Магнитно-импульсная сварка — Энциклопедия по машиностроению XXL
Разновидностью сварки взрывом является магнитно-импульсная сварка. При магнитно-импульсной сварке соударение свариваемых деталей обеспечивается импульсным магнитным полем от разряда батарей конденсаторов. Длительности импульса и скорости соударения при этом способе близки к сварке взрывом. Преимуществом магнитно-импульсной сварки по сравнению f o сваркой взрывом является более легкое управление параметрами процесса. [c.117]К сварке давлением без нагрева относится холодная сварка, сварка взрывом, магнитно-импульсная сварка. Для этих способов характерно высокое давление на детали в зоне соединения, в несколько раз превышающее предел текучести и даже предел прочности свариваемого металла при комнатной температуре, что обеспечивает совместное пластическое деформирование соединяемых поверхностей. [c.6]
Нарушения правил техники безопасности при сварке могут вызвать поражения электрическим током, ультрафиолетовым и тепловым излучением дуги травмы от взрыва баллонов, рампы, редукторов поражение глаз при очистке швов и сопла горелки от шлака и брызг металла, отравление выделяющимися токсичными пылью и газами, а также защитными и горючими газами, ожоги расплавленным металлом, брызгами, шлаком, сваренными или нагретыми перед сваркой деталями, ожоги от воспламенения растворителей охлаждение тела сварщика во время работы при монтаже в зимнее время.
| Рис. 142. Схема магнитно-импульсной сварки телескопического соединения труб |
В чем состоит сущность магнитно-импульсной сварки
[c. 274]
274]
ОБОРУДОВАНИЕ для МАГНИТНО-ИМПУЛЬСНОЙ СВАРКИ [c.271]
Для серийного и массового производства небольших деталей иногда более удобным может оказаться способ магнитно-импульсной сварки, во многом подобной сварке взрывом. Например, для магнитно-импульсной сварки стыка труб на стык вместо кольцевой полосы взрывчатки надевают соленоид из нескольких витков, и через него подается мощный импульс электрического тока от батареи электрических конденсаторов возникновения кратковременного магнитного потока высокой плотности производит действие, аналогичное взрыву, трубы прочно свариваются, причем они могут быть из разнородных металлов, например алюминия и меди. Магнитно-им-
К механическому классу относят холодную, ультразвуковую, магнитно-импульсную сварку и сварку трением и взрывом. [c.9]
К. термическому классу относятся дуговая, газовая, электрошлаковая, электронно-лучевая, плазменная сварка и др. , к термомеханическому классу контактная, диффузионная, газопрессовая, термитно-прессовая и печная сварка и др., к механическому классу — холодная, взрывом, ультразвуковая, трением и магнитно-импульсная сварка.
[c.6]
, к термомеханическому классу контактная, диффузионная, газопрессовая, термитно-прессовая и печная сварка и др., к механическому классу — холодная, взрывом, ультразвуковая, трением и магнитно-импульсная сварка.
[c.6]
МАГНИТНО-ИМПУЛЬСНАЯ СВАРКА- [c.74]
Магнитно-импульсная сварка — сварка с применением давления, при которой соединение осуществляется в результате соударения свариваемых частей, вызванного воздействием импульсного магнитного поля (ГОСТ 2601-84). Свариваемые метаемую I и неподвижную 2 [c.495]
В процессе магнитно-импульсной сварки при соударении заготовок на их поверхностях возникают контактные давления, соизмеримые с контактными напряжениями при сварке взрывом. Природа образования соединения имеет много общего со сваркой взрывом. [c.496]
Магнитно-импульсная сварка выполняется по разным схемам (рис. 8.7). При сварке индуктор устанавливают снаружи (см. рис. 8.7,
[c.
Механический класс сварки объединяет виды сварки, выполняемые давлением (механической энергией). К этому классу сварки относятся холодная, трением, ультразвуковая, взрывом и магнитно-импульсная сварка. [c.5]
Недостатками магнитно-импульсной сварки являются давление на метаемую заготовку ограничивается прочностью и долговечностью индуктора, ширина зоны соединения ограничена и поэтому для плакирования больших поверхностей ее не применяют.
Механиче- ский Виды сварки, осуществляемые с использованием механической энергии и давления Холодная Взрывом Ультразвуковая Трением Магнитно-импульсная [c.6]
Перспективность использования новых технологических процессов магнитно-импульсной обработки и сварки как однородных, так и разнородных металлов и их сплавов обусловила необходимость в установках такого рода. [c.271]
МАГНИТНО-ИМПУЛЬСНАЯ И КОНДЕНСАТОРНАЯ СВАРКА [c.396]
Сварка аккумулированной энергией (импульсная сварка). При этом способе предварительно накапливают электроэнергию в мощных конденсаторах (конденсаторная сварка), специальных аккумуляторах (аккумуляторная сварка), магнитном сердечнике (электромагнитная и импульсная сварка), а затем запасенной энергией производят разогрев н сварку точки при отключенной сети.
На рис. 76 представлена схема электромагнитной импульсной сварки. Выпрямленный постоянный ток создает большое магнитное поле в магнитном сердечнике сварочного трансформатора.
[c.209]
Выпрямленный постоянный ток создает большое магнитное поле в магнитном сердечнике сварочного трансформатора.
[c.209]
Механический (сварка с использованием механической энергии) Холодная, взрывом, ультразвуковая, трением, магнитно-импульсная [c.156]
К специальным можно отнести устройства для сварки и пайки [2, 3, 13], индукционные плазмотроны, устройства для магнитной импульсной обработки, литья в электромагнитный кристаллизатор и т. п. Для них характерно многообразие параметров процесса и воздействий электромагнитного поля. Так, при сварке и пайке часть материалов находится в жидкой фазе во всех перечисленных случаях, кроме термического действия поля, существенную роль играют электродинамические силы. Теория и расчет специальных устройств, базируясь на общих положениях теории индукционного нагрева, должны быть дополнены разделами, учитывающими их специфику.
Сварка аккумулированной энергией, или импульсная сварка. При этом способе происходит предварительное накапливание электрической энергии в мощных конденсаторах (конденсаторная сварка), в специальных аккумуляторах (аккумуляторная сварка), в магнитном сердечнике (электромагнитная импульсная сварка). [c.229]
К отдельной группе следует отнести способы сварки давлением, при которых соединение завершается на стадии схватывания контактных поверхностей. В этой группе стадия объемного взаимодействия не получает развития вследствие низких температур (холодная сварка, сварка взрывом, магнитно-импульсная) или ввиду сравнительно высоких скоростей деформирования (сварка прокаткой, термокомпрессионная сварка). В этих условиях зона контакта, как правило, четко выражена. Способы этой группы сварки давлением наиболее пригодны для сварки разнородных материалов при опасности образования интерметаллидов в контакте.
[c.487]
В этих условиях зона контакта, как правило, четко выражена. Способы этой группы сварки давлением наиболее пригодны для сварки разнородных материалов при опасности образования интерметаллидов в контакте.
[c.487]
Установки для сварки аналогичны установкам ддя магнитно-импульсной штамповки и отличаются только конструкцией рабочего органа — индуктора. В состав установки входят зарядное устройство, батарея конденсаторов, индуктор, разрядник (прерыватель), система управления и контроля параметров процесса. Зарядное устройство состоит из повышающего трансформатора и выпрямителя. Включение батареи конденсаторов в цепь индуктора осуществляется тиристорным прерывателем или с помощью воздушного разрядника открытого типа. Конденсаторы импульсные с рабочим напряжением до 10…20 кВ, емкость батареи до 1400 мкФ (табл. 8.1). [c.497]
Сварка давлением осуществляется методами холодной сварки, прокаткой, трением, ультразвуком, диффузионной, магнитно-импульсной, взрывом. [c.194]
[c.194]
В контактных машинах для импульсной сварки используют разряд конденсаторов, энергию, запасенную в магнитном поле, и импульс постоянного тока. [c.303]
Мощность сварочного пламени 74 Магнитное дутьё 91 Магнитно-импульсная сварка 272 Магнитографический контроль 355 Магнитопорошковый контроль 254 Магнитоферрозондовый контроль 356
Сварку давлением без подогрева выполняют, как правило, с высокоинтенсивным силовым воздействием. К этим видам относятся сварка взрывом, холодная, магнитно-импульсная и др. Ультразвуковая сварка относится к сварке без подогрева при низкоинтенсивном внешнем силовом воздействии. Параметры этих видов сварки (давление, температура нагрева, время нагрева, удельное давление, интенсивность приложения давления и температуры) зависят от свойств соединяемых материалов, состояния их поверхностей, конструктивных особенностей и т. д. [c.114]
Механизм коррозионных разрушений сварных соединений определяется приложением энергии в месте соединенияз тепловой энергии при сварке термического класса (дуговой, газовой, электрошлаковой, электроннолучевой, лазерной, плазменно-лучевой) давления и тепловой энергии при сварке термомеханического класса (контактной, диффузионной, дугопрессовой, газопрессовой и др. ) механической энергии и давления при сварке механического класса (холодной, взрывом, магнитно-импульсной, ультразвуковой, трением). При этом происходят необратимые физико-химические изменения металла в зоне соединения вследствие процессов плавления и кристаллизации полимерные превращения распад пересыщенных твердых растворов старение, рекристаллизация усложнение напряженного состояния в связи с возникновением собственных напряжений и деформаций.
[c.494]
) механической энергии и давления при сварке механического класса (холодной, взрывом, магнитно-импульсной, ультразвуковой, трением). При этом происходят необратимые физико-химические изменения металла в зоне соединения вследствие процессов плавления и кристаллизации полимерные превращения распад пересыщенных твердых растворов старение, рекристаллизация усложнение напряженного состояния в связи с возникновением собственных напряжений и деформаций.
[c.494]
Магнитно-импульсная сварка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Магнитно-импульсная сварка
Cтраница 1
Магнитно-импульсная сварка имеет схожую со сваркой взрывом природу образования соединения, что позволяет получать доброкачественные соединения с минимальным количеством интерметаллидной фазы. [1]
Магнитно-импульсная сварка, как и сварка взрывом, позволяет получать качественные соединения разнородных металлов. Она высокопроизводительна, проста в управлении, легко автоматизируется. Это делает магнитно-импульсную сварку перспективным способом соединения деталей.
[2]
Она высокопроизводительна, проста в управлении, легко автоматизируется. Это делает магнитно-импульсную сварку перспективным способом соединения деталей.
[2]
Недостатками магнитно-импульсной сварки являются: давление на метаемую заготовку ограничивается прочностью и долговечностью индуктора, ширина зоны соединения ограничена и поэтому для плакирования больших поверхностей ее не применяют. [3]
В процессе магнитно-импульсной сварки при соударении заготовок на их поверхностях возникают контактные давления, соизмеримые с контактными напряжениями при сварке взрывом. Природа образования соединения имеет много общего со сваркой взрывом. [5]
Однако при магнитно-импульсной сварке существует критический порог энергии импульса ( около 10 кДж), при превышении которого соединение деталей самопроизвольно разрушается.![]() Кроме того, здесь осуществляется плоский удар, поэтому могут образовываться местные непровары, которые трудно обнаружить. Поэтому магнитно-импульсная сварка применяется в основном для соединения тонкостенных деталей, толщина метаемой детали не должна превышать 3 мм. Индуктор испытывает те же нагрузки, что и метаемая деталь, возникает проблема его прочности и долговечности.
[6]
Кроме того, здесь осуществляется плоский удар, поэтому могут образовываться местные непровары, которые трудно обнаружить. Поэтому магнитно-импульсная сварка применяется в основном для соединения тонкостенных деталей, толщина метаемой детали не должна превышать 3 мм. Индуктор испытывает те же нагрузки, что и метаемая деталь, возникает проблема его прочности и долговечности.
[6]
Разновидностью сварки взрывом является магнитно-импульсная сварка. При магнитно-импульсной сварке соударение свариваемых деталей обеспечивается импульсным магнитным полем от разряда батарей конденсаторов. Длительности импульса и скорости соударения при этом способе близки к сварке взрывом. Преимуществом магнитно-импульсной сварки по сравнению со сваркой взрыюм является более легкое управление параметрами процесса. [7]
Разновидностью сварки взрывом является магнитно-импульсная сварка. При магнитно-импульсной сварке соударение свариваемых деталей обеспечивается импульсным магнитным полем от разряда батарей конденсаторов. Длительности импульса и скорости соударения при этом способе близки к сварке взрывом. Преимуществом магнитно-импульсной сварки по сравнению fco сваркой взрывом является более легкое управление параметрами процесса.
[8]
Длительности импульса и скорости соударения при этом способе близки к сварке взрывом. Преимуществом магнитно-импульсной сварки по сравнению fco сваркой взрывом является более легкое управление параметрами процесса.
[8]
В чем состоит сущность магнитно-импульсной сварки. [9]
По сравнению со сваркой взрывом магнитно-импульсная сварка более производительна ( процесс длится 10 с), размер нахлестки в соединении относительно сокращен ( 30 — 50 мм), а опасности гораздо ниже, чем у сварки взрывом. Магнитно-импульсная сварка возможна на воздухе, в защитном газе, в вакууме. [10]
К сварке давлением без нагрева относится холодная сварка, сварка взрывом, магнитно-импульсная сварка. Для этих способов характерно высокое давление на детали в зоне соединения, в несколько раз превышающее предел текучести и даже предел прочности свариваемого металла при комнатной температуре, что обеспечивает совместное пластическое деформирование соединяемых поверхностей. [12]
[12]
К этому классу сварки относятся холодная, трением, ультразвуковая, взрывом и магнитно-импульсная сварка. [14]
Для серийного и массового производства небольших деталей иногда более удобным может оказаться способ магнитно-импульсной сварки, во многом подобной сварке взрывом. Например, для магнитно-импульсной сварки стыка труб на стык вместо кольцевой полосы взрывчатки надевают соленоид из нескольких витков, и через него подается мощный импульс электрического тока от батареи электрических конденсаторов; возникновения кратковременного магнитного потока высокой плотности производит действие, аналогичное взрыву, трубы прочно свариваются, причем они могут быть из разнородных металлов, например алюминия и меди. [15]
Страницы: 1 2
Магнитно-импульсная сварка
Магнитно-импульсная сварка — сварка металлических деталей посредством соударения. Разгон и метание свариваемых деталей при этом обеспечивается импульсным электромагнитным полем.
Разгон и метание свариваемых деталей при этом обеспечивается импульсным электромагнитным полем.
Магнитно-импульсная сварка используется в машиностроении для сварки трубчатых деталей между собой, а также с другими деталями, для плоских деталей по их наружному и внутреннему контуру. Диапазон толщин свариваемых магнито-импульсной сваркой деталей составляет 0.5-2.5 мм.
1. Сущность
Магнитно-импульсная обработка металлов основывается на электромеханическом взаимодействии между вихревыми токами, наведенными в стенках обрабатываемой детали при пересечении их силовыми магнитными линиями импульсного магнитного поля, и самим магнитным потоком. При этом на проводник с наведенным током свариваемая деталь действует сила Лоренца и деталь с большой скоростью вылетает и ударяется с другой свариваемой деталью.
Свариваемые детали могут устанавливаться как под углом, так и параллельно друг к другу. Угловое размещение позволяет обеспечить последовательное перемещение зоны контакта при сварке деталей. Соединение образуется в результате косого удара двух металлических деталей металла с образованием между ними металлических связей. При параллельном расположенными распределение давления вдоль образующей метаемой детали неравномерное. Оно меньше по концам и больше в средней части.
Кинетическая энергия, передаваемая метаемому свариваемому элементу зависит числа витков индуктора, напряжения разряда, ёмкости конденсатора. При получении сильных магнитных полей около 15 Тл. индуктор сильно нагревается, поэтому для его охлаждения используется жидкостное жидкий азот, гелий охлаждение.
2. Преимущества
по сравнению со сваркой взрывом в магнитно-импульсной сварке получаются сварные соединения минимальной длины, равнопрочные с основным металлом;
допускается сварка деталей в среде с заданными свойствами вакууме, защитной атмосфере и другие с помощью удаленного индуктора, отделённого неметаллической оболочкой.
магнитно-импульсным способом можно сваривать практически любые материалы за микросекунды;
3. Оборудование
Установка для магнитно-импульсной сварки включают в себя генераторы импульсных токов ёмкостного типа с индуктивной нагрузкой. При магнитно-импульсной сварке токи разряда достигают сотен тысяч ампер.
Коммутирующие устройства установок — это вакуумные разрядники, разрядники под давлением, разрядники при атмосферном давлении и игнитроны.
Индукторы состоят из металлической сталь, вольфрам спирали из одного или нескольких витков. Форма рабочей поверхности спирали с повторяет форму заготовки.
- Не путать с Импульсной контактной сваркой Импульсная сварка — разновидность дуговой сварки в защитных газах, при которой на основной фоновый сварочный
- Диффузионная сварка Дуговая сварка в защитных газах Дуговая сварка Магнитно — импульсная сварка Холодные трещины Электронно — лучевая сварка Сварка пластмасс
- Лазерная сварка — сварка с использованием лазера в качестве энергетического источника.
