не лег ровно вдоль конца каркаса. Медь достаточно жесткая, поэтому дальнейшее удержание не требуется.
Чтобы избежать деформации, мне пришлось изгибать медь в обратном направлении при каждом проходе. Я должен был быть осторожен, чтобы каждый проход аккуратно ложился на место, и чтобы все слегка беспорядочные начала каждого перекрытия находились вне ядра; мои первые несколько попыток с заболоченным формирователем и спешка вместо того, чтобы тратить мое время, тратили впустую и время, и медь (после того, как он был закален один раз, его нельзя сформировать снова без больших проблем).
После того, как все 5 слоев были готовы, я наложил временную обертку ПВХ-лентой для защиты эмали, пока я вносил окончательные коррективы в размер; Я немного раздавил катушку, используя деревянные тиски, чтобы защитить катушку.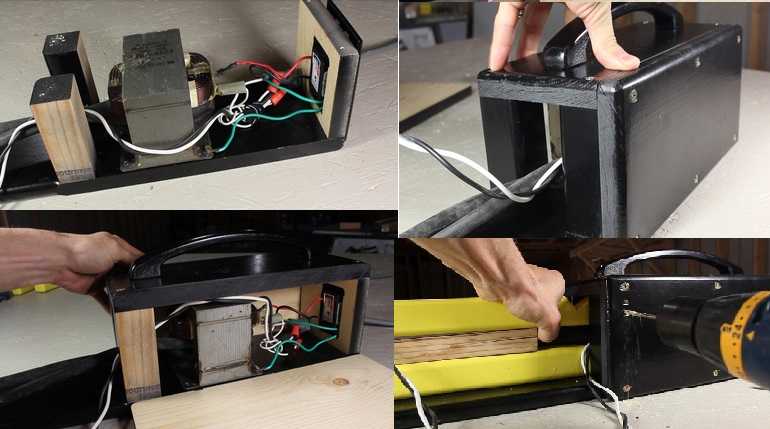
На этом этапе я обрезал лишнее по длине, припаял язычковые разъемы, снял ленту и соединил трансформаторы, используя пленку OHP в качестве временной изоляционной пленки.
Я соединил жилы G-образным зажимом, прикрепил кабель автомобильного аккумулятора на 135 А с зажимом заземления на одной части и держателем стержня на другой. Я подключил первичные обмотки параллельно, а вторичные последовательно, стараясь, чтобы выходы были в фазе. Сначала я попытался запитать его от одной вилки на 13 А, это перегорело предохранитель, как только я зажег дугу. После питания каждого трансформатора от отдельной розетки на 13А заработало! Хотя сварные швы не были фантастическими, они были ограничены в основном моей ужасной техникой сварки; тепла определенно было достаточно, чтобы получить разумное проникновение и расплавить стержни. Я немного увлекся и сварил до тех пор, пока вибрация не повредила изоляцию на одной первичной обмотке настолько, что непоправимо закоротило сердечник. Я попытался использовать оставшийся трансформатор самостоятельно; он мог почти расплавить стержень, но не имел реального проникновения, и было очень трудно зажечь дугу. Это также перегрело трансформатор до такой степени, что транспарант загорелся; это убило другой первичный.
Я попытался использовать оставшийся трансформатор самостоятельно; он мог почти расплавить стержень, но не имел реального проникновения, и было очень трудно зажечь дугу. Это также перегрело трансформатор до такой степени, что транспарант загорелся; это убило другой первичный.
К счастью, примерно через неделю мне удалось получить пару трансформаторов с сердечниками лишь немного больше, чем у оригиналов. Я немного расширил вторичные части, вставив внутрь пару кусочков дерева и вбивая между ними отвертки в качестве клиньев. На этот раз один трансформатор имел термовыключатель последовательно с первичной обмоткой; посмотрев на сгоревший трансформатор и подтвердив свою догадку, что первичная обмотка (которая питалась примерно в 4 раза больше предполагаемого тока) была точкой воспламенения, я прикрепил вырез к внутренней поверхности катушки. Я также обернул сердечники и катушки высокотемпературной каптоновой изоляционной лентой, чтобы избежать проблем с коротким замыканием, не вызывая другой опасности возгорания.
Я собрал трансформаторы (снова удерживая жилы на месте с помощью G-образных зажимов), поместил их на напарника, подключил проводами, как и раньше, и добавил вентилятор для микроволновой печи.
Я зажег его и смог легко зажечь хорошую горячую дугу; Я быстро проверил это, сварив вместе несколько старых стальных пряжек, которые лежали у меня на полках. Сварка не очень красивая, но красивая и крепкая — молотком стучал, не ломается.
Затем я хотел посмотреть, насколько тонкую заготовку я смогу сварить; для этого я разработал идею швейцарского армейского чайника: чайник с набором отверток/шестигранных ключей/маленьких инструментов. Это быстро доказало, что без ограничения тока мой сварочный аппарат слишком мощный для сварки тонколистовой стали без продувки отверстий.
В нынешнем виде это куча компонентов, прикрепленных к напарнику без контроля за тем, какие розетки я включаю. Это явно не готовый продукт, но вполне рабочий сварочный аппарат. Список дел на данный момент составляет:
Список дел на данный момент составляет:
- Сварить сердечники вместе; это уменьшит вибрацию сердечника и облегчит обращение с трансформаторами.
