Как работает лазерная резка: разбираемся в технологии

Вопросы, рассмотренные в материале:
- Как работает лазерная резка
- Виды лазерной резки
- Плюсы и минусы лазерной резки металла
- Нюансы использования лазерной резки для некоторых металлов
- Параметры качества лазерной резки
- Как можно улучшить качество лазерной резки
Понимание того, как работает лазерная резка, необходимо для проведения работ этим способом или их оценки. Также необходимо знать предъявляемые требования качества к лазерному раскрою, допустимые отклонения по размерам и шероховатости.
Помимо вышеперечисленного, лазерная резка некоторых металлов имеет свои особенности, так же для проведения этих работ нужны определенные знания по настройке оборудования. Только все это вместе поможет получить качественные изделия.
Как работает лазерная резка
Само название «лазерная резка» раскрывает нам суть процесса, который заключается в резке металла лазерным лучом, испускаемым специальной установкой. Луч лазера имеет ряд свойств, позволяющих его сфокусировать на обрабатываемой поверхности, при этом пучок будет нести энергетический заряд высокой плотности. Под его воздействием практически любой материал активно сгорает, плавится, испаряется и пр. – в общем, разрушается.
Энергия луча с плотностью 108 Ватт на 1 см2, создаваемого станком для лазерной резки, концентрируется на поверхности металла. Для понимания сути процесса и, в частности, того, как получается данный эффект, надо узнать обо всех свойствах лазерного луча.

В отличие от волн света, лазерный луч имеет постоянные длину и частоту волны. Данное свойство называют монохроматичностью, а само излучение монохроматическим. Оно дает возможность, используя простые оптические линзы, легко сфокусировать луч на обрабатываемой поверхности.
Еще одним свойством лазерного луча является очень высокая его направленность, а также маленький угол расходимости. Это свойство помогает оборудованию создать фокусированный лазерный луч высокого уровня.
Следующее важное свойство лазерного луча – его когерентность. Суть его заключается в согласованности большого количества волновых процессов, происходящих в луче, а также в их резонансе по отношению друг к другу. Это позволяет значительно повысить суммарную мощность излучения.
Под влиянием луча поверхность металла очень быстро нагревается и затем плавится, оставляя ровный рез.
Благодаря ряду факторов, одним из которых является теплопроводность, зона плавления металла быстро распространяется вглубь заготовки. Лазерный луч работает, воздействуя на поверхность детали, и доводит температуру в точке резки до кипения, в этот момент металл начинает испаряться.
Существует два вида лазерной резки металла:
- Плавление.
- Испарение.
Испарение металла предполагает работу оборудования большой мощности, вследствие чего возникают большие затраты энергоресурсов. Это далеко не всегда экономически целесообразно. Кроме того, этот способ не подходит для обработки толстых заготовок, что отражено в достаточно строгих требованиях к резке. Поэтому его применение ограничивается резкой тонкостенных изделий.
Лазерная резка способом плавления металла используется значительно чаще. В последнее время ее усовершенствовали использованием различных газов, таких как воздух, кислород, азот или инертные газы. Специальные установки вдувают их в зону проведения лазерной резки. Ознакомиться с видеозаписью данного вида работ можно набрав соответствующий запрос в Интернете.

Новшество позволило снизить затраты энергии, увеличить скорость резки и применять оборудование малой мощности для обработки более толстого материала. Однако правильнее было бы изменить название данного способа с лазерного на газолазерный.
Рассмотрим ряд преимуществ, которые позволяют применять кислород как вспомогательный газа для проведения лазерной резки:
- окисление металла активизируется и дает возможность уменьшить его отражающую способность;
- увеличивается тепловая мощность зоны обработки из-за более активного процесса горения металла в кислородной среде;
- кислород, подаваемый под давлением, способствует выдуванию из зоны обработки продуктов сгорания и небольших частиц металла, что упрощает поступление новых волн газа в зону реза.
Виды лазерной резки
Интенсивность излучения, состав газа, используемого для проведения работ и давление при обработке различных металлов должны отличаться. Поэтому были разработаны несколько разновидностей резки.
1. Лазерно-кислородная резка.
Кислород, используемый в данном виде обработки, является режущим газом. В процессе его взаимодействия с горячим металлом возникает экзотермическая реакция окисления. А образующиеся в ходе того же процесса окислы мгновенно выдуваются кислородной струей.
Особенностями проведения работ с помощью данного вида лазерной резки являются скорость работы и диаметр сфокусированного луча, которые влияют на ширину разреза. Одновременно диаметр луча меньше, чем диаметр струи кислорода (как правило от 1 до 2 мм). Рез становится уже при возрастании скорости и снижении толщины заготовки. Разрез имеет минимальную ширину чуть менее 100 мкм. Существует обратная зависимость давления кислородного потока от толщины материала – с уменьшением толщины металла увеличивается давление.
Давление в процессе разрезания тонкого листа достигает 3-4 атм, а при увеличении толщины до 25 мм и более она становится около 0,3 мм. Струю формирует зазор между срезом сопла. Его размер зависит от толщины обрабатываемого металла. Колебания размера зазора могут быть от 0,5 мм для листов тонкого металла до 3 мм для металла толщиной 2,5–3 см. Максимальная толщина стального листа, разрезаемого лазером с мощностью 6 кВт, – 3 см. Скорость процесса при данной толщине – минимальная, около 0,5 м в минуту. Если скорость работы продолжает уменьшаться, то еще быстрее падает качество резки.