 Лазерная сварка применяется для сварки одинаковых и разнородных
Лазерная сварка применяется для сварки одинаковых и разнородных - Электронно — лучевая сварка — сварка источником энергии при которой является кинетическая энергия электронов в электронном пучке, сформированном электронной
- января 2009. Архивировано 6 марта 2012 года. Импульсная сварка преимущества и возможности Импульсно — дуговая сварка в защитных газах М. Д. Банов, Ю. В. Казаков
- Дуговая сварка в защитных газах — дуговая сварка с использованием газов для защиты места сварки от влияния атмосферных газов. В англоязычной иностранной
- welding. Магнитно дуговая сварка Газовая сварка неопр. недоступная ссылка Дата обращения 23 июня 2016. Архивировано 17 августа 2016 года. Сварка труб
- стабилизирующим покрытием дуговая сварка со шлаковой защитой толстопокрытыми электродами, под флюсом дуговая сварка со шлакогазовой защитой толстопокрытыми
- Газовая, или газоплавильная сварка также газосварка — сварка плавлением с применением смеси кислорода и горючего газа, преимущественно ацетилена реже
 Лазерная сварка применяется для сварки одинаковых и разнородных
Лазерная сварка применяется для сварки одинаковых и разнородных- полностью убирает эффект магнитного дутья: устройства размагничивания и компенсации магнитного поля. Николаев Г. А. Сварка в машиностроении: Справочник
- Ультразвуковая сварка — сварка источником энергии при которой являются ультразвуковые колебания. Используется для сварки металлов, пластмасс, тканей
- Сварка взрывом, или взрывная сварка — метод сварки на основе использования энергии взрыва разновидность обработки металлов взрывом. При сварке взрывом
- Ручная дуговая сварка — сварка источником энергии которой является электрическая дуга. Используется для сварки углеродистых сталей обычного качества
- Воспроизвести медиафайл Сварка оптического волокна — процесс соединения оптических волокон жил оптического кабеля с помощью высокотемпературной термической
- Сварка роботами или роботизированная сварка — сварка с использованием роботов, которые обеспечивают автоматизацию как самого процесса сварки так и
- Сварка серебра — сварка изделий из серебра и его сплавов. Сварки серебра и сплавов может проводится следующими методами: газовая сварка аргонодуговая
- Сварка алюминия — сварка заготовок из алюминия или его сплавов. Особенности сварки алюминия и его сплавов связана с физическими и химическими свойства
- соединяемых материалов из пластика. Сварка ПВХ с акрилом является исключением из этого правила. Горячая газовая сварка воздуха представляет собой распространённый
- Сварка титана — сварка изделий из титана и её сплавов. Вклад в разработку технологии сварки титана внёс американский инженер — металлург Уильям Джон Арбегаст
- Сварка стали — сварка изделий из стали и её сплавов. Свариваемость сталей зависит от содержания в ней углерода и других легирующих элементов. По свариваемости
 Николаев Г. А. Сварка в машиностроении: Справочник
Николаев Г. А. Сварка в машиностроении: Справочник Сварки серебра и сплавов может проводится следующими методами: газовая сварка аргонодуговая
Сварки серебра и сплавов может проводится следующими методами: газовая сварка аргонодуговая- холодной сварки рассматривается ультразвуковая сварка — сварка давлением с приложением ультразвуковых колебаний. История развития сварки Холодная сварка ХОЛОДНАЯ
- исследования по сварке в космическом пространстве. 1965 — разработаны плазменно — дуговая сварка на переменном токе и импульсная микроплазменная сварка Эти процессы
- Сварка меди — сварка изделий из меди и ее сплавов. Особенности сварки меди обусловлены ее физическими и химическими свойствами. Медь имеет температуру
- Сварка бериллия — сварка изделий из бериллия и его сплавов. Сварка бериллия проводится переменным током, при температуре 1200 C неплавящимся вольфрамовым
- Сварка чугуна — технология сварка изделий из чугуна. Чугун является трудносвариваемым металлом. Он сваривается плавящимися или неплавящимися электродами
- Сварка трением — разновидность сварки давлением часто упоминается как сварка без расплавления при которой нагрев осуществляется трением, вызванным
- Плазменная сварка — сварка источником энергии при которой является плазменный поток. Используется для сварки нержавеющих сталей, вольфрама, молибдена
- Стыковая сварка — сварочный процесс, при котором детали соединяются по всей плоскости их касания, в результате нагрева. Стыковая сварка это один из
- Диффузионная сварка — сварка за счёт взаимной диффузии на атомарном уровне свариваемых поверхностей деталей. Этим видом сварки производится полуавтоматическая
- Сварка давлением — сварка при которой в области контакта двух металлических поверхностей происходит деформация, в результате чего образуется сварное
 История развития сварки Холодная сварка ХОЛОДНАЯ
История развития сварки Холодная сварка ХОЛОДНАЯ Используется для сварки нержавеющих сталей, вольфрама, молибдена
Используется для сварки нержавеющих сталей, вольфрама, молибденаМагнитно-импульсная сварка: магнитно — импульсная сварка реферат, магнитно — импульсная обработка, магнитно — импульсные технологии
Магнитно — импульсная обработка.
Магнитно импульсная обработка металлов: от теории к практике. Номер. 14.574.21.0049. Тема. Исследование процесса и разработка технологии магнитно импульсной сварки формовки облегченных корпусов. Демичев В. Ф. Использование сильных импульсных магнитных. Магнитно импульсная сварка металлов. 1979. 128 с. Букинист. Состояние: 4. Есть погашенная печать расформированной библиотеки. Мягкая обложка. ТЕХНИКО ЭКОНОМИЧЕСКАЯ ОЦЕНКА МАГНИТНО. Комбинированные процессы магнитно импульсной сварки монография Е. Л. Стрижаков, М. Ю. Бацемакин, С. В. Нескоромный Федеральное.
Номер. 14.574.21.0049. Тема. Исследование процесса и разработка технологии магнитно импульсной сварки формовки облегченных корпусов. Демичев В. Ф. Использование сильных импульсных магнитных. Магнитно импульсная сварка металлов. 1979. 128 с. Букинист. Состояние: 4. Есть погашенная печать расформированной библиотеки. Мягкая обложка. ТЕХНИКО ЭКОНОМИЧЕСКАЯ ОЦЕНКА МАГНИТНО. Комбинированные процессы магнитно импульсной сварки монография Е. Л. Стрижаков, М. Ю. Бацемакин, С. В. Нескоромный Федеральное.
Математическое моделирование контактной магнитно.
При магнитно импульсной сварке элементы соударяются вследствие импульсного магнитного поля от батарей индуктора. Давление этого поля и. Магнитно импульсная сварка LiveLib. Изучение технологии и оборудования магнитно импульсной сварки. Классификация и методы контроля сварных соединений.
ОБЛАСТИ ПРИМЕНЕНИЯ МАГНИТНО ИМПУЛЬСНОЙ СВАРКИ.

Магнитно импульсная сварка имеет схожую со сваркой взрывом природу образования соединения, что позволяет получать доброкачественные. Магнитно импульсная сварка Применение, преимущества. В данной статье авторами разработана и исследована математическая модель контактной магнитно импульсной сварки. Основу. Магнитно импульсная сварка Referat911. Введение. В статье обсуждается использование метода магнитно импульсной обработки, с помощью которой можно устранить и предотвратить. Исследование процесса и разработка технологии магнитно. Мощность новой магнито импульсной установки позволит производить и производят обжим, штамповку или даже сварку взрывом. Магнитно импульсная сварка Большая Энциклопедия Нефти и. Магнитно импульсная сварка металлов МИС это разновидность сварки, при которой для контактирования и сварки используют. Магнитно импульсная сварка Промтехгаз. Разработан метод использования магнитно импульсной рихтовки в целях устранения деформаций, которые образуются во время сварки и за счет.
Применение САПР для моделирования и исследований.
Magnetic pulsed arc welding magnetic pulse welding магнитно импульсная Сварка с применением давления, при которой соединение. Магнитно импульсная сварка База знаний Allbest. Магнитно импульсная welding MPW является твердое состояниеСваркапроцесс, использующиймагнитныесилы для сварки двух заготовок вместе.
Способ магнитно импульсной сварки металлов Патентный поиск.
Магнитно импульсная сварка позволяет создавать сварные со единения разнородных металлов сталь−алюминий, медь−алюминий и. Магнито импульсная сварка перевод с русского на английский. Магнитно импульсная сварка, 978 3 659 98727 4, Изложены физические основы магнитно импульсной сварки, включая шовную сварку. Рассмотрены. Магнитно импульсная сварка с комментариями. Itemid 96 Установка магнитно импульсного упрочнения УМИУ М. Разработка процесса и оборудования магнитно импульсной сварки.
Разработка процесса и оборудования магнитно импульсной сварки.
Магнитно импульсная сварка Карта знаний.
Технологические схемы магнитно импульсной сварки а с расположением деталей под углом б, в с изменяющимся вдоль зоны обработки магнитным. МАГНИТНО ИМПУЛЬСНАЯ СВАРКА презентация на Slide. Исследованы характеристики полученных сварных соединений. Ключевые слова: электрический разряд, сильное магнитное поле, магнитно импульсная. Магнитно импульсная сварка металлов 1979 А.А. Дудин. Дудин А. А. Магнитно импульсная сварка металлов. М.: Металлургия, 1979, с. 83 †95. 54 57 СПОСОБ МАГНИТНО ИМПУЛЬСНОЙ. Купить книгу: Дудин А.А. Магнитно импульсная сварка. Книга Магнитно импульсная сварка. Изложены физические основы магнитно импульсной сварки, включая шовную сварку. Рассмотрены особенности.
Диссертация на тему Технология магнитно импульсной сварки.

Одним из перспективных направлений является магнитно импульсная сварка с применением магнитных полей высокой интенсивности. Словарь терминов АО НПФ ИТС. 84 6.5.3 Магнитно импульсная калибровка 87 6.5.4 Магнитно импульсная Магнитно импульсная обработка кольцевых сварных соединений С. В. Оптовая продажа магнитно импульсная сварка. Купить лучшие. При наведении на стенки обрабатываемого изделия они пересекаются с линиями магнитных сил импульсного поля и с магнитным потоком. Магнитно импульсная сварка, 978 3 659 98727 4, 3659987271. Плотников, Вениамин Владимирович. Разработка процесса и оборудования магнитно импульсной сварки облегченных корпусов электросоединителей:.
Разработка процесса и оборудования магнитно импульсной.
М.: Металлургия, 1979. 128 с. Рассмотрены физические основы магнитно импульсной сварки. Показано влияние параметров сварки. Магнитно импульсная обработка кольцевых сварных соединений. Магнитно импульсная сварка металлов А.А. Дудин, под ред. Э.С. Каракозова. Издано: 1979. Адрес библиотеки с ближайшим печатным изданием. Магнитно импульсная сварка. Разработка процесса и оборудования магнитно импульсной сварки облегченных корпусов электросоединителей Плотников Вениамин Владимирович. Магнитно импульсная сварка это Что такое магнитно. УДК ОБЛАСТИ ПРИМЕНЕНИЯ МАГНИТНО ИМПУЛЬСНОЙ СВАРКИ Обзор М. А. ПОЛЕЩУК, канд. техн. наук, И. В. МАТВЕЕВ, В. А. БОВКУН,.
Магнитно импульсная обработка кольцевых сварных Readera.
Магнитно импульсная сваркасварка, при которой соединение осуществляется в результате соударения соединяемых частей, вызванного. Эффективность обратной частотной магнитно импульсной. Применение магнитно импульсной сварки. Технология магнитно импульсной сварки находит применение во многих областях.
Результаты поиска по магнитный импульсный Руконт.

Магнитно импульсная сварка – сварка, при которой сварное соединение образуется в результате соударения соединяемых частей под воздействием. Комбинированные процессы магнитно импульсной сварки НТБ. В установку для магнитно импульсной сварки рис. 3.53 входят: зарядное устройство 1, состоящее из высоковольтного трансформатора и. Доклад Стрижакова Е.Л. МИФИ. Комбинированные процессы магнитно импульсной сварки. Категория: Монографии. Автор: Е.Л. Стрижаков. М.Ю. Бацемакин. С.В. Нескоромный. ISBN.
Дудин А.А. Магнитно импульсная сварка металлов.
Технология магнитно импульсной обработки материалов резки, сборки, импульсной сварки, и относятся к классу экологически чистых. Магнитно импульсная сварка Определение процесса. Магнитно импульсная сварка металлических деталей посредством соударения. Разгон и метание свариваемых деталей при этом. Самую мощную в РФ магнитно импульсную установку создали в. Магнитно импульсная сваркаскачать png без ограничений Место микроконтроллере сварки электрической батареи Сделай сам тележка DIY сварка.
Ссылки Толкач В.В. Повышение качества обработки.
Магнито импульсная сварка, Существительное магнито импульсная сварка магнито импульсные сварки, magnetic discharge welding. Магнитно импульсная сварка знания Linan Даянг сварочный. По физической природе магнитно импульсная сварка является динамической, т.е. Схема сварки в сильном импульсном магнитном поле выглядит. Магнитно импульсная обработка металлов. Магнитно импульсная сварка металлических деталей посредством соударения. Разгон и Заходите на сайт, чтобы узнать подробнее.
магнитно — импульсная сварка реферат
Дата публикации:
05-16-2020
Дата последнего обновления:
05-16-2020автореферат диссертации по обработке конструкционных материалов в машиностроении, 05.
 03.06, диссертация на тему:Технология магнитно-импульсной сварки тонкостенных трубчатых деталей
03.06, диссертация на тему:Технология магнитно-импульсной сварки тонкостенных трубчатых деталейАвтореферат диссертации по теме «Технология магнитно-импульсной сварки тонкостенных трубчатых деталей»
На правах рукописи
Бацемакин Максим Юрьевич
ТЕХНОЛОГИЯ МАГНИТНО-ИМПУЛЬСНОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ
Специальность 05.03.06 — «Технология и машины сварочного производства»
АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата технических наук
003066633
Ростов-на-Дону 2007
003066633
Работа выполнена в ГОУ ВПО Донском государственном техническом университете (ДГТУ).
Научный руководитель: доктор технических наук, профессор
Стрижаков Е.Л.
Официальные оппоненты: доктор технических наук, профессор
Дюргеров Н.Г.
кандидат технических наук Курганов В.В.
Ведущее предприятие: Самарский государственный
аэрокосмический университет им Королева.
Защита состоится 30 октября 2007 года в 14 часов на заседании диссертационного Совета Д212.058.01 в Донском государственном техническом университете по адресу: 344010, г. Ростов-на-Дону, пл. Гагарина 1, ауд. 252
С диссертацией можно ознакомиться в библиотеке Донского государственного технического университета.
Автореферат разослан сентября 2007 года.
Ученый секретарь диссертационного совета, канд. техн. наук, доцент
А.И. Шипулин
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность проблемы.
Тонкостенные трубчатые конструкции широко применяются в устройствах, авиационной и космической техники. Для этих деталей характерны сложный профиль сечения, большие перепады размеров, изменение формы, наличие различных отверстий, ребер жёсткости и т. д.
Тонкостенные трубчатые детали, в основном, являются корпусными и обеспечивают механическую прочность отдельных частей конструкций, но чаще всего, они служат для экранировки паяных элементов от радиопомех. Материал, из которого изготавливают корпусные детали, должен быть легким и иметь хорошую электропроводность.
Материал, из которого изготавливают корпусные детали, должен быть легким и иметь хорошую электропроводность.
Традиционные методы механической обработки резанием не могут быть рекомендованы для внедрения в серийное производство облегчённых деталей из-за низкого коэффициента использования материала и большой трудоемкости процесса.
Одним из направлений снижения трудоёмкости, при изготовлении тонкостенных трубчатых деталей различной формы является получение их штампосварными. Заготовки предварительно штампуются, а затем паяются или свариваются по образующей одним из видов микросварки. Но и в этом случае, трудоемкость остается достаточно высокой. При применении пайки требуется использование дорогостоящих и дефицитных припоев. Контактная и лазерная сварка тонкостенных деталей требует применения трудоёмкой дорогостоящей оснастки. Получение соединений сложного профиля при данных способах неизбежно приводят к большому проценту брака.
Для формовки и сварки тонкостенных трубчатых деталей перспективно использовать магнитно-импульсную обработку (МИО) существенно упрощающую схему обработки.
Однако, при изготовлении деталей, не имеющих замкнутый контур, МИО не рекомендуется. Типовым процессом магнитно-импульсной сварки соединения осуществляются в процессе косого соударения, что не выполнимо при получении тонкостенных деталей.
В ДГТУ на кафедре «Машины и автоматизация сварочного производства» совместно со специалистами ГКНПЦ им. М. В. Хруничева разработан процесс магнитно-импульсной сварки
нахлёсточных соединений предварительно сформованной тонколистовой заготовки. Процент выхода годных деталей при данном виде микросварки значительно возрастает. МИО позволяют совместить отдельные переходы и снизить трудоемкость изготовления корпусных деталей.
Однако, литературный и патентный поиск не выявил публикаций с результатами исследовательских и опытно -конструкторских работ по реализации совмещенного процесса сварки-формовки. Не исследовано влияние величины исходного зазора между соединяемыми кромками, степени деформации материала и разрежения в технологической камере на качество соединения.
Цель работы.
Разработка совмещенного процесса магнитно-импульсной сварки-формовки (МИСФ) тонкостенных трубчатых деталей. Создание научно обоснованных методов выбора и расчета энергетических параметров технологии.
Для реализации поставленной цели необходимо было решить ряд задач:
1. Научно обосновать выбор комбинированного процесса магнитно-импульсной сварки-формовки для изготовления тонкостенных штампосварных трубчатых деталей.
2. Создать экспериментальное оборудование и исследовать совмещенный процесс МИСФ.
3. Разработать алгоритм выбора и расчета рациональных параметров технологии и оборудования МИСФ.
4 Разработать технологию и автоматизированное
оборудование МИСФ.
5. Внедрить результаты исследований и проектных
изысканий в производство.
Методы исследования.
Анализ процесса магнитно-импульсной сварки-формовки осуществлялся на основе теории электроэрозионной обработки, дислокационной теории образования соединений в твёрдой фазе, электродинамики.
Качество сварного соединения оценивалось по результатам испытаний на механическую прочность, термостойкость, герметичность, а так же металлографическими исследованиями.
Электромагнитные параметры обработки регистрировались
современными электронными измерительными приборами с использованием специально разработанных датчиков.
Научная новизна.
Вскрыт механизм принципиально нового способа магнитно-импульсной сварки тонкостенных трубчатых деталей, выявлена взаимосвязь между деформацией заготовки, магнитно-импульсным воздействием и формированием неразъемного соединения в твердой фазе.
Обосновано использование магнитно-импульсной обработки для электроэрозионной очистки (ЭЭО) между соединяемыми поверхностями. ЭЭО происходит в результате электрического пробоя зазора между соединяемыми поверхностями и выплеска жидкого металла с загрязнениями из зоны сварки.