- Покрыть трансформаторы лаком; это улучшит изоляцию и уменьшит вибрацию обмоток.
-
Регулируемый ограничитель тока; На данном этапе я думаю о катушке индуктивности с насыщаемым сердечником, построенной из другого сердечника МОЛ. - Кейс; он не может вечно жить привязанным к товарищу по работе.
-
Одинарная подача 13А; как только у меня будет ограничитель тока, можно будет работать при более низкой мощности от одной вилки на 13 А. У меня могла бы быть возможность добавить провод от чайника, чтобы дать дополнительную мощность для работы с более высокой мощностью. - Принудительный рабочий цикл; в настоящее время сварочный аппарат можно использовать до тех пор, пока термовыключатель не отключит питание одной первичной обмотки при достижении температуры 160°C. Было бы неплохо иметь принудительный рабочий цикл со светодиодным индикатором, показывающим, насколько он близок к пределу и сколько времени ему нужно для охлаждения.
применение, особенности детали и ее правильное извлечение
Наверное, каждый автолюбитель или человек, имеющий любимое хобби, что-то ремонтирует, мечтает о отличном сварочном аппарате. На рынке можно найти множество различных моделей сварочного аппарата, но не всем он по карману. Но если есть желание, то что делать? Если дома есть сломанная микроволновка, то не стоит ее сразу выбрасывать. Требуется только время и усилия, чтобы создать из сломанной детали работающий сварочный аппарат.
Аппарат для точечной сварки
В этой статье мы обсудим, что представляет собой микроволновый трансформатор, и его применение.
Трансформатор
В микроволновке есть трансформатор, который очень пригодится для создания аппарата для сварки. Эта важная часть состоит из двух обычных катушек медной проволоки, которая намотана на сердечник. Есть первичная и вторичная обмотки. Катушки с обмоткой имеют разное количество витков провода. Это нужно для того, чтобы при подключении к первичной обмотке было напряжение, а внутри за счет индукции появился ток второй, имеющей меньшее напряжение. Сила тока должна увеличиться.
Сила тока должна увеличиться.
Трансформатор Снятие
Вытяжка
Для самодельного аппарата для сварки используется трансформатор, который имеет среднюю мощность 750 Вт. С помощью такого приспособления можно соединять металлические листы толщиной до одного миллиметра. Это электромагнитное устройство относится к разрядным устройствам. Для обеспечения питания магнетрона он способен генерировать напряжение, которое составляет 4000 В.
Мощный электронный прибор (магнетрон), которым обладает абсолютно любая микроволновая печь, для нормальной работы требует высокого напряжения. Поэтому у трансформатора, который подключен к магнетрону, на первой обмотке меньше витков. На вторичной обмотке витков больше, здесь создается напряжение 2000 В. Но затем напряжение удваивается, благодаря использованию специально разработанного удвоителя. Поэтому измерения напряжения не имеют никакого смысла.
Аккуратно и осторожно выньте трансформатор из микроволновой печи. Не используйте молоток или другие тяжелые предметы. Сначала нужно открутить основание этого кухонного прибора, после чего нужно снять все крепления. После этого трансформатор аккуратно снимается с места, где он установлен. Из «внутренностей» микроволновой печи (микроволновки) понадобится магнитопровод, первичная обмотка. Первичная обмотка имеет провод большой толщины и меньшее количество витков.
Сначала нужно открутить основание этого кухонного прибора, после чего нужно снять все крепления. После этого трансформатор аккуратно снимается с места, где он установлен. Из «внутренностей» микроволновой печи (микроволновки) понадобится магнитопровод, первичная обмотка. Первичная обмотка имеет провод большой толщины и меньшее количество витков.
Вторичная обмотка не нужна, поэтому ее демонтируют. Эту процедуру можно провести молотком или зубилом. Действовать надо очень осторожно, иначе можно повредить первичную обмотку. Если при этой процедуре обнаружится, что в трансформаторе есть шунты, являющиеся ограничением по силе тока, их следует утилизировать.
Если магнитопровод представляет собой не клееную конструкцию, а сварную, то вторичную обмотку необходимо снять с помощью столярного инструмента (стамески).
Использование стамески
Заменой стамески может быть обычная ножовка. В том случае, если обмотка плотно забита в окно магнитопровода, то следует разрезать провода, а затем осуществить ее извлечение сверлением Это. При эксплуатации необходимо соблюдать осторожность, иначе магнитопровод может деформироваться.
При эксплуатации необходимо соблюдать осторожность, иначе магнитопровод может деформироваться.
После окончания демонтажа необходимо намотать новую вторичную обмотку. Для этого процесса пригодится проволока диаметром один сантиметр. Если провода такого диаметра нет, то его необходимо приобрести. Не заморачивайтесь тем, что провод должен быть многожильным, можно применить жгут, состоящий из отдельных жил. Главное, чтобы диаметр был подходящим. По окончании монтажа вторичной обмотки обновленный трансформатор сможет вырабатывать силу тока, которая составит 1 кА.
Если вам нужно сделать сварочный аппарат большей мощности, то одного электромагнитного аппарата вряд ли будет достаточно. Вы должны использовать два устройства.