2. Кислородная резка с поддержкой лазерным лучом (LASOX).
Для работы с листами стали большой толщины имеет смысл использовать получившую в последние годы широкое распространение технологию, при которой луч лазера греет поверхность металла до достижения им температуры +1 000 °С, после чего в ход идет струя кислорода, которая со сверхзвуковой скоростью режет металл. Применение данного метода дает возможность существенно увеличить глубину разреза, если ее сравнивать с простой лазерно-кислородной резкой.
Сверхзвуковая кислородная струя формируется большим давлением, достигающим 6–10 атм. Рез имеет ширину, равную диаметру струи кислорода. Она имеет размер ≥ 3 мм. Расстояние от среза сопла до поверхности должно быть примерно 7 мм. Скорость реза при этом уменьшается до 0,2 м в минуту. Скорость работы при использовании представленной технологии значительно снижена по сравнению с лазерно-кислородной резкой. Но толщина обрабатываемого металла достигает 10 см.
Рекомендовано к прочтению
3. Лазерная резка в инертном газе.
Если нельзя допускать окисления краев обрабатываемого металла, то прекрасно работает технология лазерной резки в инертном газе. Она подходит для таких металлов, как титан, нержавейка, сплавы алюминия. Данная технология не предусматривает использования дополнительного источника нагрева, что, к сожалению, уменьшает эффективность раскроя металла.
Скорость проведения работ в среде инертного газа, а им может быть аргон, использующийся при резке титана, или азот, применяемый в иных случаях, достаточно низкая. Давление режущего газа должно быть более 10 атм. От ширины листа обрабатываемого металла зависит диаметр сопла. А он, соответственно, оказывает влияние на количество используемого газа, увеличивая его. Что сказывается на увеличении стоимости резки.
4. Лазерное термораскалывание стекла.
Данная технология хорошо работает для резки хрупких и ломких материалов, таких как стекло. Луч лазера нагревает материал неравномерно, а затем струя инертного газа работает на его охлаждение. В итоге образуется трещина. Направлением ее продвижения можно управлять, перемещая источник тепла вдоль поверхности материала. Результат работ – гладкая ровная грань.
5. Сублимационная резка (испарительная лазерная).
При необходимости минимизации теплового воздействия на подложку применяют технологию сублимационной резки. Основное ее приложение – микротехнологии. Интенсивность излучения лазера для такого вида резки должна быть очень высокой. Давайте рассмотрим, как работает станок лазерной резки. Если кратко, то оборудование действует на излучении пикосекундной и наносекундной длительности импульсов, то есть очень коротких. Волна излучения имеет длину меньше 1 мкм. Для такого излучения применяют эксимерные, твердотельные лазеры, а также те, что работают на парах металлов. Коэффициент полезного действия (КПД) таких процессов минимальный.
Следовательно, лазерно-кислородная технология является наиболее распространенным и стандартным видом резки материалов. Остальные виды носят специфический характер и решают отдельные задачи.
")
Плюсы и минусы лазерной резки металла
Использование технологии лазерной резки материалов происходит повсеместно в разных отраслях промышленного производства, таких как авиация, машиностроение, медицина и пр. Причина скрывается в ее преимуществах, таких как:
- высокоточная резка металлов;
- оборудование для лазерной резки работает над созданием криволинейных конструкций всех степеней сложности, а также объемных деталей и фасонных изделий;
- в процессе работы не происходит нагрев поверхности заготовки;
- образуется рез высокого качества;
- не происходит деформации материала в ходе работе;
- нет механического воздействия на заготовку;
- используется бесконтактный метод работы;
- технология справляется с созданием даже хрупких и сложных деталей;
- работа ведется без образования пыли;
- технология прекрасно зарекомендовала при работе с любыми металлами, в том числе имеющих высокий уровень теплопроводности, и их сплавов;
- возможно выполнение работы в автоматическом режиме;
- способ используется для резки не только металлов, но также пластика и дерева, картона, текстиля и кожи, иных материалов;
- продукция выходит качественной и не требующей дополнительной обработки;
- метод практически идеален для работы с легко деформирующимися в процессе механической работы заготовками;
- зона нагревания поверхности изделия минимальна;
- не происходит перегрева изделий во время работы;
- сроки производства очень короткие;
- оборудование чрезвычайно просто управляется.
Помимо достоинств, у технологии есть и недостатки. Ими являются высокая стоимость по сравнению с иными видами, неравномерная скорость изготовления и жесткие ограничения по размерам обрабатываемой заготовки. Лазерной резке можно подвергнуть листы с габаритами не более чем 15х30 м. Еще одним ограничением является толщина материала – заготовка не должна быть толстостенной. Также необходимо обязательно учитывать, что тип лазера сильно влияет на эффективность резки и иные параметры.
Для получения качественного изделия требуется доверить работу профессионалам. А неправильная работа оборудования может привести к пережогу металла.
Нюансы использования лазерной резки для некоторых металлов
Высокая теплопроводность алюминия и плохая способность поглощать луч лазера из-за оптических и теплофизических характеристик металла определяют особенности его обработки.
Все это приводит к сложностям в раскрое металла. Аппаратура работает на компьютерном управлении и легко настраивается.
При работе с алюминием мощность луча лазера должна быть больше, чем для иных материалов.
Впрочем, на показатели мощности и скорость работ большое влияние оказывают толщина металла, а также процент алюминия, содержащийся в обрабатываемом материале.

Давайте рассмотрим, как работает лазерная резка данного металла. Она происходит на различном по режимам работы и мощности оборудовании твердотельного типа, а также на газовых устройствах.
Последние являются более мощными, могут работать импульсно или в непрерывном режиме.
А твердотельное оборудование, как правило, работает в точечном (импульсном) режиме.
Технологический процесс имеет ряд особенностей. Алюминий лучше режет лазерный луч, чем обычное оборудование для резки металла. Причина в том, что при работе лазером оборудование не касается заготовки, в отличие от иной аппаратуры.
Лазерный луч представляет собой сфокусированный пучок света, с помощью которого происходит резка. Точная фокусировка позволяет провести обработку алюминия с высокой скоростью. К месту работы подводится газ и создается его приток. Струя газа сдувает кусочки расплавленного металла с места реза, не давая им осесть, и делает поверхность ровной и гладкой.
Качественного результата можно добиться, проводя работу с меньшей скоростью. Поскольку она исключает любые деформации, как большие, так и маленькие.
Для исключения каких-либо шероховатостей на кромках реза, даже незначительных, при работе оборудования используется азот.
На аппаратура установлено программное обеспечение, которое дает возможность проводить сверхточную работу высокого качества. Кроме того, заготовку не надо закреплять перед началом работ, поскольку физический контакт между оборудованием и изделием отсутствует. Деталь лежит на поверхности без движения.
Автоматическое оборудование работает следующим образом: в компьютер вносится чертеж, выставляются требуемые параметры, далее ожидается окончание резки.
Латунь – это сплав красной меди и цинка. Хрупкость и твердость сплава определяются процентным содержанием цинка в нем – чем больше этого металла, тем выше данные показатели. Однако увеличение количества цинка ведет к непригодности использования латуни в технических целях, поскольку она практически не поддается резке. Установлено, что цинка в латуни может быть не более 42 %.

Латунь имеет высокую температуру плавления, поскольку сплав двухкомпонентный, то есть состоит из цинка и меди. Температура, необходимая для плавки латуни, как правило, имеет диапазон от +880 °С до +950 °С. Помимо этого, латунь обладает значительной теплопроводностью, устойчивостью к излучению лазера и повышенной твердостью.
Настройка промышленного лазерного станка зависит от толщины обрабатываемой латунной заготовки:
- для латуни толщиной менее 5 мм используют импульсный режим;
- если заготовка имеет толщину от 5 до 12 мм, то применяют плазменный режим резки.
Импульсный режим нагревает поверхность с короткими перерывами (импульсами), а не постоянно. Таким образом, уменьшается участок нагрева, что приводит к минимизации ширины реза и более высокому качеству краев. При резке латуни, которая имеет большую отражающую способность, оборудование работает в импульсном режиме, выдавая небольшую мощность лазерного луча при пороговой интенсивности.
Расплавный (плазменный) режим позволяет равномерно воздействовать теплом на зону разреза. Луч лазера раскаляет металл с помощью инертного газа. Плазма, которая образуется в ходе работы, сохраняет температуру по всей толщине заготовки.
Если торец изделия имеет шероховатость или пористость, это можно убрать с нижней стороны изделия. Лист меди очень плохо поглощает излучение. А оборудование для резки работает с малой скоростью. Помимо точного выбора режима работы, необходимо правильно выполнять условия лазерной резки листов металла различной толщины. Они различаются для алюминия, сталей, меди, а также сплавов ее с оловом, то есть бронзы, и с цинком, то есть латуни.
Качественный результат получается при использовании волоконных установок или Nd:YAG лазеров, имеющих длину волны 1,06 мкм. CO2-лазеры для резки латуни не годятся, поскольку ее поверхность их полностью отражает.
Параметры качества лазерной резки
Показателями качества резки металла являются шероховатость, ширина реза, глубина воздействия температуры, неперпендикулярность краев, точность выполнения деталей, грат на кромках. На них оказывают влияние толщина и вид обрабатываемого металла, скорость резки, вспомогательный газ, а также параметры излучения лазера. Для определенной толщины материала подбирают скорость обработки, которая должна приближаться к максимальной, но сохранять наилучшие показатели качества резки.
Качество резки значительно ухудшается с увеличением диаметра сфокусированного излучения, и, как следствие, увеличивается толщина расплава передней поверхности.
Положение фокальной плоскости резака относительно детали значительно влияет на качество обработки. Ее либо заглубляют на 1/3 толщины материала, либо располагают прямо на поверхности. Допустимые отклонения фокальной плоскости от установленного положения должны быть от 0,1 до 0,5 мм. Причем для тонких листов металла выбирают более жесткий показатель. В процессе работы допускается замена кислорода воздухом. Для заготовок толщиной более 3 мм это приводит к сужению ширины реза на 20–40 %. Но на нижнем краю заготовки возрастает количество грата. Это, а также уменьшение скорости работы приводят к углублению зоны термического воздействия.
Шероховатость поверхности реза имеет свою величину, которая характеризуется частотой повторений, наклоном бороздок, глубиной, и изменяется в зависимости от толщины заготовки. У верхнего края находится зона с минимальной глубиной бороздок. Они появляются на верхнем краю и распространяются вглубь материала из-за периодического разрушения. В зоне, которая располагается ниже, бороздки имеют большую глубину по причине одновременного влияния луча лазера и вспомогательного газа.
Непосредственно у нижнего края реза находится участок, где бороздки имеют максимальное отставание (наклон) в сторону, противоположную резке. Образуются они из-за воздействия вспомогательного газа и жидкого стекающего металла на кромку обрабатываемого материала. На поверхности реза глубина бороздок становится меньше при возрастании скорости резки и плотности мощности. Глубина, на которую заготовка прогревается, и ширина реза зависит от одних и тех же параметров. Это скорость резки и диаметр сфокусированного луча.
На качество резки неметаллических заготовок оказывают влияние все те же параметры, что и на металлические, с одним исключением – они значительно менее подвержены воздействию излучения. Например, над разлагающимися материалами лазерное оборудование работает с меньшей плотностью излучения. При одинаковой толщине со сталями ширина разреза больше в 1,5–2 раза, шероховатость меньше – имеет размер в 30–40 мкм. Кромки срезов стеклотекстолита, дерева, винипласта, кожи или резиностеклопластика (разлагающихся материалов) покрываются обугленным слоем толщиной от 0,5 до 1,0 мм. Если деталь является электроизолятором, то такой слой следует убрать.
Несмотря на то, что точность резки является комплексным параметром качества, она на 50–80 % определяется точностью работы оборудования, а также погрешностями в технологии обработки. Толщина заготовки, а также ее последующее предназначение определяют требования к точности резки. В большинстве случаев, допуск должен составить 0,1–0,5 мм.
Технологическая точность во многом зависит от следующих параметров качества: ширины разреза, неперпендикулярности краев, шероховатости среза. В ГОСТах 26940–86 и 5614–74 описывается необходимая для термической резки (которая включает и газолазерную) точность оборудования с числовым программным управлением (ЧПУ). Для окружностей с диаметром 50 см и квадратов, имеющих стороны 50 см, показатель максимальных отклонений от номинала должен быть 0,1–0,25 мм с обе стороны. На углах деталей максимальные отклонения размеров контуров увеличиваются вдвое.
Как можно улучшить качество лазерной резки
1. Необходимо очистить линзу или защитное стекло в соответствии со всеми правилами.
Каждому типу лазера соответствует своя процедура очистки. Работая с дисковым или волоконным лазером, специалистам следует очищать стекло, которое защищает линзы режущей головки.
Операторам, работающим с углекислотным лазером, необходимо чистить линзы. Профессионалы производственной сферы при очистке лазера отдают предпочтение полировке Topol polish от фирмы TRUMPF. Однако большое количество специалистов даже не знают, как с ней работать. Случается, что линзы серьезно поцарапаны. И вместо регулярной полировки работники покупают новую линзу. Но частая замена – очень дорогое удовольствие.