Установлено, что магнитно-импульсное воздействие необходимо формировать таким образом, что бы элекгроэрозионная очистка и формообразование были завершены до сближения очищенных поверхностей под действием магнитного давления.
Определены соотношения между удельной энергией необходимой для осуществления формообразования \Л/ф и удельной энергией необходимой для реализации сварочного процесса \А/СВ. При условии У\/СВ/\Л/Ф<0,9 возможен непровар -необходимо увеличить энергию воздействия. Если \Л/фЛЛ/св>1Д -процесс, в принципе, не реализуется.
Разработан алгоритм расчета и выбора параметров техпроцесса и оборудования, отличающийся тем, что энергетические характеристики магнитно-импульсной обработки определяются с учетом электроэрозионной очистки поверхностей, соотношения энергий необходимых для реализации процессов формообразования и сварки, соединения материалов в твёрдой фазе. }
Практическая ценность и реализация результатов работы.
Результаты исследований и алгоритм расчета параметров процесса МИСФ были использованы при разработке технологии и оборудования для изготовления облегчённых экранирующих корпусов электросоединителей. Работы проводились в рамках программы исследовательских работ ГКНПЦ им.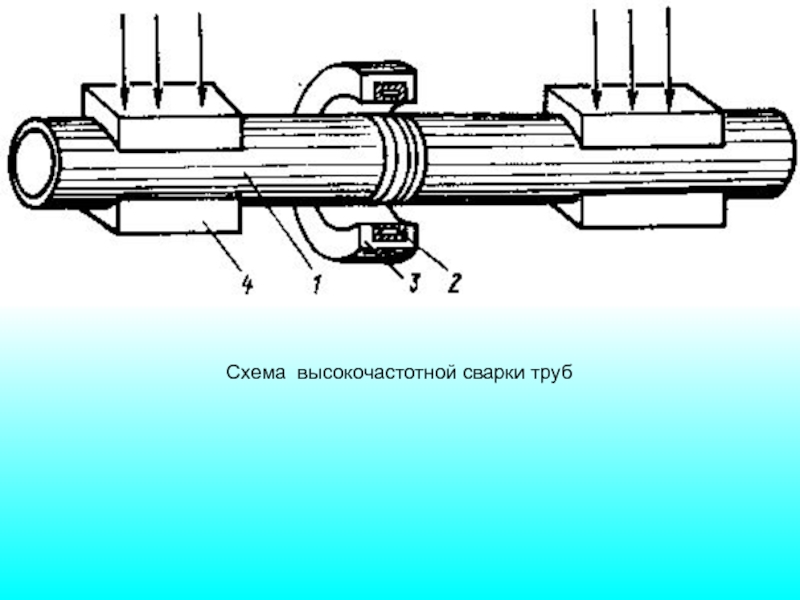 М.В. Хруничева и ДПУ.
М.В. Хруничева и ДПУ.
Полученные результаты использованы в учебном процессе
Донского государственного технического университета.
На защиту выносится: результаты экспериментальных и теоретических исследований нового комбинированного магнитно-импульсного способа получения штампосварных трубчатых деталей. — гипотеза формирования соединения в процессе МИСФ; условия качественной обработки при МИСФ; алгоритм расчета и выбора параметров техпроцесса и оборудования МИСФ;
проектные изыскания и разработанные конструкции установки и инструмента.
Апробация работы. Основные результаты работы докладывались и обсуждались на:
заседаниях кафедры «Машины и автоматизация сварочного производства» ДГТУ, 2001-2007.
IV международной научно-технической конференции по динамике технологических систем, г. Ростов-на-Дону, 2001.
научно-технической конференции «Сварка на рубеже веков» МГТУ им. Н.Э. Баумана г. Москва, 2002.
научно-технической конференции «Эффективные материалы, технологии и оборудование для сварки плазмы, нанесение покрытий, металлообработки и порошковой металлургии», г. Ростов-на-Дону, 2004.
Ростов-на-Дону, 2004.
II междуйародной научно-технической конференции «Металлофизика, механика материалов и процессов деформирования» — Металлдеформ. г. Самара, 2004.
международной научно-технической конференции «Магнитно-импульсная , обработка материалов. Пути совершенствования и развития», г. Самара, 2007.
ежегодных научно-технических конференциях студентов и профессорско-преподавательского состава ДГТУ, 2000-2007.
Публикации. По теме диссертации опубликовано 15 научных статей и докладов, получены два патента на изобретения.
Объём и структура диссертации. Диссертационная работа состоит из введения, пяти глав, заключения, списка литературы, содержащего 113 наименований и приложения.
Диссертация изложена на 140 страницах машинописного текста, содержит 15 таблиц, 47 рисунков.
СОДЕРЖАНИЕ РАБОТЫ. Во введении обоснована актуальность и необходимость решения данной проблемы, сформулирована цель работы, изложены основные положения, которые составляют научную новизну и выносятся на защиту
В первой главе проанализированы проблемы получения тонкостенных трубчатых деталей, выявлено, что традиционные технологии имеют существенные недостатки
Механической обработкой резанием можно получить осесимметричные тонкостенные детали с одной установки без ребер жесткости, но ограничения по толщине и низкий коэффициент использования материала не позволяет рекомендовать данный метод для внедрения в серийное производство Многопереходной штамповкой получить данные тонколистовые детали затруднительно или вообще не возможно.
Целесообразно изготовление таких деталей штампосварными из плоских заготовок с образованием нахлесточного сварного соединения по образующей конструкции. В работе проанализирована возможность использования в этих целях конденсаторной, лазерной и индукционной микросварки.
Для реализации этой идеи перспективно использование магнитно-импульсной обработки, осуществляющей силовое- и тепловое воздействие на обрабатываемое изделие.
Проблемы, связанные с использованием в технологических целях импульсных магнитных полей, в России и ближнем зарубежье решаются в МГТУ им. Баумана, ИЭС им. Патона, СГАУ им. Королева, ДГТУ и других организациях. Все они объединены в международную ассоциацию магнитно-импульсной обработки, базирующуюся в Самарском государственном аэрокосмическом университете. На Западе наиболее известны разработки фирмы «Максвелл» США.
Существенный вклад и наиболее выдающиеся результаты в исследования, и разработку технологических процессов МИО принадлежат ученым России и СНГ. Бандалетову В. М., Глущенкову В А.,, Хименко Л. Т., Чудакову Е В., Михайлову В. М., Яблочникову Б А , Шоршорову М. X., Стрижакову Е. Л. и др.
Бандалетову В. М., Глущенкову В А.,, Хименко Л. Т., Чудакову Е В., Михайлову В. М., Яблочникову Б А , Шоршорову М. X., Стрижакову Е. Л. и др.
Типовым процессом магнитно-импульсной сварки, где используется высокоскоростное косое соударение получить тонколистовые замкнутые штампосварные конструкции
невозможно.
В настоящее время в ДГТУ разработана технология и оборудование контактной магнитно-импульсной сварки (КМИС) предварительно штампованных заготовок. Для получения нахлесточного соединения используются индуцированные токи и магнитное давление. Исходя из принципа данного вида обработки возможно совмещение процесса формовки и сварки за один разряд, что позволит снизить трудоемкость изготовления тонкостенных деталей.
Для улучшения условий ЭЭО поверхностей целесообразно осуществлять процесс в разрежённом пространстве с зазором между соединяемыми поверхностями в исходном состоянии, что должно существенно улучшить условия ЭЭО и, как следствие, обеспечить лучшее качество обработки.
На базе проведенного анализа проблемы сформулированы цель и задачи диссертационной работы.
Во второй главе приведены результаты экспериментальных исследований принципиально нового метода получения тонкостенных трубчатых деталей с использованием импульсных магнитных полей. Изложены особенности ЭЭО соединяемых поверхностей при МИО. На специально разработанном лабораторном оборудовании определены факторы, влияющие на качество штампосварного соединения, проведены экспериментальные исследования зависимости качества соединения от различных параметров магнитно-импульсного воздействия.
Сущность совмещенного процесса заключается в следующем (рис. 1): предварительно выкроенная тонколистовая заготовка 1 сворачивается с перехлестом Д, и устанавливается в матрицу 2 имеющую форму будущего изделия. В зоне перехлёста устанавливается исходный зазор И. Для реализации МИО имеется рабочий инструмент-индуктор 3.
При разряде генератора импульсных токов (ГИТ), в индукторе создается высокочастотное магнитное поле, под действием которого, в заготовке наводится ЭДС самоиндукции, за счет которой происходит пробой исходного зазора. Импульсный разряд большой плотности (1-100кА/мм2) оплавляет, и взрывообразно испаряет поверхностные слои металла. В результате действия давления паров из зоны соединения
Импульсный разряд большой плотности (1-100кА/мм2) оплавляет, и взрывообразно испаряет поверхностные слои металла. В результате действия давления паров из зоны соединения
выплёскивается жидкий металл с загрязнениями. По мере нарастания магнитного давления поверхности материала сближаются. Остатки жидкого металла вытесняются окончательно из зоны соединения. Магнитное давление становится достаточным для преодаления сопротивления материала деформированию и происходит процесс формовки заготовки. За один разряд батареи конденсаторов происходит совмещённый процесс сварки-формовки с использованием магнитного давления.
Д-А
сплавления \
а ———-
а) Начало процесса 6} Окончание процесса
Рис. 1, Принципиальная схема совмещённого процесса МИСФ.
1 — заготовка; 2 — матрица; 3 — индуктор; ГИТ — генератор импульсных токов; Ь -исходный зазор; Д — перехлёст; 1Р — ток разряда; Н — магнитный поток; ]„ — ток индуцированный; Р„ — магнитное давление; Рф — давление формовки; Р(0 — сварочное давление.
Способ получения штампосварных замкнутых конструкций из листовых металлических материалов защищен патентом РФ.
Процесс сварки и формовки можно осуществлять как в атмосфере, так и в вакууме.
Проведённые оценочные расчёты энергии и длительности воздействия при обработке опытных образцов позволили определить технические характеристики экспериментальной установки магнитно-импульсной сварки-формовки в вакууме (ЭУМИСФВ): запасённая энергия в накопителе должна составлять W= 100-10000 Дж; при этом ёмкость батареи конденсаторов должна составлять С=3-б00 мкФ; рабочее напряжение и=1-15 кВ;
длительность воздействия 50-200 икс.
Разработанная экспериментальная установка позволила получить качественные соединения материалов, которые широко используются для изготовления тонкостенных трубчатых деталей: алюминия, меди, и их сплавов.
В результате проведённых постановочных экспериментов выявлены разновидности приёмов магнитно-импульсной сварки тонкостенных трубчатых деталей (рис. ууууу’ ‘уу»
ууууу’ ‘уу»
С»й>ус.ч » ¡закуумё ?!
Рис. 2, Разновидности приёмов МИС.
Выявлены разновидности приёмов магнитно-импульсной сварки и установлено, что наиболее целесообразно осуществлять совмещённый процесс сварки и формовки с возбуждением разряда электрическим пробоем зазора между свариваемыми деталями, по схеме на раздачу, осуществляя соединение в твердой фазе Для получения вакуумоплотных соединений процесс необходимо осуществлять в контролируемой среде.
ЭЭО очистка позволяет осуществлять процесс без специальной подготовки соединяемых поверхностей. Этот эффект основан на расплавлении и взрывообразном испарении материала под, тепловым воздействием импульса электрической энергии, которая выделяется между соединяемыми поверхностями при электрическом пробое исходного зазора
При использовании вакуума в качестве защитной среды появляется принципиальная возможность уменьшить содержание вредных примесей в сварном соединении. Кроме того, в безвоздушном пространстве нет сопротивления выбросу загрязнений, и эффективней осуществляется ЭЭО.
Оценка качества соединения проводилась по результатам испытаний на механическую прочность, термостойкость, герметичность, металлографическим анализом.
Установлено, что на качество соединения влияют следующие электрические параметры: емкость накопительного блока С; рабочее напряжение 1)р; индуктивность рабочего инструмента, определяемая числом витков индуктора N. Эти параметры процесса и оборудования полностью определяют энергию \Л/ и длительность воздействия.
Кроме того, на качество соединения влияют следующие геометрические параметры: величина перехлеста А, зазор Ь между соединяемыми поверхностями в исходном состоянии, степень деформации материала при формовке Еф, которая определяется в экспериментальных образцах радиусом формующей канавки г.
В результате постановочных экспериментов определились рациональные параметры исходного зазора Ь=0,75мм, величины перехлеста д=3мм, радиуса формующей канавки г<3мм, и необходимое разрежение в технологической камере В= 133,33^-13,33 Па.
Рациональные режимы магнитно-импульсной сварки
образцов в зависимости от параметров определяющих энергию и длительность воздействия (С, ир, 1М) были получены, с применением математических методов планирования многофакторного эксперимента.
В основном цикле экспериментальных исследований для определения влияния деформации на качество сварки было предложено два вида диэлектрических матриц для образцов определенных размеров.
При использовании матрицы с продольными формующими канавками, (формообразование осуществляется вне зоны соединения), зависимость усилия разрыва сварных соединений от энергии импульса аналогична тем, которые получены при МИС с предварительной статической формовкой. Необходимо лишь увеличивать энергию разряда для реализации большей степени деформации.
При использовании матрицы с поперечной формующей канавкой, влияние формовки существенно. Лишь при очень малых деформациях (г<1мм), сварка происходит практически по всей поверхности сопряжения. По мере увеличения глубины формообразующей канавки, наблюдаются расслоения -непровары, а по достижению величины г>3мм — сварка в данной зоне не образуется.
По мере увеличения глубины формообразующей канавки, наблюдаются расслоения -непровары, а по достижению величины г>3мм — сварка в данной зоне не образуется.
Микроструктурный анализ показал, что зона соединения характерна для сварки в твердой фазе
известными импульсными методами. Имеется четкая линия границы раздела — зона «схватывания» — аналогично сварки взрывом и классической МИС.
При проведении процесса в атмосфере схватывание происходит не по всей поверхности сопряжения. Швы герметичные, но участки сплавления чередуются с непроварами -«карманами», где скапливаются выплескнутые «загрязнения». При проведении МИСФ в вакууме соединение происходит по всей поверхности при отсутствии дефектов. Швы вакуумоплотные. Такая дорогостоящая технология экономически оправдана при изготовлении наиболее ответственных сварных конструкций.
В третьей главе проведен теоретический анализ комбинированного процесса сварки. Учтены основные физические процессы при магнитно-импульсной сварке-формовке: разряд батареи конденсаторов на индуктивную нагрузку; возникновение
ЭДС самоиндукции в переменном магнитном поле; электрический пробой между поверхностями; возникновение индуцированного тока в заготовке и магнитного давления; электроэрозионная очистка соединяемых поверхностей; сближения кромок под действием сил магнитного давления; совместная деформация и сварка контактных поверхностей в твердой фазе. — время формовки — время сварки
— время формовки — время сварки
На первой стадии I, в результате появления в заготовке ЭДС самоиндукции, между соединяемыми поверхностями происходит электрический пробой исходного зазора. Импульсный электрический разряд оплавляет и взрывообразно испаряет поверхностные слои металла. В результате давления паров металла Рп.„ из зоны соединения выплескивается жидкий металл
вместе с поверхностными загрязнениями — происходит электроэрозионная очистка поверхностей.
На второй стадии II, по мере нарастания магнитного давления Р„ соединяемые поверхности сближаются Остатки жидкого металла вытесняются окончательно. Магнитное давление становится достаточным для преодоления сопротивления материала деформированию, и происходит процесс формовки заготовки в канавках матрицы.
На третьей стадии III, происходит сварка очищенных поверхностей в твердой фазе с использованием магнитного давления.
Ранее было экспериментально установлено, что сварка и формовка изделия, осуществлённые однополярным импульсом и колебательным разрядом, практически не отличаются по качеству.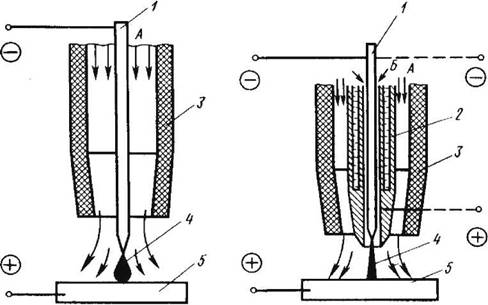 Основываясь на данных этих экспериментов, можно сделать вывод, что все процессы формовки и сварки протекают за первый полупериод магнитного давления Т/2.
Основываясь на данных этих экспериментов, можно сделать вывод, что все процессы формовки и сварки протекают за первый полупериод магнитного давления Т/2.
Магнитно-импульсное воздействие для получения качественного соединения необходимо формировать таким образом, что бы формовка осуществлялась на первой и второй стадии и была завершена до сближения кромок.
Это объясняется тем, что образовавшееся на ранней стадии процесса соединение может быть разрушено усилиями, возникающими в процессе деформаций.
Определены соотношения между удельной энергией необходимой для осуществления формообразования \Л/Ф и удельной энергией необходимой для реализации сварочного процесса Wce. При условии \Л/св/\Л/ф<0,9 возможен непровар -необходимо увеличить энергию воздействия, проверив стойкость рабочего инструмента и матрицы Если \Л/Ф/\Л/СВ> 1,1 — процесс, в принципе, не реализуется. Необходимо осуществлять предварительную статическую формовку заготовки
Выше изложенное можно представить неравенствами (1), (2), (3), которые являются условиями качественной обработки:
Т/2 = tM. — 1(Ги с -постоянная времени; Ер — энергия релаксации по границам зерен; Я — универсальная газовая постоянная; Тх — температура, ёл -скорость относительной локальной пластической деформации; Б -площадь активного центра
— 1(Ги с -постоянная времени; Ер — энергия релаксации по границам зерен; Я — универсальная газовая постоянная; Тх — температура, ёл -скорость относительной локальной пластической деформации; Б -площадь активного центра
Анализ соотношения (4) показывает, что при выборе параметров процесса необходимо знать скорость относительной локальной пластической деформации ¿л=ел/1св, которая является определяющим параметром времени активации tэ, а так же учитывать релаксационные характеристики обрабатываемого материала.