Особенности модернизации трансформатора
Для создания вторичной обмотки требуется выполнить намотку из двух или трех витков на сердечник. Это поможет получить выходное напряжение, которое будет равно 2 В. И даст 0,8 кА кратковременной силы тока. Этих показателей достаточно для полноценного функционирования аппарата точечной сварки.
Этих показателей достаточно для полноценного функционирования аппарата точечной сварки.
Намотка определенного количества витков может вызвать проблемы, если провод имеет толстый изоляционный слой. Устранить его довольно легко. Необходимо снять штатную изоляцию, а затем обмотать провод изолентой. Изолента должна состоять из хлопка.
Положение новой вторичной обмотки
Провод, используемый для вторичной обмотки, должен иметь наименьшую возможную длину. Это не позволит его сопротивлению стать больше, следовательно, сила тока не станет меньше.
Если вам необходимо сварить металлические листы толщиной до пяти миллиметров, то для этих целей требуется устройство гораздо большей мощности. Для создания такого агрегата необходимо соединить два электромагнитных устройства в одну цепь. Для этого необходимо строго придерживаться правил. Если выводы первичной и вторичной обмоток соединены неправильно, возникнет проблема короткого замыкания. Для того чтобы проверить, правильно ли выполнено подключение, нужно воспользоваться прибором для измерения напряжения.
После правильного соединения обмоток двух электромагнитных устройств нужно узнать показатель тока. Чаще всего для трансформаторов, предназначенных для аппаратов точечной сварки, которые планируется использовать в домашних условиях, применяются ограничения по току. Он не превышает 2 кА. В случае, если показатель превысит это значение, будут перебои в функционировании электросети. Следует использовать амперметр.
Советы по подключению двух приборов
Предположим, есть два одинаковых трансформатора со следующими параметрами:
- Значение мощности — 500 Вт;
- Индикатор входного напряжения — 220 В;
- Индикатор выходного напряжения — 2 В;
- Индикатор тока — 250 А.
При правильном подключении получается двойной показатель силы тока, то есть 0,5 кА.
Также произойдет увеличение кратковременного тока. А вот при создании кратковременного тока можно увидеть потери. Это следствие огромного сопротивления электрической цепи.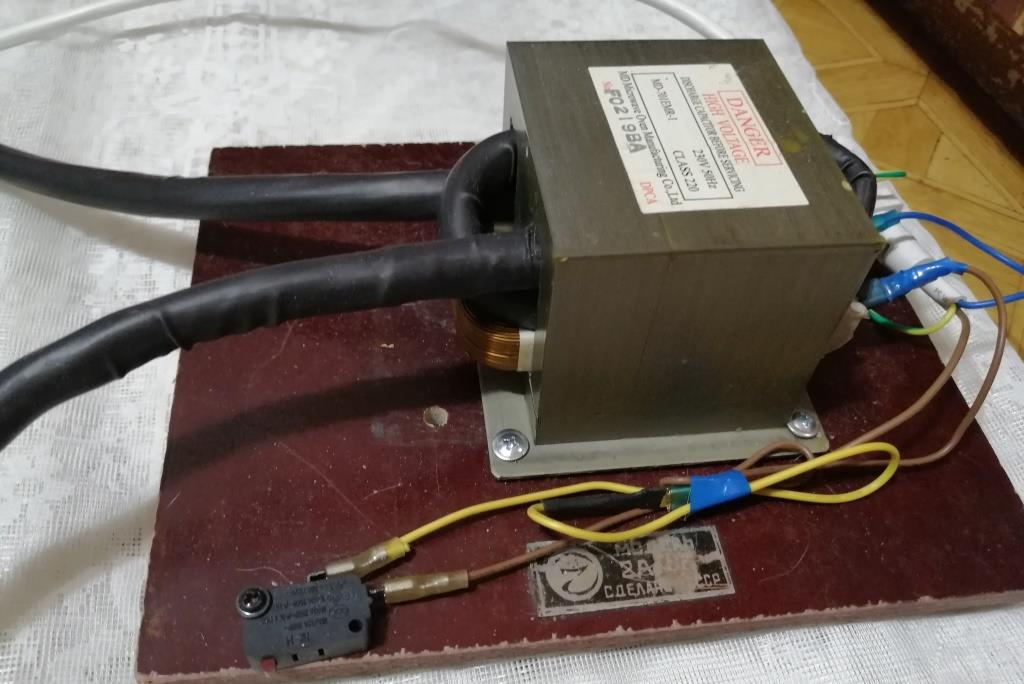 Необходимо оба конца вторичной обмотки соединить с электродами агрегата, предназначенного для точечной сварки.
Необходимо оба конца вторичной обмотки соединить с электродами агрегата, предназначенного для точечной сварки.
Первая схема
Бывает, что при наличии двух трансформаторов большой мощности выходного напряжения не вполне достаточно для создания аппарата. В этой ситуации необходимо соединить их вторичные обмотки. Они должны иметь одинаковое количество витков.
При их подключении необходимо следить за соответствием ориентации витков. Если это условие не соблюдается, то будет создаваться противофаза, и значение выходного напряжения будет практически нулевым.
Вторая цепь
Определение тех же выводов
Возможно, выводы обмоток электромагнитных устройств, которые должны быть объединены, не маркированы. Следовательно, необходимо определить то же самое. Первичная и вторичная обмотки должны быть соединены последовательно. После этого на вход подается напряжение, к выходу необходимо подключить прибор для измерения переменного напряжения.