Как правильно работать с полировкой для линз? Нельзя сильно давить на линзу, поскольку могут появиться царапины. Но, одновременно с этим, полировка должна проходить под нажимом, достаточным для удаления грязи. Самое главное – научить соблюдать баланс.
Работать надо круговыми движениями, нанося полировку в умеренном количестве.
Для правильной полировки линзы специалист должен знать и видеть все ее недостатки. Рекомендуется дополнить оборудование углекислотного лазера дорогостоящим поляризатором, стоимость которого исчисляется сотнями долларов. Несмотря на высокую цену аппарата, его работа с лихвой окупит вложенные средства, причем очень быстро.
Специалисту, работающему с лазером, необходимо разместить линзу на устройстве, освещающем ее ярким светом снизу. Больше всего аппарат своей работой напоминает школьный проектор. При повороте линзы аппарата, он поляризует линзу лазера, размещенную наверху. Таким образом можно увидеть все ее недостатки: царапинки, внутренние трещины и пр.
2. Необходимо проверить фокусировку (центрацию) сопла.
Для проверки специалист должен пробить натянутую ленту. В течение секунды он направляет на нее луч лазера небольшой мощности, после чего осматривает отверстие и место его нахождения.
Работник освещает ленту, пытаясь понять, насколько точно в центре расположено отверстие. Его сдвиг не должен превышать 1 мм. Каким образом можно точно определить, что отверстие находится в центре сопла? Для этого надо воспользоваться 10-кратным увеличительным стеклом, оснащенным подсветкой.
Точная центрация сопла позволяет увеличить скорость на 20–80 % от начальной при правильности остальных настроек.
3. Необходимо регулярно проверять фокус.
Большая часть современного оборудования позволяет осуществлять автоматический тест фокуса. А на старых моделях станков производители рекомендовали делать тесты различными способами. На некоторых станках используется «световой тест».
Примером может служить старый аппарат Mazak. В процессе тестирования специалист включает луч лазера на малую мощность, затем, поворачивая ручку, ищет абсолютный фокус. Он наблюдает за светом луча, приобретающим синий цвет в процессе вращения ручки по кругу. После чего записывает номер. Возвращает режущую головку на прежнее место и повторяет процедуру три раза. В итоге специалист вычисляет среднее арифметическое полученных чисел, которое загружается в контроллер.
От работника требуется отыскать тончайшую полоску на тестовом образце, после чего удостовериться, что для этой полоски фокус контроллера равен 0. Если тончайшей полоске соответствует цифра 3, специалист перемещает точку фокуса на 3 мм и вновь возвращается к тесту. Операция проводится до тех пор, пока тончайшая полоска не будет соответствовать нулю.
При работе с лазером необходимо изучить такие факторы, как расход газа или применение в углекислотных системах дополнительной защиты оптики. Впрочем, рассмотренные нами принципы – всего лишь отправная точка, с которой можно начать настройку необходимых условий резки. В дальнейшем специалисты поймут, что обстоятельств, влияющих на работу лазера, много: от обрабатываемого материала и до местоположения предприятия.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Принцип лазерной резки: технологии и используемое оборудование

Вопросы, рассмотренные в материале:
- Каковы принципы лазерной резки
- Какие лазеры работают по принципу лазерной резки
- На что обратить внимание при выборе оборудования для лазерной резки
Основное назначение лазерной резки – раскрой листовых материалов, преимущественно металлов. Ее главное достоинство заключается в возможности изготовления деталей, имеющих сложные контуры. В этой статье мы расскажем о том, каков основной принцип лазерной резки.
Основной принцип лазерной резки
Лазерный луч (так называемый лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины.
Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.

Принцип лазерной резки заключается в том, что излучение оказывает тепловое воздействие на обрабатываемые материалы. В процессе обработки происходит нагревание металла до температуры плавления, а затем до температуры кипения, достигнув которой материал начинает испаряться. В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.
Работа с относительно толстыми листами выполняется при температуре плавления. Для облегчения процесса применяют подаваемый в зону обработки газ. Чаще всего пользуются азотом, гелием, аргоном, кислородом или воздухом. Задача газа заключается в удалении из области резки расплавленного материала и продуктов сгорания, поддержании горения металла и охлаждении прилегающих зон. Самым эффективным газом, используемым в процессе обработки, является кислород, позволяющий повысить скорость и глубину реза.
Благодаря высокой концентрации энергии лазерный луч проникает в материал обрабатываемой детали. За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
Лазерная резка схожа с обычной механической, но вместо режущего инструмента используется луч лазера, а также нет отходов, которые при механической обработке представляют собой металлическую стружку, а при работе с лазером они просто испаряются.
Срез металла при лазерной обработке очень тонкий, к тому же сама область реза очень мала (включая минимальную деформацию и температурную нагрузку на прилегающие зоны). Благодаря этим особенностям резка лазером является наиболее высококачественным способом обработки металлов. К тому же принцип лазерной резки позволяет использовать ее в работе практически с любыми материалами, независимо от конструкционных особенностей, формы и размера (включая бумагу, резину, полиэтилен и др., которые в силу мягкости или малой толщины не могут быть обработаны фрезой).
Прежде чем перейти к описанию принципа лазерной резки, поговорим об установках для работы с лазером, состоящих из трех основных частей:
- Рабочей (активной) среды, создающей лазерное излучение.
- Источника энергии (системы накачки), благодаря которому возникает электромагнитное излучение.
- Оптического резонатора, представляющего собой систему зеркал, которые усиливают излучение.
Возникновение лазерного луча можно описать следующим образом – за счет источника энергии активная среда (к примеру, рубиновый кристалл) из внешней среды получает фотоны, имеющие определенной энергию. Проникая в активную среду, фотоны вырывают из ее атомов аналогичные частицы, однако сами в процессе не поглощаются.
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).