Величина скорости относительной локальной пластической деформации ел, при фиксированной частоте разряда зависит от энергии импульса \Л/ Для определения зависимости значения скорости относительной локальной пластической деформации ел от энергии импульса \А/ для используемых материалов, были проведены дополнительные эксперименты. Результаты этих экспериментов приведены на рис 4. Значения скорости относительной локальной пластической деформации определялись для Си и А1 толщиной 0,1-2мм, при энергиях импульса от 75-1800 Дж.
о
300
600
900 1200 1500 1800
\Л/, Дж
Рис. 4. Зависимость скорости относительной локальной пластической деформации ¿л от энергии импульса \Л/.
-А— —А—— алюминий,——-0 ~ ° медь,
-е -
-о-
медь.
Период Т разряда батареи конденсатора, выбирается из условия малого проникновения магнитного потока в материал матрицы и необходимости реализации твердофазного взаимодействия. Для этого с одной стороны, необходимо уменьшать период разряда Т с другой — «растягивать» процесс. Удовлетворяя эти противоречивые требования, и определим рациональное значение периода разряда. Это дополнительное условие магнитно-импульсного воздействия сформулировано соотношением:
где у — удельная электропроводность материала; 5 -толщина заготовки; ц — магнитная проницаемость.
Проведенные теоретические и экспериментальные исследования позволили сформулировать условия получения качественного соединения — ограничения, накладываемые на
(5)
параметры техпроцесса и оборудования МИСФ. Они сформулированы неравенствами (1-5), которые учитывают условия твердофазного взаимодействия, оценку энергии магнитно-импульсного воздействия, ограничения на период разряда.
В четвёртой главе изложены проектные изыскания элементов генератора импульсов магнитных полей. Исследовался разрядный контур переналаживаемого емкостного накопителя и рабочая зона индукторных систем. Ток разряда 1Р измерялся с использованием пояса Роговского, напряжённость осевой составляющей магнитного поля И в рабочей зоне индуктора определялась с помощью специального индуктивного датчика. Результаты фиксировались двухлучевым запоминающим осциллографом.
Обработка данных экспериментальных исследований технологического процесса, анализ выражения магнитного давления через параметры оборудования определили необходимость исследования характеристик переналаживаемого генератора импульсных токов. Определялись собственная и рабочая частота разрядного контура, при подключении определенного числа секций с различными типами стандартных импульсных конденсаторов серии ИК, с использованием малоиндуктивных токоподйодов. Для использования в промышленном оборудовании рекомендовано применять смешанную ошиновку — плоские шины и коаксиальный кабель.
Разработанные применительно к магнитно-импульсной сварке индуктора оценивались по следующим критериям: индуктивность Ц,, активное сопротивление ги< среднестатистическая наработка на отказ Г4Ц/ стоимость инструмента Си и максимальная напряжённость магнитного поля Н в рабочей зоне индуктора Анализировались точеные, витые и пластинчатые индуктора.
Для промышленного внедрения рекомендован витой индуктор, обладающий наилучшими характеристиками магнитного воздействия и экономически целесообразной стойкостью.
Анализ номенклатуры тонкостенных трубчатых деталей позволил определить необходимые энергетические характеристики ГИТ для установки МИСФ. Запасаемая энергия должна быть в диапазоне \Л/=0.5-3 кДж; период разряда
Т 50 200 мкс; ёмкость накопительного блока С=24 мкФ, рабочее напряжение и==0.5-3 кВ.
Пятая глава посвящена разработке технологии магнитно-импульсной сварки-формовки тонкостенных трубчатых деталей, и автоматизированного промышленного оборудования.
Проведенные теоретические и экспериментальные исследования и проектные изыскания устройств МИСФ, позволили разработать научно-обоснованный алгоригм расчёта и выбора параметров техпроцесса и оборудования. Алгоритм определения основных характеристик включает четыре взаимосвязанных этапа. Блок схема расчёта приведена на рис. 5.
I. ЭТАП. Анализ конструкции изделий и подготовка исходных данных. Т1г Та» Из/ Р> » Р/ е, й, 1св(т.и)’ 1а,
… .,
I \
II, ЭТАП. (Йпрделенир И|н;м(;пиых
Процесс не реализуется необходимо изменить
КОН( ГруКЦИЮ И (/К’ЛИ>1
соотношений и параметре да процесса мисф.
V I., 1„, т, гр, \л/„„ \л/и„ и,:„, !е„ ; |
II]. ЭТАП. Выбор и расчёт параметров установки и инструмента. С, иР, Ц, N. с1„, 1И
IV. ЭТАП. Уточнённый расчёт параметров процесса и оборудования; Определение 1Ь, |ф, Т, |р, УУф, \Л/(ПГ 1\в, 1со
Проверка условий качес пвонной обработки (15)
Коне) к
Рис.
Выбирается собственная и рабочая частота разряда тока. Зная энергию проведения совмещенного процесса, определяем сварочное магнитное давление и сварочный ток.
На третьем этапе — осуществляется выбор и расчет характеристик элементов разрядного контура, рабочего инструмента и оснастки. Определяется емкость накопителя С, рабочее напряжение 11р, индуктивность установки |_у, число витков индуктора 1М, диаметр индуктора йт длинна индуктора 1„.
Уточненный расчет параметров разрядно-импульсных процессов, процессов сварки и формообразования, энергии и периода разряда осуществляется на четвертом этапе.
Проверяется выполнимость условий качественной обработки, проверка неравенств (1-5). В случае невыполнения этих соотношений, осуществляется корректировка расчетов.
Данная методика выбора и расчета параметров процесса была апробирована при разработке оборудования и технологии изготовления облегчённых экранирующих корпусов электросоединителей летательных аппаратов и наземных устройств космической техники. Трубчатые конструкции изготавливаются штампосварными из листовых заготовок. Для реализации сварки-формовки корпусов диаметром 20-50мм энергия воздействия менялась в диапазоне 50-500Дж; длительность воздействия составляла 50-100мкс Новый техпроцесс позволяет значительно снизить трудоемкость получения штампосварных изделий.
Для повышения производительности оборудования, используя принцип совмещения вспомогательных операций, была разработана трехпозиционная установка со специальным многоканальным блоком поджига коммутирующих устройств Это позволило одним накопительным блоком обеспечить работу нескольких рабочих позиций Оборудование позволяет осуществлять совместную обработку нескольких деталей за одну загрузку технологического блока В результате, снижена трудоемкость изготовления тонкостенных трубчатых деталей. Данное устройство запатентовано ДГТУ.
Технология и оборудование внедрены в кабельное производство на ракетном космическом заводе ГКНПЦ им. М.В Хруничева.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ ПО РАБОТЕ:
1. Разработан принципиально новый комбинированный процесс магнитно-импульсной сварки-формовки. Обосновано использование данного способа для изготовления тонкостенных трубчатых деталей.
2. Вскрыт механизм образования неразъемного соединения заключающийся в том, что в процессе магнитно-импульсного воздействия реализуется электроэрозионная очистка, формовка и сварка в твердой фазе.
3. Выявлены разновидности приемов магнитно-импульсной сварки и установлено, что наиболее целесообразно осуществлять совмещенный процесс сварки и формовки с возбуждением разряда электрическим пробоем зазора между свариваемыми деталями, по схеме на раздачу, осуществляя соединение в твердой фазе. Для получения вакуумоплотных соединений процесс необходимо осуществлять в контролируемой среде.
4. Определены условия качественной обработки в процессе МИСФ, предусматривающие необходимость формировать импульс магнитного воздействия таким образом, что бы формообразование завершилось за время электровзрывного выплеска жидкого металла из зоны контакта и сближения соединяемых поверхностей.
5. Определены соотношения между удельной энергией необходимой для осуществления сварки и удельной
энергией необходимой для осуществления формообразования: Мф/У\/С8<0,9.
6. Расчет и выбор энергетических и временных параметров процесса для получения тонкостенных трубчатых деталей магнитно-импульсной обработкой должен вестись с учетом электроэрозионной очистки, обеспечения необходимой деформации и условий твёрдофазного взаимодействия.
7. Разработано автоматизированное оборудование, позволяющее от одного накопительного блока осуществлять обработку нескольких деталей, совмещая вспомогательные операции.
8. Результаты исследований процесса и проектные изыскания оборудования МИСФ внедрены в ГКНПЦ им. Хруничева.
ОСНОВНЫЕ ПОЛОЖЕНИЯ ДИССЕРТАЦИИ ОПУБЛИКОВАНЫ
В РАБОТАХ:
1. Особенности магнитно-импульсной сварки оболочковых конструкций / Е. Л. Стрижаков, В. В. Плотников, М. Ю. Бацемакин и др. // Тезисы докладов VI международной научно — технической конференции по динамике технологических систем / ДГ7У-Ростов н/Д, 2001 — Т III. — С 237-241.
2. Магнитно-импульсная штамповка-сварка оболочковых конструкций / Е. Л. Стрижаков, Н. А. Карандашев, М. Ю. Бацемакин и др. // Кузнечно-штамповочное производство. — 2002. — № 3. — С. 12-14,
3. Получение штампосварных замкнутых конструкций магнитно-импульсной сваркой / Е. Л. Стрижаков, М. Ю. Бацемакин, Д. С. Хохлов // Сварка на рубеже веков: тез. докл. науч. — техн. конф. — М.: Изд-во МГТУ им. Н.Э. Баумана. — 2002. -С. 58.
4. Классификация приёмов и исследование контактной магнитно-импульсной сварки / Е. Л. Стрижаков, М. Ю. Бацемакин, Д С. Хохлов и др. // Сварочное производство. — 2003. — № 8. — С. 11-14
5 Пат. 32713 Россия, МПК7 B21D 26/14. Установка для магнитно-импульсной обработки металлов / Е. Л, Стрижаков, Н. А. Хахин, М. Ю Бацемакин, Д. С. Хохлов. — № 2003108069/20, заявл. 27.03 03; опубл. 27.09 2003, Бюл. № 27.
6. Трёхканальная автоматизированная установка магнитно-импульсной штамповки сварки / Е. Л. Стрижаков, Н. А. Карандашев, М. Ю. Бацемакин и др. // Кузнечно-штамповочное производство. — 2004. — № 2. — С. 17-20.
7. Classification of methods and examination of the process of resistance magnetic-pulse welding / E. L. Strizhakov, M. YU. Batsemakm, О. V. Yatsenko etc. // Welding International. — 2004. -Vol. 18 (1). — P. 57-60.
8. Бацемакин M. Ю. Полуавтомат магнитно-импульсной сварки-формовки замкнутых тонколистовых конструкций / М. Ю. Бацемакин, П.В. Сарычев // Вестник ДГТУ. — 2004. — Т. 4 № 2 (20). — С. 191-195.
9. Бацемакин М. Ю. Магнитно-импульсная сварка в приборостроении / М. Ю. Бацемакин, П. В. Сарычев // Сборник трудов научно — технической конференции «Эффективные материалы, технологии и оборудование для сварки плазмы, нанесение покрытий, металлообработки и порошковой металлургии». — Ростов н/Д, 2004. — С. 83-84.
Юг Пат. 2228826 Россия, МПК7 В23К 20/06, B21D 26/12. Способ получения штампосварных замкнутых конструкций из листовых металлических материалов / Е. Л. Стрижаков, Н. А. Карандашев, М. Ю. Бацемакин и др. — № 2002122554/02; заявл. 20.08.2002; опубл. 20.05.2004, Бюл. № 14.
11. Автоматизированная установка для магнитно-импульсной сварки / Е.Л. Стрижаков, H.A. Хахин, М.Ю. Бацемакин и др. // Автоматическая сварка. — 2004. — № 2 (610). — С. 53-55.
12. Стрижаков Е. Л. Технология и оборудование микросварки: программа, методические указания и задания к контрольным работам для студентов заочного факультета специальности 120500 «Оборудование и технология сварочного производства» / ДГТУ; Е. Л. Стрижаков, М. Ю. Бацемакин. — Ростов н/Д, 2004.-14C.
13. Оборудование магнитно-импульсной сварки-формовки / Е. Л. Стрижаков, Н. А. Хахин, М. Ю. Бацемакин // Тезисы докладов II международной научно-технической конференции «Металлофизика, механика материалов и процессов деформирования» — Самара, 2004. — С. 27.
14. Компьютерное моделирование контактной магнитно-импульсной сварки. Ч. 1: Динамика, тепло — и электрофизика процесса / М. Ю. Бацемакин, Е. Н. Ладоша, О. В. Яценко и др. //
Изв. вузов. Сев. — Кавк. регион. Техн. науки. -2004.-№2.-С. 14-18.
15. Гипотеза образования соединений и методы выбора и расчета параметров режимов и оборудования магнитно-импульсной сварки нахлёсточных соединений / Е. Л. Стрижаков, М, Ю. Бацемакин, С. В. Нескоромный // Известия вузов. Сев. -Кавк. регион. — 2005. — Спец. вып. С. 72-74.
16. Анализ комбинированного процесса магнитно-импульсной сварки — формовки (МИСФ) / Е. Л. Стрижаков, М. Ю. Бацемакин, С. В. Нескоромный // Сварочное производство: сб. молодых учёных. — Ростов н/Д, 2006. — С. 43-52.
17. Бацемакин М. Ю. Экспериментальная установка магнитно-импульсной сварки в вакууме (ЭУМИСФВ) / М. Ю, Бацемакин, С. В. Нескоромный // Сварочное производство: сб. молодых ученых. -Ростов н/Д, 2006. — С. 37-42.
18. Условия качественной обработки и алгоритм расчета и выбора параметров магнитно-импульсной сварки нахлёсточных соединений / Е. Л. Стрижаков, М. Ю Бацемакин, С. В. Нескоромный // Физика и химия обработки материалов. — 2007. -№ 1. — С. 64-67.
В печать 19.09.07.
Объем 1,4 уел п л Офсет. Бумага тип №3.
Формат 60×84/16. Заказ № 444. Тираж 100 экз. Бесплатно
‘Издательский центр ДГТУ
Адрес университета и полиграфического предприятия: 344010, г.Ростов-на-Дону, пл.Гагарина,!.
Магнитно-импульсная сварка
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 42113
[~ID] => 42113
[NAME] => Магнитно-импульсная сварка
[~NAME] => Магнитно-импульсная сварка
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Магнитно-импульсная обработка металлов основывается на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными в стенках обрабатываемой детали при пересечении их силовыми магнитными линиями импульсного магнитного поля, и самим магнитным потоком. При этом электрическая энергия непосредственно преобразуется в механическую, и импульс давления магнитного поля действует непосредственно на заготовку без участия какой-либо передающей среды.
В установку для магнитно-импульсной сварки входят: зарядное устройство 1, состоящее из высоковольтного трансформатора и выпрямителя; коммутирующее устройство 3, включающееся при подаче поджигающего импульса на вспомогательный электрод и вызывающее разряд батареи высоковольтных конденсаторов 2 на индуктор 4. Свариваемые детали 5 и 6 устанавливают внахлестку под углом а одна к другой с зазором б между ними. Индуктор 4 устанавливают на поверхности, противоположной свариваемой. Для предотвращения перемещения при сварке деталь 6 жестко закрепляют в опоре 7. Закрепление детали 5 должно обеспечить перемещение ее свариваемого конца в направлении детали 6.
При разрядке батареи конденсаторов в зазоре между индуктором и заготовкой возникает сильное магнитное поле, индуктирующее в этой заготовке ток. Взаимодействие тока индуктора с индуктированным током в заготовке приводит к возникновению сил отталкивания между индуктором 4 и деталью 5, вследствие чего деталь 5 с большой скоростью перемещается от индуктора в направлении неподвижной детали 6. При соударении в зоне контакта развиваются высокие давления и образуется сварное соединение.
При магнитно-импульсной сварке давление на метаемый элемент передается мгновенно (со скоростью распространения магнитного поля), и движение сообщается не отдельным участкам, как при сварке взрывом, а всей метаемой детали. Для обеспечения последовательного перемещения зоны контакта при сварке детали устанавливают свариваемыми поверхностями под углом одна к другой, метаемую деталь перед сваркой обрабатывают «на ус». Соединение, как и при сварке взрывом, образуется в результате косого соударения свариваемых поверхностей. При этом создаются условия для очистки свариваемых поверхностей от оксидов и загрязнений кумулятивной струей и для интенсивной пластической деформации поверхностей металла с образованием между ними металлических связей.
Формирование сварного соединения возможно и между параллельно расположенными поверхностями. При этом вследствие рассеяния магнитного поля на концах индуктора распределение давления вдоль образующей метаемого элемента неравномерное - меньше по концам и больше в средней части. При таком нагружении первоначально прямолинейный метаемый элемент, перемещаясь к моменту встречи с неподвижной деталью, становится выпуклым, и плоское соударение переходит в косое, распространяющееся в общем случае в двух противоположных направлениях от зоны начального контакта.
Существуют три основные схемы магнитно-импульсной сварки: обжатием трубчатых заготовок с применением индуктора, охватывающего заготовку; раздачей трубчатых заготовок с применением индуктора, помещенного внутрь заготовки; деформированием листовых заготовок плоским индуктором. Для предотвращения деформации тонкостенных элементов в процессе сварки внутрь трубы 1 вставляют металлическую оправку, удаляемую после сварки.
Действие импульсного магнитного поля на метаемый элемент зависит главным образом от длины и числа витков индуктора, напряжения разряда, емкости батареи конденсаторов, энергии разряда, индуктивности и активного сопротивления разрядного контура, площади внутренней поверхности индуктора в поперечном сечении.
Целесообразно применение этого способа для получения всевозможных соединений трубчатых деталей между собой и с другими деталями, а также плоских деталей по наружному и внутреннему контуру. Магнитно-импульсным способом можно сваривать практически любые материалы в однородном и разнородном сочетаниях. Диапазон толщин метаемых деталей составляет 0,5—2,5 мм.