Счетчик может проявляться под разными углами, это зависит от того, какое направление подключения.
Измерительное устройство может регистрировать следующее:
- Показывать напряжение.
- Не регистрировать напряжение в цепи.
Если измерительный прибор дает показания, это значит, что в цепи есть противоположные выводы. Данное подключение выполнено некорректно, поэтому здесь можно наблюдать следующие явления:
- Величина напряжения, которое подается на вход первичных обмоток, становится меньше половины.
- По второстепенным показателям становится больше
Следовательно, счетчик покажет общее напряжение, равное удвоенному входному показателю.
Выводы трансформатора
Если измерительный прибор регистрирует нулевое значение, это свидетельствует о том, что напряжения, выходящие из вторичных обмоток, равны, но имеют разные знаки. Они компенсируют друг друга. Одна пара обмоток точно соединена одноименными выводами.
Поэтому при правильном подключении необходимо ориентироваться на вольтметр и его показатели.
Электроды
Установка электродов
При выборе электродов необходимо обращать внимание на диаметр, который должен соответствовать диаметру провода, т.к. к этому проводу будут подключаться электроды. Для этого можно использовать медные стержни. Если создается маломощное устройство, то можно использовать жала паяльника.
В процессе эксплуатации электроды сильно изнашиваются. Поэтому их необходимо регулярно точить. Конечно, со временем их нужно будет заменить.
Итак, провод необходимо соединить с электродом, это делается с помощью медного наконечника. Наконечник припаян.
Соединение наконечника и электрода осуществляется с помощью болтового соединения. Это соединение должно быть надежным, так как при увеличении сопротивления в зоне ненадежного контакта устройство потеряет свою мощность. Чтобы избежать этой проблемы, необходимо сделать отверстие в электроде и наконечнике. Эти отверстия должны иметь одинаковый диаметр.
Болты лучше выбирать медные, так как они имеют минимальное электрическое сопротивление.
Крепление корпуса
Корпус
Корпус может быть изготовлен из дерева. Задняя часть панели должна быть оборудована выключателем и шнуром питания. Для этих элементов необходимо сделать отверстия.
После этого проводится шлифовка, грунтовка и покраска. Потом — сборка. Затем вам понадобятся 2 медных провода, которые нужно отрезать. Длина проводов должна быть два с половиной сантиметра. Медные провода являются электродами. Далее монтируется выключатель. Затем трансформер крепится к дереву. Это крепление осуществляется с помощью обычных шурупов. Для безопасности и удобства необходимо установить микрик. Эта кнопка прикреплена к плечу. Не забудьте изолировать суставы.
Создать узел для точечной сварки, включив в его состав трансформатор от старой микроволновой печи, совсем несложно. Главное соблюдать определенные правила и нюансы, и все получится.
Блог ExRockets | МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ СВОИМИ РУКАМИ
В нескольких случаях, когда я делал оборудование для синтеза окислителя, мне нужно было сделать точечную сварку, но не было сварочного аппарата для этого. Вот и решил сделать для себя. После некоторых исследований в Интернете на эту тему я, наконец, сделал аппарат для точечной сварки из старого трансформатора микроволновой печи.
Вот и решил сделать для себя. После некоторых исследований в Интернете на эту тему я, наконец, сделал аппарат для точечной сварки из старого трансформатора микроволновой печи.
СХЕМА И ПЕЧАТНАЯ ПЛАТА:
ЖЕ СХЕМА, ДРУГОЙ ВИД:
Высоковольтная часть (ВН) основана на той, что я нашел здесь (http://www.weavd.lvd). /tech-tips/spot-welder.html). Я сделал небольшое дополнение к схеме, добавив реле, которое полностью отключает и включает цепь управления мощностью за 200 миллисекунд до и после сварочного импульса. Это реализовано в качестве дополнительной меры предосторожности в случае неисправности или перегрузки по току. Также трансформатор питания 10 В для цепи НН можно переключать между сетями 110 В и 220 В, используя его первичные обмотки в параллельном или последовательном соединении с сетью.
Однако низковольтный (НН) отличается от указанного на сайте – переход нулевого напряжения устроен иначе. Вот как работает часть LV:
- С помощью переключателя я могу выбрать одиночный импульсный режим
- Длительность каждого импульса можно регулировать с шагом 20 мс (записывается в память)
- Длительность паузы между импульсами регулируется с шагом 20 мс (записывается в память)
После запуска обратного отсчета времени сварки с помощью кнопки, звуковая (зуммер) и визуальная (4 светодиода) индикация будут подаваться каждую секунду в течение 4 секунд, затем на пятой секунде будут подаваться сварочные импульсы.
Перед запуском сварочного импульса MCU ожидает перехода через нуль напряжения, после его обнаружения тиристоры включаются с задержкой 4,5 мс или близко к пику полуволны напряжения.
СВАРОЧНЫЙ ТРАНСФОРМАТОР:
Сварочные трансформаторы взяты из бывших в употреблении микроволновых печей мощностью 1,2 кВт и 800 Вт, в которых я сохранил первичную обмотку, а вторичную заменил 3-витковым сварочным кабелем 1AWG. На ютубе много видео как снять вторичную обмотку, разрезав ее, но я разобрал весь трансформатор. Для этого я сточил сварные швы с обеих нижних сторон, удалив I-образную часть, а затем осторожно вытащил обе обмотки.