Лазерная резка металлов обладает следующими преимуществами:
- Поскольку режущий элемент не вступает в механический контакт с разрезаемой поверхностью, возможно обрабатывать легкодеформируемые или хрупкие материалы.
- Принцип лазерной резки позволяет работать с металлами, имеющими различную толщину. У стальных заготовок она может варьироваться от 0,2 до 30 мм, у алюминиевых сплавов – от 0,2 до 20 мм, у медных и латунных деталей – от 0,2 до 15 мм.
- Лазерная резка отличается высокой скоростью.
- Этот способ позволяет работать с заготовками, имеющими любую конфигурацию.
- Благодаря лазерной резке детали имеют чистые кромки, а отходы практически отсутствуют.
- Резка отличается высокой точностью – до 0,1 мм.
- Плотная раскладка заготовок на листе обеспечивает более экономичный расход листового металла.
Этот способ обработки имеет и определенные недостатки, в первую очередь речь идет о высоком потреблении энергии, а также об использовании дорогостоящего оборудования.
Какие лазеры используют для резки
Линейка лазерных установок достаточно велика. В основе классификации обычно лежит вид активной среды (лазеры могут быть твердотельными, газовыми, полупроводниковыми), тип подачи энергии (импульсные установки или имеющие постоянную мощность), размеры оборудования, мощность излучения, назначение и т. п.

Выбирая подходящий вид лазерной резки следует исходить из типа материала, который необходимо обработать. При помощи углекислотных лазеров можно выполнять многочисленные операции (резку, гравировку, сварку) с различными материалами (металлами, резиной, пластиком, стеклом).
При необходимости раскроя листов латуни, меди, серебра, алюминия лучшим выбором станет твердотельная волоконная установка. С ее помощью обрабатывают только металлы.
В зависимости от типа рабочей среды существует следующая классификация лазеров:
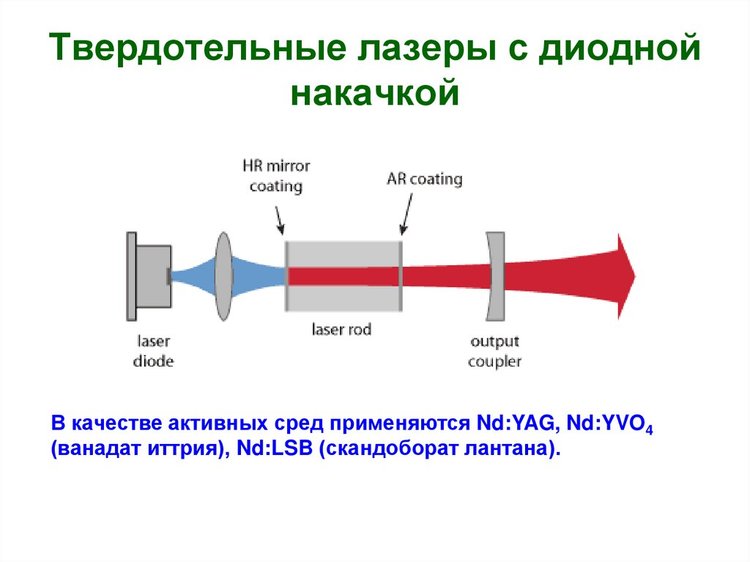
- Твердотельные.
Основной элемент твердотельных лазерных установок – осветительная камера, в которой расположены источник энергии и твердое рабочее тело. В качестве источника энергии выступает мощная газоразрядная лампа-вспышка. Рабочее тело представляет собой стержень, выполненный из неодимового стекла, рубина или алюмоиттриевого граната, легированный неодимом или иттербием.
С обоих торцов стержня размещены зеркала, одно из которых является отражающим, второе – полупрозрачным. Рабочее тело создает лазерный луч, который, многократно отражаясь и при этом усиливаясь, проходит сквозь полупрозрачное зеркало.
Рекомендовано к прочтению
Волоконные установки также входят в число твердотельных. В качестве источника энергии в таком оборудовании выступает полупроводник, а для усиления излучения используется стекловолокно.
Чтобы понять принцип лазерной резки и работы установки в целом, обратимся к оборудованию, в котором рабочая среда представлена гранатовым стержнем, в качестве легирующего материала выступает неодим. Ионы неодима играют роль активных центров. За счет поглощения излучения газоразрядной лампы они возбуждаются, то есть получают излишнюю энергию.
При возвращении ионов в первоначальное состояние происходит отдача ими фотонной энергии, т. е. электромагнитного излучения (света). За счет фотонов в обычное состояние переходят и другие возбужденные ионы. Этот процесс носит лавинообразный характер. Благодаря зеркалам лазерный луч движется в заданном направлении. Отражаясь, фотоны много раз возвращаются в рабочее тело и вызывают образование новых фотонов, усиливая тем самым излучение. Отличительными чертами луча являются его узкая направленность и значительная концентрация энергии.
В качестве рабочего тела таких установок выступает углекислый газ в чистом виде либо в смеси с азотом и гелием. Посредством насоса газ поступает в газоразрядную трубку. Для возбуждения используются электрические разряды. Усилению отражения также способствуют зеркала – отражающее и полупрозрачное. В соответствии с конструктивными особенностями установки могут иметь продольную и поперечную прокачку или быть щелевыми.
- Газодинамические.
Газодинамические лазеры относятся к самым мощным установкам. В качестве активной среды в них выступает углекислый газ, температура которого варьируется от 1 000 до 3 000 К (+726…+2726 °С). Для возбуждения используют вспомогательный маломощный лазер. Проходя со сверхзвуковой скоростью сквозь сопло Лаваля (канал с сильным сужением посередине), газ подвергается резкому расширению и охлаждению. Атомы газа, возвращаясь в первоначальное состояние, активируют излучение.
Какие параметры нужно учитывать при лазерной резке металлов
Лазерная резка подходит для работы не только с металлами, но и с резиной, линолеумом, фанерой, полипропиленом, искусственным камнем и стеклом. Обработка лазером применяется в приборо-, судо- и автомобилестроении, для создания элементов электротехнических устройств, сельскохозяйственных машин. Используя принцип лазерного раскроя, изготавливают жетоны, трафареты, указатели, декоративные элементы интерьера и пр.