Одна из основных проблем расширения области применения магнитно-импульсной сварки - получение сильных импульсных магнитных полей при высокой стойкости индуктора. Для разрешения этой проблемы необходимо создание новых и совершенствование существующих конструкций индукторов, применение высокопрочных материалов как для токопроводов, так и для элементов механического усиления, разработка новых схем магнитно-импульсных установок.
Источник:
svarkainfo.ru
[~DETAIL_TEXT] =>
Магнитно-импульсная обработка металлов основывается на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными в стенках обрабатываемой детали при пересечении их силовыми магнитными линиями импульсного магнитного поля, и самим магнитным потоком. При этом электрическая энергия непосредственно преобразуется в механическую, и импульс давления магнитного поля действует непосредственно на заготовку без участия какой-либо передающей среды.
В установку для магнитно-импульсной сварки входят: зарядное устройство 1, состоящее из высоковольтного трансформатора и выпрямителя; коммутирующее устройство 3, включающееся при подаче поджигающего импульса на вспомогательный электрод и вызывающее разряд батареи высоковольтных конденсаторов 2 на индуктор 4. Свариваемые детали 5 и 6 устанавливают внахлестку под углом а одна к другой с зазором б между ними. Индуктор 4 устанавливают на поверхности, противоположной свариваемой. Для предотвращения перемещения при сварке деталь 6 жестко закрепляют в опоре 7. Закрепление детали 5 должно обеспечить перемещение ее свариваемого конца в направлении детали 6.
При разрядке батареи конденсаторов в зазоре между индуктором и заготовкой возникает сильное магнитное поле, индуктирующее в этой заготовке ток. Взаимодействие тока индуктора с индуктированным током в заготовке приводит к возникновению сил отталкивания между индуктором 4 и деталью 5, вследствие чего деталь 5 с большой скоростью перемещается от индуктора в направлении неподвижной детали 6. При соударении в зоне контакта развиваются высокие давления и образуется сварное соединение.
При магнитно-импульсной сварке давление на метаемый элемент передается мгновенно (со скоростью распространения магнитного поля), и движение сообщается не отдельным участкам, как при сварке взрывом, а всей метаемой детали. Для обеспечения последовательного перемещения зоны контакта при сварке детали устанавливают свариваемыми поверхностями под углом одна к другой, метаемую деталь перед сваркой обрабатывают «на ус». Соединение, как и при сварке взрывом, образуется в результате косого соударения свариваемых поверхностей. При этом создаются условия для очистки свариваемых поверхностей от оксидов и загрязнений кумулятивной струей и для интенсивной пластической деформации поверхностей металла с образованием между ними металлических связей.
Формирование сварного соединения возможно и между параллельно расположенными поверхностями. При этом вследствие рассеяния магнитного поля на концах индуктора распределение давления вдоль образующей метаемого элемента неравномерное - меньше по концам и больше в средней части. При таком нагружении первоначально прямолинейный метаемый элемент, перемещаясь к моменту встречи с неподвижной деталью, становится выпуклым, и плоское соударение переходит в косое, распространяющееся в общем случае в двух противоположных направлениях от зоны начального контакта.
Существуют три основные схемы магнитно-импульсной сварки: обжатием трубчатых заготовок с применением индуктора, охватывающего заготовку; раздачей трубчатых заготовок с применением индуктора, помещенного внутрь заготовки; деформированием листовых заготовок плоским индуктором. Для предотвращения деформации тонкостенных элементов в процессе сварки внутрь трубы 1 вставляют металлическую оправку, удаляемую после сварки.
Действие импульсного магнитного поля на метаемый элемент зависит главным образом от длины и числа витков индуктора, напряжения разряда, емкости батареи конденсаторов, энергии разряда, индуктивности и активного сопротивления разрядного контура, площади внутренней поверхности индуктора в поперечном сечении.
Целесообразно применение этого способа для получения всевозможных соединений трубчатых деталей между собой и с другими деталями, а также плоских деталей по наружному и внутреннему контуру. Магнитно-импульсным способом можно сваривать практически любые материалы в однородном и разнородном сочетаниях. Диапазон толщин метаемых деталей составляет 0,5—2,5 мм.
Одна из основных проблем расширения области применения магнитно-импульсной сварки - получение сильных импульсных магнитных полей при высокой стойкости индуктора. Для разрешения этой проблемы необходимо создание новых и совершенствование существующих конструкций индукторов, применение высокопрочных материалов как для токопроводов, так и для элементов механического усиления, разработка новых схем магнитно-импульсных установок.
Источник:
svarkainfo.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Магнитно-импульсная обработка металлов основывается на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными в стенках обрабатываемой детали при пересечении их силовыми магнитными линиями импульсного магнитного поля, и самим магнитным потоком. При этом электрическая энергия непосредственно преобразуется в механическую, и импульс давления магнитного поля действует непосредственно на заготовку без участия какой-либо передающей среды.
[~PREVIEW_TEXT] => Магнитно-импульсная обработка металлов основывается на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными в стенках обрабатываемой детали при пересечении их силовыми магнитными линиями импульсного магнитного поля, и самим магнитным потоком. При этом электрическая энергия непосредственно преобразуется в механическую, и импульс давления магнитного поля действует непосредственно на заготовку без участия какой-либо передающей среды.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 26.11.2018 08:46:40
[~TIMESTAMP_X] => 26.11.2018 08:46:40
[ACTIVE_FROM] => 16.01.2017
[~ACTIVE_FROM] => 16.01.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/42113/
[~DETAIL_PAGE_URL] => /news/115/42113/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => magnitno_impulsnaya_svarka
[~CODE] => magnitno_impulsnaya_svarka
[EXTERNAL_ID] => 42113
[~EXTERNAL_ID] => 42113
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 16.01.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Магнитно-импульсная сварка
[SECTION_META_KEYWORDS] => магнитно-импульсная сварка
[SECTION_META_DESCRIPTION] => Магнитно-импульсная обработка металлов основывается на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными в стенках обрабатываемой детали при пересечении их силовыми магнитными линиями импульсного магнитного поля, и самим магнитным потоком. При этом электрическая энергия непосредственно преобразуется в механическую, и импульс давления магнитного поля действует непосредственно на заготовку без участия какой-либо передающей среды.
[SECTION_PAGE_TITLE] => Магнитно-импульсная сварка
[ELEMENT_META_TITLE] => Магнитно-импульсная сварка
[ELEMENT_META_KEYWORDS] => магнитно-импульсная сварка
[ELEMENT_META_DESCRIPTION] => Магнитно-импульсная обработка металлов основывается на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными в стенках обрабатываемой детали при пересечении их силовыми магнитными линиями импульсного магнитного поля, и самим магнитным потоком. При этом электрическая энергия непосредственно преобразуется в механическую, и импульс давления магнитного поля действует непосредственно на заготовку без участия какой-либо передающей среды.
[ELEMENT_PAGE_TITLE] => Магнитно-импульсная сварка
[SECTION_PICTURE_FILE_ALT] => Магнитно-импульсная сварка
[SECTION_PICTURE_FILE_TITLE] => Магнитно-импульсная сварка
[SECTION_DETAIL_PICTURE_FILE_ALT] => Магнитно-импульсная сварка
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Магнитно-импульсная сварка
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Магнитно-импульсная сварка
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Магнитно-импульсная сварка
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Магнитно-импульсная сварка
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Магнитно-импульсная сварка
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Магнитно-импульсная сварка16.01.2017
Магнитно-импульсная обработка металлов основывается на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными в стенках обрабатываемой детали при пересечении их силовыми магнитными линиями импульсного магнитного поля, и самим магнитным потоком. При этом электрическая энергия непосредственно преобразуется в механическую, и импульс давления магнитного поля действует непосредственно на заготовку без участия какой-либо передающей среды.
В установку для магнитно-импульсной сварки входят: зарядное устройство 1, состоящее из высоковольтного трансформатора и выпрямителя; коммутирующее устройство 3, включающееся при подаче поджигающего импульса на вспомогательный электрод и вызывающее разряд батареи высоковольтных конденсаторов 2 на индуктор 4. Свариваемые детали 5 и 6 устанавливают внахлестку под углом а одна к другой с зазором б между ними. Индуктор 4 устанавливают на поверхности, противоположной свариваемой. Для предотвращения перемещения при сварке деталь 6 жестко закрепляют в опоре 7. Закрепление детали 5 должно обеспечить перемещение ее свариваемого конца в направлении детали 6.
При разрядке батареи конденсаторов в зазоре между индуктором и заготовкой возникает сильное магнитное поле, индуктирующее в этой заготовке ток. Взаимодействие тока индуктора с индуктированным током в заготовке приводит к возникновению сил отталкивания между индуктором 4 и деталью 5, вследствие чего деталь 5 с большой скоростью перемещается от индуктора в направлении неподвижной детали 6. При соударении в зоне контакта развиваются высокие давления и образуется сварное соединение.
При магнитно-импульсной сварке давление на метаемый элемент передается мгновенно (со скоростью распространения магнитного поля), и движение сообщается не отдельным участкам, как при сварке взрывом, а всей метаемой детали. Для обеспечения последовательного перемещения зоны контакта при сварке детали устанавливают свариваемыми поверхностями под углом одна к другой, метаемую деталь перед сваркой обрабатывают «на ус». Соединение, как и при сварке взрывом, образуется в результате косого соударения свариваемых поверхностей. При этом создаются условия для очистки свариваемых поверхностей от оксидов и загрязнений кумулятивной струей и для интенсивной пластической деформации поверхностей металла с образованием между ними металлических связей.
Формирование сварного соединения возможно и между параллельно расположенными поверхностями. При этом вследствие рассеяния магнитного поля на концах индуктора распределение давления вдоль образующей метаемого элемента неравномерное — меньше по концам и больше в средней части. При таком нагружении первоначально прямолинейный метаемый элемент, перемещаясь к моменту встречи с неподвижной деталью, становится выпуклым, и плоское соударение переходит в косое, распространяющееся в общем случае в двух противоположных направлениях от зоны начального контакта.
Существуют три основные схемы магнитно-импульсной сварки: обжатием трубчатых заготовок с применением индуктора, охватывающего заготовку; раздачей трубчатых заготовок с применением индуктора, помещенного внутрь заготовки; деформированием листовых заготовок плоским индуктором. Для предотвращения деформации тонкостенных элементов в процессе сварки внутрь трубы 1 вставляют металлическую оправку, удаляемую после сварки.
Действие импульсного магнитного поля на метаемый элемент зависит главным образом от длины и числа витков индуктора, напряжения разряда, емкости батареи конденсаторов, энергии разряда, индуктивности и активного сопротивления разрядного контура, площади внутренней поверхности индуктора в поперечном сечении.
Целесообразно применение этого способа для получения всевозможных соединений трубчатых деталей между собой и с другими деталями, а также плоских деталей по наружному и внутреннему контуру. Магнитно-импульсным способом можно сваривать практически любые материалы в однородном и разнородном сочетаниях. Диапазон толщин метаемых деталей составляет 0,5—2,5 мм.
Одна из основных проблем расширения области применения магнитно-импульсной сварки — получение сильных импульсных магнитных полей при высокой стойкости индуктора. Для разрешения этой проблемы необходимо создание новых и совершенствование существующих конструкций индукторов, применение высокопрочных материалов как для токопроводов, так и для элементов механического усиления, разработка новых схем магнитно-импульсных установок.
Источник: svarkainfo.ru
Просмотров: 789
Физическая сущность магнитно-импульсной сварки | Инструмент, проверенный временем
Магнитно-импульсная сварка металлов (МИС) — это разновидность сварки, при которой для контактирования и сварки используют взаимодействие внешних мощных импульсных магнитных полей индуктора с магнитным полем свариваемой детали. Магнитное поле в детали наводится индуктором в момент разряда импульсной высоковольтной конденсаторной батареи (рис. 13.1).
Способ МИС впервые запатентован в США в 1964 г. Ф. Брауэром. По этому способу зону сварки герметизируют и создают в ней нейтральную атмосферу. Предварительно детали нагревают с помощью индуктора от генератора токов высокой частоты, затем на этот же индуктор подается импульс тока от магнитно-импульсной конденсаторной установки. Взаимодействие магнитных полей индуктора и метаемой детали создает между ними усилия отталкивания. Подвижная деталь метается на неподвижную и происходит их сварка.
По способу, разработанному Д. Н. Лысенко, В. В. Ермолаевым и А. А.Дудиным, сварку производят на воздухе без предварительного нагрева, а метаемую деталь располагают под углом а0 к неподвижной. Используется плоский и кольцевые индукторы.
2 3 4 5 6 Рис. 13.1. Принципиальная схема магнитно-импульсной сварки: / — неподвижная деталь; 2 — метаемая деталь; 3 — индуктор; 4 — коммутирующее устройство; 5 — батареи конденсаторов; 6 — зарядное устройство; 7 — опора; ско — установочный угол; 8 — установочный зазор |
В основе МИС лежит использование сил электромеханического взаимодействия между индуцированным магнитным полем детали и импульсным магнитным полем индуктора. При этом электрическая энергия через импульс магнитного поля без участия какой-либо передающей среды преобразуется в механическую силу давления. Давление магнитного поля характеризуется плотностью энергии:
р = 0,5 ВН,
где В — индукция магнитного поля, В = Нц; Н — напряженность магнитного поля; ц — магнитная проницаемость среды.
При магнитно-импульсной обработке, когда значения В на порядок выше индукции насыщения ферромагнитных материалов, ц следует заменить на Цо — магнитную постоянную.
Отсюда р = 0,5jIqFP, или р — К2р-, или р = K2U2CL~K Здесь К2 — коэффициент, учитывающий соотношение геометрических параметров системы индуктор—деталь; / — разрядный ток в индукторе; U и С — напряжение и емкость батареи конденсаторов; L — индуктивность разрядного контура.
При МИС, как и при сварке взрывом, независимо от начального расположения поверхностей свариваемых деталей, их соударение во время сварки происходит под углом. Это создает при достаточной скорости удара локальную зону контакта по линии (ситуация наката), на которой давление в десятки раз превышает предел пластичности материала, в результате чего он приобретает свойства несжимаемой жидкости. При этом происходит выброс оксидных пленок и других загрязнений со свариваемых поверхностей под воздействием кумулятивной струи. Это создает условия для активации поверхностей и их совместной пластической деформации с образованием металлических связей.
ОБЛАСТИ ПРИМЕНЕНИЯ МАГНИТНО-ИМПУЛЬСНОЙ СВАРКИ (Обзор)
4(13) Молодой исследователь Дона
УДК621.791 АНАЛИЗ ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ СВАРОЧНЫХ РОБОТОВ ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ, СОДЕРЖАЩИХ СОЕДИНЕНИЯ «ТРУБА- ТОНКИЙ ЛИСТ» Грицына А. Н., Матвеев А. А. Донской государственный технический университет,
ПодробнееВЫСОКОКАЧЕСТВЕННОЕ МАШИНОСТРОЕНИЕ
ВЫСОКОКАЧЕСТВЕННОЕ МАШИНОСТРОЕНИЕ ПРОИЗВОДСТВЕННОЕ ПРЕДПРИЯТИЕ ООО «СОЮЗ-СПЕЦТЕХНИКА» Производство сельскохозяйственной техники, ангарных конструкций ООО «Союз- Спецтехника» Технологии машиностроения ООО
ПодробнееAbstract. Final qualifying work 109 villages, 19 figures, 32 sources, 21 table, 13 sheets of graphic material.
Реферат Выпускная квалификационная работа 109 станиц, 19 рисунков, 32 источника, 21 таблица, 13 листов графического материала. Ключевые слова: сварка, методы сварки, трубопровод, технологическая карта,
ПодробнееТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Курганский государственный университет» Кафедра
ПодробнееАвтоматизация сварочного производства
www.rutector.ru Автоматизация сварочного производства оборудование и решения Роботизированные сварочные комплексы Роботизированные сварочные комплексы это системы, обладающие максимально возможной функциональностью
Подробнее56-57 CORVETTE $10,995.00
56-57 CORVETTE $10,995.00 Изготовлен из стеклопакетного ламината ; Слои стекловолокна покрыты высокопрочным гелем внутри и снаружи, что обеспечивает высокую прочность и высокое качество изделия. Все области
ПодробнееПредседатель ПЦК 20 г.