Гибкий сильноточный кабель 1AWG, 800-жильный сварочный кабель — продается по цене около 5 долларов за метр. На трансформаторе 1,2 кВт мне удалось разместить 3 витка, а на трансформаторе 800 Вт — 2 витка, что дает около 3 В и 2 В соответственно. Во время сварки я измерил напряжение около 1 В, что дает расчетные сварочные токи около 1200 А и 800 А.
СВАРОЧНЫЕ ЭЛЕКТРОДЫ:
Сварочные электроды были предоставлены другом, и они от электрической медной шины питания. Сечение квадратное, площадью 64 мм2.
СБОРКА:
Первым делом нужно было сделать пробную сборку. Сварочный кабель нужно было подсоединить к электроду, поэтому мне понадобились кабельные наконечники или наконечники, но они довольно дорогие. Поэтому я пошел в магазин сантехники и взял два медных шинных соединителя с подходящим внутренним диаметром и использовал их в качестве кабельного наконечника.
Кроме того, сильноточный кабель должен быть надежно подключен к электроду через дорожку с низким сопротивлением. Первое, что пришло мне в голову, это использовать струбцины.
Итак, вся тестовая сборка выглядела так:
После того, как я убедился, что все работает нормально, следующим шагом была окончательная сборка в деревянном ящике (вроде как) и более точное выравнивание электродов. Оба электрода были установлены на стальных стержнях. Одна из планок неподвижна, а другая подвижна. Оба стержня устанавливаются на деревянную деталь, и электроды крепятся к этим стержням с помощью небольших С-образных зажимов.
ОГРАНИЧЕНИЕ СВАРОЧНОГО ТОКА:
Ток во вторичной (сварочной) обмотке можно легко ограничить, ограничив ток через первичную обмотку с помощью мощного резистора. Для этой цели я использовал дешевые резисторы на 100 Вт (подходят номиналы от 4 Ом до 20 Ом). Этот резистор должен быть установлен между первичной обмоткой и выходом высоковольтной платы. Следует иметь в виду, что эти резисторы могут нагреваться при более тяжелых рабочих циклах. Поэтому я установил один из резисторов (который будет использоваться чаще) на кусок алюминиевого лома, который будет служить дополнительным радиатором.
Также я установил два переключателя SPDT на 10 А, чтобы иметь возможность выбирать между тремя настройками тока: 100% мощности, 50% мощности через резистор 4 Ом и 25% мощности через резистор 8 Ом.
ДВОЙНАЯ ИМПУЛЬСНАЯ СВАРКА:
Целью цикла двойной импульсной сварки является то, что первый импульс (более короткий) размягчит материал и обеспечит контакт с поверхностью ремня в месте сварки. Второй импульс (обычно более длительный) завершает сварку и полностью сплавляет свариваемые материалы. На следующем видео я свариваю два куска титана толщиной 0,5 мм и хорошо видно, как во время первого импульса материал изгибается, обеспечивая лучший контакт с поверхностью, а во время второго импульса дальнейшая подгонка материала почти не происходит.
ИСПЫТАНИЯ СВАРКИ:
После того, как все было собрано, пришло время проверить аппарат для точечной сварки в реальных условиях. Я протестировал его на различных материалах, и вот несколько замечаний…
ТОЧЕЧНАЯ СВАРКА СТАЛЬ-СТАЛЬ
Сварка стали со сталью выполняется легко, если подобрать правильные параметры мощности тока и длительности импульса. Мне потребовалось несколько попыток, чтобы найти правильные условия сварки, но в целом я очень доволен обеспечиваемой мощностью и результатами. Вот несколько фотографий обожженных тонких стальных листов, а также сваренных ножовкой не очень тонких кусков.
ТОЧЕЧНАЯ СВАРКА ТИТАНА К ТИТАНУ
Сварка титана с помощью аппарата для точечной сварки немного сложна – он легко прожигается большим количеством искр. Поэтому для этой цели необходим уменьшенный ток с двойными импульсами. На фото я сравниваю сварку двух кусков титана толщиной 0,5 мм при мощности 100% и 50%. Вы можете заметить прожженные отверстия в материале. Однако я был впечатлен прочностью сварных швов, как показано на видео.
ТОЧЕЧНАЯ СВАРКА ПЛАТИНЫ С ПЛАТИНОЙ
Для проведения этого теста я использовал тонкую платиновую фольгу, которую я скатал из куска платины. Точечная сварка платины с платиной непроста, потому что она имеет довольно высокую температуру плавления. Как следствие, платиновая фольга имеет тенденцию сплавляться с кончиком медного электрода, и когда я пытаюсь удалить ее, я пробиваю в фольге отверстие. Я как-то добился большего успеха с очень низкими настройками тока, то есть 25% и более длинными сварочными импульсами. Тем не менее результаты не столь впечатляющие.
ТОЧЕЧНАЯ СВАРКА ПЛАТИНЫ С ТИТАНОМ
Наконец, чтобы сделать электрод для электролиза, мне пришлось приварить платину к титану. После проблем со сваркой платины с платиной у меня не было больших ожиданий. Но на самом деле удивительно, что платина без проблем сваривается с титаном. При номинальном токе 50% и более длительных двойных импульсах платина фактически сплавляется с титаном в месте сварки. На фотографиях ниже после приварки платины к титану я попытался соскоблить платиновую фольгу, но она уже сплавилась с основным металлом в местах сварки и виден сплав Pt-Ti.