Принцип лазерной резки зависит от многих параметров. Необходимо учитывать, с какой скоростью выполняется обработка, лазер какой мощности при этом используется, какова его плотность, фокусное расстояние, также учету подлежат диаметр луча и состав излучения, а также марка и вид обрабатываемого материала. Например, скорость резки низкоуглеродистых сталей примерно на 30 % выше, чем при работе с нержавейкой. Снижению скорости практически в два раза способствует замена кислорода обычным воздухом. Лазер мощностью 1 кВт разрезает алюминий со скоростью примерно 12 м/с, титан – 9 м/с (при использовании кислорода в качестве активной среды).
Разберем принцип лазерной резки на следующем примере. За основу берем мощность лазера 1 кВт, в качестве активной среды выступает кислород, подаваемый в рабочую область под давлением 0,5 МПа, диаметр луча равен 0,2 мм.
Толщина заготовки, мм | Оптимальная скорость резки, м/с | Ширина реза, мм | Шероховатость кромок, мкм | Неперпендикулярность, мм |
1 | 10-11 | 0,1–0,15 | 10–15 | 0,04–0,06 |
3 | 6-7 | 0,3–0,35 | 30–35 | 0,08–0,12 |
5 | 3-4 | 0,4–0,45 | 40–50 | 0,1–0,15 |
10 | 0,8–1,15 | 0,6–0,65 | 70–80 |
Еще одним преимуществом лазерной резки является ее точность, измеряемая в процентном отношении. В основе требований к названному параметру лежит толщина обрабатываемой заготовки, а также цели ее дальнейшего использования. При работе с металлическим профилем, толщина которого достигает 10 мм, погрешность варьируется от 0,1 до 0,5 мм.
На скорость резки влияет также теплопроводность обрабатываемого металла. Чем более высоким будет этот показатель, тем больше энергии необходимо для обработки, поскольку тепло из рабочей зоны будет отводиться более интенсивно. К примеру, лазер, мощность которого составляет 600 Вт, без труда справится с черными металлами или титаном. В то же время работа с медью и алюминием, отличающимися повышенной теплопроводностью, будет намного сложнее. Что касается усредненных показателей, разработанных для разных металлов, они являются следующими:
Малоуглеродистая сталь | Инструментальная сталь | Нержавеющая сталь | Титан | |||||||
Толщина, мм | 1,0 | 1,2 | 2,2 | 3,0 | 1,0 | 1,3 | 2,5 | 3,2 | 0,6 | 1,0 |
Мощность лазера, Вт | 100 | 400 | 850 | 400 | 100 | 400 | 400 | 400 | 250 | 600 |
Скорость резания, м/мин | 1,6 | 4,6 | 1,8 | 1,7 | 0,94 | 4,6 | 1,27 | 1,15 | 0,2 | 1,5 |
Качество реза находится в прямой зависимости от принципа лазерной резки и выбранного режима работы. Характеристиками качества являются точность вырезанной заготовки, ширина реза, шероховатость и ровность поверхностей кромок, присутствие на них частиц оплавленного металла (грата), глубина реза. Однако основное значение имеют такие параметры, как скорость резки и толщина детали.
Преимущества и недостатки лазерной резки

Лазерная резка обладает неоспоримыми преимуществами.
Лазер позволяет работать с металлами различной толщины (медными – толщиной от 0,2 до 15 мм, алюминиевыми – от 0,2 до 20 мм, стальными – от 0,2 до 20 мм, из нержавейки – до 50 мм).
Поскольку режущий инструмент не контактирует с заготовкой, то можно обрабатывать хрупкие и легко деформирующиеся детали.
Принцип лазерной резки позволяет создавать детали различной конфигурации (особенно при использовании установок с компьютерным обеспечением). Достаточно загрузить в программу чертеж детали, и оборудование выполнит резку самостоятельно, при этом точность будет весьма высокой.
Лазерная резка позволяет работать с высокой скоростью. При необходимости изготовления малой партии деталей она позволит обойтись без таких процессов, как штамповка и литье.
Благодаря лазерной резке снижается себестоимость готовых деталей, а значит, и их конечная цена. Это обусловлено минимумом отходов и чистотой среза.
Процесс резки лазером является наиболее универсальным, позволяющим справляться со сложными задачами.
При этом лазерная резка обладает малым количеством недостатков, среди которых высокое потребление энергии. Именно поэтому такой способ обработки является самым дорогим. Впрочем, если сравнить обработку лазером со штамповкой, для которой требуется дополнительно изготовить оснастку, то использование первого будет более экономичным. Еще одним минусом является небольшая толщина разрезаемых деталей (максимум 20 мм).
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Точность лазерной резки: параметры и способы обеспечения

Вопросы, рассмотренные в материале:
- Параметры точности лазерной резки
- Что ухудшает точность лазерной резки
- Требования к чертежам для точной лазерной резки
- Что точнее: лазерная или плазменная резка
Точность лазерной резки является ключевым параметром, от которого зависит качество готового изделия. Для деталей в некоторых отраслях отклонение даже на одну сотую миллиметра может быть критичным, поэтому резка с помощью лазера должна справляться и с такими требованиями.
На точность такого способа резки влияет множество факторов: тип заготовки, ее размеры, настройка луча, состояние деталей самого станка, а также качество чертежей, по которым идет раскрой. И чтобы в результате деталь получилась качественной, нужно учитывать все эти показатели.
Параметры точности лазерной резки
Современное оборудование способно обеспечить точность лазерной резки металла в пределах 0,1 мм. Впрочем, этот показатель зависит от ряда обстоятельств, а погрешности, если необходимо, могут определяться экспериментально.
На параметры точности оказывают влияние следующие факторы:
- диаметр луча;
- излучение – импульсно-периодическое или непрерывное;
- вид газа, используемого в работе;
- материал обработки;
- толщина материала;
- скорость перемещения луча и его мощность;
- сложность рисунка чертежа – наличие мелких деталей, острых углов, контуров, которые близко расположены другу к другу.
Современное оборудование дает ширину разреза на входе луча около 0,15–0,2 мм – зависит от фокусного пятна или диаметра лазера. На ширину реза на выходе оказывает влияние скорость работы. Ширина может оставаться и прежней при возрастании скорости, но чаще возникает закономерность – чем выше скорость работы, тем ширина реза меньше. Однако появляется шероховатость поверхности реза.

Специалистам известно, что диаметр точки входа лазера больше, чем последующий рез. Поэтому при проведении ответственных работ для сохранения точности изготовления выполняют резку «с заходом». Так называется действие, при котором прожигание точки входа делают со смещением в нерабочую зону материала. Тот же прием используют при необходимости предотвратить выплеск испаряемого металла или его наплыв.
При резке фигур замкнутого контура возникает сложность с их выпадением из листа металла. Для этого оставляют небольшие перемычки, которые называют «подвесами». Их толщина от 0,5 до 1 мм. После окончания резки «подвесы» аккуратно и точно подрезают и вынимают готовое изделие.
Для особенно «ответственной» продукции, например, медицинских стентов или ювелирных изделий, требуется резка, выполненная с большой точностью. Тогда используют прецизионную лазерную резку, которую также называют высокоточной. Изготовление происходит на установках, которые выдают пучок с энергией высокой плотности. Точность лазерной резки на таком оборудовании достигает 0,005 мм.
Что ухудшает точность лазерной резки
В процессе использования любого лазерного оборудования, даже самого дорогого и профессионального, снижается точность позиционирования луча лазера. Специалисты указывают несколько причин:
- В оптической системе нарушается юстировка.
Настройка оптики (юстировка) чрезвычайно важна при построении маршрута перемещения луча лазера. Даже небольшой сдвиг поворота любого из зеркал нарушает точность регулировки, приводит к изменению траектории движения луча и, как результат, лазер неправильно выводится на поверхность материала. Причиной такого сдвига может быть механическое воздействие на оборудование (например, удар), вибрация его корпуса, ошибки при очистке оптики. Исправить положение поможет повторная настройка, при которой каждому рефлектору с точностью выставляется центр.
Рекомендовано к прочтению
- Покрытие на зеркалах истирается.
Даже качественно сделанное покрытие со временем постепенно истончается. Лазерный луч из-за этого слишком рассеивается, линзы теряют свою отражающую способность, а излучение теряет мощность. Ошибки в обработке поверхности зеркал (применение излишне грубой ткани для протирки или использование металлических инструментов) могут привести к появлению царапин.
Если покрытие линзы окажется сильно поврежденным, ее необходимо заменить качественной оптикой от хорошо зарекомендовавшего себя производителя. Линзы более низкой ценовой категории имеют покрытие, отличающееся коротким сроком эксплуатации и быстрым прогоранием.
- Происходит загрязнение.
Точность настройки оборудования для лазерной резки страдает от отпечатков пальцев, нагара, мелкой пыли, оседающей на фокусирующих линзах, и пр. Для восстановления работоспособности необходимо регулярно обрабатывать линзы беличьими кистями, дабы убрать пыль, а также специальным раствором для протирки линзы и зеркал. При этом необходимо внимательно следить за сохранением настройки точности расположения зеркал.