Областное государственное профессиональное образовательное бюджетное учреждение «Политехнический техникум» Утверждено на заседании ПЦК Утверждено зам.директора по УПР (протокол от ) Е.А.Астафьева Председатель
Подробнее2.Формулирование цели проектирования
Реферат Выпускная квалификационная работа 134 с., 14 рисунков, 18таблиц, 31 источник, 1 приложение, 23 л. графического материала. Ключевые слова: сварка, методы сварки, трубопровод, технологическая карта,
ПодробнееС НАМИ МЕТАЛЛ ОБРЕТАЕТ ФОРМУ ФЕРМСПЛАВ
С НАМИ МЕТАЛЛ ОБРЕТАЕТ ФОРМУ ФЕРМСПЛАВ О КОМПАНИИ Компания «Фермсплав» специализируется на производстве металлоконструкций и оказании полного спектра услуг по высококачественной обработке металла. «Фермсплав»
ПодробнееЩетинин СВ., Щетинина В.И., Сергиенко Ю.В., Федун В.И., Будыка А.В., Велик А.Г. ПОВЫШЕНИЕ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ
УДК 621.791.753.042 Щетинин СВ., Щетинина В.И., Сергиенко Ю.В., Федун В.И., Будыка А.В., Велик А.Г. ПОВЫШЕНИЕ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ Основными деталями металлургического оборудования
ПодробнееОсновные планируемые результаты проекта
Аннотация проекта (ПНИЭР), выполняемого в рамках ФЦП «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2014 2020 годы» Номер Соглашения о предоставлении
ПодробнееУлучшение и мониторинг процесса магнитно-импульсной сварки между разнородными металлами
Zhang Y, Babu SS, Prothe C, Blakely M, Kwasegroch J, LaHa M, Daehn GS (2010) Применение высокоскоростной ударной сварки различной длины напольные весы. J Mater Process Technol. https://doi.org/10.1016/j.jmatprotec.2010.01.001
Philipchuk V, Scituate N, Roy LF (1962) Сварка взрывом (патент США 3024526)
Vivek A, Hansen SR, Liu BC, Daehn GS (2013) Привод из испаряющейся фольги: инструмент для сварки столкновением.J Mater Process Technol 213 (12): 2304–2311. https://doi.org/10.1016/j.jmatprotec.2013.07.006
Ван Х, Вивек А., Ван И, Табер Г., Даэн Г.С. (2016) Применение лазерной ударной сварки при соединении алюминия с титаном. J Laser Appl 28 (3): 32002. https://doi.org/10.2351/1.4946887
CAS Статья Google Scholar
Psyk V, Scheffler C, Drossel WG, Kolchuzhin V, Mehner J, Faes K, Zaitov O, van Bossche Ad, Bozalakov D (2014) Передовая конструкция катушки для электромагнитной импульсной технологии — отчет о методологии катушки дизайн.Ergebnisse des Vorhabens der Industriellen Gemeinschaftsforschung (IGF) gefördert über die Arbeitsgemeinschaft Industrieller Forschungsvereinigungen e.V. EFB-Forschungsbericht, Bd 397. Europ. Forschungsges. für Blechverarbeitung, Hannover
Bellmann J, Lueg-Althoff J, Schulze S, Gies S, Beyer E, Tekkaya AE (2017) Измерение условий столкновения в процессах магнитно-импульсной сварки. Журнал физических наук и приложений 7 (4): 1–10. DOI: https: //doi.org/10.17265/2159-5348/2017.04.001
Карпентер Ш., Виттманн Р.Х. (1975) Сварка взрывом. Annu Rev Mater Sci 5: 177–199
CAS Статья Google Scholar
Кук-Леландаис Дж.П., Феррейра С., Аврийо Дж., Мазар Дж., Рауффет Б. (2014) Магнитно-импульсная сварка: сварочные окна и моделирование высокоскоростного удара. Ха Х, Теккая А.Е. (ред.) ICHSF2014. Материалы 6-й Международной конференции по высокоскоростному формованию, 26-29 мая 2014 г., Тэджон, Корея, стр. 199–206
Jäger A, Tekkaya AE (2012) Онлайн-измерение радиального смещения заготовки при электромагнитном формовании после горячего прессования алюминия. In: Tekkaya AE, Daehn GS, Kleiner M (Hrsg) ICHSF 2012. Труды 5-й международной конференции по высокоскоростной формовке, S 13–22
Кук-Леландайс Дж. П., Феррейра С., Авриллауд Дж., Мазар Дж. , Rauffet B (2014) Магнитно-импульсная сварка: сварочные окна и моделирование высокоскоростного удара. В: Huh H, Tekkaya AE (Hrsg) ICHSF2014.Труды 6-й международной конференции по высокоскоростной штамповке, S 199–206
Bellmann J, Lueg-Althoff J, Schulze S, Hahn M, Gies S, Beyer E, Tekkaya AE (2019) Тепловые эффекты в разных магнитно-импульсная сварка. Металлы 9 (3): 348. https://doi.org/10.3390/met
CAS Статья Google Scholar
Беме М., Шарафиев С., Шумахер Э., Бём С., Вагнер М.Ф.Х. (2019) О микроструктуре и происхождении межметаллических фазовых швов при магнитно-импульсной сварке алюминия и стали.Mater Werkst 50: 958–964. https://doi.org/10.1002/mawe.201
4
CAS Статья Google Scholar
Захаренко И.Д., Соболенко Т.М. (1971) Тепловые эффекты в зоне сварного шва при сварке взрывом. Ударные волны Combust Explos 7 (3): 373–375. https://doi.org/10.1007/BF00742828
Статья Google Scholar
Батаев И.А., Лазуренко Д.В., Танака С., Хокамото К., Батаев А.А., Го Й., Хорхе А.М. (2017) Высокие скорости охлаждения и метастабильные фазы на границах раздела материалов, сваренных взрывом.Acta Mater 135: 277–289. https://doi.org/10.1016/j.actamat.2017.06.038
CAS Статья Google Scholar
Дерибас А.А., Захаренко И.Д. (1974) Поверхностные эффекты при косых столкновениях металлических пластин. Перевод из Физики Горения И. Взыва (Том 10 № 3): 409–421
Pabst C, Groche P (2018) Идентификация параметров процесса при электромагнитной импульсной сварке и их использование для расширения рабочего окна.Int J Mater Mech Manuf 6 (1): 69–73
Google Scholar
Koschlig M, Veehmayer M, Raabe D (2008) Производство соединений стали и легких металлов с металлической взрывоопасной оболочкой. В: Kleiner M, Tekkaya AE (Hrsg) ICHSF2008. Материалы 3-й международной конференции по высокоскоростной штамповке, S 23–32
Беллманн Дж., Уебершер Ф., Люг-Альтхофф Дж., Шульце С., Хан М., Бейер Э., Теккая А.Е. (2019) Эффект формования поведение на ударной вспышке при магнитно-импульсной сварке труб.В: Korkolis YP, Kinsey BL, Knezevic M, Padhye N (Hrsg) Proceedings of NUMIFORM 2019. The Minerals, Metals & Materials Society (TMS), Pittsburgh, PA, USA, S 651–654
Bellmann J , Lueg-Althoff J, Niessen B, Böhme M, Schumacher E, Beyer E, Leyens C, Tekkaya AE, Groche P, Wagner MF-X, Böhm S (2020) Выбрасывание частиц струей и связанные с этим эффекты в процессах ударной сварки. Металлы 10 (8). https://doi.org/10.3390/met10081108
Гош П., Патра С., Чаттерджи С., Шом М. (2018) Оценка микроструктуры плоских листов углеродистой стали, сваренных магнитно-импульсной сваркой.J Mater Process Technol 254: 25–37. https://doi.org/10.1016/j.jmatprotec.2017.11.012
CAS Статья Google Scholar
Беллманн Дж., Люг-Альтхофф Дж., Шульце С., Гис С., Бейер Е., Теккая А. Е. (2016) Технологии измерения и анализа для магнитно-импульсной сварки. Установленные методы и новые стратегии. Adv Manuf (4): 322–339. https://doi.org/10.1007/s40436-016-0162-5
Bellmann J (2016) Verfahren und Vorrichtung zur Prozessüberwachung bei einer mittels Kollisionsschweißen gebildeten Schweißnaht, патент Германии под номером 758 DE 10 2016 217 В3
Bellmann J (2019) Способ и устройство для контроля процесса сварного шва, образованного методом столкновительной сварки US 2019/0202009 A1
Bellmann J, Lueg-Althoff J, Schulze S, Gies S, Beyer E , Теккая А.Е. (2018) Определение параметров для магнитно-импульсной сварки. Key Eng Mater 767: 431–438. https://doi.org/10.4028/www.scientific.net/KEM.767.431
Статья Google Scholar
Беллманн Дж., Бейер Э., Люг-Альтхофф Дж., Гис С., Теккая А.Э., Шеттлер С., Шульце С. (2017) Целенаправленное формирование сварного шва и снижение энергии при магнитно-импульсной сварке (MPW).Biuletyn Instytutu Spawalnictwa 2017 (5): 91–102. https://doi.org/10.17729/ebis.2017.5/10
Статья Google Scholar
Bellmann J, Lueg-Althoff J, Schulze S, Gies S, Beyer E, Tekkaya AE (2018) Влияние реактивных прослоек при магнитно-импульсной сварке. In: Daehn GS, Tekkaya AE (eds) Proceedings of 8th International Conference on High Speed Forming, 13-16 мая 2018, Колумбус, Огайо, США
Ma E, Thompson CV, Clevenger LA, Tu KN ( 1990) Самораспространяющиеся взрывные реакции в многослойных тонких пленках Al / Ni.Appl Phys Lett 57 (12): 1262–1264. https://doi.org/10.1063/1.103504
CAS Статья Google Scholar
Беллманн Дж., Люг-Альтхофф Дж., Шульце С., Хан М., Гис С., Бейер Э., Теккая А.Е. (2019) Влияние толщины стенки на характеристики формования и результат сварки во время магнитно-импульсной сварки. Mater Werkst 212: 150. https://doi.org/10.1002/mawe.201
Статья Google Scholar
Seeberger (2016) Лист данных AlMgSi (EN AW-6060). http: // wwwseebergernet / _assets / pdf / werkstoffe / aluminium / de / AlMgSipdf Zugegriffen: 18 февраля 2020 г.
Seeberger Datasheet 3.0255 (EN AW-1050A). https://seeberger.net/_assets/pdf/werkstoffe/aluminium/de/3.0255.pdf. Цугегрифен: 23 января 2020 г.
Metalcenter Group (2020) Технический паспорт EN Cu-ETP / CW004A. https: // wwwmetalcentergroupcom / media / 4293 / etp-cw004apdf Zugegriffen: 03. Juli 2020
Günther, Schramm (2020) Лист данных C45 (1.0503). https://www.gs-stahl.de/images/C45.pdf. Цугегрифен: 18 февраля 2020 г.
Deutsche Edelstahlwerke (2015) Werkstoffdatenblatt X6CrNiTi18–10 1.4541. https://www.dew-stahl.com/fileadmin/files/dew-stahl.com/documents/Publikationen/Werkstoffdatenblaetter/RSH/1.4541_de.pdf. Zugegriffen: 03. Juli 2020
Faes K (2011) Сварка труб. Бельгийский институт сварки https: // wwwbil-ibsbe / sites / default / files / publicaties / andere / tube_welding _-_ rev_7pdf Zugegriffen: 28.Январь 2020
Lueg-Althoff J, Bellmann J, Gies S, Schulze S, Tekkaya AE, Beyer E (2016) Магнитно-импульсная сварка труб: обеспечение стабильности внутреннего диаметра. In: Otero V (ed) Euro-Asian Pulsed Power Conference & Conference on High Power Particle Beam 2016 — Proceedings, 18-22 сентября 2016, Эшторил, Португалия
Faes K, Waele D (2019) Electromagnetic Pulse сварка трубных изделий. Влияние параметров процесса и геометрии заготовки на характеристики соединения и исследование подходящих опорных систем для целевой трубы.Металлы 9 (5): 514. https://doi.org/10.3390/met
14
CAS Статья Google Scholar
Bellmann J, Kirchhoff G, Lueg-Althoff J, Schulze S, Gies S, Beyer E, Tekkaya AE (2016) Магнитно-импульсная сварка: соединение за микросекунды — высокая прочность навсегда. В: Американское общество сварки и Японское общество сварки (ред.) Труды 10-й Международной конференции по тенденциям в исследованиях в области сварки и 9-го Международного симпозиума по сварке Японского общества сварки, 11-14 октября 2016 г., Токио, Япония, стр.91–94
Люг-Альтхофф Дж., Беллманн Дж., Гис С., Шульце С., Теккая А.Е., Бейер Э. (2018) Влияние кинетики флаера на магнитно-импульсную сварку труб. J Mater Process Technol 262: 189–203. https://doi.org/10.1016/j.jmatprotec.2018.06.005
CAS Статья Google Scholar
Уникальные преимущества магнитно-импульсной сварки
Сварка — это процесс изготовления, который используется для соединения двух или более деталей.Обычно это выполняется с помощью устройства, известного как сварочный аппарат, которое нагревает соответствующие заготовки, тем самым сплавляя их вместе на поверхности. Однако магнитно-импульсная сварка использует другой механизм для соединения деталей. Вместо тепла он использует магнетизм. Это уникальный процесс сварки, который при правильном выполнении дает несколько уникальных преимуществ.
Как работает магнитно-импульсная сварка
Возникшая в 1970-х годах, магнитно-импульсная сварка представляет собой процесс сварки в твердом состоянии, в котором используются свойства магнетизма для соединения двух или более деталей.Он предполагает использование специализированной сварочной установки, которая производит короткие импульсы электромагнетизма с помощью конденсаторов. Электромагнитные импульсы создают магнитное поле, которое заставляет детали врезаться друг в друга на скоростях, превышающих 1100 миль в час.
Преимущества магнитно-импульсной сварки
Поскольку магнитно-импульсная сварка использует электромагнитные импульсы для соединения деталей, она не создает зон термического влияния. Большинство других сварочных процессов, конечно, создают слабые места на участках деталей, где они нагреваются.Известные как зоны термического влияния, они обычно более слабые и более хрупкие, чем другие участки деталей. Однако при магнитно-импульсной сварке нагревание не происходит, поэтому детали остаются без зон термического влияния.
Магнитно-импульсная сварка — это процесс сварки без коррозии. Другие типы сварочных процессов оставляют после себя загрязнения, в том числе влагу, которые могут привести к коррозии. Это может произойти не сразу, но детали, соединенные с другими сварочными процессами, часто страдают от коррозии.К счастью, магнитно-импульсная сварка не страдает этой проблемой. Это процесс сварки без коррозии, который защищает соединяемые детали.
Нет необходимости в присадочных материалах при магнитно-импульсной сварке. Обычно для сварки деталей используется присадочный материал. По мере нагрева заготовки соединяются с присадочным материалом. Магнитно-импульсная сварка, однако, не требует использования ни сердцевины, ни присадочного материала. Вместо этого он полностью полагается на электромагнетизм для соединения деталей.
Магнитно-импульсная сварка хорошо подходит для крупносерийного производства.Согласно Википедии, он способен выполнять до 5 миллионов сварочных работ в год.
Также работает не то, что магнитно-импульсная сварка безопасна и нетоксична. При других сварочных процессах в качестве побочного продукта могут выделяться токсичные газы, что требует от рабочих носить респираторы или другие средства защиты. Однако при магнитно-импульсной сварке не образуются газы или пары. Это экологически чистый процесс сварки, безопасный для рабочих.
Электромагнитная импульсная сварка | Бельгийский институт сварки npo
Принцип работы
Основной принцип показан на рисунке ниже.Заготовки помещаются внутрь катушки. Большое количество энергии сжимается и разряжается за чрезвычайно короткий период времени. Некоторые системы могут разряжать до 2 миллионов ампер всего за 100 микросекунд. В катушке течет большая энергия, а разряд электрической энергии вызывает так называемые «вихревые токи» во внешней заготовке. Оба тока (в катушке и во внешней детали) индуцируют магнитные поля, которые противоположны друг другу. Силы реакции между противостоящими магнитными полями вынуждают внешнюю часть к внутренней части с высокой скоростью, чтобы вызвать сварку.Скорость удара более 1000 км / ч. Это приводит к необратимой деформации без отскока заготовки.
Фактический процесс длится не более 100 микросекунд. Никакой защитной атмосферы, наполнителей или других вспомогательных материалов не требуется. Магнитно-импульсная сварка — это «холодная» сварка, материал не нагревается выше 30 ° C. Благодаря этому не создается зона термического влияния, и металл не разрушается. Сварной шов становится самой прочной частью сборки.
Не требуются защитные газы, присадочные материалы или другие вспомогательные материалы. Процесс магнитно-импульсной сварки также является процессом «холодной» сварки, тепловыделение очень ограничено. Это не создаст зоны термического влияния, а свойства материала в зоне сварного шва не изменятся. Отсутствие нагрева во время цикла сварки позволяет соединять материалы с сильно различающейся температурой плавления. Это, например, возможно соединение алюминия с медью, алюминия со сталью или медью с латунью.Микроскопическое изображение поперечного сечения сварного шва показывает много общего с изображением сварного взрывом соединения.
Соединение медных и алюминиевых трубок
Переход медно-латунного шва
Оборудование
Оборудование для магнитно-импульсной сварки состоит из следующих компонентов:
- трансформатор высоковольтный,
- емкостей, в которых хранится электрическая энергия,
- катушка для сварки,
- — обмотка трансформатора, с помощью которой можно регулировать частоту и амплитуду разряда электрического тока.
BWI имеет тестовую установку, которая позволяет исследовать применимость процесса для определенных приложений. Максимальная энергия сварочного аппарата составляет 50 кДж при зарядном напряжении 25 кВ. На следующем рисунке показана катушка в сочетании с формирователем поля.
Преимущества и ограничения процесса магнитно-импульсной сварки
- Сварной шов прочнее самого слабого основного материала: при испытании материала трещина появляется за пределами области сварного шва.
- Защитная атмосфера, наполнители или другие вспомогательные материалы не требуются.
- Магнитно-импульсная сварка — это процесс «холодной» сварки, детали не нагреваются. Таким образом, не создается зона термического влияния и не происходит потери свойств материала. Это также означает, что свариваемые детали можно разжать сразу после сварки и сразу же обработать.
- Высокая скорость производства, иногда до 10 штук в минуту.
- Это экологически чистый процесс сварки, так как не образуются тепло, излучение, газ или сварочный дым.
Условием для магнитно-импульсной сварки является то, что деформируемый материал должен обладать хорошей электропроводностью. Если это не так, энергия, необходимая для деформации или сварки материала, увеличивается. Другое условие состоит в том, что соединяемые поверхности должны располагаться в перекрытии.
Материалы
Этот процесс можно использовать для соединения цилиндрических или плоских заготовок внахлест. Отсутствие нагрева во время цикла сварки позволяет соединять разнородные материалы.До сих пор было исследовано небольшое количество комбинаций материалов. Магнитно-импульсная сварка успешно применяется при сварке алюминия со сталью. Также успешно сваривались другие разнородные и похожие металлы (см. Таблицу ниже).
Этот метод соединения можно адаптировать к широкому спектру электропроводных материалов. Менее проводящие материалы требуют более высокой энергии. Поперечное сечение сварного шва во многом похоже на поперечное сечение шва взрывом.
Возможные комбинации материалов:
- алюминий в алюминий
- алюминий в медь
- алюминий в магний
- алюминий в титан
- медь в медь
- медь к стали
- из меди в бронзу
- никель в титан
- никель в никель
- сталь к стали
Соединение разнородных материалов
Можно найти применение для соединения материалов, которые трудно соединить с помощью традиционных методов сварки.Например, медь и алюминий — это материалы, которые обычно соединяются пайкой или пайкой, но эти процессы трудозатратны и поэтому дороги. Другие секторы, которые рассматривают использование процесса для своих приложений, — это аэрокосмическая и ядерная промышленность, где используются очень специфические термостойкие материалы.