и, наконец, короткое видео, как использовать Spot Welder:
Файлы и прошивки
.
Как сделать машину для точечной сварки
ВВЕДЕНИЕ :
Точечная сварка является одним из старейших методов сварки, при котором два или более металлических листа свариваются вместе без использования каких-либо наполнительный материал.
Этот процесс сварки включает приложение давления и тепла к зоне сварки с использованием электродов из сплава меди, которые пропускают электрический ток через свариваемые детали. Материал заготовки плавится, сплавляя детали, после чего отключается ток, сохраняется давление медных электродов и расплавленный «самородок» затвердевает, образуя сварочное соединение.
Сварочное тепло образуется за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава. Медный материал используется для электродов, поскольку он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в заготовках, а не в медных электродах.
При точечной сварке. Из-за более низкой теплопроводности и более высокого электрического сопротивления стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для процесса точечной сварки. Однако стали с высоким содержанием углерода склонны к плохой вязкости сварных швов, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Процесс точечной сварки применяется в нескольких отраслях промышленности, включая автомобилестроение, аэрокосмическую промышленность, железную дорогу, металлическую мебель, медицинские здания и строительные процессы.
Для соединения деталей методом точечной сварки они должны быть точно выровнены, так как коррекция после сварки непроста. При точечной сварке для сварки заготовок выбирают подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления. Если электроды из медного сплава расположены правильно, включается ток, который течет от одного электрода к другому с очень большой силой тока. Сварочный материал нагревается настолько, что расплавляется, и обе заготовки соединяются. При этом время, в течение которого электрический ток должен протекать через детали, варьируется в зависимости от материала заготовки.0031
Форма контактной сварки, процесс точечной сварки является одним из старейших методов сварки, при котором два или более металлических листа свариваются вместе без использования какого-либо присадочного материала.
Этот процесс сварки включает приложение давления и тепла к зоне сварки с использованием электродов из сплава меди, которые пропускают электрический ток через свариваемые детали. Материал заготовки плавится, сплавляя детали, после чего отключается ток, сохраняется давление медных электродов и расплавленный «самородок» затвердевает, образуя сварочное соединение.
Сварочное тепло образуется за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава. Медный материал используется для электродов, поскольку он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в заготовках, а не в медных электродах.
При точечной сварке. Из-за более низкой теплопроводности и более высокого электрического сопротивления стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для процесса точечной сварки. Однако стали с высоким содержанием углерода склонны к плохой вязкости сварных швов, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Процесс точечной сварки применяется в нескольких отраслях промышленности, включая автомобильную, аэрокосмическую, железнодорожную, металлическую мебель, медицинские здания и строительные процессы.
Для соединения деталей методом точечной сварки они должны быть точно выровнены, так как коррекция после сварки непроста. При точечной сварке для сварки заготовок выбирают подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления. Если электроды из медного сплава расположены правильно, включается ток, который течет от одного электрода к другому с очень большой силой тока. Сварочный материал нагревается настолько, что расплавляется, и обе заготовки соединяются. В этом процессе время, в течение которого электрический ток должен протекать через заготовки, варьируется в зависимости от материала заготовки и ее толщины. Если детали соединены плотно, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
заготовка и ее толщина. Если детали соединены плотно, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
Используемые детали:
Трансформатор для микроволновой печи
Кусок фанеры 21”*4,25” (толщина 18 мм) для основания
4” Вентилятор охлаждения AC 230 В
50 кв.
Выключатель
Индикаторная панель
Выключатель УШМ bosch 6-100 модель
Пружина
2 Медные болты № 5/16 (длина 42 мм)
Реклама
4 Медные гайки № 5/16
2 Медные наконечники №
Металлический лист 4” Деревянные детали
900 *4 дюйма (толщина 18 мм)Деревянный элемент
Электрический провод, 3 жилы (1 квадратный мм)
3 шт., высокий удлиняющий болт 6 мм с половинной резьбой (длина 120 мм)
Металлическая ручка
Зажимы
Шурупы81
6 № Буферы из ПВХ
Как сделать :
Первым шагом является удаление вторичной обмотки трансформатора микроволновой печи. Я покупаю этот трансформатор в ремонтной мастерской, и это подержанный продукт.
Затем пропустите медный сварочный кабель от этого трансформатора, как показано на рисунке. Я использовал толстый медный сварочный кабель площадью 50 квадратных мм и длиной 1,5 метра.
Прикрепите медные наконечники к обоим концам сварочного кабеля.
Следующим шагом будет крепление охлаждающего вентилятора к фанерному основанию с помощью алюминиевого швеллера Г-образного сечения и шурупов.
Прикрепите кусок фанеры размером 4”*4” к основанию и прикрепите трансформатор микроволновой печи к этой фанере с помощью винтов, как показано на рисунке.
Прикрепите кусок фанеры к основанию, а также прикрепите к нему сварочный кабель с помощью зажимов, как показано на рисунке.