- Жесткость конструкции нарушается.
Снижение точности резки может появляться из-за того, что на приводных ремнях ослабляется натяжение. В случае возникновения такой неисправности необходимо обратиться к рекомендациям завода-изготовителя: скорректировать натяжение ремней, а также сделать так, чтобы натяжение стало одинаковым на всех элементах.
Плохо закрепленная в конусе излучателя линза может начать вибрировать в процессе работы оборудования.
- Изменяется угол рабочей поверхности.
На точность резки может также влиять поверхность, на которую перед обработкой помещают заготовку. Если, несмотря на проверку системы передачи луча (ее настройку и уход), точность резки не устраивает, стоит обратить внимание на поверхность стола, на котором происходит раскрой металла. Ее проверяют, используя уровень, поскольку необходимо добиться точности горизонтали – для этого регулируют подвижные опоры.
Требования к чертежам для точной лазерной резки
Графические векторные файлы, с которыми работают программы для лазерной резки листов металла, имеют формат dwg, dxf. Это чертежи, используемые для изготовления деталей методом резки. Впрочем, в настоящее время возможна работа дизайнеров и с другими графическими векторными пакетами. Несмотря на то, что программа требует файлы определенного формата для проведения резки, созданный дизайнером чертеж можно легко перекодировать в нужный размер, а затем уже загрузить его в аппаратуру.
Современное оборудование работает с форматами программных пакетов CorelDraw, а также AutoCAD. Таким образом, чертежи, содержащие задание по лазерной резке или гравировке, должны поддерживаться именно ими.

Для работы с AutoCAD чертежи должны соответствовать некоторым требованиям, таким как:
- AutoCAD 2000 – чертеж не должен быть выполнен в программе ниже данной версии.
- Готовый документ должен иметь масштаб – 1:1, представление плоское 2D, координатная система World;
- Линии элементов системы должны быть замкнуты, не spline. Типы линий – Line и Arc.
CorelDraw имеет собственные требования к файлам и чертежам:
- Символы и вставки текста необходимо преобразовывать в кривые – Curves.
- Ширина кривых обязательно фиксируется константой Hairline в любом чертеже.
- Масштаб документа – 1:1.
- Отверстия и контуры необходимо создавать одним замкнутым движением (фрагментом).
- Версии программы CorelDraw должным быть от 6 и до 14.
Созданный эскиз изделия должен представлять собой схематический объект, наружный контур которого замкнут. Внутри изделие может содержать незамкнутый рез, то есть прорези и отверстия.
Перечислим ряд требований, предъявляемых к эскизам:
- Масштаб 1:1.
- Внешний и внутренний контуры должны быть замкнуты.
- Все контуры должны выполняться с использованием команд CIRCLE, LINE, ARC.
- Команды ELLIPSE, SPLINE не подходят для работы с лазерным оборудованием.
- Для выполнения ровного разреза необходимо выполнять крупные, а не мелкие линии и дуги.
- Рекомендуется не накладывать линии друг на друга, поскольку лазерному лучу придется резать одно и то же место несколько раз.
- Чертеж должен содержать информацию о количестве деталей и материале изготовления.
- В файле должна быть прописана полная информация о чертеже. Разбивка на несколько файлов не допускается.
- Информация о раскладке деталей необязательна.
Размер заготовки для резки изделия должна быть больше его внешнего контура на 5–10 мм.
Перевод контура букв в кривые происходит с помощью шрифтов Corel, они обводят каждую букву два раза или более. Участки эскиза с кривыми линиями разделяются на небольшие точечные отрезки. Все указанные выше требования необходимо точно соблюдать для получения качественной резки.
Лазерная резка дает возможность производить изделия с высокой точностью. Возможное отклонение от запланированных размеров – 0,3 мм. Ширина реза должна всегда зависеть от толщины заготовки. Например, для заготовки толщиной 4 мм, выбирается ширина реза 0,3 мм. В результате рез будет значительно меньше, чем диаметр отверстия.
Что точнее: лазерная или плазменная резка
Точность лазерной резки, по мнению специалистов, выше, чем плазменной, так как кромки, получаемые в результате первой, имеют большую степень соответствия по перпендикулярности, а прорези – более узкие из соответствующего диапазона толщин. Излучение лазера фокусируется и нагревает узкую часть обрабатываемой заготовки. Это позволяет значительно меньше деформировать заготовку и делать рез с большей точностью. В результате выходят аккуратные, качественные резы, достаточно узкие, в которых зона термического воздействия не очень большая.
Достоинствами лазерной резки, помимо вышеперечисленных, является точность изготавливаемых деталей. Это особенно заметно при осмотре небольших изделий сложной формы, вырезов, четко очерченных углов. А одним из главных преимуществ считается ее высокая производительность. Данный вид резки особенно хорошо зарекомендовал себя в работе со сталью, толщина которой меньше 6 мм. При этом сохраняются точность и качество, а также достаточно большая скорость резки.
Еще одной сильной стороной лазерной резки является отсутствие окалины на тонких листах металла. Это ускоряет процесс производства, позволяя сразу передавать материал на следующую операцию. Листы, толщина которых менее 4 мм, после обработки имеют прямолинейные и гладкие кромки. Если же обрабатывается более толстый лист, то кромка может иметь небольшое отклонение со скосом около 0,5°.
Отверстия, получаемые при лазерной резке, имеют диаметр, немного увеличивающийся книзу, но являются качественными, точными и круглыми. С увеличением толщины обрабатываемого металла подобный вид резки используется не так часто. При толщине, равной 2–4 см, она применяется уже значительно реже плазменной резки. А при толщине более 4 см и вовсе не применяется.
Диапазон толщины металла, при работе с которым эффективна плазменная резка, значительно больше, чем для той, когда применяется лазерная. Но сохраняется достаточно хорошая точность и качество реза. Экономически плазменная резка более выгодна для обработки алюминия и его сплавов, имеющих толщину менее 12 см, чугуна толщиной меньше 9 см, меди – менее 8 см, углеродистых и легированных сталей – до 15 см.
Плазменная резка редко применяется для толщины ≤ 0,8 мм. Характерной особенностью данного вида обработки металла является небольшая конусность поверхности разреза, находящаяся в диапазоне 3–10°. При большой толщине металла конусность делает диаметр нижней кромки отверстия меньшим, чем верхний. При толщине 2 см эта разница (между входом и выходом) может достигать 1 мм. Плазменная резка ограничена минимальным размером отверстия. Хорошее качество и точность данного вида резки возможны при диаметре, большем или равном толщине обрабатываемого металла.
Плазменная резка дает кратковременное термическое воздействие на кромку металла (обжиг). Из-за этого снижается качество изделий. Нередко после обработки на деталях присутствует окалина, которую можно легко убрать.
Поведем итоги о том, что же лучше – плазменная или лазерная резка? При сравнении описанных выше способов можно сделать вывод, что при малой толщине обрабатываемого металла результаты резки примерно одинаковы. Для металлов с толщиной более 6 мм эффективнее применять плазменную резку. Скорость выполнения операций в этом случае выше, а уровень затрат энергии ниже, по сравнению с лазерной резкой.
Однако при малой толщине лазерная резка имеет преимущества, выражающиеся в более высокой точности и качестве изделий, по сравнению с плазменной. Также резка с использованием лазера имеет большую эффективность при изготовлении деталей сложной формы, когда важны точность и максимальная приближенность к проекту.
Лазерная резка имеет большую универсальность, в отличие от плазменной. Помимо непосредственно резки, лазер используется для разметки, маркировки, упрочнения и пр. Кроме того, расход материалов, используемых при такой резке, значительно меньше, поскольку срок их службы выше, чем при плазменной.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
это, по дереву своими руками, листовой стали – Термическая сварка на Svarka.guru