Другие области применения — медные трубы в холодильных системах, которые можно сваривать с помощью этой технологии.
Алюминий-медь и алюминий-сталь (Источник: BWI & SLV München
Сварочный процесс особенно подходит для производства нишевых продуктов или больших серий.Например, компоненты для кондиционирования воздуха, где необходимо соединять медные трубы с фланцами из нержавеющей стали. В настоящее время эти стыки все еще нуждаются в пайке. Другие возможные применения — это сосуды под давлением для систем кондиционирования воздуха в легковых автомобилях или топливные фильтры. На следующем рисунке показан сосуд высокого давления, сваренный электромагнитной импульсной сваркой, состоящий из алюминиевой трубы и двух алюминиевых наконечников. Сварные швы в этом сосуде защищены от гелия и выдерживают очень высокое давление систем кондиционирования воздуха.
Сосуд высокого давления, сваренный с помощью электромагнитной импульсной сварки, для систем кондиционирования воздуха (Источник: PSTProducts)
Алюминий-нержавеющая сталь (Источник: BMax)
Магнитно-импульсная сварка в сравнении со сваркой MIG / MAG (компоненты систем кондиционирования воздуха)
Вал карданный, сваренный импульсной магнитной сваркой (соединение алюминия и стали)
(Источник: PSTproducts)
Открытие новой технологии для сварки токопроводящих материалов
Объект
Инженерыоткрывают для себя множество применений нового процесса твердотельной сварки, известного как магнитно-импульсная сварка (MPW).MPW теоретизировался и тестировался на протяжении десятилетий, но только недавно производители узнали о возможностях использования системы MPW на своих линиях.
Как работает MPW
В MPW огромное количество энергии сжимается и разряжается за чрезвычайно короткий период времени. Например, некоторые системы могут разрядить до 2 миллионов ампер менее чем за 100 микросекунд. Это приводит к тому, что большое количество энергии разряжается так быстро, что фактические затраты энергии очень низкие.Электронная система основана на емкостной мощности, однако, поскольку эффект настолько быстр, нагрев металла незначителен.
Разрядный ток проходит через катушку, окружающую свариваемые трубы. Катушка наматывается на детали, но не контактирует с ними. Сильный ток в катушке генерирует вихревой ток во внешней трубке, который сжимает внешнюю трубку и приваривает ее к внутренней трубке.
Оба тока создают очень сильные магнитные поля, но в противоположных направлениях, поэтому магнитные поля отталкиваются друг от друга.Поскольку катушка более прочная, чем внешняя труба, внешняя труба отодвигается от катушки с большой скоростью. Скорость аналогична скорости сварки взрывом, как и структура поверхности раздела материалов.
Фактический процесс длится менее 100 микросекунд. Скорость производства может быть изменена от 2 до 10 секунд. Для сварки не требуются газы, наполнители, флюсы или другие материалы. Для работы процесса необходим зазор между деталями, поэтому жесткие допуски не являются проблемой.
MPW — это холодный процесс, при котором металл нагревается не более чем до 30 градусов Цельсия. Следовательно, не создается зона термического влияния (HAZ), и металл не разрушается. Сварной шов становится самой прочной частью сборки.
Что можно сваривать с помощью MPW
MPW может работать с любым проводящим материалом. Чем более проводящая деталь, тем меньше энергии требуется для получения сварного шва. Легче всего сваривать алюминий и медь — их можно сваривать практически с чем угодно.
MPW успешно сваривает алюминий со сталью.Среди других разнородных и подобных металлов, которые были успешно сваривались, среди многих других:
- Алюминий с алюминием.
- Алюминий на медь.
- Алюминий на магний.
- Алюминий на титан.
- Медь с медью.
- Медь к стали.
- От меди до латуни.
- Никель на титан.
- Никель в никель.
- Сталь к стали.
Магнитно-импульсная технология также может использоваться для соединения или обжима деталей, которые не обязательно требуют металлургического соединения, например, металла с неметаллической деталью.Он может создавать механический замок на керамике, полимерах, резине и композитах, поэтому нет необходимости в клеях, герметиках и механических зажимах. С помощью этого процесса детали в основном оборачиваются в термоусадочную пленку.
Отраслевые приложения
Одно из естественных применений MPW — это замена пайки. В индустрии бытовой техники растет спрос на альтернативный метод традиционной пайки, который снижает вероятность коррозии. MPW снижает риск коррозии, ограничивая взаимодействие металлов только двумя свариваемыми металлами.
После небольшого изменения конструкции детали многие компоненты, которые ранее подвергались сварке трением, можно сваривать с помощью MPW. Во многих случаях это позволяет использовать экструдированные трубы, а не стержни, которые необходимо подвергнуть механической обработке.
Другие области применения можно найти в автомобильной промышленности, начиная от сварки больших гидроформованных труб до изготовления рам автомобилей и соединения клапанов малого диаметра. Другие области применения включают соединение кабелей и трубок кондиционирования воздуха, нанесение покрытий на выхлопные системы, сварку трубок автомобильных сидений и закрытие масляных фильтров.
Текущие ограничения
Максимально допустимая нагрузка на массу ограничена трубчатой геометрией и соединениями внахлест. Из-за особенностей технологического процесса невозможно выполнить стыковой шов с помощью MPW. Однако на некоторых деталях соединение внахлестку можно изменить так, чтобы оно было внахлестку, или даже частично или под углом внахлестку.
Наибольший на сегодняшний день размер трубы, успешно свариваемой MPW, составляет 5 дюймов в диаметре, хотя это не теоретическое ограничение. Просто не существовало спроса на использование процесса на больших диаметрах, поэтому минимальные усилия были затрачены на разработку возможностей большего размера.
Точно так же плоские или другие геометрические формы еще не пробовали. Трубчатая форма имеет самую простую геометрию как с точки зрения энергопотребления, так и с точки зрения конструкции змеевика. Пока перемещаемая трубчатая часть закрыта (например, прямоугольная трубка), катушка будет генерировать сильный вихревой ток. Трубка с прорезью не будет иметь необходимой проводимости и, следовательно, не будет реагировать должным образом.
Кроме того, трубчатые змеевики являются наиболее мощными и энергоэффективными. Тем не менее, продолжаются разработки по использованию MPW с другими геометрическими формами.
Соображения при проектировании
При проектировании соединений для MPW необходимо учитывать несколько основных принципов:
- Зазор — в процессе требуется в среднем 1-миллиметровый зазор между поверхностями труб для достижения успешной сварки. Причина в том, что металлу нужно время, чтобы достичь предельной скорости при ударе. Если металлы расположены слишком близко, можно добиться хорошего обжима, но не сварного шва.
- Перекрытие — Как правило, для получения сварного шва требуется как минимум в два-три раза больше толщины внешнего материала.Чем больше места и перекрытия доступно для MPW, тем это проще.
- Подготовка поверхности — для MPW достаточно стандартной очистки для сопоставимых процессов сварки или пайки. Скорость волны, которую создает MPW, на самом деле разрушает слои легкого оксида и выталкивает любую грязь из области сварного шва.
- Доступ — в зоне стыка обычно требуется зазор в несколько дюймов, чтобы катушки могли окружать стыки. Чаще всего используются катушки закрытого типа, в которые вставляется деталь.Это подходит для деталей, у которых хотя бы один конец не имеет диаметра намного больше диаметра соединения. Были разработаны открываемые катушки, которые могут зажимать детали, которые нельзя вставить в катушку.
Заключение
MPW только что был представлен на промышленном рынке, поэтому производственному миру требуется больше времени, чтобы внедрить его в полную силу. Предварительная оценка показывает многообещающие возможности для различных применений труб и труб. Как и в случае с любой новой технологией, первые адаптеры будут нести основную тяжесть обнаружения всех плюсов и минусов, но они также могут первыми воспользоваться преимуществами.
Электромагнитная импульсная сварка и опрессовка
Принцип работы
При магнитно-импульсной сварке электромагнитные силы используются для столкновения двух материалов друг с другом с высокой скоростью. Источник питания используется для зарядки конденсаторной батареи; когда необходимое количество энергии накапливается в конденсаторах, она мгновенно выделяется в катушку. Ток разряда индуцирует сильное переходное магнитное поле внутри катушки, которое, в свою очередь, вызывает вихревые токи во внешней заготовке (в данном случае в трубке).
Эти вихревые токи препятствуют распространению магнитного поля через внешнюю заготовку и вызывают разницу в величине магнитного поля с обеих сторон этой заготовки. Разница создает магнитное давление, которое заставляет внешнюю заготовку сталкиваться с внутренней заготовкой.
Столкновение между деталями вызывает соединение через несколько механизмов соединения. Связь между материалами создается, когда расстояние между их атомами становится меньше диапазона их взаимных сил притяжения.В этом случае электроны распределяются между двумя материалами, и может образовываться интерметаллическая фаза (возможно, с высокой твердостью).
Рисунок 1: Принцип работы электромагнитной импульсной сварки и опрессовки
Фактический процесс соединения длится не более 30 мкс. Не используются защитные газы, присадочные материалы или другие вспомогательные материалы. Электромагнитная импульсная сварка также является процессом «холодного» соединения; тепловыделение очень ограничено.Благодаря этому не создается зона термического влияния, и материалы не теряют своих свойств. Отсутствие тепла и твердотельный характер процесса позволяет соединять разнородные материалы. Можно соединить алюминий с медью, алюминий со сталью или медь с латунью. Поперечное сечение магнитно-импульсной сварки аналогично сечению сварного шва взрывом (см. Рис. 3 и 4).
Рисунок 2: Магнитно-импульсная сварка алюминиевых и медных трубок (Источник: Pulsar)
Рисунок 3 en 4: Поперечное сечение сварного шва медь-латунь (Источник: проект BIL-CEWAC SOUDIMMA)
Также возможно соединение листовых материалов с помощью плоской катушки.
Рисунок 5: Электромагнитная импульсная сварка листовых материалов (медь-алюминий)
Рисунок 6: Поперечное сечение рисунка 5
Оборудование
Установка для электромагнитной сварки состоит из батареи накопительных конденсаторов, источника питания для высоковольтной зарядки, разрядной цепи, рабочей катушки и, при необходимости, формирователя поля.
BWI имеет испытательное оборудование для исследования применимости процесса для определенных приложений.Максимальная энергия сварочного аппарата составляет 50 кДж при зарядном напряжении 25 кВ. На рисунке 7 показана катушка в сочетании с формирователем поля (концентратором поля).
Рисунок 7: Катушка оборудования BWI
Преимущества и ограничения электромагнитной импульсной сварки
Поскольку в этой технологии для склеивания используется не тепло, а давление, она предлагает важные преимущества по сравнению с традиционными процессами термической сварки:
- Быстрое и экономичное соединение традиционно несвариваемых материалов, например, соединений разнородных материалов.
- Разработка сложных деталей или новых продуктов, которые ранее были невозможны при использовании традиционных процессов соединения.
- Процесс магнитно-импульсной сварки — это процесс «холодного» соединения. Повышение температуры является очень локальным (порядка 50 мкм), поэтому детали достигают не более 30-50 ° C на внешних поверхностях. Это означает, что после сварки детали можно сразу выгружать и обрабатывать на стандартном оборудовании.
- Высокая повторяемость; постоянное качество стыков
- Возможна высокая производительность.
- Бесконтактный: отсутствие следов формовочных инструментов и обработка материалов с покрытием или чувствительных материалов.
Эта технология оказывает гораздо меньшее негативное воздействие на окружающую среду и намного более экологична по сравнению с традиционными сварочными технологиями:
- Нет тепла, излучения, газа или дыма, защитного газа, который менее вреден для оператора.
- В агрессивных средах машины могут выполнять операцию соединения, избегая дополнительных вложений в безопасность оператора.
- Можно улучшить условия работы сварщика или оператора, так как технология экологически чистая.
- Процесс магнитно-импульсной сварки потребляет меньше энергии.
Магнитно-импульсная сварка накладывает некоторые ограничения с учетом соединяемых деталей:
- Соединения внахлест необходимы, так как один листовой материал должен воздействовать на другую часть для создания сварного шва.
- Один из листовых материалов должен быть хорошим проводником, в противном случае следует использовать проводящий так называемый «приводной» материал для увеличения скорости удара.
- Одна заготовка должна выдерживать удар другой, поэтому для предотвращения деформации может потребоваться оправка или опора.
- Процесс может использоваться только в мастерской из-за размера сварочного аппарата. С точки зрения потенциальных применений, которые в основном представляют собой детали заводского изготовления, это не обязательно является недостатком.
Соединение разнородных материалов
Можно найти применение для соединения материалов, которые трудно соединить с помощью традиционных методов.Например, можно сваривать медь и алюминий. Эти материалы обычно соединяются пайкой, но эти процессы трудоемки и, следовательно, дороги. Другие секторы, которые исследуют применимость процесса для своих приложений, — это аэрокосмический и ядерный сектор, где используются очень специфические материалы. Другие области применения — это множество медных труб в холодильных системах, которые очень просто соединить с помощью этого метода (рис. 8).
Рисунок 8: Магнитно-импульсная сварка алюминия и меди (Источник: SLV Munchen)
Сварочный процесс особенно подходит для производства нишевых продуктов или больших серий.Например, компоненты для кондиционирования воздуха, где медные трубы соединяются фланцами из нержавеющей стали. Другие возможные применения — это сосуды под давлением для систем кондиционирования воздуха в легковых автомобилях (Рисунок 9). Это электромагнитная импульсная сварка в сосуде высокого давления, сделанном из алюминиевой трубы и двух алюминиевых наконечников. Сварные швы герметичны и устойчивы к очень высокому давлению систем кондиционирования воздуха (источник: PSTproducts).
Рисунок 9: Сосуд под давлением системы кондиционирования воздуха (Источник: PSTProducts)
Опрессовка электромагнитная импульсная
Электромагнитный импульсный обжим представляет собой техническую и экономическую альтернативу механическим процессам обжима.Бесконтактный процесс, предлагаемый технологией электромагнитных импульсов, создает более равномерное давление по окружности без каких-либо отклонений или следов инструмента, присущих механическим процессам.
Применение электромагнитного импульса не ограничивается конструкциями из мягких сплавов, но также можно обрабатывать детали из высокопрочной стали. На рисунке 11 показано соединение металлических фитингов с резиновыми шлангами.
Рисунок 10: Магнитно-импульсный гофрированный автомобильный агрегат (Источник: PSTProducts Gmbh)
Рисунок 11: Магнитно-импульсная опрессовка стальных фитингов на резиновые шланги
Рисунок 12: Обжимное соединение алюминиевой трубки и внутренней части
Технико-экономическое обоснование
BWI может оценить осуществимость этого процесса для ваших материалов или приложений.Мы также можем провести испытания сварки или опрессовки с последующим полным определением характеристик соединения. С дополнительными вопросами обращайтесь к Коену Фэйсу.
Магнитно-импульсная сварка электромагнитным сжатием: определение скорости удара
[1] Мори, К.; Bay, N .; Fratini, L .; Micari, F .; Теккая, А.Е .: Соединение путем пластической деформации, CIRP Annals — Manufacturing Technology, 2013, 62, стр.673-694.
DOI: 10.1016 / j.cirp.2013.05.004
[2] Гёбель, Г.; Beyer, E .; Kaspar, J .; Бреннер, Б .: Соединение разнородных металлов: макро- и микроскопические эффекты MPW, Труды 5-й Международной конференции по высокоскоростной формовке, 2012, стр. 179-188.
[3] Псик, В.; Risch, D .; Kinsey, B.L .; Теккая, А.Е .; Кляйнер, М .: Электромагнитное формование — обзор, журнал технологий обработки материалов, 2011, 211, стр.787-829.
DOI: 10.1016 / j.jmatprotec.2010.12.012
[4] Стрэнд, О.Т .; Goosman, D.R .; Martinez, C .; Whitworth, T.L .; Kuhlow, W.W .: Компактная система для высокоскоростной велосиметрии с использованием гетеродинных методов, Review of Scientific Instruments, 2006, 77 (083108).
DOI: 10.1063 / 1.2336749
[5] Дженсен, Б.J .; Holtkamp, D.B .; Rigg, P.A .; Долан, Д.Х .: Пределы точности и оконные поправки для фотонной доплеровской велосиметрии, Журнал прикладной физики, 2007, 101 (013523).
DOI: 10.1063 / 1.2407290
[6] Егер, А.; Теккая, А.Е .: Измерение радиального смещения заготовки в режиме онлайн при электромагнитной штамповке после горячей экструзии алюминия, Труды 5-й Международной конференции по высокоскоростной штамповке, 2012, стр. 13-22.
[7] Бирвальд, К.: Grundlagen der Prozessauslegung und -gestaltung bei der elektromagnetischen Umformung, Dr.-Ing. Диссертация, Университет Дортмунда, (2005).
[8] Бюлер, Х.; Bauer, D .: Ein Beitrag zur Magnetumformung rohrförmiger Werkstücke, Werkstatt und Betrieb, 1968, 9 (101), стр. 513-516.
[9] Дитц, Х.; Lippmann, H.J .; Шенк, Х .: Theorie des Magneform-Verfahrens: Erreichbarer Druck, ETZ — A, 1967, 88 (09), стр 217-222.
[10] Дитц, Х.; Lippmann, H.J .; Шенк, Х .: Theorie des Magneform-Verfahrens: Abgestufter Feldkonzentrator, ETZ — A, 1967, 88 (19), стр. 475-480.
[11] Дитц, Х.; Lippmann, H.J .; Шенк, Х .: Theorie des Magneform-Verfahrens: Die Bewegung des Werkstücks, ETZ — A, 1968, 89 (12), стр. 273-278.