Вырежьте детали из фанеры. Просверлите отверстия диаметром 6 мм. Прикрепите деревянную деталь (ручку) между двумя кусками фанеры с помощью 6-миллиметрового болта с половинной резьбой и длиной 120 мм, как показано на рисунке.
Объявление
Прикрепите этот фанерный набор к основанию с помощью винтов.
С помощью направляющей циркулярной пилы сделайте прорезь на деревянной детали, чтобы прикрепить к ней переключатель модели угловой шлифовальной машины bosch GWS 6-100.
Прикрепите медные болты 5/16 (длиной 42 мм) с 4 медными гайками № 5/16 к обоим медным выступам, как показано на рисунке.
Присоедините пружину к болту длиной 120 мм с половинной резьбой 6 мм.
Последний шаг — изготовление крышки для этого аппарата для точечной сварки. Я использовал металлический лист, чтобы сделать крышку. Отрежьте нужный размер листового металла и согните его с помощью станка для гибки листового металла, как показано на рисунке.
Просверлите соответствующие отверстия для выпуска воздуха из него. Сделайте слот для включения-выключения.
Просверлите отверстие для индикатора.
Прикрепите металлическую ручку к крышке с помощью болтов с внутренним шестигранником.
Прикрепите выключатель и световой индикатор.
Принципиальная схема аппарата точечной сварки, как показано на изображении.
Прикрепите эту крышку из листового металла к сварочному аппарату.
Прикрепите 6 шт. буферов из ПВХ под основанием этой точечной сварки.
Я покрасил этот аппарат для точечной сварки. Теперь этот аппарат для точечной сварки готов к использованию.
Процесс точечной сварки в основном выполняется на переменном токе. Для этого процесса также возможен постоянный ток, но он используется редко.
Для точечной сварки используются так называемые клещи для точечной сварки. Они в основном используются на мобильном оборудовании для контактной сварки. Ручная точечная сварка применяется сегодня в кузовных мастерских или кустарных предприятиях.
Для лучшего понимания посмотрите видео ниже.
Объявление
Теги: самодельный аппарат для точечной сварки, самодельный сварочный аппарат, как сделать точечную сварку, сделать аппарат для точечной сварки, аппарат для точечной сварки
Как сделать свой собственный аппарат для точечной сварки из микроволновки! — ESK8 Electronics — Форум производителей электрических скейтбордов
Джек
#1
Это статья, которую я изначально написал для своего веб-сайта, и подумал, что вам, ребята, было бы полезно увидеть, как я сделал свой аппарат для точечной сварки 18650, на самом деле это довольно просто! http://www.jackdaviesdesign.com/diy-spot-welder-from-microwave/
Этот проект представляет собой набросок того, как построить аппарат контактной точечной сварки, используя детали старой микроволновой печи. Я использую его для приварки никелевых лепестков к элементам батареи 18650, но в зависимости от того, как вы расположите руки, его можно использовать для сварки листового металла и других металлических предметов. Займемся сваркой!
Шаг 1. Спасите микроволновую печь
Внимание!
Внутри микроволновки довольно опасно. Большой конденсатор может быть заряжен и может причинить неприятный или даже смертельный удар током, поэтому убедитесь, что вы разрядите его как можно скорее, прикоснувшись к клеммам металлическим стержнем, например отверткой, чтобы разрядить его.
Итак, откройте корпус микроволновой печи, чтобы увидеть электронные биты. Разрядите этот конденсатор и приступайте к удалению деталей. Вы должны найти трансформатор, который должен выглядеть очень похоже на тот, что на фотографиях. Снимите гайки, и он должен легко выскользнуть. Я спас несколько концевых выключателей, которые мы будем использовать позже, а некоторые кабели удобны для подключения питания.
Шаг 2. Снимите вторичную катушку
Мы собираемся перемотать вторичную обмотку трансформатора, так как нам нужно больше ампер и меньше вольт. К первичной обмотке подключается сетевое питание, а вторичная обмотка имеет более тонкие проволочные обмотки с прикрепленными красными проводами.
Меньшее количество витков провода увеличивает силу тока, но снижает напряжение, а большее количество витков увеличивает напряжение при уменьшении силы тока. Вторичная обмотка нам не нужна, поэтому ее можно удалить, отрезав или зашлифовав сварной шов на корпусе трансформатора и вытащив его. Будьте осторожны, чтобы не повредить первичную катушку, так как мы ее сохраним.
Шаг 3. Добавьте новую обмотку
Новая обмотка обеспечит ток, необходимый для сварки. Используя очень толстый кабель, мы можем уменьшить тысячи обмоток до пары, которая обеспечит множество ампер. Толстый кабель необходим, так как сопротивление заставит его нагреваться и расплавить изоляцию, если она слишком тонкая. Нехорошо!
Сначала вставляется первичная катушка, затем 2 шунта с каждой стороны и, наконец, провод малого сечения (синий кабель) наматывается на пару витков. Не забудьте оставить приличную длину кабеля, который будет крепиться к сварочным электродам.
Шаг 4. Завершите сборку трансформатора
Наш сверхмощный трансформатор почти готов. Нам просто нужно приварить верхнюю часть, чтобы запечатать ее. В качестве альтернативы вы можете использовать двухкомпонентную эпоксидную смолу, чтобы приклеить ее. Варианты хорошие, выбирайте какой вам удобнее.