Лазерная резка металла – это современный метод раскроя металлических заготовок и разборки металлоконструкций. Она способна резать практически любые металлы, отличается высокой точностью и качеством поверхности реза.Высокая стоимость приобретения и обслуживания оборудования сдерживает широкое распространение лазерной резки.
Производственное использование
Лазеры используют в различных отраслях экономики – от медицины до развлекательной техники. Резку стали промышленным лазером стали применить в конце прошлого века, и они завоевали популярность на машиностроительных предприятиях самого широкого профиля: от аэрокосмических до производства бытовой техники. Кроме резки, с помощью лазера осуществляется и сварка металлов.
На производственных предприятиях используют следующие виды оптических излучателей:
- твердотельные, усиление светового пучка происходит в кристалле из искусственного рубина, а для накачки импульса применяются мощные светодиоды или разрядные лампы;
- газовые, световой импульс зарождается в объеме ионизированного инертного газа;
- волоконные, рабочая зона выполнена из оптоволокна.
Волоконные устройства особенно хорошо подходят для резки цветных металлов и нержавеющих сплавов. Благодаря особым свойствам среды испускаемый лазерный луч мало рассеивается об отражающую поверхность детали.
Газовые излучатели развивают самую большую мощность.
Особенности технологического процесса
Процесс резания металла разбивается на три основных этапа:
- в начале линии разреза узко сфокусированный лазерный луч вызывает резкий нагрев металла до температуры плавления, формируется первичная раковина;
- металл на поверхности начинает кипеть и испаряться;
- после прорезания заготовки насквозь оператор или управляющая программа ведет лазерный резак вдоль намеченной линии разреза, разделяя заготовку на отдельные части.

Полное испарение слоя металла возможно лишь для тонколистовых заготовок. Для более толстых деталей молекулы металла выносятся из разреза струей активного газа.
Одновременно газ выполняет функцию охлаждения линии реза и повышает скорость разделки. Ширина лазерного луча и получающегося после него разреза — доли миллиметра. Это обеспечивает высочайшую точность обработки, дает возможность давать минимальные припуски и многократно снижает потери металла по сравнению с другими методами резки.