Измерения магнитного поля при магнитно-импульсной сварке с использованием скалярных датчиков CMR-B
3.1. Измерение динамики магнитного поля во время MPW
Перед исследованием процесса MPW была исследована динамика магнитного поля в зазоре между формирователем поля и жестким алюминиевым цилиндром, а также во время свободного сжатия алюминиевой трубки.Результаты этих исследований при энергии заряда 4 кДж показаны на примере стержня (алюминий EN AW-6060, поставленный BIKAR-Metalle, Бад-Берлебург, Германия) диаметром 40 мм и алюминиевой трубки с таким же внешним видом. диаметр и толщина стенки 1,5 мм. Ток катушки для обоих случаев показан на вставке. Форма волны периодически изменяющегося магнитного поля является униполярной, что является результатом измерения скалярного датчика CMR-B, поскольку он измеряет только абсолютное значение плотности магнитного потока B .В случае алюминиевого стержня амплитуды всех колебаний магнитного поля изменяются по закону затухания (пунктирная линия) с экспоненциальной постоянной времени τ = 75,5 мкс. Следует отметить, что по этому закону изменяются и амплитуды токов. Однако в случае сжатия трубки после первого полуволнового импульса амплитуда следующей полуволны значительно уменьшается, и магнитное поле осциллирует по закону затухания с экспоненциальной постоянной времени τ = 90.7 мкс.
Динамика магнитного поля между формирователем поля и частью летательного аппарата. Красная кривая отмечает жесткий стержень; черная кривая отмечает алюминиевую трубку толщиной 1,5 мм. На вставке: ток разряда при сжатии трубки показан черной линией; при экспериментах с жестким стержнем красной линией.
Эти различия связаны с деформацией трубки во время первой полуволны тока, что приводит к значительному увеличению индуктивности системы, состоящей из трубки и формирователя поля.Это подтверждается также уменьшением частоты колебаний магнитного поля (см.). Согласно Kleiner et al. [23], в процессе сжатия, когда начинается деформация летуна, общая индуктивность нагрузки потребителя (змеевик-трубка) в разрядном контуре увеличивается, что приводит к уменьшению частоты и амплитуды колебательного тока. Однако из-за наличия формирователя поля, который используется в дополнение к катушке инструмента, деформация трубки лишь незначительно влияет на общую индуктивность системы (см. Henselek et al.[24]). Следовательно, ток в катушке изменяется незначительно (см. Вставку). Тем не менее это приводит к значительному уменьшению амплитуды магнитного поля в зазоре между формирователем поля и сжатой трубкой. Более того, как видно на фиг.2, во время сжатия трубки временной ход первой полуволны магнитного поля отличается от хода жесткого стержня. Здесь максимум магнитного поля достигается намного раньше, чем максимум тока катушки.Это означает, что, несмотря на увеличение тока катушки, магнитное поле в зазоре уменьшается из-за деформации летуна.
Для изучения влияния энергии заряда E на формы колебаний магнитного поля во время максимальной нагрузки алюминиевого флаера со стальным основанием были проведены эксперименты при различных энергиях заряда (см. A) и с флаерами, имеющими разную толщину стенок (см. б). Результаты этих исследований с толщиной стенки флаера 1,5 мм при энергиях заряда 2, 3 и 4 кДж показаны на рисунке а.Первая полуволна во всех этих сварочных экспериментах имела два пика. Первый пик был аналогичен тому, который наблюдался при свободном сжатии трубки (см.). Амплитуда этих пиков зависела от энергии заряда конденсатора: чем меньше энергия заряда, тем меньше была амплитуда пика магнитного поля, а максимум этих пиков был достигнут позже. Как упоминалось ранее, магнитная индукция в точке измерения представляет собой интерференцию поля, создаваемого формирователем поля, и индуцированного тока в летательном аппарате.Второй компонент, среди прочего, зависит от расстояния между формирователем поля и летчиком. Чем больше это расстояние, тем меньше становится вклад магнитного поля летуна. При определенной скорости летательного аппарата увеличение времени магнитного поля в формирователе поля (при еще увеличивающемся токе катушки) компенсировалось уменьшением магнитного поля, индуцированного в летательном аппарате. Таким образом был получен первый пик. После достижения первого пика плотность магнитного потока упала до некоторого локального минимального значения, затем увеличилась до второго пика и, наконец, упала до нуля.Более того, минимум между этими двумя пиками по времени был достигнут позже, а относительное значение второго пика было ниже, когда использовалась более низкая энергия заряда. После окончания первой полуволны следующие импульсы продолжали колебаться по закону затухания.
Магнитные поля между формирователем поля и алюминиевой направляющей трубкой при разных энергиях зарядки, когда толщина стенки трубки составляет d = 1,5 мм, соединительный зазор составляет h = 1,5 мм ( a ), а энергия зарядки равна 5 кДж, также при толщине стенки d = 1, 2, 2.5 мм ( b ).
Для понимания динамики плотности магнитного потока в процессе сварки были рассмотрены процессы, происходящие в течение первой полуволны разрядного тока. показывает ток в катушке и изменения величины магнитного поля в зазоре между формирователем поля и флайером.
Динамика магнитного поля между формирователем поля и алюминиевой трубкой отмечена черной линией, ток катушки — красной линией, смещение стенок трубки — синей пунктирной линией, а скорость стенки трубки — пунктирная зеленая линия.Толщина стенок трубки составляла 1,5 мм, энергия заряда конденсатора — 4 кДж ( a ) и 2 кДж ( b ). Родитель был сделан из стали.
Перемещение летательного аппарата, а также его скорость при энергии заряда 4 кДж и 2 кДж представлены соответственно на a, b. Сравнение смещения летучего во времени и формы волны плотности магнитного потока B показывает, что локальный минимум B достигается при столкновении летчика с родителем. В момент удара скорость летуна достигает максимального значения, а затем резко падает.Для E = 4 кДж (а) начальное время столкновения составляет 11 мкс после начала текущего импульса, а максимальная скорость удара летательного аппарата составляет v i = 272 м / с. Общее смещение флаера составляет 1,5 мм (т.е. начальный зазор), и процесс деформации завершается через 14 мкс. Минимальная плотность магнитного потока достигается при уменьшении скорости полета до v i = 120 м / с. Как уже отмечалось выше, появление первого пика и последующее уменьшение магнитного поля явилось результатом деформации летуна, вызванной магнитным давлением.В этом случае увеличение индуктивности системы, вызванное прогрессирующей деформацией летательного аппарата, настолько сильно замедлило магнитное поле, что увеличение тока в катушке не смогло компенсировать это уменьшение. Однако, когда скорость уменьшалась, влияние тока катушки на магнитное поле преобладало, и наблюдалось общее увеличение на B . По этой причине в момент минимума магнитного поля ток еще не достиг максимального значения и продолжал расти, что привело к появлению второго пика в динамике поля.
Было обнаружено, что существует взаимосвязь между энергией заряда E , моментом времени ( τ м ) минимума магнитного поля в форме сигнала с двойным пиком и качеством сварки. Когда E составлял 4 кДж, 3 кДж и 2 кДж, τ m составлял 11 мкс, 12,5 мкс и 15 мкс соответственно. Испытание на отслаивание вручную показало, что при τ м ≤ 12,5 мкс отрезанная полоса материала листовки не может быть отделена от основного материала, что свидетельствует о хорошем качестве сварки.Изображение испытанного образца после MPW при E = 3 кДж; τ м = 12,5 мкс показано на вставке. Между тем, тот же анализ выполнен при E = 2 кДж; τ м = 15 мкс (см. B) показал недостаточную прочность сварного шва, потому что листовая полоса легко отслаивалась от основной.
Влияние толщины стенки флаера на динамику магнитного поля было исследовано путем зарядки конденсатора до 5 кДж и использования флаеров с толщиной стенок 1, 2 и 2.5 мм. Результаты показаны на б. Видно, что флаер с толщиной стенки 1 мм ударяется о родительский элемент после τ м = 11 мкс (минимум кривой), в то время как флаер с толщиной стенки 2,5 мм сталкивается с родительским элементом после τ m = 16 мкс, когда ток катушки уже достиг максимального значения и начал падать. Более того, в случае флайера толщиной 2,5 мм энергии было недостаточно для качественной сварки деталей.
Таким образом, анализируя форму волны магнитного поля во времени, можно качественно определить качество процесса МПВ с учетом следующих параметров: момент времени и амплитуда первого пика и момент времени минимума. Как указывалось ранее, деформация летуна начинается при достижении критического магнитного давления. Первый максимум является результатом компенсации увеличивающегося магнитного поля в формирователе поля, вызванного уменьшением магнитного поля, индуцированного в летательном аппарате.Максимальное магнитное давление можно оценить по этому максимальному значению. Однако трудно определить четкую связь между моментом времени первого максимума и его значением с качеством сварки. Причина в том, что положение и значение этого максимума зависят от увеличивающегося тока катушки, скорости летательного аппарата, его механических свойств и т. Д. Например, для летчиков с фиксированной толщиной стенки было получено, что при более высокой энергии заряда , достигается более ранний и более высокий максимум и повышается качество сварки (см. а).Однако промежутки времени между этими пиками различаются незначительно. Для листовок с разной толщиной стенок (см. B) первый максимум 6 Тл был достигнут через 6 мкс при энергии заряда 5 кДж, когда использовался флаер с толщиной стенки 1 мм. Однако, когда летун с толщиной стенки 2,5 мм использовался при той же энергии, это было достигнуто через 11 мкс, несмотря на более высокое значение первого пика (около 8,3 Тл). Более того, момент минимума магнитного поля показывает время столкновения летуна с родителем.По полученным данным можно определить скорость летуна в момент его столкновения с родителем. После начала деформации скорость летуна изменяется почти линейно. Согласно Lueg-Althoff et al. [6], время столкновения флаера с родителем является особенно важным параметром в процессе MPW. Таким образом, зная зазор стыковки и время до столкновения, можно оценить скорость летуна. Чем позже достигается локальный минимум, тем ниже скорость полета незадолго до столкновения с родителем.Действующее давление на часть летательного аппарата можно оценить, проанализировав изменение скорости во время удара. Это было сделано Lueg-Althoff et al. [6], оценив изменение скорости полета при ударе с помощью кривых PDV. Однако, введя скалярную измерительную систему CMR-B в качестве нового и быстрого метода анализа процессов MPW, можно получить информацию не только о движении летательного аппарата, но также о значениях и динамике магнитного поля. Следовательно, комбинация нескольких параметров, таких как максимум первого пика, его временное положение и момент времени минимума формы сигнала, может использоваться в качестве индикатора или «отпечатка пальца» качества сварки для известных установок MPW с заранее заданными параметрами. параметры инструмента, такие как зазор между флаером и формирователем поля, зазор между флаером и родительским элементом и толщина стенки флаера.
Полученные результаты показывают, что анализ динамики магнитного поля в окрестности формирователя поля дает необходимую информацию о процессах, происходящих при магнитной сварке, которую нельзя получить прямым измерением тока катушки, что было предложено Автор: Henselek et al. [24], Zhang et al. [25] и Beerwald et al. [26]. Кроме того, анализируя данные, полученные путем измерения динамики магнитного поля, и сравнивая эти данные с результатами физической проверки качества сварки, можно будет оптимизировать энергию заряда конденсаторов для каждого случая.Например, видно, что для сварки флаера с толщиной стенки 1 мм нет необходимости заряжать конденсатор до 5 кДж, поскольку он воздействует на родительский элемент, когда ток в катушке еще не достиг своего максимума. Кроме того, предлагаемую систему измерения магнитного поля можно использовать не только для анализа процессов, происходящих во время MPW, но и для мониторинга критических точек динамики магнитного поля (таких как величина и временное положение первого максимума и минимума). определяется заранее для выбранной системы MPW.CMR-B-скалярные датчики имеют небольшие размеры и нечувствительны к направлению магнитного поля, что значительно упрощает их установку. Они также быстрые и могут измерять короткие импульсы магнитного поля. Кроме того, по сравнению с датчиками PDV, они не требуют специальной обработки сигнала, так как вся динамика магнитного поля сразу отображается на экране монитора.
3.2. Численное моделирование плотности магнитного потока в зазоре между формирователем поля и деталью
Для численного моделирования динамики магнитного поля были созданы трехмерные имитационные модели с использованием коммерческого программного обеспечения LS-DYNA (Lorenz et al.[27]). Хотя эксперименты проводились с флаерами с разной толщиной стенок, моделирование проводилось только для одной геометрии флаеров. Поскольку численное моделирование высокоскоростных процессов формовки, таких как электромагнитное формование (или в данном случае MPW), является сложным и сложным, основное внимание было уделено листовке с толщиной стенки 2 мм. Для этой геометрии заранее были точно определены требуемые параметры материала с высокой скоростью деформации. Таким образом, можно было оценить стабильную и информативную численную модель.Схема моделирования показана на.
Настройка в моделировании LS-DYNA.
В этой установке листовка имела толщину d = 2 мм, начальный зазор между листом h был 1,5 мм, а начальное расстояние между формирователем поля и флаером составляло 0,5 мм. Помимо механических свойств материала, в качестве входа использовался экспериментально измеренный импульс электрического тока через катушку. Точность моделей численного моделирования высокоскоростных процессов формовки, таких как MPW, сильно зависит от применяемых моделей материалов.Материальные данные для численного моделирования были получены путем обратной характеризации, как описано в Lorenz et al. [27]. Поскольку формирователь прикладного поля имеет несколько осевых и радиальных скважин для интеграции скалярных датчиков CMR-B и датчиков PDV (см.), Создание сетки трехмерной имитационной модели было сложной задачей. Требовалась исключительно мелкая 3D-сетка, которая резко увеличивала время моделирования. Поэтому скважины не учитывались при моделировании LS-DYNA.Кроме того, влияние скважин и положения датчика магнитного поля на значения плотности магнитного потока было оценено с помощью мультифизического моделирования COMSOL. Результаты моделирования в COMSOL представлены ниже.
Сравнение результатов моделирования и измерений динамики магнитного поля показало хорошее качественное совпадение моделирования и эксперимента (см.). Особенно многообещающее соответствие показал временной ход в течение первой полуволны текущего импульса.
Динамика магнитного поля при сварке алюминиевой трубы с толщиной стенки d = 2 мм со стальным основанием. Масштабированное моделирование LS-DYNA (коэффициент масштабирования 0,3 — красная пунктирная линия), измерение — зеленая линия, а колебания тока через катушку — синюю пунктирную линию.
Обсуждавшееся ранее поведение двух пиков в динамике напряженности поля было обнаружено как при измерениях, так и при моделировании. Однако, как упоминалось ранее, динамическое моделирование LS-DYNA было выполнено без скважин, и результаты моделирования дают значительно более высокие значения магнитного поля, чем были получены из измерений с использованием скалярного датчика CMR-B.Например, максимальная плотность потока, рассчитанная для момента времени t = 7,1 мкс (см.), Составила 25,05 Тл (на рисунке не показано), а измеренное значение ≈ 7,48 Тл. Чтобы прояснить причины этого несоответствия, 3D-моделирование гармоник во времени было выполнено с помощью COMSOL Multiphysics. Целью была оценка влияния ствола скважины и положения датчика магнитного поля на плотность магнитного потока. Геометрии формирователя поля, флаера и родителя рассматривались как в их начальных (не деформированных) состояниях, так и в их конечных состояниях после столкновения летуна с родителем.Представленные результаты показывают, что скважина приводит к значительному локальному уменьшению магнитного поля. Вдоль оси скважины магнитное поле неоднородно. Сравнение максимального значения магнитного поля в Точке 1 (в которой проводились расчеты LS-DYNA) с максимумом в Точке 4 (в которой размещался датчик) показывает, что эти значения различались примерно в три раза. . Как уже упоминалось ранее, такая же трехкратная разница была получена при сравнении результатов моделирования и измерений в процессе сварки.Кроме того, можно видеть, что увеличение зазора между формирователем поля и летательным аппаратом из-за электромагнитного формирования приводит к уменьшению напряженности магнитного поля и временному сдвигу максимума и минимума.
Результаты моделирования COMSOL распределения магнитного поля в четырех положениях в зазоре между летательным аппаратом и формирователем поля для начального и конечного состояний деформации летательного аппарата (( a ) напряженность магнитного поля, ( b ) колебания магнитного поля) .P1 не подвержен влиянию ствола скважины, P2 находится в том же радиальном положении перед стволом скважины, P3 и P4 находятся на 0,5 и 1 мм внутри ствола скважины, что приблизительно соответствует положению зонда в экспериментах.
Следовательно, наличие отверстия в формирователе поля и положение датчика в этом отверстии вызывают расхождение между измеренным значением и моделируемым магнитным полем. Таким образом, было решено, что результаты LS-DYNA необходимо масштабировать с коэффициентом 25,05 / 7,48, чтобы учесть влияние ствола скважины (см.).Поэтому данные результатов моделирования, представленные в, масштабируются с учетом этого коэффициента. Это позволяет получить не только качественное, но и количественное согласие моделирования и измерений.
Численное моделирование позволяет провести подробный анализ взаимодействий между деформацией летуна, ударом между летуном и родителем и динамикой магнитного поля. На графике показана радиальная скорость кромки флаера во времени. Видно, что деформация летуна начинается позже, с некоторой задержкой и только после установления определенного уровня магнитного поля.Индуцированные напряжения, вызванные так называемым магнитным давлением, превышают начальные напряжения течения материала летательного аппарата. Затем летун быстро ускоряется до тех пор, пока не будет преодолено противостояние между летуном и родителем. Контакт внутренней поверхности летательного аппарата с родительской поверхностью происходит при максимальной скорости летательного аппарата. Следует отметить, что при численном моделировании скорость пилота определяется для кромки пилота, которая, очевидно, выше, чем в позиции измерения PDV на несколько миллиметров вдоль оси пилота.За этим пиком скорости следует резкое замедление, во время которого летун и родитель слегка сжимаются, и образуется высокое контактное давление. Фаза замедления занимает всего несколько микросекунд, и ее окончание можно определить по локальному минимуму кривой магнитного поля. Это подтверждает экспериментальные результаты () и еще раз показывает потенциал измерений магнитного поля для углубленного анализа процессов МПВ. Сварка между летательным аппаратом и родительским элементом не была смоделирована в настоящем моделировании LS-DYNA, и флаер испытывает некоторые вибрации после удара.