Шаг 5. Клеммы электродов
Теперь нам нужно прикрепить концы кабеля к медным штырям, которые мы будем использовать для сварки. Я обработал несколько медных клемм, но вы можете использовать медные зажимы из хозяйственного магазина. Я также приложил файл CAD для зажима электрода, который я сделал. Вот ссылка на Fusion360. http://a360.co/1Loyh2j
Этап 6: Сварочный кронштейн
Я использую его для приваривания никелевых выводов к элементам батареи, поэтому я расположил два сварочных электрода рядом, хотя вы можете легко установить их друг напротив друга, как в традиционном аппарате. Я спроектировал и вырезал лазером простой корпус из МДФ для руки, в которой находится переключатель для работы и зажимы для электродов.
Шаг 7. Упакуйте
В трансформатор поступает опасное электричество 230 В, поэтому важно, чтобы он был закрыт. Этот чехол с лазерной резкой должен хорошо справляться со своей задачей. Просто убедитесь, что все содержится, так как это также будет выглядеть намного лучше, а также будет в безопасности. Бонус!
Что касается проводки, то тут все довольно просто. Просто подключите фазу и нейтраль к первичной обмотке трансформатора, используя существующие лепестковые клеммы, я бы рекомендовал добавить переключатель между одним из силовых кабелей, чтобы упростить включение и выключение. Я спас этот из микроволновки.
Готово! Получайте удовольствие от своего нового аппарата для точечной сварки!
14 лайков
чака
#2
Похоже, мне срочно нужен лазер!
JTAG
#3
Действительно хорошая сборка! Как вы контролируете мощность сварки?
дельта_19
#4
я просто хочу еще раз поднять тему
вещи, с которыми вы будете возиться, чтобы получить свои части, могут иметь достаточно накопленной энергии, чтобы убить вас, поэтому, пожалуйста, из любви к сити, будьте осторожны.
ты можешь сдохнуть
1 Нравится
JTAG
#5
Тогда вам следует перестать кататься на электрических скейтбордах и держаться подальше от аккумуляторов. Если вам не нравятся риски, оставайтесь в своей постели.
парагон
#6
Правда, для меня это немного превышает (безопасную) черту. Я пока останусь на своих санях 18650.
дельта_19
#7
есть разница между риском и тем, что может привести к гибели.
езда на мотоцикле в первые 15 минут дождя — это риск
езда на заднем колесе — это желание умереть.
2 лайка
JTAG
#8
В 18650 больше энергии, чем в микроволновке + пайка 18650 НАМНОГО опаснее, чем точечная сварка.
отряд
#9
@jack Спасибо, что поделились этим OP! Я попробую это в ближайшем будущем. Еще один вопрос: вы используете переключатель мгновенного действия, видимый на сварочном кронштейне, для включения тока в первичной обмотке?
Джек
#10
Спасибо всем за добрые слова!
@squad Да, я просто нажимаю на него, чтобы получить быстрый всплеск тока, который хорошо работает, но я планирую сделать схему таймера, которая сделает его намного более надежным.
Джек
белая пони
#11
потрясающий процесс сборки!
Джек
#12
Спасибо, чувак, твоя ветка по сборке батареи подтолкнула меня к этому проекту!
длинношерстный мальчик
№13
это потрясающе. При его использовании, что эквивалентно ножной педали для запуска сварки на коммерческих?
морской пейн4
№14
@JTAG Обычно внутри микроволновки находится довольно большой конденсатор, в котором содержится довольно много энергии.
Кроме того, я думаю, что он имеет в виду тот факт, что вы будете работать с сетевым напряжением с этим DIY. Пайка на 18650 чрезвычайно безопасна по сравнению с этим.
JTAG
№15
Конденсаторы в микроволновых печах имеют продувочное сопротивление, поэтому к тому времени, когда вы откроете микроволновую печь, они опустеют. И о сетевом напряжении нечего беспокоиться, в сетевую установку встроено множество механизмов безопасности. Существует гораздо более высокий риск серьезной травмы, если вы неправильно обращаетесь с батареями (например, припаиваете батарею).
2 лайков
длинношерстный мальчик
№16
в 18650 достаточно сока, чтобы ваши пальцы немного покалывали, когда вы касаетесь обоих концов одновременно одной рукой. Кроме того, короткого замыкания одной ячейки достаточно, чтобы поджечь никелевую полосу, как при реальном пламени, сжигающем металл, как фитиль свечи.
Так что да, это точно дерьмо, лол
морской пейн4
# 17
Скорее всего, вы пострадаете от сетевого напряжения, чем от элемента 18650. Несмотря на то, что существует несколько форм защиты для сетей переменного тока, все же могут быть сомнительные заземления или предохранители. 18650 чрезвычайно долговечны. У меня была пропановая горелка, которая нагревалась в течение добрых 20 секунд, прежде чем она начала вытекать из электролита, а затем открылась. Их короткое замыкание вызывает значительный ток и приличное количество тепла, но даже при прямом коротком замыкании потребуется некоторое время, чтобы они начали протекать, а затем лопнули.
Пайка 18650 немного сокращает срок их службы, но совсем не рискованно.
морской пейн4
# 18
При каком напряжении был аккумулятор, когда вы почувствовали покалывание? Поскольку напряжение постоянного тока должно быть достаточно высоким, чтобы почувствовать покалывание в руке.
длинношерстный мальчик