Практически отсутствует необходимость в дополнительной механической обработке раскроенных лазерной установкой деталей.
Почему лазерный луч режет металл?
Луч лазера концентрирует высокую энергию на очень ограниченной площади. Воздействие высокоэнергетического светового пучка разогревает металл заготовки, доводя его в узкой зоне до температуры плавления и разрушает кристаллическую структуру материала. Вырванные из решетки атомы металла частично испаряются, частично выносятся с оплавленной кромки струей газа. Кратковременность воздействия не дает кромке оплавляться вглубь заготовки, понижая до минимума тепловую нагрузку на деталь и вызываемые нагревом деформации.
Современные комплексы
На рынке представлены лазерные установки разного уровня и назначения. Одни из них призваны заменить газорезательные станки. Листы металла укладываются на рабочее основание, а лазерные резаки перемещаются над ними с помощью порталов. Такие установки позволяют разделывать стальные листы длиной до 15 метров и толщиной до 20 мм. Движением резаков управляет блок ЧПУ, в который загружается заранее подготовленная программа раскроя. На таких линиях отходы металла снижены в несколько раз по сравнению с газорезкой.
Более компактные установки предназначены для особо точного формирования деталей из металлических, пластмассовых или деревянных заготовок. Они позволяют обрабатывать металл с точностью до тысячных долей миллиметра, отсекая от заготовки «лишний» материал в соответствии с трехмерной моделью. Такие станки применяются в приборостроении, аэрокосмической и оборонной промышленности, при декоративной резке в художественных мастерских.
Представлены на рынке и малогабаритные ручные лазерные резаки ограниченной мощности. С их помощью можно раскроить листовую заготовку или провести художественную резку металла.
Режимы
На качество резки оказывают влияние ряд параметров. В их число входят:
- скорость движения головки;
- толщина и материал заготовки;
- мощность излучателя;
- плотность энергии луча;
- фокусное расстояние;
- рабочая среда.
Так, обычные конструкционные стали с низким содержанием углерода можно разрезать значительно быстрее, чем нержавеющие сплавы. Использование в качестве активной среды кислорода дает возможность повысить скорость раскроя вдвое по сравнению с воздухом.
Точность раскроя и качество поверхности разреза также будет определяться комбинацией ключевых параметров установки. Поверхность характеризуется следующими свойствами:
- шероховатость;
- наличие оплавлении;
- зона термического воздействия;
- отклонение кромки от перпендикуляра к поверхности.
Рисунок 3 Зависимость параметров поверхности от режимов работы
Точность раскроя определяется скоростью резания и шириной фокусировки луча.
Виды металлов, которые могут быть обработаны
Резка лазером может работать практически со всеми видами металлов и их сплавов. Раскраивают как листы, так и профильный прокат, и трубы. Кроме того, технология позволяет резать и неметаллические материалы. Лазерный резак по пластику или дереву дает возможность изготавливать высокохудожественные украшения.
Метод позволяет проводить обработку и таких химически активных металлов, как алюминий и титан, для резки которых другими способами приходится идти на большие ухищрения. Лазерный луч справляется с тугоплавкой оксидной пленкой. Зона и время воздействия настолько ограничены, что металл не успевает прореагировать с кислородом и азотом воздуха.
Преимущества и недостатки
Высокие достоинства технологии обуславливают ее применение как для разделки листовых заготовок до изготовления точных деталей сложной пространственной формы по трехмерным моделям. В числе этих достоинств находятся:
- высокое качество поверхности;
- малый коэффициент отходов;
- практическое отсутствие термических деформаций;
- работа с хрупкими и тонколистовыми заготовками.
Как любой реально действующей технологии, свойственны лазерной резке и недостатки:
- высокая стоимость оборудования;
- сложность настройки и обслуживания;
- ограничение толщины разрезаемой заготовки в 20мм.
Разработчики оборудования постоянно совершенствуют его, выпуская на рынок новые модели с улучшенными характеристиками.
Разновидности
Все установки лазерной резки имеют в своей конструкции следующие основные узлы:
- источник световой энергии;
- резонатор с полупроницаемым зеркалом, обеспечивающий периодическое испускание когерентного пучка света по достижении им заданной интенсивности;
- система управления и фокусировки луча.
По мощности лазерные резаки разделяют на следующие категории:
- маломощные: до 6 тыс. ватт, как правило, это твердотельные лазеры;
- средней мощности от 6 до 20 тыс. ватт, с газовой рабочей средой;
- мощные: от 20 до 100 тыс. ватт, имеют газодинамическую конструкцию.
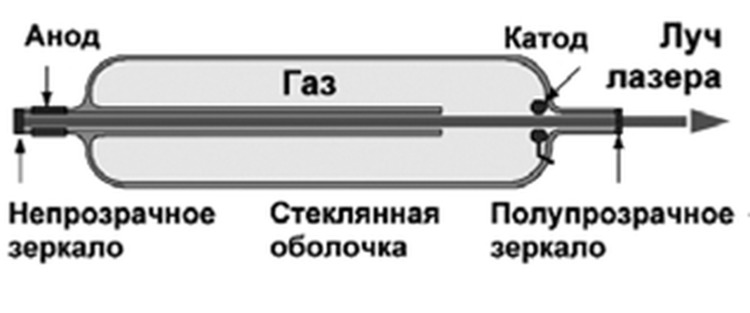
Схема работы газового излучателя.Твердотельные установки делают на базе кристаллов искусственного рубина, реже из специальных сортов стекла с добавлением флюорита кальция. Они быстро выдают первый импульс, при хорошем охлаждении могут работать и в непрерывном режиме.
В газовых лазерах пучок световой энергии испускает столб ионизированного газа под действием электрического разряда. Газовая смесь состоит из азота, гелия и CO2.
В газодинамической системе поток ионизированного газа циркулирует по сосуду. В месте сужения давление резко повышается и при разряде выделяется дополнительная энергия, обеспечивая высокую мощность луча.
Оборудование
Оборудование для лазерной резки называют в соответствии с принципом действия лазера. Твердотельные резаки обладают простой конструкцией, ограниченными габаритами и используются в компактных станках небольшой мощности. После включения он практически мгновенно готов к работе. Ручные резаки комплектуются такими лазерами.
Газовый лазер сложнее по конструкции, в нее обязательно входит насос для поддержания проектного давления рабочей среды. Стеклянная колба с газом достаточно хрупкий элемент конструкции, поэтому такие лазеры используются только на стационарных станках средней мощности.
Газодинамические установки еще сложнее: в их состав входит также циркуляционный насос, обеспечивающий требуемую скорость газового потока, системы нагрева и охлаждения. Сложная конструкция позволяет добиваться весьма высокой мощности и разрезать заготовки большой толщины.
Для тонкого металла
Лазерная резка тонкого металла зачастую является единственным способом получить заготовку с заданными параметрами по точности соблюдения размеров и качеству поверхности.
Разрезание тонких листов механическими способами приводит к искривлению кромок, а тепловыми методами — еще и к тепловым деформациям.
Современное оборудование с программным управлением позволяет резать тонкий металл быстро, с высокой точностью и постоянной скоростью, не допуская перегрева и деформации материала. Гибкая настройка мощности луча, ширины луча и расстояния его фокусировки позволяют раскраивать без искажений даже фольгу.
Как сделать резак своими руками
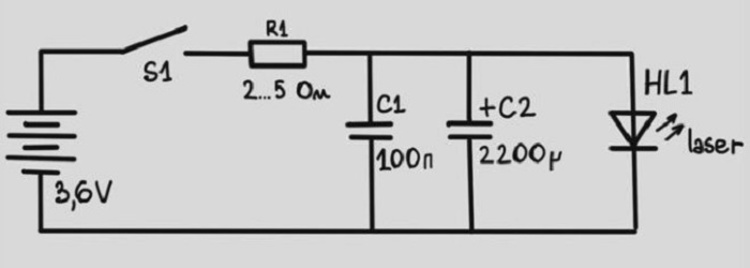
Принципиальная схема резака для сборки своими руками.
Простейший маломощный лазерный резак можно сделать на дому. Для этого понадобится:
- лазерная указка;
- корпус от фонарика;
- привод DVD-RW;
- электропаяльник;
- ручные слесарные инструменты.
Делается устройство в следующем порядке:
- извлечь из привода ДВД лазерный светодиод;
- установить его вместо маломощного светодиода из указки;
- при установке нужно строго соблюдать соосность светодиода;
- собрать схему электропитания устройства;
- собрать конструкцию из передней части лазерной указки и корпуса фонарика, вмещающего 3 батарейки ААА
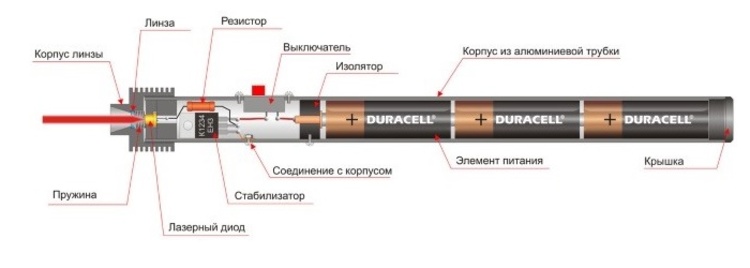
Эскиз самодельного резака.Конечно, лист металла или фанеры такой резак не разрежет, но бумагу, картон и фольгу он сможет раскраивать с высокой точностью.
Лазерная резка металла, Изготовление металлоконструкций, Лазерная сварка , гибка металла,сварка металла,покраска
Мы анализируем и выясняем потребности клиентов в повседневном бизнесе. Основываясь на требовании, мы разрабатываем проекты и создаем прототипы. Все прецизионные изделия из листового металла, которые мы производим, основаны на новейших технологиях, которые уникальны в отрасли обработки листового металла.
Компьютерная подготовка технологических программ сокращает время выпуска готовой продукции, современные методы планирования производства гарантируют выполнение заказов в кратчайшие сроки
Лазерная резка металла в Екатеринбурге
Гарантия получения элементов самого высокого качества за счет использования современной лазерной машины мощностью до 5кВт.
Используя современные технологические программы лазерной резки металла и передовые методы управления лазерной резки металла мы производим детали с точностью 0,1 мм.
Высокое качество режущей кромки позволяет производить элементы, не требующие дополнительной обработки.
Бесконтактная лазерная резка металла позволяет вырезать элементы из полированных листов без повреждения их поверхности.
Современные технологические программы позволяют максимально оптимизировать расход металлопроката во время всего технологического процесса.
Гибка листового металла в Екатеринбурге
Гибка листового металлопроката — это процесс преобразования листового металла в желаемые формы. Наши станки способны гнуть металлический лист в различных формах, таких как V-образная форма, U-образная форма и т.д., благодаря этому мы можем гнуть не только, что то маленькое и простое, как кронштейн, но и что то большое и сложное, как металлический корпус или шасси.
У нас есть высокоточные машины, которые способны гнуть металл до 3000 мм. в длину и 10 мм. в толщину. «АВМ-Лазер» нацелен на предоставление интеллектуальных решений для совместной работы, которые помогают повысить качество обслуживания клиентов, а так же лояльность и повышение дохода обеих сторон.
Сварка металла в Екатеринбурге
Мы предлагаем услуги сварки черного металла, сварка нержавеющей стали и алюминия. Мы проектируем и свариваем конструкции в соответствии с индивидуальными потребностями клиентов.
Ручная сварка металла — это технология, широко используемая в «АВМ-Лазер», которая объединяет металл различных материалов, форм и конфигураций вместе, образуя прочную связь между ними. Сварка — это технология изготовления металла, которая соединяет металлы вместе через процесс, называемый коалесценцией. Coalascence — это процесс, который достигается расплавлением металлических деталей и добавлением наполнителя для образования пула расплавленного материала, который охлаждается и связывается вместе, чтобы создать прочный состав.
Плазменная резка металла в Екатеринбурге
Плазменная резка металла с чпу является подходящим методом для чистой и быстрой резки листового металлопроката.
Все электропроводящие материалы, такие как низко-, высоко-легированные стали, никель, медь, латунь, бронза, алюминий и их сплавы, могут быть разрезаны с использованием метода плазменной резки металла с чпу.
Также при плазменной резки металла можно произвести автоматизированную подготовку сварочных кромок!
V-шов и I-шов также могут быть объединены друг с другом; возможны даже скосы, которые, в свою очередь, меняются. Усилия как для производства сварочных кромок, так и для самой сварки значительно сокращаются за счет использования плазменной резки с чпу для изготовления фаски. Таким образом, производственные затраты на соединение деталей могут быть значительно уменьшены.
Порошковая покраска в Екатеринбурге
Порошковое покрытие представляет собой процесс сухой обработки с использованием порошка. Ингредиенты, потребляемые в порошковой краске, смешивают и измельчают в порошкообразную форму. Порошковое покрытие распыляется на металлы. Все наши продукты легко использовать в любой среде, применяя самые высокие стандарты безопасности.
Лазерная сварка
Лазерная сварка представляет собой сочетание современной технологии и традиционной технологии сварки. По сравнению с традиционной технологией сварки, лазерная сварка особенно уникальна и имеет более широкий спектр применений и областей применения, которые могут значительно повысить эффективность и точность сварки. Высокая удельная мощность и быстрое выделение энергии повышают эффективность работы, и в то же время его точка фокусировки меньше, что, несомненно, улучшает сцепление между свариваемыми материалами, что не приведет к повреждению и деформации материала.
Особенно это удобно и выгодно при использовании на небольших толщинах и применении на таких металлах, как нержавейка, алюминий, медь! Что ВАЖНО скорость сварки очень высокая, а СТОИМОСТЬ за счет этого НИЗКАЯ